PT DIRGANTARA INDONESIA
INDONESIAN AEROSPACE (IAe)
OLEH
FAQIH FADILLAH
NIM 130511616241
UNIVERSITAS NEGERI MALANG
FAKULTAS TEKNIK
PROGRAM STUDI PENDIDIKAN TEKNIK MESIN
AGUSTUS 2016
LAPORAN
PRAKTIK INDUSTRI

PRAKTIK INDUSTRI
LAPORAN
PT. DIRGANTARA INDONESIA
INDONESIAN AEROSPACE (IAe)
Diajukan kepada
Universitas Negeri Malang
untuk memenuhi salah satu persyaratan
dalam menyelesaikan program Sarjana
OLEH
FAQIH FADILLAH
NIM 130511616241
UNIVERSITAS NEGERI MALANG
FAKULTAS TEKNIK
PROGRAM STUDI PENDIDIKAN TEKNIK MESIN
AGUSTUS 2016
LEMBAR PERSETUJUAN DAN PENGESAHAN
LAPORAN PRAKTEK INDUSTRI
UNIVERSITAS NEGERI MALANG
Untuk memenuhi mata kuliah Praktik Industri
yang dibina oleh Bapak Drs. H. Abdul Qolik, M.M., M.Pd.
Oleh :
FAQIH FADILLAH
NIM 130511616241
PT. DIRGANTARA INDONESIA
INDONESIAN AEROSPACE (IAe)
Jl. Pajajaran 154 Bandung 40174 Indonesia PO BOX 1562
pada 1 Juni s/d 28 Juli 2016
Mengetahui,
Dosen Pembimbing,
Drs. H. Abdul Qolik, M.M., M.Pd
NIP. 19620208 198601 1 001
Menyetujui,
Ketua Jurusan Teknik Mesin,
Dr. Tuwoso, M.P.
NIP. 19600305 198812 1 001

LEMBAR PENGESAHAN INDUSTRI
Telah disetujui dan disahkan oleh:
PT. DIRGANTARA INDONESIA (IAE)
Bandung, 28 Juli 2016
Menyetujui:
PEMBIMBING 1,
Wisnu Satia. RNIK. 140542
PEMBIMBING 2,
Ike Mart. HNIK. 147093
Mengetahui:
An. KEPALA DIVISI PENGEMBANGAN SDMMANAGER PENDIDIKAN DAN PELATIHAN,
Dipl. Ing. Imam Suwarto,MSAe.NIK. 822811

KATA PENGANTAR
Alhamdulillah segala puji hanya untuk Allah yang selalu memberi nikmatNya sehingga penulis dapat menyelesaikan Laporan Praktik Industri di PT. Dirgantara Indonesia dengan tepat waktu. Praktikum Industri merupakan matakuliah wajib bagi mahasiswa Jurusan Teknik Mesin (TM) Fakultas Teknik (FT) Universitas Negeri Malang (UM). Dengan terselesaikannya laporan praktik industri ini, tidak lupa penulis menyampaikan ucapan terimakasih kepada:1. Orang tua penulis yang selalu memberi dukungan moril dan materil.2. Bapak Drs. H. Abdul Qolik, M.M., M.Pd selaku Dosen Pembimbing
Praktik Industri di Universitas Negeri Malang yang telah banyak memberikan bimbingan dan nasihat dalam penulisan Laporan Praktik Industri ini.
3. Bapak Wisnu Satia. R dan Bapak Ike Mart Haryaningrat selaku Dosen Pembimbing Praktik Industri di PT Dirgantara Indonesia yang telah banyak memberikan ilmu pengetahuan.
4. Bapak Yayat Hidayat selaku Supervisor devisi PE 6000 di PT Dirgantara Indonesia yang telah banyak memberikan ilmu pengetahuan dan membimbing dalam penulisan Laporan Praktik Industri.
5. Bapak Ridho Akbar selaku Manager PE 6000 di PT Dirgantara Indonesia yang telah memberi izin berlangsungnya Praktik Industri.
6. Bapak Imam Suwarto dan Bapak Rejadi selaku pihak yang berwenang di devisi Pendidikan dan Pelatihan PT Dirgantara Indonesia yang telah memberi izin berlangsungnya Praktik Industri.
7. Bapak Dr. Tuwoso, M.P. selaku Ketua Jurusan Teknik Mesin Fakultas Teknik Universitas Negeri Malang.
8. Semua Karyawan PT. Dirgantara Indonesia yang telah banyak memberikan informasi dan berbagi pengalaman selama Praktik Industri berlangsung.
9. Semua pihak yang secara langsung maupun tidak langsung telah membantu dalam penyelesaian laporan ini.
Dengan diselesaikannya laporan ini, penulis mengucapkan puji syukur ke hadirat Tuhan Yang Maha Esa atas kemudahan yang diberikan, serta terima kasih yang tak terhingga kepada semua pihak yang memberi kontribusi dalam proses penyusunannya. Semoga Laporan ini dapat dijadikan pijakan awal untuk mewujudkan upaya peningkatan kualitas mahasiswa Jurusan TM FT UM dan kemitraan yang riil antara Jurusan TM FT UM dengan Industri.
Bandung, 26 Juli 2016
Penulis

DAFTAR ISILAPORAN...................................................................................................................
LEMBAR PERSETUJUAN DAN PENGESAHAN..................................................
LEMBAR PENGESAHAN INDUSTRI.....................................................................
KATA PENGANTAR..................................................................................................
DAFTAR ISI...............................................................................................................
DAFTAR GAMBAR................................................................................................viii
DAFTAR TABEL......................................................................................................
BAB I............................................................................................................................
PENDAHULUAN........................................................................................................
A. Latar Belakang.........................................................................................................
B. Tujuan Praktik Industri............................................................................................
1. Tujuan Umum........................................................................................................
2. Tujuan Khusus.......................................................................................................
3. Tujuan Berdasarkan Kompetensi..........................................................................
BAB II..........................................................................................................................
RANCANGAN KEGIATAN PRAKTIK INDUSTRI.................................................
A. RANCANGAN KEGIATAN PRAKTIK INDUSTRI............................................
BAB III.........................................................................................................................
DESKRIPSI KEGIATAN PRAKTIK INDUSTRI......................................................
BAB IV.......................................................................................................................
A. Realisasi Kegiatan yang Dirancang dengan Kenyataan di Lapangan...................
1. Metodologi Penelitian.........................................................................................
2. Batasan Penelitan................................................................................................
3. Mesin CNC Horisontal HASS EC500.................................................................
4. Proses Pengerjaan Part di CNC Machining Shop PT Dirgantara Indonesia.......
5. Permasalahan Dalam Proses Manufacture di Mesin CNC HAAS EC500..........

6. Hasil dan Pembahasan Penelitian........................................................................
B. Uraian Kegiatan Pelaksanaan Praktik Industri......................................................
1. SDM/ Operator....................................................................................................
2. Machine...............................................................................................................
3. Material...............................................................................................................
4. Cuting Tool..........................................................................................................
5. Fixture/Clamping System....................................................................................
6. NCOD (Numarical Control Operators Document)..............................................
7. Process Sheet.......................................................................................................
8. Drawing and Specification..................................................................................
9. Measuring tools...................................................................................................
10. Common Tools/Alat Bantu.............................................................................
11. Command Media............................................................................................
12. Safety Tools....................................................................................................
13. SOP (Standart Operating Procedure)..............................................................
BAB V........................................................................................................................
PENUTUP..................................................................................................................
A. Kesimpulan............................................................................................................
B. Saran-saran.............................................................................................................
1. Jurusan Teknik Mesin FT UM............................................................................
2. Peserta praktik industri berikutnya......................................................................
3. PT. Dirgantara Indonesia.....................................................................................
DAFTAR PUSTAKA.................................................................................................
DAFTAR GAMBARGambar 4.1 Prakondisi Implementasi Machining Center..............................11
Gambar 4.2 Proses Penelitian...........................................................................12
Gambar 4.3 Gambaran Layout Shop Mesin CNC HAAS EC500.................14
Gambar 4.4 Mesin CNC HASS EC500............................................................15
Gambar 4.5 Mesin CNC HASS EC500 Tampak Atas....................................15
Gambar 4.6 Mesin CNC HASS EC500 Tampak Depan.................................16
Gambar 4.7 Mesin CNC HASS EC500 Tampak Samping............................16
Gambar 4.8 Proses Pengerjaan Part pada CNC HASS EC 500......................18
Gambar 4.9 Bagan Pengambilan Sampel........................................................20
Gambar 4.10 Jenis Main Fixture pada Mesin CNC HASS EC500...............22
Gambar 4.11 Jenis Fixture tambahan pada Mesin CNC HASS EC500.......22
Gambar 4.12 Diagram Alir Mengungkapkan Fenomena Pelayanan Cutter
................................................................................................................................25
Gambar 4.13 Syarat Penerapan Konsep Pallet pada Mesin CNC HASS
EC500....................................................................................................................27
Gambar 4. 14 Kualifikasi Operator pada Sistem Manufacture.....................30
Gambar 4.15 Klasifikasi Jenis Mesin CNC.....................................................33
Gambar 4.16 Mesin Bentuk Plano....................................................................34
Gambar 4.17 Mesin Bentuk Gantry..................................................................34
Gambar 4.18 Machining Center........................................................................36
Gambar 4.19 Mesin CNC Horisontal...............................................................37
Gambar 4.20 Mesin CNC Vertikal...................................................................37
Gambar 4.21 Mesin CNC 2 Axis.......................................................................38
Gambar 4. 22 Pergerakan Sumbu CNC 2 Axis...............................................38
Gambar 4.23 Mesin CNC 3 Axis.......................................................................38
Gambar 4.24 Pergerakan Sumbu CNC 3 Axis................................................39
Gambar 4.25 Mesin CNC 4 Axis.......................................................................39
Gambar 4.26 Pergerakan Sumbu CNC 4 Axis................................................39
Gambar 4.27 Pergerakan Sumbu CNC 5 Axis Vertikal Plano (Deckel Maho)
................................................................................................................................40
Gambar 4.28 Pergerakan Sumbu CNC 5 Axis Vertikal Gantry (JOBS).......41
Gambar 4. 29 Pergerakans Sumbu CNC 5 Axis Horisontal Plano...............41

Gambar 4. 30 Mesin CNC High Speed Machine.............................................42
Gambar 4. 31 Mesin CNC Medium Speed Machine........................................42
Gambar 4. 32 Mesin CNC Low Speed Machine...............................................43
Gambar 4.33 Bagan Pengelompokkan Material.............................................43
Gambar 4.34 Gudang Material Logam............................................................44
Gambar 4. 35 Gudang Material Non Logam..................................................44
Gambar 4.36 Material Logam..........................................................................45
Gambar 4.37 Material Flexiglass.....................................................................45
Gambar 4. 38 Material Teflon..........................................................................46
Gambar 4.39 Material Bentuk Sheet................................................................46
Gambar 4.40 Material Bentuk Plate................................................................47
Gambar 4.41 Material Bentuk Block...............................................................47
Gambar 4. 42 Material Bentuk Profil..............................................................47
Gambar 4. 43 Material Bentuk Rod.................................................................48
Gambar 4.44 Material Bentuk Forging...........................................................48
Gambar 4.45 Material Bentuk Tube................................................................49
Gambar 4. 46 Cutting Tool................................................................................50
Gambar 4.47 Face Mill......................................................................................51
Gambar 4.48 End Mill.......................................................................................52
Gambar 4.49 Slot Drill.......................................................................................52
Gambar 4.50 T-Slot Cutter.................................................................................52
Gambar 4. 51 Center Drill.................................................................................53
Gambar 4.52 Twist Drill.....................................................................................53
Gambar 4.53 Routing Insert..............................................................................53
Gambar 4.54 Ball Nose......................................................................................54
Gambar 4.55 Reamer.........................................................................................54
Gambar 4.56 Reamer Dove Tail Positif (A) dan Negatif (B)...........................55
Gambar 4.57 Cutter Special...............................................................................55
Gambar 4. 58 Macam – Macam Jenis Penyayatan Cutter............................56
Gambar 4.59 Proses Resharpening...................................................................57
Gambar 4.60 Holder Jenis BT 40 (kiri) dan BT 50 (kanan)...........................57
Gambar 4.61 Holder Jenis HSK 63A................................................................58

Gambar 4.62 Jenis Penguncian Holder HSK dan BT.....................................58
Gambar 4.63 Side Lock......................................................................................58
Gambar 4.64 Collet Chuck.................................................................................59
Gambar 4. 65 Tapper.........................................................................................59
Gambar 4.66 Drill Chuck...................................................................................60
Gambar 4.67 Shrink Fit (Kiri) dan Mesin Haimer (Kanan)..........................60
Gambar 4.68 Hydro Chuck................................................................................60
Gambar 4.69 Magazine Cutter...........................................................................61
Gambar 4.70 Jenis – Jenis Fixture...................................................................63
Gambar 4.71 Fixture Universal.........................................................................63
Gambar 4.72 Fixture General...........................................................................63
Gambar 4.73 Fixture Block...............................................................................64
Gambar 4.74 Fixture Forging...........................................................................64
Gambar 4. 75 Fixture Vacum............................................................................65
Gambar 4.76 Hold Down (A) dan Tooling Hole (B).......................................66
Gambar 4.77 NCOD PT. DI..............................................................................66
Gambar 4. 78 Machine Code Data Record.......................................................67
Gambar 4.79 Halaman Kedua NCOD.............................................................67
Gambar 4.80 Halaman Ketiga NCOD.............................................................67
Gambar 4.81 Halaman Keempat NCOD.........................................................68
Gambar 4. 82 Urutan Pengerjaan Part pada NCOD......................................68
Gambar 4.83 Cutter List pada NCOD..............................................................69
Gambar 4.84 Process Sheet...............................................................................70
Gambar 4.85 Drawing and Specification.........................................................71
Gambar 4.86 Bagan Alur Drawing Sampai Produksi....................................71
Gambar 4.87 Jangka Sorong.............................................................................72
Gambar 4.88 Mikrometer.................................................................................73
Gambar 4.89 Deep Caliper.................................................................................73
Gambar 4.90 Wall Thickness.............................................................................73
Gambar 4.91 Hole Test......................................................................................74
Gambar 4.92 High Gauge..................................................................................74
Gambar 4.93 Bevel Protector.............................................................................75

Gambar 4.94 Surtronic......................................................................................75
Gambar 4.95 Kaliber Go dan Not Go...............................................................75
Gambar 4.96 Radius Gauge...............................................................................76
Gambar 4.97 Gauge Block Set...........................................................................76
Gambar 4.98 Pin Gauge.....................................................................................76
Gambar 4.99 Plug Gauge...................................................................................77
Gambar 4.100 Deep Gauge................................................................................77
Gambar 4.101 CMM..........................................................................................78
Gambar 4.102 Ultrasonic Digital.......................................................................78
Gambar 4.103 Alat Ukur Khusus (Standar PT DI)........................................79
Gambar 4.104 Common Tools...........................................................................79
Gambar 4.105 Request for Maintenance Form................................................79
Gambar 4.106 Alat Pelindung Kepala.............................................................81
Gambar 4.107 Ear Plug (Kiri), dan Ear Map (Kanan)...................................82
Gambar 4.108 Kacamata Pelindung................................................................82
Gambar 4.109 Masker.......................................................................................82
Gambar 4. 110 Baju Kerja PT DI (Kiri), Baju Painting (Kanan Atas) dan
Apron (Kanan Bawah).........................................................................................83
Gambar 4.111 Sarung Tangan Katun..............................................................83
Gambar 4. 112 Sepatu Safety............................................................................84

DAFTAR TABEL
Tabel 1.1 Kompetensi yang Ingin Dicapai Selama Melakukan Praktik
Industri....................................................................................................................4
Tabel 2.1 Rancangan Kegiatan Praktik Industri..............................................7
Tabel 4. 1 Spesifikasi dari Mesin CNC HASS EC500....................................16
Tabel 4.2 Fixture Setiap Pallet Mesin...............................................................21
Tabel 4. 3 Sampel Part P1 dan P2....................................................................23
Tabel 4.4 Perumusan Cutter Matrik................................................................24
Tabel 4.5 Opsi Pengoptimalan Penggunaan Pallet pada Mesin CNC HASS
EC500....................................................................................................................28
Tabel 4.6 Mesin Konvensional dan CNC.........................................................32

BAB I PENDAHULUAN
A. Latar Belakang
PT. Dirgantara Indonesia (PT. DI) didirikan pada tahun 1976, merupakan
satu–satunya perusahaan penerbangan di Indonesia yang memiliki kompetensi
utama dalam merancang pesawat terbang, mengembangkan dan memproduksi
pesawat terbang regional untuk sipil dan militer. Pada tanggal 24 Agustus 2000
sebagai langkah dalam krisis keuangannya, IPTN merampingkan perusahaannya
dan sekaligus merubah namanya menjadi PT. Dirgantara Indonesia.
Program perampingan meliputi orientasi bisnis, pengalokasian SDM dalam
jumlah yang sesuai dengan beban kerja dan pengolahan capital dengan pasar yang
lebih terfokus dan tujuan bisnis yang terkonsentrasi. Sebagai hasil program
perampingan, pada awal hingga pertengahan tahun 2000-an, PT. Dirgantara
Indonesia (PT. DI) mulai menunjukan kebangkitannya kembali, banyak pesanan
pesawat datang dari luar negeri seperti negara Thailand, Malaysia, Brunei, Korea,
Fillipina dan negara lainnya.
Saat ini PT. Dirgantara Indonesia memfokuskan bisnisnya menjadi 5
satuan usaha yaitu: (1) Aircraft; (2) Aerostructure; (3) Aircraft services; (4)
Engineering services dan (4) Defence.
Aircraft merupakan Memproduksi beragam pesawat terbang untuk
memenuhi berbagai misi sipil, militer, dan juga misi khusus. Adapun produk yang
dihasilkannya yaitu NC-212, CN-235, NBO-105, Super Puma NAS-332, dan
NBELL-412.
Aerostructure merupakan workshoap yang didukung oleh tenaga ahli
dalam manufacture dengan high precision, seperti: mesin canggih, bengkel
sheetmetal dan welding, composite and bonding inspection dan lain sebagainya.
Bisnis satuan aerostructure meliputi: (1) Pembuatan komponen aerostructure
(machining part, sub-assembly, assembly); (2) Pengembangan rekayasa
(engginering package); (3) Perencanaan dan pembuatan alat–alat (tooling design
& manufacturing); (4) Memberikan program kontrak tambahan untuk Boeing,
Airbus Industries, Bae system, Korean Airlines Aerostructure Division, dan
Mitsubishi Heavy Industries.

