estudio comparativo de la resistencia al...
TRANSCRIPT

ESTUDIO COMPARATIVO DE LA RESISTENCIA AL DESGASTE ADHESIVO
EN UN ACERO AISI/SAE 1040 CON TEMPLE Y REVENIDO.
JUAN CAMILO AVILA HERRERA
UNIVERSIDAD DISTRITAL FRANCISOCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
TECNOLOGIA EN MECANICA
BOGOTA
2015

ESTUDIO COMPARATIVO DE LA RESISTENCIA AL DESGASTE ADHESIVO EN UN ACERO AISI/SAE 1040 CON TEMPLE Y REVENIDO.
JUAN CAMILO AVILA HERRERA
Tesis para optar al título de tecnólogo mecánico
Ingeniero Jonny Ricardo Dueñas Rojas
UNIVERSIDAD DISTRITAL FRANCISOCO JOSE DE CALDAS
FACULTAD TECNOLOGICA
TECNOLOGIA EN MECANICA
BOGOTA
2015


3
Bogota, 21/01/15
Nota de aceptación:
________________________
________________________
________________________
________________________
____________________________
Firma del presidente del jurado
__________________________
Firma del jurado
__________________________
Firma del jurado
3
CONTENIDO
Pag.
RESUMEN 3
INTRODUCCION 4
1. DEFINICION DEL PROBLEMA 5
2. JUSTIFICACION 7
3. OBJETIVOS 8
3.1 Generales 8
3.2 Específicos 8
4. MARCO TEORICO 9
4.1 TRIBOLOGIA 9
4.2 DESGASTE ADHESIVO 13
4.3 NORMA ASTM G99 14
5. METODOLOGIA 16
6. RESULTADOS Y DISCUSION 18
6.1 RESULTADOS DE LA DUREZA 19
6.2 RESULTADOS DE LAS METALOGRAFÍAS 22
6.3 RESULTADOS DEL BARRIDO SEM 26
6.3.1 Resultados de los cálculos 26
7. CONCLUSIONES 29
BIBLIOGRAFIA 30

4
LISTA DE TABLAS
Pág.
Tabla 1: Metalografías del material a diferentes temperaturas de revenido 25
Tabla 2: Barrido SEM del acero 1040 con revenido a 150° 28
Tabla 3: Barrido SEM del acero 1040 con revenido a 300° 29
Tabla 4: Barrido SEM del acero 1040 con revenido a 600° 30

5
LISTA DE FIGURAS
Pág.
Figura 1: caracterización del desgaste adhesivo 19
Figura 2: comparación entre las durezas a diferente temperaturas 23
Figura 3: Grafica volumen perdido vs temperatura de revenido con 5 Newtons de carga.
31
Figura 4: Grafica volumen perdido vs temperatura de revenido con 30 Newtons de
carga. 32
Figura 5: curva dureza vs volumen perdido 33

3
RESUMEN
Este proyecto de grado está basado en la evaluación del desgaste adhesivo de
un material muy utilizado en la industria como es el acero AISI/SAE 1040 tratado
térmicamente con un temple y posteriormente un revenido, mediante un ensayo
normalizado para tal fin llamado pin on disk, con una maquina diseñada para
evaluar un tipo de desgaste especifico como lo es el adhesivo, la cual se llama
tribómetro pin on disk.
El ensayo está regido por la norma ASTM G99 y es de tipo pin on disk, por lo cual
las probetas tienen que tener la forma de discos y pines; este ensayo se basa
generalmente en hacer deslizar el pin perpendicular al disco con una carga
ejercida sobre este, y mediante ciertas formulas se calcula el desgaste adhesivo
entre las dos piezas. La fórmula principal para la deducción del desgaste adhesivo
tiene en cuenta principalmente la cantidad de volumen que pierde cada probeta.
En este ensayo se tienen en cuenta parámetros específicos que puedan afectar el
desarrollo de este, los más importantes que se deben tener en cuenta son la
velocidad angular, la carga, la distancia que recorre el pin y la dureza que tenga el
material. Esta última varía en cada prueba ya que se realizaron tres revenidos a
diferentes temperaturas.
El proyecto cumple con la necesidad de conocer a fondo las características de
alguno de los materiales más utilizados en la industria y de uno de los tipos de
desgaste más frecuentes en la maquinaria.
Teniendo en cuenta los resultados obtenidos al analizar las pruebas realizadas
(dureza rockwell, metalografía, barrido sem) y al compararlas con los resultados
del ensayo pin on disk, quedo demostrado que la dureza es un factor determinante
a la hora de estudiar el desgaste adhesivo.

