epsrc centre for innovative manufacturing through-life engineering services€¦ · manufacturing...
TRANSCRIPT

Engineering and Physical Sciences Research Council
2nd Annual EPSRC
Manufacturingthe Future Conference
17th & 18th September 2013
Vincent BuildingCranfi eld University
Cranfi eld Manufacturing Week
16 – 20 September 2013
Manufacturing at Cranfi eld University is unique in its multi-disciplinary approach that brings together expertise in the areas of design, technology and management. We link fundamental materials research with manufacturing to develop cutting edge technologies and improve the science base of manufacturing research. Cranfi eld Manufacturing Week will host two major manufacturing conferences and show case Cranfi eld manufacturing research and facilities. The week offers an opportunity for international academics, industrial practitioners and government agencies to debate and discuss state of the art manufacturing research in the UK and abroad.
Agenda:
16 September:Exhibition and Laboratory visits to Cranfi eld ManufacturingEPSRC Centre Director’s meeting
17-18 September:2nd Annual EPSRC Manufacturing the Future ConferenceWebsite: www.ukmanufacturing.org
19-20 September:11th International Conference on Manufacturing Research (ICMR)Website: www.cranfi eld.ac.uk/sas/icmr2013
Register for the Cranfi eld Manufacturing Week or individual conferences:www.cranfi eld.ac.uk/manufacturing-week
Conference hosted byConference hosted by
EPSRC Centre for Innovative Manufacturing
Through-life Engineering Services
Engineering and Physical Sciences Research Council
2nd Annual EPSRC
Manufacturingthe Future Conference
17th & 18th September 2013
Vincent BuildingCranfi eld University
Cranfi eld Manufacturing Week
16 – 20 September 2013
Manufacturing at Cranfi eld University is unique in its multi-disciplinary approach that brings together expertise in the areas of design, technology and management. We link fundamental materials research with manufacturing to develop cutting edge technologies and improve the science base of manufacturing research. Cranfi eld Manufacturing Week will host two major manufacturing conferences and show case Cranfi eld manufacturing research and facilities. The week offers an opportunity for international academics, industrial practitioners and government agencies to debate and discuss state of the art manufacturing research in the UK and abroad.
Agenda:
16 September:Exhibition and Laboratory visits to Cranfi eld ManufacturingEPSRC Centre Director’s meeting
17-18 September:2nd Annual EPSRC Manufacturing the Future ConferenceWebsite: www.ukmanufacturing.org
19-20 September:11th International Conference on Manufacturing Research (ICMR)Website: www.cranfi eld.ac.uk/sas/icmr2013
Register for the Cranfi eld Manufacturing Week or individual conferences:www.cranfi eld.ac.uk/manufacturing-week
Conference hosted byConference hosted by
EPSRC Centre for Innovative Manufacturing
Through-life Engineering Services
17th and 18th September 2013

Abstracts from the
2nd Annual EPSRC
Manufacturing theFuture Conference
17th and 18th September 2013
Cranfield University
Editors: Rajkumar Roy Andy Shaw Eleanor Collins

First published September 2013
Through-life Engineering Services School of Applied SciencesBuilding 30Cranfield UniversityCranfield, Bedford MK43 0ALUnited Kingdom
Abstracts from the 2nd Annual EPSRC Manufacturing the Future Conference© Cranfield University 2013 and all contributors
ISBN: 978-1-907413-22-3
British Library Cataloguing-in-Publication DataA catalogue record for this publication is available from the British Library.
Cranfield University accepts no responsibility for the views expressed by contributors to this publication.
ii

Organisation: Conference Steering Group: Rajkumar Roy, Cranfield University (Chair)Anthony Chapman, EPSRC
James Fleming, EPSRC
Alistair Florence, University of Strathclyde
Candice Majewski, University of Sheffield
David Williams, Loughborough University
Local Organising Committee: Rajkumar Roy, Cranfield University (Chair)
Anthony Chapman, EPSRC
Eleanor Collins, Cranfield University
James Fleming, EPSRC
Alistair Florence, University of Strathclyde
Andrea Johnston, University of Strathclyde
Samir Khan, Cranfield University
Candice Majewski, University of Sheffield
Andy Shaw, Cranfield University
Piotr Sydor, Cranfield University
Paul Phillips, Cranfield University
David Williams, Loughborough University
iii

Dear Colleagues,
It is with great pleasure that I welcome you to the second Manufacturing the Future conference. Building on the success of the first conference in 2012, EPSRC is pleased to be sponsoring this meeting as part of our objective to preserve and develop the UK’s reputation for excellence in Manufacturing research. Pioneering research funded by EPSRC is crucial to the UK’s prosperity, helping ensure the economy is ready for future challenges and change.
This conference wishes to become the premier national manufacturing research conference focusing on the leading edge of science and engineering for manufacturing. It will help build and network the manufacturing research community by exchanging best practice and sharing work in progress and communicating the value of the community to public, private and academic stakeholders. Demand from the community to attend the first conference far out-stripped expectation and the size of this second conference has been expanded even further.
As many of you will know, EPSRC has a history of long term support for research in manufacturing; from the Application of Computers to Manufacturing Engineering (ACME) programme in the 1980s, to the Innovative Manufacturing Initiative in the 1990s and the Innovative Manufacturing Research Centres (IMRCs) in the 2000s.
The Manufacturing the Future theme is still a new EPSRC strategic theme, and builds on these existing investments, developing our portfolio towards the needs of manufacturing industries, growing capability in areas where the market opportunity is well-developed but where there are still significant technological challenges to overcome, and in frontier manufacturing, where the research opportunity is strong but applications are nascent.
We are unique in supporting basic manufacturing research through to the stage where applications can be developed by companies or agencies such as the Technology Strategy Board – with whom we have developed a strong and on-going partnership - and the Energy Technologies Institute.
This year has seen the EPSRC Manufacturing the Future Portfolio grow in a number of interesting and exciting ways; we have expanded the number of Centres for Innovative Manufacturing from 12 to 16; we have seen large investments in the research challenges that underpin such flexible manufacturing processes; the expanding concept of Manufacturing Informatics; the challenges in developing sustainable chemical feedstocks for future manufacturing processes; research on manufacturing processes and technologies linked to graphene in order to accelerate the development and generation of novel devices, applications technologies and systems; and collaborations with India, Jaguar Land Rover and the Technology Strategy Board, to highlight just a few examples of the dynamism of the UK Manufacturing research community. This is an exciting and vibrant time for manufacturing research and the coming months will see further investments (such as in Materials Substitution for Safety, Security and Sustainability, Manufacturing with Light or the EPSRC-Jaguar Land Rover programme for Simulation Innovation).
iv

I would also like to highlight our investments to support the next generation of Leaders in Manufacturing Research. Since the last conference, the Early Careers Forum in Manufacturing – a network of 20 talented young researchers who cover the spectrum of Manufacturing research – is now actively pursuing the goal of forming new professional networks that may generate future innovative research ideas; we have funded three Early Careers Fellows and now funded 8 EPSRC Fellows in Manufacturing, who will be looking to apply real industrial practice in to academic research. We are committed to fund more of these Fellowships in 2013-4 and beyond.
The conference is for, and led by, the community and therefore I am grateful to Professor Rajkumar Roy and his colleagues at Cranfield University and in the Centre for Innovative Manufacturing in Through-Life Engineering Services for hosting this conference in collaboration with the Centres for Regenerative Medicine at Loughborough University and Continuous Manufacturing and Crystallisation at Strathclyde. Their efforts and the efforts of the Steering Committee are much appreciated. And it is important to announce that the Manufacturing the Future Conference will be held at Strathclyde University in 2014.
I hope you enjoy the conference, form new collaborations and new ideas, and I look forward to seeing you in Strathclyde next year,
Mark Claydon-SmithManufacturing the Future Theme LeaderEPSRC
v

We wish to extend a very warm welcome to the EPSRC manufacturing research community and to other colleagues from our industrial stakeholders and from overseas. We are building on the great success of last year’s event at Loughborough University and hope that you will enjoy this opportunity to meet and network with colleagues from many different sectors of manufacturing.
We have put together a conference on similar lines to last year, but with a significant growth in interest and input. The Steering Committee has carefully selected a wide ranging series of presentations from almost 100 abstracts submitted. A poster exhibition of all the abstracts has been arranged together with stands for the EPSRC Centres for Innovative Manufacturing and other key bodies and relevant research groups. This presents a unique opportunity for us to broaden our knowledge of manufacturing research in other areas and learn valuable lessons and approaches to tackling challenging research problems.
The mission of scientific excellence, the imperative of showing value for money to funders and government, and its impact on and importance to its key stakeholders — the manufacturing industry of today and the future continues and this conference presents a unique opportunity to showcase specific research achievements to a broader audience than usually found at academic conferences. To this end both presenters and poster authors have been asked to keep this wider audience in mind when preparing their material and the judging criteria for the prizes for best presentation and best poster reflect this.
We look forward to this annual event becoming the conference where the current state of manufacturing research in the UK, Europe and eventually much wider can be discussed, debated and in this light the future directions of UK support be defined. Key questions we need to address include the relevance of the research topics we focus on, the leadership and skills needed to deliver, how we can grow manufacturing as a discipline and, in particular, as a research community how we can best contribute to enhancing national economic competitiveness.
We would like to thank EPSRC for their sponsorship of the conference and all those who have contributed to its organisation. We would also like to thank CIRP UK for their sponsorship of the best contribution prize.
I am looking forward personally to hearing about your work and to the community growing from strength to strength and I would, in particular, like to thank Ellie Collins for her work as conference co-ordinator and In the preparation of this book.
Thank you all for your contributions and I look forward to seeing you at Strathclyde next year,
Rajkumar RoyOn behalf of the Conference Steering Committee and the Local Organisers
vi

Contents Page
O01 Development of a novel cryopreservation platform technology for 2 the successful banking of human cells
Karen Coopman, Tim Morris, Andrew Picken and Christopher J HewittO02 From Test-Tube To Continuous Scaled-Up Manufacturing of 3
Porous Nanomaterials Siddharth V. Patwardhan, Colin McKinstry, Edmund J. Cussen,
Ashleigh J. Fletcher and Jan SefcikO03 Rapid laser-based micro/nano-manufacturing using digital multimirror 4
device technology Ben Mills, Matthias Feinaeugle, Behrad Gholipour, James A. Grant-Jacob
and Robert W. EasonO04 Digital Holographic Analysis of Laser Induced Micro Plasma in Micro 5
Machining Applications: Temporal and Spatial Comparisons to Thermo Nuclear Explosions
Krste Pangovski, Martin Sparkes, Andrew Cockburn and William O’NeillO05 Manufacturing of Tissue Engineered Stem Cell Niches for Corneal Healing 6 Ílida Ortega, Anthony J. Ryan, Sheila MacNeil and Frederik ClaeyssensO06 Wire+Arc Additive Manufacturing:how metal 3D printing will change 7
manufacturing. Current status, benefits and future developments Filomeno Martina, Prof Stewart Williams and Dr Paul ColegroveO07 Embedding fibre optic sensors using laser additive manufacturing 9
Dirk Havermann, Robert R.J. Maier, William N. Macpherson and Duncan P. Hand
O08 Manufacturing of polymeric nerve guides for peripheral nerve repair 10 Christopher J Pateman, Richard Plenderleith, Muhammad Daud, Adam Harding, Claire Christmas, Fiona Boisannade, Stephen Rimmer, John W Haycock and Frederik Claeyssens
O09 A Dispersed Reference Interferometer for Surface and 11 Dimensional Metrology
James Williamson, Dr Haydn Martin and Professor Xiangqian JiangO10 Nanoscale Materials for Flexible Tactile Sensors 12 Shrawan Kumar Jha, Edward Lofts, Hendrik Faber, Ajay Perumal,
Xu-Hua Wang, Paul Stavrinou, Natalie Stingelin, Thomas Anthopoulos and Donal D.C. Bradley
O11 Endohedral fullerenes: small molecules, big challenges 13 Kyriakos PorfyrakisO12 Collaborative Robotic Maintenance for Industry 14 M. Farnsworth and T. TomiyamaO13 Micromoulding of medical devices 16 P. Coates, B.R. Whiteside and K. NorrisO14 Optimisation of the perfusion system of a tri-axial bioreactor 18 Husnah Hussein, David J. Williams and Yang Liu O15 Service Damage Assessment using Active Thermography 19 L. Tinsley, L. Oakey, L. Redding, A. Shaw, J. Mehnen and R. Roy
vii

Page
P01 Existing intermittent fault finding technologies 21 Wakil Ahmed, Samir Khan and Paul Phillips
P02 Reactive Inkjet Printing 22 Patrick Smith, Jonathan Stringer and Yi Zhang
P03 Zone-refining, deuteration and crystal growth of aromatic molecules 23 for organic spintronics applications
Mark Oxborrow and Neil Alford
P04 Machining in the small scale 24 Anish Roy, S. Abolfazl Zahedi, Murat Demiral and Vadim V. Silberschmidt
P05 Drilling in aerospace composites: challenges and solutions 25 Vadim V. Silberschmidt, Farrukh Makhdum, Vaibhav Phadnis and Anish Roy
P06 Ultrasonic melt processing – improving the quality of liquid and 27 solid metal
D.G. Eskin
P07 Production network wide opportunities for continuous manufacturing 28 in pharmaceutical industry Rajan Talati and Umit Bititci
P08 Thermally enhanced ultrasonically assisted machining 30 Anish Roy, Riaz Muhammad and Vadim V. Silberschmidt
P09 High Pressure Die Casting of Al-Mg-Si-Mn Alloy for Improved Ductility 31 S. Ji, D. Watson, M. White and Z. Fan
P10 Multiobjective Evolutionary Optimization for Antibody Purification 32 Process Design
Richard Allmendinger, Ana S. Simaria and Suzanne S. Farid
P11 Developing confidence in automatic on-line quantification of 33 surface defects Mitul Tailor, Punnu Phairatt, Jon Petzing, Michael Jackson and Rob Parkin
P12 Twin Roll Casting of Melt Conditioned Magnesium Alloy 34 Sanjeev Das and Zhongyun Fan
P13 Towards high purity mid infrared chalcogenide glasses 35 K. Khan, P. Bastock, C. Craig, E. Weatherby, C. Huang and D. Hewak
P14 Modelling of Sheet Metal Forming Processes for Sustainable Recycling 36 Javad Falsafitonekaboni, Emrah Demirci and Vadim V. Silberschmidt
viii

Page
P15 New theoretical methodologies for pharmaceutical plant cleaning 37 Wendy Carr, Elaine Marin and Mark Talford
P16 Visual Feedback Control of Scalable Industrial Robotics using 38 Ethernet Interface Punnu Phairatt and Mike Jackson
P17 Towards CNC Automation in AFM Probe-Based Nano Machining 40 E.B. Broussea
P18 On the investigation of nucleation mechanism in an oscillatory 41 baffled crystallizer
Craig J. Callahan and Xiong-Wei Ni
P19 Production of high quality light alloy billets with Melt Conditioned 42 Direct Chill casting process
M. Xia, A.K. Prasada Rao, H. Kotadia and Z. Fan
P20 Generating cause-and-effect models for chromatographic protein 43 purification
Spyros Gerontas, Simyee Kong, Richard Allmendinger, Songsong Liu, Lazaros G. Papageorgiou, Suzanne S. Farid and Nigel J. Titchener-Hooker
P21 Free- Form Automated Incremental Panel Forming 45 Balaji Ilangovan, Radmehr P. Monfared and Michael Jackson
P22 Costing for Avionic Through-life availability 46 Linda Newnes, Ettore Settanni, Nile Thenent, Yee Mey Goh,
Swetha Narayana, Glenn Parry, Neil Barnett, Paul Green, Mark Calland, Mark Oliver and Matthew McNally
P23 Systematic Modelling and Real-Time Optimisation for Manufacturing 47 Complex Geometries using Additive Manufacturing Technologies
George Panoutsos, Kamran A Mumtaz1and Hassan Ghadbeigi
P24 Nucleating – Agent – Assisted Microstructure Formation in 48 Semiconducting Organic Matter
Neil D. Treat, Jennifer A. Nekuda Malik, Obadiah Reid, Liyang Yu, Christopher G. Shuttle, Garry Rumbles, Craig J. Hawker, Michael L. Chabinyc, Paul Smith and Natalie Stingelin
P25 Controlling Variation in Low Volume Manufacturing Processes 49 Steven Cox, John Garside and Apostolos Kotsialos
P26 Surface development and visualisation of a stratified Titanium 50 surface polished by vibratory bowl mass finishing
K. Walton, L. Blunt and L. Fleming
ix

Page
P27 Metrology and characterisation of Micro and Nano-scale defects for 51 aluminum oxide barrier film employed in flexible Photovoltaic modules
Mohamed Elrawemi, Liam Blunt and Leigh Fleming
P28 Intelligent temperature measurement for advanced manufacturing 52 Dean Tansley, Simon Fletcher and Andrew Longstaff
P29 Co-creating manufacturing value at the whole system level 53 Lloyd Fernando and Professor Steve Evans
P30 Towards an intelligent, open and modular control architecture for 54 automating the milling process
Luis Rubio, Andrew P. Longstaff, Simon Fletcher and Alan Myers
P31 Microwave- and millimetre-wave sensor systems for liquid detection 55 and biosensors
Norbert Klein, Toby Basey-Fisher, Stephen Hanham, Olena Shaforost, William Otter, Steve Cranstone, Roger Tucker, Hugo Bibby Kevin Wrightson and Heinz Rongen
P32 Picosecond Laser Welding of Dissimilar Materials 56 Richard Carter, Jianyong Chen, Robert Thomson and Duncan Hand
P33 A novel method to produce electrospun scaffolds with tailored 57 geometries C Rogers, J Patient, R Bail, J Segal, K Shakesheff and F Rose
P34 Characterisation of Formulated Products and Processes 58 Peter Clark, Dr Andreas Tsoligkas, Professor Mark Simmons,
Professor Stuart Blackburn and Professor Hugh Stitt
P35 Towards obtaining robust boundary condition parameters to aid 59 accuracy in FEA thermal error predictions
Naeem S Mian, Simon Fletcher, Andrew P Longstaff and Alan Myers
P36 A Knowledge Platform for Surface Texture in Advanced Manufacturing 60 Qunfen Qi, Xiangqian Jane Jiang and Paul J Scott
P37 Plastic electronics: from lab-scale towards manufacturing 61 Alberto Scaccabarozzi and Natalie Stingelin
P38 Modelling the impact of biomass batch variability on natural 62 products extraction, to identify optimal processing conditions Josh L. Pilkington, Rachel L Gomes and Chris Preston
x

Page
P39 Identifying and Characterizing Micro-machining Fingerprints on 63 Freeform Surfaces Using Morphological Methods
Shan Lou, Xiangqian Jiang and Paul J. Scott
P40 Managing uncertainty in contract bidding 65 Linda Newnes, Dr Yee Mey Goh and Dr Melanie Kreye
P41 Predictive Calibration-Based Tolerance Boundaries For Arresting 66
Deterioration of Machine Tool Accuracy A. Shagluf. A. P. Longstaff, S. Fletcher, P. D. Denton and A. Myers
P42 Solution processed small molecule phosphorescent organic light 67 emitting devices Ajay Perumal, Hendrik Faber, Shrawan Jha, Natalie Stingelin,
Paul Stavrinou, Thomas Anthopoulos and Donal D.C. Bradley
P43 A Path to Material Efficiency in Manufacturing Applications 68 James Colwill, Oliver Gould and Shahin Rahimifard
P44 Extending the Boundaries of Energy Management to Manufacturing 69 Business Strategies
E. Woolley and S. Rahimifard
P45 Design Approach for moving from Batch to Continuous: Oscillatory 70 Baffled Crystalliser (OBC) Technology Thomas McGlone
P46 Polymorph Selection and Particle Size Control in a Continuous 71 Oscillatory Baffled Crystalliser Naomi Briggs
P47 Chemically functionalized graphene materials: from cutting edge 72 manufacturing to nanoscale engineering of electronic and optical properties Monica F. Craciun, Thomas H Bointon, Freddie Withers, Ivan Khrapach
and Saverio Russo
P48 Decision tree for rapid prediction of bioprocess facility fit issues 73 Yang Yang, Suzanne S. Farid and Nina F. Thornhill
P49 Dynamics of Parallel (Simultaneous) Machining Operations 74 Erdem Ozturk, Omer Ozkirimli, Thomas J. Gibbons and Sam Turner
P50 Drivers of change for the future of UK manufacturing: 75 International perspectives Elliott More, Professor Steve Evans, David Probert and Dr. Robert Phaal
xi

Page
P51 Heterogeneous Integration of Emerging Nanostructured Thin 76 Film Materials Matthew Cole, Nigel Coburn, Junhao Zhang, Yan Zhang, & Arokia Nathan
P52 The influence of cutting speed on tool life: the applicability of 77 Taylor’s model to the drilling of carbon fibre reinforced plastic using uncoated WC- -Co tools Julián Luis Merino Pérez, Professor Alma Hodzic,
Dr. Sabino Ayvar-Soberanis and Dr. Eleanor Merson
P53 Rational Design of Biologics Manufacturing: The Development of 78 Whole-Bioprocess Models Ajoy Velayudhan
P54 Current Progress on Real-World Vibrational Energy-Harvesting Systems 79 Colin Bell, Ashutosh Tiwari and Meiling Zhu
P55 Regenerative Medicine Manufacture: Systematisation for New 80 Business Models Nick Medcalf
P56 Strategies for self-repairing electronic systems 81 Richard McWilliam and Alan Purvis
P57 Scaling-up multiphase microchemical systems 82 Simon Kuhn
P58 Evaluation of Case-depth Layer in Coated Cutting Tool by Using 83 Barkhausen Noise and Electromagnetic Acoustic Emission Techniques Nopparat Seemuang and Tom Slatter
P59 Grain refiner development for Aluminium-Silicon alloy castings for 84 automotive applications Leandro Bolzoni, M.Nowak and N. Hari Babu
P60 Efficient Novel Drying Processes of foods 85 Tom Mills, Fotis Spyropoulos, Peter Fryer and Ian Norton
P61 New Flexible Manufacturing processes for tailored food emulsions 86 Tom Mills, Fotis Spyropoulos, Peter Fryer and Ian Norton
P62 Controlled solid phase orientation of polymers: a novel manufacturing 87 route for enhanced property medical devices P. D. Coates, P Caton-Rose, Anant Paradkar, David Farrar, Kadem Al-Lamee and K Nichols
xii

Page
P63 Eco-Manufacturing of Food Products: Improving Water Efficiency 89 in Food Manufacturing James Colwill, Elliot Woolley and Shahin Rahimifard
P64 Template-Based Manufacture of Nonwoven Assemblies for 90 Medical Devices S. J. Russell, E. Durham, E. Ingham, M. J. Tipper and D. Wood
P65 Food manufacturing for healthy diets 92 Bettina Wolf, David Gray and Tim Foster
P66 EPSRC Centre for Innovative Manufacturing in Medical Devices – 93 University of Nottingham Donal McNally, Joel Segal, Ifty Ahmed, Nick Warrior, Ed Lester
and David Grant
P67 Stratified Approaches For Enhanced Reliability – SAFER – Joint 94 Replacements Functionally Stratified Design and Manufacture: A Flagship Challenge John Fisher
P68 Modelling of Residual Stress Relief of Cold Working Process in 95 Aluminium Blocks R. Bilkhu, S. Ayvar-Soberanis, J. Castle, M. Thomas and S. Turner
P69 The Development of an Electrophotographic Additive Layer 96 Manufacturing System Exhibiting Novel Process Topography and Low-cost Desktop Characteristics Matthew Benning and Kenneth Dalgarno
P70 Design and fabrication of orthotic devices through additive 97 manufacturing Javier Munguia and Kenny Dalgarno
P71 Preparation of Poly(Lactic acid)-Hydroxyapatite Scaffolds for 98 Bone Surgery A. Malayeri, F. Claeyssens, C. Gabbott, G. Reilly and P. V. Hatton
P72 Customized Transmucosal Titanium Medical Device for for a Cleft 99 Palate Patient Manufactured Using Layered Fabrication: A Clinical case study Behnam Mirzakouchaki, Shirin Shahrbaf, David Wilgoose and Richard van Noort
P73 Upgrading of ingredients for improved resource utilisation 100 Bettina Wolf, David Gray and Tim Foster
xiii
Page
P74 Beyond Additive Manufacturing - Multifunctional 3D Printing 101 Christopher Tuck, Ian Ashcroft, Ricky Wildman and Richard Hague
P75 Design Optimisiation of 3d printed multi-functional components 102 David Brackett, Ian Ashcroft, Ricky Wildman and Richard Hague
P76 Performance evaluation of the Acoustic Emission technique for 103 structural health monitoring Daniel Gagar and Peter Foote
P77 Characterisation of ‘In-service’ Feedback for System Design and 104 Manufacturing Rajkumar Roy, Jorn Mehen, Lawrence Tinsley, Nicolau Morar,
Louis Redding and Caxton Okoh
P78 Multi-functional Composites through novel fibre placement 106 Prasad Potluri, Dhaval Jetavat, Anura Fernando, Richard Kennon
and Costas Soutis
P79 Structural Joints using Novel Embedded Inserts 107 Andrew Mills, David Ayre and Vincenzo Di Giandomenico
P80 Hydrostatic Force Bioreactor-a novel device for the mechanical 108 pre-conditioning of cells, tissues and tissue engineered constructs for clinical application Y. Reinwald, K.H.L. Leonard, J.R. Henstock, J. Price, and A.J .El Haj
P81 Multi Trench Fiber: an ultra large mode area solution for industrial 109 manufacturing Deepak Jain, Catherine Baskiotis, and Jayanta Sahu
P82 Analysis of part integrity in additive manufacture of plastics by 110 optical coherence tomography Kristian Groom, Adam Clare, Steve Matcher, Zeng Lu and
Ruth Goodridge
P83 Sustainable and Resilient Food Supply Chain: Reducing the 111 environmental impacts from food waste through novel packaging applications James Colwill, Elliot Woolley and Shahin Rahimifard
xiv

Abstracts
O01 – O15: Oral Presentations
P01 – P83: Poster Presentations

2
MANUFACTURING THE FUTURE CONFERENCE 2013
Development of a novel cryopreservation platform technology for the successful banking of human cells
Karen Coopman, Tim Morris, Andrew Picken, Christopher J HewittCentre for Biological Engineering, Loughborough University, Loughborough, LE11 3TU, UK,
+44 (0)1509 222513, [email protected]
The cell therapy industry continues to grow as more products reach the clinic. The overall aim of our research is to develop a viable process for the manufacture of these therapies such that clinically relevant cell numbers can be generated whilst ensuring product potency, purity and safety. The ability to preserve cells is a critical part of this process, allowing for the transport of cells from point of production to point of use and also their storage. The latter avoids the need for continuous culture and allows, for example, large batches of cells to be banked as starting material for use in the manufacture of a therapy.
Fig 1. Outline of slow freezing process. Cells are stored in liquid nitrogen (LN2) at ≤-150°C.
Cells are typically cryopreserved with a cryoprotective agent (CPA) in the freezing solution (Fig. 1) to limit the damage to the cells caused by freezing. The use of DMSO as a CPA is widespread despite its reported cytotoxicity at temperatures > 0°C. Given that processing cells in freezing solution at an industrial scale could take > 1 hour, the impact of long-term cell exposure to DMSO is being studied. Using a human osteoblast cell line, HOSTE85, we show that prolonged expo-sure to DMSO at room temperature has little impact on cell viability but cell growth is slowed. For instance, cells exposed to DMSO for up to 2 hours before being frozen undergo 2 population doublings less over 9 days compared to cells exposed for <5 mins. Thus, DMSO exposure time has an impact on the time, and therefore cost, involved in growing a requisite number of cells for a product batch. We are currently extending this work to look at other markers of cell function besides cell growth as well as an additional cell types, human mesenchymal stem cells. The aim is to, based on this data, identify a realistic processing window for the use of DMSO-containing freezing solutions.
Significance Statement: This work seeks to improve the Regenerative Medicine industry’s ability to manufacture clinically relevant numbers of cells by tackling a specific bottleneck in the process, namely the successful preservation of cells.
O01

3
MANUFACTURING THE FUTURE CONFERENCE 2013
From Test-Tube To Continuous Scaled-Up Manufacturing of Porous NanomaterialsSiddharth V. Patwardhan*, Colin McKinstry, Edmund J. Cussen, Ashleigh J. Fletcher, Jan SefcikUniversity of Strathclyde, Glasgow, G1 1XJ, U.K. Email: [email protected]
Abstract: In the past, we have witnessed revolutionary technologies for a variety of nanomaterials. Here we will consider scale-up manufacturing of two technologically important nanomaterials: silica and Metal Organic Frameworks (MOF). The invention of mesoporous silicas offers well-defined and tunable pores and has led to 20,000+ citations. However, because their synthesis is complex, multistep and energy intensive, they have been difficult to scale-up and remained at lab-scales. We have invented an alternate green chemistry for silica synthesis and we demonstrate combining bioinspired synthesis and continuous flow processing as a first step towards the manufacturing of functional nanomaterials with possible. We will present its scale-up manufacturing. In particular, we have demonstrated the scale-up from test-tube synthesis to ~30 g/d scale. Reaction rates in the continuous reactor were much faster than in the batch processes (Fig. 1), which was consistent with literature, however, the yields were very lower than the test-tube reactions as well as theoretical predictions using Damköhler number. It appears that laminar flows were causing problems and it was inferred that a serious lack of mixing was contributing to the lower than anticipated conversions when compared to batch chemistry. A number of options were investigated in order to address this issue and their implementation was successful in improving the yields. Designs of industrial scale systems for both the existing process and the bioinspired process were prepared and their detailed economic feasibility confirmed GN manufacturing as a promising alternative. Furthermore, the green process was estimated to reduce the manufacturing carbon footprint by over 90%, mainly by reduced energy requirements in the silica formation reactions.
As another example, we consider MOFs which represent a class of nanoporous crystalline materials with far reaching potential in gas storage, catalysis and medical devices. Literature shows a great deal of information on the batch synthesis of MOF-5, however for an industrial production, the step to continuous processing is required. Here we show that MOF-5 can be formed in a solvothermal continuous process, in an efficient way with reduced levels of solvent required per unit mass of MOF-5 compared to batch literature. A stirred tank reactor system was able to produce MOF-5 with yield of 96%. Analysis of the solid output as a function of time along with variation of concentration of the feed supply, we see high purity MOF-5 produced in a continuous system (Fig. 2) with potentially high throughput on scale up.
Significance Statement: The Significance of this work is that it presents the first scaled-up manufacturing of green silicas and MOF-5.
O02
Fig 1. Bench-top continuous silica production.
Fig 2. A typical XRD pattern of product(red lines show expected peaks).

