ecospeed series - metaal · pdf filethe ecospeed series offers the most advanced techno-logy...
TRANSCRIPT

ECOSPEED Series5-Axes High Performance Machining Centers
02.2
011
- 2,
500
E -
2011
-199
Products:
Dörries Vertical Turning Lathes Vertical Turning Centers
Droop+Rein Portal Machining Centers High Speed Machining Centers
Scharmann Horizontal Machining Centers Boring Mills
Berthiez Vertical Turning Machines Vertical Grinding Machines
Ecospeed 5-Axes High Performance Machining Centers
Service
Headquarters:
Dörries Scharmann Technologie GmbHHugo-Junkers-Straße 12-32D-41236 Mönchengladbach-RheydtTel. +49/2166/454-0Fax +49/2166/454-300www.ds-technologie.dewww.starragheckert.cominformation@ds-technologie.de
Sites, Subsidiaries and Service Centers:
Dörries Scharmann Technologie GmbHProduct line Droop+ReinHofkamp 2, D-33719 BielefeldTel. +49/521/5804-0, Fax +49/521/178006
Dörries Scharmann Technologie Service Center GmbH & Co. KGAm Sülzenbrückener Weg 14, D-99334 IchtershausenTel. +49/36202/77980, Fax +49/36202/779829
Dörries Scharmann Technologie GmbHService Center SouthWannetal 47b, D-88131 LindauTel. +49/2166/454-700, Fax +49/2166/454-701
Dörries Scharmann Technologie GmbHBeijing OfficeRoom 704, Kun Tai Building, No. 10 Chao Wai Da Jie, Chaoyang District, 100020 Beijing, PR ChinaTel. +86/10/65995556, Fax +86/10/65995559
Dörries Scharmann Technologie GmbHMoscow Officeul. Tverskaya 16/2, Building 1, 7. Floor, RUS-125009 MoscowTel. +7/495/933 28 18, Fax +7/495/935 89 62www.ds-technologie.ru
DS Technology (USA), Inc.7861 Palace Drive, Cincinnati, OH 45249, USATel. +1/513/247-2590, Fax +1/513/[email protected]
DS Technology (UK) Ltd.43/45 Phoenix Park, Avenue Close, Nechells, Birmingham B7 4NU, United KingdomTel. +44/121/3593637, Fax +44/121/[email protected]
Berthiez SAS5, rue Barrouin, F-42029 St. Etienne Cédex 1Tel. +33/4/77923992, Fax +33/4/77923993 www.berthiez.fr, [email protected]

Is it your business?
2
C-Frame
Wing Rib
Spar
Stringer
A-shape Frame

3
Is this your cycle time?
Average Cycle Time (2 set ups in one cycle)less than 12 min/m, 12 min/39.4 in
Total Cycle Time (2 set-ups) 27 minutes
Total Cycle Time (2 set-ups) 8 hours, 42 minutes
Total Cycle Time (2 cycles) 4 hours, 15 minutes
Total Cycle Time (3 set-ups) 19 hours, 26 minutes
Material
Length / Width / Thickness
Billet weight
Part weight
Aluminium
5,800 x 1,600 x 100
1,200
30
mm
kg
kg
C-Frame
5,563 x 1,669 x 190
4,123
112.7
mm
kg
kg
Material
Length / Width / Thickness
Billet weight
Part weight
Aluminium
Wing Rib
Material
Length / Width / Thickness
Billet weight
Part weight
Aluminium
6,200 x 350 x 90
350
15
mm
kg
kg
Spar
Material
Stringer length
Aluminium
2,000 – 30,000 mm
Stringer
Material
Length / Width / Thickness
Billet weight
Part weight
Aluminium
900 x 900 x 52
87.6
4.56
mm
kg
kg
A-shape Frame

5
Down the years, Dörries Scharmann Technologie GmbH (DST) has established itself as a proven partner for the aerospace industry. In 1998 DST was challenged with the development of a machine tool concept to achieve the lowest cost per part at an optimum level of investment for monolithic aluminium aircraft parts. This resulted in the innovative and highly efficient ECOSPEED machine series. With the horizontally orientated, parallel kinematic Sprint Z3 machining head at its core, the ECOSPEED series sets the benchmark in its field.