Aircraft services merupakan penyedia servis pemeliharaan pesawat dan
helikopter berbagai jenis, meliputi: (1) Penyediaan suku cadang; (2) Pembaharuan
dan modifikasi struktur pesawat terbang; (3) Pembaruan interior maintenance dan
overhaul.
Engineering services; meliputi peralatan perancangan dan analisis, fasilitas
uji teknologi yang tinggi, serta tenaga ahli yang berlisensi.
Defence meliputi: produk-produk militer, perawatan, perbaikan, pengujian,
dan kalibrasi baik secara mekanik maupun elektrik, integrasi alat-alat perang,
produksi beragam sistem senjata, antara lain : FFAR 2,75” rocket, SUT Torpedo,
dll.
Visi dari PT. Dirgantara Indonesia adalah menjadi perusahaan kelas dunia
dalam industri dirgantara yang berbasis pada penguasaan teknologi tinggi dan
mampu bersaing dalam pasar global, dengan mengandalkan keuntungan biaya.
Sementara misi dari perusahaan ini adalah (1) Menjalankan usaha dengan selalu
berorientasi pada aspek dan bisnis komersil dan dapat menghasilkan produk dan
jasa yang memiliki keunggulan biaya; (2) Sebagai pusat keunggulan di bidang
industri dirgantara, terutama dalam rakayasa, rancang bangun, manufaktur,
produksi dan pemeliharaan untuk kepentingan komersial dan militer dan juga
untuk aplikasi di luar industri dirgantara; (3) Menjadikan perusahaan sebagai
pemain kelas dunia di industri global yang mampu bersaing dan melakukan
aliansi strategis dengan industri dirgantara kelas dunia lainya.
PT. Dirgantara Indonesia merupakan satu-satunya industri pesawat terbang
Indonesia, sudah menjadi kebanggan bisa praktik kerja di industri ini. Selain rasa
bangga, kami mempunyai tujuan untuk memilih praktik kerja di PT. Dirgantara
Indonesia, yaitu (1) Melengkapi ketrampilan praktik teknikal yang tidak
didapatkan di bangku kuliah; (2) Mengenal atmosfer kerja di industri pesawat
terbang; (3) Meningkatkan relevansi antara materi ketrampilan teknikal yang
diajarkan di Perguruan Tinggi dengan kebutuhan kompetensi teknikal di industri;
(4) Menjalin hubungan yang harmonis antara Pendidikan Tinggi dengan dunia
usaha.
Warga negara Indonesa patut berbangga akan adanya PT. Dirgantara
Indonesia, sebab tidak semua negara dapat membangun industri penerbangan.
Disiplin ilmu dan rekayasa pesawat terbang yang digunakan dalam industri
penerbangan PT. Dirgantara Indonesia selayaknya diturunkan kepada generasi
muda bangsa demi keberlangsungan perkembangan teknologi penerbangan di
Indonesia, salah satunya melalui pendidikan dan pelatihan. Tidak dapat dipungkiri
bahwa dunia perindustrian dan civitas akademika merupakan pihak yang
berkepentingan dalam perkembangan dan aplikasi teknologi kedepan. Kedua
belah pihak haruslah sejalan dan saling mendukung untuk kemajuan bangsa dan
negara yakni melalui pendidikan dan pelatihan, salah satu program yang dapat
mendukung hubungan industri dengan lembaga pendidikan/perguruan tinggi salah
satunya adalah dengan diadakannya program Praktik Industri (PI).
Praktik industri merupakan salah satu mata kuliah yang wajib diambil oleh
mahasiswa jurusan teknik mesin Universitas Negeri Malang. Melalui Praktik
industri ini mahasiswa diharapkan dapat melengkapi pengalaman akademik di
bangku kuliah dengan pengalaman profesional bidang teknikal di industri, dengan
dilaksanakannya praktik industri di PT. Dirgantara ini, diharapkan mahasiswa
dapat menambah wawasan dan pengalaman mengenai ilmu teknologi
penerbangan.
Alasan kami memilih PT. Dirgantara Indonesia sebagai tempat praktik
industri karena PT. Dirgantara Indonesia merupakan salah satu perusahaan
bertaraf internasional yang telah dipercaya oleh sebagian negera di dunia dalam
proses produksi pesawat terbang. Selain itu, teknologi yang terdapat di PT
Dirgantara Indonesia terutama dalam bidang mesin produksi terbilang sudah
sangat modern, hal ini dibuktikan dengan proses produksi yang kebanyakan
menggunakan teknologi komputer dan jaringan yang lebih canggih. Setelah
selesai praktik industri ini, kami berharap mempunyai pengalaman yang lebih
seputar teknologi penerbangan atau teknologi produksi pesawat terbang. Hingga
nantinya besar harapan kami untuk meneruskan ilmu dan pengalaman ini kepada
anak didik kami dimasa mendatang. Oleh karena itu penulis menyusun laporan
pelaksanaan kegiatan praktik industri di PT Dirgantara ini sebagai wujud hasil
yang telah tercapai dalam bentuk dokumen tertulis.

B. Tujuan Praktik Industri
1. Tujuan Umum
Secara umum tujuan dari paktik industri ini adalah untuk
mengimplementasikan Tri Dharma Perguruan Tinggi, terutama untuk
mendapatkan pengalaman di industri secara langsung, dapat menjadi tenaga yang
berpengalaman dan terampil untuk diterapkan dan dikembangkan di dunia
kependidikan ataupun nonkependidikan.
2. Tujuan Khusus
Tujuan praktik industri secara khusus adalah sebagai berikut:
a. Memperoleh ilmu pengetahuan yang dapat menambah wawasan
berfikir sebagai tenaga yang profesional.
b. Memahami pengetahuan teknologi produksi di PT. Dirgantara
Indonesia guna menunjang perkuliahan.
3. Tujuan Berdasarkan Kompetensi
Tujuan yang ingin dicapai penulis secara detail dalam praktik industri di
PT. Dirgantara Indonesia dapat dilihat pada tabel 1.1 dibawah ini:
Tabel 1.1 Kompetensi yang Ingin Dicapai Selama Melakukan Praktik Industri
Kompetensi yang Ingin Dicapai Tempat Tujuan
Mengetahui profil industri PT. Dirgantara Indonesia. Sub Departemen PE6200 (machining and metal forming development)
Mengetahui profil departemen PE 6000. Departemen PE6000 (lean and development)Mengetahui proses pembuatan pesawat terbang. Sub Departemen PE6200 dan workshop PTDIMengetahui struktur dan tata penulisan laporan kerja praktik PT. Dirgantara Inodensia.
Sub Departemen PE6200 (machining and metal forming development)
Mengetahui profil departemen PE2000. Departemen PE2000 (konfigurasi manajemen)Mengetahui CNC machining shop PTDI. CNC machining shop PTDIMengetahui filosofis dari 13 parameter CNC-machining shop.
Sub Departemen PE6200 (machining and metal forming development)
Mengidentifikasi fixture yang digunakan di HAAS EC500. CNC machining shop PTDI
Mengidentifikasi mesin CNC HAAS EC500. CNC machining shop PTDIMengidentifikasi cutter mesin CNC HAAS EC500. CNC machining shop PTDIMenjelaskan permasalahan di work station CNC EC 500.
Sub Departemen PE6200 (machining and metal forming development)
Mengambil data clamping system/fixture CNC HAAS EC500. CNC machining shop PTDI
Mengambil data cutter tools CNC HAAS EC500. CNC machining shop PTDIMengambil data time record aktual CNC HAAS EC500. CNC machining shop PTDI

Mengolah data clamping system/fixture CNC HAAS EC500.
Sub Departemen PE6200 (machining and metal forming development)
Menjelaskan data fixture CNC HAAS EC500. Sub Departemen PE6200 (machining and metal forming development)
Mengolah data cutter tools CNC HAAS EC500. Sub Departemen PE6200 (machining and metal forming development)
Menjelaskan data untuk cutter tools CNC HAAS EC500.
Sub Departemen PE6200 (machining and metal forming development)
Mengetahui measuring tools di bangkel PTDI. Quality control shop dan devisi Quality Assurance
Mengetahui tools crib PTDI. tools crib control shopMengetahui supply cutter PTDI. Goaring shopMengetahui pengasahan cutter CNC milling PTDI. Sharpening shop
Mengetahui gudang material PTDI. Gudang material dan devisi suplai (procurement) dan logistik
Mengetahui gudang safety equipment PTDI. Gudang safety equipment
Mengetahui system clamping fixture PTDI. Sub Departemen PE3300 (tooling design jig dan fixtures)
Mengambil data time record system/routing CNC HAAS EC500.
Sub Departemen PE2100 (engineering data control DPM & componen)
Mengambil data time record programer CNC HAAS EC500.
Sub Departemen PE1500 (numerical control program configuration)
Mengetahui kesesuaian antara data aktual, programer dan data sistem pada mesin HAAS EC500.
Sub Departemen PE6200 (machining and metal forming development)
Mengetahui preplaning PTDI. Sub Departemen PE1200 (machining manufacturing planning)
Mengetahui planner PTDI. Sub Departemen PE1200 (machining manufacturing planning)
Mengetahui pembuatan proses sheet. Sub Departemen PE1400 (numerical control programming)
Membuat metodologi penelitian. Sub Departemen PE6200 (machining and metal forming development)
Mengetahui NCOD PTDI. Gudang arsip NCOD PTDIMengetahui precutting shop PTDI. precutting shop
Membuat laporan kerja praktik BAB 1. Sub Departemen PE6200 (machining and metal forming development)
Membuat laporan kerja praktik BAB 2. Sub Departemen PE6200 (machining and metal forming development)
Membuat laporan kerja praktik BAB 3. Sub Departemen PE6200 (machining and metal forming development)
Membuat sampel cutter tools . Sub Departemen PE6200 (machining and metal forming development)
Membuat laporan kerja praktik BAB 4. Sub Departemen PE6200 (machining and metal forming development)
Membuat laporan kerja praktik BAB 5. Sub Departemen PE6200 (machining and metal forming development)
Mengambil data sampel di NCOD PTDI. Gudang arsip NCOD PTDIMengetahui proses fitter finish PTDI. fitter finish shopRevisi laporan praktik industri. Sub Departemen PE6200 (machining and metal

forming development)Melengkapi administras praktik industri. Devisi Pengembangan SDM

BAB II RANCANGAN KEGIATAN PRAKTIK INDUSTRI
A. RANCANGAN KEGIATAN PRAKTIK INDUSTRI
Rencana kegiatan yang dilakukan di PT. Dirgantara Indonesia dapat dilihat
pada tabel 2.1 (rancangan kegiatan praktik industri) dibawah ini.
Tabel 2.1 Rancangan Kegiatan Praktik Industri
Kompetensi yang Ingin DicapaiRencana Kegiatan Per-Minggu
1 2 3 4 5 6 7 8 9
Mengetahui profil industri PT. Dirgantara Indonesia.
Mengetahui profil departemen PE 6000.
Mengetahui proses pembuatan pesawat terbang.
Mengetahui struktur dan tata penulisan laporan kerja praktik
PT. Dirgantara Inodensia.
Mengetahui profil departemen PE2000.
Mengetahui CNC machining shop PTDI.
Mengetahui filosofis dari 13 parameter CNC-machining shop.
Mengidentifikasi fixture yang digunakan di HAAS EC500.
Mengidentifikasi mesin CNC HAAS EC500.
Mengidentifikasi cutter mesin CNC HAAS EC500.
Menjelaskan permasalahan di work station CNC EC 500.
Mengambil data clamping system/fixture CNC HAAS EC500.
Mengambil data cutter tools CNC HAAS EC500.
Mengambil data time record aktual CNC HAAS EC500.
Mengolah data clamping system/fixture CNC HAAS EC500.
Menjelaskan data fixture CNC HAAS EC500.
Mengolah data cutter tools CNC HAAS EC500.
Menjelaskan data untuk cutter tools CNC HAAS EC500.
Mengetahui measuring tools di bangkel PTDI.

Mengetahui tools crib PTDI.
Mengetahui supply cutter PTDI.
Mengetahui pengasahan cutter CNC milling PTDI.
Mengetahui gudang material PTDI.
Mengetahui gudang safety equipment PTDI.
Mengetahui system clamping fixture PTDI.
Mengambil data time record system/routing CNC HAAS
EC500.
Mengambil data time record programer CNC HAAS EC500.
Mengetahui kesesuaian antara data aktual, programer dan data
sistem pada mesin HAAS EC500.
Mengetahui preplaning PTDI.
Mengetahui planner PTDI.
Mengetahui pembuatan proses sheet.
Membuat metodologi penelitian.
Mengetahui NCOD PTDI.
Mengetahui precutting shopPTDI.
Membuat laporan kerja praktik BAB 1.
Membuat laporan kerja praktik BAB 2.
Membuat laporan kerja praktik BAB 3.
Membuat sampel cutter tools .
Membuat laporan kerja praktik BAB 4.
Membuat laporan kerja praktik BAB 5.
Mengambil data sampel di NCOD PTDI.
Mengetahui proses fitter finish PTDI.
Revisi laporan praktik industri.
Melengkapi administras praktik industri.


BAB IIIDESKRIPSI KEGIATAN PRAKTIK INDUSTRI
Deskripsi kegiatan dari praktik industri merupakan kegiatan
mahasiswa/pelajar dalam melakukan praktik industri di PT Dirgantara Indonesia.
Kegiatan ini dibuat berdasarkan realita dari mahasiswa beserta pendampingan dari
karyawan PT Dirgantara Indonesia. Deskripsi kegiatan ini dijabarkan
sebagaimana lampiran 4 tentang rekaman kegiatan praktik industri. Di tabel
tersebut memiliki variabel berupa hari/ tanggal, rencana kegiatan, realisasi
kegaitan yang dilakukan, kompetensi yang dicapai beserta paraf pembimbing dan
tanda tangan supervisor PE6200.

BAB IV
HASIL DAN PEMBAHASAN
A. Realisasi Kegiatan yang Dirancang dengan Kenyataan di Lapangan
Setiap kegiatan yang dirancang tidak serta merta selalu sesuai dengan apa
yang terjadi di lapangan. Hal ini berkaitan dengan berbagai kendala diantaranya;
(1) waktu / penjadwalan kegiatan yang bersamaan dengan hari besar/hari libur
nasional; (2) kesibukan kerja karyawan sehingga dalam melaksanakan wawancara
dan pengumpulan data memerlukan waktu yang cukup lama; (3) kebijakan pihak
industri dalam tata cara pelaksanaan praktik industri yang berbeda dari pihak
universitas; (4) pengurusan kelengkapan administrasi di industri yang cukup
menyita waktu; dan (5) keterbatasan dari pelaksanan praktik industri dalam
mengumpulkan informasi baik dari segi fisik maupun mental. Namun berbagai
kendala yang dialami tersebut tidak menghambat pelaksana dalam melaksanaan
kegiatan praktik industri, sebab kendala–kendala yang terjadi masih tergolong
sebagai suatu yang wajar dalam kegiatan pembelajaran di industri.
Pelaksanaan kegiatan praktik industri di PT. Dirgantara Indonesia lebih
mencondongkan ke arah pemecahan masalah yang terdapat di machining shop.
Terlebih lagi, mahasiswa ditempatkan di departemen lean & development yang
memiliki tugas untuk mengatasi berbagai masalah di bagian shop dan juga
mengembangkan shop dari segi manajemen hingga teknologi agar nantinya proses
produksi di bagian shop dapat lebih optimal. Oleh karena itu konsep praktik
industri yang telah dirancang sebelumnya dengan realisasi kenyataan di lapangan
sedikit berbeda atau bahkan keluar dari jadwal yang telah ditetapkan. Jika ditinjau
dari tabel perencanaan kegiatan praktik industri, maka dapat diketahui bahwa
mahasiswa melaksanakan observasi untuk menggali informasi terkait 13 elemen
di CNC machining shop. Namun apabila dilihat dari rekaman kegiatan parktik
industri, kenyataanya mahasiswa tetap melaksanakan kegiatan tersebut hanya saja
diselingi dengan pencarian atau pengolahan data – data yang menunjang untuk
pemecahan masalah di machining shop. Walaupun demikian, kegiatan yang
dilakukan selama praktik industri dirasa masih tetap dalam lingkup pemesinan,
yang pada akhirnya tujuan yang telah dirumuskan pada bab pendahuluan dan
rencana kegiatan pada bab kegiatan praktik industri dapat dikategorikan tercapai.