4
INTRODUCCION
La presente investigación se basa en el estudio del comportamiento de un material
muy comercial como lo es el acero AISI/SAE 1040, y un comportamiento muy
frecuente en los procesos de mecanizado y en sí, en el funcionamiento de las
maquinas. El material es el AISI/SAE 1040 y el fenómeno que se va a estudiar es
el desgaste adhesivo, el cual es un tipo de desgaste que se encuentra presente
cuando dos pieza tiene un rozamiento permanente entre sí, lo cual es algo muy
común.
las características de este tipo de fenómeno esta regidas por la estructura del
material, por lo cual se deben realizar estudios con tratamientos térmicos para
comprender mejor como la dureza del material puede influir en el desgaste que
presente el material.
La investigación del comportamiento de este material se realizó con el interés de
tener una idea clara de si este material puede ser usado para ciertas funciones o
trabajos, y si es necesario realizarle algún tratamiento térmico para mejorar su
resistencia a este tipo de desgaste de modo que tenga una vida útil mas larga.
La metodología empleada para realizar esta investigación fue realizada
experimentalmente pero de tal manera que se pudiera reducir el error en los
resultados; las probetas fueron fabricadas por el encargado del proyecto, se
planteó un numero alto de repeticiones de la prueba por cada diferente revenido (6
repeticiones por cada estado del material), además de tener en cuenta la variable
de la carga ejercida sobre el disco la cual arroja más datos que analizar; con todo
esto la idea era obtener un resultado certero adicional a esto se realizaron
estudios metalografícos, ensayo de dureza rockwell y microscopia electrónica de
barrido SEM.

5
1. PLANTAMIENTO DEL PROBLEMA
En la industria, el desgaste es un factor que ocasiona continuamente pérdidas
económicas, en el área del maquinado y en la del diseño mecánico de elementos
de acero, y más si el material ha sido tratado con procesos térmicos para
modificar sus propiedades. Hoy en día, esta problemática es más crítica puesto
que las nuevas técnicas de fabricación (mecanizado CNC, células de manufactura,
etc.) los cuales exigen un proceso de fricción constante y esto genera grandes
costos por las herramientas de corte necesarias y por la energía usada para
superar el coeficiente de fricción ; por otra lado en la industria del diseño el
desgaste es un factor importante a tener en cuenta porque los elementos
diseñados para conjuntos mecánicos están expuestos mucho a fuerzas que
ocasionan desgaste adhesivo.
Estos problemas no solo se presentan en la industria de los metales, hay varios
materiales que tienen una alta resistencia al desgaste, de modo que su pulido y
modelado son una tarea costosa y laboriosa. De tal manera que las empresas
están desarrollando nuevos estudios, los cuales se encaminan en buscar un mejor
compuesto para las muelas abrasivas, usando el método pin on disk; al usarse
este elemento abrasivo en la industria metálica, es un estudio que se debe tener
en cuenta. 1
En el ámbito internacional, instituciones como la ASM International (American
Society of metals), ASTM (American Society for Testing and Materials), entre otras
se dedican al estudio del desgaste y la tribología. En el ámbito nacional, estas
actividades las lidera la Asociación Colombiana de Corrosión. Sin embargo, en el
caso colombiano, han sido principalmente las universidades quienes han
abordado el problema del desgaste en mayor proporción. En el caso de la
Universidad Distrital en el programa de Ingeniería Mecánica actualmente cuenta
con un semillero de investigación relacionado con desgaste y tribología de
superficies, y por lo tanto existen equipos que permiten realizar ensayos que
puedan ayudar a entender los fenómenos de desgaste.
El comportamiento de los materiales frente al desgaste adhesivo es determinado
principalmente por la dureza, debido a que la acción de remoción de material se
hace más difícil cuando la superficie a desgastar es más resistente a la
deformación plástica. Los aceros de aplicación general, inicialmente no se
1 M.J. Ibáñez, E. Sánchez, J. García-Ten, M.J. Orts, V. Cantavella J. Sánchez, Soler, J. Portolés, J . sale empleo de un tribómetro pin on disk para el estudio del pulido del gres porcelánico. Instituto de Tecnología Cerámica.2002.p16.

6
producen con propiedades específicas para soportar diferentes fuerzas, estas se
desarrollan para tener versatilidad frente a múltiples requerimientos de la industria.
Para adecuarlos a requerimientos específicos, lo que se hace, es una modificación
de las propiedades mecánicas mediante procesos tecnológicos tales como
tratamientos térmicos (temple, cementación, nitruración, cianuración, etc.),
recubrimientos (químicos, electrolíticos, PVD2 , recubrimientos con soldadura, por
proyección térmica, etc.) y variación de la composición química durante los
procesos de producción; frente a esto es necesario llevar a cabo estudios del
comportamiento al desgaste de los aceros con tratamientos, pues es algo común
en la industria esta modificación de propiedades antes de maquinar.
El problema que enfrenta el presente proyecto de grado es desarrollar un estudio
comparativo del acero 1040 comercial y un acero 1040 con temple y revenido.
Para realizar la comparación de manera concluyente los revenido se realizaron
con 3 temperaturas máximas diferentes.
Las pruebas de desgaste adhesivo se realizaron en el equipo pin on disk con el
que cuenta la universidad, de acuerdo a lo establecido en la norma ASTM G-99, la
cual da los parámetros de la prueba.
2 PVD: deposición física en fase vapor

