Download - Huong Dan Gia Cong Cimatron E70
Hướng dẫn Gia công trên Cimatron E7.0
1
MỤC LỤC MỤC LỤC ................................................................................................................................... 1 CHƯƠNG I GIỚI THIỆU CIMATRON NC................................................................................. 2
1. Các biểu tượng trong thanh công cụ ngang :.......................................................................... 2 2. Các biểu tượng trên thanh công cụ theo phương thẳng ñứng. ................................................ 3
CHƯƠNG II LẬP TRÌNH PHAY BA TRỤC............................................................................... 5 1. Môi trường NC ..................................................................................................................... 5 2. Các bước tạo chương trình gia công...................................................................................... 5
2.1 Mở file ...................................................................................................................... 5 2.2 Chọn dụng cụ cắt....................................................................................................... 6 2.3 Chọn số trục máy gia công_ Chọn kiểu chạy dao....................................................... 9 2.4 Tạo phôi.................................................................................................................... 9 2.5 Chọn phương pháp gia công.................................................................................... 10
2.5.1 Gia công 2,5 trục ............................................................................................. 10 2.5.2 Gia công 3 trục ................................................................................................ 11 2.5.3 Flow line ......................................................................................................... 20 2.5.4 Gia công 4 hoặc 5 trục ..................................................................................... 22
2.6 Mô phỏng................................................................................................................ 22 2.7 Xuất sang file chương trình .NC.............................................................................. 23
3. Các tham số gia công .......................................................................................................... 23 3.1 Các tham số gia công ñiều khiển 2,5D ; 3 trục ........................................................ 23
3.1.1 Clearance ........................................................................................................ 23 3.1.2 Entry & End Points.......................................................................................... 25 3.1.3 Approach & Retract......................................................................................... 27 3.1.4 Boundary Offset .............................................................................................. 29 3.1.5 Tolerance & Surface Offset Parameters ........................................................... 30 3.1.6 Tool Trajectory................................................................................................ 31 3.1.7 Z – Limits........................................................................................................ 31 3.1.8 Machine between Layers ................................................................................. 32 3.1.9 High Speed Machining .................................................................................... 36 3.1.10 Clean between Pass ......................................................................................... 38 3.1.11 Stock & Holder Tracking................................................................................. 38 3.1.12 Electrode machine parameter........................................................................... 40 3.1.13 Creat Auxiliary contours.................................................................................. 40 3.1.14 Cutter and Holder ............................................................................................ 41 3.1.15 Machine parameters......................................................................................... 41 3.1.16 Geometry ........................................................................................................ 42
3.2 Các tham số thiết lập cho ñường chạy dao ............................................................... 44 3.2.1 Create Auxiliary Contours ............................................................................... 44 3.2.2 Tool Trajectory................................................................................................ 44 3.2.3 Optimizer ........................................................................................................ 50 3.2.4 Layers Connection........................................................................................... 50
3.3 Các tham số cho chu trình khoan............................................................................. 51 3.3.1 Drill type – Kiểu khoan .................................................................................. 51 3.3.2 Depth Parameter.............................................................................................. 51 3.3.3 Drill Parameter ................................................................................................ 51 3.3.4 Drill Retract..................................................................................................... 52 3.3.5 Qiuck Drill ...................................................................................................... 53
4. Cách giảm số lần rút dao trong Cimatron E7....................................................................... 55

CHƯƠNG I – GIỚI THIỆU CIMATRON NC
2
CHƯƠNG I GIỚI THIỆU CIMATRON NC
1. Các biểu tượng trong thanh công cụ ngang :
Bật môi trường CAM và nó chỉ ñược ñưa ra khi bạn ñang trong môi trường CAD, sau khi quay trở lại từ môi trường CAM.
Quay trở lại môi trường Cad ñẻ chèn thêm ñối tượng.
Chọn hoặc tạo UCS
Quay lại Wizard Mode
Quay lại Advance Mode
Ẩn hoặc hiện hộp thoại NC Guide
Ẩn hoặc hiện Process Manager
Khi làm việc với bảng thông số, chọn vào biểu tượng này ñể có sự giúp ñỡ.
Làm xuất hiện Information Bar

CHƯƠNG I – GIỚI THIỆU CIMATRON NC
3
Tạo ra các sets thông tin trong môi trường NC
Hiện thị các thông tin về M-View trong môi trường NC
Phá vỡ các thông tin trong Process Manager
Mở rộng các thông tin trong Process Manager
(Motion Editor) thay ñổi các thông số dịch chuyển trong thủ tục
Hộp tuỳ chọn Displaying Cutter Motion
2. Các biểu tượng trên thanh công cụ theo phương thẳng ñứng.
Tải ñối tượng
Chọn dụng cụ cắt
Chọn ñường chạy dao
Tạo khối
Tạo thủ tục
Xoá thủ tục/ ñường chạy dao
Thực hiện ñường chạy dao hoặc thủ tục
CHƯƠNG I – GIỚI THIỆU CIMATRON NC
4
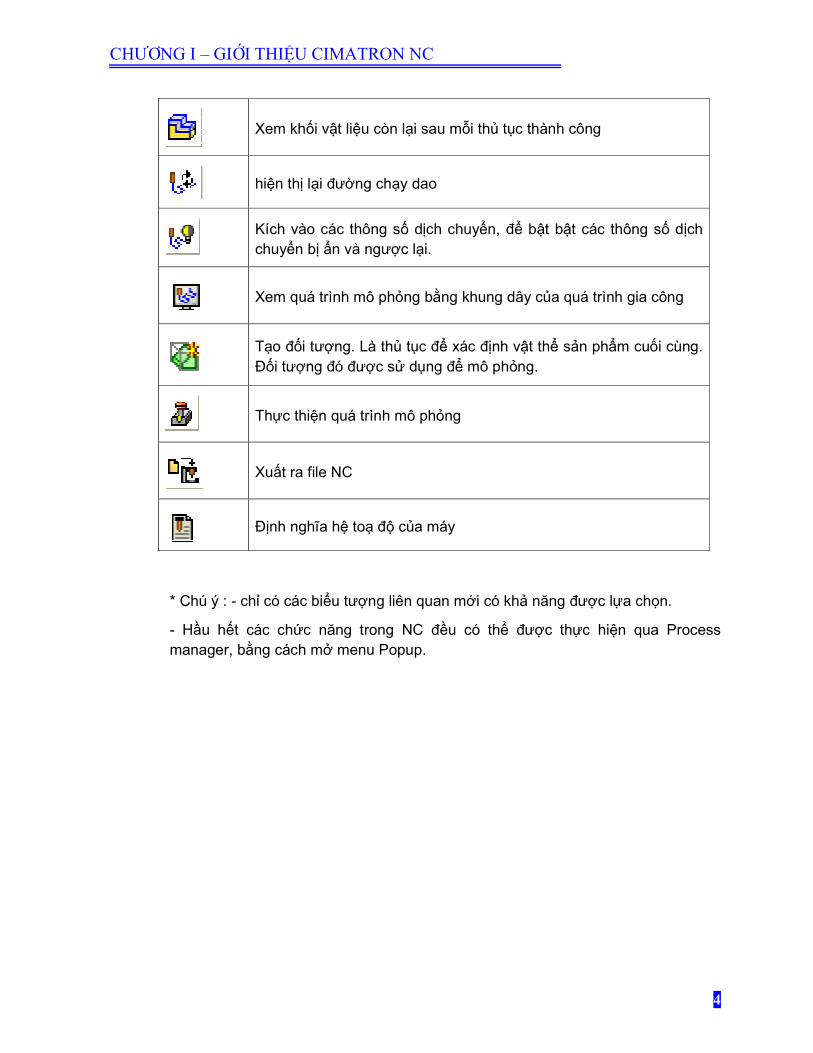
Xem khối vật liệu còn lại sau mỗi thủ tục thành công
hiện thị lại ñường chạy dao
Kích vào các thông số dịch chuyển, ñể bật bật các thông số dịch chuyển bị ẩn và ngược lại.
Xem quá trình mô phỏng bằng khung dây của quá trình gia công
Tạo ñối tượng. Là thủ tục ñể xác ñịnh vật thể sản phẩm cuối cùng. ðối tượng ñó ñược sử dụng ñể mô phỏng.
Thực thiện quá trình mô phỏng
Xuất ra file NC
ðịnh nghĩa hệ toạ ñộ của máy
* Chú ý : - chỉ có các biểu tượng liên quan mới có khả năng ñược lựa chọn.
- Hầu hết các chức năng trong NC ñều có thể ñược thực hiện qua Process manager, bằng cách mở menu Popup.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
5
CHƯƠNG II LẬP TRÌNH PHAY BA TRỤC
1. Môi trường NC
Chọn File/ New Document, chọn NC và OK.
- Trên màn hình ta có thể thấy:
(1)_Thanh Menu
(2)_Thanh công cụ các
biểu tượng
(3)_Thanh công cụ NC
(4)_Quản lý quy trình NC
(5)_Các thủ tục gia công
(6)_Các tham số gia công
(7)_Vùng lựa chọn ñối tượng hình học
(8)_Vùng hiển thị thông tin
2. Các bước tạo chương trình gia công
2.1 Mở file
- Kích chuột chọn biểu tượng , chọn ñối tượng cần gia công (là ñối tượng Part hoặc Assembly )
Tải ñối tượng
Chọn dụng cụ cắt
Chọn số trục máy gia công
Tạo phôi
Xuất sang file .NC
Mô phỏng
Chọn phương pháp gia công

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
6
- Sử dụng lựa chọn ñể nhận gốc UCS
- Sử dụng ñể dịch chuyển chi tiết (từ ñiểm tới ñiểm_Pivot , hoặc theo khoảng dọc theo các trục _XYZ Delta,…)
- Sử dụng ñể thực hiện xoay chi tiết quanh các trục X, Y, Z
- Chọn OK ñể kết thúc thao tác.
2.2 Chọn dụng cụ cắt
Trong hộp thoại Cutter & Holder bạn có thể thực hiện các công việc sau :
+ ðịnh nghĩa dụng cụ cắt
+ Lựa chọn các dụng cụ cắt khác nhau
+ Thay ñổi các thông số dụng cụ cắt
+ Xoá dụng cụ cắt
+ Tải dụng cụ cắt từ thư viện
+ Nhập dụng cụ cắt từ môi trường dữ liệu khác
- ðịnh nghĩa dụng cụ cắt
1- Kích vào nút New Cutter :
2- Nhập tên dụng cụ cắt và có thể cả lời chú dẫn nếu cần.
3- Lựa chọn kiểu dụng cụ cắt trong hộp tuỳ chọn Cutter Type Geometry.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
7
4- Tạo các thông số :
+ Dụng cụ cắt (Cutter) :
+ Máy (Machine) :
+ Dịch chuyển (Motion) :

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
8
+ ðầu kẹp dụng cụ cắt (Holder) :
Ví dụ : Các thông số dụng cụ cắt mới là :
- Lựa chọn dụng cụ cắt khác
1- Kích chọn dụng cụ cắt cần trong danh sách.
2- Chọn OK.
- Thay ñổi thông số dụng cụ cắt
1- Chọn dụng cụ cắt cần thay ñổi thông số trong danh sách.
2- Thay ñổi các thông số tương ứng trong bảng :
3- Chọn OK.
- Xoá dụng cụ cắt
1- Chọn dụng cụ cắt cần xoá trong danh sách :

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
9
2- Chọn nút Delete Cutter.
3- Chọn Ok.
- Tải dụng cụ cắt từ thư viện dụng cụ
1- Kích vào hộp tuỳ chọn Load Cutter from.
2- Chọn Cutter Library. Chọn dụng cụ trong danh sách và chọn OK.
- Lấy dụng cụ cắt từ môi trường dữ liệu khác
1- Kích vào hộp tuỳ chọn Load Cutter from.
2- Chọn Import Cutter Chọn dụng cụ và chọn OK.
- Lựa chọn Machine Parameter ñể thiết lập các giá trị mặc ñịnh cho tham số máy khi gia công. Các giá trị này sẽ ñược gọi ra khi thiết lập tham số Machine Parameter của thủ tục cắt bằng cách chọn chuột phải và chọn set machine params only
- Lựa chọn Holder ñể thiết lập chiều dài hình học của bầu dao ñể chương trình có thể tính toán ñược ñường gia công sao cho không xảy ra hiện tượng va chạm giữa cán dao (hoặc bầu dao )với phôi gia công
- ðối với máy gia công có thực hiện thay dao tự ñộng, lựa chọn số thứ tự thay dao bằng cách ñiền số ñó vào mục Holder No.
2.3 Chọn số trục máy gia công_ Chọn kiểu chạy dao
- Kích chuột chọn biểu tượng Create Toolpath ñể chọn số trục máy gia công : Gia công 2,5 trục, 3 trục, hoặc 4 trục.
- Chọn gốc tọa ñộ gia công trong mục Toolpath UCS : Có thể sử dụng các gốc tọa ñộ có trước hoặc sử dụng chuôt ñể lựa chọn
- Thiết lập ñiểm bắt ñầu trước khi thực hiện chạy gia công (từ mặt phẳng an toàn) : Start Point và chọn Use the Clearance for all Procedures ñể ứng dụng cho tất cả các thủ tục khác
2.4 Tạo phôi
- Kích chuột chọn biểu tượng tạo phôi màu vàng Creating a Stock ñể thực hiện tạo phôi ban ñầu. Phôi có thể là một khối, hoặc theo biên dạng của các bề mặt.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
10
- Thiết lập tạo phôi dạng khối bao trùm chi tiết nhưng có lượng dư, làm như sau:
Chọn Buonding Box � chọn Apply � chọn Box. Khi ñó sẽ hiển thị tọa ñộ thực của hai góc hình khối. Thực hiện thêm hoặc bớt lượng dư cho phôi bằng các giá trị cộng thêm vào các góc tọa ñộ ñó. Ví dụ: trục Z có giá trị là [-20, 20] , yêu cầu
ñể lượng dư mặt trên là 2mm, thì tọa ñộ của trục Z sẽ là [-20, 22 ]
2.5 Chọn phương pháp gia công
- Kích chuột chọn biểu tượng Create Procedures ñể tạo thủ tục gia công. Trong phần tạo thủ tục này, tùy theo kiểu gia công là 2,5 trục, 3 trục, 4 trục hay 5 trục mà số lựa chọn gia công sẽ khác nhau.
2.5.1 Gia công 2,5 trục
- ðối với lựa chọn 2,5 trục thì chỉ có 2 lựa chọn cho kiểu nguyên công chính : gia công 2,5 Axes, gia công khoan Drill
- Gia công 2,5 Axes :bao gồm
•••• Pocket – Stock Spiral : Gia công thô các vùng ñược xác ñịnh bới các ñường biên dạng ñóng kín và các ñảo, theo kiểu ñường chạy dao dạng xoắn ốc
•••• Pocket – Paralle Cut : Gia công thô các vùng ñược xác ñịnh bới các ñường biên dạng ñóng kín và các ñảo, theo kiểu ñường chạy dao dạng song song
•••• Pocket – Spiral Cut : : Gia công thô các vùng ñược xác ñịnh bới các ñường biên dạng ñóng kín và các ñảo, theo kiểu ñường chạy dao xoắn ốc nhưng chỉ theo một phía của dao cắt
•••• Pocket – Finish Walls : Gia công tinh các vùng ñược xác ñịnh bởi các ñường biên dạng ñóng kín và các ñảo, (tức là sẽ gia công chạy dao theo ñường biên dạng ñòng kín ñó)
•••• Profile Open Contour : Gia công cắt phôi dọc theo biên dạng ñường viền mở ñược lựa chọn
•••• Profile Closed Contour : Gia công cắt phôi dọc theo biên dạng ñường viền mở ñược lựa chọn
•••• Profile Open by Plane : Gia công cắt phôi dọc theo biên dạng ñường viền mở ñược lựa chọn, trên một mặt phẳng (ñường gia công nằm trên mặt phẳng ñược chọn)
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
11
•••• Profile Open by Plane : Gia công cắt phôi dọc theo biên dạng ñường viền ñóng kín ñược lựa chọn, trên một mặt phẳng (ñường gia công nằm trên mặt phẳng ñược chọn)
- Gia công khoan Drill: ðược lựa chọn ñể tạo ra các chu trình gia công khoan,
khoét, doa, tarô cho máy 3 trục , 4 trục , hoặc 5 trục
2.5.2 Gia công 3 trục
- ðối với gia công 3 trục, các nguyên công chính bao gồm cả phay thô, phay tinh bề mặt, gia công 2,5D, …
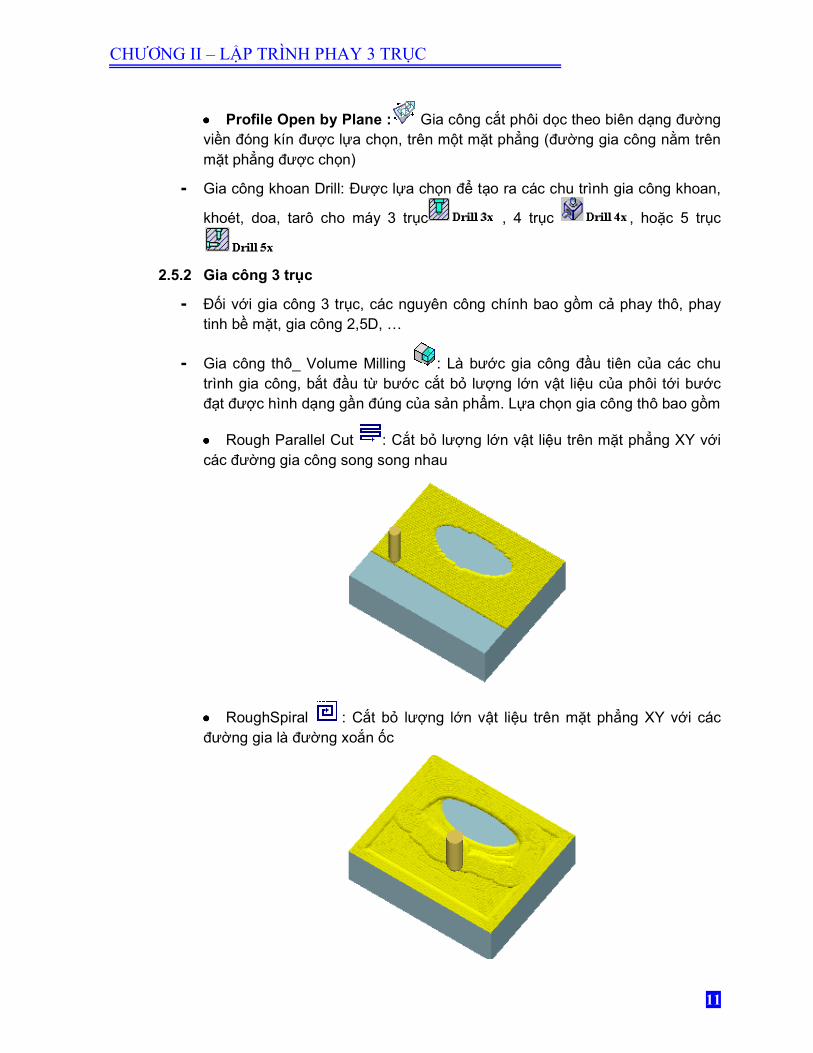
- Gia công thô_ Volume Milling : Là bước gia công ñầu tiên của các chu trình gia công, bắt ñầu từ bước cắt bỏ lượng lớn vật liệu của phôi tới bước ñạt ñược hình dạng gần ñúng của sản phẩm. Lựa chọn gia công thô bao gồm
•••• Rough Parallel Cut : Cắt bỏ lượng lớn vật liệu trên mặt phẳng XY với các ñường gia công song song nhau
•••• RoughSpiral : Cắt bỏ lượng lớn vật liệu trên mặt phẳng XY với các ñường gia là ñường xoắn ốc

