dynamic simulation of a solar powered hybrid sulfur
TRANSCRIPT
University of South CarolinaScholar Commons
Theses and Dissertations
2018
Dynamic Simulation of a Solar Powered Hybridsulfur Process for Hydrogen ProductionSatwick BodduUniversity of South Carolina
Follow this and additional works at: https://scholarcommons.sc.edu/etd
Part of the Chemical Engineering Commons
This Open Access Thesis is brought to you by Scholar Commons. It has been accepted for inclusion in Theses and Dissertations by an authorizedadministrator of Scholar Commons. For more information, please contact [email protected].
Recommended CitationBoddu, S.(2018). Dynamic Simulation of a Solar Powered Hybrid sulfur Process for Hydrogen Production. (Master's thesis). Retrievedfrom https://scholarcommons.sc.edu/etd/4820

Dynamic Simulation of a Solar Powered Hybrid sulfur Process for
Hydrogen Production
by
Satwick Boddu
Bachelor of Technology,
Indian Institute of Technology - Guwahati, 2014
Submitted in Partial Fulfillment of the Requirements
For the Degree of Master of Science in
Chemical Engineering
College of Engineering and Computing
University of South Carolina
2018
Accepted by:
Edward P. Gatzke, Director of Thesis
Stanford G. Thomas, Reader
John W. Weidner, Reader
Cheryl L. Addy, Vice Provost and Dean of the Graduate School
ii
Abstract
The Hybrid Sulfur process is a thermo-electrochemical cycle used to produce hydrogen
from water. The process requires a high temperature energy source for H2SO4
decomposition with temperature reaching 800°C. This step is followed by SO2 -
depolarized water electrolysis. Using solar energy as the high temperature energy source
allows for efficient environmentally friendly production of hydrogen. This method is an
alternative to traditional photovoltaic electrolysis for hydrogen production. Making the
process economically competitive is a major challenge. Operating the process with
changes in the availability of solar energy also increases process complexity. The
dependence of the process on solar energy requires analysis of the electrolysis and
decomposition sections separately.
The Hybrid Sulphur process was modelled in ASPEN Plus for a target
production rate of 500 gram moles of H2 per second. The process simulation includes
H2SO4 decomposition and O2 separation of the SO2/O2 product from the H2SO4
decomposition. Given the transient nature of solar energy utilized for the decomposition
reaction, analysis of the dynamics of the separation section is of primary importance. A
dynamic simulation was developed with control schemes to stabilize the process. This
simulation was analyzed for step changes in feed flowrate corresponding to the target
hydrogen production rate of 500 gram moles per second. With the proposed controller

iii
configuration, the separation process exhibits time constants ranging from approximately
40 min for a step change in the overall production rate from 100% to 50%. The settling
time for the same production rate change is approximately 60 min. The separation
system can accommodate the system operating a 0% capacity by maintaining column flow
with dilution water. At zero feed the process is functional but it just the recycles the water
from the electrolyzer section through the system making it entirely redundant and
uneconomical. To avoid shutdown of the separation section at low production rates, this
work proposes to include holdup storage tanks for the product streams from the
decomposition section. This will allow the distillation columns to run continuously, but
the separation system must accommodate variable feed rates. Dynamic variation in the
separation section caused by changes in the solar-powered decomposition reactor may
thus be mitigated by use of gas and liquid holdup tanks. The results of these simulation
prove vital in analysis of the viability of the future for large scale hydrogen production
through high temperature Hybrid Sulphur process.

iv
Table of Contents
Abstract ................................................................................................................................ii
List of Figures ....................................................................................................................... v
List of Tables ....................................................................................................................... vi
Chapter 1. Introduction ...................................................................................................... 1
Chapter 2. Chemistry of Hydrogen Production .................................................................. 4
2.1 Hybrid Sulphur Cycle ................................................................................................. 4
2.2 The Bayonet Decomposition Reactor ....................................................................... 7
Chapter 3. Simulation ....................................................................................................... 10
3.1 Steady state simulation ........................................................................................... 10
3.2. Dynamic simulation ................................................................................................ 15
Chapter 4. Results ............................................................................................................. 19
4.1 Steady state results ................................................................................................. 19
4.2 Energy ...................................................................................................................... 19
4.3 Dynamic simulation ................................................................................................. 20
4.4. Analysis of the Dynamic response ......................................................................... 32
4.5. Limitations of the Simulation ................................................................................. 34
Chapter 5. Conclusion ...................................................................................................... 36
Chapter 6. Future Work .................................................................................................... 37
References ........................................................................................................................ 38
Appendix A: Aspen plus results ........................................................................................ 40
v
List of Figures
Figure 2. 1. Schematic diagram of an SO2 – depolarized electrolyzer ................................ 6
Figure 2. 2. Schematic diagram of Bayonet Decomposition Reactor ................................. 9
Figure 3. 1. Schematic diagram of Hybrid Sulphur process (high temperature section) . 12
Figure 3. 2. Hybrid Sulphur process dynamic Simulation ................................................. 13
Figure 3. 3. Gas Separation section .................................................................................. 14
Figure 3. 4. Control schemes in the Aspen Dynamics simulation ..................................... 17
Figure 3. 5. Control schemes in the Aspen Dynamics simulation ..................................... 18
Figure 4. 1. Temperature profile of the decomposition reactor (step change: +25%) .... 21
Figure 4. 2. Sump Liquid level profile in the O2 distillation column (step change: +25%) 22
Figure 4. 3. Pressure profile of the O2 distillation column (step change: +25%).. ............ 23
Figure 4. 4. Liquid level profile of the SO2 distillation column (step change: +25%). ....... 24
Figure 4. 5. Pressure profile of the SO2 distillation column (step change: +25%). ........... 25
Figure 4. 6. Temperature profile of the decomposition reactor (step change: -50%) ..... 26
Figure 4. 7. Sump Liquid level profile in the O2 distillation column (step change: -50%). 27
Figure 4. 8. Pressure profile of the O2 Distillation column (step change: -50%). ............. 28
Figure 4. 9. Sump Liquid level of the SO2 distillation column (step change: -50%). ......... 29
Figure 4. 10. Pressure profile of SO2 distillation column (step change: -50%). ................ 30
Figure 4. 11. Final product stream at zero feed flow rate ................................................ 31

vi
List of Tables
Table 4. 1. Utilities for the steady state SO2 production rate of 1161 Kmol/hr ............... 19
Table 4. 2. Tank sizes for liquid and gas storages for excess decomposition products ... 33
Table 4. 3. Results of control loop response for vital blocks ............................................ 34
Table A. 1 Components specified in Aspen Plus ............................................................... 40
Table A. 2 Global reactions ............................................................................................... 40
Table A. 3 High Temperature reactions ............................................................................ 41
Table A. 4 Decomposition output stream ......................................................................... 42
Table A. 5 Aspen results for the Output stream ............................................................... 44
Table A. 6 Results of Energy analysis on Aspen Plus ........................................................ 45
Table A. 7 The Gaseous stream entering the gas separation section .............................. 46
Table A. 8 The liquid stream entering the separation section ......................................... 48
Table A. 9 Outlet stream after oxygen separation ........................................................... 50
Table A. 10 Design specifications of the Oxygen distillation column ............................... 52
Table A. 11 Design Specifications of the Sulphur Dioxide distillation column ................. 52
Table A. 12 Temperature control on reactors .................................................................. 53
Table A. 13 Sump level control for oxygen separation ..................................................... 53
Table A. 14 Pressure control for oxygen separation ........................................................ 53
Table A. 15 Sump level control for Sulphur dioxide separation ....................................... 54

vii
Table A. 16 Pressure control for Sulphur dioxide separation ........................................... 54
1
Chapter 1. Introduction
The need for renewable and sustainable energy is dictated by the fact of depleting fossil
fuels and an intention to lower the greenhouse gas emissions to fight climate change.
Hydrogen is seen as a means to accomplish this goal in the long term. Hydrogen is an
outstanding storage medium for energy, which is a key component in the Hydrogen
economy. Electricity can be used to produce Hydrogen by splitting water by electrolysis.
Hydrogen is then stored and can be used to generate electricity using efficient fuel cells.
With their heavy dependence on climatic conditions, renewable energies like solar and
wind must address energy storage and transportation problems. Hydrogen is a possible
solution to these problems, paving the way towards a promising future for renewable
energies. Hydrogen is vastly abundant in nature, however not in its pure state. Due to
high reactivity, it is found bound to other elements to form compounds (water,
hydrocarbons). Limited availability of Hydrogen in its basic diatomic form (H2) imposes a
need to find an effective production method.
Hydrogen can be produced from natural gas using high-temperature
steam. This process, called steam methane reforming, accounts for about 95% of the
hydrogen used today in the United States [1]. However this method involves consumption
of fossil fuels and emission of greenhouse gases. Water splitting process are attractive for
hydrogen production due to the abundance of water in the nature and limited emission
2
of greenhouse gases when consumed. Direct electrolysis of water requires electricity
generation. The overall efficiency is of this process likely to be only about 20-24% based
on the Lower heating value (LHV) of hydrogen produced [2]. Processes which promise
efficiencies of over 40% have been identified which use external heat generated by solar
or nuclear sources to power thermochemical water splitting process [2,3,4]. More than
100 processes have been subjected to various analyses and research studies to determine
the potential candidates to produce H2 since 1960’s. Thermochemical cycles using sulfur
often require a high temperature H2SO4 decomposition section. These processes are
among the most attractive options due to their high thermal efficiencies compared to
other competitive processes [5,6,7].
Among the thermochemical cycles examined by the NHI, the Hybrid
Sulphur process and Sulfur-Iodine (SI) process were recognized as effective for nuclear
hydrogen production on large scale [8]. The Sulphur-Iodine cycle is a three step process
with recycling of Iodine and sulphur dioxide. Under International Nuclear Energy Research
Initiative (INERI), the French CEA, General Atomics and Sandia National Laboratories (SNL)
are jointly developing the sulfur-iodine process [9,10,11]. The Hybrid sulphur process
involves a high temperature decomposition step which is followed by electrolysis. The
Hybrid Sulphur cycle has been identified as one of the most advanced processes for solar
hydrogen production, with research activities funded under the DOE-EERE Solar
Thermochemical Hydrogen (STCH) program. SRNL is involved in the STCH project to
determine the feasibility of the Hybrid Sulphur process and developing the components
3
of Hybrid Sulphur process: Bayonet decomposition reactor and SO2 – depolarized
electrolyzer (SDE) [2].
This work focuses on developing a separation section for the sulphuric acid
decomposition products and analyzing the dynamic response for several process
fluctuations (eg. Energy) in decomposition.
4
Chapter 2. Chemistry of Hydrogen Production
2.1 Hybrid Sulphur Cycle:
The Hybrid Sulphur cycle was first proposed by Westinghouse Electric Corporation in
1970s [12,13]. It came to be known as the Westinghouse process after undergoing years
of development. The process involves oxidation and reduction reaction of sulphur. The
entire process involves two major reaction steps: 1] High temperature decomposition of
H2SO4 and 2] SO2 depolarized electrolysis of water.
The decomposition of H2SO4 is endothermic, effectively proceeding with an
external heat supply at temperatures higher than 800 OC. This decomposes sulphuric acid
to produce sulphur trioxide (SO3) and steam (H2O):
H2SO4 --> SO3 + H2O
Sulphur trioxide is dissociated to SO2 and O2 by further catalytic heating.
SO3 -----> SO2 + 1/2O2
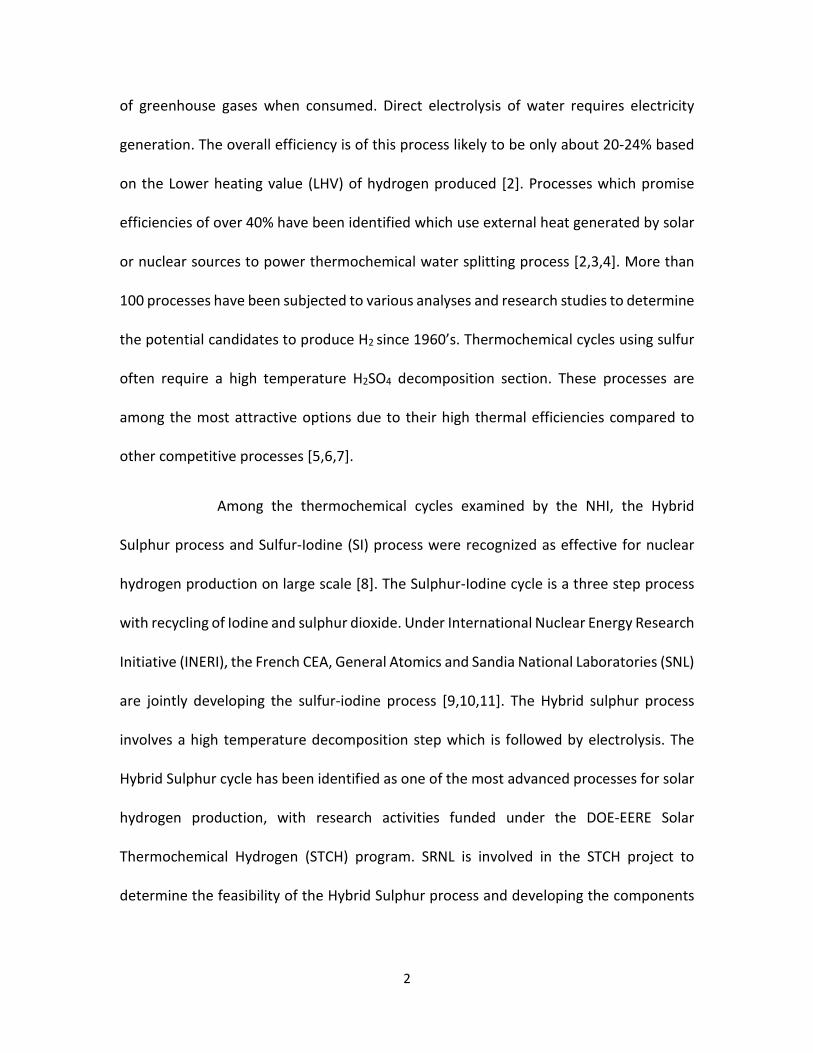
O2 is removed from the decomposition products as a by-product by
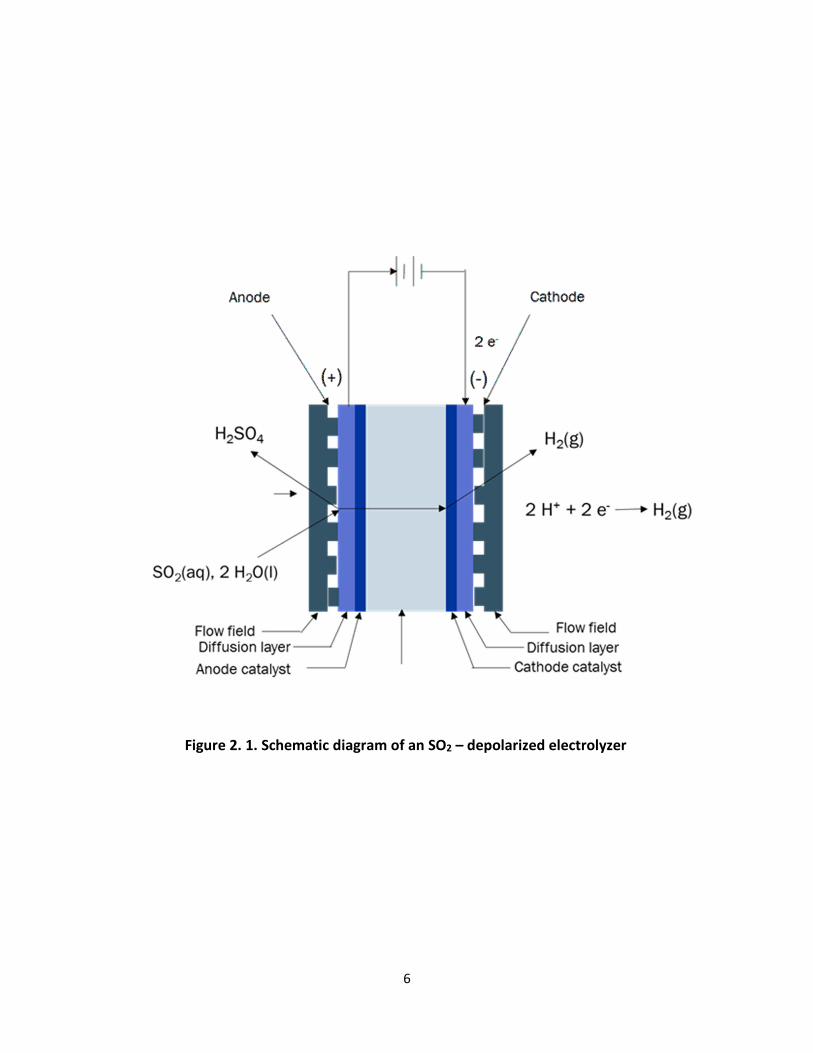
distillation. The remaining mixture of H2O, SO2 and unreacted H2SO4 is fed to the anode
of the sulphur dioxide electrolyzer (SDE). The SO2 in the mixture is electrochemically
oxidized at the anode to form H2SO4, protons and electrons.
5
SO2 + 2H2O -----> H2SO4 +2H+ + 2e-
The H2SO4 is recycled back to the decomposition reactor. The protons are
transported across the membrane to the cathode where it recombines with electrons to
form Hydrogen (H2) [14].
2H+ + 2e- ----> H2
Sulphur – Dioxide Electrolysis (SDE) distinguishes the Hybrid Sulphur process
from other the Sulphur cycles. The process has a standard cell potential -0.158 V at 25 OC.
This is 87% less than that of water electrolysis i.e. -1.229V [15]. This leads to far less
consumption of electricity, making the process more efficient and a primary factor in low
cost hydrogen production [3,4]. In practice, water electrolyzers have higher cell potentials
of -1.7 to -2.0 V for most of the commercially viable current densities due to ohmic losses
and electrode over-potentials. Similarly SDEs operate at a cell potential higher than -
0.243V at practical current densities due to the SO2 dissolved [4]. SRNL research was able
to attain a potential of -0.6V at temperature higher than 100 OC and pressure around 10
bar for a current density of 500 mA/cm2 [4,16]. Thus, SDE appears to be a significant
improvement over traditional water electrolysis.
6
Figure 2. 1. Schematic diagram of an SO2 – depolarized electrolyzer