7
2. JUSTIFICACION
En el ámbito del diseño de elementos mecánicos se tienen en cuenta varios
factores para suplir las necesidades que se presenten, las propiedades del
material, el maquinado del elemento y selección de tratamientos térmicos,
además de las consideraciones de diseño habituales; esto con el fin de aumentar
el ciclo de vida de los elementos y reducir costos el prematuro cambio de las
piezas.
En Colombia se han realizado estudios para conocer las causas del porque los
aceros locales no tienen la capacidad de competir con los aceros extranjeros en
calidad y en resistencia al desgaste los factores más relevantes en el diseño de
elementos mecánicos. La industria nacional de partes de recambio se ha visto
afectada por el hecho de que la resistencia de los materiales importados es hasta
cuatro veces mayor que la de los materiales desarrollados nacionalmente,
deduciendo como causa de este problema el empleo de tratamientos térmicos
indebidos o con procedimientos incorrectos.
Este proyecto se justifica en el hecho de que el desarrollo tecnológico de
materiales a niveles de desempeño mecánico y valor económico es un tema de
gran importancia para el desarrollo industrial colombiano, y así logre competir con
productos y materiales extranjeros que lleguen al país; mediante la investigación y
desarrollo de estudios basados en los fenómenos mecánicos como la resistencia
al desgaste. Se busca crear una base de conocimientos que sirvan como guía
para su utilización en la industria colombiana en busca de un crecimiento técnico.
Con la ejecución de este proyecto se continuara en la Universidad Distrital
Francisco José De Caldas con el desarrollo de un campo muy importante para la
ingeniería mecánica como lo es la tribología, con la ayuda del aparato para
ensayos pin on disk el cual resulto de un proyecto de grado pasado.
En el caso del acero 1040 se pretende determinar si varia su resistencia al
desgaste aplicándole los tratamientos térmicos de temple y revenido, realizando el
revenido a 3 temperaturas diferentes y manteniendo estas por tiempos iguales en
las tres pruebas con el fin de evaluar, en términos económicos la viabilidad de
aplicar este tipo tratamientos y en términos de diseño la necesidad de aplicar o no
estos tratamientos.

8
3. OBJETIVOS
3.1 OBJETIVO GENERAL
Evaluar la respuesta del acero AISI/SAE 1040 con tratamiento térmico de temple y
revenido, respecto a la resistencia al desgaste adhesivo por medio del ensayo
ASTM G99 tipo pin on disk.
3.2 OBJETIVOS ESPECÍFICOS
• Evaluar la resistencia al desgaste adhesivo según la norma ASTM G99 del
acero AISI/SAE 1040 templado y revenido a diferentes temperaturas de revenido.
• Relacionar la resistencia al desgaste, con la dureza y microestructura del
acero evaluado.
• Caracterizar morfológicamente la zona desgastada por medio de
microscopia electrónica de barrido SEM.

9
4. MARCO TEORICO
Para llevar a cabo este proyecto de grado es importante tener ciertos conceptos
claros por la cual el marco teórico se encarga de poner a disposición definiciones y
metodologías de procesos y aparatos empleados en el desarrollo del proyecto.
4.1. TRIBOLOGÍA
La tribología es la ciencia que estudia los tres principales aspectos que afectan a
un mecanismo como la fricción, el desgaste y la lubricación las cuales se hacen
presentes cuando hay un contacto directo entre superficies solidas con algún tipo
de movimiento.
Para entender la tribología se requieren conocimientos de física, de química y de
tecnología de materiales. Las tareas de un tribólogo son las de reducir la fricción y
desgaste para conservar y reducir energía, incrementar la productividad y reducir
los costos por mantenimiento.3
Aplicaciones:
La tribología está presente prácticamente en todas las piezas en movimiento tales
como:
Rodamientos
Chumaceras
Sellos
Anillos de pistones
Embragues
Frenos
Engranajes
La aplicación de los conocimientos de la Tribología en estas prácticas deriva
en:
Ahorro de materias primas
3 Ingeniero omar linares, Generalidades de la Tribologia Fundamentos de la Lubricación, Fricción y el Desgaste, santa cruz, Bolivia.

