effect of structural condition of milk processing
TRANSCRIPT

Research ArticleEffect of Structural Condition of Milk Processing Facilities andFoodSafety SystemsonEscherichia coli andColiformsPresence inCultured Buttermilk
Annah S Paran 1 Titus J Zindove 2 and Michael Chimonyo 1
1Animal and Poultry Science School of Agricultural Earth and Environmental Sciences University of KwaZulu-NatalP Bag X01 Scottsville 3209 Pietermaritzburg South Africa2Department of Animal Science School of Animal and Veterinary Sciences Fiji National University P O Box 7222Nasinu Suva Fiji
Correspondence should be addressed to Michael Chimonyo michaelchimonyogmailcom
Received 6 March 2019 Revised 11 August 2019 Accepted 11 September 2019 Published 24 September 2019
Academic Editor Luis Patarata
Copyright copy 2019 Annah S Paran et al is is an open access article distributed under the Creative Commons AttributionLicense which permits unrestricted use distribution and reproduction in any medium provided the original work isproperly cited
e study investigated the eect of structural conditions of milk processing facilities and food safety systems on E coli andcoliform presence in buttermilk Milk records collected by Dairy Services Zimbabwe (DSZ) from large-scale dairy milk processors(n 12) and small-scale farms (n 15) were analysed Binomial logistic regression was used to estimate the likelihood of E coli orcoliforms being present in cultured buttermilk as a function of the hygiene level and structural adequacy of the processors elikelihood of having E coli and coliforms in cultured milk from processors with poor sanitary premises was two times higher thanthat from processors with good sanitary premises (Plt 005) Milk processors that used unltered water were 177 times morelikely to produce cultured buttermilk contaminated with E coli (Plt 005) Processors without food safety systems like hazardanalysis critical control point (HACCP) systems were more than twice likely to produce cultured buttermilk contaminated byE coli and coliforms (Plt 005) Poor structural condition of roofs windows insect-proof screens and drainage in small- andlarge-scale processing facilities results in production of cultured buttermilk that is contaminated by E coli and coliforms
1 Introduction
Milk is a concentrated dietary source of macro- andmicronutrients often consumed as fresh milk or processedmilk products Milk products commonly consumed includeyoghurt ghee icecream butter cheese and cultured but-termilk [1] Cultured buttermilk is one of the most com-monly produced and consumed milk product because itdoes not require high levels of expertise or processingequipment as compared to the other dairy by-products [2]Cultured buttermilk is a nontraditional milk product madeby simultaneous fermentation of the standardised heat-treated homogenised milk with Lactococcus lactis cultureand a cream culture [3] Cultured buttermilk is an excellentmedium for microbial growth and thus a delicate product
whose quality can easily be compromised if not properlyhandled during manufacturing [4]
Good manufacturing practices and quality controlmeasures ensure production of safe cultured buttermilkButtermilk contamination can occur from dierent sourcessuch as the milk production conditions factory surround-ings air processing equipment and factory personnel [3 5]ere are obligatory technological steps such as pasteuri-zation and safety systems set to improve microbial quality ofbuttermilk during processing In most developing countriescultured buttermilk is however predominantly soldthrough the informal sectors [2] Although cultured but-termilk has been traditionally produced by registered large-scale processors there has been an increase in the number ofsmall-scale processors majority of whom are unregistered
HindawiJournal of Food QualityVolume 2019 Article ID 7365983 8 pageshttpsdoiorg10115520197365983
[6] e informal milk processors fill market gap left bylarge-scale processors in developing countries and thus arekey to regular cultured buttermilk supply [2] Some of theseinformal milk processors do not follow proper handling andmanufacturing procedures when processing milk into thecultured buttermilk [2] Although the small-scale farmerspasteurise the milk during processing the safety of milkproducts is not guaranteed [7] As a result consumers are atrisk of consuming potentially contaminated buttermilk
e informal milk processors may not always have theequipment refrigeration and facilities and at times lack theexpertise to manufacture cultured buttermilk safely [2] Safemilk processing requires processors to follow goodmanufacturing practices in order to minimise risk of con-tamination during processing Most emerging processors indeveloping countries do not have food safety systems withintheir operations is could be because of lack of knowledgeor understanding of why good manufacturing practicesshould be implemented at the processing site ese prac-tices include limiting and controlling access of peopleequipment and vehicles into the processing plant Goodmanufacturing practices such as rodent control disinfectionand cleaning fly-control dust and air managementchemicals and waste disposal reduce the risk of introductionof bacterial contaminants such as E coli and coliforms intoprocessing facilities Use of unclean processing equipmentand lack of potable water in some facilities contribute topresence of bacterial contaminants in milk which affects thequality of cultured buttermilk [8 9] Doors roofs ventila-tion and floors in poor structural conditions can harbourextraneous or foreignmaterials that can contaminate milk ormilk products [10]
Although most milk processors encourage their workersto follow strict standards of hand hygiene there are otheroften-overlooked sources of hygiene-related contaminationsin the milk processing plants As reported by Pandeyand Voskuil [10] doors floors walls and windows inbad structural condition results in high prevalence of mi-crobial pathogens Doors floors walls andor windows thatare broken or made of rough material can therefore besources of bacterial contamination of buttermilk duringmanufacturing It is possible that clean milk produced at thefarm can be contaminated by the processor during pro-duction of buttermilk In developing countries the increasein the demand of milk products has resulted in rise inproduction and marketing of milk products via the informaldairy sector and emerging dairy processors [11] In mostcases these informal and emerging dairy processors do payattention to the structural condition of the processing plants[12]
Implementation of food safety systems such as HACCPduring cultured buttermilk processing has the potential toreduce contamination of milk is study will assist dairyagents and regulators to continue enforcing the need forprocessing plants to be maintained in adequate structuralconditions to minimise risk of transmitting pathogenicorganisms like E coli e microbial quality of processedmilk is a major feature in determining quality Whilst thedairy sector has made significant efforts in promoting use of
hazard analysis critical control point (HACCP) systems toeliminate pathogenic bacteria E coli continues to be enu-merated from fresh and fermented milk products includingcultured buttermilk [12] E coli poses a huge challenge to thedairy sector because of its ability to survive very low pHwhile other pathogenic organisms like S aureus can beinhibited at pH 5 [7 11] e E coli can thus survive andgrow in cultured buttermilk despite the acidic conditionsMost studies conducted on reducing coliforms inmanufacturing environments have focused more on thegeneral milk processing environment and not specifically thecontribution of conditions of facilities or state of repair andmaintenance of building features e objective of thecurrent study was therefore to determine the effect ofstructural condition of milk processing facilities andmanufacturing practices on presence of Escherichia coli andcoliforms in cultured buttermilk from large- and small-scaleprocessors
2 Materials and Methods
21 StudySite Data were obtained from records collected bytrained research officers at Dairy Services Zimbabwe (DSZ)from 12 large-scale and 16 small-scale randomly selectedmilk processors
22 Data Collection Records on presence or absence of Ecoli and coliforms in cultured buttermilk were collected fromDSZ e records were generated from cultured buttermilksamples submitted to and analysed by DSZ over a 10-yearperiod from 2006 to 2016 for 16 small-scale and 12 large-scale milk processors Processors submitted their culturedbuttermilk samples for testing to DSZ once a month All thesamples submitted to DSZ were buttermilk samples made bysimultaneous fermentation of the standardised heat-treatedhomogenised milk with Lactococcus lactis culture and acream culture Each processor provided four samples everymonth over the 10-year period A total of 12960 culturedbuttermilk samples were sent for laboratory analyses overthe 10-year period
Information on the structural condition of milk pro-cessing facilities was collected three times per year (afterevery four months) by four DSZ research officers Eachresearch officer was allocated to 7 factories to follow-up onfor one year and allocated another 7 different ones thefollowing year and so on After four years the cycle wasrepeated up to the 10th year Standardised checklists andrecording sheets were used by the research officers to assessmanufacturing practices presence of food safety manage-ment systems and structural condition of floors roofdrains doors ventilation and walls of the processing fa-cilities To assess manufacturing practices the research of-ficers assessed the presence of clear signage dust proofingdisinfection and rodent control site drainage storage ofchemicals and control of traffic and people and equipmentinto the milk processing facilities e structural conditionof milk processing facilities was classified as either good orpoor by research officers
2 Journal of Food Quality
For every visit the research officers also assessed themilkprocessors on the availability of food safety systems such ashazard analysis critical control points (HACCPs) Datarecorded included presence or absence of a traceabilitysystems for raw materials used in manufacturing buttermilkproduct recall and withdrawal system for defective ornonconforming products availability of food safety trainingprogrammes training documentation and manuals on foodsafety systems
23 Data Structure and Preparation Data obtained fromDSZ were a merger of data collected from routine dairyfactory visits and laboratory data into a single databaseIncomplete and mismatching records were excluded fromthe final analyses Out of the 12960 records on E coli andcoliforms from the cultured buttermilk samples sent forlaboratory analysis 4301 records had complete andmatching entries with structural condition of processingfacilities and manufacturing practices data Each of thevisited factories had representative records in the final dataset
24 Laboratory Analyses Cultured buttermilk samples forcoliform counts and E coli determination were collectedusing sterile 50ml containers and stored below 4degC and thenanalysed at the Dairy Services Aglabs using standardmethods of examination of dairy products [13] Presence orabsence of coliforms in cultured buttermilk was determinedusing the plate count method [13] In this procedure milk(10mL) was cultured directly on Petrifilm dishes and in-cubated at 35ndash37degC for 24 hours Individual bacterial cellswere counted using QUANTOM Tx Microbial automaticcounter (Logos Biosystems Ltd Virginia USA)e bacteriapresent in cultured buttermilk were expressed as the numberof colony forming units per millilitre (CFUml)
25 Statistical Analyses All data were analysed using Sta-tistical Analysis system 92 [14] A chi-square test was used todetermine the association between the processor andstructural condition of processing facilities [14]
Binomial logistic regression (PROC LOGISTIC) wasused to to model the probability of E coli or coliforms beingpresent in cultured buttermilk as a function of the hygienelevel and structural adequacy of the processors [14]e logitmodel fitted the structural condition of processing facilitiesrsquofeatures (poor vs good) type of processor (small-scale vslarge-scale) good manufacturing practices (presence vsabsence) and food safety systems (absence vs present) as thepredictors e logit model used was
lnP
1 minus P1113876 1113877 β0 + β1X1 + β2X2 middot middot middot + βtXt + ε (1)
whereP probability of cultured buttermilk having E coli orcoliforms [P1 minus P] odds ratio (the odds of culturedbuttermilk having E coli or coliforms) β0 interceptβ1X1 regression coefficients of predictors and ε randomresidual error
3 Results
31 Manufacturing Practices Majority of the large-scalemilk processors had clear signage at their processing facilitywhile a minority of the small-scale producers had clearsignage (Plt 001) A large proportion of the large-scaleprocessors had dust proof surroundings of their buildings(Plt 005) A larger proportion of the small-scale milkprocessors did not have disinfection rodent control andaccess control for the milk processing facilities whilst amajority of the large-scale processors had disinfection ro-dent control and good access control for their processingsites (Plt 005) More than half of the large-scale milkprocessors had good drainage around the milk processingsite compared with less than half of small-scale processorswho had good drainage (Plt 005) More than half of bothsmall-scale and large-scale processors had acceptable storagefor hazardous chemicals (Pgt 005)
32 Structural Condition of Small- and Large-Scale ProcessingPlants Associations between structural condition of milkprocessing facilities and processing type are shown in Ta-ble 1 Majority of large-scale processors had buildings withwalls gutters drainage and windows in good structuralcondition whilst less than half of small-scale processors hadmilk processing plants in good structural condition(Plt 005) e larger proportion of the small-scale pro-cessors had open receptions that were in poor structuralcondition compared to the large-scale processors (Plt 001)More than half of the small-scales processors had processingareas with poor structural condition of walls ventilationdrains ceilings and windows Less than half of large-scaleprocessors had floors in packaging rooms that were in goodstructural condition whilst half of the large-scale processorshad floors in good structural condition More than doublethe number of small-scale processors had milk processingareas with poor structural condition of walls (Plt 005) Ahigher proportion of both small-scale and large-scale pro-cessors had poor temperature control in the storage roomsMost of the small-scale processors had poor ventilation andwalls in the storage room whilst less than half the number ofthe large-scale processors has good ventilation in the storagerooms
33 Manufacturing Practices and Cultured ButtermilkContamination e odds ratio estimates of cultured but-termilk having E coli or coliforms are shown in Table 2Small-scale processors were more likely to produce culturedbuttermilk with E coli (Plt 005) Cultured buttermilk fromprocessors without disinfection practices was 25 times morelikely to have E coli compared with those with disinfectionpractices (Plt 005) Milk processors without fly proofingwere 13 times more likely to produce cultured buttermilkthat contained E coli compared with those with insect-proofscreen systems (Plt 005) e likelihood of cultured but-termilk from processors with buildings that had insect-proofscreens having coliforms was 18 times higher than thosewithout fly screening (Plt 001) Cultured buttermilk from
Journal of Food Quality 3
processors with poor drainage was 125 times more likely tohave E coli and coliforms than those with good drainagefacilities in their milk processing facilities (Plt 005)
34 Association between Structural Condition and ColiformandE coliPresence inButtermilk eodds ratio estimates ofcultured buttermilk from processors with different structuralconditions and E coli presence in buttermilk are shown inTable 3 Milk processors with buildings and processing areaswith windows in poor state were twice more likely toproduce cultured buttermilk contaminated with E coli(Plt 005) e likelihood of cultured buttermilk fromprocessors with buildings with good roofs having E coli was101 times higher than those with poor roofs (Plt 005)Cultured buttermilk from processors with enclosed milk
reception areas was 204 times more likely to have E colicompared with those facilities that had open milk receptionareas (Plt 005) e likelihood of cultured buttermilk fromprocessors with unfiltered water having E coliwas 177 timeshigher than those with clean filtered water for washingequipment and cleaning the processing facilities (Plt 005)Milk processors with poor drainage systems were 111 timesmore likely to produce cultured buttermilk contaminatedwith E coli (Plt 005)
e odds ratio estimates of cultured buttermilk fromprocessors with different structural condition facilities (poorvs good) having coliforms are shown in Table 4 elikelihood of cultured buttermilk from processors withbuildings with poor roofs having coliforms was 125 timeshigher than those with good roofs (Plt 005) Culturedbuttermilk from processors with buildings that had poor
Table 1 Frequencies () of structural condition of processing facilitates of small-scale and large-scale dairy processors
AreasLarge-scaleprocessors
Small-scaleprocessors Significance
Good Poor Good Poor
Buildings
Outer walls 821 179 472 528 lowastlowast
Gutters 714 286 583 417 NSRoofing 750 250 444 556 lowast
Windows 786 214 417 583 lowastlowast
Milk reception
Closed 574 426 56 944 lowastlowast
Water 537 463 222 778 lowast
Drainage 500 500 222 778 lowast
Foot bath 536 464 111 889 lowastlowast
Processing
Walls 537 463 361 639 lowast
Ventilation 500 500 417 583 NSFloors 500 500 333 667 NSCeilings 428 572 500 500 NSDrains 500 500 444 566 NS
Windows 464 536 417 583 NS
Packaging
Walls 428 572 333 667 NSVentilation 643 357 316 694 lowastlowast
Floors 393 607 500 500 NSCeilings 500 500 556 444 NSDrains 643 357 389 611 lowast
Windows 536 464 333 667 NS
StorageTemperature control 286 714 278 722 NS
Ventilation 464 536 306 694 NSWalls 429 571 278 722 NS
lowastlowastPlt 001 lowastPlt 005 NS Pgt 005
Table 2 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having E coli or coliforms
PredictorsEscherichia coli
SigColiforms
SigOdds LCI UCI Odds LCI UCI
Type of processor (small-scale vs large-scale) 118 143 322 lowast 129 046 362 NSClear signage (absent vs present) 098 031 308 NS 047 015 148 NSDust proofing (absent vs present) 025 004 130 NS 217 050 945 NSDisinfection practices (absent vs present) 25 153 121 lowast 056 013 247 NSInsect-proof screens (absent vs present) 133 137 52 lowast 056 114 233 lowastlowast
Drainage (poor vs good) 127 052 091 lowast 136 141 427 lowast
Access and traffic control (absent vs present) 043 012 154 NS 108 0302 383 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli
4 Journal of Food Quality
windows was 133 times more likely to have coliformscompared with those buildings with good windows(Plt 005) e likelihood of cultured buttermilk fromprocessors with an enclosed milk reception area having
coliforms was 2 times higher than those with open milkreception areas (Plt 005) Milk processors with poor ven-tilation in processing areas were 18 times more likely toproduce cultured buttermilk contaminated with coliforms
Table 3 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having E coli
Area Predictor Odds LCI UCI Sig
Buildings
Outer walls (poor vs good) 364 081 1633 NSGutters and pipes (poor vs good) 134 034 525 NS
Ceiling (poor vs good) 099 121 461 lowast
Windows (poor vs good) 202 144 928 lowast
Milk reception
Isolation (enclosed vs open) 204 107 323 lowast
Washing water (unfiltered vs filtered) 177 216 368 lowast
Drainage (poor vs good) 111 084 057 lowast
Footbath (absent vs present) 043 004 43 NS
Processing area
Walls (poor vs good) 303 093 996 NSVentilation (poor vs good) 089 132 313 lowast