Adapun topik masalah yang hendak diselesaikan oleh pelaksana kegiatan
praktik industri adalah “Pengoptimalan Kinerja Mesin CNC HASS EC500 di
Machining Shop PT Dirgantara Indonesia”. Topik tersebut diambil setelah
melakukan studi kasus 13 elemen di machining shop PT. Dirgantara Indonesia.
Berikut akan dijabarkan lebih detail terkait pemecahan masalah beserta hasil yang
telah dicapai.
1. Metodologi Penelitian
Untuk memaparkan fenomena/masalah yang berada di workshop PT.
Dirgantara Indonesia khususnya dibagian CNC machining shop, pelaksana praktik
industri menggunakan pendekatan studi kasus kualitatif dengan bentuk laporan
berupa data kualitatif. Ada beberapa hal yang menjadi fokus penelitian yaitu
menjelaskan fenomena prakondisi diterapkannya machining center. Menjelaskan
fenomena ini sangatlah kompleks, sehingga penelitian difokuskan dalam kajian
beberapa sub topik yaitu: (1) Merumuskan cutter matrik; (2) Menggagas
pelayanan cutter; (3) Mengoptimalkan pallet pada mesin CNC. Secara lebih
sederhana, laporan praktik industri ini dapat dijelaskan melalui gambar dibawah
ini:
Gambar 4.1 Prakondisi Implementasi Machining Center
Gambar diatas merupakan batasan masalah dari topik masalah yang
diangkat. Devisi Produksi PT. Dirgantara Indonesia akan menerapkan konsep
machining center pada CNC machining shop. Untuk mengembangkan konsep
machining center , diperlukan syarat adanya ATC (Automatic Tool Change) dan
APC (Automatic Pallet Change) pada mesin CNC untuk mempercepat proses
pengerjaan part pada mesin tersebut. Namun dalam mengembangkan konsep
machining center guna mengoptimalkan kinerja mesin amatlah luas

cangkupannya. Sebab terdapat beberapa faktor yang harus dikembangkan yaitu
mulai dari fixture, cutter, pergantian pallet, NC program, operator (SDM),
kapasitas mesin, penjadwalan/pembagian part tiap mesin, dan lain sebagianya.
Karena keterbatasan waktu, hal itu sangatlah mustahil untuk dilakukan oleh
pelaksanan kegiatan praktik industri yang hanya memiliki waktu kurang lebih 2
bulan lamanya. Oleh karena itu, pada laporan praktik industri ini objek yang
dikembangkan guna mempersiapkan konsep machining center di CNC
machining shop PT Dirgantara Indonesia hanya sebatas cutter dan konsep
pergantian pallet saja.
Secara sederhana rancangan penelitian ini terdiri dari empat bagian,
diantaranya: (1) apa yang akan diteliti; (2) data apa yang harus dikumpulkan; (3)
bagaimana mengumpulkan data; dan (4) bagiamana menganalisis hasilnya. Proses
penelitian dapat dilihat pada tabel dibawah ini:
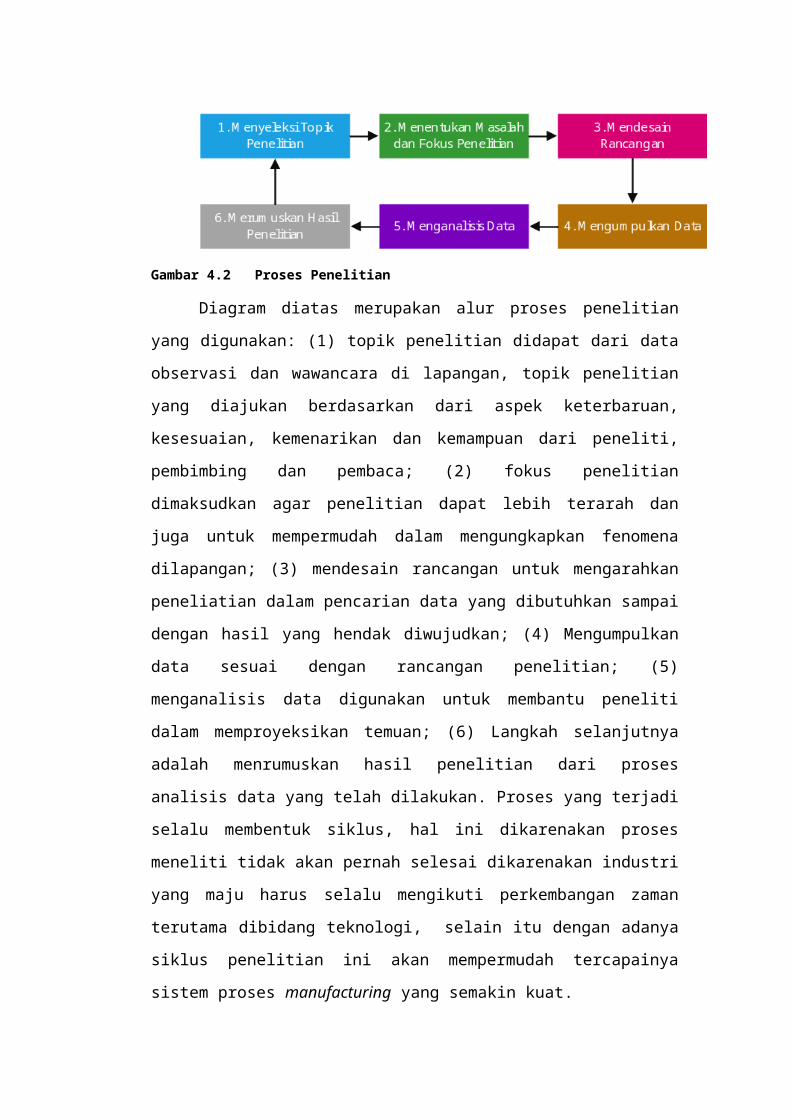
Gambar 4.2 Proses Penelitian
Diagram diatas merupakan alur proses penelitian yang digunakan: (1)
topik penelitian didapat dari data observasi dan wawancara di lapangan, topik
penelitian yang diajukan berdasarkan dari aspek keterbaruan, kesesuaian,
kemenarikan dan kemampuan dari peneliti, pembimbing dan pembaca; (2) fokus
penelitian dimaksudkan agar penelitian dapat lebih terarah dan juga untuk
mempermudah dalam mengungkapkan fenomena dilapangan; (3) mendesain
rancangan untuk mengarahkan peneliatian dalam pencarian data yang dibutuhkan
sampai dengan hasil yang hendak diwujudkan; (4) Mengumpulkan data sesuai
dengan rancangan penelitian; (5) menganalisis data digunakan untuk membantu
peneliti dalam memproyeksikan temuan; (6) Langkah selanjutnya adalah
menrumuskan hasil penelitian dari proses analisis data yang telah dilakukan.
Proses yang terjadi selalu membentuk siklus, hal ini dikarenakan proses meneliti
tidak akan pernah selesai dikarenakan industri yang maju harus selalu mengikuti

perkembangan zaman terutama dibidang teknologi, selain itu dengan adanya
siklus penelitian ini akan mempermudah tercapainya sistem proses manufacturing
yang semakin kuat.
Pegumpulan data dalam penelitian ini adalah semua data verbal baik
berupa kata-kata, ucapan lisan, perilaku subjek (informan) yang berkaitan dengan
mengoptimalkan mesin CNC HASS EC500 di PT. Dirgantara Indonesia, dan data
yang bersumber dari dokumen-dokumen, foto-foto, dan benda-benda yang dapat
digunakan sebagai penguat argumentasi. Jenis data yang digunakan merupakan
data kualitatif yang akan menghasilkan bentuk laporan dengan data deskriptif.
Hasil penelitian ini berupa data deskriptif yang diharapkan mampu memecahkan
permasalahan yang ada.
2. Batasan Penelitan
Batasan penelitian berdasarkan masalah yang diangkat dalam laporan
praktik industri ini terdiri dari:
1. Merumuskan cutter matrik pada magazine mesin CNC HASS EC500, hal ini
bertujuan untuk mengoptimalkan penggunaan cutter pada proses
manufacture. Cutter ini dirumuskan tanpa memperhatikan quantitiy jumlah
pada setiap part, bentuk part pada drawing CAD dan CAM, serta tanpa
memperhatikan kinerja dari manajemen tool crib.
2. Memberi gagasan mengenai pelayanan cutter matrik, dimana gagasan
tersebut berdasarkan hasil dari pengolahan data wawancara dan observasi.
Gagasan ini bertujuan untuk memberi masukan terhadap industri bagaimana
mendukung proses produksi melalui pelayanan cutter matrik yang
profesional. Gagasan ini diberikan tanpa mempertimbangkan sumber daya
teknologi dan manusia didalam area tool crib.
3. Mengoptimalkan konsep pertukaran pallet pada mesin yang berpedoman pada
standar spesifikasi yang ada pada katalog mesin. Pengoptimalan konsep
pertukaran pallet pada mesin ini dideskripsikan tanpa memperhatikan hasil uji
mesin dengan beban.
3. Mesin CNC Horisontal HASS EC500
Mesin CNC horisontal HASS EC500 merupakan salah satu dari 13
komponen yang mendukung dalam proses manufacture part pesawat terbang.

Mesin CNC HAAS EC500 merupakan mesin milling horisontal yang
menggunakan sistem kontrol otomatis yang berbasis komputer, atau biasanya
disebut dengan CNC (Computerized Nummerically Control). Mesin ini beroperasi
secara otomatis sesuai dengan program yang telah dibuat sebelumnya oleh orang
yang disebut programmer. Program yang telah dibuat selanjutnya dimasukkan
pada perangkat komputer yang telah di hubungkan pada mesin oleh operator.
Disini peran operator hanya memasukkan data, mengganti tool dan mengatur
posisi datum (koordinat titik referensi) antara tool dengan benda kerja atau media
yang akan dikerjakan. Untuk menjalankan mesin, operator harus mengacu pada
dokumen pengerjaan yaitu NCOD (Numerical Control Operators Document).
Mesin CNC HAAS EC500 ini tergolong mesin dengan posisi tool
horisontal dan jumlah sumbu geraknya adalah 4 axis (X, Y, Z, B). PT. Dirgantara
Indonesia mempunyai 5 buah mesin CNC HAAS EC500 yang masih beroperasi
dengan pengkodean mesin yaitu AGBF01, AGBF02, AGBF03, AGBF04 dan
AGBF05 seperti yang ditunjukkan pada gambar berikut:
Gambar 4.3 Gambaran Layout Shop Mesin CNC HAAS EC500
Dalam pergantian part yang akan dikerjakan, mesin ini dilengkapi dengan
sistem APC (Automatic Pallet Change) yang berarti pergantian pallet dilakukan
secara otomatis. Mesin ini mempunyai 2 pallet dengan sistem berputar (rotation)
yang mana dapat digunakan secara bergantian. Jumlah tools yang terdapat pada
mesin ini berjumlah 40 buah yang terpasang pada magazine dan 1 buah cutter
terpasang pada spindle yang siap digunakan. Mesin CNC HAAS EC500 ini
merupakan mesin teknologi berkecepatan menengah (medium speed machining)

dengan kecepatan putar spindle maksimal 8000 rpm. Dengan kecepatan spindle
yang cukup tinggi, mesin ini mampu mengerjakan part yang kecil dengan ukuran
yang lebih presisi serta permukaan yang halus. Selain APC mesin ini dilengkapi
dengan ATC (Automatic Tolling Change), dimana ATC ini berfungsi untuk
mengganti cutter secara otomatis sesuai dengan program yang digunakan. Bentuk
dari mesin CNC EC 500 dapat dilihat dari gambar dibawah ini:
Gambar 4.4 Mesin CNC HASS EC500
Untuk memperjelas gambaran dari mesin CNC HASS EC500 maka dapat
dilihat pada gambar berikut ini:
Gambar 4.5 Mesin CNC HASS EC500 Tampak Atas

Gambar 4.6 Mesin CNC HASS EC500 Tampak Depan
Gambar 4.7 Mesin CNC HASS EC500 Tampak Samping
Selain dimensi dari mesin CNC HASS EC500, spesifikasi dari dari mesin
juga dapat dilihat pada tabel dibawah ini:
Tabel 4. 1 Spesifikasi dari Mesin CNC HASS EC500
Dua mesin penggerak bertenaga 14,9 kW. Memiliki dua pallet penukar.
Kecepatan spindel 8000 Rpm.Transfer program dapat menggunakan
USB.
40+1 pocket cutting tool. Coolant nozzel yang dapat diprogram.
Sistem pendorong chip dengan screw. Pemisah chip menggunakan conveyor.
Memiliki 4 sumbu axis.
CNC HAAS EC-500 mempunyai kelebihan dan kelemahan, kelebihan dan
kekurangan dari mesin CNC Horizontal Mach Center HAAS EC-500
dibandingkan dengan mesin CNC vertikal adalah sebagai berikut :
1. Kelebihan

a. Dapat digunakan untuk pengerjaan part yang kecil dan bentuk – bentuk yang
sulit dijangkau oleh tool.
b. Mempunyai kecepatan putar spindle yang cukup tinggi sehingga hasil
pengerjaan dapat lebih halus dan presisi.
c. Memiliki dua buah pallet yang dapat digunakan secara bergantian sehingga
lebih cepat dalam pergantian part yang akan dikerjakan.
d. Tatal/bram akan jatuh kebawah karena gaya grafitasi sehingga akan
mempermudah dalam pengawasan part saat dikerjakan serta hasil
pengerjaaan akan lebih rapi.
2. Kekurangan
a. Ruang pengerjaan/esekusi yang relatif kecil sehingga tidak cocok untuk
mengerjakan part yang berukuran besar.
b. Kesalahan penyebutan simbol perputaran pada sumbu B, yang mana pada
mesin tertera simbol “A” sehingga dapat membingungkan operator ataupun
programmer saat pertama kali menggunakannya.
c. Saat pergantian pallet datum (titik referensi) antara pallet 1 dan pallet 2
memiliki perbedaan bersekala micron (<0,025 mm) sehingga pengerjaan
antara pallet 1 dan pallet 2 memiliki perbedaan.
4. Proses Pengerjaan Part di CNC Machining Shop PT Dirgantara
Indonesia
Struktur pengerjaan part (Work Process) yang digunakan pada machining
shop CNC terdiri dari 13 elemen pendukung. Pendukung induk adalah SOP,
dimana SOP ini menjadi standart dari setiap tahap pengerjaan part. Pada kondisi
aktual terdapat beberapa elemen yang membutuhkan peran operator, beberapa
elemen tersebut terdiri dari safety tool, clamping system, cutting tool, dan
common tools. Keempat elemen tersebut dipersiapkan oleh operator dan
berdampak pada waktu dalam proses produksi. Elemen yang dapat dimodifikasi
agar proses produksi berjalan dengan optimal adalah elemen clamping system dan
cutting tool. Secara sederhana fokus peneliti dalam mengoptimalkan pengerjaan
part pada mesin CNC HASS EC 500 dapat dilihat pada gambar dibawah ini:

Gambar 4.8 Proses Pengerjaan Part pada CNC HASS EC 500
5. Permasalahan Dalam Proses Manufacture di Mesin CNC HAAS EC500
Dalam mengidentifikasi masalah yang terjadi pada mesin CNC Horizontal
HAAS EC500 ini dilakukan dengan menggunakan pendekatan studi kasus
deskripsi yaitu, pendekatan studi kasus ini menggunakan pengumpulan data
lapangan berupa observasi, wawancara, dan dokumentasi. Berdasarkan kelebihan
dan kelemahan mesin HAAS EC500 serta hasil indentifikasi masalah dari ketiga
metode diatas, maka masalah yang dialami pada mesin CNC HAAS EC-00 adalah
belum optimalnya penggunaan mesin ketika proses pergantian part satu dengan
part selanjutnya dan kesenjangan pada penggunaan cutter. Hal tersebut dilandasi
oleh beberapa faktor yaitu:
1. Dua buah pallet yang seharusnya dapat digunakan secara bergantian tidak
dapat diterapkan karena perbedaan datum antara pallet 1 dengan pallet 2
apabila fixture yang digunakan dan part yang dikerjakan sama. Sehingga
operator harus mengetur ulang titik referensi ketika pergantian pallet.
2. Matriks cutter yang terdapat di magazine tidak semua dipergunakan dalam
pengoperasian sehingga operator harus menambahkan cutter optional.
3. Operator yang seharusnya tugasnya hanya mengoperasikan mesin, pada
kenyataan dilapangan merangkap untuk mengganti cutter sendiri, proses ini
seharusnya dilakukan oleh bagian tool crib yang melayani penggunaan cutter
pada setiap mesin.
6. Hasil dan Pembahasan Penelitian
a. Perumusan Cutter Matrik
Berdasarkan hasil observasi didapat fakta bahwa operator sengaja merubah
30 cutter matrik pada mesin CNC HAAS EC-500. Hal ini berakibat terjadinya
perbedaan pemahaman cutter matrik antara programmer dengan kondisi aktual.
Proses pengerjaan akan bermasalah jika operator tidak tahu atau lupa terhadap
cutter yang digunakan sebelumnya yang berada di magazine. Hal ini akan
berdampak pada kesalahan pengerjaan part. Tujuan dari merumuskan cutter
matrik adalah memaksimalkan proses manufacturing pada mesin CNC HASS EC-
500 (AGBF02).
Hasil dari penelitian ini berupa data cutter matrik, yang terdapat pada
magazine, yang dimaksud cutter matrik adalah cutter yang terpasang tetap pada
magazine yang diatur berdasarkan kebijakan industri. Beberapa kriteria dari cutter
matrik adalah ukuran, geometri, dan bahan. Data cutter yang digunakan sebagai
acuan untuk diproses didapat dari pengerjaan part pada dua tahun terakhir.
Berdasarkan hasil kesepakatan agar tidak mengganggu proses produksi, maka
hanya diperbolehkan satu mesin sebagai bahan percobaan. Mesin yang digunakan
sebagai bahan percobaan adalah AGBF02. Untuk merumuskan cutter tools yang
digunakan diperlukan populasi part yang dikerjakan pada dua tahun terakhir,
jumlah populasi yang digunakan sebagai acuan kurang lebih sebanyak 144 part
number. Oleh karena main fixture pada setiap pallet berbeda, maka dari 144 part
number tersebut akan dikelompokkan berdasarkan pallet yang digunakan.
Mengingat waktu pelaksanaan Praktik Industri terbatas, maka berdasarkan
kesepakatan antara pihak lean & development dari 144 part number akan ditarik
sejumlah 41 sampel yang diambil secara acak. Dari 41 sampel tersebut terbagi
atas 21 jenis part yang terdapat di pallet 1 dan 20 jenis part yang terdapat di pallet
2. Adapun rancangan pengolahan data cutter pada mesin CNC HASS EC500
adalah sebagai berikut:

Gambar 4.9 Bagan Pengambilan Sampel
Data cutter diolah menggunakan microsoft excel dengan beberapa fungsi
yang tersedia di microsoft guna mempermudah dalam pengelompokan data.
Setelah data cutter diinput, lalu cutter tersebut digolongkan berdasarkan pallet 1
atau 2 yang terdapat pada setiap mesin. Dari data tersebut akan didapat berapa
part number yang dikerjakan di pallet tersebut, populasi dari part number tersebut
akan diambil sampel. Sampel tersebut yang akan menjadi patokan untuk dijadikan
referensi cutter yang digunakan sebagai cutter matrik pada setiap mesin.
Untuk membedahkan data yang masuk pallet 1 dan 2 diperlukan dokumen
induk dari NCOD, dimana data tersebut terdapat pada programmer. Data induk
tersebut tidak menyebutkan bahwa salah satu part dikerjakan di pallet 1 atau 2
akan tetapi, data NCOD akan menyebutkan salah satu part dikerjakan pada fixture
tertentu, dimana setiap main fixture diletakkan secara permanen pada mesin CNC
HAAS EC500. Dari data tersebutlah didapat informasi suatu part dikerjakan pada
pallet tertentu, hal ini menjadikan data tersebut sebagai referensi pengelopokkan
atau pengambilan sampel.