10
Aumento en la vida útil de las herramientas y la maquinaría
Ahorro de recursos naturales
Ahorro de energía
Protección al medio ambiente
Ahorro económico
Fundamentos de la tribología
La tribología se encarga del estudio de tres fenómenos: la fricción entre dos
cuerpos en movimiento, el desgaste como efecto natural de este fenómeno y la
lubricación como un medio para reducir el desgaste.
Fricción
La fricción se define como la resistencia que ejerce el material al movimiento
durante el deslizamiento o rodamiento que realice un cuerpo sólido sobre otro con
el cual está en contacto.
Existen dos tipos principales de fricción: fricción estática y fricción dinámica. La
fricción no es una propiedad que posean los materiales, sino que es una respuesta
general del sistema.
A continuación se mencionan las Leyes de rozamiento para cuerpos sólidos.
o La fuerza de rozamiento es de igual dirección y sentido contrario al
movimiento del cuerpo.
o La fuerza de rozamiento es prácticamente independiente del área de la
superficie de contacto.
o La fuerza de rozamiento depende de la naturaleza de los cuerpos en
contacto, así como del estado en que se encuentren sus superficies.
o La fuerza de rozamiento es directamente proporcional a la fuerza normal
que actúa entre las superficies de contacto.
o •Para un mismo par de cuerpos, el rozamiento es mayor en el momento de
arranque que cuando se inicia el movimiento.
o
o La fuerza de rozamiento es prácticamente independiente de la velocidad
con que se desplaza un cuerpo sobre otro.

11
Desgaste
El desgaste es el daño de la superficie por remoción de material de una o ambas
superficies sólidas en movimiento relativo. Es un proceso en el cual las capas
superficiales de un sólido se rompen o se desprenden de la superficie. Al igual que
la fricción, el desgaste no es solamente una propiedad del material, es una
respuesta general del sistema.
o Desgaste por Fatiga: surge por concentración de tensiones mayores
a las que puede soportar el material. Incluye las dislocaciones,
formación de cavidades y grietas.
o Desgaste Abrasivo: es el daño por la acción de partículas sólidas
presentes en la zona del rozamiento.
o Desgaste por Erosión: es producido por una corriente de partículas
abrasivas, muy común en turbinas de gas, tubos de escape y de
motores.
o Desgaste por Corrosión: originado por la influencia del ambiente,
principalmente la humedad, seguido de la eliminación por abrasión,
fatiga o erosión, de la capa del compuesto formado. A este grupo
pertenece el Desgaste por oxidación. Ocasionado principalmente por
la acción del oxígeno atmosférico o disuelto en el lubricante, sobre
las superficies en movimiento.
o Desgaste por Frotación: aquí se conjugan las cuatro formas de
desgaste, en este caso los cuerpos en movimiento tienen
movimientos de oscilación de una amplitud menos de 100 μm.
Generalmente se da en sistemas ensamblados.
o Desgaste por deslizamiento: También conocido como desgaste por
adhesión es el proceso por el cual se transfiere material de una a
otra superficie durante su movimiento relativo como resultado de
soldadura en frío debido a las grandes presiones existentes entre las
asperezas, en algunos casos parte del material desprendido regresa
a su superficie original o se libera en forma de virutas o rebaba.
Existen pruebas de este tipo en las que se emplea una máquina de
perno o esfera en disco.
o Desgaste Fretting: es el desgaste producido por las vibraciones
inducidas por un fluido a su paso por una conducción.

12
o Desgaste de Impacto: son las deformaciones producidas por golpes
y que producen una erosión en el material.
Lubricación.
El deslizamiento entre superficies sólidas se caracteriza generalmente por un alto
coeficiente de fricción y un gran desgaste debido a las propiedades específicas de
las superficies. La lubricación consiste en la introducción de una capa intermedia
de un material ajeno entre las superficies en movimiento. Estos materiales
intermedios se denominan lubricantes y su función es disminuir la fricción y el
desgaste. El término lubricante es muy general, y puede estar en cualquier estado
material: líquido, sólido, gaseoso e incluso semisólido o pastoso.
El objetivo de la lubricación es reducir el rozamiento, el desgaste y el
calentamiento de las superficies en contacto de piezas con movimiento relativo. La
aplicación típica en ingeniería mecánica es el cojinete, constituido por muñón o
eje, manguito o cojinete. 4
Los principales campos de aplicación son:
o Cojinetes del cigüeñal y bielas de un motor.
o Cojinetes de turbinas de centrales (fiabilidad de 100%).
Los factores a considerar en diseño son técnicos y económicos:
o Cargas aplicadas y condiciones de servicio. − Condiciones de instalación y
posibilidad de mantenimiento.
o Tolerancias de fabricación y funcionamiento; vida exigida.
Costo de instalación y mantenimiento. El estudio de la lubricación está basado en
la:
o Mecánica de fluidos.
o Termodinámica y transmisión de calor.
tipos de lubricación: Pueden distinguirse tres formas distintas:
Lubricación hidrodinámica
4 M. en I. Felipe Díaz del Castillo Rodríguez, Lecturas de ingeniería 2: tribología: fricción, desgaste y lubricación. Facultad de estudios superiores cuautitlán departamento de ingeniería