7
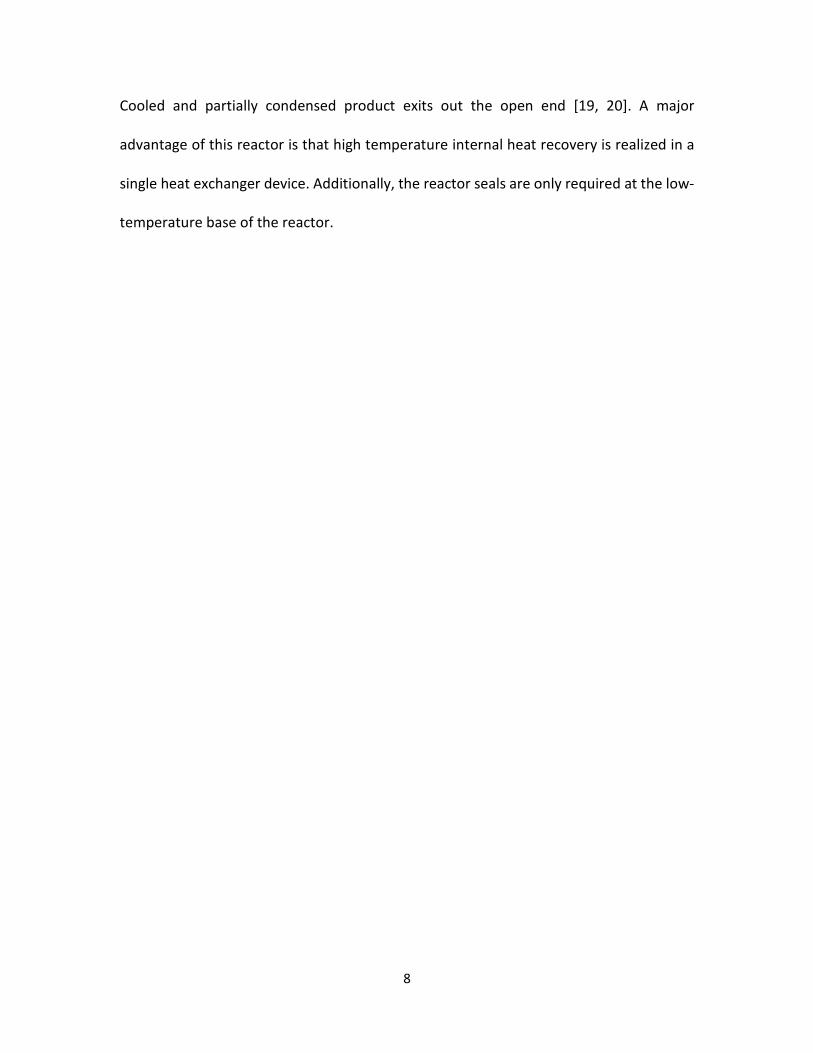
2.2 The Bayonet Decomposition Reactor:
A bayonet reactor is preferred to carry out the high temperature sulphuric acid
decomposition. During the NHI, SNL identified the bayonet reactor as the fundamental
design to vaporize and decompose the H2SO4 inside a single component [17]. The reactor
is modelled to be a plug-flow reactor with the feed and heating fluid flowing though
concentric paths. The concentrated H2SO4 feed mixture enters the reactor at 120 0C. It is
vaporized and superheated to around 1075 0C where it decomposes into SO3. Sulphur
trioxide is catalytically decomposed into SO2 and O2. This gaseous mixture is cooled to 480
0C with SO3 re-associating with water to form H2SO4 and further cooled down to 250 0C.
Due to the high-temperature operating conditions of the reactor it is a
challenge to find an appropriate material that can resist these extreme conditions without
corrosion or deterioration. Additionally, the material should have good heat transfer
characteristics. Silicon Carbide (SiC) is proposed as a solution to these problems. SiC can
be used as the tube material for both the external end and internal open closed tubes
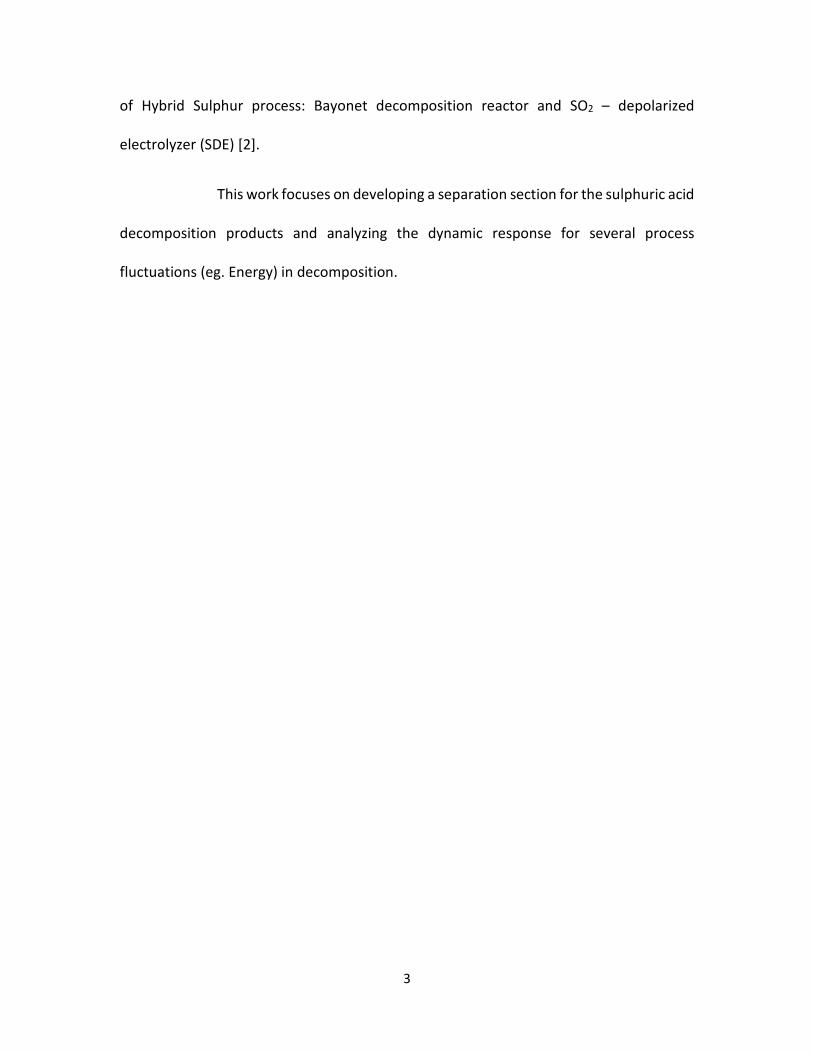
[18]. As depicted in the Figure 2, the reactor consists of one closed ended SiC tube and an
open ended SiC tube both co-axially aligned to form two concentric flow paths. A baffle
tube may be included to enhance heat transfer. Concentrated liquid H2SO4 is fed at the
open end to the annulus, where it is vaporized before passing through an annular catalyst
bed. The decomposition reaction takes place in the catalyst bed, using heat provided by
the external heat source. The products are SO2, O2, and H2O in vapor form. These products
return through the central tube and exchange heat with the feed through recuperation.
8
Cooled and partially condensed product exits out the open end [19, 20]. A major
advantage of this reactor is that high temperature internal heat recovery is realized in a
single heat exchanger device. Additionally, the reactor seals are only required at the low-
temperature base of the reactor.
9
Figure 2. 2. Schematic diagram of Bayonet Decomposition Reactor
High
Temperature
Heat
Outlet: SO2,
O2, H
2O

10
Chapter 3. Simulation
A model of high temperature section of Hybrid Sulphur process with the gas separation
section and decomposition reactor is simulated on ASPEN plus. Given the complexity of
designing a bayonet reactor, a generic stoichiometric reactor was setup with fixed
conversion rates. The output stream from the reactors is passed into the separations
section where distillation is employed. The steady state and dynamic responses of the gas
separations are primarily analyzed for variations in the feed flow rate.
3.1 Steady state simulation:
The Hybrid Sulphur simulation model built with ASPEN plus does not include the
electrolysis process and is limited to decomposition section of the process. The
decomposition section of the process is solar driven, which leads to variations in energy
supply for the decomposition. This unpredictability in the high temperature section
recommends a storage for SO2 produced so that it can be used to run the electrolysis
uninterrupted. Being dynamically different the electrolysis section and high temperature
decomposition section are designed and analyzed separately. Therefore this simulation is
limited only to the decomposition section. The model

