environmental report, excluding data, 20pages ... - otis.com · 2 table of contents united...
TRANSCRIPT

OTISEnvironmental Report
2
Table of contents
United Technologies Corporation 3
UTC 2010 Goals 4
Otis Elevator Company 7
Green Manufacturing 8
Otis in the UK & Ireland 10
GeN2® 12
Modernisation 16
Installing Green 17
Please consider the environment before printing this document.

3
United Technologies Corporation based in Hartford,
Connecticut, USA is a diversified company providing
high technology products and services to the building
and aerospace industries.
UTC co-chairs the World Business Council for
Sustainable Development (WBCSD), Energy Efficiency
in Building (EEB) project and has been given the status
of Champion of Energy Efficiency by the American
Council for an Energy-Efficient Economy (ACEEE).
United TechnologiesCorporation (UTC)

4
UTC’s
2010 Goals
Otis’ 2010 corporate goals have been set by our parent
company United Technologies Corporation (UTC).
UTC developed its first set of environment, health and
safety goals in 1991 with remarkable progress made
during this period.
The goals were then revised in 2007 and extended
through to 2010.
UTC’s 2010 goals are just as aggressive as past goals and
include several significant changes, e.g. for the first time,
our environmental expectations include important new
products. An important measurement to assess green-
house gas reduction is also included.

5
2010 GOALS
20%
reduction
12% 30%
Non-Recycled
10%
Industrial Process
10%
ChemicalsDischarged
10%
Consumption
Non GreenhouseGas Emissions
Greenhouse Gases(Co2 Equiv.) Waste
Water
Energy conservation and greenhouse gas (GHG) re-
duction are an important part of UTC’s 2010 goals.
Prior to 2002, there was no accepted standard for
measuring GHG emissions. For the 2010 goals, UTC
adopted the GHG accounting standards and meth-
odologies set out by the World Business Council for
Sustainable Development and the World Resources
Institute GHG Protocol.
UTC’s goal is to reduce absolute GHG emissions by 3
percent annually through 2010. This is an aggressive
goal as about 2 percent was achieved annually since
1997. Reductions are intended to be made through
investments in energy conservation projects.
FACTORY AND OPERATIONS METRICS
reductionreduction reduction
reductionreduction
In 1997, goals of reducing water use by 40 percent by
2006 were added. These water goals have been sub-
stantially exceeded, with water usage reduction com-
parably down 44 percent, or 1.7 billion gallons annu-
ally. Further goals have now been added to reduce
water usage within the next three years.

6
2010 GOALS
SUPPLIER METRICS
Critical suppliers
An important new metric in the 2010 goals is sup-
plier Environment Health & Safety (EH&S) expecta-
tions. The global scope of UTC’s operations provides
the opportunity to affect all businesses positively.
Representatives from UTC’s Supply Managementand EH&S groups have designed a programme thatsets five minimum EH&S expectations for the com-modities and suppliers that have the greatest EH&Srisk.
UTC’s critical suppliers will be asked to assess
themselves against EH&S expectations and to
document corrective actions where necessary.
Critical suppliers are defined as those providing the
top 80 percent of UTC’s raw materials, special proc-
esses and industrial product purchases. Data will be
collected and tracked and other commodity
groups will be added as the programme develops.
10%
increase
Energy Efficiency
10%
reduction
Packaging
Minimum Requirements for ProductDevelopment
in product packaging from baseline product
100%
Meet UTC Environment Health and Safetyexpectations
100%
eliminated in new products
Materials of concern
UTC will continue pursuing its goal to eliminate
materials of concern from new products. As done
in the past, UTC seeks to minimise the environ-
mental footprint of products, and looks to the
United Technologies Research Centre (UTRC) and
research and development functions at business
units to guide them toward environmentally sound
products and solutions.
PRODUCT METRICS
“UTC has been named in the prestigious DowJones Sustainability World Indexes, whichrecognise the top 10 percent of companiesfrom more than 60 industries and 24 countriesthat are leaders in the area of corporatesustainability. UTC has been chosen everyyear since the indexes began in 1999”.
Dow Jones Sustainability indexes, 2006