Floors (poor vs goods) 072 021 249 NSDrains (poor vs good) 0422 003 555 NS
Windows (poor vs good) 232 204 501 lowast
Packaging
Walls (poor vs good) 104 028 38 NSVentilation (poor vs good) 053 011 259 NS
Floors (poor vs good) 114 036 363 NSCeilings (poor vs good) 156 044 552 NSDrains (poor vs good) 303 087 111 NS
Windows (poor vs good) 121 027 539 NS
StorageTemperature (poor vs good) 108 025 473 NSVentilation (poor vs good) 045 013 158 NS
Walls (poor vs good) 265 069 1021 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli
Table 4 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having coliforms
Area Predictor Odds LCI UCI Sig
Buildings
Outer walls (poor vs good) 068 017 272 NSGutters and pipes (poor vs good) 092 024 343 NS
Ceiling (poor vs good) 125 118 359 lowast
Windows (poor vs good) 133 331 575 lowast
Milk reception
Closed (enclosed vs open) 201 103 313 lowast
Washing water (unfiltered vs filtered) 030 005 183 NSDrainage (poor vs good) 052 005 539 NS
Footbath (absent vs present) 028 001 42 NS
Processing
Walls (poor vs good) 239 065 869 NSVentilation (poor vs good) 182 124 270 lowast
Floors (poor vs good) 209 066 249 NSDrains (poor vs good) 120 311 1275 lowast
Windows (poor vs good) 133 014 1246 NS
Packaging
Walls (poor vs good) 261 069 99 NSVentilation (poor vs good) 170 123 532 lowast
Floors (poor vs good) 298 101 357 lowast
Ceilings (poor vs good) 071 019 263 NSDrains (poor vs good) 046 011 178 NS
Windows (poor vs good) 171 114 468 lowast
StorageTemperature control (poor vs good) 246 059 1034 NS
Ventilation (poor vs good) 100 029 346 NSWalls (poor vs good) 209 053 81 NS
LCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of coliforms
Journal of Food Quality 5
Cultured buttermilk from processors with packaging roomsthat had poor windows and ventilation in poor state were 17times more likely to have coliforms compared to thosepackaging rooms with good ventilation and windows
35 Association between Food Safety Systems and Presence ofE coli and Coliforms in Buttermilk e odds ratio estimatesof cultured buttermilk from milk processors with differentfood safety systems having E coli or coliforms are shown inTable 5 Milk processors without food safety systems likeHACCP in place were 26 times more likely to producecultured buttermilk contaminated with E coli (Plt 005)elikelihood of cultured buttermilk from processors withoutproduct recall and withdrawal systems having E coli andcoliforms was 11 times higher than those processors withproducts recall and withdrawal procedures (Plt 005)Cultured buttermilk from processors without food safetytraining programmes was 208 times more likely to havecoliforms than those with food safety training programmes(Plt 005) Milk processors without food safety trainingprogrammes were 127 times more likely to produce cul-tured buttermilk contaminated with E coli (Plt 005)
4 Discussion
Understanding the importance of structural condition ofprocessing facilities and good manufacturing practices formilk processing factories and plants enables both dairyservice agents and milk processors to put in place structuresand systems that minimise contamination of the processedmilk products such as buttermilk It is possible that cleanmilk produced at the farm can be contaminated by theprocessor e finding that a higher proportion of small-scale milk processors did not have disinfection rodentcontrol and access control for the milk processing facilitiesas good manufacturing practices was expected It is likelythat most small-scale processors lack knowledge and un-derstanding of the importance of good management prac-tices in the prevention of the introduction and transmissionof pathogenic organisms in dairy processing facilities [15]
e finding that cultured buttermilk from processorswith poor disinfection practices was more likely to have Ecoli compared with those that had good disinfection prac-tices may be a possible indication that the processors areusing infective disinfection procedures for personnel and
equipment Yuen et al [9] reported that E coli contami-nation of milk can occur when workers practice poor hy-giene and sanitation procedures Similarly culturedbuttermilk manufactured under unsanitary conditions willbe expected to be contaminated Similarly the finding thatmilk processors with buildings and processing areas withwindows in poor state were more likely to produce culturedbuttermilk contaminated with E coli could be due to dustblown into the processing facilities through windows in poorstate of repair or structural condition In agreement withthis Pantoja et al [16] reported that E coli can be trans-mitted through polluted air in dairy processing plants
Enclosed milk reception areas seemed to give protectionof the dairy products from contamination by both E coli andcoliforms in general Products from dairies with an openreception were twice more likely to be contaminated thanthose with enclosed areas is can be attributed to the factmicroorganisms are ubiquitous and are generally trans-mitted through air [15] In addition the open receptionstend to have high human traffic which may lead to con-tamination from handlers and equipment [15] Enclosedmilk reception areas allow moisture build up due to reducedair circulation and sunshine exposure is could explainwhy they were more likely to have E coli Ventilation limitsmoisture Damp indoor spaces foster the growth andtransmission of viruses and bacteria Reducing the moistureby leaving reception areas open can limit microbial growthand thus contamination e same reason can be used toexplain the result that cultured buttermilk from processorswith an enclosed milk reception area was more likely to havecoliforms than that from processors with open milk re-ception areas Processors with unfiltered water producedcultured buttermilk with E coli may be because unfilteredwater is contaminated with E coli It is likely that installationof water treatment and filtration facilities reduce the con-tamination of water by E coli unlike unfiltered water is mostlikely to harbour different pathogenic bacteria In agreementto our findings Mhone et al [17] reported that milk can becontaminated from polluted water sources
Milk processors with poor drainage systems were likelyto produce cultured buttermilk contaminated with E colimay be due to introduction of pathogenic bacteria found instagnated water around the processing plante presence ofcoliforms in milk and processed products generally indicatethat milk has been contaminated from the faecal materialindicating ineffective cleaning processes of machinery and
Table 5 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from milk processors withdifferent food safety systems (absent vs present) having E coli or coliforms
PredictorsE coli
SigColiforms
SigOdds LCI UCI Odds LCI UCI
Food safety system in place (HACCP) 198 224 388 lowast 197 041 889 NSTraceability 095 004 130 NS 057 009 34 NSProduct withdrawal and recall system 110 101 162 lowast 114 102 239 lowast
Availability of food safety training programmes 127 102 252 lowast 208 141 7 27 lowast
Availability of documentation and quality manuals 044 015 274 NS 179 0302 258 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli or coliforms HACCP hazard analysis critical control point
6 Journal of Food Quality
equipment [15] Our findings that the likelihood of culturedbuttermilk from processors with buildings with poor roofshaving coliforms was higher than those with good roofssuggests that roofs in that are difficult to clean and harbourdust and bacteria contaminating the cultured buttermilkduring processing e same reason can be attributed to theobservation that cultured buttermilk from processors withbuildings that had poor windows was more likely to havehigher levels of coliforms in cultured buttermilk comparedwith those buildings with good windows
Windows in poor structural condition and poor venti-lation in processing areas and packaging rooms seemed to besources of coliforms Holah [18] reported that that poorventilation hampers the circulation of clean air therebyincreasing the risk of contaminating the milk and itsproducts with bacteria during production e finding thatmilk processors without food safety systems like HACCP inplace were twice more likely to produce cultured buttermilkcontaminated with E coli could possibly be attributed to lackof systems to prevent contamination in milk processingplants Lack of HACCP and other food safety programs isamong the main causes of microbial contamination in foodbusinesses [8] Implementation of HACCP systems duringdairy milk processing results in improvement in the mi-crobial quality of milk products [19] Milk processors thathave no food safety systems can fail to identify or overlooksome steps that have potential to introduce or increase therisk of milk contamination during processing [15]
Milk processing plants without training programmes onfood safety practices produced buttermilk with coliformsis implies that training provides processors with knowl-edge and information of food safety principles which theycan use to reduce transmission of bacteria such as E coli intheir dairy products Similarly Gran et al [7] attributedpresence of E coli in processed milk to lack of knowledgeand training in food safety systems as well as poor hygieneMilk and milk products from dairy enterprises with goodaccess to training and monitoring programmes have lowercounts of coliforms E coli and S aureus [17] Training milkprocessors on food safety and the importance of manage-ment of structural condition of processing facilities may beimportant in minimising the risk of contamination of cul-tured buttermilk from pathogenic bacteria such as E coli
5 Conclusions
Cultured buttermilk produced by both small-scale and large-scale milk processors contains coliforms and E coli Poorstructural condition of windows doors roofs and poorventilation in processing facilities increases the risk of cul-tured buttermilk contamination by coliforms and E coli Milkprocessors without food safety systems such as HACCP andthat lacks food safety training programmes are more likely toproduce cultured buttermilk with coliforms and E coli
Data Availability
e records on presence or absence of E coli and coliformsin cultured buttermilk and physical state of housing at the
milking processing factories used to support the findings ofthis study are available from the corresponding author uponrequest
Additional Points
Practical Implications In most developing countries small-scale milk processors play a big role in cultured buttermilkproduction Some of these informal milk processors do notfollow proper handling and management procedures whenprocessing milk into the cultured buttermilk Understandinghow structural condition of processing facilities and foodsafety practices affect Escherichia coli and coliforms presencein cultured buttermilk which is one of the most popularproducts of milk enables processors and regulatory agenciesto put in corrective action to reduce microbial contami-nation of cultured buttermilk during processing especiallyby small-scale milk processors is helps to reduce the riskof consumption of contaminated buttermilke shelf-life ofthe cultured buttermilk is also improved
Conflicts of Interest
e authors declare that there are no conflicts of interestregarding the publication of this article
Acknowledgments
e authors are grateful to the Dairy Services Zimbabwedirectorate for their support in the collection of data eauthors gratefully convey their thanks to the UKZN com-petitive research grant for funding the research
References
[1] A Bereda Z Yilma and A Nurfeta ldquoHygienic and microbialquality of raw whole cowrsquos milk produced in Ezha district ofthe Gurage zone Southern Ethiopiardquo Wudpecker Journal ofAgricultural Research vol 1 no 11 pp 459ndash465 2012
[2] A S Paraffin T J Zindove and M Chimonyo ldquoHouseholdconsumption preferences of dairy products and their per-ceptions of milk safetyrdquo Journal of Food Safety vol 38 no 2Article ID e12428 2018
[3] S Jinjarak A Olabi R Jimenez-Flores I Sodini andJ H Walker ldquoSensory evaluation of whey and sweet creambuttermilkrdquo Journal of Dairy Science vol 89 no 7pp 2441ndash2450 2006
[4] R C Chandan A Kilara and N P Shah Eds Dairy Pro-cessing and Quality Assurance John Wiley amp Sons HobokenNJ USA 2009
[5] K A Ellis G T Innocent M Mihm et al ldquoDairy cowcleanliness and milk quality on organic and conventionalfarms in the UKrdquo Journal of Dairy Research vol 74 no 3pp 302ndash310 2007
[6] SNV Zimbabwersquos Dairy Subsector Study StichtingNederlandse Vriwilligers Hague Netherlands 2012httpwwwsnvorgpubliccmssitesdefaultfilesexploredownloadrarp_2016-dairy-subsector-studypdf
[7] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoOccurrence of pathogenic bacteria in rawmilkcultured pasteurised milk and naturally soured milk produced
Journal of Food Quality 7
at small-scale dairies in Zimbabwerdquo Food Control vol 14no 8 pp 539ndash544 2003
[8] S Sarkar ldquoMicrobiological safety concerns of raw milkrdquoJournal of Food Nutrition and Dietetics vol 1 no 2pp 105ndash112 2016
[9] S K Yuen C F Yee and F H Yin ldquoMicrobiological qualityand the impact of hygienic practices on the raw milk obtainedfrom the small-scale dairy farmers in Sabah Malaysiardquo In-ternational Journal of Agriculture and Food Science vol 2no 2 pp 55ndash59 2012
[10] G S Pandey and G C S Voskuil Manual on Milk SafetyQuality and Hygiene Golden Valley Agricultural ResearchTrust Zambia Chibombo Zambia 2011
[11] C Siyangapi M Nicholas K N Patrick and T M DesmondldquoMicrobial species of safety concern in milk from informalprocessors in Harare Zimbabwerdquo African Journal of Micro-biology Research vol 10 no 32 pp 1257ndash1262 2016
[12] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoSmallholder dairy processing Zimbabwe theproduction of production of fermented milk products withparticular emphasis on sanitation and microbiological qual-ityrdquo Food Control vol 13 no 3 pp 161ndash168 2002
[13] H M Wehr and J F Frank Standard Methods for the Ex-amination of Dairy products Sampling Dairy and RelatedProducts American Public Health Association WashingtonDC USA 2004
[14] SAS Statistical Analytical Systems Guide for Personal Com-puters SAS Institute Cary NC USA 2008
[15] Food and Agriculture Organisation ldquoBiosecurity principlesand componentsrdquo in Biosecurity Toolkit Food and Agricul-ture Organisation Rome Italy 2007
[16] J C F Pantoja D J Reinemann and P L Ruegg ldquoFactorsassociated with coliform count in unpasteurized bulk milkrdquoJournal of Dairy Science vol 94 no 6 pp 2680ndash2691 2011
[17] T A Mhone G Matope and P T Saidi ldquoAerobic bacterialcoliform Escherichia coli and Staphylococcus aureus counts ofraw and processed milk from selected smallholder dairy farmsof Zimbabwerdquo International Journal of Food Microbiologyvol 151 no 2 pp 223ndash228 2011
[18] J T Holah Hygienic Factory Design for Food ProcessingPrinciples and Practice Campden Publishing Ltd LondonUK 2nd edition 2014
[19] L Garedew A Berhanu D Mengesha and G TsegayldquoIdentification of gram-negative bacteria from critical controlpoints of raw and pasteurized cow milk consumed at Gondartown and its suburbs Ethiopiardquo BMC Public Health vol 12no 1 pp 6ndash8 2012
8 Journal of Food Quality
Hindawiwwwhindawicom
International Journal of
Volume 2018
Zoology
Hindawiwwwhindawicom Volume 2018
Anatomy Research International
PeptidesInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Journal of Parasitology Research
GenomicsInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018
BioinformaticsAdvances in
Marine BiologyJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Neuroscience Journal
Hindawiwwwhindawicom Volume 2018
BioMed Research International
Cell BiologyInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Biochemistry Research International
ArchaeaHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Genetics Research International
Hindawiwwwhindawicom Volume 2018
Advances in
Virolog y Stem Cells International
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Enzyme Research
Hindawiwwwhindawicom Volume 2018
International Journal of
MicrobiologyHindawiwwwhindawicom
Nucleic AcidsJournal of
Volume 2018
Submit your manuscripts atwwwhindawicom

[6] e informal milk processors fill market gap left bylarge-scale processors in developing countries and thus arekey to regular cultured buttermilk supply [2] Some of theseinformal milk processors do not follow proper handling andmanufacturing procedures when processing milk into thecultured buttermilk [2] Although the small-scale farmerspasteurise the milk during processing the safety of milkproducts is not guaranteed [7] As a result consumers are atrisk of consuming potentially contaminated buttermilk
e informal milk processors may not always have theequipment refrigeration and facilities and at times lack theexpertise to manufacture cultured buttermilk safely [2] Safemilk processing requires processors to follow goodmanufacturing practices in order to minimise risk of con-tamination during processing Most emerging processors indeveloping countries do not have food safety systems withintheir operations is could be because of lack of knowledgeor understanding of why good manufacturing practicesshould be implemented at the processing site ese prac-tices include limiting and controlling access of peopleequipment and vehicles into the processing plant Goodmanufacturing practices such as rodent control disinfectionand cleaning fly-control dust and air managementchemicals and waste disposal reduce the risk of introductionof bacterial contaminants such as E coli and coliforms intoprocessing facilities Use of unclean processing equipmentand lack of potable water in some facilities contribute topresence of bacterial contaminants in milk which affects thequality of cultured buttermilk [8 9] Doors roofs ventila-tion and floors in poor structural conditions can harbourextraneous or foreignmaterials that can contaminate milk ormilk products [10]
Although most milk processors encourage their workersto follow strict standards of hand hygiene there are otheroften-overlooked sources of hygiene-related contaminationsin the milk processing plants As reported by Pandeyand Voskuil [10] doors floors walls and windows inbad structural condition results in high prevalence of mi-crobial pathogens Doors floors walls andor windows thatare broken or made of rough material can therefore besources of bacterial contamination of buttermilk duringmanufacturing It is possible that clean milk produced at thefarm can be contaminated by the processor during pro-duction of buttermilk In developing countries the increasein the demand of milk products has resulted in rise inproduction and marketing of milk products via the informaldairy sector and emerging dairy processors [11] In mostcases these informal and emerging dairy processors do payattention to the structural condition of the processing plants[12]
Implementation of food safety systems such as HACCPduring cultured buttermilk processing has the potential toreduce contamination of milk is study will assist dairyagents and regulators to continue enforcing the need forprocessing plants to be maintained in adequate structuralconditions to minimise risk of transmitting pathogenicorganisms like E coli e microbial quality of processedmilk is a major feature in determining quality Whilst thedairy sector has made significant efforts in promoting use of
hazard analysis critical control point (HACCP) systems toeliminate pathogenic bacteria E coli continues to be enu-merated from fresh and fermented milk products includingcultured buttermilk [12] E coli poses a huge challenge to thedairy sector because of its ability to survive very low pHwhile other pathogenic organisms like S aureus can beinhibited at pH 5 [7 11] e E coli can thus survive andgrow in cultured buttermilk despite the acidic conditionsMost studies conducted on reducing coliforms inmanufacturing environments have focused more on thegeneral milk processing environment and not specifically thecontribution of conditions of facilities or state of repair andmaintenance of building features e objective of thecurrent study was therefore to determine the effect ofstructural condition of milk processing facilities andmanufacturing practices on presence of Escherichia coli andcoliforms in cultured buttermilk from large- and small-scaleprocessors