11
consists of mainly two sections: 1) High temperature decomposition and 2) separation of
gases.
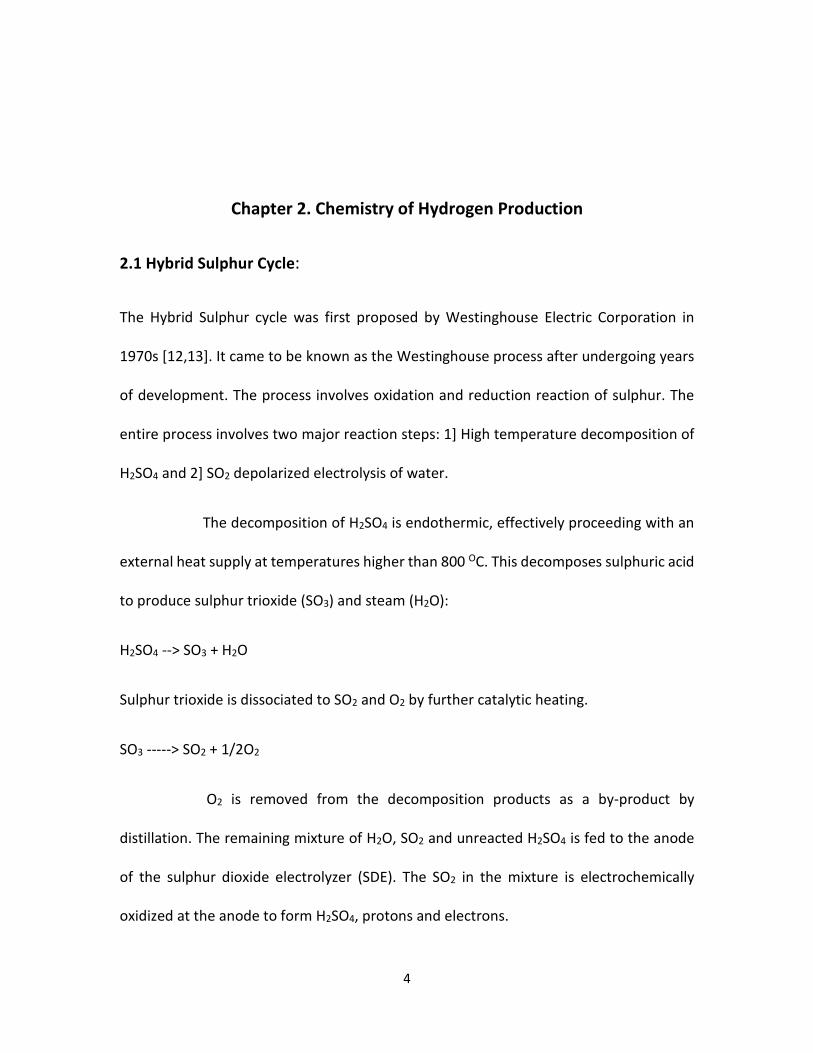
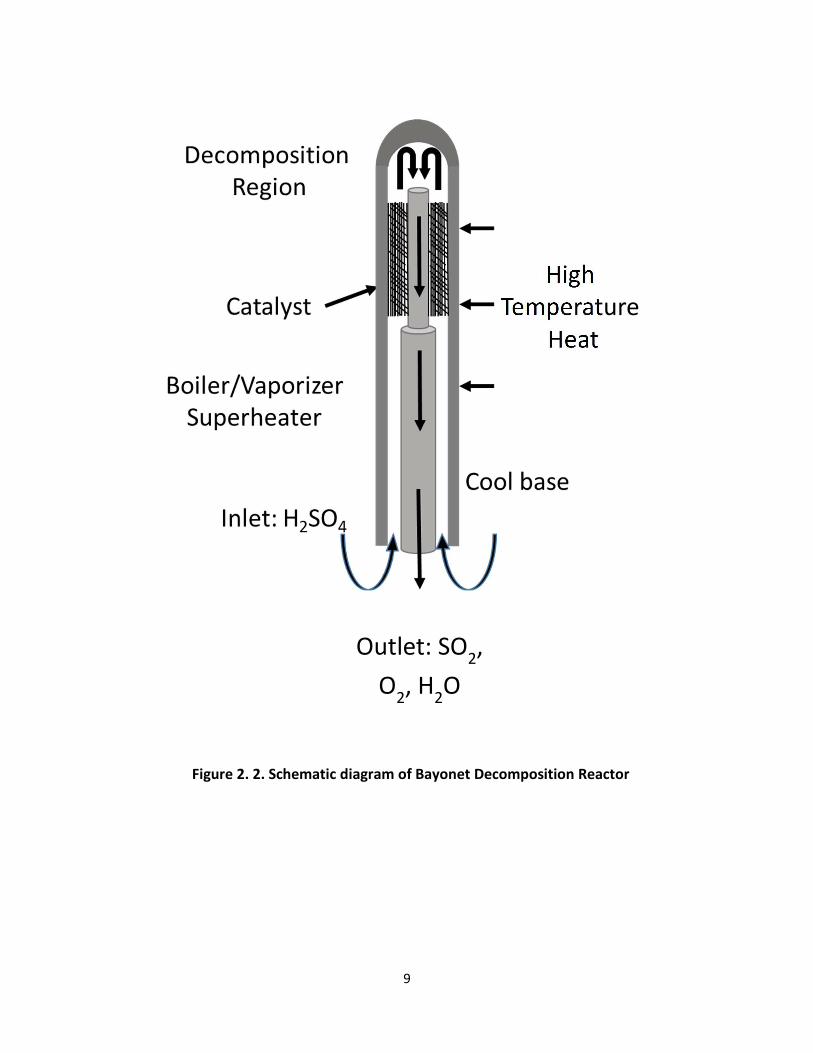
The feed stream to the reactor contains H2SO4 at a concentration of 50
wt% at 120 0C and 1 bar. This feed is decomposed to Sulphur dioxide and oxygen by the
decomposition section. A separator at 145 0C concentrates the sulphuric acid and is then
passed through the decomposition section which is designed with two reactors and a
heater to resemble the original bayonet reactor. The first reactor decomposes the
sulphuric acid at 950 0C at 1 bar to SO3. The second reactor at 950 0C further decomposes
SO3 to SO2 and O2. The material stream from the decomposition reactors are subjected
to further cooling and passed into flash drums to separate liquid and gaseous
components.
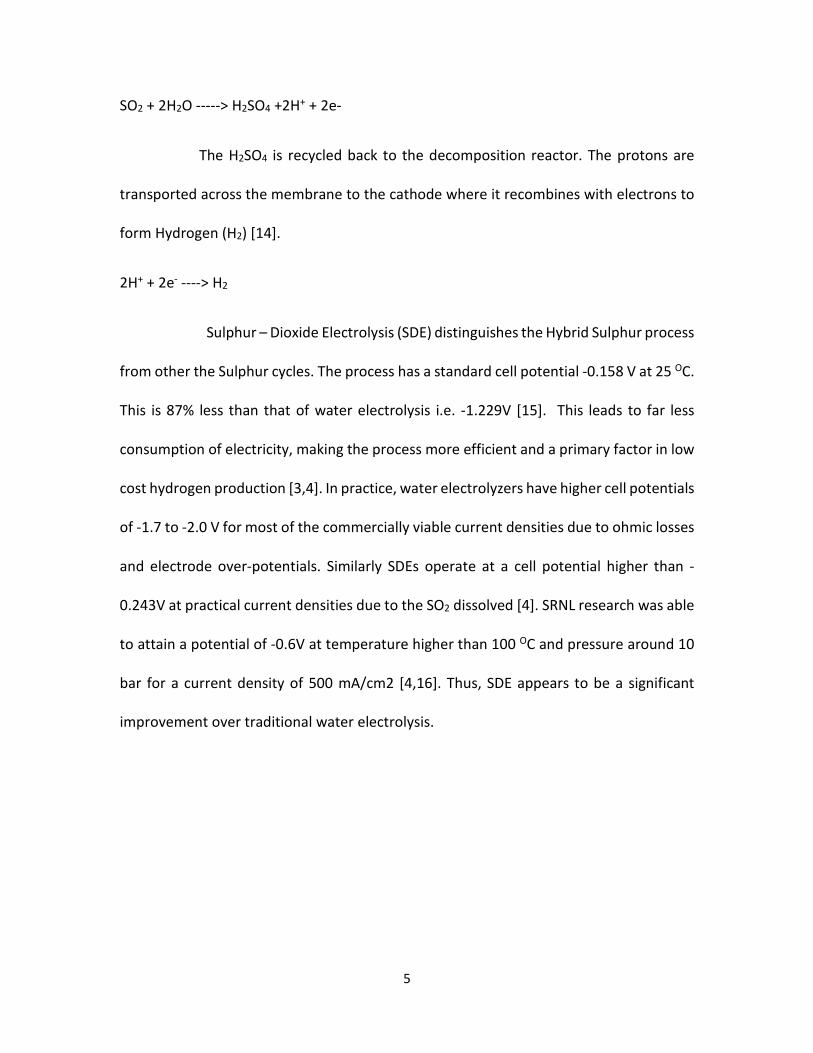
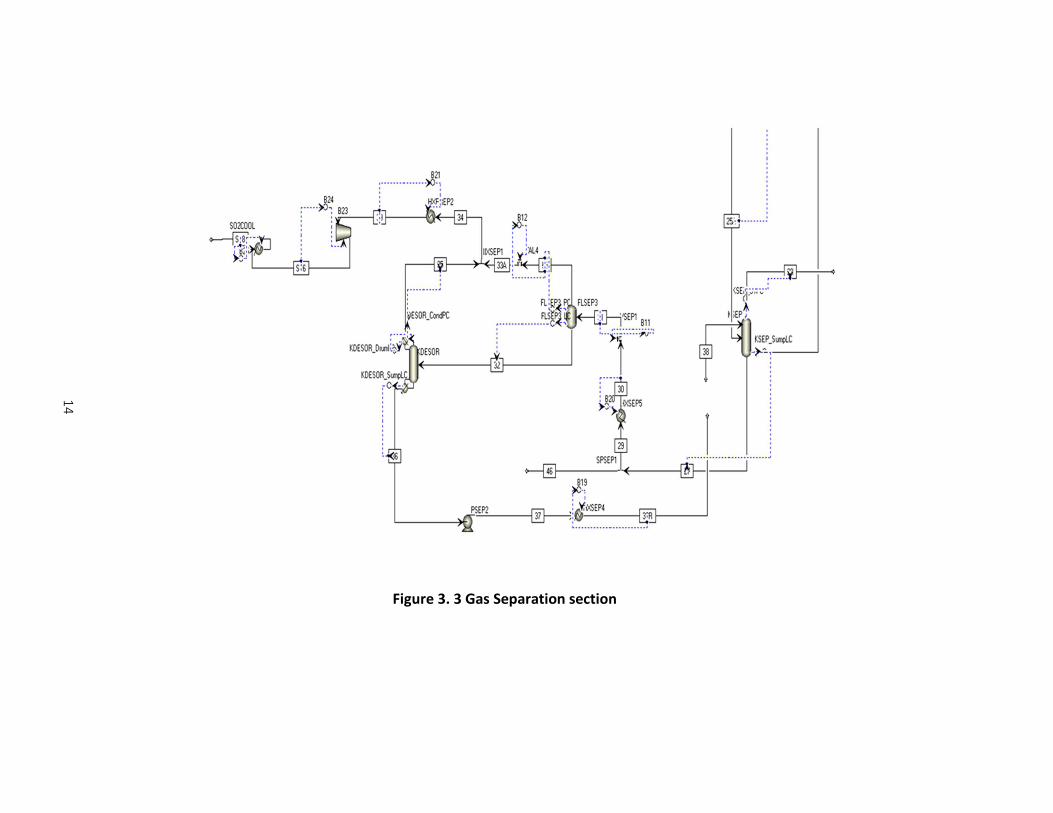
The gas and liquid streams from the high temperature decomposition
section are passed into a separation section. The separation of gases was accomplished
primarily through two distillation columns. The feed to the first distillation column
(number of stages = 15, diameter = 2.21 m, height = 9.144 m) is composed of the gas and
liquid streams from the decomposition section. This column separates the oxygen, leaving
Sulphur dioxide along with water. Sulphur dioxide is completely separated from the water
in the second distillation column (number of stages = 15, reflux ratio = 4, diameter = 4.92
m, height = 7.24 m). After separation, the SO2 may be stored or passed into the
electrolyzer section.
12
Figure 3. 1. Schematic diagram of Hybrid Sulphur process (high temperature section)
13
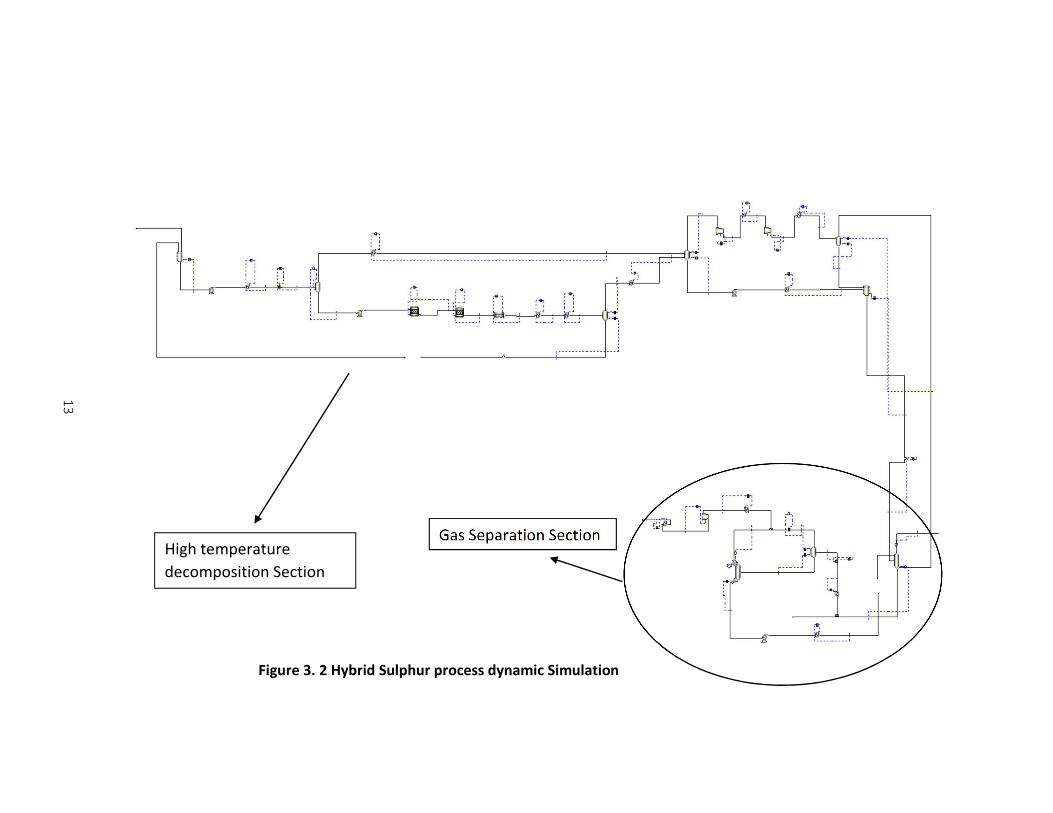
Gas Separation Section High temperature
decomposition Section
Figure 3. 2 Hybrid Sulphur process dynamic Simulation
14
Figure 3. 3 Gas Separation section
15
3.2. Dynamic simulation:
The steady state simulation in Aspen plus is converted to Aspen Dynamics. The model
must have controllers added to maintain stable operation. This allows the process to be
analyzed under various production rates. Controllers are established over various blocks
in the simulation and tuned to enable the system to vary the production rate of sulphur
dioxide upto 50%. The prominent control schemes used for the blocks are:
1) Heaters with specified vapor fraction: Ratio control of input and output volumetric
flow with heat duty as the manipulated variable.
2) Heaters with specified outlet temperature: Feedback reverse acting control with
heat duty as manipulated variable.
3) Tanks: Feedback control with outlet flow as manipulated variable.
4) Reactors: Feedback control of reactor temperature with heat duty being the
manipulated variable.
5) Flash separators: Feedback control of pressure and liquid level of the blocks by
controlling the flow rate of gas and liquid streams respectively.
6) Distillation Columns: Sump level control by bottom stream flowrate and pressure
control by overhead stream flowrate.
16
The controllers on the distillation columns and other blocks are tuned to
proper parameters for efficient transition between different production rates. The
settling time for distillation columns post the step change were upto 2-3 hours for the
above mentioned transitioned. The controllers needed large Gain to make the process
rapid and smooth. Such large gains however raise serious stability issues and complexities
in practical applications.

