Download - Praktik Kerja Lapangan

Praktik Kerja LapanganJurusan Teknik Mesin
PT Bakrie Pipe Industries
Oleh:Nadya Izzati

Sejarah PerusahaanTahun 1959
Pada tahun 1959 PT Bakrie & Brothers mendirikan pabrik pipa baja yaitu “TALANG TIRTA”.
Saat itu Bakrie hanya mampu memproduksi pipa diameter 5 / 8-1 ¼ inchi (saluran pipa),
dibawah kapasitas produksi yang dirancang dari 3.000 ton per tahun.
Tahun 1972
Pada tahun 1972, Bakrie berhasil meningkatkan produksi hingga 25.000 ton per tahun
dengan diameter hingga 4 inchi (untuk pipa saluran air).
Tahun 1978
Pada tahun 1978 Bakrie menghasilkan pipa dengan diameter hingga 6 5/8 inchi dan telah
memproduksi pipa dibawah API (American Petroleum Institute) untuk industri minyak dan
gas.
Dua tahun setelah pengakuan PT Bakrie Pipe Industries didirikan dan
telah menempati lokasi 38 Ha di Kabupaten Bekasi, Jawa barat. Pada saat itu PT
Bakrie Pipe Industries mampu memproduksi pipa baja dari 16 inchi dibawah
kapasitas produksi yang dirancang dari 70.000 Ton per tahun.
Tahun 1995
Pada tahun 1995 PT Bakrie Pipe Industries memperluas pabrik dengan
pemasangan mesin KT 24 (Kaiser Torrance 24) dan VAI 4 (Voest Alpine 4 inch)
yang mampu menghasilkan pipa baja hingga diameter 24 inchi.
Saat ini PT Bakrie Pipe Industries memiliki kapasitas yang dirancang
hingga 310.000 Ton per tahun. Sejak tahun 2005 PT Bakrie Pipe Industries juga
telah diakui oleh DNV (Det Norske Veritas) setelah pipa dengan spesifikasi DNV
Offshores OS-F101 Kapal Selam Pipeline System telah diproduksi.

LOGO PERUSAHAAN
• Dua garis tebal lengkung berwarna merah bata mencerminkan tanah khas
Indonesia yang subur. Bentuk ini seakan-akan terbagi dua oleh bidang putih
ditengahnya menandakan tanah yang telah diolah berarti akan semakin
subur. Bentuk lengkung mengambil citra permukaan bumi yang bulat
• Titik-titik biru diatasnya mencerminkan langit semesta, melambangkan cita-
cita yang tinggi namun tidak melupakan tempat asalnya.

• Logo tidak dibatasi dengan kotak atau lingkaran, menandakan
kedinamisan yang tidak terbatas.
• Komposisi grafis mengambil gaya seni modern, dimaksudkan untuk
memposisikan citra Bakrie ke masa depan (futuristic) yang
membedakannya dengan perusahaan lain.

Visi dan Misi PerusahaanVISI
Menjadi perusahaan pipa baja terkemuka di wilayah ASEAN.
MISI
Menyediakan produk yang dapat dipercaya, sesuai bahkan lebih baik dari
persyaratan yang ditetapkan pelanggan, degan harga yang kompetitif dan
pengiriman tepat waktu. Mengoperasikan aktifitas bisnis senantiasa didasari
nilai-nilai integritas, profesional, dan profitabilitas, mengutamakan
lingkungan kerja yang aman dan nyaman, memuaskan pelanggan dan
meningkatkan nilai investasi bagi pemegang saham.
Kebijakan Perusahaan• PT Bakrie Pipe Industries menyediakan tempat kerja yang aman dan
sehat dan menjamin bahwa semua kegiatan yang dilakukan
melindungi lingkungan.
• PT Bakrie Pipe Industries memenuhi semua peraturan dan
persyaratan lainnya yang berlaku.
• Mencegah terjadinya kecelakaan, sakit, kerugian, dan pencemaran.
• Memastikan perbaikan yang berkesinambungan di bidang kesehatan.