13
Lubricación límite o de contorno
Lubricación hidrostática.
4.2. DESGASTE ADHESIVO:
La adhesión está asociada a toda formación y posterior rompimiento de enlaces
adhesivos entre las interfaces, cuando dos superficies son colocadas en contacto
Íntimo. La adhesión conlleva además al soldado en frío de las superficies. Con
respecto al desgaste adhesivo, el papel principal lo juega la interacción entre las
superficies y su grado de limpieza, es decir, cuando el acercamiento entre los
cuerpos es tal, que no se presenta ningún tipo de impurezas, capas de óxido o
suciedades, se permite que el área de contacto sea aumentada, pudiéndose
formar uniones adhesivas más resistentes. El desgaste adhesivo es ayudado por
la presencia de altas presiones localizadas en las asperezas en contacto. Estas
asperezas son deformadas plásticamente, permitiendo la formación de regiones
soldadas localizadas.
El desgaste adhesivo ocurre como resultado de la destrucción de los enlaces entre
las superficies unidas, permitiendo que cierta parte del material arrancado se
transfiera a la superficie del otro. Así, la superficie que gana material aumenta su
rugosidad con el agravante de que cuando el movimiento continua, se genera
desgaste abrasivo contra la otra superficie. Piezas de maquinaria donde este
normalmente involucrado el desgaste adhesivo, son. Sistemas, biela-seguidor,
dados de extrusión-alambre, cola de milano-apoyo, engranajes, rodamiento-apoyo
y herramientas de corte, son elementos que pueden sufrir desgaste debido a
adhesión.
La tendencia a formar regiones adheridas, depende de las propiedades físicas y
químicas de los materiales en contacto, al igual que de los valores de carga
aplicados y las propiedades de los materiales que estén sobre las superficies, y
finalmente de la rugosidad. Generalmente el contacto entre metales es no metálico
debido a la presencia de capas absorbidas como óxidos. La adhesión en este
caso se da por medio de enlaces débiles o fuerzas de Van der Waals. Sin
embargo, la deformación elástica o plástica de las asperezas puede provocar
rompimiento de estas capas, por lo que la unión de la interface se da por medio de
enlaces covalentes y metálicos, siendo los enlaces iónicos insignificantes en los
metales. Mientras la fuerza de adhesión dependa del ·rea real de contacto, esta
ser· influenciada por la resistencia de los materiales a la deformación plástica, por
el tipo de estructura cristalina y por el número de sistemas de deslizamiento. El
investigador Sikorski (1964) mostró que hay una fuerte tendencia a la adhesión de

14
acuerdo al tipo de estructura cristalina que presenten los materiales. En la figura
13 es mostrada la dependencia del coeficiente de adhesión en función de la
dureza y el tipo de estructura cristalina presente. Aquí el coeficiente de adhesión
es definido como la relación entre la fuerza necesaria para quebrar las uniones
adheridas y la carga normal con la cual las muestras fueron inicialmente
comprimidas. De la siguiente imagen (ver figura 1) es posible notar que a medida
que aumenta la dureza, en general hay un decrecimiento del coeficiente de
adhesión.5
Figura 1: caracterización del desgaste adhesivo 6
4.3. NORMA ASTM G99
La norma ASTM G99 es la encargada de estandarizar los ensayos relacionados
con determinar el desgaste de diferentes materiales. En esta norma específica
algunos factores importantes del ensayo, además de explicar el procedimiento
detallado de cada tipo de prueba y los métodos teóricos para el desarrollo del
análisis final de los datos. De igual manera da una explicación del aparato que se
va a utilizar así como de su funcionamiento. Para el caso de este proyecto se
5 www.ecured .cu 6 http://commons.wikimedia.org/

15
utiliza como referencia la norma ASTM G99-04 la cual explica el uso y
procedimiento del ensayo tipo pin on disk, para la medición del desgaste adhesivo.
Esta norma tiene en cuenta los diferentes factores que se puedan presentar en la
realización del estudio, como la carga aplicada, características de la máquina,
velocidad de deslizamiento, distancia de deslizamiento, medio ambiente, y
características del material. La norma aclara que la obtención de resultados
iguales en diferentes ensayos es poco probable, debido a la gran cantidad de
variables.
Detalladamente el documento explica cómo debe realizarse la prueba, como debe
adecuarse el tribómetro, las características de las probetas y su geometría, y en
general el procedimiento como tal.
La norma ASTM G99-04 da a conocer una serie de fórmulas y ecuaciones con las
cuales se puede calcular el volumen perdido en cada probeta, después de
realizado el ensayo en el tribómetro; con estos datos se logran sacar conclusiones
de la resistencia al desgaste adhesivo que tiene cada material.7
7 ASTM international, G99-04 Métodologia de prueba estándar para Prueba de desgaste con una maquina Pin- on-Disk