17
Property controlled : Liquid level Controlled : Liquid level and pressure
Set-point : 6.19 m Set-point : 2.83 m and 11.4 bar
Figure 3. 4. Control schemes in the Aspen Dynamics simulation
18
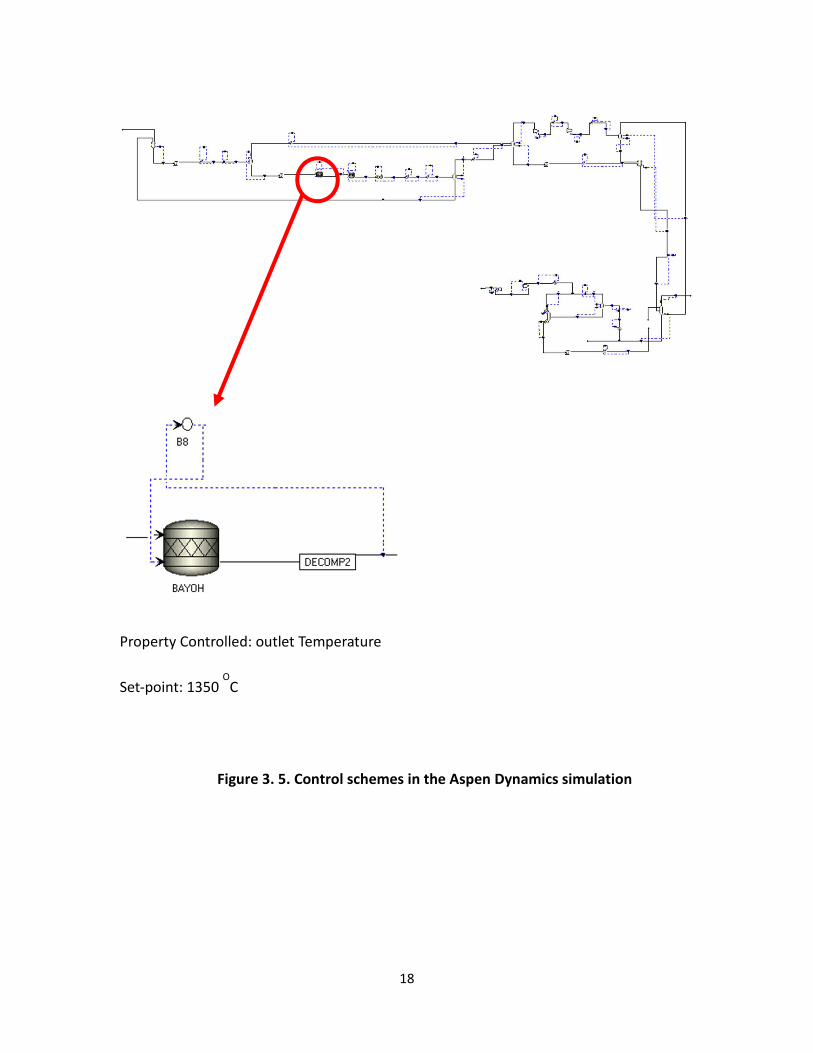
Property Controlled: outlet Temperature
Set-point: 1350 O
C
Figure 3. 5. Control schemes in the Aspen Dynamics simulation
19
Chapter 4. Results
The simulation is run on ASPEN Plus which analyzes the system under steady state. The
simulation is then converted to ASPEN dynamics and results were recorded for the
changes in feed flowrates.
4.1 Steady state results:
A feed stream of H2SO4 (50% wt) enters the system at a rate of 11,606 Kmol/hr at 120 OC.
After carrying out both the high temperature decomposition and gas separations the
simulation model managed to generate 1161 Kmol/hr of Sulphur dioxide which is
stored/passed into the electrolysis section. Oxygen gas of 894 Kmol/hr is produced as a
by-product.
4.2 Energy:
Energy analysis of the steady state simulation is in the table below.
Table 4. 1. Utilities for the steady state SO2 production rate of 1161 Kmol/hr
Property Energy in Gcal/hr
Heating Utilities 393.6
Cooling Utilities 268.7
20
4.3 Dynamic simulation:
The dynamic simulation is subjected to changes in the input feed flowrate. The controllers
placed on each block is tuned enough to make the transitions quick and effective. The
simulation is analyzed for an increase to 14606 Kmol/hr and decrease to 5803 Kmol/hr
from steady state for the input feed flowrate. The dynamic simulation does scale down
much more than 50% but the ASPEN dynamics is ineffective in recognizing the empty
trays. The step down in production rates is limited to 50% to ensure no empty trays. The
dynamics of the decomposition reactor are limited to the temperature. A better design
of the reactor would have enabled us to analyze the transience of the decomposition
reaction.
Dynamic response for the feed flow rate changes of some blocks are depicted
below. There was no oscillatory or inverse responses observed.
4.3.1 For an increase of 25% in feed flowrate:
The amount of SO2 now produced is 1149 kmol/hr with traces of oxygen and 118 kmol/hr
of water in the output stream. The feed flowrate is increased to 14606 kmol/hr (125%) at
t=10.5 hr. The system settles back to the steady state in about 2 hrs.
21
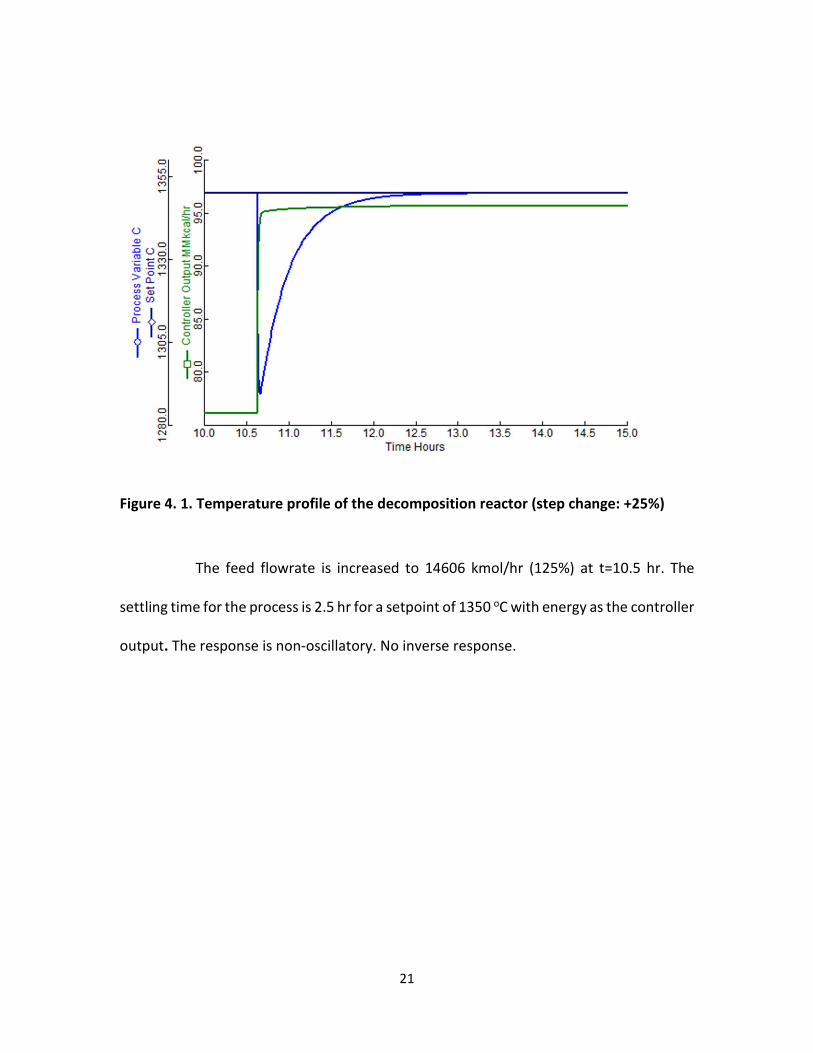
Figure 4. 1. Temperature profile of the decomposition reactor (step change: +25%)
The feed flowrate is increased to 14606 kmol/hr (125%) at t=10.5 hr. The
settling time for the process is 2.5 hr for a setpoint of 1350 oC with energy as the controller
output. The response is non-oscillatory. No inverse response.
22
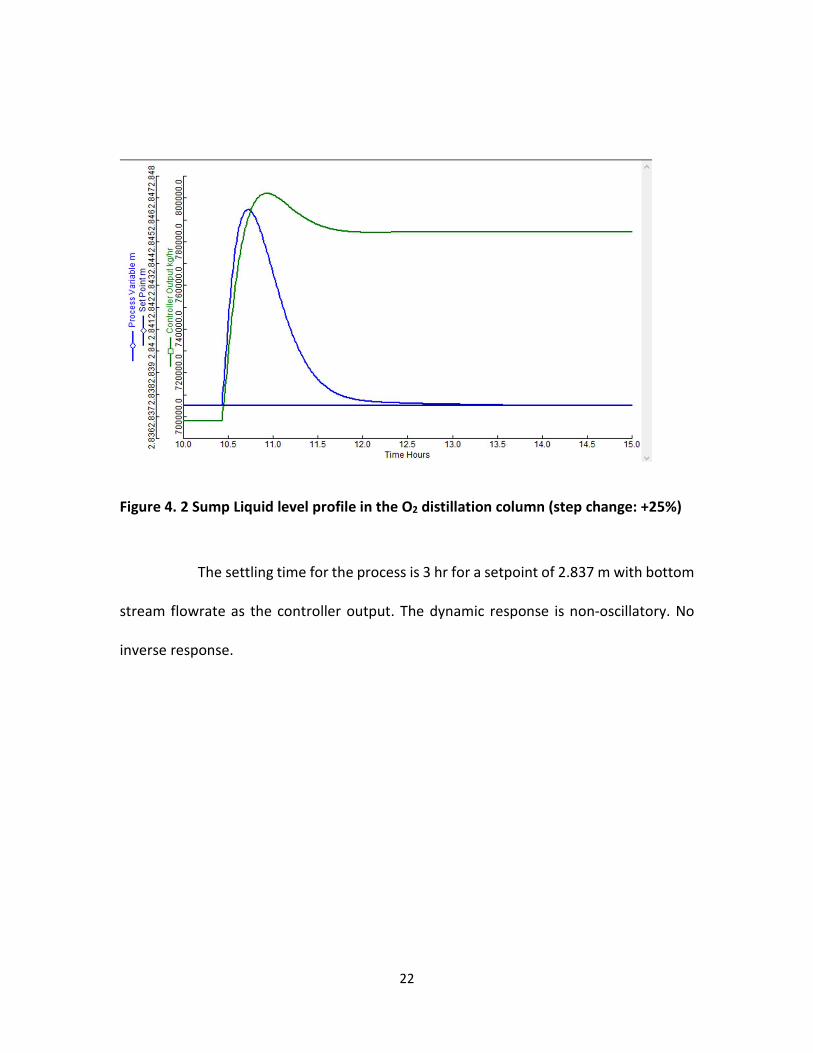
Figure 4. 2 Sump Liquid level profile in the O2 distillation column (step change: +25%)
The settling time for the process is 3 hr for a setpoint of 2.837 m with bottom
stream flowrate as the controller output. The dynamic response is non-oscillatory. No
inverse response.
23
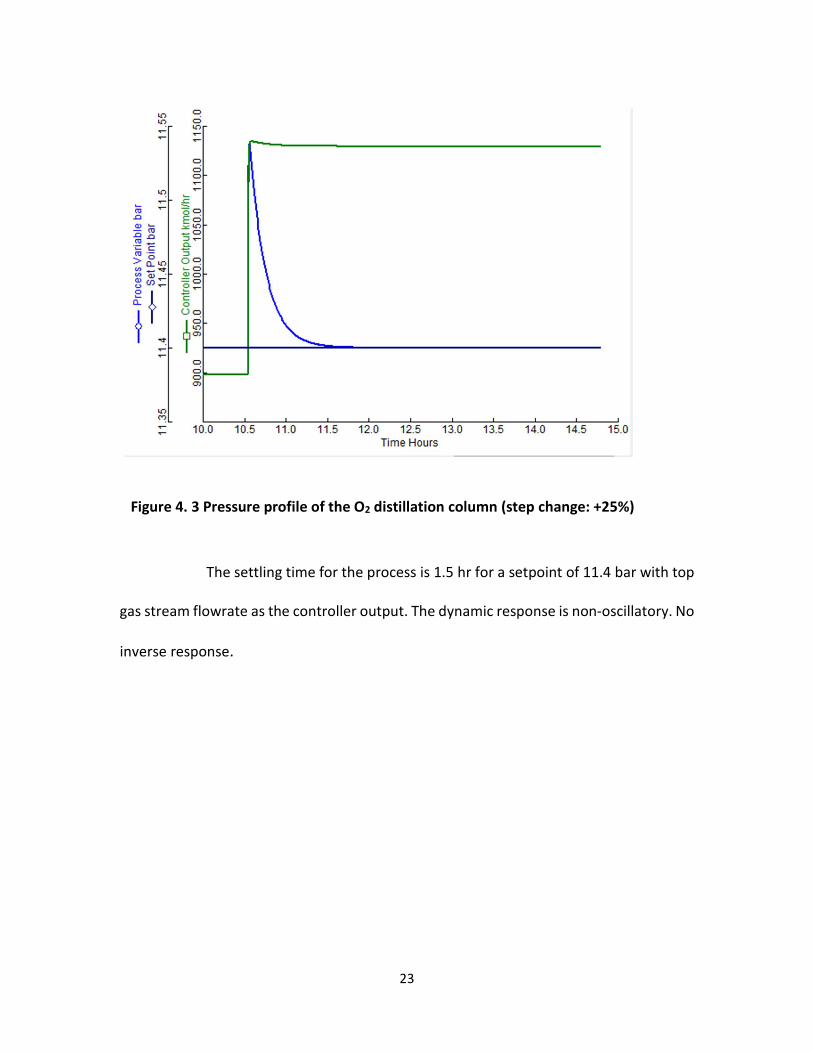
Figure 4. 3 Pressure profile of the O2 distillation column (step change: +25%)
The settling time for the process is 1.5 hr for a setpoint of 11.4 bar with top
gas stream flowrate as the controller output. The dynamic response is non-oscillatory. No
inverse response.
24
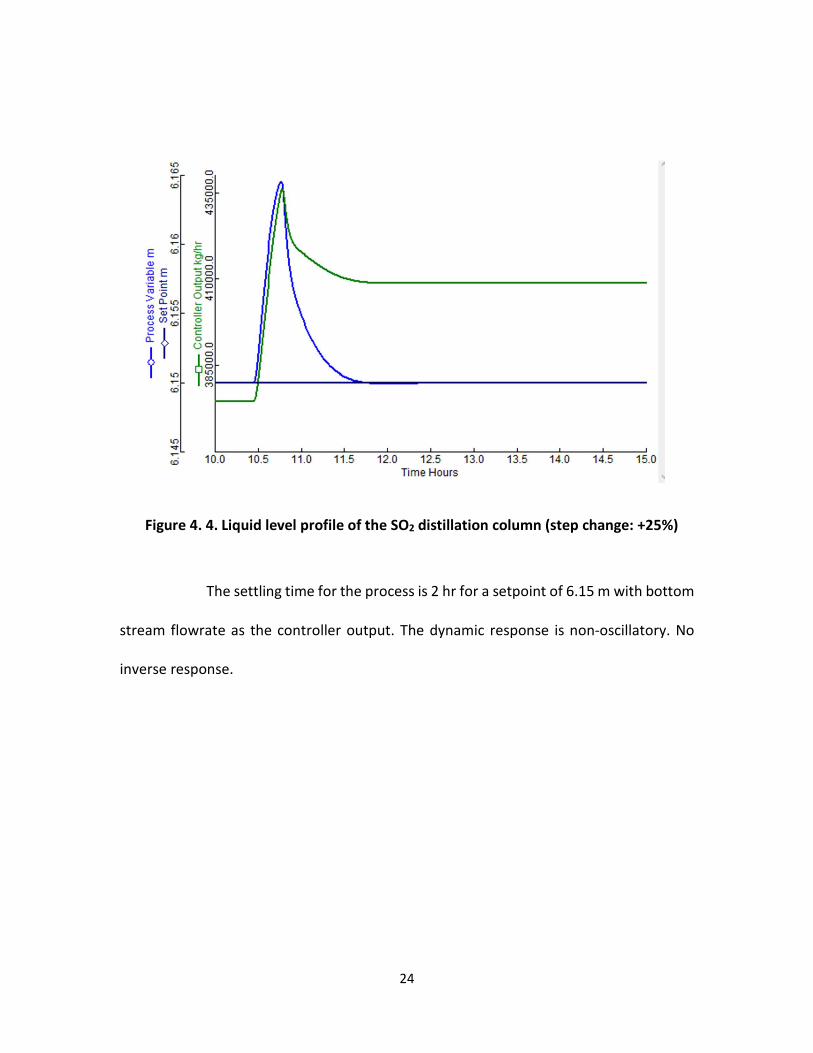
Figure 4. 4. Liquid level profile of the SO2 distillation column (step change: +25%)
The settling time for the process is 2 hr for a setpoint of 6.15 m with bottom
stream flowrate as the controller output. The dynamic response is non-oscillatory. No
inverse response.
25
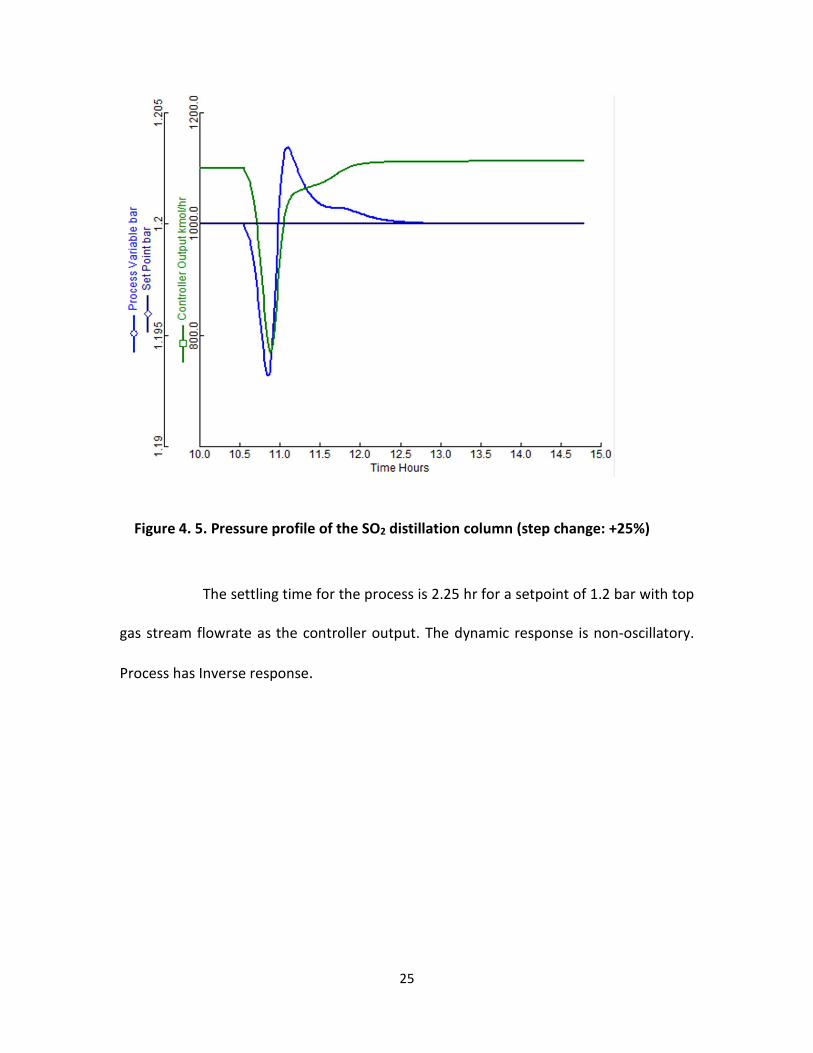
Figure 4. 5. Pressure profile of the SO2 distillation column (step change: +25%)
The settling time for the process is 2.25 hr for a setpoint of 1.2 bar with top
gas stream flowrate as the controller output. The dynamic response is non-oscillatory.
Process has Inverse response.
26
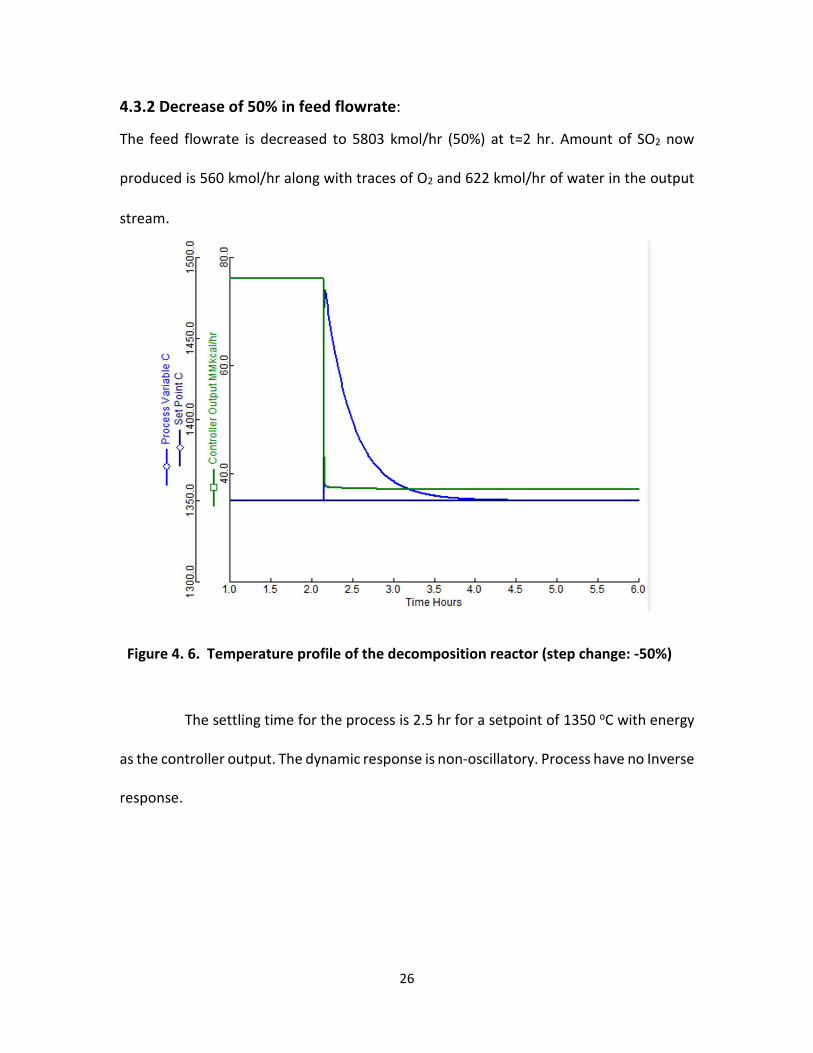
4.3.2 Decrease of 50% in feed flowrate:
The feed flowrate is decreased to 5803 kmol/hr (50%) at t=2 hr. Amount of SO2 now
produced is 560 kmol/hr along with traces of O2 and 622 kmol/hr of water in the output
stream.
Figure 4. 6. Temperature profile of the decomposition reactor (step change: -50%)
The settling time for the process is 2.5 hr for a setpoint of 1350 oC with energy
as the controller output. The dynamic response is non-oscillatory. Process have no Inverse
response.