Fasilitas Produksi
PT Bakrie Pipe Industries didukung oleh mesin-mesin berteknologi tinggi dengan
inovasi terbaru antara lain: Mesin KT 24, VAI 4, WTM 8, dan MM 1. Produksi pipa
baja di PT Bakrie Pipe Industries dilakukan di 3 plant yang berbeda untuk ukuran
diameter pipa yang berbeda-beda. 3 Plant tersebut yaitu Plant MVSG (MM 1, VAI
4, Slitting dan Galvanish), plant WTM 8&16, dan Plant KT 24.
Plant MM 1
Plant MM 1 mempunyai desain kapasitas produksi 10.000 Ton per tahun dan
mampu memproduksi pipa berdiameter ½ inchi-1 ¼ inchi, dengan ketebalan 1,3
mm – 3,2 mm.
Plant VAI 4
Plant VAI 4 mempunyai desain kapasitas produksi 60.000 Ton per tahun
dan mampu memproduksi pipa berdiameter 1 ½ inchi - 4 inchi, memiliki
ketebalan 1,5mm-6mm. Pada plat VAI 4 ini juga dapat memproduksi pipa
persegi RHS (Rectangular Hollow Section) dan SHS (square Hollow Section).
Plant Slitting
Plant slitting mempunyai desain kapasitas produksi 100.000 Ton per tahun
dan mampu memproses coil sampai ketebalan 8,2 mm. Plant Slitting ini
memproduksi Coil lebar yang dibentangkan menjadi plat baja, kemudian
di-Slittel dibelah plat baja lebar menjadi beberapa ukuran plat baja sesuai
kebutuhan Plant produksi MM 1, VAI 4, dan WTM 8&16.

Plant Galvanish
Plant Galvanish mempunyai desain kapasitas produksi 15.000 Ton per
tahun dan mampu memproses pipa dengan panjang 6 meter. Plant
Galvanish ini memproses pipa baja jadi dengan memberi lapisan Seng
(Zinc Coating) pada permukaan pipa untuk mencegah korosi pada pipa
baja.
Plant WTM 8
Plant WTM 8 mempunyai desain kapasitas produksi 30.000 Ton per tahun
dan mampu memproduksi pipa berdiameter 4 inchi - 8 inchi, dengan
ketebalan 2,9 mm – 8,18 mm.

Plant WTM 16
Plant WTM 16 mempunyai desain kapasitas produksi 60.000 Ton per
tahun dan mampu memproduksi pipa berdiameter 6 inchi – 16 inchi,
memiliki ketebalan 4,8 mm – 12,7 mm.
Plant KT 24
Plant KT-24 mempunyai desain kapasitas produksi 150.000 ton per tahun
dan mampu memproduksi pipa berdiameter 8 inchi – 24 inchi, memiliki
ketebalan 4,8 mm – 15,9 mm.