2 Materials and Methods
21 StudySite Data were obtained from records collected bytrained research officers at Dairy Services Zimbabwe (DSZ)from 12 large-scale and 16 small-scale randomly selectedmilk processors
22 Data Collection Records on presence or absence of Ecoli and coliforms in cultured buttermilk were collected fromDSZ e records were generated from cultured buttermilksamples submitted to and analysed by DSZ over a 10-yearperiod from 2006 to 2016 for 16 small-scale and 12 large-scale milk processors Processors submitted their culturedbuttermilk samples for testing to DSZ once a month All thesamples submitted to DSZ were buttermilk samples made bysimultaneous fermentation of the standardised heat-treatedhomogenised milk with Lactococcus lactis culture and acream culture Each processor provided four samples everymonth over the 10-year period A total of 12960 culturedbuttermilk samples were sent for laboratory analyses overthe 10-year period
Information on the structural condition of milk pro-cessing facilities was collected three times per year (afterevery four months) by four DSZ research officers Eachresearch officer was allocated to 7 factories to follow-up onfor one year and allocated another 7 different ones thefollowing year and so on After four years the cycle wasrepeated up to the 10th year Standardised checklists andrecording sheets were used by the research officers to assessmanufacturing practices presence of food safety manage-ment systems and structural condition of floors roofdrains doors ventilation and walls of the processing fa-cilities To assess manufacturing practices the research of-ficers assessed the presence of clear signage dust proofingdisinfection and rodent control site drainage storage ofchemicals and control of traffic and people and equipmentinto the milk processing facilities e structural conditionof milk processing facilities was classified as either good orpoor by research officers
2 Journal of Food Quality
For every visit the research officers also assessed themilkprocessors on the availability of food safety systems such ashazard analysis critical control points (HACCPs) Datarecorded included presence or absence of a traceabilitysystems for raw materials used in manufacturing buttermilkproduct recall and withdrawal system for defective ornonconforming products availability of food safety trainingprogrammes training documentation and manuals on foodsafety systems
23 Data Structure and Preparation Data obtained fromDSZ were a merger of data collected from routine dairyfactory visits and laboratory data into a single databaseIncomplete and mismatching records were excluded fromthe final analyses Out of the 12960 records on E coli andcoliforms from the cultured buttermilk samples sent forlaboratory analysis 4301 records had complete andmatching entries with structural condition of processingfacilities and manufacturing practices data Each of thevisited factories had representative records in the final dataset
24 Laboratory Analyses Cultured buttermilk samples forcoliform counts and E coli determination were collectedusing sterile 50ml containers and stored below 4degC and thenanalysed at the Dairy Services Aglabs using standardmethods of examination of dairy products [13] Presence orabsence of coliforms in cultured buttermilk was determinedusing the plate count method [13] In this procedure milk(10mL) was cultured directly on Petrifilm dishes and in-cubated at 35ndash37degC for 24 hours Individual bacterial cellswere counted using QUANTOM Tx Microbial automaticcounter (Logos Biosystems Ltd Virginia USA)e bacteriapresent in cultured buttermilk were expressed as the numberof colony forming units per millilitre (CFUml)
25 Statistical Analyses All data were analysed using Sta-tistical Analysis system 92 [14] A chi-square test was used todetermine the association between the processor andstructural condition of processing facilities [14]
Binomial logistic regression (PROC LOGISTIC) wasused to to model the probability of E coli or coliforms beingpresent in cultured buttermilk as a function of the hygienelevel and structural adequacy of the processors [14]e logitmodel fitted the structural condition of processing facilitiesrsquofeatures (poor vs good) type of processor (small-scale vslarge-scale) good manufacturing practices (presence vsabsence) and food safety systems (absence vs present) as thepredictors e logit model used was
lnP
1 minus P1113876 1113877 β0 + β1X1 + β2X2 middot middot middot + βtXt + ε (1)
whereP probability of cultured buttermilk having E coli orcoliforms [P1 minus P] odds ratio (the odds of culturedbuttermilk having E coli or coliforms) β0 interceptβ1X1 regression coefficients of predictors and ε randomresidual error
3 Results
31 Manufacturing Practices Majority of the large-scalemilk processors had clear signage at their processing facilitywhile a minority of the small-scale producers had clearsignage (Plt 001) A large proportion of the large-scaleprocessors had dust proof surroundings of their buildings(Plt 005) A larger proportion of the small-scale milkprocessors did not have disinfection rodent control andaccess control for the milk processing facilities whilst amajority of the large-scale processors had disinfection ro-dent control and good access control for their processingsites (Plt 005) More than half of the large-scale milkprocessors had good drainage around the milk processingsite compared with less than half of small-scale processorswho had good drainage (Plt 005) More than half of bothsmall-scale and large-scale processors had acceptable storagefor hazardous chemicals (Pgt 005)
32 Structural Condition of Small- and Large-Scale ProcessingPlants Associations between structural condition of milkprocessing facilities and processing type are shown in Ta-ble 1 Majority of large-scale processors had buildings withwalls gutters drainage and windows in good structuralcondition whilst less than half of small-scale processors hadmilk processing plants in good structural condition(Plt 005) e larger proportion of the small-scale pro-cessors had open receptions that were in poor structuralcondition compared to the large-scale processors (Plt 001)More than half of the small-scales processors had processingareas with poor structural condition of walls ventilationdrains ceilings and windows Less than half of large-scaleprocessors had floors in packaging rooms that were in goodstructural condition whilst half of the large-scale processorshad floors in good structural condition More than doublethe number of small-scale processors had milk processingareas with poor structural condition of walls (Plt 005) Ahigher proportion of both small-scale and large-scale pro-cessors had poor temperature control in the storage roomsMost of the small-scale processors had poor ventilation andwalls in the storage room whilst less than half the number ofthe large-scale processors has good ventilation in the storagerooms
33 Manufacturing Practices and Cultured ButtermilkContamination e odds ratio estimates of cultured but-termilk having E coli or coliforms are shown in Table 2Small-scale processors were more likely to produce culturedbuttermilk with E coli (Plt 005) Cultured buttermilk fromprocessors without disinfection practices was 25 times morelikely to have E coli compared with those with disinfectionpractices (Plt 005) Milk processors without fly proofingwere 13 times more likely to produce cultured buttermilkthat contained E coli compared with those with insect-proofscreen systems (Plt 005) e likelihood of cultured but-termilk from processors with buildings that had insect-proofscreens having coliforms was 18 times higher than thosewithout fly screening (Plt 001) Cultured buttermilk from
Journal of Food Quality 3
processors with poor drainage was 125 times more likely tohave E coli and coliforms than those with good drainagefacilities in their milk processing facilities (Plt 005)
34 Association between Structural Condition and ColiformandE coliPresence inButtermilk eodds ratio estimates ofcultured buttermilk from processors with different structuralconditions and E coli presence in buttermilk are shown inTable 3 Milk processors with buildings and processing areaswith windows in poor state were twice more likely toproduce cultured buttermilk contaminated with E coli(Plt 005) e likelihood of cultured buttermilk fromprocessors with buildings with good roofs having E coli was101 times higher than those with poor roofs (Plt 005)Cultured buttermilk from processors with enclosed milk
reception areas was 204 times more likely to have E colicompared with those facilities that had open milk receptionareas (Plt 005) e likelihood of cultured buttermilk fromprocessors with unfiltered water having E coliwas 177 timeshigher than those with clean filtered water for washingequipment and cleaning the processing facilities (Plt 005)Milk processors with poor drainage systems were 111 timesmore likely to produce cultured buttermilk contaminatedwith E coli (Plt 005)
e odds ratio estimates of cultured buttermilk fromprocessors with different structural condition facilities (poorvs good) having coliforms are shown in Table 4 elikelihood of cultured buttermilk from processors withbuildings with poor roofs having coliforms was 125 timeshigher than those with good roofs (Plt 005) Culturedbuttermilk from processors with buildings that had poor
Table 1 Frequencies () of structural condition of processing facilitates of small-scale and large-scale dairy processors
AreasLarge-scaleprocessors
Small-scaleprocessors Significance
Good Poor Good Poor
Buildings
Outer walls 821 179 472 528 lowastlowast
Gutters 714 286 583 417 NSRoofing 750 250 444 556 lowast
Windows 786 214 417 583 lowastlowast
Milk reception
Closed 574 426 56 944 lowastlowast
Water 537 463 222 778 lowast
Drainage 500 500 222 778 lowast
Foot bath 536 464 111 889 lowastlowast
Processing
Walls 537 463 361 639 lowast
Ventilation 500 500 417 583 NSFloors 500 500 333 667 NSCeilings 428 572 500 500 NSDrains 500 500 444 566 NS
Windows 464 536 417 583 NS
Packaging
Walls 428 572 333 667 NSVentilation 643 357 316 694 lowastlowast
Floors 393 607 500 500 NSCeilings 500 500 556 444 NSDrains 643 357 389 611 lowast
Windows 536 464 333 667 NS
StorageTemperature control 286 714 278 722 NS
Ventilation 464 536 306 694 NSWalls 429 571 278 722 NS
lowastlowastPlt 001 lowastPlt 005 NS Pgt 005
Table 2 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having E coli or coliforms
PredictorsEscherichia coli
SigColiforms
SigOdds LCI UCI Odds LCI UCI
Type of processor (small-scale vs large-scale) 118 143 322 lowast 129 046 362 NSClear signage (absent vs present) 098 031 308 NS 047 015 148 NSDust proofing (absent vs present) 025 004 130 NS 217 050 945 NSDisinfection practices (absent vs present) 25 153 121 lowast 056 013 247 NSInsect-proof screens (absent vs present) 133 137 52 lowast 056 114 233 lowastlowast
Drainage (poor vs good) 127 052 091 lowast 136 141 427 lowast
Access and traffic control (absent vs present) 043 012 154 NS 108 0302 383 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli
4 Journal of Food Quality
windows was 133 times more likely to have coliformscompared with those buildings with good windows(Plt 005) e likelihood of cultured buttermilk fromprocessors with an enclosed milk reception area having
coliforms was 2 times higher than those with open milkreception areas (Plt 005) Milk processors with poor ven-tilation in processing areas were 18 times more likely toproduce cultured buttermilk contaminated with coliforms
Table 3 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having E coli
Area Predictor Odds LCI UCI Sig
Buildings
Outer walls (poor vs good) 364 081 1633 NSGutters and pipes (poor vs good) 134 034 525 NS
Ceiling (poor vs good) 099 121 461 lowast
Windows (poor vs good) 202 144 928 lowast
Milk reception
Isolation (enclosed vs open) 204 107 323 lowast
Washing water (unfiltered vs filtered) 177 216 368 lowast
Drainage (poor vs good) 111 084 057 lowast
Footbath (absent vs present) 043 004 43 NS
Processing area
Walls (poor vs good) 303 093 996 NSVentilation (poor vs good) 089 132 313 lowast
Floors (poor vs goods) 072 021 249 NSDrains (poor vs good) 0422 003 555 NS
Windows (poor vs good) 232 204 501 lowast
Packaging
Walls (poor vs good) 104 028 38 NSVentilation (poor vs good) 053 011 259 NS
Floors (poor vs good) 114 036 363 NSCeilings (poor vs good) 156 044 552 NSDrains (poor vs good) 303 087 111 NS
Windows (poor vs good) 121 027 539 NS
StorageTemperature (poor vs good) 108 025 473 NSVentilation (poor vs good) 045 013 158 NS
Walls (poor vs good) 265 069 1021 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli
Table 4 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having coliforms
Area Predictor Odds LCI UCI Sig
Buildings
Outer walls (poor vs good) 068 017 272 NSGutters and pipes (poor vs good) 092 024 343 NS
Ceiling (poor vs good) 125 118 359 lowast
Windows (poor vs good) 133 331 575 lowast
Milk reception
Closed (enclosed vs open) 201 103 313 lowast
Washing water (unfiltered vs filtered) 030 005 183 NSDrainage (poor vs good) 052 005 539 NS
Footbath (absent vs present) 028 001 42 NS
Processing
Walls (poor vs good) 239 065 869 NSVentilation (poor vs good) 182 124 270 lowast
Floors (poor vs good) 209 066 249 NSDrains (poor vs good) 120 311 1275 lowast
Windows (poor vs good) 133 014 1246 NS
Packaging
Walls (poor vs good) 261 069 99 NSVentilation (poor vs good) 170 123 532 lowast
Floors (poor vs good) 298 101 357 lowast
Ceilings (poor vs good) 071 019 263 NSDrains (poor vs good) 046 011 178 NS
Windows (poor vs good) 171 114 468 lowast
StorageTemperature control (poor vs good) 246 059 1034 NS
Ventilation (poor vs good) 100 029 346 NSWalls (poor vs good) 209 053 81 NS
LCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of coliforms
Journal of Food Quality 5
Cultured buttermilk from processors with packaging roomsthat had poor windows and ventilation in poor state were 17times more likely to have coliforms compared to thosepackaging rooms with good ventilation and windows
35 Association between Food Safety Systems and Presence ofE coli and Coliforms in Buttermilk e odds ratio estimatesof cultured buttermilk from milk processors with differentfood safety systems having E coli or coliforms are shown inTable 5 Milk processors without food safety systems likeHACCP in place were 26 times more likely to producecultured buttermilk contaminated with E coli (Plt 005)elikelihood of cultured buttermilk from processors withoutproduct recall and withdrawal systems having E coli andcoliforms was 11 times higher than those processors withproducts recall and withdrawal procedures (Plt 005)Cultured buttermilk from processors without food safetytraining programmes was 208 times more likely to havecoliforms than those with food safety training programmes(Plt 005) Milk processors without food safety trainingprogrammes were 127 times more likely to produce cul-tured buttermilk contaminated with E coli (Plt 005)
4 Discussion
Understanding the importance of structural condition ofprocessing facilities and good manufacturing practices formilk processing factories and plants enables both dairyservice agents and milk processors to put in place structuresand systems that minimise contamination of the processedmilk products such as buttermilk It is possible that cleanmilk produced at the farm can be contaminated by theprocessor e finding that a higher proportion of small-scale milk processors did not have disinfection rodentcontrol and access control for the milk processing facilitiesas good manufacturing practices was expected It is likelythat most small-scale processors lack knowledge and un-derstanding of the importance of good management prac-tices in the prevention of the introduction and transmissionof pathogenic organisms in dairy processing facilities [15]
e finding that cultured buttermilk from processorswith poor disinfection practices was more likely to have Ecoli compared with those that had good disinfection prac-tices may be a possible indication that the processors areusing infective disinfection procedures for personnel and
equipment Yuen et al [9] reported that E coli contami-nation of milk can occur when workers practice poor hy-giene and sanitation procedures Similarly culturedbuttermilk manufactured under unsanitary conditions willbe expected to be contaminated Similarly the finding thatmilk processors with buildings and processing areas withwindows in poor state were more likely to produce culturedbuttermilk contaminated with E coli could be due to dustblown into the processing facilities through windows in poorstate of repair or structural condition In agreement withthis Pantoja et al [16] reported that E coli can be trans-mitted through polluted air in dairy processing plants
Enclosed milk reception areas seemed to give protectionof the dairy products from contamination by both E coli andcoliforms in general Products from dairies with an openreception were twice more likely to be contaminated thanthose with enclosed areas is can be attributed to the factmicroorganisms are ubiquitous and are generally trans-mitted through air [15] In addition the open receptionstend to have high human traffic which may lead to con-tamination from handlers and equipment [15] Enclosedmilk reception areas allow moisture build up due to reducedair circulation and sunshine exposure is could explainwhy they were more likely to have E coli Ventilation limitsmoisture Damp indoor spaces foster the growth andtransmission of viruses and bacteria Reducing the moistureby leaving reception areas open can limit microbial growthand thus contamination e same reason can be used toexplain the result that cultured buttermilk from processorswith an enclosed milk reception area was more likely to havecoliforms than that from processors with open milk re-ception areas Processors with unfiltered water producedcultured buttermilk with E coli may be because unfilteredwater is contaminated with E coli It is likely that installationof water treatment and filtration facilities reduce the con-tamination of water by E coli unlike unfiltered water is mostlikely to harbour different pathogenic bacteria In agreementto our findings Mhone et al [17] reported that milk can becontaminated from polluted water sources
Milk processors with poor drainage systems were likelyto produce cultured buttermilk contaminated with E colimay be due to introduction of pathogenic bacteria found instagnated water around the processing plante presence ofcoliforms in milk and processed products generally indicatethat milk has been contaminated from the faecal materialindicating ineffective cleaning processes of machinery and
Table 5 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from milk processors withdifferent food safety systems (absent vs present) having E coli or coliforms
PredictorsE coli
SigColiforms
SigOdds LCI UCI Odds LCI UCI
Food safety system in place (HACCP) 198 224 388 lowast 197 041 889 NSTraceability 095 004 130 NS 057 009 34 NSProduct withdrawal and recall system 110 101 162 lowast 114 102 239 lowast
Availability of food safety training programmes 127 102 252 lowast 208 141 7 27 lowast
Availability of documentation and quality manuals 044 015 274 NS 179 0302 258 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli or coliforms HACCP hazard analysis critical control point
6 Journal of Food Quality
equipment [15] Our findings that the likelihood of culturedbuttermilk from processors with buildings with poor roofshaving coliforms was higher than those with good roofssuggests that roofs in that are difficult to clean and harbourdust and bacteria contaminating the cultured buttermilkduring processing e same reason can be attributed to theobservation that cultured buttermilk from processors withbuildings that had poor windows was more likely to havehigher levels of coliforms in cultured buttermilk comparedwith those buildings with good windows
