effect of storage time of effects of cone palm kernel …
TRANSCRIPT
EFFECT OF STORAGE TIME OF
PALM KERNEL ON THE PHYSICO-
CHEMICAL PROPERTIES AND
STABILITY OF PALM KERNEL OIL
Ekumankama, E.O., Nwobasi, V. N, Achebe,
V. N. and Ikegwu, O.J.
1
REFRACTANCE WINDOW™
DRYING OF RED ONIONS
(ALLIUM CEPA)
Akinjide A. Akinola, Sulaiman O.
Lawal and Adebayo.S.Osiberu
49
EFFECTS OF CONE
INCLINATION AND HEIGHT
ON CYCLONE PRESSURE
DROP AND POWER
REQUIREMENT
O.B. Okedere, J.A. Sonibare, B.S.
Fakinle and L.A. Jimoda
89
ARTIFICIAL NEURAL NETWORK
AND RESPONSE SURFACE
METHODOLOGY APPLICATIONS TO
MODELLING AND OPTIMISATION OF
OXALIC ACID BIOPRODUCTION
FROM SWEET POTATO STARCH
HYDROLYSATE
Betiku E., Taiwo A. E., Ayodele O. A.,
Fatuntele L. T., Adetayo C. A. and Solomon
B. O.
15
DETERMINATION OF
MOBILITY FACTOR AND
INVESTIGATION OF HEAVY
METALS MIGRATION IN
SOLUOS DUMPSITE SOIL IN
LAGOS STATE, NIGERIA
Salami L. and Susu A.A.
63
DIFFUSIVITY OF CAROTENE
FROM PALM OIL ON COAL-
BASED ACTIVATED CARBON
L. E. Aneke, and U.S.C. Echegi
97
BASIC MODELING OF THE RISER-
STRIPPER-REGENERATOR UNIT OF
A FLUID CATALYTIC CRACKER
Josiah, P. N., J. U. Nwalor, and T. O. Ajayi
31
INTEGRATING ANAEROBIC
DIGESTION AND
HYDROTHERMAL
LIQUEFACTION FOR
RENEWABLE ENERGY
PRODUCTION: AN
EXPERIMENTAL
INVESTIGATION
Eboibi, B. E., Lewis, D. M., Ashman,
P. J., Chinnasamy, S.
73
SEPARATION OF OIL/WATER
EMULSIONS BY CROSS FLOW
MICROFILTRATION
Nwobasi, V. N, Wakeman, R. and
Ekumankama, E. O.
107
JOURNAL OF THE NIGERIAN SOCIETY OF CHEMICAL ENGINEERS A Publication on the Science and Technology of Chemical Engineering
Editorial Board
Prof. D. S. Aribike, Chairman/Editor-in-Chief
Department of Chemical and Petroleum Engineering, University of Lagos, Akoka, Lagos.
Prof. Olufemi Taiwo Deputy/Editor-in-Chief
Department of Chemical Engineering, Obafemi Awolowo University, Ile-Ife.
Prof. Ayoade O. Kuye, Associate Editor
Department of Chemical Engineering, University of Port Harcourt, Port Harcourt.
Prof. E. N. Bassey, Associate Editor
Department of Chemical Engineering, Akwa Ibom State University, Ikot Akpaden.
Prof. Emmanuel Aluyor, Associate Editor
Department of Chemical Engineering, University of Benin, Benin-City.
Prof. A. S. Ahmed, Associate Editor
Department of Chemical Engineering, Ahmadu Bello University, Zaria.
Prof. S. S. Adefila, Associate Editor
Department of Chemical Engineering, Covenant University, Ota.
Dr. J. I. Ume, Associate Editor
Project Development Institute (PRODA), Enugu.
2014 NIGERIAN SOCIETY OF CHEMICAL ENGINEERS
BOARD OF DIRECTORS AND OFFICIALS CHAPTER CHAIRMEN Engr. (Dr) A. L. Yar’Adua, FNSChE
-National President Engr. S. I. Aruwa, MNSChE -Kogi
Prof. E. N. Wami, FNSChE -Deputy National President
Engr. S. O. Idiata, FNSChE
-Edo/Delta
Dr. N. J. D. Erinne, FNSChE -Immediate Past President
Engr. I. A. Dirani, MNSChE
-ABBYGOT
Engr. D. Uweh, MNSChE -Publicity Secretary Engr. Bukar Abba, FNSChE -Kaduna Engr. Ben Akaakar, FNSChE -Asst. Publicity Secretary Dr. M. S. Nwakaudu,
FNSChE -Imo/Abia
Engr. A. S. Osiberu, FNSChE -National Treasurer Dr. Gordian Mbah, MNSChE
-Anambra/Enugu/ Ebonyi
Dr. M. A. Usman, MNSChE -Asst. National Treasurer Dr. A. A. Ujile, FNSChE -RIVBAY Engr. E. E. Ubom, FNSChE -Executive Secretary Engr. N. A. Akanji,
MNSChE -Niger
INTERNAL AUDITORS
Engr. M. Abdulrahman, MNSChE
-FCT/Nasarawa
Engr. Mrs. G. Akujobi-Emetuche, MNSChE
Prof. F. A. Akeredolu, FNSChE
Oyo/Osun/Kwara
Engr. Edwin N. Ikezue, FNSChE Engr. O. A. Ogunsanya , FNSChE
-Lagos/Ogun
Subscription Engr. T. S. Soom, MNSChE -Benue Industrial
a. Individual Readers N1,500.00
Engr. J. P. Bassey, MNSChE
-Akwa Ibom/Cross River
b. Overseas Subscribers US$30.00 Dr. E. I. Dada, FNSChE -USA c. Institution, Libraries, etc N2,500.00

49
REFRACTANCE WINDOW™ DRYING OF RED ONIONS (Allium Cepa)
Akinjide A. Akinola, Sulaiman O. Lawal and Adebayo. S. Osiberu
Chemical Engineering Department, University of Lagos, Lagos, Nigeria
ABSTRACT
A Refractance Window dryer was fabricated and used to study the drying characteristics of
red onions (Allium Cepa). The data for the drying of the 1mm, 2mm and 3mm sized shreds of red
onions were obtained experimentally and the drying curves and mathematical model that best fit
the drying data were determined. The quality of the dried red onion powder was determined and
compared with dried onion powder obtained from the local supermarket. The results obtained,
established that size affects the drying time of the onion samples. The 1mm sized shreds dried
fastest reducing from a moisture content of 7.19kg water per kg dry solids to less than 0.2kg
water per kg dry solids within 40 minutes of drying. The time of drying increased with size. Of
the 13 Thin-layer drying curve models studied, the regression results showed that the Haghi and
Ghanadzadeh model best describes the drying curve of the 1mm, 2mm and 3mm sized shreds
with the highest coefficient of determination (R2) values of 0.99196, 0.98570 and 0.99523
respectively. The dried onion powder had a Bulk density of 0.4501 grams/ml while those of the
market onion powder were 0.4616 grams/ml.
