Laporan Praktikum
Laboratorium Teknik Material
Modul F Analisis Struktur Mikro Sambungan Las (SMAW)
Oleh :
Nama : Surya Eko Sulistiawan
NIM : 13713054
Kelompok : 12
Anggota (NIM) : Andrian Anggadha Widatama (13713005)
Antonio Ricardo Salomo Abraham (13713024)
Adhi Setyo Nugroho (13713025)
Aldi Wendo Kohara (13713042)
Tanggal Praktikum : 13 Oktober 2015
Tanggal Penyerahan Laporan : 17 November 2015
Nama Asisten (NIM) : M. Iqbal Yusrian (13711064)
Laboratorium Metalurgi dan Teknik Material
Program Studi Teknik Material
Fakultas Teknik Mesin dan Dirgantara
Institut Teknologi Bandung
2015
BAB 1
PENDAHULUAN
1.1 Latar Belakang
Produk-produk berukuran besar dan kompleks biasanya dibuat melalui proses
perakitan/penyambungan dua komponen. Komponen-komponen tersebut biasanya
lebih kecil, bentuknya lebih sederhana, atau bagian yang terbuat dari material
yang berbeda. Penyambungan merupakan bagian penting dalam proses
manufacturing. Proses metalurgi seperti welding, brazing, dan soldering biasa
digunakan untuk menyambung logam dan sering melibatkan solidifikai lelehan
material.
Welding merupakan penyambungan permanen dua logam atau lebih dimana
logam menjadi satu akibat panas dengan atau tanpa pengaruh tekanan. Proses-
proses pengelasan antara lain Gas Welding, Arc Welding, Resistance Welding,
Solid State Welding, Unique Welding, dll. Proses pengelasan yang biasa
digunakan saat ini adalah proses Arc Welding yang salah satunya adalah metode
Shield Metal Arc Welding (SMAW).
1.2 Tujuan Praktikum
1. Menentukan Heat Input pada specimen hasil lasan yang telah diuji tarik
maupun specimen untuk proses metalografi
2. Menentukan tegangan ultimate specimen hasil proses pengelasan
3. Mendapatkan struktur mikro specimen hasil proses pengelasan melalui proses
metalografi
4. Menentukan harga kekerasan specimen hasil proses pengelasan
BAB II
TEORI DASAR
Pengelasan merupakan penyambungan dua atau lebih logam dimana logam
menjadi satu akibat panas dengan atau tanpa pengaruh tekanan. Pengelasan juga
dapat diartikan sebagai ikatan metalurgi yang diakibatkan oleh gaya tarik menarik
antar atom. Secara umum, proses pengelasan dibagi menjadi tiga :
1. Solid state welding, yaitu proses pengelasan tanpa terjadi pencairan.
Pengelasan jenis ini terbagi menjadi tiga, kimia (diffusion welding,
explosion welding), elektrik (resistance welding), dan mekanik (cold
welding, friction, ultrasonik).
2. Liquid state welding/fusion welding, yaitu proses pengelasan disertai
pencairan logam induk. Berdasarkan jenis sumber panasnya, pengelasan
jenis ini terdiri dari kimia (gas oxyfuel, thermite), dan elektrik (busur
listrik, resistansi, electron beam, laser beam).
3. Soldering & Brazing, yaitu penyambungan dua logam tanpa terjadinya
pencairan logam induk, yang mencair hanyalah logam pengisinya saja.
Perbedaan antara soldering dan brazing yaitu terletak pada titik cair logam
pengisinya. Titik cair logam pengisi proses Brazing sekitar 450oC – 900oC
sedangkan untuk soldering, titik cair logam pengisinya kurang dari 450oC.
Proses-proses pengelasan yang umum digunakan antara lain Gas welding, Arc
welding, dan Resistance welding. Gas welding menggunakan gas untuk
menghasilkan panas api,contohnya yaitu oxyacetylene welding dan pressure gas
welding. Pada arc welding, proses penggabungan diperoleh dari panas yang
dihasilkan dari busur listrik antara benda kerja dan elektroda. Contohnya yaitu
Shielded metal arc welding, Gas metal arc welding, Gas tungsten arc welding. Pada
Resistance welding, arus listrik yang kuat dilewatkan pada logam dan menimbulkan
pemanasan lokal pada sambungan, lalu proses ini selesai setelah diberikan tekanan.
Contohnya yaitu spot welding, projection welding, dan seam welding.
Pada praktikum modul ini, proses pengelasan yang digunakan yaitu dengan
metode SMAW (shielded metal arc welding).
Proses SMAW, saat ini juga dikenal dengan istilah proses MMAW (Manual
Metal Arc Welding). Dalam pengelasan ini, logam induk mengalami pencairan akibat
pemanasan dari busur listrik yang timbul antara ujung elektroda dan permukaan
benda kerja. Busur listrik yang ada dibangkitkan dari suatu mesin las. Elektroda yang
dipakai berupa kawat yang dibungkus oleh pelindung berupa fluks dan karena itu
elektroda las kadang-kadang disebut kawat las. Elektroda ini selama pengelasan akan
mengalami pencairan bersama-sama dengan logam induk yang menjadi bagian
kampuh las. Dengan adanya pencairan ini maka kampuh las akan terisi oleh logam
cair yang berasal dari elektroda dan logam induk.
