e.7.2.1 8th international conference on insulated power
TRANSCRIPT

E.7.2.1 8th International Conference on Insulated Power Cables E.7.2.1
Jicable’11 – 19 – 23 June 2011, Versailles - France
SILICONE TECHNOLOGY FOR RELIABLE PERFORMANCE OF JOINTS AND TERMINATIONS FOR HIGH VOLTAGE POLYMER POWER CABLES
Ruben VOGELSANG, Brugg Cables, (Switzerland), [email protected]
Hans-Jörg WINTER, Wacker Chemie AG, (Germany), [email protected]
Hansjörg GRAMESPACHER, Brugg Cables, (Switzerland), [email protected]
Martin GRUNWALD, Wacker Chemie AG, (Germany), [email protected]
ABSTRACT
Since decades, high voltage polymer cable systems are the backbone of our power supply. In recent years, they’ve become more important. Significant parts of cable systems are their accessories, the terminations and joints. Reliability, costs and easiness of production or installation are key issues of accessories. Silicone rubber (SiR) pro-vides a good material for the field grading parts of termi-nations and joints. More than 25 years of experiences show that the high dielectric strength, temperature stabil-ity, flexibility and the low ageing mechanisms are key ad-vantages for application of SiR in terminations and joints when considering reliability and long lasting performance.
KEYWORDS
High voltage accessories, Silicone, Joints, Terminations, High voltage cable systems, Cables, Reliability
INTRODUCTION
High voltage cable systems are widely used in the power supply throughout the world. They have become an in-creasing part of the electric system in the recent decades [1]. High voltage cable systems consist of the cable itself, the high voltage accessories and additional items, such as cable clamps or cross-bonding boxes. High voltage ac-cessories are terminations and joints. Terminations are used to connect cables with external devices, such as overhead lines, transformers or gas insulated switchgears (GIS). Joints are used to connect cables with each other.
The expected lifetime of cable systems are in the range of 40 – 50 years [2, 3]. To achieve such a long lifetime, be-side operation parameters, the selection of the right de-sign, material as well as installation methods for the ter-minations and joints are of outstanding importance. The central part of high voltage terminations and joints are stress cones and insulation bodies. A typical material used for stress cones and insulation bodies is silicone rubber (SiR). SiR has been in use for high voltage acces-sories for more than 25 years [2, 4].
After such a long time of application, it is a good moment to reveal the experiences that has been made with sili-cone technology in terms of usability and reliability for ac-cessories of high voltage power cable systems.
DESIGN OF TERMINATIONS AND JOINTS FOR HIGH VOLTAGE POWER CABLES
Termination design Terminations for polymer cables consist of a stress cone, an insulating compound, an insulator, a corona shield and the terminal stud.
Stress cones are pre-moulded sleeves, which ensure field grading between the outer semiconducting layer and the insulation. The insulating compound of terminations is in most cases silicone oil. In exceptional cases, SF6 gas can be used as insulting compound. The insulator ensures the stability of the termination and realises the creepage dis-tance. For outdoor terminations, insulators of composite or porcelain material are used. For GIS- or transformer terminations, insulators of epoxy resin are applied. The corona shield supports field grading at the top of the ter-mination and the terminal stud realises the connection of the termination to external- or internal devices.