Key words: Refractance Window™ Drying, Red Onions,
INTRODUCTION
Drying practice has produced various
techniques and equipments such as drum
dryers, rotary dryers, spray dryers, tray
dryers, fluidised bed dryers, freeze drying,
microwave drying, infrared drying,
Refractance Window drying etc.,
(Mujumdar, 2006; Clarke, 2004). Vegar-
Mercado, Gongora-Nieto and Barbosa-
Canovas (2001) have grouped these drying
methods into four generations noting that the
latest developments in drying have produced
drying technologies that fall in the fourth
generation. Also Nindo and Tang (2007)
opined that the fourth generation drying
techniques give food products with greater
retention of food quality and they include
microwave drying, infrared drying,
Refractance Window drying etc.
Onion (Allium Cepa) is a common
vegetable crop grown and used throughout
the world. Onion is grown for its bulb which
comprises fleshy connective scales enclosed
in paper-like wrapping leaves. Onion is
utilised for various uses such as flavouring
and seasoning of a wide variety of dishes,
used as garnish in soups and salads and as a
medicinal herb in many communities as it is
claimed to minimize high blood pressure
and other heart diseases according to Sani
and Jaliya (1993). Onions are crops of world
trade, ranking second after Tomatoes in
importance among the vegetables, with a
total world export production amounting to
2 million metric tons, and worth over 299
million US dollars in 1987 (Sani and Jaliya,
1993). With the increasing rise in world
population and opening of international
trade one would therefore infer that world

Journal of the Nigerian Society of Chemical Engineers, 29(1), 2014
50
onion export production would be well over
2 million metric tonnes as at year 2014.
Abasi et al. (2009) also reported that annual
global production of onion is 47 million
tonnes.
In Nigeria onions have been grown for a
long time though with low yield (Sani and
Jaliya, 1993). This therefore means that
wastage cannot be afforded in the country.
However this has been contended with for
long by harvesters, transporters, market
sellers and in domestic usage. Three
common varieties are grown in Nigeria;
White Onions, Red Onions and Yellow
Onions. The red variety typically has red
skin and red and white flesh and don’t store
well. The quantity of onions wasted in
markets and houses in Nigeria is high
because of inadequate storage facilities and
epileptic power supply needed to keep cut
onions refrigerated domestically.
Bulk handling of onion produce by
transporters to the market is another major
problem faced. Onion has high water
content (Idah et al., 2010). Dried onions
should as much as possible preserve the
colour, aroma, flavour and nutritional
components of the fresh onions. The time to
dry onions is also very important since over-
exposure to heat can destroy sensitive
qualities of onion. Therefore what is needed
is a drying technique that ensures that
onions produced in Nigeria (especially the
red onion type) retain their colour, aroma,
nutrients and nutritional value as much as
possible.
Refractance Window Drying
technology is a novel drying technique that
falls within the contact, indirect and film-
drying techniques (Nindo and Tang, 2007).
This technique has advantages over close
rival techniques like Spray Drying and
Freeze Drying in the areas of retention of
colour, aroma and sensitive components of
the dried products etc. (Nindo and Tang,
2007). Hence Refractance Window drying is
efficient for the dehydration of fruits and
vegetables where the retention of colour,
aroma, flavour and nutritional components
are of the essence. Several fruits, vegetables
and some leaves have been dried
successfully with Refractance Window with
very good retention of quality. These
include strawberries, mangoes, carrots
(Nindo and Tang, 2007), okra slices,
moringa leaves (Osiberu, 2014) etc.
The aim of this study is to obtain the
Refractance Window drying characteristics
of Red Onion. To achieve this, a
Refractance Window dryer equipment was
fabricated to carry out the drying
experiment. The effect of onion shred size
and shape on drying time was studied and a
thin layer drying model that best describes
the drying kinetics of the red onions was
determined. According to Shahari (2012)
three methods are used to analyze the drying
behavior of materials. They include
Experimental based modelling, Mass and
heat transfer based modelling and Models
based on porous media with an equilibrium
approach. However, experimental based
modelling is mathematically and
computationally easier (Shahari, 2012).
The experimental based modelling
involves obtaining an empirical model,
varying input set-up parameters, measuring
output quantities through data logging
devices and the derivation of correlations
that best fit the data obtained and can be

Akinjide A. Akinola, Sulaiman O. Lawal and Adebayo S. Osiberu
51
used for prediction (Shahari, 2012). The
derivation of correlations that best fit the
data obtained and can be used for prediction
can be done by non-linear regression.
METHODS AND MATERIALS
A Refranctance Window Type dryer
was fabricated and used in this study. The
equipment and other ancillary equipment
used are described. The experimental rig is
shown and the method of experimentation is
described. Other calculations used in this
work are presented and the method of
analysis of the quality of the dried onion is
explained.