Elektroda pada proses SMAW ini dibungkus oleh fluks. Fluks ini akan ikut
mencair dan karena massa jenisnya lebih kecil dari logam las maka fluks ini berada
diatas logam las pada saat cair. Fluks ini akan mengikat kotoran membentuk slag
dengan tujuan menghindari kontaminasi dari udara luar selama pembekuan. Selain
itu, sebelum membentuk slag, fluks juga berfungsi sebagai pelindung saat pencairan
dengan menjadi terak yang menutupi logam las.
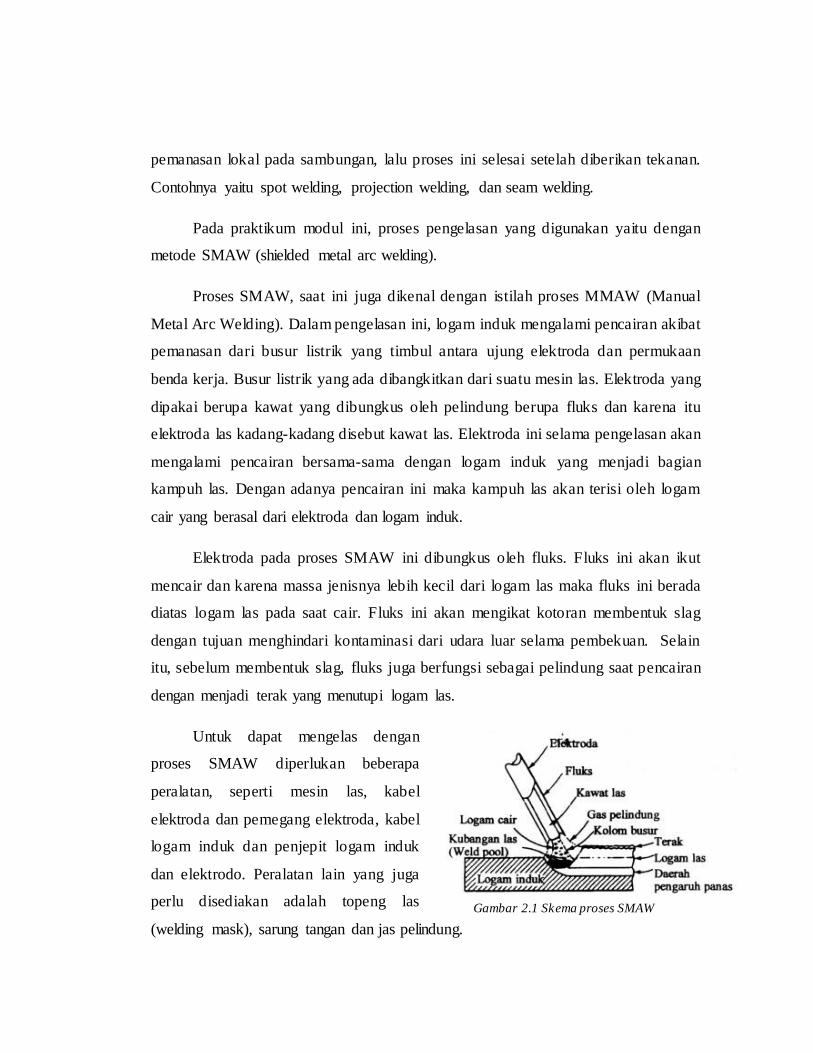
Untuk dapat mengelas dengan
proses SMAW diperlukan beberapa
peralatan, seperti mesin las, kabel
elektroda dan pemegang elektroda, kabel
logam induk dan penjepit logam induk
dan elektrodo. Peralatan lain yang juga
perlu disediakan adalah topeng las
(welding mask), sarung tangan dan jas pelindung.
Gambar 2.1 Skema proses SMAW
Dalam pengelasan, untuk mencairkan logam induk dan logam pengisi
diperlukan energi yang cukup. Energi yang dihasilkan dalam operasi pengelasan
berasal dari bermacam-macam sumber yang tergantung pada proses pengelasannya.
Pada pengelasan busur listrik, sumber energi berasal dari listrik yang diubah menjadi
energi panas. Energi panas ini sebenarnya hasil kolaborasi dari parameter arus las,
tegangan las dan kecepatan pengelasan. Hubungan antara ketiga parameter itu
menghasilkan energi pengelasan yang dikenal dengan Heat Input (masukan panas).
( )
Parameter arus pengelasan berpengaruh langsung pada penetrasi logam las,
bentuk manik las, lebar HAZ dan dilusi. Besarnya arus las ini ditentukan oleh
diameter elektroda, jenis logam induk dan ketebalannya. Makin tinggi arus, ketebalan
pelat yang dapat dilas lebih besar.
Parameter tegangan pengelasan berbanding lurus dengan tinggi busur, yaitu
jarak antara ujung elektroda dengan permukaan logam induk yang dilas. Kenaikan
tegangan akan terus berlanjut jika tinggi busur makin besar dan pada akhirnya
mungkin saja busur listrik tidak lagi ada.
Parameter kecepatan pengelasan biasanya dipengaruhi oleh arus pengelasan.
Kecepatan pengelasan ini akan mempengaruhi bentuk manik las dan penetrasi logam
las.
