
Obróbka cieplno-chemiczna
Niektóre elementy części maszyn, aby efektywnie działać powinny posiadać twardą powierzchnię odporną na ścieranie, oraz ciągliwy rdzeń. Własności te zapewniają dobrą pracę w warunkach obciążeń zmiennych połączonych z dużymi naciskami.

Cel obróbki cieplno-chemicznej
Obróbkę cieplno-chemiczną, stosuje się w celu uzyskania wysokiej twardości warstwy powierzchniowe przedmiotu, przy zachowaniu ciągliwego rdzenia. Zapewnia to dużą odporność ni ścieranie i wysoką wytrzymałość na obciążenia dynamiczne, a w niektórych przepadkach zabezpiecza stal przed korozją.
Obróbka cieplno–chemiczna polega na zamierzonej dyfuzyjnej zmianie składu chemicznego warstwy powierzchniowej elementów metalowych w celu uzyskania odpowiednich własności użytkowych.
Definicja:

Schemat powstawania warstw powierzchniowych w wyniku obróbki cieplno–chemicznej stali a) Zmiana stężenia pierwiastka nasycającego w warstwie powierzchniowej poniżej zakresu jego rozpuszczalności, b) Przyrastanie warstwy w wyniku tworzenia się faz pod powierzchnią, c) Narastanie warstwy w wyniku tworzenia się faz na powierzchni stali

Schemat zmian stężenia pierwiastka nasycającego w warstwie przejściowej;
ci – stężenie pierwiastka
nasycającego w rdzeniu stali obrabianej cieplno– chemicznie

Obróbkę cieplno-chemiczną przeprowadza się w środowisku bogatym w składnik dyfundujący do stali. W większości przypadków stosuje się środowisko gazowe i wówczas w czasie obróbki zachodzą trzy podstawowe procesy:
a) dysocjacja — polegająca na rozkładzie cząsteczek gazu i utworzeniu aktywnych atomów pierwiastka dyfundującego, np.
2CO → CO2 + C CH4 →C+2H2
NH3 → 3H + N
b) adsorpcja — polegająca na osadzaniu wolnych atomów na
powierzchni metalu
c) dyfuzja — polegająca na przemieszczaniu się obcych atomów
w sieci przestrzennej obrabianego metalu

DYFUZJA
Mechanizmy dyfuzji w kryształach : a) wakansowy, b) międzywęzłowy, c) bezpośredniej wymiany, d) pierścieniowy, e) międzywęzłowo–węzłowy, f) węzłowy szeregowy
Schematyczne przedstawienie kierunków dyfuzji atomów; 1 – wzdłuż powierzchni, 2 – po granicach ziarn, 3 – przez ziarna

Rodzaje obróbki cieplno-chemicznej

Podział metod obróbki cieplno–chemicznej ze względu na stan ośrodka nasycającego

Tendencje rozwojowe technologii obróbki cieplnej i powierzchniowej, w tym cieplno-chemicznej

Nawęglanie Azotowanie Węgloazotowanie i azotonawęglanie Chromowanie Aluminiowanie Cynkowanie Implantacja jonowa CVD i PVD
Przegląd technologiczny kluczowych metod obróbki cieplno-chemicznej:
Jednym z najstarszych procesów obróbki cieplno-chemicznej jest nawęglanie. Proces ten polega na wzbogaceniu warstwy powierzchniowej w węgiel na drodze dyfuzji poprzez wygrzewanie przedmiotu w temperaturze powyżej Ac3 w ośrodku wydzielającym węgiel aktywny „in statu nascendi”. Nawęglanie ma na celu otrzymanie twardej i odpornej na ścieranie warstwy wierzchniej, przy równocześnie ciągliwym rdzeniu co zapewnia wysoką odporność na obciążenia dynamiczne. Proces szeroko stosowany w budowie maszyn do produkcji kół zębatych, krzywek, wałków, sworzni tłokowych itp.
Nawęglanie
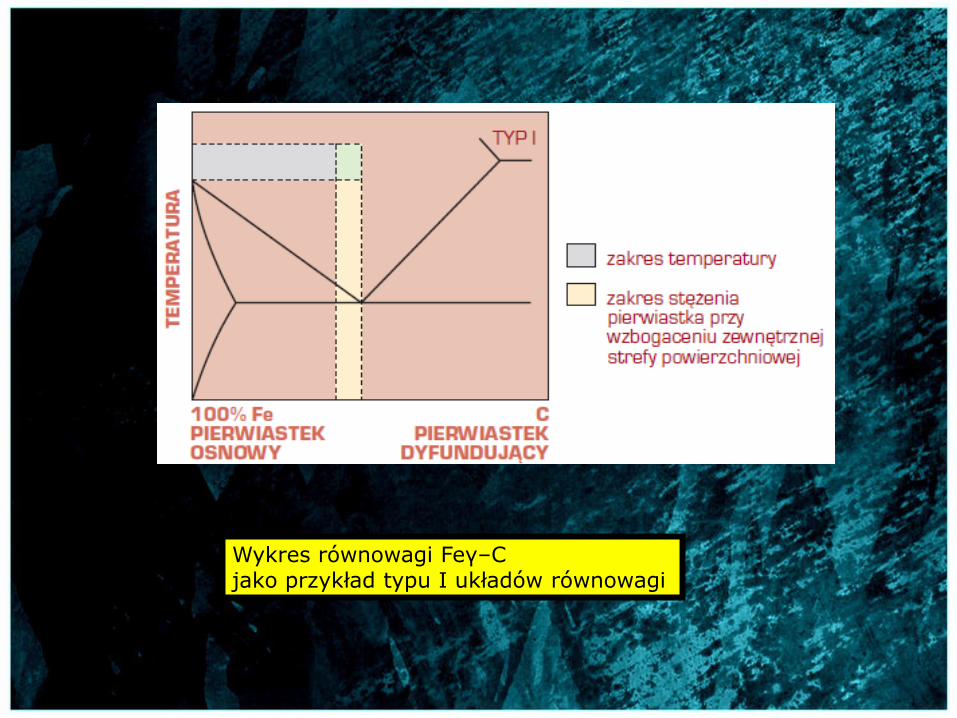
Wykres równowagi Feγ–C jako przykład typu I układów równowagi

Nawęglanie Proces nawęglania realizowany jest najczęściej jako:
W ośrodkach stałych (dawniej karbonizacja)
Nawęglanie gazowe
W ośrodkach ciekłych (połączone z azotowaniem-cyjanowanie)
Nawęglanie jonizacyjne
Nawęglanie w złożu fluidalnym
Temperatura procesu: 900 – 950 °C Grubość warstwy nawęglonej: 0,5-1,5 mm Zawartość węgla w warstwie nawęglonej: 0,7-1,0 %C Obróbka cieplna po nawęglaniu: hartowanie i odpuszczanie Twardość warstwy nawęglonej: ok.60 HRC Stale konstrukcyjne niestopowe, automatowe, stopowe do nawęglania