Equipment
The Refractance Window Dryer
The dryer (see Fig. 1) was constructed
from iron sheets of 1 mm thickness into a
cuboid shaped basin of dimensions 10 in by
14 in by 6 in to contain a water bath. The
basin is opened at the top side with a 8 in by
8 in square opening covered by a plastic film
of 0.05 mm thickness held in place by two
iron flanges of 7 in by 7 in (outer flange)
and 6 in by 6 in (inner flange) dimensions.
Therefore the effective area opened for
drying is 6 in by 6 in. The flanges also make
the plastic film come in contact with water
before the basin gets filled up. This had the
advantage of keeping the contact between
the water and the film even after some water
has evaporated. The rear portion of the top
of the iron basin is made into an elevated
opening which serves to allow water make-
up as the water evaporates and to measure
water temperature through a probe from a
digital thermometer. Heat was applied
directly to the equipment from a LPG burner
placed directly below the dryer.
Measurements
A Type K thermocouple is used to
measure the temperature of the water. The
thermocouple is attached to a digital
thermometer model number 6802 II which
has a 5 digit display.
A MB45 OHAUS Moisture Analyzer
manufactured by OHAUS Corporation, New
Jersey, U.S.A. was used to determine the
moisture content of the sample both before
and after the experiment.
Fig. 1 Schematic Diagram of the
Refractance Window Dryer Equipment Used
A graduated vernier caliper was used to
measure the thickness and diameter of the
onion slices.
Other Equipment
A HVAC type fan of model number
YZF 5-13 was used to remove overhead air-
vapour mixture from the top of the dryer.
The fan rotates at 1300/1800 rpm and uses
A.C. voltage of 200-250 V-50/60 Hz and
was positioned beside the Refractance
Widow dryer
The onions were shredded with a
Benriner Japanese Mandolin Shredder
manufactured by Benriner Co. Ltd.,
Iwakuni-City, Japan. The onions were
shredded to size ranges of 0-1 mm, 0-2 mm
and 0-3 mm respectively.
The dried onion samples were collected
in plastic jars with plastic caps each of 10 ml

Journal of the Nigerian Society of Chemical Engineers, 29(1), 2014
52
volume. The plastic jars were bought from
Ojota market in Lagos, Nigeria.
Preparation of Samples
Red onions purchased from the market were
used in the work done here. The onions were
kept in the laboratory at room temperature to
ensure that all samples are at the same initial
condition. Onions taken at random and the
top (base of scape), bottom (disc and
adventitious roots) and dry outer covering
(tunic) are removed with a sharp knife. This
is then shredded using the Benriner Japanese
Mandolin Shredder into 1mm fine, 2mm
mid and 3mm coarse sizes with the
appropriate blades. The shredded onions are
then kept in a covered plastic container to
prevent air contact
Experimental Set-up and Experimentation
Fig. 2 Experimental Set-up
The set-up of the experiment is shown
in Fig. 2. The set-up comprises the
Refractance Window dryer (1) placed atop
of a cylinder burner (2). Water is poured
into the basin through the overhead opening
(3) until and after the water bath contacts the
plastic film. The digital thermometer (4)
which monitors the temperature of the water
bath is placed on a support so that its probe
can adequately dip into the water bath. The
USB thermocouple (5) reads the temperature
of the drying material-red onion samples (6)
and is connected to a computer logging
system (7). The air-vapour mixture above
the dryer is removed by the extractor fan (8).
20 grams of the onion samples were
weighed in the OHAUS digital weighing
balance for each drying run. Drying was
done starting from 5 minutes with
increments of five minutes up to 70 minutes
for each sample size. The 20 grams weighed
sample was spread into a thin film on the 6
in by 6 in drying area of the Refractance
Window dryer. The drying was then timed
using a countdown timer with alarm to alert
the end of the drying time. The ‘dried’
samples were then removed from the drying
area after drying time had elapsed and put in
the plastic jars labelled accordingly. The
moisture contents of the dried samples were
thereafter measured with the OHAUS
moisture analyser which gives results as
initial mass of sample, % moisture, % solids
and mass of solids (in grams).
Analysis of Experimental Data
Moisture content on dry basis was
calculated from the data obtained as in
equation 1

Akinjide A. Akinola, Sulaiman O. Lawal and Adebayo S. Osiberu
53
1
1
Where M.C. is moisture content on dry
basis.
Bulk Density ( b ) and Rehydration Ratio
(RR) Determination:
The bulk densities and the rehydration ratio
of the dried onion samples were determined
using the procedure described by Abul-Fadl
and Ghanem (2011).
For the bulk density, 3 grams of the dried
onion samples and the purchased onion
powder (control sample) were poured into a
10 ml graduated measuring cylinder and
then tapped to reduce inter-particle pore
spaces. The volume occupied was recorded.
The bulk density was then calculated as in
equation 2. This procedure was carried out
in triplicate.
s
sb
V
M 2
Where ρb is bulk density, Ms is mass of
sample used in grams and Vs is volume in
ml occupied by sample in the measuring
cylinder.
Modeling the Drying Characteristics of
Onion
Drying curves were plotted from the data
obtained from the experiments by plotting
the Moisture Content (dry basis) and
Moisture Ratio (MR) against Drying Time.
The Moisture Ratio (MR) also called
Dimensionless Moisture Content is an
important property of drying materials when
considering their Drying Kinetics and was
calculated from experimentally observed
data according to equation 3.
ei
et
MCMC
MCMCMR
3
Where MCt is the moisture content
of onion after drying for time t; MCe is the
equilibrium moisture content of dried onion
and MCi is the initial moisture content of
fresh onions all in the unit of kg of water
removed/kg of solids.
The drying curves were fitted to
thirteen thin-layer drying models given in
the works of Haghi and Ghanadzadeh
(2005), Mohamed et al. (2010), and Taheri –
Garavand et al. (2010). They are listed in
Table 1. To calculate the parametric
coefficients (k, n, a, b, c, d, e, f, g, h) of each
model and select the best model for
describing the drying curves, nonlinear
optimization was carried out using a data
regression software called Datafit 9.1
developed by Oakdale Engineering,
Oakdale, (2014) PA USA. The software
employs the Levenberg-Marquardt method
with double precision to carry out the
nonlinear regression (Gavin, 2013).