Pemanasan lokal pada permukaan logam induk selama proses pengelasan
menghasilkan daerah pemanasan yang unik, artinya di setiap titik yang mengalami
pemanasan itu memiliki karakteristik berbeda-beda. Daerah hasil pengelasan dapat
diklasifikasikan menjadi tiga daerah utama,yaitu
1. Daerah mencair atau disebut dengan daerah logam las
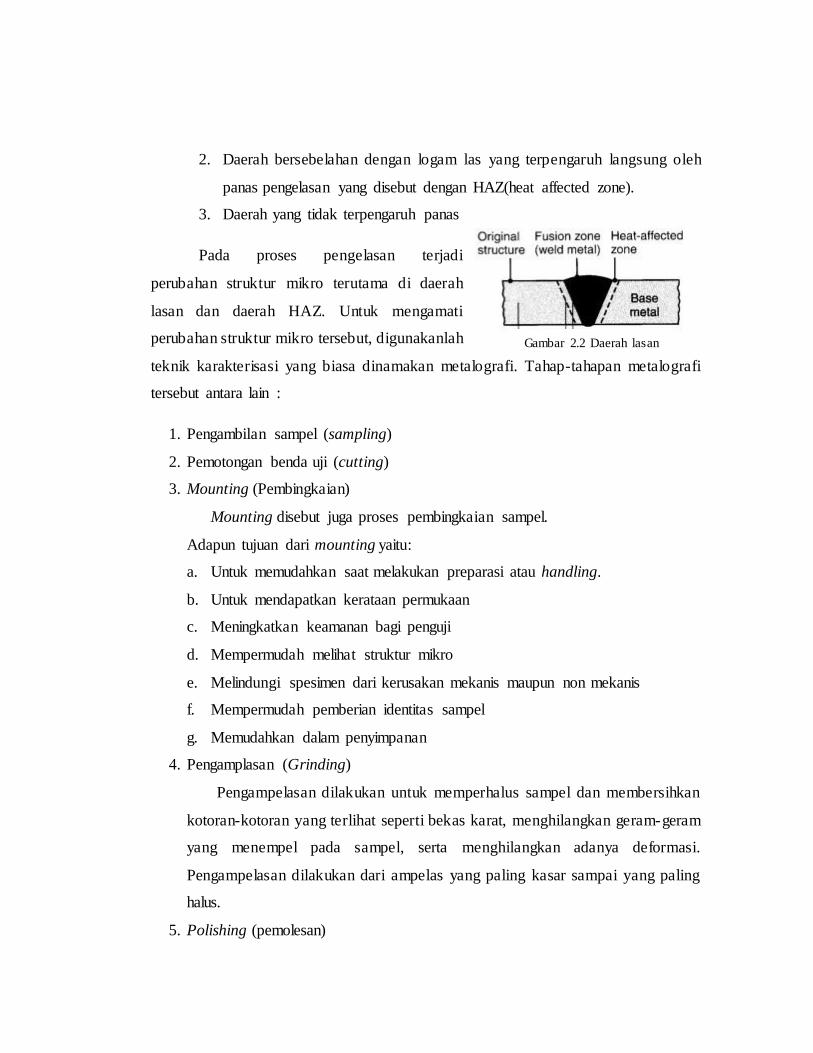
2. Daerah bersebelahan dengan logam las yang terpengaruh langsung oleh
panas pengelasan yang disebut dengan HAZ(heat affected zone).
3. Daerah yang tidak terpengaruh panas
Pada proses pengelasan terjadi
perubahan struktur mikro terutama di daerah
lasan dan daerah HAZ. Untuk mengamati
perubahan struktur mikro tersebut, digunakanlah
teknik karakterisasi yang biasa dinamakan metalografi. Tahap-tahapan metalografi
tersebut antara lain :
1. Pengambilan sampel (sampling)
2. Pemotongan benda uji (cutting)
3. Mounting (Pembingkaian)
Mounting disebut juga proses pembingkaian sampel.
Adapun tujuan dari mounting yaitu:
a. Untuk memudahkan saat melakukan preparasi atau handling.
b. Untuk mendapatkan kerataan permukaan
c. Meningkatkan keamanan bagi penguji
d. Mempermudah melihat struktur mikro
e. Melindungi spesimen dari kerusakan mekanis maupun non mekanis
f. Mempermudah pemberian identitas sampel
g. Memudahkan dalam penyimpanan
4. Pengamplasan (Grinding)
Pengampelasan dilakukan untuk memperhalus sampel dan membersihkan
kotoran-kotoran yang terlihat seperti bekas karat, menghilangkan geram-geram
yang menempel pada sampel, serta menghilangkan adanya deformasi.
Pengampelasan dilakukan dari ampelas yang paling kasar sampai yang paling
halus.
5. Polishing (pemolesan)
Gambar 2.2 Daerah lasan

Polishing merupakan proses terakhir preparasi spesimen. Polishing
dilakukan untuk menghilangkan goresan-goresan yang masih ada dari proses
pengampelasan halus.
6. Etching
Proses etsa dilakukan dengan tujuan untuk mengikis/megkorosikan daerah
batas butir sehingga struktur sampel dapat diamati dengan jelas dibawah
mikroskop optik. Zat etsa yang digunakan tergantung pada bahan atau sampel
yang akan diamati.
Dan tahap terakhir yaitu proses pengamatan sampel dibawah mikroskop optic.
Pada proses ini akan terlihat struktur mikro specimen yang telah dipreparasi
sebelumnya.