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
12
•••• Rerough : Gia công bán thô_ Hình dạng phôi sau khi gia công thô sẽ ñược tính toán ñể ñưa vào tính toán các hành trình chạy không, chế ñộ cắt tối ưu, chuyển ñộng vào/ra của dụng cụ cắt
•••• Stock Spiral 3D : Gia công thô cắt bỏ lượng lớn vật liệu từ các vùng ñược bao quanh bởi các bề mặt theo các ñường xoắn ốc.
Thủ tục này thường ñược sử dụng cho gia công các lòng khuôn trên dạng mở, hoặc các lòng khuôn dưới dạng lồi.
•••• Parallel Cut 3D :Gia công thô cắt bỏ lượng lớn vật liệu từ các vùng ñược bao quanh bởi các bề mặt theo các ñường song song nhau
•••• Spiral Cut 3D : Gia công thô cắt bỏ lượng lớn vật liệu từ các vùng ñược bao quanh bởi các bề mặt theo các ñường song song với ñường bao của bề mặt gia công

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
13
Phương pháp này thường thích hợp với gia công các lòng khuôn trên
•••• Plunge Mill : Tạo ra các chuyển ñộng cắt thẳng xuống (theo hướng trục Z) ñể cắt bỏ nhanh lượng lớn thể tích vật liệu
Phương pháp này thích hợp với gia công các lòng khuôn dưới có chiều sâu lớn, khuôn nhiều lòng; các dạng vai áo, ñường rãnh hoặc thành cao
•••• Zcut Parallel : Tạo ra các chuyển ñộng cắt chạy theo các bề mặt của các vùng gia công ñược xác ñịnh bởi các biên dạng ñường viền và các ñảo
Phương pháp gia công này ứng dụng cho gia công các vật liệu mềm. Việc tính toán các ñường chạy dao là ñặc thù và nhanh hơn so với các chuyển ñộng cắt thô khác (khi gia công vật liệu mềm)
Khi sử dụng thủ tục gia công này, phải lựa chọn ñường bao. Nên ñể lại lượng dư cho các bề mặt gia công và các ñường bao
•••• Zcut Radial : Tương tự như Zcut Parallel nhưng khác ở chỗ các chuyển ñộng cắt là các ñường cắt ñi qua tâm là gốc tọa ñộ lập trình
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
14
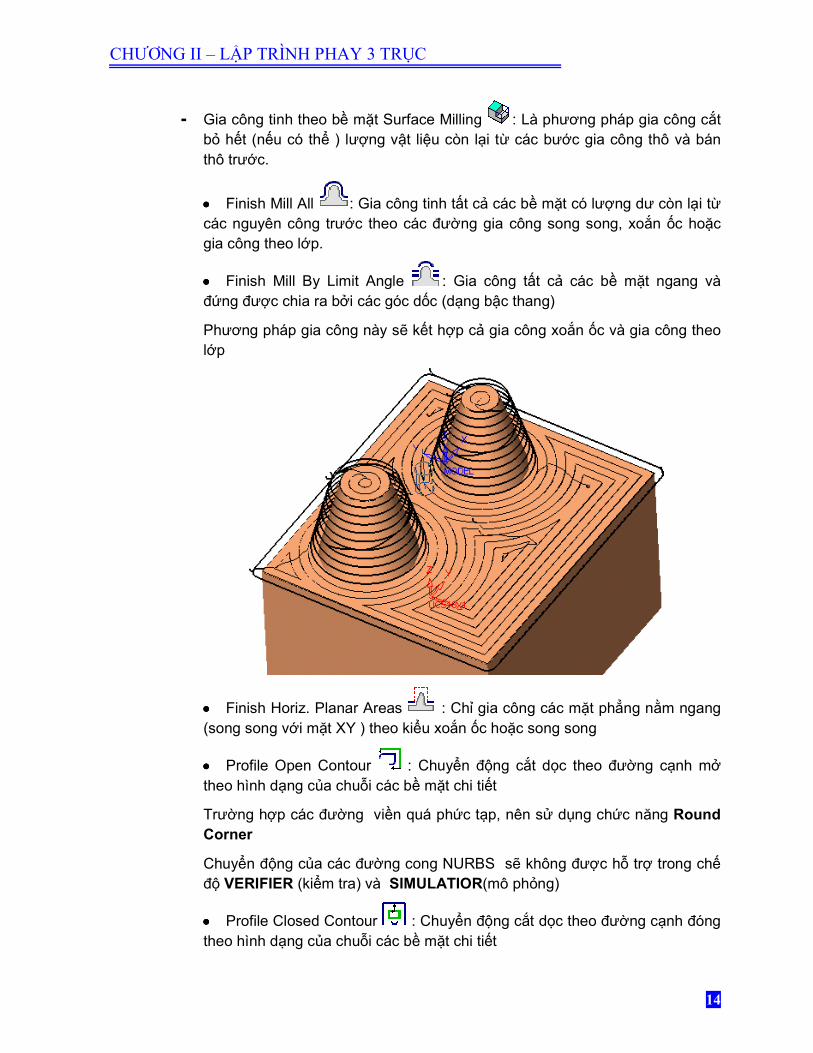
- Gia công tinh theo bề mặt Surface Milling : Là phương pháp gia công cắt bỏ hết (nếu có thể ) lượng vật liệu còn lại từ các bước gia công thô và bán thô trước.
•••• Finish Mill All : Gia công tinh tất cả các bề mặt có lượng dư còn lại từ các nguyên công trước theo các ñường gia công song song, xoắn ốc hoặc gia công theo lớp.
•••• Finish Mill By Limit Angle : Gia công tất cả các bề mặt ngang và ñứng ñược chia ra bởi các góc dốc (dạng bậc thang)
Phương pháp gia công này sẽ kết hợp cả gia công xoắn ốc và gia công theo lớp
•••• Finish Horiz. Planar Areas : Chỉ gia công các mặt phẳng nằm ngang (song song với mặt XY ) theo kiểu xoắn ốc hoặc song song
•••• Profile Open Contour : Chuyển ñộng cắt dọc theo ñường cạnh mở theo hình dạng của chuỗi các bề mặt chi tiết
Trường hợp các ñường viền quá phức tạp, nên sử dụng chức năng Round Corner
Chuyển ñộng của các ñường cong NURBS sẽ không ñược hỗ trợ trong chế ñộ VERIFIER (kiểm tra) và SIMULATIOR(mô phỏng)
•••• Profile Closed Contour : Chuyển ñộng cắt dọc theo ñường cạnh ñóng theo hình dạng của chuỗi các bề mặt chi tiết
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
15
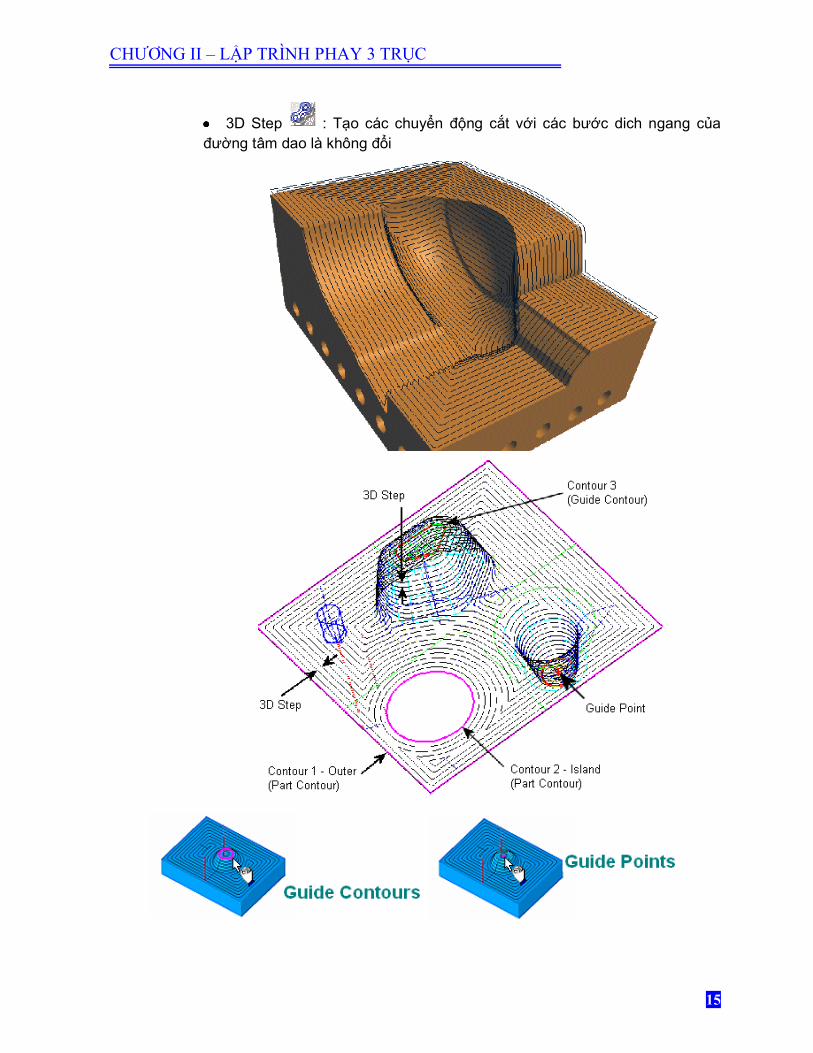
•••• 3D Step : Tạo các chuyển ñộng cắt với các bước dich ngang của ñường tâm dao là không ñổi
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
16
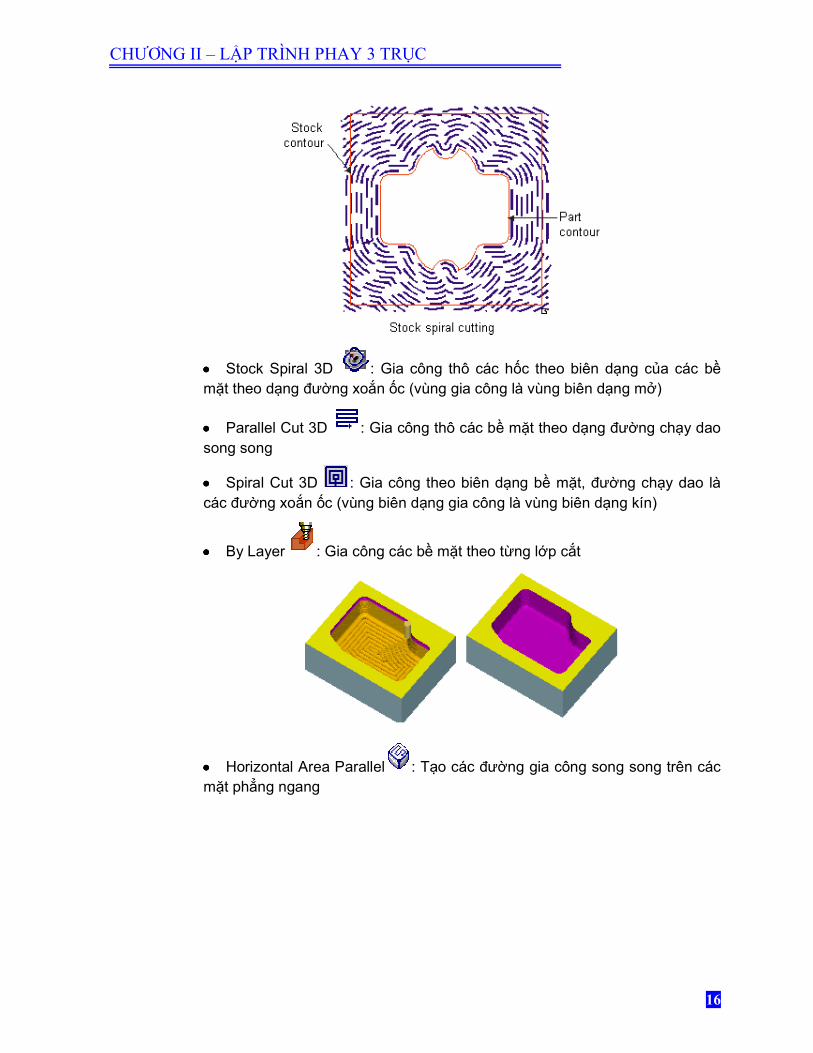
•••• Stock Spiral 3D : Gia công thô các hốc theo biên dạng của các bề mặt theo dạng ñường xoắn ốc (vùng gia công là vùng biên dạng mở)
•••• Parallel Cut 3D : Gia công thô các bề mặt theo dạng ñường chạy dao song song
•••• Spiral Cut 3D : Gia công theo biên dạng bề mặt, ñường chạy dao là các ñường xoắn ốc (vùng biên dạng gia công là vùng biên dạng kín)
•••• By Layer : Gia công các bề mặt theo từng lớp cắt
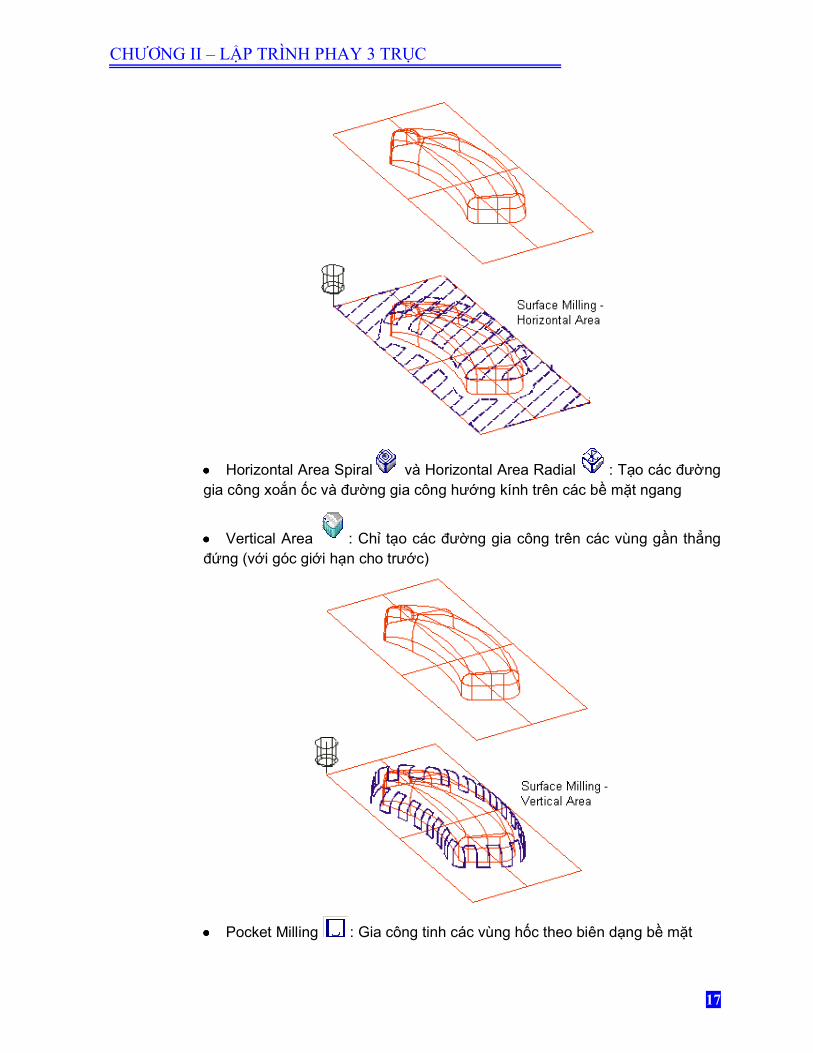
•••• Horizontal Area Parallel : Tạo các ñường gia công song song trên các mặt phẳng ngang
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
17
•••• Horizontal Area Spiral và Horizontal Area Radial : Tạo các ñường gia công xoắn ốc và ñường gia công hướng kính trên các bề mặt ngang
•••• Vertical Area : Chỉ tạo các ñường gia công trên các vùng gần thẳng ñứng (với góc giới hạn cho trước)
•••• Pocket Milling : Gia công tinh các vùng hốc theo biên dạng bề mặt

