elaboraÇÃo da plano de manutenÇÃo de … · manutenÇÃo centrada na confiabilidade 4.1...
TRANSCRIPT
ELABORAÇÃO DA PLANO DE MANUTENÇÃO DE LOCOMOTIVAS
UTILIZANDO A FERRAMENTA RCM
Magno Faustino Silva
Marcílio Eustáquio de Oliveira Rocha MRS Logística / Instituto Militar de Engenharia
MRS Logística
RESUMO
O conceito de manutenção se desenvolvel e o seu papel estratégico ficou evidente. Contudo, mesmo com as
ferramentas disponíveis para a gestão das atividades de manutenção, a utilização de uma metodologia estruturada
para a elaboração dos planos de manutenção ainda não é comum, resultando em perdas financeiras e de
confiabilidade. Paralelo a isso, várias tecnologias são lançadas no Mercado com o intuito de promover melhorias
operacionais e, consequentemente, maior faturamento. Essas tecnologias muitas das vezes não são dominadas
pelos profissionais, o que aumenta a possibilidade de planos mal dimensionadas. Baseado nisso, o intuito desse
trabalho é apresentar a ferramenta RCM (Reability Centered Manitenece) ou Manutenção Centrada na
Confiabilidade, como metodologia para elaboração do plano de manutenção, com foco na redução dos custos e
disseminação do conhecimento técnico. Como estudo de caso, será elaborado o plano de manutenção para um
componente do sistema de freio de locomotivas, conhecido como Porção 16.
Palavras-Chaves: Locomotiva, plano de manutenção, manutenção centrada na confiabilidade, porção 16.
ABSTRACT
The maintenance concept is developed and became strategic. However, even with the available tools for the
management of maintenance activities, the use of a structured methodology for the preparation of maintenance
plans is still not common, resulting in financial losses and reliability. Parallel to this, various technologies are
launched in the market in order to foster operational improvements and hence higher revenues. These technologies
often are not dominated by professionals, which increases the possibility of bad programmed strategies. Based on
this, this paper will present RCM tool (Reability Centered Manitenece) as a methodology for drawing up the
maintenance strategy, focusing on cost reduction and dissemination of technical knowledge. As a case study, it will
be drawn up the maintenance plan for a brake system component of locomotives, known as Portion 16.
Palavras-Chaves: Locomotive, maintenace strategy, Reability Centered Manitenece, 16CP.
1. INTRODUÇÃO
Os equipamentos ferroviários e principalmente as locomotivas vêm evoluindo tecnicamente a
cada ano. Porém, percebemos que a evolução da gestão dos processos de manutenção e do
conhecimento técnico não acompanha essas mudanças tecnológicas. Os pensamentos
tradicionais da manutenção pressupõem que todas as falhas são ruins e precisam ser evitadas.
Essa linha de pensamento, reforçada pela ambição das empresas em eliminar perdas de
produção, é colocada sob suspeita quando analisamos os esforços para eliminar determinadas
falhas.
Essa é uma situação pela qual a maioria das empresas ferroviárias está passando, ao elaborar o
plano de manutenção dos novos componentes de locomotivas. O caso mais típico é a
manutenção do sistema de freio eletrônico. A chegada do referido sistema às ferrovias registrou
grandes avanços operacionais, entretanto, nota-se que boa parte das ferrovias ainda não
conhece os modos de falhas desse sistema e muito menos suas consequências. Isso resulta em
aumento dos custos com manutenções sem grandes resultados efetivos. Nesse cenário é
importantíssimo que as empresas escolham uma ferramenta apropriada para auxiliar na
elaboração e gestão de seus planos de manutenção. Existem várias ferramentas a serem
utilizadas na elaboração do plano e, inclusive, com grandes resultados comprovados.
Atualmente as mais famosas são: TPM (do inglês, Total Productive Maintenance) e RCM
(Reability Centered Manitenece). Segundo Deshpande (2002), a RCM é uma metodologia que
oferece uma estrutura capaz de reduzir atividades de manutenção e os custos relacionados a elas
ao mínimo possível, sem afetar o desempenho, qualidade e segurança ambiental. É com base na
afirmação de Deshpande (2002) que esse trabalho propõe a RCM como metodologia para
elaboração dos planos de manutenção com foco na redução dos custos, aumento de
confiabilidade e disseminação do conhecimento.
2. HISTÓRIA DA MANUTENÇÃO
Para melhor entender o atual contexto da manutenção será preciso analisar o seu histórico. Sua
história pode ser dividida em três gerações distintas, sendo que cada uma delas é caracterizada
por um estágio diferente de evolução tecnológica dos meios de produção e pela introdução de
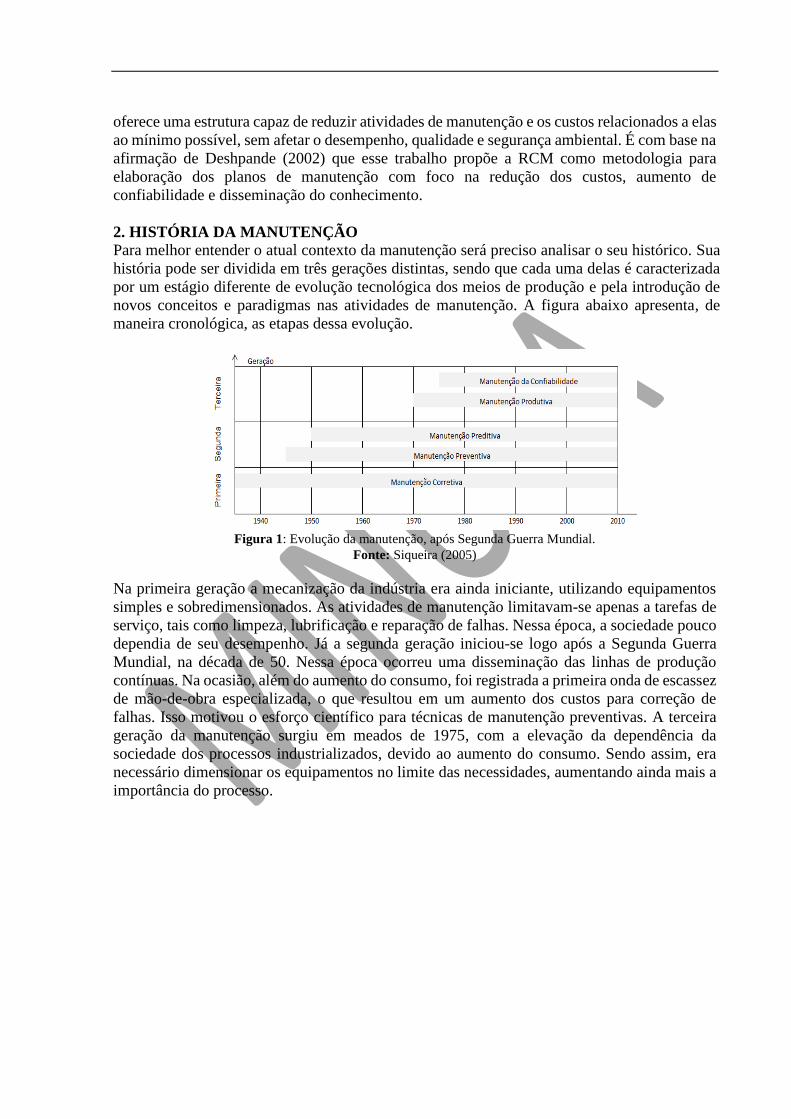
novos conceitos e paradigmas nas atividades de manutenção. A figura abaixo apresenta, de
maneira cronológica, as etapas dessa evolução.