Pengumpulan data main fixture dapat dilihat pada tabel dibawah ini:
Tabel 4.2 Fixture Setiap Pallet Mesin
Type Pallet No. Fixture di Realita
AGBF01P1
NTS2-0091Media 1: MLFX01-171N050033-101Media 2: NTS2-0181
P2 NTS2-0207
AGBF02
P1 NTS2-0091 + NTS2-0181P2 NTS2-0207
AGBF03P1 NTS2-0207P2 NTS2-0545 + 041-AL-833619-D
AGBF04
P1 NTS2-0310
P2NTS2-0091Media 1: NTS2-0181Media 2: 041-AD-510545-D
AGBF05P1 NTS2-0310P2 NTS2-0207
Gambar 4.10 merupakan gambar dari jenis fixture diatas:
NTS2-0091 NTS2-0310
NTS2-0207 NTS2-0545Gambar 4.10 Jenis Main Fixture pada Mesin CNC HASS EC500
Jenis fixture tambahan yang terpasang di main fixture dapat dilihat pada
tabel dibawah ini:
041-AL-833619-D NTS2-0181
041-AD-510545-D MLFX01-171N050033-101Gambar 4.11 Jenis Fixture tambahan pada Mesin CNC HASS EC500

Fixture diatas merupakan fixture yang terpasang pada pallet setiap mesin
CNC HASS EC500. Berdasarkan hasil rapat dan kordinasi dengan beberapa
kepala devisi untuk pengembangan standarisasi cutter matrik diberi kebijakan
mengenai penggunaan matrix cutter berjumlah maksimal 20 buah dan untuk first
project diuji cobakan di mesin AGBF02. File lampiran mengenai data part yang
digunakan sebagai acuan dapat diliihat pada lampiran.
Adapun part number yang menjadi sampel dalam pembuatan cutter matrik
adalah sebagai berikut:
Tabel 4. 3 Sampel Part P1 dan P2
Sampel Pallet 1 Sampel Pallet 2111ND21006-101 141ND11020-101112ND10027-102 141ND11062-102141ND70025-101 149ND10076-102212-22156-13.1 175ND80026-101332A2210432201 185ND90006-10235-23017-0907 212-21235-09.135-23017-1104 212-48116-010135-23017-1303 332A211245210235-23017-1802 212-56147-240135N22955-1601 35-23087-380495-23016-0106 35-46383-010195-23018-0808 35-22563-020195-23018-0908 95-23505-050195-23018-1104 35-32341-020395-23018-1405 35-34182-0103A0195-23018-1503 95-34060-010195-23018-1903 95-46778-010195-23128-0101 D574500802020195-31212-1506 L574547432000195-31212-1605 L574547442000195-46777-0102
Merumuskan cutter matrik dapat menggunakan sampel data diatas,
kemudian dari sampel diatas diperoleh data cutter melalui NCOD yang
sebelumnya data setiap part diolah terlebih dahulu. Dasri sampel part diatas
didapat cutter yang sering muncul. Jenis cutter yang sering muncul dapat dilihat
pada tabel 7, dibawah ini:

Tabel 4.4 Perumusan Cutter Matrik
NO JENIS CUTTER UKURAN BAHAN DIMENSI L A
1 CENTER DRILL EXTRA LONG HSS Ø2.5X6.3X150 170 110
2 TWIST DRILL Ø2.5X30X57 95 353 SLOT DRILL SHORT CARBIDE Ø08X19X69 142 334 SLOT DRILL SHORT CARBIDE Ø12X26X83 147 385 SLOT DRILL SHORT CARBIDE Ø16X32X92 151 426 SLOT DRILL SHORT CARBIDE Ø16X32X92 151 427 SLOT DRILL SHORT CARBIDE Ø20X38X104 163 548 SLOT DRILL SHORT CARBIDE Ø25X45X121 170 619 SLOT DRILL SHORT CARBIDE Ø25X45X121 170 61
10 BALL NOSE SLOT DRILL SHORT CARBIDE Ø08X19X59 142 33
b. Pelayanan Cutter
PT. Dirgantara Indonesia merupakan industri berlevel internasional atau
dapat disebut WCM “World Class Manufacture”. Tanpa pelayanan yang
maksimal dari tool crib proses produksi akan terhambat, terhambatnya proses
produksi ini berdampak pada goal suatu produksi (time and cost). Pelayanan yang
dimaksud adalah penyediaan cutter yang dibutuhkan pada saat produksi oleh
operator. Berdasarkan hasil observasi, didapat fakta bahwa dalam menyediakan
cutter untuk proses produksi masih dilakukan oleh operator sendiri. Hal ini tentu
saja menyita waktu yang cukup banyak, mengingat jarak mesin (operator) dengan
bagian tool crib cukup jauh. Tidak hanya itu, operator juga kerapkali mengorder
cutter yang patah atau tumpul dengan mendatangi tool crib secara langsung.
Terkadang, cutter yang diorder karena tumpul atau patah tidak selalu langsung
disediakan oleh bagian tool crib, hal ini dikaranakan proses penyetelan atau
pengasahan cutter yang cukup memakan waktu. Dari beberapa data observasi
diatas dapat dianalogikan proses pengerjaan part akan semakin lama jika
pergantian/penyediaan cutter dilaksanakan kurang maksimal.
Untuk memecahkan fenomena ini diperlukan pendekatan deskriptif dengan
data diambil dari wawancara, observasi dan studi dokumentasi. Pemecahan
fenomena ini akan dijabarkan dengan data deskriptif dengan penyampaian berupa
bentuk gagasan tertulis atau opini. Pengambilan gagasan tertulis ini dilakukan
tanpa mempertimbangkan jumlah SDM dalam melakukan distributor cutter pada

setiap mesin, dan tanpa mempertimbangkan kebijakan yang tertera di PT.
Dirgantara Indonesia dalam menambah tenaga kerja dibagian tool crib.
Secara lebih jelas, proses penelitian ini dapat dilihat pada gambar 4.12
dibawah ini:
Gambar 4.12 Diagram Alir Mengungkapkan Fenomena Pelayanan Cutter
Dari hasil observasi dapat diketahui bahwa proses produksi terhambat
berkisar 15 menit dikarenakan lamanya mengganti cutter beserta penyetingan
cutter. Untuk mengatasi hal tersebut PT. Dirgantara Indonesia bekerja sama
dengan suplayer cutter bernama gouring dalam menyiapkan cutter di tool crib.
Perusahan ini mampu memberi harga bersaing dan dapat menyuplai kekurangan
cutter di PT. Dirgantara Indonesia.
Berdasarkan hasil wawancara dengan salah satu karyawan di PT.
Dirgantara Indonesia, diungkapkan bahwa kurang efisiennya penggunaan waktu
produksi jika operator harus mengganti cutter ke tool crib, beliau menambahkan
pengalaman beberapa teman yang study tour di perusahan internasional dengan
proses produksi bertaraf WCM, beliau memaparkan bahwa pelayanan khususnya
distributor cutter dari tool crib kepada operator dilakukan oleh karyawan lain,
proses distributor ini dilakukan dengan mengayuh sepeda. Selain proses cepat
pelayanannya pun lebih tepat, dikarenakan semua bekerja dengan job desk yang
sesuai.
Dari pengumpulan data diatas dapat ditarik kesimpulan bahwa untuk job
desk operator mesin hanyalah mengoprasikan mesin dan tidak sebagai distributor
cutter. Oleh sebab itu diperlukan pihak yang bertugas sebagai distributor cutter
agar pelayanan cutter dapat lebih efisien jika dilihat dari segi waktu pelaksanaan
dalam proses produksi. Konsep pelayanan cutter ini dapat diberlakukan apabila

antara operator, tool crib dan distributor memiliki kordinasi yang bagus.
Kordinasi ini dapat dilakukan melalui setiap leader yang ada pada setiap
kelompok mesin. Jadi distributor cutter harus berkordinasi dengan leader pada
setiap golongan mesin. Distributor cutter juga harus membawa data cutter yang
dibutuhkan pada setiap mesin. Kemudian data cutter tersebut diberikan kepada
karyawan di tool crib untuk dilakukan proses perhitungan atau tindakan
shaperning atau pengadaan cutter baru. Proses produksi tidak akan berjalan
dengan sistematis jika tidak dibentuk budaya saling melengkapi atas setiap peran
yang ada. Oleh sebab itu dengan adanya pelayanan cutter yang tangkas, akan
menjadikan proses produksi berjalan lebih optimal.
c. Mengoptimalkan Kemampuan Pallet pada Mesin
Mengoptimalkan kemampuan pada pallet mesin CNC tidak terlepas dari
unsur filosofis kegunaan pengembangan tersebut, pengembangan ini tentu dikaji
berdasarkan fungsi dari kegunaan pallet tersebut dalam pengerjaan part. Untuk
mengembangkan proses produksi dengan sistem machining center, ada beberapa
elemen yang perlu distandarkan salah satunya penggunaan fixture yang terpasang
secara paten di setiap pallet. Jika load tidak dijadwal berdasarkan jumlah dan
waktu pengerjaan part maka akan memperlama proses produksi, secara lebih
mudah proses tersebut dapat dilihat pada diagram dibawah ini.
Berdasarkan hasil observasi, terdapat mesin yang tidak bekerja secara
optimal. Mesin tersebut adalah CNC HASS EC500, mesin ini memiliki 2 pallet
dimana pallet ini berguna untuk mempermudah proses produksi, akan tetapi pallet
tersebut tidak dimanfaatkan secara maksimal. Pallet mesin yang seharusnya
berguna untuk mempercepat proses pengerjaan terutama pada proses pemasangan
material tidak difungsikan sebagaimana mestinya. Penggunaan pallet pada mesin
merupakan salah satu syarat utama diimplementasikan machining center, oleh
sebab itu sebelum kebijakan machining center diterapkan, akan lebih bagus jika
pemanfaatan pallet setiap mesin diterapkan.
Untuk membantu proses machining pada setiap pallet diperlukan
tambahan sistem clamping (fixture), penempatan fixture yang sudah terpasang
pada setiap pallet menjadi acuan programmer dalam menempatkan material (part
belum jadi). Kurangnya koordinasi antara manufacture engineering dengan

program management dan planning, membuat load pada mesin kurang terjadwal
secara maksimal, hal ini berimbas pada material (part belum jadi) mengalami
load pada beberapa mesin. Selain dari data observasi, data tersebut didukung oleh
data wawancara. Berdasarkan wawancara dengan tim programmer, menjelaskan
bahwa mesin tidak berjalan optimal dikarenakan penjadwalan yang masuk pada
setiap mesin beserta trouble pada part tidak diperhitungkan secara maksimal.
Sementara berdasarkan hasil studi dokumen, didapat beberapa kesimpulan dari
data mesin CNC HASS EC500 dengan kode AGBF02, data tersebut menunjukkan
pada tahun 2015 sampai 2016 didapat jumlah part yang dikerjakan pada pallet 1
berjumlah 92 part dan pallet 2 berjumlah 52 part. Pada pallet satu dan dua
memiliki kesenjangan sebesar 40 buah, hal ini tentu sangat merugikan terutama
dalam segi penggunaan waktu. Untuk membuat konsep penggunaan pallet
tersebut ada beberapa syarat yang harus dipenuhi, diantaranya dapat dilihat pada
diagram dibawah ini.
Gambar 4.13 Syarat Penerapan Konsep Pallet pada Mesin CNC HASS EC500
Metode yang diguankan untuk melihat fenomena tersebut adalah diskriptif
kualitatif, dengan hasil berupa opini untuk memberi masukan pada setiap
departemen yang bertanggungjawab atas proses produksi yang ada. Pengumpulan
data yang digunakan adalah data wawancara, observasi dan studi dokumen. Opini
yang diajukan tanpa mempertimbangkan hasil penelitian mengenai penggunaan
kecepatan putar optimal, tanpa mempertimbangkan standar dari drawing CAD,
CAM, tanpa memperhatikan penjadwalan pengerjaan pada setiap mesin. Dan

tanpa memperhatikan penggunaan fixture yang digunakan. Hal ini digagas
berdasarkan kemampuan ideal pada mesin CNC HASS EC500
Berdasarkan data wawancara, penggunaan mesin CNC HAAS EC500 ini
memiliki beberapa kesalahan terutama dari segi penjadwalan dari pengerjaan,
untuk mengoptimalkan diperlukan koordinasi dengan tim planner khususnya
dibagian penjadwalan part setiap mesin. Sehingga tidak terjadi load setiap mesin
yang terlalu berlebihan. Sebagai contoh terdapat kesenjangan pengerjaan part
pada tahun 2015 sampai 2016 pada mesin EC500 dengan kode AGBF02.
Berdasarkan hasil analsisi dokumen didapat 92 part pada P1 dan 52 part pada P2.
Tentu kesenjangan antara pallet satu dan dua terlalu besar, hal ini mengakibatkan
kinerja mesin kurang optimal.
Sehingga untuk mengoptimalkan penggunaan mesin diperlukan sistem
produksi berdasarkan machining center dengan cara memaksimalkan kinerja pada
setiap pallet. Machining center ini dapat dilakukan jika semua komponen
pendukung machining CNC shop dapat dikondisikan standar, khususnya antara
fixture, cutter tool, drawing, NC program, dan penjadwalan pada setiap
pengerjaan part.
Tabel 4.5 Opsi Pengoptimalan Penggunaan Pallet pada Mesin CNC HASS EC500
NO MODEL RISK BENEFIT
1 Variasi part 1
Jenis fixture 1
Bidang pallet 8
- Bila load trouble tidak ada buffer
- Ukuran fixture terbatas
- Jumlah fixture banyak dan presisi 4 muka
- Fixture ditambah Sqr.block
- Load size besar
- Variasi program sedikit (memori tidak banyak)
- Variasi cutter sedikit
- Efektif untuk 4 media
2
Variasi part 1,
- Bila load touble tidak ada buffer
- Load size besar
- Variasi program sedikit (memori tidak perlu banyak)
A A
AA
AA
AA
AA

Jenis fixture 1,
Bidang pallet 2
- Efektif untuk 2 media
- Fixture tanpa Sqr.block
- Variasi cutter sedikit
3
Variasi part 2,
Jenis fixture 2
Bidang pallet 2
- Bila load trouble ada buffer
- Ukuran fixture bisa lebih besar
- Memori lebih banyak
- Load size cukup besar
- Variasi program lebih banyak
- Efektif untuk 2 media
- Fixture tanpa Sqr.block
- Variasi cutter banyak
4Variasi part 4,
Jenis fixture 4
Bidang pallet 2
- Bila load trouble ada buffer
- Jumlah fixture 4
- Tidak dapat digunakan untuk fixture tanpa block
- Fixture presisi 2 muka
- Load size kecil
- Variasi program banyak
- Memori perlu banyak
- Efektif untuk 4 media
- Variasi cutter lebih banyak
A
D
B
C
A B