Proses ProduksiPenerimaan
Coil Uncoiler LevellingShearing and
Jointing
Side TrimmingEdge ScarfingUltrasonic On
Line InspectionForming
Welding Bead Removing
Ultrasonic Testing for Weld
Seam
Air and Water Cooling
Heat Treatment
SizingMarking CodeCut Off
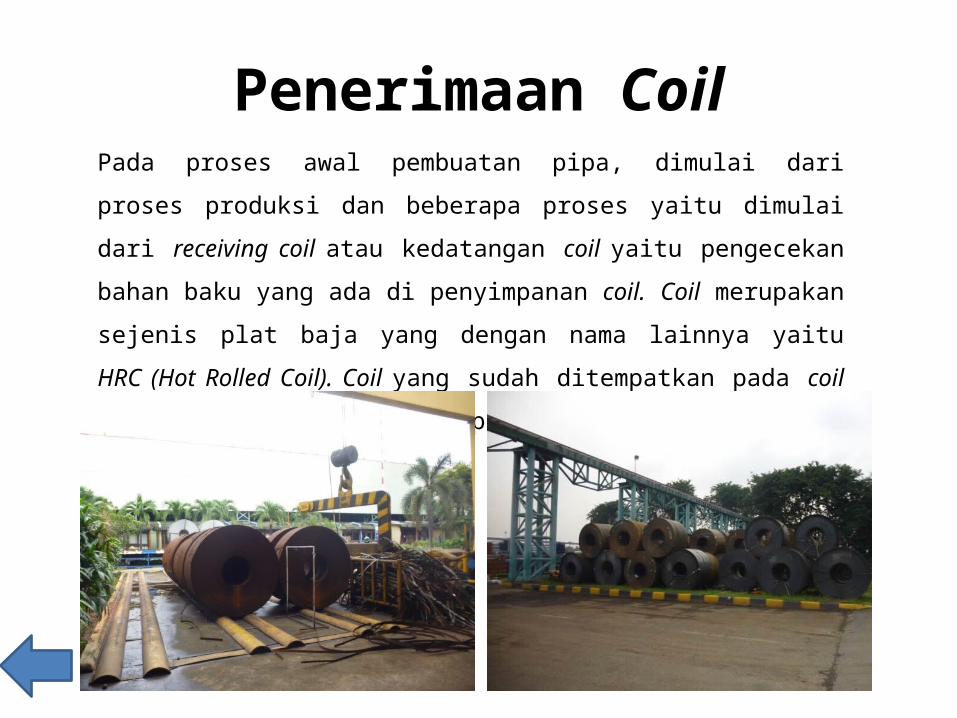
Penerimaan CoilPada proses awal pembuatan pipa, dimulai dari proses produksi dan
beberapa proses yaitu dimulai dari receiving coil atau kedatangan coil yaitu
pengecekan bahan baku yang ada di penyimpanan coil. Coil merupakan
sejenis plat baja yang dengan nama lainnya yaitu HRC (Hot Rolled Coil). Coil
yang sudah ditempatkan pada coil storage kemudian diletakkan pada jalur
coil.
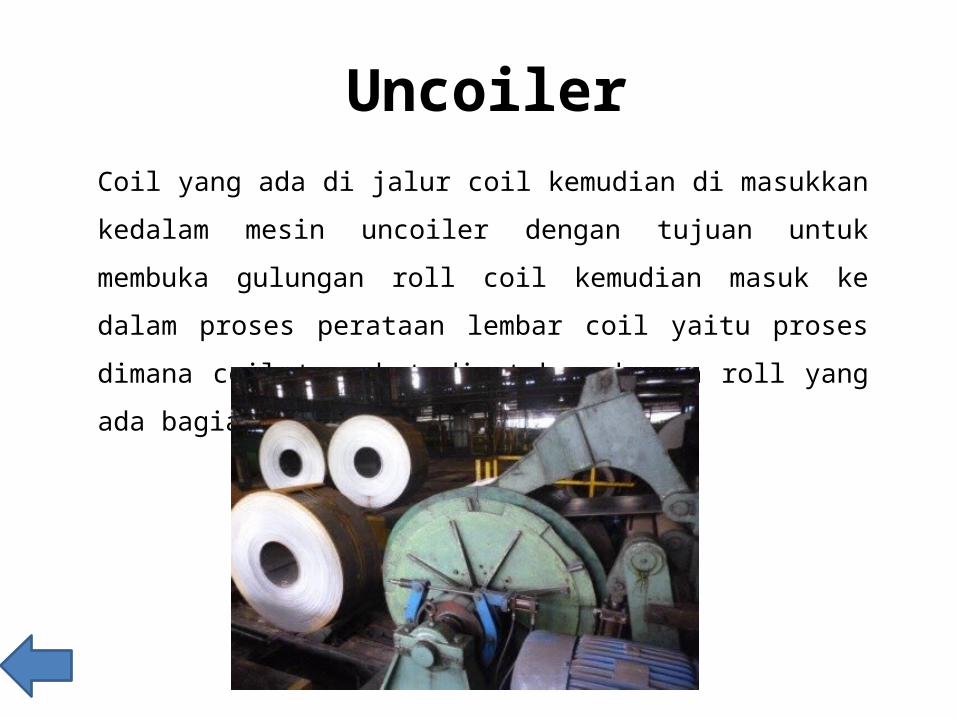
UncoilerCoil yang ada di jalur coil kemudian di masukkan kedalam mesin
uncoiler dengan tujuan untuk membuka gulungan roll coil kemudian
masuk ke dalam proses perataan lembar coil yaitu proses dimana coil
tersebut diratakan dengan roll yang ada bagian atas dan bawahnya.