Figura 1: Evolução da manutenção, após Segunda Guerra Mundial.
Fonte: Siqueira (2005)
Na primeira geração a mecanização da indústria era ainda iniciante, utilizando equipamentos
simples e sobredimensionados. As atividades de manutenção limitavam-se apenas a tarefas de
serviço, tais como limpeza, lubrificação e reparação de falhas. Nessa época, a sociedade pouco
dependia de seu desempenho. Já a segunda geração iniciou-se logo após a Segunda Guerra
Mundial, na década de 50. Nessa época ocorreu uma disseminação das linhas de produção
contínuas. Na ocasião, além do aumento do consumo, foi registrada a primeira onda de escassez
de mão-de-obra especializada, o que resultou em um aumento dos custos para correção de
falhas. Isso motivou o esforço científico para técnicas de manutenção preventivas. A terceira
geração da manutenção surgiu em meados de 1975, com a elevação da dependência da
sociedade dos processos industrializados, devido ao aumento do consumo. Sendo assim, era
necessário dimensionar os equipamentos no limite das necessidades, aumentando ainda mais a
importância do processo.
3. MITOS DA MANUTENÇÃO
Muitos tabus ainda são percebidos dentro das grandes empresas durante a elaboração de seus
planos de manutenção. Podemos classificá-los, exemplificando a seguir:
Tabela 1: Tabus existentes na manutenção
Fonte: Adaptado de Siqueira (2005)
Fica claro que nesse cenário é imprescindível a sistematização do plano de manutenção, pois
somente com o uso de uma metodologia será possível abandonar a subjetividade e os tabus
existentes entre os profissionais, suportando assim, as necessidades da população acerca da
terceira geração da manutenção.
4. MANUTENÇÃO CENTRADA NA CONFIABILIDADE
4.1 Definição
A RCM (Reliability Centered Maintenance) ou Manutenção Centrada em Confiabilidade
(MCC) surgiu entre as décadas de 60 e 70, já na terceira geração da manutenção e, inicialmente,
orientada para a indústria aeronáutica, onde a confiabilidade é fundamental. Pinto (2004) diz
que a RCM é o processo utilizado para a determinação do plano de manutenção mais efetiva
para o tratamento de falhas potenciais. O processo de desenvolvimento do RCM envolve a
identificação de ações que, quando executadas, reduzirão a probabilidade de falha de um
equipamento, bem como seus custos de manutenção. O processo busca a melhor combinação
entre ações baseadas em condições e ações baseadas em intervalos de tempo ou em ciclos, ou
simplesmente ações corretivas. Estas estratégias devem ser aplicadas de forma integrada, a fim
de que seja possível a otimização da eficiência e dos custos de manutenção do sistema avaliado.
4.2 Aplicando a RCM
A RCM busca responder a sete questões:
1. Quais as funções a preservar?
2. Quais as falhas funcionais?
3. Quais os modos de falhas?
4. Quais os efeitos das falhas?
5. Quais as consequências das falhas?
6. Quais as tarefas aplicáveis e efetivas?
7. Quais as alternativas restantes?
Na prática, costuma-se acrescentar uma questão:
8. Quais as frequências ideais das tarefas?
4.3 Resultados de uma análise RCM
Para Moubray (2003), uma revisão RCM implica três resultados tangíveis:
1- Programa de manutenção;
2- Procedimentos operacionais revisados;
3- Lista de mudanças que devem ser feitas no projeto ou operação do ativo, onde o mesmo
não apresenta desempenho desejado na configuração atual.
Moubray (2003) ainda cita dois resultados menos tangíveis, tais como evolução técnica dos
participantes do projeto e desenvolvimento do time como equipe. Ainda segundo Moubray
(2003), os três ganhos tangíveis são considerados meios para capacitar a manutenção e alcançar
a expectativa referente à terceira geração da manutenção. Entretanto, espera-se como
resultados:
Maior segurança e proteção ambiental;
Desempenho operacional melhorado;
Maior efetividade dos custos;
Vida útil mais longo para os itens;
Banco de dados de manutenção completo.
5. IMPLANTAÇÃO DA ANÁLISE RCM A implantação da metodologia RCM envolve um grande envolvimento de todos os níveis da
manutenção, sendo de suma importância o treinamento de todos os colaboradores na
ferramenta.
5.1 Detalhamento das etapas de análise
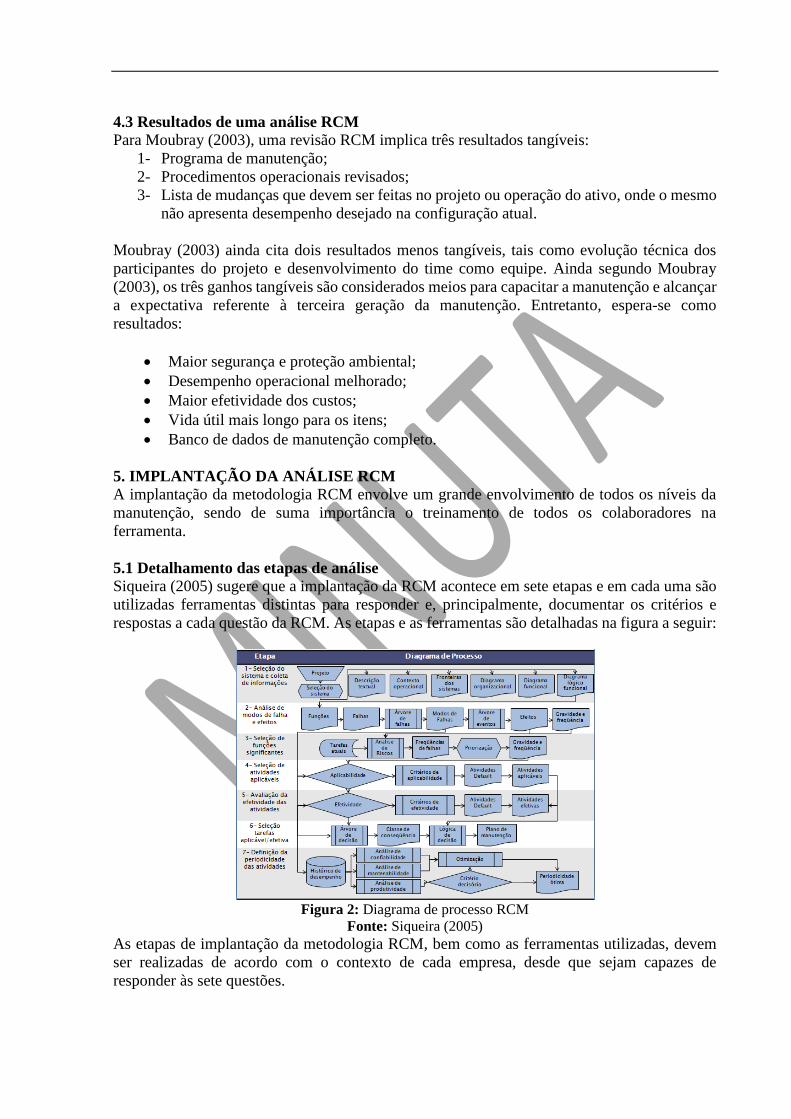
Siqueira (2005) sugere que a implantação da RCM acontece em sete etapas e em cada uma são
utilizadas ferramentas distintas para responder e, principalmente, documentar os critérios e
respostas a cada questão da RCM. As etapas e as ferramentas são detalhadas na figura a seguir:
Figura 2: Diagrama de processo RCM
Fonte: Siqueira (2005)
As etapas de implantação da metodologia RCM, bem como as ferramentas utilizadas, devem
ser realizadas de acordo com o contexto de cada empresa, desde que sejam capazes de
responder às sete questões.