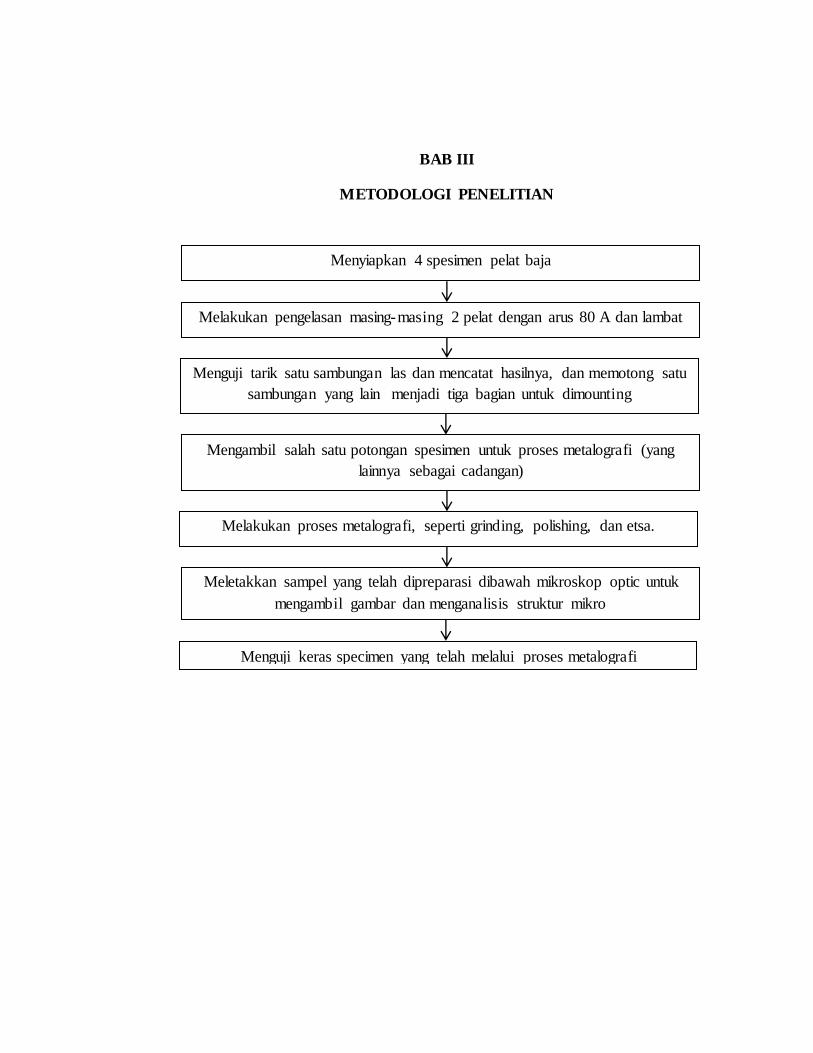
BAB III
METODOLOGI PENELITIAN
Menyiapkan 4 spesimen pelat baja
Menguji tarik satu sambungan las dan mencatat hasilnya, dan memotong satu
sambungan yang lain menjadi tiga bagian untuk dimounting
Mengambil salah satu potongan spesimen untuk proses metalografi (yang
lainnya sebagai cadangan)
Melakukan proses metalografi, seperti grinding, polishing, dan etsa.
Melakukan pengelasan masing-masing 2 pelat dengan arus 80 A dan lambat
Meletakkan sampel yang telah dipreparasi dibawah mikroskop optic untuk
mengambil gambar dan menganalisis struktur mikro
Menguji keras specimen yang telah melalui proses metalografi

BAB IV
DATA PENGAMATAN
4.1 Data Pengamatan
Spesimen : ST 37
Panjang : 50 mm
Tebal : 5.006 mm (uji tarik), 5.116 mm (metalografi)
Kecepatan las : lambat [ 2.419 mm/s (uji tarik), 2.036 mm/s (metalografi) ]
Elektroda : E6013
Panjang elektroda : 350 mm
Dia. elektroda : 2.6 mm
Voltase : 220 V
Arus : 80 A
Kekuatan tarik : 45800 N
Uji keras : base metal (200 HV)
HAZ (191 HV)
daerah lasan (182.667 HV)
4.2 Pengolahan Data
Tegangan ultimate :
= 182.956 MPa
Heat input :
Uji tarik :
( )
Metalografi :
( )
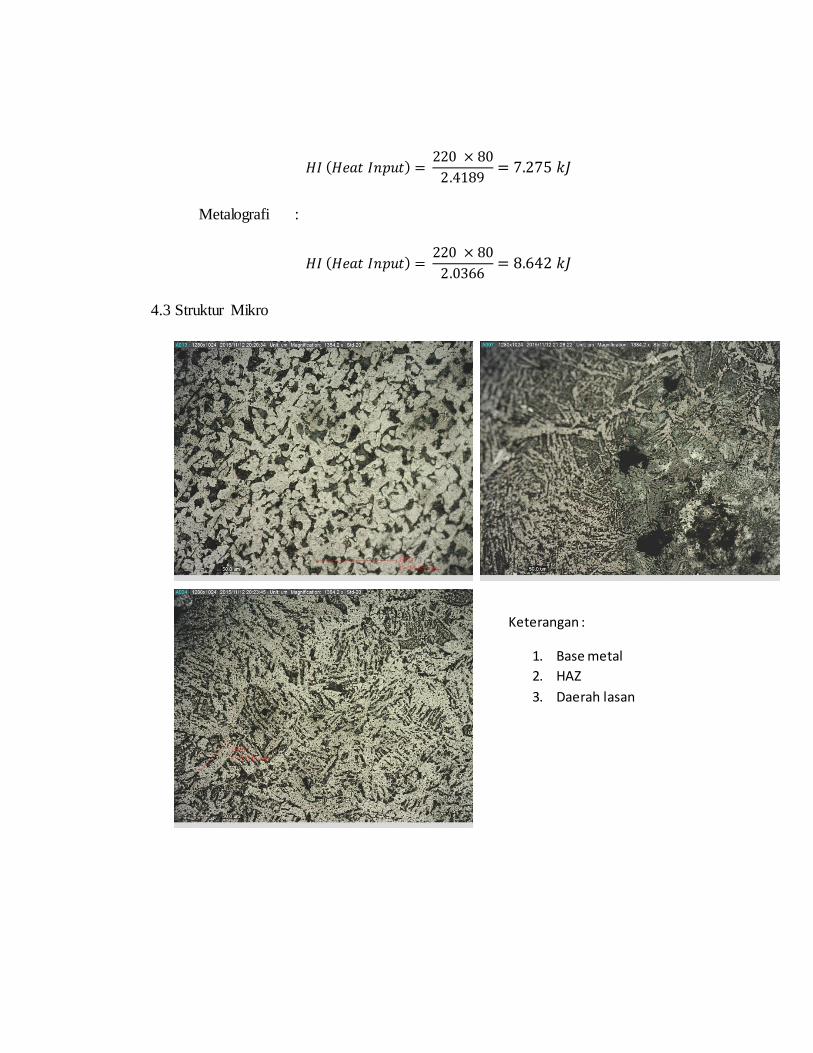
4.3 Struktur Mikro
Keterangan :
1. Base metal
2. HAZ
3. Daerah lasan

BAB V
ANALISIS DATA
Praktikum proses pengelasan SMAW ini dilakukan dengan menggunakan
specimen baja ST 37. Dari praktikum ini, diperoleh data harga kekuatan tarik
specimen hasil lasan, struktur mikro specimen hasil lasan, dan harga kekerasan akhir
specimen.
Proses pengelasan ini menggunakan voltase 220 volt, arus 80 Ampere dengan
kecepatan pengelasan yang lambat (~2 mm/s). Dari parameter ini bisa dihitung heat
input pada proses pengelasan ini, yaitu sekitar 7-8 kJ. Heat input pada proses
pengelasan sangat bergantung pada parameter arus dan kecepatan pengelasan
terutama pada kelompok lain yang melakukan proses pengelasan dengan parameter
arus dan kecepatan yang berbeda-beda sehingga menghasilkan heat input yang
berbeda pula. Spesimen hasil lasan pada praktikum ini ada dua, satu untuk diuji tarik
dan yang lain untuk proses metalografi.
Jenis patahan specimen hasil lasan yaitu patah getas yang berada di daerah
lasan dengan kekuatan ultimatenya sebesar 182.956 MPa. Patah getas specimen