Windows in poor structural condition and poor venti-lation in processing areas and packaging rooms seemed to besources of coliforms Holah [18] reported that that poorventilation hampers the circulation of clean air therebyincreasing the risk of contaminating the milk and itsproducts with bacteria during production e finding thatmilk processors without food safety systems like HACCP inplace were twice more likely to produce cultured buttermilkcontaminated with E coli could possibly be attributed to lackof systems to prevent contamination in milk processingplants Lack of HACCP and other food safety programs isamong the main causes of microbial contamination in foodbusinesses [8] Implementation of HACCP systems duringdairy milk processing results in improvement in the mi-crobial quality of milk products [19] Milk processors thathave no food safety systems can fail to identify or overlooksome steps that have potential to introduce or increase therisk of milk contamination during processing [15]
Milk processing plants without training programmes onfood safety practices produced buttermilk with coliformsis implies that training provides processors with knowl-edge and information of food safety principles which theycan use to reduce transmission of bacteria such as E coli intheir dairy products Similarly Gran et al [7] attributedpresence of E coli in processed milk to lack of knowledgeand training in food safety systems as well as poor hygieneMilk and milk products from dairy enterprises with goodaccess to training and monitoring programmes have lowercounts of coliforms E coli and S aureus [17] Training milkprocessors on food safety and the importance of manage-ment of structural condition of processing facilities may beimportant in minimising the risk of contamination of cul-tured buttermilk from pathogenic bacteria such as E coli
5 Conclusions
Cultured buttermilk produced by both small-scale and large-scale milk processors contains coliforms and E coli Poorstructural condition of windows doors roofs and poorventilation in processing facilities increases the risk of cul-tured buttermilk contamination by coliforms and E coli Milkprocessors without food safety systems such as HACCP andthat lacks food safety training programmes are more likely toproduce cultured buttermilk with coliforms and E coli
Data Availability
e records on presence or absence of E coli and coliformsin cultured buttermilk and physical state of housing at the
milking processing factories used to support the findings ofthis study are available from the corresponding author uponrequest
Additional Points
Practical Implications In most developing countries small-scale milk processors play a big role in cultured buttermilkproduction Some of these informal milk processors do notfollow proper handling and management procedures whenprocessing milk into the cultured buttermilk Understandinghow structural condition of processing facilities and foodsafety practices affect Escherichia coli and coliforms presencein cultured buttermilk which is one of the most popularproducts of milk enables processors and regulatory agenciesto put in corrective action to reduce microbial contami-nation of cultured buttermilk during processing especiallyby small-scale milk processors is helps to reduce the riskof consumption of contaminated buttermilke shelf-life ofthe cultured buttermilk is also improved
Conflicts of Interest
e authors declare that there are no conflicts of interestregarding the publication of this article
Acknowledgments
e authors are grateful to the Dairy Services Zimbabwedirectorate for their support in the collection of data eauthors gratefully convey their thanks to the UKZN com-petitive research grant for funding the research
References
[1] A Bereda Z Yilma and A Nurfeta ldquoHygienic and microbialquality of raw whole cowrsquos milk produced in Ezha district ofthe Gurage zone Southern Ethiopiardquo Wudpecker Journal ofAgricultural Research vol 1 no 11 pp 459ndash465 2012
[2] A S Paraffin T J Zindove and M Chimonyo ldquoHouseholdconsumption preferences of dairy products and their per-ceptions of milk safetyrdquo Journal of Food Safety vol 38 no 2Article ID e12428 2018
[3] S Jinjarak A Olabi R Jimenez-Flores I Sodini andJ H Walker ldquoSensory evaluation of whey and sweet creambuttermilkrdquo Journal of Dairy Science vol 89 no 7pp 2441ndash2450 2006
[4] R C Chandan A Kilara and N P Shah Eds Dairy Pro-cessing and Quality Assurance John Wiley amp Sons HobokenNJ USA 2009
[5] K A Ellis G T Innocent M Mihm et al ldquoDairy cowcleanliness and milk quality on organic and conventionalfarms in the UKrdquo Journal of Dairy Research vol 74 no 3pp 302ndash310 2007
[6] SNV Zimbabwersquos Dairy Subsector Study StichtingNederlandse Vriwilligers Hague Netherlands 2012httpwwwsnvorgpubliccmssitesdefaultfilesexploredownloadrarp_2016-dairy-subsector-studypdf
[7] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoOccurrence of pathogenic bacteria in rawmilkcultured pasteurised milk and naturally soured milk produced
Journal of Food Quality 7
at small-scale dairies in Zimbabwerdquo Food Control vol 14no 8 pp 539ndash544 2003
[8] S Sarkar ldquoMicrobiological safety concerns of raw milkrdquoJournal of Food Nutrition and Dietetics vol 1 no 2pp 105ndash112 2016
[9] S K Yuen C F Yee and F H Yin ldquoMicrobiological qualityand the impact of hygienic practices on the raw milk obtainedfrom the small-scale dairy farmers in Sabah Malaysiardquo In-ternational Journal of Agriculture and Food Science vol 2no 2 pp 55ndash59 2012
[10] G S Pandey and G C S Voskuil Manual on Milk SafetyQuality and Hygiene Golden Valley Agricultural ResearchTrust Zambia Chibombo Zambia 2011
[11] C Siyangapi M Nicholas K N Patrick and T M DesmondldquoMicrobial species of safety concern in milk from informalprocessors in Harare Zimbabwerdquo African Journal of Micro-biology Research vol 10 no 32 pp 1257ndash1262 2016
[12] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoSmallholder dairy processing Zimbabwe theproduction of production of fermented milk products withparticular emphasis on sanitation and microbiological qual-ityrdquo Food Control vol 13 no 3 pp 161ndash168 2002
[13] H M Wehr and J F Frank Standard Methods for the Ex-amination of Dairy products Sampling Dairy and RelatedProducts American Public Health Association WashingtonDC USA 2004
[14] SAS Statistical Analytical Systems Guide for Personal Com-puters SAS Institute Cary NC USA 2008
[15] Food and Agriculture Organisation ldquoBiosecurity principlesand componentsrdquo in Biosecurity Toolkit Food and Agricul-ture Organisation Rome Italy 2007
[16] J C F Pantoja D J Reinemann and P L Ruegg ldquoFactorsassociated with coliform count in unpasteurized bulk milkrdquoJournal of Dairy Science vol 94 no 6 pp 2680ndash2691 2011
[17] T A Mhone G Matope and P T Saidi ldquoAerobic bacterialcoliform Escherichia coli and Staphylococcus aureus counts ofraw and processed milk from selected smallholder dairy farmsof Zimbabwerdquo International Journal of Food Microbiologyvol 151 no 2 pp 223ndash228 2011
[18] J T Holah Hygienic Factory Design for Food ProcessingPrinciples and Practice Campden Publishing Ltd LondonUK 2nd edition 2014
[19] L Garedew A Berhanu D Mengesha and G TsegayldquoIdentification of gram-negative bacteria from critical controlpoints of raw and pasteurized cow milk consumed at Gondartown and its suburbs Ethiopiardquo BMC Public Health vol 12no 1 pp 6ndash8 2012
8 Journal of Food Quality
Hindawiwwwhindawicom
International Journal of
Volume 2018
Zoology
Hindawiwwwhindawicom Volume 2018
Anatomy Research International
PeptidesInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Journal of Parasitology Research
GenomicsInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018
BioinformaticsAdvances in
Marine BiologyJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Neuroscience Journal
Hindawiwwwhindawicom Volume 2018
BioMed Research International
Cell BiologyInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Biochemistry Research International
ArchaeaHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Genetics Research International
Hindawiwwwhindawicom Volume 2018
Advances in
Virolog y Stem Cells International
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Enzyme Research
Hindawiwwwhindawicom Volume 2018
International Journal of
MicrobiologyHindawiwwwhindawicom
Nucleic AcidsJournal of
Volume 2018
Submit your manuscripts atwwwhindawicom

For every visit the research officers also assessed themilkprocessors on the availability of food safety systems such ashazard analysis critical control points (HACCPs) Datarecorded included presence or absence of a traceabilitysystems for raw materials used in manufacturing buttermilkproduct recall and withdrawal system for defective ornonconforming products availability of food safety trainingprogrammes training documentation and manuals on foodsafety systems
23 Data Structure and Preparation Data obtained fromDSZ were a merger of data collected from routine dairyfactory visits and laboratory data into a single databaseIncomplete and mismatching records were excluded fromthe final analyses Out of the 12960 records on E coli andcoliforms from the cultured buttermilk samples sent forlaboratory analysis 4301 records had complete andmatching entries with structural condition of processingfacilities and manufacturing practices data Each of thevisited factories had representative records in the final dataset
24 Laboratory Analyses Cultured buttermilk samples forcoliform counts and E coli determination were collectedusing sterile 50ml containers and stored below 4degC and thenanalysed at the Dairy Services Aglabs using standardmethods of examination of dairy products [13] Presence orabsence of coliforms in cultured buttermilk was determinedusing the plate count method [13] In this procedure milk(10mL) was cultured directly on Petrifilm dishes and in-cubated at 35ndash37degC for 24 hours Individual bacterial cellswere counted using QUANTOM Tx Microbial automaticcounter (Logos Biosystems Ltd Virginia USA)e bacteriapresent in cultured buttermilk were expressed as the numberof colony forming units per millilitre (CFUml)
25 Statistical Analyses All data were analysed using Sta-tistical Analysis system 92 [14] A chi-square test was used todetermine the association between the processor andstructural condition of processing facilities [14]
Binomial logistic regression (PROC LOGISTIC) wasused to to model the probability of E coli or coliforms beingpresent in cultured buttermilk as a function of the hygienelevel and structural adequacy of the processors [14]e logitmodel fitted the structural condition of processing facilitiesrsquofeatures (poor vs good) type of processor (small-scale vslarge-scale) good manufacturing practices (presence vsabsence) and food safety systems (absence vs present) as thepredictors e logit model used was
lnP
1 minus P1113876 1113877 β0 + β1X1 + β2X2 middot middot middot + βtXt + ε (1)
whereP probability of cultured buttermilk having E coli orcoliforms [P1 minus P] odds ratio (the odds of culturedbuttermilk having E coli or coliforms) β0 interceptβ1X1 regression coefficients of predictors and ε randomresidual error
3 Results
31 Manufacturing Practices Majority of the large-scalemilk processors had clear signage at their processing facilitywhile a minority of the small-scale producers had clearsignage (Plt 001) A large proportion of the large-scaleprocessors had dust proof surroundings of their buildings(Plt 005) A larger proportion of the small-scale milkprocessors did not have disinfection rodent control andaccess control for the milk processing facilities whilst amajority of the large-scale processors had disinfection ro-dent control and good access control for their processingsites (Plt 005) More than half of the large-scale milkprocessors had good drainage around the milk processingsite compared with less than half of small-scale processorswho had good drainage (Plt 005) More than half of bothsmall-scale and large-scale processors had acceptable storagefor hazardous chemicals (Pgt 005)
32 Structural Condition of Small- and Large-Scale ProcessingPlants Associations between structural condition of milkprocessing facilities and processing type are shown in Ta-ble 1 Majority of large-scale processors had buildings withwalls gutters drainage and windows in good structuralcondition whilst less than half of small-scale processors hadmilk processing plants in good structural condition(Plt 005) e larger proportion of the small-scale pro-cessors had open receptions that were in poor structuralcondition compared to the large-scale processors (Plt 001)More than half of the small-scales processors had processingareas with poor structural condition of walls ventilationdrains ceilings and windows Less than half of large-scaleprocessors had floors in packaging rooms that were in goodstructural condition whilst half of the large-scale processorshad floors in good structural condition More than doublethe number of small-scale processors had milk processingareas with poor structural condition of walls (Plt 005) Ahigher proportion of both small-scale and large-scale pro-cessors had poor temperature control in the storage roomsMost of the small-scale processors had poor ventilation andwalls in the storage room whilst less than half the number ofthe large-scale processors has good ventilation in the storagerooms
33 Manufacturing Practices and Cultured ButtermilkContamination e odds ratio estimates of cultured but-termilk having E coli or coliforms are shown in Table 2Small-scale processors were more likely to produce culturedbuttermilk with E coli (Plt 005) Cultured buttermilk fromprocessors without disinfection practices was 25 times morelikely to have E coli compared with those with disinfectionpractices (Plt 005) Milk processors without fly proofingwere 13 times more likely to produce cultured buttermilkthat contained E coli compared with those with insect-proofscreen systems (Plt 005) e likelihood of cultured but-termilk from processors with buildings that had insect-proofscreens having coliforms was 18 times higher than thosewithout fly screening (Plt 001) Cultured buttermilk from
Journal of Food Quality 3
processors with poor drainage was 125 times more likely tohave E coli and coliforms than those with good drainagefacilities in their milk processing facilities (Plt 005)
34 Association between Structural Condition and ColiformandE coliPresence inButtermilk eodds ratio estimates ofcultured buttermilk from processors with different structuralconditions and E coli presence in buttermilk are shown inTable 3 Milk processors with buildings and processing areaswith windows in poor state were twice more likely toproduce cultured buttermilk contaminated with E coli(Plt 005) e likelihood of cultured buttermilk fromprocessors with buildings with good roofs having E coli was101 times higher than those with poor roofs (Plt 005)Cultured buttermilk from processors with enclosed milk
reception areas was 204 times more likely to have E colicompared with those facilities that had open milk receptionareas (Plt 005) e likelihood of cultured buttermilk fromprocessors with unfiltered water having E coliwas 177 timeshigher than those with clean filtered water for washingequipment and cleaning the processing facilities (Plt 005)Milk processors with poor drainage systems were 111 timesmore likely to produce cultured buttermilk contaminatedwith E coli (Plt 005)
e odds ratio estimates of cultured buttermilk fromprocessors with different structural condition facilities (poorvs good) having coliforms are shown in Table 4 elikelihood of cultured buttermilk from processors withbuildings with poor roofs having coliforms was 125 timeshigher than those with good roofs (Plt 005) Culturedbuttermilk from processors with buildings that had poor
Table 1 Frequencies () of structural condition of processing facilitates of small-scale and large-scale dairy processors
AreasLarge-scaleprocessors
Small-scaleprocessors Significance
Good Poor Good Poor
Buildings
Outer walls 821 179 472 528 lowastlowast
Gutters 714 286 583 417 NSRoofing 750 250 444 556 lowast
Windows 786 214 417 583 lowastlowast
Milk reception
Closed 574 426 56 944 lowastlowast
Water 537 463 222 778 lowast
Drainage 500 500 222 778 lowast
Foot bath 536 464 111 889 lowastlowast
Processing
Walls 537 463 361 639 lowast
Ventilation 500 500 417 583 NSFloors 500 500 333 667 NSCeilings 428 572 500 500 NSDrains 500 500 444 566 NS
Windows 464 536 417 583 NS
Packaging
Walls 428 572 333 667 NSVentilation 643 357 316 694 lowastlowast
Floors 393 607 500 500 NSCeilings 500 500 556 444 NSDrains 643 357 389 611 lowast
Windows 536 464 333 667 NS
StorageTemperature control 286 714 278 722 NS
Ventilation 464 536 306 694 NSWalls 429 571 278 722 NS
lowastlowastPlt 001 lowastPlt 005 NS Pgt 005
Table 2 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having E coli or coliforms
PredictorsEscherichia coli
SigColiforms
SigOdds LCI UCI Odds LCI UCI
Type of processor (small-scale vs large-scale) 118 143 322 lowast 129 046 362 NSClear signage (absent vs present) 098 031 308 NS 047 015 148 NSDust proofing (absent vs present) 025 004 130 NS 217 050 945 NSDisinfection practices (absent vs present) 25 153 121 lowast 056 013 247 NSInsect-proof screens (absent vs present) 133 137 52 lowast 056 114 233 lowastlowast
Drainage (poor vs good) 127 052 091 lowast 136 141 427 lowast
Access and traffic control (absent vs present) 043 012 154 NS 108 0302 383 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli
4 Journal of Food Quality
windows was 133 times more likely to have coliformscompared with those buildings with good windows(Plt 005) e likelihood of cultured buttermilk fromprocessors with an enclosed milk reception area having
coliforms was 2 times higher than those with open milkreception areas (Plt 005) Milk processors with poor ven-tilation in processing areas were 18 times more likely toproduce cultured buttermilk contaminated with coliforms
Table 3 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having E coli
Area Predictor Odds LCI UCI Sig
Buildings
Outer walls (poor vs good) 364 081 1633 NSGutters and pipes (poor vs good) 134 034 525 NS
Ceiling (poor vs good) 099 121 461 lowast
Windows (poor vs good) 202 144 928 lowast
Milk reception
Isolation (enclosed vs open) 204 107 323 lowast
Washing water (unfiltered vs filtered) 177 216 368 lowast
Drainage (poor vs good) 111 084 057 lowast
Footbath (absent vs present) 043 004 43 NS
Processing area
Walls (poor vs good) 303 093 996 NSVentilation (poor vs good) 089 132 313 lowast
Floors (poor vs goods) 072 021 249 NSDrains (poor vs good) 0422 003 555 NS
Windows (poor vs good) 232 204 501 lowast
Packaging
Walls (poor vs good) 104 028 38 NSVentilation (poor vs good) 053 011 259 NS
Floors (poor vs good) 114 036 363 NSCeilings (poor vs good) 156 044 552 NSDrains (poor vs good) 303 087 111 NS
Windows (poor vs good) 121 027 539 NS
StorageTemperature (poor vs good) 108 025 473 NSVentilation (poor vs good) 045 013 158 NS
Walls (poor vs good) 265 069 1021 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli
Table 4 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having coliforms
Area Predictor Odds LCI UCI Sig
Buildings
Outer walls (poor vs good) 068 017 272 NSGutters and pipes (poor vs good) 092 024 343 NS
Ceiling (poor vs good) 125 118 359 lowast
Windows (poor vs good) 133 331 575 lowast
Milk reception
Closed (enclosed vs open) 201 103 313 lowast
Washing water (unfiltered vs filtered) 030 005 183 NSDrainage (poor vs good) 052 005 539 NS
Footbath (absent vs present) 028 001 42 NS
Processing
Walls (poor vs good) 239 065 869 NSVentilation (poor vs good) 182 124 270 lowast
Floors (poor vs good) 209 066 249 NSDrains (poor vs good) 120 311 1275 lowast
Windows (poor vs good) 133 014 1246 NS
Packaging
Walls (poor vs good) 261 069 99 NSVentilation (poor vs good) 170 123 532 lowast
Floors (poor vs good) 298 101 357 lowast
Ceilings (poor vs good) 071 019 263 NSDrains (poor vs good) 046 011 178 NS
Windows (poor vs good) 171 114 468 lowast
StorageTemperature control (poor vs good) 246 059 1034 NS
Ventilation (poor vs good) 100 029 346 NSWalls (poor vs good) 209 053 81 NS
LCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of coliforms
Journal of Food Quality 5