54
Table 1 Thin Layer Drying Models
No. Model Name Model
1 Newton MR = exp (-k.t)
2 Page MR = exp (−k.tn)
3 Henderson and Pabis MR = a.exp (-k.t)
4 Logarithmic MR = a.exp (-k.t) + c
5 Two term MR = a.exp (−k0.t) + b exp (−k1.t)
6 Two term exponential MR = a.exp (-k.t) + (1-a) exp (-k.a.t)
7 Wang and Singh MR = 1+ a.t + b.t2
8 Approximation of diffusion MR = a.exp (-k.t) + (1-a).exp (-k.b.t)
9 Modified Henderson and Pabis MR = a.exp (-k.t)+b.exp (-g.t)+c.exp (-h.t)
10 Verma et al. MR = a.exp (-k.t) + (1-a).exp (-g.t)
11 Aghbashlo et al. MR = exp (-k1.t/1+k2.t)
12 Midilli et al. MR = a.exp (−k.tn) + b.t
13 Haghi and Ghanadzadeh MR = a.exp (-b.tc) + d.t
2 + e.t + f
Statistical Analysis of Modeling Result:
Software used to Analyze Results
The Datafit 9.1 software (Oakdale
Engineering, 2014), carried out regression
analysis on the Moisture Ratio-Time data
supplied to it with the 13 kinetic models in
Table 1 employing the Levenberg-
Marquardt double precision method (Gavin,
2013). After solution, the software ranked
the models in order of fit from best to worst
using Coefficient of Multiple Determination
(R2) as criterion. The statistical measures of
interest (Taheri-Garavand et al., 2011) were
given in the Fit information category and
they include Coefficient of Multiple
Determination (R2) and reduced Sum
Squared of Errors (SSE or χ2).
RESULTS
The results are presented by discussing
the effect of sample size on the drying time
of red onions, the regression analysis carried
out to determine the thin-layer mathematical
model that best describes this drying and the
trend of rate of drying against moisture
content variation. Furthermore the quality of
the onions dried in this work is compared
with a dried onion obtained from market.
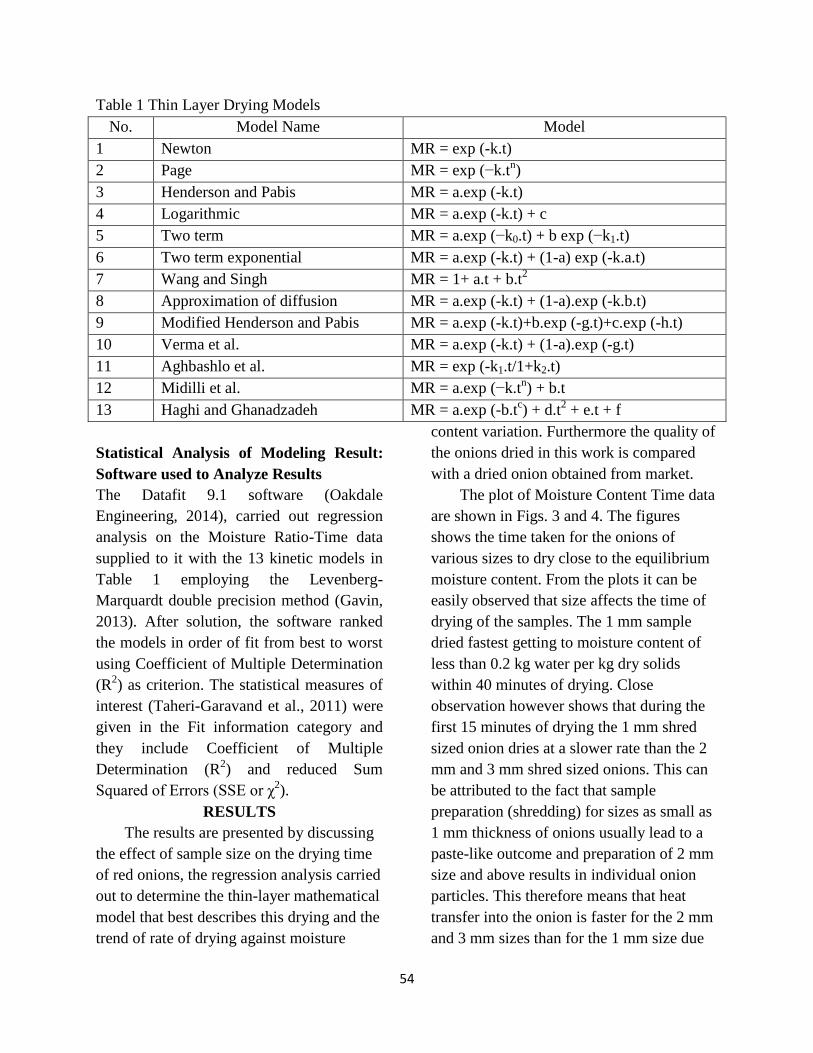
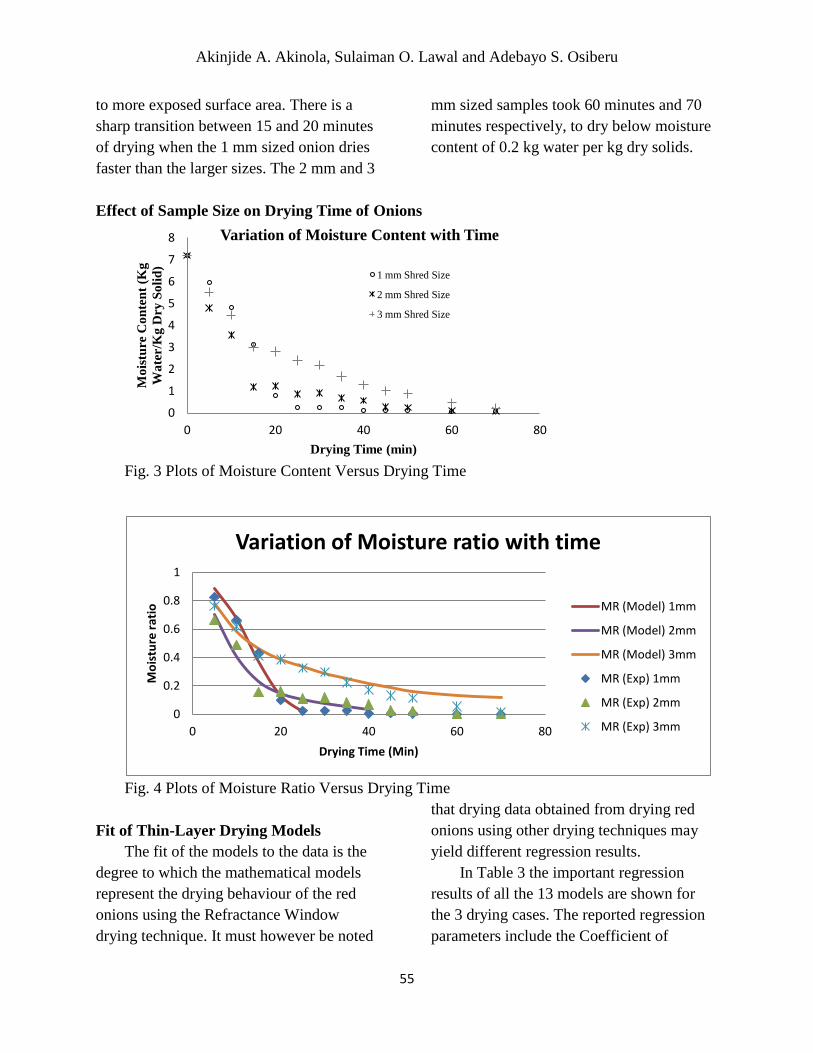
The plot of Moisture Content Time data
are shown in Figs. 3 and 4. The figures
shows the time taken for the onions of
various sizes to dry close to the equilibrium
moisture content. From the plots it can be
easily observed that size affects the time of
drying of the samples. The 1 mm sample
dried fastest getting to moisture content of
less than 0.2 kg water per kg dry solids
within 40 minutes of drying. Close