Wpływ czasu nawęglania na grubość warstwy
nawęglanej
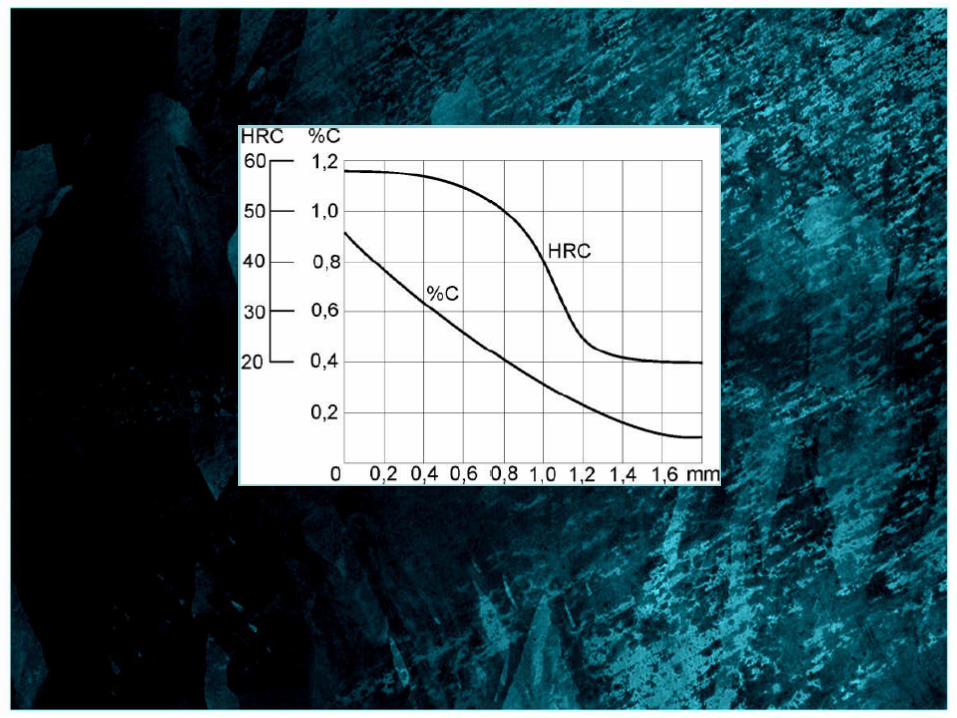
Rozkład stężenia węgla w warstwie nawęglonej (linią przerywaną zaznaczono stężenie węgla w rdzeniu)
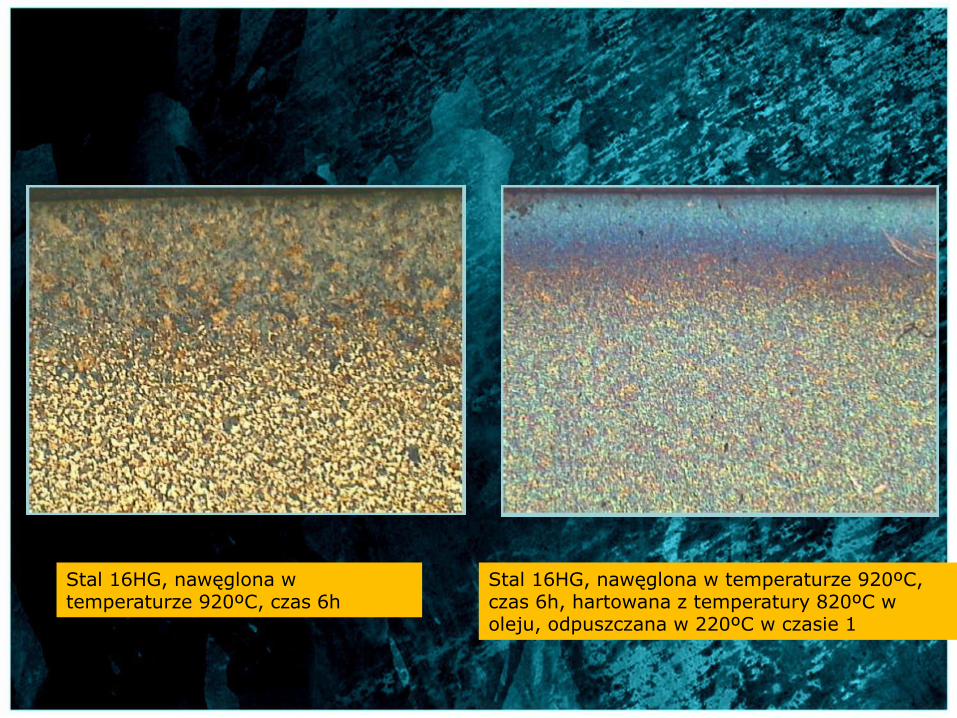
Stal 16HG, nawęglona w temperaturze 920ºC, czas 6h, hartowana z temperatury 820ºC w oleju, odpuszczana w 220ºC w czasie 1
Stal 16HG, nawęglona w temperaturze 920ºC, czas 6h

Hartowanie i odpuszczanie warstwy
nawęglonej
Schemat obróbki cieplnej stali po nawęglaniu; a – hartowanie bezpośrednie z temperatury nawęglania i niskie odpuszczanie, b – jednokrotne hartowanie z temperatury właściwej dla rdzenia, c – jednokrotne hartowanie z temperatury właściwej dla warstwy powierzchniowej, d – dwukrotne hartowanie z niskim odpuszczaniem

Nawęglanie w ośrodkach stałych
Nawęglanie w ośrodkach stałych, obecnie rzadko stosowane, odbywa się w proszku węgla drzewnego, często wymieszanego ze sproszkowanymi węglanami sodu, wapnia, litu lub baru, zwykle w temperaturze ok. 900°C.
BaC03 + C → BaO + 2CO 2CO → CO2 + C
W wyniku reakcji spalania przy niedomiarze tlenu powstaje CO, z którego tworzy się CO2 i węgiel atomowy, nasycający powierzchnię stali. Do nawęglania mogą być również wykorzystywane pasty zawierające np. 50% sadzy, 20% węglanu baru, 20% węglanu sodu i 10% żelazocyjanku potasu lub 50% sadzy, 40% węglanu sodu, 10% żelazochromu, związane melasą. Sposób ten umożliwia otrzymanie warstw nawęglonych na niektórych wybranych powierzchniach obrabianego przedmiotu.

NAWĘGLANIE GAZOWE
Podczas nawęglania gazowego, często stosowany obecnie, odbywa się w temperaturze ok. 920°C w atmosferze tlenku węgla.
Metody otrzymywania ośrodka nawęglającego polegają na: Otrzymywaniu tlenku węgla w piecu – w wyniku częściowego spalania węglowodorów w powietrzu. Wytwarzaniu atmosfery nawęglającej z ciekłych związków organicznych, np. nafty, metanolu, etanolu lub acetonu, rozkładających się w temperaturze ok. 700°C na węgiel i wodór.
Gazy nawęglające są specjalnie oczyszczane, co zapobiega niekorzystnemu osadzaniu się sadzy na powierzchni obrabianych przedmiotów, utrudniającej adsorpcję węgla. Poza temperaturą i czasem nawęglania o wynikach procesu
decyduje potencjał węglowy i natężenie przepływu ośrodka
nawęglającego