Since market introduction in 1999, more than 50 machi-ning centers employing ECOSPEED technology have been installed at many major aerospace manufacturers world wide and are producing a wide variety of different com-ponents in different sizes.
The ECOSPEED series offers the most advanced techno-logy for machining aluminium aerostructure parts that will ensure future competitiveness for your business. Best reliability and performance installed with ECOSPEED technology with improvement over the years.
DST ECOSPEEDproduct series
Optimum
Over-engineered machinesLow cost machines
Cost
per
par
t
ECOSPEED Series
Contents
Cost at what priceOptimised Productivity
Investment costs
4
Page
6
8
10
12
14
24
Sprint Z3 – DST’s highly dynamic, parallel kinematic head concept.
ECOSPEED – Travelling column machining center with vertical table for large parts.
ECOSPEED F – Fixed column machining center with vertical table for medium sized parts up to 8 m in length.
ECOSPEED F HT – Fixed column machining center with horizontal table for small parts up to 1.25 m in length.
ECOLINER – Travelling column machining center for stringer parts.
Technical data and details
7
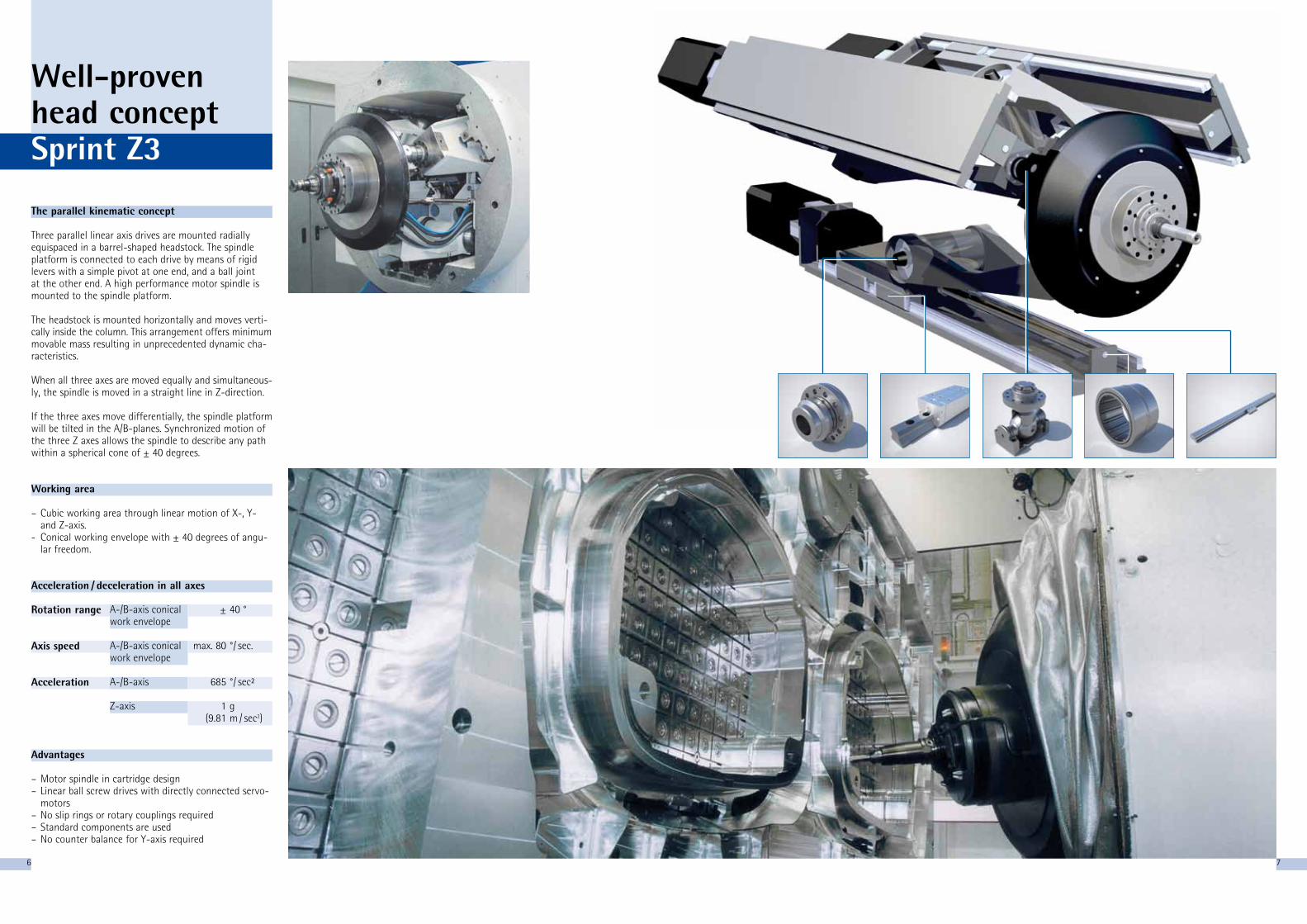
Well-proven head concept Sprint Z3
6
Working area
– Cubic working area through linear motion of X-, Y- and Z-axis.