16
5. METODOLOGIA:
Para el presente proyecto, se recopilo la información encontrada en artículos,
trabajos de grado, libros, normas, fichas técnicas de equipos y materiales. Lo
anterior como complemento al estado del arte y marco teórico. A lo largo del
proyecto de grado se ha estado citado los diferentes autores y obras con las
cuales se logró desarrollar este trabajo.
El siguiente paso fue el diseño del experimento como tal, en el que basándose en
un modelo teórico se define la cantidad de pruebas y probetas necesarias para
tener un resultado fiable a la hora de realizar las conclusiones del proyecto. Para
esto se realizaron 24 pruebas en el tribómetro pin on disk, para lo que se
necesitaron 12 discos y 24 pines, ya que a los discos se les realiza el ensayo por
las dos caras para favorecer el factor económico. La prueba se realizó teniendo
como referencia 3 temperaturas claves en el proceso de revenido las cuales dan
diferentes resultados y estas son 150°C, 300°C y 600°C; también se hizo una
pruebas con el acero AISI 1040 sin tratamiento térmico. Las temperaturas se
mantuvieron por un lapso de tiempo específico y el enfriamiento fue a una
velocidad igual para todas las probetas. También se tuvo en cuenta la variable del
peso, para lo cual cada repetición estará dividida en 2 cargas, las cuales son: 5N,
una carga muy utilizada para simular procesos de pulido y 30N la cual dará como
resultado una prueba más fuerte sobre el material. Para este proyecto se
realizaron 3 repeticiones de ensayos para obtener una mayor confiabilidad.
Según el análisis factorial la sumatoria de ensayos es igual a la cantidad de
ensayos con las dos cargas y las tres temperaturas (6) más el número de ensayos
del material sin tratamiento térmico (2) por la cantidad de repeticiones (3) da un
resultado de 24 pruebas en el tribómetro.
Posteriormente todo se orientó a la fabricación y adecuación del material
comprado, el cual ya viene en barras con el diámetro especificado; para los discos
es de 70 mm y para los pines de 6.25mm. para la fabricación de las probetas se
debió cortar las barras de acero AISI 1040 con la longitud mínima requerida para
que los discos sean de 6 mm de longitud y los pines de 1 cm. Para realizar el corte
más fácilmente se debió utilizar una sierra industrial. Después de tener las
probetas cortadas, se tuvo que alcanzar la rugosidad de 0.8 µm. Además se
debieron realizar probetas para un ensayo de dureza tipo Rockwell las cuales

17
pueden ser discos y una probeta metalográfica que tiene la forma similar a los
pines.
Posteriormente a la fabricación de las probetas se prosiguió a exponer a estas a
un tratamiento térmico de temple el cual constaba en elevar la temperatura del
material a un punto un poco más alto del punto crítico Ac3, para este caso se
decidió hacer el temple a una temperatura de 840 °C, aproximadamente por 35
minutos y después el enfriado rápido en agua. Después de realizar el temple en la
mayoría de las probetas se continuó con el revenido a diferentes temperaturas
(150°C ,300°C y 600 °C) aproximadamente durante una hora y se dejó enfriar a
temperatura ambiente.
Para calcular la cantidad de volumen perdido tras la prueba, que en realidad es la
finalidad del ensayo con el tribómetro pin on disk, la norma ASTM G-99 pone a
disposición dos fórmulas para hallar dicho volumen perdido:
𝑣𝑜𝑙𝑢𝑚𝑒𝑛 𝑝𝑒𝑟𝑑𝑖𝑑𝑜 𝑑𝑒𝑙 𝑑𝑖𝑠𝑐𝑜 =𝜋(𝑅)(𝑑)3
6(𝑟) (1)
𝑣𝑜𝑙𝑢𝑚𝑒𝑛 𝑝𝑒𝑟𝑑𝑖𝑑𝑜 𝑑𝑒𝑙 𝑝𝑖𝑛 =𝜋(𝐷)4
64(𝑟) (2)
Dónde:
R= radio de la huella del desgaste del disco
D= diámetro marca del desgaste del pin
d= ancho huella de desgaste
r= radio del final del pin
Sssdfsdfs
finalmente se realizó el análisis de la información obtenida en la fase de ensayos,
de modo que con esta información se llevó a cabo la comparación de resultados y
así se determinó en qué estado el material es más resistente al desgaste de tipo
adhesivo.

18
6. RESULTADOS Y DISCUSIÓN
Para realizar el correcto análisis del material primero se debe tener en cuenta la
estructura como tal y las propiedades que tiene este. Después de cada tratamiento
térmico el material presenta una transformación interna que altera sus
propiedades físicas, el cambio de dichas propiedades crea una variable a la hora
de llevar el material a trabajar, por esto se debe estudiar la propiedad más
importante para el desgaste adhesivo que es la dureza, y para entender el cambio
en la dureza del material se realizaron estudios metalográficos.
6.1. RESULTADOS DE LA DUREZA:
La dureza fue medida a partir de la escala Vickers, y se tomaron 5 mediciones de
cada material para aumentar la confiabilidad de la prueba. Como consta en las
tablas 1 a la 4, el material con el revenido a 150°C fue el que presento una dureza
final más elevada, ya que obtuvo un promedio de 625 HV, el cual comparándolo
con los 199 HV del material en estado estándar.
Figura 1: comparación entre las durezas a diferente temperatura de revenido
199
625
440,24
269
0
100
200
300
400
500
600
700
0 100 200 300 400 500 600 700
Du
reza
en
HV
Temperatura de revenido en °C
Tabla temperatura vs dureza vicker