Podział atmosfer do obróbki
cieplnej i cieplno-chemicznej
Ze względu na metody wytwarzania atmosfery ochronne można podzielić na bezgeneratorowe, generatorowe.
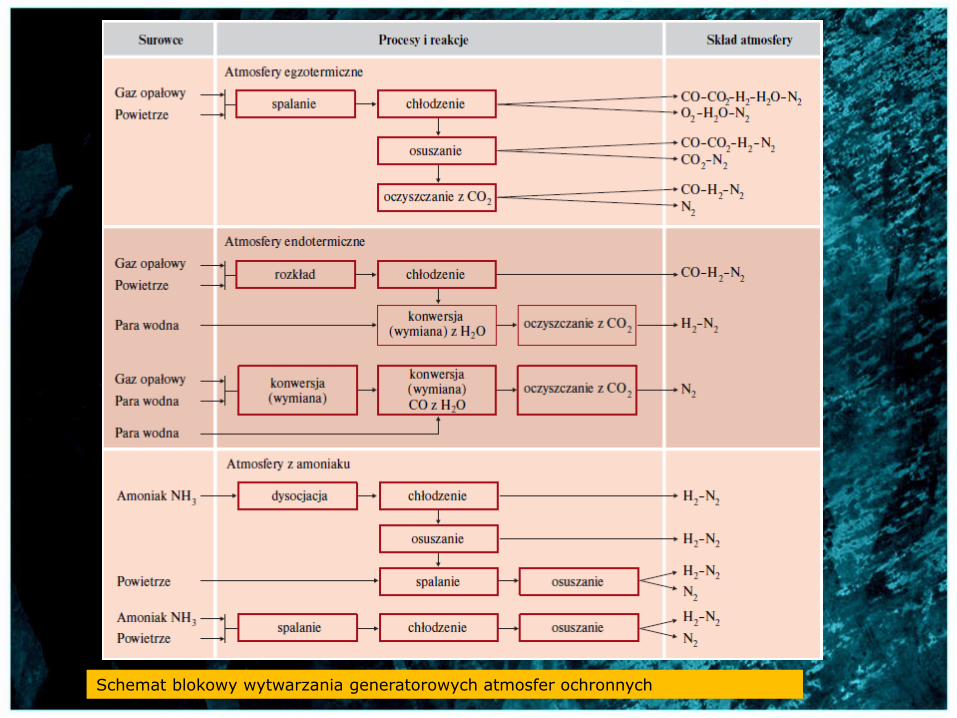
Schemat blokowy wytwarzania generatorowych atmosfer ochronnych

Potencjał węglowy atmosfery do nawęglania
Potencjał węglowy to zawartość węgla w stali będąca w równowadze z atmosferą nawęglającą
CO+CO = CO2+[C] In statu nascendi
Reakcje pomocnicze
CH4+N2+2O2 = 2H2O+N2+CO2 Całkowite spalenie w powietrzu
Spalenie częściowe-dysocjacja
CH4+N2 +O2 = H2O+H2+N2 +CO
Podobnie przebiegają dysocjacje: C3H8- propan C2H5(OH) - etanol CH3-CO-CH3 - aceton
Gaz ziemny
H2O CO
Równowaga
Potencjał węglowy
Definicja:

Pomiar potencjału węglowego atmosfery nawęglającej poprzez
wyznaczenie punktu rosy

Generator atmosfery nawęglającej




Przebieg nawęglania gazowego


Pomiar potencjału węglowego atmosfery nawęglającej poprzez
wyznaczenie punktu rosy
Miernik punktu rosy typu DPC2530 przeznaczony jest do ciągłego pomiaru wartości punktu rosy atmosfer

Pomiar potencjału węglowego atmosfery nawęglającej poprzez
wyznaczenie punktu rosy

Nawęglanie w złożach fluidalnych
Polega na nagrzewaniu przedmiotów w atmosferze nawęglającej, która wytworzona zostaje poprzez szybki przepływ gazu poprzez złoże. Przepływ atmosfery jest na tyle duży, że powoduje to zawieszenie cząstek złoża, które zachowuje się jak ciecz. Do nawęglania stosuje się atmosfery endotermiczne wzbogacone, temperatura nawęglania wynosi od 900-950 C. Szybkość nawęglania w złożach fluidalnych jest większa od nawęglania w gazach, spowodowane jest to szybszym nagrzewaniem się elementów oraz oczyszczaniem powierzchni przez cząstki złoża. Wady nawęglania w złożach fluidalnych to duże straty energii poprzez konwekcję i promieniowanie, oraz w zależności od kształtu przedmiotu zmniejszenie lokalnej szybkości przepływu atmosfery, co powoduje, że metoda ta stosowana jest dla elementów o prostym kształcie.

Nawęglanie jonizacyjne
Nawęglanie jonizacyjne polega na wytworzeniu powierzchniowej warstwy dyfuzyjnej w zjonizowanym gazie. Do obróbki stosowane są reaktory, w których pod niskim ciśnieniem i wysokim napięciem powstaje plazma. Wsad jest katodą, a obudowa stanowi anodę. Wskutek wyładowań wsad nagrzewa się. Węgiel aktywowany plazmą przechodzi w postać jonową, wytworzone w ten sposób jony węgla są przyśpieszane w polu potencjalnym bombardując powierzchnię wsadu, która jest w ten sposób nawęglana. Nawęglanie jonizacyjne wykazuje wiele zalet w porównaniu z innymi metodami nawęglania: - duża szybkość nawęglania, - łatwa regulacja grubości i struktury warstwy nawęglonej, - wysoka wydajność procesu, - wysoka czystość przedmiotów obrabianych, - polepszenie warunków pracy i zmniejszenie zużycia energii, - brak konieczności regulacji przemian gazu.

Typowe części, dla których stosuje się nawęglanie:
•koła zębate silnie obciążone i poddawane zmiennym obciążeniom •wałki uzębione i z wieloklinami •wałki rozrządu i krzywki sterujące •sworznie tłokowe •gryzy narzędzi do wierceń geologicznych i górniczych •pierścienie i wałki łożysk wielkogabarytowych

Azotowanie
Azotowaniu utwardzającemu poddaje się specjalne stale stopowe, zawierające pierwiastki tworzące trwałe azotki o wysokiej dyspersji (AlN, CrN, MoN), które zapewniają zachowanie bardzo wysokiej twardości stali aż do temperatury ok. 500°C.
Azotowaniem nazywa się dyfuzyjne nasycanie azotem przypowierzchniowych stref przedmiotu. Zależnie od celu azotowania i sposobu jego przeprowadzania rozróżnia się: a) azotowanie utwardzające, b) azotowanie przeciwkorozyjne. W przeciwieństwie do nawęglania, azotowanie powoduje utwardzenie stref przypowierzchniowych bez dodatkowej obróbki cieplnej. Dlatego azotowaniu poddaje się stale uprzednio ulepszone cieplnie (hartowane i wysokoodpuszczone), przy czym temperatura ich odpuszczania jest nieco wyższa od temperatury azotowania utwardzającego.