27
Figure 4. 7. Sump Liquid level profile in the O2 distillation column (step change: -50%)
The settling time for the process is 3 hr for a setpoint of 2.837 m with bottom
stream flowrate as the controller output. The dynamic response is non-oscillatory.
Process has no Inverse response.
28
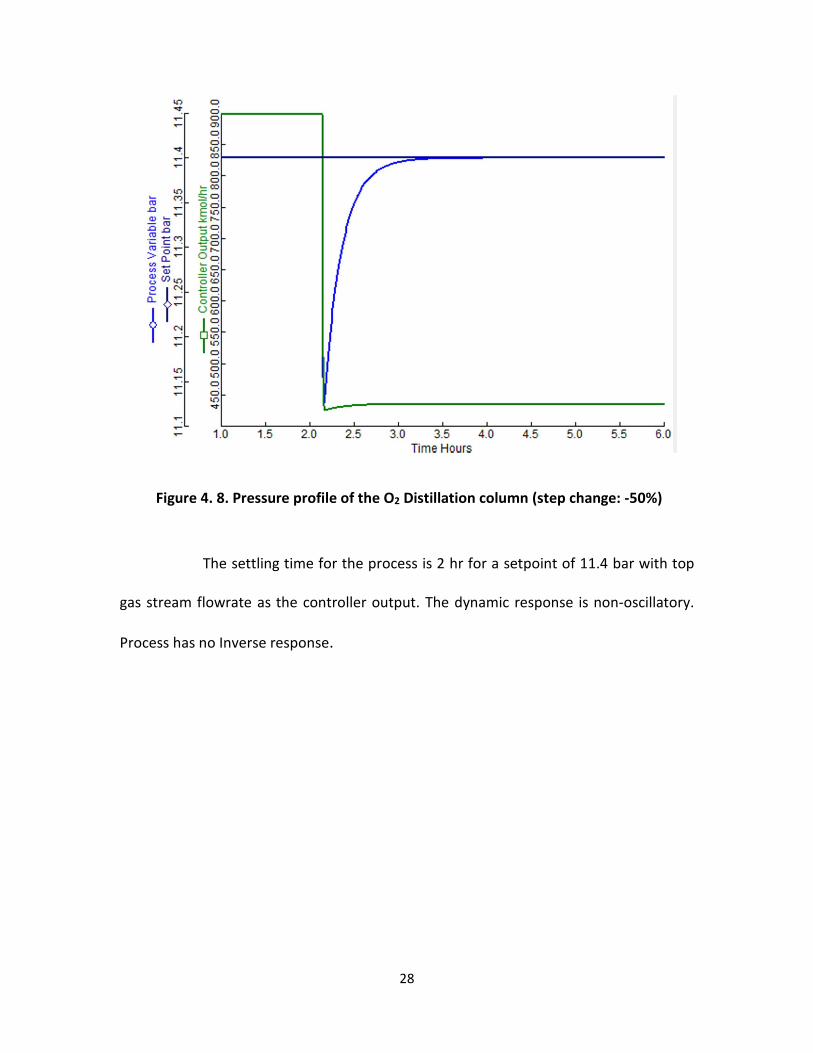
Figure 4. 8. Pressure profile of the O2 Distillation column (step change: -50%)
The settling time for the process is 2 hr for a setpoint of 11.4 bar with top
gas stream flowrate as the controller output. The dynamic response is non-oscillatory.
Process has no Inverse response.
29
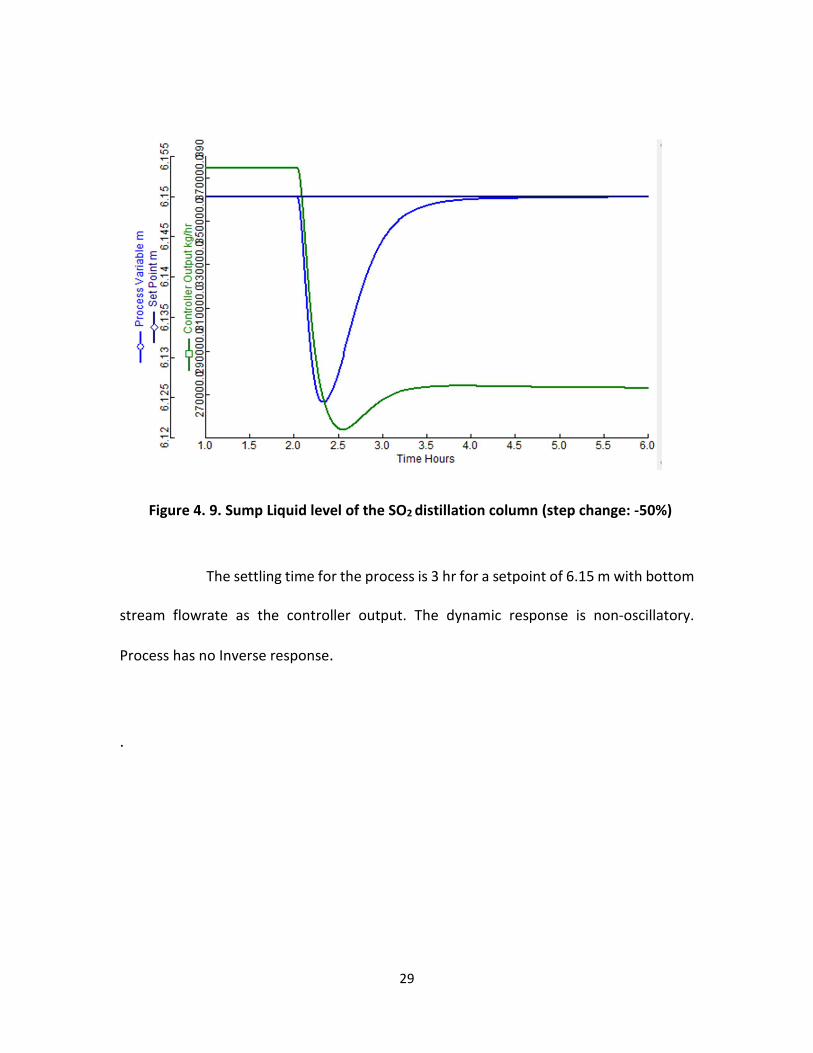
Figure 4. 9. Sump Liquid level of the SO2 distillation column (step change: -50%)
The settling time for the process is 3 hr for a setpoint of 6.15 m with bottom
stream flowrate as the controller output. The dynamic response is non-oscillatory.
Process has no Inverse response.
.
30
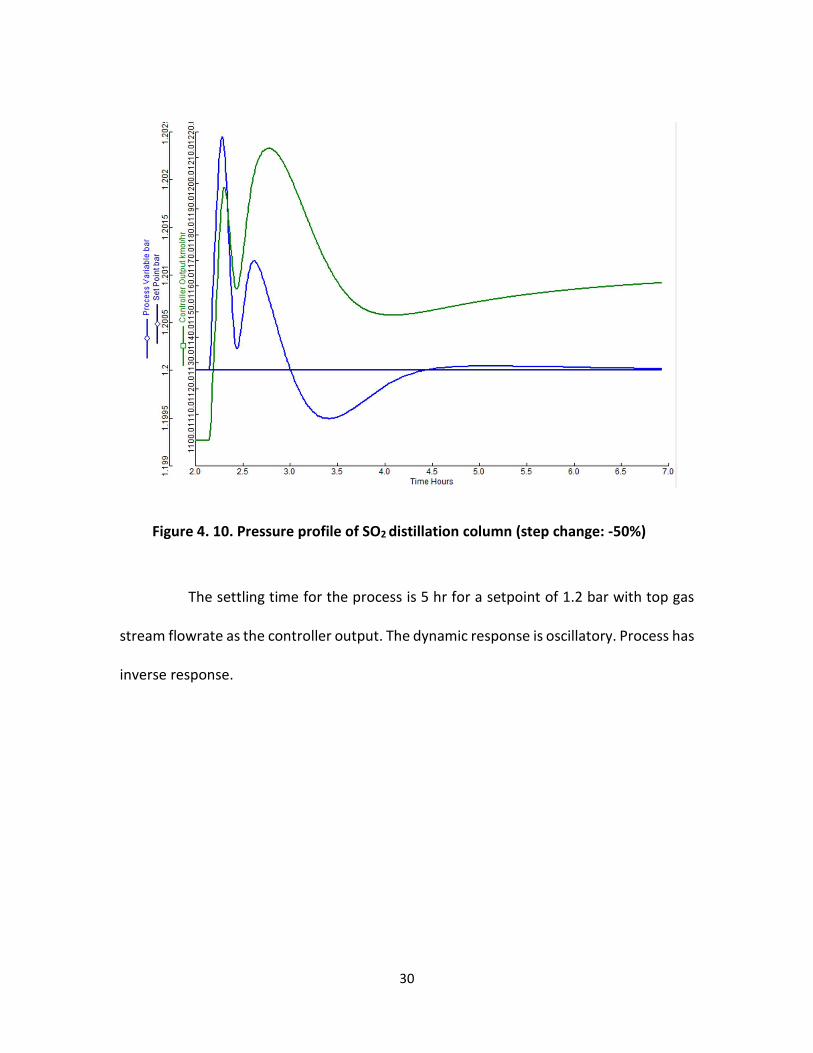
Figure 4. 10. Pressure profile of SO2 distillation column (step change: -50%)
The settling time for the process is 5 hr for a setpoint of 1.2 bar with top gas
stream flowrate as the controller output. The dynamic response is oscillatory. Process has
inverse response.
31
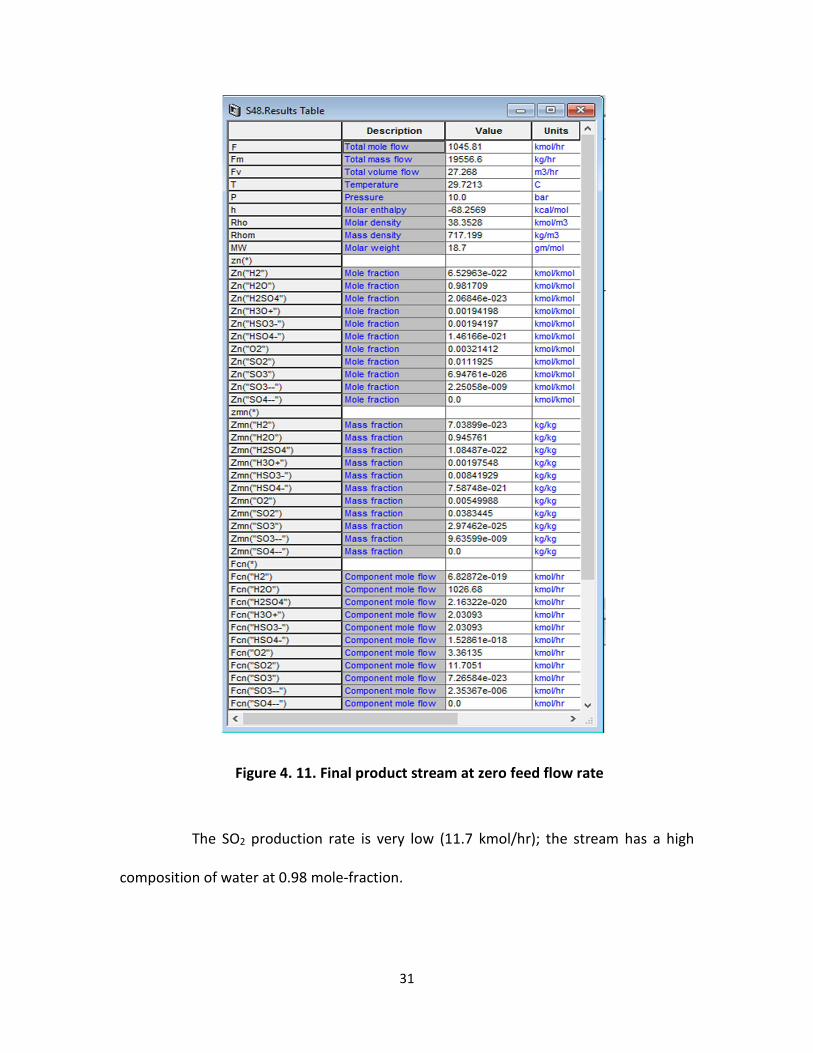
Figure 4. 11. Final product stream at zero feed flow rate
The SO2 production rate is very low (11.7 kmol/hr); the stream has a high
composition of water at 0.98 mole-fraction.

32
4.4. Analysis of the Dynamic response
The important components of the simulation like distillation columns are stable for major
step changes in the feed. The controller action is swift and had a settling time of around
2-3 hours for the vital blocks of the simulation (Figure 4.7, Figure 4.9). The average time
constant of the process is estimated to be 40 min (table 4.3). The controllers are set to
large gains in the order of 30 to attain a faster transient response. The simulation cannot
handle feed flowrates more than 14606 kmol/hr, which is 25% higher than the steady
state value. The production rates at 25% above the steady state value are rarely achieved
due to the nature of solar energy. The 25% scale up is adequate. The decomposition
process is subjected to rapid changes in energy input. The step changes in the feed above
8000 kmol/hr resulted in severe errors in the thermodynamic property package ENRTL –
RK.
Though the process does not scale down to zero directly for a single step
change, the simulation does not break down at zero feed flow rate. The recycled water
stream from the electrolyzer fuels the system in the case of zero feed flow and the system
is just processing the water (Figure 4.11). This makes running the process at zero flow rate
completely redundant. Shutdown of the separation system at lower production rates is
an efficient option. A high level energy/economic optimization is needed to decide the
flowrates below which it is inefficient to run the separation system. Storage tanks can be
used to collect excess liquid and gaseous streams out of the decomposition section while
the decomposition section is processing at higher production rates (100-125%). This gas
33
and liquid storage tanks can be used to mitigate the effect of variations of production
rates and maintain the separation process at high flowrates to avail efficiency. The
process breaks down for step changes larger than 8000 Kmol/hr, the storage tanks can be
a solution to the problem. Tank sizes required are estimated for an average feed flowrate
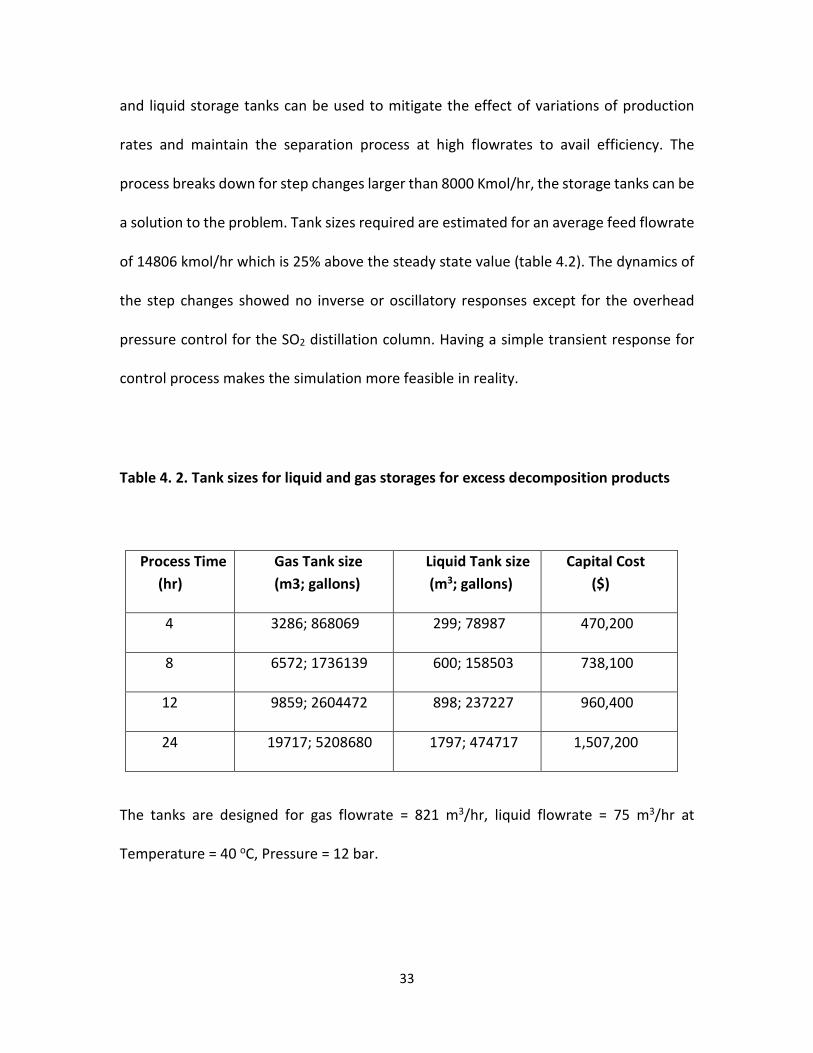
of 14806 kmol/hr which is 25% above the steady state value (table 4.2). The dynamics of
the step changes showed no inverse or oscillatory responses except for the overhead
pressure control for the SO2 distillation column. Having a simple transient response for
control process makes the simulation more feasible in reality.
Table 4. 2. Tank sizes for liquid and gas storages for excess decomposition products
The tanks are designed for gas flowrate = 821 m3/hr, liquid flowrate = 75 m3/hr at
Temperature = 40 oC, Pressure = 12 bar.
Process Time
(hr)
Gas Tank size
(m3; gallons)
Liquid Tank size
(m3; gallons)
Capital Cost
($)
4 3286; 868069 299; 78987 470,200
8 6572; 1736139 600; 158503 738,100
12 9859; 2604472 898; 237227 960,400
24 19717; 5208680 1797; 474717 1,507,200
34
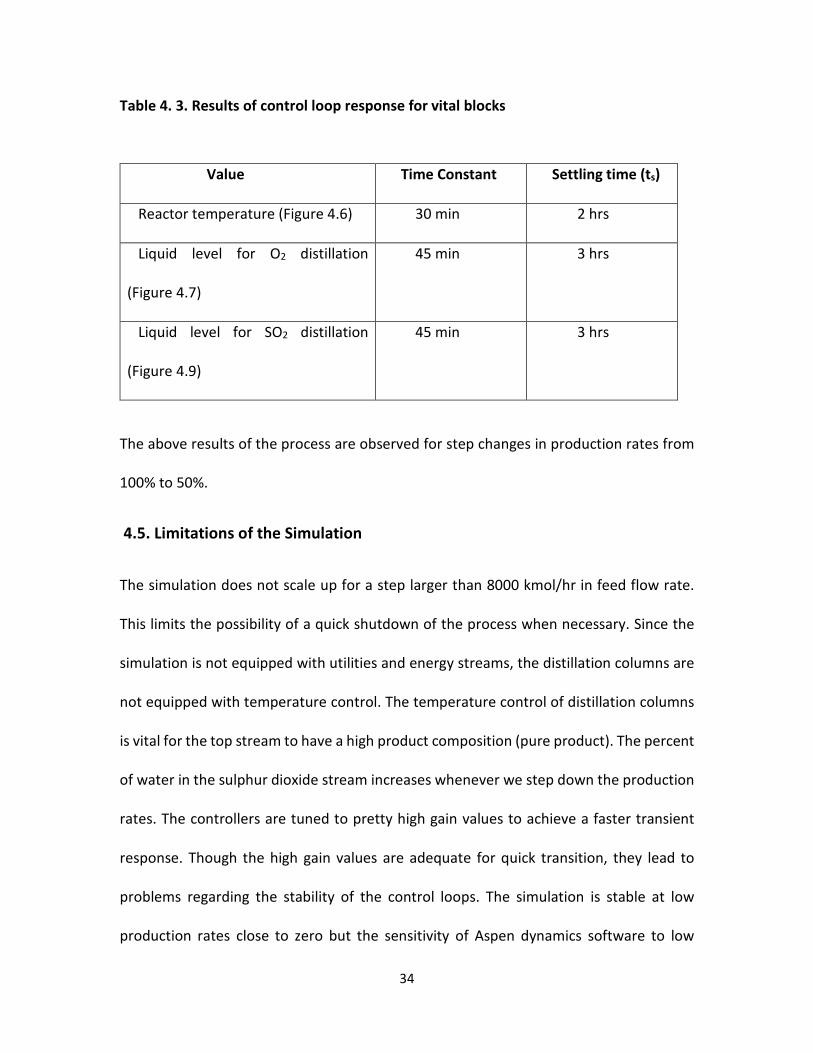
Table 4. 3. Results of control loop response for vital blocks
Value Time Constant Settling time (ts)
Reactor temperature (Figure 4.6) 30 min 2 hrs
Liquid level for O2 distillation
(Figure 4.7)
45 min 3 hrs
Liquid level for SO2 distillation
(Figure 4.9)
45 min 3 hrs
The above results of the process are observed for step changes in production rates from
100% to 50%.
4.5. Limitations of the Simulation
The simulation does not scale up for a step larger than 8000 kmol/hr in feed flow rate.
This limits the possibility of a quick shutdown of the process when necessary. Since the
simulation is not equipped with utilities and energy streams, the distillation columns are
not equipped with temperature control. The temperature control of distillation columns
is vital for the top stream to have a high product composition (pure product). The percent
of water in the sulphur dioxide stream increases whenever we step down the production
rates. The controllers are tuned to pretty high gain values to achieve a faster transient
response. Though the high gain values are adequate for quick transition, they lead to
problems regarding the stability of the control loops. The simulation is stable at low
production rates close to zero but the sensitivity of Aspen dynamics software to low

35
material content in the distillation trays is questionable. The separation section requires
a shutdown at low production rates, the cutoff value for feed flowrate is unknown by the
study. Further energy/economic optimization is required to determine the minimum feed
flowrate required to run the separation process.
36
Chapter 5. Conclusion
Large scale hydrogen production is vital to a future of sustainable energy. The hybrid
Sulphur process is one thermochemical cycle which is recognized as an alternative for
hydrogen production. The Aspen simulation of high temperature section is analyzed for
the steady state and dynamic response of the separation section. The steady state
simulation generates 1161 Kmol/hr of SO2 and 894 Kmol/hr of O2 as a by-product. The
process is mainly solar powered which subjects the process to significant variations in
energy supply in a day. The simulation is now equipped with control loops tuned to
efficient parameters and analyzed dynamically. Maximum step change of 8000 kmol/hr
in the feed flowrate is executed before simulation breakdown. Most of the blocks of the
gas separations were able to re-stabilize back to their steady states within 2 -3 hours on
average for a step change in production rates. The process had a time constant of 20 min.
At low flowrates, shutdown of the separation section and collecting the decomposition
product streams into storage tanks is an efficient option. A rapid and stable dynamic gas
separation section for the hybrid Sulphur process is simulated. Further work in this area
can make hybrid sulphur process a feasible option for large scale hydrogen production.

