UNIVERSIDADE FEDERAL DO PARÁ
INSTITUTO TECNOLÓGICO CURSO DE ENGENHARIA MECÂNICA
MAURÍCIO LUIZ GEMAQUE PICANÇO / 0502105701
A ROBÓTICA NA INDÚSTRIA NAVAL
BELÉM-PA 2010
ii
MAURÍCIO LUIZ GEMAQUE PICANÇO
A ROBÓTICA NA INDÚSTRIA NAVAL
Trabalho de Conclusão de Curso apresentado a
Faculdade de Engenharia Mecânica do Instituto
Tecnológico na Universidade Federal do Pará
para obtenção do grau de Engenheiro Mecânico.
Orientador: Prof. Dr. Eduardo de Magalhães Braga
BELÉM-PA 2010
iii
MAURÍCIO LUIZ GEMAQUE PICANÇO / 0502105701
A ROBÓTICA NA INDÚSTRIA NAVAL
Trabalho de Conclusão de Curso apresentado
para obtenção do grau de Engenheiro Mecânico
pela Universidade Federal do Pará.
Submetido à banca examinadora constituída por: ______________________________________
Prof. Eduardo de Magalhães Braga, Dr. UFPA
Orientador ______________________________________
Prof. Petronio Medeiros Lima UFPA
Membro Interno
______________________________________ Eng°. Tárcio Cabral
Membro Externo
Julgado em 09 de fevereiro de 2010. Conceito:______________________________
BELÉM-PA 2010

iv
Aos meus pais:
Tarcisio Givoni Picanço e Rosemeri Gemaque Picanço As minhas tias:
Rosana Maria O. Gemaque e Rosinei Gemaque Cavalcante.
Aos meus avôs:
Vicente Arnaldo G. Gemaque e Maria Manoela O. Gemaque.

v
AGRADECIMENTOS
As pessoas mais importantes da minha vida, meus pais, Tarcisio e Rosemeri, pelo
amor, educação e confiança passados a mim e meus irmãos durante nossas vidas.
Aos meus avôs, Arnaldo e Manete, pela presença, amor e apoio dado a mim e meus
irmãos;
Aos meus irmãos, Tarcizio e Maiara, pelo convívio, paciência, amor e respeito
impagáveis;
As minhas tias, Rosana e Rosinei, pelo companheirismo, amizade, amor e suporte
dado a mim e meus irmãos desde o inicio de nossas vidas;
Aos meus tios, Marcos Dagoberto e Marcio Rolin, pelo incentivo, aconselhamento,
suporte e amizade;
Ao meu orientador, Professor Dr. Eduardo de Magalhães Braga, pela orientação,
incentivo, aconselhamento, respeito e amizade;
Ao Engenheiro Tárcio Cabral, pela orientação, suporte, incentivo, compreensão e
amizade;
Ao amigo Ângelo, pelo apoio, paciência e solidariedade;
Aos meus amigos, Rosivaldo, Leandro e Fred, pela amizade e companheirismo que
perduram por vários anos;
Aos meus amigos de Oriximiná, pela amizade e momentos de felicidade que me
proporcionam;

vi
Aos companheiros da graduação, pelos momentos de descontração e,
principalmente, pela cumplicidade nos instantes mais difíceis.
Àqueles companheiros que não foram mencionados, tenham certeza de que foram
de grande valia para esta realização, a vocês minhas desculpas e meus sinceros
agradecimentos.
vii
SUMÁRIO CAPÍTULO 1 INTRODUÇÃO ......................................................................................................... 01 1.1 – Considerações iniciais ................................................................................. 01
1.2 – Justificativas do problema ........................................................................... 02
1.3 – Objetivos do trabalho ................................................................................... 04
1.3.1 – Objetivo Principal...................................................................................... 04
1.3.2 – Objetivos específicos ............................................................................... 04
CAPÍTULO 2 REVISÃO BIBLIOGRÁFICA .................................................................................... 05
2.1 – Introdução ................................................................................................... 05
2.2 – Materiais comuns usados na construção naval ........................................... 07
2.3 – Processos de soldagem mais usados na construção naval ....................... 07
2.4 – Materiais de adição mais usados na fabricação naval ................................ 08
2.5 – Soldagem com eletrodo revestido ............................................................... 10
2.6 – Soldagem MIG/MAG ................................................................................... 14
2.7 – Soldagem com arame tubular ..................................................................... 16
2.8 – Soldagem a arco submerso ........................................................................ 17
2.9 – Modos de transferência de metal ................................................................ 19
2.10 – Gases de proteção .................................................................................... 22
2.11 – Soldagem robotizada ................................................................................ 24
2.12 – Problemas na fabricação dos painéis........................................................ 26
2.13 – Tensões residuais ..................................................................................... 27
2.14 - Distorções .................................................................................................. 28
2.15 – Métodos de enrijecimento de juntas .......................................................... 30

viii
CAPÍTULO 3 PROCEDIMENTOS EXPERIMENTAIS ................................................................... 33
3.1 – Especificação da embarcação .................................................................... 33
3.1.2 – Planta da embarcação .............................................................................. 34
3.2 – Estudo de caso ............................................................................................ 34
3.2.1 – Fabricação dos painéis ............................................................................. 34
3.2.2 – Fabricação do casco ................................................................................ 39
3.2.3 – Junção dos blocos ................................................................................... 42
3.2.4 – Edificação ................................................................................................. 44
CAPÍTULO 4 DISCUSSÕES DOS RESULTADOS ....................................................................... 46
4.1 – Distorções nos painéis do empurrador ........................................................ 46
4.2 – Sugestões para a minimização das distorções ........................................... 58
4.3 – Prováveis melhorias com a utilização dos procedimentos sugeridos .......... 54
CAPÍTULO 5 CONCLUSÕES ........................................................................................................ 56
5.1 – Sugestões para futuros trabalhos ............................................................... 57
5.2 – Referências ................................................................................................. 58
5.3 – Anexos ........................................................................................................ 60

ix
LISTA DE FIGURAS Capítulo I
Figura 1 – Painel enrijecido ..................................................................................... 03
Figura 2 – Montagem do bloco de uma embarcação .............................................. 03
Capítulo II Figura 3 – Soldagem com eletrodo revestido .......................................................... 10
Figura 4 – Processo básico de soldagem MIG/MAG ............................................... 14
Figura 5 – Processo de soldagem com arames tubulares ....................................... 16
Figura 6 – Soldagem a arco submerso .................................................................... 17
Figura 7 – Diferentes tipos de transferência ............................................................ 19
Figura 8 – Transferência por curto-circuito .............................................................. 20
Figura 9 – Transferência Globular ........................................................................... 21
Figura 10 – Transferência por espray ...................................................................... 22
Figura 11 – Sistema Robotizado ............................................................................. 25
Figura 12 – Mecanismo de soldagem robotizada .................................................... 26
Figura 13 – Painel deformado ................................................................................. 28
Figura 14 – Seqüência de soldagem ....................................................................... 32
Capítulo III Figura 15 – Fabricação dos painéis do empurrador ................................................ 35
Figura 16 – Transporte das chapas ......................................................................... 36
Figura 17 – Chapas armazenadas .......................................................................... 36
Figura 18 – Maquina de corte a plasma CNC.......................................................... 37
Figura 19 – Fabricação do painel ............................................................................ 38

x
Figura 20 – Imagem da construção de um casco .................................................... 39
Figura 21 – Fabricação do casco ............................................................................ 40
Figura 22 – Fabricação da proa ............................................................................... 41
Figura 23 – Fabricação da popa .............................................................................. 42
Figura 24 – Embarcações no dique ......................................................................... 43
Figura 25 – Junção dos blocos ................................................................................ 44
Figura 26 – Imagem da edificação do empurrador .................................................. 45
Capítulo IV Figura 27 – Imagem das chapas ............................................................................. 47
Figura 28 – Imagem do painel distorcido ................................................................. 48
Figura 29 – Leiaute da soldagem robotizada........................................................... 51
Figura 30 – Método JRM ......................................................................................... 52
Figura 31 – Método caixa de ovo ............................................................................ 53

xi
LISTA DE TABELAS Capítulo II Tabela 1 – Principais aços comuns utilizados na construção naval ......................... 07 Tabela 2 – Principais consumíveis de soldagem para aços na indústria naval ....... 10
Tabela 3 – Dimensões da embarcação .................................................................. 33
xii
Resumo
Este trabalho foi desenvolvido a partir das inúmeras dificuldades encontradas
na fabricação de uma embarcação do tipo empurrador, e tem como principal função
disponibilizar possíveis procedimentos que sejam capazes de reduzir as tão
prejudiciais imperfeições geométricas que surgem nos painéis metálicos durante a
fabricação de uma embarcação. Os procedimentos sugeridos no presente trabalho
são baseados em artigos técnicos sobre as imperfeições em juntas soldadas de
painéis metálicos usados na fabricação de embarcações.
As imperfeições geométricas são deformações oriundas dos procedimentos
de fabricação que tem como principal particularidade a incidência de calor durante
sua execução. A soldagem é o principal processo de fabricação usado na
construção de uma embarcação e a maior responsável pelo surgimento das grandes
amplitudes de imperfeições em painéis metálicos.
Palavras Chaves: Soldagem robotizada, deformações em painéis metálicos,
Métodos de enrijecimento de painéis metálicos.