7
Otis ElevatorCompany
Otis Elevator Company is a wholly owned subsidiary of
United Technologies Corporation and the world's largest
company in the manufacture, installation and service of
lifts, escalators and moving walkways. With headquarters
in Farmington, Connecticut, USA, Otis employs approx
63,000 people, offers products and services in more than
200 countries and territories and has 2.1 million lifts and
escalators in operation worldwide.
Otis is committed to continually improving the entirelifecycle of its products to meet with its long term goals.This means engineering products that save energy andhave a longer life, encouraging sustainable developmentand responsible manufacturing processes:- leading theway to a greener future.

8
Green
Manufacturing

9
Otis
GREEN MANUFACTURING
Otis continues to build upon its worldwide successes
with the opening of the worlds first “green” elevator
manufacturing facility.
The Otis TEDA Elevator Centre, is located in the heart
of China’s Tianjin Economic Technological Develop-
ment Area (TEDA) on a 1.5 million square foot site.
The Otis TEDA Elevator Centre produces GeN2®
lifts and energy-saving, high-speed permanent
magnet gearless systems.
Heating and cooling
Grass and plants cover a portion of the roof,
providing a natural outdoor environment and
significantly reducing cooling needs.
• Most of the roofing is made from highly-reflective
materials to minimise the need for mechanical
cooling.
• Coated glass provides insulation to minimise solar
heating.
• Extra shading devices reduce the need for cooling.
• Natural ventilation systems reduce the need for
mechanical ventilation.
• Advanced chillers reduce energy use.
• Energy is recovered from the ventilation system with
the use of heat exchangers.
Lighting
Increased use of daylight reduces the need for
electric lighting.
Daylight sensors turn off electric lights when
sufficient natural light is available.
Water
• Rainwater is harvested from roofs and combined
with recycled water to meet all site irrigation and
sanitary needs.
The advanced technologies incorporated into the
centre are designed to provide energy savings and
environmental benefits throughout the life of the
building.
Otis TEDA Elevator Centre
Otis TEDA Elevator Centre
Environmental protection
Environmental protection and preservation is at the
forefront of our priorities and is included in our daily
activities. Our guiding principle is to minimise waste
in all areas including; manufacturing, storage and
transport, operations, branch offices and job sites.
During product development, using our extensive
engineering knowledge and new technologies we
aim to create products which are more efficient
and therefore better for the environment.

10
Otis in the UK & Ireland
Otis in the UK & Ireland employs approx. 2000 employees andmaintains 25 percent of units nationwide.

11
MAKING OUR PROCESSES GREEN
Otis
We continue to use web and
teleconferencing facilities to
ensure our employees can
participate in meetings
without the need to travel.
Recycling facilities for paper, plastic and general
consumables (batteries, lighting, printer cartridges)
are available on our Otis premises.
e*Logistics™
Making the sales and installation process
electronic has resulted in a reduction in
paper usage, streamlined our operations
process, provided a direct link to the factory
and increased efficiency.
Otis UK & Ireland has achieved a 24% reduction in
average company car fleet Co2 emissions between
2000 and 2007. Our challenge will be to reduce this
further to meet our 2010 objective. A major reduc-
tion was achieved when the fleet was changed
from a predominately petrol fleet to an all diesel
fleet. This has meant an average decrease from
204g/km to 157g/km.
Reducing our averagecompany car fleet Co2 emissions
Service Engineers
Technology has been
introduced in many aspects of the
product life cycle. Engineers are
able to access site visit information
on Personal Digital Assistant’s
(PDA’s). These aid in the scheduling
of maintenance visits and reduce
unnecessary paper
usage.
Environmental Initiatives
Harmful Substances
We are committed to reducing green-house gas
and ozone depleting substances. Particular
attention is paid to the selection of substances
such as cleaners and paints to ensure that
emissions to the environment are minimised.
The company maintains a list of Approved
Substances and these are subject to checks on
site when the regular inspections and audits are
conducted.
197 197 196
150157
168179
195
0
50
100
150
200
250
2000 2001 2002 2003 2004 2005 2006 2007
Year
Co
2Em
issi
on
s(g
/km
)
Co2 movement
This year, Otis UK & Ireland will be pursuing certifica-
tion to ISO14001. We have currently completed
stage 1 of the audit and will complete stage 2 by
mid 2008. ISO14001 is an internationally accepted
standard that sets out how we go about putting in
place an effective Environmental Management
System (EMS) to help us reduce the impact we
have on the environment.
We continue to drive our own initiatives to meet ourglobal 2010 environmental aims and objectives.