Wykres równowagi Feα–N jako przykład typu II układów równowagi


Zużycie liniowe w funkcji czasu ścierania stali C45 azotowanej w amoniaku w temperaturze 580°C przez 8 h
Rozkład twardości na przekroju warstw naazotowanych w niektórych stalach

Azotowanie
gazowe
Układ równowagi fazowej żelazo – azot
ε
γ
Strefa azotowania wewnętrznego
Proces nieregulowany Proces regulowany


Dysocjometr amoniaku
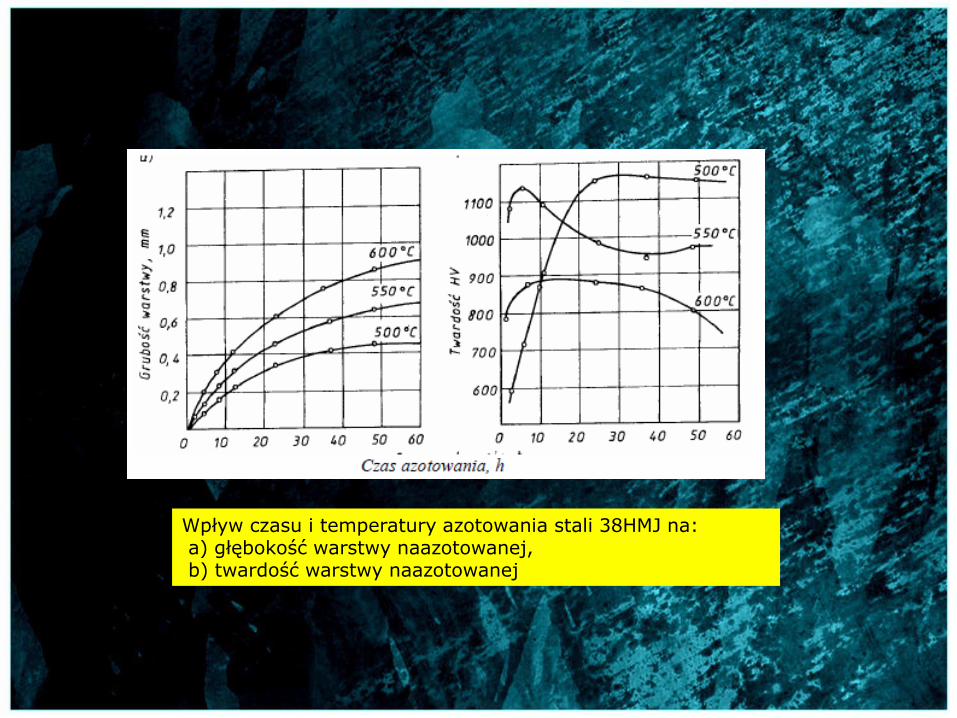
Wpływ czasu i temperatury azotowania stali 38HMJ na: a) głębokość warstwy naazotowanej, b) twardość warstwy naazotowanej

Wpływ czasu i temperatury azotowania na grubość warstwy azotowanej na stali 38HMJ
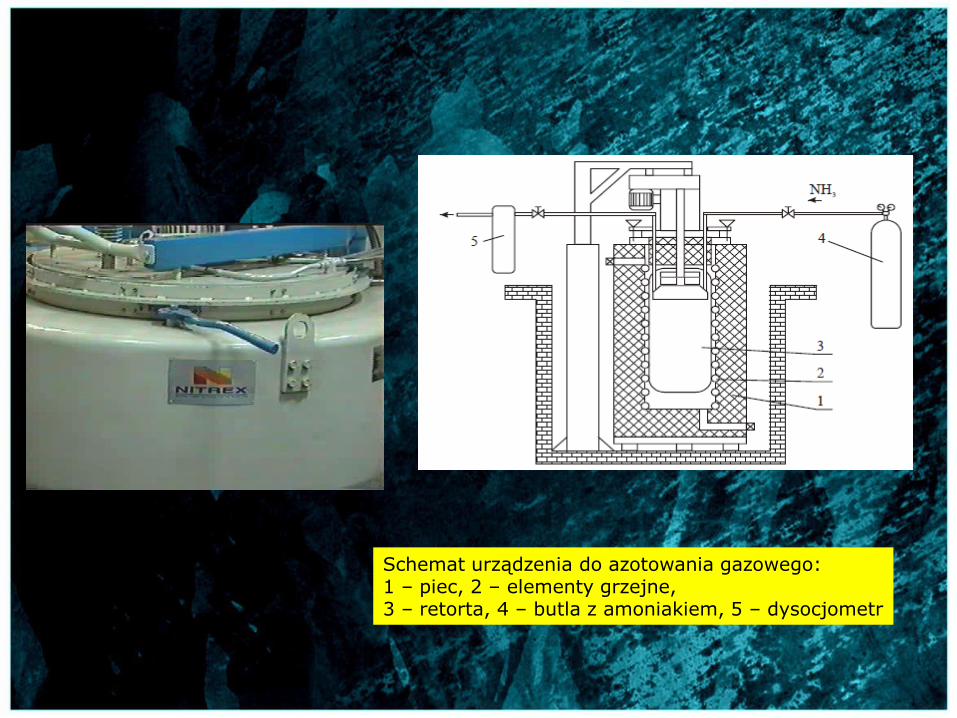
Schemat urządzenia do azotowania gazowego: 1 – piec, 2 – elementy grzejne, 3 – retorta, 4 – butla z amoniakiem, 5 – dysocjometr


Azotowanie jonizacyjne nazywane
czasem jarzeniowym
Schemat mechanizmu azotowania jonizacyjnego

Atmosfery obróbcze: • mieszaniny azotu i wodoru; • amoniak; • mieszaniny amoniaku i wodoru; • czysty azot.

Schemat urządzenia do azotowania jarzeniowego metodą „zimnych ścian komory"

Schemat metody azotowania jonowego z dodatkową katodą

Schemat urządzenia do azotowania jonowego l - źródło prądu stałego, 2 - azotowany przedmiot, 3 - wzbudnik indukcyjny, 4 – otwory promieniowe, 5 - przewód doprowadzający gaz, 6 - generator indukcyjny, 7 - pierścień, 8 - otwory promieniowe, 9 - przewód doprowadzający czynnik chłodzący

Nitrovac
Schemat budowy gniazda przystosowanego do prowadzenia technologii Nitrovac. 1 – izolacja termiczna, 2 - trzon grzejny, 3 - retorta, 4 - szafa elektryczna sterująca, 5 – pojemnik z ciekłą siarką, 6 - studzienka chłodząca, 7 – pompa rotacyjna.

Azotowanie kąpielowe - TENIFER
W kąpieli cyjaniany (-CN) przekształcane są na węglany uwalniając wolny azot i węgiel
NaCN, z solami obojętnymi. NaCl lub Na2CO3

Azotowanie w proszkach jest metodą prymitywną, ze względów ekonomicznych może mieć zastosowanie jedynie przy jednostkowej produkcji dużych elementów o nieregularnym kształcie. Do azotowania w proszkach można stosować proszek o następującym składzie: • cyjanomid wapniowy CaN (CN) -80% • węglan sodowy Na2CO3 -15% • żelazo-mangan (Fe-Mn) -3% • węglik krzemu (SiC) -2%

Węgloazotowanie i azotonawęglanie
Węgloazotowanie i azotonawęglanie są procesami, których celem jest równoczesne nasycenie węglem i azotem części wykonanych ze stali
nisko i średniowęglowych. Procesy te pozwalają uzyskać warstwę o wysokiej twardości, odporną na ścieranie, o podwyższonej wytrzymałości przy zachowaniu ciągliwego rdzenia. Obydwa procesy wykonuje się w ośrodkach gazowych lub ciekłych w temperaturze 750 – 900oC dla węgloazotowania i 560 -680oC dla azotonawęglania. W wyniku węgloazotowania otrzymuje się warstwy o grubości od 0,1 - 0,5 mm i twardości ok. 58 HRC przy twardości rdzenia ok. 35-45 HRC. Grubość warstwy azotonawęglanej jest mała i wynosi zwykle 0,01-0,02 mm. Proces szeroko stosowany w budowie maszyn, przemyśle motoryzacyjnym, lotniczym itp. do obróbki wałków, sworzni itp.