B. Uraian Kegiatan Pelaksanaan Praktik Industri
Pada poin ini akan diuraikan hasil kegiatan praktik industri di PT.
Dirgantara Indonesia terkait 13 komponen CNC machining shop. Penjabaran
berikut merupakan hasil yang didapatkan berdasarkan data observasi, wawancara
serta dokumentasi yang dilakukan selama melaksanakan studi kasus di CNC
machining shop PT. Dirgantara Indonesia.
1. Operator
Gambaran umum mengenai Operator yang dikhususkan untuk pekerjaan
manufacture dapat dilihat pada gambar di dibawah ini. Sebelum menjadi operator
pada proses manufacture, operator tersebut terlebih dahulu harus memiliki ilmu
pengetahuan tentang apa yang menjadi tugasnya, operator tidak hanya diwajibkan
mengumpulkan ilmu pengetahuan untuk kepentingan dirinya sendiri, akan tetapi
dianjurkan untuk membagi ilmu pengetahuan pada operator yang lain. Sifat inilah
yang disebut bijak dalam lingkungan pekerjaan, setelah mendapatkan ilmu yang
cukup maka operator akan belajar secara praktis, yang mana didalam proses
belajar praktis ini operator akan mengalami dua hal yakni kegagalan dan mencoba
kembali. Dari kedua proses tersebut maka akan menimbulkan skill (kemampuan)
dimana operator harus mengetahui bagaimana mesin tersebut bekerja dan
bagaimana cara menggunakan mesin tersebut. Namun cepat lambatnya skill yang
didapatkan oleh seorang operator, masih sangat dipengaruhi oleh bakat yang
dimiliki operator tersebut. Berikut adalah bagan yang dapat memperjelas
mengenai kualifikasi operator pada sisitem manufacture.
Gambar 4. 14 Kualifikasi Operator pada Sistem Manufacture

Dalam machining shop makna orang yang mengoprasikan mesin dapat
disebut operator. Operator adalah orang yang bertugas dan bertanggungjawab
dalam mengerjakan benda kerja/part pada suatu mesin. Syarat-syarat pokok
menjadi operator machining shop terdiri dari: (1) Knowledge; (2) Skill; (3) Know
How; (4) Talenta. Secara sederhana dapat dilihat pada gambar dibawah ini:
a. Knowledge
Mengoprasikan mesin, merupakan pengetahuan dasar dari operator, tidak
hanya mengoprasikan mesin akan tetapi knowledge operator terdiri atas membaca
petunjuk kerja (NCOD dan process sheet), membaca gambar kerja, melaksanakan
pengukuran, penggunaan fasilitas penunjang, mengetahui permasalahan yang
terjadi apabila terdapat kesalahan pada mesin dan lain sebagainya.
b. Know How
Know How dapat didefinisikan bahwa operator harus mengetahui
bagaimana mesin tersebut bekerja dan cara menggunakan mesin tersebut melalui
pengalaman. Pada fase ini operator biasanya mulai dengan try and error, yang
mana akan membuat operator lebih mencondongkan diri pada learning by doing.
Kedua proses tersebut akan terus terjadi terus menerus hingga melahirkan suatu
kemampuan/skill pada diri operator.
c. Skill
Skill operator merupakan keahlian yang dimiliki oleh setiap operator
dalam mengoprasikan. Skill tersebut di dapatkan dari training sebelum menjadi
operator mesin. Skill yang dimiliki oleh operator mesin tak lepas dari pengetahuan
yang telah dipelajari sebelumnya.
d. Talenta
Talenta/bakat merupakan tingkat ketahanan seseorang dalam menggampai
sesuatu yang diinginkan. Talenta operator erat hubungannya dengan kualitas
produk. Talenta operator mesin dibatasi oleh sistem standarisasi.
2. Machine
Proses pemesinan merupakan suatu proses pemotongan logam dengan
menggunakan mesin perkakas, yang memanfaatkan gerak relatif antara pahat
(cutter) dengan benda kerja sehingga menghasilkan suatu produk sesuai dengan
spesifikasi geometri yang diinginkan, dan menghasilkan chips removal (sisa hasil

pemotongan). Klasifikasi mesin di CNC machining shop PT. Dirgantara Indonesia
dapat di bagi menjadi 2 jenis yaitu (1) Mesin konvensional; (2) Mesin CNC.
Tabel 4.6 Mesin Konvensional dan CNC
No. Konvensional CNC
1 Mesin Bubut Turning
2 Mesin Frais Milling
Mesin konvensional merupakan mesin yang digunakaan untuk membuat
suatu produk dengan menggunakan pahat (cutter) dalam proses pemotongan
logam dan non logam yang mana pengoprasiannya masih menggunakan cara
manual seperti : proses bubut, frais, gurdi, sekrap, dll. Proses pemesinan
konvensional diklasifikasikan menjadi empat, antara lain: (1) berdasarkan gerakan
relatif pahat; (2) berdasarkan jumlah mata pahat yang digunakan; (3) berdasarkan
orientasi permukaan; (4) berdasarkan mesin yang digunakan.
Mesin CNC merupakan mesin yang pergerakannya di lakukan berdasarkan
program yang telah di buat melalui komputer sebelumnya. Secara umum
konstruksi mesin CNC dan sistem kerjanya adalah sinkronisasi antara komputer
dan mekanik. Jika dibandingkan dengan mesin perkakas konvensional yang
setaraf atau sejenis, mesin CNC lebih unggul baik dari segi ketelitian (accurate),
ketepatan (precision), fleksibilitas, dan kapasitas produksi. Sehingga, di era
modern seperti saat ini banyak industri-industri mulai meninggalkan mesin-mesin
konvensional dan beralih menggunakan mesin-mesin perkakas CNC. Jadi mesin
jenis ini bekerja secara otomatis setelah program yang di masukan pada mesin
tersebut dilakukan. Mesin CNC dilengkapi dengan berbagai alat potong yang
dapat membuat benda kerja secara presisi dan dapat melakukan interpolasi yang
diarahkan secara numerik (berdasarkan angka). Parameter sistem operasi CNC
dapat diubah melalui program perangkat lunak (software load program) yang
sesuai. Tingkat ketelitian mesin CNC lebih akurat hingga ketelitian seperseribu
millimeter, karena penggunaan ballscrew pada setiap poros transportirnya.
Keunggulan ballscrew ketika bekerja yaitu tidak memiliki kelonggaran/spelling
namun dapat bergerak dengan lancar.

Seiring berjalannya waktu dengan pertumbuhan teknologi yang kian pesat
membuat mesin CNC memiliki berbagai macam jenis. Hal ini disebabkan karena
permintaan pembuatan part yang memiliki dimensi makin presisi dan komplek.
Secara garis besar jenis mesin CNC di machining shop PT. Dirgantara Indonesia
dapat diklasifikasikan menurut bentuk, tipe, arah spindle axis, jumlah axis, dan
juga kecepatan spindle. Agar lebih jelasnya, dapat dilihat dari bagan berikut:
Gambar 4.15 Klasifikasi Jenis Mesin CNC
a. Berdasarkan Bentuk
1) Plano
Plano merupakan mesin yang memiliki bentuk yang relatif kecil atau
medium, dimana meja kerja dan spindel bergerak sesuai dengan axisnya. Mesin
ini sering digunakan untuk part dengan ukuran kecil dan medium.

Gambar 4.16 Mesin Bentuk Plano
2) Gantry
Gantry merupakan salah satu mesin CNC dengan ukuran mesin yang
relatif besar, pergerakan mejanya diam dan semua axisnya bertumpu pada rumah
gantry. Mesin ini sering digunakan untuk part dengan ukuran medium dan besar.
Gambar 4.17 Mesin Bentuk Gantry
b. Berdasarkan Tipe
1) FMS (Flexible Manufacturing System)
FMS atau Flexible Manufacturing System merupakan mesin yang
terintegrasi, dimana bentuk, tipe dan karakteristik mesin harus sama, dan setiap
proses dikendalikan oleh satu pusat pengendali yang dinamakan Line Control.
FMS dikendalikan menggunakan sistem networking. Pada umumnya, mesin FMS
memiliki posisi spindle yang sejajar dengan meja kerja (mesin horisontal). FMS
terdiri dari beberapa bagian, yaitu
a) Stacker crane, merupakan robot yang berfungsi untuk mentransformasikan
seluruh perintah.

b) Stocker, merupakan rak penyimpanan benda yang sudah siap untuk diproses
dan siap didistribusikan.
c) Loading station
d) Line control, merupakan pusat pengendali yang bertanggung jawab atas
semua proses yang dikerjakan dari awal hingga akhir.
e) Tool hive, merupakan salah satu manajemen tool, yakni penggantian tool
yang sama dengan yang baru. Pada cutting terdapat chip diholdernya yang
berfungsi untuk mengontrol panjang cutting tool dan tool setup lainnya.
f) ATC (Automatic Tool Changer), merupakan sistem mesin CNC dengan
sistem penggantian cutting tool secara otomatis, sehingga dapat mengurangi
idle time pada saat set up tools.
g) APC (Automatic Pallet Changer), merupakan sistem mesin CNC dengan
sistem penggantian pallet secara otomatis, sehingga dapat mengurangi idle
time pada saat penggantian pallet. Mesin APC memiliki lebih dari 10 pallet.
Keuntungan dari FMS adalah sebagai berikut :
Waktu pergantian tool lebih sedikit.
Waktu produksi lebih singkat.
Kesalahan pengerjaan lebih sedikit.
Semua sistem terotomasi sehingga mengurangi human error.
Cukup satu operator dapat mengendalikan beberapa mesin-mesin yang telah
terintegrasi
Kekurangan dari FMS adalah sebagai berikut :
Dibutuhkan programmer yang ahli dalam mengkodifikasi setiap komponen
agar terintegrasi.
2) Machining Center
Machining Center merupakan mesin CNC yang digunakan untuk
mengerjakan berbagai proses machining, dimana mesin yang digunakan bervariasi
ada yang vertikal dan horisontal. Machining center terdiri dari dua bagian, yaitu :
ii. ATC (Automatic Tool Changer)
ATC merupakan sistem mesin CNC dengan sistem penggantian cutting
tool secara otomatis, sehingga dapat mengurangi idle time pada saat set up tools.
iii. APC (Automatic Pallet Changer)

APC merupakan sistem mesin CNC dengan sistem penggantian pallet
secara otomatis, sehingga dapat mengurangi idle time pada saat penggantian
pallet. Mesin APC minimal memiliki 2 sampai 6 pallet.
Gambar 4.18 Machining Center
c. Berdasarkan Posisi Spindle
1) Horisontal
Pada Mesin CNC Horisontal, posisi spindle yang terdapat pada mesin
tersebut sejajar dengan meja kerja. Kelebihan dari mesin CNC horisontal adalah
memiliki gerakan makan dengan sudut mencapai 360°. Namun kapasitas ruang
untuk pallet pada mesin horisontal tidak terlalu besar.
Gambar 4.19 Mesin CNC Horisontal
2) Vertikal
Pada mesin CNC vertikal, spindle axis yang terdapat pada mesin tegak
lurus terhadap meja kerja. Kekurangan dari mesin CNC vertikal ini adalah hanya

mampu melakukan proses pengerjaan pada satu sisi media saja, sedangkan untuk
melakukan proses pengerjaan sisi sebaliknya harus dilakukan pembalikan benda
kerja secara manual dan program yang di running dimulai dari awal kembali.
Untuk melakukan penggantian program satu media ke media yang lain, harus
menunggu sampai satu media terlebih dahulu selasai dikerjakan.
Gambar 4.20 Mesin CNC Vertikal
d. Berdasarkan Jumlah Axis
1) Mesin CNC 2 Axis
Mesin CNC 2 axis adalah mesin yang memiliki 2 arah pergerakan, yaitu
sumbu X dan Z. Mesin yang memiliki 2 sumbu pergerakan ini adalah mesin CNC
Turning dengan kendali numerik CNC.
Gambar 4.21 Mesin CNC 2 Axis
Berikut adalah gambar penjelasan kontruksi mesin bubut CNC 2 axis:

Gambar 4. 22 Pergerakan Sumbu CNC 2 Axis
2) Mesin CNC 3 Axis
Mesin CNC 3 axis adalah mesin yang memiliki 3 arah sumbu pergerakan,
yaitu sumbu X, Y dan Z. Pergerakan arah sumbu X dan Y bergerak pada meja
kerja, sedangkan untuk arah sumbu Z spindle yang bergerak naik turun.
Gambar 4.23 Mesin CNC 3 Axis
Gambar 4.24 Pergerakan Sumbu CNC 3 Axis

3) Mesin CNC 4 Axis
Mesin CNC 4 axis adalah mesin yang memiliki empat sumbu pergerakan
yaitu sumbu X, Y, Z dan B. Pergerakan sumbu X dan Y bergerak pada meja kerja
mesin, sumbu Z bergerak pada spindle mesin dan sumbu B gerakannya memotong
sumbu Y.
Gambar 4.25 Mesin CNC 4 Axis
Gambar 4.26 Pergerakan Sumbu CNC 4 Axis
4) Mesin CNC 5 Axis
Mesin CNC 5 axis adalah mesin yang memiliki lima sumbu pergerakan
yaitu sumbu X, Y, Z, A dan B. Sumbu X dan Y gerakannya terdapat pada meja
kerja mesin, sumbu Z gerakannya terletak pada spindle mesin. Sedangkan
pergerakan sumbu A arah gerakannya memotong pada sumbu X dan sumbu B
arah gerakannya memotong pada sumbu Y. Untuk mesin tertentu ada juga ada
yang menggunakan sumbu C sebagai axis (contoh : Mesin Deckel Maho DMU
100 Monoblock (axis X, Y, Z, B dan C). Berikut ini merupakan berbagai macam
arah pergerakan axis menurut posisi arah spindle:
a. Tipe Vertikal

Gambar 4.27 Pergerakan Sumbu CNC 5 Axis Vertikal Plano (Deckel Maho)
Gambar 4.28 Pergerakan Sumbu CNC 5 Axis Vertikal Gantry (JOBS)
b. Tipe Horisontal

Gambar 4. 29 Pergerakans Sumbu CNC 5 Axis Horisontal Plano
e. Berdasarkan Kecepatan Spindle
1) High Speed Machining
High Speed Machining (HSM) merupakan CNC yang mampu beroperasi
dengan kecepatan putar spindle berkisar diatas 15.000 RPM ke atas. Disebabkan
karena kecepatan putar spindle yang tinggi, maka jenis pemakanan mesin ini
adalah tipe light cutting. Light cutting adalah jenis pemakanan pemakanan tipis
atau kedalaman antara 0,1 – 3 mm dan jika melakukan pemakanan tebal, maka
akan menyebabkan vibrasi yang berlebih serta dapat mengakibat cutter patah.
Oleh karena itu pada light cutting digunakan jenis holder HSK63.
Gambar 4. 30 Mesin CNC High Speed Machine
2) Medium Speed Machining
Medium Speed Machining merupakan mesin CNC yang mampu beroperasi
dengan kecepatan putar spindle berkisar antara 7.000 – 12.000 RPM.

Gambar 4. 31 Mesin CNC Medium Speed Machine
3) Low Speed Machining
Low Speed Machining merupakan mesin CNC yang mampu beroperasi
dengan kecepatan putar spindle berkisar antara 5.000 – 7.000 RPM. Pada mesin
ini pemakanan benda kerja dilakukan dengan kedalaman yang cukup tebal
dikarenakan putaran spindle-nya yang rendah. Jenis pemakanan mesin dengan
kategori low speed machining ini adalah heavy cutting. Heavy cutting adalah jenis
pemakanan tebal, yaitu dengan kedalaman antara 5 – 10 mm. Dengan putarannya
yang rendah, maka pemakanan materialnya bisa tebal, oleh karena itu pada heavy
cutting digunakan jenis holder BT50.
Gambar 4. 32 Mesin CNC Low Speed Machine
3. Material
Material adalah bahan yang akan diproses di mesin untuk diproses menjadi
bentuk sesuai dengan yang diinginkan. Material dapat di bagi menjadi 2 jenis
yaitu material logam dan non-logam. Material non logam seperti: acklerik atau
flexi glass, teflon. Material logam merupakan material dengan unsur paduan atau
alloy seperti: titanium, aluminium, steel, stainless steel, tembaga.
Pengelompokkan material logam dapat dilihat pada diagram dibawah ini:

Gambar 4.33 Bagan Pengelompokkan Material
Material yang bermacam – macam tersebut lantas disimpan dalam gudang
khusus yang mana akan dibedakan antara gudang logam dan gudang non logam.
Gudang material logam pada PT Dirgantara menyimpan jenis material seperti
almunium, titanium, steel, dan stinless steel yang disimpan dalam rak – rak besar
untuk selanjutnya siap dilakukan proses pemotongan (Precutting). Dengan
temperatur suhu ruangan yang berkisar antar 25-30 °C material disimpan dengan
lapisan minyak untuk mencegah terjadinya karat.
Gambar 4.34 Gudang Material Logam
Sedangkan didalam gudang penyimpanan material non logam, suhu
ruangan dan kelembapannya sangat dijaga, hal ini dikarenakan material yang
disimpan mempunyai massa tenggak waktu tersendiri yang mana apabila waktu
penggunaan telah habis maka material tersebut tidak boleh digunakan lagi atau di
lakukan pemerikasaan ulang guna memperpanjang massa penggunaan material.
Pada PT Dirgantara terdapat 4 jenis ruangan untuk menyimpan material non

logam, yaitu: (1) gudang penyimpanan bahan cair; (2) gudang pengimpanan
plastik (polimer); (3) gudang penyimpanan karet; dan (4) gudang penyimpanan
campuran.
Gambar 4. 35 Gudang Material Non Logam
Secara garis besar berdasarkan jenisnya material dibagai menjadi 2 yaitu :
a. Material Logam
Material yang digunakan untuk pembuatan pesawat terbang adalah logam
paduan (alloy), diantaranya :
1) Alumunium
2) Titanium
3) Steel
4) Stainless
Dari keempat material ini, material yang paling dominan dalam pembuatan
pesawat terbang adalah material alumunium alloy
Gambar 4.36 Material Logam

b. Material Non Logam
Material non logam merupakan material yang mengandung sedikit atau
tidak sama sekali kandungan logam. Material non logam sering digunakan karena
material tersebut mempunyai sifat yang khas yang tidak dimiliki material logam.
Material non logam yang dipakai di proses machining contohnya seperti teflon
dan flexiglass. Material non logam yang biasa digunakan dalam pembuatan
pesawat yaitu :
1) Flexiglass
Material flexiglass merupakan material yang terbentuk dari hasil senyawa
antara satu atau lebih unsur-unsur logam (termasuk Si dan Ge) dengan satu atau
lebih unsur-unsur logam. Pada pesawat terbang material digunakan untuk control
panel, jendela dan lain-lain.
Gambar 4.37 Material Flexiglass
2) Teflon
Teflon merupakan bahan sintetik yang sangat kuat, umumnya berwarna
putih. Teflon tahan terhadap panas hingga 250° C. Diatas suhu 250° C teflon
mulai melunak, namun teflon tidak akan meleleh didalam api dan akan sulit
menjadi arang. Bentuk dari material ini ada yang berbentuk roll/pejal maupun
berbentuk block. Pada pesawat terbang material ini digunakan untuk bushing,
washer (Ring) dan lain-lain.