1
Capítulo 1 Introdução
1.1 – Considerações iniciais
Tivemos no Brasil o surgimento da indústria naval por volta da metade do século
XIX, e permaneceu com o caráter de iniciante até inicio do século XX, quando o governo
brasileiro começou a investir maciçamente para a expansão e consolidação desta
indústria. Entretanto, no decorre da historia da indústria naval em nosso país,
vivenciamos momentos de auge e decadência, como o seu apogeu na década de 70,
quando o país era considerado o segundo maior parque industrial ficando somente atrás
do Japão. Sua grande derrocada ocorreu nas décadas de 80 e 90, quando a produção de
navios entrou em uma grande recessão. A indústria naval retomou suas atividades após
duas décadas de crise, principalmente através de investimentos provenientes das
indústrias de petróleo e gás.
Para melhorar o desenvolvimento da indústria naval nacional, as empresas desse
segmento precisam atentar e investir em tecnologia de ponta para aumentar os
parâmetros de eficiência na construção das embarcações, como a utilização de
processos de soldagem automatizados que estabelecem boa eficiência em qualidade e
velocidade, já que a soldagem é o processo mais usado na fabricação não só de painéis
de embarcações, mais também em qualquer segmento que envolva a necessidade de se
unir metais.
Este trabalho tem como objetivo, indicar os principais benefícios que a
implantação da automatização (robotização) nos processos de fabricação através da
soldagem, vem trazer para melhorar a eficiência na construção de embarcações. Uma
das maiores dificuldades encontradas na fabricação de navios, é a existência de
deformações nos painéis metálicos que compõe as partes dos mesmos, essas
imperfeições ou distorções, são provenientes das tensões residuais que atuam nos
painéis, isso ocorre devido aos procedimentos de conformação, e principalmente através
das grandes variações de temperatura durante a construção dos painéis através dos
processos de soldagem. Esse tipo de problema vem acrescer negativamente na
2
fabricação das embarcações, haja vista que o tempo usado para retificar as deformações
de maneira a realinhar os painéis para sua fixação entre si, é muito grande, fazendo com
que haja um retardo significante no processo de fabricação e aumento nos custos devido
ao retrabalho. Outro problema ocasionado pelas distorções é a diminuição da resistência
ao colapso da embarcação, quando submetida a esforços de operação.
Tendo como base as grandes dificuldades encontradas pelos estaleiros da nossa
região, em se reduzir as distorções oriundas dos processos de fabricação de
embarcações, é que nos propomos a investigar e analisar possíveis procedimentos
técnicos que venham a eliminar ou reduzir ao máximo esses problemas que tanto
prejudicam e atrasam os trabalhos executados pela indústria naval. Concentraremos
nossos estudos na fabricação de uma embarcação de pequeno e médio porte, um
empurrador, embarcação muito utilizada em nossa região principalmente no transporte
de combustível. É através dela que analisaremos as variáveis existentes nos processos
de fabricação utilizados pelos estaleiros, a partir desse ponto, processaremos as
informações coletadas e evidenciaremos em nosso trabalho os procedimentos que
devem ser adotados para minimizar as distorções na fabricação da embarcação em
questão.
1.2 – Justificativas do trabalho Ao longo dos anos, a indústria naval vem superando grandes dificuldades em seus
processos de fabricação, no entanto, um problema que insiste em acompanhar os
estaleiros, é o surgimento de imperfeições nos painéis que constituem as embarcações,
provenientes principalmente dos processos de soldagem usados na fabricação dos
mesmos, essas imperfeições se apresentam na forma de tensões residuais e
deformações do material trabalhado.
As embarcações são compostas basicamente de painéis enrijecidos, cujos
processos de fabricação envolvem procedimentos de conformação, corte e soldagem,
que são baseados na aplicação de uma alta quantidade de calor. Esses painéis são
confeccionados através da união de chapas de aço que são enrijecidas com a soldagem
de reforços longitudinais, transversais ou os dois no mesmo painel, cuja junção dessas
peças ou painéis forma os blocos, que é uma estrutura semi-acabada da embarcação.
Esses blocos geralmente são fabricados separadamente, e depois são unidos através de
3
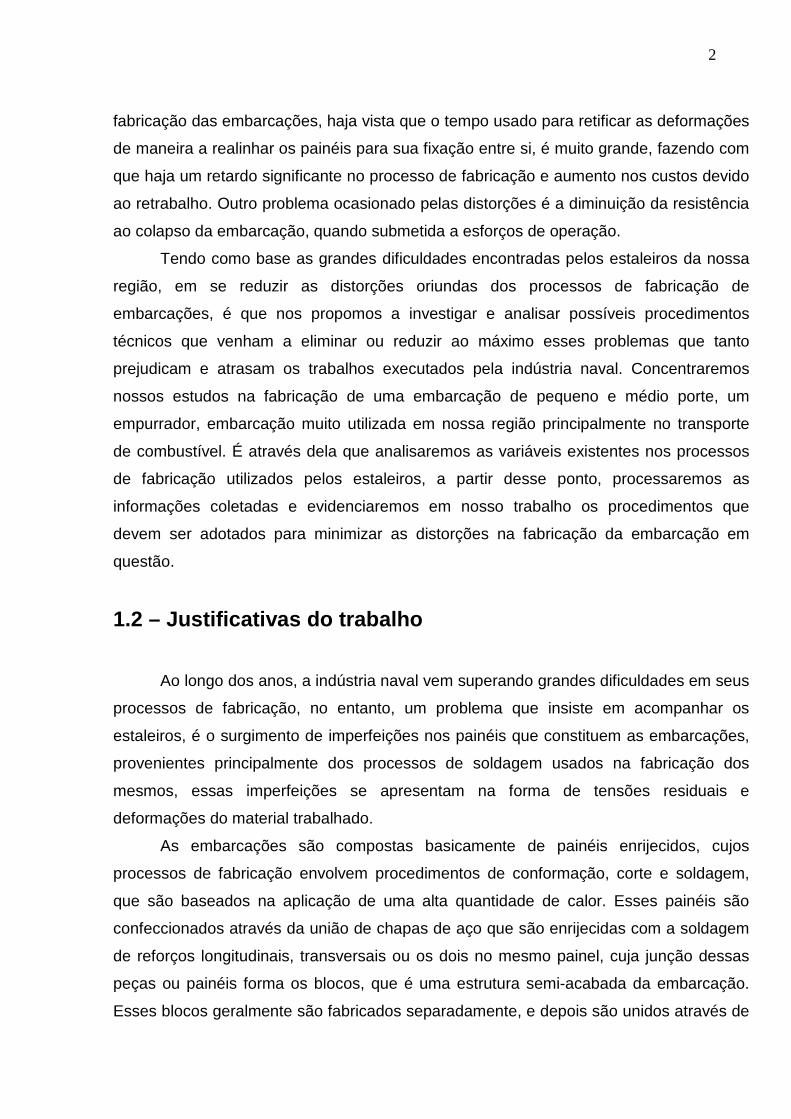
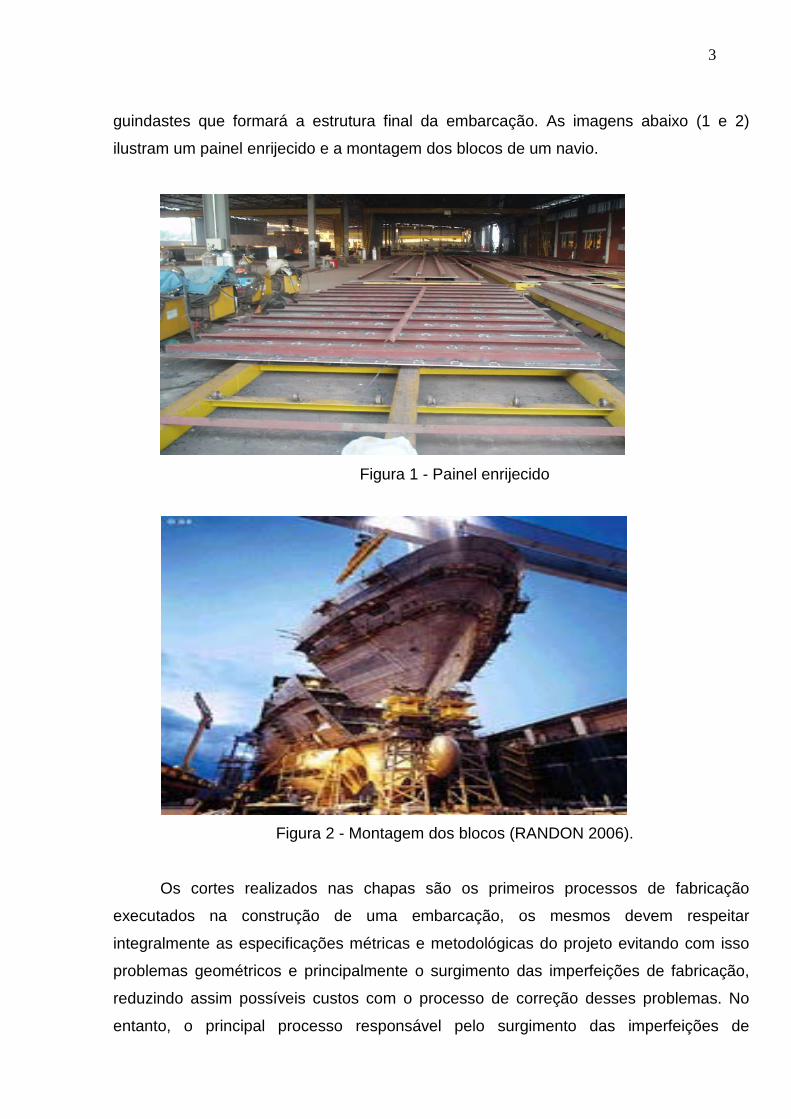
guindastes que formará a estrutura final da embarcação. As imagens abaixo (1 e 2)
ilustram um painel enrijecido e a montagem dos blocos de um navio.
Figura 1 - Painel enrijecido
Figura 2 - Montagem dos blocos (RANDON 2006).
Os cortes realizados nas chapas são os primeiros processos de fabricação
executados na construção de uma embarcação, os mesmos devem respeitar
integralmente as especificações métricas e metodológicas do projeto evitando com isso
problemas geométricos e principalmente o surgimento das imperfeições de fabricação,
reduzindo assim possíveis custos com o processo de correção desses problemas. No
entanto, o principal processo responsável pelo surgimento das imperfeições de
4
fabricação é o de soldagem, já que o calor não uniforme recebido pelo material durante o
processo de soldagem gera uma expansão térmica diferencial ao redor da solda, a baixa
temperatura do material mais distante da solda reprime a sua expansão, produzindo
distorções e tensões residuais na peça.
As imperfeições podem ser prejudiciais as embarcações sobre vários
aspectos, isso fica evidente quando as distorções existentes nos painéis mudam
consideravelmente a geometria final dos blocos, fazendo com que haja a necessidade de
se corrigir essa falha de maneira a dar continuidade no processo produtivo, ou seja, dar
prosseguimento na junção dos blocos, essa necessidade de retificar o que já foi feito,
retarda o processo de fabricação e aumentam os custos. Essas irregularidades nos
painéis podem trazer também, sérios problemas a estrutura das embarcações, haja vista
que temos uma diminuição significativa na resistência ao colapso do material, podendo
ocasionar falhas na estrutura como o aparecimento de trincas, que comprometerá a
integridade da embarcação.
1.3 – Objetivos do trabalho
1.3.1 – Objetivo Principal Analisar a fabricação de uma embarcação dando ênfase às distorções nos painéis
que há constitui, de maneira a disponibilizar possíveis procedimentos e tecnologias que
sejam capazes de reduzir ao máximo esse tipo de problema, melhorando com isso a
eficiência produtiva no estaleiro.
1.3.2 – Objetivos específicos
1 - Estudar as distorções sofridas nos painéis que compõe um empurrador.
2 - Sugerir procedimentos que sejam capazes de minimizar as distorções
sofridas pelos painéis devido à soldagem.
3 - Indicar os possíveis benefícios alcançados com a diminuição das
distorções na fabricação embarcação.
5
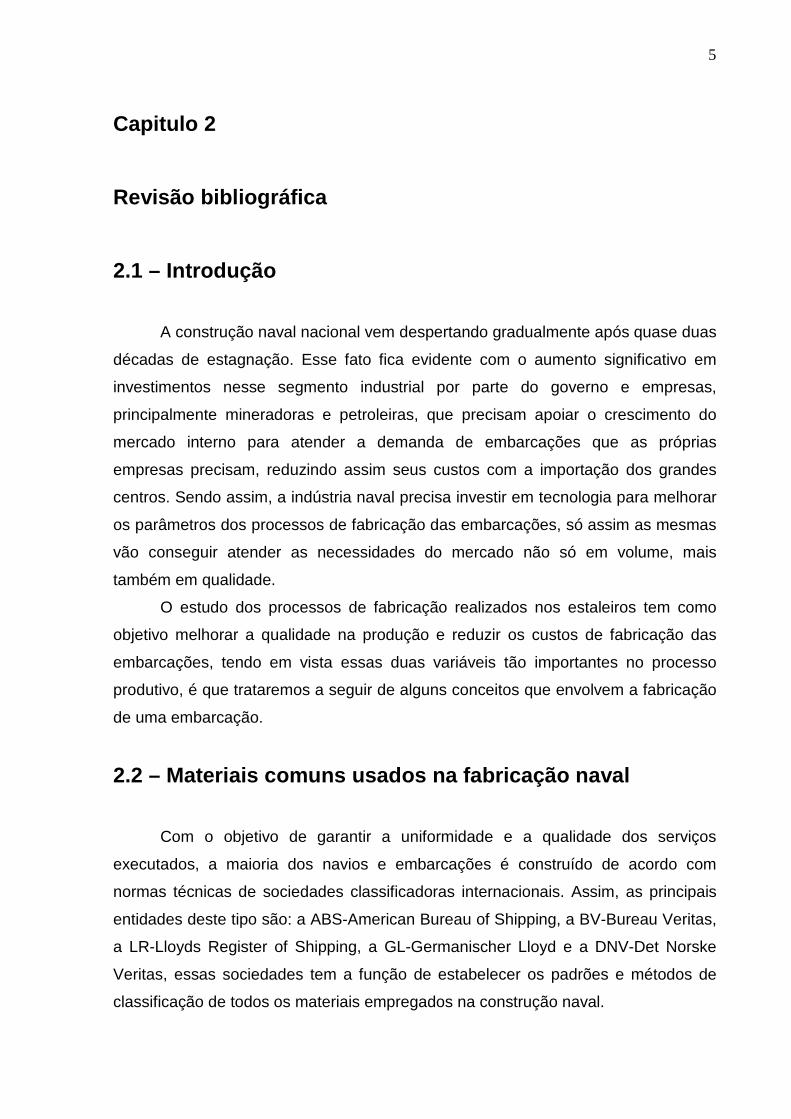
Capitulo 2 Revisão bibliográfica 2.1 – Introdução
A construção naval nacional vem despertando gradualmente após quase duas
décadas de estagnação. Esse fato fica evidente com o aumento significativo em
investimentos nesse segmento industrial por parte do governo e empresas,
principalmente mineradoras e petroleiras, que precisam apoiar o crescimento do
mercado interno para atender a demanda de embarcações que as próprias
empresas precisam, reduzindo assim seus custos com a importação dos grandes
centros. Sendo assim, a indústria naval precisa investir em tecnologia para melhorar
os parâmetros dos processos de fabricação das embarcações, só assim as mesmas
vão conseguir atender as necessidades do mercado não só em volume, mais
também em qualidade.
O estudo dos processos de fabricação realizados nos estaleiros tem como
objetivo melhorar a qualidade na produção e reduzir os custos de fabricação das
embarcações, tendo em vista essas duas variáveis tão importantes no processo
produtivo, é que trataremos a seguir de alguns conceitos que envolvem a fabricação
de uma embarcação.
2.2 – Materiais comuns usados na fabricação naval
Com o objetivo de garantir a uniformidade e a qualidade dos serviços
executados, a maioria dos navios e embarcações é construído de acordo com
normas técnicas de sociedades classificadoras internacionais. Assim, as principais
entidades deste tipo são: a ABS-American Bureau of Shipping, a BV-Bureau Veritas,
a LR-Lloyds Register of Shipping, a GL-Germanischer Lloyd e a DNV-Det Norske
Veritas, essas sociedades tem a função de estabelecer os padrões e métodos de
classificação de todos os materiais empregados na construção naval.

6
Os aços comuns, empregados na construção de navios e embarcações, são
geralmente classificados de acordo com os valores de resistência mecânica em dois
grandes grupos: aços de resistência moderada ou normal e aços de resistência
elevada. O primeiro grupo subdivide-se ainda em classes A, B, D e E conforme os
valores de tenacidade do aço. Já o segundo grupo apresenta uma subdivisão mais
detalhada em classes AH, DH, EH e FH de acordo com os valores de tenacidade,
seguidos dos dígitos 32, 36 e 40 conforme os valores do limite de escoamento do
aço. A Tabela 1 mostra esta classificação, destacando as características mecânicas
dos aços comuns para a construção naval. (FEDELE 2000).
Tabela 1 - Principais aços comuns utilizados na construção naval. Adaptada de
Fedele 2000.
Classe L.ESC N/mm2
L.RES N/mm2
Along. (%)
Resistência Impacto(J)
(J) (J) (J) (J) (J) (J)
A T(ºC) e<=50 e<=50 50 ≤ e ≤ 70
50 ≤ e ≤ 70
70 ≤ e ≤ 100
70 ≤ e ≤ 100
B 235 400 22 20 L T L T L T D 235 520 0 27 20 34 24 41 27 E -20 -40 AH 32 0 DH 32 315 440 22 -20 31 32 38 26 46 31 EH 32 590 -40 FH 32 -60 AH 36 0 DH 36 355 490 21 -20 34 24 41 27 50 34 EH 36 620 -40 FH 36 -60 AH 40 DH 40 390 510 20 0 EH 40 650 -20 41 27 - - - - FH 40 -40 -60
As propriedades mecânicas apresentadas na Tabela 1 estão diretamente
relacionadas às composições químicas destes materiais. Os aços de resistência
moderada possuem apenas o carbono e o manganês como elementos
endurecedores principais. O carbono provoca a formação de microestruturas mais

7
resistentes enquanto que o manganês colabora para o aumento da tenacidade do
material em baixas temperaturas. No entanto, conforme pode ser visto na Tabela 1,
os aços das classes D e E devem atender requisitos mais severos de tenacidade, os
quais nem sempre são conseguidos somente com adições de manganês. Por este
motivo, é feita a adição de alumínio, o qual funciona como desoxidante durante o
processo de fabricação do aço e refinador de grão durante a solidificação do metal
fundido.
No caso dos aços de resistência elevada, as propriedades mecânicas
requeridas pela Norma são atingidas através da adição de carbono, manganês e
alumínio de maneira semelhante aos aços de resistência moderada. No entanto,
devido aos maiores limites de resistência e tenacidade requeridos por estes aços,
outros elementos ainda devem ser adicionados. O nióbio, o vanádio e o titânio
apresentam a mesma função do alumínio e, portanto, agem como refinadores de
grão. O cobre, o cromo, o níquel e o molibdênio podem ser adicionados com o
objetivo de endurecer o aço pelo mecanismo metalúrgico de solução sólida
substitucional. Nos aços da classe FH, pode-se ainda acrescentar nitrogênio para o
endurecimento por solução sólida intersticial.
2.3 – Processos de soldagem mais usados na fabricação naval
A partir de 1920, a Indústria naval veio através dos anos mudando quase
completamente a técnica de produção com rebites para os processos de soldagem,
que foram empregados na fabricação de juntas permanentes, produção de
estruturas monolíticas e na fabricação de produtos de engenharia em geral. Após a
introdução da soldagem na fabricação de embarcações, os estaleiros passaram a
adotar esse processo de junção das chapas por se tratar de um procedimento bem
mais eficiente que os existentes até então. Com o passar dos anos os processos de
soldagem vem se aprimorando com a adição de novas técnicas e procedimentos
como veremos a frente.