37
Chapter 6. Future Work
The Hybrid Sulphur process requires further design to fully realize it as a practical option
to produce hydrogen at an industrial scale. The high fidelity model of the reactor is
desired. Building customized models of reactors with use of a software like Aspen custom
modeler can lead to great precision in the design of the reactors. Heaters need to be
replaced by heat exchangers and further improve the energy management by heat
integration. Optimization of the process is required. The dynamic simulation which is now
equipped with basic control schemes like feed-back control with high gain parameters to
ensure a quick transition between production rates. This could lead to stability issues for
the control loops and can lead to difficulties in practical execution. So, advanced control
methods like model predictive control are needed to be employed to ensure better
functioning of the separations section. The response of the separation system is on the
order of 2-3 hours, indicating that transient response may be quite difficult to execute in
reality without some thermal holdup / storage. The separations section of the simulation
does not include removal of unreacted sulphuric acid. Additional process for sulphuric
acid removal before electrolysis is also necessary.
38
References
1. Fuel cell technologies office, Energy efficiency and renewable energy, Department
of Energy, April 2016.
2. Cladio Corgnale, William A. Summers, Solar hydrogen production by Hybrid
Sulphur process, International Journal of Hydrogen Energy 36(2011) 11604-11619
3. Claudio Corgnale, Sirivatch Shimpalee, Maximilian B. Gorensek, Pongsarun
Satjaritanun, John W.Weidner, William A.Summers, Numerical modeling of a
bayonet heat exchanger-based reactor for sulfuric acid decomposition in
thermochemical hydrogen production processes, International journal of
Hydrogen energy, volume 42, issue 32, 10 August 2017, Pages 20463-20472,
4. Maximilian B. Gorensek, William A. Summers. Hybrid sulfur flowsheets using PEM
electrolysis and a bayonet decomposition reactor. International journal of
hydrogen energy 34 (2009) 4097 – 4114.
5. Ginosar DM, Glenn AW, Petkovic LM, Burch KC. Stability of supported platinum
sulfuric acid decomposition catalysts for use in thermochemical water splitting
cycles. Int. J Hydrogen Energy 2007; 32(4):482–8. Brown LC, Besenbruch GE,
Lentsch RD, Schultz KR, Funk JF, Pickard PS, et al. High efficiency generation of
hydrogen fuels using nuclear power. Final Technical Report from General Atomics
Corp. to US DOE. GA-A24285; 2003.
6. Funk JE. Thermochemical hydrogen production: past and present. Int. J Hydrogen
Energy 2001; 26 (3):185e90.
7. L.C. Brown, G.E. Besenbruch, R.D. Lentsch, K.R. Schultz, J.F. Funk, P.S. Pickard, et
al., High efficiency generation of hydrogen fuels using nuclear power, Final
Technical Report from General Atomics Corp. to US DOE. GA-A24285 (2003).
8. M.B. Gorensek, W.A. Summers, C.O. Bolthrunis, E.J. Lahoda, D.T. Allen, R.
Greyvenstein, Hybrid sulfur process reference design and cost analysis, report,
May 12, 2009; South Carolina.
9. Giovanni Cerri, Coriolano Salvini, Claudio Corgnale, Ambra Giovannelli, Daniel De
Lorenzo Manzano, Alfredo Orden Martinez, Alain Le Duigou, Jean-Marc Borgard,
Christine Mansilla, Sulfur–Iodine plant for large scale hydrogen production by
nuclear power, International Journal of Hydrogen Energy, Volume 35, Issue 9, May
2010, Pages 4002-4014.

39
10. S. Goldstein, J.M. Borgard, X. Vitart, Upper bound and best estimate of the
efficiency of the iodine sulphur cycle, Int J Hydrogen Energy, 30 (6) (2005), pp. 619-
626.
11. International Nuclear Energy Research Initiative, 2006 Annual Report. DOE/NE-
131.Washington, DC: United States Department of Energy, 2007. p. 113.
12. Lee E. Brecher and Christopher K. Wu, Electrolytic decomposition of water,
Westinghouse Electric Corp., Patent 3,888,750, June 10, 1975.
13. L.E. Brecher, S. Spewock, C.J. Warde, The Westinghouse Sulfur Cycle for the
thermochemical decomposition of water, Int J Hydrogen Energy, 2 (1) (1977), pp.
7-15.
14. M.B. Gorensek, Hybrid sulfur cycle flowsheets for hydrogen production using high
temperature gas-cooled reactors, Int. J Hydrogen Energy, 36 (20)(2011), pp.
12725-12741.
15. M.B. Gorensek, J.A. Staser, T.G. Stanford, J.W. Weidner, A thermodynamic analysis
of the SO2/H2SO4 system in SO2-depolarized electrolysis, Int. J Hydrogen Energy,
34 (15)(2009), pp. 6089-6095.
16. A.G. Niehoff, N.B. Botero, A. Acharya, D. Thomey, M. Roeb, C. Sattler, R. PitzPaal,
Process modelling and heat management of the solar hybrid sulfur cycle, Int. J
Hydrogen Energy, 40 (2015), pp. 4461-4473.
17. R. Moore, P. Pickard, E. Parma, M. Vernon, F. Gelbard; Integrated boiler,
superheater, and decomposer for sulphuric acid decomposition; Sandia Corp.
(2010), US Patent No. 7645437 B1.
18. Maximilian B. Gorensek, Thomas B. Edwards; Energy Efficiency Limits for a
Recuperative Bayonet Sulfuric Acid Decomposition Reactor for Sulfur Cycle
Thermochemical Hydrogen Production, Ind. Eng. Chem. Res. 2009, 48, 7232–7245.
19. Maximilian B. Gorensek, William A. Summers. Hybrid sulfur flowsheets using PEM
electrolysis and a bayonet decomposition reactor. International journal of
hydrogen energy 34 (2009) 4097 – 4114.
20. E.J. Parma, M.E. Vernon, F. Gelbard, R.C. Moore, H.B.J. Stone, P.S. Pickard,
Modeling the sulfuric acid decomposition section for hydrogen production,
Proceedings of 2007 int. topical meeting on safety and techn. of nucl hydrogen
production, Control and Mgmt, Boston (June 24–28, 2007), pp. 154-160.

40
Appendix A: Aspen plus results
Table A. 1 Components specified in Aspen Plus
Component ID Component name
H2O WATER
H2SO4 SULFURIC-ACID
H2 HYDROGEN
O2 OXYGEN
SO2 SULFUR-DIOXIDE
SO3 SULFUR-TRIOXIDE
H3O+ H3O+
HSO3- HSO3-
HSO4- HSO4-
SO3-- SO3--
SO4-- SO4--
Thermodynamic package: ENRTL-RK
Table A. 2 Global reactions
Reaction Type Stoichiometry
1 Equilibrium H2SO4 + H2O <--> H3O+ + HSO4-
2 Equilibrium H2O + HSO3- <--> H3O+ + SO3--
3 Equilibrium 2 H2O + SO2 <--> H3O+ + HSO3-
4 Equilibrium H2O + HSO4- <--> H3O+ + SO4--
5 Equilibrium SO3 + H2O <--> H2SO4
41
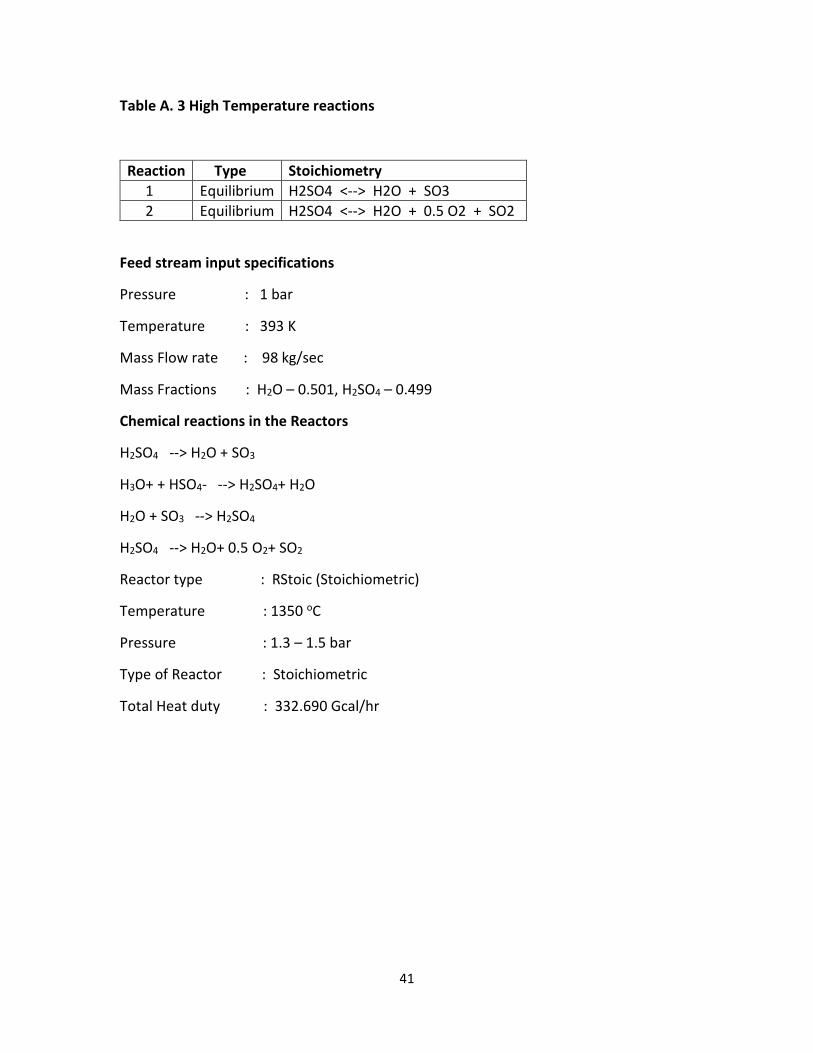
Table A. 3 High Temperature reactions
Reaction Type Stoichiometry
1 Equilibrium H2SO4 <--> H2O + SO3
2 Equilibrium H2SO4 <--> H2O + 0.5 O2 + SO2
Feed stream input specifications
Pressure : 1 bar
Temperature : 393 K
Mass Flow rate : 98 kg/sec
Mass Fractions : H2O – 0.501, H2SO4 – 0.499
Chemical reactions in the Reactors
H2SO4 --> H2O + SO3
H3O+ + HSO4- --> H2SO4+ H2O
H2O + SO3 --> H2SO4
H2SO4 --> H2O+ 0.5 O2+ SO2
Reactor type : RStoic (Stoichiometric)
Temperature : 1350 oC
Pressure : 1.3 – 1.5 bar
Type of Reactor : Stoichiometric
Total Heat duty : 332.690 Gcal/hr

42
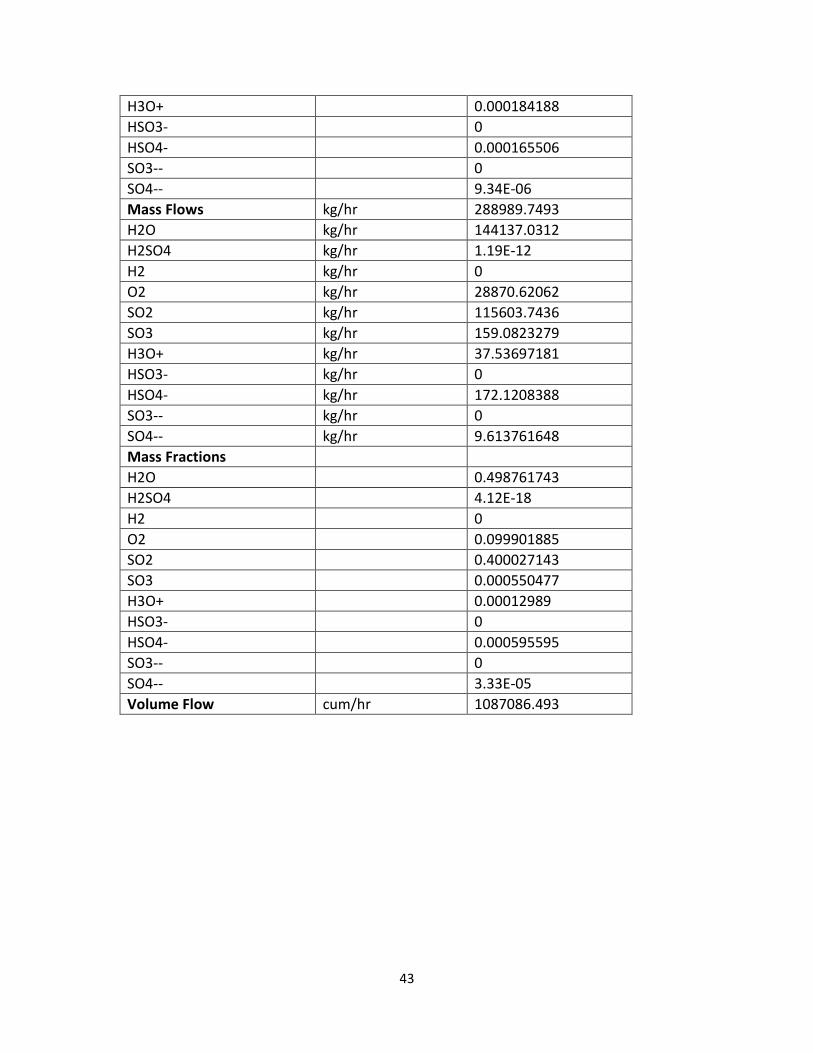
Table A. 4 Decomposition output stream
Description Units DECOMP
Phase
Vapor
Temperature C 1350
Pressure bar 1.33
Molar Vapor Fraction
1
Molar Liquid Fraction
0
Molar Solid Fraction
0
Mass Vapor Fraction
1
Mass Liquid Fraction
0
Mass Solid Fraction
0
Molar Enthalpy kcal/mol -41.80483607
Mass Enthalpy kcal/kg -1549.781454
Molar Entropy cal/mol-K 9.661512004
Mass Entropy cal/gm-K 0.358169856
Molar Density kmol/cum 0.009855128
Mass Density kg/cum 0.265838782
Enthalpy Flow Gcal/hr -447.8709538
Average MW
26.97466535
Mole Flows kmol/hr 10713.37663
H2O kmol/hr 8000.821035
H2SO4 kmol/hr 1.21E-14
H2 kmol/hr 0
O2 kmol/hr 902.2407285
SO2 kmol/hr 1804.481457
SO3 kmol/hr 1.99E+00
H3O+ kmol/hr 1.973275666
HSO3- kmol/hr 0
HSO4- kmol/hr 1.773123859
SO3-- kmol/hr 0
SO4-- kmol/hr 0.100075904
Mole Fractions
H2O
0.746806662
H2SO4
1.13E-18
H2
0
O2
0.08421628
SO2
0.16843256
SO3
0.000185463
43
H3O+
0.000184188
HSO3-
0
HSO4-
0.000165506
SO3--
0
SO4--
9.34E-06
Mass Flows kg/hr 288989.7493
H2O kg/hr 144137.0312
H2SO4 kg/hr 1.19E-12
H2 kg/hr 0
O2 kg/hr 28870.62062
SO2 kg/hr 115603.7436
SO3 kg/hr 159.0823279
H3O+ kg/hr 37.53697181
HSO3- kg/hr 0
HSO4- kg/hr 172.1208388
SO3-- kg/hr 0
SO4-- kg/hr 9.613761648
Mass Fractions
H2O
0.498761743
H2SO4
4.12E-18
H2
0
O2
0.099901885
SO2
0.400027143
SO3
0.000550477
H3O+
0.00012989
HSO3-
0
HSO4-
0.000595595
SO3--
0
SO4--
3.33E-05
Volume Flow cum/hr 1087086.493