4
MANUFACTURING THE FUTURE CONFERENCE 2013
Rapid laser-based micro/nano-manufacturing using digital multimirror device technology Ben Mills1*, Matthias Feinaeugle1, Behrad Gholipour1,
James A. Grant-Jacob1, and Robert W. Eason1
1Optoelectronics Research Centre, University of Southampton, Southampton, SO17 1BJ, UK, *Tel. +23 8059 3136, [email protected]
Single pulses from an ultrafast laser, in combination with a Texas Instrument’s digital multimirror device, have been used to spatially pattern complex structures via laser-ablation, with sub-micron-scale resolution. This flexible and novel manufacturing technique has the ability to pattern (via additive and subtractive fabrication) up to ~1cm2 regions with sub-micron resolution on the time scale of hours, hence finding applications in fields as diverse as metamaterials, telecommunications and semiconductor technologies.
There exists a wide range of techniques for the fabrication of micro-scale complex structures, including electron beam lithography, focused-ion beam milling, and direct laser. Whilst these techniques undoubtedly provide impressive resolution, these approaches are not so useful for the manufacturing of larger-scale (~1mm to 1cm) devices, due to the significant time scales that are generally required.
Here, we demonstrate the combination of impressive resolution and rapid fabrication when using single ultrafast pulses (800nm wavelength, pulse length ~150fs, repetition rate 1kHz) that have spatial intensity profiles that have been controlled through use of a digital multimirror device (DMD) (model number DLP3000) [1]. The device itself consists of an array of 680 by 608, 10.6µm wide, mechanical flip mirrors, which can rapidly switch between ‘on’ and ‘off’ positions at a rate greater than 1kHz, and was essentially used as a binary mask in order to ‘imprint’ an intensity pattern on the laser beam. A microscope objective (50x) was then used to image the intensity pattern onto the sample (see [2] for further details on the experimental setup). Fig. 1 shows scanning electron microscopy (SEM) images of three examples of single-pulse ablation of a 50nm thick titanium tungsten film (although many other materials have been observed to give similar results). The darker regions on the SEM images correspond to regions where the thin film has been completely removed, via laser-ablation, and hence the glass substrate is instead observed.
The significance of this work is, for thin films, single-pulse ablation is possible, hence enabling rapid manufacturing. By stitching together ablated regions (via high-precision stages) we have demonstrated coverage of 1mm by 1mm, with submicron resolution, within 20 minutes. Faster fabrication times will be possible with higher-repetition-rate lasers and faster (automated) stages. Typical edge quality is measured to be ~200nm with very little debris generally present, and the thinnest features currently possible have been observed to be ~200nm (λ/4). Use of UV wavelengths will likely improve this resolution.
[1] Texas Instruments 2012 http://www.ti.com/lit/ds/symlink/dlp3000.pdf (last accessed 20/4/2013)[2] B Mills, et. al, “Sub-micron-scale femtosecond laser ablation using a digital micromirror device”, J. Micromech. Microeng. 23 (2013) 035005
O03
Fig 1. SEM images of single-pulse laser-ablation of 50nm thick titanium tungsten film. In each case, the inset shows the intensity pattern that was displayed on the DMD and hence imprinted onto the laser beam (where white corresponds to laser light, and black corresponds to no laser light).

5
MANUFACTURING THE FUTURE CONFERENCE 2013
Digital Holographic Analysis of Laser Induced Micro Plasma in Micro Machining Applications: Temporal and Spatial Comparisons to Thermo Nuclear Explosions
Krste Pangovski, Institute for Manufacturing, University of Cambridge, 7 Charles Babbage Road, +44 7824 381 936, [email protected]
Martin Sparkes, Institute for Manufacturing Andrew Cockburn, Institute for Manufacturing
William O’Neill, Institute for Manufacturing
Abstract: In 1950 Sir G. Taylor formulated theoretical model for estimating the amount of energy released from a very intense explosion by observing the temporal evolution of the generated shock wave. Laser-material interactions are subject to a range of physical phenomena that closely resemble the dynamics of Nuclear Weapon releases: Early plasma, shockwave formation, intense plume and material ejection. We employ ultrafast Holographic methods to study the dynamics of laser-based single pulsed events and compare the temporal and spatial characteristics to Nuclear Weapon dynamics from available data (see Figure 1). We present the dynamics of Silicon and Titanium ablation from the early period (0 – 1000 ns) to the late period (1 – 500 μs) and compare the surface and volumetric heating regimes with that of nuclear detonations. We determine the energy efficiency as a function of removed material through the Sedov-Taylor approximations.
Statement of Significance: • Demonstrate scaling phenomena in fluid dynamics from the micro to macro scales. • Determine the dynamics and energy deposition regimes of a variety of advanced temporally
shaped pulses, hitherto, largely unexplored.
O04
Figure 1: Shows (left) the temporal evolution of a single laser pulse on <1|1|1> Silicon and (right) the evolution of a nuclear explosion.

6
MANUFACTURING THE FUTURE CONFERENCE 2013
Manufacturing of Tissue Engineered Stem Cell Niches for Corneal Healing Ílida Ortega, The University of Sheffied, Broad Lane, Kroto Research Institute,
Sheffield, S3 7HQ, United Kingdom, Phone: +44(0)114 222 5931,[email protected]
Anthony J. Ryan, The University of Sheffield
Sheila MacNeil , The University of Sheffield
Frederik Claeyssens, The University of Sheffield
Corneal blindness occurs as a result of limbal epithelial cells (LEC) deficiency due to causessuch as chemical burns or Aniridia. LEC are located in the limbus in specific microenvironmentsor stem cell niches1. In some cases of corneal disease limbus and niches are destroyed andcells from the conjunctiva migrate to the cornea producing scar tissue which reduces vision2.Our aim is to manufacture models of the limbus in which to study LEC activity. We havedesigned two types of microfabricated corneal rings (one biodegradable and other nonbiodegradable; fig.1a, 1d) containing micropockets to simulate LEC microenvironments.Non-biodegradable rings were made of polyethylene glycol diacrylate (PEGDA) using microstereolithography3. Biodegradable rings were made of poly (lactic-co-glycolic acid) 50:50 using a technique combination of microstereolithography and electrospinning4. Preliminary work on the evaluation of the constructs was performed using rabbit limbal explants and limbal epithelial cells. The potential use of the rings as cell delivery devices was evaluated using a 3D rabbit cornea model. Cells were characterized using CK3 (differentiation marker) and P63 (stem cell marker). Cells attach and proliferate on the constructs (fig. 1b, 1c, 1e) and for both approaches we obtained promising results regarding epithelial cell transfer and re-epithalisation of damaged corneas using a 3D rabbit model. Both types of constructs could be potentially used as stem cellcarriers for the treatment of corneal disease.
REFERENCES(1) Dua H S. et al, Br J Ophthalmol (2005), 89:529-532; (2) Huang A J. et al, Invest OphthalmolVis Sci (1991), 32:96-105; (3) Ortega I. et al, Biofabrication (2013), 5:025008; (4) Ortega I. et al,Acta Biomaterialia (2013), 9:5511-5520.
ACKNOWLEDGMENTSWe thank the Wellcome Trust Foundation and the EPSRC Landscape Fellowship scheme forsupporting this work.
The significance of this work is the need for the development of new biomaterial devices that mimic closely the physiological conditions where stem cells reside in the body. In this work we have used different manufacturing techniques for producing limbal models containing artificial stem cell pockets that we hypothesize would aid in corneal healing.
O05
Fig 1. SEM images of PEGDA and PLGA microfeatured outer rings (a, d). SEM and fluorescence images of Rabbit limbal cells on PEGDA constructs (b, c: green: vincullin) and on PLGA scaffolds (e; green: phalloidin-FITC).

7
MANUFACTURING THE FUTURE CONFERENCE 2013
Wire+Arc Additive Manufacturing: how metal 3D printing will change manufacturing. Current status, benefits and future developments
Filomeno Martina, Welding Engineering and Laser Processing Centre, Cranfield University, Building 46, Cranfield, MK43 0AL, UK. 01234 750111 x5055, [email protected]
Prof Stewart Williams, Welding Engineering and Laser Processing Centre, Cranfield University
Dr Paul Colegrove, Welding Engineering and Laser Processing Centre, Cranfield University
Wire+Arc Additive manufacturing (WAAM) is a novel approach to metal component production developed at Cranfield University. This was done using funding both from EPSRC as well as a large group of industrial partners. WAAM consists of building components in a layer-by-layer fashion, as opposed to current manufacturing techniques which are mostly subtractive, i.e. material is removed from the initial billet until the desired geometry is achieved. The nature of the present manufacturing approach results in material waste up to 95% of the original workpiece, while WAAM waste is around 20%. One of the principal materials used in aerospace systems is Ti-6Al-4V, an expensive alloy due to the high amount of energy required for its production. This material is also difficult and expensive to machine. Therefore manufacture of Ti-6Al-4V components using the WAAM process will result in large savings in material and manufacturing costs, as well as exceptional reductions in CO2 emissions.
Additive manufacturing was originally regarded as a rapid prototyping technique, as it requires no tooling. This feature leads to greatly reduced lead times, especially in terms of product development and evaluation of alternative designs. Furthermore, it improves design flexibility, as a products’ design can be continuously improved without worrying about the often limiting cost of new tooling (moulds or dies). The possibility of manufacturing potentially any shape makes WAAM even more attractive for product engineers and designers, as designs can be optimised topologically, thus improving the overall mechanical performance while reducing weight, with little concern over manufacturability. In sectors such as aerospace, this is a crucial benefit as weight savings directly lead to a reduction in fuel consumption. Further benefits from a designer perspective are the capability of creating functionally graded materials, as well as embedding devices such as sensors directly in the component during its manufacture. Moreover, WAAM has already proven its scalability: components ranging from few centimetres to meters in size have been successfully manufactured.
The main issues are residual stresses and distortion. By applying high-pressure rolling to WAAM structures, both were significantly reduced. Furthermore, rolling produced changes in the microstructure, which resulted in improved, isotropic mechanical properties, with reduced variability.
Future work in the field includes exploring alternative methods to rolling, as well as ways to increase the deposition rate up to ~10 kg/h within the HiDepAM project. Further mechanical tests will be performed, and the demonstrator’s complexity will be increased to match those of real parts, taking WAAM to the maturity level required for full industrial implementation.
O06

Significance Statement: The significance of this work is the reduction in CO2 emissions, material cost, manufacturing constraints, lead time, residual stresses and distortion; the increase in product’s design flexibility; the achievement of isotropic and guaranteed mechanical properties; the possibility of building a wide range of components in terms of both size and different materials. This will enable industrial implementation of the technology.
O06
Figure 1 - Landing gear component manufactured for Bombardier
8

9
MANUFACTURING THE FUTURE CONFERENCE 2013
Embedding fibre optic sensors using laser additive manufacturingDirk Havermann, Institute of Photonics and Quantum Sciences, Heriot-Watt University,
Edinburgh, EH14 4AS, UK, tel.:+ 44 131 451 3086, e-mail: [email protected]
Robert R.J. Maier, Heriot-Watt University
William N. Macpherson, Heriot-Watt University
Duncan P. Hand, Heriot-Watt University
Laser Additive Manufacturing provides novel and exciting possibilities when constructing 3-dimensional free form components in polymers and metals. The process of building 3-D components from the inside-out opens up the potential to embed sensors into the heart of a component. Fibre Bragg gratings are an ideal component of smart composite materials and are already used for delivering in-situ measurements of polymer components. Recently developed high temperature compatible fibre Bragg gratings, suitable for continuous use at temperatures of up to 1000° C, provide the opportunity of extending sensing capabilities to metallic components.
We will present our latest results on developing a technique for embedding optical fibre sensors into stainless steel (SS 316). It is first of all necessary to remove any polymeric jacket from the fibre and replace this with a metal coating. Such a metal coating allows the fibres to bond to the metal environment as well as protecting them during the embedding process. A thin electrically conductive layer of Chromium is applied using vacuum sputtering and Nickel is then electroplated onto the fibre with thicknesses of up to half a millimetre. Then, in a two step process, these metal clad optical fibres are laser welded onto a stainless steel substrate and subsequently encapsulated using a laser based powder sintering process. Both processes are tailored to minimise risk of damage to the optical fibre and the latter sintering process is carefully optimised to achieve the best possible bonding between the optical fibre and the metal environment.
We report the optical condition of the fibre during the encapsulation process and demonstrate that nickel coated optical fibres can be embedded into stainless steel components by using laser based manufacturing processes. Potential for producing smart metal components is illustrated through the ability of these fibres to deliver in-situ measurements of applied strain and temperature.
Significance Statement: Fibre optic sensing and laser additive manufacturing are merged in this cross-disciplinary project to encapsulate fibre optic sensors with stainless steel. This project will extend fibre optic sensing applications to environments of elevated temperatures.
O07
Optical fibre embedded into stainless steel (SS 316)

10
MANUFACTURING THE FUTURE CONFERENCE 2013
Manufacturing of polymeric nerve guides for peripheral nerve repair Christopher J Pateman, Richard Plenderleith, Muhammad Daud, Adam Harding,
Claire Christmas, Fiona Boisannade, Stephen Rimmer, John W Haycock & Frederik ClaeyssensDepartment of Materials Science & Engineering, Chemistry and the School of Dentistry,
University of Sheffield, U.K.
Peripheral nerve injuries affect 1/1000 people per year in the developed world, with microsurgical repair being the prevailing treatment. To repair peripheral nerve injuries surgeons typically use autologous nerve grafts. These grafts are not ideal since another (donor) nerve needs to be sacrificed, leading to loss of function and pain in the donor site. An interesting alternative to transplants is the use with bioengineered constructs, with present studies focussed on the use of nerve guide conduits (NGCs).
Currently available Nerve Guidance Conduits (NGCs) have a limited regenerative capacity, mainly due to the absence of physical guidance cues and poor support for nerve cell growth. The aim of this work is to develop a reliable manufacturing route of NGCs with improved bulk properties, physical design and surface chemistry. In this paper the use of 3D structuring via laser stereolithography and electrospinning is reported for the fabrication of perineurial and epineurial mimicking scaffolds. Caprolactone, polylactide and polyethylene glycol pre-polymers were synthesised, methacrylate functionalised and structured using laser based microstereolithography (microSL). Electrospinning of aligned PCL was undertaken and 5m parallel fibres were inserted in to NGCs. SEM characterisation revealed accurate and reliable production methods to a resolution of 60 μm. In vitro testing included culturing, cell viability testing and immuno-fluorescence labelling of neuronal cells, rat-derived primary Schwann cells and dorsal root ganglion, demonstrating cellular adhesion and neurite outgrowth on these materials. Early in vivo implantation results of control microSL NGCs without lumen structures in to a mouse YFP common fibular model show regeneration equivalent to autograft. This work is continuing with the implantation of intraluminal-structured conduits. In summary, photocurable degradable polymers based 3D structures have considerable potential for the manufacture of a new generation of NGC, with improved physical and biochemical properties.
AcknowledgementsWe thank EPSRC for funding this project through the First Grant Scheme (EP/I007695/1, FC), and through funding studentships under the TERM-DTC (CJP) and DTA (RP) schemes. We also thank NIHRC- i4i for funding this work.
This work uses novel manufacturing techniques to significantly further research and development in bioengineered implants to regenerate injured peripheral nerves.
O08
Fig. 1: Poly(ethylene glycol)-based NGC tube incorporating intra-lumen features.

11
MANUFACTURING THE FUTURE CONFERENCE 2013
A Dispersed Reference Interferometer for Surface and Dimensional MetrologyJames Williamson, Dr Haydn Martin and Professor Xiangqian Jiang
EPSRC Centre for Innovative Manufacturing in Advanced Metrology,University of Huddersfield. T: 01484 473634 E: [email protected]
Successful integration of metrology with manufacturing processes will enable cost reduction andenhance capability for the manufacture of high and ultra-precision components and assemblies. We present a novel interferometric method of absolute single point position measurement which is inherently suited to such embedded measurement applications. The method principle provides a single point measurement system with potentially high dynamic range without expensivechromatically abberated probes. The ultimate aim is to provide multiple remote optical fibre linkedprobes which will allow measurement on machine.
We report a bulk optic apparatus designed to prove the operating principle of the proposed measurement system. The experimental apparatus (right) is a Michelson interferometer configuration and consists of a superluminescent diode (SLD) (820 ± 15 nm). A beamsplitter (BS) divides the source light into the two arms of the interferometer. In the measurement arm an objective lens (L2) focuses the beam onto the sample (S). In the reference arm, a pair of blazed transmission gratings (G1 & G2) introduce chromatic dispersion. The resulting interferogram is then spectrally decomposed by a spectrometer (G3, SM, D). The apparatus produces
a quadratic phase function with wavelength range resulting in the symmetrical fringe pattern seen by the spectrometer (upper trace, left). The point of symmetry is dependent on the optical path difference and by inference, the surface height under the probe. The point of symmetry may be tracked using an autoconvolution operation (lower trace, left).
We present a set of initial proof of principle experimental results which include measurements ofrange, vertical resolution, linearity, repeatability, as well as actual surface topography measurement examples. The implementation of the dispersed reference interferometer as an instrument incorporating multiple remote fibre linked probes is also considered.
Significance of this work: The physical principles outlined in this work have the potential to impact on UK high precisionmanufacture by yielding reduced costs, increased throughput and the enabling/improvement ofprocesses in precision manufacturing. This in turn will enable the wider adoption of these high value components as part of both leading edge scientific programmes and consumer technologies. Sensor products resulting from this principle will directly benefit UK metrology companies.
O09

12
MANUFACTURING THE FUTURE CONFERENCE 2013
Nanoscale Materials for Flexible Tactile Sensors Shrawan Kumar Jha*, Edward Lofts, Hendrik Faber, Ajay Perumal, Xu-Hua Wang,Paul Stavrinou, Natalie Stingelin, Thomas Anthopoulos and Donal D.C. Bradley.
Departments of Physics and Materials and Centre for Plastic Electronics (CPE),Imperial College London, London
Touch is a common medium used by humans to interact with their environment. It is one of the most popular methods used extensively in our daily lives, for example, in mobile touch screens. A variety of touch sensitive technologies has been demonstrated and commercialized in recent years, including resistive, capacitive, optical and acoustic effect devices [1,2]. However, typical touch-sensors are based on glass substrates, a fragile and rigid medium, and the few existing flexible technologies are not transparent [3]. We demonstrate transparent and flexible touch sensitive devices incorporating solution-processed nanomaterials on plastic substrates and show their potential for use in low-cost touch detection and tactile feedback systems.
References:[1] R.S. Cok, R.R. Bourdelais, C.J. Kaminsky, Flexible resistive touch screen, US Patent
2004/0212599 A1 (2004).[2] P.W. Kalendra, W.J. Piazza, Automatic calibration of a capacitive touch screen used with a fixed
element flat screen display panel, US Patent 5283559 (1994).[3] H.-K. Lee, S.-I. Chang, E. Yoon, A flexible polymer tactile sensor: fabrication and modular
expandability for large area deployment, J. Microelectromech. Syst. 15 (2006) 1681–1686.
O10

13
MANUFACTURING THE FUTURE CONFERENCE 2013
Endohedral fullerenes: small molecules, big challengesKyriakos Porfyrakis, University of Oxford, Department of Materials,
Parks Road, Oxford, OX1 3PH, U.K., Tel.: 01865 273724, Email: [email protected]
Fullerenes are cage-like molecules. The fullerene cages consisting of n carbon atoms are written Cn; when n = 60 the carbon atoms are arranged in a way similar to the vertices on a football. An atom of another element X can be incarcerated in this cage to produce a so-called endohedral (from Greek words literally meaning within the facets) fullerene, written X@Cn.
Endohedral molecules have surface manoeuvrability and physical and electronic properties which are greatly enhanced as compared to free-standing atoms of X. They can be manipulated, arranged in 1D chains, 2D lattices or even 3D crystals. Endohedral fullerenes provide one with the ability to effectively manipulate a single atom or a small cluster of atoms that would be otherwise unattainable. Molecules such as N@C60 have exceptionally long electron spin lifetimes. Endohedral fullerenes containing metal atoms in their interior (metallofullerenes) can have remarkable magnetic and optical properties.
Endohedral fullerenes were discovered about 20 years ago. However the main limiting factor affecting their use in applications still remains. It is their rarity. They are currently available only in milligram quantities. In this talk I will show the novel reactor that I developed for producing endohedral fullerenes in gram amounts. Such quantities are not only unprecedented, but they will also allow fundamental studies of the physical and chemical properties of endohedral fullerenes to be undertaken. Once this challenges are met, then the molecules can be controlled or even designed to have specific functionality for use in real-world applications. Figure 1 shows a schematic of the nanofactory reactor for scaled-up synthesis of Endohedral fullerenes.
Significance Statement: The Significance of this work is that the novel reactor that I have developed will allow endohedral fullerenes and their derivatives to be brought to the market place. The aim is that in the not-too-distant future, they will be found in devices used daily.
O11
Figure 1. Schematic illustration of a reactor capable of scaled-up production of endohedral fullerenes

14
MANUFACTURING THE FUTURE CONFERENCE 2013
Collaborative Robotic Maintenance for Industry Keywords: maintenance; collaborative; industrial robotics; robotic operating system; automation
M., Farnsworth1, and T., Tomiyama2
1Through Life Engineering Centre, Cranfield University, College Road, Bedfordshire, MK43 0AL2Decision Engineering Centre, Cranfield University, College Road, Bedfordshire, MK43 0AL.
The Customer requirements within many industries are shifting from purchasing a physical productto acquiring a result or a function supported by the product combined with a number of relatedservices (Baines et al. 2007). One such service, maintenance, is perhaps the most efficient way tokeep the function available during the product lifecycle (Takata, et al. 2004).
Maintenance is often irregular and non-deterministic, particularly when compared with standardmanufacturing processes. The specificity of products can lead to maintenance which is often notstandardized across product and manufacturing domains and as a result often undertaken by skilled engineers. Automation has played a vital role in industry throughout history, particularly within the production line. With the movement towards providing product service systems the need for services such as maintenance are increasingly important for a manufactured product (Z., Zhang and X., Chu. 2010), and the pull towards automation may drive down costs and improve performance time. Robotic maintenance is an important topic of research and development that can improve customer satisfaction, promote sustainable consumption and can provide significant cost benefits in areas where maintenance can be hazardous, for example within the nuclear industry.
In looking to the future of automated maintenance there are a number of challenges that need to be addressed. The ability to classify maintenance activities into processes and functions that can be undertaken by robotic platforms and provide such a service in an automated fashion, anddevelopment of the necessary robotic platforms, tools and decision making software needed toperform these maintenance tasks.
This work has firstly looked to develop processes using current industrial engineering techniques for the decomposition of maintenance tasks into a set number of units which can then be automated through the use of robotics. Often it can be beneficial to undertake a particular task in a collaborative nature, with multiple robotic platforms all working together to achieve a goal thatcould otherwise not be done singularly. This research continues in this vain with an investigation into the use of collaborative robotic maintenance over a number of platforms, each utilizing a separate skill set, either through vision and tracking, gripping and manipulation, or functional end effectors. Built upon the robotic operating system (ROS) and ROS Industrial frameworks, it is possible to demonstrate collaborative maintenance activities across both academic research robotic platforms (Turtlebot 2) and industrial robotic arm platforms (Fanuc m-20ia).
Significance statement: The significance of this work is that it will demonstrate the feasibility ofrobotic maintenance and open it up to further research and development. It will look to expandcurrent robotics research into industrial robotics platforms towards automated maintenance usingthe ROS industrial framework.
O12

References:Z., Zhang and X., Chu. 2010 “A new approach for conceptual design of product and maintenance”International Journal of Computer Integrated Manufacturing, Vol. 23, No. 7, July, pp. 603-618T. S., Baines, H., Lightfoot, E., Steve, A., Neely, R., Greenough, J., Peppard, R., Roy, E., Shehab, A.,Braganza, A., Tiwari, J., Alcock, J., Angus, M., Bastl, A., Cousens, P., Irving, M., Johnson, J., Kingston,H., Lockett, V., Martinez, P., Michele, D., Tranfield, I., Walton, and H., Wilson. 2007 “State-of-the-artin product-service systems” Proceedings IMechE, Part B: J. Engineering Manufacture, 221, pp. 1543-1552S., Takata, F., Kimura, F.J.A.M. van Houten, E., Westkamper, M., Shpitalni, D., Ceglarek, J., Lee. 2004“Maintenance: changing role in life cycle management” Annals of the CIRP, Vol 53. (2), PP. 643-655
15
O12

16
MANUFACTURING THE FUTURE CONFERENCE 2013
Micromoulding of medical devicesP D Coates, Polymer IRC, University of Bradford, Bradford BD7 1DP, UK
tel 01274 234540 [email protected]
B R Whiteside, Polymer IRC University of Bradford
K Norris, Polymer IRC University of Bradford
The micromoulding process has been developed as a precision moulding technology for small, precision, high added-value polymer and polymer nanocomposite products. It is a rapidly increasing area of interest, driven by miniaturization of components particularly for healthcare, optical and telecommunications applications. High precision micromoulding involves extremes of stress, strain and strain rate and temperature gradients imposed during processing, which offer a challenge to materials from the viewpoints of stability and consistency, but may also offer opportunities for control of morphology, hence product properties. Polymers have complex morphologies, which may be developed through processing operations. Micromoulding is a melt processing route which is thermally dominated and incurs high strain rates (shear rates up to ~ 107 s-1), and high injection pressure (>>1000bar). It can be used to develop advantageous structures in polymers and polymer composites and nanocomposites. In particular length scales and the associated thermal gradients (due to large surface area to low volume ratio products), can significantly influence product morphologies and physical properties, providing novel opportunities for control of product properties. For example, the smallest products have been shown to have enhanced mechanical properties over conventional scale products (associated with polymer shish-kebab’ morphologies formed in a complex property gradient through the thickness of a micro scale product).
Small scale, precision geometry products, particularly for medical technology and telecommunications products are being manufactured by micromoulding, and two commercial products are made in our laboratory for medical applications. One of these, a dental root canal filling (DRFP Ltd) is shown in Fig. 1. This challenging product contains a high loading of radio opaque filler, and requires a precise taper and point geometry.
In addition to the manufacture of small components (the smallest we make is 35mg), controlled surface feature mouldings are of interest (e.g. for optical components or for potential cell culture or lab-on-chip products). There appears to be potential for surface feature control through morphologies achieved in the process - we are exploring the control of product morphologies via mould temperature control, to affect surface features, such as surface roughness (Fig. 2). This route is an alternative to the conventional attempts, which we also investigate, to replicate micro or nanofeatures (obtained by machining techniques including ion beam) on a tool surface including injection-compression techniques. A replication approach is clearly required when specific geometries, as opposed to roughness, are required. Surfaces also critically affect heat transfer, which is of first order importance in this process – a topic which forms part of our computer modelling of micromoulding, in collaboration with Autodesk Moldflow.
O13
Fig.1 Micromoulded radio-opaque dental obturation point