8
2.4 – Materiais de adição mais usados na fabricação naval Os metais de adição normalmente empregados para a soldagem dos aços
comuns na indústria naval são os eletrodos revestidos, utilizados no processo
manual ou por gravidade, os arames sólidos, para os processos MIG/MAG e Arco
Submerso, e os arames tubulares, para a soldagem com ou sem proteção gasosa. A
Tabela 2 relaciona os consumíveis de soldagem utilizados com maior freqüência na
indústria naval.
Segundo um levantamento estatístico realizado no ano de 1987 em estaleiros
nacionais e estrangeiros, 60% de todas as soldas mensais eram executadas pelo
processo eletrodo revestido. Os 40% das soldas restantes dividiam-se entre os
processos MIG/MAG (11%), eletrodo revestido por gravidade (8%) e arco submerso
(21%). Atualmente, grande parte das soldas realizadas por eletrodo revestido estão
sendo gradualmente substituídas por processos que oferecem maior produtividade
tais como o MIG/MAG e o Arame Tubular. Além disso, essa busca por maior
produtividade tem sido responsável pela crescente utilização de processos
automatizados, tais como a soldagem por eletroescória na união do chapeamento do
costado e das longarinas do convés de navios de grande porte, do processo por
arco submerso, com três arames, na fixação dos membros longitudinais e do
processo a laser, na fabricação de escoras topo a topo e de placas de painel
enrijecidas. A seguir veremos a Tabela 2. (FEDELE 2000).

9
Tabela 2 - Principais consumíveis de soldagem para os aços na indústria
naval.
Eletrodos revestidos.
AWS A5.1.
E 6012 Revestimento rutílico com sódio.
E 6013 Revestimento rutílico potássio.
E 7018-1 Revestimento básico com adição Mn e 30% de pó de ferro.
E 7024 Revestimento rutílico com adição de pó de ferro.
E 7028 Revestimento básico com adição de 50 % de pó de ferro.
Arames sólidos MIG/MAG.
AWS A5. 18.
ER 70S-3.
ER 70S-6.
Arames sólidos + fluxo – Arco submerso.
AWS A5. 17.
EL 12 025 – 0,60% Mn – Fluxo F7A0.
EM 12 0,80 – 1,25& Mn – Fluxo F7A0.
Arames tubulares.
AWS A5. 20.
E71 – T1. Fluxo rutílico básico.
No entanto, a seleção de um processo de soldagem deve envolver outros
fatores além da produtividade. O tipo de junta, o chanfro e a espessura, a posição de
soldagem e a habilidade dos soldadores disponíveis, a natureza do material a ser
unido e o nível de qualidade requerido também devem ser levados em consideração.
Uma vez escolhido o processo de soldagem, a seleção do metal de adição deve ser
feita com base nos valores de propriedades mecânicas. Assim, os valores de limite
de escoamento, limite de resistência e tenacidade do metal de adição devem ser
compatíveis com os valores do metal de base. Além disso, o conhecimento sobre a
disponibilidade dos metais de adição no mercado é muito importante e auxilia a
escolha de um produto com prazos de entrega satisfatórios.

10
2.5 – Soldagem com eletrodo revestido A soldagem a arco com eletrodo revestido (SMAW), é um processo que
produz a coalescência (união) ente metais pelo aquecimento destes com um arco
elétrico estabelecido entre um eletrodo metálico revestido (metal de adição) e a peça
que esta sendo soldada (metal de base), como ilustrado na Figura 3.
Figura 3 – Soldagem com eletrodo revestido. (FORTES 2005)
O eletrodo revestido é constituído de uma vareta metálica que chamamos de
alma, trefilada ou fundida, que conduz a corrente elétrica proveniente da fonte e
disponibiliza o metal de adição para o enchimento da junta. A alma é revestida por
uma mistura de diferentes metais, em uma camada que denominamos de
revestimento do eletrodo, esse revestimento tem diversas funções na soldagem, as
principais são:
• Estabilizar o arco elétrico;
• Ajustar a composição química do cordão, pela adição de elementos de
liga e eliminação de impurezas;
• Proteger a poça de fusão e o metal de solda contra contaminação pela
atmosfera, através da geração de gases de uma camada de escória;
• Conferir características operacionais, mecânicas e metalúrgicas ao
eletrodo e á solda.

11
A flexibilidade de inúmeras formulações para o revestimento explica a
principal característica desse processo, que é a sua grande versatilidade em termos
de ligas soldáveis, características operacionais, mecânicas e metalúrgicas do metal
depositado. O custo relativamente baixo e a simplicidade do equipamento
necessário, comparados com outros processos, e a possibilidade de uso em locais
de difícil acesso ou abertos, sujeitos a ação de ventos, são outras características
importantes.
O revestimento dos consumíveis ou eletrodos varia de acordo com o material
que cobre a alma do mesmo. A seguir veremos os diferentes tipos de revestimentos
e suas principais características:
i - Revestimento celulósico
Possui uma elevada quantidade de material orgânico (celulose), cuja
deposição no arco gera grandes quantidades de gases que protegem o metal
líquido. A quantidade de escória produzida é pequena, o arco é muito violento,
causando grande volume de respingos e alta penetração, quando comparados a
outros tipos de revestimentos. O aspecto do cordão não é bom, pois apresenta
escamas irregulares, entretanto as características mecânicas da solda são
consideradas boas, exceto em caso de fragilização pelo hidrogênio. A seguir estão
evidenciadas algumas particularidades encontradas no processo de soldagem com
eletrodo de revestimento celulósico.
• Elevada produção de gases resultantes da combustão dos materiais
orgânicos ( principalmente a celulose).
• Principais gases gerados: CO2, CO, H2, H2O (vapor);
• Não devem ser ressecados;
• A atmosfera redutora formada protege o metal fundido;
• O alto nível de hidrogênio no metal de solda depositado impede o uso
em estruturas muito restritas ou em materiais sujeitos a trincas por
hidrogênio;
• Alta penetração;
• Pouca escória, facilmente destacável;

12
• Muito utilizado em tubulações na progressão descendente;
• Operando em CC+, obtém-se transferência por spray.
ii - Revestimento Rutílico
Possui quantidade significativa de rutilio (TiO2) e produz uma escoria
abundante, densa e de fácil destacabilidade. São consumíveis de fácil manipulação,
podem ser usados tanto em CC quanto em CA, em qualquer posição. Produzem um
cordão de bom aspecto, com media ou baixa penetração, e a resistência a fissura a
quente é relativamente baixa. A seguir veremos outras características que
acompanham os eletrodos de revestimento rutílico.
Consumível de uso geral;
• Revestimento apresenta até 50% de rutilo (TiO2);
• Média penetração;
• Escória de rápida solidificação, facilmente destacável;
• O metal de solda pode apresentar um nível de hidrogênio alto (até
30 ml/100g);
• Requer ressecagem a uma temperatura relativamente baixa, para que
o metal de solda não apresente porosidade grosseira.
iii - Revestimento Básico
Contem quantidade apreciável de carbonato de cálcio e fluorita, capaz de
gerar uma escoria básica que, juntamente com o dióxido de carbono gerado pela
decomposição do carbonato, protege a solda do contato com a atmosfera. Essa
escoria exerce uma ação metalúrgica benéfica sobre a solda, dessulfurando-a e
reduzindo o risco de formação de trincas de solidificação. Não possui substancia
orgânica em sua formulação e, se armazenada e manuseada corretamente, produz
soldas com baixo teor de hidrogênio, o que reduz o risco de fissuração e fragilização
induzidas por esse elemento. A penetração e media, e o cordão apresenta boas
propriedades mecânicas, particularmente quanto a tenacidade. Este tipo de

13
revestimento é indicado para aplicações de alta responsabilidade, para soldagem de
grandes espessuras e para estruturas de alta rigidez. Em seguida evidenciaremos
algumas características de soldagem com o eletrodo de revestimento básico.
• Geralmente apresenta as melhores propriedades
mecânico/metalúrgicas entre todos os eletrodos, destacando-se a
tenacidade;
• Elevados teores de carbonato de cálcio e fluorita, gerando um metal de
solda altamente desoxidado e com muito baixo nível de inclusões
complexas de sulfetos e fosfetos;
• Não opera bem em CA, quando o teor de fluorita é muito elevado;
• Escória fluida e facilmente destacável;
• Cordão de média penetração e perfil plano ou convexo;
• Requer ressecagem a temperaturas relativamente altas;
• Após algumas horas de contato com a atmosfera, requer ressecagem
por ser altamente higroscópico;

14
2.6 – Soldagem MIG/MAG
Na soldagem a arco elétrico com gás de proteção (GMAW –Gas Metal Arc
Welding), também conhecida como soldagem MIG/MAG (MIG – Metal Inert Gas e
MAG – Metal Active Gas), um arco elétrico é estabelecido entre a peça e um
consumível na forma de arame. O arco funde continuamente o arame à medida que
este é alimentado à poça de fusão. O metal de solda é protegido da atmosfera pelo
fluxo de um gás (ou mistura de gases) inerte ou ativo. A figura 4 apresenta
esquematicamente o processo MIG/MAG (FORTES 2005).
Figura 4 – Processo básico de soldagem MIG/MAG. (CABRAL e JUNIOR 2008)
O conceito básico de GMAW foi introduzido por volta de 1920, e tornado-se
comercialmente viável após 1948. Inicialmente foi empregado com um gás de
proteção inerte na soldagem do alumínio. Conseqüentemente, o termo soldagem
MIG foi inicialmente aplicado e ainda é uma referência ao processo.
Desenvolvimentos subseqüentes acrescentaram atividades com baixas densidades
de corrente e com correntes contínuas pulsadas, empregado em uma ampla gama
de materiais, e o uso de gases de proteção reativos ou ativos (particularmente o
dióxido de carbono, CO2) e misturas de gases. Esse desenvolvimento posterior
levou à aceitação formal do termo GMAW – Gas Metal Arc Welding para o processo,
visto que tanto gases inertes quanto reativos são empregados. No entanto, quando

15
se empregam gases reativos, é muito comum usar o termo soldagem MAG (MAG –
Metal Active Gas).
A soldagem MIG/MAG é um processo normalmente semi-automatizado, em
que a alimentação de arame eletrodo é feita mecanicamente, através de alimentador
motorizado, e o soldador é responsável pela iniciação e interrupção da soldagem,
além de mover a tocha ao longo da junta. A manutenção do arco é garantida pela
alimentação continua do arame eletrodo, e o comprimento do arco é em principio,
mantido aproximadamente constante pelo próprio sistema, independentemente dos
movimentos do soldador, dentro de certos limites, nos sistemas mais comuns
usados nesse processo.
O processo de soldagem funciona com corrente contínua (CC), normalmente
com o arame no pólo positivo, e essa configuração é conhecida como polaridade
reversa. A polaridade direta é raramente utilizada por causa da transferência
deficiente do metal fundido do arame de solda para a peça. São comumente
empregadas correntes de soldagem de 50 A a 600 A e tensões de soldagem de 15
V até 32 V. Um arco elétrico auto corrigido e estável é obtido com o uso de uma
fonte de tensão constante e com um alimentador de arame de velocidade constante.
(FORTES 2005).
Melhorias contínuas tornaram o processo MIG/MAG aplicável à soldagem de
todos os metais comercialmente importantes como os aços, o alumínio, aços
inoxidáveis, cobre e vários outros. Materiais com espessura acima de 0,76 mm
podem ser soldados praticamente em todas as posições. É simples escolher
equipamento, arame, gás de proteção e condições de soldagem capazes de
produzir soldas de alta qualidade com baixo custo.

16
2.7 – Soldagem com arame tubular Basicamente o processo de soldagem com arames tubulares utiliza os
mesmos equipamentos do processo MIG/MAG, embora requeira equipamentos de
maior capacidade em alguns casos.
A diferença mais importante entre a soldagem MIG/MAG com arame sólido e
a com arame tubular é o seu desempenho em termos de produtividade,
características de soldagem e integridade do metal de solda.
Mudanças para adequação a alguma aplicação particular ou a algum
requisito especial são mais facilmente obtidas com arames tubulares que com
arames sólidos. Isso envolve alterações na formulação e no percentual de fluxo, de
um modo similar ao dos eletrodos revestidos: a formulação e a espessura do
revestimento podem ter um efeito significativo, ao passo que pouco pode ser feito
com a alma do eletrodo para melhorar seu desempenho.
Por sua vez, os arames tubulares autoprotegidos produzem seu próprio gás
de proteção através da decomposição, no arco, de vários elementos do fluxo. Dessa
forma, arames tubulares autoprotegidos não exigem proteção gasosa externa,
podendo ser empregados sob ventos moderados com perturbações mínimas da
atmosfera protetora em torno do arco, como podemos ver na Figura 5. (FORTES
2005)
Figura 5 - Processo de soldagem com arames tubulares. (FORTES 2005)

17
2.8 – Soldagem a arco submerso
Na soldagem a arco submerso (SAW) temos um processo em que a
coalescência entre metais é obtida pelo aquecimento e fusão destes por um arco
elétrico estabelecido entre um eletrodo metálico nu e a peça de trabalho. O arco
ocorre sob a camada de um material granular visível, chamado fluxo, que é colocado
sobre a região de solda, protegendo-o da contaminação pela atmosfera. A Figura 6
mostra esquematicamente o processo. (Marques, Modenesi e Bracarense, 2004).
Figura 6 – Soldagem a arco submerso. (FORTES 2005).
A adição de metal é obtida do próprio eletrodo, que tem a forma de fio ou fita
contínuo e é alimentado por um dispositivo mecânico, podendo ser suplementada
por outros eletrodos ou materiais contidos no fluxo de soldagem. A operação é
normalmente mecanizada, embora possa também ser realizada de modo semi
mecanizado, isto é, o soldador é quem movimenta a tocha ao longo da junta e
mantém a distancia entre a tocha e a peça.
Uma vez aberto o arco, eletrodo e fluxo são alimentados continuamente para
a região deste, enquanto a tocha é deslocada. O calor gerado pelo o arco funde o
eletrodo e parte da camada de fluxo e do metal de base, formando a poça de fusão.
O metal fundido e solidificado forma o cordão de solda e a parte fundida do
fluxo forma a escória, que sobrenada a poça de fusão e se solidifica a medida que o
arco se afasta, resultando em uma camada protetora que evita a contaminação do
cordão e reduz a velocidade de resfriamento. A parte não fundida do fluxo pode ser
reciclada em novas operações, desde que não se contamine durante a operação.