12
The GeN2® machine-room less lift system is designed toprovide energy savings in a wide variety of applications,from low-rise residential to high-rise commercial build-ings.

13
GeN2®
INCREASING ENERGY EFFICENTLY
The GeN2® combines 21st century technologies and
materials to achieve 21st century objectives: energy
efficiencies, environmental responsibility, passenger
safety, increased usable space, time-saving installa-
tion and design flexibility.
The GeN2® machine takes up only thirty percent ofthe space of a conventional machine. The permanentmagnet synchronous motor, with a radial air gap,consumes less energy than conventional motors usingnon permanent magnetic fields.
The GeN2® machine is manufactured from recyclablematerials, utilises sealed for life bearings and operateswithout a gearbox, thus does not use any oil. Reliabilityis enhanced by using a maintenance-free disc brakewith materials which are asbestos free.
THE MACHINE: COMPACT AND ENERGYEFFICIENT
At the heart of the GeN2® liftare the lightweight, flexiblesteel reinforced belts whichare quieter, 20 per cent lighterand have a life span two tothree times longer thanconventional ropes.
The unique suspension systemavoids the additionallubrication required by conventional rope systemsand their superior life span reduces the wastecaused when ropes are replaced.
Their superior flexibility allows the belts to bendaround smaller diameter sheaves resulting in moreefficient transfer of power from the machine to thecar thus resulting in a reduction in motor size.
GeN2® belts require no additional lubrication and
have a superior life span compared to steel ropes,
making them cleaner for the environment.
STEEL REINFORCED BELTS: REVOLUTIONARYTECHNOLOGY AT THE CORE
The GeN2® lift won the 2006 “Korea GreenManagement Excellence Award”. This award ispresented annually by Korea ManagementAssociation Registration & Assessments Inc.(KMAR), a member organisation of the SouthKorean government’s Ministry of Industry,Commerce and Energy.

14
Remote Elevator Monitoring (REM®)
The REM® system is an advanced diagnostic and
communication system which provides continuous
monitoring of Otis lifts.
The benefit of REM® is being able to troubleshootissues that happen very quickly and make sure thatthe lift can be put back into service as quickly aspossible.
REM® has allowed us to manage the planning of
service engineers and subsequently reduced
unplanned travelling.
PULSE ™ System
Otis’ Pulse™ system continually monitors the status of
the flat coated steel belts 24 hours a day, 7 days a
week.
Pulse technology increases the reliability of inspec-
tion and reduces downtime of the lift. This makes the
GeN2® lifts an incredibly versatile and safe product.
GeN2®
The GeN2® controller is designed with technology
which further increases the lift efficiency. The
control system uses state of the art algorithms to
ensure efficient traffic handling without unneces-
sary car journeys thus saving power, while most of
the components are recyclable.
The motion control system uses a flux vector con-
trol technique thus taking the power consumed
for a given load and speed to the minimum, while
the optional application of regenerative drives
means that any power produced by the lift is fed
back to the supply for use by other building
equipment.
CONTROLLER AND DRIVE: RELIABLE ANDACCURATE
American business magazine “Fast Company” lists Otisin the top 50 ways to green your business. The GeN2®
lift combined with its regenerative drive has meant thelift is up to 75% more efficient than conventionalsystems.