LevellingLevelling adalah prosedur yang menetapkan cara meratakan lembaran
pelat dengan menggunakan mesin leveler.

Shearing and JointingProsedur ini menetapkan
cara untuk menyambung
antara ujung coil yang
satu dengan coil
berikutnya dengan cara
pengelasan sesuai
dengan persyaratan yang
telah ditentukan untuk
mendapatkan sambungan
antara coil yang baik bagi
proses selanjutnya.

Side TrimmingSide Trimming yaitu proses pemotongan
lidah coil untuk penyambungan ujung coil
yang satu dengan yang lainnya serta
mendapatkan ujung coil yang rata dan
tegak lurus. Untuk meratakan bagian
kedua sisi dari plat digunakan mesin side
trimmer yang ada di mesin tersebut
setelah proses pemotongan dan
penyambungan lidah coil.

Edge ScarfingEdge scarfing merupakan cara menghaluskan dan meratakan pinggiran
strip setelah pemotongan di side trimmer, untuk mendapatkan
permukaan yang halus dan bersih sehingga diperoleh kualitas
pengelasan yang baik.

Ultrasonic On Line InspectionUltrasonic on line inspection dilakukan untuk pengecekan hasil lasan.
FormingDalam proses ini pipa dibentuk. Lembaran plat dibentuk/ ditekuk
sehingga menjadi bentuk silinder.


WeldingPipa yang akan dibentuk tadi selanjutnya akan dilas. Pinggiran plat
yang sudah berbentuk silindris dengan cepat dipanaskan
menggunakan mesin high frequency welding (HFW).

Bead RemovingBead removing yaitu proses pembersihan/ penyerutan butiran sisa
pengelasan didalam dan diluar pipa. Penyerutan sisa pengelasan ini di
bagi 2, penyerutan kampuh las bagian dalam dan kampuh las bagian
luar.
Ultrasonic Testing for Weld Seam
Setelah proses pengelasan panjang, lapisan bujur pipa harus di periksa untuk
melihat kecacatan pada pengelasan dengan menggunakan mesin ultrasonic flaw
detector.
Kriteria yang diterima :
• Hasil dari pemeriksaan dingunakan untuk informasi saja (pengendalian
dari pabrik)
• Pengkoresian dilakukan dengan test ultrasonic.
• Area yang tidak di teruskan di tandai dengan cat semprot
• Mesin cat semprot harus dalam kualitas yang baik untuk mencegah
abrasi pada proses tersebut.
Heat TreatmentLapisan yang dilas dan seluruh bagian pipa di panaskan setelah proses
pengelasan dengan suhu minimal 850 C.
Poin yang harus diperhatikan :
• Posisi inductor harus tepat diatas center line dari lapisan yang telah di las
Temperature dari lapisan yang telah dilas harus di cek dengan sensor
pyrometer dan di catat di table catatan (pyrometer harus di kalibrasi setiap
tahun)
• Setiap bagian pipa yang tidak menerima proses heat treatment harus di
tandai dengan cat semprot dan dipanaskan ulang berdasarkan prosedur
perlakuan panas.