19
Basándose en los datos de la (figura 1) se ve claramente como arranca la curva
apartir del material sin ningún tratamiento térmico, después al realizarse el temple
y revenido a 150° C se logra detallar un salto en la dureza Vickers, y a medida que
se realizan revenidos con temperaturas mas altas la dureza del material va
disminuyendo.
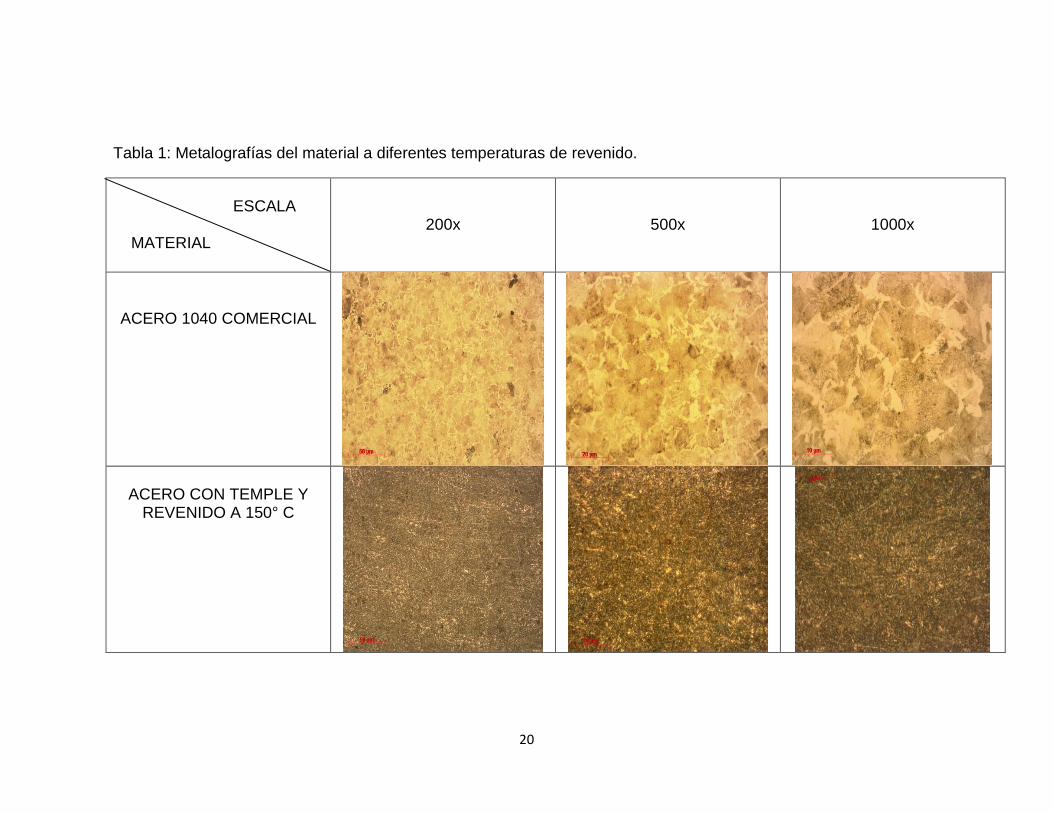
6.2. REULTADOS DE LOS ENSAYOS METALOGRAFICOS:
Para este método de estudio se decidió realizar tres tomas por cada material a
diferentes escalas como se puede observar en la tabla 1, las que se usaron
fueron: 200x, 500x y 1000x. Lo que se puede observar como manchas oscuras en
las fotografías de los materiales con tratamiento térmico, son martensita, la cual
es una fase cristalina que alcanzan los materiales y que su presencia indica
dureza en el material después de un tratamiento térmico. Como se observa en las
fotografías del material estándar, se divisa que es una imagen de un acero
hipoeutectoide, la cual tiene una microestrutura perlitica y ferrita proeutectoide; la
perlita consta de una estructura por capas o laminas entrecruzadas que se van
creando cuando el acero está expuesto a un enfriamiento lento. Al comparar las
fotografías del material con el revenido de 150° C se logra detallar una
microestructura de martensita revenida en una matriz de austenita retenida, la cual
fue la que no alcanzo a convertirse en martensita ya que la temperatura necesaria
esta por debajo de la temperatura ambiente.
Las fotografías del material estándar y las del revenido a 150°C muestran grandes
diferencias entre sí, las demás fotografías (revenido de 300°C y 600°C) son un
poco parecidas por su estructura martensitica, pero logra notarse que en
comparación con las del revenido de 150°C tienen zonas libres martensita lo que
indican una dureza menor.8
8 Escuela Colombia de Ingeniería Julio Garavito, Metalografia protocolo, Laboratorio de producción.
20
Tabla 1: Metalografías del material a diferentes temperaturas de revenido.
ESCALA MATERIAL
200x
500x
1000x
ACERO 1040 COMERCIAL
ACERO CON TEMPLE Y REVENIDO A 150° C