6. DESENVOLVIMENTO DO TRABALHO
Devido à sua criticidade operacional, o macro sistema de freio de locomotivas foi o escolhido
para apresentar o estudo de caso.
6.1 Sistema de freio de locomotivas
Um sistema de freio tem como principais funções na operação de locomotivas: a aplicação de
freio independente e automática para controle de velocidade do trem; o controle de segurança
(Homem morto e sobrevelocidade); intertravamento do freio dinâmico; e proteção contra
fracionamento. Existem vários modelos de sistemas de freio na ferrovia, porém, a MRS utiliza
somente dois tipos: 26L, sistema totalmente pneumático; e o CCBII, sistema de freio
eletropneumático. Para a realização desse trabalho, foi considerado o freio CCBII devido à sua
complexidade e custo de manutenção.
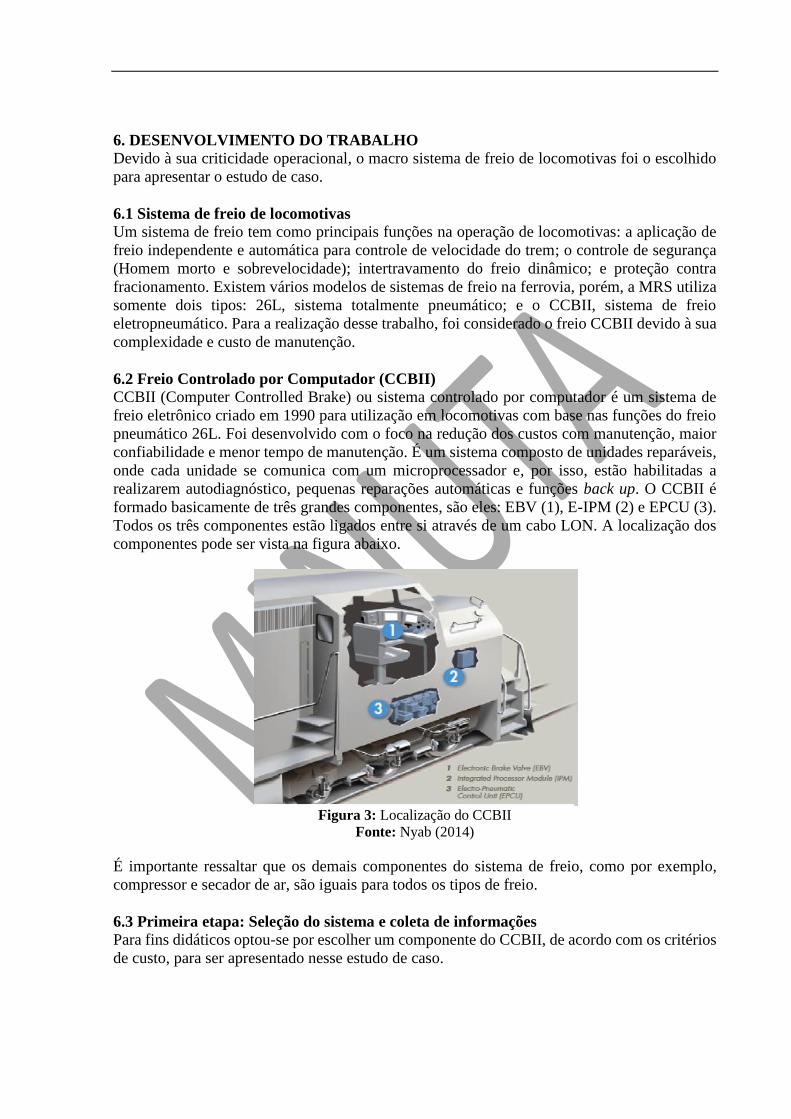
6.2 Freio Controlado por Computador (CCBII)
CCBII (Computer Controlled Brake) ou sistema controlado por computador é um sistema de
freio eletrônico criado em 1990 para utilização em locomotivas com base nas funções do freio
pneumático 26L. Foi desenvolvido com o foco na redução dos custos com manutenção, maior
confiabilidade e menor tempo de manutenção. É um sistema composto de unidades reparáveis,
onde cada unidade se comunica com um microprocessador e, por isso, estão habilitadas a
realizarem autodiagnóstico, pequenas reparações automáticas e funções back up. O CCBII é
formado basicamente de três grandes componentes, são eles: EBV (1), E-IPM (2) e EPCU (3).
Todos os três componentes estão ligados entre si através de um cabo LON. A localização dos
componentes pode ser vista na figura abaixo.
Figura 3: Localização do CCBII
Fonte: Nyab (2014)
É importante ressaltar que os demais componentes do sistema de freio, como por exemplo,
compressor e secador de ar, são iguais para todos os tipos de freio.
6.3 Primeira etapa: Seleção do sistema e coleta de informações
Para fins didáticos optou-se por escolher um componente do CCBII, de acordo com os critérios
de custo, para ser apresentado nesse estudo de caso.
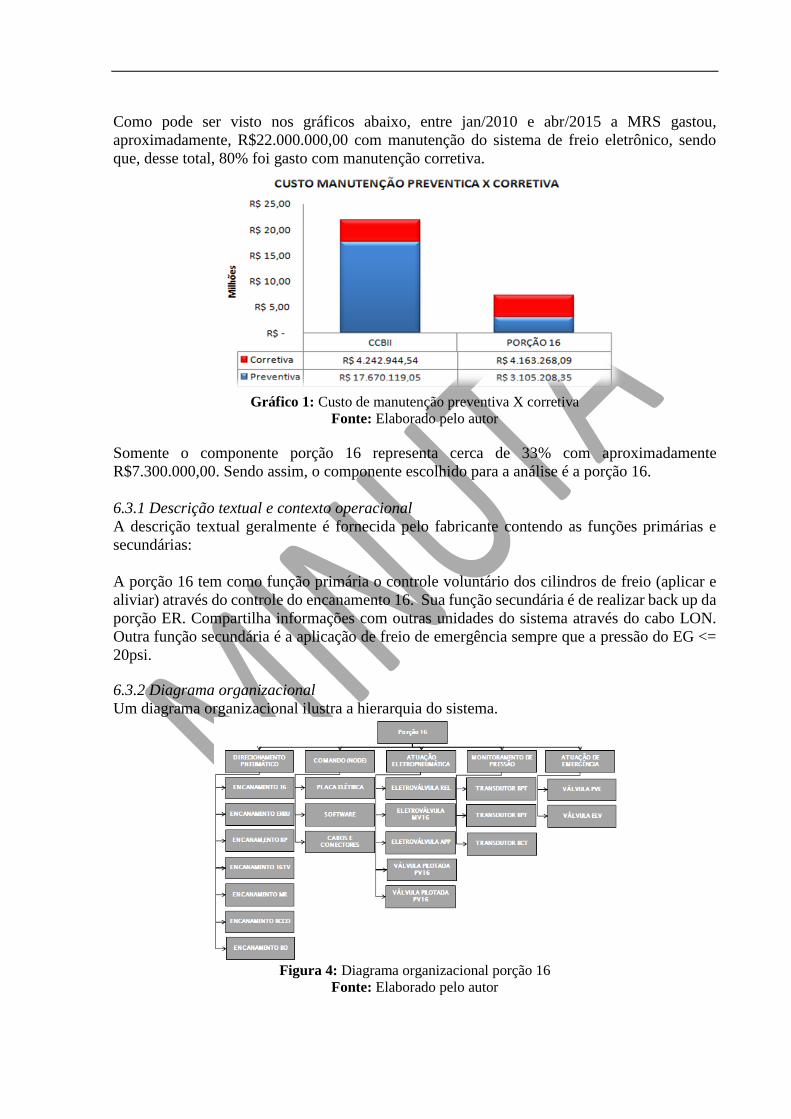
Como pode ser visto nos gráficos abaixo, entre jan/2010 e abr/2015 a MRS gastou,
aproximadamente, R$22.000.000,00 com manutenção do sistema de freio eletrônico, sendo
que, desse total, 80% foi gasto com manutenção corretiva.