- Conical working envelope with ± 40 degrees of angu-lar freedom.
Advantages
– Motor spindle in cartridge design– Linear ball screw drives with directly connected servo-
motors– No slip rings or rotary couplings required– Standard components are used– No counter balance for Y-axis required
Acceleration / deceleration in all axes
A-/B-axis conical work envelope
A-/B-axis conical work envelope
A-/B-axis
Z-axis
Rotation range
Axis speed
Acceleration
± 40 °
max. 80 °/ sec.
685 °/ sec²
1 g (9.81 m / sec2)
The parallel kinematic concept
Three parallel linear axis drives are mounted radially equispaced in a barrel-shaped headstock. The spindle platform is connected to each drive by means of rigid levers with a simple pivot at one end, and a ball joint at the other end. A high performance motor spindle is mounted to the spindle platform.
The headstock is mounted horizontally and moves verti-cally inside the column. This arrangement offers minimum movable mass resulting in unprecedented dynamic cha-racteristics.
When all three axes are moved equally and simultaneous-ly, the spindle is moved in a straight line in Z-direction.
If the three axes move differentially, the spindle platform will be tilted in the A/B-planes. Synchronized motion of the three Z axes allows the spindle to describe any path within a spherical cone of ± 40 degrees.

ECOSPEED Highlights
Since its introduction in 1999, the ECOSPEED machine with travelling column and its unique Sprint Z3 parallel kinematic head concept, has revolutionized high perfor-mance machining of large-sized aluminium structural aerospace parts, and rendered traditional multi-spindle profilers almost obsolete in this field of application.
Now, based on the experience of over a decade of round-the-clock operation, DST has proven that the ECOSPEED is the most productive solution in its class on the machine market, capable of drastically reducing production costs and time for large-scale manufacturing of structural aircraft parts. At the same time, machining accuracy and surface finish have been considerably improved.
98
Advantages
– Ergonomic horizontal part loading/unloading– Pallet changer for uninterrupted operation– Highly dynamic 5-axis simultaneous machining– High acceleration / deceleration in all axes – Very high material removal rate with direct disposal
via chip conveyor– Extremely high accuracy– Excellent surface quality– Dramatic increase in productivity, virtually
eliminating surface polishing– Highest crash safety– Advantageous price-performance ratio

ECOSPEED F Highlights
ECOSPEED F was developed from the ECOSPEED travel-ling column machine to provide an even more dynamic machine solution for medium sized structural aircraft parts. This was achieved by placing the unique Sprint Z3 parallel kinematic headstock into a fixed column, thereby reducing the moveable mass at the tool.
This arrangement provides the best preconditions for the most precise and fastest aluminium cutting process in structural aerospace machining today.
Advantages
– Ergonomic horizontal part loading / unloading – Twin pallet changer for uninterrupted operation– High acceleration / deceleration in all axes– Highly dynamic 5-axis simultaneous machining– Highest jerk characteristics– Highest material removal rate with vertical chip fall– Extremely high accuracy– Excellent surface finish quality– Dramatic increase in productivity, virtually eliminating
surface polishing– Highest crash safety– Advantageous price-performance ratio
1110

ECOSPEED F HT Highlights
Thanks to modern 3D CAD systems, designers are now able to exploit the physical strength properties of typical aerospace materials by selecting ever more complex geometric shapes, which in turn have lead to a large increase in 5-axis machining content. The ECOSPEED F HT is the highly dynamic, high performance and extremely productive solution to the very demanding machining tasks for small to medium sized parts resulting from this development.