Terminal stud
Insulator(composite-,porcelain- orepoxy type)
Stress cone
Coronashield
Insulatingcompound
Polymercable
Fig. 1: Design of a termination for polymer cables
Close and Return
E.7.2.1 8th International Conference on Insulated Power Cables E.7.2.1
Jicable’11 – 19 – 23 June 2011, Versailles - France
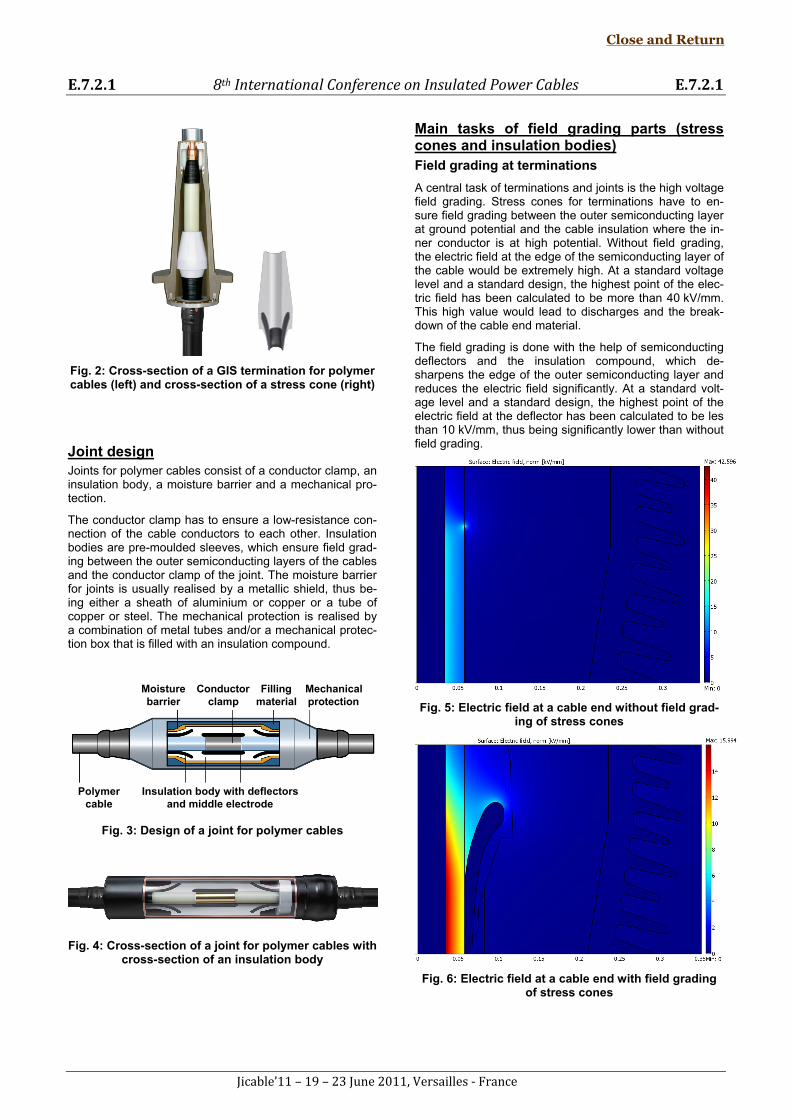
Fig. 2: Cross-section of a GIS termination for polymer cables (left) and cross-section of a stress cone (right)
Joint design Joints for polymer cables consist of a conductor clamp, an insulation body, a moisture barrier and a mechanical pro-tection.
The conductor clamp has to ensure a low-resistance con-nection of the cable conductors to each other. Insulation bodies are pre-moulded sleeves, which ensure field grad-ing between the outer semiconducting layers of the cables and the conductor clamp of the joint. The moisture barrier for joints is usually realised by a metallic shield, thus be-ing either a sheath of aluminium or copper or a tube of copper or steel. The mechanical protection is realised by a combination of metal tubes and/or a mechanical protec-tion box that is filled with an insulation compound.
Moisturebarrier
Conductorclamp
Mechanicalprotection
Polymercable
Insulation body with deflectorsand middle electrode
Fillingmaterial
Fig. 3: Design of a joint for polymer cables
Fig. 4: Cross-section of a joint for polymer cables with cross-section of an insulation body
Main tasks of field grading parts (stress cones and insulation bodies) Field grading at terminations
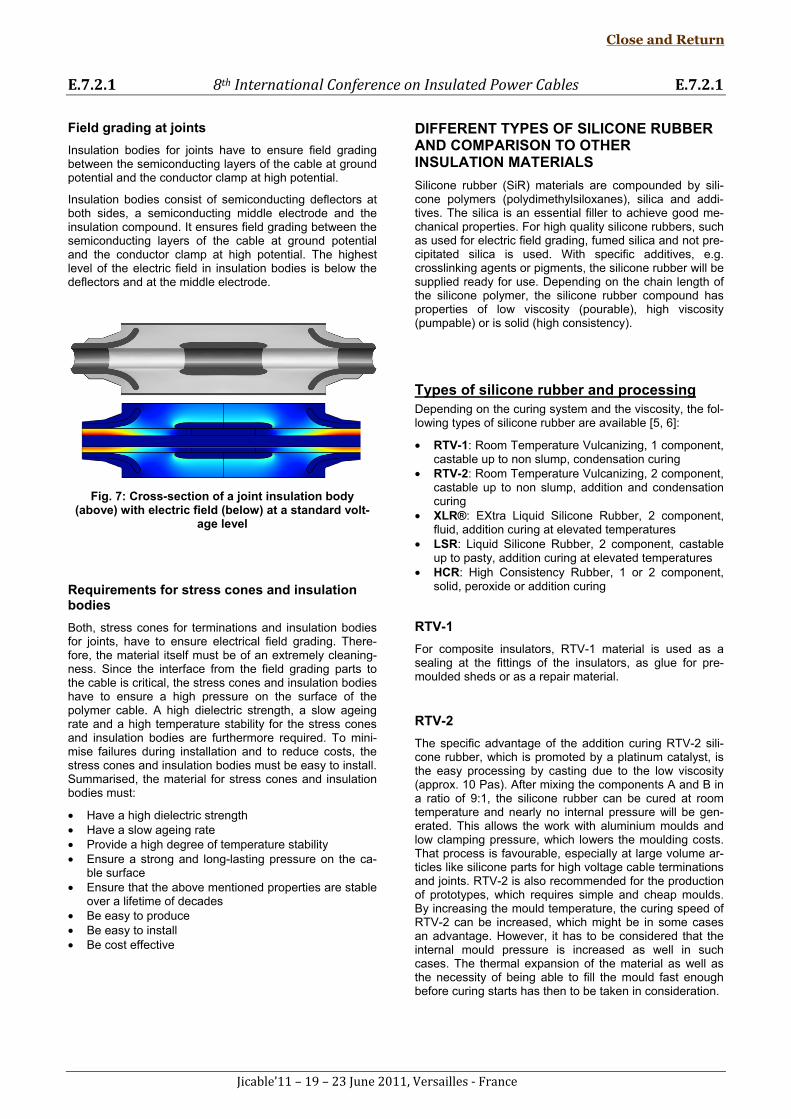
A central task of terminations and joints is the high voltage field grading. Stress cones for terminations have to en-sure field grading between the outer semiconducting layer at ground potential and the cable insulation where the in-ner conductor is at high potential. Without field grading, the electric field at the edge of the semiconducting layer of the cable would be extremely high. At a standard voltage level and a standard design, the highest point of the elec-tric field has been calculated to be more than 40 kV/mm. This high value would lead to discharges and the break-down of the cable end material.
The field grading is done with the help of semiconducting deflectors and the insulation compound, which de-sharpens the edge of the outer semiconducting layer and reduces the electric field significantly. At a standard volt-age level and a standard design, the highest point of the electric field at the deflector has been calculated to be les than 10 kV/mm, thus being significantly lower than without field grading.
Fig. 5: Electric field at a cable end without field grad-ing of stress cones