Chromowane dyfuzyjne
Rozróżnia się chromowanie utwardzające i antykorozyjne. Chromowanie utwardzające polega na dyfuzyjnym nasycaniu warstwy wierzchniej wyrobów chromem i węglem. Proces prowadzi się w atmosferze zawierającej chlorek amonu NH4Cl oraz aktywny chrom i proszek węglowy w temperaturze ok 1000 OC. Zachodzą reakcje: -w wytwornicy atmosfery
NH4Cl = HCl + NH3, Cr + 2HCl = CrCl2 + H2, oraz 2C + O2 = 2CO.
-w strefie powierzchniowej
CrCl2 = Cr + Cl2, CrCl2 + H2 = Cr + 2HCl, CrCl2 + Fe = Cr + FeCl2 oraz 2CO = C + CO2.
Cel: uzyskanie wyrobów o zwiększonej odporności na działanie czynników korozyjnych, podwyższenie żaroodporności stali do temp. 850OC, lub zwiększenie twardości i odporności na ścieranie powierzchni wyrobu wykonanego ze stali o wysokiej zawartości węgla.

Warstwa chromu na stali
Schemat struktury po chromowaniu, zmiany rozkładu pierwiastków i twardości w warstwie wierzchniej w zależności od odległości od chromowanej powierzchni
Chromowanie
Absorbowany węgiel i chrom przez powierzchnie tworzą węgliki: (Cr,Fe)23C6 i (Cr,Fe)7C3. Warstewka węglików o grubości od 0,005 do 0,04 mm wykazuje twardość ok. 1500 HV. Części maszyn poddawane chromowaniu utwardzającemu wykonuje się ze stali wysokowęglowych na wymiar, chromuje się, a następnie hartuje i nisko odpuszcza. Chromowaniu utwardzającemu poddaje się narzędzia do pracy na zimno i na gorąco, narzędzia tnące, skrawające i pomiarowe,, sprężyny, narzędzia do tworzyw sztucznych i szkła. Chromowanie antykorozyjne przeprowadza się dla wyrobów ze stali niestopowych niskowęglowych w atmosferze zawierającej lotne halogenki chromu, w temp. ok. 1000OC w czasie kilku godzin. Warstwa wierzchnia o grubości kilku setnych mm zostaje wzbogacona w Cr do ok. 70%. Jest ona nie utwardzona (wykazuje ok. 200 HV) lecz odporna na czynniki korozyjne i odporna na środowisko gazowe w temp. do 850OC. Po chromowaniu antykorozyjnym nie stosuje się dalszej obróbki cieplnej.
W podobny sposób jak chromowanie utwardzające przeprowadza się dyfuzyjne tytanowanie, wanadowanie i aluminiowanie.


Borowanie
Cel: uzyskanie wyrobów o twardej odpornej na ścieranie powierzchni. Borowanie polega na dyfuzyjnym nasycaniu powierzchni wyrobu wykonanego ze stali wysokowęglowej borem. Borowanie przeprowadza się w: -pastach lub proszkach zawierających węglik boru B4C, czteroboran sodu Na4B4C7 oraz wypełniacz tlenek glinu i chlorek amonu NH4Cl,
-Kąpielach zawierających węglik boru B4C, czteroboran sodu Na4 B4 C7 oraz chlorek sodu NaCl,
-Atmosferach gazowych stanowiących mieszaninę dwuborowodoru B2H6 , z gazem nośnym (wodorem, azotem, argonem).
Borowanie prowadzi się w temp. od 900 – 1000OC przez kilka do kilkunastu godzin. Uzyskuje się warstwy o grubości 0,03 – 0,15 mm zawierające borki żelaza Fe2B i FeB. Twardość warstw w zależności od rodzaju borków wynosi 1600 – 2000 HV. Wyroby ze stali naborowanej poddaje się dalszej obróbce cieplnej polegającej na hartowaniu i niskim odpuszczaniu. Cechują się one najwyższą odpornością na ścieranie w materiałach sypkich.

Wykres równowagi Fe–B jako przykład typu III układów równowagi
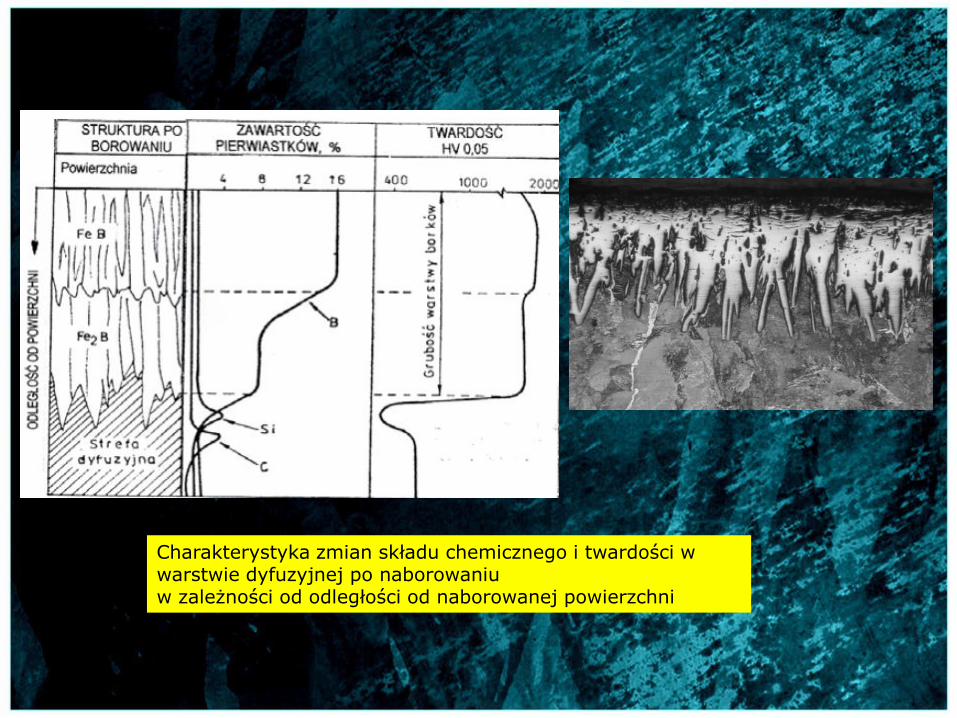
Charakterystyka zmian składu chemicznego i twardości w warstwie dyfuzyjnej po naborowaniu w zależności od odległości od naborowanej powierzchni

Tytanowanie
Układ równowagi Fe-Ti (a), Opis faz: α – roztwór tytanu w żelazie α, γ – roztwór tytanu w żelazie γ, TiFe2 - faza międzywęzłowa, TiFe - faza międzywęzłowa, (b) zmiany składu chemicznego zależnie od odległości od powierzchni tytanowanego żelaza, (c) budowa fazowa tytanowanego żelaza w temperaturze procesu T1 i (d) w temperaturze otoczenia T0
Tytanowanie dyfuzyjne polega na wytwarzaniu warstw węglików tytanu w warstwie wierzchniej stali w celu zwiększenia odporności na ścieranie i zużycie w temperaturze do 500°C. Powyżej tej temperatury węgliki tytanu ulegają utlenieniu.