As the name implies, the ECOSPEED F was developed one step further to combine the fixed column concept with a horizontal table group. Since the table group includes a NC-controlled continuous Bt-axis, the ECOSPEED F HT can boast 6-axis capability.
1312
Advantages
– Rotary pallet changer for uninterrupted operation– Highly dynamic 5-axis simultaneous machining – High acceleration / deceleration in all axes– Highest jerk characteristics– Very high metal removal rate– Extremely high accuracy– Excellent surface finish quality– Dramatic increase in productivity, virtually eliminating
of surface polishing– Highest crash safety– Outstanding price-performance ratio

ECOLINER Highlights
A special development of the ECOSPEED travelling column machine with shorter Y-axis, the ECOLINER is specifically designed for machining aluminium profiles – stringers – of up to 30 m length from thin billet material or semi-finished section.
The machine concept uses the unique Sprint Z3 head concept in combination with the lowest moveable mass to achieve the best preconditions for high precision and fastest metal cutting processes.
The machine is rounded off by a highly flexible, fully automatic fixture system which holds the stringer part in its raw and semi-finished condition in both set-ups for front and rear side machining, and also performs the intermediate transfer procedure.
All variances of stringers can be produced on ECOLINER. Machining time is 12 minutes per meter.
1514
Advantages
– Highly dynamic 5-axis simultaneous machining– High materal removal rate with vertical chip fall– Extremely high accuracy– Excellent surface finish quality– Dramatic increase in productivity, eliminating
surface polishing– Highest crash safety– Parts machined in both set-ups in one cycle
Raw part: T-section Al-extrusion
B
H
H1
B1
Stringer length
Stringer width
Stringer height
Profile height
Clamping area
Waste material metal removal
2 – 25 m
150 – 250 mm
30 – 82 mm
21 – 37 mm
11 mm
appr. 90 %
B
H
H1
B1

Spindle capacity, 100 % ED
Spindle torque, max.
Spindle speed, max.
Constant power from
Tool holder according to
Tool clamping force
Spindel technology
FeaturesSpindle
Features Jerk
1716
Spindel 1 Spindel 2
Flange size Ø BTaper size at gage line Ø A
HSK Tool taper shanks
Designation
DIN 69682 HSK-A63
DIN 69682 HSK-F63
DIN 69682 HSK-F80
DST Standard HSK–A 63/80
Ø A Taper size at gage line
48
38
48
48
Tool clamping force
18
11
18
21
kN
kN
kN
kN
mm
mm
mm
mm
Ø B Flange size
63
63
80
80
mm
mm
mm
mm
kW
Nm
rpm
rpm
kN
120
83
30,000
13,800 - 30,000
HSK A 63/80
21
80
46
30,000
16,500 - 30,000
HSK A 63/80
21
kW
Nm
rpm
rpm
kN
Spindel 1 Spindel 2
7.3
7.3
9.3
9.3
13
2.45
1.95
1.95
1.07
1.07
10
20
20
200
200
60
60
80
80
120
22.09
17.53
13.64
7.50
5.36
0
21
38
66
76
mm
mm
mm
mm
mm
sec
sec
sec
sec
sec
9
9
7
7
5
kW
kW
kW
kW
kW
sec
sec
sec
sec
sec
%
%
%
%
%
m/s3
m/s3
m/s3
m/s3
m/s3
Depth of cut Time / pass Number of passes
JerkTime / pocket SavingPower
Others
Others
Others
Spindle 2
Spindle 1
Spindle speed
Number of teeth
Chip load
Width of cut
Feed rate
Example Endmill Ø 32 mm
rpm
mm/tooth
mm
m/min
24,000
3
0.278
32
20
Machines with low jerk capability have difficulties in reaching programmed feed rate.
Conclusion
Velocity Change of position over time -> m/s
Acceleration Change of velocity over time -> m/s²Proportional to drive force in connection with the moved mass -> kg*m/s² = N
Jerk Change of acceleration over time -> m/s³Proportional to change of drive force in connection with the moved mass -> kg*m/s³ = N/s
100 mm50 mm
65 m
m
30
25
20
15
10
5
0 0 0.1 0.2 0.3 0.4 0.5 0.6 0.7
time (s)
feed
(m/m
in)
jerk 10 m/s3
jerk 20 m/s3
jerk 50 m/s3
jerk 70 m/s3
jerk 100 m/s3
jerk 200 m/s3
Feed-time-chart (s = 50 mm)
Jerk is the significent key to achieving true high performance pocket machining.