Significance Statement: Micromoulding is a technology which has developed rapidly over the past decade, which although aimed at high precision small components is also a route to controlling product morphologies and hence properties (or property gradients). We have a leading capability in micromoulding (including an international network, see www.ukmig.com ) with extensive facilities for processing and characterisation of products, and a joint international laboratory in Sichuan. Products are very high-added value polymer or polymer nanocomposites, particularly for healthcare, optical and telecommunications sectors, which continue to be rapidly developing international markets.
O13
17
Fig. 2. White light interferometry map (300μm x 300 μm) of micromoulded product surface, moulded against an optically flat sapphire mould, at injection speed 50mm/s and 300mm/s, hold pressure = 50 bar; at tool temperature of (a) 45C showing Ra ~ 13μm and (b) 105C showing Ra ~ 20μm; (c) sapphire surface (Ra~3.5nm)
50mm/s 300mm/s 50mm/s 300mm/s injection speed (a) Mould temperature 45C (b) 105C (c)

18
MANUFACTURING THE FUTURE CONFERENCE 2013
Optimisation of the perfusion system of a tri-axial bioreactorHusnah Hussein, David J. Williams and Yang Liu
Wolfson School of Mechanical and Manufacturing Engineering, Loughborough University, Loughborough, LE11 3TU, United Kingdom,
Corresponding author: email: [email protected]
Mechanical stimulation, in combination with growth factors, is likely to be essential to the appropriate function of stem cells and the development of tissue engineered constructs for orthopaedic and other uses. A multi-axial bioreactor was been built by Bose ElectroForce to simulate physiologically-relevant loading conditions of the intervertebral disc to four 3D tissue engineered constructs under the control of a software program. The tri-axial bioreactor (Figure 1) subjects the four 3D constructs to three independent forces: (1) uniaxial compression from porous platen contact against the 3D construct ends, (2) hydrostatic confining pressure against semi-permeable membranes surrounding the circumference of the curved 3D specimens and (3) forced perfusion by applying a hydrostatic pressure difference to move culture medium through the specimens. Some aspects of the design and arrangement of the perfusion system cause non-uniformity in the fluid flow environment and unstable control of the downstream pressures. Fluid flow variability can lead to undesirable differences in cellular growth rates in the 3D specimens due to differences in mass transport of oxygen, growth factors and other nutrients to the cells during culture. This presentation will discuss the impact of changes in the mechanical system configuration to better redesign the perfusion system for repeatable and reproducible performance. A systematic engineering approach was undertaken to solve the perfusion problems applying design of experiments to study and optimize the flow configuration. Additionally, the effects of combined perfusion and uniaxial compression of mesenchymal stem cell-alginate constructs in the bioreactor will be presented.
O14
Figure 1: Loading frame of the tri-axial bioreactor

MANUFACTURING THE FUTURE CONFERENCE 2013
Service Damage Assessment using Active ThermographyL. Tinsley, L. Oakey, L. Redding, A. Shaw, J. Mehnen and R. Roy
EPSRC Centre in Through-life Engineering Services, Cranfield University
Service damage for mechanical components include surface delamination, impact damage, crack, wear and corrosion. This presentation looks at different types of service damages and how we could assess them using a non-destructive inspection (NDI) method. The experiments are based on test samples with different damage features and materials. Active thermography, a fast, easy to implement and inexpensive NDI method is further developed to assess the shape, size and depth of sub-surface damage features. The research is then extended to design, build and test a novel boroscopic inspection system for active thermography in inaccessible areas. The boroscope development has attracted significant industrial interest and has demonstrated limits of current IR camera systems.
In capital-intensive industries such as the automotive, aerospace and defence industries where strip down may not be practical, other forms of remote or non-destructive inspection must be carried out. A considerable amount of time and money is spent in carrying out the appropriate non-destructive techniques as remaining unaware of the extent of damage in these areas can build up substantial risk. This is an important driver for the ever-growing demand for faster and more cost-effective non-destructive inspection solutions.
The first part of the presentation will focus on approaches to assess the shape, size and depth of the sub-surface damages. Extensive experimental results will be presented to demonstrate the capability and limits of the active thermography system. This research will then be extended to design and build a portable thermographic system capable of inspecting damages in inaccessible areas of equipment without strip-down. In response to this requirement driver, a small, portable form of a pulsed active thermographic non-destructive inspection system was developed, with the primary application along the inside of a hollow axel, which is conventionally inaccessible to active infrared NDI. The thermal camera was mounted inside a hollow tube with a gold-coated thermally reflective mirror to allow lateral observation of the inner surface in a boroscope configuration. Different methods of heat application were applied. Optical flash heating and hot air pulse are the conventional heat injection methods employed in pulsed thermography, but were difficult to reproduce the same short intense bursts of heat energy in miniaturised form. An application of cold spray was applied instead and found to be more suitable to adaptation in the smaller environment with similar impact of showing sub-surface features as with the normal scale setup.
O15
19

Significance Statement: Application of non-destructive inspection to components in-situ without requiring strip-down of components is a high priority current research into NDI developments. An early-stage demonstrator for a portable thermographic pulsed active non-destructive inspection system that can be applied to components for service damage assessment in-situ without strip-down was successfully established. This demonstrator is capable of inspecting areas with a 100 mm opening, with the cross-sectional area of the thermal camera the primary limiting factor. The system design can be easily adapted to smaller camera models for further miniaturisation of in-situ thermographic NDI applications.
O15
20

21
MANUFACTURING THE FUTURE CONFERENCE 2013
Existing intermittent fault finding technologiesWakil Ahmed, Cranfield University, College Road, Cranfield, MK43 0AL, UK,
Samir Khan, Cranfield University
Paul Phillips, Cranfield University
The reducing size of electronics and their complex interactions has forced designers to improve their understanding of failures from a multidisciplinary perspective. This becomes significantly important when considering a class of system faults that cannot be easily located, diagnosed or even reproduced under standard maintenance test regimes. This phenomenon is commonly classified as a ‘diagnostic failure’ which indicates a closed-loop system with identifiable symptom → failure → decision relations; however, identifying and road mapping these relationships are a key challenge in improving diagnostic success. This requires a complete fundamental understanding of the phenomena, including clear distinctions between root-cause faults, root cause sources and the influencing factors (or drivers) covering the entire maintenance process. The situation worsens when faults occurring at the component level are intermittent in nature. This research surveyed the tools and techniques actively being used to investigate intermittent faults that manifest themselves in PCBs, for example as dry solder joints, loose connections or faults prone to environmental effects. Typical equipment such as multi-meters and oscilloscopes are not always sufficiently capable to examine the root cause of problems, as it may not be possible to isolate components during manual testing. The research work evaluated data-driven techniques such as clustering, neural networks, Bayesian networks, decision trees and pattern recognition. It has also highlighted specific application methods such as spread spectrum time domain reflectometry often used in the aviation industry to characterise faults.
Current research within the EPSRC Centre for Through-life Engineering Services is certainly keeping an open mind on this, as it has recognised that different industries have different needs and differing practices. Even though there is almost certainly good practice in mitigating unknown failures that is not being shared; one universal solution is unlikely, but what has not worked in one industry may be just what another industry needs.
Significance Statement: The Significance of this work is that it will bring together technological practices in industry and academia currently being applied to resolve unknown failures. It aims to develop a standard maintenance capability in order to rectify a greater range of faults which are affecting system availability and support costs.
P01

22
MANUFACTURING THE FUTURE CONFERENCE 2013
Reactive Inkjet PrintingPatrick Smith, Jonathan Stringer & Yi Zhang
University of Sheffield, Department of Mechanical Engineering, Kroto Research Institute, Sheffield. S3 7HQ
Inkjet printing produces droplets of a tailored and uniform size that can be positioned accurately on a substrate in pre-determined locations. Reactive Inkjet Printing (RIJ) transforms inkjet printing from simply being a deposition technique to one where tiny droplets of one reactant can be added to another; allowing reactions to be performed with precision at a small scale. RIJ generates the desired product in situ in the required pattern resulting in cheaper devices due to a more effective production process.
This talk discusses RIJ, and uses examples of where the RIJ approach has been successful. It will also discuss research into RIJ that has been funded by EPSRC. The research looked into producing siver/polyanilne nano-particles by RIJ by jetting silver nitrate, aniline and ammonium peroxodisulfate. The reaction synthesis commences on exposure of the aniline monomer to oxidant; Ag2+, an intermediate generated via reaction of ammonium peroxodisulfate and silver salt.
P02

23
MANUFACTURING THE FUTURE CONFERENCE 2013
Zone-refining, deuteration and crystal growth of aromatic molecules for organic spintronics applications
Mark Oxborrow and Neil Alford, Department of Materials, Imperial College, London
The electrical, magnetic and thermal properties of organic materials, and thus device performance and longevity, are often critically dependent on the purity and crystallinity of these materials. Performance can also often be significantly enhanced by replacing hydrogen atoms for those of deuterium (“heavy hydrogen”) within the molecular material, i.e. through deuteration. Severe manufacturing challenges arise in finding cost-effective methods of synthesis, purification and growth of the target organic systems. Here, we will focus on methods suitable for fabricating a particularly promising type of spintronic device, namely the pentacene:p terphenyl room temperature maser [2], as a novel form of ultra-low-noise amplification technology. In particular, we will survey (i) the design and availability of automatic low-temperature zone-refining furnaces,(ii) known recipes for deuterating easily degraded organic materials such as neat pentacene, and(iii) both Bridgman and solution-growth methods for fabricating high-quality molecular crystals, such as p-terphenyl. Opportunities for UK SMEs to meet supply-chain needs in these specialist chemical processing/tooling areas shall be discussed.
References[1] Growth and studies on SSVBT grown p-terphenyl single crystals, S. Selvakumara, K. Sivajia, N. Balamurugan et al, Journal of Crystal Growth 275 (2005) e265–e271[2] Room-temperature solid-state maser, M. Oxborrow, J. D. Breeze & N. M. Alford, Nature 488, 353–356 (16 August 2012) doi:10.1038/nature11339
P03
Fig 1. Boule of pentacene-doped p-terphenyl crystal grown by the Bridgman technique [1]

24
MANUFACTURING THE FUTURE CONFERENCE 2013
Machining in the small scaleAnish Roy *, Loughborough University, Wolfson School of Mechanical and Manufacturing Engineering, Loughborough, LE11 3TU, The UK, +44 1509 227637, [email protected]*
S. Abolfazl Zahedi, Loughborough University
Murat Demiral, Loughborough University
Vadim V. Silberschmidt, Loughborough University
Over the last few decades the development of precision manufacturing has greatly improved our standard of living. Manufacture of ultra-precision small sized components offers quality and reliability in a host of essential daily products, ranging from digital cameras and mobile phones to high-tech medical equipment. With demands for high function-density and reduced size and weight with complex geometries of miniaturised products, the need to understand mechanics of machining at micro-scale is recognized. All crystalline materials are composed of grains and grain boundaries; thus, ultra-precision machining and micro-machining necessarily motivate analysis of single-crystal machining, making crystallographic anisotropy critical in machining response and for overall manufacturing quality of components.
Numerical modelling is a powerful tool, which can be used to gain insights into the underlying mechanisms that drive a plastic response of materials in high-deformation processes. Although there is a large body of experimental evidence of machining in the small scale, relatively few attempts have been made to incorporate fundamental physical models of crystalline plasticity in models of machining. In this study, we present a hybrid modelling approach for micro-machining of crystalline metals with the use of smoothed particle hydrodynamics and continuum finite element (FE) analysis to overcome the problem of excessive element distortion in traditional FE-based modelling approaches (see Fig). The model is implemented in commercial software using a user-defined material subroutine. The model is used to elucidate the effect of crystallographic anisotropy on a response of face-centred cubic metals to machining.
Significance Statement: The significance of this work is in the development of a robust numerical modelling framework in characterising the machining response of micro-meso crystalline components.
P04

25
MANUFACTURING THE FUTURE CONFERENCE 2013
Drilling in aerospace composites: challenges and solutionsVadim V. Silberschmidt, Wolfson School of Mechanical and Manufacturing Engineering,
Loughborough University, Loughborough, LE11 3TU, Telephone:, +44 1509 227637, Corresponding author E-Mail Address: [email protected]
Farrukh Makhdum, Loughborough University
Vaibhav Phadnis, Loughborough University
Anish Roy, Loughborough University
Carbon fibre-reinforced plastic (CFRP) composites have attracted considerable interest as replacement for conventional materials in various products ranging from aerospace and automotive structures to sports and marine applications. This is primarily due to their excellent properties such as low weight coupled with high strength and stiffness. For example, the use of CFRP in automobiles leads to improved fuel economy with reduced carbon emissions and improved load-carrying capacity.
Although composites are manufactured to a near-net shape, machining of CFRP components is necessary for complex assemblies. Drilling is one of the commonly performed machining operations that allows assemblies to be bolted or riveted together. However, machining of CFRP is fraught with challenges such as accelerated tool wear and manufacturing-induced damage, which acts as nucleation sites for fracture development in service. The primary defect in drilling of CFRP is delamination, which results in poor assembly tolerance and reduces the structural integrity of components. It is well known that delamination is primarily influenced by a thrust force developed during drilling.
A potential answer to these challenges is Ultrasonically Assisted Drilling (UAD) – a non-traditional and hybrid machining process, which combines features of conventional drilling and vibratory machining techniques to obtain remarkable improvements in machinability of intractable materials. In UAD, a standard twist drill is attached to a conventional Langevin piezoelectric transducer to produce its ultrasonic axial vibration. The advantage of such a system is demonstrated by means of experiments conducted on aerospace CFRP laminates provided by Airbus and AMRC. A huge reduction in the levels of thrust force (see Tab. 1) and torque was achieved in UAD together with improved surface characteristics of drilled holes and lower lamina cracking when compared to conventional drilling techniques. Light and scanning electron microscopy of CFRP chips obtained in drilling demonstrate fundamental difference of realisation of this machining process in CFRP.
The experimental studies were accompanied by numerical simulations using the original, world-first 3D finite-element (FE) model of UAD of CFRP. A user-defined material model was developed that accounts accurately for damage induced in the drilling process. The FE model was used to compare the effect of a range of drilling parameters on drilling forces and manufacturing-induced damage. For validation purposes, results of the FE analysis were compared to the data from our experimental drilling tests (Fig. 1) and found to be in good agreement.
P05

Significance Statement: The significance of this work is in development and extensive analysis of a new hybrid technology for drilling of carbon fibre-reinforced composites with considerable benefits – greatly reduced cutting forces, improved hole quality – for aerospace and automotive applications.
26
Table 1: Force reduction in UAD of composites
Figure 2: Measured (top) and calculated with FE (bottom) damage areas
P05

27
MANUFACTURING THE FUTURE CONFERENCE 2013
Ultrasonic melt processing – improving the quality of liquid and solid metalD.G. Eskin, Brunel University
Brunel Centre for Advanced Solidification Technology, Uxbridge UB8 3PH
Ultrasonic melt processing is environmentally friendly and energy efficient means to improve thequality of liquid and solid light metals. The physical phenomena that drive the improvements areacoustic cavitation and streaming induced in the liquid metal by high-frequency oscillations.Cavitation forms pulsating bubbles that either grow, being filled with gases dissolved in the liquidphase, or collapse producing very powerful albeit local surges of temperature and pressure,changing the local thermodynamic equilibrium. The former process results in melt degassing, thelatter – in enhanced heterogeneous nucleation and solid phase fragmentation and dispersion.
A number of research projects funded by European Commission and EPSRC are currently active atBCAST, focusing on the fundamental and applied studies of cavitation, ultrasonic degassing, grainrefinement and manufacturing of master alloys and composite materials. This presentation willsummarise the results of the projects and give an outlook for future advances.
P06

28
MANUFACTURING THE FUTURE CONFERENCE 2013
Production network wide opportunities for continuous manufacturing in pharmaceutical industry
Rajan Talati, Continuous Manufacturing and Crystallisation, University of Strathclyde, Glasgow, G1 1XJ, United Kingdom, [email protected]
Umit Bititci, University of Strathclyde, United Kingdom
Today, pharmaceutical industry is considered to be one of the largest and rapidly growing global industries. The UK pharmaceutical sector forms a significant part of the UK economy comprising some 365 companies, with nearly 79,000 employees and combined turnover of £31.8bn (Technology Strategy Board Report, November 2012). The pharmaceutical industry is widely recognised as facing a number of challenges including increasing research and development (R&D) cost, increasing complexity of supply chain, shortening product life cycle among others.
According to Gerogiorgis and Barton (2009), continuous manufacturing is an emerging technology that may become fundamental for helping the sector to address some of its challenges. However, despite many advantages of continuous manufacturing the adoption rate in pharmaceutical sector is quite low.
The purpose of this research was to explore the drivers and barriers for adoption of continuous manufacturing in pharmaceutical industries. Initial literature based research identifies several viewpoints as to the advantages and limitation for continuous manufacturing, some of which are conflicting. We have identified that majority of the published works focus on continuous manufacturing at a single plant level with little or no attempts to understand the production network wide implication of continuous manufacturing.
One of the key advantages of continuous manufacturing is its reliability and controllability as well as significant plant footprint reduction which make possible replication of several small manufacturing systems (i.e factory in a box). Thus, assuming a certain level of technology capabilities, we have engaged with our industrial partners to model the potential production network/supply chain wide implication of continuous manufacturing which is shown in figure below.
P07

Our findings suggest that, if the assumed technology readiness levels were achieved and certain economic and social challenges were overcome, continuous manufacturing could be a game changing technology for reconfiguring the pharma production/supply chain network with the following benefits.
• 70% reduction in overall process time.• 83% reduction in overall lead time.• 74% reduction in inventory.• 73% reduction in cash to cash cycle time.• 75% reduction in solvent usage.
Although these results are theoretical, our paper will argue that they are achievable in the medium to long term if emerging technical, social and economic challenges are overcome. The significance of this work is that, clearly, the opportunity for continuous manufacturing, in the long term, is in its ability to enable the reconfiguration of the pharma supply chain. But still question remains whether the technology is ready to enable us to create an end-to end pharma manufacturing system.
P07
29

30
MANUFACTURING THE FUTURE CONFERENCE 2013
Thermally enhanced ultrasonically assisted machiningAnish Roy *, Loughborough University, Wolfson School of Mechanical and Manufacturing
Engineering, Loughborough, LE11 3TU, UK, +44 1509 227637, [email protected]*
Riaz Muhammad, Loughborough University
Vadim V. Silberschmidt, Loughborough University
Recently, a non-conventional machining technique known as ultrasonically assisted turning (UAT) was introduced to machine modern alloys; in it low-energy; high-frequency vibration is superimposed on the movement of a cutting tool during a conventional cutting process. This novel machining technique results in a multi-fold decrease in the level of cutting forces with a concomitant improvement in surface finish of machined modern alloys. Also, since the late 20th century, machining of wear-resistant materials that soften when heated has been carried out with hot machining techniques.
Here, a new hybrid machining technique called Hot Ultrasonically Assisted Turning (HUAT) is introduced for processing of a Ti-based alloy. In this technique, UAT is combined with a traditional hot machining technique to gain combined advantages of both schemes for machining of intractable alloys. HUAT of the Ti alloy was analysed experimentally and numerically (see Figure) to demonstrate the benefits in terms of reduction in the cutting forces and improvement in surface roughness over a range of industrially relevant speed-feed combinations for titanium alloys.
P08
Figure. Temperature distribution during HUAT: (a) finite-element simulations; (b) infrared thermography
Significance Statement: The significance of this work is in the development of a unique hybrid machining process used to demonstrate considerable benefits in the machining of intractable aerospace alloys.

31
MANUFACTURING THE FUTURE CONFERENCE 2013
High pressure die casting of Al-Mg-Si-Mn alloy for improved ductilityS. Ji1*, D. Watson1,2, M. White2 and Z. Fan1
Tel: +44-1895-266663, Email: [email protected]*1 The EPSRC Centre - LiME, BCAST, Brunel University, Uxbridge UB8 3PH, United Kingdom2 Engineering Centre, Jaguar Cars Ltd, Abbey Road, Coventry, CV34 4LF, United Kingdom
AbstractAl-Mg-Si-Mn based alloy is capable of providing improved ductility and therefore can be used to make thin wall castings for car body structure and similar applications. High pressure die casting is the fundamentals and key control factors in manufacturing. This paper investigates the solidification and microstructural evolution of Al-Mg-Si-Mn alloy used in high pressure die casting. Solidification in the shot sleeve forms primary alpha-Al phase in dendrites and fragmented dendrite, and continues to form the globular primary α-Al grains, lamellar Al-Mg2Si eutectic phase and the Fe-rich intermetallics inside the die cavity. The Fe-rich intermetallic compound exhibits a compact morphology and is less than 2micros with a composition of alpha AlFeMnSi. A solute enriched circular band is always observed parallel to the surface of the casting. The band zone separates the outer skin region from the central region of the casting. The die casting exhibits a combination of brittle and ductile fracture. There is no significant difference on the fracture morphology in the three regions. The band zone is not significantly detrimental in terms of the fracture mechanism in the die casting. Calculations using the Mullins and Sekerka stability criterion reveal that the solidification of the primary α-Al phase inside the die cavity has completed before the spherical α-Al globules begin to lose their stability, but the α-Al grains formed in the shot sleeve exceed the limit of spherical growth and therefore exhibit a dendritic morphology.
Key words: aluminium alloys, die casting, ductility, solidification, microstructure.
P09

32
MANUFACTURING THE FUTURE CONFERENCE 2013
Multiobjective Evolutionary Optimization for Antibody Purification Process DesignRichard Allmendinger, University College London, Torrington Place, London WC1E 7JE, UK,
+44 (0)20 7679 2000, [email protected]
Ana S. Simaria, University College London
Suzanne S. Farid, University College London
Abstract: This study investigates the application of evolutionary multiobjective optimization (EMO) to the discovery of antibody purification processes that represent the best trade-off in terms of manufacturing costs, robustness, and likelihood of meeting purity specifications. The EMO algorithm (EMOA) optimized these objectives as a function of critical decisions relating to the (chromatography) sequence, equipment sizing strategy and the operating conditions adopted for each chromatography step, subject to multiple demand and process-related (resin requirement) constraints. Batch-to-batch variations in product titres, DBC, step yields, and removal capabilities for HCPs and aggregates are accounted for by the optimizer using Monte Carlo simulations. The optimization procedure is applied to an industrially-relevant case study focused on a single-product antibody manufacturing facility subject to different upstream and downstream train ratios (some of our results are shown in the figure below). To facilitate decision making, methods for visualizing the trade-offs exhibited by the optimal purification processes found by the EMOA are provided.
P10
Figure 1: Median attainment surfaces and best chromatography sequences obtained for different impurity loads when optimizing the COG/g and p(meeting required purity) subject to uncertainty.
Significance Statement: The current manufacturing model in the UK for macromolecular medicines is rapidly becoming unsustainable and needs to be revised. Macromolecular medicines are complex products. They are more costly to manufacture and use than conventional chemical medicines. Significant advantage can be gained from early identification of factors that facilitate ease of manufacture, robustness and cost-effective manufacture. We employ efficient heuristic optimization algorithms to show that the tuning of chromatographic purification processes, which lie at the core of all modern bioprocesses, can lead to the design of more robust manufacturing strategies that offer significant financial savings whilst maintaining a high product quality.
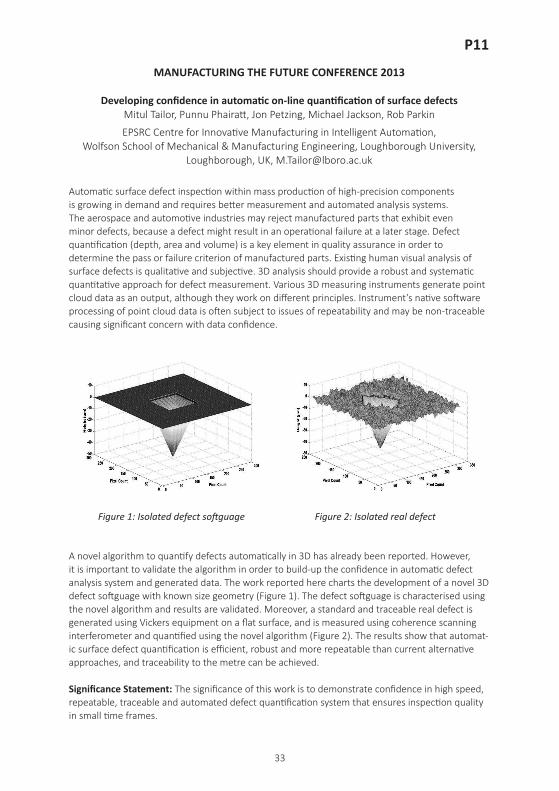
33
MANUFACTURING THE FUTURE CONFERENCE 2013
Developing confidence in automatic on-line quantification of surface defectsMitul Tailor, Punnu Phairatt, Jon Petzing, Michael Jackson, Rob Parkin
EPSRC Centre for Innovative Manufacturing in Intelligent Automation, Wolfson School of Mechanical & Manufacturing Engineering, Loughborough University,
Loughborough, UK, [email protected]
Automatic surface defect inspection within mass production of high-precision components is growing in demand and requires better measurement and automated analysis systems. The aerospace and automotive industries may reject manufactured parts that exhibit even minor defects, because a defect might result in an operational failure at a later stage. Defect quantification (depth, area and volume) is a key element in quality assurance in order to determine the pass or failure criterion of manufactured parts. Existing human visual analysis of surface defects is qualitative and subjective. 3D analysis should provide a robust and systematic quantitative approach for defect measurement. Various 3D measuring instruments generate point cloud data as an output, although they work on different principles. Instrument’s native software processing of point cloud data is often subject to issues of repeatability and may be non-traceable causing significant concern with data confidence.
P11
A novel algorithm to quantify defects automatically in 3D has already been reported. However, it is important to validate the algorithm in order to build-up the confidence in automatic defect analysis system and generated data. The work reported here charts the development of a novel 3D defect softguage with known size geometry (Figure 1). The defect softguage is characterised using the novel algorithm and results are validated. Moreover, a standard and traceable real defect is generated using Vickers equipment on a flat surface, and is measured using coherence scanning interferometer and quantified using the novel algorithm (Figure 2). The results show that automat-ic surface defect quantification is efficient, robust and more repeatable than current alternative approaches, and traceability to the metre can be achieved.
Significance Statement: The significance of this work is to demonstrate confidence in high speed, repeatable, traceable and automated defect quantification system that ensures inspection quality in small time frames.
Figure 1: Isolated defect softguage Figure 2: Isolated real defect

34
MANUFACTURING THE FUTURE CONFERENCE 2013
Twin Roll Casting of Melt Conditioned Magnesium AlloySanjeev Das* and Zhongyun Fan
The EPSRC Centre - LiME, BCAST, Brunel University, UB8 3PH, UK,*+44(0)1895 266411, *[email protected]
AbstractTwin roll casting (TRC) has been demonstrated to be an effective route for processing of wroughtMg-alloys in the sheet form. However, the quality of the magnesium sheets produced by the TRCprocess is often inadequate due to the formation of coarse columnar dendritic grains and centreline segregation during solidification [1]. In the present investigation, melt conditioning (MC) has been employed prior to TRC in order to improve the quality of the AZ31 alloy sheets by altering the solidification mechanism. For comparison, AZ31 alloy strips were also produced through conventional TRC process. A columnar dendritic structure with centreline segregation was observed in the TRC samples, while the MC-TRC samples revealed a fine and equiaxed grain structure without centreline segregation. The formation of the fine and equiaxed microstructure throughout the entire strip thickness of the MC-TRC strip can be attributed to the dispersion of fine MgO particles, which are potential sites for nucleation during solidification [2]. The difference in mechanism of the solidification process of TRC and MC-TRC process is shown in Fig. 1.
P12
Fig. 1 Schematic illustration of (a) the TRC process and the solidification mechanisms during (b) the RC process and (c) the MC-TRC process
The samples were also subjected to mechanical testing in as-cast condition at elevatedtemperatures. The specimen obtained by MC-TRC showed better mechanical properties comparedto those made by TRC process. Hot stamping process was employed to form automotive parts by the TRC and MC-TRC strips. MC-TRC samples showed significantly better formability compared to TRC samples.
Significance Statement: Melt conditioned twin roll casting (MC-TRC) can produce thin AZ31 alloystrips, which have a fine, uniform and equiaxed microstructure throughout the entire strip thickness, no centreline segregation and much reduced casting defects.
References:1. M. Ferry, Direct strip casting of metals and alloys – processing, microstructure and properties,Woodhead Publishing Ltd., Cambridge, 20062. Z. Fan, Y. Wang, M. Xia, S. Arumuganathar, Enhanced heterogeneous nucleation in AZ91D alloy by intensive melt shearing, Acta Mater. 57 (2009) 4891-4901.