Air and Water CoolingPada proses ini bagian sambungan las didinginkan dengan udara
kemudian di semprot dengan air pendingin.
SizingSizing berfungsi untuk mereduksi keliling atau diameter pipa,
memperbaiki kebulatan pipa (roundness), meluruskan pipa
(straightening), dan memperbaiki ketidak sempurnaan bentuk dan
permukaan pipa. Sizing dilakukan dengan menjalankan pipa melewati
beberapa roll horizontal dan vertical.
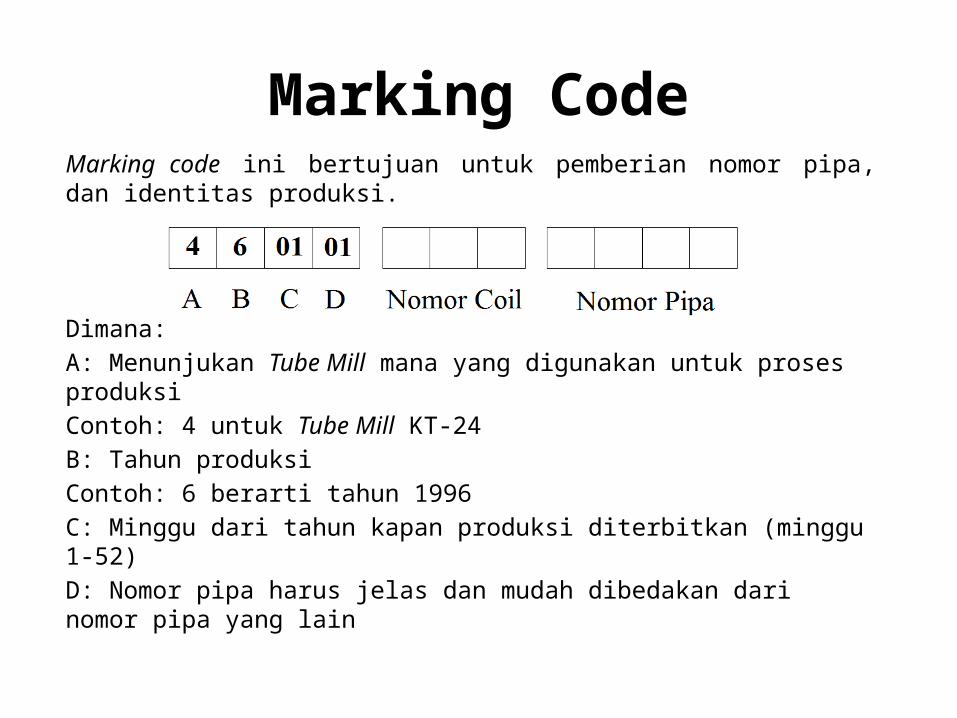
Marking CodeMarking code ini bertujuan untuk pemberian nomor pipa, dan identitas produksi.
Dimana: A: Menunjukan Tube Mill mana yang digunakan untuk proses produksiContoh: 4 untuk Tube Mill KT-24B: Tahun produksiContoh: 6 berarti tahun 1996C: Minggu dari tahun kapan produksi diterbitkan (minggu 1-52)D: Nomor pipa harus jelas dan mudah dibedakan dari nomor pipa yang lain

Cut OffCut off adalah proses pemotongan pipa dimana pipa yang sudah diproses
tersebut dipotong sesuai dengan ukutan dan diameter yang diminta oleh
konsumen.

Analisa Jarak Aman Pengangkatan Pada Mobile Crane
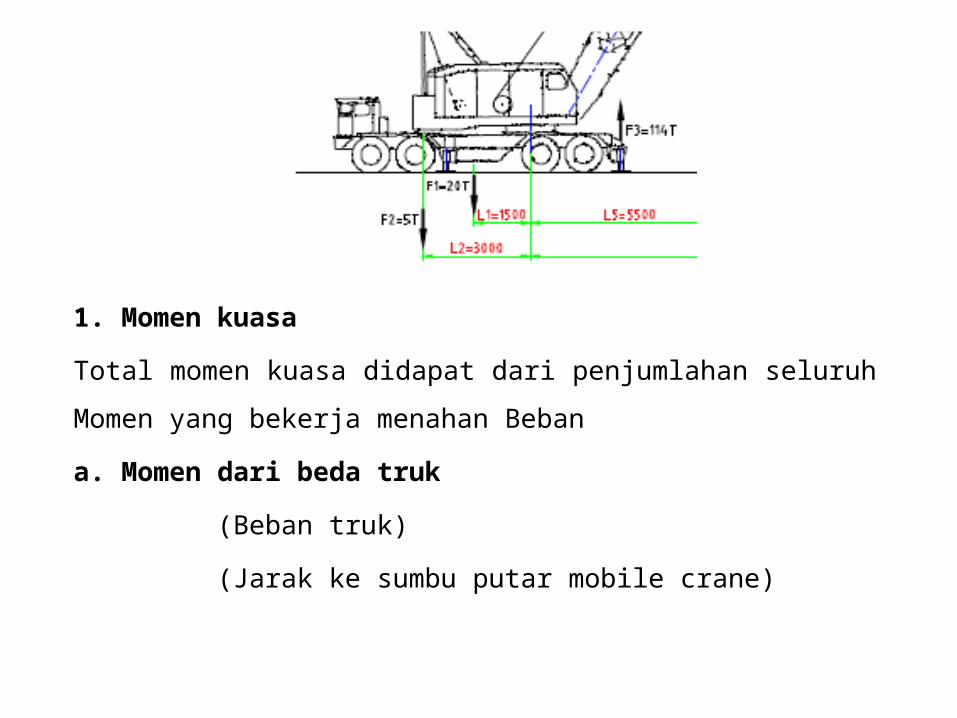
1. Momen kuasa
Total momen kuasa didapat dari penjumlahan seluruh Momen yang
bekerja menahan Beban
a. Momen dari beda truk
(Beban truk)
(Jarak ke sumbu putar mobile crane)