ditandai dengan bentuk patahan yang rata, halus, dan mengkilap. Patahnya specimen
di daerah lasan ini tentu tidak diinginkan karena pengelasan yang baik idealnya
adalah kekuatan daerah lasan dan logam induk sama. Berdasarkan literature, harga
kekuatan ultimate St37 berada pada rentang 360 – 510 MPa. Dari perbandingan ini
dapat disimpulkan bahwa daerah lasan merupakan daerah terlemah dari specimen.
Selain itu, adanya perbedaan kekuatan ultimate dengan literature disebabkan oleh
munculnya cacat-cacat yang terbentuk selama proses pengelasan. Jenis-jenis cacat
tersebut antara lain :
Porositas
yaitu terjebaknya gas ketika proses pembekuan. Gas tersebut dapat berasal dari
udara sekitar maupun hasil proses pencairan logam. Porositas dapat
mempengaruhi sifat getas specimen.
Cacat permukaan
Permukaan yang tidak rata akan menimbulkan stress raiser dan meningkatkan
kemudahan untuk retak.
Inklusi
Inklusi yang terjebak pada logam las dapat terdiri dari oksida, fluks, maupun
material pembungkus elektroda.
Penetrasi tidak sempurna
Caat ini terjadi bila weld metal tidak menggabungkan seluruh luas penampang
spesimen.
Segregasi komposisi
Yaitu ketidakhomogenan komposisi pada daerah lasan. Cacat ini membuat laju
pendinginan berbeda di setiap daerah dan akan mempengaruhi laju penyusutan.
Jika dibandingkan dengan data hasil uji tarik kelompok lain, dengan kecepatan
las yang sama namun arus yang digunakan 90A, harga kekuatan ultimatenya lebih
tinggi (198.291 MPa). Meningkatnya kekuatan ultimate ini disebabkan o leh arus yang
digunakan lebih tinggi. Arus yang tinggi ini akan menyebabkan daerah HAZ akan
lebih besar dan logam induk banyak yang mencair karena penetrasi yang dilakukan
dalam. Namun jika digunakan arus yang sama dengan kecepatan pengelasan yang
berbeda (lebih cepat), harga kekuatan ultimatenya menurun. Hal ini disebabkan oleh
sedikitnya penumpukan cairan logam las di permukaan logam induk akibat
pengelasan yang cepat dan belum sempurnanya penetrasi pengelasan kedalam logam
induk.
Dari hasil uji keras specimen hasil lasan, harga kekerasan di base metal > HAZ
> lasan. Hal ini disebabkan ukuran butir di base metal yang berbentuk bulat lebih
kecil daripada ukuran butir di daerah HAZ dan lasan yang berbentuk kolumnar.