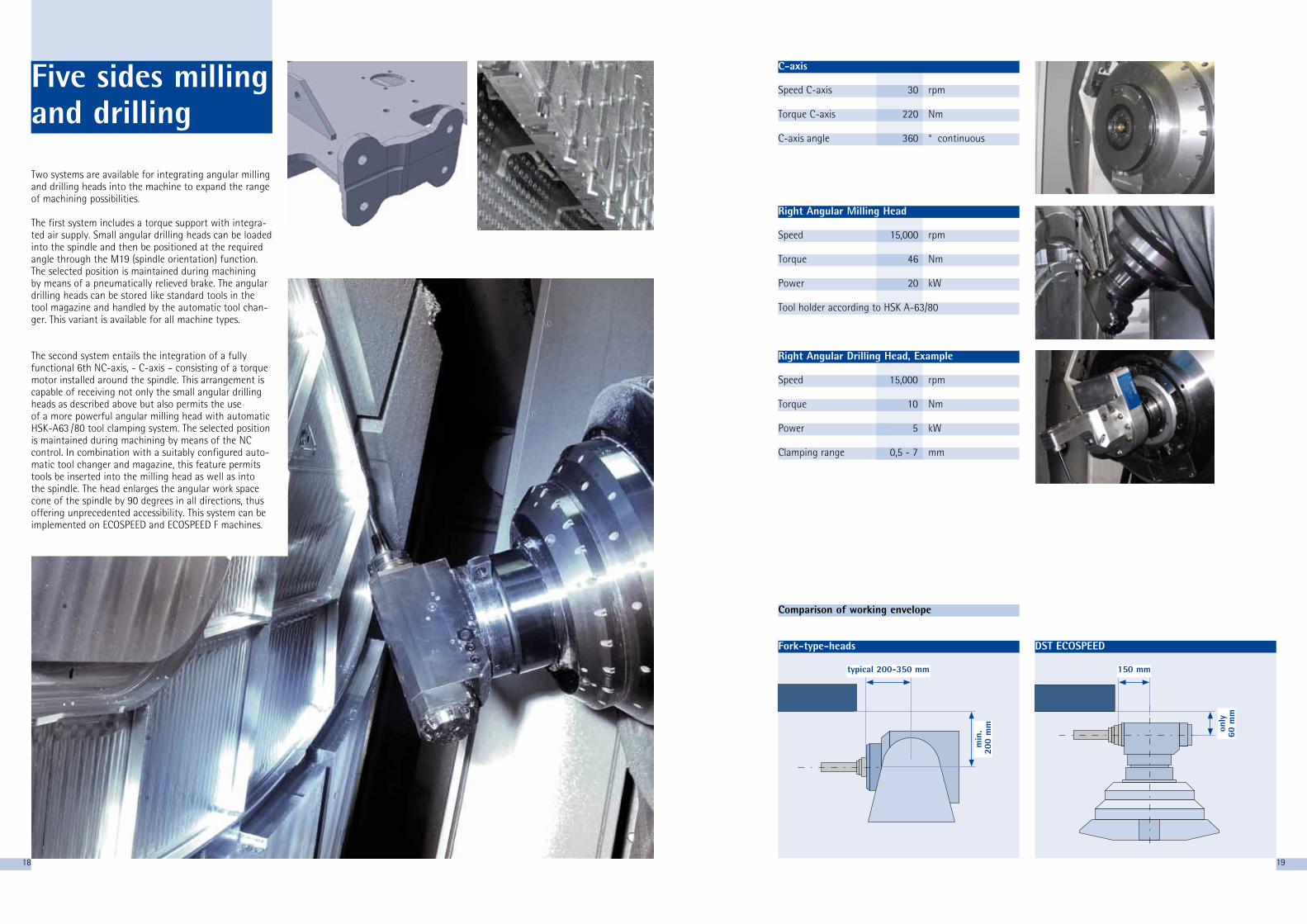
Five sides milling and drilling
Two systems are available for integrating angular milling and drilling heads into the machine to expand the range of machining possibilities.