44
Table A. 5 Aspen results for the Output stream
Description Units Output stream
Phase
Mixed
Temperature C 29.7
Pressure bar 10
Molar Vapor Fraction
0.00645125
Molar Liquid Fraction
0.99354875
Molar Solid Fraction
0
Mass Vapor Fraction
0.004962149
Mass Liquid Fraction
9.95E-01
Mass Solid Fraction
0
Molar Enthalpy kcal/mol -75.41655593
Mass Enthalpy kcal/kg -1258.260746
Molar Entropy cal/mol-K -1.94E+01
Mass Entropy cal/gm-K -0.32407865
Molar Density kmol/cum 16.61787725
Mass Density kg/cum 996.0281074
Enthalpy Flow Gcal/hr -96.34013014
Average MW
59.93714435
Mole Flows kmol/hr 1277.440065
H2O kmol/hr 111.1810133
H2SO4 kmol/hr 0.00E+00
H2 kmol/hr 0
O2 kmol/hr 4.76E+00
SO2 kmol/hr 1161.473458
SO3 kmol/hr 0
H3O+ kmol/hr 0.012589233
HSO3- kmol/hr 0.012589233
HSO4- kmol/hr 0
SO3-- kmol/hr 4.13E-16
SO4-- kmol/hr 0.00E+00
Mole Fractions
H2O
8.70E-02
H2SO4
0.00E+00
H2
0
O2
3.73E-03
SO2
0.909219532
SO3
0

45
H3O+
9.86E-06
HSO3-
9.86E-06
HSO4-
0
SO3--
3.24E-19
SO4--
0
Mass Flows kg/hr 76566.10959
H2O kg/hr 2002.957084
H2SO4 kg/hr 0.00E+00
H2 kg/hr 0
O2 kg/hr 1.52E+02
SO2 kg/hr 74409.56479
SO3 kg/hr 0
H3O+ kg/hr 0.239480834
HSO3- kg/hr 1.020643024
HSO4- kg/hr 0
SO3-- kg/hr 3.31E-14
SO4-- kg/hr 0.00E+00
Table A. 6 Results of Energy analysis on Aspen Plus
Utilities Actual Target Available
Savings
% of
Actual
Total Utilities
[Gcal/hr]
673.8 374 299.8 44.49
Heating Utilities
[Gcal/hr]
393.6 243.7 149.9 38.08
Cooling Utilities
[Gcal/hr]
280.2 130.3 149.9 53.49
Carbon Emissions
[kg/hr]
0 0 0 0
46
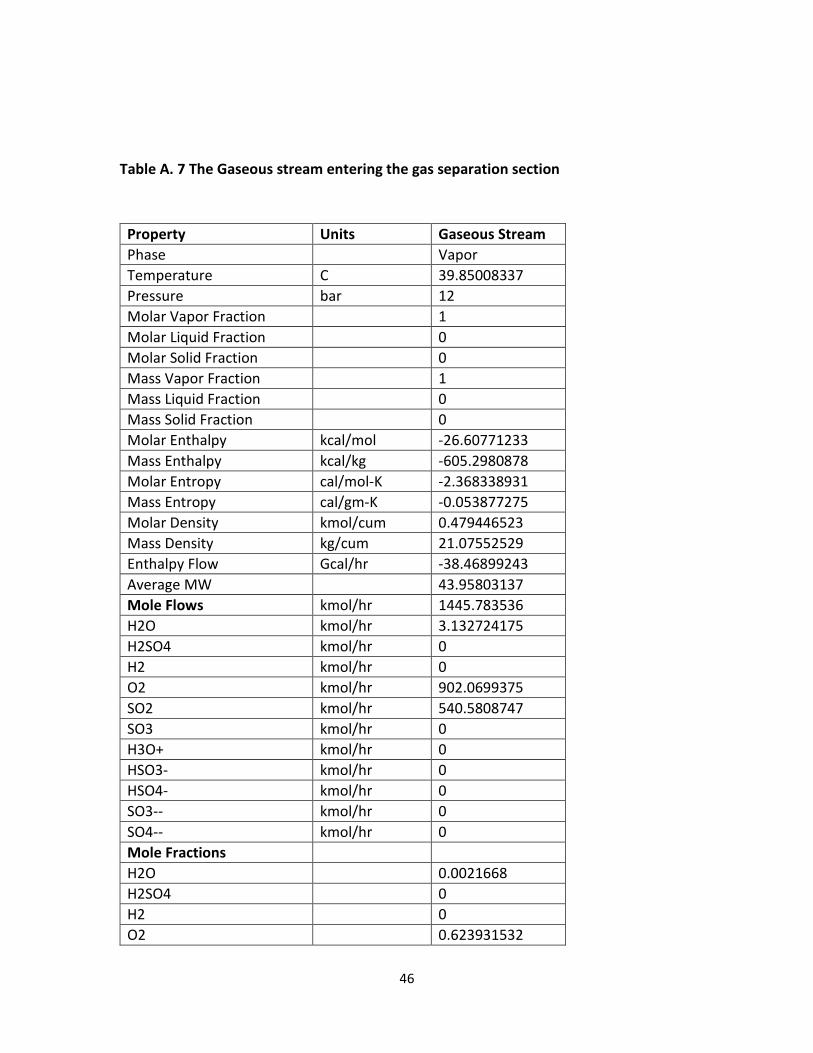
Table A. 7 The Gaseous stream entering the gas separation section
Property Units Gaseous Stream
Phase
Vapor
Temperature C 39.85008337
Pressure bar 12
Molar Vapor Fraction
1
Molar Liquid Fraction
0
Molar Solid Fraction
0
Mass Vapor Fraction
1
Mass Liquid Fraction
0
Mass Solid Fraction
0
Molar Enthalpy kcal/mol -26.60771233
Mass Enthalpy kcal/kg -605.2980878
Molar Entropy cal/mol-K -2.368338931
Mass Entropy cal/gm-K -0.053877275
Molar Density kmol/cum 0.479446523
Mass Density kg/cum 21.07552529
Enthalpy Flow Gcal/hr -38.46899243
Average MW
43.95803137
Mole Flows kmol/hr 1445.783536
H2O kmol/hr 3.132724175
H2SO4 kmol/hr 0
H2 kmol/hr 0
O2 kmol/hr 902.0699375
SO2 kmol/hr 540.5808747
SO3 kmol/hr 0
H3O+ kmol/hr 0
HSO3- kmol/hr 0
HSO4- kmol/hr 0
SO3-- kmol/hr 0
SO4-- kmol/hr 0
Mole Fractions
H2O
0.0021668
H2SO4
0
H2
0
O2
0.623931532
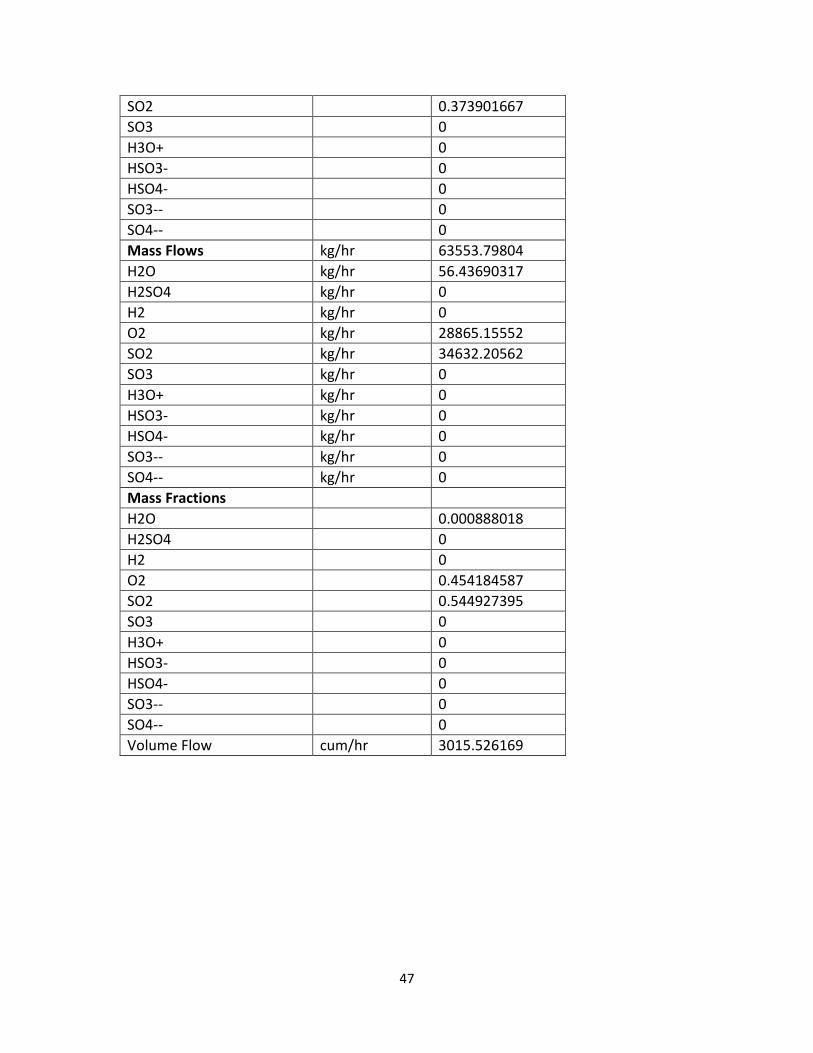
47
SO2
0.373901667
SO3
0
H3O+
0
HSO3-
0
HSO4-
0
SO3--
0
SO4--
0
Mass Flows kg/hr 63553.79804
H2O kg/hr 56.43690317
H2SO4 kg/hr 0
H2 kg/hr 0
O2 kg/hr 28865.15552
SO2 kg/hr 34632.20562
SO3 kg/hr 0
H3O+ kg/hr 0
HSO3- kg/hr 0
HSO4- kg/hr 0
SO3-- kg/hr 0
SO4-- kg/hr 0
Mass Fractions
H2O
0.000888018
H2SO4
0
H2
0
O2
0.454184587
SO2
0.544927395
SO3
0
H3O+
0
HSO3-
0
HSO4-
0
SO3--
0
SO4--
0
Volume Flow cum/hr 3015.526169

48
Table A. 8 The liquid stream entering the separation section
Property Units Liquid Stream
Phase
Liquid
Temperature C 39.96349707
Pressure bar 11.76
Molar Vapor Fraction
0
Molar Liquid Fraction
1
Molar Solid Fraction
0
Mass Vapor Fraction
0
Mass Liquid Fraction
1
Mass Solid Fraction
0
Molar Enthalpy kcal/mol -69.14762547
Mass Enthalpy kcal/kg -3057.264421
Molar Entropy cal/mol-K -35.73324893
Mass Entropy cal/gm-K -1.579895041
Molar Density kmol/cum 47.04293471
Mass Density kg/cum 1063.992767
Enthalpy Flow Gcal/hr -883.7194407
Average MW
22.61748281
Mole Flows kmol/hr 12780.18493
H2O kmol/hr 11470.39433
H2SO4 kmol/hr 2.32E-15
H2 kmol/hr 0
O2 kmol/hr 0.169763076
SO2 kmol/hr 1203.123232
SO3 kmol/hr 1.64E-28
H3O+ kmol/hr 53.248809
HSO3- kmol/hr 53.24823406
HSO4- kmol/hr 0.000536284
SO3-- kmol/hr 1.53E-05
SO4-- kmol/hr 4.03E-06
Mole Fractions
H2O
0.897513956
H2SO4
1.81E-19
H2
0
O2
1.33E-05
SO2
0.094139736
SO3
1.29E-32
H3O+
0.004166513

49
HSO3-
0.004166468
HSO4-
4.20E-08
SO3--
1.20E-09
SO4--
3.15E-10
Mass Flows kg/hr 289055.6128
H2O kg/hr 206642.3656
H2SO4 kg/hr 2.27E-13
H2 kg/hr 0
O2 kg/hr 5.432214713
SO2 kg/hr 77077.84924
SO3 kg/hr 1.32E-26
H3O+ kg/hr 1012.934522
HSO3- kg/hr 4316.977573
HSO4- kg/hr 0.052058249
SO3-- kg/hr 0.001224945
SO4-- kg/hr 0.000386914
Mass Fractions
H2O
0.714887919
H2SO4
7.86E-19
H2
0
O2
1.88E-05
SO2
0.266654048
SO3
4.56E-32
H3O+
0.003504289
HSO3-
0.014934765
HSO4-
1.80E-07
SO3--
4.24E-09
SO4--
1.34E-09
Volume Flow cum/hr 271.6706559

50
Table A. 9 Outlet stream after oxygen separation
Property Units Oxygen stream
Phase
Vapor
Temperature C 26.88771605
Pressure bar 11.4
Molar Vapor Fraction
1
Molar Liquid Fraction
0
Molar Solid Fraction
0
Mass Vapor Fraction
1
Mass Liquid Fraction
0
Mass Solid Fraction
0
Molar Enthalpy kcal/mol -0.205062615
Mass Enthalpy kcal/kg -6.417987594
Molar Entropy cal/mol-K -4.808721623
Mass Entropy cal/gm-K -1.51E-01
Molar Density kmol/cum 0.460825347
Mass Density kg/cum 14.72393791
Enthalpy Flow Gcal/hr -0.184131891
Average MW
3.20E+01
Mole Flows kmol/hr 897.9300849
H2O kmol/hr 3.054659771
H2SO4 kmol/hr 2.84E-27
H2 kmol/hr 0.00E+00
O2 kmol/hr 8.95E+02
SO2 kmol/hr 8.73E-05
SO3 kmol/hr 3.51E-29
H3O+ kmol/hr 0.00E+00
HSO3- kmol/hr 0
HSO4- kmol/hr 0.00E+00
SO3-- kmol/hr 0
SO4-- kmol/hr 0.00E+00
Mole Fractions
H2O
0.00340189
H2SO4
3.16E-30
H2
0.00E+00
O2
9.97E-01
SO2
9.72E-08
SO3
3.91E-32
H3O+
0.00E+00
HSO3-
0