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
18
•••• Finish Radial Cut : Gia công hướng kính các vùng theo biên dạng bề mặt chi tiết
- Remachine : Là phương pháp gia công tinh , gia công lại những vùng chưa ñc gia công từ các bước gia công tinh trước, thông thường là gia công lại các ñường chân, các vùng mà dụng cụ cắt ở bước trước không chạm tới:
•••• Cleanup : Xác ñịnh và gia công lại các vùng chưa ñược gia công từ các bước gia công trước: ñường chân, các rãnh hoặc khe hẹp…
•••• Penci : Gia công một ñường dọc theo tất cả các ñường chân có các bán kính cong lớn hơn bán kính dao cắt.
Phương pháp này thường dùng ñể vét sạch và làm trơn các góc trong.
Dao cắt sử dụng cho phương pháp này thường là dao trụ phẳng, hoặc dao trụ có bán kính lượn nhỏ
•••• Along Contour: Tạo các ñường chạy dao xen kẽ dọc theo ñường cạnh tiếp tuyến tới bề mặt :
++++ Along Contour Split Horizontal / Vertical :ðường thực hiện chạy dao là các ñường giao nhau của các mặt ñứng và mặt ngang
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
19
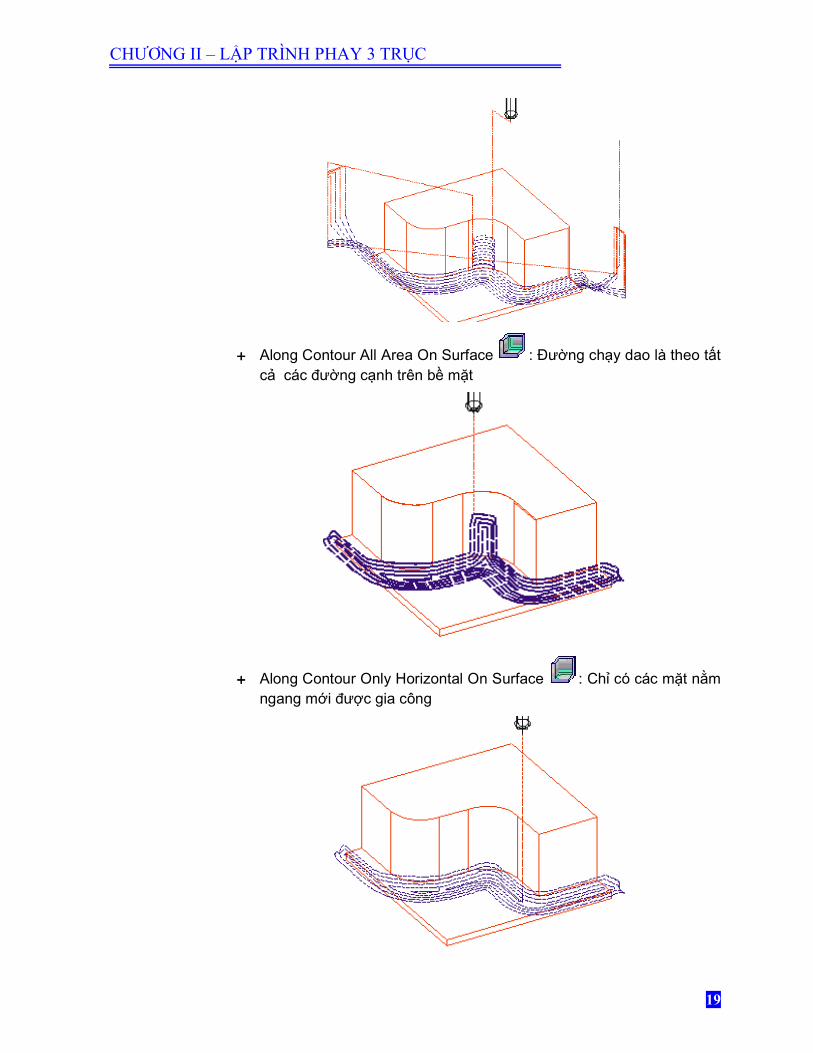
++++ Along Contour All Area On Surface : ðường chạy dao là theo tất cả các ñường cạnh trên bề mặt
++++ Along Contour Only Horizontal On Surface : Chỉ có các mặt nằm ngang mới ñược gia công
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
20
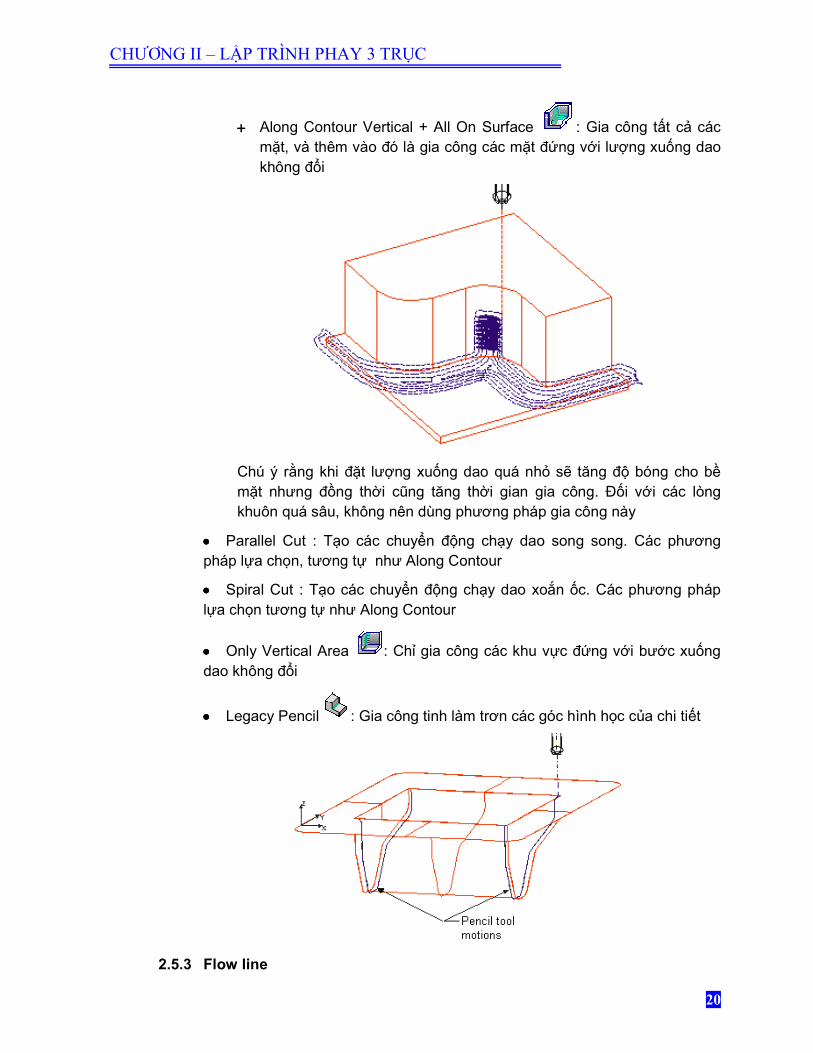
++++ Along Contour Vertical + All On Surface : Gia công tất cả các mặt, và thêm vào ñó là gia công các mặt ñứng với lượng xuống dao không ñổi
Chú ý rằng khi ñặt lượng xuống dao quá nhỏ sẽ tăng ñộ bóng cho bề mặt nhưng ñồng thời cũng tăng thời gian gia công. ðối với các lòng khuôn quá sâu, không nên dùng phương pháp gia công này
•••• Parallel Cut : Tạo các chuyển ñộng chạy dao song song. Các phương pháp lựa chọn, tương tự như Along Contour
•••• Spiral Cut : Tạo các chuyển ñộng chạy dao xoắn ốc. Các phương pháp lựa chọn tương tự như Along Contour
•••• Only Vertical Area : Chỉ gia công các khu vực ñứng với bước xuống dao không ñổi
•••• Legacy Pencil : Gia công tinh làm trơn các góc hình học của chi tiết
2.5.3 Flow line

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
21
•••• Kỹ thuật gia công bề mặt cục bộ cái mà phay toàn bộ vùng/bề mặt theo thông số dạng ñường Iso.
•••• Aiming Surface: bề mặt gia công theo ñường cong – Tạo 3,4,5 trục di chuyển của dụng cụ trên các bề mặt phức tạp, dọc theo ñường cong ñịnh nghĩa bởi bề mặt ñích(aiming surface).
.
•••• Part Surface: phay các bề mặt liền kề nhau - Tạo 3,4,5 trục di chuyển của dụng cụ cho việc phay các mặt liền kề nhau.
•••• Ruler Surface: phay các bề mặt nối nhau – Tạo chuỗi liên kết các bề mặt thẳng. ñịnh nghĩa bởi hai contours và tạo ñường di chuyển của dụng cụ cho việc gia công chúng theo thông số ñường sử dụng 3,4,5 trục gia công.
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
22
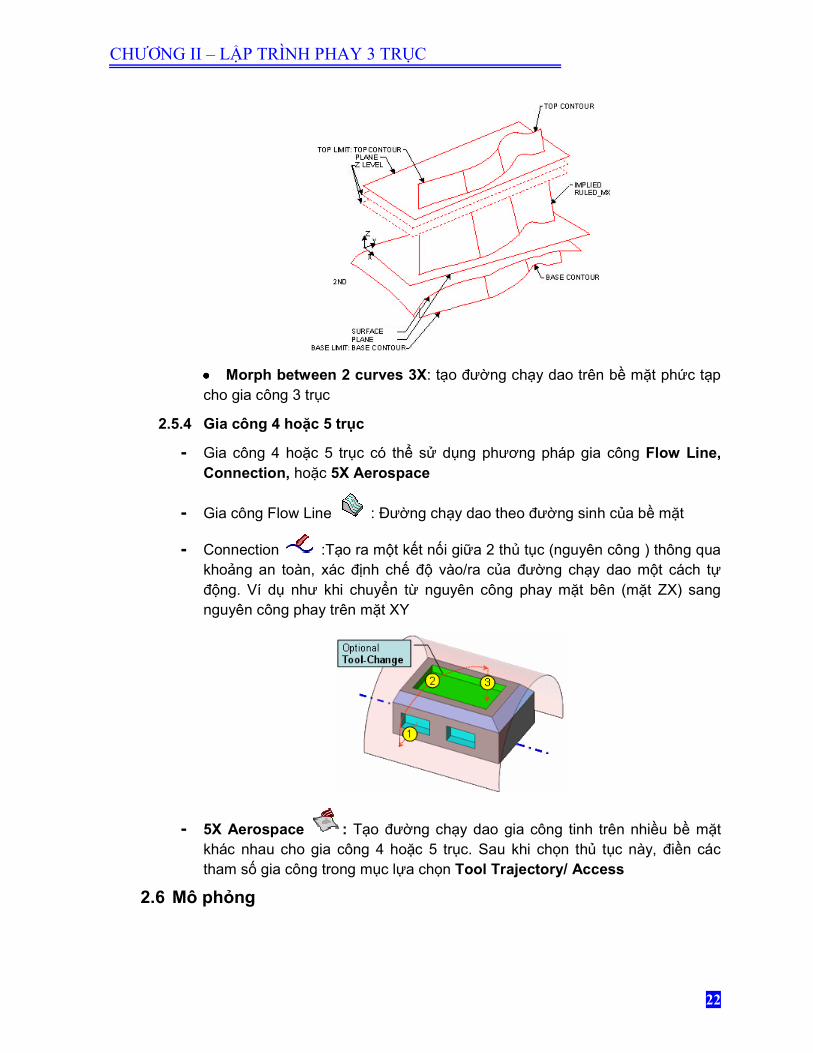
•••• Morph between 2 curves 3X: tạo ñường chạy dao trên bề mặt phức tạp cho gia công 3 trục
2.5.4 Gia công 4 hoặc 5 trục
- Gia công 4 hoặc 5 trục có thể sử dụng phương pháp gia công Flow Line, Connection, hoặc 5X Aerospace
- Gia công Flow Line : ðường chạy dao theo ñường sinh của bề mặt
- Connection :Tạo ra một kết nối giữa 2 thủ tục (nguyên công ) thông qua khoảng an toàn, xác ñịnh chế ñộ vào/ra của ñường chạy dao một cách tự ñộng. Ví dụ như khi chuyển từ nguyên công phay mặt bên (mặt ZX) sang nguyên công phay trên mặt XY
- 5X Aerospace : Tạo ñường chạy dao gia công tinh trên nhiều bề mặt khác nhau cho gia công 4 hoặc 5 trục. Sau khi chọn thủ tục này, ñiền các tham số gia công trong mục lựa chọn Tool Trajectory/ Access
2.6 Mô phỏng

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
23
- Kích chọn biều tượng ñể thực hiện các bước : Kiểm tra (Verifier), mô phỏng ñường gia công (Simulator) và mô phỏng trên máy (Machine Simulator)
- Verifier : ðưa ra các thông số kiểm tra sau khi gia công như dung sai, chất lượng bề mặt ñạt ñược và so sánh nó với chi tiết thiết kế trên mô hình 3 chiều
- Simulator : Thực hiện mô phỏng (chỉ với phôi, ñường chạy dao và dao cắt)
- Machine Simulator: Thực hiện mô phỏng gia công trên hệ máy CNC ñược lựa chọn.
- ðể thực hiện ñược chế ñộ Verifier và Machine Simulator, phải tạo Create Part (tạo bề mặt gần ñúng của sản phẩm)
2.7 Xuất sang file chương trình .NC
- Kích chọn biểu tượng ñể vào phần tạo chương trình G – Code. Khi ñó sẽ xuất hiện thanh công cụ “Post Process”.
Các tùy chọn trong Post Process bao gồm:
Avaiable Procedures : Các thủ tục có thể tạo chương trình G– code
Post Sequence : Các thủ tục ñược lựa chọn ñể tạo G-code
G-code Parameter : Các tham số của bộ G-code
Destination folder : ðường dẫn của thư mục chứa file G-code sẽ ñược tạo ra
Rename file of type: Lựa chọn G-Code files only ñể tạo G-Code
File name : Tên file
File Extension : ñuôi của file; ñặt ñuôi file là NC (thay thế chữ DEMO bằng NC)
- ðể thiết lập file G – Code chuẩn cho từng loại máy thì lựa chọn như sau:
Tool/ References / General / General NC / Use IMS as Post Processor / OK
Khi ñó, khi lựa chọn Post Processor sẽ xuất hiện lựa chọn Post File ñể thực hiện chọn hệ máy ñiều khiển.
3. Các tham số gia công
3.1 Các tham số gia công ñiều khiển 2,5D ; 3 trục
Sau khi chọn lựa thủ tục gia công, một bảng các tham số sẽ hiển thị tùy theo từng thủ tục ñược lựa chọn.
3.1.1 Clearance