18
Como o arco não é visível, não há a necessidade de dispositivos de proteção contra
a radiação emitida pelo arco, esta característica, contudo, dificulta a operação semi-
mecanizada.
A soldagem a arco submerso se caracteriza por ser um processo estável e
suave, que gera poucos fumos de soldagem e quase nenhum respingo, e resulta em
cordões com acabamento uniforme e com uma transição suave entre o metal de
solda e o de base. A principal limitação da soldagem SAW é quanto à posição de
soldagem, já que o processo de soldagem é normalmente a alta intensidade de
corrente, o volume da poça de fusão é grande e o metal liquido tende a escorrer
para fora da junta. Alem disso, o fluxo e constituído de um material granular, logo o
processo fica limitado as posições plana e horizontal.
i - Fluxos para soldagem
Os fluxos para soldagem por arco submerso são compostos minerais
granulares e fusíveis que cobrem o arco e produzem proteção, limpeza e controle da
geometria do cordão de solda. Eles influenciam fortemente a usinabilidade e as
propriedades mecânicas do metal de solda. Muitos fluxos diferentes estão
disponíveis, cada um oferecendo suas características peculiares de desempenho,
permitindo otimizações de processo para os diferentes requisitos de aplicação.
(FORTES 2005)
Os fluxos têm inúmeras funções na realização do processo de soldagem a
arco submerso, como: estabilizar o arco, fornecer elementos de liga para o metal de
solda, proteger o arco e o metal aquecido da contaminação pela atmosfera,
minimizar as impurezas no metal de solda, forma escórias com determinadas
propriedades físicas e químicas que podem influenciar o aspecto e a forma do
cordão de solda, sua destacabilidade, a ocorrências de mordeduras etc. Os mais
usados são: fluxos aglomerados, fundidos e ligados.

19
2.9 - Modos de transferência de metal.
Na realização da soldagem, o metal fundido na ponta do eletrodo tem que se
transferir para a poça de fusão. A maneira com ocorre essa transferência é muito
importante na soldagem MIG/MAG, pois afeta muitas características do processo,
como por exemplo: a estabilidade do arco, a quantidade de gases (principalmente o
hidrogênio, nitrogênio e oxigênio) absorvida pelo metal fundido, a aplicabilidade no
processo em determinada posições de soldagem e o nível de respingos gerados. De
maneira mais simplificada podemos considerar três formas básicas de transferência
de metal de adição do eletrodo para a peça: transferência por curto-circuito,
transferência globular e por spray ou aerosol.
Estudos feitos com o uso de câmeras filmadoras e sistemas de aquisição de
dados de alta velocidade têm sido feitos e mostram que diversas outras formas de
transferências podem ocorrer, dependendo do material, do gás de proteção e dos
parâmetros de soldagem. Em seguida, os três principais modos de transferência de
metal do eletrodo para a peça serão apresentados na figura 7 e posteriormente
explicados.
Figura 7 – Diferentes tipos de transferência. (CABRAL e JUNIOR 2008)
i - Transferência por curto-circuito.
Na soldagem com transferência por curto-circuito são mais utilizados arames
de diâmetro na faixa de 0,8 mm a 1,2 mm, e aplicados pequenos comprimentos de
arco (baixas tensões) e baixas correntes de soldagem. É obtida uma pequena poça
de fusão de rápida solidificação. Essa técnica de soldagem é particularmente útil na
união de materiais de pequena espessura em qualquer posição, materiais de grande
espessura nas posições vertical e sobre cabeça, e no enchimento de largas

20
aberturas. A soldagem por curto-circuito também deve ser empregada quando se
tem como requisito uma distorção mínima da peça.
O metal é transferido do arame à poça de fusão apenas quando há contato
entre os dois, ou a cada curto-circuito, o arame entra em curto-circuito com a peça
de 20 a 200 vezes por segundo. Uma gota de metal se forma na ponta do eletrodo e
vai aumentando de diâmetro, ate tocar na poça de fusão, sendo rapidamente atraído
para esta, como conseqüência da ação da tensão superficial. Este modo de
transferência caracteriza-se por uma grande instabilidade do arco, podendo
apresentar a formação intensa de respingos, entretanto, a intensidade de respingos
pode ser limitada pela seleção adequada dos parâmetros de soldagem e ajuste da
indutância na fonte de energia, de forma que os curtos-circuitos ocorram de maneira
suave, com um valor maximo de corrente durante o curto-circuito limitado e de modo
que a ponta do eletrodo fique parcialmente mergulhada na cratera da poça de fusão.
A seguir a Figura 8 ilustra a transferência por curto circuito. (Adaptado de FORTES,
MARQUES, MODONESI e BRACARENSE 2005).
Figura 8 – Transferência por curto circuito. (FORTES 2005)
ii - Transferência globular.
Ocorre com valores intermediários de tensão e corrente de soldagem e
resulta em arco mais estável que no caso anterior, no entanto, a transferência é
mais caótica e imprevisível. O diâmetro médio das gotas varia com a corrente,
tendendo a diminuir com o aumento desta, mas, em geral, é maior que o diâmetro
do eletrodo.
A transferência globular e representada por um nível de respingos
relativamente elevado e, com gotas de metal fundido se transferindo principalmente

21
por ação da gravidade, sua utilização estaria limitada a posição plana, mas, em
relação de seu caráter casuístico, é evitada. A Figura 9 ilustra a transferência
globular. (MARQUES, MODONESI e BRACARESE 2005).
Figura 9 - Transferência globular (FORTES 2005).
iii - Transferência por spray (aerossol).
Nesse tipo de transferência, as gotas metálicas sofrem a ação de varias
forças de origem eletromagnética, que se sobrepõe à ação da força gravitacional e,
assim, em principio, este método seria aplicável a qualquer posição de soldagem.
No entanto, como esta transferência só e possível com correntes reativamente
elevadas, não pode ser usada na soldagem de chapas finas, e sua utilização fora da
posição plana pode ser problemática, devido ao tamanho elevado da poça de fusão,
de difícil controle.
A soldagem em aerossol pode produzir altas taxas de deposição do metal de
solda. Essa técnica de soldagem é geralmente empregada para unir materiais de
espessura 2,4 mm e maiores. Exceto na soldagem de alumínio ou cobre, o processo
de arco em aerossol fica geralmente restrito apenas à soldagem na posição plana
por causa da grande poça de fusão. No entanto, aços carbono podem ser soldados
fora de posição usando essa técnica com uma poça de fusão pequena, geralmente
com arames de diâmetro 0,89 mm ou 1,10 mm. A Figura 10 ilustra a transferência
por spray. (Marques, Modonesi e Bracarense 2005).

22
Figura 10 – Transferência por spray. (FORTES 2005).
2.10 – Gases de proteção
O ar atmosférico é expulso da região de soldagem por um gás de proteção
com o objetivo de evitar a contaminação da poça de fusão. A contaminação é
causada principalmente pelo nitrogênio (N2), oxigênio (O2) e vapor d'água (H2O)
presentes na atmosfera. Como exemplo, o nitrogênio no aço solidificado reduz a
ductilidade e a tenacidade da solda e pode causar fissuração. Em grandes
quantidades o nitrogênio pode causar também porosidade.
O oxigênio em excesso no aço combina-se com o carbono e forma o
monóxido de carbono (CO), que pode ser aprisionado no metal, causando
porosidade. Além disso, o oxigênio em excesso pode se combinar com outros
elementos no aço e formar compostos que produzem inclusões no metal de solda
— o manganês (Mn) e o silício (Si), por exemplo.
Quando o hidrogênio (H), presente no vapor d'água e no óleo, combina-se
com o ferro (Fe) ou com o alumínio (Al), resultará em porosidade e pode ocorrer
fissuração sob cordão no metal de solda. Para evitar esses problemas associados
com a contaminação da poça de fusão, três gases principais são utilizados como
proteção: argônio (Ar), hélio (He) e dióxido de carbono (CO2). Além desses,
pequenas quantidades de oxigênio (O2), nitrogênio (N2) e hidrogênio (H2) provaram
ser benéficas em algumas aplicações. Desses gases, apenas o argônio e o hélio são
gases inertes. A compensação para a tendência de oxidação dos outros gases é
realizada pelas formulações especiais dos arames.
O argônio, o hélio e o dióxido de carbono podem ser empregados puros, em
combinações ou misturados com outros gases para proporcionar soldas livres de
defeitos numa variedade de aplicações e processos de soldagem. (FORTES 2005).

23
i – Dióxido de carbono (CO2)
O dióxido de carbono puro não é um gás inerte porque o calor do arco o
dissocia em monóxido de carbono e oxigênio livre (veja a Equação [1]). Esse
oxigênio combinar-se-á com os elementos em transferência através do arco para
formar óxidos que são liberados da poça de fusão na forma de escória ou carepa.
Embora o CO2 seja um gás ativo e produza um efeito oxidante, soldas íntegras
podem ser consistente e facilmente obtidas sem a presença de porosidade e outras
descontinuidades.
2 CO2 → 2 CO2 + O2 (1)
O dióxido de carbono é largamente empregado na soldagem de aços. Sua
popularidade é devida a sua disponibilidade e à boa qualidade da solda, bem como
pelo seu baixo custo e instalações simples. Deve ser mencionado que o baixo custo
do gás não necessariamente se traduz num baixo custo por metro linear de solda,
sendo fortemente dependente da aplicação. A baixa eficiência de deposição que o
CO2 proporciona — causada pela perda por respingos — influencia no custo
final da solda.
O dióxido de carbono não permitirá uma transferência em aerossol; por isso,
os modos e transferência de metal ficam restritos ao curto-circuito e à transferência
globular. A vantagem do CO2 são velocidades de soldagem maiores e penetração
profunda. Os maiores inconvenientes do CO2 são a indesejável transferência
globular e, conseqüentemente, os altos níveis de respingos na solda. A superfície do
cordão de solda resultante da proteção com o CO2 puro é, na maioria dos casos,
fortemente oxidada. Um arame de solda contendo grande quantidade de elementos
desoxidantes é algumas vezes necessário para compensar a natureza reativa do
gás. De um modo geral, boas propriedades mecânicas podem ser obtidas com o
CO2. O argônio é misturado freqüentemente com o CO2 para balancear as
características de desempenho do CO2 puro. Se as propriedades de impacto
tiverem que ser maximizadas, são recomendadas misturas de Ar e CO2. (FORTES
2005).
24
2.11 – Soldagem robotizada A palavra robô origina-se do tcheco robota e significa trabalho forçado. A
expressão foi utilizada pela primeira vez pelo escritor Tcheco Karel Cápek, em uma
novela intitulada Opilec. Três anos mais tarde, em 1920, seu uso se difundiu graças
a uma peça teatral.
A soldagem robótica é basicamente uma parte de um sistema automatizado
de soldagem, mas é considerado separadamente, já que de todas as novas
tecnologias acessíveis, os robôs são um dos tópicos mais interessantes. Robôs
articulados podem com facilidade simular os movimentos e ações de um ser humano
na soldagem, e com certos limites, podem prover uma alternativa aceitável, para
substituir homens em tarefas muito monótonas e fatigantes, o que é muito comum
nas indústrias de hoje. Um sistema robotizado pode ser uma solução bem efetiva
economicamente para trabalhos de soldagem a arco.
O mais simples robô é um manipulador que pode ser programado. Este
manipulador é ativado pôr atuadores, motores elétricos, e controlado por um
computador. A maioria dos robôs utilizados em soldagem apresentam movimentos
em 5 a 6 eixos, alguns destes eixos são prismáticos (deslizantes), e/ou rotacionais.
A combinação de eixos define a utilização do robô, o controlador do mesmo possui
uma memória onde programas podem ser armazenados, e para cada trabalho o
robô pode utilizar um programa diferente, desta forma, é possível se guardar
programas e utiliza-los quando necessário. Deste modo, os programas que são
criados podem ser armazenados para uso futuro. Esta flexibilidade difere a
robotização da automatização fixa, que é dedicada a só uma tarefa. A Figura 11
evidencia um sistema de soldagem robotizado.