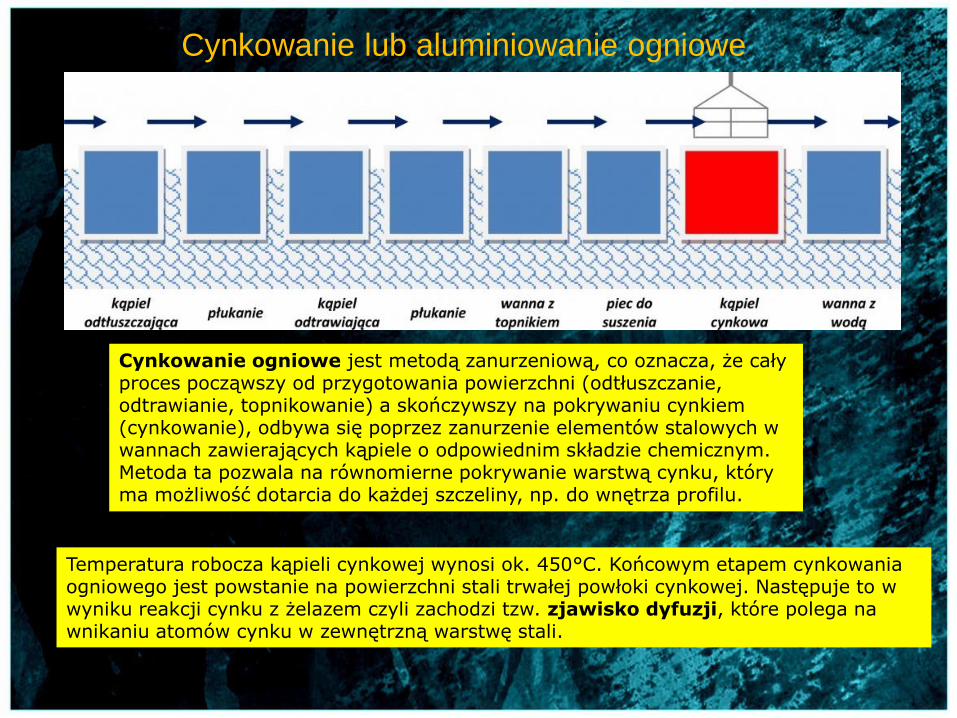
Cynkowanie lub aluminiowanie ogniowe
Cynkowanie ogniowe jest metodą zanurzeniową, co oznacza, że cały proces począwszy od przygotowania powierzchni (odtłuszczanie, odtrawianie, topnikowanie) a skończywszy na pokrywaniu cynkiem (cynkowanie), odbywa się poprzez zanurzenie elementów stalowych w wannach zawierających kąpiele o odpowiednim składzie chemicznym. Metoda ta pozwala na równomierne pokrywanie warstwą cynku, który ma możliwość dotarcia do każdej szczeliny, np. do wnętrza profilu.
Temperatura robocza kąpieli cynkowej wynosi ok. 450°C. Końcowym etapem cynkowania ogniowego jest powstanie na powierzchni stali trwałej powłoki cynkowej. Następuje to w wyniku reakcji cynku z żelazem czyli zachodzi tzw. zjawisko dyfuzji, które polega na wnikaniu atomów cynku w zewnętrzną warstwę stali.

Metalizowanie CYNK

Pierwszą warstwą, która występuje na powierzchni ocynkowanego elementu stalowego, jest warstwa w której występuje prawie czysty cynk - Zn (minimalna zawartość żelaza). Kolejne warstwy to tzw. warstwy stopowe, a więc Zeta, Delta i Gamma. Warstwa zeta zawiera około 6 % żelaza (Fe), kolejna warstwa Delta zawiera ok. 10 % żelaza , a ostatnia warstwa Gamma jest stopem żelaza i cynku, który zawiera około 25 % żelaza.

Schemat sekcji powlekania linii cynkowania z przeżarzaniem
Drut jest przepuszczany przez kąpiel cynkową (430 - 470 oC). W kąpieli cynkowej wytwarzana jest warstwa dyfuzyjna żelazo-cynk, składająca się z podwarstw kilku stopów Fe- Zn. Warstwa cynku jest tworzona na wierzchu tych podwarstw w momencie, gdy drut opuszcza kąpiel cynkową. Cynkowanie można podzielić na cynkowanie ciężkie (pionowe) (duża grubość powłoki; powłoka składa się głównie z wyciąganego cynku) i regularne (poziome) cynkowanie (mała grubość powłoki; powłoka jest głównie warstwą stopu żelazo-cynk). Większość kąpieli cynkowych jest ogrzewana gazem ziemnym lub innym paliwem przez dennicę i ściany boczne. Za kąpielą cynkową drut jest schładzany do temperatury otoczenia, stosując powietrze i wodę chłodzącą. Powlekanie ogniowe innymi metalami lub stopami jest realizowane w taki sam sposób.
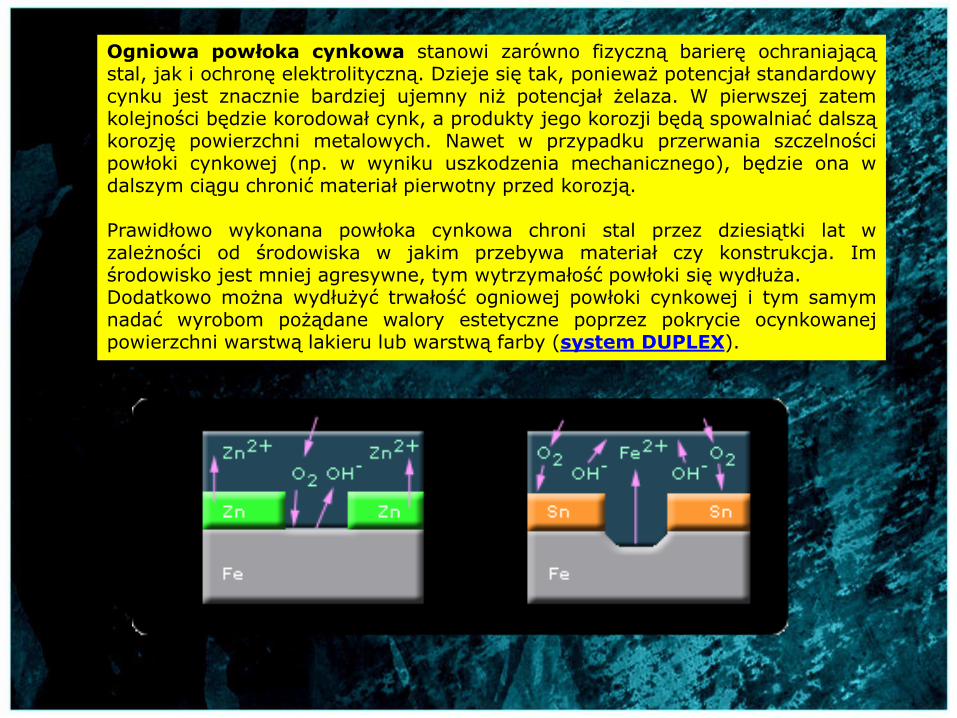
Ogniowa powłoka cynkowa stanowi zarówno fizyczną barierę ochraniającą stal, jak i ochronę elektrolityczną. Dzieje się tak, ponieważ potencjał standardowy cynku jest znacznie bardziej ujemny niż potencjał żelaza. W pierwszej zatem kolejności będzie korodował cynk, a produkty jego korozji będą spowalniać dalszą korozję powierzchni metalowych. Nawet w przypadku przerwania szczelności powłoki cynkowej (np. w wyniku uszkodzenia mechanicznego), będzie ona w dalszym ciągu chronić materiał pierwotny przed korozją. Prawidłowo wykonana powłoka cynkowa chroni stal przez dziesiątki lat w zależności od środowiska w jakim przebywa materiał czy konstrukcja. Im środowisko jest mniej agresywne, tym wytrzymałość powłoki się wydłuża. Dodatkowo można wydłużyć trwałość ogniowej powłoki cynkowej i tym samym nadać wyrobom pożądane walory estetyczne poprzez pokrycie ocynkowanej powierzchni warstwą lakieru lub warstwą farby (system DUPLEX).
Aluminiowanie kąpielowe
Cel: Zwiekszenie odpornosci na korozje i żaroodpornosci Sposób wykonania i własności: Aluminiowanie wykonywane jest albo metoda zanurzeniowa (w kąpieli czystego aluminium lub jego stopów) albo metoda proszkowa (przy użyciu proszków aluminium, tlenku aluminium, salmiaku, żelazoaluminium). Aluminiowane stale niestopowe są odporne na działanie temperatury do 950°C a aluminiowane stale stopowych żaroodporne) – do 1200°C. Aluminiowanie zwiększa również istotnie odporność na korozje w środowiskach roztworów wodnych, w gazach spalinowych i w płynnej siarce. Aluminiowanie stosowane jest szeroko, m.in. w przemyśle motoryzacyjnym oraz przy budowie pieców i innych urządzeń grzewczych oraz osprzętu do nich. C celem obniżenia kruchości warstwy aluminiowanej, wywołanej przez tworzące sie fazy międzymetaliczne oraz celem zwiększenia grubości warstwy, stosuje sie po aluminiowaniu dodatkowo wyżarzanie dyfuzyjne w 900÷1050oC przez 3 do 5 godzin.