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
24
Trong thủ tục Rough, Rerough, Finish, Pencil và Cleanup :
Nếu Internal Clearance ñược chọn là Absolute Z thì thông số High speed Machining, Rough Rapid không ñược ñưa ra.
Nếu Internal Clearance ñược chọn là Optimezed thì thông số High speed Machining, Rough Rapid ñược ñưa ra.
Trong thủ tục Rough, Rerough, Finish, Pencil và Cleanup, nếu thông số Internal Clearance ñược lựa chọn là Optimized thì trong thủ tục luôn luôn biết ñược lượng vật liệu còn lại và ñưa ra bằng tính toán, cùng với khoảng cách an toàn ñể di chuyển qua các vùng của khối.
Nếu chọn Use Clearance thì sự dịch chuyển ñầu tiên và cuối cùng ñều bắt ñầu từ mặt phẳng Clearance Plane. Nếu không sử dụng Use Clearance thì ñiểm ñầu tiên là ñiểm bắt ñầu quá trình ñi vào và ñiểm cuối cùng là ñiểm kết thúc quá trình lùi ra.
Chọn thông số Internal Clearance là Optimized thì bảng thông số :
Trong thủ tục Connection có một số thông số khác ñược ñưa ra
a) Use clearance: ñiều khiển chuyển ñộng cắt ở ñiểm bắt ñầu và ñiểm kết thúc. Nếu lệnh này ñược chọn thì chuyển ñộng cắt ñược bắt ñầu và kết thúc tại mặt phẳng này.
b) Clearance Plane: Nhập giá trị tạo ñộ cao cho mặt phẳng lùi dao
c) Internal Clearance: có hai chế ñộ:
+) Optimize:( giá trị tối ưu) khi mà dụng cụ cắt di chuyển tới khoảng cách an toàn(cao hơn chi tiết) thì nó sẽ luôn di chuyển theo ñường/mặt song
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
25
song với mặt phẳng lùi dao mà không cần rút dao về bề mặt lùi(Clearance plane)
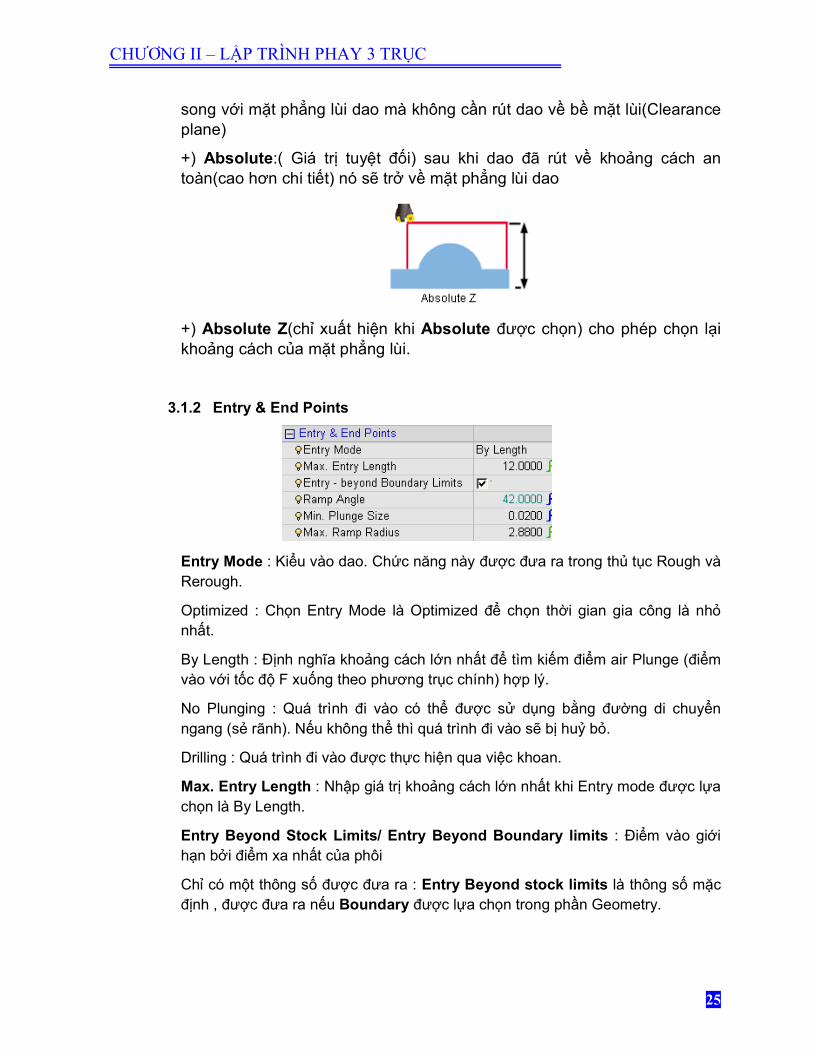
+) Absolute:( Giá trị tuyệt ñối) sau khi dao ñã rút về khoảng cách an toàn(cao hơn chi tiết) nó sẽ trở về mặt phẳng lùi dao
+) Absolute Z(chỉ xuất hiện khi Absolute ñược chọn) cho phép chọn lại khoảng cách của mặt phẳng lùi.
3.1.2 Entry & End Points
Entry Mode : Kiểu vào dao. Chức năng này ñược ñưa ra trong thủ tục Rough và Rerough.
Optimized : Chọn Entry Mode là Optimized ñể chọn thời gian gia công là nhỏ nhất.
By Length : ðịnh nghĩa khoảng cách lớn nhất ñể tìm kiếm ñiểm air Plunge (ñiểm vào với tốc ñộ F xuống theo phương trục chính) hợp lý.
No Plunging : Quá trình ñi vào có thể ñược sử dụng bằng ñường di chuyển ngang (sẻ rãnh). Nếu không thể thì quá trình ñi vào sẽ bị huỷ bỏ.
Drilling : Quá trình ñi vào ñược thực hiện qua việc khoan.
Max. Entry Length : Nhập giá trị khoảng cách lớn nhất khi Entry mode ñược lựa chọn là By Length.
Entry Beyond Stock Limits/ Entry Beyond Boundary limits : ðiểm vào giới hạn bởi ñiểm xa nhất của phôi
Chỉ có một thông số ñược ñưa ra : Entry Beyond stock limits là thông số mặc ñịnh , ñược ñưa ra nếu Boundary ñược lựa chọn trong phần Geometry.
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
26
Entry beyond stock limits : Sư dịch chuyển ñi vào và sự chuyển ñổi ñều có thể thực hiện bên cạnh khối. Tất cả các chuyển ñộng khi phay ñều ñược thực hiện trong khối.
Entry beyond boundary limits : Sự dịch chuyển ñi vào và sử chuyển ñổi ñều ñược thực hiện bên cành gianh giới ñược ñịnh nghĩa. Tất cả các chuyển ñộng khi phay ñều ñược thực hiện trong vùng giới hạn ñó.
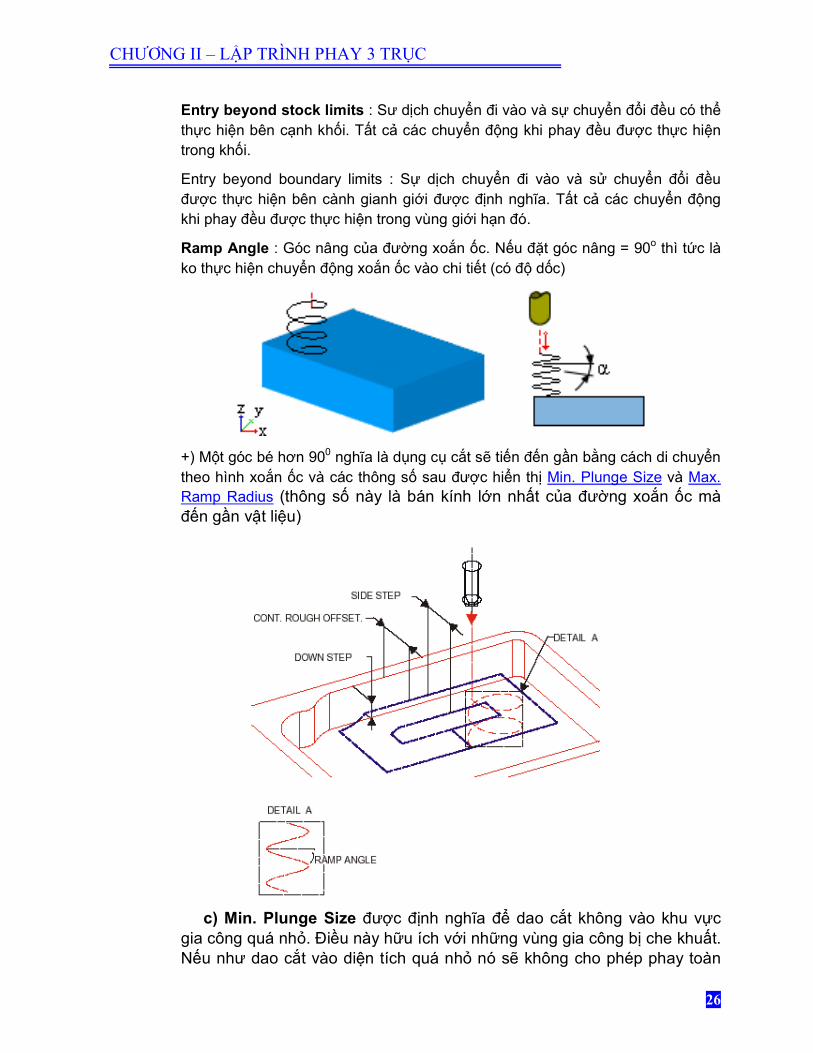
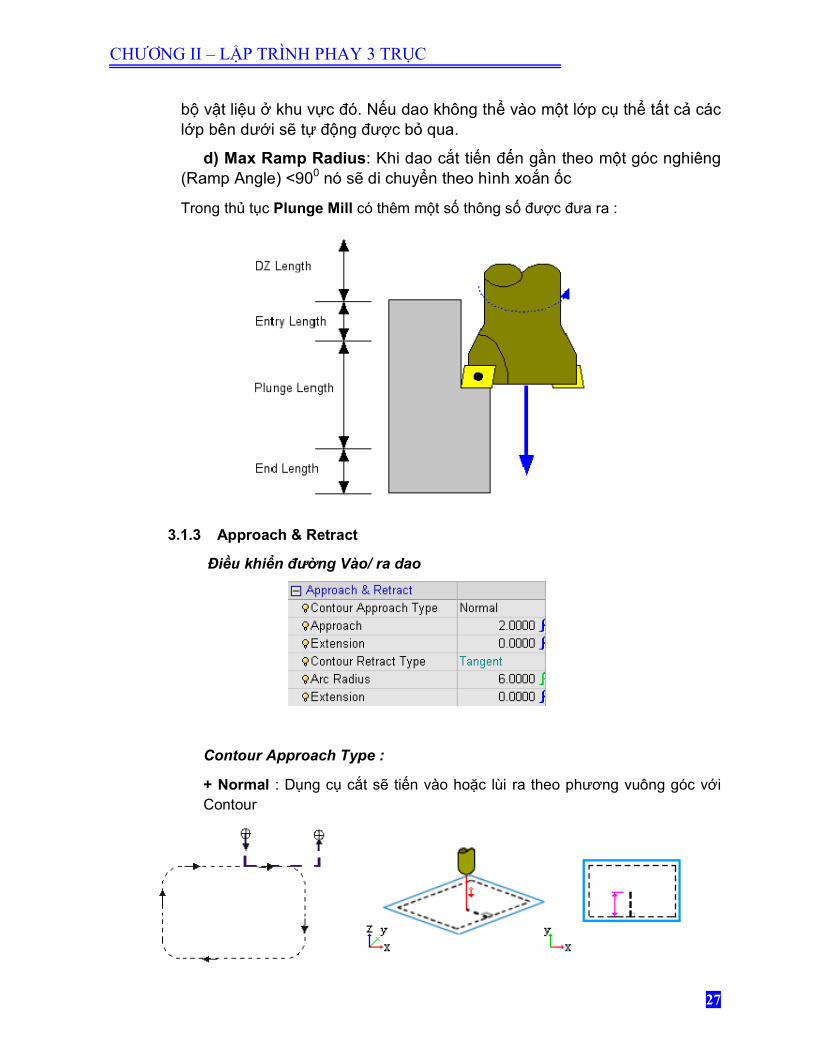
Ramp Angle : Góc nâng của ñường xoắn ốc. Nếu ñặt góc nâng = 90o thì tức là ko thực hiện chuyển ñộng xoắn ốc vào chi tiết (có ñộ dốc)
+) Một góc bé hơn 900 nghĩa là dụng cụ cắt sẽ tiến ñến gần bằng cách di chuyển theo hình xoắn ốc và các thông số sau ñược hiển thị Min. Plunge Size và Max. Ramp Radius (thông số này là bán kính lớn nhất của ñường xoắn ốc mà ñến gần vật liệu)
c) Min. Plunge Size ñược ñịnh nghĩa ñể dao cắt không vào khu vực gia công quá nhỏ. ðiều này hữu ích với những vùng gia công bị che khuất. Nếu như dao cắt vào diện tích quá nhỏ nó sẽ không cho phép phay toàn
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
27
bộ vật liệu ở khu vực ñó. Nếu dao không thể vào một lớp cụ thể tất cả các lớp bên dưới sẽ tự ñộng ñược bỏ qua.
d) Max Ramp Radius: Khi dao cắt tiến ñến gần theo một góc nghiêng (Ramp Angle) <900 nó sẽ di chuyển theo hình xoắn ốc
Trong thủ tục Plunge Mill có thêm một số thông số ñược ñưa ra :
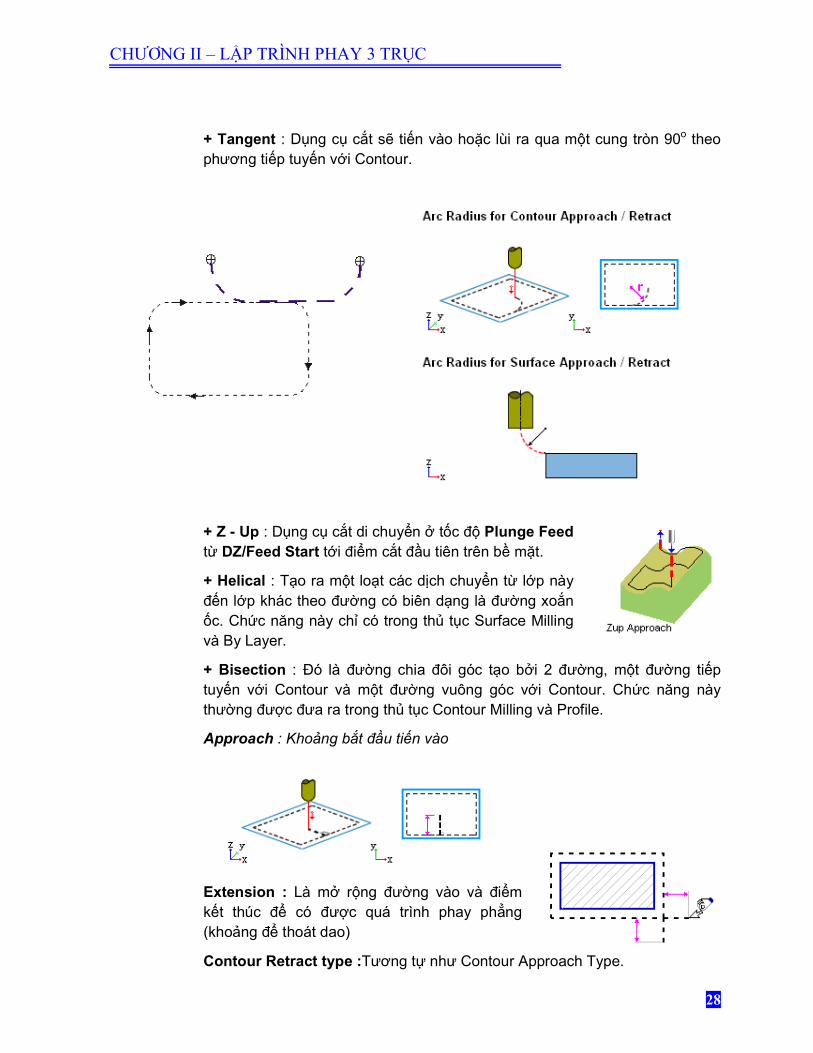
3.1.3 Approach & Retract
ði�u khi�n ñ��ng Vào/ ra dao
Contour Approach Type :
+ Normal : Dụng cụ cắt sẽ tiến vào hoặc lùi ra theo phương vuông góc với Contour
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
28
+ Tangent : Dụng cụ cắt sẽ tiến vào hoặc lùi ra qua một cung tròn 90o theo phương tiếp tuyến với Contour.
+ Z - Up : Dụng cụ cắt di chuyển ở tốc ñộ Plunge Feed từ DZ/Feed Start tới ñiểm cắt ñầu tiên trên bề mặt.
+ Helical : Tạo ra một loạt các dịch chuyển từ lớp này ñến lớp khác theo ñường có biên dạng là ñường xoắn ốc. Chức năng này chỉ có trong thủ tục Surface Milling và By Layer.
+ Bisection : ðó là ñường chia ñôi góc tạo bởi 2 ñường, một ñường tiếp tuyến với Contour và một ñường vuông góc với Contour. Chức năng này thường ñược ñưa ra trong thủ tục Contour Milling và Profile.
Approach : Khoảng bắt ñầu tiến vào
Extension : Là mở rộng ñường vào và ñiểm kết thúc ñể có ñược quá trình phay phẳng (khoảng ñể thoát dao)
Contour Retract type :Tương tự như Contour Approach Type.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
29
Arc Radius : Bán kính cung tiếp tuyến của ñường vào dao
* Retract Type : Kiểu thoát dao ra
+ By Angle : ðường lùi ra ñược ñịnh nghĩa bởi 2 thông số, khoảng cách và góc nghiêng.
+ Up : Lùi ra theo phương vuông góc.
+ Length : Nhập giá trị khoảng cách ñường ra của dao
+ Angle : Nhập giá trị góc.
3.1.4 Boundary Offset
- Là thông số ñược lựa chọn ñể tạo ra ñường offset quanh contour. Một số thủ tục thông số Boundary Offset sẽ ñược ñưa ra khi chọn ñường Contour.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
30
Bảng thông số :
+ Cutter Location : Vị trí dao cắt so với ñường Contour (ñường viền). Vị trí ñó có thể nằm trên ñường Contour (ON), nằm trong ñường Contour (IN) hoặc nằm phía ngoài ñường Contour (OUT )
+ General Boundary Offset : Lượng dư còn lại so với ñường Contour
3.1.5 Tolerance & Surface Offset Parameters
Là thông số thiết lập lượng dư còn lại trên bề mặt chi tiết sau gia công. Có hai sự lựa chọn cho thông số này: Basic (cơ bản ) và Advance (nâng cao)
a) Basic: cho phép giảm thiểu việc ñiều khiển trên dung sai và bề mặt Offset.
+) Part surface Offset: toàn bộ phần Offset từ part surface sẽ ñược phay
ðiểm khác nhau giữa part surface offset và Check surface offset là Check surface offset phải >2*tolerance
Giá trị của part offset<= bán kính góc
+) surface tolerance ñộ chênh lệch lớn nhất từ bề mặt ñược phép
(ðối với thủ tục CurveMX 5x chỉ có chức năng Basic, không hỗ trợ chức năng Advance)
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
31
b) Advance:
Advance : Hiển thị ñầy ñủ các tham số thiết lập lượng dư:
+ Part Surface Wall Offset : Lượng dư cho các thành ñứng
+ Part Surface Floor Offset : Lượng dư cho các mặt ngang
+ Approximation Method : Phương pháp tính toán xấp xỉ; theo ba hai phương pháp : By Tolerance (theo dung sai bề mặt) hoặc By Tol. + Length (theo dung sai bề mặt và dọc theo chiều dài canh tam giác ñc ñặt trước ). Phương pháp thứ hai có ñộ chính xác hơn so với phương pháp thứ nhất.
+ Part surface wall offset: toàn bộ phần Offset từ part surface sẽ ñược phay.
+ Part surface floor offet: toàn bộ phần offset từ Check surface
+ Approximation method:
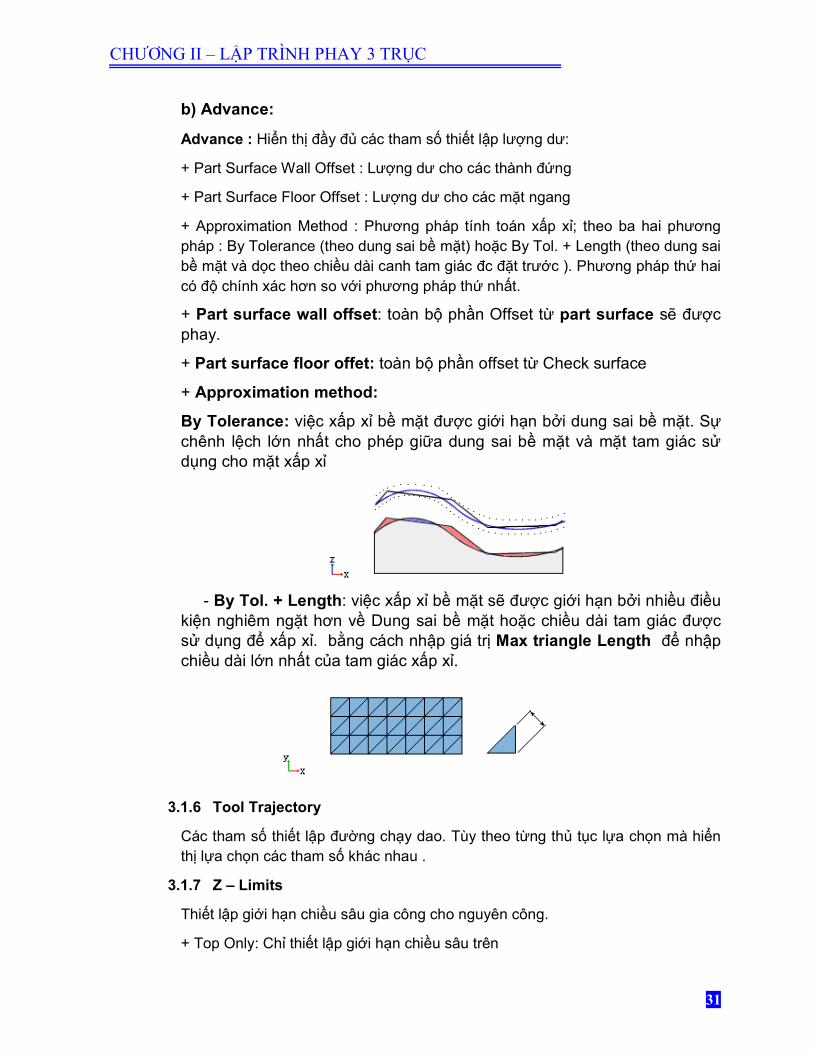
By Tolerance: việc xấp xỉ bề mặt ñược giới hạn bởi dung sai bề mặt. Sự chênh lệch lớn nhất cho phép giữa dung sai bề mặt và mặt tam giác sử dụng cho mặt xấp xỉ
- By Tol. + Length: việc xấp xỉ bề mặt sẽ ñược giới hạn bởi nhiều ñiều kiện nghiêm ngặt hơn về Dung sai bề mặt hoặc chiều dài tam giác ñược sử dụng ñể xấp xỉ. bằng cách nhập giá trị Max triangle Length ñể nhập chiều dài lớn nhất của tam giác xấp xỉ.
3.1.6 Tool Trajectory
Các tham số thiết lập ñường chạy dao. Tùy theo từng thủ tục lựa chọn mà hiển thị lựa chọn các tham số khác nhau .
3.1.7 Z – Limits
Thiết lập giới hạn chiều sâu gia công cho nguyên công.
+ Top Only: Chỉ thiết lập giới hạn chiều sâu trên