35
MANUFACTURING THE FUTURE CONFERENCE 2013
Towards high purity mid infrared transmitting chalcogenide glassesK. Khan1,P. Bastock1, C. Craig1, E. Weatherby1, C. Huang1 and D. Hewak1
1Optoelectronics Research Centre, University of Southampton, United [email protected]
AbstractThe authors report on the recent progress in making high purity infrared transmitting glasses. One of the emerging glass materials discussed is gallium lanthanum sulphide (GLS), a chalcogenide which has potential for use in both active and passive infrared systems and in addition to transparency to 10 microns also offers visible transmission. The glass is prepared by melt-quenching in a purified argon atmosphere. Impurity and spectral analyses are discussed along with other key properties which are essential to developing high purity infrared glasses. These results are important for the development of any high purity mid infrared glass manufacturing facility.
Keywords: glass, chalcogenide, infrared, optical fibre, purification
Statement of SignificanceThe work entails a step by step development of facilities for manufacturing high purity mid infrared glasses, in particular chalcogenides. Through these steps, the authors identify changes in impurity levels as the system design evolves and how these impurities are removed. This allows us to innovatively improve the manufacturing capability to make low loss chalcogenide glasses in less complicated manner compared to traditional methods such as sealed ampoule melting. This will greatly affect end user devices, especially low loss infrared transmitting fibres.
P13
Figure 1 (a) The difference of using no gas purification vs (b) purification of gases. Glasses are of identical composition and melting conditions and differ only by the purity of the melting atmosphere.
(a)
(b)

36
MANUFACTURING THE FUTURE CONFERENCE 2013
Modelling of Sheet Metal Forming Processes for Sustainable RecyclingJavad Falsafitonekaboni (Primary Presenter), Loughborough University (Primary Presenter),
Wolfson School of Mechanical and Manufacturing Engineering, Loughborough University, Loughborough, LE11 3TU, UK, +441509227621, [email protected]
Emrah Demirci, Loughborough University (Second Author)
Vadim V. Silberschmidt, Loughborough University (Third Author)
Keywords: sheet metal forming, bulk metal forming, tool design, forming energy, recycling, finite element analysis
Forming is the most efficient way of mass manufacturing of metal parts with increased mechanical performance thanks to work hardening of material during manufacture. Metal-forming processes include forming of sheet as well as bulk metals at room temperature (cold forming), above a recrystallization temperature (hot forming) and below it (warm forming). Additionally, due to an increasing volume of electronic and micromechanical products, forming plays a key role in mass manufacturing of their miniature metal parts (micro-fasteners, micro-screws, micro-cups, etc.) with higher integrated functionality and precision. Efficient forming of metal parts of a micro-scale or conventional size at any temperature requires tools with maximum lifespan and a process with desired precision and economy. To curb carbon emissions caused by mass production, energy efficiency and recyclability should be considered when designing a metal forming process. A practical way to design such a process is to use finite element analysis (FEA) as a numerical modelling tool to simulate it, study the behaviour of work piece and tools, assess the required forming energy and analyse the recyclability of the formed product. This study aims at introduction of advanced FEA in metal-forming field for the analysis of sustainable recycling with industrial case studies. Roll forming, the most commonly-used method for manufacturing sheet profiles, is utilized in this research as a case study. Several sheet-metal profiles are simulated with FEA using industrial roll designs and parameters of processes without melting to analyse carbon emission and possible recycling options based on the level of work hardening applied to the metal during the forming process. With this numerical scheme, a complete forming process can be designed avoiding a trial-and-error approach when considering the energy and recycling requirements.
Significance Statement: The Significance of this work is the novel computation of sustainable recycling of sheet metal products without melting them. This numerical scheme will improve energy saving in recycling as well as design for sustainable recycling of sheet metal parts.
P14

37
MANUFACTURING THE FUTURE CONFERENCE 2013
New theoretical methodologies for pharmaceutical plant cleaningWendy Carr, Newcastle University, Biopharmaceutical Bioprocess Technology Centre, Merz Court Newcastle Upon Tyne, NE1 7RU, UK, 0191 222 5206, [email protected]
Elaine Marin, Newcastle University
Mark Talford, Britest Ltd, The Heath, Runcorn, WA7 4QX
Plant cleaning in the pharmaceutical industry is an undervalued but critical stage of processing. Cleaning with solvents and/or surfactants is often the only method capable of removing residual particles from equipment. Regulatory bodies have stringent guidelines for cleaning equipment and the potential contamination of subsequent batches of products from carried over active pharmaceutical ingredients. In a typical multipurpose pharmaceutical plant there are significant implications if cleaning is not achieved effectively and efficiently, ranging from reduced plant availability through to financial penalties and possible plant closure.
Cleaning in pharmaceutical plant is often only considered once the process chemistry has been optimised. The empirical approach generally adopted for cleaning protocol development results in plant that is often over cleaned, with cost implications in terms of plant availability, cleaning agent use and disposal.
More reliable methods for plant cleaning are required and thus it is necessary to consider the basic science involved in the production processes carried out prior to defining the cleaning strategy namely (1) structural features of raw materials, intermediates, product or by-products and (2) physiochemical properties of the process materials which may affect cleanability. This research describes a new approach to cleaning using multivariate data analysis (Principle component analysis). Cleaning protocols can be determined based on fundamental scientific principles. Adopting this approach ensures that the cleaning agent chosen is appropriate to the process chemistry and, therefore cleaning is carried out right first time and as cost effectively as possible. This approach will enable the inference of worst-case scenario products or intermediates to clean from a processing plant prior to the start of processing or these techniques to be used to support the design of manufacturing processes taking cleaning into account from early stages of development thereby saving time and money during the processing stages.
This work is significant because these techniques can be used to support the design of manufacturing processes taking cleaning into account from early stages of development thereby saving time and money during the processing stages.
P15
Image 1 shows typical cleaning challengesassociated with pharmaceutical plant postmanufacturing processes.

38
MANUFACTURING THE FUTURE CONFERENCE 2013
Visual Feedback Control of Scalable Industrial Robotics using Ethernet InterfacePunnu Phairatt, EPSRC Centre for Innovative Manufacturing in Intelligent Automation,
Wolfson School of Mechanical & Manufacturing Engineering, Loughborough University, Leicestershire, LE11 3TU, UK, Telephone: (+44) (0) 1509226580, E-mail: [email protected]
Mike Jackson, EPSRC Centre for Innovative Manufacturing in Intelligent Automation, Wolfson School of Mechanical & Manufacturing Engineering, Loughborough University
Abstract: Manual tasks are applied in many stages of difficult and complex manufacturing process, particularly aerospace industries, where certain tasks are very difficult to automate due to a wide variety of components and processes. Whilst highly skill operators provide high quality work, it is slow and expensive and has become a process bottleneck. Industrial robots have been used to bridge the gap of automated solutions on repetitive manual tasks. However, in such a dynamic and complex manufacturing process, this requires an integration of machine intelligence to adapt to any unknown process variations.
A vision sensor is an important sensor that can be used to extend the robot’s capability to work in a dynamic environment [1]. Vision guided robotics has been one of the major research issue for more than three decades [2]. However, most of the researches provide a proprietary solution based on a specific problem with customised tools [3-10]. There is a little evidence of the advancement to commercial and industrial applications.
This work presents an scalable approach of utilising a commercial robot with machine vision for industrial applications through TCP/IP interface. Related works on an industrial robotics can be found in [11-13]. Utilising machine intelligence for industrial applications, the research developes a test system on a real-time visual tracking of a moving object using a camera mounted on the industrial robot. A robot control system and camera interface are developed in NI-LabVIEW with Vision Module. The vision with image registration provides a visual feedback in relation to the moving object location for tracking with respect to a camera coordinate. A robot navigation is accomplished with industry standard Ethernet communication between a remote PC and a robot. Experiments are carried out to validate the accuracy and the response time of the implemented system in soft real-time constraints.
Significance Statement: Complex manufacturing tasks involved intensive manual labours in hazard environment is becoming a significant barrier to high product quality and throughput. Automated manufacturing tasks are desired to eliminate human interventions and variations introduced in a production process. However, current solutions are still limited to a research or vendor specific implementation. Acheivement of this research provides a step forward to a realisation of automated manufacturing applications in industrial scales by reducing a complexity of control systems as well as providing ease of system integration with commercial tools.
P16
Figure 1 Project outline

References[1] M. Saedan and M. Ang Jr, “3D vision-based control of an industrial robot,” Proceedings of
IASTED International Conference on Robotics and Applications, Florida, USA, November, 2002.
[2] S. Hutchinson, G. Hager and P. Corke, “A tutorial on visual servo control,” IEEE Transactions on Robotics and Automation 12(5), 651–670, 1996.
[3] D. Westmore, W. Wilson, “Direct dynamic control of a robot using an end-point mounted camera and Kalman filter position estimation,” IEEE International Conference on Robotics and Automation (ICRA) 1991.
[4] P. Martinet, J. Gallice, “Position based visual servoing using a non-linear approach,” IEEE International Conference on Intelligent Robots and Systems (IROS), 1999.
[5] J. Wang and W. Wilson, “3D relative position and orientation estimation using Kalman filter position estimation,” IEEE International Conference on Robotics and Automation (ICRA), 1992.
[6] B. Thuilot, et al., “Position based visual servoing : keeping the object in the field of vision,” IEEE International Conference on Robotics and Automation (ICRA), 2002.
[7] J. T. Feddema, et al., “Weighted selection of image feature for resolve rate visual feedback control,” IEEE International Conference on Robotics and Automation (ICRA), 1991.
[8] N. Papanikolopoulos, et al., “Visual tracking of a moving target by a camera mounted on a robot: A combination of control and vision,” IEEE International Conference on Robotics and Automation (ICRA), 1993.
[9] K. Hashimoto, et al., “Visual servoing with hand-eye manipulator-optimal control approach,” IEEE International Conference on Robotics and Automation (ICRA) 1996.
[10] A. Crétual and F. Chaumette, “Application of motion-based visual servoing to target tracking,” The International Journal of Robotics Research, November 1, 2001.
[11] S. Xie and et al., “Three-dimension object recognition system for enhancing the intelligence of a KUKA robot,” International Journal of Advance Manufacturing Technology, Vol. 38, pp 822-839, 2008.
[12] F. Chinello and et al., “The KUKA control toolbox: motion control of KUKA robot manipulation with MATLAB,” IEEE Robotics and Automation Magazine, September 2010.
[13] K. Isak, V. Samir and D. Vlatko,“3D Vision in Industrial robot working process,” 12th International Power Electronics and Motion Control Conference, EPE-PEMC 2006.
P16
39
Figure 2 Position based visual tracking model

40
MANUFACTURING THE FUTURE CONFERENCE 2013
Towards CNC Automation in AFM Probe-Based Nano Machining E.B. Brousseau, Cardiff School of Engineering, Cardiff University, UK,
Tel: 00442920875752, [email protected]
This research presents a feasibility study which aims to demonstrate the applicability of the CNC automation philosophy for the process of AFM probe-based nano machining conducted on commercial AFM instruments. In particular, it is proposed to machine in this way nanostructures generated with any CAD software via the representation of tip path trajectories with G-code instructions. Such a representation can then be interpreted with a post processor at the interface of an AFM instrument. To demonstrate the validity of the proposed approach, it was implemented on a complex pattern shown below. The results obtained open further research perspectives with respect to minimizing the sources of machining errors observed.
Significance Statement: The significance of this work is that it provides an enhanced level of automation and flexibility for AFM machining tasks at the nano-scale.
P17
Figure: AFM image of the machined pattern

41
MANUFACTURING THE FUTURE CONFERENCE 2013
On the investigation of nucleation mechanism in an oscillatory baffled crystallizerCraig J. Callahan and Xiong-Wei Ni*
School of Engineering and Physical Science, Heriot-Watt University, Edinburgh, EH14 4AS, UK* Corresponding author. Email [email protected]
This presentation reports the outcome of the examination of the effect of mixing intensity on the nucleation mechanism of seeded crystallization of sodium chlorate in various configurations of stirred tank crystallizer (STC) and oscillatory baffled crystallizer (OBC). The results show that for the STC, an un-scraped system always yielded crystals of the same enantiomorphism as the seed crystal. The introduction of scraping to the STC resulted in product crystals of the opposite enantiomorphism to the seed being formed (Callahan and Ni, 2012), however changing the rate of stirring (RPM) had no influence over the percentage similarity to the seed crystal. For the OBC, scraping always gave a product crystal crop with less than 100 % similarity to the seed. Similarly, this was unaffected by altering the frequency of oscillation. Removing the scraping effect brought an increase of the similarity to the seed but the product crystals never reached 100 % similarity to the seed enantiomorphism. For both scraped and un-scraped OBCs, reduction of the oscillation amplitude did increase the similarity of the products to the seed and 100 % similarity to the seed was achieved at the lowest operating amplitude. These findings provide some scientific insights as to why the fluid regime in the OBC has the ability to promote nucleation while such an ability is unlikely in the STC.
Significance to manufacturing – The objective of this research is to investigate if and why there could be different nucleation mechanisms in a laboratory scale oscillatory baffled batch crystallizer. The understanding and control such nucleation mechanisms would be crucial for the subsequent crystal growth and the successful scale up to pilot and full scale continuous crystallization technology.
P18

42
MANUFACTURING THE FUTURE CONFERENCE 2013
Production of high quality light alloy billets with Melt Conditioned Direct Chill casting process
M. Xia, A.K. Prasada Rao, H. Kotadia and Z. Fan
BCAST, Brunel University, London, UK UB8 3PH
[email protected]; [email protected]; [email protected]; [email protected]
Under conventional Direct Chill (DC) casting conditions, a large temperature gradient and a limited number of effective nucleation sites in the sump of DC mould can easily lead to columnar grains and severe inverse segregation in the light alloy billets or a severe hot tearing after casting, in some cases. In order to improve the quality of the cast billets, high shear technology was introduced into DC casting process recently forming Melt Conditioned Direct Chill (MC-DC) casting process [1]. In the MC-DC process, a high shear device is submerged in the sump of DC mould to provide both dispersing and distribution effects in the sump. In this paper, the microstructure of both MC-DC cast Al- and Mg- billets is demonstrated with fine and uniform microstructure, uniform chemistry and reduced casting defects. The effect of intensive convection and enhanced heterogeneous nucleation on the microstructure of MC-DC cast billets is independently identified by the replacement of high shear device with single high speed rotator or by adding extra grain refiner into the sump without shearing. The solidification process of MC-DC casting is also investigated through the examination on the Pb preserved solidification front. The grain refinement mechanism of MC-DC casting process is contributed to the homogenized liquid temperature in the sump (T<TL), enhanced heterogeneous nucleation under intensive shear and rosette growth under forced convective flow and sedimentation growth of the rosettes at the solidification front.
P19
Fig.1 Schematic illustrations of the solidification processes: (a) In the conventional DC casting, solidification proceeds by advancing the solidification front into the sump where nucleation takes place at the solidifcation front and T>TL, and (b) in the MC-DC casting, solidification proceeds by sedimentation of rosetts which are nucleated and grown under intensive melt convection and uniform sump temeperature (T<TL).
References[1] [1] Y.B. Zuo, B. Jiang, Y. Zhang, Z. Fan, Grain refinement of DC cast magnesium alloys with
intensive shearing, IOP Conf. Series: Mater. Sci. and Eng. 27 (2011) 012043.

43
MANUFACTURING THE FUTURE CONFERENCE 2013
Generating cause-and-effect models for chromatographic protein purificationSpyros Gerontas, University College London, Department of Biochemical Engineering,
Torrington Place, London, WC1E 7JE, UK, 02076797745, [email protected]
Simyee Kong, University College London, Department of Biochemical Engineering
Richard Allmendinger, University College London, Department of Biochemical Engineering
Songsong Liu, University College London, Department of Chemical Engineering
Lazaros G. Papageorgiou, University College London, Department of Chemical Engineering
Suzanne S. Farid, University College London, Department of Biochemical Engineering
Nigel J. Titchener-Hooker, University College London, Department of Biochemical Engineering
Abstract: In a maturing pharmaceutical industry, cost of production has the attention ofmanagement and science. An essential step of downstream processing is chromatography as itoffers high selectivity and productivity. Therefore, the economic design and optimisation of a newchromatography operation is critical. Pharmaceutical companies frequently have limited time andmaterial to make a full assessment of suitable chromatographic resins for a given purificationprocess consisting of three or more chromatographic steps. In recent years, scale-down systemsbased on microplate format have been used to investigate purification conditions for therapeuticproteins by miniaturizing large scale 1000-fold. Their integration with robotic liquid dispensingsystems has enabled high throughput studies. Appropriate mathematical models of thechromatographic separation may be used to convert the information provided by high throughputstudies into quantitative predictions of large scale performance.
Creating predictive process models from microscale data for such macromolecules is a challenge due to the competing properties of the protein domains linked together, the dominance of wall effects in scale-down systems, the compressibility of resins, the inhomogeneity of bead structure and the complex interactions between the target protein and the impurities of the feed (fouling). Therefore, efficient methods need to be explored for mapping the scale-down experimental data into predictive process models of large scale performance.
This research project aims to develop chromatographic first principles cause-and-effect models from high throughput data, which will extend current models by studying protein adsorption / desorption, resin compression and fouling at bead level. Windows of Operation for the large scale are then generated for each protein variant indicating the contours for different yield and throughput targets as a function of the critical process parameters (e.g. protein load, linear velocity) and the fundamental protein properties (e.g. aggregation propensity, solubility, pH stability). The Windows of Operation are then converted to simplified cause-and-effect models through metamodel approaches (e.g. response surface method, support vector regression and artificial neural networks) to link them to process economic models.
P20

Significance Statement: Pharmaceutical companies frequently have limited time and material from which to make a full assessment of suitable resins for a given purification process consisting of three or more chromatographic steps. Microscale systems have been used for high throughput screening studies so as to investigate separation conditions for therapeutic proteins. This research project aims to develop chromatographic first principles cause-and-effect models from high throughput data by studying protein adsorption / desorption, resin compression and fouling at bead level. The predictive power of the integrated microscale experimentation and sound theoretical principles modeling could potentially reduce the number of scale up experiments required. Windows of Operation for the large scale are then generated for each protein variant indicating the contours for different yield and throughput targets as a function of the critical process parameters. The Windows of Operation are converted to simplified cause-and-effect models through metamodel approaches to link them to process economic models.
Research project objective
P20
44

45
MANUFACTURING THE FUTURE CONFERENCE 2013
Free- Form Automated Incremental Panel FormingBalaji Ilangovan, Radmehr P. Monfared, Michael Jackson
EPSRC Centre for Innovative Manufacturing in Intelligent Automation, Wolfson School of Mechanical & Manufacturing Engineering, Loughborough University, Loughborough,
Dies are used in many industries to form metal panels of different contours but they lack flexibility and cost effectiveness when low volume production, repair or prototyping is considered. In such cases, manual panel beating is typically undertaken for incremental forming of metal panels. Manual panel forming is a highly skilled operation with very little documentation and the skill is disappearing due to non-observance and lack of training. There has been a significant amount of research in automated incremental forming processes. However, the current technology for die-less forming typically uses either stretching or drawing of sheets, usually by pushing the material. This causes a thinning effect on the panel which requires substantial fixtures.
This research is aimed at developing a new automated method for panel formation based on human skill captured from manual operators. The methodology being developed, incrementally forms the material through impacting with continuous control and modification through a fixtureless integrated process. The proposed approach includes automating panel forming with a near real time monitoring system using machine vision. This process is targeted at producing nearly uniform panel thickness by introducing a higher degree of freedom in formation with continuous stress analysis. This research has the potential to optimise the panel formation and reduce reworks in forming irregular shapes. The process model based on human skill capture is illustrated in Figure 1. The scope of this research is limited to 1mm thick aluminium and steel which covers standard industry applications. The formation is carried out by an impact energy delivery unit causing deformation in the panel, which is held by a robot controlling the movement of the panel, adhering to the formation. The distance of deformation is obtained by using point-cloud data, which is generated by using machine vision and analysed through finite elements.
Significance Statement: This research will provide a proof of principle for automated one off, flexible production of irregular panels. Highly accurate production will be achieved based on the panel formation skills captured from human operators.
P21
Figure 1

46
MANUFACTURING THE FUTURE CONFERENCE 2013
Costing for Avionic Through-life availabilityLinda Newnes, Ettore Settanni and Nile Thenent, University of Bath
Yee Mey Goh and Swetha Narayana, Loughborough UniversityGlenn Parry and Neil Barnett, University of the West of England
Paul Green and Mark Calland, BAE Systems Military Air & InformationMark Oliver, GE Aviation - Avionic Systems
Matthew McNally, Ministry of Defence – CAAS
In this research, we present a system-based approach, where cost and performance are specifically linked to estimate the cost of a product service system (PSS). Our approach is aimed at modelling the ‘real’ cost of providing availability – offering a paradigm shift in the way cost estimation is undertaken. This paradigm shift is essential if Original Equipment Manufacturers, who are already engaged in availability contracts, are to understand and estimate the cost of delivering a level of performance to a customer through life. Why this new approach is necessary is evidenced by the current literature on cost estimating. When one examines the academic literature, the move from providing an asset to providing an outcome, such as availability of an aircraft can be identified. This is also demonstrated in industry where availability contracts are in place, offering an agreed level of performance/availability. In other words a performance based contract. However, when one appraises the literature on cost estimating to ascertain how to estimate the cost of delivering an outcome/performance, there is little evidence that cost estimation approaches have changed to encapsulate these new business processes. It is also clear that the majority of researchers build on the premise that the performance of the asset, such as its’ reliability enables the Through-Life cost to be determined - when actually this demonstrates the cost of servicing the asset. In our research, with the scope being depicted in Figure 1 – where a capability is deployed, we have found that using information and performance of the asset alone is not appropriate for estimating the cost of availability. To address this we formally represent a PSS as a system, where the assets and activities are combined to deliver the outcome required from the PSS, such as an agreed availability. Network formalism and principles derived from Input-Output analysis, as defined by the noble prize economist Wassily Leontief, to base PSS cost estimation and management on a representation of a PSS as a ‘system’ are utilised.
P22
Figure 1 – Scope of the research – capability deployed
Statement of Significance A paradigm shift in cost estimating, meeting the needs of today’s industry to estimate the cost of availability.

47
MANUFACTURING THE FUTURE CONFERENCE 2013
Systematic Modelling and Real-Time Optimisation for Manufacturing Complex Geometries using Additive Manufacturing Technologies
George Panoutsos1*, Kamran A Mumtaz1 and Hassan Ghadbeigi11The University of Sheffield, Western Bank, Sheffield S10 2TN, UK
Additive Manufacturing (AM) technologies are capable of building fully functional 3D components layer by layer directly from CAD data. These technologies have the potential to revolutionise manufacturing across a wide variety of sectors due to the design freedom it offers and substantial reduction in waste material. However one of the main barriers preventing widespread adoption of AM is poor understanding and control related to quality, repeatability and robustness of the AM system and components it manufactures.
It is therefore important to understand, identify and predict the effects of various processing conditions on micro/macro mechanical properties of components in order to improve the quality and reliability of the AM process. The critical processing conditions also affect the after built operations such as super-finishing and grinding processes required in medical and aerospace applications. Therefore, build quality and performance of the manufactured component in service loads need to be investigated at a range of processing conditions to provide a new level of understanding of the process.
Current process and part modelling approaches in this discipline, as well as experimental trials, focus on advancing fundamental knowledge of the underlying process dynamics, such investigations are still in development. There is an abundance of process data that can be captured (via real-time process monitoring or historical data) and extensive experimental knowhow from process experts that has not yet been coupled and exploited. Within the proposed systems engineering framework (Figure 1) we envisage a real-time usage of just a few, but strategically important, key performance indicators (by ‘fusing’ process monitoring and expert knowledge) to ‘guide’ in real-time a process optimisation routine. This is to be achieved via data-driven intelligent models as well as numerical models to predict the process’ operating window given a number of pragmatic constraints (i.e. raw material condition, build temperature and part orientation etc.). Such a system would advise the user in real-time of a possible ‘build failure’ or link the build performance and tolerances to the final part’s quality and mechanical performance. The proposed framework will also form a platform for real-time condition monitoring tasks, such as monitoring the fluctuations in machine performance (e.g. laser power, processing speed etc.) and its link to final part quality.
Significance Statement: The proposed framework will help monitor and improve the repeatability of AM systems and components. This all-inclusive in-depth verification of the process reduces the risk for industries adopting AM for full-scale manufacture.
P23
Figure 1 - real-time optimisation of AM: Systems Engineering Framework

48
MANUFACTURING THE FUTURE CONFERENCE 2013
Nucleating-Agent-Assisted Microstructure Formation in Semiconducting Organic MatterNeil D. Treat1,2, Jennifer A. Nekuda Malik1,2, Obadiah Reid4, Liyang Yu1,2,
Christopher G. Shuttle3, Garry Rumbles4, Craig J. Hawker3, Michael L. Chabinyc3, Paul Smith2,5 and Natalie Stingelin1,2,5
1Department of Materials and 2Centre for Plastic Electronics, Imperial College London, London SW7 2AZ, UK, 3Materials Department and Materials Research Laboratory, University of
California Santa Barbara, 4Chemical and Materials Science Center, National Renewable Energy Laboratory, 5Department of Materials, Eidgenössische Technische Hochschule (ETH) Zürich
Manipulation of the solid-state structure and properties of a material by the addition of relatively small quantities of foreign species (“additives”) has been widely exploited in materials ranging from metals to plastics. Additives including nucleating or clarifying agents have been utilized to regulate the solidification process (most prominently the rate of crystallite nucleation) of (semi-) crystalline polymer solids (e.g. isotactic polypropylene, i-PP). This control has been used to enhance the polymer’s mechanical and optical properties by controlling both their crystallite dimensions and ‘shape’. Here we demonstrate that minute amounts (0.1 - 1 wt%) of commercially available nucleating agents can efficiently manipulate the solidification kinetics of a wide range of organic semiconductors (i.e. fullerenes, small molecules, and polymers) when processed from the melt, solution, or solid state without adversely affecting their electronic properties. Specifically, we illustrate for the first time that nucleating agents can be broadly utilized to control the heterogeneous nucleation of both poly(3-alkylthiophene)s and the fullerene derivative [6,6]-phenyl-C61-butyric acid methyl ester (PCBM) (see Figure 1), which increases the crystallization temperature and rate of the former and permits patterning of crystallites at pre-defined locations of the latter. The significant promise of these additives is further underlined by their ability to control the solidification rate of 6,13-bis(triisopropyl-silylethynyl) (TIPS) pentacene, which minimizes dewetting of films formed by ink-jet printing, allowing fabrication of thin film transistors with uniform electrical characteristics at high yield.1 Since reducing processing complexity is a key aspect both of fundamental science and cost reduction, the use of nucleating agents will dramatically reduce the complexity of organic semiconductor processing, enabling facile fabrication of organic electronic devices.
References:1. Treat, N.D. et. al.; Nucleating-agent-assisted microstructure formation in molecular and
polymer semiconductors. Nature Materials. Accepted.
P24
Figure 1. Transmission optical micrographs of a) neat PCBM (99.5% electronic grade) and b) with 0.1 wt.% nucleating agent (BTA) drop cast at room temperature from chlorobenzene after annealing at 180°C for 30 min in a N2 environment and analyzed using cross-polarized transmission microscopy (right subpanels) and transmission microscopy (left subpanels)

49
MANUFACTURING THE FUTURE CONFERENCE 2013
Controlling Variation in Low Volume Manufacturing ProcessesSteven Cox, John Garside and Apostolos Kotsialos
School of Engineering and Computing Sciences, Durham University South Road, Durham, DH1 3LE, UK, 0191 334 2487, [email protected]
Variation occurs in all aspects of life; for example, differences in eye colours or the heights of trees. In manufacturing processes, however, variation is evil; you don’t want the machine forming plastic rulers, to make them all a different size! Unfortunately, variation is ever present in manufacturing and no two rulers are ever precisely the same. To improve product consistency and quality, engineers need to minimise the effects of this unwanted variation.
This kind of problem is particularly pronounced in low-volume manufacture, known as “set-up dominant variation”. An example of low-volume manufacture is the production of turbine blades, as in Figure 1, for jet engines. Only a small number of turbine blades, of a specific size, are needed for each engine. Therefore, the manufacturing process will produce small numbers of blades in a batch. The set-up of the precision machinery used will then be changed to make other parts. The manufacturing process will only be set-up to make a repeat batch of the original blades, when a new engine is ordered or spare parts are required. In this case, the “set-up dominant variation” results in blades of the same type but made in different batches, being different sizes due to the different set-up the machines have undergone between production runs.
To control “set-up dominant variation”, the manufacturing process can be adjusted so it is “on-target”. For example, if our new process set-up is making rulers 31cm long, that need to be 30 cm, the process is adjusted by 1 cm to control it. In view of the very limited sample size available, due to low volume manufacturing, it is industry practice to measure the first part in a batch and then make an adjustment. This research uses computer simulations to test how rigorous this adjustment method can be. Statistically derived methods of controlling a manufacturing process are tested using the same simulations. From the results, the most effective process control method for low-volume production can be determined and introduced into industry, minimising “set-up dominant variation”. Our research finds applications in a variety of manufacturing industries, including machining, electronics and we also plan on extending it to nano-fabrication as well.
Significance Statement: This work challenges current industry practices of machine set-up. This is significant and important for increasing the quality and consistency of products made in small batches in high value / low volume manufacturing environments.
P25
Figure 1: Example of a turbine blade, at Durham University