Gráfico 1: Custo de manutenção preventiva X corretiva
Fonte: Elaborado pelo autor
Somente o componente porção 16 representa cerca de 33% com aproximadamente
R$7.300.000,00. Sendo assim, o componente escolhido para a análise é a porção 16.
6.3.1 Descrição textual e contexto operacional
A descrição textual geralmente é fornecida pelo fabricante contendo as funções primárias e
secundárias:
A porção 16 tem como função primária o controle voluntário dos cilindros de freio (aplicar e
aliviar) através do controle do encanamento 16. Sua função secundária é de realizar back up da
porção ER. Compartilha informações com outras unidades do sistema através do cabo LON.
Outra função secundária é a aplicação de freio de emergência sempre que a pressão do EG <=
20psi.
6.3.2 Diagrama organizacional
Um diagrama organizacional ilustra a hierarquia do sistema.
Figura 4: Diagrama organizacional porção 16
Fonte: Elaborado pelo autor
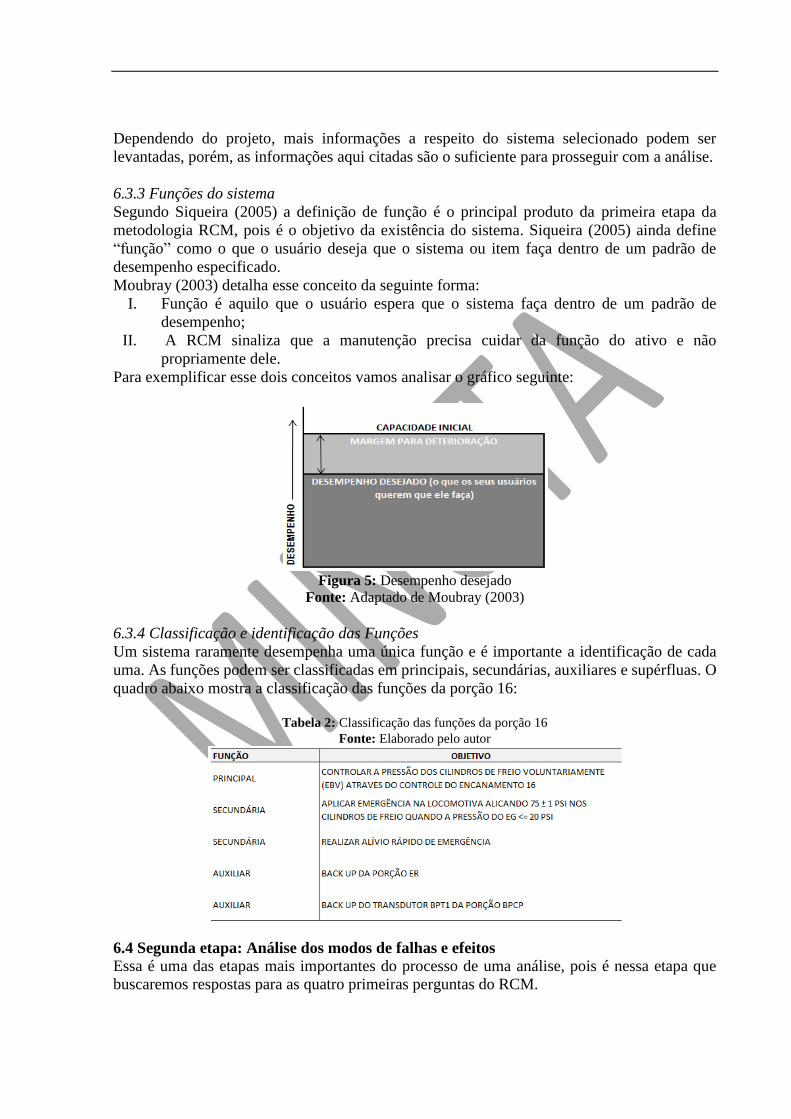
Dependendo do projeto, mais informações a respeito do sistema selecionado podem ser
levantadas, porém, as informações aqui citadas são o suficiente para prosseguir com a análise.
6.3.3 Funções do sistema
Segundo Siqueira (2005) a definição de função é o principal produto da primeira etapa da
metodologia RCM, pois é o objetivo da existência do sistema. Siqueira (2005) ainda define
“função” como o que o usuário deseja que o sistema ou item faça dentro de um padrão de
desempenho especificado.
Moubray (2003) detalha esse conceito da seguinte forma:
I. Função é aquilo que o usuário espera que o sistema faça dentro de um padrão de
desempenho;
II. A RCM sinaliza que a manutenção precisa cuidar da função do ativo e não
propriamente dele.
Para exemplificar esse dois conceitos vamos analisar o gráfico seguinte:
Figura 5: Desempenho desejado
Fonte: Adaptado de Moubray (2003)
6.3.4 Classificação e identificação das Funções
Um sistema raramente desempenha uma única função e é importante a identificação de cada
uma. As funções podem ser classificadas em principais, secundárias, auxiliares e supérfluas. O
quadro abaixo mostra a classificação das funções da porção 16:
Tabela 2: Classificação das funções da porção 16
Fonte: Elaborado pelo autor
6.4 Segunda etapa: Análise dos modos de falhas e efeitos
Essa é uma das etapas mais importantes do processo de uma análise, pois é nessa etapa que
buscaremos respostas para as quatro primeiras perguntas do RCM.
Nos próximos tópicos serão apresentados os conceitos de falhas, modos de falhas, falhas
funcionais e efeitos, contudo, a planilha com o estudo de caso pode ser consultada na seção de
anexos.
6.4.1 Falhas
Para Siqueira (2004), prevenir e corrigir falhas constitui os objetivos primários da manutenção
e para isso é necessário conhecer como os sistemas falham. Siqueira (2004) ainda afirmar que o
estudo das falhas constitui parte essencial da RCM. Se um sistema, por qualquer motivo, não
for capaz de fazer o que o usuário precisa, este irá considerar que o sistema falhou.