25
Figura 11 – Sistema automatizado. (RANDON 2006)
Atualmente, os robôs ainda não podem fazer todo o trabalho feito pelo
homem, será muito difícil prever se eles o farão, futuramente. Onde necessita soldar
materiais desconhecidos, ou quando o acesso é muito limitado, ou ainda onde não
podem ser fixados adequadamente os componentes durante a soldagem, o uso de
um robô é limitado. Há muitas limitações, onde um sistema de robô põe em prova
seu custo, como a soldagem de uma grande área chanfrada, desde que a operação
seja altamente repetitiva, no entanto um ambiente desagradável que pede
habilidades, estas tarefas podem ser transferidas razoavelmente ao robô. Também é
freqüente o envolvimento e uso de um manipulador de trabalho, este dispositivo em
virtude de seus próprios movimentos pode simplificar o programa do robô e pode ser
conectado a ele posteriormente com facilidade. Assim, a soldagem robótica não só é
um assunto que relaciona a eletrônica de controle com todo o pacote de soldagem,
mas executa uma fabricação com precisão, usando equipamento de manipulação da
peça de trabalho programável, opera dentro de faixas muito exigentes de qualidade.
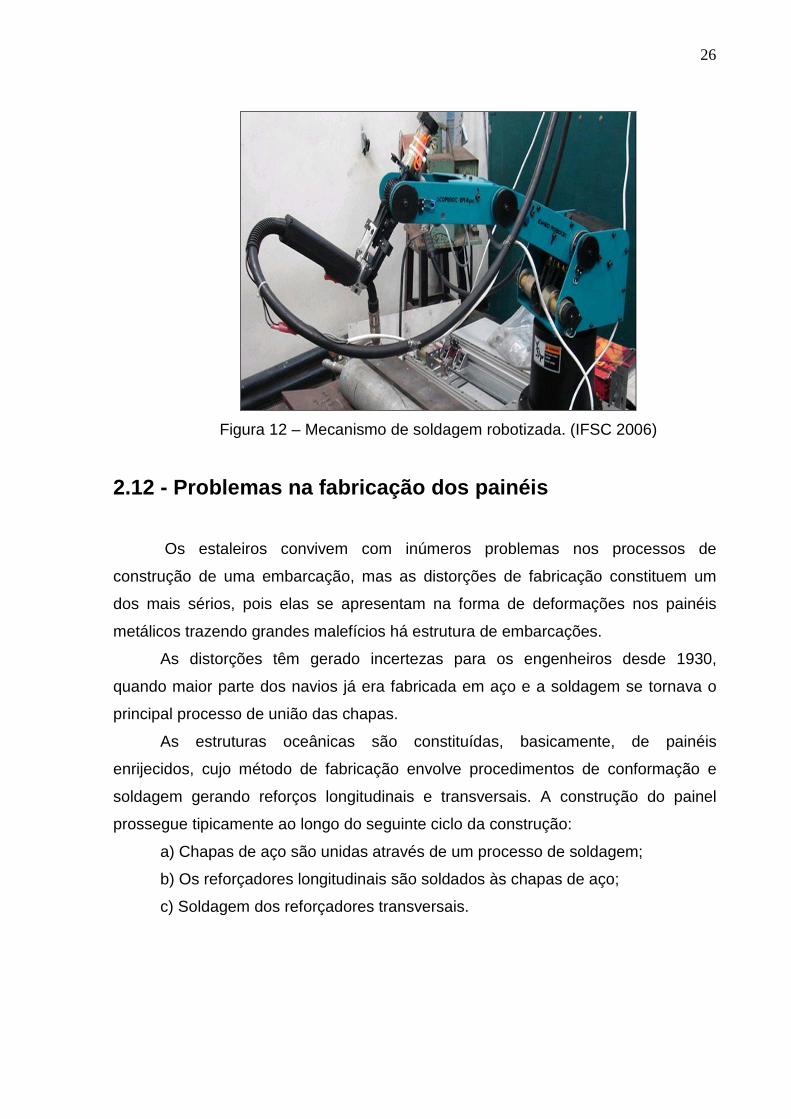
A Figura 12 demonstra um mecanismo de soldagem robotizado.
26
Figura 12 – Mecanismo de soldagem robotizada. (IFSC 2006)
2.12 - Problemas na fabricação dos painéis Os estaleiros convivem com inúmeros problemas nos processos de
construção de uma embarcação, mas as distorções de fabricação constituem um
dos mais sérios, pois elas se apresentam na forma de deformações nos painéis
metálicos trazendo grandes malefícios há estrutura de embarcações.
As distorções têm gerado incertezas para os engenheiros desde 1930,
quando maior parte dos navios já era fabricada em aço e a soldagem se tornava o
principal processo de união das chapas.
As estruturas oceânicas são constituídas, basicamente, de painéis
enrijecidos, cujo método de fabricação envolve procedimentos de conformação e
soldagem gerando reforços longitudinais e transversais. A construção do painel
prossegue tipicamente ao longo do seguinte ciclo da construção:
a) Chapas de aço são unidas através de um processo de soldagem;
b) Os reforçadores longitudinais são soldados às chapas de aço;
c) Soldagem dos reforçadores transversais.
27
As distorções, além de reduzirem a resistência ao colapso dos painéis, afetam
o processo de fabricação, aumentando o custo de produção, devido, principalmente,
às necessidades de correção.
Através dos anos, os projetos de construção naval têm maximizado o espaço
de carga disponível e reduzido o peso de aço por unidade de volume, otimizando o
gasto com combustível. Essas medidas só são possíveis com a maior resistência do
aço empregado e conseqüente diminuição da espessura das chapas e das
dimensões dos enrijecedores. A redução da espessura torna ainda mais significante
à influência das distorções. (Amaral e Stefen 2005).
2.13 – Tensões residuais Podem ser definidas como qualquer tensão que existe no volume de um
material sem aplicação de cargas externas. As analises de tensões em estruturas e
componentes são muito importantes para o controle do funcionamento de vários
tipos de estruturas, em indústrias de fabricação mecânica, naval em projetos de
pesquisa.
Tensões residuais influenciam substancialmente nas características de
resistência mecânica e do funcionamento dos elementos de uma estrutura. Como
resultado das operações de fabricação na produção de estruturas e, posteriormente,
na sua montagem e funcionamento, freqüentemente ocorrem tensões residuais que
contribuem para o surgimento de trincas. Uma das principais causas para o seu
surgimento é a ocorrência de deformações plásticas não uniformes.
Como as tensões residuais são esforços internos auto-equilibrados, e
observados sem nenhum carregamento externo, as forças e momentos atuantes
devido a essas tensões em uma determinada seção da estrutura devem ser nulos.
As tensões residuais podem ter origem em diversas causas, entre elas, deformação
plástica heterogenia, tensões de origem térmica, transformações de fase, soldagem,
tratamento mecânico superficial, tratamento químico. ( Gurova, Quaranta e Segen,
2005).
28
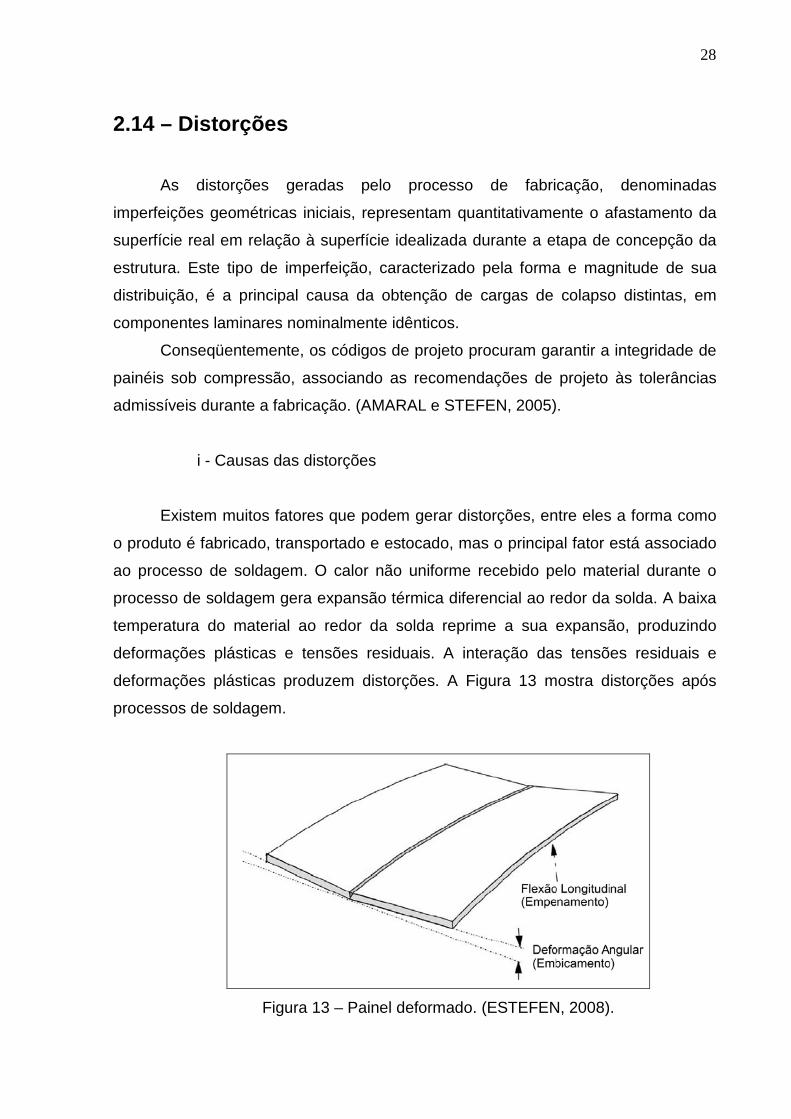
2.14 – Distorções As distorções geradas pelo processo de fabricação, denominadas
imperfeições geométricas iniciais, representam quantitativamente o afastamento da
superfície real em relação à superfície idealizada durante a etapa de concepção da
estrutura. Este tipo de imperfeição, caracterizado pela forma e magnitude de sua
distribuição, é a principal causa da obtenção de cargas de colapso distintas, em
componentes laminares nominalmente idênticos.
Conseqüentemente, os códigos de projeto procuram garantir a integridade de
painéis sob compressão, associando as recomendações de projeto às tolerâncias
admissíveis durante a fabricação. (AMARAL e STEFEN, 2005).
i - Causas das distorções
Existem muitos fatores que podem gerar distorções, entre eles a forma como
o produto é fabricado, transportado e estocado, mas o principal fator está associado
ao processo de soldagem. O calor não uniforme recebido pelo material durante o
processo de soldagem gera expansão térmica diferencial ao redor da solda. A baixa
temperatura do material ao redor da solda reprime a sua expansão, produzindo
deformações plásticas e tensões residuais. A interação das tensões residuais e
deformações plásticas produzem distorções. A Figura 13 mostra distorções após
processos de soldagem.
Figura 13 – Painel deformado. (ESTEFEN, 2008).

29
ii - Tipos de distorções
O pesquisador Masubuchi (1980), classificou as distorções em seis
categorias, conforme indicado nas figuras abaixo:
Encolhimento Distorção de Flambagem Distorção de flexão
Longitudinal
Encolhimento Distorção Angular Distorção
Transversal Rotacional
Para determinar o método de prevenção mais efetivo, é necessário identificar
o tipo de distorção que geralmente está induzido em uma determinada estrutura. Em
ordem de importância, as principais distorções presentes na construção naval são as
distorções de flambagem e a distorção angular. (AMARAL e STEFEN 2005).
iii - Efeitos das distorções.
As distorções de fabricação resultam em vários problemas na construção
naval. Os principais efeitos que podemos citar são: o desalinhamento de
componentes estruturais, dificuldade de automação dos processos de fabricação,
grande quantidade de trabalho manual, aumento de custos, redução de eficiência
dos processos de fabricação, imprecisão do produto final e perda de resistência
estrutural.
30
iv – Distorções na soldagem
A soldagem é um processo de união de metais, no qual eles são fundidos e,
posteriormente, solidificados, fornecendo-lhes, no local, grandes quantidades de
calor. Este processo gera uma distribuição não-uniforme de temperaturas no interior
dos materiais e, conseqüentemente, ocorrem deformações plásticas e variações
volumétricas por causa das transformações que tem lugar em uma área bastante
aquecida da zona de solda. Isto provoca deformações e, conseqüentemente tensões
na junta, que correspondem à contração do metal depositado, Okumura (1982).
2.15 – Métodos de enrijecimento de juntas soldadas
São procedimentos usados para evitar ou diminuir ao máximo a incidência de
distorções em estruturas metálicas provenientes do processo de soldagem. Esses
procedimentos foram estudados através de ensaios em laboratórios, que
comprovaram que uso de algumas técnicas construtivas diminuem as imperfeições
geométricas na soldagem de painéis metálicos, em seguida veremos alguns
métodos usados para reduzir as distorções.
i – Método Joint Rigidity Method (JRM)
Deformações são problemas comuns na fabricação de painéis de paredes
finas. Vários fatores podem influenciar a estratégia de controle podendo ser
categorizado pelas variações de desenho e o processo relacionado. A significância
das variáveis relacionadas com o desenho inclui os detalhes da junta soldada,
espessura das chapas, se a junta apresenta varias placas de espessuras diferentes,
espaçamento dos reforços, números de reforços, tipo de construção, condições de
restrição mecânica, seqüencia de montagem e planejamento da construção.
Importantes variáveis são devidas ao processo de soldagem, calor imposto,
velocidade de propagação e seqüencia de soldagem. (Tsai e Cheng, 2003).
Em princípio, o controle de distorções em soldagem para painéis de chapas
finas pode ser classificado como:

31
i - Uso de projetos práticos para produção de painéis livres de
deformações.
Esses projetos práticos incluem escolha de chapas com espessuras
apropriadas, reduzindo espaçamento do reforço, usando reforços em forma com
malha em “T”, otimização da seqüencia de montagem, instalação correta de
gabaritos utilizando a técnica de construção.
ii - O controle de certos variáveis de soldagem poderá eliminar condições
que promovam distorções.
Isto inclui redução de solda de filete comprimento e largura, incluindo o
tecimento na soldagem, usando alta velocidade de soldagem, o processos de baixa
energia de soldagem, a técnica de balanceamento do calor sobre o eixo de simetria
da junta soldada.
iii - Incorporação de um sistema de controle de qualidade na soldagem.
Este programa incluirá um profissional treinado em práticas de controle de
qualidade com o objetivo de reduzir distorções através sensibilidade, usando chapas
delgadas e rígidas para o controle das condições iniciais, reduzindo o tamanho da
solda e melhorando a fixação e eliminando possíveis retrabalho.
As implementações técnicas de alívio de distorções durante a soldagem
resultariam no efeito de contração durante o resfriamento, que distorce a estrutura
fabricada. Esta técnica de alívio inclui preaquecimento controlado, tensionamento
mecânico, tensionamento térmico, pré-flexão em juntas de filete, alinhamento das
juntas de topo usando arranjos apropriados de trocadores de calor. Todas essas
técnicas de alívio são para balancear as forças de contração da solda. Os
dissipadores de calor também controlam o calor na solda sobre o eixo neutro da
junta.
Alguns dos métodos acima citados de controle de distorção podem aumentar
os custos de fabricação por requerer mais energia, mão de obra e auto custo com
equipamentos. Alguns métodos não podem ser aplicados a soldagens
automatizadas ou podem reduzir a velocidade de montagem. Dependendo das
circunstâncias de fabricação e tipos de estruturas, podemos prever diferentes
32
métodos para controle de distorção. O entendimento da capacidade e limitação de
todos os métodos de controle de distorção é fundamental para o sucesso dos
projetos de fabricação em soldagem. (Tsai e Cheng, 2003).
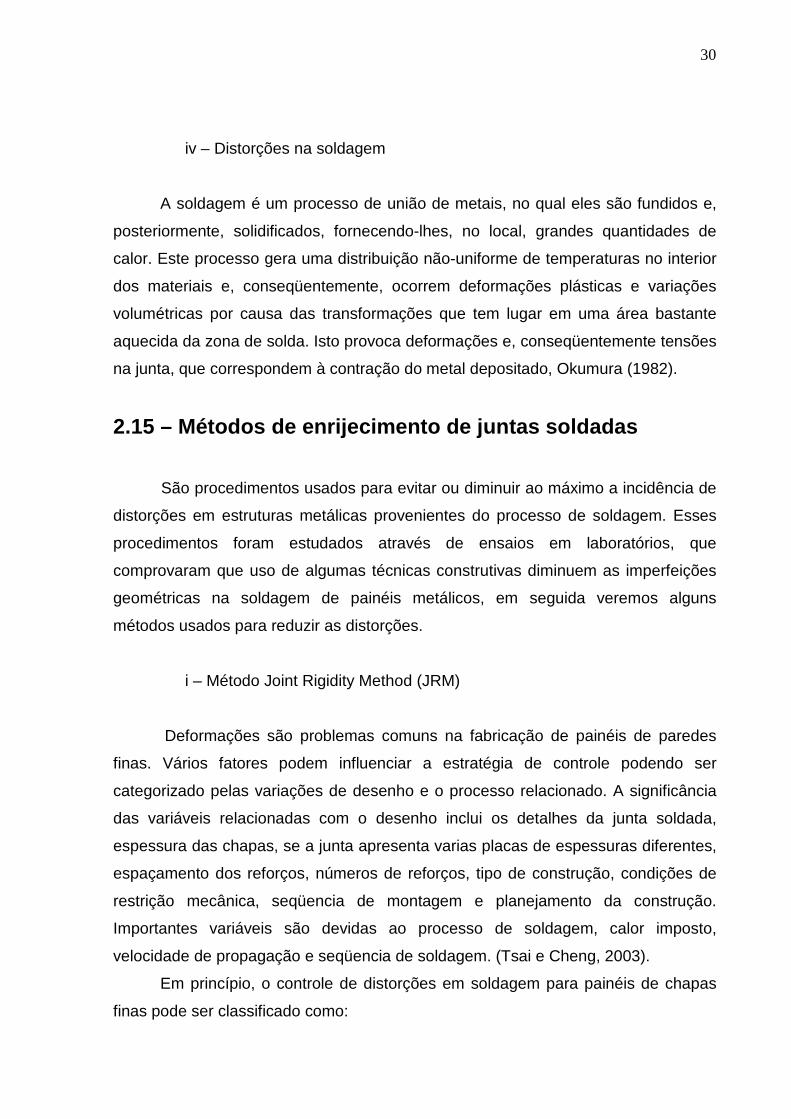
Para o estudo do efeito da seqüencia de soldagem para deformação dos
painéis, o método chamado de “Joint Rigidity Method” (JRM) foi desenvolvido para
determinar as seqüencia ótima de soldagem para minimizar as distorções. Os
procedimentos usados no método e basicamente, iniciar o processo de soldagem
dos enrijecedores a partir do ponto mais rígido do painel a ser soldado, ou seja, do
centro para a extremidade. A Figura 14 demonstra como deve ser realizada a
soldagem.
Figura 14 – Seqüência de soldagem. (TSAI e CHENG, 2003).
ii – Método Caixa de ovo
Esse método de soldagem dos enrijecedores consiste na fabricação de uma
estrutura denominada de caixa de ovo, que é construída com a soldagem de
reforços longitudinais e transversais formando uma grelha. Essa estrutura formada
pelos reforços é posteriormente soldada nas placas de aço, obtendo uma
comprovada redução de todas as formas de distorções. (AMARAL 2005).