observation however shows that during the
first 15 minutes of drying the 1 mm shred
sized onion dries at a slower rate than the 2
mm and 3 mm shred sized onions. This can
be attributed to the fact that sample
preparation (shredding) for sizes as small as
1 mm thickness of onions usually lead to a
paste-like outcome and preparation of 2 mm
size and above results in individual onion
particles. This therefore means that heat
transfer into the onion is faster for the 2 mm
and 3 mm sizes than for the 1 mm size due
Akinjide A. Akinola, Sulaiman O. Lawal and Adebayo S. Osiberu
55
to more exposed surface area. There is a
sharp transition between 15 and 20 minutes
of drying when the 1 mm sized onion dries
faster than the larger sizes. The 2 mm and 3
mm sized samples took 60 minutes and 70
minutes respectively, to dry below moisture
content of 0.2 kg water per kg dry solids.
Effect of Sample Size on Drying Time of Onions
Fig. 3 Plots of Moisture Content Versus Drying Time
Fig. 4 Plots of Moisture Ratio Versus Drying Time
Fit of Thin-Layer Drying Models
The fit of the models to the data is the
degree to which the mathematical models
represent the drying behaviour of the red
onions using the Refractance Window
drying technique. It must however be noted
that drying data obtained from drying red
onions using other drying techniques may
yield different regression results.
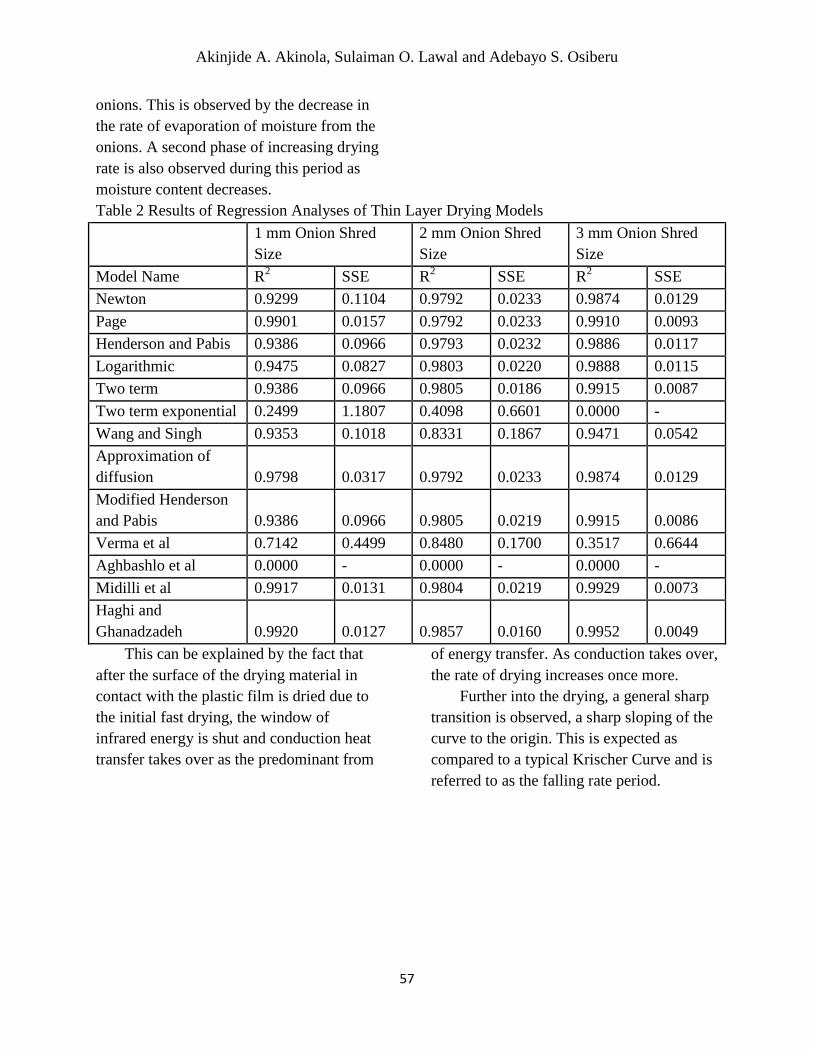
In Table 3 the important regression
results of all the 13 models are shown for
the 3 drying cases. The reported regression
parameters include the Coefficient of
0
1
2
3
4
5
6
7
8
0 20 40 60 80
Mo
istu
re C
on
ten
t (K
g
Wa
ter/K
g D
ry S
oli
d)
Drying Time (min)
Variation of Moisture Content with Time
1 mm Shred Size
2 mm Shred Size
3 mm Shred Size
0
0.2
0.4
0.6
0.8
1
0 20 40 60 80
Mo
istu
re r
atio
Drying Time (Min)
Variation of Moisture ratio with time
MR (Model) 1mm
MR (Model) 2mm
MR (Model) 3mm
MR (Exp) 1mm
MR (Exp) 2mm
MR (Exp) 3mm

Journal of the Nigerian Society of Chemical Engineers, 29(1), 2014
56
Multiple Determination (R2) and Sum
Squared of Errors (χ2) and fit of a model is
determined by how close R2 is to 1 and how
close to zero χ2
is. In Table 3 R2 and χ
2
values are given for the three size scenarios,
i.e. 1 mm, 2 mm, 3 mm shredded samples.