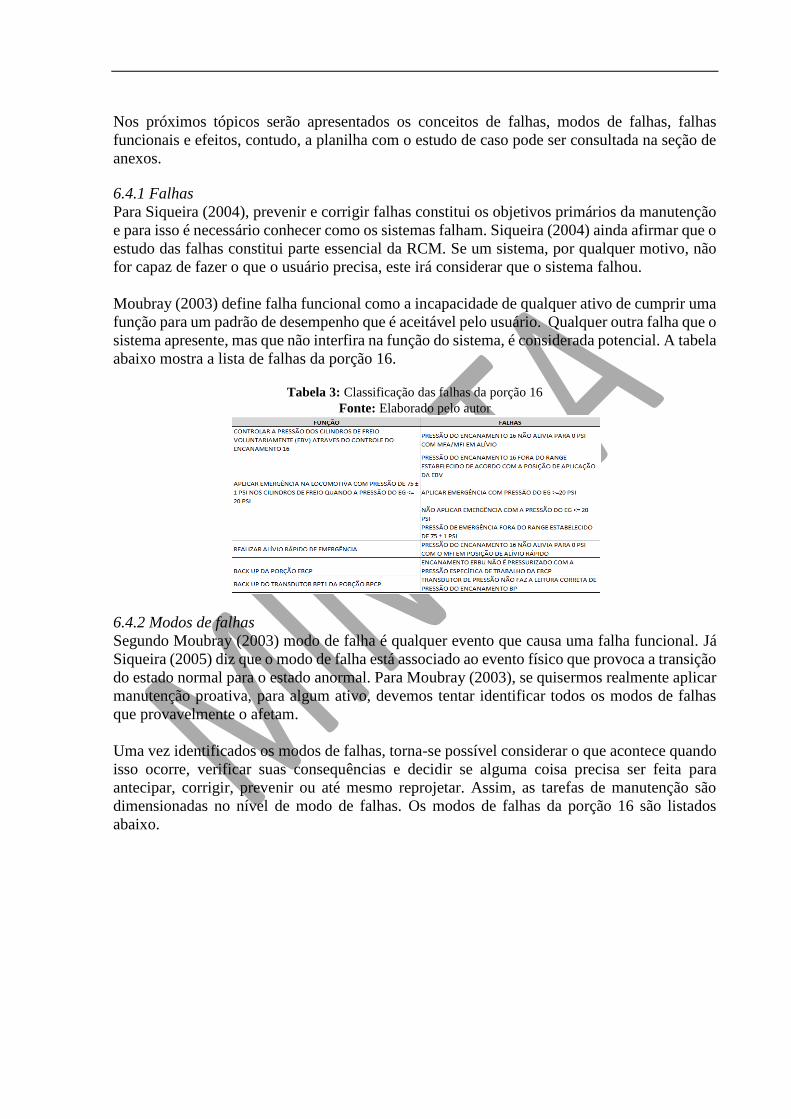
Moubray (2003) define falha funcional como a incapacidade de qualquer ativo de cumprir uma
função para um padrão de desempenho que é aceitável pelo usuário. Qualquer outra falha que o
sistema apresente, mas que não interfira na função do sistema, é considerada potencial. A tabela
abaixo mostra a lista de falhas da porção 16.
Tabela 3: Classificação das falhas da porção 16
Fonte: Elaborado pelo autor
6.4.2 Modos de falhas
Segundo Moubray (2003) modo de falha é qualquer evento que causa uma falha funcional. Já
Siqueira (2005) diz que o modo de falha está associado ao evento físico que provoca a transição
do estado normal para o estado anormal. Para Moubray (2003), se quisermos realmente aplicar
manutenção proativa, para algum ativo, devemos tentar identificar todos os modos de falhas
que provavelmente o afetam.
Uma vez identificados os modos de falhas, torna-se possível considerar o que acontece quando
isso ocorre, verificar suas consequências e decidir se alguma coisa precisa ser feita para
antecipar, corrigir, prevenir ou até mesmo reprojetar. Assim, as tarefas de manutenção são
dimensionadas no nível de modo de falhas. Os modos de falhas da porção 16 são listados
abaixo.
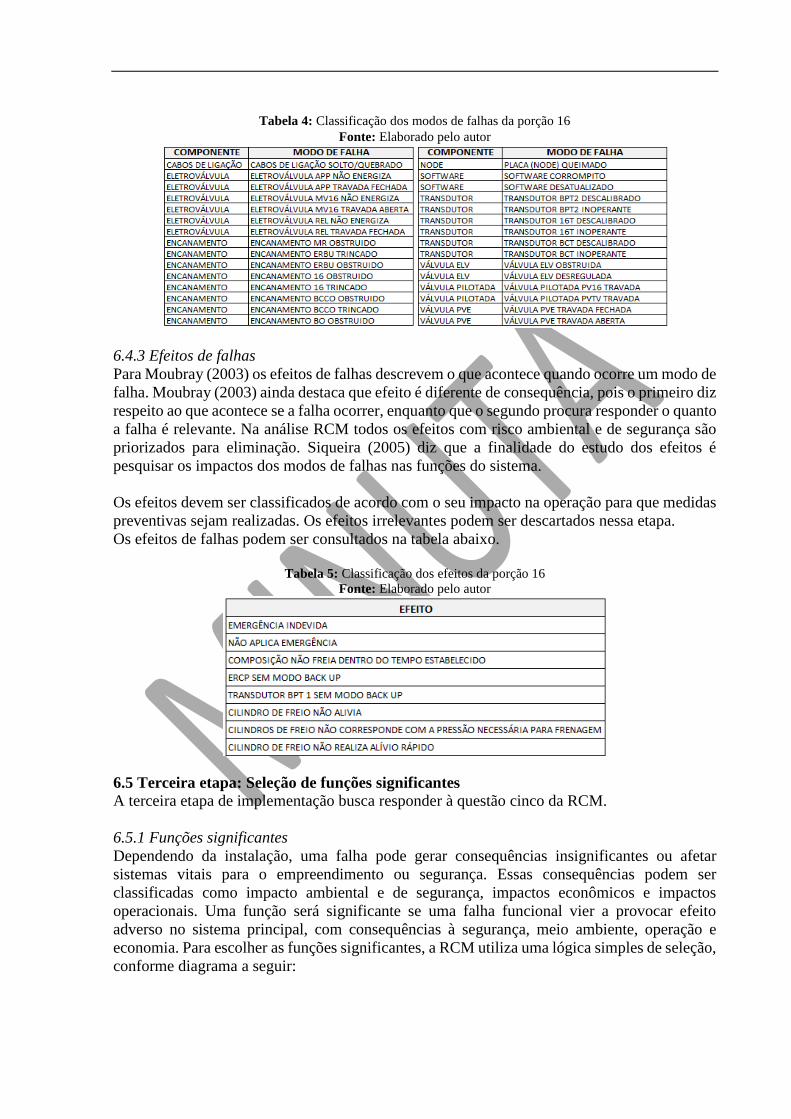
Tabela 4: Classificação dos modos de falhas da porção 16
Fonte: Elaborado pelo autor
6.4.3 Efeitos de falhas
Para Moubray (2003) os efeitos de falhas descrevem o que acontece quando ocorre um modo de
falha. Moubray (2003) ainda destaca que efeito é diferente de consequência, pois o primeiro diz
respeito ao que acontece se a falha ocorrer, enquanto que o segundo procura responder o quanto
a falha é relevante. Na análise RCM todos os efeitos com risco ambiental e de segurança são
priorizados para eliminação. Siqueira (2005) diz que a finalidade do estudo dos efeitos é
pesquisar os impactos dos modos de falhas nas funções do sistema.