50
MANUFACTURING THE FUTURE CONFERENCE 2013
Surface development and visualisation of a stratified Titanium surface polished by vibratory bowl mass finishing
K. Walton, L. Blunt, L. Fleming
EPSRC Centre for Innovative Manufacturing in Advanced Metrology, University of Huddersfield,Canalside East Building 3/04, Huddersfield, West Yorkshire,HD1 3DH,01484 422288 ext 3386
Mass finishing is the collective term used for a number of increasingly ubiquitous abrasive or burnishing processes in which component surfaces are finished to a required roughness and surface integrity. Common to this process group is a ‘workload’ comprising active ‘media’ and components in varying proportions within a driven vessel. Repeated surface impingements within the agitated workload provide the mechanical action for surface modification within the “fluidised bed”. Processing can be further managed with the use of; flushing water, surfactant finishing compounds. Applications include; polishing, burnishing, radiusing, de burring and de scaling, where the surface finish may vary from cosmetic to functionally critical. ‘High tech’ aerospace applications include the ‘super polishing’ of jet motor blade gas washed surfaces to minimise aerodynamic drag losses. With the use of a burnishing process variation, helicopter turbine gears are given a level of residual compressive stress, the attendant benefits of which include increased fatigue life.
With reference to ISO 25178: Geometric Product Specifications (GPS) – Surface texture; this paper aims to deepen the understanding of the detailed nature of surfaces developed through mass finishing and inform the fundamentals of future process control in this field. Existing work in the field has been focused largely on the tribological processes at play and modelling for manufacturing process control purposes. Here enhanced detail of surface topography and texture development was sought by revisiting specific surface measurement locations throughout the mass finishing process.
A 14L bench top ‘vibro-finishing machine’ was employed with ceramic media and 40mm square flat Titanium test coupons. Experimental specifications are selected to emulate the salient characteristics of a typical stratified surface; the polishing of gas turbine compressor blades. Test coupons were processed with ‘mass finishing duration’ and ‘surface location’ as independent variables and ‘statistical areal surface parameter’ as dependent variable. Attention was focussed on surface interactions, topography development and the consequent changes in surface areal parameters. The dynamic interplay of roughening and smoothing actions on a surface by the media are detailed over time. Results suggesting refinements to the existing model of mass finishing surface action are detailed. This model is further used to justify the observed result that mass finishing action is spatially non-uniform across a finite flat surface. These observations inform the fundamental understanding of ‘shadowing’ in the field and give indications as to the inherent length scales of media/surface interactions.
Edge effect shadowing on a flat coupon mass finished for 4 hours (44x44 frames colour relief map)
P26

51
MANUFACTURING THE FUTURE CONFERENCE 2013
Metrology and characterisation of Micro and Nano-scale defects for aluminum oxide barrier film employed in flexible Photovoltaic modulesMohamed Elrawemi*, Liam Blunt*, and Leigh Fleming*
*EPSRC Center for Innovative Manufacturing in Advanced Metrology, University of Huddersfield, HD1 3DH, UK. Tel: [01484] 473536 E-mail: [email protected]
AbstractThis paper reports on the recent work carried out as part of the EU funded NanoMend project. The project seeks to develop integrated process inspection, cleaning, repair and control systems for nano-scale thin films on large area substrates. As the PV – photovoltaic industry turns its attention on increasing efficiency and functional lifespan, the need for improved, high resolution and high speed surface inspection for the quality control of the manufacture of large area of flexible PV modules is essential. Inspection and metrology are the basic elements to guarantee maximum quality, longer lifetime and enhanced power yield. Flexible PV films are the newest development in the renewable energy field and the latest films have efficiencies at or beyond the level of Si-based rigid PV modules. These modules are fabricated on polymer film by the repeated deposition, and patterning, of thin layer materials using roll-to-roll technology. The functional layer groupings of the module are shown in fig [1].
These modules at present are however highly susceptible to long term environmental degradation as a result of water vapor transmission through the barrier layers defects to the active layer. To reduce the WVTR the PV modules are coated with a barrier layer of aluminum oxide (Al2O3) on a planarised polymer substrate. This highly conformal layer is produced by atomic layer deposition (ALD) technique. Nevertheless water vapour transmission is still facilitated by the presence of micro and nano-scale defects in these barriers which results in decreased cell efficiency and degrades longevity. Therefore, in this study surface metrology techniques including: White Light Scanning Interferometry (WLSI), optical microscopy and Scanning Electron Microscopy (SEM), were used to characterise the water vapor barrier defects. Areal surface texture parameter analysis allows the efficient separation of small insignificant features from significant defects. This parametric analysis is then correlated with the water vapour transmission rate as measured on typical sets of films using Isostatic standard test (MOCON). The outcomes would appear to suggest that small numbers of large defects are the dominant factor in determining WVTR. This result provides the basis for developing roll-to-roll in process metrology devices for quality control.
Significance Statement: The significance of this work is the first demonstration of water vapour transmission rate (WVTR) properties as a function of defects in the film.
P27
Figure 1: Schematic of the flexible PV Module (Courtesy of Flisom, Switzerland)

52
MANUFACTURING THE FUTURE CONFERENCE 2013
Intelligent temperature measurement for advanced manufacturingDean Tansley, The Centre of Precision Technology, Huddersfield University, Queensgate,
Huddersfield, HD1 3DH, UK, 01484 472547, [email protected],Simon Fletcher, Andrew Longstaff
Within modern manufacturing industries the requirement for accurate measurement of temperature extends to both production and inspection processes. A range of sensors can be chosen and applied to the surface of a component for diagnosing and compensating manufacturing errors caused by the effect of temperature.
Many digital sensors are on the market and some are suitable for manufacturing, a sensor such as the PT100 is widely thought to be sufficiently accurate. However when applying a sensor onto various types of surfaces, this can add significantly uncertainty of measuring the temperature of interest. The magnitude of uncertainty is caused by interfacial and environmental contamination.
In this paper a description of the results obtained from using a system designed for manufacturing processes. The system incorporates multiple sensors arranged with localised intelligence which is used to diagnose the quality of the sensor feedback when used for surface application.
A grid of DS18B20 sensors have been chosen to facilitate intelligent monitoring of temperature on a component surface, the sensors give 12 bit resolution. The use of a 32 bit ARM cortex m4 processor allows for a low cost to high performance controller. The implemented algorithms are used to analyse gradients in 2D, carry out quality and tolerance checks by using standard deviation and also factor in environmental compensation.
The design of the system is used to ensure robust, quality controlled data with estimations of conditions for diagnostics and compensation.
Significance Statement: Accurate surface temperature measurement is of vital importance for thermal control & dimensional metrology. Further improvement in quality and reliability is a step forward for manufacturing processes.
P28

53
MANUFACTURING THE FUTURE CONFERENCE 2013
Co-creating manufacturing value at the whole system level1st author- Lloyd Fernando (Doctoral Researcher, University Of Cambridge)
2nd author- Prof Steve Evans (Director Industrial Sustainability, University Of Cambridge)
In the first industrial revolution the challenge was that labour was scare and nature was abundant, drawing the focus of management onto labour productivity through automation and other practices. The business model of make-produce-sell-use(-throwaway) has been very successful but is argued to be at the root cause of some of the challenges industry is faced with today. Industrial sustainability seeks to reduce the environmental burden of the manufacturing system. Much of the existing research is concerned with the mechanism and methods for delivering this within a single business and within the current business model. Some authors are proposing that a more positive route is to build a better business model that internalises environmental issues and solves it using whole system design as one of the strategies. A key element of this change is to improve how organisations identify their potential value offers, particularly in aligning their resources and capabilities towards their value creation processes in their supply chains. This research proposes a new framework for value extraction and creation at whole system level (value co-ordination mechanism framework). The framework provides a mechanism to understand how different organisations within a supply chain create value. An action based research approach with an in-depth case study on the Clothing/FMCG industry using the framework is used to investigate how the value propositions of key members of the supply chain could be aligned, which proposes that new types of actors that can collaborate in the supply chain to create and extract value from the system may be needed to maximise total value. The paper finishes with an agenda for further research and a proposed framework for changing how we design and operate supply chains configurations for closed loop manufacturing.
P29

54
MANUFACTURING THE FUTURE CONFERENCE 2013
Towards an intelligent, open and modular control architecture for automating the milling process
Luis Rubio, Centre for Precision Technologies, University of Huddersfield, Queensgate, Huddersfield, HD1 3DH, United Kingdom, +44(0)1484471805, [email protected]
Andrew P. Longstaff, Centre for Precision Technologies
Simon Fletcher, Centre for Precision Technologies
Alan Myers, Centre for Precision Technologies
Abstract: This research work describes an intelligent, open and modular architecture for controlling the milling process. It is based on models of the milling process. The dynamic equation leads to the time-domain and the well-known stability plots. The linearization around the equilibrium point is represented by transfer functions. The fundamental idea of the control system is to work automatically, with a simple interface with the operator, based around the admissible cutting parameter space given by the well-known stability lobes. First, the optimization of a multi-objective cost function is used to obtain the cutting parameters. Secondly, the adaptive control scheme proposes different control laws working in parallel to address the non-linear and changeable milling process. Finally, the supervisory scheme manages the system so it can work automatically in between optimal working points.
Significance Statement: Milling is a highly non-linear process but, well addressed in the literature. However, in the field, stability lobe diagrams and adaptive control remain cutting edge research topics. Those studies help to model and understand the non-linear milling process aiming at carrying out successful experiments, controlling the forces and optimising cutting parameters. This research work takes advantage of this knowledge based on models of the milling system in order to emulate intelligent control systems.
P30
Figure 1: Programmed cutting parameters, adaptive forces response and FFT frequency responses

55
MANUFACTURING THE FUTURE CONFERENCE 2013
Microwave- and millimetre-wave sensor systems for liquid detection and biosensorsNorbert Klein, [email protected]
United Kingdom Imperial College London, Department of Materials
Toby Basey-Fisher, [email protected] United Kingdom Imperial College London, Department of Materials
Stephen Hanham, [email protected] United Kingdom Imperial College London, Department of Materials
Olena Shaforost, [email protected] United Kingdom Imperial College London, Department of Materials
William Otter, [email protected] United Kingdom Imperial College London, Department of Electrical and Electronic Engineering
Steve Cranstone, [email protected] United Kingdom Link Microtek ltd., Basingstoke
Roger Tucker, [email protected] United Kingdom Link Microtek ltd., Basingstoke
Hugo Bibby, [email protected] United Kingdom Link Microtek ltd., Basingstoke
Kevin Wrightson, [email protected] United Kingdom Link Microtek ltd., Basingstoke
Heinz Rongen, [email protected] Germany EMISENS GmbH
We report about the development and manufacturing of novel micro- and millimetre wave sensor system for security and health applications, as a collaborative effort of academia and microwave industry. As a pilot product, EMILI 2 – a liquid explosive detection system for airport checkpoints based on our previous academic work on ceramic dielectric resonators – has successfully passed the certification for European airports. EMILI 2 is now manufactured and marketed by Link Microtek ltd. Our current R&D activities within Imperial College London include the development of a minimal invasive blood sensor system, based on microwave resonator – microfluidic hybrid approach. Likewise for the bottle scanner, we expect to develop a prototype for a commercial product within a time scale of one year. On the longer term, we are developing integrated micro- and millimetre wave sensor devices and systems, which are based on the thin films and micromachining facilities within the college. As a promising new material for these applications, we are investigating graphene as a biosensor interface for micro- and millimetre wave sensor systems. Based on recent funding received by EPSRC, we are developing a prototype manufacturing process for large area graphene on low-loss microwave substrates, which will enable the development and manufacturing of highly integrated micro- and millimetre wave multi-sensor modules. We believe that these activities present a new challenge for UK microwave industry, underpinned by a solid academic research support.
P31

56
MANUFACTURING THE FUTURE CONFERENCE 2013
Picosecond Laser Welding of Dissimilar MaterialsRichard Carter, Heriot-Watt University, Riccarton, Edinburgh, EH14 4AS, UK,
0131 451 3105, [email protected]
Jianyong Chen, Heriot-Watt Unviersity
Robert Thomson, Heriot-Watt University
Duncan Hand, Heriot-Watt University
Many manufacturing applications require the joining of glass components both to other glasses and to dissimilar, semiconductor or metallic, materials. Established processes often exhibit disadvantages particularly in terms of aging, creep or out-gassing issues. Ultrafast glass welding exhibits, in principle, excellent versatility. A combination of linear and non-linear absorption at the interface of two materials can generate a weld seam via highly localised heating, resulting in minimal induced stress even in materials with significantly different thermal properties.
To date the majority of work in ultrafast dissimilar material welding has been carried out with high (MHz) repetition rate femtosecond lasers. We will present our work with the less expensive picosecond range at lower (400kHz) repetition rates in the near infra-red regime. We will demonstrate the ps joining of glass-glass, glass to metals and glass to semiconductors with bond strengths comparable, and in some cases, significantly exceeding current adhesive based bonding techniques.
Significance Statement: This enabling technology provides not only for the replacement of current joining techniques but also the potential for a new scale of ultra high precision micro, and macro scale manufacturing.
P32
Figure 1: Spiral aluminium to fused silica weld (left photograph, right microscope image)

57
MANUFACTURING THE FUTURE CONFERENCE 2013
A novel method to produce electrospun scaffolds with tailored geometriesC Rogers*, J Patient*, R Bail, J Segal, K Shakesheff* and F Rose*
Manufacturing Research Division, Faculty of Engineering and * Drug Delivery and Tissue Engineering Group, School of Pharmacy
University of Nottingham, University Park Campus, Nottingham, NG7 2RD, UK0115 951 4012, [email protected]
Electrospinning is a technique widely used to fabricate fibrous scaffolds for tissue engineering applications. Experimental parameters can be adjusted to influence the morphological aspects of the scaffold. More recently the ability of collector plate design to influence fibre patterning during the electrospinning process has been investigated. In this study, patterned collectors manufactured using an additive manufacturing process are used to generate electrospun scaffolds with tailored geometries that influence cell adherence and migration.
Patterned collectors with a range of different micro-structured geometries (including hexagonal and sinusoidal) were designed and manufactured on a projection micro-stereolithography system. Poly(lactide-co-glycolide, PLGA) was electrospun onto the patterned collectors and the generated fibrous scaffold geometries were visualised by scanning electron microscopy. 0.5mm diameter PLGA disks were cut from the patterned scaffolds and seeded with mammalian cells. The seeded scaffolds were cultured in vitro for up to 4 days and imaged using a fluorescence microscope.
The photopolymer resin based collectors with different geometries were successfully fabricated using rapid-prototyping. Electrospun scaffolds with patterns that resembled the designed collector geometries were produced. The patterning of the fibres was found to directly affect cell adhesion and migration, illustrating that this method can be used to produce scaffolds with directional cues to influence cell behaviour. Current work is examining the sensitivity of the electrospinning process to minor changes in the micro-structured geometry of the collectors.
The work described in this paper is supported by the EPSRC Centre for Innovative Manufacturing in Regenerative Medicine (EP/H028277/1).
Significance Statement: This work contributes to improving the cell culture environment for more realistic in vitro study of cell culture for a range of cell types targeting both drug screening and future cell therapies.
P33
Figure 1 – Collector (top left) and resultant PLGA scaffold (bottom right)

58
MANUFACTURING THE FUTURE CONFERENCE 2013
Characterisation of Formulated Products and ProcessesPeter Clark, University of Birmingham/Johnson Matthey, Belasis Avenue, Billingham, TS23
1LB, United Kingdom, T01642 522581, [email protected]. Andreas Tsoligkas, Johnson Matthey
Prof. Mark Simmons, University of BirminghamProf. Stuart Blackburn, University of Birmingham
Prof. Hugh Stitt, Johnson Matthey
Johnson Matthey makes a large number of formulated products, which are heavily characterised and tested during product development and manufacture. During manufacture, many of these products pass through structured liquid and soft solid phases; their morphology and chemical nature are known to be critical to final product performance. There is a recent drive for quality assurance in manufacture to meet customer demands in both batch and continuous processes requiring monitoring methods to have high temporal and spatial resolution. Conventional techniques generally offer one of these properties but not both; the development of a technique that offers progress in both resolutions is widely regarded as critical to lean manufacturing.
In this work two techniques were investigated; Electrical Capacitance Tomography (ECT) that has been used primarily for application on fluid bed dryers[1] and granulators[2] and Electrical Impedance Spectroscopy (EIS) that was recently applied to investigate crystallisation processes of silica suspensions[3].
ECT is a non-intrusive tomographical technique that uses a capacitance/permittivity relationship and a reconstruction algorithm to reconstruct voltage measurements from sensors around the process vessel/intermediate; this work has successfully provided a permittivity profile of a drying product that closely resembles a moisture curve. EIS is a non-destructive spectroscopic technique that is analysed mathematically to give four main components: real & imaginary impedance, magnitude and phase angle. These components have been shown to be related to structural properties of concentrated alumina suspensions, a precursor for catalytic washcoats.
The Significance of this work is to improve current on-line measurement systems of process intermediates.[1] Wang HG, Yang WQ. Measurement of fluidised bed dryer by different frequency and different
normalisation methods with electrical capacitance tomography. Powder Technology 2010 Apr 10;199(1):60-9.
[2] Rimpilainen V, Poutiainen S, Heikkinen LM, Savolainen T, Vauhkonen M, Ketolainen J. Electrical capacitance tomography as a monitoring tool for high-shear mixing and granulation. Chemical Engineering Science 2011 Sep 15;66(18):4090-100.
[3] Zhao Y, Wang M, Hammond RB. Characterization of crystallisation processes with electrical impedance spectroscopy. Nuclear Engineering and Design 2011 Jun;241(6):1938-44.
P34
Figure 1 - Drying profile of a catalyst support

59
MANUFACTURING THE FUTURE CONFERENCE 2013
Towards obtaining robust boundary condition parameters to aid accuracy in FEA thermal error predictions
Naeem S Mian, University of Huddersfield, Queensgate, Huddersfield, HD1 3RT, United Kingdom, 0044 (0) 1484365315, [email protected]
Simon Fletcher, University of Huddersfield
Andrew P Longstaff, University of Huddersfield
Alan Myers, University of Huddersfield
Finite Element Analysis (FEA) is used as a design tool within engineering industries due to the capability for rapid summative analysis accompanied by the visual aid. However, to represent realistic behaviour, FEA relies heavily on input parameters which must ideally be based on true figures such as data from experimental testing which sometimes requires time-consuming testing regimes. In the case of machine tool assemblies where complex structural joints and linkages are present, access to those areas can be a primary constraint to obtaining related boundary parameters such as heat flow across joints, for which, assumptions are incorporated to the FEA model which in effect increase the uncertainty in the FEA predictions. Similarly, in the case of thermal error modelling, simplifications are made when representing thermal boundary conditions such as the application of a uniform convection parameter to an assembly with parts assembled in both horizontal and vertical orientations. This research work aims to reduce the number of assumptions by providing experimentally obtained thermal boundary condition parameters. This work acknowledges experimental regimes that focus on obtaining thermal parameters related to the conduction across assembly joints (Thermal Contact Conductance-TCC) and measures the convection around areas such as belt drives and rotating parts to obtain convection parameters as inputs to the FEA. It provides TCC parameters for variable interfacial behaviour based on the varying contact pressure and the heat flow through dry and oiled contacts such as the conduction from spindle bearings to the surrounding housing and conduction from guideways into the associated assembly through carriages and contact bearings. It provides convection parameters across the test mandrel rotating at different speeds and around stationary structures such as convection parameters observed during TCC tests. It also provide details on the methods used to obtain all these parameters such as the use of thermal imaging, sensors placements and methods to obtain these boundary condition parameters. The significance of this work is to improve dramatically FEA thermal predictions, which are a critical part of engineering design. Although the focus is on machine tool design, the process and parameters can equally be applied to other areas of thermodynamic behaviour.
P35
Figure 1: FEA model of a machine tool showing temperature gradients

60
MANUFACTURING THE FUTURE CONFERENCE 2013
A Knowledge Platform for Surface Texture in Advanced ManufacturingQunfen Qi, Xiangqian Jane Jiang, Paul J Scott
EPSRC Centre for Innovative Manufacturing in Advanced Metrology, School of Computing and Engineering, University of Huddersfield, Huddersfield, HD1 3DH, UK. Email: [email protected]
Abstract: The trend in global manufacturing requires a knowledge driven economic environment with digital planning and communication to obtain significant time and cost saving. It has pushed the geometrical product specifications (GPS) system into a rigorous mathematical framework with great potential to save production time and cost. However as yet it is largely a document based system with a great number of geometrical documents and its implementation is viewed as highly complex, requiring high levels of understanding. One of the particular examples is surface texture, an essential and one of the most complicated geometrical specification and verification systems in GPS. It is relevant for the whole surface manufacture chain from design through manufacture and qualification, and plays a significant role in determining the function performances of a workpiece. In recent years, the characterisation of surface texture has been through a paradigm shift from profile to areal analysis. Surface design, manufacturing and metrology are however incoherent, become a very complicated and ambiguous system, especially with the necessary skills/expertise are often not available in manufacturing. To address this issue rigorous knowledge representation methodology is a necessary support tools for surface texture in design, manufacture and measurement.
A knowledge platform for surface texture design, manufacture and measurement is designed and developed in the paper. A category theory based knowledge acquisition and representation mechanism to retrieve and organize knowledge from various GPS documents has been devised. Deploying this methodology, the knowledge modelling for areal and profile surface texture is carried out. The design and implementation of the platform is developed based on the modelling. The system is constructed with two modules (for profile and areal surface texture) each with five components. A special module is developed for a global manufacturing company with a single roughness parameter Ra for the customised surfaces. An XML and Component Object Model (COM) based interface technology has been utilised for integrating the platform into a computer-aided framework, such as AutoCAD and SolidWorks.
Significance Statement: The Significance of this work is to facilitate engineers using updated GPS standards to design, manufacture and measure the surface texture for fast, flexible and cost saving manufacturing, by creating an integrated surface texture knowledge platform.
P36
Figure 1. The architecture of the integrated surface texture knowledge platform

61
MANUFACTURING THE FUTURE CONFERENCE 2013
Plastic electronics: from lab-scale towards manufacturingAlberto Scaccabarozzi, Natalie Stingelin
Department of Materials and Centre for Plastic Electronics (CPE), Imperial College London,South Kensington Campus, London, SW7 2AZ, UK, +44 (0)20 7589 5111,
Organic electronics have attracted considerable interest over the last decade, promisingalternatives to conventional, inorganic electronics platforms. The three main applications of thisrising technology are organic light emitting diodes (OLED), organic photovoltaics (OPV) andorganic field-effect transistors (OFET). Even though OLEDs have recently entered the market,[1] OFETs and, especially, OPVs have encountered complications in the lab to fab transfer. Onereason for this is that the active layers of devices are normally thin films. These are typicallyproduced in the laboratory via spin-coating because it is straight-forward and fast to obtain filmsof good quality at relatively high yield. There are, however, problems associated with thisdeposition technique, such as the limited area that can be covered, high loss of material andincompatibility with scale up. Another limitation of the current organic technologies is related tothe nature of the materials generally used: while macromolecular matter promise realisation offlexible devices thanks to the ductility of ‘plastics’ compared to inorganic materials, manysemiconducting polymers are normally brittle and display poor mechanical properties due totheir relatively low molecular weight. Hence, to fully exploit the touted potential of these plasticelectronics platforms, other prerequisites need to be fulfilled to further drive commercialisation:for example, straight-forward and scalable processing and good mechanical stability. Here wepresent the use of ternary blends for photovoltaic and transistor applications comprising theinert, insulating component, high-density polyethylene (HDPE) that provides the requiredmechanical properties to such organic semiconducting device structures. We also show howthese blends can be fabricated via wire-bar coating, a deposition technique that allows theproduction of large area films with a reduced loss of material, compatibility with roll-to-rollprocesses and therefore promising the possibility of a scaling-up production.
[1] T.A. Ferenczi, et al, Adv. Mater. 23, 4093 (2011); [2] The Worldwide Market for LEDs: Market Review and Forecast 2013, Stategies Unlimited
P37
Figure 1: Robust 120 μm-thick ternary blend film containing 40 wt% HDPE. [2]

MANUFACTURING THE FUTURE CONFERENCE 2013
Modelling the impact of biomass batch variability on natural products extraction, to identify optimal processing conditions
Josh L Pilkington (Primary Presenter), University of Nottingham
Rachel L Gomes (Corresponding Author), Dept. of Chemical and Environmental Engineering, University of Nottingham, NG7 2RD, UK. +44 (0)115 846 8883, [email protected]
Chris Preston, Bio Project Consulting Limited
Artemisinin-based combination therapies (ACTs), derived from the natural product artemisinin, are regarded by the World Health Organisation (WHO) to be the most potent weapon available in the fight against malaria, which continues to claim up to one million lives each year. Despite recent advances in the semi-synthesis of artemisinin, the majority of production relies on the solvent extraction of the Artemisia annua plant, followed by subsequent purification. Traditional producers of artemisinin are faced with a variety of difficulties, comprising volatile markets, highly variable crop feedstock quality, unrecovered value in waste streams and technological limitations. For these reasons, artemisinin production provides the ideal platform to investigate a holistic approach to sustainable manufacturing.
Before work could be undertaken to address production efficiency, it was necessary to develop simple, accessible and robust methods for quantifying artemisinin in the biomass feedstock and throughout processing. Working with industry, two analytical methods were developed; one suitable for routine laboratory quantification of artemisinin in any processing stream [1] and a simple in-field test to determine crop quality prior to harvest/purchase.
Utilising the developed analytical framework, it was then possible to investigate methods of optimising current production approaches. Many examples are emerging on the use of artificial neural networks (ANNs) - mathematical models that approximate the biological neural network of the brain – to optimise biomass extraction conditions. Although it is frequently demonstrated that these approaches can be used to great effect on single batches of biomass [2,3], they often pay no regard to the inherent variability that would be observed between biomass batches due to growing location, weather and time of harvest, among other conditions.
Building on the analytical techniques developed, this study sought to identify simple, rapid and effective A. annua characterisation parameters (both physical and chemical) that could be used as additional inputs into an ANN. Such a model could then be extended to learn from, and adapt to, the collective experience of multiple producers in multiple locations to provide rapid and effective feedback on the optimal processing conditions on a batch-by-batch basis.
Significance Statement: The inherent variability of biomass is often not considered when optimising natural product production. An adaptive model to inform on optimal processing conditions, capable of quantifying and compensating for such variability, will not only serve to improve the efficiency and profitability of artemisinin production, but provides a framework that can be extended to many other valuable natural products.
[1] Pilkington, J. L., Preston, C. and Gomes, R. L., J. Pharm. Biomed. Anal. 2012, 70, 136-142[2] Puralinazar, F., Yunus, M. A. C., Zahedi, G., J. Supercrit. Fluids 2012, 62, 88-95[3] Sinha, K., Saha, P. D., Datta, S., Ind. Crop. Prod. 2012, 37, 408-414
P38
Example of optimising artemisinin processing conditions
62

63
MANUFACTURING THE FUTURE CONFERENCE 2013
Identifying and Characterizing Micro-machining Signatures on Freeform Surfaces Using Morphological Methods
Shan Lou, Xiangqian Jiang, Paul J. ScottEPSRC Centre for Innovative Manufacturing in Advanced Metrology, University of
Huddersfield, Huddersfield, HD1 3DH, UK, [email protected]
Abstract: Freeform surfaces are replacing traditional surfaces and have significantly reduced volume and weight and highly improved performance in modern complex optic systems, bio-systems and other disciplines [1]. These high-precision freeform components are enabled by state-of-the-art micro-machining technologies, compromising mechanical methods (diamond turning and polishing etc.), physical methods (laser beam and ion beam machining), and chemical methods (lithography, electro-chemical machining etc.). However, a fundamental pre-requisite to achieve the potential growth to these high-added value freeform components is to measure and characterize these components with the required accuracy such that their manufacturing quality can be controlled. The surface topography is a fingerprint of all process stages of the manufacturing process. Thus identifying and evaluating these topographical features on freeform surfaces left by production techniques are critically important in that they could present an indication of the manufacturing quality and offer feedback to the process control.
Morphological methods, a useful tool in surface metrology, are employed here to extract these machining marks in the surface topography so that they can be subsequently characterized. Morphological methods are built on the basis of mathematical morphology and widely used in image processing. The central ideal of morphological methods is to examine the geometrical structure of a surface by probing it with structuring elements (usually circular, e.g. disks for profiles and balls for surfaces). The morphological closing operation suppresses valleys on surface, while the opening operation removes peaks. The combination effect of closing and opening thus suppresses both peaks and valleys. Nonetheless the conventional implementation is limited to planar surfaces (images) and therefore unsuitable for freeform surfaces because they are continuous surfaces depending on global complex geometry and having no translational and rotational symmetry. This limitation is broken up by using a novel morphological method, which was recently developed based on alpha shape theory [2]. The proposed morphological method is applicable to freeform surfaces and enables arbitrary size of ball (disk) radius. Case studies are presented to demonstrate the usability of the proposed method. A tooth implant surface and an F-theta lens surface are studied. Micro-machining marks on surfaces are successfully extracted and characterized.
Significance Statement: the significance of this work is the use of a novel morphological method to identify and characterize micro-machining signatures on freeform surfaces as a feedback for manufacturing process controlling.
P39