Schemat pieca do nakładania powłok aluminiowych metodą zanurzeniową beztopnikową; 1 – obudowa ceramiczna, 2 – roztopione aluminium, 3 – nagrzewnica, 4 – tyrystorowy regulator mocy, 5 – termoelement, 6 – elektroda grafitowa, 7 – pokrywany przedmiot


Warstwa aluminiowana
Obraz mikrostruktury powłoki po aluminiowaniu w 550°C 1 - faza Al, 2 - mieszanina faz międzymetalicznych FeAl3, FeAl2 i FeAl, 3 – podłoże

Anodowanie aluminium
Ochronę przed korozją Podniesienie twardości powierzchni Podniesienie walorów estetycznych Możliwość zabarwienia powierzchni
Cel:
Co to jest anodowanie? Wytworzenie na powierzchni metalu warstwy konwersyjnej (niemetalowej) przy użyciu prądu elektrycznego. Możliwe jest anodowanie metali, takich jak niob, tytan, magnez, tantal, wolfram, hafn/cyrkon, jednakże najpopularniejsze jest anodowanie aluminium


Ogólna reakcja jest następująca:
2Al + 3H2O → Al2O3 + 3H2
Jest sumą osobnych reakcji na każdej elektrodzie. Reakcja na anodzie występuje na granicy metalu, tlenku i elektrolitu.
Jony tworzące tlenek są ruchliwe pod wysokim natężeniem pola elektrycznego. Na styku metal-tlenek zbliżające się aniony reagują z metalem:
2Al + 3O2- → Al2O3 + 6e-
Na granicy tlenku z elektrolitem, uwalniane kationy glinu reagują z wodą:
2Al3+ + 3H2O → Al2O3 + 6H+
W przypadku zaś rozpuszczania się glinu w elektrolicie podczas tworzenia porowatej warstwy reakcja wygląda następująco:
2Al → 2Al3+ + 6e-
Reakcja na katodzie to uwalnianie wodoru:
6H+ + 6e- → 3H2
Kończąca proces anodowania reakcja uszczelniania może być zapisana w taki
sposób: Al2O3 + 3H2O → 2AlOOH*H2O

Do nowoczesnych metod obróbki zaliczamy: - PVD (Physical Vapour Deposition), - CVD (Chemical Vapour Deposition)
1 Napylanie plazmowe 2 Osadzanie elektrolityczne i chemiczne 3 Fosforanowanie 4 Azotowanie (biała warstwa) 5 Naborowywanie 6 CVD 7 PVD, PACVD

Metody nanoszenia powłok CVD
Klasyczne, w której reakcje chemiczne aktywowane są cieplnie -Hot Filament CVD (HFCVD)
CVD pod ciśnieniem atmosferycznym (APCVD)
CVD pod obniżonym ciśnieniem (LPCVD) Plazmo-chemiczne - Plasma
Assisted CVD (PACVD) z użyciem różnych pól fizycznych: mikrofal (MWCVD),
fal radiowych (RFCVD),CVD aktywowana laserowo (LCVD),
CVD aktywowana wiązką promieni UV (photo CVD),
CVD z użyciem prekursorów metaloorganicznych (MO CVD),
CVD realizowana w złożu flidalnym - Fluidized - Bed CVD,
Chemiczna infiltracja z fazy gazowej - Chemical Vapour Infiltration
CVD, skrót angielskiej nazwy Chemical Vapour Deposition, jest procesem, w którym w wyniku reakcji chemicznej gazów zachodzącej przy powierzchni substratu deponowany jest na tę powierzchnię określony materiał. W celu wywołania reakcji gazy są uprzednio wzbudzane, np. mikrofalowo, do stanu plazmy. W procesie tworzenia warstwy biorą udział składniki podłoża

Konwencjonalny proces CVD dla warstw TiC

Schemat ideowy systemu do realizacji procesów CVD (gazy dobrane dla wytwarzania warstw TiN)

Podział metod CVD i ich ogólna charakterystyka na przykładzie wytwarzania powłok azotku tytanu

W procesie tworzenia warstwy biorą udział składniki podłoża. Wytwarzanie warstw metodą CVD następuje w szczelnym reaktorze w wyniku niejednorodnych katalizowanych chemicznie i fizycznie reakcji na powierzchni stali w temperaturze ok. 1000°C i przy ciśnieniu 1⋅105÷1,35⋅103 Pa. Proces prowadzony jest w atmosferach gazowych zawierających zwykle pary związków chemicznych metalu stanowiącego podstawowy składnik wytworzonej warstwy (węglikowej, azotkowej, borkowej, tlenkowej) w temperaturze 900÷1100°C. Najczęściej atmosfery złożone są z lotnego halogenku pierwiastka dyfundującego oraz węglowodoru, azotu, wodoru lub gazu obojętnego, np. argonu. W wyniku reakcji chemicznej zachodzącej na powierzchni metalu wydzielają się atomy (np. boru, chromu, tytanu, tantalu lub aluminium), ze związku (np. BCl3, CrCl2, TiCl4, TaCl4, Al2Cl3). Drugi składnik warstwy pochodzi z podłoża (np. węgiel w przypadku warstw węglikowych) lub z atmosfery (np. azot czy tlen w przypadku warstw azotkowych lub tlenkowych). Przykładowo, wytwarzanie złożonych warstw, zawierających węgliki i azotki tytanu, polega na wygrzewaniu przedmiotu obrabianego w temperaturze 1000÷1100°C w obecności czterochlorku tytanu TiCl4, metanu CH4, wodoru H2
i azotu N2 według reakcji:
TiCl4 + CH4 + H2 = TiC + 4HCl + H2 , 2TiCl4 + N + 5H2 → 2TiN + 8HCl + H2 .