Fig. 6: Electric field at a cable end with field grading of stress cones
Close and Return
E.7.2.1 8th International Conference on Insulated Power Cables E.7.2.1
Jicable’11 – 19 – 23 June 2011, Versailles - France
Field grading at joints
Insulation bodies for joints have to ensure field grading between the semiconducting layers of the cable at ground potential and the conductor clamp at high potential.
Insulation bodies consist of semiconducting deflectors at both sides, a semiconducting middle electrode and the insulation compound. It ensures field grading between the semiconducting layers of the cable at ground potential and the conductor clamp at high potential. The highest level of the electric field in insulation bodies is below the deflectors and at the middle electrode.
Fig. 7: Cross-section of a joint insulation body (above) with electric field (below) at a standard volt-
age level
Requirements for stress cones and insulation bodies
Both, stress cones for terminations and insulation bodies for joints, have to ensure electrical field grading. There-fore, the material itself must be of an extremely cleaning-ness. Since the interface from the field grading parts to the cable is critical, the stress cones and insulation bodies have to ensure a high pressure on the surface of the polymer cable. A high dielectric strength, a slow ageing rate and a high temperature stability for the stress cones and insulation bodies are furthermore required. To mini-mise failures during installation and to reduce costs, the stress cones and insulation bodies must be easy to install. Summarised, the material for stress cones and insulation bodies must:
• Have a high dielectric strength • Have a slow ageing rate • Provide a high degree of temperature stability • Ensure a strong and long-lasting pressure on the ca-
ble surface • Ensure that the above mentioned properties are stable
over a lifetime of decades • Be easy to produce • Be easy to install • Be cost effective
DIFFERENT TYPES OF SILICONE RUBBER AND COMPARISON TO OTHER INSULATION MATERIALS
Silicone rubber (SiR) materials are compounded by sili-cone polymers (polydimethylsiloxanes), silica and addi-tives. The silica is an essential filler to achieve good me-chanical properties. For high quality silicone rubbers, such as used for electric field grading, fumed silica and not pre-cipitated silica is used. With specific additives, e.g. crosslinking agents or pigments, the silicone rubber will be supplied ready for use. Depending on the chain length of the silicone polymer, the silicone rubber compound has properties of low viscosity (pourable), high viscosity (pumpable) or is solid (high consistency).