For the drying of 1 mm shredded
sample, the highest value (i.e. closest to 1)
of R2 is 0.99196 and the lowest value (i.e.
closest to zero) of χ2
is 0.01265 given by the
Haghi and Ghanadzadeh (2005) model.
Conversely, the lowest value of R2 is
0.00000 (the χ2 value returns with no result)
given by the Aghbashlo et al. (2009) model.
This result makes the Taheri-Garavand)
model the best model for predicting the
drying behaviour of red onions when dried
in 1 mm shred size while the Aghbashlo et
al. (2009) model is most inappropriate.
For the 2 mm and 3 mm sized samples,
the Haghi and Ghanadzadeh (2005) model
also came out with the best fit for predicting
drying behaviour of red onions shredded to
the respective sizes. For the 2 mm shred size
the R2 and χ
2 values for the Haghi and
Ghanadzadeh (2005) model are 0.98570 and
0.01600 respectively while for the 3 mm
sized sample the values are 0.99523 and
0.00489 respectively. The worst fit is given
by Aghbashlo et al. (2009) model for the 2
mm sized sample and Aghbashlo et al.
(2009) and Two Term Exponential models
for the 3 mm sized sample with no values of
R2 and χ
2.
It is important also to compare the best
regression values from all the 3 cases to
conclude as to the drying of which onion
shred size and shape is best understood and
best predictable. The best case therefore is
the case with the highest R2 value and
lowest χ2 value. The 3 mm onion shred size
case is the best having the highest R2 value
of 0.99523 and lowest χ2 value of 0.00489.
|Drying Rate-Moisture Content
Relationship
The drying data are also presented by
plotting Rate of Drying against moisture
content and the resulting plots are called the
Krischer curves (Kemp et al, 2001). They
are used to describe the drying regimes of
drying materials. Krischer curves are plotted
for the drying data obtained from the
experiment and are shown in Fig 5a, 5b and
5c. According to these plots, the start of
drying is indicated by the free end of the
curve and the end of drying is at nearly zero
moisture content.
On inspection of Fig. 5a to 5c the initial
drying rate is high then it decreases as
moisture content decreases. This trend
would look unexpected if compared to a
typical Krischer Curve obtained from a
conventional convective air drying. The
Krischer Curve of a typical drying process
starts with an initialization period (not
experienced for all substances according to
Moyers and Baldwin (1999) followed by a
constant rate period and then a falling rate
period. The deviation in the nature of the
Krischer Curves obtained in this work can
be explained by the working method of the
Refractance Window technique. As wet
onion sample is placed on the transparent
plastic film, a rush of infrared energy occurs
which causes the initial drying rate to be
high. However, as the drying proceeds the
‘window’ closes leading to a gradual
reduction in the infrared energy going
through the plastic film to heat up the
Akinjide A. Akinola, Sulaiman O. Lawal and Adebayo S. Osiberu
57
onions. This is observed by the decrease in
the rate of evaporation of moisture from the
onions. A second phase of increasing drying
rate is also observed during this period as
moisture content decreases.
Table 2 Results of Regression Analyses of Thin Layer Drying Models
1 mm Onion Shred
Size
2 mm Onion Shred
Size
3 mm Onion Shred
Size
Model Name R2 SSE R
2 SSE R
2 SSE
Newton 0.9299 0.1104 0.9792 0.0233 0.9874 0.0129
Page 0.9901 0.0157 0.9792 0.0233 0.9910 0.0093
Henderson and Pabis 0.9386 0.0966 0.9793 0.0232 0.9886 0.0117
Logarithmic 0.9475 0.0827 0.9803 0.0220 0.9888 0.0115
Two term 0.9386 0.0966 0.9805 0.0186 0.9915 0.0087
Two term exponential 0.2499 1.1807 0.4098 0.6601 0.0000 -
Wang and Singh 0.9353 0.1018 0.8331 0.1867 0.9471 0.0542
Approximation of
diffusion 0.9798 0.0317 0.9792 0.0233 0.9874 0.0129
Modified Henderson
and Pabis 0.9386 0.0966 0.9805 0.0219 0.9915 0.0086
Verma et al 0.7142 0.4499 0.8480 0.1700 0.3517 0.6644
Aghbashlo et al 0.0000 - 0.0000 - 0.0000 -
Midilli et al 0.9917 0.0131 0.9804 0.0219 0.9929 0.0073
Haghi and
Ghanadzadeh 0.9920 0.0127 0.9857 0.0160 0.9952 0.0049
This can be explained by the fact that
after the surface of the drying material in
contact with the plastic film is dried due to
the initial fast drying, the window of
infrared energy is shut and conduction heat
transfer takes over as the predominant from
of energy transfer. As conduction takes over,
the rate of drying increases once more.