Cultured buttermilk from processors with packaging roomsthat had poor windows and ventilation in poor state were 17times more likely to have coliforms compared to thosepackaging rooms with good ventilation and windows
35 Association between Food Safety Systems and Presence ofE coli and Coliforms in Buttermilk e odds ratio estimatesof cultured buttermilk from milk processors with differentfood safety systems having E coli or coliforms are shown inTable 5 Milk processors without food safety systems likeHACCP in place were 26 times more likely to producecultured buttermilk contaminated with E coli (Plt 005)elikelihood of cultured buttermilk from processors withoutproduct recall and withdrawal systems having E coli andcoliforms was 11 times higher than those processors withproducts recall and withdrawal procedures (Plt 005)Cultured buttermilk from processors without food safetytraining programmes was 208 times more likely to havecoliforms than those with food safety training programmes(Plt 005) Milk processors without food safety trainingprogrammes were 127 times more likely to produce cul-tured buttermilk contaminated with E coli (Plt 005)
4 Discussion
Understanding the importance of structural condition ofprocessing facilities and good manufacturing practices formilk processing factories and plants enables both dairyservice agents and milk processors to put in place structuresand systems that minimise contamination of the processedmilk products such as buttermilk It is possible that cleanmilk produced at the farm can be contaminated by theprocessor e finding that a higher proportion of small-scale milk processors did not have disinfection rodentcontrol and access control for the milk processing facilitiesas good manufacturing practices was expected It is likelythat most small-scale processors lack knowledge and un-derstanding of the importance of good management prac-tices in the prevention of the introduction and transmissionof pathogenic organisms in dairy processing facilities [15]
e finding that cultured buttermilk from processorswith poor disinfection practices was more likely to have Ecoli compared with those that had good disinfection prac-tices may be a possible indication that the processors areusing infective disinfection procedures for personnel and
equipment Yuen et al [9] reported that E coli contami-nation of milk can occur when workers practice poor hy-giene and sanitation procedures Similarly culturedbuttermilk manufactured under unsanitary conditions willbe expected to be contaminated Similarly the finding thatmilk processors with buildings and processing areas withwindows in poor state were more likely to produce culturedbuttermilk contaminated with E coli could be due to dustblown into the processing facilities through windows in poorstate of repair or structural condition In agreement withthis Pantoja et al [16] reported that E coli can be trans-mitted through polluted air in dairy processing plants
Enclosed milk reception areas seemed to give protectionof the dairy products from contamination by both E coli andcoliforms in general Products from dairies with an openreception were twice more likely to be contaminated thanthose with enclosed areas is can be attributed to the factmicroorganisms are ubiquitous and are generally trans-mitted through air [15] In addition the open receptionstend to have high human traffic which may lead to con-tamination from handlers and equipment [15] Enclosedmilk reception areas allow moisture build up due to reducedair circulation and sunshine exposure is could explainwhy they were more likely to have E coli Ventilation limitsmoisture Damp indoor spaces foster the growth andtransmission of viruses and bacteria Reducing the moistureby leaving reception areas open can limit microbial growthand thus contamination e same reason can be used toexplain the result that cultured buttermilk from processorswith an enclosed milk reception area was more likely to havecoliforms than that from processors with open milk re-ception areas Processors with unfiltered water producedcultured buttermilk with E coli may be because unfilteredwater is contaminated with E coli It is likely that installationof water treatment and filtration facilities reduce the con-tamination of water by E coli unlike unfiltered water is mostlikely to harbour different pathogenic bacteria In agreementto our findings Mhone et al [17] reported that milk can becontaminated from polluted water sources
Milk processors with poor drainage systems were likelyto produce cultured buttermilk contaminated with E colimay be due to introduction of pathogenic bacteria found instagnated water around the processing plante presence ofcoliforms in milk and processed products generally indicatethat milk has been contaminated from the faecal materialindicating ineffective cleaning processes of machinery and
Table 5 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from milk processors withdifferent food safety systems (absent vs present) having E coli or coliforms
PredictorsE coli
SigColiforms
SigOdds LCI UCI Odds LCI UCI
Food safety system in place (HACCP) 198 224 388 lowast 197 041 889 NSTraceability 095 004 130 NS 057 009 34 NSProduct withdrawal and recall system 110 101 162 lowast 114 102 239 lowast
Availability of food safety training programmes 127 102 252 lowast 208 141 7 27 lowast
Availability of documentation and quality manuals 044 015 274 NS 179 0302 258 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli or coliforms HACCP hazard analysis critical control point
6 Journal of Food Quality
equipment [15] Our findings that the likelihood of culturedbuttermilk from processors with buildings with poor roofshaving coliforms was higher than those with good roofssuggests that roofs in that are difficult to clean and harbourdust and bacteria contaminating the cultured buttermilkduring processing e same reason can be attributed to theobservation that cultured buttermilk from processors withbuildings that had poor windows was more likely to havehigher levels of coliforms in cultured buttermilk comparedwith those buildings with good windows
Windows in poor structural condition and poor venti-lation in processing areas and packaging rooms seemed to besources of coliforms Holah [18] reported that that poorventilation hampers the circulation of clean air therebyincreasing the risk of contaminating the milk and itsproducts with bacteria during production e finding thatmilk processors without food safety systems like HACCP inplace were twice more likely to produce cultured buttermilkcontaminated with E coli could possibly be attributed to lackof systems to prevent contamination in milk processingplants Lack of HACCP and other food safety programs isamong the main causes of microbial contamination in foodbusinesses [8] Implementation of HACCP systems duringdairy milk processing results in improvement in the mi-crobial quality of milk products [19] Milk processors thathave no food safety systems can fail to identify or overlooksome steps that have potential to introduce or increase therisk of milk contamination during processing [15]
Milk processing plants without training programmes onfood safety practices produced buttermilk with coliformsis implies that training provides processors with knowl-edge and information of food safety principles which theycan use to reduce transmission of bacteria such as E coli intheir dairy products Similarly Gran et al [7] attributedpresence of E coli in processed milk to lack of knowledgeand training in food safety systems as well as poor hygieneMilk and milk products from dairy enterprises with goodaccess to training and monitoring programmes have lowercounts of coliforms E coli and S aureus [17] Training milkprocessors on food safety and the importance of manage-ment of structural condition of processing facilities may beimportant in minimising the risk of contamination of cul-tured buttermilk from pathogenic bacteria such as E coli
5 Conclusions
Cultured buttermilk produced by both small-scale and large-scale milk processors contains coliforms and E coli Poorstructural condition of windows doors roofs and poorventilation in processing facilities increases the risk of cul-tured buttermilk contamination by coliforms and E coli Milkprocessors without food safety systems such as HACCP andthat lacks food safety training programmes are more likely toproduce cultured buttermilk with coliforms and E coli
Data Availability
e records on presence or absence of E coli and coliformsin cultured buttermilk and physical state of housing at the
milking processing factories used to support the findings ofthis study are available from the corresponding author uponrequest
Additional Points
Practical Implications In most developing countries small-scale milk processors play a big role in cultured buttermilkproduction Some of these informal milk processors do notfollow proper handling and management procedures whenprocessing milk into the cultured buttermilk Understandinghow structural condition of processing facilities and foodsafety practices affect Escherichia coli and coliforms presencein cultured buttermilk which is one of the most popularproducts of milk enables processors and regulatory agenciesto put in corrective action to reduce microbial contami-nation of cultured buttermilk during processing especiallyby small-scale milk processors is helps to reduce the riskof consumption of contaminated buttermilke shelf-life ofthe cultured buttermilk is also improved
Conflicts of Interest
e authors declare that there are no conflicts of interestregarding the publication of this article
Acknowledgments
e authors are grateful to the Dairy Services Zimbabwedirectorate for their support in the collection of data eauthors gratefully convey their thanks to the UKZN com-petitive research grant for funding the research
References
[1] A Bereda Z Yilma and A Nurfeta ldquoHygienic and microbialquality of raw whole cowrsquos milk produced in Ezha district ofthe Gurage zone Southern Ethiopiardquo Wudpecker Journal ofAgricultural Research vol 1 no 11 pp 459ndash465 2012
[2] A S Paraffin T J Zindove and M Chimonyo ldquoHouseholdconsumption preferences of dairy products and their per-ceptions of milk safetyrdquo Journal of Food Safety vol 38 no 2Article ID e12428 2018
[3] S Jinjarak A Olabi R Jimenez-Flores I Sodini andJ H Walker ldquoSensory evaluation of whey and sweet creambuttermilkrdquo Journal of Dairy Science vol 89 no 7pp 2441ndash2450 2006
[4] R C Chandan A Kilara and N P Shah Eds Dairy Pro-cessing and Quality Assurance John Wiley amp Sons HobokenNJ USA 2009
[5] K A Ellis G T Innocent M Mihm et al ldquoDairy cowcleanliness and milk quality on organic and conventionalfarms in the UKrdquo Journal of Dairy Research vol 74 no 3pp 302ndash310 2007
[6] SNV Zimbabwersquos Dairy Subsector Study StichtingNederlandse Vriwilligers Hague Netherlands 2012httpwwwsnvorgpubliccmssitesdefaultfilesexploredownloadrarp_2016-dairy-subsector-studypdf
[7] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoOccurrence of pathogenic bacteria in rawmilkcultured pasteurised milk and naturally soured milk produced
Journal of Food Quality 7
at small-scale dairies in Zimbabwerdquo Food Control vol 14no 8 pp 539ndash544 2003
[8] S Sarkar ldquoMicrobiological safety concerns of raw milkrdquoJournal of Food Nutrition and Dietetics vol 1 no 2pp 105ndash112 2016
[9] S K Yuen C F Yee and F H Yin ldquoMicrobiological qualityand the impact of hygienic practices on the raw milk obtainedfrom the small-scale dairy farmers in Sabah Malaysiardquo In-ternational Journal of Agriculture and Food Science vol 2no 2 pp 55ndash59 2012
[10] G S Pandey and G C S Voskuil Manual on Milk SafetyQuality and Hygiene Golden Valley Agricultural ResearchTrust Zambia Chibombo Zambia 2011
[11] C Siyangapi M Nicholas K N Patrick and T M DesmondldquoMicrobial species of safety concern in milk from informalprocessors in Harare Zimbabwerdquo African Journal of Micro-biology Research vol 10 no 32 pp 1257ndash1262 2016
[12] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoSmallholder dairy processing Zimbabwe theproduction of production of fermented milk products withparticular emphasis on sanitation and microbiological qual-ityrdquo Food Control vol 13 no 3 pp 161ndash168 2002
[13] H M Wehr and J F Frank Standard Methods for the Ex-amination of Dairy products Sampling Dairy and RelatedProducts American Public Health Association WashingtonDC USA 2004
[14] SAS Statistical Analytical Systems Guide for Personal Com-puters SAS Institute Cary NC USA 2008
[15] Food and Agriculture Organisation ldquoBiosecurity principlesand componentsrdquo in Biosecurity Toolkit Food and Agricul-ture Organisation Rome Italy 2007
[16] J C F Pantoja D J Reinemann and P L Ruegg ldquoFactorsassociated with coliform count in unpasteurized bulk milkrdquoJournal of Dairy Science vol 94 no 6 pp 2680ndash2691 2011
[17] T A Mhone G Matope and P T Saidi ldquoAerobic bacterialcoliform Escherichia coli and Staphylococcus aureus counts ofraw and processed milk from selected smallholder dairy farmsof Zimbabwerdquo International Journal of Food Microbiologyvol 151 no 2 pp 223ndash228 2011
[18] J T Holah Hygienic Factory Design for Food ProcessingPrinciples and Practice Campden Publishing Ltd LondonUK 2nd edition 2014
[19] L Garedew A Berhanu D Mengesha and G TsegayldquoIdentification of gram-negative bacteria from critical controlpoints of raw and pasteurized cow milk consumed at Gondartown and its suburbs Ethiopiardquo BMC Public Health vol 12no 1 pp 6ndash8 2012
8 Journal of Food Quality
Hindawiwwwhindawicom
International Journal of
Volume 2018
Zoology
Hindawiwwwhindawicom Volume 2018
Anatomy Research International
PeptidesInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Journal of Parasitology Research
GenomicsInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018
BioinformaticsAdvances in
Marine BiologyJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Neuroscience Journal
Hindawiwwwhindawicom Volume 2018
BioMed Research International
Cell BiologyInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Biochemistry Research International
ArchaeaHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Genetics Research International
Hindawiwwwhindawicom Volume 2018
Advances in
Virolog y Stem Cells International
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Enzyme Research
Hindawiwwwhindawicom Volume 2018
International Journal of
MicrobiologyHindawiwwwhindawicom
Nucleic AcidsJournal of
Volume 2018
Submit your manuscripts atwwwhindawicom
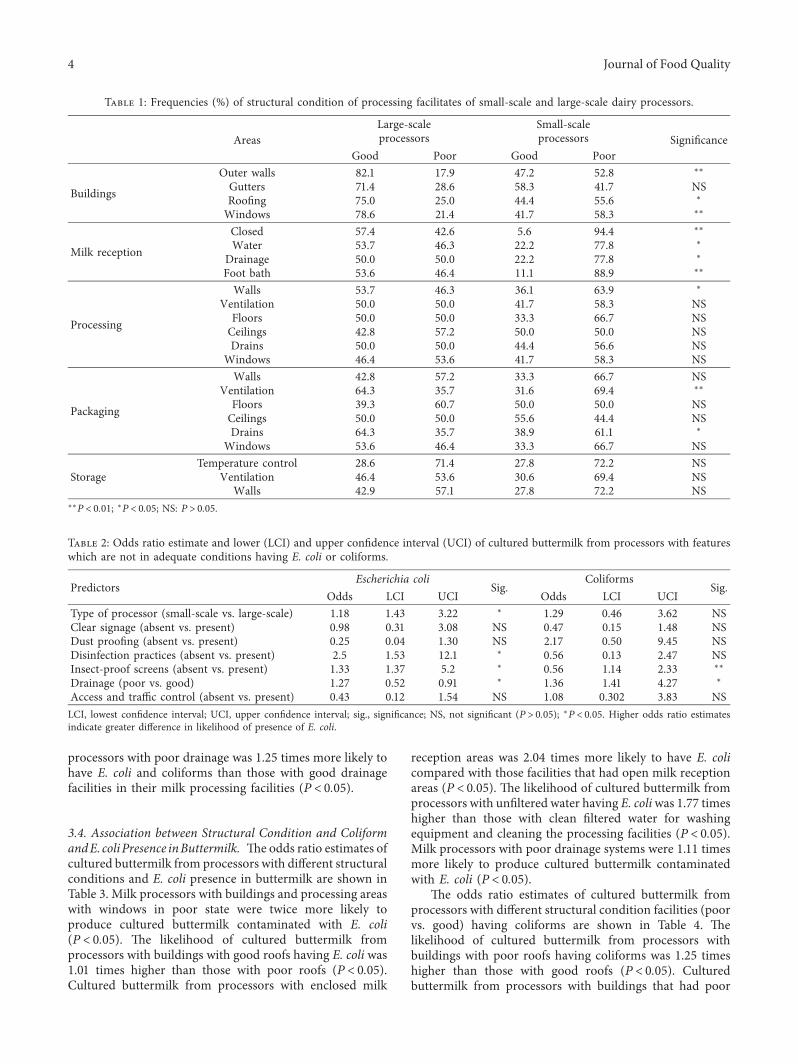
processors with poor drainage was 125 times more likely tohave E coli and coliforms than those with good drainagefacilities in their milk processing facilities (Plt 005)
34 Association between Structural Condition and ColiformandE coliPresence inButtermilk eodds ratio estimates ofcultured buttermilk from processors with different structuralconditions and E coli presence in buttermilk are shown inTable 3 Milk processors with buildings and processing areaswith windows in poor state were twice more likely toproduce cultured buttermilk contaminated with E coli(Plt 005) e likelihood of cultured buttermilk fromprocessors with buildings with good roofs having E coli was101 times higher than those with poor roofs (Plt 005)Cultured buttermilk from processors with enclosed milk
reception areas was 204 times more likely to have E colicompared with those facilities that had open milk receptionareas (Plt 005) e likelihood of cultured buttermilk fromprocessors with unfiltered water having E coliwas 177 timeshigher than those with clean filtered water for washingequipment and cleaning the processing facilities (Plt 005)Milk processors with poor drainage systems were 111 timesmore likely to produce cultured buttermilk contaminatedwith E coli (Plt 005)
e odds ratio estimates of cultured buttermilk fromprocessors with different structural condition facilities (poorvs good) having coliforms are shown in Table 4 elikelihood of cultured buttermilk from processors withbuildings with poor roofs having coliforms was 125 timeshigher than those with good roofs (Plt 005) Culturedbuttermilk from processors with buildings that had poor
Table 1 Frequencies () of structural condition of processing facilitates of small-scale and large-scale dairy processors
AreasLarge-scaleprocessors
Small-scaleprocessors Significance
Good Poor Good Poor
Buildings
Outer walls 821 179 472 528 lowastlowast
Gutters 714 286 583 417 NSRoofing 750 250 444 556 lowast
Windows 786 214 417 583 lowastlowast
Milk reception
Closed 574 426 56 944 lowastlowast
Water 537 463 222 778 lowast
Drainage 500 500 222 778 lowast
Foot bath 536 464 111 889 lowastlowast
Processing
Walls 537 463 361 639 lowast
Ventilation 500 500 417 583 NSFloors 500 500 333 667 NSCeilings 428 572 500 500 NSDrains 500 500 444 566 NS
Windows 464 536 417 583 NS
Packaging
Walls 428 572 333 667 NSVentilation 643 357 316 694 lowastlowast
Floors 393 607 500 500 NSCeilings 500 500 556 444 NSDrains 643 357 389 611 lowast
Windows 536 464 333 667 NS
StorageTemperature control 286 714 278 722 NS
Ventilation 464 536 306 694 NSWalls 429 571 278 722 NS
lowastlowastPlt 001 lowastPlt 005 NS Pgt 005
Table 2 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having E coli or coliforms
PredictorsEscherichia coli
SigColiforms
SigOdds LCI UCI Odds LCI UCI
Type of processor (small-scale vs large-scale) 118 143 322 lowast 129 046 362 NSClear signage (absent vs present) 098 031 308 NS 047 015 148 NSDust proofing (absent vs present) 025 004 130 NS 217 050 945 NSDisinfection practices (absent vs present) 25 153 121 lowast 056 013 247 NSInsect-proof screens (absent vs present) 133 137 52 lowast 056 114 233 lowastlowast
Drainage (poor vs good) 127 052 091 lowast 136 141 427 lowast
Access and traffic control (absent vs present) 043 012 154 NS 108 0302 383 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli
4 Journal of Food Quality
windows was 133 times more likely to have coliformscompared with those buildings with good windows(Plt 005) e likelihood of cultured buttermilk fromprocessors with an enclosed milk reception area having
coliforms was 2 times higher than those with open milkreception areas (Plt 005) Milk processors with poor ven-tilation in processing areas were 18 times more likely toproduce cultured buttermilk contaminated with coliforms
Table 3 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having E coli
Area Predictor Odds LCI UCI Sig
Buildings
Outer walls (poor vs good) 364 081 1633 NSGutters and pipes (poor vs good) 134 034 525 NS
Ceiling (poor vs good) 099 121 461 lowast
Windows (poor vs good) 202 144 928 lowast
Milk reception
Isolation (enclosed vs open) 204 107 323 lowast
Washing water (unfiltered vs filtered) 177 216 368 lowast
Drainage (poor vs good) 111 084 057 lowast
Footbath (absent vs present) 043 004 43 NS
Processing area
Walls (poor vs good) 303 093 996 NSVentilation (poor vs good) 089 132 313 lowast
Floors (poor vs goods) 072 021 249 NSDrains (poor vs good) 0422 003 555 NS
Windows (poor vs good) 232 204 501 lowast
Packaging
Walls (poor vs good) 104 028 38 NSVentilation (poor vs good) 053 011 259 NS
Floors (poor vs good) 114 036 363 NSCeilings (poor vs good) 156 044 552 NSDrains (poor vs good) 303 087 111 NS
Windows (poor vs good) 121 027 539 NS
StorageTemperature (poor vs good) 108 025 473 NSVentilation (poor vs good) 045 013 158 NS
Walls (poor vs good) 265 069 1021 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli
Table 4 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having coliforms
Area Predictor Odds LCI UCI Sig
Buildings
Outer walls (poor vs good) 068 017 272 NSGutters and pipes (poor vs good) 092 024 343 NS
Ceiling (poor vs good) 125 118 359 lowast
Windows (poor vs good) 133 331 575 lowast
Milk reception
Closed (enclosed vs open) 201 103 313 lowast
Washing water (unfiltered vs filtered) 030 005 183 NSDrainage (poor vs good) 052 005 539 NS
Footbath (absent vs present) 028 001 42 NS
Processing
Walls (poor vs good) 239 065 869 NSVentilation (poor vs good) 182 124 270 lowast
Floors (poor vs good) 209 066 249 NSDrains (poor vs good) 120 311 1275 lowast
Windows (poor vs good) 133 014 1246 NS
Packaging