15
GeN2®
ReGen™ DRIVES
Spain’s leading weekly business magazine,
“Actualidad Económica” selected the GeN2®
Comfort lift as one of the “100 best ideas of
2005” .
The GeN2® has also received the Green
Product Award from the Environmental
Protection Foundation China.
As the product of choice for “green” buildinginitiatives, ReGen™ drives deliver substantialenergy savings while helping to meet or exceedestablished worldwide standards.
In a typical non-regenerative drive situation,energy is dissipated as heat in a set of resistors whenbraking occurs, resulting in reduced efficiency andcreating additional waste-heat loads in the building.ReGen™ drives feed this energy back into thebuilding’s internal electrical grid where it can beused by other loads or users connected to the samenetwork.
ReGen™ drives reduce energy usage by up to 75percent compared to non-regenerative drives. Thedrives are so efficient that their power factor is closeto unity.
ReGen™ drives produce “clean power” — resultingin less pollution of the building’s electrical powersystem and helping to protect sensitive buildingequipment. The drives minimise distortion of theincoming sinusoidal waveform line current, makingTotal Harmonic Distortion (THD) at nominal loadtypically equal to or below 5 percent, versus morethan 80 percent in non-regenerative drives.
ReGen™ drives substantially minimise RadioFrequency Interface (RFI), or ElectromagneticInterference (EMI) — virtually eliminating disruptionsto other building electronic systems and ensuringcompliance with strict regulations around the world.
ReGen™ drives lower overall building operatingcosts, delivering significant annual savings to buildingowners and tenants year-after-year during the life ofthe lift.
The drives help reduce the two key factors thatinfluence energy costs, peak power demand andenergy consumption. As a result, both the fixed costsbased on peak power demand (kilovolt amperes orkVA) and variable costs based on energyconsumption (kilowatt-hours or kWh) decrease.
Electrical power is generated when the lift travels upwith a light load, travels down with a heavy load andduring the lift system deceleration. In effect, a fullyloaded, descending elevator can now provide asignificant portion of the power for an adjacent as-cending elevator.
Only available on specific products andinstallations.
16
Modernisation
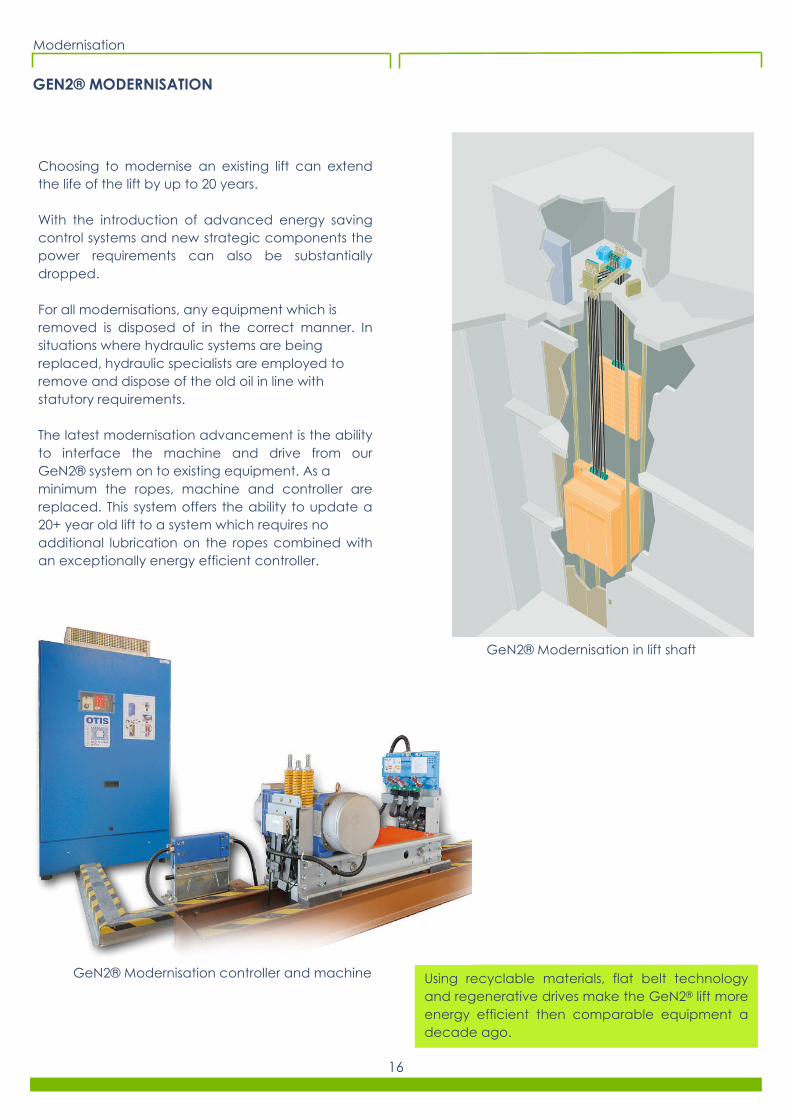
Choosing to modernise an existing lift can extend
the life of the lift by up to 20 years.
With the introduction of advanced energy saving
control systems and new strategic components the
power requirements can also be substantially
dropped.
For all modernisations, any equipment which is
removed is disposed of in the correct manner. In
situations where hydraulic systems are being
replaced, hydraulic specialists are employed to
remove and dispose of the old oil in line with
statutory requirements.
The latest modernisation advancement is the ability
to interface the machine and drive from our
GeN2® system on to existing equipment. As a
minimum the ropes, machine and controller are
replaced. This system offers the ability to update a
20+ year old lift to a system which requires no
additional lubrication on the ropes combined with
an exceptionally energy efficient controller.
GEN2® MODERNISATION
Using recyclable materials, flat belt technology
and regenerative drives make the GeN2® lift more
energy efficient then comparable equipment a
decade ago.
GeN2® Modernisation in lift shaft
GeN2® Modernisation controller and machine