Further into the drying, a general sharp
transition is observed, a sharp sloping of the
curve to the origin. This is expected as
compared to a typical Krischer Curve and is
referred to as the falling rate period.

Journal of the Nigerian Society of Chemical Engineers, 29(1), 2014
58
Fig. 5 Rate of Drying-Moisture Content Curves
Quality of the Refractance Window Dried Onions
The results of bulk density measurement are presented in Table 3.
Table 3: Bulk Density Measurement Comparison
Volume Occupied
(ml)
Bulk Density
(calculated) (g/ml)
Experimental
Sample
Control
Sample
Experimental
Sample
Control
Sample
1 6.6 6.6 0.4545 0.4545
2 6.8 6.5 0.4412 0.4615
3 6.6 6.4 0.4545 0.4688
Average 0.4501 0.4616
The result in Table 3 shows that the
experimental dried onion is of comparable
quality in terms of bulk density with the
bulk density of the control sample only
marginally higher.
0
0.1
0.2
0.3
0.4
0 2 4 6 8 Dry
ing
Ra
te (
Kg
Wa
ter/K
g
Dry
So
lid
.Min
)
Moisture Content (Kg Water/Kg Dry Solid)
(a)Krischer Curve for 1mm Shred
Size
0
0.1
0.2
0.3
0.4
0.5
0.6
0 2 4 6
Dry
ing
Ra
te (
Kg
Wa
ter/K
g D
ry
So
lid
.Min
)
Moisture Content (Kg Water/Kg Dry
Solid)
(b)Krischer Curve for 2 mm
Shred Size
0
0.1
0.2
0.3
0.4
0 2 4 6 8
Dry
ing
Ra
te (
Kg
Wa
ter/K
g
Dry
So
lid
.Min
)
Moisture Content (Kg Water/Kg Dry
Solid)
(c)Krischer Curve for 3 mm Shred
Size
Akinjide A. Akinola, Sulaiman O. Lawal and Adebayo S. Osiberu
59
CONCLUSIONS
From the results the following conclusions
can be drawn, with respect to Refractance
Window drying technique:
1. The size of onion sample to be dried
affects the drying time; the time of
drying increases with the size of the
onion shreds to be dried. It is best to
prepare the onions in smaller shreds.
2. Regression analysis revealed that the
best model for predicting the drying
behaviour of 1 mm, 2 mm and 3 mm
sized onion shreds is the Haghi and
Ghanadzadeh model with R2 values of
0.99196, 0.98570 and 0.99523
respectively Given below are the details
of this conclusion.
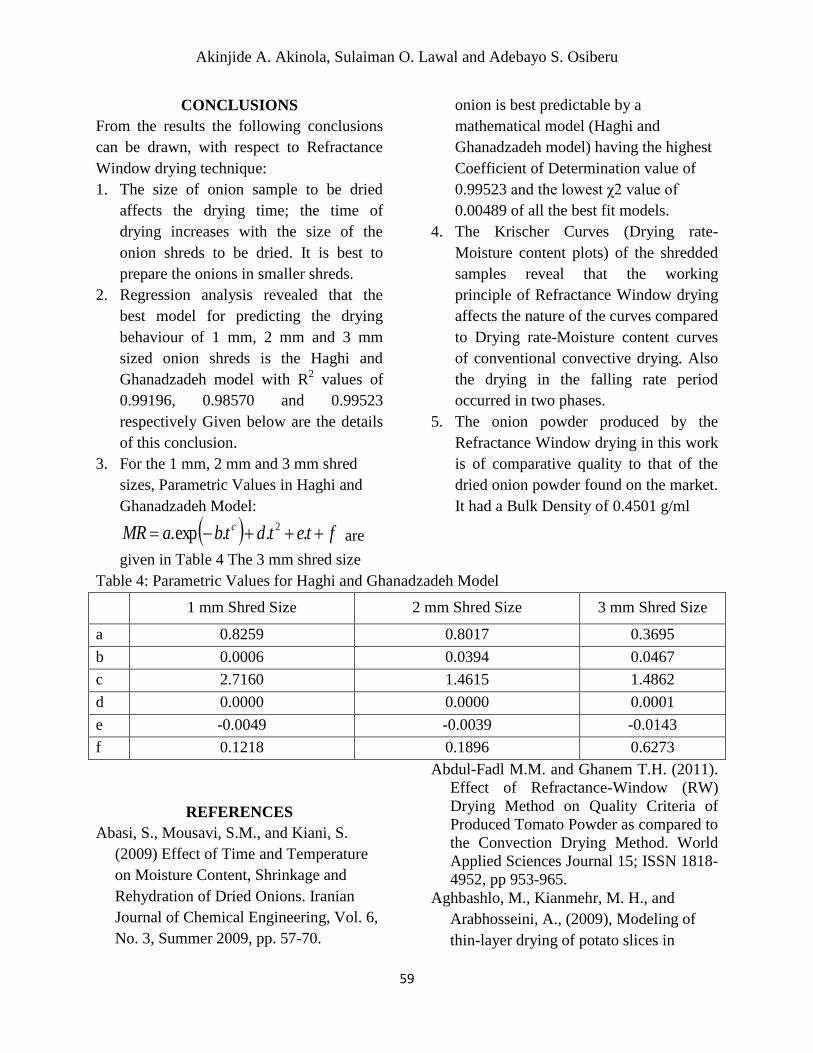
3. For the 1 mm, 2 mm and 3 mm shred
sizes, Parametric Values in Haghi and
Ghanadzadeh Model:
ftetdtbaMR c ...exp. 2 are
given in Table 4 The 3 mm shred size
onion is best predictable by a
mathematical model (Haghi and
Ghanadzadeh model) having the highest
Coefficient of Determination value of
0.99523 and the lowest χ2 value of
0.00489 of all the best fit models.