Os efeitos devem ser classificados de acordo com o seu impacto na operação para que medidas
preventivas sejam realizadas. Os efeitos irrelevantes podem ser descartados nessa etapa.
Os efeitos de falhas podem ser consultados na tabela abaixo.
Tabela 5: Classificação dos efeitos da porção 16
Fonte: Elaborado pelo autor
6.5 Terceira etapa: Seleção de funções significantes
A terceira etapa de implementação busca responder à questão cinco da RCM.
6.5.1 Funções significantes
Dependendo da instalação, uma falha pode gerar consequências insignificantes ou afetar
sistemas vitais para o empreendimento ou segurança. Essas consequências podem ser
classificadas como impacto ambiental e de segurança, impactos econômicos e impactos
operacionais. Uma função será significante se uma falha funcional vier a provocar efeito
adverso no sistema principal, com consequências à segurança, meio ambiente, operação e
economia. Para escolher as funções significantes, a RCM utiliza uma lógica simples de seleção,
conforme diagrama a seguir:
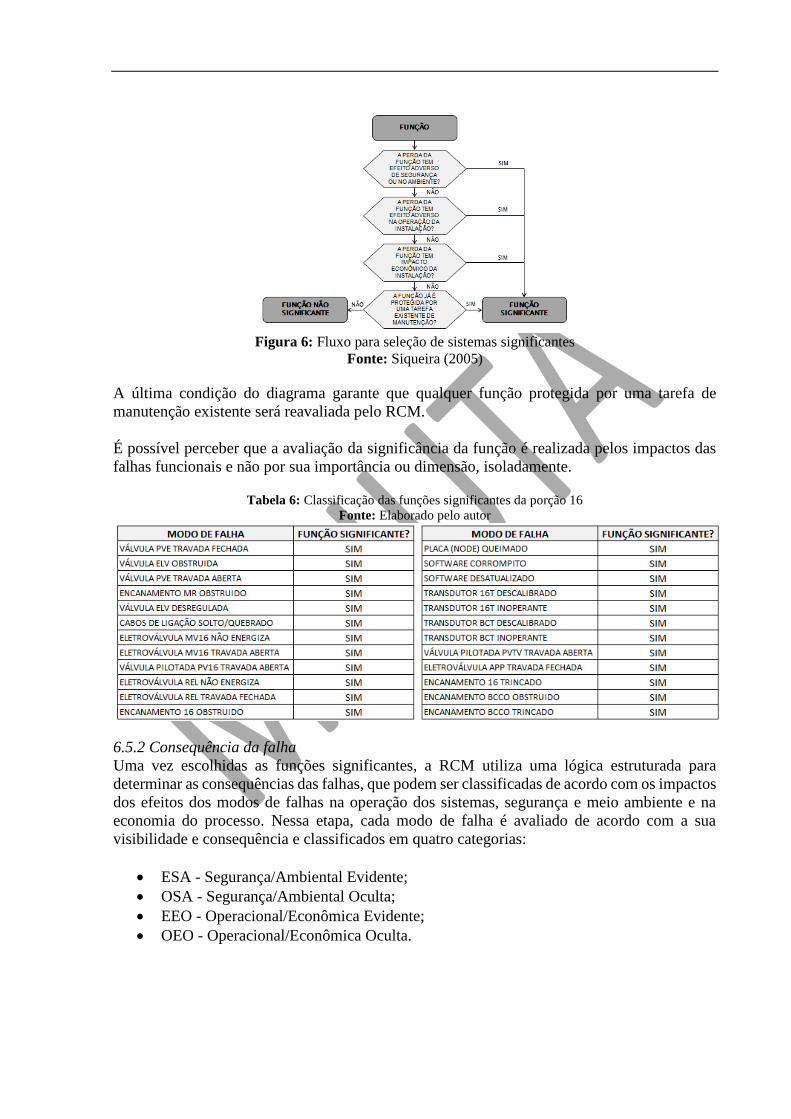
Figura 6: Fluxo para seleção de sistemas significantes
Fonte: Siqueira (2005)
A última condição do diagrama garante que qualquer função protegida por uma tarefa de
manutenção existente será reavaliada pelo RCM.
É possível perceber que a avaliação da significância da função é realizada pelos impactos das
falhas funcionais e não por sua importância ou dimensão, isoladamente.
Tabela 6: Classificação das funções significantes da porção 16
Fonte: Elaborado pelo autor
6.5.2 Consequência da falha
Uma vez escolhidas as funções significantes, a RCM utiliza uma lógica estruturada para
determinar as consequências das falhas, que podem ser classificadas de acordo com os impactos
dos efeitos dos modos de falhas na operação dos sistemas, segurança e meio ambiente e na
economia do processo. Nessa etapa, cada modo de falha é avaliado de acordo com a sua
visibilidade e consequência e classificados em quatro categorias:
ESA - Segurança/Ambiental Evidente;
OSA - Segurança/Ambiental Oculta;
EEO - Operacional/Econômica Evidente;
OEO - Operacional/Econômica Oculta.
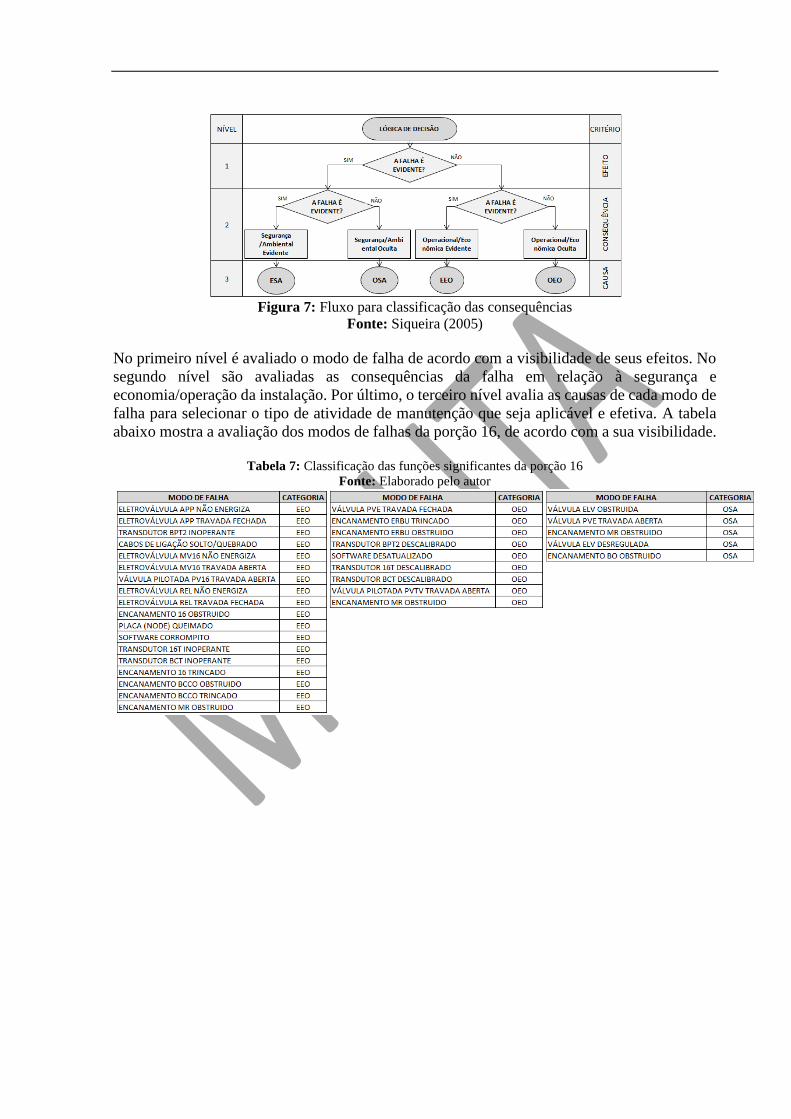
Figura 7: Fluxo para classificação das consequências
Fonte: Siqueira (2005)
No primeiro nível é avaliado o modo de falha de acordo com a visibilidade de seus efeitos. No
segundo nível são avaliadas as consequências da falha em relação à segurança e
economia/operação da instalação. Por último, o terceiro nível avalia as causas de cada modo de
falha para selecionar o tipo de atividade de manutenção que seja aplicável e efetiva. A tabela
abaixo mostra a avaliação dos modos de falhas da porção 16, de acordo com a sua visibilidade.