Sesuai dengan persamaan hall-petch semakin besar butir maka kekuatan dan
kekerasannya akan menurun. Di kelompok 5, harga kekerasan daerah HAZ lebih
tinggi karena proses pengelasannya cepat yang menyebabkan daerah HAZ yang
terbentuk lebih sedikit dan butirnya mungkin hanya bertransformasi sebagian. Di
kelompok 3, harga kekerasan daerah HAZ lebih rendah karena arus yang diberikan
lebih tinggi dan menyebabkan daerah HAZ besar dan kemungkinan transformasi
menyeluruh lebih besar.
Dilihat dari struktur mikro hasil proses pengelasan, pada base metal butir-
butirnya cenderung bulat. Butir yang berbentuk bulat ini menandakan bahwa pada
daerah ini struktur mikronya dan fasanya tetap sama seperti sebelum melalui proses
pengelasan yaitu ferit dan perlit. Gambar struktur mikro kelompok lain juga relative
sama, yaitu agak bulat dengan fasa ferit dan perlit yang ditandai dengan warna putih
dan hitam.
Sedangkan pada daerah HAZ, struktur mikronya hampir semuanya berbentuk
kolumnar. Fenomena ini bisa juga disebut transformasi menyeluruh, artinya fasa ferit
+ perlit bertransformasi menjadi austenite 100%. Bentuk kolumnar ini berawal dari
batas fusi dan tumbuh kearah tengah daerah logam induk maupun logam las. Pada
kelompok lain, terutama kelompok 3 strukturnya berbentuk kolumnar dan ukurannya
lebih besar. Ukuran yang lebih besar ini disebabkan oleh adanya pengaruh arus yang
lebih besar sehingga menyebabkan daerah HAZ lebih besar dan butirnya besar-besar.
Pada kelompok 5, struktur HAZ nya masih ada yang berbentuk bulat meskipun
sebagian besar berbentuk kolumnar. Hal ini disebabkan oleh kecepatan pengelasan
yang cepat menyebabkan daerah HAZ lebih sempit dan transformasinya sebagian
tidak menyeluruh.
Pada daerah lasan, bentuk struktur mikronya sebagian besar berbentuk
kolumnar. Menurut teori, daerah logam las struktur mikronya mirip struktur cor

dimana semakin ke tengah strukturnya mulai berubah dari kolumnar menjadi
ekuiaksial. Pada gambar lampiran ini, struktur lasan yang diambil hampir semuanya
berbentuk kolumnar yang artinya daerah yang diambil berada didekat daerah HAZ.
Selain itu, pengaruh arus dan kecepatan yang menyebabkan perbedaan luas daerah
HAZ dan logam lasan turut mempengaruhi banyaknya bentuk butir kolumnar dan
ekuiaksial.
BAB VI
KESIMPULAN DAN SARAN
5.1 Kesimpulan
1. Heat input pada proses pengelasan untuk specimen uji tarik sebesar 7.275 kJ
sedangkan untuk specimen metalografi sebesar 8.642 kJ.
2. Tegangan ultimate specimen proses pengelasan yang diuji tarik sebesar
182.956 MPa.
3. Struktur mikro specimen hasil pengelasan dapat dilihat pada subbab 4.3.
4. Harga kekerasan specimen hasil proses pengelasan di base metal sebesar 200
HV, di HAZ sebesar 191 HV, di lasan sebesar 182.667 HV.
5.2 Saran
Setelah dietsa, sampel sebaiknya langsung diamati dibawah mikroskop untuk
menghindari korosi yang lebih banyak

DAFTAR PUSTAKA
1. Suratman, Rochim & Hery Sonawan. 2004. Pengantar Untuk Memahami Proses
Pengelasan Logam. Bandung : Penerbit Alfabeta.
2. DeGarmo’s. “Materials and Processes in Manufacturing” 10th edition. John Wiley
& Sons, Inc. 2008.
3. Kalpakjian,S & Schmid, S. “Manufacturing Engineering and Technology” 6 th
edition. Pearson. 2009.
LAMPIRAN
Pertanyaan Setelah Praktikum
1. Apa penyebab lasan dapat retak ? Jelaskan alasannya dan bagaimana
meperbaikinya
2. Proses pengelasan sering mengakibatkan munculnya tegangan sisa pada benda
kerja yang dilas , apa yang dimaksud dengan tegangan sisa , bagaimana
mekanisme terjadinya , dan bagaimana cara mencegahnya ?
3. Heat input pada arc welding dinyatakan sebagai Q=Vit , jelaskan perbedaan
pembangkitan panas pada arc welding dan resistance welding .
4. Pengujian apa saja yang bisa dilakukan untuk mengetahui kualitas lasan ?
5. Apa yang dimaksud dengan retak dingin ? Bagaimana mekanisme terjadinya retak
ding dan bagaimana cara mengatasinya ?
6. Apa yang dimaksud preheating dan postheating pada pengelasan serta apa pula
kegunaannya ?
7. Proses pendinginan hasil proses pengelasan lazimnya berlangsung relative cepat .
Apa pengaruh heat input terhadap laju pendinginan hasil proses pengelasan
8. Sebutkan jenis-jenis cacat yang terjadi pada daerah lasan ! Bagaimana cara untuk
mengatasi masalah tersebut !