4. The Krischer Curves (Drying rate-
Moisture content plots) of the shredded
samples reveal that the working
principle of Refractance Window drying
affects the nature of the curves compared
to Drying rate-Moisture content curves
of conventional convective drying. Also
the drying in the falling rate period
occurred in two phases.
5. The onion powder produced by the
Refractance Window drying in this work
is of comparative quality to that of the
dried onion powder found on the market.
It had a Bulk Density of 0.4501 g/ml
Table 4: Parametric Values for Haghi and Ghanadzadeh Model
1 mm Shred Size 2 mm Shred Size 3 mm Shred Size
a 0.8259 0.8017 0.3695
b 0.0006 0.0394 0.0467
c 2.7160 1.4615 1.4862
d 0.0000 0.0000 0.0001
e -0.0049 -0.0039 -0.0143
f 0.1218 0.1896 0.6273
REFERENCES
Abasi, S., Mousavi, S.M., and Kiani, S.
(2009) Effect of Time and Temperature
on Moisture Content, Shrinkage and
Rehydration of Dried Onions. Iranian
Journal of Chemical Engineering, Vol. 6,
No. 3, Summer 2009, pp. 57-70.
Abdul-Fadl M.M. and Ghanem T.H. (2011).
Effect of Refractance-Window (RW)
Drying Method on Quality Criteria of
Produced Tomato Powder as compared to
the Convection Drying Method. World
Applied Sciences Journal 15; ISSN 1818-
4952, pp 953-965.
Aghbashlo, M., Kianmehr, M. H., and
Arabhosseini, A., (2009), Modeling of
thin-layer drying of potato slices in

Journal of the Nigerian Society of Chemical Engineers, 29(1), 2014
60
length of continuous band dryer, Energy
Conversion and Management, 50(5),
1348-1355.
Baron Spices and Seasoning, (2014),
Dehydrated Onion and Garlic Products-
Rehydration. Available from
http://www.baronspices.com/spice_handb
ook/rehydration.html [Accessed 29-09-
2014]
Clarke, P.T. (2004) Refractance Window:
“Down Under”. Drying 2004 –
Proceedings of the 14th International
Drying Symposium (IDS 2004), São
Paulo, Brazil, 22-25 August 2004, vol. B,
pp. 813-820.
Gavin H, (2003), The Levenberg-Marquardt
method for nonlinear least squares curve-
fitting problems. Department of Civil and
Environmental Engineering, Duke
University Durham, NC 27708, USA.
Retrieved January 08, 2015 from
http://people.duke.edu/~hpgavin/ce281/l
m.pdf.
Haghi, A.K. and Ghanadzadeh, H., (2005),
A Study of Thermal Drying Process.
Indian Journal of Chemical Technology,
Vol. 12, November 2005, pp. 654-663
Idah, P.A., Musa, J.J. and Olaleye, S.T.,
(2010) Effect of Temperature and Drying
time on some Nutritional Quality
Parameters of Tomatoes, AU J.T. Vol. 14
No., July 2010, pp. 25-32
Kemp I.C., Fyhr C.B., Laurent S., Roques
M.A., Groenewold C.E., Tsotsas E.,
Sereno A.A., Bonazzi C.B., Bimbenet J-
J., Kind M. (2001). Methods For
Processing Experimental Drying Kinetics
Data. Drying Technology, 19: 15–34.
Mohamed, M.A., Gamea, G.R. and Keshek,
M.H. (2010) Drying Characteristics of
Okra by Different Solar Dryers. Misr J.
Ag. Eng., 27(1): 294 – 312
Midilli A, Kucuk H, Yapar Z (2002) A new
model for single layer drying. Dry
Technol l20 (7):1503-1513.
Moyers, C.G. and Baldwin, G.W. (1999)
Drying Periods (Diagram). In: Perry,
R.H. et al. (eds) Perry’s Chemical
Engineering Handbook. 7th ed. McGraw-
Hill, New York, p. 1184
Mujumdar, A.S. (2006). Principles,
Classification and Selection of Dryers.
In: Mujumdar A.S. (Ed.) Handbook of
Industrial Drying, Taylor and Francis
group LLC.
Nindo, C.I. and Tang, J. (2007). Refractance
Window Dehydration Technology: A
Novel Contact Drying Method, Drying
Technology, 25, pp 37–48
Oakdale Engineering, (2014), Datafit 9.1
Software (Build 9.1.32) developed by
Oakdale Engineering, 23 Tomey Road
Oakdale, PA 15071 USA
Osiberu, A.S. (2014). Inspection of Dried
Products Using a Refractance Window
Drying System; Visit to Plant Site,
Sagamu, Ogun State, Nigeria, September
3, 2014
Sani B. M. and Jaliya M. M. (1993) Onion
Production and Management under
Irrigation, Nation Agricultural Extension
and Research Liason Services, Federal
Ministry of Agriculture and Eater
Resourses, Ahmadu bello University,
Zaria.
Shahari, N.A., (2012), Mathematical
Modelling of Drying of Food Products:
Application to Tropical Fruits, PhD
Thesis, University of Nottingham, United
Kingdom.

Akinjide A. Akinola, Sulaiman O. Lawal and Adebayo S. Osiberu
61
Taheri-Garavand, A., Rafiee, S. and
Keyhania, A. (2010) Mathematical
Modeling of Thin Layer Drying Kinetics
of Tomato Influence of Air Dryer
Conditions. International Transaction
Journal of Engineering, Management, &
Applied Sciences & Technologies, 2(2):
147-160, 2011
Vega-Mercado, H., Gongora-Nieto, M.M.
and Barbosa-Canovas, G.V., (2001),
Advances in dehydration of foods.
Journal of Food Engineering, 49, pp.
271-28.

Journal of the Nigerian Society of Chemical Engineers, 29(1), 2014
62