Walls (poor vs good) 261 069 99 NSVentilation (poor vs good) 170 123 532 lowast
Floors (poor vs good) 298 101 357 lowast
Ceilings (poor vs good) 071 019 263 NSDrains (poor vs good) 046 011 178 NS
Windows (poor vs good) 171 114 468 lowast
StorageTemperature control (poor vs good) 246 059 1034 NS
Ventilation (poor vs good) 100 029 346 NSWalls (poor vs good) 209 053 81 NS
LCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of coliforms
Journal of Food Quality 5
Cultured buttermilk from processors with packaging roomsthat had poor windows and ventilation in poor state were 17times more likely to have coliforms compared to thosepackaging rooms with good ventilation and windows
35 Association between Food Safety Systems and Presence ofE coli and Coliforms in Buttermilk e odds ratio estimatesof cultured buttermilk from milk processors with differentfood safety systems having E coli or coliforms are shown inTable 5 Milk processors without food safety systems likeHACCP in place were 26 times more likely to producecultured buttermilk contaminated with E coli (Plt 005)elikelihood of cultured buttermilk from processors withoutproduct recall and withdrawal systems having E coli andcoliforms was 11 times higher than those processors withproducts recall and withdrawal procedures (Plt 005)Cultured buttermilk from processors without food safetytraining programmes was 208 times more likely to havecoliforms than those with food safety training programmes(Plt 005) Milk processors without food safety trainingprogrammes were 127 times more likely to produce cul-tured buttermilk contaminated with E coli (Plt 005)
4 Discussion
Understanding the importance of structural condition ofprocessing facilities and good manufacturing practices formilk processing factories and plants enables both dairyservice agents and milk processors to put in place structuresand systems that minimise contamination of the processedmilk products such as buttermilk It is possible that cleanmilk produced at the farm can be contaminated by theprocessor e finding that a higher proportion of small-scale milk processors did not have disinfection rodentcontrol and access control for the milk processing facilitiesas good manufacturing practices was expected It is likelythat most small-scale processors lack knowledge and un-derstanding of the importance of good management prac-tices in the prevention of the introduction and transmissionof pathogenic organisms in dairy processing facilities [15]
e finding that cultured buttermilk from processorswith poor disinfection practices was more likely to have Ecoli compared with those that had good disinfection prac-tices may be a possible indication that the processors areusing infective disinfection procedures for personnel and
equipment Yuen et al [9] reported that E coli contami-nation of milk can occur when workers practice poor hy-giene and sanitation procedures Similarly culturedbuttermilk manufactured under unsanitary conditions willbe expected to be contaminated Similarly the finding thatmilk processors with buildings and processing areas withwindows in poor state were more likely to produce culturedbuttermilk contaminated with E coli could be due to dustblown into the processing facilities through windows in poorstate of repair or structural condition In agreement withthis Pantoja et al [16] reported that E coli can be trans-mitted through polluted air in dairy processing plants
Enclosed milk reception areas seemed to give protectionof the dairy products from contamination by both E coli andcoliforms in general Products from dairies with an openreception were twice more likely to be contaminated thanthose with enclosed areas is can be attributed to the factmicroorganisms are ubiquitous and are generally trans-mitted through air [15] In addition the open receptionstend to have high human traffic which may lead to con-tamination from handlers and equipment [15] Enclosedmilk reception areas allow moisture build up due to reducedair circulation and sunshine exposure is could explainwhy they were more likely to have E coli Ventilation limitsmoisture Damp indoor spaces foster the growth andtransmission of viruses and bacteria Reducing the moistureby leaving reception areas open can limit microbial growthand thus contamination e same reason can be used toexplain the result that cultured buttermilk from processorswith an enclosed milk reception area was more likely to havecoliforms than that from processors with open milk re-ception areas Processors with unfiltered water producedcultured buttermilk with E coli may be because unfilteredwater is contaminated with E coli It is likely that installationof water treatment and filtration facilities reduce the con-tamination of water by E coli unlike unfiltered water is mostlikely to harbour different pathogenic bacteria In agreementto our findings Mhone et al [17] reported that milk can becontaminated from polluted water sources
Milk processors with poor drainage systems were likelyto produce cultured buttermilk contaminated with E colimay be due to introduction of pathogenic bacteria found instagnated water around the processing plante presence ofcoliforms in milk and processed products generally indicatethat milk has been contaminated from the faecal materialindicating ineffective cleaning processes of machinery and
Table 5 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from milk processors withdifferent food safety systems (absent vs present) having E coli or coliforms
PredictorsE coli
SigColiforms
SigOdds LCI UCI Odds LCI UCI
Food safety system in place (HACCP) 198 224 388 lowast 197 041 889 NSTraceability 095 004 130 NS 057 009 34 NSProduct withdrawal and recall system 110 101 162 lowast 114 102 239 lowast
Availability of food safety training programmes 127 102 252 lowast 208 141 7 27 lowast
Availability of documentation and quality manuals 044 015 274 NS 179 0302 258 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli or coliforms HACCP hazard analysis critical control point
6 Journal of Food Quality
equipment [15] Our findings that the likelihood of culturedbuttermilk from processors with buildings with poor roofshaving coliforms was higher than those with good roofssuggests that roofs in that are difficult to clean and harbourdust and bacteria contaminating the cultured buttermilkduring processing e same reason can be attributed to theobservation that cultured buttermilk from processors withbuildings that had poor windows was more likely to havehigher levels of coliforms in cultured buttermilk comparedwith those buildings with good windows
Windows in poor structural condition and poor venti-lation in processing areas and packaging rooms seemed to besources of coliforms Holah [18] reported that that poorventilation hampers the circulation of clean air therebyincreasing the risk of contaminating the milk and itsproducts with bacteria during production e finding thatmilk processors without food safety systems like HACCP inplace were twice more likely to produce cultured buttermilkcontaminated with E coli could possibly be attributed to lackof systems to prevent contamination in milk processingplants Lack of HACCP and other food safety programs isamong the main causes of microbial contamination in foodbusinesses [8] Implementation of HACCP systems duringdairy milk processing results in improvement in the mi-crobial quality of milk products [19] Milk processors thathave no food safety systems can fail to identify or overlooksome steps that have potential to introduce or increase therisk of milk contamination during processing [15]
Milk processing plants without training programmes onfood safety practices produced buttermilk with coliformsis implies that training provides processors with knowl-edge and information of food safety principles which theycan use to reduce transmission of bacteria such as E coli intheir dairy products Similarly Gran et al [7] attributedpresence of E coli in processed milk to lack of knowledgeand training in food safety systems as well as poor hygieneMilk and milk products from dairy enterprises with goodaccess to training and monitoring programmes have lowercounts of coliforms E coli and S aureus [17] Training milkprocessors on food safety and the importance of manage-ment of structural condition of processing facilities may beimportant in minimising the risk of contamination of cul-tured buttermilk from pathogenic bacteria such as E coli
5 Conclusions
Cultured buttermilk produced by both small-scale and large-scale milk processors contains coliforms and E coli Poorstructural condition of windows doors roofs and poorventilation in processing facilities increases the risk of cul-tured buttermilk contamination by coliforms and E coli Milkprocessors without food safety systems such as HACCP andthat lacks food safety training programmes are more likely toproduce cultured buttermilk with coliforms and E coli
Data Availability
e records on presence or absence of E coli and coliformsin cultured buttermilk and physical state of housing at the
milking processing factories used to support the findings ofthis study are available from the corresponding author uponrequest
Additional Points
Practical Implications In most developing countries small-scale milk processors play a big role in cultured buttermilkproduction Some of these informal milk processors do notfollow proper handling and management procedures whenprocessing milk into the cultured buttermilk Understandinghow structural condition of processing facilities and foodsafety practices affect Escherichia coli and coliforms presencein cultured buttermilk which is one of the most popularproducts of milk enables processors and regulatory agenciesto put in corrective action to reduce microbial contami-nation of cultured buttermilk during processing especiallyby small-scale milk processors is helps to reduce the riskof consumption of contaminated buttermilke shelf-life ofthe cultured buttermilk is also improved
Conflicts of Interest
e authors declare that there are no conflicts of interestregarding the publication of this article
Acknowledgments
e authors are grateful to the Dairy Services Zimbabwedirectorate for their support in the collection of data eauthors gratefully convey their thanks to the UKZN com-petitive research grant for funding the research
References
[1] A Bereda Z Yilma and A Nurfeta ldquoHygienic and microbialquality of raw whole cowrsquos milk produced in Ezha district ofthe Gurage zone Southern Ethiopiardquo Wudpecker Journal ofAgricultural Research vol 1 no 11 pp 459ndash465 2012
[2] A S Paraffin T J Zindove and M Chimonyo ldquoHouseholdconsumption preferences of dairy products and their per-ceptions of milk safetyrdquo Journal of Food Safety vol 38 no 2Article ID e12428 2018
[3] S Jinjarak A Olabi R Jimenez-Flores I Sodini andJ H Walker ldquoSensory evaluation of whey and sweet creambuttermilkrdquo Journal of Dairy Science vol 89 no 7pp 2441ndash2450 2006
[4] R C Chandan A Kilara and N P Shah Eds Dairy Pro-cessing and Quality Assurance John Wiley amp Sons HobokenNJ USA 2009
[5] K A Ellis G T Innocent M Mihm et al ldquoDairy cowcleanliness and milk quality on organic and conventionalfarms in the UKrdquo Journal of Dairy Research vol 74 no 3pp 302ndash310 2007
[6] SNV Zimbabwersquos Dairy Subsector Study StichtingNederlandse Vriwilligers Hague Netherlands 2012httpwwwsnvorgpubliccmssitesdefaultfilesexploredownloadrarp_2016-dairy-subsector-studypdf
[7] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoOccurrence of pathogenic bacteria in rawmilkcultured pasteurised milk and naturally soured milk produced
Journal of Food Quality 7
at small-scale dairies in Zimbabwerdquo Food Control vol 14no 8 pp 539ndash544 2003
[8] S Sarkar ldquoMicrobiological safety concerns of raw milkrdquoJournal of Food Nutrition and Dietetics vol 1 no 2pp 105ndash112 2016
[9] S K Yuen C F Yee and F H Yin ldquoMicrobiological qualityand the impact of hygienic practices on the raw milk obtainedfrom the small-scale dairy farmers in Sabah Malaysiardquo In-ternational Journal of Agriculture and Food Science vol 2no 2 pp 55ndash59 2012
[10] G S Pandey and G C S Voskuil Manual on Milk SafetyQuality and Hygiene Golden Valley Agricultural ResearchTrust Zambia Chibombo Zambia 2011
[11] C Siyangapi M Nicholas K N Patrick and T M DesmondldquoMicrobial species of safety concern in milk from informalprocessors in Harare Zimbabwerdquo African Journal of Micro-biology Research vol 10 no 32 pp 1257ndash1262 2016
[12] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoSmallholder dairy processing Zimbabwe theproduction of production of fermented milk products withparticular emphasis on sanitation and microbiological qual-ityrdquo Food Control vol 13 no 3 pp 161ndash168 2002
[13] H M Wehr and J F Frank Standard Methods for the Ex-amination of Dairy products Sampling Dairy and RelatedProducts American Public Health Association WashingtonDC USA 2004
[14] SAS Statistical Analytical Systems Guide for Personal Com-puters SAS Institute Cary NC USA 2008
[15] Food and Agriculture Organisation ldquoBiosecurity principlesand componentsrdquo in Biosecurity Toolkit Food and Agricul-ture Organisation Rome Italy 2007
[16] J C F Pantoja D J Reinemann and P L Ruegg ldquoFactorsassociated with coliform count in unpasteurized bulk milkrdquoJournal of Dairy Science vol 94 no 6 pp 2680ndash2691 2011
[17] T A Mhone G Matope and P T Saidi ldquoAerobic bacterialcoliform Escherichia coli and Staphylococcus aureus counts ofraw and processed milk from selected smallholder dairy farmsof Zimbabwerdquo International Journal of Food Microbiologyvol 151 no 2 pp 223ndash228 2011
[18] J T Holah Hygienic Factory Design for Food ProcessingPrinciples and Practice Campden Publishing Ltd LondonUK 2nd edition 2014
[19] L Garedew A Berhanu D Mengesha and G TsegayldquoIdentification of gram-negative bacteria from critical controlpoints of raw and pasteurized cow milk consumed at Gondartown and its suburbs Ethiopiardquo BMC Public Health vol 12no 1 pp 6ndash8 2012
8 Journal of Food Quality
Hindawiwwwhindawicom
International Journal of
Volume 2018
Zoology
Hindawiwwwhindawicom Volume 2018
Anatomy Research International
PeptidesInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Journal of Parasitology Research
GenomicsInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018
BioinformaticsAdvances in
Marine BiologyJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Neuroscience Journal
Hindawiwwwhindawicom Volume 2018
BioMed Research International
Cell BiologyInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Biochemistry Research International
ArchaeaHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Genetics Research International
Hindawiwwwhindawicom Volume 2018
Advances in
Virolog y Stem Cells International
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Enzyme Research
Hindawiwwwhindawicom Volume 2018
International Journal of
MicrobiologyHindawiwwwhindawicom
Nucleic AcidsJournal of
Volume 2018
Submit your manuscripts atwwwhindawicom

windows was 133 times more likely to have coliformscompared with those buildings with good windows(Plt 005) e likelihood of cultured buttermilk fromprocessors with an enclosed milk reception area having
coliforms was 2 times higher than those with open milkreception areas (Plt 005) Milk processors with poor ven-tilation in processing areas were 18 times more likely toproduce cultured buttermilk contaminated with coliforms
Table 3 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having E coli
Area Predictor Odds LCI UCI Sig
Buildings
Outer walls (poor vs good) 364 081 1633 NSGutters and pipes (poor vs good) 134 034 525 NS
Ceiling (poor vs good) 099 121 461 lowast
Windows (poor vs good) 202 144 928 lowast
Milk reception
Isolation (enclosed vs open) 204 107 323 lowast
Washing water (unfiltered vs filtered) 177 216 368 lowast
Drainage (poor vs good) 111 084 057 lowast
Footbath (absent vs present) 043 004 43 NS
Processing area
Walls (poor vs good) 303 093 996 NSVentilation (poor vs good) 089 132 313 lowast
Floors (poor vs goods) 072 021 249 NSDrains (poor vs good) 0422 003 555 NS
Windows (poor vs good) 232 204 501 lowast
Packaging
Walls (poor vs good) 104 028 38 NSVentilation (poor vs good) 053 011 259 NS
Floors (poor vs good) 114 036 363 NSCeilings (poor vs good) 156 044 552 NSDrains (poor vs good) 303 087 111 NS
Windows (poor vs good) 121 027 539 NS
StorageTemperature (poor vs good) 108 025 473 NSVentilation (poor vs good) 045 013 158 NS
Walls (poor vs good) 265 069 1021 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli
Table 4 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from processors with featureswhich are not in adequate conditions having coliforms
Area Predictor Odds LCI UCI Sig
Buildings
Outer walls (poor vs good) 068 017 272 NSGutters and pipes (poor vs good) 092 024 343 NS
Ceiling (poor vs good) 125 118 359 lowast
Windows (poor vs good) 133 331 575 lowast
Milk reception
Closed (enclosed vs open) 201 103 313 lowast
Washing water (unfiltered vs filtered) 030 005 183 NSDrainage (poor vs good) 052 005 539 NS
Footbath (absent vs present) 028 001 42 NS
Processing
Walls (poor vs good) 239 065 869 NSVentilation (poor vs good) 182 124 270 lowast
Floors (poor vs good) 209 066 249 NSDrains (poor vs good) 120 311 1275 lowast
Windows (poor vs good) 133 014 1246 NS
Packaging
Walls (poor vs good) 261 069 99 NSVentilation (poor vs good) 170 123 532 lowast
Floors (poor vs good) 298 101 357 lowast
Ceilings (poor vs good) 071 019 263 NSDrains (poor vs good) 046 011 178 NS
Windows (poor vs good) 171 114 468 lowast
StorageTemperature control (poor vs good) 246 059 1034 NS
Ventilation (poor vs good) 100 029 346 NSWalls (poor vs good) 209 053 81 NS
LCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of coliforms
Journal of Food Quality 5
Cultured buttermilk from processors with packaging roomsthat had poor windows and ventilation in poor state were 17times more likely to have coliforms compared to thosepackaging rooms with good ventilation and windows
35 Association between Food Safety Systems and Presence ofE coli and Coliforms in Buttermilk e odds ratio estimatesof cultured buttermilk from milk processors with differentfood safety systems having E coli or coliforms are shown inTable 5 Milk processors without food safety systems likeHACCP in place were 26 times more likely to producecultured buttermilk contaminated with E coli (Plt 005)elikelihood of cultured buttermilk from processors withoutproduct recall and withdrawal systems having E coli andcoliforms was 11 times higher than those processors withproducts recall and withdrawal procedures (Plt 005)Cultured buttermilk from processors without food safetytraining programmes was 208 times more likely to havecoliforms than those with food safety training programmes(Plt 005) Milk processors without food safety trainingprogrammes were 127 times more likely to produce cul-tured buttermilk contaminated with E coli (Plt 005)
4 Discussion
Understanding the importance of structural condition ofprocessing facilities and good manufacturing practices formilk processing factories and plants enables both dairyservice agents and milk processors to put in place structuresand systems that minimise contamination of the processedmilk products such as buttermilk It is possible that cleanmilk produced at the farm can be contaminated by theprocessor e finding that a higher proportion of small-scale milk processors did not have disinfection rodentcontrol and access control for the milk processing facilitiesas good manufacturing practices was expected It is likelythat most small-scale processors lack knowledge and un-derstanding of the importance of good management prac-tices in the prevention of the introduction and transmissionof pathogenic organisms in dairy processing facilities [15]
e finding that cultured buttermilk from processorswith poor disinfection practices was more likely to have Ecoli compared with those that had good disinfection prac-tices may be a possible indication that the processors areusing infective disinfection procedures for personnel and