17
Installing “Green”
Otis install its environmentally friendly products into avariety of different buildings across the globe.

18
Installing “Green”
Otis Elevator Company, was awarded a contract
to supply and install 17 lifts and escalators at 400
George Street, a 150-meter-tall (492 feet) office
building in Brisbane’s central business district in
Queensland, Australia.
The 400 George Street project is a landmark office
tower, combining 43,000 square metres of prime
grade commercial and retail space. It is the first
building in the Brisbane commercial business district
to receive the “5 Star Green Star” certified rating for
meeting stringent national environmental criteria.
Thiess Contractors Pty. Ltd., the company
commissioned to construct the development,
selected Otis for the project. “We strongly identified
with Otis’ commitment to providing outstanding
service while never compromising on quality and
safety. We look forward to working with Otis to
deliver this prestigious building,” said Ian Taylor,
project director for Thiess.
“We are proud that Otis is a part of a project
recognised for environmental leadership in
design and construction,” Said Otis President
Ari Bousbib
LANDMARK ‘GREEN’ TOWER OTIS’ GREEN ELEVATORS
The residential developments will use Otis’ Sky lifts,
which incorporate gearless permanent magnet mo-
tors that use half the energy of geared machines and
require no lubrication, making them more efficient
and cleaner for the environment.
Otis are to supply and install 106 energy-efficient lifts
at Prince Town and Sunshine Mansion, two luxury resi-
dential developments in China’s booming Liaoning
Province.
Otis will provide its energy-efficient
lifts for Prince Town, a luxury
residential development in Benxi, China

19
The Otis Building187 Twyford Abbey RoadLondonNW10 7DGRegistered No. 147366
Tel: (+44) 208 955 3000Fax: (+44) 208 955 3001www.otis.com
Please consider the environment before printing this document.