33
Capítulo 3 Procedimentos Experimentais 3.1 – Especificação da embarcação
Em nosso trabalho analisaremos a fabricação de uma embarcação do tipo
empurrador, que será fabricada com propósito de transportar combustível tanto em
seu porão, quanto em balsas que serão empurradas utilizando-se da força dos
propulsores do empurrador. Esse tipo de embarcação é muito comum em nossa
região devido à grande quantidade de cidades e comunidades situadas a margem
de rios, onde geralmente não se tem acesso através de estradas. As más condições
das rodovias também dificultam o acesso através do transporte rodoviário,
aumentando com isso a demanda pelo transporte hidroviário. Na Tabela 3 veremos
as dimensões da embarcação a ser estudada e em seguida sua planta construtiva.
Tabela 3 – Dimensões da embarcação - Características principais.
Comprimento Total. 19.80 m. Comprimento entre pps. 18.25 m. Boca Moldada. 8.00 m. Pontal Moldado. 2.85 m. Calado de Projeto. 2.10 m. Propulsão. 02 x 600 Hp 1800 rpm.
O comprimento total representa a distancia entre as extremidades da
embarcação, de polpa a proa.
Comprimento entre pps (distancia entre o eixo do leme e a curvatura
da proa).
Boca moldada - largura da polpa e proa.
Pontal moldado - medida vertical entre o convés principal e a quilha.
Calado do projeto é a medida em profundidade até o ponto mais baixo
da quilha.
Propulsão são os motores que movimentarão a embarcação.
34
3.1.2 – Planta da embarcação
A planta do empurrador se encontra no anexo 1.
3.2 – Estudo de caso
Nessa fase do trabalho, será abordada a fabricação da embarcação desde
seu estagio embrionário, que vai da construção dos painéis que constitui o casco,
passando pela junção dos blocos chegando até a edificação dos conveses.
Falaremos também dos processos executados em cada estagio como o manuseio
das chapas, cortes, chanfros, processos de soldagem e as demais variáveis
inseridas no processo de fabricação da embarcação.
3.2.1 – Fabricação dos painéis
Os painéis são estruturas metálicas que constitui uma embarcação, variam de
tamanho, forma, seqüência de fabricação de acordo com as particularidades de
cada projeto construtivo. È a junção dos conjuntos de painéis que forma a estrutura
de uma embarcação, logo devem respeitar ao máximo as dimensões de projeto
evitando com isso problemas construtivos.
Os processos de fabricação de painéis devem ser realizados de maneira a
evitar as imperfeições geométricas, provenientes das intervenções de fabricação,
reduzindo assim problemas na junção de painéis e blocos e a diminuição de
resistência da estrutura oceânica decorrente das distorções na estrutura da
embarcação. A Figura 15 ilustra o painel do empurrador sendo fabricado.

35
Figura 15 – Fabricação dos painéis do empurrador.
A fabricação dos painéis se processa com a união de chapas que são
apoiadas com enrijecedores transversais e longitudinais, podendo em casos
particulares serem enrijecidos com apoios nos dois sentidos. Esses enrijecedores
como o próprio nome diz tem a função de enrijecer as chapas de maneira a dar
resistência aos painéis fazendo com que os mesmos suportem os esforços sofridos
em trabalho. Em seguida falaremos sobre os processos mecânicos utilizados na
fabricação dos painéis da embarcação estudada.
i - Tratamento mecânico das chapas (cortes).
As chapas metálicas são uma das matérias primas mais importante na
fabricação de uma embarcação, logo as mesmas necessitam de um tratamento
especial, tanto no seu manuseio através de locomoção e estocagem quanto nas
intervenções mecânica sofridas por elas, de maneira a estar apta a ser processada
durante a fabricação.
A locomoção das chapas deve ser feita de maneira a não comprometer sua
estrutura, ou seja, as mesmas devem sempre ser transportadas em mecanismos
que evitem as deformações plásticas e elásticas, pois com isso as chapas metálicas
sofrem sérias avarias em sua micro-estrutura, comprometendo sua integridade
devido à redução de sua resistência. Com relação a sua estocagem, as chapas
devem sempre estar bem protegidas e permanecerem guardadas em uma superfície
plana, evitando sempre alocá-las de forma bi apoiada, já que assim podemos ter
problemas geométricos e estruturais. Em seguida veremos as Figuras 16 e 17, que

36
demonstram como as chapas são transportadas e armazenadas na fabricação do
empurrador.
Figura 16 - Transporte das chapas.
Figura 17 – Chapas armazenadas.
As chapas metálicas são fabricadas e comercializadas em tamanhos e formas
padronizadas, no entanto, na construção dos painéis de uma embarcação,
precisamos de chapas com geometrias diferentes das encontradas no mercado, logo
precisaremos de uma maquina de corte para realizar os devidos cortes de maneira a
atender as necessidades de projeto na fabricação de uma embarcação. Na
fabricação do empurrador, embarcação fonte de estudo do nosso trabalho, foi
utilizada uma maquina de corte a plasma CNC, ilustrada na Figura 18.

37
Figura 18 - Máquina de corte a plasma CNC.
A máquina acima é a responsável por realizar os cortes nas chapas que
constituem os painéis do empurrador. Esses cortes são realizados através de uma
programação efetuada pelo operador, ou seja, é inserida a máquina um arquivo em
AutoCAD contendo as especificações de projeto, esse arquivo é convertido em um
programa de operação utilizado pela máquina, fazendo com que os cortes sejam
feitos de acordo com as particularidades contidas no arquivo em AutoCAD, tendo
com isso maior velocidade e precisão nos cortes das chapas.
ii - Processo de soldagem
Na fabricação dos painéis de uma embarcação, usamos um determinado
processo de soldagem para realizar a união das chapas e o enrijecimento das
mesmas, de maneira a disponibilizar a estrutura oceânica uma maior resistência aos
esforços de trabalho que a mesma irá sofrer. No capitulo anterior podemos ver os
diferentes tipos de processos de soldagem e os mais usados na construção naval.
Na construção dos painéis de nosso empurrador, foi utilizado o processo de
soldagem a arame tubular (FCAW), tanto na junção das chapas quanto na soldagem
dos enrijecedores. A utilização desse processo na fabricação dos painéis se dá
principalmente pelas altas taxas de deposição, altas eficiências de deposição, altos
fatores operacionais, solda com boa ductilidade e tenacidade e facilidade de se
soldar em todas as posições. (Adaptado FORTES 2004).
38
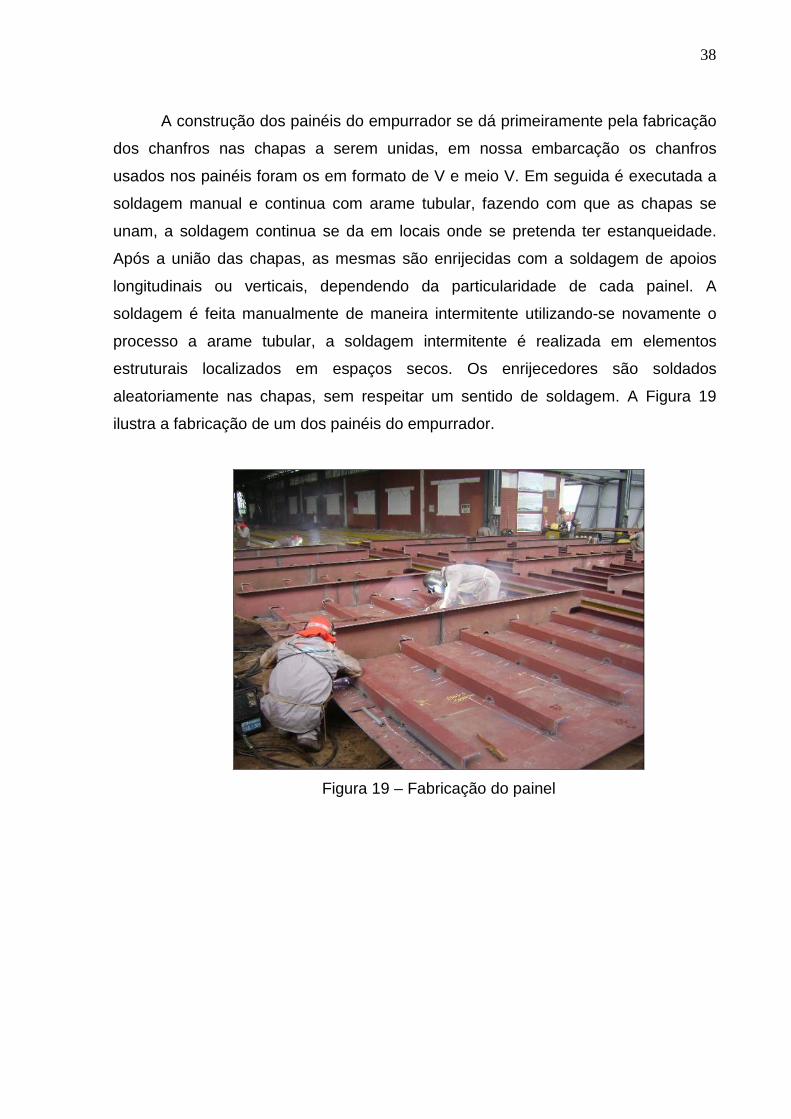
A construção dos painéis do empurrador se dá primeiramente pela fabricação
dos chanfros nas chapas a serem unidas, em nossa embarcação os chanfros
usados nos painéis foram os em formato de V e meio V. Em seguida é executada a
soldagem manual e continua com arame tubular, fazendo com que as chapas se
unam, a soldagem continua se da em locais onde se pretenda ter estanqueidade.
Após a união das chapas, as mesmas são enrijecidas com a soldagem de apoios
longitudinais ou verticais, dependendo da particularidade de cada painel. A
soldagem é feita manualmente de maneira intermitente utilizando-se novamente o
processo a arame tubular, a soldagem intermitente é realizada em elementos
estruturais localizados em espaços secos. Os enrijecedores são soldados
aleatoriamente nas chapas, sem respeitar um sentido de soldagem. A Figura 19
ilustra a fabricação de um dos painéis do empurrador.
Figura 19 – Fabricação do painel

39
3.2.2 – Fabricação do casco
O casco é a base estrutural de uma embarcação, é a responsável por receber
os propulsores, cargas e de estar em contato direto com rios e oceanos, logo deve
manter sua estanqueidade, pois sua flutuação está diretamente ligada a esse fator.
Deve também dispor de geometrias que evitem maiores forças de arrastos
facilitando a locomoção da embarcação. É a partir do casco que a embarcação será
edificada recebendo os conveses que acomodarão materiais e pessoas. Na Figura
20 é mostrada a imagem do casco de uma embarcação.
Figura 20 – Imagem da construção de um casco.
Neste estudo, no empurrador a fabricação do casco procedeu-se em duas
etapas, a proa e a popa foram fabricadas separadamente. A opção de fabricar o
casco em duas partes, ou blocos, acontece devido à facilidade de se manusear os
painéis que o formarão. Fato que seria muito complicado se a fabricação fosse
realizada já em seu tamanho normal, pois seria bem mais difícil a locomoção dos
painéis devido às grandes dimensões dos mesmos, já que o empurrador se trata de
uma embarcação de médio porte.
Outro fato muito interessante na fabricação do empurrador, é que a
construção do casco foi executada de ponta a cabeça, ou seja, o casco da
embarcação foi fabricado com seu fundo para cima, com o intuito de facilitar a
soldagem, pois dessa forma a posição de soldagem mais usada é a plana, evitando
soldagens na posição sobre cabeça, já que a mesma necessita de uma maior