The first system includes a torque support with integra-ted air supply. Small angular drilling heads can be loaded into the spindle and then be positioned at the required angle through the M19 (spindle orientation) function. The selected position is maintained during machining by means of a pneumatically relieved brake. The angular drilling heads can be stored like standard tools in the tool magazine and handled by the automatic tool chan-ger. This variant is available for all machine types.
The second system entails the integration of a fully functional 6th NC-axis, - C-axis – consisting of a torque motor installed around the spindle. This arrangement is capable of receiving not only the small angular drilling heads as described above but also permits the use of a more powerful angular milling head with automatic HSK-A63 /80 tool clamping system. The selected position is maintained during machining by means of the NC control. In combination with a suitably configured auto-matic tool changer and magazine, this feature permits tools be inserted into the milling head as well as into the spindle. The head enlarges the angular work space cone of the spindle by 90 degrees in all directions, thus offering unprecedented accessibility. This system can be implemented on ECOSPEED and ECOSPEED F machines.
Comparison of working envelope
Right Angular Drilling Head, Example
Speed
Torque
Power
Clamping range
rpm
Nm
kW
mm
15,000
10
5
0,5 - 7
C-axis
Speed C-axis
Torque C-axis
C-axis angle
rpm
Nm
° continuous
30
220
360
Right Angular Milling Head
rpm
Nm
kW
15,000
46
20
Speed
Torque
Power
Tool holder according to HSK A-63/80
1918
Fork-type-heads DST ECOSPEED
min
. 2
00 m
m only
60 m
m
typical 200-350 mm 150 mm

Accessories Tool magazine
Accessories Pallet handling systems
2120
Chain magazine
Number of pockets
Tool shank
Tool length, max.
Tool diameter, max.per tool location
Tool weight, max.
40/60/80
250
80
10
pockets
HSK-A 63/80
mm
mm
kg
Rack type magazine WERO
Number of pockets
Tool shank
Tool length, max.
Tool diameter, max.per tool location
Tool weight, max.
129
250
80
10
pockets, min.
HSK-A 63/80
mm
mm
kg
ECOSPEED F HT
Chip to chip
Tool to tool
sec
sec
7
1,8
ECOSPEED F
Chip to chip
Tool to tool
sec
sec
8
1,8
ECOSPEED 2570
Chip to chip
Tool to tool
sec
sec
15,3
2,5
Example of machine system arrangement
Double pallet shuttleload/unload station and buffer stores
Pallet load/unload station
Pallet changer in tilt motionPallet changer stand alone machine

Flexible Manufacturing Systems SINDI Life-cycle-costs
DST Cell Controller
– Well proven and often implemented software solution specifically developed by DST
– Serves to automatically control flexible manufacturing cells with 1 or more machining centers, an automatic pallet transport system, any number of pallet buffer stations and component load/unload stations.
2322
ECOSPEED series machines are equipped with commer-cially available standard guide way, drive and feedback system components, appropriately dimensioned to ensu-re long life cycles with calculable maintenance costs.
The motor spindles are guaranteed for 5,000 operating hours (under S1 [100% DC] conditions). Due to their cartridge design and the simple media connections, spindle exchange can be performed within a few hours. Furthermore, DST’s spindle refurbishment program ensures that equal replacement spindles are always available.
Self-diagnostic systems ensure that maintenance per-sonnel are always up-to-date on the condition of all machine elements, and in combination with preventative maintenance programs, guarantee very high machine availability.
High quality machine tools will repay your invest-ment thru:
– Highest productivity– Highest availability– High accuracy– Calculable life cycle costs– Long service life
Whereas low quality machine tools mean:
– Low productivity– Low availability– Moderate accuracy– Incalculable life cycle costs– Short service life
ECOSPEED
cost
time
Others
Total cost of ownership
Featuring the following standard functions:
– Administration and allocation of: – Workplans – NC-Programs – Tasks – Pallet routing and sequencing
– Optional extended functionality: – Tool disposition – Extended workplans – Extended NC-Program administration – Fixture Management – Task planning and visualization – Unattended operation mode – Display of clamping sketches – Connection to other process equipment
(e.g. CMM, wash station, Tool-Presetters) – Transmission of measurement data – Reporting functions – Data Back-Up-functions
– The cell controller is open for customization.