64
P39
Figure 1. The measured F-theta surface (a) and the residual surface (b) generated by the morphological closing operation with ball radius 3 mm, which clearly presents machining marks.
Figure 2. The measured tooth implant surface (a) and the residual surface (b) generated by the morphological closing operation with ball radius 10 mm, which evidently presents sand-blasting marks.
References[1] Jiang X., Scott, P. J. and Whitehouse, D. 2007 Freeform surface characterisation – a fresh
strategy, CIRP Annals, 56(1): 278-282. [2] Jiang X., Lou, S. and Scott, P. J. 2012 Morphological Method for Surface Metrology and
Dimensional Metrology Based on the Alpha Shape, Measurement science and technology, 23(1): 015003.
(a) (b)
(a) (b)

65
MANUFACTURING THE FUTURE CONFERENCE 2013
Managing uncertainty in contract biddingDr Linda Newnes. Department of Mechanical Engineering, University of Bath, Claverton
Down, Bath. BA2 7AY, UK. +44(0) 1225 386291. [email protected]
Dr Yee Mey Goh, Wolfson School of Mechanical Engineering and Manufacturing, Loughborough University, Epinal Way, Loughborough. LE11 3TU, UK.
+44(0) 1509 227672. [email protected]
Dr Melanie Kreye, School of Management, University of Bath
Because of servitisation, manufacturing companies are increasingly required to compete through the provision of services around their products. The contracts for these services are often allocated through competitive bidding where potential suppliers submit a price bid to the customer. However, various uncertainties, such as service quality and the supporting supply chain influence the pricing decision. The overall aim of the research is to assist industry in their pricing decisions to sustain the industry through pricing to win whilst making a profit. The initial framework depicted in Figure 1 has been defined along with a step-by-step process. The process is used to identify the influencing uncertainties, model these in a consistent and repeatable way and depict their influence on the pricing decision. The final outcome from the process is a decision matrix, which is used to present the probability of winning the contract, and the probability of making a profit for particular price bids. The framework has been evaluated through industry stakeholder engagement workshops, historical and live bids. Based on stakeholder feedback, the framework has been enhanced for use in Value for Money decisions incorporating both quantitative and qualitative information.
Sponsors/Partners of the researchEPSRC, IeMRC, IdMRC, Dr Stuart Wicks (Rolls-Royce Submarines), David Houghton (BAE Systems Maritime Services), Richard Trumper (BAE Systems Naval Ships), Tracey Clavell (BAE Systems Australia) and Paul Green (BAE Systems Military Air & Information).
Significance StatementA step-by-step process to assist UK Manufacturers in identifying and modelling uncertainties to determine an appropriate price bid for advanced service contracts.
P40
Figure 1 – Uncertainty framework for competitive bidding/Value for Money assessment

66
MANUFACTURING THE FUTURE CONFERENCE 2013
Predictive Calibration-Based Tolerance Boundaries For Arresting Deterioration of Machine Tool Accuracy
A. Shagluf. A. P. Longstaff, S. Fletcher, P. D. Denton, A. MyersCentre for Precision Technologies, School of Computing & Engineering.
University of Huddersfield, Queensgate, Huddersfield, HD1 3DH, UK, [email protected]
Machine tool failures in industrial organisations disturb production operations and cause production loss. Predictive maintenance is one approach which has been successfully applied in some circumstances to allow scheduled production stoppages. It is an approach that reduces the need for reactive maintenance. Predictive maintenance is a tool that has been adopted in some industries to improve operational efficiency and reduce maintenance cost. As a result, monitoring equipment providing information about the systems conditions have evolved rapidly over the last years.
Machine tools can change or drift over time and usage in both their mechanical and electrical performance and so reduce in accuracy. This paper proposes a new method for maintaining machine tool accuracy that is complimentary to the predictive maintenance paradigm. This strategy, called predictive calibration, is a methodology that depends on the prediction of the degradation in machine tool accuracy based upon regular data capture.
Although introducing such a strategy will introduce a new cost, the aim is to offset this investment by optimising the operational efficiency and reduce the downtime cost. The main objective is achieved by monitoring the condition of the machine tool by collecting data using quick check measurement techniques or post-process quality data. Calibration should, therefore, be driven by the data measured from either the machine or the part. Building a database of inspection history by measuring the machine on a regular basis with relatively non-invasive methods will make the decision of scheduling extensive calibration accurate better informed process.
The project presents a new method of identifying new boundaries of machine tool working tolerance. These boundaries of tolerance reflect the degradation level corresponding to production capacities and the quality of the part produced.
The significance of this work is that machine tool accuracy is critical for high value manufacturing. Over-measuring the machine to ensure accuracy reduces productivity. This piece of work seeks to optimise the frequency of calibration to reduce unnecessary downtime while maintaining the machine at the required tolerance.
P41
Figure 1-a-b. Illustration of degradation of machine tool accuracy and the need for calibration to maintain the required tolerance

67
MANUFACTURING THE FUTURE CONFERENCE 2013
Solution processed small molecule phosphorescent organic light emitting devicesAjay Perumal, Department of Physics and Centre for Plastic Electronics (CPE), Imperial College London, London, SW7 2AZ, UK, +44 20 7594 7305, [email protected]
Hendrik Faber, Department of Physics and Centre for Plastic Electronics (CPE), Imperial College London, London
Shrawan Jha, Department of Physics and Centre for Plastic Electronics (CPE), Imperial College London, London
Natalie Stingelin, Department of Materials and Centre for Plastic Electronics (CPE), Imperial College London, London
Paul Stavrinou, Department of Physics and Centre for Plastic Electronics (CPE), mperial College London, London
Thomas Anthopoulos, Department of Physics and Centre for Plastic Electronics (CPE), Imperial College London, London
and
Donal D.C. Bradley, Department of Physics and Centre for Plastic Electronics (CPE), Imperial College London, London
Recently vacuum processed organic light emitting diodes (OLEDs) have reached power efficiencies close to that of a fluorescent tube [1]. They have made their way into various commercial display products on rigid substrates [2]. However, vacuum processing of OLED devices is complex and the resulting end products are relatively expensive. As such these devices do not address the significant commercial interest in large area, low-cost, ambient processed display and lighting labels especially on flexible substrates. In this contribution we demonstrate a significant step towards R2R fabrication of OLED devices through non-chlorinated solvent processed ambient fabrication. Efficient phosphorescent devices are presented in which the phosphorescent emitter and charge transport materials are dispersed within a host polymer matrix.
References:[1] S. Reineke et al, Nature. 459, 234-238 (2009)[2] www.oled-info.com/samsung-oled
The Significance of this work is to demonstrate possibilities for R2R fabrication of OLED devices fabricated in ambient conditions.
P42

68
MANUFACTURING THE FUTURE CONFERENCE 2013
A Path to Material Efficiency in Manufacturing Applications James Colwill [email protected] United Kingdom Loughborough University
Oliver Gould [email protected]
Shahin Rahimifard [email protected]
The need for greater material efficiency in manufacturing is well-documented and broadly accepted as one of the key challenges of sustainable manufacturing. As a result, incremental improvements have been made across industry on ‘doing more with less’ through material reduction, substitution and process improvement. However, as materials become increasingly scarce (supply), and consumption continues to increase (demand), it is clear that a step-change is required in our use of materials if we are to avoid significant decline in our manufacturing outputs. Established material management methodologies (e.g. Material Requirements Planning) are effective in maintaining an optimised materials inventory within a manufacturing system, but are unable to assess the efficiency of materials consumption. Likewise, environmental assessment methodologies (e.g. LCA) can establish impacts of a product from a materials perspective, but are unable to provide practical and timely support to identify options for more efficient processing and use of materials. This highlights a need for a fit-for-purpose tool which can identify opportunities and aid decision making in the pursuit of greater materials efficiency. One of the key challenges for such a tool will be its ability to assess the impact on other primary manufacturing resources, namely energy and water. This research proposes a conceptual framework for dynamic modelling of material flow, at both the process and plant level, identifying the key material parameters and metrics that must be recorded to enable a step-change improvement in material efficiency within a typical manufacturing application.
P43

69
MANUFACTURING THE FUTURE CONFERENCE 2013
Extending the Boundaries of Energy Management to Manufacturing Business StrategiesE. Woolley 1, S. Rahimifard 2
1 Centre for Sustainable Manufacturing and Recycling Technologies (SMART), Wolfson School of Mechanical and Manufacturing Engineering, Loughborough University, UK
AbstractManufacturers are responsible for about one third of global energy consumption, and thus face an unenviable challenge and responsibility in reducing their reliance on rapidly depleting non-renewable energy sources. Accordingly, a plethora of research has developed novel ways of improving energy efficiency in factories by focusing on energy intensive production processes and other supporting processes (e.g. HVAC) that facilitate manufacturing activities. The ultimate goal of any manufacturing company is to maximise profit through the refinement of their business strategy, highlighting the need to evaluate the impact of these business strategies on energy consumption. For example in recent years it has been proposed that replacing products with services will reduce environmental impact including the demand on energy, however such a business strategy may not yield an increase in profit in every application. One of the key challenges of this research is to identify a systematic approach to accurately attribute potential energy demand to various decisions within a business strategy. In this research a hierarchical framework is proposed that utilizes a top-down approach to attribute the associated impacts of business decisions to manufacturing activities, thus providing a method for estimating energy demand levels for alternative business strategies.
Statement of SignificanceThis research proposes a novel approach to modeling and managing energy consumption within manufacturing business, providing the potential to make radical improvements above and beyond what is currently possible through either purely product or process approaches. With energy likely to be a major decision driver in manufacturing within the next couple of decades, this research lays down the foundation for a number of strategic manufacturing business tools.
P44
Fig 1. Simplified chart showing the positioning of business level considerations for energy management (light grey) in comparison to more traditional approaches (dark grey)

70
MANUFACTURING THE FUTURE CONFERENCE 2013
Design Approach for moving from Batch to Continuous: Oscillatory Baffled Crystalliser (OBC) Technology
Thomas McGlone*University of Strathclyde*, Centre for Innovative Manufacturing in Continuous Manufacturing
and Crystallisation, c/o Strathclyde Institute of Pharmacy and Biomedical Sciences, John Arbuthnott Building, University of Strathclyde, 161 Cathedral Street, Glasgow, G4 0RE, UK
01415482560, [email protected]
An OBC is a relatively novel type of continuous reactor system1 which has drawn increasing attention over the past couple of decades, see Figure 1. We are currently utilising the OBC as a platform for continuous crystallisation.2 Manipulating the size, shape and form of crystals is critical as these factors can massively influence subsequent downstream processes such as filtration, drying and milling. Several factors contribute to the final CSD including primary and secondary nucleation, growth, attrition and crystal breakage, encrustation, disturbances to the MSZW such as an impurity profile, polymorphism, agglomeration/aggregation, solvates and hydrates and seeding. A specific issue associated with continuous crystallisation is the process of fouling or encrustation, most commonly caused by a zone of high supersaturation in the vicinity of a ‘receptive’ surface such as a heat exchanger tube. We are developing a deeper understanding of this process by investigating the specific surface interactions (molecular/solvent properties, materials of construction and the hydrodynamic environment) via appropriate selection of PAT. Modelling approaches including heat transfer, CFD and fouling induction times also provide a suitable background to allow the selection of fouling mitigation strategies such as ultrasound, heat slugs, seeding or surface modification.
Significance Statement: The Significance of this work is in the contribution towards accelerating the adoption of continuous manufacturing for crystallisation processes.
References: 1. Chem. Eng. Res. & Des., 2003, 81, 20032. Chem. Eng. Sci., 2011, 66, 1069
P45
Figure 1. OBC section highlighting fluid mixing on interaction with the equally spaced baffles. Oscillation is provided by a piston.

71
MANUFACTURING THE FUTURE CONFERENCE 2013
Polymorph Selection and Particle Size Control in a Continuous Oscillatory Baffled Crystalliser
Naomi Briggs, EPSRC Centre for Innovative Manufacturing in Continuous Manufacturing and Crystallisation, University of Strathclyde, 161 Cathedral Street, Glasgow, G40 RE, UK, 0141
548 2560, [email protected]
Continuous processing has been recognised over many industries as a means of producing materials to a higher standard of quality with less variability. Many continuous technologies exist including continuous stirred tank crystallisers and plug flow reactors (PFR’s) and the continuous oscillatory baffled crystalliser (COBC), figure 1, is one such technology that can potentially offer a means to produce high value products with better quality more quickly. As the COBC is a type of PFR, pharmaceuticals can be crystallised under near plug flow conditions providing an improved control over the crystallisation process. The oscillatory baffled technology appears as an elegant platform for process scale up due to the enhanced radial mixing and heat transfer capabilities the oscillatory mixing provides.
Polymorph selection of L-Glutamic Acid has been achieved in the COBC using an unseeded process for the production of the meta-stable alpha form, while seeding was needed to produce the stable beta polymorph. Significantly better process control was achieved through seeding in terms of crystal size distribution. Work has been carried out to characterise the plug flow performance in a 25m DN15 COBC via residence time distribution experiments with the anticipation of assessing the effects of plug flow on the particle size distribution (PSD). A batch system has been developed which is being tested as a platform for assessment of continuous crystallisation behaviour. This continuous-batch evaluation unit will provide a means for small scale crystallisation optimisation resulting in minimal method development of the crystallisation process once it is taken to continuous production.
The significance of this work is to accelerate the adoption and understanding of continuous manufacturing.
P46
Figure 1 Schematic Continuous Oscillatory Baffled Crystalliser

72
MANUFACTURING THE FUTURE CONFERENCE 2013
Chemically functionalized graphene materials: from cutting edge manufacturing to nanoscale engineering of electronic and optical properties
Monica F. Craciun*, University of Exeter, North Park Road, Exeter, EX4 4QF, UK, 01392 723656, [email protected]*
Thomas H Bointon, University of Exeter
Freddie Withers, University of Exeter
Ivan Khrapach, University of Exeter
Saverio Russo, University of Exeter
Graphene (figure a) –a single layer of carbon atoms with honeycomb structure- has emerged as a new paradigm in condensed matter physics due to the gamut of unique physical properties which also make it the ideal platform for novel transparent and flexible opto-electronic devices. These unique properties can be further tailored to fit specific device functionalities by means of chemical bonding of a molecule or a chemical element to the pristine graphene. For example functionalization with fluorine (figure b) makes graphene a wide gap semiconductor [1-3]. This gap can be tuned be adjusting the fluorine content using electron beam irradiation (figure c) [2,3]. At the same time, the functionalization with FeCl3 of few-layer graphene results in a new system which is the best known flexible and transparent material able to conduct electricity –i.e. GraphExeter (figure d, e) [4]. In this talk I will review our most recent contributions to engineer the electrical and optical properties of graphene materials via chemical functionalization and the development of whole-graphene optoelectronics [5].
[1] Nanoscale Research Letters 6, 526 (2011); [2] Nano Lett. 11, 3912 (2011);[3] New Journal of Physics 15, 033024 (2013)[4] Advanced Materials 24, 2844 (2012); [5] ACS nano, DOI: 10.1021/nn4005704 (2013)
Significance Statement: Our work is significant to ‘Graphene and carbon nanotechnology’ area in both ‘Manufacturing the future’ and ‘Physical sciences’ EPSRC themes.
P47

73
MANUFACTURING THE FUTURE CONFERENCE 2013
Decision tree for rapid prediction of bioprocess facility fit issuesYang Yang1,2, Suzanne S. Farid1, Nina F. Thornhill2
1 EPSRC Centre for Innovative Manufacturing in Emergent Macromolecular Therapies, Department of Biochemical Engineering, University College London,
Torrington Place, London WC1E 7JE, UK2 Centre for Process Systems Engineering, Department of Chemical Engineering,
Imperial College London, South Kensington Campus, London SW7 2AZ, UK
AbstractTransfer of pilot scale processes into large-scale facilities can often lead to facility fit issues. Mismatches in equipment sizes, combined with process fluctuations upon scale-up, can result in discarding expensive product. This research used advanced multivariate analysis techniques to interrogate Monte Carlo stochastic simulation datasets that mimic batch fluctuations. A decision tree classification method, CART (classification and regression tree) has been introduced to explore the impact of process fluctuations on product mass loss and extract rules on the critical combinations of factors that lead to mass loss. The binary decision tree result is a pictorial representation of a series of if-then rules to understand the reasons leading to mass loss. This allowed the degree of facility fit and the root causes of product loss to be predicted and the improvement of performance to be achieved without changing the existing facilities.
Keywords: biopharmaceutical manufacture, stochastic discrete-event simulation, decision tree classification, multivariate visualization
P48

74
MANUFACTURING THE FUTURE CONFERENCE 2013
Dynamics of Parallel (Simultaneous) Machining OperationsErdem Ozturk, AMRC with Boeing, University of Sheffield, Wallis Way, Catcliffe, Rotherham,
S60 5TZ, UK, +44 (0) 1142226671, [email protected]
Omer Ozkirimli, AMRC with Boeing, University of Sheffield
Thomas J. Gibbons, AMRC with Boeing, University of Sheffield
Sam Turner, AMRC with Boeing, University of Sheffield
Productivity and quality are two important performance criteria for machining processes. Parallel (Simultaneous) machining involves more than one cutting tool machining a workpiece. Due to an increased number of tools, it offers the potential for increased material removal rate (MRR) which leads to reduced cycle time. Hence, higher productivity can be obtained with parallel machining compared to machining processes with a single tool. Moreover, with the right selection of process parameters, load sharing and load balancing among the cutting tools result in increased process capability especially in a flexible workpiece such as a thin walled part. On the other hand, chatter vibrations which cause poor surface quality are still a problem as they are in single tool machining. Dynamical interaction among the tools and workpiece complicates the dynamic behaviour of the system further. To determine the process parameters that will result in stable processes, process models for parallel machining can be utilized. This approach eliminates laborious and costly trial and error procedures.
Multi tasking machines presents the platforms where parallel machining processes can be realized. The approach can be applied to turning, milling, boring, drilling and grinding processes. However, the current design of these machines introduces constraints on the possible process combinations. Hence, not all the parallel process combinations are possible with the current machinery. New machine tool designs and replacements of machine tools with high degree of freedom robots will increase the application area of parallel machining processes.
In this study, parallel turning, milling (Figure 1(a)) and boring (Figure 1(b)) are investigated. Stability models for these operations are developed and predicted stability limits are compared with experimental results.
Significance Statement: This study overviews the potential parallel machining processes which can be a combination of turning, milling, boring, drilling and grinding processes. However, not all of the parallel process combinations are possible with current machine designs. Hence, the developments in machine tools required to widen the application area are explained. For parallel turning, milling and boring processes, stability of the process is formulated and stability diagrams are predicted. The advantages of parallel machining compared to single tool machining are demonstrated.
P49
(a) (b)Figure 1 Two parallel machining examples (a) Parallel milling (b) Parallel Boring

75
MANUFACTURING THE FUTURE CONFERENCE 2013
Drivers of change for the future of UK manufacturing: International perspectivesElliott More*, Institute for Manufacturing, 17 Charles Babbage Road, Cambridge, CB3 0FS,
UK, 07984193014, [email protected]; Prof. Steve Evans, Institute for Manufacturing; David Probert, Institute for Manufacturing; Dr. Robert Phaal, Institute for Manufacturing
In light of the world financial crisis, the UK Government is exploring with renewed interest the role manufacturing can play in creating sustainable economic growth. A number of initiatives are contributing to new industrial policy, aiming to rebalance the economy away from its reliance on financial services toward manufacturing. The 2012 Technology Strategy Board High Value Manufacturing (HVM) report examined domestic capabilities and strengths to identify specific areas in which the UK could compete in the global market.
Building on this and other initiatives, a larger UK Government Office for Science Foresight project was launched in December 2011 to explore the ‘Future of Manufacturing’ with a longer outlook to 2050, including a broader range of international perspectives, recognising the importance of grounding future industrial policy in sound evidence.
The Foresight project thus consists of three parallel evidence gathering activities: 35 commissioned reports, scenario building, and three international workshops. The workshops gathered perspectives from invited US, European, and Asian manufacturing experts on the future of manufacturing. Experts included a mix of academic, industry and policy makers, who were invited to workshops at British Embassies in Washington DC, Berlin, and Singapore in spring 2013.
The participants were tasked with identifying drivers of change that would have the most impact on the sector. This was accomplished through a process of selecting a short list of drivers from a long list of 75. The participants were randomly distributed to five tables, each focussing on one STEEP category, and asked to discuss then reach consensus on drivers to discard. The process was repeated twice more, with all but one of the participants moving tables every time, leaving 25 drivers. Participants were allowed to edit or suggest new drivers, and the process was identical in each workshop.
This paper will present an analysis of the short list of drivers, and discuss regional variations. The main conclusions include the strong consensus across all three workshops on the importance of: sustainability, ageing population, distributed manufacturing, and ‘Big Data’.
The outcomes of this research are significant due to their long term planning implications for practitioners and policy-makers alike. While some of the findings strengthen and support established views, others are more thought provoking and point to potential disruption from game changing technological advances and radical shifts in consumer demand.
P50
Image © UK GO Science Foresight

76
MANUFACTURING THE FUTURE CONFERENCE 2013
Heterogeneous Integration of Emerging Nanostructured Thin Film MaterialsMatthew Cole, Nigel Coburn, Junhao Zhang, Yan Zhang, & Arokia Nathan*
* [email protected], Centre for Large Area Electronics, Cambridge University, United Kingdom
Materials science is developing at a rapid pace. Rather paradoxically the established electronics industry has somewhat stagnated with regards to its materials usage. The known reticence of these incumbent establishments to adjust their existing processes has resulted in a plethora of emerging materials not being efficiently exploited with them remaining confined to the laboratory. Our research focuses on the nano-to-macro scale heterogeneous integration of nanocarbons (carbon nanotubes, graphene), metal oxides and various silicon forms to development enhanced functionalities on glass and flexible substrates across a wide range of pragmatic platforms such as energy harvesting displays, biologically compatible smart band aids and nano-carbon wireless communications. Here we will present an overview of some of our most recent work on oxide TFTs, bio-inspired impedance spectroscopy, field emission electron emitters and nanocarbon X-ray sources.
P51

77
MANUFACTURING THE FUTURE CONFERENCE 2013
The influence of cutting speed on tool life: the applicability of Taylor’s model to the drilling of carbon fibre reinforced plastic using uncoated WC-Co tools
Julián Luis Merino Pérez, Industrial Doctoral Centre in Machining Science, The University of Sheffield. Department of Mechanical Engineering, Sir Frederick Mappin Building. Mappin
Street, Sheffield, S1 3JD, Tel: +44(0)114 222 9948. Email: [email protected]
Professor Alma Hodzic, Advanced Manufacturing Research Centre, The University of Sheffield
Dr. Sabino Ayvar-Soberanis, AMRC with Boeing, The University of Sheffield
Dr. Eleanor Merson, Sandvik Coromant, Sandvik AG
Carbon fibre reinforced plastics are widely used in numerous aeronautical and motorsports applications. Machining operations are a key step in the production of composite parts, both for shaping and assembling purposes. Tool wear during machining of this material is not well understood; however so far it has been related to the high abrasive nature of carbon fibres.
Further research has been carried out to assess the influence of cutting speed on tool life. Reported literature indicated a direct relationship between cutting speed and tool life, following Taylor’s model in a range of spindle speeds from 12,000 to 15,000 rpm, at a fixed feed rate of 0.1 mm/rev. However, work carried out by Sandvik Coromant is in disagreeing. No relationship was found between cutting speed and tool life in a range of spindle speeds from 2,000 to 8,000 rpm at a variable feed rate between 0.04 and 0.12 mm/rev.
In this work, the applicability of Taylor’s model to the drilling of CFRP composites using φ6.35 mm WC-Co uncoated drills has been assessed by studying the effect of cutting speed on tool wear (Figure 1). Three different woven CFRP systems were used in this investigation: MTM28B (Tg 100°C) + CF0300 (high strength), MTM44-1 (Tg 210°C) + CF0300 and MTM44-1 + CF2200 (high modulus). Seven conditions were selected, varying the spindle speed between 1,000 and 18,000 rpm at a fixed feed rate of 0.05 mm/rev. Flank wear and cutting edge rounding were measured after drilling 2,000 mm per condition and tool.
Significance Statement: The significance of this research lies in the assessment of the contribution of resin on tool wear in machining carbon fibre reinforced plastics and in the assessment of cutting speed on tool life in the drilling of carbon fibre reinforced plastics.
P52
Figure 1 – Validation of Taylor’s equation for flank wear

78
MANUFACTURING THE FUTURE CONFERENCE 2013
Rational Design of Biologics Manufacturing: The Development of Whole-Bioprocess Models
Ajoy Velayudhan, University College London, Department of Biochemical Engineering, Torrington Place, London WC1E 7JE. Phone: (0)20 7679 7031. Email: [email protected]
Abstract: Bioprocess engineering offers an unusually high return on investment to improve the state of UK manufacturing, with worldwide revenues of ~£110 bn in 2009. However, the bioprocessing industry is substantially more empirical than other manufacturing sectors, for several reasons. The extremely complex manufacturing process, typically involving mammalian cells that produce thousands of proteins, implies that the impurities in the final product cannot be completely identified. It follows that product quality is extremely tightly controlled by narrowly defining the entire bioprocess, leading to the dictum “the process is the product”. Rework or reprocessing is typically not allowed, implying that manufacturing deviations are extremely costly. Typical continuous improvement efforts, while worthwhile, are limited by the intrinsically high variability of bioprocesses; for example, 6-σ efforts are not practical when the typical variability is 3-4 σ. Given these unusual manufacturing constraints, we are developing industrially relevant whole-bioprocess models as part of an EPSRC Manufacturing Fellowship. Model reduction and lumping are used to simplify unit-operation models into tractable whole-bioprocess models, which are then validated with multivariate methods. These models will be used to provide a rational basis on which to design efficient bioprocesses for the next generation of medicines.
Significance Statement: The significance of this work lies in its potential impact on the fundamental design approach taken in bioprocess engineering. Current designs are driven by the excellent Quality by Design (QbD) initiative from the International Conference on Harmonization, and enthusiastically supported by the European Medicines Agency and the Food and Drug Administration in the USA. This work goes beyond the use of science- and risk-based methods suggested by the QbD initiative, and seeks to establish a rational basis for the entire bioprocess sequence.
P53

79
MANUFACTURING THE FUTURE CONFERENCE 2013
Current Progress on Real-World Vibrational Energy-Harvesting SystemsColin Bell, Cranfield University, College Road, Cranfield, Bedfordshire, MK43 0AL,
+44 (0)1234 750111 ext. 2356, [email protected]
Ashutosh Tiwari, Cranfield University
Meiling Zhu, Cranfield University
In simple terms energy harvesting is the practice of obtaining energy from an environmentthat would otherwise be wasted. Typically this is achieved using either a thermoelectric orpiezoelectric effect, in which thermal or mechanical energy respectively is converted directlyto electrical energy through inherent material properties.
The amount of electrical power generated varies considerably between designs, but istypically in the order of milliwatts. Whilst we are still nowhere near the stage where thispower could be used to drive consumer electronics or more advanced computational systems,there is a very real use for this power in wireless telemetric sensors.
It could be argued that piezoelectric energy harvesting currently shows the most potential inwireless sensor technology – not because the technology is necessarily more advanced, butbecause of the inherent vibrational energy available in the vast majority of mechanicalstructures such as aircraft wings, internal combustion engines, or building vibrations – all ofwhich could benefit from continuous, in situ monitoring.
One of the biggest problems with vibrational energy harvesting devices is the concept offrequency matching. Piezoelectric bimorph cantilevers tend to operate most effectively whenthey vibrate through elementary forced resonance, where the composed system behaves as ifit has an effective negative damping, increasing deflection and hence the energy yielded.
Several approaches have been developed to accomplish this, either through resonancematching of the bimorph (direct excitation) or through some intermediary mechanism thatadapts the system’s vibration into some form of ‘plucking’ motion (indirect excitation).Further advances in either of these techniques can ensure that energy harvesting devices canbegin to move out of idealised laboratory environments into the real world with dynamicvibration conditions, providing the holy-grail of self-powered continuous system monitoring.
Significance Statement: The Significance of this work is to improve the potential applicabilityof energy harvesting devices for self-powered wireless sensors and look at currentapproaches to solving the problem of dynamic real-world vibration spectrums.
P54