51
HSO4-
0
SO3--
0
SO4--
0.00E+00
Mass Flows kg/hr 28689.9731
H2O kg/hr 55.03055107
H2SO4 kg/hr 2.78E-25
H2 kg/hr 0
O2 kg/hr 28634.93696
SO2 kg/hr 0.005591474
SO3 kg/hr 2.81E-27
H3O+ kg/hr 0.00E+00
HSO3- kg/hr 0
HSO4- kg/hr 0.00E+00
SO3-- kg/hr 0
SO4-- kg/hr 0.00E+00
Mass Fractions
H2O
0.001918111
H2SO4
9.70E-30
H2
0.00E+00
O2
9.98E-01
SO2
1.95E-07
SO3
9.79E-32
H3O+
0
HSO3-
0
HSO4-
0
SO3--
0
SO4--
0
Volume Flow cum/hr 1948.525815
52
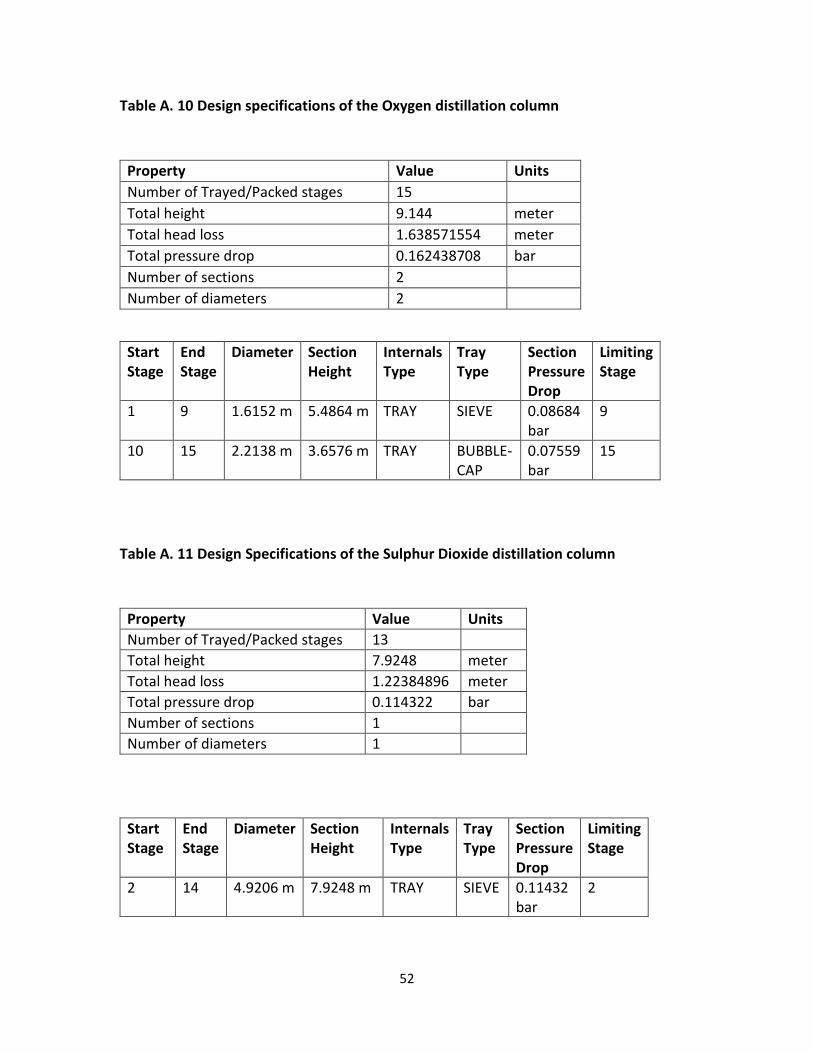
Table A. 10 Design specifications of the Oxygen distillation column
Property Value Units
Number of Trayed/Packed stages 15
Total height 9.144 meter
Total head loss 1.638571554 meter
Total pressure drop 0.162438708 bar
Number of sections 2
Number of diameters 2
Start
Stage
End
Stage
Diameter Section
Height
Internals
Type
Tray
Type
Section
Pressure
Drop
Limiting
Stage
1 9 1.6152 m 5.4864 m TRAY SIEVE 0.08684
bar
9
10 15 2.2138 m 3.6576 m TRAY BUBBLE-
CAP
0.07559
bar
15
Table A. 11 Design Specifications of the Sulphur Dioxide distillation column
Property Value Units
Number of Trayed/Packed stages 13
Total height 7.9248 meter
Total head loss 1.22384896 meter
Total pressure drop 0.114322 bar
Number of sections 1
Number of diameters 1
Start
Stage
End
Stage
Diameter Section
Height
Internals
Type
Tray
Type
Section
Pressure
Drop
Limiting
Stage
2 14 4.9206 m 7.9248 m TRAY SIEVE 0.11432
bar
2
53
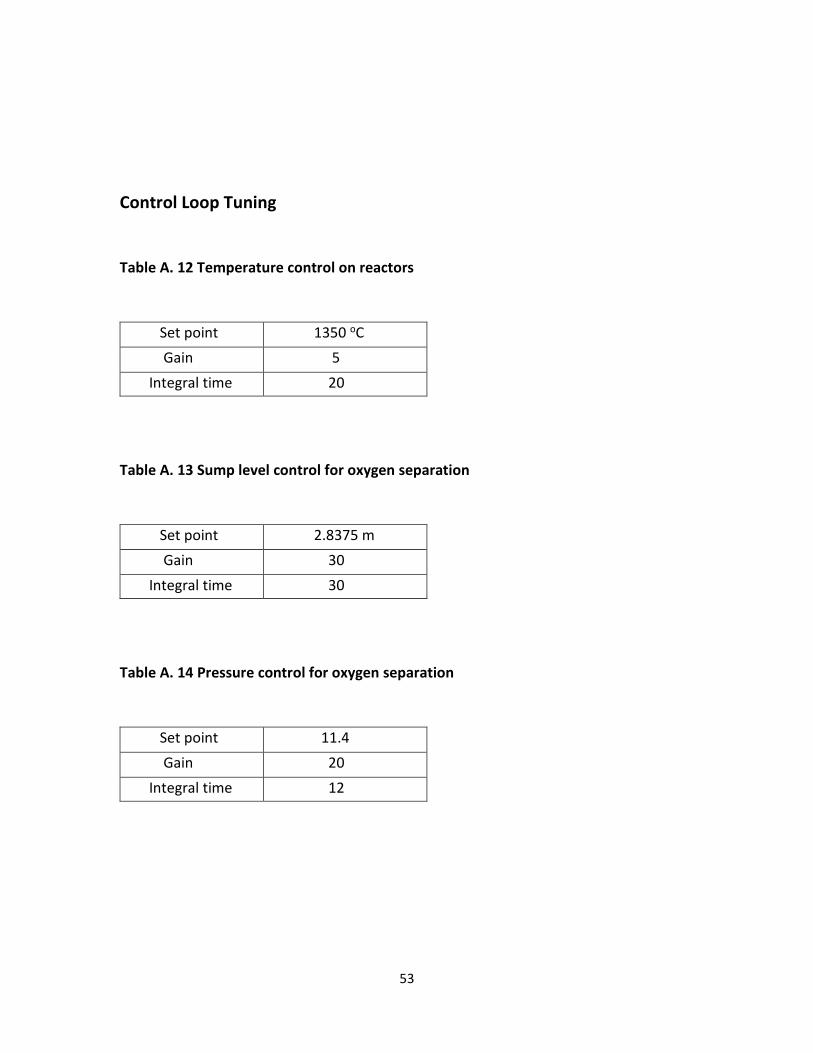
Control Loop Tuning
Table A. 12 Temperature control on reactors
Set point 1350 oC
Gain 5
Integral time 20
Table A. 13 Sump level control for oxygen separation
Set point 2.8375 m
Gain 30
Integral time 30
Table A. 14 Pressure control for oxygen separation
Set point 11.4
Gain 20
Integral time 12
54
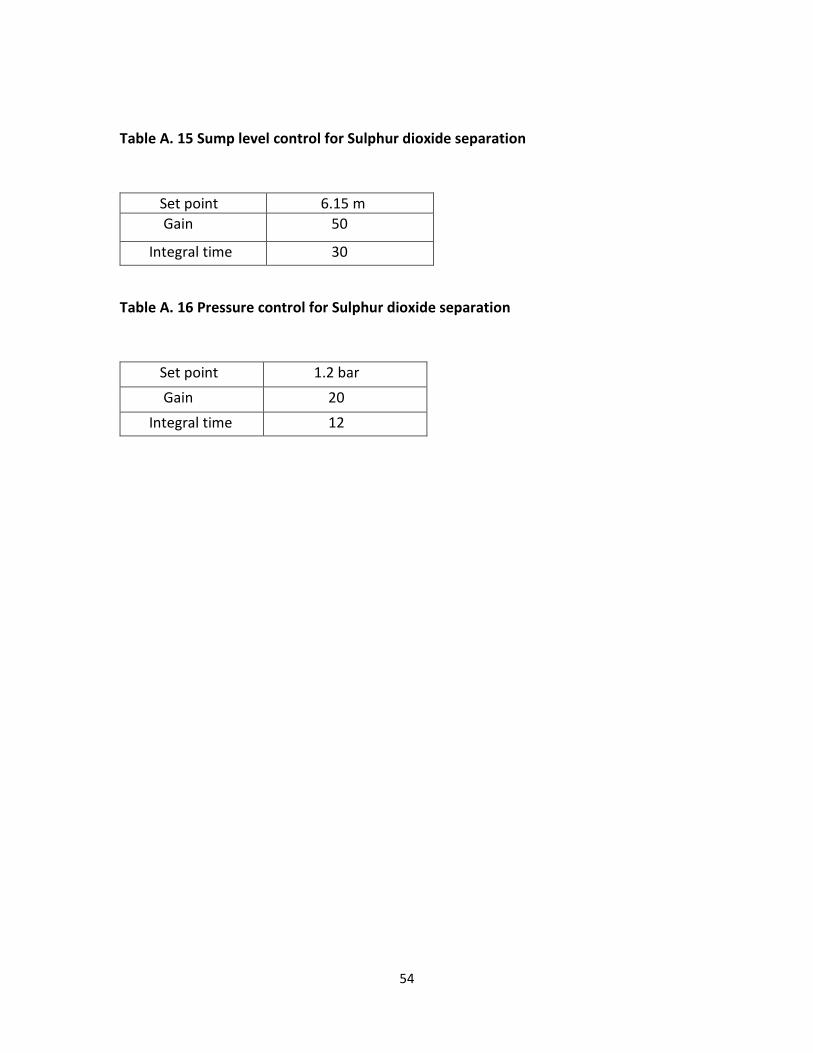
Table A. 15 Sump level control for Sulphur dioxide separation
Set point 6.15 m
Gain 50
Integral time 30
Table A. 16 Pressure control for Sulphur dioxide separation
Set point 1.2 bar
Gain 20
Integral time 12
55
Aspen plus control panel for simulation run
->Processing input specifications ...
INFORMATION
THERE ARE HENRY COMPONENTS DEFINED IN THIS CASE, THE BINARY DATABANK
WILL BE SEARCHED AUTOMATICALLY FOR ANY AVAILABLE HENRY CONSTANTS.
THE PAIR PARAMETERS FOR ELECNRTL OPTION SET HAS BEEN RETRIEVED FROM
DATABANK ENRTL-RK.
INFORMATION
PURE COMPONENT PARAMETERS FOR SOME COMPONENTS ARE RETRIEVED FROM
DATABANK ELECPURE. THESE PARAMETERS ARE USED WITH ELECNRTL METHOD.
UNLESS YOU ENTER YOUR OWN PARAMETERS IN PROP-DATA PARAGRAPHS.
PARAMETER MW RETRIEVED FOR COMPONENT H2SO4
PARAMETER PC RETRIEVED FOR COMPONENT H2SO4
PARAMETER TC RETRIEVED FOR COMPONENT H2SO4
PARAMETER ZC RETRIEVED FOR COMPONENT H2SO4
PARAMETER RKTZRA RETRIEVED FOR COMPONENT H2SO4
PARAMETER VC RETRIEVED FOR COMPONENT H2SO4
PARAMETER DGFORM RETRIEVED FOR COMPONENT H2SO4
PARAMETER DHFORM RETRIEVED FOR COMPONENT H2SO4
PARAMETER OMEGA RETRIEVED FOR COMPONENT H2SO4
PARAMETER PLXANT RETRIEVED FOR COMPONENT H2SO4
PARAMETER CPAQ0 RETRIEVED FOR COMPONENT SO4--
PARAMETER THRSWT(ELEMENT/3) RETRIEVED FOR COMPONENT H2SO4
PARAMETER CPAQ0 RETRIEVED FOR COMPONENT HSO4-
56
PARAMETER PLXANT RETRIEVED FOR COMPONENT H2O
PARAMETER THRSWT(ELEMENT/3) RETRIEVED FOR COMPONENT H2O
STRUCTURE FOR COMPONENT H2O HAS NOT BEEN DEFINED.
PCES CANNOT USE GROUP-CONTRIBUTION METHODS TO ESTIMATE MISSING
PROPERTIES
USE THE STRUCTURES PARAGRAPH TO DEFINE STRUCTURES OF THIS COMPONENT.
STRUCTURE FOR COMPONENT H2SO4 HAS NOT BEEN DEFINED.
PCES CANNOT USE GROUP-CONTRIBUTION METHODS TO ESTIMATE MISSING
PROPERTIES
USE THE STRUCTURES PARAGRAPH TO DEFINE STRUCTURES OF THIS COMPONENT.
STRUCTURE FOR COMPONENT H2 HAS NOT BEEN DEFINED.
PCES CANNOT USE GROUP-CONTRIBUTION METHODS TO ESTIMATE MISSING
PROPERTIES
USE THE STRUCTURES PARAGRAPH TO DEFINE STRUCTURES OF THIS COMPONENT.
STRUCTURE FOR COMPONENT O2 HAS NOT BEEN DEFINED.
PCES CANNOT USE GROUP-CONTRIBUTION METHODS TO ESTIMATE MISSING
PROPERTIES
USE THE STRUCTURES PARAGRAPH TO DEFINE STRUCTURES OF THIS COMPONENT.
STRUCTURE FOR COMPONENT SO2 HAS NOT BEEN DEFINED.
PCES CANNOT USE GROUP-CONTRIBUTION METHODS TO ESTIMATE MISSING
PROPERTIES
USE THE STRUCTURES PARAGRAPH TO DEFINE STRUCTURES OF THIS COMPONENT.
STRUCTURE FOR COMPONENT SO3 HAS NOT BEEN DEFINED.
PCES CANNOT USE GROUP-CONTRIBUTION METHODS TO ESTIMATE MISSING
PROPERTIES
USE THE STRUCTURES PARAGRAPH TO DEFINE STRUCTURES OF THIS COMPONENT.
STRUCTURE FOR COMPONENT H3O+ HAS NOT BEEN DEFINED.
PCES CANNOT USE GROUP-CONTRIBUTION METHODS TO ESTIMATE MISSING
PROPERTIES
USE THE STRUCTURES PARAGRAPH TO DEFINE STRUCTURES OF THIS COMPONENT.
STRUCTURE FOR COMPONENT HSO3- HAS NOT BEEN DEFINED.
PCES CANNOT USE GROUP-CONTRIBUTION METHODS TO ESTIMATE MISSING

57
PROPERTIES
USE THE STRUCTURES PARAGRAPH TO DEFINE STRUCTURES OF THIS COMPONENT.
STRUCTURE FOR COMPONENT HSO4- HAS NOT BEEN DEFINED.
PCES CANNOT USE GROUP-CONTRIBUTION METHODS TO ESTIMATE MISSING
PROPERTIES
USE THE STRUCTURES PARAGRAPH TO DEFINE STRUCTURES OF THIS COMPONENT.
STRUCTURE FOR COMPONENT SO3-- HAS NOT BEEN DEFINED.
PCES CANNOT USE GROUP-CONTRIBUTION METHODS TO ESTIMATE MISSING
PROPERTIES
USE THE STRUCTURES PARAGRAPH TO DEFINE STRUCTURES OF THIS COMPONENT.
STRUCTURE FOR COMPONENT SO4-- HAS NOT BEEN DEFINED.
PCES CANNOT USE GROUP-CONTRIBUTION METHODS TO ESTIMATE MISSING
PROPERTIES
USE THE STRUCTURES PARAGRAPH TO DEFINE STRUCTURES OF THIS COMPONENT.
* WARNING IN PHYSICAL PROPERTY SYSTEM
UNSYMMETRIC ELECTROLYTE NRTL MODEL GMENRTLQ HAS MISSING PARAMETERS:
Dielectric constant (CPDIEC) MISSING FOR SO3 . CPDIEC OF WATER
WILL BE ASSUMED.
* WARNING IN PHYSICAL PROPERTY SYSTEM
NRTL BINARY PARAMETERS FOR ALL COMPONENT PAIRS ARE ZERO,
YOUR RESULTS MAY NOT BE ACCURATE. PLEASE REVIEW AND PROVIDE BINARY
PARAMETERS AS APPROPRIATE.
Flowsheet Analysis :
COMPUTATION ORDER FOR THE FLOWSHEET:
T1 P1 SHXCONC VAL1 SFLCONC SHXD1 P2 BAYOH DECOMP BAYOC
SHXRCVRB SCONDENS SFLDECO SHXD2 FLSEP1 CMPRSEP1 SHXSEP1
CMPRSEP2 SHXSEP2 FLSEP2 PSEP1 SHXSEP3 TSEP2 VAL3 KSEP
SPSEP1 HXSEP5 VSEP1 FLSEP3 VAL4 KDESOR PSEP2 HXSEP4 MIXSEP1
HXPREP2 VAL2 HPBFW LPBFW MPBFW
->Calculations begin ...
Block: T1 Model: MIXER

58
Block: P1 Model: PUMP
Block: SHXCONC Model: HEATER
Block: VAL1 Model: VALVE
Block: SFLCONC Model: FLASH2
Block: SHXD1 Model: HEATER
Block: P2 Model: PUMP
Block: BAYOH Model: RSTOIC
Block: DECOMP Model: RSTOIC
Block: BAYOC Model: HEATER
Block: SHXRCVRB Model: HEATER
Block: SCONDENS Model: HEATER
Block: SFLDECO Model: FLASH2
Block: SHXD2 Model: HEATER
Block: FLSEP1 Model: FLASH2
Block: CMPRSEP1 Model: COMPR
Block: SHXSEP1 Model: HEATER
Block: CMPRSEP2 Model: COMPR
Block: SHXSEP2 Model: HEATER
Block: FLSEP2 Model: FLASH2
Block: PSEP1 Model: PUMP
59
Block: SHXSEP3 Model: HEATER
Block: TSEP2 Model: MIXER
Block: VAL3 Model: VALVE
Block: KSEP Model: RADFRAC
Convergence iterations:
OL ML IL Err/Tol
1 1 10 7233.0
2 1 10 5376.2
3 1 10 4174.3
4 1 10 2083.1
5 1 10 221.78
6 1 10 924.18
7 1 10 293.28
8 1 10 445.25
9 1 10 416.97
10 1 10 91.714
11 1 10 600.58
12 1 6 15.008
13 1 10 91.213
14 1 2 3.0478
15 1 1 0.30009
Block: SPSEP1 Model: FSPLIT
Block: HXSEP5 Model: HEATER
Block: VSEP1 Model: VALVE
Block: FLSEP3 Model: FLASH2
Block: VAL4 Model: VALVE
Block: KDESOR Model: RADFRAC
Convergence iterations:
OL ML IL Err/Tol
1 1 3 1467.4

60
2 1 2 209.92
3 1 1 42.254
4 1 1 5.5939
5 1 2 0.40024
Block: PSEP2 Model: PUMP
Block: HXSEP4 Model: HEATER
Block: MIXSEP1 Model: MIXER
Block: HXPREP2 Model: HEATER
Block: VAL2 Model: VALVE
Utility HPBFW Model: GENERAL
Utility LPBFW Model: GENERAL
Utility MPBFW Model: GENERAL
->Generating block results ...
Block: BAYOC Model: HEATER
Block: SHXRCVRB Model: HEATER
Block: SCONDENS Model: HEATER
Block: SHXCONC Model: HEATER
Block: P1 Model: PUMP
Block: P2 Model: PUMP
Block: SHXD1 Model: HEATER
Block: SHXD2 Model: HEATER
Block: SHXSEP1 Model: HEATER

61
Block: SHXSEP2 Model: HEATER
Block: SHXSEP3 Model: HEATER
Block: PSEP1 Model: PUMP
Block: HXSEP5 Model: HEATER
Block: PSEP2 Model: PUMP
Block: HXSEP4 Model: HEATER
Block: HXPREP2 Model: HEATER
->Simulation calculations completed ...
*** No Warnings were issued during Input Translation ***
*** Summary of Simulation Errors ***
Physical
Property System Simulation
Terminal Errors 0 0 0
Severe Errors 0 0 0
Errors 0 0 0
Warnings 2 0 0
** ERROR
CHEMISTRY (GLBAL) NOT CONVERGED; RMSERR= 0.2224 ; SUM OF DELX =
0.3945 .