Gambar 4. 38 Material Teflon
c. Berdasarkan Bentuk
Berdasarkan bentuk material dibagi atas:
1) Sheet
Material bentuk sheet yaitu material yang memiliki tebal 0,6 – 6 mm
Gambar 4.39 Material Bentuk Sheet
2) Plate
Material plate yaitu material yang memiliki ketebalan antara 5 – 70 mm
Gambar 4.40 Material Bentuk Plate
3) Block
Material block yaitu material yang memiliki ketebalan 70 mm ke atas

Gambar 4.41 Material Bentuk Block
4) Profil
Material memiliki bentuk profil terdiri dari L, T, H, U dan Z
Gambar 4. 42 Material Bentuk Profil
5) Rod
Material rod yaitu material yang berbentuk silinder pejal
Gambar 4. 43 Material Bentuk Rod

6) Forging
Material forging adalah material yang memiliki bentuk mendekati part
finish
Gambar 4.44 Material Bentuk Forging
7) Tube
Material tube adalah material yang memiliki bentuk pipa
Gambar 4.45 Material Bentuk Tube
Perlu diketahui bahwa setiap logam paduan diberi nomor empat digit,
dimana digit pertama menunjukkan elemen paduan utama. (1) seri 1000 adalah
aluminium alloy dengan kandungan aluminum 99%; (2) seri 2000 adalah
aluminum paduan dengan tembaga untuk industri kedirgantaraan , tetapi rentan
terhadap korosi dan digantikan oleh seri 7000 dalam desain baru; (3) seri 3000
yaitu seri paduan dengan mangan; (4) seri 4000 yaitu paduan dengan silicon.
Biasanya dikenal dengan nama silumin (5) seri 5000 yaitu paduan dengan
magnesium; (6) seri 6000 yaitu paduan dengan magnesium dan silicon, mudah

untuk proses permesinan; (7) seri 7000 yaitu paduan dengan seng, memiliki
kekuatan tertinggi dari paduan aluminium; (8) seri 8000 adalah kategori yang
digunakan untuk paduan lithium.
Pada machining shop khususnya pada bagian mesin CNC, material yang
biasa digunakan yaitu berupa plate alumunium atau lembaran-lembaran
alumunium dengan ketebalan dan ukuran yang berbeda-beda disesuaikan dengan
kebutuhannya. Alumunium dipilih menjadi komponen pesawat karena alumunium
memiliki banyak keunggulan, diantaranya: ringan, tidak mudah berkarat, dan
kekerasannya pun bisa diatur.
4. Cuting Tool
Gambar 4. 46 Cutting Tool
Cutting tool adalah alat / perkakas yang di gunakan untuk membentuk atau
memotong benda kerja dalam proses proses machining. Dalam pemenuhan
kebutuhan cutting tool, di PT Dirgantara sendiri memiliki staf bagian yang
bertugas mensuplai dan mengadakan cutter dan tool yang dibutuhkan pada
machining shop yaitu bagian Tool Service. PT Dirgantara memiliki standar
tersendiri mengenai cutter yang dinamakan NTS (Nusantara Tool Standard).
Cutter yang baru dibeli oleh bagaian tool service kemudian disimpan pada bagian
tool crib untuk dilakukan pengecekan dan penyesuaian dengan standar PT DI.
Bagian tool crib inilah yang menjadi penyedia cutter bagi operator apabila cutter
patah atau tumpul.
a. Material Cutter
1) High Speed Steel (HSS)
Paduan besi dengan karbon, tungsten, polybdenum, chromium dan
vanadium. Kekerasan permukaan HSS dapat ditingkatkan dengan melakukan

pelapisan. Material pelapis yang digunkan antara lain ; tungsten karbida, titanium
karbida dan titanium nitrida. HSS tidak digunakan untuk proses yang high speed
atau digunakan untuk benda kerja yang materialnya keras.
2) High Speed Steel Cobalt (HSSCo)
HSSCo lebih keras dibandingkan dengan HSS, karena HSSCo merupakan
cutter yang terbuat dari material HSS yang diberi paduan cobalt maksimal 10%.
3) Carbide
Cutter dengan material carbide digunakan untuk pemotongan high speed
atau benda kerja yang materialnya keras, berikut tipe-tipe cutter carbide yang ada
di PT. Dirgantara Indonesia :
a) Tipe K : Untuk pengerjaan material non-ferrous.
b) Tipe P : Untuk pengerjaan material ferrous.
c) Tipe M : Untuk pengerjaan material stainless steel.
4) CBN (Cubic Boron Nitrite)
Digunakan untuk pengasahan cutter yang sudah tumpul untuk cutter HSS /
HSSCo.
5) Diamond
Digunakan untuk pengasahan cutter yang sudah tumpul untuk cutter
carbide.
b. Jenis Cutter
Jenis-jenis cutter yang terdapat pada tool crib PT Dirgantara terdiri dari
berbagai macam bentuk dan jenis tergantung dari fungsi penggunaan dalam
mengerjakan part di machining shop. Adapun jenis – jenis cutter adalah sebagai
berikut :
1) Face Mill
Face mill biasa digunakan pada low speed machining. Fungsi dari cutter
ini adalah untuk meratakan permukaan benda kerja pada proses awal pemesinan.

Gambar 4.47 Face Mill
2) End Mill
End mill adalah cutter dengan jumlah mata potong minimal 4, cutter ini
digunakan untuk pemakanan benda kerja dari sisi bagian luar. Sedangkan apabila
untuk pemakanan dari tengan kurang cocok karena end mill akan cenderung untuk
mengalami patah.
Gambar 4.48 End Mill
3) Slot Drill
Slot drill adalah cutter dengan mata potong berjumlah 2 atau 3, cutter ini
digunakan untuk penyayatan benda kerja. Kelebihan dari slot drill ini adalah
proses penyayatan benda kerja dapat dilakukan dari sisi samping maupun dari
tengah.

Gambar 4.49 Slot Drill
4) T-Slot Cutter
T-Slot Cutter digunakan untuk membuat alur berbentuk T pada benda
kerja.
Gambar 4.50 T-Slot Cutter
5) Center Drill
Center drill berfungsi untuk pemusatan lubang acuan agar pada saat
pengerjaan selanjutnya titik drill tidak bergeser.
Gambar 4. 51 Center Drill

6) Twist Drill
Twist drill adalah cutter dengan mata potong berbentuk spiral. Twist drill
berfungsi untuk pembuatan lubang pada proses pemesinan dan digunakan setelah
center drill atau penentuan titik acuan.
Gambar 4.52 Twist Drill
7) Routing Cutter
Routing cutter adalah cutter dengan mata potong yang dilapisi pahat insert
carbide yang digunakan untuk pembentukan material (roughing).
Gambar 4.53 Routing Insert
8) Ball Nose
Ball nose adalah cutter yang memiliki mata potong menyerupai jari dan
memiliki diameter 2 kali radiusnya. Cutter ini berfungsi untuk membuat radius
pada bentuk sudut – sudut pada part.

Gambar 4.54 Ball Nose
9) Reamer
Reamer adalah cutter yang berfungsi untuk menghaluskan lubang yang
sebelumnya telah dibor.
Gambar 4.55 Reamer
10) Dove Tail
Dove tail adalah cutter yang digunakan untuk membuat profil dove tail
(ekor burung) pada benda. Sisi potongnya berbentuk sudut 45°, 60° atau 90°.
Gambar 4.56 Reamer Dove Tail Positif (A) dan Negatif (B)

11) Cutter Special
Cutter special merupakan jenis cutter modifikasi atau di bentuk ulang
karena tidak didapatkan di pasaran. Biasanya cutter jenis ini dibuat ketika terdapat
bagian part yang tidak bisa dikerjakan dengan bentuk cutter pada umumnya.
Gambar 4.57 Cutter Special
c. Arah Penyayatan Cutter Berdasarkan Bentuk
Bentuk cutter yang bermacam – macam pada dasarnya disesuaikan dengan
fungsi atau kegunaan dari cutter tersebut. Semisal cutter jenis end mill
diperuntukkan untuk pemakanan dari arah samping. Sebab, geomerti ujung end
mill dibuat rata sehingga apabila proses penyayatan dimulai dari tengah part akan
membuat cutter menjadi patah. Sedangkan untuk jenis cutter slot drill dapat
dilakukan penyayatan dari arah samping maupun tengah. Sebab geometri ujung
cutter yang sedikit meruncing sehingga tidak akan menyebabkan cutter patah.

Gambar 4. 58 Macam – Macam Jenis Penyayatan Cutter
d. Resharpening (Pengasahan)
Resharpening dilakukan jika cutting tools sudah tumppul, maka cutter
masih bisa diasah lagi sampai diameternya berkurang 2 mm dari semula. Suatu
cutter dikatakan sudah tumpul dan perlu disharpening mempunyai tanda khusus
yang memberi keterangan seberapa besar cutting tools sudah berkurang
diameternya, tanda khusus itu berupa kode warna:
1) Putih : Untuk cutting tool yang diameter berkurang sebesar 0.2 mm.
2) Hijau : Untuk cutting tool yang diameter berkurang sebesar 0.5 mm.
3) Kuning : Untuk cutting tool yang diameter berkurang sebesar 1 mm.
4) Biru : Untuk cutting tool yang diameter berkurang sebesar 1.5 mm.
5) Merah : Untuk cutting tool yang diameter berkurang sebesar 2 mm.
Ada beberapa hal yang mempengaruhi umur pahat adalah: (1) Geometri
cutter; (2) Jenis material benda kerja; (3) Material cutter; (4) Kondisi
pemotongan; (5) Cairan pendingin (coolant).

Gambar 4.59 Proses Resharpening
e. Spindle Taper
Spindle taper merupakan alat yang digunakan untuk menghubungkan
holder dan spindle. Spindle taper dibagi menjadi dua, yaitu:
1) BT ( Boring Tapper)
Boring tapper pada umumnya digunakan untuk mesin CNC dengan
kecepatan spindle low – medium. Ada dua jenis BT di PT. Digantara Indonesia,
yaitu BT 40 dan BT 50. Untuk BT 40 digunakan pada proses dengan kecepatan
medium speed seperti pada mesin millac 4H, mazak fms, stama, lead well, quaser,
dan haas 5 axis, sedangkan BT 50 digunakan pada proses dengan kecepatan low
speed seperti pada mesin yoneda 800, millac 5H, millac 6H, toshiba BMC,
cincinnati, ramcon 3NC
Gambar 4.60 Holder Jenis BT 40 (kiri) dan BT 50 (kanan)
2) HSK 63A
HSK 63A pada umumnya digunakan untuk mesin CNC dengan kecepatan
spindle medium – high speed. Seperti pada mesin droop rein, deckel maho, matec,
dan jobs

Gambar 4.61 Holder Jenis HSK 63A
f. Jenis Penguncian Holder
Gambar 4.62 Jenis Penguncian Holder HSK dan BT
jlhgihouoihoihoihil
1) Side Lock
Side lock merupakan jenis holder dimana terdapat baut sebagai
pengencang antara cutter dengan holder. Side lock hanya dapat digunakan pada
mesin low speed, karena pada putaran tinggi akan vibrasi pada cutter yang
disebabkan oleh penguncian yang hanya satu arah. Side lock ini dalam
pengunciannya menggunakan kunci L.
Gambar 4.63 Side Lock

2) Collet Chuck
Collect chuck merupakan salah satu tipe chuck dimana terdapat satu lengan
dengan permukaan dalam yang silindris dan sebuah permukaan luar kerucut. Jenis
penguncian collect chuck ini lebih baik dibandingkan dengan side lock, karena
collect chuck menahan cutter secara melingkar dan tidak satu arah saja seperti
side lock.
Gambar 4.64 Collet Chuck
3) Tapper
Peguncian jenis tapper hanya terdapat pada holder jenis BT. Tapper
biasanya dipergunakan untuk mencekam mata bor yang mana prinsip kerjanya
yaitu pangkal mata bor yang berbentuk konis dimasukkan pada lubang holder
yang berbentuk konis juga dengan sedikit dihentak.
Gambar 4. 65 Tapper
4) Drill Chuck
Seperti namanya, penguncian drill chuck diperuntukkan untuk mengunci
mata bor dengan sistem seperti pada chuck mesin bor yaitu terdiri dari tiga rahang
yang mengapit mata bor dengan cara memutar holder. Jenis peguncian ini hanya
ditemukan pada holder jenis BT saja.

Gambar 4.66 Drill Chuck
5) Shrink Fit
Shrink fit merupakan sistem penguncian cutter yang menggunakan sistem
pemuaian dan penyusutan dalam proses pemasangannya. Dalam proses
pemasngannya, holder dipanaskan sampai suhu ± 150 – 300 ° C pada mesin
Haimer. Setelah holder memuai, cutter dimasukan ke dalam holder lalu
didinginkan dengan liquid nitrogen selama ± 30 detik, sehingga cutter akan
terkunci dengan baik.
Gambar 4.67 Shrink Fit (Kiri) dan Mesin Haimer (Kanan)
6) Hydro Chuck
Hydro chuck adalah salah satu tipe chuck yang memanfaatkan prinsip
hidrolik dan sistem pengunciannya dengan cara mengendurkan dan
mengencangkan baut L. Akibat tertekannya baut pada hydro chuck, maka fluida
mengalir menekan satu seal yang mencekam cutter
Gambar 4.68 Hydro Chuck

g. Magazine
Pada mesin CNC biasanya akan dilengkapi dengan tempat peletakan
berbagai macam cutter yang digunakan dalam pengerjaan suatu part yang disebut
dengan magazine. Magazine merupakan tempat cutting tools yang digunakan pada
mesin CNC agar pengerjaan lebih optimal, maka tipe cutter pada magazine perlu
di desain ulang dengan menyesuaikan pekerjaan yang diperlukan.
Gambar 4.69 Magazine Cutter
Sebagaian besar cutting tool milik PT. Dirgantara Indonesia memiliki
identitas sendiri yaitu dengan kode NTS-, misalnya:
NTS0001-D1xL1xL2 HSSCo
D : Diameter mata potong cutter.
L1 : Panjang mata potong.
L2 : Panjang cutter.
HSSCo : Material
f.
1)
i.
5. Fixture/Clamping System
Fixture adalah alat untuk memegang/positioning benda kerja pada saat
proses machining dilakukan. Tujuan utama dari fixture adalah untuk:
1) Mengurangi biaya produksi.
2) Mempertahankan kualitas yang konsisten.
3) Memaksimalkan efisiensi.
4) Memungkinkan berbagai bagian yang akan dibuat untuk spesifikasi yang
benar.
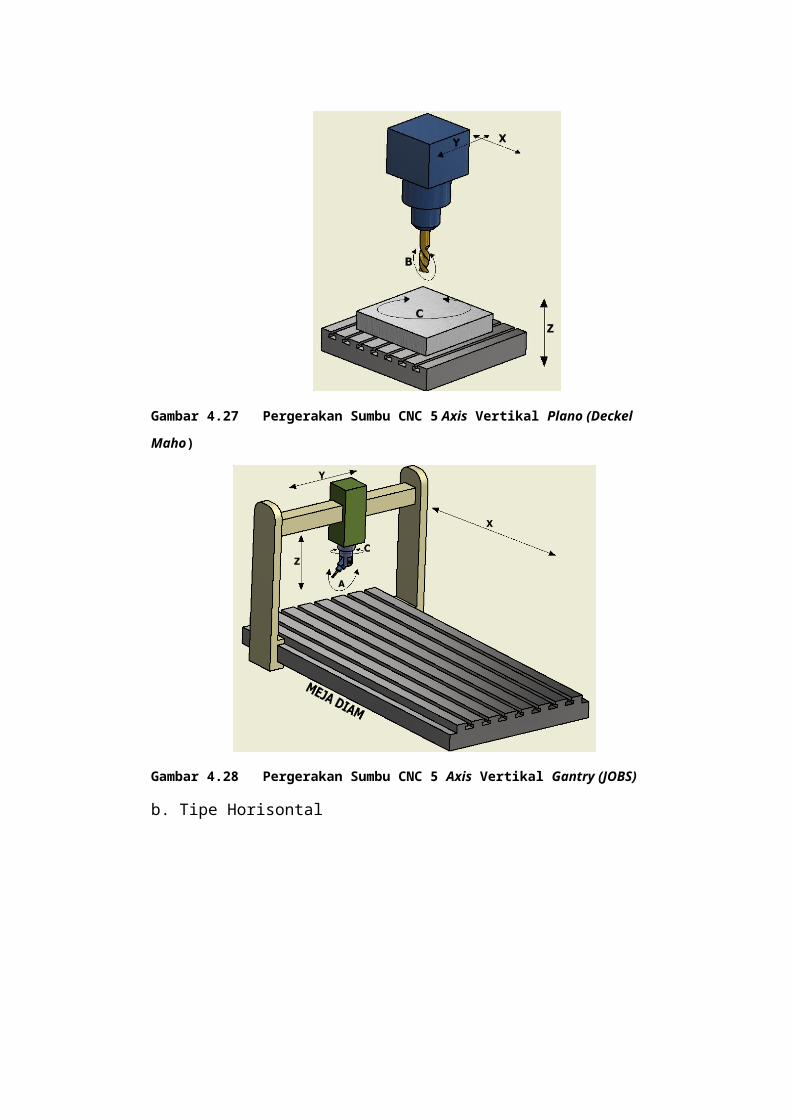
5) Mengurangi kesalahan operator dalam pemasangan benda kerja.
a. Kriteria Fixture
Material dari fixture ini di usahakan sesuai dengan material dari benda
kerja yang akan di buat untuk menghindari terjadinya korosi. Kriteria desain
fixture adalah:
1) Ringan
Fixture harus di desain ringan agar mudah di pindahkan oleh operator,
karena setiap pembuatan part memiliki bentuk fixture yang berbeda-beda.
2) Flexibel
Fixture juga harus di desain flexible agar mudah jika dipasang pada mesin
3) Repaetibility
Repeatibility adalah syarat fixture yang di desain agar dapat di gunakan
berulang kali pemakaian. Karena untuk sebuah part tidak hanya di buat untuk
sekali pemakaian fixture tetapi berulang kali. Selain itu juga dapat mengurangi
biaya produksi.
4) Kesamaan Material
Material fixture harus sama dengan material part atau bahakan lebih
rendah dari material yang bertujuan agar tidak terjadinya konduktifitas tinggi yang
menyebkan korosi. Selain itu agar jika terjadi kesalahan penyayatan tidak
menyebabkan kerusakan pada cutter.
5) Ketebalan fixture
Yang mana ketebalan fixture harus tersandarkan, yaitu antara 34 – 40 mm.
b. Jenis Fixture
Di area machining shop PT Dirgantara secara umum terdapat 3 jenis
fixture yang di gunakan dalam proses pembuatan part. Fixture tersebut terdiri
dari: (1) Universal fixture; (2) General fixture; (3) Individual fixture.