40
habilidade do soldador aumentando com isso o tempo de realização da soldagem. A
Figura 21 ilustra a imagem da fabricação do casco do empurrador.
Figura 21 - Fabricação do casco.
i - Fabricação da proa
A proa é a parte frontal do empurrador, é a junção de painéis com geometrias
características que dão forma a mesma, será responsável por carregar em seu
interior combustível e de se anexar a balsa que será empurrada pela embarcação. A
fabricação da proa se processa a partir das vigas e anéis de sustentações da
estrutura da embarcação, lembrando que essa embarcação não tem uma quilha
central, e sim estruturas de sustentação dividas ao longo de seu casco.
Os painéis são soldados nas vigas e anéis de sustentação, e utilizam
chanfros em V, meio V e em X, dependendo do formato de cada peça a ser unida. O
processo de soldagem usado na fabricação do casco é o FCAW, processo manual
de soldagem continua. A Figura 22 mostra uma imagem da fabricação da proa do
empurrador.
41
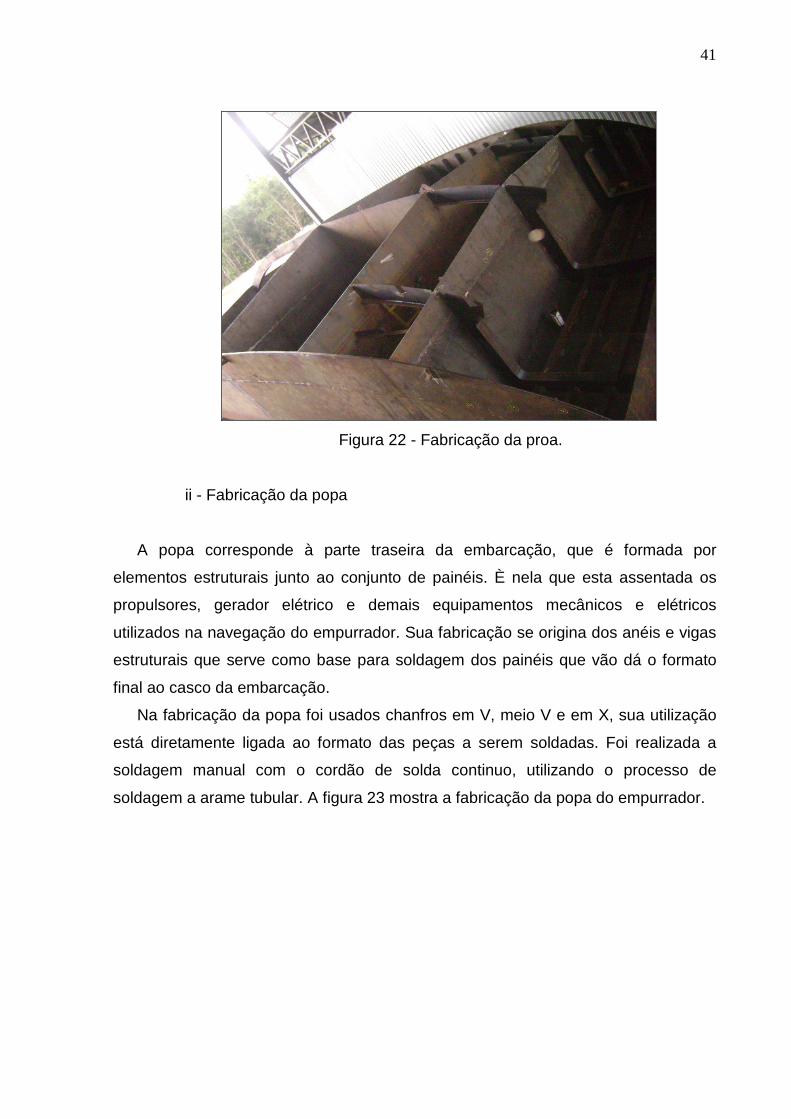
Figura 22 - Fabricação da proa.
ii - Fabricação da popa
A popa corresponde à parte traseira da embarcação, que é formada por
elementos estruturais junto ao conjunto de painéis. È nela que esta assentada os
propulsores, gerador elétrico e demais equipamentos mecânicos e elétricos
utilizados na navegação do empurrador. Sua fabricação se origina dos anéis e vigas
estruturais que serve como base para soldagem dos painéis que vão dá o formato
final ao casco da embarcação.
Na fabricação da popa foi usados chanfros em V, meio V e em X, sua utilização
está diretamente ligada ao formato das peças a serem soldadas. Foi realizada a
soldagem manual com o cordão de solda continuo, utilizando o processo de
soldagem a arame tubular. A figura 23 mostra a fabricação da popa do empurrador.

42
Figura 23 - Fabricação da popa.
3.2.3 – Junção dos blocos
Os blocos correspondem à popa e proa do empurrador, que foram fabricadas
separadamente como vimos anteriormente. Após o termino da fabricação dos
blocos, os mesmo são transportados com a ajuda de guindastes para um local
chamado de dique, é lá que os blocos serão unidos através do processo de
soldagem formando o casco da embarcação, que depois será edificado de acordo
com as especificações de seu projeto.
O dique é um tanque que dispõe de comportas com acesso direto a rios, mares,
lagos etc. A fase final de construção da embarcação acontece dentro do dique, pois
assim que necessário, as comportas se abrem e a água entra no tanque fazendo
com que o empurrador flutue e poça sair do dique para ser testado e posteriormente
entrar em operação. A Figura 24 ilustra o empurrador sendo fabricado dentro do
dique.
43
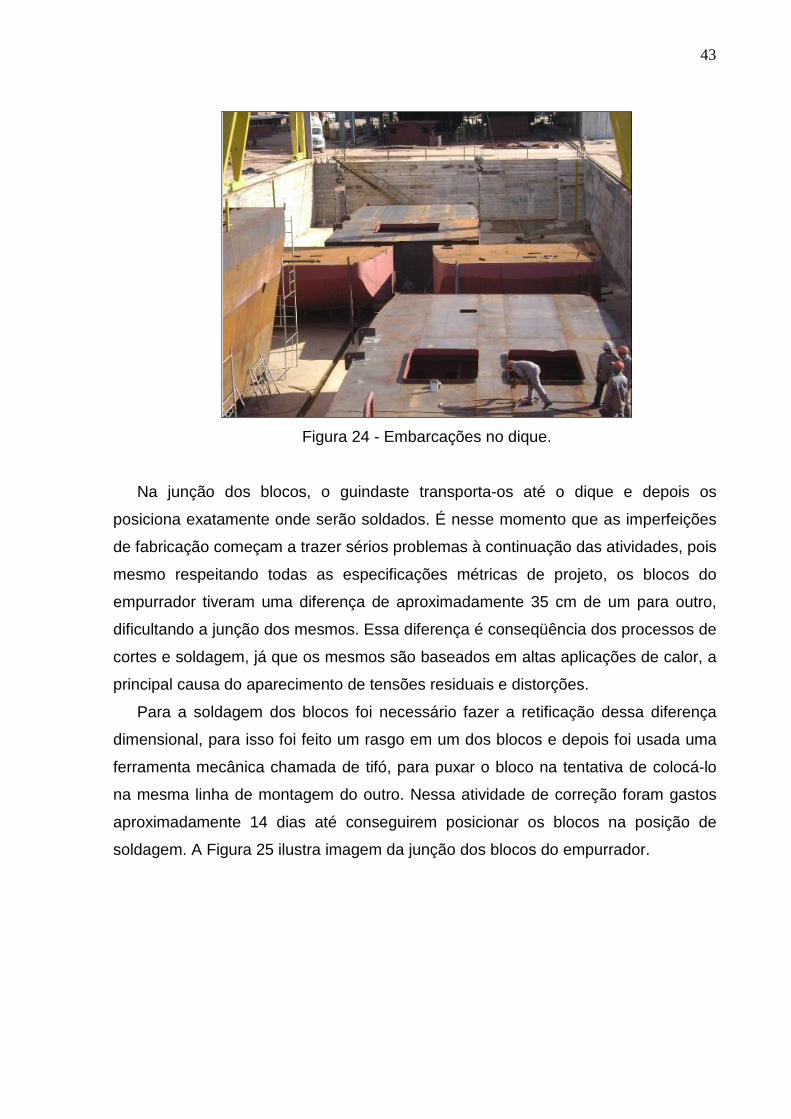
Figura 24 - Embarcações no dique.
Na junção dos blocos, o guindaste transporta-os até o dique e depois os
posiciona exatamente onde serão soldados. É nesse momento que as imperfeições
de fabricação começam a trazer sérios problemas à continuação das atividades, pois
mesmo respeitando todas as especificações métricas de projeto, os blocos do
empurrador tiveram uma diferença de aproximadamente 35 cm de um para outro,
dificultando a junção dos mesmos. Essa diferença é conseqüência dos processos de
cortes e soldagem, já que os mesmos são baseados em altas aplicações de calor, a
principal causa do aparecimento de tensões residuais e distorções.
Para a soldagem dos blocos foi necessário fazer a retificação dessa diferença
dimensional, para isso foi feito um rasgo em um dos blocos e depois foi usada uma
ferramenta mecânica chamada de tifó, para puxar o bloco na tentativa de colocá-lo
na mesma linha de montagem do outro. Nessa atividade de correção foram gastos
aproximadamente 14 dias até conseguirem posicionar os blocos na posição de
soldagem. A Figura 25 ilustra imagem da junção dos blocos do empurrador.

44
Figura 25 - Junção dos blocos.
Na soldagem dos blocos foi utilizado o chanfro em V com cobre-junta. A
soldagem foi executada manualmente com cordão de solda continuo usando o
processo de soldagem a arame tubular. Após a soldagem dos blocos, foram
realizados os ensaios não destrutivos de liquido penetrante, gamo grafia e ultra-som,
atestando a qualidade da solda.
3.2.4 – Edificação
A edificação é a fabricação dos conveses a partir do casco já pronto, esse
processo de fabricação acontece no interior do dique e corresponde a fase final de
construção do empurrador. Os conveses são ambientes da embarcação, e tem
como função alojar pessoas como os camarotes e cozinha, equipamentos de
navegação, encontrados no comando e materiais em geral. A fabricação dos
conveses acontece com a junção de painéis com geometrias particulares através de
processos de soldagem e montagem, formando um determinado ambiente no
interior da embarcação. Na Figura 26 veremos a imagem da edificação do
empurrador.

45
Figura 26 - Imagem da edificação do empurrador.
A edificação dos conveses iniciou-se com a soldagem de pilares estruturais no
casco da embarcação, foi utilizado em quase todas as etapas o processo de
soldagem FCAW, com cordão de solda continuo. Em seguida foram soldados os
painéis laterais e superiores nos pilares usando soldagem a arame tubular manual e
intermitente nas laterais, e cordão continuo nos painéis superiores, formando o
convés principal do empurrador. Alem do convés principal foram fabricados os
conveses de passadiço e do piloto.

46
Capítulo 4 Discussões dos resultados
4.1 – Distorções nos painéis do empurrador
As distorções nos painéis que compõe a embarcação são oriundas de
inúmeros procedimentos e processos realizados na fabricação dos mesmos. A falta
de um maior controle de qualidade na fabricação dos painéis é um dos maiores
problemas encontrados, já que assim as imperfeições geométricas vão
maximizando-se fazendo com que haja redução na resistência e grandes variações
geométricas entre os blocos, necessitando-se de futuras correções o que aumenta
fortemente o tempo de fabricação e conseqüentemente seus custos.
As imperfeições nos painéis do empurrador em alguns casos poderiam ser
percebidas facilmente, no entanto, a maior prova que as imperfeições estavam
presentes ficou evidente no momento da união dos blocos, pois foi possível perceber
uma diferença geométrica de aproximadamente 35 cm de um bloco para o outro,
necessitando-se de intervenções mecânicas que perduraram por 14 dias para
corrigir as falhas de fabricação.
A grande disparidade de um bloco para o outro acontece devido às tensões
residuais que surgem na fabricação dos painéis, essas tensões são as responsáveis
pelas indesejáveis distorções. Apesar de ter sido respeitada rigorosamente as
dimensões dos painéis e blocos na fabricação do empurrador, o acumulo de
distorções encontradas nos mesmos fazem com que as dimensões finais fiquem
diferentes das especificadas no projeto construtivo, causando problemas estruturais
e necessidade de correção.
Os principais aspectos que levaram as imperfeições dos painéis foram:
o Manuseio indevido das chapas.
o Falta de padronização na soldagem dos enrijecedores.
o Monitoramento do processo de soldagem.
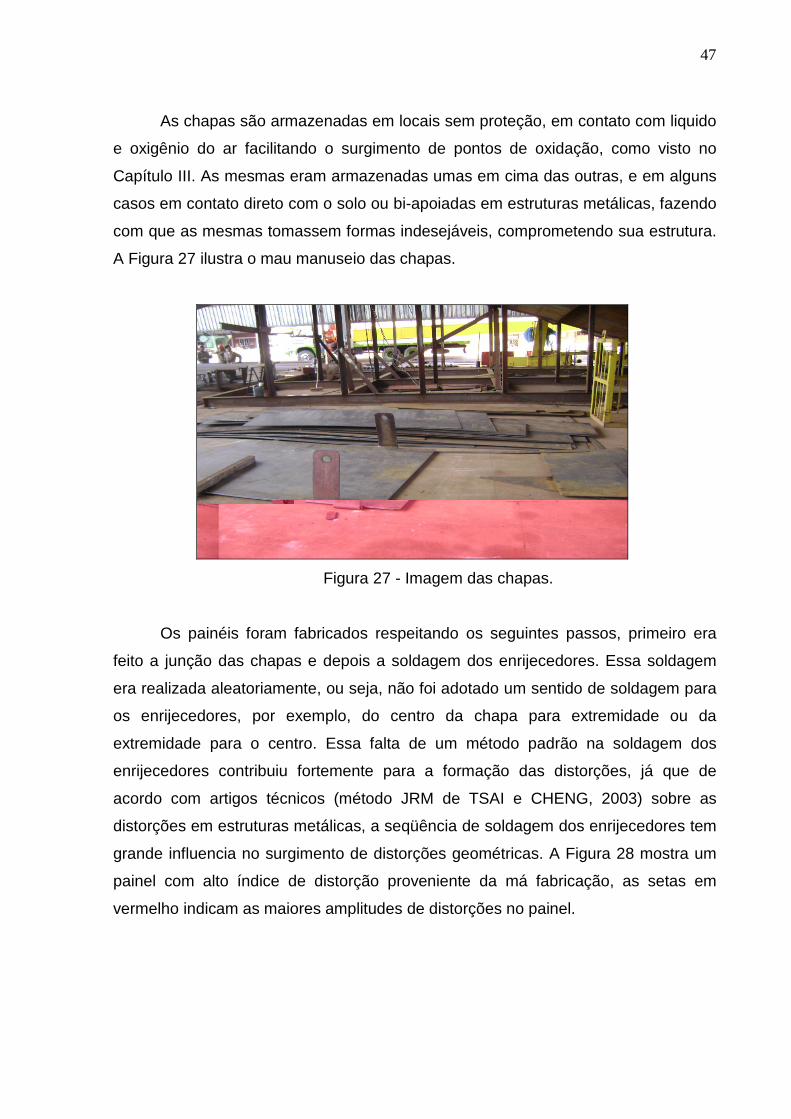
47
As chapas são armazenadas em locais sem proteção, em contato com liquido
e oxigênio do ar facilitando o surgimento de pontos de oxidação, como visto no
Capítulo III. As mesmas eram armazenadas umas em cima das outras, e em alguns
casos em contato direto com o solo ou bi-apoiadas em estruturas metálicas, fazendo
com que as mesmas tomassem formas indesejáveis, comprometendo sua estrutura.
A Figura 27 ilustra o mau manuseio das chapas.
Figura 27 - Imagem das chapas.
Os painéis foram fabricados respeitando os seguintes passos, primeiro era
feito a junção das chapas e depois a soldagem dos enrijecedores. Essa soldagem
era realizada aleatoriamente, ou seja, não foi adotado um sentido de soldagem para
os enrijecedores, por exemplo, do centro da chapa para extremidade ou da
extremidade para o centro. Essa falta de um método padrão na soldagem dos
enrijecedores contribuiu fortemente para a formação das distorções, já que de
acordo com artigos técnicos (método JRM de TSAI e CHENG, 2003) sobre as
distorções em estruturas metálicas, a seqüência de soldagem dos enrijecedores tem
grande influencia no surgimento de distorções geométricas. A Figura 28 mostra um
painel com alto índice de distorção proveniente da má fabricação, as setas em
vermelho indicam as maiores amplitudes de distorções no painel.