80
MANUFACTURING THE FUTURE CONFERENCE 2013
Regenerative Medicine Manufacture: Systematisation for New Business ModelsNicholas Medcalf, The EPSRC Centre for Innovative Manufacturing in Regenerative Medicine,
Centre for Biological Engineering, Holywell Park, Loughborough University, LE11 3TU, United Kingdom, [email protected]
Regenerative medicine (RM) is a priority technology both for UK competitiveness and within the EPSRC Healthcare Technologies Challenge Theme. The global market has been valued at $1.6B in 2010, set to increase to $20.0B by 2025. Regulations make RM a manufacturing-led industry but it is unusual for products to be designed for ease of operation and manufacture. A new Fellowship programme at Loughborough University will employ a systems approach to drive ‘regulatory science’ by:
• Exploring new manufacturing and delivery methods for RM• Relating these routes of exploitation to improved models of business using a novel typography• Modelling strategy choices using quantitative data for value release and cost• Identifying features that dominate value and using this knowledge to find engineering solutions• Engaging with practitioners to create new methods for regulatory-friendly manufacture
This presentation will briefly review the commercial and research landscape in RM manufacturing and will show how it can be characterised. Tools for understanding the characteristics will be described and the concept of quantitative modular analysis will be introduced. The UK has excellent research and clinical centres in RM but lacks a joined-up approach to commercialisation. UK international competitiveness can be enhanced by systematising RM manufacturing research to identify the points at which technology can accelerate commercialisation. Such an approach will provide a framework within which industry-facing, challenge-led research can be both planned and assessed. Engineering research portfolios will then be managed around definitions of new unit operations, specific to RM, within a whole-process model. Such unit operations will be used as a common vocabulary across industry. The result will be know-how that can be used by entrepreneurs to build commercially-viable processes and business models. The know-how will be applied to build a framework within which RM scientists can place new engineering knowledge, giving structure to RM manufacturing research and facilitating a pre-competitive community of interest to build the modules upon which further commercialisation can be based.
The significance of this work is that it will provide commercial organisations with alternative methods of RM manufacture and supply with improved ease of adoption. Clinics will benefit from the programme through a) increased access to cost-effective solutions for conditions otherwise manageable only with palliative care, and b) from flexible and improved scheduling from goods available to a just-in-time schedule, or from production units close to clinic.
P55

81
MANUFACTURING THE FUTURE CONFERENCE 2013
Strategies for self-repairing electronic systemsRichard McWilliam (Primary Presenter), Durham University, EPSRC Innovative Centre for
Manufacturing in Through Life Engineering Services, School of Engineering and Computing Sciences, South Road, Durham, DH1 3LE, United Kingdom, Telephone 0191 334 2418,
Corresponding author E-Mail Address [email protected]
Alan Purvis, Durham University (Second Author)
MRO is becoming an expensive and complex process for high value items such as aircraft, trains, nuclear installations and maritime vessels. Consumer items such as cars and mobile electronics devices need to work without major repair for the warranty period. We focus on the reliability of electronic systems (ES) and sub-systems, which are found in nearly all modern products. ES are used for monitoring and sensing, computing, display and interaction. Electronics have always been susceptible to upset from external influences such as electromagnetic radiation and thermal cycling, but there is an increased susceptibility to these and the more recent mechanism of random high energy radiation particles which threatens to cause major reliability issues. This problem is exacerbated by the trend to use ever more transistors to increase the capability of the ES and to use ever smaller transistors which are more vulnerable to these effects. As part of the EPSRC Innovative Center for Through Life Engineering Services, we are investigating new strategies that bring self-repair capability to ES. We review existing methods to combat electronics failure including redundancy and reconfiguration principles, which aim to increase the robustness of ES in the event of single event upsets (SEUs). Fault tolerance mechanisms are often implemented in the form of built-in self test (BIST), however built-in self-repair (BISR) is still a major challenge. These ideas seek to absorb fault events without interrupting operation, or to initiate a direct response to a threat by altering some property of the ES. We then discuss the principle of self-repair, in which the ES is capable of carrying out fault detection, isolation and repair without intervention from the outside world. This requires higher complexity and resource overhead, but brings significant benefits for ES that must be maintained at strict intervals. The concepts discussed include self-restoring algorithms, memory-protected state machines and fault tolerant structures with configurable routing. Another area of importance for complex mission critical systems is prognostics capability, which provides continual status information to the outside world which is essential for effective maintenance planning. This also provides the possibility for pre-emptive self-repair action.
Significance Statement: This work is significant because it addresses one of the key aspects of system reliability, namely electronic system integrity and robustness. Electronic systems are found in all high-value products hence it is important to find new ways to make electronics self-maintaining to reduce MRO overheads.
P56
Illustration: FPGA implementation of self-restoring electronic circuit

82
MANUFACTURING THE FUTURE CONFERENCE 2013
Scaling-up multiphase microchemical systemsSimon Kuhn
Department of Chemical Engineering, University College London, UK
Using microstructured devices in chemical engineering provides several advantages over conventional, and mostly batch, reaction systems. Due to the decrease in length scale an increased surface--to-volume ratio is obtained, which is beneficial to lead to enhanced mass and heat transfer coefficients. As a result of the research over the past decade, micro-reactors are established as tools for catalyst or reaction condition screening, and rapid optimization. Continuous processing itself opens novel process windows, and leads to a safer and controlled handling of reagents, and thus increased yield and product quality.
However, the link to the production scale is currently missing, operating microstructured devices in parallel is limited in practice, e.g. due to fluid maldistribution between devices, and as a consequence scaling-up is still an essential step from the lab- to the production-scale. Thus it is desirable to develop continuous mini reaction systems on the millimeter scale, which combine the advantages of microreactors with the throughput of conventional batch reactor systems (Figure 1).
To perform this step detailed knowledge about the mass and heat transfer mechanisms in these devices across several length scales is needed. We performed a detailed experimental mass and heat transfer study in continuous flow devices using laser-induced fluorescence (LIF) and thermochromic liquid crystals (TLCs). This allowes for the characterization of the driving transport mechanisms on each scale, and for the development of engineering correlations for scale-up. The experimental studies are complemented by numerical simulations, were we predict transport processes in single and multiphase systems (Figure 2). We use a volume-of-fluid (VOF) approach to simulate two-phase flows where we additionally modified the solver to account for interfacial heat and mass transfer. After validation with our experimental results, these numerical simulations will provide more insight on the flow physics and will guide future design of continuous and intensified flow reactors.
Significance Statement: This research will bridge the gap between the micro- and milli-scale and is directly targeting process intensification and novel sustainable manufacturing processes. Implementing the newly developed reactor concepts will allow for more sustainable production with increased yield, which contributes to further savings of costs and energy.
P57
Figure 2: Combined scale-up and scale-out approach
Figure 1: VOF and experimental results in a milli-scale reactor
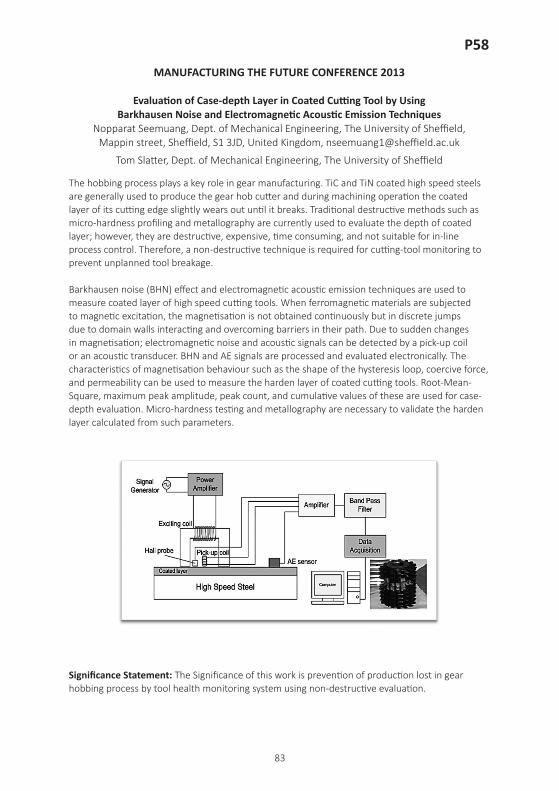
83
MANUFACTURING THE FUTURE CONFERENCE 2013
Evaluation of Case-depth Layer in Coated Cutting Tool by UsingBarkhausen Noise and Electromagnetic Acoustic Emission Techniques
Nopparat Seemuang, Dept. of Mechanical Engineering, The University of Sheffield, Mappin street, Sheffield, S1 3JD, United Kingdom, [email protected]
Tom Slatter, Dept. of Mechanical Engineering, The University of Sheffield
The hobbing process plays a key role in gear manufacturing. TiC and TiN coated high speed steels are generally used to produce the gear hob cutter and during machining operation the coated layer of its cutting edge slightly wears out until it breaks. Traditional destructive methods such as micro-hardness profiling and metallography are currently used to evaluate the depth of coated layer; however, they are destructive, expensive, time consuming, and not suitable for in-line process control. Therefore, a non-destructive technique is required for cutting-tool monitoring to prevent unplanned tool breakage.
Barkhausen noise (BHN) effect and electromagnetic acoustic emission techniques are used to measure coated layer of high speed cutting tools. When ferromagnetic materials are subjected to magnetic excitation, the magnetisation is not obtained continuously but in discrete jumps due to domain walls interacting and overcoming barriers in their path. Due to sudden changes in magnetisation; electromagnetic noise and acoustic signals can be detected by a pick-up coil or an acoustic transducer. BHN and AE signals are processed and evaluated electronically. The characteristics of magnetisation behaviour such as the shape of the hysteresis loop, coercive force, and permeability can be used to measure the harden layer of coated cutting tools. Root-Mean-Square, maximum peak amplitude, peak count, and cumulative values of these are used for case-depth evaluation. Micro-hardness testing and metallography are necessary to validate the harden layer calculated from such parameters.
Significance Statement: The Significance of this work is prevention of production lost in gear hobbing process by tool health monitoring system using non-destructive evaluation.
P58

84
MANUFACTURING THE FUTURE CONFERENCE 2013
Grain refiner development for Aluminium-Silicon alloy castings for automotive applications
Leandro Bolzoni1, M.Nowak1 and N. Hari Babu 1,2
1BCAST - (Brunel Centre for Advanced Solidification Technology)2LiME (EPSRC - Centre for Innovative Manufacturing in Liquid Metal Engineering)
Brunel University, Uxbridge, Middlesex, UB8 3PH, (London) UK
The grain refinement practice using Ti based chemical additions (Al-Ti-B) is well established for wrought Al alloys, however in the case of Al-Si casting alloys, the practice of adding grain refiners and the impact on castability is not well established in industries, due primarily to chemical instability of conventionally known Ti based grain refiner with Si element in the melt. Research at Brunel University, has identified a novel chemical composition that can effectively refine grain structure of Al-Si castings alloy. A suitable method to produce the novel grain refiner in the form of master alloy was developed. The addition of master alloy to the Al-Si liquid metal prior to casting is a practical way for industrial scale castings. We present here the effect of addition of master alloy on grain refinement of various Al-Si alloys and the benefits that it offers for casting practices in industry.
P59

85
MANUFACTURING THE FUTURE CONFERENCE 2013
Efficient Novel Drying Processes of foodsTom Mills, Fotis Spyropoulos, Peter Fryer and Ian Norton, University of Birmingham
Providing dehydrated products either directly to the consumer or to distributors can give significant savings in the distribution chain and increase product shelf life in many cases. In order to maintain product structure and quality during a drying process the mechanisms for moisture removal and rehydration needs to be understood and controlled.
Currently, moisture removal is generally through thermal processes which range from conventional frying to the more popular hot-air drying. Although processes such as the latter offer a great advancement compared to frying (by producing dehydrated food structures with a significantly reduced fat content), they suffer from: low rates and long drying times, and high temperatures during processing, often leading to thermal degradation of products. These issues could lead to serious economic (e.g. increased running and maintenance costs) and environmental issues (e.g. high energy consumption during operation). In addition the same issues could also jeopardise the quality of the resulting food product; ill-controlled moisture content and density, risk of chemical degradation, structural and/or textural changes, loss of flavour and loss in nutrition.
A number of novel techniques have emerged which aim to increase both the efficiency and quality of drying and rehydration of food products. Work by Brown, Fryer et al. (2008) uses supercritical carbon dioxide with an ethanol co-solvent to dry and rehydrate carrot samples. Supercritical drying allows food products to be dried and unique structures to be created with different rehydration and textural properties to the equivalent food products dried by air-drying. Another method, microwave-vacuum dehydration has been used on mushrooms and compared to conventional drying reduces the timescales by 70-90% through more rapid, uniform and energy efficient heating, and provides superior rehydrated products (Giri and Prasad 2007).
For the future, modified extrusion and vacuum-assisted drying are within a range of novel drying processes with the potential of further improving processing and quality issues. Compared to hot-air drying, these processes in specific can: reduce the drying time and temperature; provide dehydrated products of superior quality in terms of taste and texture; be used for the dehydration/drying of heat-sensitive materials, such as fruit and vegetables. Products dehydrated using vacuum-based drying are also reported to exhibit more controllable rehydration kinetics. This is of particular interest in the case of dehydrated foods as structure rehydration upon consumption is another key parameter that should be considered.
Brown, Z. K., P. J. Fryer, et al. (2008). “Drying of foods using supercritical carbon dioxide Investigations with carrot.” Innovative Food Science & Emerging Technologies 9(3): 280-289.
Giri, S. K. and S. Prasad (2007). “Drying kinetics and rehydration characteristics of microwave-vacuum and convective hot-air dried mushrooms.” Journal of Food Engineering 78(2): 512-521.
P60

86
MANUFACTURING THE FUTURE CONFERENCE 2013
New Flexible Manufacturing processes for tailored food emulsionsTom Mills, Fotis Spyropoulos, Peter Fryer and Ian Norton, University of Birmingham
Emulsification by droplet breakup often requires large energy inputs, exposes the sample to high levels of shear and often creates relatively broad distributions. This limits the range of products that can be made by this process, but has the advantage of being simple to implement on a production scale. In comparison, drop-by-drop techniques such as microfluidics and membrane emulsification offer a lower shear environment with tighter control over the distributions created, this leads to greater flexibility and tailored products simply by altering operating parameters. Currently most processes in this area are only proven in producing small quantities of material in comparison to traditional techniques.
Microfluidics can create tightly controlled emulsion distributions, including complex constructions such as double emulsions, core shell particles and liquid crystal shells. By operating these devices in parallel, scale of production can be achieved which once in place can be scaled according to application. Work by Shah, Shum et al. (2008) shows production of a variety of emulsion structures from a single device, demonstrating the flexibility of the system. Further work in this area would need to address parallelisation of the device in order to bring production rates in line with current methods without sacrificing product quality.
Membrane emulsification (both cross flow and rotating) offers drop-by-drop production of complex emulsions at relatively low shears allowing sensitive structures such as double emulsions to be produced with high efficiency and uniformity. This approach could benefit a number of other complex structures where droplet breakup mechanisms are not suitable. Issues of fouling and throughput for this technique need to be addressed by intelligent design and consideration of membrane material if this technique is to gain wider use (Pawlik and Norton 2012; Pawlik and Norton 2013). Future projects would target scale up of the application along with investigating a wider range of membrane materials and design to reduce the frequency of cleaning.
Pawlik, A. K. and I. T. Norton (2012). “Encapsulation stability of duplex emulsions prepared with SPG cross-flow membrane, SPG rotating membrane and rotor-stator techniques—A comparison.” Journal of Membrane Science 415–416(0): 459-468.
Pawlik, A. K. and I. T. Norton (2013). “SPG rotating membrane technique for production of food grade emulsions.” Journal of Food Engineering 114(4): 530-537.
Shah, R. K., H. C. Shum, et al. (2008). “Designer emulsions using microfluidics.” Materials Today 11(4): 18-27.
P61

87
MANUFACTURING THE FUTURE CONFERENCE 2013
Controlled solid phase orientation of polymers: a novel manufacturing route for enhanced property medical devices
P D Coates, Polymer IRC, University of Bradford, Bradford BD7 1DP, UK tel 01274 234540 [email protected]
P Caton-Rose, Polymer IRC University of Bradford
Anant Paradkar, Pharmaceutical Engineering Sciences, University of Bradford
David Farrar, Smith & Nephew Ltd
Kadem Al-Lamee, Arterius Ltd
K Nichols, Eovations LLC, USA
Solid phase orientation of polymers unlocks the potential of molecular orientation to achieve enhanced physical properties. A particularly successful technique for solid phase deformation is die drawing (Fig.1), which has allowed control, at acceptable production rates, of significant enhancements of a single property or combinations of properties, including Young’s modulus, strength, and density, and shape memory effects. Exploitation of this technology, which is capable of producing novel shape memory products with precisely controlled property levels such as stiffness and recovery stress levels, or novel oriented drug-eluting stents, is outlined.
Major property enhancements are found to occur via die drawing. Properties tend to increase monotonically with imparted strain, ‘draw ratio’ (Fig 1). For semi-crystalline polymers, there is a process of distortion of initial spherulitic structures, with some reorganisation of crystal blocks and potentially some alignment of amorphous regions, leading to full orientation of the crystal regions. In the case of polyolefins drawing can continue in the solid phase to significantly higher draw ratios (i.e. well beyond the point of full alignment of molecules as shown by X-ray orientation measurement), which has been shown to lead to very high strength and stiffness materials, because orientation effects are complemented by increased crystalline continuity, which provides a ‘locked-in’ structure with higher load bearing capability. On a large scale, the die drawing process has been successfully developed as a continuous manufacturing route for a range of high stiffness to weight ratio construction products (Eovations LLC).
P62
Fig.1 Schematic of the die drawing process
Fig.2 Shape memory fixation device

In addition, the oriented structure can also effectively recover the imparted strain when particular stimuli (such as temperature above the glass transition temperature of the polymer) are applied, to give the ‘shape memory’ effect i.e. a controllable degree of original shape recovery, which can provide a glue-less locking force (Fig. 2). Die drawing to a selected draw ratio allows matching of the physical properties such as stiffness and strength of materials such as bone, with which they may be combined, for example for joint or soft tissue repair. We are exploring these concepts for such polymer fixation devices, where the polymers can also be bioresorbable – typically based on modified polylactic acid polymers such as poly-L-lactic acid, PLLA, with Smith & Nephew. Bioresorbable materials with suitable additives such as hydroxyapatite, can also offer osteoconduction (bone regeneration). Die drawing of tubes is also being developed at small scales (wall thicknesses of the order of 100μm) for potential use in stents (Arterius). In addition, orientation causes other property changes, such as anisotropic thermal conductivity and diffusion. We are researching the latter for possible anisotropic drug release.
Computer modeling (Abaqus) is used to assist with die geometries, which are key to the success of die drawing, as these fix the strain rate fields encountered by the initially deforming polymer.
Significance Statement: Oriented polymers are a prime example of ‘process structuring’of materials, where the manufacturing process actually provides a route to enhancing properties. They offer a controllable route to property enhancement for a range of applications – shape memory fixations and drug-eluting stents are indicated here, both of which are significant healthcare markets, as is current exploitation for building products. We have a leading capability in both the scientific underpinning (including fundamental polymer deformation studies) for this solid phase orientation technology, which was invented in our laboratories, and the key facilities and skills for its exploitation for precision manufacturing in batch or continuous modes, from large scale to micro scale. It continues to attract much international and UK industry involvement.
88
P62

89
MANUFACTURING THE FUTURE CONFERENCE 2013
Eco-Manufacturing of Food Products: Improving Water Efficiency in Food ManufacturingJames Colwill, Elliot Woolley and Shahin Rahimifard, Loughborough University
Food and drink is the largest manufacturing industry both in the UK and globally. This together with the rapid increase in consumption of processed food and recent advancements in innovative complex food products which is driven by ever-changing consumer demand, has resulted in the food industry becoming arguably the most resource intensive manufacturing sector. In this context, water represents a vital resource for long-term survival and growth of the food sector. With the increasing awareness of looming global water shortages, it is now essential to carefully monitor and manage its consumption, particularly within food manufacturing. The research explores a wide range of issues including dynamic modelling of water flow across production processes and more effective approaches for its reuse and recycling in food manufacturing applications. A particular research focus is on low-cost, non-invasive technologies to monitor quality and quantity of water to better manage its consumption and recycling.
P63

90
MANUFACTURING THE FUTURE CONFERENCE 2013
Template-Based Manufacture of Nonwoven Assemblies for Medical DevicesS.J. Russell, Centre for Technical Textiles, University of Leeds, Leeds, LS2 9JT
E. Durham, Centre for Technical Textiles, University of Leeds
E. Ingham, Institute of Medical and Biological Engineering, University of Leeds
MJ Tipper, NIRI Ltd, UK
D. Wood, Biomaterials and Tissue Engineering Research Group, Leeds Dental Institute, University of Leeds
Recently developed template-based nonwoven manufacturing techniques enable rapid manipulation of fibre arrangement and provide new opportunities for the tailoring of product structure in response to clinical need. Nonwoven fabrics are fundamental to the performance of a variety of medical devices due to their high porosity, large solid surface area, interconnected network of through-pores and mechanical stability. Devices incorporating such fabrics include blood filter media, chronic wound dressings, drug delivery media and tissue scaffolds. There is also substantial versatility in that these processes are compatible with a large variety of natural and synthetic polymers.
The implementation of template-based nonwoven manufacturing techniques in the production of components for medical devices will be outlined based upon the modification of different nonwoven processes. Template-based manufacture enables even greater control of fabric structure and facilitates bespoke product design. In fibre deposition nonwoven processes such as centrifugal spinning (or force spinning) and electrospinning, substantially 2D fibrous assemblies can be re-structured during manufacture so as to produce 3D structures. Our method for this re-arrangement is suitable for a range of nonwoven manufacturing technologies. Additionally in pre-formed nonwoven assemblies in which the fibres are assembled into the form of a coherent, planar web, an alternative method involves water jet manipulation of fibres at high linear production rates (up to ~102 m.min-1), (Fig.1). The technique also permits mechanical joining of fibrous components in medical devices without the need for adhesives or alternative fixings. Major advantages include the ability to introduce reproducible microscale pores into nanofibrous and microfibrous scaffolds regardless of polymer composition, the controlled rearrangement of local fibre alignment and modification of the isotropy of permeability within the structure in three dimensions (Fig.2). Additionally, fibre entanglement and local density are manipulated using templates to tailor mechanical properties. The exploitation of this advanced manufacturing technology for the production of three-dimensional scaffolds for tissue engineering and other medical devices will be outlined. The new approaches are intended to enable complex structural or biomimetic features to be introduced during production without substantially compromising production rates. Furthermore, there is the opportunity to increase the reproducibility of nonwoven structural features in medical devices.
P64
Fig. 1 Template-hydroentangling of fibre webs

Significance Statement:Nonwovens represent one of the most rapidly growing sectors of the engineered fabrics industry globally with existing and emerging high-value applications in healthcare. Based upon our core expertise in advanced textile engineering we have developed a leading capability in the design, manufacture and prototyping of nonwoven materials comprising high performance polymers, including biopolymers produced by benign routes for integration in products for the healthcare sector. These are rapidly developing and extremely versatile production technologies that are attracting extensive national and international collaborations with industry.
Fig. 2 Examples of template manufactured nonwovens
P64
91

92
MANUFACTURING THE FUTURE CONFERENCE 2013
Food manufacturing for healthy diets Bettina Wolf, David Gray and Tim Foster, University of Nottingham
One of its biggest challenges faced by the modern food industry is to develop, formulate and produce healthy, nutritionally balanced wholesome food whilst still maintaining all of the taste, appearance and enjoyment of currently manufactured “unhealthy” products. Producing “healthier” foods requires much more than just the direct replacement of certain of its unhealthy components such as fat, salt or sugar. Decreasing fat in food products in the past has resulted in little or no change to the consumer’s energy intake. Likewise earlier attempts to decrease the sugar content led to the unwanted but unavoidable replacement of both sweetness and “body”. The work will set out to address the fundamental questions relating to the structural properties of fat and carbohydrates (simple and complex sugars) in food formulations and to understand the manufacturing issues relating to their replacement. A microstructural design approach will be applied, including process and product design and process synthesis methodologies, in order to redesign manufacturing capability to meet the requirements. Additionally processing rules will be explored for the incorporation of new healthy ingredients e.g. zeolites, silica particles, organogels / oleogels and functionalised plant raw materials into model food products for the replacement of unhealthy fats and sugars.
P65

93
MANUFACTURING THE FUTURE CONFERENCE 2013
EPSRC Centre for Innovative Manufacturing in Medical Devices – University of Nottingham
Donal McNally, Joel Segal, Ifty Ahmed, Nick Warrior, Ed Lester, David Grant University of Nottingham, Faculty of Engineering, University Park Campus, Nottingham.
NG7 2RD, U.K., 0115 9513747, [email protected]
Malcolm Glendenning, Glass Technology ServicesBen Hargreaves, NetComposites
David Park, EminateSandy Reid, Promethian Particles
Koen Engelborghs, Materialise
The University of Nottingham within the newly formed EPSRC Centre for Innovative Manufacturing in Medical Devices will focus on significantly improving clinical utility of multi-phase implants through improved biological and mechanical properties and development of technologies to convert MRI and CT scan 2D visualisations into 3D geometric representations for subsequent conversion into solid models. The Key industrial challenges in these areas will be related to manufacturing using new materials and image processing to deliver biofidelic constitutive models for device regulation and validation. The activities proposed will include building a research base with the expertise to deliver this technology for the healthcare industry to exploit.
Initial examples of multiphase bioresorbable implant devices to be manufactured will be taken from orthopaedic fixation and repair to validate the manufacturing process. The proposed developments hold great prospects for enhanced quality of life for patients as their value centres on fully resorbable hard tissue repair products and elimination of metal implants currently used. In continental Europe a second elective operation for removal of metal plates is routine. Theatre costs are significant, and patients endure further trauma along with risks inherent to any surgery such as infection and anaesthesia. These hospital stays represent a significant drain on resources which would be avoided if implants were made to safely resorb.
The virtual modelling and imaging activities will aim to integrate technologies to convert MRI and CT scan 2D visualisations into 3D geometric representations for subsequent conversion into solid models and to develop technologies to model bones, cardiovascular and vein structures for validated computational structural analyses. The High Performance Computing facility (a cluster of computers, working together to drastically reduce the time required to perform large scale calculations) will be exploited with a vision to deliver 3D models from CT/MRI scans to deliver biofidelic constitutive models which capture the physics of the behaviour of human samples within the constraints imposed by computational processor speed and storage limits.
The work proposed in the EPSRC Centre for Innovative Manufacturing in Medical Devices is strongly aligned with existing centres based at Nottingham including; the EPSRC Centres for Innovative Manufacturing in Composites, Additive Manufacturing and Regenerative Medicine.
Significance Statement: The research activities to be undertaken will focus on a stratified approach to deliver improved patient centred treatment and clinical outcomes through (i) manufacturing of fully bioresorbable multiphase fixation devices to order (ii) rapid conversion of medical images into usable digital patient-customised device designs and validation.
P66

94
MANUFACTURING THE FUTURE CONFERENCE 2013
Stratified Approaches For Enhanced Reliability – SAFER – Joint ReplacementsFunctionally Stratified Design and Manufacture: A Flagship Challenge
John Fisher Centre for Innovative Manufacturing in Medical Devices
University of Leeds
Total Joint Replacements are one of the most successful medical technology inventions of the 20th century. Fifty years on from when the first successful hip joint was manufactured commercially in Leeds, over 2 million patients every year benefit from hip and knee joint replacements, with documented clinical success rates of over 90% after ten years in the patient. With an increasingly active ageing population and the numbers of joint replacements increasing in younger patients under the age of sixty, devices that meet patient expectations of fifty active years after fifty®, with enhanced performance and reliability, are needed today.
Our research1 has defined the deterioration in performance and reliability of joint replacements associated with variations in a number of different factors in the patient environment in which the device has to function.
Variables which control performance and reliability The Leeds Prosim six station knee simulator
• Surgical positioning of components• Range and type of activities• Anatomy and physiology of the patient
population• Time dependent changes in biomaterial
properties• Combinations of above
Specific case studies have demonstrated how enhanced experimental pre-clinical simulation methods can be used to both predict clinical failures2 and prevent clinical failures3. Additionally computational models4 have now been developed to pre-clinically predict tribological performance for types of different activities.
The Centre for Innovative Manufacturing in Medical Devices, through its Flagship Challenge, “Functionally Stratified Design and Manufacture”, will develop an integrated pre-clinical simulation and analysis system to allow design and manufacture of stratified product ranges with enhanced reliability. The approaches to enhanced pre-clinical design analysis and simulation, which will be applied to existing products as well as new to be developed manufacturing processes, biomaterials and biological scaffolds. This new functionally stratified approach to design and manufacture of biomaterials and joint replacements will be described.
1, Fisher J. Faraday Discussions 156:59-68,20122, Fisher J. J Bone Joint Surgery Br 93:1001-1004, 2011. 3, Leslie I, Williams S, Isaac G, Ingham E, Fisher J . Proc Inst Mech Engineers Part H: in press, 20134, Abdelgaied A, Liu F, Brockett C, Jennings L, Jin Z, Fisher J. J Biomechanics 44:1108-1116, 2011
P67