Tabela 7: Classificação das funções significantes da porção 16
Fonte: Elaborado pelo autor
6.6 Quarta etapa: Seleção de atividades aplicáveis
É nessa etapa que a questão seis da RCM é respondida. A quarta etapa de implantação é
composta por determinadas ações que podem ser tomadas para prevenir ou corrigir cada modo
de falhas das funções significantes, ou, alternadamente, diminuir seus efeitos e consequências a
níveis aceitáveis. Segundo Siqueira (2005), para uma atividade de manutenção ser aplicável,
deve garantir um dos seguintes objetivos:
Prevenir falhas;
Reduzir a taxa de deterioração;
Detectar a evolução das falhas;
Suprimir necessidades e consumíveis do processo;
Reparar o item após a falha.
A aplicação de uma atividade de manutenção a um dado componente será em função do seu
comportamento em relação à evolução da falha. Siqueira (2005) propõe a seguinte
classificação:
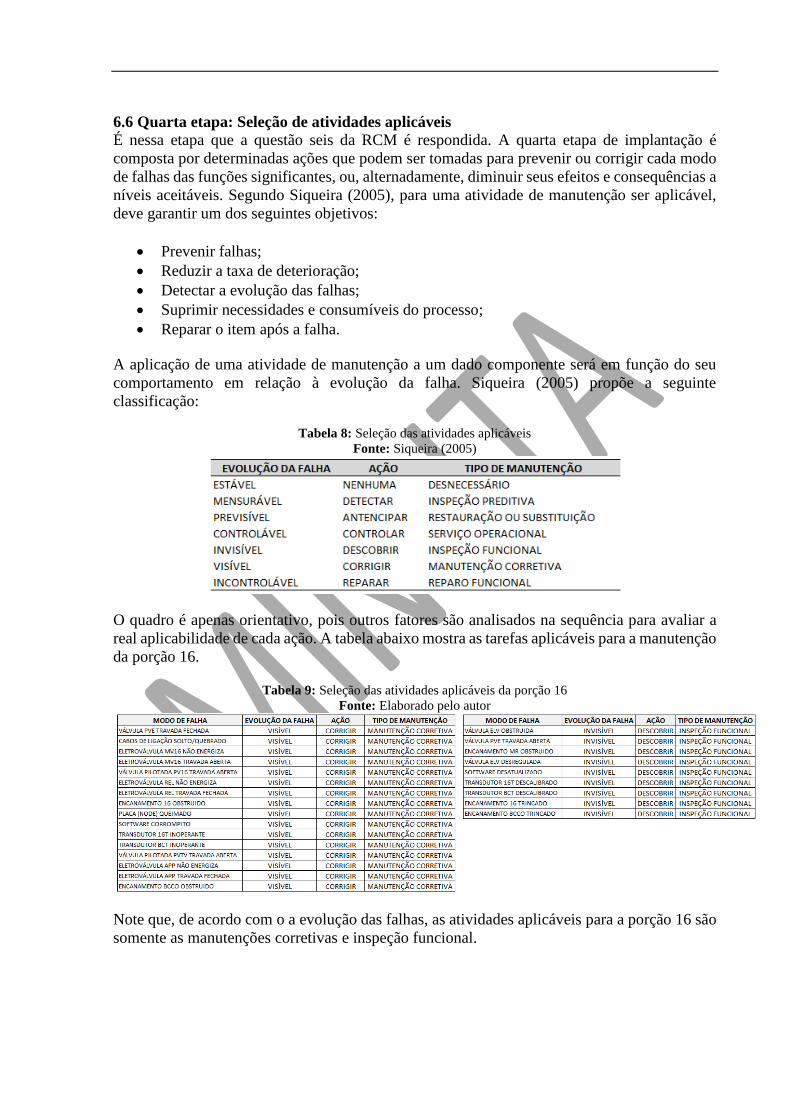
Tabela 8: Seleção das atividades aplicáveis
Fonte: Siqueira (2005)
O quadro é apenas orientativo, pois outros fatores são analisados na sequência para avaliar a
real aplicabilidade de cada ação. A tabela abaixo mostra as tarefas aplicáveis para a manutenção
da porção 16.
Tabela 9: Seleção das atividades aplicáveis da porção 16
Fonte: Elaborado pelo autor
Note que, de acordo com o a evolução das falhas, as atividades aplicáveis para a porção 16 são
somente as manutenções corretivas e inspeção funcional.
6.7 Quinta etapa: Avaliação da efetividade das atividades
Esta etapa também auxilia na resposta da questão seis da RCM. Siqueira (2005) diz que a
escolha de uma atividade de manutenção depende, além da sua aplicabilidade ao modo de falha,
de sua efetividade em prevenir ou corrigir falhas. Por efetividade, entende-se a economicidade
e viabilidade de sua aplicação. Para uma atividade de manutenção ser efetiva para determinado
modo de falha, ela deve atender simultaneamente aos seguintes critérios de efetividade:
Ser aplicável tecnicamente;
Ser viável com os recursos disponíveis;
Produzir os resultados esperados;
Ser executável a um intervalo razoável.
6.8 Sexta etapa: Seleção de tarefas aplicáveis
Depois de conhecer as atividades aplicáveis e efetivas entramos na etapa de seleção das
atividades. Essa etapa obedece ao um processo estruturado que leva em conta um conjunto de
regras lógicas de priorização das opções disponíveis para escolha das atividades de
manutenção. Siqueira (2005) disse que esse processo visa maximizar os resultados econômicos
e operacionais, sujeitos às restrições de segurança e proteção ambiental. O processo de seleção
sugerido pela RCM baseia-se em uma ordem de referência entre as atividades programadas,
assim definidas:
1. Serviço operacional;
2. Inspeção preditiva;
3. Restauração preventiva;
4. Substituição preventiva;
5. Inspeção funcional.
Essa ordem dá preferência primeiro às atividades obrigatórias, seguidas pelas de menor custo,
até as mais dispendiosas. Para cada consequência de falha listada na quarta etapa, existe um
fluxo específico para selecionar as tarefas. As tarefas aplicáveis para a porção 16 podem ser
consultadas no plano de manutenção em anexo.