Fizyczne osadzanie z fazy gazowej PVD – (Physical Vapour Deposition) metali lub jonów polega – przy wykorzystaniu grzania oporowego, łukowego, elektronowego laserowego - na doprowadzeniu osadzanego trudno topliwego metalu do stanu pary i osadzeniu go przez naparowanie, napylanie lub rozpylanie na powierzchni zimnego lub nieznacznie podgrzanego podłoża samego metalu lub związku metalu z gazem (np. azotków, węglików, borków) przy wykorzystaniu zjawisk elektrycznych.
Metody PVD

W większości przypadków powstawanie powłok w procesie PVD odbywa się w trzech etapach: •uzyskiwanie par nanoszonego materiału, •transport par (neutralnych lub zjonizowanych) na materiał podłoża, •kondensacja par nanoszonego materiału na podłożu i wzrost powłoki. Wymienione etapy procesu osadzania fizycznego w zależności od metody mogą być wspomagane dodatkowymi procesami fizycznymi, takimi jak: •jonizacja elektryczna otrzymanych par metali oraz dostarczonych gazów, •krystalizacja z otrzymanej plazmy metalu lub fazy w stanie gazowym. Duża różnorodność metod PVD stosowanych obecnie związana jest z: umiejscowieniem strefy otrzymywania i jonizowania par osadzonego materiału, sposobem otrzymywania par osadzanych metali lub związków przez: – odparowanie metalu lub związku stopionego oporowo, indukcyjnie, elektronowo lub laserowo,



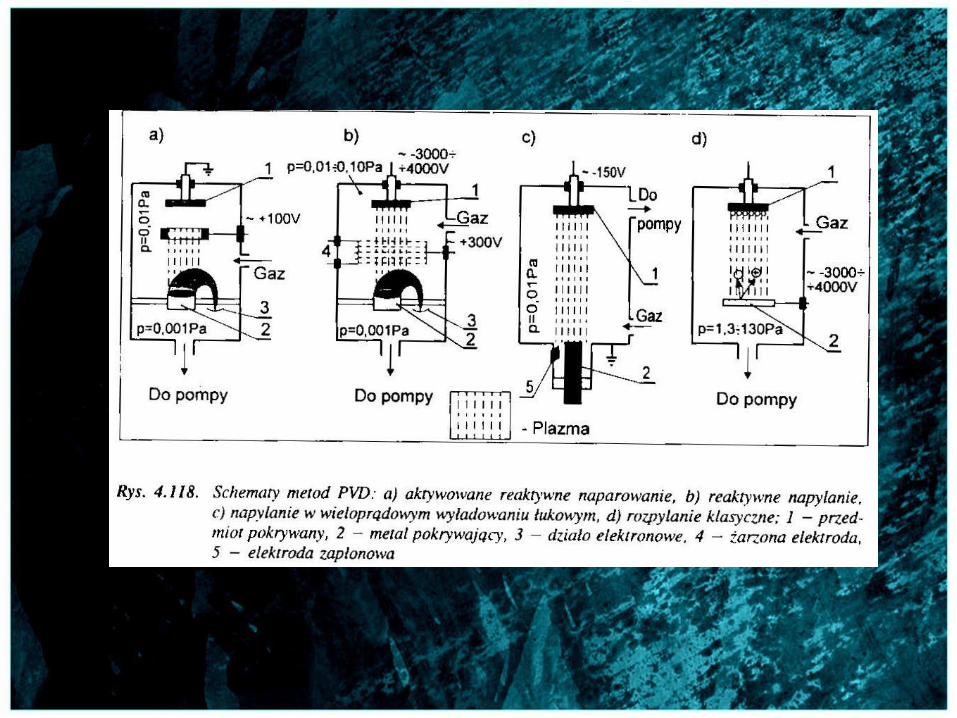
Metody PVD różnią się: umiejscowieniem strefy otrzymywania i jonizowania par nanoszonego materiału (strefy oddzielne lub wspólne), sposobem otrzymywania par osadzanych metali lub związków przez: •odparowanie, •sublimację, •rozpylanie katodowe lub anodowe metalu lub związku, •sposobem nanoszenia par metalu na podłożu poprzez: •naparowanie (Evaporation – E), •napylanie jonowe lub platerowanie jonowe (Ion Plating – IP); •rozpylanie (Sputtering – S); brakiem lub istnieniem intensyfikacji procesu nanoszenia warstw przez: metody reaktywne, metody aktywowane, metody mieszane reaktywno-aktywowane

Najczęściej spotykane metody PVD:
ARE – aktywowane reaktywnie naparowanie przy użyciu działa elektronowego BARE - aktywowane reaktywnie naparowanie przy użyciu działa elektronowego z ujemną polaryzacją podłoża ICB – reaktywne nanoszenie ze zjonizowanych klastrów TAE – odparowanie reaktywne łukiem elektrycznym CAD – katodowe odparowanie łukowe RIP – reaktywne napylanie jonowe HHCD – aktywowane odparowanie gorącą katodą wnękową, PPM – odparowanie metalu następuje impulsowo – plazmowo RMS – reaktywne rozpylanie magnetronowe

Wyroby poddawane obróbce CVD i PVD

NAWĘGLANIE PRÓŻNIOWE
Nawęglanie może odbywać się także pod obniżonym ciśnieniem w atmosferze metanu, propanu i innych gazów. W metodzie tej atomowy węgiel jest uzyskiwany w wyniku reakcji rozpadu wymienionych gazów. Nawęglanie próżniowe zapewnia lepszą adsorpcję węgla z atmosfery o niskim ciśnieniu i mniejsze zużycie gazu

NAWĘGLANIE JONIZACYJNE
Podejmowane są udane próby nawęglania jonizacyjnego (metoda ta zyskała szczególnie duże znaczenie w przypadku azotowania). Polega ono na wygrzewaniu stali w piecu próżniowym w atmosferze węglowodorów o niskim ciśnieniu z jednoczesnym przyłożeniem wysokiego napięcia stałego między obrabianym przedmiotem, który stanowi katodę, a anodą. W warunkach tych następuje wyładowanie jarzeniowe i wytworzenie plazmy. W wyniku aktywacji plazmą powstają jony węgla, przyspieszane w polu potencjału w pobliżu obrabianego materiału, który jest przez nie bombardowany, co znacznie ułatwia adsorpcję węgla przez metal. Metoda ta zapewnia wysoką wydajność procesu, umożliwia regulację grubości i struktury warstwy nawęglonej.




Wykres równowagi Feγ–C jako przykład typu I układów równowagi
Wykres równowagi Feα–N jako przykład typu II układów równowagi
Wykres równowagi Fe–B jako przykład typu III układów równowagi