Types of silicone rubber and processing Depending on the curing system and the viscosity, the fol-lowing types of silicone rubber are available [5, 6]:
• RTV-1: Room Temperature Vulcanizing, 1 component, castable up to non slump, condensation curing
• RTV-2: Room Temperature Vulcanizing, 2 component, castable up to non slump, addition and condensation curing
• XLR®: EXtra Liquid Silicone Rubber, 2 component, fluid, addition curing at elevated temperatures
• LSR: Liquid Silicone Rubber, 2 component, castable up to pasty, addition curing at elevated temperatures
• HCR: High Consistency Rubber, 1 or 2 component, solid, peroxide or addition curing
RTV-1
For composite insulators, RTV-1 material is used as a sealing at the fittings of the insulators, as glue for pre-moulded sheds or as a repair material.
RTV-2
The specific advantage of the addition curing RTV-2 sili-cone rubber, which is promoted by a platinum catalyst, is the easy processing by casting due to the low viscosity (approx. 10 Pas). After mixing the components A and B in a ratio of 9:1, the silicone rubber can be cured at room temperature and nearly no internal pressure will be gen-erated. This allows the work with aluminium moulds and low clamping pressure, which lowers the moulding costs. That process is favourable, especially at large volume ar-ticles like silicone parts for high voltage cable terminations and joints. RTV-2 is also recommended for the production of prototypes, which requires simple and cheap moulds. By increasing the mould temperature, the curing speed of RTV-2 can be increased, which might be in some cases an advantage. However, it has to be considered that the internal mould pressure is increased as well in such cases. The thermal expansion of the material as well as the necessity of being able to fill the mould fast enough before curing starts has then to be taken in consideration.
Close and Return

E.7.2.1 8th International Conference on Insulated Power Cables E.7.2.1
Jicable’11 – 19 – 23 June 2011, Versailles - France
XLR®
The XLR® can also be processed by casting. Due to the elevated initiation temperature, this material can be filled in a preheated mould, which will reduce the curing cycle time. Because of the extra low viscosity, XLR® is predes-tined for the production of large volume articles, e.g. hol-low core insulators or silicone parts for high voltage cable terminations or joints. Low viscosity XLR® is recom-mended for small-scale production of composite insulators and medium voltage cable accessories.
LSR and HCR
Liquid silicone rubber (LSR) has a higher viscosity (approx. 200 Pas). Therefore LSR requires injection-moulding machines for processing. The filling time can be reduced drastically when injected at higher temperature (above initiation temperature), which will result in quite short cycle times. The injection volume is limited by the size of the injection-moulding machine. Therefore, LSR (and also HCR) is mainly used for large-scale production of medium voltage cable accessories.
Table 1: Comparison of silicone rubber types
RTV-2 XLR® LSR HCR
Compo-nents
2 (9:1) 2 (1:1) 2 (1:1) 1
Curing tempera-ture
RT* – 100 °C
80 – 150 °C
80 – 150 °C
100 – 300 °C
Pot life hours days days months
Viscosity low, casta-ble
low, castable
medium, pasty
high, solid
Cycle time long medium short short
Process-ing
casting with
MDE**
casting with
MDE**
injection mould-ing with MDE**
compres-sion, in-jection moulding, extrusion
* RT = Room temperature **MDA = Mix- and Dosing Equipment
Main properties of insulating silicone rubbers
Silicone rubbers exhibit a number of distinct properties that are advantageous for the application for field grading parts of high voltage cable accessories. These are:
• High dielectric strength • Excellent dielectric properties that are not affected by
temperature (at least at minimum and maximum op-eration temperature of the accessories)
• Good mechanical properties • High resistance against temperatures • Non toxic combustion products
Silicone rubbers for field control
Carbon black filled silicone elastomers with a specific vol-ume resistivity in the range of 1 … 100 Ω⋅cm are used for the deflectors and middle electrode in medium and high voltage cable accessories. The electric conductivity is achieved by using selected and long-term tested carbon blacks. Conductive silicone rubbers are available as LSR- or HCR silicone rubbers.