48
Figura 28 - Imagem do painel distorcido.
O processo de soldagem predominante na fabricação do empurrado foi o
processo a arame tubular, procedimento manual sem um maior controle das
variáveis de soldagem, como corrente, tensão, distancia de arco, velocidade se
soldagem, quantidade de metal depositado etc. Essa falta de monitoramento do
procedimento de soldagem resulta em altos índices de imperfeições geométricas
das estruturas da embarcação, pois segundo artigos técnicos sobre o assunto
(AMARAL 2005), quanto maior a quantidade de metal depositado na soldagem,
maior será a temperatura fornecida à estrutura, fazendo com que haja grandes
diferenças de temperatura ao redor da solda, reprimindo sua expansão e
contribuindo para o aparecimento de tensões residuais e imperfeições.
4.2 – Sugestões para minimização das distorções
As imperfeições geométricas foram às maiores dificuldades encontradas na
fabricação do empurrador, esse tipo de problema é muito comum na construção de
embarcações e trás grandes prejuízos a indústria naval. Foi comprovado através de
diversos estudos em laboratórios com métodos numéricos e experimentais, que o
aumento na amplitude das distorções em painéis metálicos resulta em diminuição da
resistência ao colapso, alem de retardar o processo de fabricação devido à
49
necessidade de correção das deformações, aumentando assim o custo final de
fabricação.
O refinamento de alguns procedimentos que estão diretamente ligados a
fabricação da embarcação, podem diminuir significativamente a incidência de
distorções nos painéis. Um maior cuidado com o manuseio das chapas evitando que
as mesmas fiquem em ambientes sem proteção, em contato direto com ar e
umidade, e alocadas e transportadas de maneira incorreta, facilitando o surgimento
de deformações plásticas e elásticas, deve contribuir para a diminuição das
imperfeições de fabricação. No entanto, são os processos que tem como principal
particularidade a utilização de calor, os maiores responsáveis pelo aparecimento das
imperfeições geométricas, dentre eles temos na fabricação naval os processos de
corte e principalmente o de soldagem.
Os métodos de soldagem dos enrijecedores também aparecem como uma
das principais variáveis responsáveis pelo aparecimento das imperfeições
geométricas, pois de acordo com artigos técnicos ( método JRM Tsai e Sheng) que
tratam da fabricação de estruturas metálicas, diferentes maneiras de soldar os
enrijecedores podem aumentar ou diminuir a amplitude das imperfeições em painéis.
A seguir sugeriremos alguns procedimentos que podem ser seguidos tanto na
realização da soldagem quando na metodologia de fabricação dos painéis, para se
evitar problemas geométricos na fabricação naval.
i - Soldagem dos painéis
A soldagem é a maior causadora das imperfeições em estruturas metálicas
que são fabricadas utilizando-se desse processo, essas imperfeições estão
diretamente ligadas à quantidade de calor fornecida no processo de união dos
metais, logo qualquer medida que minimize a incidência de altas temperaturas
devem ser tomadas.
A diminuição do volume de solda depositada é um fator muito importante para
a redução das distorções em painéis metálicos, já que dessa forma há uma
diminuição significativa na temperatura de soldagem. A redução do volume de solda
se torna uma tarefa muito difícil, pois os soldadores são penalizados em caso de
soldas com espessuras menores que as designadas em projeto, fazendo com que
os mesmos realizem soldas superdimensionadas, aumentando assim a temperatura

50
de soldagem e conseqüentemente as imperfeições de fabricação. Os soldadores
devem ser informados de que grande quantidade de solda depositada traz
distorções ao material, dessa forma devem ser treinados com o objetivo de
desempenhar uma solda com maior precisão, evitando o excesso e ao mesmo
tempo se preocupando com a falta.
A robotização no processo de soldagem é uma alternativa bastante viável
para se evitar as distorções em painéis metálicos, haja vista que dessa forma,
podemos ter um maior controle sobre as variáveis de soldagem e evitaríamos
problemas relacionados às imprecisões humanas. Com a soldagem automatizada
podemos confeccionar cordões de solda com maior qualidade e velocidade,
diminuindo com isso as distorções, já que a realização da soldagem em maiores
velocidades diminui a incidência de calor no processo, pois a soldagem mais lenta
tende a depositar um maior volume de metal de adição, aumentando a temperatura
e as distorções. Alem do ganho em qualidade, teremos o aumento em produtividade,
já que os processos de soldagem robotizados na maioria dos casos são mais
rápidos que os manuais, alem de serem os mais indicados para realização de
soldagem em locais com altos índices de insalubridade.
Se a fabricação dos painéis do empurrador fosse realizada utilizando-se de
um processo de soldagem robotizado, muito provavelmente teríamos baixos índices
de imperfeições geométricas dos mesmos, ganhando em produtividade e qualidade
do produto final. Esses benefícios poderiam ser alcançados com a compra de um
protótipo que pudesse realizar a soldagem dispondo de alguns graus de liberdades,
no mercado existem vários modelos com diferentes comandos que podem ser
utilizados na soldagem de painéis metálicos. A Figura 29 ilustra como poderia ser
usado um robô na fabricação dos painéis do empurrador.

51
Figura 29 – Leiaute da soldagem robotizada
Para a execução da soldagem dos painéis através do processo robotizado,
teríamos que fixar ao solo um guia metálico que pudesse receber o protótipo, dando
liberdade para deslocar-se ao longo de sua superfície. Em seguida os painéis seriam
colocados próximo ao robô e já devidamente ponteados através do processo de
soldagem manual, lembrando que os painéis devem ficar dispostos em uma posição
onde o braço do robô possa ter acesso em torno de todo seu eixo. Depois de todo o
processo anteriormente descrito, o protótipo seria programado e entraria em
operação soldando o primeiro painel, após o termino da soldagem do primeiro, o
robô giraria 180° em torno do seu eixo posicionando-se de frente com o segundo
painel. Com a soldagem do segundo painel, o protótipo se deslocaria no sentido do
guia com a ajuda do operador ou através de mecanismos, posicionando-se no
sentido da soldagem subseqüentemente programada.
Para a execução segura das atividades desempenhadas pelo robô, deve-se
delimitar a área de operação do protótipo evitando que pessoas cheguem próximo,
com o intuito de evitar possíveis acidentes. O robô seria operado por um profissional
devidamente treinado com conhecimentos da programação do equipamento,
fazendo com que o protótipo realize a soldagem com precisão.
Painel 1. Painel 2. Guia do protótipo. Protótipo.

52
ii – Método de enrijecimento JRM
A maneira como é soldado os enrijecedores em um painel metálico, pode
influenciar substancialmente no aparecimento de imperfeições geométricas.
Pesquisadores como TSAI e SHENG (2003) estudaram o aparecimento e o
desenvolvimento de distorções em painéis soldados, e chegaram a um método
chamado de JRM (Joint Rigidity Method), que tem como principal função
disponibilizar uma ``ótima`` seqüência de soldagem, que mantenha a planicidade de
painéis metálicos que são fabricados utilizando-se do processo de soldagem.
O método JRM, que em português significa (métodos de rigidez de juntas)
orienta a soldagem dos enrijecedores de painéis metálicos a partir da região mais
rígida da chapa, ou seja, a soldagem dos enrijecedores deve começar do centro da
chapa para extremidade, reprimindo com isso os efeitos das forças que atuam
através das tensões residuais diminuindo as distorções de fabricação. Na Figura 30
é demonstrado como deve ser realizada a soldagem de acordo com o método JRM.
Figura 30 - Método JRM (Adaptado de TSAI e CHENG 2003).
A numeração a cima demonstra o cronograma de soldagem que deve ser
tomado na execução da fixação dos enrijecedores, ou seja, a primeira soldagem
deve iniciar no numero 1 e assim sucessivamente, obedecendo a seqüência
sugerida no método JRM, da localização com maior rigidez para de menor. A
utilização desse método na fabricação do empurrador poderia ter diminuído a
incidência de distorções, fazendo com que os painéis mantivessem sua planicidade.

53
iii – Método de enrijecimento caixa de ovo
Outro procedimento que reduz as imperfeições de fabricação em painéis
metálicos é o método caixa de ovo, que consiste na fabricação dos enrijecedores
fora da chapa a ser enrijecida, ou seja, é fabricada uma estrutura em forma de
grelha, com a soldagem de reforços transversais e longitudinais formando os
enrijecedores da chapa. Em seguida a estrutura fabricada é soldada a chapa
metálica reforçando-a, resultando em uma diminuição significativa das distorções de
fabricação. A seguir demonstraremos na Figura 31 como se processa o método
caixa de ovo. (Adaptado de Dydo, 1999).
Figura 31 – Método Caixa de ovo (Adaptado de DYDO 2005).

54
4.3-Prováveis melhorias com a utilização dos procedimentos sugeridos.
O maior problema encontrado na fabricação do empurrador estava
relacionado às imperfeições geométricas nos painéis do mesmo, logo com a
utilização de alguns procedimentos sugerido no presente trabalho, podemos ter
grandes ganhos em produtividade e qualidade do produto final. Com uso de alguns
métodos de enrijecimento dos painéis e principalmente com a utilização da
soldagem robotizada, podemos ter uma redução significativa no tempo de fabricação
da embarcação, já que não necessitaríamos realizar as indesejáveis correções
geométricas.
i – Ganho em produtividade
No processo de fabricação tradicional usado na construção do empurrador,
observamos inúmeros problemas que influenciaram negativamente na produtividade
de fabricação da embarcação, isso ficou evidente na fase de junção dos blocos,
quando foi necessário corrigir as disparidades geométricas dos mesmos,
demandando de aproximadamente 14 dias de retrabalho para alinhar os blocos
dando-lhes condições de serem soldados. Alem da perda de tempo, houve grandes
desperdícios de materiais para a realização das retificações.
Com a utilização do processo de soldagem robotizado, teríamos uma
considerável diminuição na amplitude das distorções dos painéis metálicos,
inviabilizando a necessidade de grandes correções evitando com isso gastos
excessivos de mão de obra e material.
ii – Qualidade do produto final.
Com o uso de métodos de enrijecimento e soldagem robotizada, evitaríamos
fazer rasgos no casco do empurrador para retificação das imperfeições geométricas
oriundas da fabricação, melhorando com isso a estética do casco, pois com a
necessidade de correção são exercidas forças na estrutura da embarcação para que
a mesma se alinhe a posição de soldagem, fazendo com que as chapas percam sua

55
planicidade tomando formas onduladas. A necessidade de correção das distorções
além de trazerem problemas com estética pode diminuir a resistência ao colapso do
empurrador, já que a incidência de forças no processo pode trazer avarias à
estrutura da embarcação.

56
Capítulo 5 Conclusões
1 - As imperfeições geométricas oriundas da incidência de calor nos
processos de fabricação da embarcação são as maiores responsáveis
pelas perdas em produtividade e qualidade.
2 - A prática de refinamento em processos que estão diretamente ligados
a fabricação da embarcação, pode diminuir as distorções em painéis
metálicos.
3 - A metodologia de soldagem dos enrijecedores influencia
substancialmente no aparecimento das imperfeições geométricas nos
painéis metálicos.
4 - A robotização dos processos de soldagem pode diminuir a incidência
de distorções nas estruturas da embarcação
5 – Os métodos de soldagem dos enrijecedores influenciam no
surgimento das imperfeições geométricas.

57
5.1 – Sugestões para futuros trabalhos
1 - Realizar um estudo mais detalhado sobre o desenvolvimento das
tensões residuais em juntas soldadas;
2 - Analise da viabilidade econômica da utilização da soldagem
robotizada na fabricação naval;
3 - Estudo mais profundo dos malefícios sofridos por embarcações
decorrentes das imperfeições geométricas;
4 - Analise experimental do uso da robotização na soldagem de painéis
de embarcações;
58
5.2 – Referências AMARAL e ESTEFEN. Distorções De Fabricação Na Construção Naval e Offshore. Universidade Federal do Rio de Janeiro, Departamento de Engenharia
Naval e Oceânica (2004).
FEDELE. Soldagem Na Indústria Naval Moderna: Materiais e Processos. Artigo
publicado na revista Soldagem & Inspeção – Ano 6. N° 9. (2000).
JESUS e GITAHY. Transformação Na Indústria De Construção Naval Brasileira e Seus Impactos No Mercado De Trabalho. 1° congresso de desenvolvimento
regional de cabo verde (2007).
INFOSOLDA. Tensões Residuais De Soldagem. Disponível em:
WWW.infosolda.com.br (2003).
TELLES. Historia da Engenharia Naval. Instituto Histórico e Geográfico Brasileiro
da Academia Nacional de Engenharia. (2006).
INFOSOLDA. Incorporar a Robótica Aplicada a Soldagem: As Questões Organizacionais Para se Obter Sucesso. Disponível em: WWW.infosolda.com.br
(2003). GUROVA, QUARANTA E ESTEFEN. Monitoramento do Estado das Tensões Residuais Durante a Fabricação de Navios. Laboratório de Tecnologia Submarina
– COPPE/UFRJ. (2004).
MARQUES, MODONESI E BRACARENSE. SOLDAGEM e Fundamentos e Tecnologia. UFMG (2005).
TSAI e CHENG. Avaliação do Efeito da Seqüência de Soldagem na Distorção de Painéis. (2003).

59
CABRAL e JUNIOR. Especificação de Procedimentos de Soldagem MIG Para o Preenchimento de Cavidades pela Técnica de Camadas Sucessivas. Trabalho
de conclusão de curso. (UFPA 2008).
FORTES. Arame Tubular OK, Eletrodo Revestido, MIG/MAG e Arco Submerso.
Catálogo de Soldagem. ESAB, Maio/2004. Disponível em: http://www.esab.com.br.
Acesso em: ago. de 2006.

60
5.3 - ANEXOS
1 – Planta da embarcação tipo empurrador