equipment Yuen et al [9] reported that E coli contami-nation of milk can occur when workers practice poor hy-giene and sanitation procedures Similarly culturedbuttermilk manufactured under unsanitary conditions willbe expected to be contaminated Similarly the finding thatmilk processors with buildings and processing areas withwindows in poor state were more likely to produce culturedbuttermilk contaminated with E coli could be due to dustblown into the processing facilities through windows in poorstate of repair or structural condition In agreement withthis Pantoja et al [16] reported that E coli can be trans-mitted through polluted air in dairy processing plants
Enclosed milk reception areas seemed to give protectionof the dairy products from contamination by both E coli andcoliforms in general Products from dairies with an openreception were twice more likely to be contaminated thanthose with enclosed areas is can be attributed to the factmicroorganisms are ubiquitous and are generally trans-mitted through air [15] In addition the open receptionstend to have high human traffic which may lead to con-tamination from handlers and equipment [15] Enclosedmilk reception areas allow moisture build up due to reducedair circulation and sunshine exposure is could explainwhy they were more likely to have E coli Ventilation limitsmoisture Damp indoor spaces foster the growth andtransmission of viruses and bacteria Reducing the moistureby leaving reception areas open can limit microbial growthand thus contamination e same reason can be used toexplain the result that cultured buttermilk from processorswith an enclosed milk reception area was more likely to havecoliforms than that from processors with open milk re-ception areas Processors with unfiltered water producedcultured buttermilk with E coli may be because unfilteredwater is contaminated with E coli It is likely that installationof water treatment and filtration facilities reduce the con-tamination of water by E coli unlike unfiltered water is mostlikely to harbour different pathogenic bacteria In agreementto our findings Mhone et al [17] reported that milk can becontaminated from polluted water sources
Milk processors with poor drainage systems were likelyto produce cultured buttermilk contaminated with E colimay be due to introduction of pathogenic bacteria found instagnated water around the processing plante presence ofcoliforms in milk and processed products generally indicatethat milk has been contaminated from the faecal materialindicating ineffective cleaning processes of machinery and
Table 5 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from milk processors withdifferent food safety systems (absent vs present) having E coli or coliforms
PredictorsE coli
SigColiforms
SigOdds LCI UCI Odds LCI UCI
Food safety system in place (HACCP) 198 224 388 lowast 197 041 889 NSTraceability 095 004 130 NS 057 009 34 NSProduct withdrawal and recall system 110 101 162 lowast 114 102 239 lowast
Availability of food safety training programmes 127 102 252 lowast 208 141 7 27 lowast
Availability of documentation and quality manuals 044 015 274 NS 179 0302 258 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli or coliforms HACCP hazard analysis critical control point
6 Journal of Food Quality
equipment [15] Our findings that the likelihood of culturedbuttermilk from processors with buildings with poor roofshaving coliforms was higher than those with good roofssuggests that roofs in that are difficult to clean and harbourdust and bacteria contaminating the cultured buttermilkduring processing e same reason can be attributed to theobservation that cultured buttermilk from processors withbuildings that had poor windows was more likely to havehigher levels of coliforms in cultured buttermilk comparedwith those buildings with good windows
Windows in poor structural condition and poor venti-lation in processing areas and packaging rooms seemed to besources of coliforms Holah [18] reported that that poorventilation hampers the circulation of clean air therebyincreasing the risk of contaminating the milk and itsproducts with bacteria during production e finding thatmilk processors without food safety systems like HACCP inplace were twice more likely to produce cultured buttermilkcontaminated with E coli could possibly be attributed to lackof systems to prevent contamination in milk processingplants Lack of HACCP and other food safety programs isamong the main causes of microbial contamination in foodbusinesses [8] Implementation of HACCP systems duringdairy milk processing results in improvement in the mi-crobial quality of milk products [19] Milk processors thathave no food safety systems can fail to identify or overlooksome steps that have potential to introduce or increase therisk of milk contamination during processing [15]
Milk processing plants without training programmes onfood safety practices produced buttermilk with coliformsis implies that training provides processors with knowl-edge and information of food safety principles which theycan use to reduce transmission of bacteria such as E coli intheir dairy products Similarly Gran et al [7] attributedpresence of E coli in processed milk to lack of knowledgeand training in food safety systems as well as poor hygieneMilk and milk products from dairy enterprises with goodaccess to training and monitoring programmes have lowercounts of coliforms E coli and S aureus [17] Training milkprocessors on food safety and the importance of manage-ment of structural condition of processing facilities may beimportant in minimising the risk of contamination of cul-tured buttermilk from pathogenic bacteria such as E coli
5 Conclusions
Cultured buttermilk produced by both small-scale and large-scale milk processors contains coliforms and E coli Poorstructural condition of windows doors roofs and poorventilation in processing facilities increases the risk of cul-tured buttermilk contamination by coliforms and E coli Milkprocessors without food safety systems such as HACCP andthat lacks food safety training programmes are more likely toproduce cultured buttermilk with coliforms and E coli
Data Availability
e records on presence or absence of E coli and coliformsin cultured buttermilk and physical state of housing at the
milking processing factories used to support the findings ofthis study are available from the corresponding author uponrequest
Additional Points
Practical Implications In most developing countries small-scale milk processors play a big role in cultured buttermilkproduction Some of these informal milk processors do notfollow proper handling and management procedures whenprocessing milk into the cultured buttermilk Understandinghow structural condition of processing facilities and foodsafety practices affect Escherichia coli and coliforms presencein cultured buttermilk which is one of the most popularproducts of milk enables processors and regulatory agenciesto put in corrective action to reduce microbial contami-nation of cultured buttermilk during processing especiallyby small-scale milk processors is helps to reduce the riskof consumption of contaminated buttermilke shelf-life ofthe cultured buttermilk is also improved
Conflicts of Interest
e authors declare that there are no conflicts of interestregarding the publication of this article
Acknowledgments
e authors are grateful to the Dairy Services Zimbabwedirectorate for their support in the collection of data eauthors gratefully convey their thanks to the UKZN com-petitive research grant for funding the research
References
[1] A Bereda Z Yilma and A Nurfeta ldquoHygienic and microbialquality of raw whole cowrsquos milk produced in Ezha district ofthe Gurage zone Southern Ethiopiardquo Wudpecker Journal ofAgricultural Research vol 1 no 11 pp 459ndash465 2012
[2] A S Paraffin T J Zindove and M Chimonyo ldquoHouseholdconsumption preferences of dairy products and their per-ceptions of milk safetyrdquo Journal of Food Safety vol 38 no 2Article ID e12428 2018
[3] S Jinjarak A Olabi R Jimenez-Flores I Sodini andJ H Walker ldquoSensory evaluation of whey and sweet creambuttermilkrdquo Journal of Dairy Science vol 89 no 7pp 2441ndash2450 2006
[4] R C Chandan A Kilara and N P Shah Eds Dairy Pro-cessing and Quality Assurance John Wiley amp Sons HobokenNJ USA 2009
[5] K A Ellis G T Innocent M Mihm et al ldquoDairy cowcleanliness and milk quality on organic and conventionalfarms in the UKrdquo Journal of Dairy Research vol 74 no 3pp 302ndash310 2007
[6] SNV Zimbabwersquos Dairy Subsector Study StichtingNederlandse Vriwilligers Hague Netherlands 2012httpwwwsnvorgpubliccmssitesdefaultfilesexploredownloadrarp_2016-dairy-subsector-studypdf
[7] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoOccurrence of pathogenic bacteria in rawmilkcultured pasteurised milk and naturally soured milk produced
Journal of Food Quality 7
at small-scale dairies in Zimbabwerdquo Food Control vol 14no 8 pp 539ndash544 2003
[8] S Sarkar ldquoMicrobiological safety concerns of raw milkrdquoJournal of Food Nutrition and Dietetics vol 1 no 2pp 105ndash112 2016
[9] S K Yuen C F Yee and F H Yin ldquoMicrobiological qualityand the impact of hygienic practices on the raw milk obtainedfrom the small-scale dairy farmers in Sabah Malaysiardquo In-ternational Journal of Agriculture and Food Science vol 2no 2 pp 55ndash59 2012
[10] G S Pandey and G C S Voskuil Manual on Milk SafetyQuality and Hygiene Golden Valley Agricultural ResearchTrust Zambia Chibombo Zambia 2011
[11] C Siyangapi M Nicholas K N Patrick and T M DesmondldquoMicrobial species of safety concern in milk from informalprocessors in Harare Zimbabwerdquo African Journal of Micro-biology Research vol 10 no 32 pp 1257ndash1262 2016
[12] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoSmallholder dairy processing Zimbabwe theproduction of production of fermented milk products withparticular emphasis on sanitation and microbiological qual-ityrdquo Food Control vol 13 no 3 pp 161ndash168 2002
[13] H M Wehr and J F Frank Standard Methods for the Ex-amination of Dairy products Sampling Dairy and RelatedProducts American Public Health Association WashingtonDC USA 2004
[14] SAS Statistical Analytical Systems Guide for Personal Com-puters SAS Institute Cary NC USA 2008
[15] Food and Agriculture Organisation ldquoBiosecurity principlesand componentsrdquo in Biosecurity Toolkit Food and Agricul-ture Organisation Rome Italy 2007
[16] J C F Pantoja D J Reinemann and P L Ruegg ldquoFactorsassociated with coliform count in unpasteurized bulk milkrdquoJournal of Dairy Science vol 94 no 6 pp 2680ndash2691 2011
[17] T A Mhone G Matope and P T Saidi ldquoAerobic bacterialcoliform Escherichia coli and Staphylococcus aureus counts ofraw and processed milk from selected smallholder dairy farmsof Zimbabwerdquo International Journal of Food Microbiologyvol 151 no 2 pp 223ndash228 2011
[18] J T Holah Hygienic Factory Design for Food ProcessingPrinciples and Practice Campden Publishing Ltd LondonUK 2nd edition 2014
[19] L Garedew A Berhanu D Mengesha and G TsegayldquoIdentification of gram-negative bacteria from critical controlpoints of raw and pasteurized cow milk consumed at Gondartown and its suburbs Ethiopiardquo BMC Public Health vol 12no 1 pp 6ndash8 2012
8 Journal of Food Quality
Hindawiwwwhindawicom
International Journal of
Volume 2018
Zoology
Hindawiwwwhindawicom Volume 2018
Anatomy Research International
PeptidesInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Journal of Parasitology Research
GenomicsInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018
BioinformaticsAdvances in
Marine BiologyJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Neuroscience Journal
Hindawiwwwhindawicom Volume 2018
BioMed Research International
Cell BiologyInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Biochemistry Research International
ArchaeaHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Genetics Research International
Hindawiwwwhindawicom Volume 2018
Advances in
Virolog y Stem Cells International
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Enzyme Research
Hindawiwwwhindawicom Volume 2018
International Journal of
MicrobiologyHindawiwwwhindawicom
Nucleic AcidsJournal of
Volume 2018
Submit your manuscripts atwwwhindawicom

Cultured buttermilk from processors with packaging roomsthat had poor windows and ventilation in poor state were 17times more likely to have coliforms compared to thosepackaging rooms with good ventilation and windows
35 Association between Food Safety Systems and Presence ofE coli and Coliforms in Buttermilk e odds ratio estimatesof cultured buttermilk from milk processors with differentfood safety systems having E coli or coliforms are shown inTable 5 Milk processors without food safety systems likeHACCP in place were 26 times more likely to producecultured buttermilk contaminated with E coli (Plt 005)elikelihood of cultured buttermilk from processors withoutproduct recall and withdrawal systems having E coli andcoliforms was 11 times higher than those processors withproducts recall and withdrawal procedures (Plt 005)Cultured buttermilk from processors without food safetytraining programmes was 208 times more likely to havecoliforms than those with food safety training programmes(Plt 005) Milk processors without food safety trainingprogrammes were 127 times more likely to produce cul-tured buttermilk contaminated with E coli (Plt 005)
4 Discussion
Understanding the importance of structural condition ofprocessing facilities and good manufacturing practices formilk processing factories and plants enables both dairyservice agents and milk processors to put in place structuresand systems that minimise contamination of the processedmilk products such as buttermilk It is possible that cleanmilk produced at the farm can be contaminated by theprocessor e finding that a higher proportion of small-scale milk processors did not have disinfection rodentcontrol and access control for the milk processing facilitiesas good manufacturing practices was expected It is likelythat most small-scale processors lack knowledge and un-derstanding of the importance of good management prac-tices in the prevention of the introduction and transmissionof pathogenic organisms in dairy processing facilities [15]
e finding that cultured buttermilk from processorswith poor disinfection practices was more likely to have Ecoli compared with those that had good disinfection prac-tices may be a possible indication that the processors areusing infective disinfection procedures for personnel and
equipment Yuen et al [9] reported that E coli contami-nation of milk can occur when workers practice poor hy-giene and sanitation procedures Similarly culturedbuttermilk manufactured under unsanitary conditions willbe expected to be contaminated Similarly the finding thatmilk processors with buildings and processing areas withwindows in poor state were more likely to produce culturedbuttermilk contaminated with E coli could be due to dustblown into the processing facilities through windows in poorstate of repair or structural condition In agreement withthis Pantoja et al [16] reported that E coli can be trans-mitted through polluted air in dairy processing plants
Enclosed milk reception areas seemed to give protectionof the dairy products from contamination by both E coli andcoliforms in general Products from dairies with an openreception were twice more likely to be contaminated thanthose with enclosed areas is can be attributed to the factmicroorganisms are ubiquitous and are generally trans-mitted through air [15] In addition the open receptionstend to have high human traffic which may lead to con-tamination from handlers and equipment [15] Enclosedmilk reception areas allow moisture build up due to reducedair circulation and sunshine exposure is could explainwhy they were more likely to have E coli Ventilation limitsmoisture Damp indoor spaces foster the growth andtransmission of viruses and bacteria Reducing the moistureby leaving reception areas open can limit microbial growthand thus contamination e same reason can be used toexplain the result that cultured buttermilk from processorswith an enclosed milk reception area was more likely to havecoliforms than that from processors with open milk re-ception areas Processors with unfiltered water producedcultured buttermilk with E coli may be because unfilteredwater is contaminated with E coli It is likely that installationof water treatment and filtration facilities reduce the con-tamination of water by E coli unlike unfiltered water is mostlikely to harbour different pathogenic bacteria In agreementto our findings Mhone et al [17] reported that milk can becontaminated from polluted water sources
Milk processors with poor drainage systems were likelyto produce cultured buttermilk contaminated with E colimay be due to introduction of pathogenic bacteria found instagnated water around the processing plante presence ofcoliforms in milk and processed products generally indicatethat milk has been contaminated from the faecal materialindicating ineffective cleaning processes of machinery and
Table 5 Odds ratio estimate and lower (LCI) and upper confidence interval (UCI) of cultured buttermilk from milk processors withdifferent food safety systems (absent vs present) having E coli or coliforms
PredictorsE coli
SigColiforms
SigOdds LCI UCI Odds LCI UCI
Food safety system in place (HACCP) 198 224 388 lowast 197 041 889 NSTraceability 095 004 130 NS 057 009 34 NSProduct withdrawal and recall system 110 101 162 lowast 114 102 239 lowast
Availability of food safety training programmes 127 102 252 lowast 208 141 7 27 lowast
Availability of documentation and quality manuals 044 015 274 NS 179 0302 258 NSLCI lowest confidence interval UCI upper confidence interval sig significance NS not significant (Pgt 005) lowastPlt 005 Higher odds ratio estimatesindicate greater difference in likelihood of presence of E coli or coliforms HACCP hazard analysis critical control point
6 Journal of Food Quality
equipment [15] Our findings that the likelihood of culturedbuttermilk from processors with buildings with poor roofshaving coliforms was higher than those with good roofssuggests that roofs in that are difficult to clean and harbourdust and bacteria contaminating the cultured buttermilkduring processing e same reason can be attributed to theobservation that cultured buttermilk from processors withbuildings that had poor windows was more likely to havehigher levels of coliforms in cultured buttermilk comparedwith those buildings with good windows
Windows in poor structural condition and poor venti-lation in processing areas and packaging rooms seemed to besources of coliforms Holah [18] reported that that poorventilation hampers the circulation of clean air therebyincreasing the risk of contaminating the milk and itsproducts with bacteria during production e finding thatmilk processors without food safety systems like HACCP inplace were twice more likely to produce cultured buttermilkcontaminated with E coli could possibly be attributed to lackof systems to prevent contamination in milk processingplants Lack of HACCP and other food safety programs isamong the main causes of microbial contamination in foodbusinesses [8] Implementation of HACCP systems duringdairy milk processing results in improvement in the mi-crobial quality of milk products [19] Milk processors thathave no food safety systems can fail to identify or overlooksome steps that have potential to introduce or increase therisk of milk contamination during processing [15]
Milk processing plants without training programmes onfood safety practices produced buttermilk with coliformsis implies that training provides processors with knowl-edge and information of food safety principles which theycan use to reduce transmission of bacteria such as E coli intheir dairy products Similarly Gran et al [7] attributedpresence of E coli in processed milk to lack of knowledgeand training in food safety systems as well as poor hygieneMilk and milk products from dairy enterprises with goodaccess to training and monitoring programmes have lowercounts of coliforms E coli and S aureus [17] Training milkprocessors on food safety and the importance of manage-ment of structural condition of processing facilities may beimportant in minimising the risk of contamination of cul-tured buttermilk from pathogenic bacteria such as E coli