DST System for INformation and DIagnosis creates transparency and cuts costs
Machine tools are complex systems and they must fulfil stringent requirements. Durable efficiency, maximum availability and the costs incurred are also significantly dependent on correct operation and maintenance.
Modular system for constantly high productivity
Knowing how, where and what:
– Makes procedures transparent– Provides safety– Prevents downtimes– Saves costs
MDE
Diagno
sis
Maintenance
SMS
Help
Vide
o
DST rem
ote di
agnosi
sTrip recorder
Machine diagnosis
Monitoring
Documen-tation of availability
Fault diagnosis
Dynamic maintenance and servicing
Fault messages through email or SMS
Direct access to machine documentation
Video monitoring
Immediate rectification of faults
Malfunction analysis with duration and frequency
On-line data connection
Monitoring through external computer

ECOSPEED from 2570 up to 25200
ECOLINER
Rack type 125Rack type 129
ECOSPEED F 2060 / 2560
Additional information
Pallet changing time
Chip to chip time
Acc / dec in X-axis
Acc / dec in Y-axis
Acc / dec in Z-axis
Acc / dec in A- and B-axis
Rapid traverse / feed in X-axis
Rapid traverse / feed in Y-axis
Rapid traverse / feed in Z-axis
Rapid traverse / feed in Bt-axis
Tool magazine
Pallet
Length (X-axis)
Width (Y-axis)
Payload
Optional
C-axis (spindle 90° ± 40°) 360° continuous
Right angular milling head
Right angular drilling head
ECOSPEED F HT1010
11
7
9.81
9.81
9.81
685
max. 50
max. 50
max. 50
30
Chain type 40/60/80
Technical data
2524
mm
mm
kg
mm
mm
kg
The technical data are standard values which may require adjustment or change according to client or individual requirements.
sec.
sec.
m/sec.2
m/sec.2
m/sec.2
°/sec2
m/min
m/min
m/min
rpm
pockets
mm
mm
Rack type 125
* Values for Type 2570
mm
mm
mm
mm
150*
15*
9.81
9.81
9.81
685
max. 65
max. 50
max. 50
4.91
4.91
4.91
685
max. 50
max. 50
max. 50
7,000 - 20,000
2,000 / 2,300 / 2,500
Rack type 129
ECOSPEED F 2035
210
8
9.81
9.81
685
max. 50
max. 50
max. 50
225
8
9.81
9.81
685
max. 50
max. 50
max. 50
6,000
2,000 / 2,500
5,000
8,000
2,000 / 2,500
6,000
1,000
1,000
1,000
•
mm
mm
kg
mm
mm
kg
mm
mm
kg
184
8
9.81
9.81
9.81
685
max. 50
max. 50
max. 50
190
8
9.81
9.81
685
max. 50
max. 50
max. 50
3,500
2,000
3,000
•••
•••
•••
•••
•• •
4,000
2,500
4,000
X-axis
Y-axis
Z-axis (spindle horizontal pos.)
Z-axis (spindle ± 40°)
Traverse
1,250
1,350
670
370
in B-axis (table) = 360°, continuous
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
mm
Up to 30,000
1,500
670
370
mm
mm
mm
mm
mm
mm
mm
mm
6,300
2,500 / 3,000
670
370
8,300
2,500 / 3,000
670
370
3,800
2,500
670
370
4,300
3,000
670
370
Pallet length (X-axis) +800
2,500 / 2,600
670
370
ECOSPEED F 2080 / 2580
ECOSPEED F 2540
Rack type 129 Rack type 129
sec.
sec.
m/sec.2
m/sec.2
°/sec2
m/min
m/min
m/min
pockets
sec.
sec.
m/sec.2
m/sec.2
m/sec.2
°/sec2
m/min
m/min
m/min
pockets
sec
sec
m/sec.2
m/sec.2
°/sec2
m/min
m/min
m/min
pockets
sec
sec
m/sec.2
m/sec.2
°/sec2
m/min
m/min
m/min
pockets
sec.
sec.
m/sec.2
m/sec.2
m/sec.2
°/sec2
m/min
m/min
m/min
pockets
m/sec.2
m/sec.2
m/sec.2
°/sec2
m/min
m/min
m/min
pockets