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
32
+ Bottom Only: Chỉ thiết lập giới hạn chiều sâu dưới
+ Top & Bottom : Giới hạn cả chiều sâu trên và dưới
+ Check Stock Above Z-Top : Kiểm tra lượng phôi còn lại ở mặt giới hạn trên của trục Z
a) Top Only:
+) Z Top : giá trị giới hạn trên bị gia công. lớp layer ñầu tiên sẽ sử dụng Z-Top và Down-step.
Lưu ý: Trong Rough, Finish mill all(layers) và clean up sẽ sử dụng Z Top
+) Check stock above Z-Top. kiểm tra hoặc không kiểm tra phôi(Stock)( diện tích không ñược gia công) phía trên ñịnh nghĩa Z-Top.
Nếu Stock ñược phát hiện phía trên Z-Top thì diện tích này sẽ không ñược gia công. Trong một vài trường hợp, yếu tố an toàn có thể “Block”(gây tắc nghẽn) gia công ở những vùng này. Nếu chắc rằng không có gia công stock phía trên Z-Top. Bỏ chọn thông số này ñể nhận ñược sự gia công tốt hơn.
b) Bottom only: giới hạn thấp nhất ñể gia công. Dài bằng lượng phôi còn lại( remaining stock)
3.1.8 Machine between Layers
Thực hiện chèn vào ngay lập tức các lớp gia công giữa hai lớp gia công liên tiếp khi thực hiện gia công thô. Chức năng này phù hợp với gia công các thành mỏng ñể tránh bị vỡ thành, hoặc gia công các gân mỏng, gia công ñiện cực hoặc gia công siêu nhỏ (Micro Milling).
Ứng dụng cho cả các thủ tục Round và Finish. Nên giới hạn chiều sâu gia công khi thực hiện lựa chọn này.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
33
Sử dụng phương pháp gia công có chiều sâu cắt tự thích nghi_ Variable between Layers Vertical Step type ; tức là chiều sâu cắt sẽ tùy biến ñể thích ứng với với ñiều kiện gia công
Cho phép chèn layer vào giữa hai lớp liên tục nhau trong Rough Layer. Chức năng này cho phép làm tăng khả năng gia công hoặc che ñi những nơi mà muốn phay thành mỏng. thông số này cũng ñược ứng dụng cho gân mỏng, Electrode hay Micro milling
a) Basic:
Max 2D Distance: Khoảng cách ñứng giữa các lớp cắt
Các tham s" trong l#a ch$n Machine between Layers
+Max. 2D Distance : khoảng dịch ngang lớn nhất cho phép ñể thực hiện chèn vào ñó các lớp gia công
+ Between layer Method : Phương pháp gia công giữa các lớp : gia công_Constant Z với chiều sâu Z không ñổi; gia công_On Surface cắt bỏ vật liệu theo biên dạng bề mặt ; gia công_ Horizontal gia công các bề mặt ngang (xác ñịnh bởi góc giới hạn)
+ SubSelection : Các thủ tục con lựa chọn phương pháp gia công
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
34
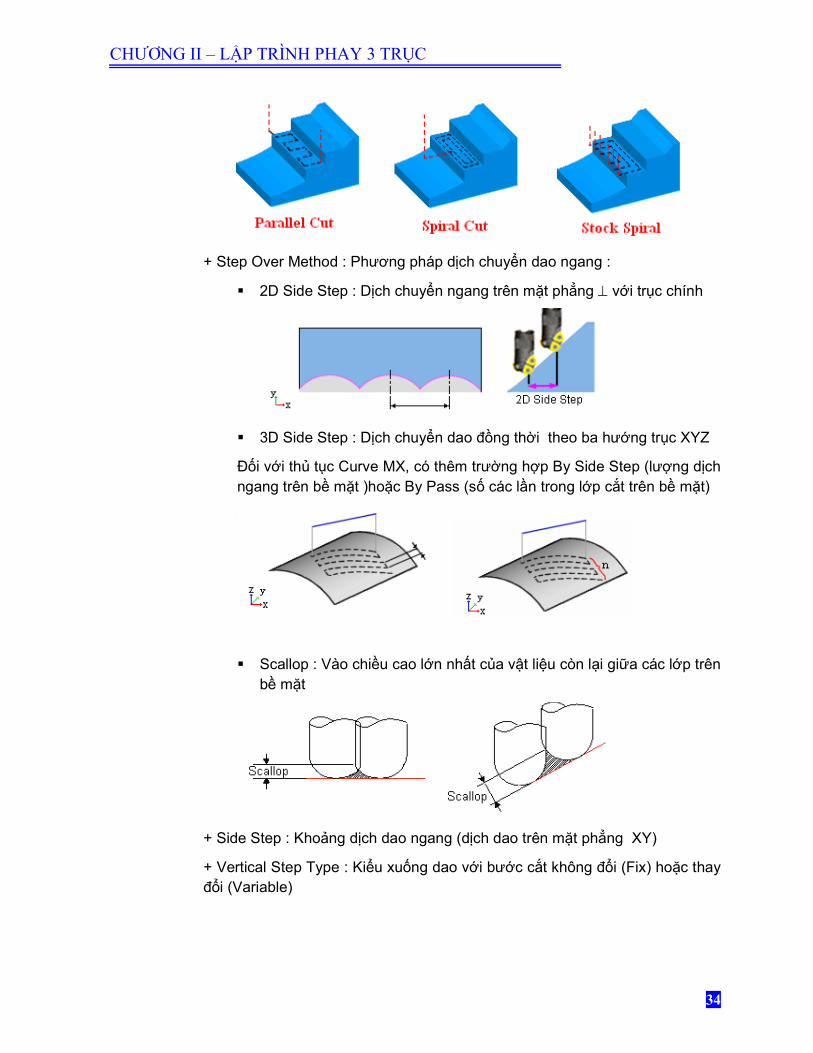
+ Step Over Method : Phương pháp dịch chuyển dao ngang :
� 2D Side Step : Dịch chuyển ngang trên mặt phẳng ⊥ với trục chính
� 3D Side Step : Dịch chuyển dao ñồng thời theo ba hướng trục XYZ
ðối với thủ tục Curve MX, có thêm trường hợp By Side Step (lượng dịch ngang trên bề mặt )hoặc By Pass (số các lần trong lớp cắt trên bề mặt)
� Scallop : Vào chiều cao lớn nhất của vật liệu còn lại giữa các lớp trên bề mặt
+ Side Step : Khoảng dịch dao ngang (dịch dao trên mặt phẳng XY)
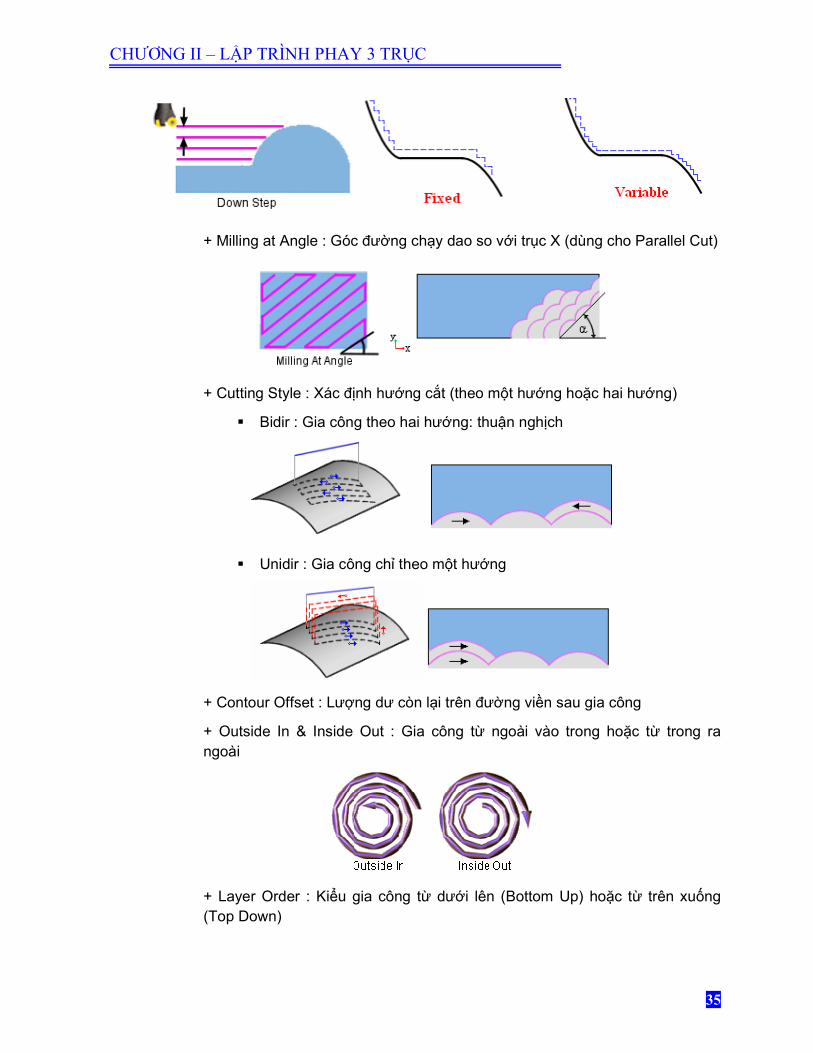
+ Vertical Step Type : Kiểu xuống dao với bước cắt không ñổi (Fix) hoặc thay ñổi (Variable)
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
35
+ Milling at Angle : Góc ñường chạy dao so với trục X (dùng cho Parallel Cut)
+ Cutting Style : Xác ñịnh hướng cắt (theo một hướng hoặc hai hướng)
� Bidir : Gia công theo hai hướng: thuận nghịch
� Unidir : Gia công chỉ theo một hướng
+ Contour Offset : Lượng dư còn lại trên ñường viền sau gia công
+ Outside In & Inside Out : Gia công từ ngoài vào trong hoặc từ trong ra ngoài
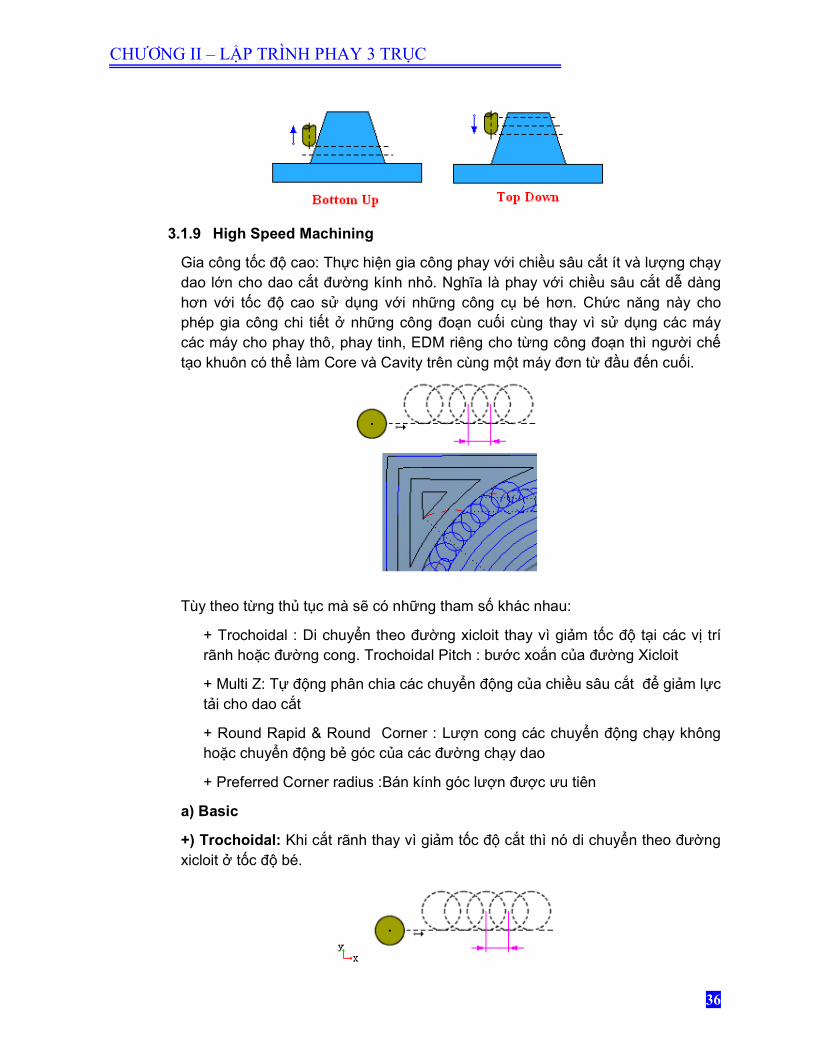
+ Layer Order : Kiểu gia công từ dưới lên (Bottom Up) hoặc từ trên xuống (Top Down)
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
36
3.1.9 High Speed Machining
Gia công tốc ñộ cao: Thực hiện gia công phay với chiều sâu cắt ít và lượng chạy dao lớn cho dao cắt ñường kính nhỏ. Nghĩa là phay với chiều sâu cắt dễ dàng hơn với tốc ñộ cao sử dụng với những công cụ bé hơn. Chức năng này cho phép gia công chi tiết ở những công ñoạn cuối cùng thay vì sử dụng các máy các máy cho phay thô, phay tinh, EDM riêng cho từng công ñoạn thì người chế tạo khuôn có thể làm Core và Cavity trên cùng một máy ñơn từ ñầu ñến cuối.
Tùy theo từng thủ tục mà sẽ có những tham số khác nhau:
+ Trochoidal : Di chuyển theo ñường xicloit thay vì giảm tốc ñộ tại các vị trí rãnh hoặc ñường cong. Trochoidal Pitch : bước xoắn của ñường Xicloit
+ Multi Z: Tự ñộng phân chia các chuyển ñộng của chiều sâu cắt ñể giảm lực tải cho dao cắt
+ Round Rapid & Round Corner : Lượn cong các chuyển ñộng chạy không hoặc chuyển ñộng bẻ góc của các ñường chạy dao
+ Preferred Corner radius :Bán kính góc lượn ñược ưu tiên
a) Basic
+) Trochoidal: Khi cắt rãnh thay vì giảm tốc ñộ cắt thì nó di chuyển theo ñường xicloit ở tốc ñộ bé.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
37
Trochoidal Pitch: ñịnh nghĩa bước di chuyển
+) Multi Z: tự ñộng chia rãnh thành một vài bước xuống ñể giảm tải trọng trên dao cắt.
Khi mà cả Trochoidal và multi Z dược ñịnh nghĩa thì Trochoidal ñược ưu tiên. Multi Z ñược tự ñộng kích hoạt khi mà trochoidal không thoả mãn các ñiều kiện hình học.
+) Round Rapid: bo tròn góc di chuyển không cho high Speed machine
+) Round Corner: bo góc của dụng cụ (toolpath) trong tất cả các diện tích
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
38
-Preferred corner radius: xác ñịnh bán kính sử dụng cho việc bo (round) của dung cụ cắt(toolpath).
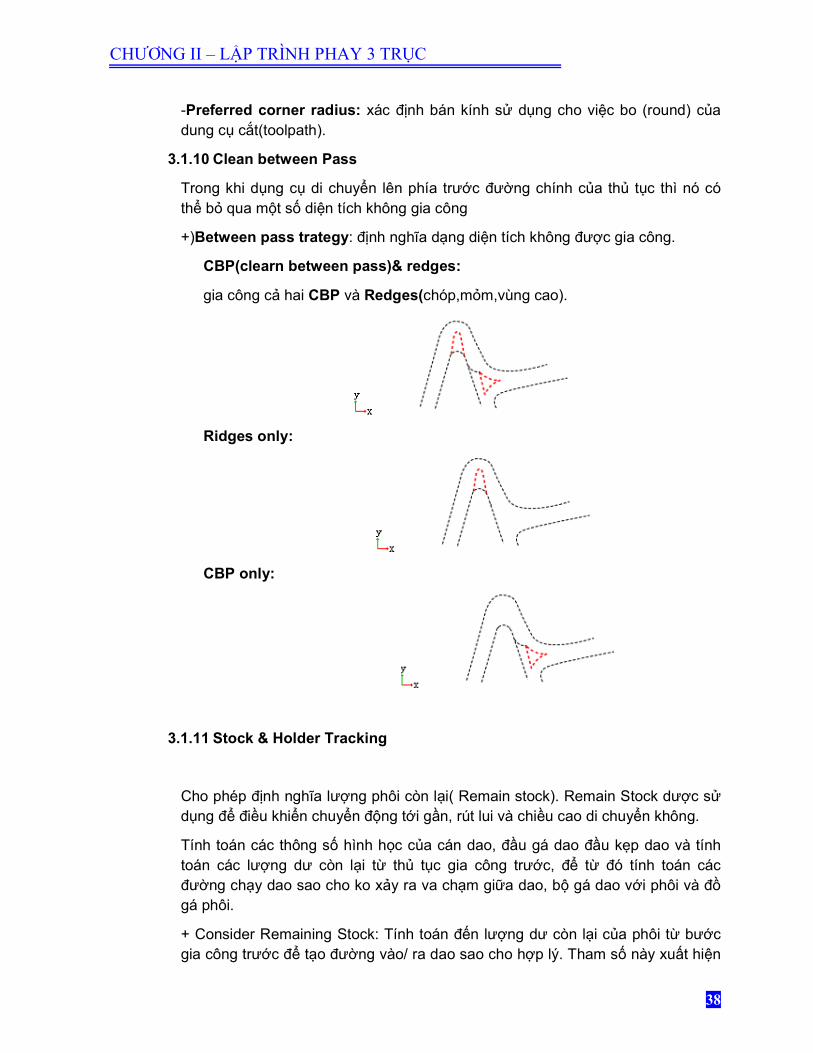
3.1.10 Clean between Pass
Trong khi dụng cụ di chuyển lên phía trước ñường chính của thủ tục thì nó có thể bỏ qua một số diện tích không gia công
+)Between pass trategy: ñịnh nghĩa dạng diện tích không ñược gia công.
CBP(clearn between pass)& redges:
gia công cả hai CBP và Redges(chóp,mỏm,vùng cao).
Ridges only:
CBP only:
3.1.11 Stock & Holder Tracking
Cho phép ñịnh nghĩa lượng phôi còn lại( Remain stock). Remain Stock dược sử dụng ñể ñiều khiển chuyển ñộng tới gần, rút lui và chiều cao di chuyển không.
Tính toán các thông số hình học của cán dao, ñầu gá dao ñầu kẹp dao và tính toán các lượng dư còn lại từ thủ tục gia công trước, ñể từ ñó tính toán các ñường chạy dao sao cho ko xảy ra va chạm giữa dao, bộ gá dao với phôi và ñồ gá phôi.
+ Consider Remaining Stock: Tính toán ñến lượng dư còn lại của phôi từ bước gia công trước ñể tạo ñường vào/ ra dao sao cho hợp lý. Tham số này xuất hiện