Table 2: Electrical properties of silicone rubbers
Unit Value
Insulating material
Dielectric constant εr 2.5
Loss factor tanδ 0.0002
Volume resistivity Ω⋅cm 1015
Surface resistivity Ω 1013
Dielectric strength
3 mm sheets acc. IEC 60423-1:
Encapsulated electrodes [7]:
kV/mm > 23 … up to 100
Field control material
a) High permittivity
Dielectric constant εr 10 - 25
Loss factor tanδ < 0.1
Volume resistivity Ω⋅cm 107 - 109
b) Semiconducting material
Volume resistivity Ω⋅cm 1 - 100
Comparison to other insulation materials
In the past and some present applications, ethylene-propylene rubber (EPR) has been used for stress cones or insulation bodies of high voltage accessories. In com-parison to EPR, SiR shows the following advantages:
• Extremely slow ageing in the electrical field • Higher elasticity • Lower modulus • Lower permanent set • Higher temperature stability • Higher gas permeability • Wider range of hardness • Better strain-elongation ratio
Silicone grease as slip-on aid for cable ac-cessories During installation, silicone grease is used to support the slip-on process of the silicone parts on the cable. This is done to reduce mechanical forces and friction at the inter-face SiR and cable polymer. Lower risk for violating the slip-on bodies and lower installation effort are the result. Silicone pastes are based on thermostable siloxanes with
Close and Return
E.7.2.1 8th International Conference on Insulated Power Cables E.7.2.1
Jicable’11 – 19 – 23 June 2011, Versailles - France
inorganic heat-resistant, non-melting thickener.
The exceptional properties of silicone pastes give them a very wide performance spectrum. Their consistency is vir-tually temperature-independent. In addition, silicone pastes provide excellent electrical insulation, a high di-electric strength, high permittivity and a low dielectric loss factor. Owing to their oxidation resistance, silicone pastes have long-term resistance to atmospheric conditions. They are radiation-resistant up to 106 rad. In general, two main types of silicone pasts are used:
• POWERSIL® Paste AP combines the outstanding di-electric properties of a silicone paste with good lubri-cating and release properties. Furthermore, the paste causes practically no swelling of silicone elastomers in contact with it.
• Fluorosilicone POWERSIL® Paste AF has similar properties as paste AP; in addition it causes even less swelling and has an extremely reduced water uptake.
EXPERIENCES WITH SILICONE RUBBER IN TERMS OF USABILITY AND RELIABILITY
For the application of materials for stress cones and insu-lation bodies for terminations and joints, the physical properties as well as the properties in terms of production and installation are of high importance.
The outstanding properties of silicone rubber (SiR) make that material very much suitable for slip-on elements in high voltage terminations and joints. In terms of material properties, the high dielectric strength, the high tempera-ture stability, the extremely slow ageing rate and the con-stant high pressure on the surface of the cable insulation of the SiR is worshiped. In terms of production, the viscos-ity and the low mould costs by using RTV-2 is of high im-portance. In terms of installation, the high flexibility of the SiR is worshiped. By using silicone grease and the instal-lation method of gas-cushion, where insulation bodies are sliding on a cushion of dried air or nitrogen on the cable surface, the installation of silicone parts for terminations and joints can be done with low installation effort and ex-tremely low risk of violating the cable.
25 years of experiences with the SiR material proof that this material is extremely good for stress cones and insu-lation bodies of high voltage terminations and joints in or-der to achieve long lasting and reliable power cable sys-tems.