Jawab :
1. Penyebab retakan pada lasan antara lain :
laju pendinginan yang terlalu cepat dapat mengakibatkan munculnya fasa yang
keras dan getas dan bisa timbul retak
difusi hydrogen dapat memunculkan porositas pada daerah lasan dan bisa
menimbulkan retak
perubahan volume yang bisa menimbulkan internal stress
Pencegahannya antara lain dengan melakukan proses PWHT, memilih elektroda,
fluks, dan logam pengisi yang tepat dan metode pengelasan yang tepat.
2. Tegangan sisa merupakan tegangan yang terjadi pada pelat yang dilas dan terus
ada hingga temperatur kamar. Selama pengelasan, daerah dibawah logam las akan
mengalami pemuaian, sedangkan daerah dibawahnya mencoba menahannya.
Bagian yang memuai itu akan mengalami tegangan tekan sedangkan daerah
dibawahnya melawan dengan tegangan tarik. Sebaliknya, selama proses
pendinginan, daerah dibawah logam las mengalami tegangan tarik dan daerah
dibawahnya melawannya dengan tekanan. Cara mencegahnya ialah dengan
memilih teknik pengelasan yang tepat sesuai materialanya, dan tegangan ini dapat
dikurangi dan dihilangkan dengan Post Weld Heat Treatment setelah pengelasan.
3. Pembangkitan panas pada arc welding dapat dilakukan menggunakan elektroda
maupun tidak. Tegangan AC atau DC akan menghasilkan busur antara ujung
elektroda dengan benda kerja yang akan dilas. Sedangkan pada resistance welding
digunakan hambatan listrik sepanjang dua komponen yang akan disambung
sehingga panas yang muncul akan mencairkan kedua komponen. Setelah itu
sistem dibiarkan agar terjadi proses pembekuan.
4. Pengujian sambungan las yaitu antara lain :
Metode destruktif, antara lain pengujian shear, tarik dan bending.
Metode nondestruktif, antara lain dengan sinar X, radiografi.

5. Retak dingin adalah retak yang terjadi pada temperature rendah yakni di bawah
temperatur martensit start (Ms) yang besarnya kira kira 150 0C. Faktor penyebab
retakan dingin pada lasan :
Laju pendinginan yang cepat pada daerah lasan dapat menyebabkan munculnya
fasa yang keras dan getas sehingga memunculkan adanya fissure
Difusi hydrogen dalam jumlah banyak menyebabkan adanya porositas pada
daerah lasan sehingga dapat terjadi retak dengan mudah
Adanya tegangan sisa menyebabkan daerah lasan mudah retak
Cara mengatasinya yaitu dengan melakukan proses PWHT.
6. Preheating adalah pemanasan awal sebelum dilakukan proses pengelasan yang
bertujuan untuk melambatkan laju pendinginan . Postheating adalah pemenasan
setelah proses pengelasan yang bertujuan untuk menghilangkan tegangan sisa
pada lasan
7. Semakin tinggi nilai HI maka laju pendinginan logam akan semakin lambat
karena kalor yang diberikan banyak sehingga perlu waktu yang lebih banyak
untuk membeku
8. Jenis cacat yang mungkin terjadi antara lain porositas, inklusi terak, penetrasi
yang tidak sempurna, cacat profil, overlap, retakan, cacat permukaan, dan
segregasi komposisi. Cara mengatasinya adalah dapat dilakukan preheating dan
postheating serta memilih metode pengelasan yang paling sesuai dengan logam
yang akan dilas
Tugas Setelah Praktikum
1. Susunlah suatu metode untuk memperkirakan lebar daerah HAZ pada pengelasan
baja karbon rendah tersebut
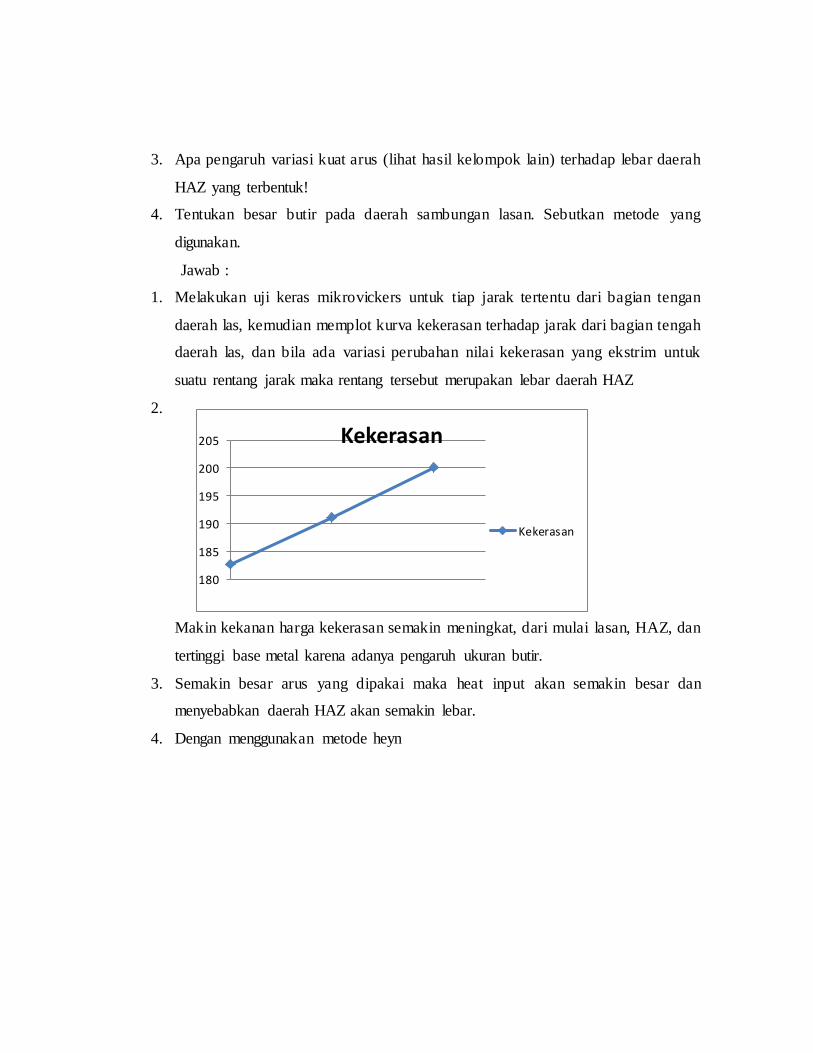
2. Buatlah kurva hasil pengujian kekerasan pada daerah lasan, HAZ, dan logam
induk. Apa kesimpulan yang bisa didapat dari kurva tersebut?