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
39
khi gọi thủ tục gia công Finish, Cleanup & Pencil. Lựa chọn Yes nếu có tính toán, No hoặc Faces Offset nếu không tính toán ñến lượng dư từ bước trước.
+ Update Remain Stock : Có tính toán ñến lượng dư còn lại từ thủ tục trước
+ Consider Holder & Shank : Có chỉ ñịnh tính toán ñến bộ kẹp và chuôi dao
+ Calculate Minimal Clear length : Có tính toán ñến chiều dài của dao (gồm cả phần lưỡi cắt dao và phần cán dao ). Việc tính toán sẽ ñưa ra ñường chạy dao hợp lý ñể tránh các va chạm của bộ kẹp dao với phôi
a) consider remain stock: thông số này xuất hiện trong thủ tục của finish, cleanup và pencil. Cho phép có hay không quyết ñịnh về Remain Stock trước khi quyết ñịnh tạo ra sự di chuyển của dung cụ. Remain Stock ñược sử dung ñể ñiều khiển di chuyển gần, rút lui và di chuyển không.
- Yes: tính toán Remain Stock trước khi tạo ra sự di chuyển của dung cụ.
- No: Remain Stock không ñược quyết ñịnh và thủ tục ưu tiên bị bỏ qua.
- Face Offset: Remain stock không ñược tạo ra và ñộ ưu tiên gia công bị bỏ qua.
b) Update Remain Stock:
Thông số này cho bạn quyết ñịnh có hay không update thông tin về Remain Stock. Nếu không Update thì thủ tục này không ảnh hưởng ñến các thủ tục bên trong.
c) Consider holder and shank: thống số này cho phép bạn quyết ñịnh có hay không holder and shank
Nếu chọn nó thì cho phép hệ thống tính toán nếu có sự va chạm xảy ra giữa holder.
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
40
d) Calculate minimal Length Cutting: thông số này cho phép bạn ñịnh nghĩa có hay không tính toán chiều dài dao ngắn nhất.
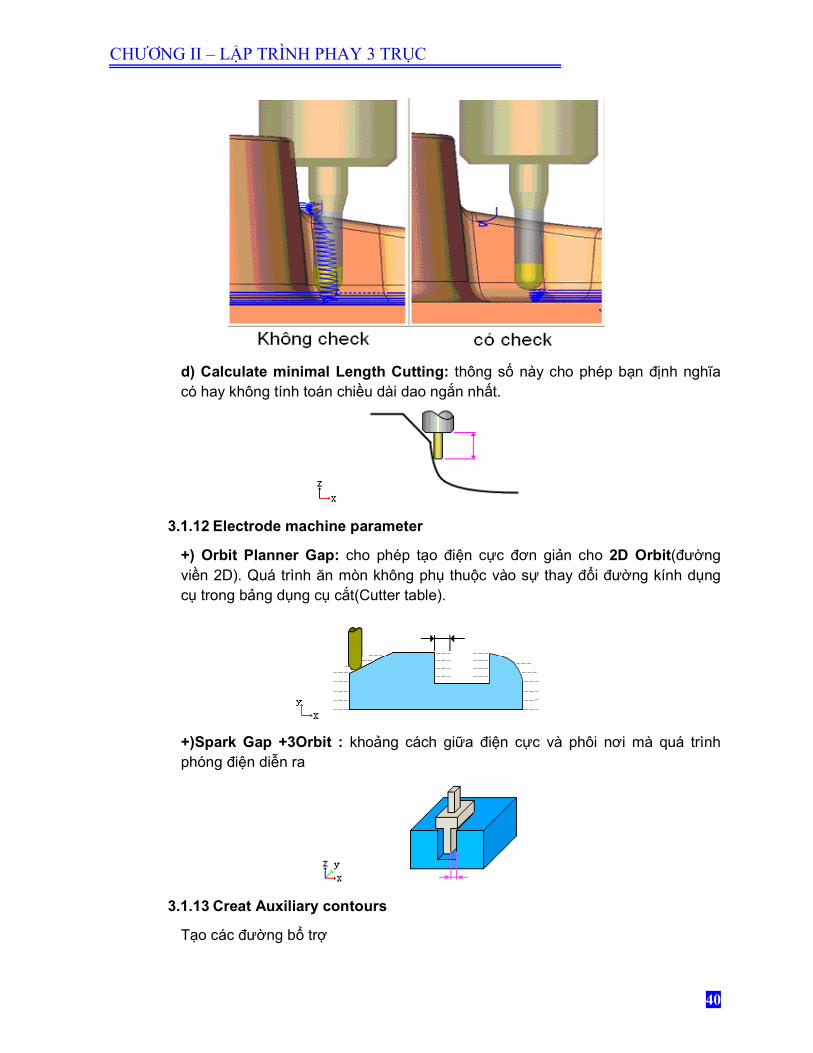
3.1.12 Electrode machine parameter
+) Orbit Planner Gap: cho phép tạo ñiện cực ñơn giản cho 2D Orbit(ñường viền 2D). Quá trình ăn mòn không phụ thuộc vào sự thay ñổi ñường kính dụng cụ trong bảng dụng cụ cắt(Cutter table).
+)Spark Gap +3Orbit : khoảng cách giữa ñiện cực và phôi nơi mà quá trình phóng ñiện diễn ra
3.1.13 Creat Auxiliary contours
Tạo các ñường bổ trợ
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
41
Tạo ñường cho miền gia công khi chi tiết của thủ tục ñược thực thi. ñiều này tăng hiệu quả gia công bằng việc ñịnh nghĩa vùng gia công của một thủ tục bởi ñường viền tạo ra bởi một thủ tục khác theo ñó giảm việc chồng chéo lên nhau
3.1.14 Cutter and Holder
Các thông số này hiển thị các thông số về dụng cụ cắt. Không thể chỉnh sửa trong này. Có thể chọn dụng cụ cắt khác.
Muốn thực hiện chỉnh sửa, quay lại bước thiết lập dao cắt ( Cutter )ở trên
3.1.15 Machine parameters
ðịnh nghĩa máy sử dụng:
Vc(mm/min): vận tốc cắt
Spin: số vòng quay/phút của trục máy.Spin =Vc/(2*π *Cutter radius)
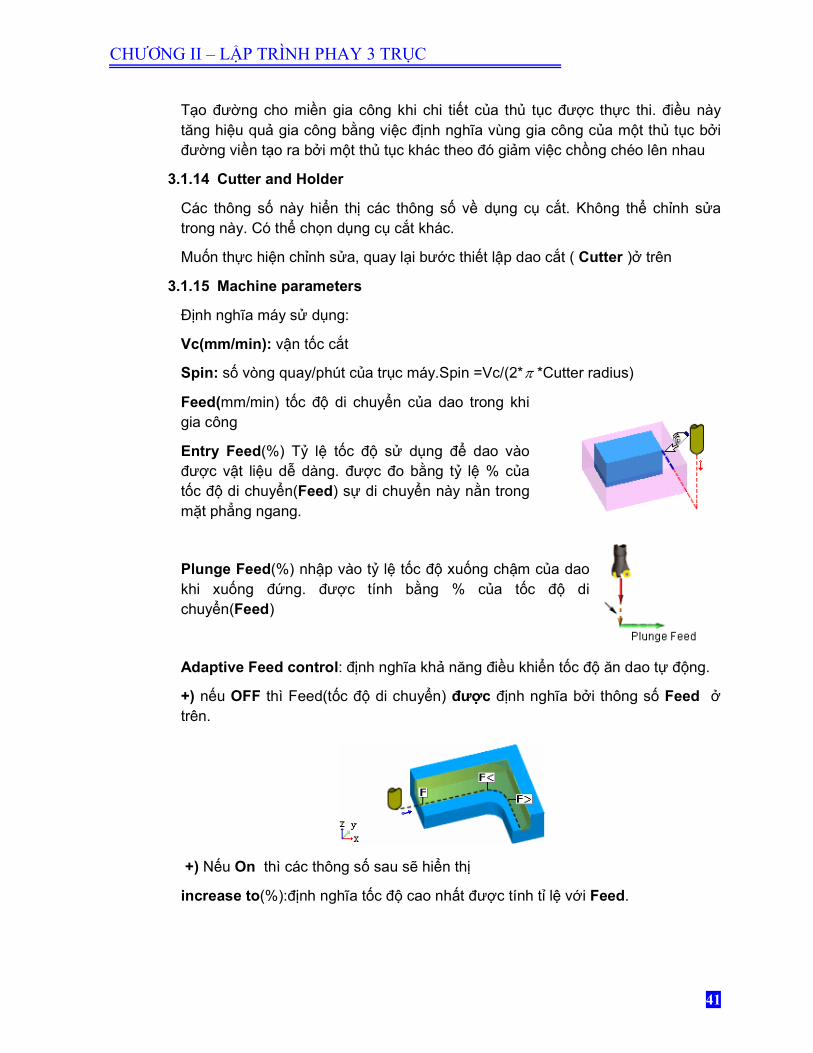
Feed(mm/min) tốc ñộ di chuyển của dao trong khi gia công
Entry Feed(%) Tỷ lệ tốc ñộ sử dụng ñể dao vào ñược vật liệu dễ dàng. ñược ño bằng tỷ lệ % của tốc ñộ di chuyển(Feed) sự di chuyển này nằn trong mặt phẳng ngang.
Plunge Feed(%) nhập vào tỷ lệ tốc ñộ xuống chậm của dao khi xuống ñứng. ñược tính bằng % của tốc ñộ di chuyển(Feed)
Adaptive Feed control: ñịnh nghĩa khả năng ñiều khiển tốc ñộ ăn dao tự ñộng.
+) nếu OFF thì Feed(tốc ñộ di chuyển) ñược ñịnh nghĩa bởi thông số Feed ở trên.
+) Nếu On thì các thông số sau sẽ hiển thị
increase to(%):ñịnh nghĩa tốc ñộ cao nhất ñược tính tỉ lệ với Feed.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
42
Decrease To(%) ñịnh nghĩa tốc ñộ bé nhất ñược tính% theo Feed.
Air Motion: ñịnh nghĩa tốc ñộ chạy không giữa các miền cắt bên trong một thủ tục
+) Rapid: di chuyển dao nhanh tới vị trí Z an toàn rồi chuyển tới vùng gia công tiếp theo.( tương ứng với lệnh G00).
+) Feed: di chuyển dao với tốc ñộ nhập vào Air Motion feed tới chiều cao Z an toàn rồi chuyển sang vùng gia công tiếp theo
Coolant: Thiết lập kiểu tưới nguội
3.1.16 Geometry
Boundaries(optional): ñịnh nghĩa diện tích mà dao dao ñược phép di chuyển
Parting Surface: ñịnh nghĩa diện tích bề mặt ñược phay.
All displayer: Chọn tất cả các ñối tượng ñược hiển thị
By Criteria: Chọn ñối tượng theo Criteria
Reset Criteria: Bỏ chọn criteria cho ñối tượng ñược chọn
Multi : Cho phép nhiều ñối tựơng ñược pick
Reset selection: Huỷ bỏ toàn bộ bề mặt ñược chọn và bắt ñầu chọn lại.
Finish selection: Kết thúc chế ñộ chọn và ñóng cửa sổ lại
Check Surface: là bề mặt ñược ñịnh nghĩa là sẽ ñược phay bao quanh nó.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
43
Aiming Surface(dùng trong Flow line – Aiming surface3x) ñịnh nghĩa diện tích nơi quá trình phay ñược thực hiện
Two contour: pick hai contours
Surface: pick aiming susface ñể ñịnh nghĩa bề mặt gia công.
Contour and point: pick ñường và một ñiểm. diện tích giữa ñường và ñiểm ñược phay.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
44
3.2 Các tham số thiết lập cho ñường chạy dao
3.2.1 Create Auxiliary Contours
Tạo ra các ñường biên dạng gia công như một phần của thủ tục gia công ñang thực thi. Các biên dạng ñược tạo ra này có thể là ñường chuyển ñộng ra (Output Motion), ñường bao của các vùng chưa ñược gia công (Unmachine Area), ñường bao của tất cả các vùng ñược gia công (All machine Arear), các vùng thẳng ñứng (Vertical Area), các vùng ngang (Horizontal Area), các vùng không gia công tới (Ignore Machine Area),…
3.2.2 Tool Trajectory
Các tham số gia công ñiều khiển ñường chạy dao như chiều sâu cắt, lượng dịch dao ngang, kiểu gia công theo lớp (Layer) hay theo vùng (Regions); tùy theo thủ tục ñược gọi mà các tham số ñiều khiển sẽ khác nhau. Tổng quát có thể có các tham số sau:
Z – Top / Z – Bottom : ðặt giới hạn trên / giới hạn dưới của vùng gia công
Mill Finish Pass : Thiết lập gia công tinh cho lần gia công cuối cùng
Cutting Mode: Kiểu gia công : theo hai hướng ( Mix ) hoặc theo hướng dao nằm bên trái ñường bao (Climb) hoặc nằm bên phải ñường bao theo hướng chuyển ñộng của dao cắt (Conventional),…
Mixed + Climb Final Pass : Gia công theo hai hướng, ñối với gia công tinh lần cuối thì thực hiện gia công một hướng (Climb hoặc Conventional)
+ Mix +climb final pass: sử dụng chế ñộ cắt mix cho việc gia công thô và chế ñộ Climb cho phay tinh(final and re final pass). Lựa chọn này sử dụng cho Rough Parallel, Rough Spiral and ReRough.
+ Mix + Conv. Final pass: sử dụng chế ñộ cắt mix cho việc gia công thô và chế ñộ Conventional cho phay tinh(final pass). Lựa chọn này sử dụng cho Rough Parallel, Rough Spiral and ReRough.
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
45
Cutting Direction : Hướng cắt ; từ trong ra ngoài (Inside Out) hoặc từ ngoài vào trong (Outside In)
Vertical Step Type : Kiểu chiều sâu cắt; theo ba phương pháp : với bước cắt sâu là không ñổi (Fixed) hoặc bước cắt sâu thay ñổi (Variable) hoặc là gia công với chiều sâu cắt không ñổi tại tất cả các lớp nhưng không ñể lại lượng dư ñối với các mặt phẳng ngang (Fixed + Horizontal Planar)
+) Fix: ñịnh nghĩa Fix Layers ñể máy ñặt khoảng cách ñứng cố ñịnh giữa các lớp cắt. Khi Fix ñược chọn thì Fix vertical Step xuất hiện ñể nhập thông số
Fix vertical step: giá tri lớn nhất bằng chiều dài lưỡi cắt. giá trị bé nhất >0.
+) Variable: hệ thống tối ưu bước ăn dao ñứng bằng cách sử dụng giá trị lớn nhất và nhỏ nhất nhập vào
Max vertical Step: giá trị lớn nhất bằng chiều dài lưỡi cắt. và nhỏ nhất >0.
Min. Vertical step: giá trị bé hơn Max vertical Step.
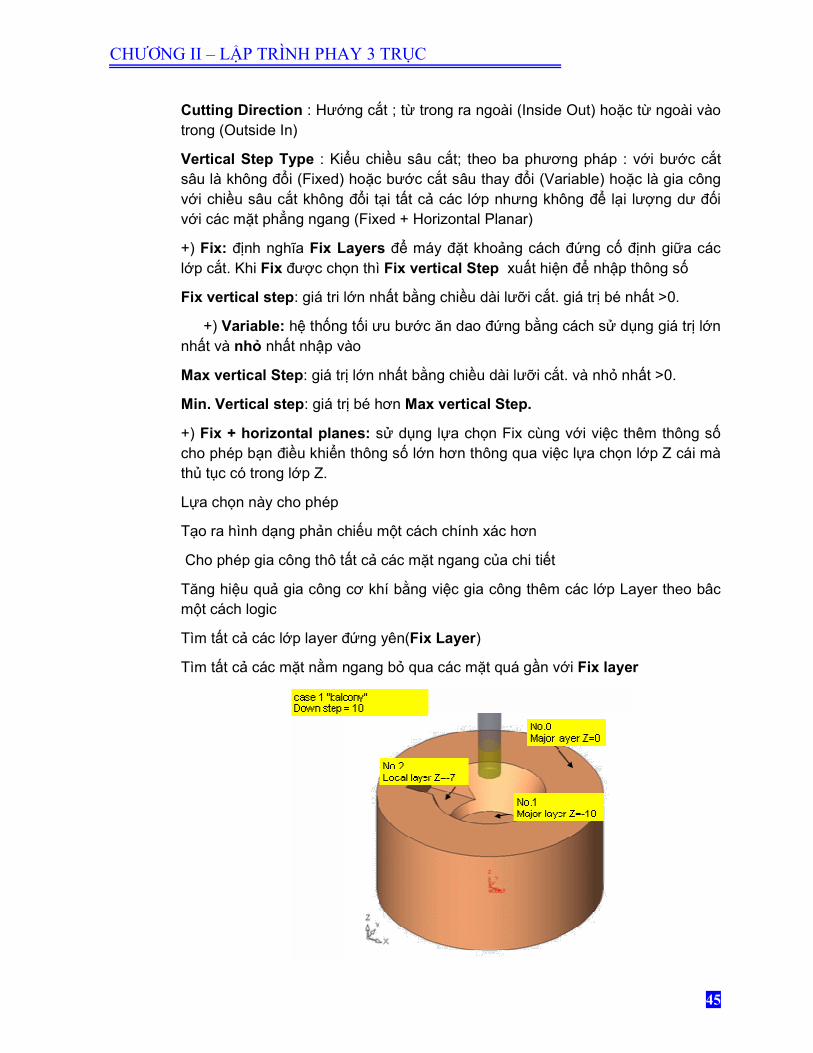
+) Fix + horizontal planes: sử dụng lựa chọn Fix cùng với việc thêm thông số cho phép bạn ñiều khiển thông số lớn hơn thông qua việc lựa chọn lớp Z cái mà thủ tục có trong lớp Z.
Lựa chọn này cho phép
Tạo ra hình dạng phản chiếu một cách chính xác hơn
Cho phép gia công thô tất cả các mặt ngang của chi tiết
Tăng hiệu quả gia công cơ khí bằng việc gia công thêm các lớp Layer theo bâc một cách logic
Tìm tất cả các lớp layer ñứng yên(Fix Layer)
Tìm tất cả các mặt nằm ngang bỏ qua các mặt quá gần với Fix layer