5 Conclusions
Cultured buttermilk produced by both small-scale and large-scale milk processors contains coliforms and E coli Poorstructural condition of windows doors roofs and poorventilation in processing facilities increases the risk of cul-tured buttermilk contamination by coliforms and E coli Milkprocessors without food safety systems such as HACCP andthat lacks food safety training programmes are more likely toproduce cultured buttermilk with coliforms and E coli
Data Availability
e records on presence or absence of E coli and coliformsin cultured buttermilk and physical state of housing at the
milking processing factories used to support the findings ofthis study are available from the corresponding author uponrequest
Additional Points
Practical Implications In most developing countries small-scale milk processors play a big role in cultured buttermilkproduction Some of these informal milk processors do notfollow proper handling and management procedures whenprocessing milk into the cultured buttermilk Understandinghow structural condition of processing facilities and foodsafety practices affect Escherichia coli and coliforms presencein cultured buttermilk which is one of the most popularproducts of milk enables processors and regulatory agenciesto put in corrective action to reduce microbial contami-nation of cultured buttermilk during processing especiallyby small-scale milk processors is helps to reduce the riskof consumption of contaminated buttermilke shelf-life ofthe cultured buttermilk is also improved
Conflicts of Interest
e authors declare that there are no conflicts of interestregarding the publication of this article
Acknowledgments
e authors are grateful to the Dairy Services Zimbabwedirectorate for their support in the collection of data eauthors gratefully convey their thanks to the UKZN com-petitive research grant for funding the research
References
[1] A Bereda Z Yilma and A Nurfeta ldquoHygienic and microbialquality of raw whole cowrsquos milk produced in Ezha district ofthe Gurage zone Southern Ethiopiardquo Wudpecker Journal ofAgricultural Research vol 1 no 11 pp 459ndash465 2012
[2] A S Paraffin T J Zindove and M Chimonyo ldquoHouseholdconsumption preferences of dairy products and their per-ceptions of milk safetyrdquo Journal of Food Safety vol 38 no 2Article ID e12428 2018
[3] S Jinjarak A Olabi R Jimenez-Flores I Sodini andJ H Walker ldquoSensory evaluation of whey and sweet creambuttermilkrdquo Journal of Dairy Science vol 89 no 7pp 2441ndash2450 2006
[4] R C Chandan A Kilara and N P Shah Eds Dairy Pro-cessing and Quality Assurance John Wiley amp Sons HobokenNJ USA 2009
[5] K A Ellis G T Innocent M Mihm et al ldquoDairy cowcleanliness and milk quality on organic and conventionalfarms in the UKrdquo Journal of Dairy Research vol 74 no 3pp 302ndash310 2007
[6] SNV Zimbabwersquos Dairy Subsector Study StichtingNederlandse Vriwilligers Hague Netherlands 2012httpwwwsnvorgpubliccmssitesdefaultfilesexploredownloadrarp_2016-dairy-subsector-studypdf
[7] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoOccurrence of pathogenic bacteria in rawmilkcultured pasteurised milk and naturally soured milk produced
Journal of Food Quality 7
at small-scale dairies in Zimbabwerdquo Food Control vol 14no 8 pp 539ndash544 2003
[8] S Sarkar ldquoMicrobiological safety concerns of raw milkrdquoJournal of Food Nutrition and Dietetics vol 1 no 2pp 105ndash112 2016
[9] S K Yuen C F Yee and F H Yin ldquoMicrobiological qualityand the impact of hygienic practices on the raw milk obtainedfrom the small-scale dairy farmers in Sabah Malaysiardquo In-ternational Journal of Agriculture and Food Science vol 2no 2 pp 55ndash59 2012
[10] G S Pandey and G C S Voskuil Manual on Milk SafetyQuality and Hygiene Golden Valley Agricultural ResearchTrust Zambia Chibombo Zambia 2011
[11] C Siyangapi M Nicholas K N Patrick and T M DesmondldquoMicrobial species of safety concern in milk from informalprocessors in Harare Zimbabwerdquo African Journal of Micro-biology Research vol 10 no 32 pp 1257ndash1262 2016
[12] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoSmallholder dairy processing Zimbabwe theproduction of production of fermented milk products withparticular emphasis on sanitation and microbiological qual-ityrdquo Food Control vol 13 no 3 pp 161ndash168 2002
[13] H M Wehr and J F Frank Standard Methods for the Ex-amination of Dairy products Sampling Dairy and RelatedProducts American Public Health Association WashingtonDC USA 2004
[14] SAS Statistical Analytical Systems Guide for Personal Com-puters SAS Institute Cary NC USA 2008
[15] Food and Agriculture Organisation ldquoBiosecurity principlesand componentsrdquo in Biosecurity Toolkit Food and Agricul-ture Organisation Rome Italy 2007
[16] J C F Pantoja D J Reinemann and P L Ruegg ldquoFactorsassociated with coliform count in unpasteurized bulk milkrdquoJournal of Dairy Science vol 94 no 6 pp 2680ndash2691 2011
[17] T A Mhone G Matope and P T Saidi ldquoAerobic bacterialcoliform Escherichia coli and Staphylococcus aureus counts ofraw and processed milk from selected smallholder dairy farmsof Zimbabwerdquo International Journal of Food Microbiologyvol 151 no 2 pp 223ndash228 2011
[18] J T Holah Hygienic Factory Design for Food ProcessingPrinciples and Practice Campden Publishing Ltd LondonUK 2nd edition 2014
[19] L Garedew A Berhanu D Mengesha and G TsegayldquoIdentification of gram-negative bacteria from critical controlpoints of raw and pasteurized cow milk consumed at Gondartown and its suburbs Ethiopiardquo BMC Public Health vol 12no 1 pp 6ndash8 2012
8 Journal of Food Quality
Hindawiwwwhindawicom
International Journal of
Volume 2018
Zoology
Hindawiwwwhindawicom Volume 2018
Anatomy Research International
PeptidesInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Journal of Parasitology Research
GenomicsInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018
BioinformaticsAdvances in
Marine BiologyJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Neuroscience Journal
Hindawiwwwhindawicom Volume 2018
BioMed Research International
Cell BiologyInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Biochemistry Research International
ArchaeaHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Genetics Research International
Hindawiwwwhindawicom Volume 2018
Advances in
Virolog y Stem Cells International
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Enzyme Research
Hindawiwwwhindawicom Volume 2018
International Journal of
MicrobiologyHindawiwwwhindawicom
Nucleic AcidsJournal of
Volume 2018
Submit your manuscripts atwwwhindawicom

equipment [15] Our findings that the likelihood of culturedbuttermilk from processors with buildings with poor roofshaving coliforms was higher than those with good roofssuggests that roofs in that are difficult to clean and harbourdust and bacteria contaminating the cultured buttermilkduring processing e same reason can be attributed to theobservation that cultured buttermilk from processors withbuildings that had poor windows was more likely to havehigher levels of coliforms in cultured buttermilk comparedwith those buildings with good windows
Windows in poor structural condition and poor venti-lation in processing areas and packaging rooms seemed to besources of coliforms Holah [18] reported that that poorventilation hampers the circulation of clean air therebyincreasing the risk of contaminating the milk and itsproducts with bacteria during production e finding thatmilk processors without food safety systems like HACCP inplace were twice more likely to produce cultured buttermilkcontaminated with E coli could possibly be attributed to lackof systems to prevent contamination in milk processingplants Lack of HACCP and other food safety programs isamong the main causes of microbial contamination in foodbusinesses [8] Implementation of HACCP systems duringdairy milk processing results in improvement in the mi-crobial quality of milk products [19] Milk processors thathave no food safety systems can fail to identify or overlooksome steps that have potential to introduce or increase therisk of milk contamination during processing [15]
Milk processing plants without training programmes onfood safety practices produced buttermilk with coliformsis implies that training provides processors with knowl-edge and information of food safety principles which theycan use to reduce transmission of bacteria such as E coli intheir dairy products Similarly Gran et al [7] attributedpresence of E coli in processed milk to lack of knowledgeand training in food safety systems as well as poor hygieneMilk and milk products from dairy enterprises with goodaccess to training and monitoring programmes have lowercounts of coliforms E coli and S aureus [17] Training milkprocessors on food safety and the importance of manage-ment of structural condition of processing facilities may beimportant in minimising the risk of contamination of cul-tured buttermilk from pathogenic bacteria such as E coli
5 Conclusions
Cultured buttermilk produced by both small-scale and large-scale milk processors contains coliforms and E coli Poorstructural condition of windows doors roofs and poorventilation in processing facilities increases the risk of cul-tured buttermilk contamination by coliforms and E coli Milkprocessors without food safety systems such as HACCP andthat lacks food safety training programmes are more likely toproduce cultured buttermilk with coliforms and E coli
Data Availability
e records on presence or absence of E coli and coliformsin cultured buttermilk and physical state of housing at the
milking processing factories used to support the findings ofthis study are available from the corresponding author uponrequest
Additional Points
Practical Implications In most developing countries small-scale milk processors play a big role in cultured buttermilkproduction Some of these informal milk processors do notfollow proper handling and management procedures whenprocessing milk into the cultured buttermilk Understandinghow structural condition of processing facilities and foodsafety practices affect Escherichia coli and coliforms presencein cultured buttermilk which is one of the most popularproducts of milk enables processors and regulatory agenciesto put in corrective action to reduce microbial contami-nation of cultured buttermilk during processing especiallyby small-scale milk processors is helps to reduce the riskof consumption of contaminated buttermilke shelf-life ofthe cultured buttermilk is also improved
Conflicts of Interest
e authors declare that there are no conflicts of interestregarding the publication of this article
Acknowledgments
e authors are grateful to the Dairy Services Zimbabwedirectorate for their support in the collection of data eauthors gratefully convey their thanks to the UKZN com-petitive research grant for funding the research
References
[1] A Bereda Z Yilma and A Nurfeta ldquoHygienic and microbialquality of raw whole cowrsquos milk produced in Ezha district ofthe Gurage zone Southern Ethiopiardquo Wudpecker Journal ofAgricultural Research vol 1 no 11 pp 459ndash465 2012
[2] A S Paraffin T J Zindove and M Chimonyo ldquoHouseholdconsumption preferences of dairy products and their per-ceptions of milk safetyrdquo Journal of Food Safety vol 38 no 2Article ID e12428 2018
[3] S Jinjarak A Olabi R Jimenez-Flores I Sodini andJ H Walker ldquoSensory evaluation of whey and sweet creambuttermilkrdquo Journal of Dairy Science vol 89 no 7pp 2441ndash2450 2006
[4] R C Chandan A Kilara and N P Shah Eds Dairy Pro-cessing and Quality Assurance John Wiley amp Sons HobokenNJ USA 2009
[5] K A Ellis G T Innocent M Mihm et al ldquoDairy cowcleanliness and milk quality on organic and conventionalfarms in the UKrdquo Journal of Dairy Research vol 74 no 3pp 302ndash310 2007
[6] SNV Zimbabwersquos Dairy Subsector Study StichtingNederlandse Vriwilligers Hague Netherlands 2012httpwwwsnvorgpubliccmssitesdefaultfilesexploredownloadrarp_2016-dairy-subsector-studypdf
[7] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoOccurrence of pathogenic bacteria in rawmilkcultured pasteurised milk and naturally soured milk produced
Journal of Food Quality 7
at small-scale dairies in Zimbabwerdquo Food Control vol 14no 8 pp 539ndash544 2003
[8] S Sarkar ldquoMicrobiological safety concerns of raw milkrdquoJournal of Food Nutrition and Dietetics vol 1 no 2pp 105ndash112 2016
[9] S K Yuen C F Yee and F H Yin ldquoMicrobiological qualityand the impact of hygienic practices on the raw milk obtainedfrom the small-scale dairy farmers in Sabah Malaysiardquo In-ternational Journal of Agriculture and Food Science vol 2no 2 pp 55ndash59 2012
[10] G S Pandey and G C S Voskuil Manual on Milk SafetyQuality and Hygiene Golden Valley Agricultural ResearchTrust Zambia Chibombo Zambia 2011
[11] C Siyangapi M Nicholas K N Patrick and T M DesmondldquoMicrobial species of safety concern in milk from informalprocessors in Harare Zimbabwerdquo African Journal of Micro-biology Research vol 10 no 32 pp 1257ndash1262 2016
[12] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoSmallholder dairy processing Zimbabwe theproduction of production of fermented milk products withparticular emphasis on sanitation and microbiological qual-ityrdquo Food Control vol 13 no 3 pp 161ndash168 2002
[13] H M Wehr and J F Frank Standard Methods for the Ex-amination of Dairy products Sampling Dairy and RelatedProducts American Public Health Association WashingtonDC USA 2004
[14] SAS Statistical Analytical Systems Guide for Personal Com-puters SAS Institute Cary NC USA 2008
[15] Food and Agriculture Organisation ldquoBiosecurity principlesand componentsrdquo in Biosecurity Toolkit Food and Agricul-ture Organisation Rome Italy 2007
[16] J C F Pantoja D J Reinemann and P L Ruegg ldquoFactorsassociated with coliform count in unpasteurized bulk milkrdquoJournal of Dairy Science vol 94 no 6 pp 2680ndash2691 2011
[17] T A Mhone G Matope and P T Saidi ldquoAerobic bacterialcoliform Escherichia coli and Staphylococcus aureus counts ofraw and processed milk from selected smallholder dairy farmsof Zimbabwerdquo International Journal of Food Microbiologyvol 151 no 2 pp 223ndash228 2011
[18] J T Holah Hygienic Factory Design for Food ProcessingPrinciples and Practice Campden Publishing Ltd LondonUK 2nd edition 2014
[19] L Garedew A Berhanu D Mengesha and G TsegayldquoIdentification of gram-negative bacteria from critical controlpoints of raw and pasteurized cow milk consumed at Gondartown and its suburbs Ethiopiardquo BMC Public Health vol 12no 1 pp 6ndash8 2012
8 Journal of Food Quality
Hindawiwwwhindawicom
International Journal of
Volume 2018
Zoology
Hindawiwwwhindawicom Volume 2018
Anatomy Research International
PeptidesInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Journal of Parasitology Research
GenomicsInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018
BioinformaticsAdvances in
Marine BiologyJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Neuroscience Journal
Hindawiwwwhindawicom Volume 2018
BioMed Research International
Cell BiologyInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Biochemistry Research International
ArchaeaHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Genetics Research International
Hindawiwwwhindawicom Volume 2018
Advances in
Virolog y Stem Cells International
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Enzyme Research
Hindawiwwwhindawicom Volume 2018
International Journal of
MicrobiologyHindawiwwwhindawicom
Nucleic AcidsJournal of
Volume 2018
Submit your manuscripts atwwwhindawicom

at small-scale dairies in Zimbabwerdquo Food Control vol 14no 8 pp 539ndash544 2003
[8] S Sarkar ldquoMicrobiological safety concerns of raw milkrdquoJournal of Food Nutrition and Dietetics vol 1 no 2pp 105ndash112 2016
[9] S K Yuen C F Yee and F H Yin ldquoMicrobiological qualityand the impact of hygienic practices on the raw milk obtainedfrom the small-scale dairy farmers in Sabah Malaysiardquo In-ternational Journal of Agriculture and Food Science vol 2no 2 pp 55ndash59 2012
[10] G S Pandey and G C S Voskuil Manual on Milk SafetyQuality and Hygiene Golden Valley Agricultural ResearchTrust Zambia Chibombo Zambia 2011
[11] C Siyangapi M Nicholas K N Patrick and T M DesmondldquoMicrobial species of safety concern in milk from informalprocessors in Harare Zimbabwerdquo African Journal of Micro-biology Research vol 10 no 32 pp 1257ndash1262 2016
[12] H M Gran A Wetlesen A N Mutukumira G Rukure andJ A Narvhus ldquoSmallholder dairy processing Zimbabwe theproduction of production of fermented milk products withparticular emphasis on sanitation and microbiological qual-ityrdquo Food Control vol 13 no 3 pp 161ndash168 2002
[13] H M Wehr and J F Frank Standard Methods for the Ex-amination of Dairy products Sampling Dairy and RelatedProducts American Public Health Association WashingtonDC USA 2004
[14] SAS Statistical Analytical Systems Guide for Personal Com-puters SAS Institute Cary NC USA 2008
[15] Food and Agriculture Organisation ldquoBiosecurity principlesand componentsrdquo in Biosecurity Toolkit Food and Agricul-ture Organisation Rome Italy 2007
[16] J C F Pantoja D J Reinemann and P L Ruegg ldquoFactorsassociated with coliform count in unpasteurized bulk milkrdquoJournal of Dairy Science vol 94 no 6 pp 2680ndash2691 2011
[17] T A Mhone G Matope and P T Saidi ldquoAerobic bacterialcoliform Escherichia coli and Staphylococcus aureus counts ofraw and processed milk from selected smallholder dairy farmsof Zimbabwerdquo International Journal of Food Microbiologyvol 151 no 2 pp 223ndash228 2011
[18] J T Holah Hygienic Factory Design for Food ProcessingPrinciples and Practice Campden Publishing Ltd LondonUK 2nd edition 2014
[19] L Garedew A Berhanu D Mengesha and G TsegayldquoIdentification of gram-negative bacteria from critical controlpoints of raw and pasteurized cow milk consumed at Gondartown and its suburbs Ethiopiardquo BMC Public Health vol 12no 1 pp 6ndash8 2012
8 Journal of Food Quality
Hindawiwwwhindawicom
International Journal of
Volume 2018
Zoology
Hindawiwwwhindawicom Volume 2018
Anatomy Research International
PeptidesInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Journal of Parasitology Research
GenomicsInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018
BioinformaticsAdvances in
Marine BiologyJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Neuroscience Journal
Hindawiwwwhindawicom Volume 2018
BioMed Research International
Cell BiologyInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Biochemistry Research International
ArchaeaHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Genetics Research International
Hindawiwwwhindawicom Volume 2018
Advances in
Virolog y Stem Cells International
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Enzyme Research
Hindawiwwwhindawicom Volume 2018
International Journal of
MicrobiologyHindawiwwwhindawicom
Nucleic AcidsJournal of
Volume 2018
Submit your manuscripts atwwwhindawicom
Hindawiwwwhindawicom
International Journal of
Volume 2018
Zoology
Hindawiwwwhindawicom Volume 2018
Anatomy Research International
PeptidesInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Journal of Parasitology Research
GenomicsInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawi Publishing Corporation httpwwwhindawicom Volume 2013Hindawiwwwhindawicom
The Scientific World Journal
Volume 2018
Hindawiwwwhindawicom Volume 2018
BioinformaticsAdvances in
Marine BiologyJournal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Neuroscience Journal
Hindawiwwwhindawicom Volume 2018
BioMed Research International
Cell BiologyInternational Journal of
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Biochemistry Research International
ArchaeaHindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Genetics Research International
Hindawiwwwhindawicom Volume 2018
Advances in
Virolog y Stem Cells International
Hindawiwwwhindawicom Volume 2018
Hindawiwwwhindawicom Volume 2018
Enzyme Research
Hindawiwwwhindawicom Volume 2018
International Journal of
MicrobiologyHindawiwwwhindawicom
Nucleic AcidsJournal of
Volume 2018
Submit your manuscripts atwwwhindawicom