Gambar 4.70 Jenis – Jenis Fixture
a. Universal Fixture, fixture jenis ini dapat digunakan lebih dari 1 part dengan
ketentuan jarak lubang holdown-nya kelipatannya sama.
Gambar 4.71 Fixture Universal
b. General Fixture, fixture ini di gunakan hanya untuk memegang dan tidak
memiliki koordinat sistem. Pada general fixture hanya di gunakan untuk 1
media atau 1kali pencekaman saja.
Gambar 4.72 Fixture General

c. Individual Fixture, merupakan fixture yang di buat khusus untuk pengerjaan
1 part saja. Terdapat 3 jenis induvidual fixture yang ada pada PT. Dirgantara
Indonesia yaitu:
1) Block
Type ini hanya di gunakan untuk DPM (Detail Part Manufacturing)
tersendiri.
Gambar 4.73 Fixture Block
2) Forging
Tipe ini di gunakan untuk benda kerja yang hampir menyerupai benda jadi.
Gambar 4.74 Fixture Forging
3) Vacum
Fixture vacum adalah fixture yang digunakan untuk benda kerja yang tipis.
Pada tipe ini terdapat lubang-lubang alur angin, lubang-lubang tersebut digunakan
untuk menciptakan kondisi vacum agar material tidak bergerak dan menempel
pada fixture. Adapun syarat – syarat penggunaan fixture jenis ini adalah sebagai
berikut; (1) tebal maks part 2 mm; (2) kecepatan spindle harus pelan; (3) material
harus benar – benar bersih sebelum dikerjakan.

Gambar 4. 75 Fixture Vacum
Didalam pembuatan satu fixture terdapat istilah – istilah yang harus ada
dalam fixture tersebut diantaranya adalah:
1) Hold Down
Hold down adalah lubang material yang digunakan untuk tempat baut
pengencang agar material tidak bergeser pada saat pengerjaan.
2) Tooling Hole
Tooling hole adalah lubang pada material yang digunakan untuk pin
penempel ke fixture dan sebagai acuan dalam pembalikan media selanjutnya. Pada
setiap benda kerja terdapat 2 tooling hole.
3) Tooling Coordinate
Tooling coordinate merupakan titik datum pada fixture yang nantinya akan
digunakan sebagai titik acuan seorang programmer dalam membuat suatu NC
program. Selain itu fungsi dari tooling coordinate juga sebagai titik referensi
penyenteran cutter terhadap fixture.
Sedangkan dalam pembuatan fixture sendiri terdapat tiga aspek penting
yang harus dipertimbangkan yaitu; (1) jenis material; (2) tebal part yang
dipasang; (3) corner (radius part); (4) tinggi flank (ukuran tertinggi dari part)

Gambar 4.76 Hold Down (A) dan Tooling Hole (B)
6. NCOD (Numarical Control Operators Document)
NCOD merupakan dokumen tertulis yang dibuat oleh programmer sebagai
panduan untuk operator pada saat melaksanakan setup/setting fixture, pallet,
benda kerja, cutting tool, NC program dan mesin. Bentuk NCOD yang digunakan
di PT DI dapat dilihat pada gambar dibawah ini:
Gambar 4.77 NCOD PT. DI
Untuk setiap part yang akan di buat memiliki NCOD yang berbeda-beda,
jadi satu NCOD hanya untuk satu part, karena setiap part memiliki cara
pembuatan yang berbeda-beda. Waktu yang di perlukan dalam pembuatan part
juga terdapat di dalam NCOD ini, waktu tersebut di dapatkan dari perhitungan
melalui program yang telah di buat oleh programmer.
a. Halaman pertama berisi mengenai Machine Code Data Record, yang berisi
nomor program, tanggal dan waktu, inisial programmer, machine run time,

tape lenght, reference, vericut. Gambar machine code data record dapat
dilihat pada gambar berikut.
Gambar 4. 78 Machine Code Data Record
b. Halaman kedua berisi mengenai kode NC program dalam pengerjaan part,
halaman kedua NCOD dapat dilihat pada gambar dibawah ini:

Gambar 4.79 Halaman Kedua NCOD
c. Halaman ketiga berisi sketch dari part benda yang akan dikerjakan, contoh
halaman ini dapat dilihat pada gambar dibawah ini:

Gambar 4.80 Halaman Ketiga NCOD
d. Halaman keempat berisi mengenai Set Up Sketch, halaman ini menjelaskan
mengenai posisi dari benda kerja yang akan di letakan pada fixture. Gambar
dibawah ini merupakan halaman keempat.
Gambar 4.81 Halaman Keempat NCOD
e. Halaman berikutnya, mengenai Machining operation, halaman ini
menjelaskan mengenai operation description , rpm , feed, set lenght yang
digunakan dalam pembuatan part.

Gambar 4. 82 Urutan Pengerjaan Part pada NCOD
f. Halaman terakhir menjelaskan mengenai Cutter List. Halaman ini
menjelaskan mengenai jenis dari holder dan cutting tool yang di gunakan
dalam proses pembuatan part. Gambar halaman terakhir dapat dilihat pada
gambar dibawah ini.
Gambar 4.83 Cutter List pada NCOD
7. Process Sheet
Process sheet merupakan identitas dari benda kerja dan dibuat oleh
planner yang berisikan:
Material properties dan dimensi dari part
Langkah kerja secara lengkap mengenai pengerjaan part
Process sheet hampir sama dengan NCOD, yaitu setiap satu process sheet
hanya di gunakan untuk pembuatan satu part saja. Pada process sheet terdapat
nama part yang akan dibuat, type part, serta keterangan part yang akan dibuat
akan digunakan pada pesawat jenis apa. Process sheet menjelaskan lengkap

mengenai identitas part yang akan di buat. Contoh dari process sheet dapat dilihat
pada gambar berikut.
Gambar 4.84 Process Sheet
8. Drawing and Specification
Drawing adalah gambar yang digunakan untuk mengetahui ukuran
dimensi dan toleransi yang diinginkan. Serta digunakan sebagai acuan quality
control untuk benda jadi. Drawing merupakan gambar awal dalam bentuk 2D
yang biasanya didapat dari custumer, gambar tersebut kemudian di kirim ke
departement configuration untuk dianalisa bisa atau tidaknya part tersebut untuk
dikerjakan. Pada departement configuration, terdapat bagian pre planning yang
bertugas menganalisa gambar mulai dari urutan pengerjaan, fixture dan mesin
yang digunakan, ukuran material, sampai pada perlakuan (treatment) apa yang
diberikan pada part tersebut. Output dari pre planning ini berupa NCPR, WCR
(Work Change Request), tool request dan drawing specification yang nantinya
akan dikirim ke bagian planner untuk dibuat process sheet, tool engineering untuk
dibuatkan fixture apabila masih belum terdapat di shop machining dan
programmer untuk dibuat NCOD dan NC program bagi operator.

Gambar 4.85 Drawing and Specification
Gambar 4.86 Bagan Alur Drawing Sampai Produksi
Sebelum masuk ke produksi massal, first part akan dicek terlebih dahulu
oleh FAI ( First Article Inspection) oleh Quality Control. Agar nantinya part yang
akan diproduksi lebih terjamin kualitasnya.
9. Measuring tools
Measuring equipment erat hubungannya dengan kontrol kualitas apakah
produk yang dihasilkan sesuai (conformed) dengan spesifikasi dimensi yang
tercantum dalam drawing. Measuring equipment di PT Dirgantara dibedakan

dalam 2 kelompok menurut pemakainya. Kelompok pertama adalah workshop
measuring equipment yang dipakai di machining shop (operator maupun leader)
untuk mengecek kesesuaian dimensi komponen selama proses pemesinan masih
berjalan. Kelompok kedua adalah measuring equipment yang dipakai quality
assurance department dalam rangka mengevaluasi part agar sesuai dengan
spesifikasi yang terdapat pada drawing. Dalam hal ini bagian yang bertugas
adalah First Acticle Check (FAI). Bila tidak ada kesalahan geometris pada part,
maka pembuatan secara masal dapat dilaksanakan. Sama halnya dengan cutter,
bagian yang menyediakan alat ukur di PT Dirgantara adalah tool services. Dan
apabila alat ukur tidak tersedia dipasaran maka bagian tool service inilah yang
membuat alat ukur khusus menurut standar PT DI.
Adapun jenis – jenis alat ukur yang terdapat di PT Dirgantara adalah
sebagai berikut :
a. Jangka Sorong (Vernier Caliper)
Jangka sorong adalah alat yang digunakan untuk mengukur ketebalan,
diameter luar maupun dalam dan kedalaman. Jangka sorong yang digunakan di
PT. Dirgantara Indonesia berbentuk digital dan analog dengan ketelitian mencapai
hingga 0,01 mm.
Gambar 4.87 Jangka Sorong
b. Mikrometer
Mikrometer adalah alat yang digunakan untuk mengukur ketebalan benda
yang membutuhkan tingkat toleransi tinggi, biasanya benda-benda yang diukur
oleh mikrometer sekrup ukurannya relatif kecil.

Gambar 4.88 Mikrometer
c. Deep Caliper
Deep caliper adalah alat yang digunakan untuk mengukur kedalaman part.
Prinsip kerjanya sama seperti jangka sorong hanya saja pada deep caliper tidak
terdapat rahang ukur, melainkan lidah ukur saja.
Gambar 4.89 Deep Caliper
d. Wall Thickness
Wall thickness adalah alat untuk mengukur ketebalan (ketebalan yang
tidak dapat diukur menggunakan jangka sorong maupun mikrometer)
Gambar 4.90 Wall Thickness

e. Hole Test
Hole test adalah alat yang digunakan untuk mengukur lubang dengan
kepresisian tinggi. Hole test terdiri dari berbagai ukuran lubang dengan ketelitian
mencapai 0,01 mm dan prinsip kerjanya sama seperti mikrometer.
Gambar 4.91 Hole Test
f. High Gauge
High gauge adalah alat yang digunakan untuk mengukur tinggi part yang
tidak dapat dijangkau dengan alat ukur biasa seperti jangka sorong maupun
mikrometer.
Gambar 4.92 High Gauge
g. Bevel Protector
Bevel protector adalah alat yang digunakan untuk mengukur sudut

Gambar 4.93 Bevel Protector
h. Surtronic
Surtronic adalah alat ukur untuk mengecek kerataan dan kekasaran
permukaan benda kerja.
Gambar 4.94 Surtronic
i. Kaliber Go dan Not Go
Go dan Not Go adalah alat yang digunakan untuk mengecek ulir dalam
Gambar 4.95 Kaliber Go dan Not Go
j. Radius Gauge
Radius gauge adalah alat yang digunakan untuk mengukur radius

Gambar 4.96 Radius Gauge
k. Gauge Block Set
Gauge block set adalah alat yang digunakan untuk megecek celah dan
pada pada umumnya digunakan untuk mengukur groove.
Gambar 4.97 Gauge Block Set
l. Pin Gauge
Pin gauge adalah alat yang digunakan untuk mengukur lubang dan
menyenterkan lubang
Gambar 4.98 Pin Gauge
m. Plug Gauge
Plug gauge adalah alat yang digunakan untuk menyenterkan lubang
dengan ketelitian antara 0,27 – 1,52 mm

Gambar 4.99 Plug Gauge
n. Deep Gauge
Deep gauge berfungsi untuk memastikan lebar celah suatu part yang
bentuknya seperti lidah dengan berbagai ukuran ketabalan yang berbeda – beda.
Gambar 4.100 Deep Gauge
o. Coordinate Measuring Machine (CMM)
CMM adalah alat yang digunakan untuk mengukur hole position dan
conturing dengan sistem komputerisasi yang memiliki akurasi dan ketelitian yang
tinggi. Pada prinsipnya CMM adalah kebalikan dari CNC, pada CNC koordinat
yang dimasukan menghasilkan gerakan pahat pada sumbu X, Y dan Z. Sedangkan
pada CMM kontak antara probe dengan benda kerja menghasilkan koordinat.
Pada CMM ini dokumen yang digunakan untuk panduan operator dalam
menjalankan CMM disebut dengan NCIP (Numerically Control Inspection Plan).
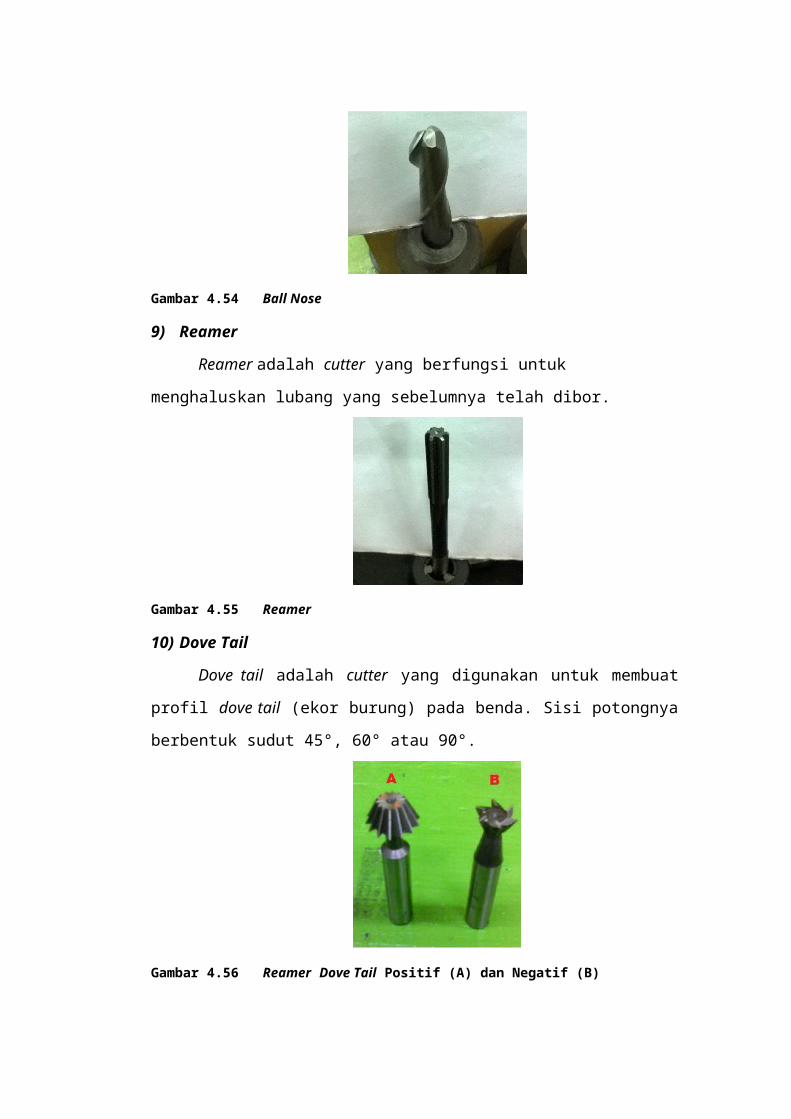
Gambar 4.101 CMM
p. Ultrasonic Digital
Ultrasonic digital adalah alat yang digunakan untuk mengukur ketebalan
(ketebalan yang tidak bisa diukur menggunakan jangka sorong). Ultarasonic
digital ini cara kerjanya yaitu dengan menempelkan ke bagian part, maka
ketebalan part akan langsung terbaca.
Gambar 4.102 Ultrasonic Digital
Selain alat – alat ukur diatas, PT Dirgantara juga memiliki sejumlah alat
ukur buatan sendiri yang sengaja dibuat untuk memenuhi kebutuhan inspeksi. Hal
ini dilakukan karena alat ukur yang dibutuhkan kebetulan tidak terdapat di
pasaran, sehingga dibuatlah alat ukur yang telah dilegalkan menurut standar PT
DI. Alat ukur yang dibuat tersebut dinamakan alat ukur khusus, berikut adalah
gambar salah satu contohnya.