95
MANUFACTURING THE FUTURE CONFERENCE 2013
Modelling of Residual Stress Relief of Cold Working Process in Aluminium BlocksR. Bilkhu1,a, S. Ayvar-Soberanis1,b, J. Castle2,c, M. Thomas3,d and S. Turner1,e
1The Advanced Manufacturing Research Centre with Boeing (AMRC, Sheffield, UK2Boeing Research & Technology, St. Louis MO 63166-0516, USA
3Department of Material Science, The University of Sheffield, Sheffield, [email protected], [email protected], [email protected],
[email protected], [email protected]
Keywords: Residual Stress Relief, Quenching, AA7050, Cold Working. Abstract. Airframe structural components that are machined from aluminium forgings or plate stock represent a significant cost of both military and commercial aircraft. These components tend to distort due to heat treating bulk stresses and/or inadequate stress relief via plastic work. There is a need to understand and predict the effects of heat treating and cold work strategies to minimise the residual stresses, and hence to control the distortions in the components. In this study, the coupling methods of numerical models and experimental techniques were used for assessing the residual stress of AA7050 blocks after quenching and cold working strategies. From the experimental tests, the cooling rates at different thermocouple locations were obtained to determine the heat transfer coefficients on each surface as a function of temperature; this data was used in the models as an input to accurate predict the residual stress profile after quenching. Furthermore, two different methods of cold working are used in this research to investigate the reduction of residual stress on the blocks. The first method consisted in compressing uniformly the specimen (Cold Work Single Piece), and second method involved compression in three non-overlapping sections (Cold Work Incremental). The models were compared with residual stress measurements of the contour method. The analysis showed that the models are in agreement with experimental tests. The results show that single compression test is more effective in reducing uniformly the residual stress pattern than the incremental compression test; however the magnitude of residual stress for both techniques decreases by 82% in the bulk of the block.
P68

96
MANUFACTURING THE FUTURE CONFERENCE 2013
The Development of an Electrophotographic Additive Layer Manufacturing System Exhibiting Novel Process Topography and Low-cost Desktop Characteristics
Matthew Benning, School of Mechanical and Systems Engineering, Newcastle University,Newcastle-Upon-Tyne, NE1 7RU, UK, [email protected].
Kenneth Dalgarno, Newcastle University
AbstractThe development of an Additive Layer Manufacturing (ALM) system embodying electrophotography (EP), as used by laser printers and photocopiers, is described. The concept of incorporating EP into an ALM has been researched since the late 1980’s. This research offers novel solutions to two key limitations identified in previous work: build height and layer fringing. The refined process employs EP to form powder images, representative of two and a half dimensional (2.5D) cross sections of a three dimensional (3D) artefact, on the surface of a substrate before consolidating in a reduced electric field. Following testing and development of individual process components a complete test bed was produced to demonstrate the two novel concepts of (i) layer transfer and consolidation in a reduced electric field to overcome the build height limitation; and (ii) the implementation of an EP print engine with reduced developer electrode displacement to reduce the occurrence of layer fringing. The test bed demonstrated the formation of fringe free artefacts without a restriction in build height, demonstrating proof of concept for the new approach.
Significance StatementThe significance of this work is that two limiting factors to electrophotographic additive layer manufacture have been overcome and the solutions demonstrated.
P69
Figure 1 Schematic of the refined electrophotographic additive layer manufacture System

97
MANUFACTURING THE FUTURE CONFERENCE 2013
Design and fabrication of orthotic devices through additive manufacturingJavier Munguia*, Newcastle University, School of Mechanical & Systems Engineering,
Newcastle upon Tyne, NE17RU, UK, 01912226211, [email protected]
Kenny Dalgarno, Newcastle University This work reviews the design and manufacture of various types of orthotic products, including foot and ankle foot orthotics to specific gait evaluation jigs and spinal brace designs, all developed with design from additive manufacturing (AM) principles. The main criteria for selecting candidate orthotic products were the customisation possibilities together with cost, lead-time, mechanical performance and aesthetics.
Results show that some industrial/high-end AM technologies, such as selective laser sintering, have a sufficient readiness level to generate market-ready products, while lower-end technologies still need to go through secondary refinement stages for accuracy, finishing and reinforcement. The cost of these extra stages however, can be compensated by the design freedom and the potential on-site availability of such equipment which facilitates “distributed manufacturing,” or manufacture at the point of need.
Significance Statement: The significance of this work is researching the use of both industrial and low cost layer manufacture systems in the manufacture of novel orthotic devices, and demonstrating that in both cases this allows the incorporation of design features that surpass current process capabilities.
P70

98
MANUFACTURING THE FUTURE CONFERENCE 2013
Preparation of Poly(Lactic acid)-Hydroxyapatite Scaffolds for Bone Surgery Malayeri, A., School of Clinical Dentistry1 & Materials Science and Engineering2,
The University of Sheffield, Claremont Crescent, Sheffield S10 2TA, UK (tel. 0114 2717938, email [email protected])
2Claeyssens, F. The University of Sheffield1,2Gabbott, C., The University of Sheffield
2Reilly, G., The University of Sheffield 1Hatton, P. V., The University of Sheffield
Human craniofacial bone tissue has important functional and aesthetic roles that may need to be preserved or corrected by surgical intervention with a medical device. While a relatively large number of advanced and innovative manufacturing technologies have been reported to be suitable for the preparation of complex or custom shaped skeletal implants, the majority of materials used in these processes are either not suitable for human implantation or do little to promote tissue healing and regeneration. The aim of this study was therefore to investigate the use of composite biomaterials formed by combining poly(lactic acid) - a commonly used resorbable polymer - with medical grade hydroxyapatite (HA) powders, and to perform preliminary assessments of their processability and biocompatibility. Three-dimensional scaffolds were prepared using stereolithography and robocasting. Stereolithography produced polymer scaffolds with the intended structure and porosity, but when the composite biomaterial was used the scaffold was more irregular with a heterogeneous distribution of ceramic particles (Figure 1). This may have been due to light scatter caused by the addition of ceramics. Both manufacturing methods were more effective for the fabrication of pure polymer structures rather than composite scaffolds. Despite these issues, preliminary biocompatibility studies suggested that both pure polymer and HA-polymer composite scaffolds supported attachment of viable cells.
Significance Statement: The significance of this work is that describes the preparation of composite biomaterials that are intended for the manufacture of complex or custom-shaped bone implants.
P71
Figure 1: Scanning electron micrograph of PLA/HA (30% HA by weight) composite scaffold manufactured using the robocasting technique

99
MANUFACTURING THE FUTURE CONFERENCE 2013
Customized Transmucosal Titanium Medical Device for a Cleft Palate Patient Manufactured Using Layered Fabrication: A Clinical Case Study
Behnam Mirzakouchaki, Department of Orthodontics, University of Tabriz, Golgasht Avenue, Tabriz, Iran.
Shirin Shahrbaf, The University of Sheffield
David Wilgoose, The University of Sheffield
Richard van Noort, The University of Sheffield
New manufacturing technologies based on additive manufacturing (AM) make it possible to produce complex three-dimensional shapes using a wide variety of materials. The aim of this study was to use AM to develop a transmucosal implant for a cleft palate patient that can repair both the bony defect and resolve the problem of the gap in the dentition of the upper arch. A patient with a unilateral cleft palate was selected. A CT image of the patient was taken and 3D model of patients jaw were reconstructed using Mimics software. Haptic technology was employed to design the implant. The file of the implant was transferred to a selective laser melting machine to produce the implant in cp-Ti. The implant was cleaned, sterilized, and fitted to the patient using standard surgical procedures. The patient was therefore provided with a customized implant that healed uneventfully. Three months after surgery, the patient had the crown fitted to the transmucosal aspect of their implants, thus restoring the dental arch and completing treatment. It was concluded that additive manufacturing was suitable for the fabrication of complex permucosal implants for closure of adult cleft palate.
Significance Statement: The significance of this work is that describes the first clinical use of advanced manufacturing to produce a medical device for the surgical repair of adult cleft palate.
P72

100
MANUFACTURING THE FUTURE CONFERENCE 2013
Upgrading of ingredients for improved resource utilisation Bettina Wolf, David Gray and Tim Foster, University of Nottingham
The work poses a number of maunfacturing challenges, from the recovery and valorisation of natural materials and transformation of waste streams for use, and then a redesign of how food products are processed utilising such materials. The materials may be diverse in content and properties, therefore underpinning, fundamental work on understanding how such materials can be fully exploited provides the key manufacturing challenges to be addressed. Fractionation and conversion technologies can be used / combined, to cope with variation in or mixed feedstocks. The transformed materials need to be stabilised and controlled to enable microbiological, toxicological and functional acceptance. Reformulation using the transformed materials may require new manufacturing capability for the production of a dry (snack) food to a wet dressing and a rehydratable soup or sauces.
Early work utilising conversion technologies for new food sources has employed wet / dry / cryo milling, microwave and steam explosion, extrusion, ball milling and homogenisation to create mild processed oil bodies, food particles for interfacial stabilisation and structures from cellulose. All of these examples provide a sustainable approach to next generation food production.
The work explores the opportunities of using process to control molecular functionality in complex natural, mildly refined materials, where process combinations and innovation will be required to provide required functionalities e.g. new drying technologies may be applied to overcome the usual irreversible material properties of cellulosic systems upon drying.
P73

101
MANUFACTURING THE FUTURE CONFERENCE 2013
Beyond Additive Manufacturing – Multifunctional 3D PrintingChristopher Tuck*, The University of Nottingham, University Park, Nottingham, NG7 2RD, UK, [email protected]
Ian Ashcroft, The University of Nottingham
Ricky Wildman, The University of Nottingham
Richard Hague, The University of Nottingham
Abstract: Additive Manufacturing (AM) has become closer to being a fully-fledged manufacturing tool in recent years for single material, “passive” processes. Whilst there is still a need for research and development into these standard AM processes and materials, the research focus of the EPSRC Centre for Innovative Manufacturing in Additive Manufacturing is towards multifunctional “active” AM processes, materials and design systems to enable the production of ‘systems’ rather than individual components. One aspect of the work currently being undertaken is focused on production of three-dimensional structures, via ink-jetting, that include more than one material and thus the work presented will fundamentally challenge existing AM system architectures and material processing conditions with it’s capability of multi-material drop on demand material delivery.
Importantly, this study will highlight the research challenges and progress being made towards the vision of manufacturing multi-functional, multi-material products in a single additive manufacturing system. The presentation will concentrate on the processes and materials currently under research as part of the Centre that will help shape future product development, design and product performance.
Significance Statement: The significance of this work is the internationally novel multi-material, multi-functional AM research plus the research of material / material interactions, material performance, deposition mechanisms and kinetics.
P74

102
MANUFACTURING THE FUTURE CONFERENCE 2013
Design optimisation of 3D printed multi-functional components David Brackett, Faculty of Engineering, The University of Nottingham,
University Park, Nottingham, NG7 2RD, UK, 0115 84 68441, [email protected]
Ian Ashcroft, Faculty of Engineering, The University of Nottingham
Ricky Wildman, Faculty of Engineering, The University of Nottingham
Richard Hague, Faculty of Engineering, The University of Nottingham
Abstract: This presentation will cover work carried out as part of the multifunctional additive manufacturing (AM) design project of the EPSRC Centre of Innovative Manufacturing in Additive Manufacturing. The freedom of design aspect of AM is one of its key benefits and the enabling factor for multifunctional products. With conventional design systems still inadequate for the existing ‘passive’ AM, it is clear that the multifunctional AM components envisaged will require a completely new approach to design. Many factors need to be taken into account in designing such components, including the placement of functional components, the routing of electrical / optical connections, mechanical and functional performance, design for manufacture and the interaction of components and materials. There is, therefore a requirement for a general methodology to provide design methods for the complex requirements of the proposed multifunctional components; provide a method of handling the interactions between the various and potentially conflicting requirements of the individual design and determine an overall optimal solution; provide an interface with which engineers can efficiently design AM multifunctional components.
The optimisation framework to tackle these objectives will be overviewed and the challenges and potential solutions discussed. In particular the presentation will cover functionally graded lattice design utilising a dithering technique, voxel based routing and component placement methods. This design approach is aimed particularly at 3D printing using jetting print heads and the process of translating the design to the manufactured part will be presented.
Significance Statement: The significance of this work is that to make best use of the design freedoms enabled by multifunctional AM, a new efficient design optimisation framework is required specifically for this application.
P75

103
MANUFACTURING THE FUTURE CONFERENCE 2013
Performance evaluation of the Acoustic Emission technique for structural health monitoring
Daniel Gagar, Cranfield University, College Road, Cranfield, MK43 0AL, UK, [email protected]
Peter Foote, Cranfield University
Manual Non Destructive Testing (NDT) techniques are currently used to carry out inspection of aircraft structures at fixed intervals of service. This often requires disassembly of complex structures to check for damage and frequently the result is that no damage is found, which incurs unnecessary cost and downtime. The Acoustic Emission (AE) technique is widely developed as a potential tool for performing continuous damage monitoring via permanently installed sensors. This technique offers advantages of passive operation, requiring only mechanical deformation from structural damage as excitation, as well as its capability of wide sensor monitoring coverage area which is particularly attractive in aerospace applications.
Realistic structures like aircraft wings for example consist of assemblies of complex geometries as well as different materials, all of which may influence the performance of the technique in detecting and locating existing structural damage. Before the benefits of continuous Structural Health Monitoring (SHM) can be realised in realistic applications, the performance and reliability of the techniques have to be demonstrated to achieve an equivalent level as those obtained with currently adopted methods of manual inspection.
The performance and reliability of the inspection process carried out by NDT techniques are assessed using Probability of Detection (POD) curves which are judged by the crack length (a90/95) where a 90% POD is obtained with 95% lower confidence, denoted by a90/95. Currently, there are no equivalent metrics for quantifying the performance and reliability of the AE technique in SHM. This research aims to develop equivalent metrics which can be used to evaluate its performance for SHM.
Significance Statement: This work will contribute to wider efforts in creating standards for performance evaluation of the AE technique which is fundamental for certifying its use in real SHM applications.
P76

104
MANUFACTURING THE FUTURE CONFERENCE 2013
Characterisation of ‘In-service’ Feedback for System Design and ManufacturingRajkumar Roy, Jorn Mehen, Lawrence Tinsley, Nicolau Morar,
Louis Redding, Caxton Okoh
With the emergence of, and growing levels of adoption of availability contracting as the preferred business model, the ability to increase mean time to repair (MTTR) becomes increasingly important to the success of the organisation. The availability for use of complex manufactured products has become a key performance metric for commercial success. This has resulted in service (particularly MRO activities) data, information, and knowledge becoming essential to the fortunes of the business. By increased understanding of component failure and the degradation mechanisms which generate such failure one sees a growing focus on service lead design.
During in-service testing, components are subjected to non-destructive inspection (NDI) techniques to validate remaining component life for return to service. Currently, the methods used can carry a high cost in terms of energy, such as with x-ray inspections; or are time-intensive due to required component surface preparation. Component examination itself is a manual process where a technician makes forms the conclusion for each component.
Thermographic NDI is a fast and inexpensive method that does not currently feature as one of the core inspection methods, due to its’ depth-penetration and resolution limitations. The research develops the thermographic inspection process, and through the application of automation targets the in-service testing of high-value components for low-cost early decision-making. Automation of early thermographic tests will identify considerably damaged components immediately, which will cut down on wasteful preparation and inspection from the other methods, having significantly reduced the number of components to be subjected to closer inspection.
The degradation mechanisms observed in service for aerospace gas turbine engines, including fatigue, cracks, creep, oxidation, hot corrosion, and wear are among the failures that have impact on the service and maintenance function. The study investigates manufacturing influences on service relative to mechanical component degradation analysis. The work activity is divided in two stages, (i) component degradation analysis based on service experience records to identify the critical failure mechanisms and features that have an impact on service. Then, (ii) manufacturing process influences on degradation mechanisms analysis to identify casual links between manufacturing process parameters and fatigue life based on feature and degradation mechanisms analysis. This enables greater understanding of the variances in the manufacturing process parameters and the subsequent effects on life and performance of components.
Significance Statement: Improved identification and understanding of component degradation mechanisms is essential to increasing ‘in-service’ life and thus revenue streams when competing through the use of availability contacts. The research delivers such understanding by the promotion of semi-automated sentencing and service-led design. This is achieved by developing an holistic understanding of component failure which employs NDT inspection techniques, image data fusion, MRO textual rich data mining techniques.
P77

105
P77

106
MANUFACTURING THE FUTURE CONFERENCE 2013
Multi-functional Composites through novel fibre placementPrasad Potluri*, Dhaval Jetavat, Anura Fernando, Richard Kennon, Costas Soutis
North West Composites Centre, School of MaterialsUniversity of Manchester, Manchester M13 9PL
Lightweighting of aerospace and automotive structures with carbon composites is a considerable challenge especially in comparison to aluminium structures. There is a significant weight penalty in joining dissimilar materials and functional elements such as sensors, heating elements and actuators. Additionally, cost of manufacturing using traditional prepreg-based systems is prohibitive for a number of cost-sensitive applications. Prime driver of this part of the EPSRC CIMCOMP project is to develop multi-functional composites incorporating multi-materials (primarily but not exclusively in fibre form) at the preforming stage and infuse the part with low-cost resin infusion technologies. The presentation will cover novel 3D weaving, braiding, robotic placement and tufting technologies for incorporating functional materials.
P78

107
MANUFACTURING THE FUTURE CONFERENCE 2013
Structural Joints using Novel Embedded InsertsAndrew Mills, David Ayre, Vincenzo Di Giandomenico – Cranfield University
The use of carbon fibre composites for highly loaded target components can save typically 70% compared to steel and 40% in weight compared to aluminium, but with severe manufacturing cost and quality assurance disadvantages.
The project is addressing the assembly cost and quality assurance issues of bolted or bonded metallic attachment fittings. It is investigating and developing designs for the embedding of stainless steel and titanium fittings within carbon fibre composite prepreg, fabric preforms and moulding compounds.Through the embedding of metallic plates with arrays of short pins, the pins and joints are being designed and manufactured to provide greater strength than either bolted or bonded joints, but the main challenge is also to provide progressive, pseudo ductile failure and hence increase operational safety. Novel welding and metal powder rapid manufacturing techniques are being used to provide the ‘spikey plate’ inserts.
The initial target applications are for UK luxury car and Formula 1 car suspension wishbones and carbon fibre composite aircraft landing gear attachments.
The initial findings are that higher strength joints can be achieved using pinned plate fittings compared to well-designed bonded joints, but the failure load is still sudden without low fracture toughness. To overcome this, stepped lap and scarf type pinned joints are being designed and manufactured.
P79

108
MANUFACTURING THE FUTURE CONFERENCE 2013
Hydrostatic Force Bioreactor-a novel device for the mechanical pre-conditioning of cells, tissues and tissue engineered constructs for clinical application
Y Reinwald1, KHL Leonard2, JR Henstock1, J Price1, AJ El Haj1 1Institute of Science and Technology in Medicine, University of Keele, Thornburrow Drive,
Hartshill, Stoke-on-Trent ST4 7QB, UK, Email: [email protected]
2 Department of Computer Science, University of Oxford, Wolfson Building, Parks Road, Oxford OX1 3QD, UK
Bioreactors have been widely utilised to provide a growth environment mimicking the in vivo milieu and providing suitable mechanical stimulation. In collaboration between Keele University and Tissue Growth Technologies, Ltd a novel hydrostatic force bioreactor has been developed, which imposes low levels of cyclic hydrostatic force on standard tissue culture multi well plates with the possibility to scale up. This study aimed to investigate the use of the bioreactor as a tool for mechanical pre-conditioning of tissue engineering constructs for clinical applications.
The effect of hydrostatic pressure (HP) on stem cell differentiation and maturation was assessed using human mesenchymal stem cells and chick foetal femur skeletal cells incorporated in hydrogels as well as organotypically cultured ex vivo chick foetal femurs. In addition, the growth environment in the bioreactor during mechanical stimulation (e.g. dissolved O2 and CO2; pH of the medium) was fully characterised and mathematical modelling and numerical simulations were performed to investigate physical forces in the bioreactor chamber.
Comparing the effect of HP on cell seeded hydrogels with organotypic cultured chick foetal femurs showed similar osteogenic development. MicroCT and histological analysis of stimulated hydrogels and femurs showed that HP led to increased mineralisation and bone formation. Cells seeded in mechanical stimulated hydrogels, spread and elongated compared to cells in unstimulated gels, suggesting that HP effects the interaction of cells with their surroundings. Changes in environmental parameters were observed upon application of HP. These fluctuations were dependent on the applied pressure, but remained within the human physiological range. Changes in O2, CO2 levels and pH were reversible [2]. Mathematical modelling and numerical simulations provided the spatial distributions of shear stresses and pressures. Hydrogels and chick femurs were subjected to various magnitudes of shear stresses and pressures depending on their position in the well of the well plate rather than the magnitude of applied pressures. Shear stress was larger at the periphery of the hydrogel suggesting that stimulation of cell differentiation and ECM deposition may be increased there [2].
In conclusion, cyclic hydrostatic pressure applied using this bioreactor works synergistically with chemical cues and lead to an increase in hydrogel and bone densities as well as increased osteogenesis in chick foetal femurs. In addition, this bioreactor approach is alignable to culture in standard culture environments and may be a suitable tool for the pre-conditioning of cells and tissues for clinical bone and cartilage regeneration.
[1] J.R. Henstock et al. 2013 [2] Y Reinwald et al. (in preparation)
Significance Statement: Bioreactors are valuable tools providing a growth environment for engineered tissues and to investigate the effect of physical forces on cells and cell-scaffold constructs. The evaluation of the bioreactor environment during culture is critical to defining outcome. The Significance of this work is the investigation of environmental parameters and physical forces cells and cell-constructs are exposed to in the hydrostatic force bioreactor during mechanical stimulation in order to evaluate the bioreactor as tool for tissue engineering and clinical application.
P80

109
MANUFACTURING THE FUTURE CONFERENCE 2013
Multi Trench Fiber: an ultra large mode area solution for industrial manufacturingDeepak Jain*, Catherine Baskiotis, and Jayanta Sahu
Optoelectronic Research Center, University of Southampton, Southampton SO17 1BJ, UK*[email protected]
Abstract: High power fiber lasers with good beam quality have shown their potential for numerous applications in material processing, defense, medicine, and space communications etc. Fiber lasers up to 10kW with single mode output have been demonstrated [1]. However, further scaling of power level requires proper management of non-linear effects (like Stimulated Raman Scattering, Stimulated Brillouin Scattering etc). One approach to mitigate non-linear effects is to increase the effective area (Aeff) of the fundamental mode. However, increasing the Aeff of the fundamental mode by increasing the core size, leads to propagation of higher order modes in a conventional fiber, which in, turn deteriorates the beam quality. In the recent years, several fiber designs having large mode area while ensuring single mode operation have been proposed, like Photonic Crystal Fibers (PCFs) [2] and 2-D all solid Photonic Band Gap Fibers (2D-ASPBGFs) [3]. These fibers have shown potential for high power fiber lasers but their fabrication involve stack and draw process, which is quite time consuming and expensive, making them unsuitable for large scale industrial manufacturability. Recently, we proposed the Multi Trench Fibers (MTFs) for high power fiber laser applications [4]. These are cylindrical symmetrical structures, which can be easily manufactured by a conventional fiber fabrication technique, like Modified Chemical Vapor Deposition (MCVD). Fig. 1 (a) shows the schematic of the proposed MTF. Fig. 1(b) shows the cross sectional image of the MTF fabricated using the MCVD process. MTF offers single-mode operation by offering higher losses to the higher order modes, through resonant coupling to the ring modes. Numerical simulation shows the potential of achieving ultra large Aeff 12,000μm2 for a 140μm core with good beam quality (M2<1.2), for MTF in rod type configuration, which cannot be bent. Moreover, MTF can offer Aeff larger than 700μm2 at a bend radius of 20cm.
Significance of this workSignificance of this work is that, it is possible to achieve an ultra-large mode area with effective single mode operation using a MTF having cylindrical symmetry. The biggest merit of a cylindrical symmetrical fiber is that it can be manufactured at a large scale in industrial environment, with significant reduction of cost compared to other fibers i.e. PCFs and 2D-ASPBGFs providing ultra large effective area.
References1. V. Gapontsev et. al., “Diffraction limited ultra-high-power fiber lasers,” ASSP Paper AWA1 (2010).2. J. Limpert et. al., “Low-nonlinearity single-transverse-mode ytterbium-doped photonic crystal fiber amplifier,” Opt. Exp. 12, 1313 (2004).3. F. Kong et. al., “Mode are scaling with all-solid photonic bandgap fiber,” Opt. Exp. 20, 26363 (2012)4. D. Jain et. al., “Mode area scaling with Multi-trench rod-type fibers,” Opt. Exp. 21, 1448 (2013).
AcknowledgementThe work is supported by the EPSRC Centre for the Innovative manufacturing in Photonics EP/HO2607X/1.
P81
Fig. 1(a) Schematic of MTF (b) microscopic image of fabricated MTF (c) calculated losses of the fundamental and other higher order modes as a function of ring thickness for 100um core diameter with t=1.4um and Δn=0.001 at 1.06μm operating wavelength.

110
MANUFACTURING THE FUTURE CONFERENCE 2013
Analysis of part integrity in additive manufacture of plastics by optical coherence tomography
Kristian M Groom, The University of Sheffield, Centre for Nanoscience & Technology,North Campus, Broad Lane, Sheffield, S3 7HQ, UK, 0114 2225822,
Adam Clare, University of Nottingham, Precision Manufacturing Centre, Coates Building,Nottingham, NG7 2RD, UK, 0115 9514109, [email protected]
Steve Matcher, The University of Sheffield
Zeng Lu, The University of Sheffield
Ruth Goodridge, The University of Nottingham
Optical coherence tomography (OCT) is a non-invasive imaging technique with significant potentialto revolutionize additive manufacturing (AM). The part under scrutiny is used as one of the reflectorsin a Michelson interferometer configuration, where refractive index changes due to sub-surfacestructure (e.g. density changes, interfaces, voids, cracks etc.) allow cross-sectional images to beconstructed in addition to the surface topography. Video-rate 3D representation of the structure ispossible with <10μm resolution.
We demonstrate the potential of this technique by applying near-IR (1300nm) swept laser OCT to a selectively laser sintered polymer specimen. The structure has defects (1mm wide void channels) engineered into it, which appear as well defined lighter contrast features in the OCTimages in plan view, (a) and in a linear scan cross-section, (b). These features are also observed in the corresponding XCT images in (c) and (d), demonstrating that presently available OCT systems could match state-of-the-art ex-situ characterisation techniques. Significant structural detail can be found in OCT images both at the surface (ie. roughness), and down to depths of ~300μm (~6× an individual deposited layer thickness).
The significance of this work is that this technique could be integrated into the AM machine, allowingin-situ monitoring of the sub-surface structure for the first time. This information could be used as afeedback mechanism for automated process control to rectify wayward conditions at an early stage, or to provide part integrity assurance to the customer, bringing AM to the high-value industries andimproving cost efficiencies. Further embellishment of the technique could allow rapid analysis of thesub-surface structure (e.g. voids and composition) of additively manufactured parts composed ofmultiple polymers.
P82

111
MANUFACTURING THE FUTURE CONFERENCE 2013
Sustainable and Resilient Food Supply Chain: Reducing the environmental impacts from food waste through novel packaging applications
James Colwill, Elliot Woolley and Shahin Rahimifard, Loughborough University
The existing food production and supply is based on a global infrastructure that has been developed to satisfy the ever increasing consumer demand. This has resulted in an unsustainable growth in resource consumption and waste production in the global food sector. Furthermore the recent impact of climate change together with global volatility in the availability and cost of commodities has highlighted a need for the food sector to develop resilience towards the varying and unpredictable scenarios in future food supply chains. In this context, the environmental, economic and social benefits of reducing food waste, across the whole supply chain, are well documented and broadly accepted. Food waste is inefficient and results either in overproduction or reduced availability. In addition the disposal of food waste can have significant environmental impact such as uncontrolled GHG emissions from methane produced by anaerobic decomposition. This paper explores the potential of novel and innovative packaging to reduce food waste and the associated negative environmental impacts across the supply chain. The research includes the use of bio-degradable packaging to enable the diversion of food waste from landfill to alternative waste treatments such as composting or anaerobic digestion.
P83

112

Engineering and Physical Sciences Research Council
2nd Annual EPSRC
Manufacturingthe Future Conference
17th & 18th September 2013
Vincent BuildingCranfi eld University
Cranfi eld Manufacturing Week
16 – 20 September 2013
Manufacturing at Cranfi eld University is unique in its multi-disciplinary approach that brings together expertise in the areas of design, technology and management. We link fundamental materials research with manufacturing to develop cutting edge technologies and improve the science base of manufacturing research. Cranfi eld Manufacturing Week will host two major manufacturing conferences and show case Cranfi eld manufacturing research and facilities. The week offers an opportunity for international academics, industrial practitioners and government agencies to debate and discuss state of the art manufacturing research in the UK and abroad.
Agenda:
16 September:Exhibition and Laboratory visits to Cranfi eld ManufacturingEPSRC Centre Director’s meeting
17-18 September:2nd Annual EPSRC Manufacturing the Future ConferenceWebsite: www.ukmanufacturing.org
19-20 September:11th International Conference on Manufacturing Research (ICMR)Website: www.cranfi eld.ac.uk/sas/icmr2013
Register for the Cranfi eld Manufacturing Week or individual conferences:www.cranfi eld.ac.uk/manufacturing-week
Conference hosted byConference hosted by
EPSRC Centre for Innovative Manufacturing
Through-life Engineering Services ISBN: 978-1-907413-22-3