3. Apa pengaruh variasi kuat arus (lihat hasil kelompok lain) terhadap lebar daerah
HAZ yang terbentuk!
4. Tentukan besar butir pada daerah sambungan lasan. Sebutkan metode yang
digunakan.
Jawab :
1. Melakukan uji keras mikrovickers untuk tiap jarak tertentu dari bagian tengan
daerah las, kemudian memplot kurva kekerasan terhadap jarak dari bagian tengah
daerah las, dan bila ada variasi perubahan nilai kekerasan yang ekstrim untuk
suatu rentang jarak maka rentang tersebut merupakan lebar daerah HAZ
2.
Makin kekanan harga kekerasan semakin meningkat, dari mulai lasan, HAZ, dan
tertinggi base metal karena adanya pengaruh ukuran butir.
3. Semakin besar arus yang dipakai maka heat input akan semakin besar dan
menyebabkan daerah HAZ akan semakin lebar.
4. Dengan menggunakan metode heyn
180
185
190
195
200
205 Kekerasan
Kekerasan
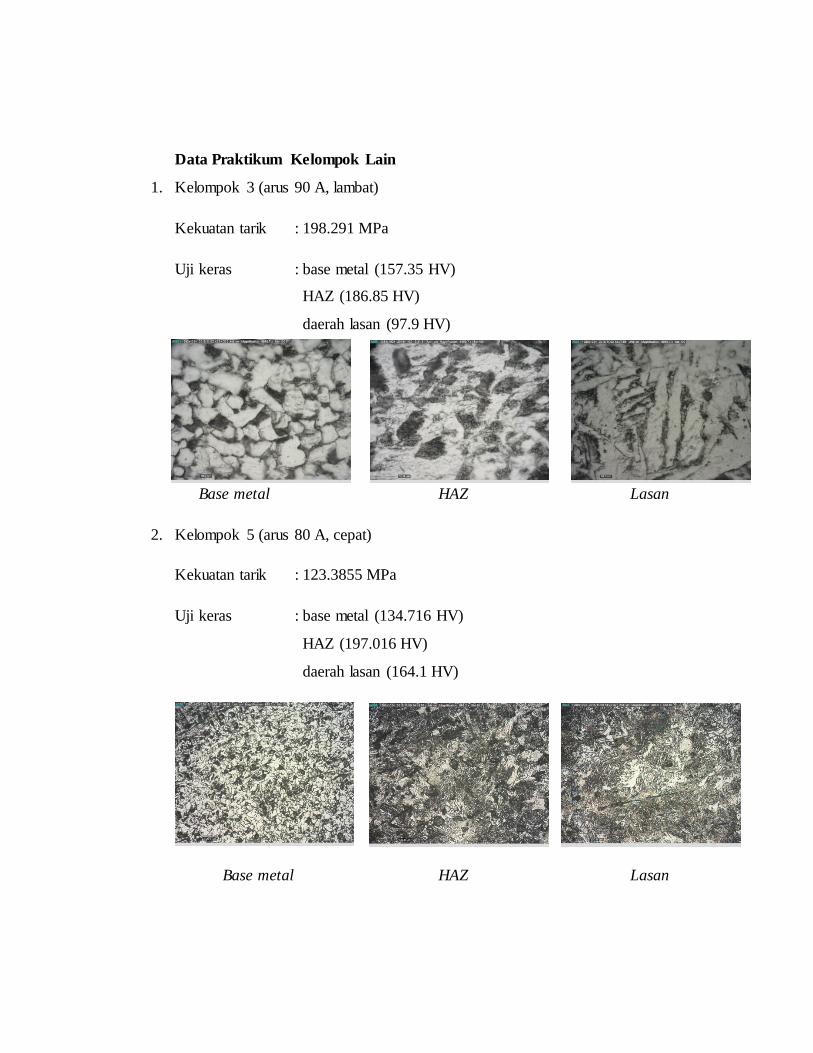
Data Praktikum Kelompok Lain
1. Kelompok 3 (arus 90 A, lambat)
Kekuatan tarik : 198.291 MPa
Uji keras : base metal (157.35 HV)
HAZ (186.85 HV)
daerah lasan (97.9 HV)
Base metal HAZ Lasan
2. Kelompok 5 (arus 80 A, cepat)
Kekuatan tarik : 123.3855 MPa
Uji keras : base metal (134.716 HV)
HAZ (197.016 HV)
daerah lasan (164.1 HV)
Base metal HAZ Lasan