b. Momen dari Pemberat (Counter Weight)
(Pemberat)
(Jarak ke sumbu putar mobile crane)

c. Momen dari gaya penyangga
(Diameter piston penyangga)
(Luas area piston penyangga)
(Tekanan power pack)
(Gaya penyangga)
(Jumlah penyangga yang menahan beban)
(Total momen penyangga)
d. Total momen kuasa
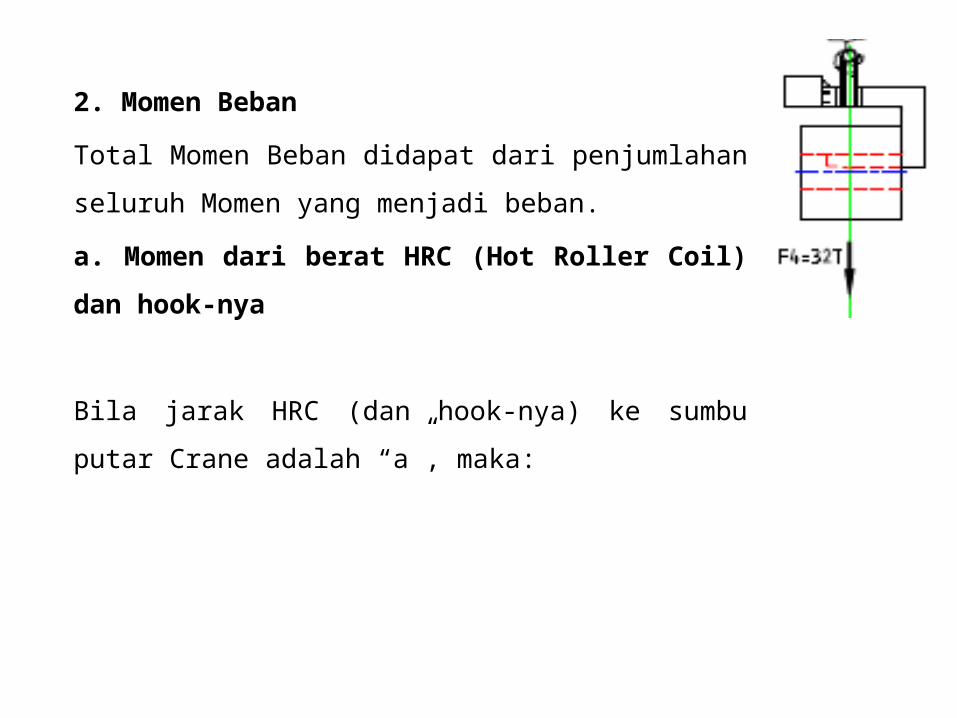
2. Momen Beban
Total Momen Beban didapat dari penjumlahan seluruh
Momen yang menjadi beban.
a. Momen dari berat HRC (Hot Roller Coil) dan hook-nya
Bila jarak HRC (dan hook-nya) ke sumbu putar Crane adalah
“a”, maka:

b. Momen dari berat boom
Asumsikan jarak titik berat Boom ke sumbu putar Crane adalah
setengah dari “a”, maka:
c. Total momen beban