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
46
ðịnh nghĩa chiều sâu bề mặt(Balcony) gia công cho mỗi lớp layer bên trong
Phân tích các ràng buộc của mỗi lớp bên trong(Local Layer)
ðịnh nghĩa kiểu gia công(Machining Order) của lớp.
Thông số này chỉ hiển thị trong gia công thô (Rough). gồm có:
*) Fix vertical step: cung giống như ở trên
*) Skip Plane lose to Fixed Layer: Thông số này cho phép bạn bỏ qua gia công bề mặt trong khoảng Z danh nghĩa bên dưới Fix layer
- Nếu thông số này không ñược chọn thì tất cả các bề mặt và Fix Layer sẽ bị gia công.
- Nếu thông số trên ñược chọn thì thông số Z Margin sẽ ñược hiển thị. Bề mặt bên dưới fix Layer với khoảng cách Z nhỏ hơn Z Margin sẽ bị bỏ qua.
Side Step : Lượng dịch dao ngang (ñối với phay thô, thường bằng 50 ÷ 70%Ddao)
ðối với gia công Stock Spiral, có thêm tham số : Open Part : Thực hiện gia công tinh ñường viền và các ñảo khi gặp thành hoặc ñảo bên trong chi tiết. Lựa chọn Outer Only hoặc Outer + Island

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
47
Collapsing : Gia công cắt gãy ñoạn (gián ñoạn) theo vùng hoặc theo ñường xoắn ốc Spiral
Machining By :Gia công theo lớp (layer) hoặc theo vùng (Region)
+) Region: quá trình gia công theo vùng, ñúng hơn là gia công theo lớp. Sử dụng Region ñể gia công trong lòng chi tiết ñể giảm quá trình chạy không, theo ñó giảm thời gian gia công.
+) Layer: Gia công bởi lớp cố ñịnh. Dao cắt sẽ di chuyển bỏ qua các vùng( Regions) nếu cần thiết và sẽ quay trở lại nếu lớp Layer cố ñịnh Z ñược hoàn tất.
+) Region &Layer: nếu chi tiết có cả Cavity và Core thì diện tích của Core sẽ ñược phay bởi Layer và diện tích Cavity sẽ ñược phay bởi Region.
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
48
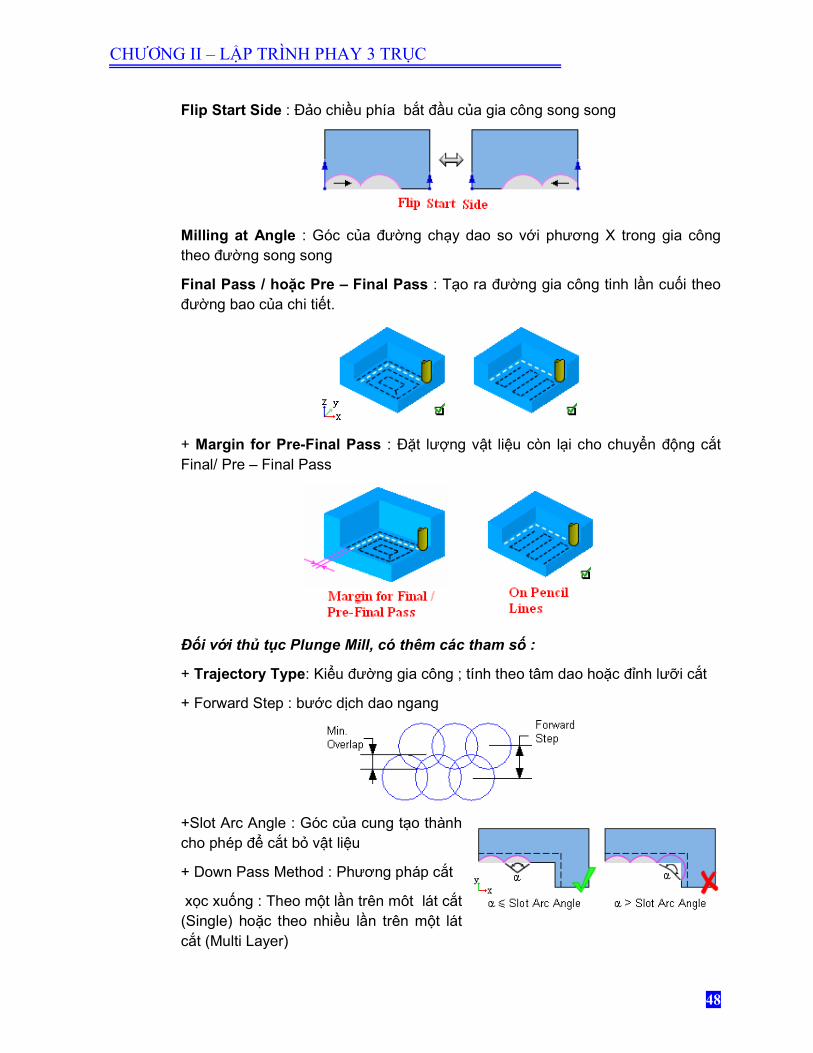
Flip Start Side : ðảo chiều phía bắt ñầu của gia công song song
Milling at Angle : Góc của ñường chạy dao so với phương X trong gia công theo ñường song song
Final Pass / hoặc Pre – Final Pass : Tạo ra ñường gia công tinh lần cuối theo ñường bao của chi tiết.
+ Margin for Pre-Final Pass : ðặt lượng vật liệu còn lại cho chuyển ñộng cắt Final/ Pre – Final Pass
ð"i v*i th+ t,c Plunge Mill, có thêm các tham s" :
+ Trajectory Type: Kiểu ñường gia công ; tính theo tâm dao hoặc ñỉnh lưỡi cắt
+ Forward Step : bước dịch dao ngang
+Slot Arc Angle : Góc của cung tạo thành cho phép ñể cắt bỏ vật liệu
+ Down Pass Method : Phương pháp cắt
xọc xuống : Theo một lần trên môt lát cắt (Single) hoặc theo nhiều lần trên một lát cắt (Multi Layer)