Gambar 4.103 Alat Ukur Khusus (Standar PT DI)
10. Common Tools/Alat Bantu
Common tools adalah alat bantu untuk mempermudah operator dalam
proses pemesinan .Contohnya : crane, kunci L, kikir, baut, mur, lap, sapu.
Gambar 4.104 Common Tools
11. Command Media
Fungsi dari command media adalah untuk menyampaikan permasalahan
yang terjadi di shop/bengkel kepada pihak yang terkait. Bentuknya berupa format
isian.
Gambar 4.105 Request for Maintenance Form

Jenis command media yang ada di PT. Dirgantara adalah berupa format
isian yang terdiri dari berbagai jenis sesuai permasalahannya. Media pelaporan
tersebut adalah :
a. Request For Maintenance (RFM), format ini di gunakan ketika mesin ini
mengalami kerusakan.
b. Engineering Liaison Request (ELR), di gunakan ketika ada kesalahan pada
gambar kerja.
c. Numerical Control Trouble Report (NCTR), di gunakan ketika NC program
error atau tidak bisa di jalankan.
d. Pick up Form, digunakan ketika ada permasalahan atau kejadian apapun di
machining shop.
e. Manufacturing Change Request (MCR), digunakan jika terdapat
ketidaksesuaian dalam proses pembuatan produk.
f. Corrective Action Form, digunakan apabila ada koreksi terhadap komponen
machining shop
g. Time Recording, digunakan untuk menghitung waktu proses pembuatan
suatu part.
h. Check Sheet Start up Machine, digunakan untuk memastikan kondisi mesin
sebelum digunakan.
i. Informasi antar shift, informasi ini sangat berguna sebagai contohnya
apabila terjadi kesalahan program pada part 1 operator dapat
menginformasikannya kepada operator lain di shift berikutnya agar tidak
terjadi kesalahan.
12. Safety Tools
Safety tools yaitu peralatan keselamatan kerja yang harus dipakai operator
saat bekerja, seperti safety shoes, wearpack, kaca mata pelindung, earplug,
masker, sarung tangan dll. Apabila suatu perusahaan tidak melengkapi pekerjanya
dengan safety tools, maka operator berhak untuk tidak bekerja yang dilindungi
oleh Undang-Undang.
Sebelum mempelajari tentang proses permesinan dengan mesin CNC,
maka ada beberapa hal yang perlu diperhatikan untuk menghindarkan hal-hal
yang akan mengakibatkan kecelakaan kerja maupun kerusakan mesin.

Gunakan pakaian kerja yang pas dibadan, jangan terlalu longgar, buang atau
rapikan bagian-bagian pakaian yang menjuntai
Gunakan selalu sepatu keselamatan (safety shoes)
Gunakan kacamata pelindung ketika berhadapan dengan mesin yang sedang
beroperasi
Jangan terlalu dekat dengan meja mesin di saat pergantian tool otomatis (auto
tool change) berlangsung.
Jangan mengganti tool di magazine tool pada saat mesin beroperasi
Jangan membersihkan chip, terutama yang berada di meja mesin pada saat
mesin beroperasi.
Adapun macam – macam jenis safety tool yang terdapat di PT Dirgantara
adalah sebagai berikut:
a. Alat Pelindung Kepala
Alat pelindung kepala dipergunakan untuk melindungi kepala dari
kejatuhan benda atau material dan juga melindungi kepala dari benturan benda
keras. Pelindung kepala biasanya menggunakan helm safety atau topi safety.
Gambar 4.106 Alat Pelindung Kepala
b. Alat Pelindung Telinga
Alat pelindung telinga digunakan untuk melindungi telinga dari bahaya
kebisingan sehingga tidak akan menyebabkan ganguan pendengaran maupun
gangguan konsentrasi pada operator saat bekerja. Alat yang biasa digunakan
adalah ear plug dan ear map .

Gambar 4.107 Ear Plug (Kiri), dan Ear Map (Kanan)
c. Alat Pelindung Mata
Alat pelindung mata yang biasanya digunakan adalah kacamata. Kacamata
berfungsi untuk melindungi mata dari percikan tatal, cairan berbahaya maupun
percikan api. Terdapat pula kacamata hitam yang berfungsi melindungi mata dari
cahaya yang menyilaukan mata.
Gambar 4.108 Kacamata Pelindung
d. Alat Pelindung Pernafasan
Alat pelindung ini berguna untuk melindungi bagian pernafasan dari asap
dan gas beracun yang biasanya terdapat pada shop surface treatment. Alat
pelindung ini biasanya disebut masker.
Gambar 4.109 Masker
e. Alat Pelindung Badan
Alat pelindung badan terdapat beberapa macam yaitu baju kerja PT DI,
baju kerja khusus painting dan apron ynag ketiganya memiliki fungsi tersendiri.

Baju kerja dimaksudkan untuk melindungi badan dari bahaya ditempat kerja
seperti tumpahan minyak, oli, cullen, tatal dan sebagainya. Baju kerja khusus
painting digunakan oleh pekerja bagian shop painting di PT DI yang berfungsi
untuk melindungi badan dari cat dan cairan – cairan lain yang sejenis. Selain itu
juga terdapat apron yang berguna untuk melindungi badan dari percikan api atau
cairan berbahaya.
Gambar 4. 110 Baju Kerja PT DI (Kiri), Baju Painting (Kanan Atas) dan Apron (Kanan
Bawah)
f. Alat Pelindung Tangan
Jenis alat pelindung tangan yang dipakai oleh operator mesin adalah
sarung tangan katun. Alat pelindung ini digunakan untuk melindungi tangan dari
benda – benda tajam seperti tatal, ujung part yang selesai dikerjakan dan lain
sebagainya.
Gambar 4.111 Sarung Tangan Katun

g. Alat Pelindung Kaki
Alat pelindung kaki yang digunakan oleh operator mesin yaitu sepatu
safety yang berfungsi untuk melindungi kaki dari kejatuhan benda berat, tajam
dan panas.
Gambar 4. 112 Sepatu Safety
13. SOP (Standart Operating Procedure)
Standart Operating Procedure (SOP) adalah ketetapan tertulis mengenai
apa yang harus dilakukan, kapan , dimana dan oleh siapa. SOP dibuat oleh suatu
perusahaan untuk memudahkan kelancaran proses produksi dan menghindari
terjadinya hal-hal seperti kecelakaan kerja ataupun kerusakan mesin yang akan
menggangu proses produksi. Sebelum mempelajari tentang proses pemesinan
dengan mesin CNC maka ada beberapa hal yang perlu diperhatikan untuk
menghindari hal-hal yang akan mengakibatkan kecelekaan kerja maupun
kerusakan mesin
Setiap operator yang menjalankan produksi wajib mengikuti SOP yang
telah ditetapkan oleh perusahaan. Adapun uraian dari SOP tersebut adalah:
a. Maksud dan Tujuan
SOP ini adalah prosedur yang menetapkan dan mengatur tugas dan
tanggung jawab CNC operator dalam hal menjalankan atau mengoperasikan
permesinan untuk menghasilkan suatu produk serta menunjang kelancaran proses
produksi.

b. Ruang Lingkup
SOP ini berlaku untuk operator CNC mesin khususnya untuk shop
machining dan atau shop-shop lain yang mempunyai fasilitas permesinan di
lingkungan directorat aerostructure.
c. Tugas dan Tanggung Jawab Operator
1) Definisi
a) Operator adalah personil yang bertanggung jawab mengoperasikan mesin
agar mesin produktif
b) Operator adalah personil yang bertugas mengerjakan langsung pekerjaan
yang diterima dari atasannya untuk kelancaran proses produksi.
2) Tugas Umum
a) Menjaga dan memelihara mesin, alat ukur dan alat bantu kerja
b) Mengerjakan job order sesuai dengan dokumen yang berlaku
c) Memeriksa secara cermat setiap produksi yang dihasilkan
d) Memberikan informasi kepada atasan apabila terjadi sesuatu hal yang dapat
mengganggu kelancaran proses produksi.
e) Menggunakan alat pengaman / pelindung diri (APD) waktu bekerja.
f) Melakukan kegiatan housekeeping (5R) dan K3LH.
3) Tugas Khusus
a) Membaca buku informasi shift sebelumnya dan menulis informasi untuk shift
berikutnya.
b) Memeriksa kondisi mesin dan mengisi check sheet setiap melakukan start up
mesin.
c) Memeriksa dan memahami instruksi yang terdapat pada proses order dan
NCOD.
d) Melakukan setup fixture, cutter, benda kerja, dan NC program
e) Melaksanakan proses produksi.
f) Mengisi job card dan activity record.
4) Uraian Tugas
Daftar tugas harus dilakukan operator guna menghindari human error.


BAB V PENUTUP
A. Kesimpulan
Praktik industri yang dilakukan selama 2 bulan di PT Dirgantara Indonesia,
membuat banyak perubahan bagi penulis/mahasiswa terutama mengenai
kemampuan kognitif,psikomotorik, beserta afektif. Kemampuan kognitif yang
diperoleh burupa pengetahuan industri kedirgantaraan dan mengelolah CNC-
machining shop. Sementara kemampuan psikomotorik berupa pembekalan
kemampuan meneliti bagi penulis/mahasiswa dan ikut serta berkontribusi untuk
memajukan sistem produksi di CNC-machining shop. Kamampuan afektif yang
diperoleh saat praktik industri di PT Dirgantara Indonesia berupa, sikap patuh,
disiplin serta rasa tanggungjawab terhadap pekerjaan yang diberikan oleh industri.
Praktik industri yang dilakukan 2 bulan di PT; Dirgantara Indonesia
membuat penulis/mahasiswa memiliki beberapa kompetensi, kompetensi tersebut
terdiri dari: (1) Mengetahui profil industri PT Dirgantara Indonesia; (2)
Mengetahui profil departemen PE 6000; (3) Mengetahui proses pembuatan
pesawat terbang; (4) Mengetahui struktur dan tata penulisan laporan kerja praktik
PT. Dirgantara Inodensia; (5) Mengetahui profile departemen PE2000; (6)
Mengetahui CNC machining shop PTDI; (7) Mengetahui filosofis dari 13
parameter CNC-machining shop; (8) Mengidentifikasi fixture yang digunakan di
HAAS EC500; (9) Mengidentifikasi mesin CNC HAAS EC500; (10)
Mengidentifikasi cutter mesin CNC HAAS EC500; (11) Menjelaskan
permasalahan di work station CNC EC 500; (12) Mengambil data clamping
system/fixture CNC HAAS EC500; (13) Mengambil data cutter tools CNC
HAAS EC500; (14) Mengambil data time record aktual CNC HAAS EC500; (15)
Mengolah data clamping system/fixture CNC HAAS EC500; (16) Menjelaskan
data fixture CNC HAAS EC500; (17) Mengolah data cutter tools CNC HAAS
EC500; (18) Menjelaskan data untuk cutter tools CNC HAAS EC500; (19)
Mengetahui measuring tools di bangkel PTDI; (20) Mengetahui tools crib PTDI;
(21) Mengetahui supply cutter PTDI; (22) Mengetahui pengasahan cutter CNC
milling PTDI; (23) Mengetahui gudang material PTDI; (24) Mengetahui gudang
safety equipment PTDI; (25) Mengetahui system clamping fixture PTDI; (26)
Mengambil data time record system/routing CNC HAAS EC500; (28) Mengambil

data time record programer CNC HAAS EC500; (29) Mengetahui kesesuaian
antara data aktual, programer dan data sistem pada mesin HAAS EC500; (30)
Mengetahui preplaning PTDI; (31) Mengetahui planner PTDI; (32) Mengetahui
pembuatan proses sheet; (33) Membuat metodologi penelitian; (34) Mengetahui
NCOD PTDI; (35) Mengetahui precutting shop PTDI; (36) Membuat sampel
cutter tools ; (37) Mengambil data sampel di NCOD PTDI; (38) Mengetahui
proses fitter finish PTDI.
Adapun kendala yang dihadapi penulis/mahasiswa saat praktik industri di
PT Dirgantara Indonesia. Kendala yang dihadapi terdiri dari: (1) Industri tidak
menyediakan fasilitas penuh untuk kegiatan pembelajaran bagi pelajar dan
mahasiswa; (2) Pelajar/mahasiswa dituntut untuk aktif dalam mencari materi
tertentu di industri; (3) Penelitian yang dilakukan penulis/mahasiswa untuk
industri berjenis penelitian kualitatif, sehingga diperlukan waktu yang realtif lama
untuk menyelesaikan penelitian tersebut; (4) Belum adanya panduan penulisan
laporan praktik industri yang sama antara industri dan jurusan S1 Pendidikan
Teknik Mesin.
B. Saran-saran
1. Jurusan Teknik Mesin FT UM
Ada sedikit masalah yang dilakukan oleh jurusan, masalah tersebut terdiri
dari: (1) Kebijakan mengenai seminar awal untuk mendatangkan praktisi industri
terkait, belum dilakukan sepenuhnya oleh Universitas Negeri Malang, hal ini
membuat penulis/mahasiswa bingung saat pertama kali masuk dunia industri; (2)
Terdapat format laporan yang berbeda-beda untuk memenuhi program kuliah
praktik industri, hal ini berakibat pada tidak efisiennya waktu penulis/mahasiswa
dalam mengerjakan laporan; (3) Bentuk Log-Book yang terlihat tidak resmi dari
pihak kampus, membuat industri ragu-ragu untuk memberi stampel dan legalitas
dari Log-Book tersebut; (4) Prosedur yang dilegalkan di jurusan teknik mesin FT
UM merupakan prosedur yang bagus, akan tetapi realisasi dari prosedur tersebut
perlu dilakukan banyak evaluasi.
2. Peserta praktik industri berikutnya
Beberapa masukan untuk peserta industri berikutnya, masukan tersebut
terdiri dari; (1) Di PT Dirgantara Indoensia banyak sekali worksoap yang bagus

dan berbeda dengan lingkungan kampus, ulas minat dan bakat kamu saat
mengirimkan proposal di PT Dirgantara Indonesia, kareana praktik disini
mahasisawa akan secara langsung ditempatkan berdasarkan isi dan maksud dari
proposal; (2) Mahasiswa yang praktik di PT Dirgantara Indonesia tidak diberi
bantuan materil, niatkan praktik di PTDI ini merupakan langkah mahasiswa untuk
ikut merasakan prihatin akan perjuangan PTDI dalam mengembangkan teknologi;
(3) Bagi mahasiswa yang praktik industri disini, alangkah lebih baik jika sudah
memiliki judul skripsi, dikarenakan praktik disini akan full difasilitasi untuk
mengerjakan penelitian yang berhubungan dengan pesawat terbang; (4) Bagi
mahasiswa yang ingin praktik di PTDI, tentunya biaya hidup di lingkungan
industri membutuhkan biaya yang besar.
3. PT. Dirgantara Indonesia
Bagi PTDI untuk menunjang kegiatan pelajar/mahasiswa diperlukan
berbagai fasilitas, fasilitas tersebut terdiri dari: buku diktat, pedoman PI, susunan
kegiatan harian, capaian kompetensi, perpustakaan, dan area wifi. Beberapa
fasilitas tersebut merupakan sarana pendukung untuk memedahkan proses belajar
di lingkungan industri.

DAFTAR PUSTAKA
Fernando, Albetra & Firdaus, Davit. (2013). Analisis Pengunaan Cutting Tool
dan Tool Life untuk Pengerjaan Part RIB PYLON Outboard di Mesin
Deckel Maho pada Pesawat Air Bus 320 Civil Pax. Padang: Universitas
Negeri Padang.
Mubarok, F. (2013). Analisis Pengaruh Dept of Cut Terhadap Life Time Cutter
Slot Drill Short Carbide Diameter 25 R4 untuk Pengerjaan Part RIB
Pylon OutBoard pada Mesin Deckel Maho DMU 100 Monoblock di PT.
Dirgantara Indonesia. Bandung: Universitas Pendidikan Indonesia.
Rahmat, A. (2016). Proses Manufacturing Part Closing RIB untuk Komponen
Sayap Pesawat Airbus A380. Bandung: Universitas Galuh Ciamis.
Rifki, R. M., Fitria, Y., & Setiawan, T. F. (2013). Perancangan Usulan Perbaikan
Drive RIB Airbus A-380 Spirit dengan Metode SIX-SIGMA - DMAIC pada
PT Dirgantara Indonesia. Bandung: Universitas Katoloik Bandung.
Situmorang, F. P. (2016). Analisis Keterhambatan Proses Machining Hard Metal
Class 1 MK-II HC225-725 Eurocopter Kerjasama PT. Dirgantara
Indonesia dan Airbus Helicopter. Bandung: Institut Teknologi Bandung.
Ulfatin, N. (2015). Metode Penelitian Kualitatif di Bidang Pendidikan: Teori dan
Aplikasinya. Malang: Media Nusa Creative.