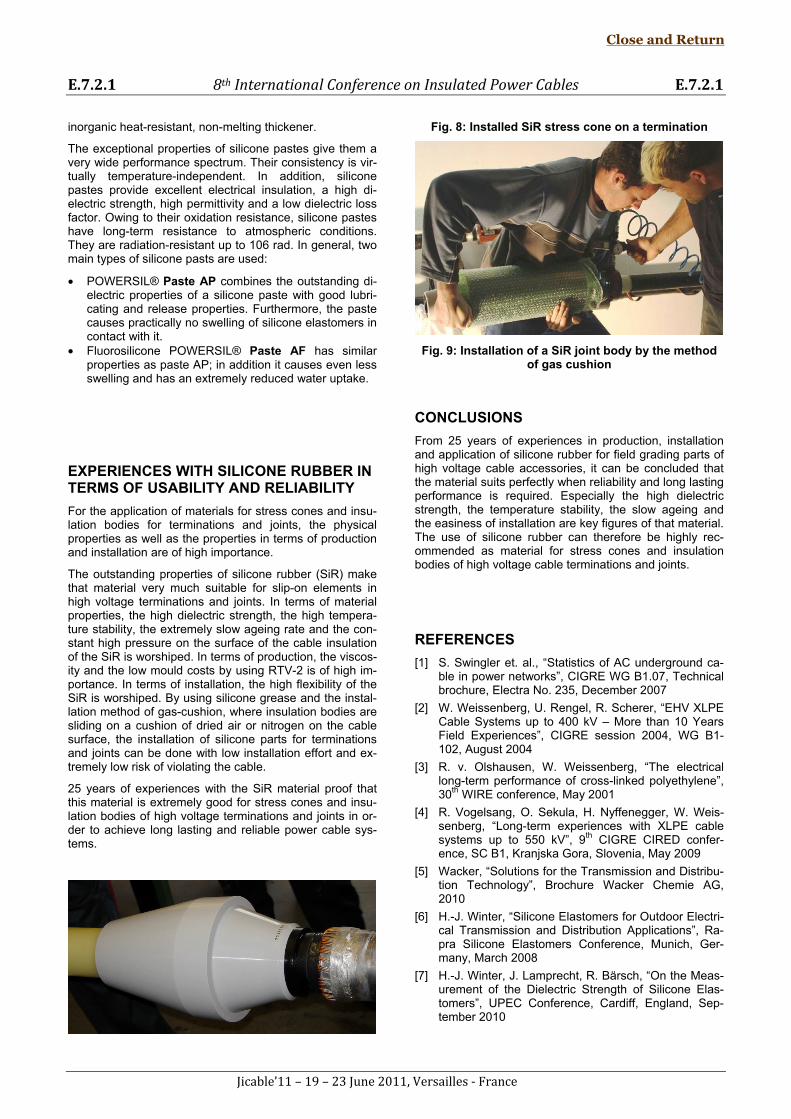
Fig. 8: Installed SiR stress cone on a termination
Fig. 9: Installation of a SiR joint body by the method of gas cushion
CONCLUSIONS
From 25 years of experiences in production, installation and application of silicone rubber for field grading parts of high voltage cable accessories, it can be concluded that the material suits perfectly when reliability and long lasting performance is required. Especially the high dielectric strength, the temperature stability, the slow ageing and the easiness of installation are key figures of that material. The use of silicone rubber can therefore be highly rec-ommended as material for stress cones and insulation bodies of high voltage cable terminations and joints.
REFERENCES
[1] S. Swingler et. al., “Statistics of AC underground ca-ble in power networks”, CIGRE WG B1.07, Technical brochure, Electra No. 235, December 2007
[2] W. Weissenberg, U. Rengel, R. Scherer, “EHV XLPE Cable Systems up to 400 kV – More than 10 Years Field Experiences”, CIGRE session 2004, WG B1-102, August 2004
[3] R. v. Olshausen, W. Weissenberg, “The electrical long-term performance of cross-linked polyethylene”, 30th WIRE conference, May 2001
[4] R. Vogelsang, O. Sekula, H. Nyffenegger, W. Weis-senberg, “Long-term experiences with XLPE cable systems up to 550 kV”, 9th CIGRE CIRED confer-ence, SC B1, Kranjska Gora, Slovenia, May 2009
[5] Wacker, “Solutions for the Transmission and Distribu-tion Technology”, Brochure Wacker Chemie AG, 2010
[6] H.-J. Winter, “Silicone Elastomers for Outdoor Electri-cal Transmission and Distribution Applications”, Ra-pra Silicone Elastomers Conference, Munich, Ger-many, March 2008
[7] H.-J. Winter, J. Lamprecht, R. Bärsch, “On the Meas-urement of the Dielectric Strength of Silicone Elas-tomers”, UPEC Conference, Cardiff, England, Sep-tember 2010
Close and Return