6.9 Sétima etapa: Definição da periodicidade das atividades
Essa etapa consiste na definição da frequência com que as atividades de manutenção devem ser
executadas para cada modo de falha do sistema. A norma SAE JA1011 reconhece a importância
dos métodos estatísticos na definição de periodicidade e os recomenda a utilização quando os
dados estiverem disponíveis. Entretanto, a norma deixa a carga da organização esse método,
desde que o mesmo seja aceito pelos usuários do sistema. Siqueira (2005) sugere que, na falta
de uma base de dados confiáveis, o método de exploração de idade pode ser aplicado. A
aplicação desse método parte de uma periodicidade empírica sugerida pela equipe e que seja
controlada para futuras alterações.
Como vários dos modos de falhas possíveis, levantados ao longo desse trabalho, eram
desconhecidos anteriormente, não houve possibilidade de realizar estudos de confiabilidade
para todos eles. Por isso, optou-se pelo método de exploração de idade para a conclusão da
sétima etapa.
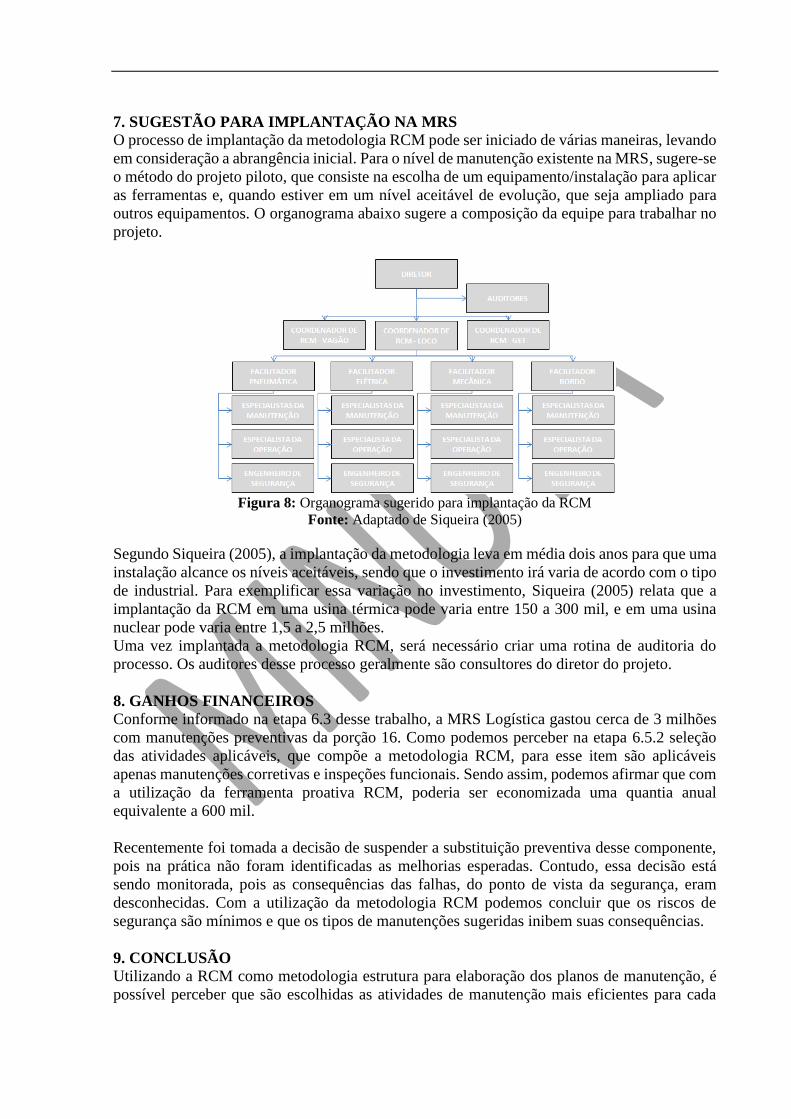
7. SUGESTÃO PARA IMPLANTAÇÃO NA MRS
O processo de implantação da metodologia RCM pode ser iniciado de várias maneiras, levando
em consideração a abrangência inicial. Para o nível de manutenção existente na MRS, sugere-se
o método do projeto piloto, que consiste na escolha de um equipamento/instalação para aplicar
as ferramentas e, quando estiver em um nível aceitável de evolução, que seja ampliado para
outros equipamentos. O organograma abaixo sugere a composição da equipe para trabalhar no
projeto.
Figura 8: Organograma sugerido para implantação da RCM
Fonte: Adaptado de Siqueira (2005)
Segundo Siqueira (2005), a implantação da metodologia leva em média dois anos para que uma
instalação alcance os níveis aceitáveis, sendo que o investimento irá varia de acordo com o tipo
de industrial. Para exemplificar essa variação no investimento, Siqueira (2005) relata que a
implantação da RCM em uma usina térmica pode varia entre 150 a 300 mil, e em uma usina
nuclear pode varia entre 1,5 a 2,5 milhões.
Uma vez implantada a metodologia RCM, será necessário criar uma rotina de auditoria do
processo. Os auditores desse processo geralmente são consultores do diretor do projeto.
8. GANHOS FINANCEIROS
Conforme informado na etapa 6.3 desse trabalho, a MRS Logística gastou cerca de 3 milhões
com manutenções preventivas da porção 16. Como podemos perceber na etapa 6.5.2 seleção
das atividades aplicáveis, que compõe a metodologia RCM, para esse item são aplicáveis
apenas manutenções corretivas e inspeções funcionais. Sendo assim, podemos afirmar que com
a utilização da ferramenta proativa RCM, poderia ser economizada uma quantia anual
equivalente a 600 mil.
Recentemente foi tomada a decisão de suspender a substituição preventiva desse componente,
pois na prática não foram identificadas as melhorias esperadas. Contudo, essa decisão está
sendo monitorada, pois as consequências das falhas, do ponto de vista da segurança, eram
desconhecidas. Com a utilização da metodologia RCM podemos concluir que os riscos de
segurança são mínimos e que os tipos de manutenções sugeridas inibem suas consequências.
9. CONCLUSÃO
Utilizando a RCM como metodologia estrutura para elaboração dos planos de manutenção, é
possível perceber que são escolhidas as atividades de manutenção mais eficientes para cada
modo de falha, tornado os processos mais eficazes. Com isso, os custos com manutenção são
reduzidos de forma significativa. Entretanto, o ponto chave da RCM é a eliminação das falhas
que geram riscos de segurança e ambientais, sendo de suma importância para as empresas que
buscam acidentes zero.
Outro ganho importantíssimo percebido ao longo desse trabalho foi a evolução do
conhecimento técnico da equipe em relação ao funcionamento do componente, pois para
responder às perguntas da RCM é necessário aprofundar em informações que, a princípio,
seriam básicas.
Com a implantação da RCM será possível também ter uma visão muito mais simples do plano
de manutenção e, por se tratar de uma metodologia com alguns requisitos, o processo pode ser
auditado e, consequentemente, evoluir ao longo dos anos. Todos esse ganhos são possíveis com
uma equipe de no máximo 5 pessoas dedicadas, desde que a metodologia seja conhecida por
todos e com acompanhamento da alta diretoria. REFERÊNCIAS BIBLIOGRÁFICAS
Siqueira, I. P. (2005) Manutenção Centrada na Confiabilidade (1°ed.). Qualitymark, Rio de Janeiro, Brasil.
Mounbray,J. (2003) Manutenção Centrada na Confiabilidade (2°ed.). Aladon Ltd, Lutter worth, Inglaterra.
DESHPANDE, V. S. (2002). Application of RCM to a medium scale industry. Reliability Engineering e System
Safety, v. 77, n. 1, p. 31-43.

ANEXO 1: Plano de manutenção – Porção 16