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
49
ð"i v*i gia công tinh, có th� có thêm các tham s" :
+ Horizontal Areas : Gia công các mặt ngang (giới hạn bởi góc)
+ Vertical Areas : Gia công các mặt ñứng
+ Slope Limit Angle : Góc giới hạn các vùng gia công so với các phương (Horiz. hoặc Vert.)
Horiz. (hoặc Vert .) Cutting Mode : kiểu cắt ngang (hoặc ñứng) là nằm phía trái (hoặc phía phải) ñường bao tính theo hướng chuyển ñộng cắt
ð"i v*i gia công h�*ng kính Radial; có thêm tham s" :
+ First Angle / Last Angle : Góc ñầu/ góc cuối của phay hướng kính
+ Pick the axis Origin :Chọn ñiểm tâm (hướng kính) với hai tọa ñộ X, Y
+ Angle Increment : Góc giữa các lần cắt hướng kính
ð"i v*i gia công ñ��ng Contour : Các thêm các tham s"
+ Stock Width: Chiều rộng phôi sẽ bị gia công
+ Trim Loops : Tự ñộng lược bớt chuyển ñộng cắt tại các ñiểm tự giao của ñường cong
+ Spline Approximation : phương pháp tính gần ñúng ñường cong :chuyển ñộng cắt theo phương pháp tuyến tính hoặc gần dạng cung tròn
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
50
+ Cutting Technical : Phương pháp cắt, thông thường dọc theo ñường contour (Normal) hoặc chạy theo kiểu xoắn ốc dọc theo ñường contour (Trochoidal)
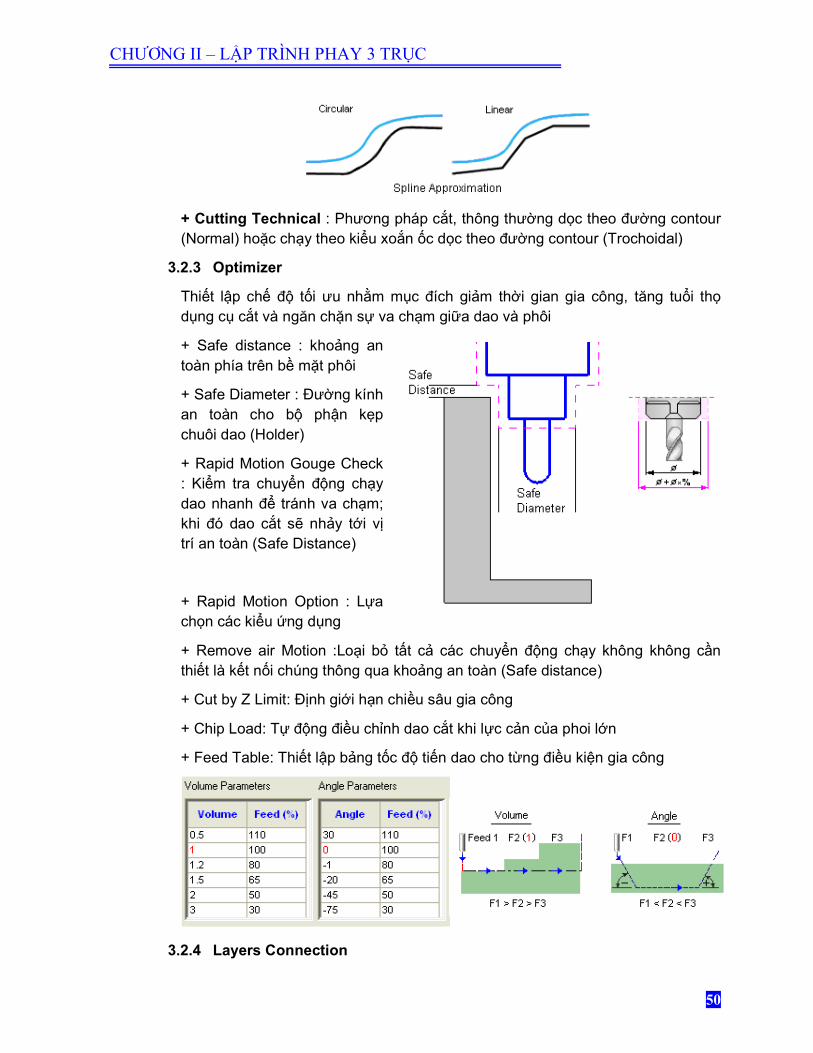
3.2.3 Optimizer
Thiết lập chế ñộ tối ưu nhằm mục ñích giảm thời gian gia công, tăng tuổi thọ dụng cụ cắt và ngăn chặn sự va chạm giữa dao và phôi
+ Safe distance : khoảng an toàn phía trên bề mặt phôi
+ Safe Diameter : ðường kính an toàn cho bộ phận kẹp chuôi dao (Holder)
+ Rapid Motion Gouge Check : Kiểm tra chuyển ñộng chạy dao nhanh ñể tránh va chạm; khi ñó dao cắt sẽ nhảy tới vị trí an toàn (Safe Distance)
+ Rapid Motion Option : Lựa chọn các kiểu ứng dụng
+ Remove air Motion :Loại bỏ tất cả các chuyển ñộng chạy không không cần thiết là kết nối chúng thông qua khoảng an toàn (Safe distance)
+ Cut by Z Limit: ðịnh giới hạn chiều sâu gia công
+ Chip Load: Tự ñộng ñiều chỉnh dao cắt khi lực cản của phoi lớn
+ Feed Table: Thiết lập bảng tốc ñộ tiến dao cho từng ñiều kiện gia công
3.2.4 Layers Connection
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
51
ðiều khiển chuyển ñộng vào/ra khi kết nối giữa các lớp gia công
3.3 Các tham số cho chu trình khoan
3.3.1 Drill type – Kiểu khoan
- Spot Drill: khoan theo ñiểm
- High speed Peck: khoan( khoét) lỗ lớn tốc ñộ cao
- Left Hand Tapping: tạo ren trái
- Fine boring: khoan lỗ nhỏ
- Deep Hole Peck: khoan lỗ lớn sâu
- Counter Boring: khoan lỗ bậc
- Tapping : taro
3.3.2 Depth Parameter
Chiều sâu cắt, dành cho nguyên công khoan,khoét doa, tarô
Max depth: Chiều sâu cắt lớn nhất
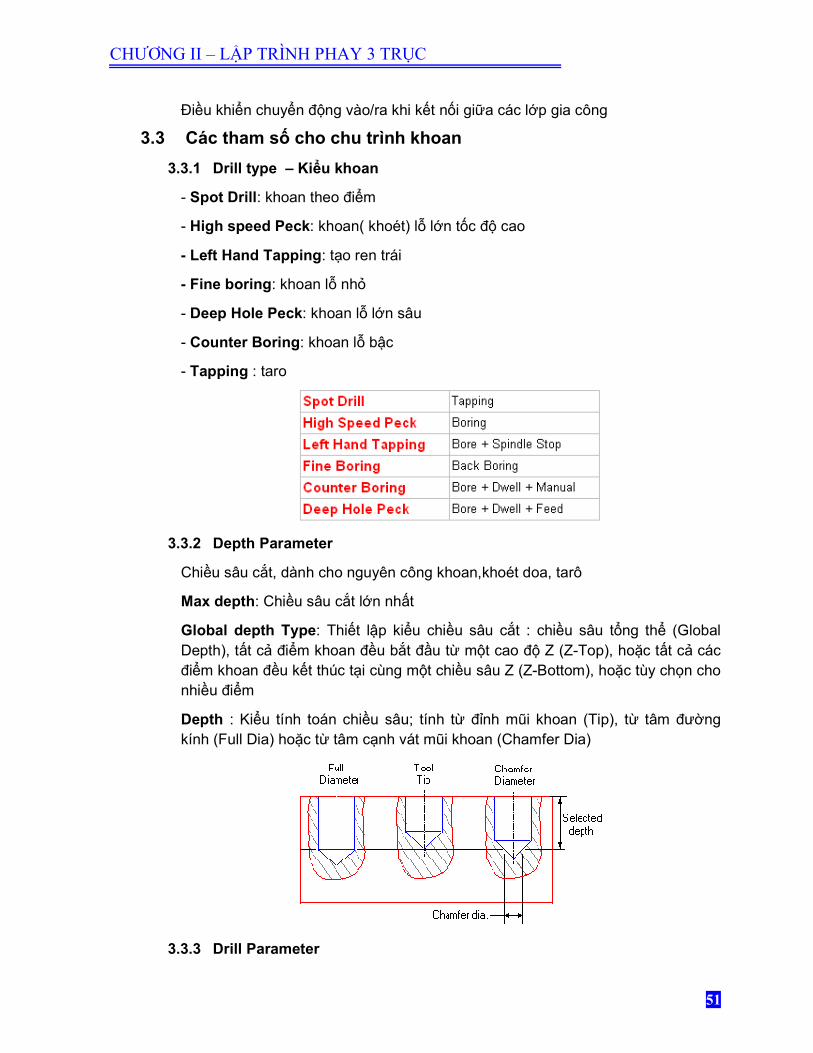
Global depth Type: Thiết lập kiểu chiều sâu cắt : chiều sâu tổng thể (Global Depth), tất cả ñiểm khoan ñều bắt ñầu từ một cao ñộ Z (Z-Top), hoặc tất cả các ñiểm khoan ñều kết thúc tại cùng một chiều sâu Z (Z-Bottom), hoặc tùy chọn cho nhiều ñiểm
Depth : Kiểu tính toán chiều sâu; tính từ ñỉnh mũi khoan (Tip), từ tâm ñường kính (Full Dia) hoặc từ tâm cạnh vát mũi khoan (Chamfer Dia)
3.3.3 Drill Parameter

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
52
Tham số khoan, như kiểu khoan (Drill Type) là khoan (Spot Drill) doa (Boring) Tarô (Tap),…Các tham số cụ thể :
Peck: nếu ñược check lỗ khoan sẽ ñược thực hiện từng bước
- Step: chiều dài mỗi bước cắt.
- Decrease: bước(bậc) xuống của dao cắt. Giá trị này bé hơn hoặc bằng Step.
Step : chiều dài của mỗi bước ( khoan bẻ phoi)
Decrease : Lượng xuống cho mỗi bước
Shift : Lượng dịch trên mặt XY tại vị trí cuối ñáy lỗ theo I và J
Dwell: Cho phép dừng di chuyển.
Time: khoảng hthời gian cho phép dừng.
Preferre Order:
- Selection Order: ñiểm chọn sẽ ñược khoan theo thứ tự.
- Main part X: Thứ tự khoan sẽ tự ñộng tối ưu dọc theo trucX
- Main part Y: Thứ tư khoan sẽ tự ñộng tối ưu dọc theo trucY
- Reverse Order: ñảo ngược trật tự lại.
3.3.4 Drill Retract
Kiểu rút dao cho mỗi lần cắt
To Init : rút dao về ñiểm ñầu tiên bắt ñầu chu trình khoan. dao khoan sẽ nhảy tới giá trị Delta Init của ñiểm gia công tiếp theo
Delta Init: khoảng cách ño ñược từ lỗ ñầu tiên. ðối với khoan 4X và 5X thì khoảng cách này vuông góc với bề mặt. Nếu một ñiểm khác cao hơn ñiểm ñầu tiên thì khoảng lùi về là delta Retract.
To Retract : tới ñiểm rút dao an toàn (khoảng an toàn cho mỗi lần chuyển dao). Dao khoan sẽ nhảy tới giá trị Delta Retract của ñiểm khoan tiếp theo
Delta Retract: Vị trí thay ñổi từ Rapid Feed tới Feed tỉ lệ cho ñến khi tới gần.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
53
3.3.5 Qiuck Drill
UCS list Chọn UCS
Calculate Opposite Tính toán lỗ bị khoan trong cạnh ñối diện của chi tiết( Lỗ có hướng khoan ngược với hướng Ucs ñuợc chọn)
Clearance Plane mặt phẳng lùi dao
Angle Tol Góc mà ñược ñịnh nghĩa là có thẳng hay không. nếu trong giới hạn dung sai thì ñược coi là thẳng
General Tol Dung sai ñộ ñồng tâm giữa các lỗ
Precision sự phụ thuộc ñộ chính xác kích thước của dao cắt tới việc khoan lỗ
Min. Material
Removal
Lượng vật liệu nhỏ nhất bỏ ñi bởi mỗi dao cắt
Change to mill ñường kính lỗ quá lớn dể khoan. Và lỗ ñó sẽ ñược phay sử dụng chức năng Pocket
Mill Name Set dao phay ñược sử dụng cho lỗ có ñường kính >= Change To Mill
Mill type dạng dao phay ñược sử dụng
Taper tool name Set dao nghiêng(Taper) dược sử dụng
Global Taper Angle Check tạo tất cả các góc nghiêng như nhau
Uncheck ñể ñịnh nghĩa mỗi góc nghiêng tương ứng với lỗ
Taper Diam. Overlap Set ñường kính góc nghiêng lớn hơn.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
54
Process version chọn số bước thực hiện
Unit ðơn vị ñược sử dụng
Rebuild Xoá tất cả các phân phân tích hiện tại và tạo ra phân tích mới

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
55
4. Cách giảm số lần rút dao trong Cimatron E7
Thực hiện theo cách thông thường ñối với chi tiết như hình bên ta có số lần rút dao như hình dưới. với kiểu chạy dao là Rough spiral.
Ta có thể hạn chế bớt số lần rút dao cua chi tiết bằng cách như bên dưới( không áp dụng dược với lệnh Rough Parallel).
Ta thực hiện việc gia công với Cimatron bình thường. Trong lúc thiết lập các thông số ta vẫn thực hiện bình thường.
ðến mục Tool trajectory >Chọn User define như hình dưới thay vì optimized.

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
56
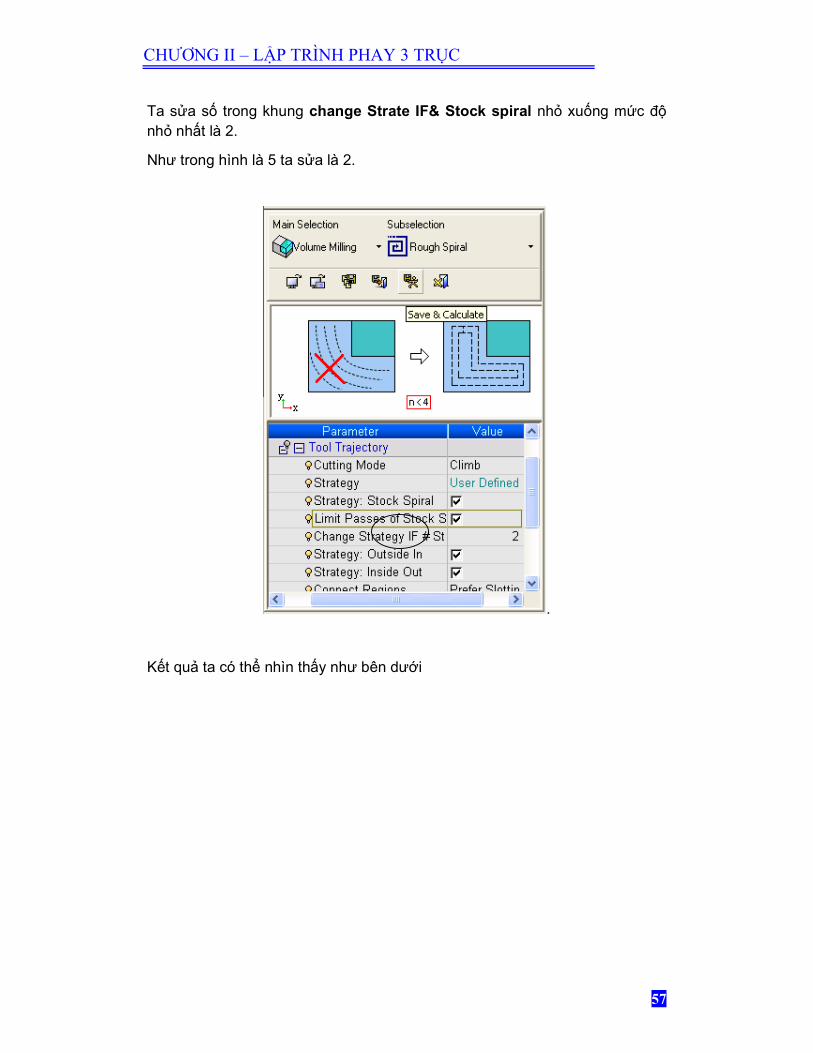
Rồi chọn dấu Check vào khung Limit passes of stock. Thì khung Change strategy..hiên lên
CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
57
Ta sửa số trong khung change Strate IF& Stock spiral nhỏ xuống mức ñộ nhỏ nhất là 2.
Như trong hình là 5 ta sửa là 2.
.
Kết quả ta có thể nhìn thấy như bên dưới

CHƯƠNG II – LẬP TRÌNH PHAY 3 TRỤC
58
Trước khi hiệu chỉnh. Số lần rút dao nhiều
Sau khi hiệu chỉnh. Số lần rút dao giảm nhiều