21
ACERO CON TEMPLE Y
REVENIDO A 300° C
ACERO CON TEMPLE Y REVENIDO A 600° C

22
6.3. RESULTADOS DEL ENSAYO DE DESGASTE:
El ensayo genero varios datos importantes para analizar cual material estaba
en mejores condiciones para enfrentarse al fenómeno del desgaste adhesivo;
los datos de la perdida de volumen y la morfología son unos de los factores
que se tuvieron en cuenta para analizar el estado en el que quedaron las
probetas, y el efecto que el desgaste adhesivo ocasiono sobre ellas.
Atreves de las pruebas realizadas en uno de los laboratorios de física de la
Universidad Nacional se consiguió observar la morfología del desgaste sobre el
material en los diferentes estados a los que se llevó, de esta manera se puede
apreciar la profundidad que tiene cada huella de desgaste y analizar cuál de
los tres tratamientos térmicos resulta más beneficioso. Basándose en las
fotografías, se puede relacionar los datos obtenidos en el ensayo pin on disk,
ya que muestra contundentemente que el tratamiento de revenido de 150°C es
el mejor para este tipo de desgaste, debido a que las marcas se ven muy poco
profundas en comparación con las huellas dejadas en las probetas tratadas
con el revenido a 300°C y 600°C como se puede observar en las tablas del 6 al
8.

23
Tabla 2: barrido SEM del acero 1040 con revenido a 150°
200x
1000x
5000x
10000x
Lo que se puede observar teniendo en cuenta la flecha es la huella que dejo el pin sobre el disco, se aprecia que la
profundidad de las marcas es realmente pequeña en comparación con las demás fotografías contenidas en las
tablas 3 y 4.

24
Tabla 3: Barrido SEM del acero 1040 con revenido a 300°
200x 1000x
5000x
10000x
Observando la fotografía con 1000x se aprecia que el material con revenido a 300°C empieza a verse afectado
levemente por el desgaste adhesivo debido a que la dureza de estas probetas es un poco menor a la dureza que
presentan las probetas con revenido a 150 °C, se logra observar que las marcas dejadas sobre esta probeta fueron
más profundas por algunas secciones, aunque presento una menor pérdida total de volumen.

25
Tabla 4: Barrido SEM del acero 1040 con revenido a 600°
200x
1000x
5000x
10000x
Analizando las fotografías del material con revenido a 600°C se puede concluir que fue el que más se vio afectado
por el desgaste adhesivo ya que se logra observar como la superficie tiene un mayor patrón de desuniformidad,
tiene marcas que muestran cómo se fue adhiriendo a la otra probeta por secciones.

26
Después de superar la etapa de los análisis del material y el posterior ensayo con
las probetas y el tribómetro pin on disck, se lleva a cabo una serie de cálculos que
relacionan la geometría del desgaste visible en las probetas. Las mediciones del
desgaste adhesivo deben ser tenidas en cuenta como perdidas de volumen en
milímetros.
6.3.1. Resultados: conociendo que se tienen valores constantes, se
procede a tabular los resultados:
Figura 3: la gráfica muestra la cantidad de volumen perdido en relación
a la temperatura de revenido, con una carga de 5 Newtons.
65,626
0,4846
12,797
59,605
-10
0
10
20
30
40
50
60
70
0 100 200 300 400 500 600 700
Vo
lum
en
pe
rdid
o e
n m
m3
Temperatura de revenido en °C
Grafica volumen perdido vs temperatura de revenido con 5 Newtons de carga

27
Figura 4: la gráfica muestra la cantidad de volumen perdido en relación a la
temperatura de revenido, con una carga de 30 Newtons.
De la información obtenida en las tablas anteriores después de aplicar las
ecuaciones que dictan la norma ASMT G99, se obtiene la siguiente grafica que
refleja la relación entre la dureza y el desgaste adhesivo teniendo en cuenta todas
las durezas obtenidas y el volumen que perdió cada probeta con diferente
revenido, es la tabla general del material sometido a los tratamientos.
99,41
4,18
20,006
77,68
-20
0
20
40
60
80
100
120
0 100 200 300 400 500 600 700Vo
lum
en p
erd
ido
en
mm
3
Temperatura de revenido en °C
volumen perdido vs temperatura revenido con una carga de 30 N

28
Figura 5: curva dureza vs volumen perdido, esta figura muestra el promedio de las
durezas obtenidas en los diferentes revenidos realizados y el volumen que
perdieron las probetas con cada dureza.
Se llega a la conclusión de que los materiales con una dureza más alta son más
eficaces a la hora de enfrentar desgastes de tipo adhesivo, evidenciando esto a
través de los análisis metalográficos, morfológicos de la superficie y según el
volumen perdido en cada probeta.
Se encontró mediante la prueba de dureza rockwell que el material con una
dureza mayor fue el que estuvo expuesto a un temple y revenido a 150°C, el cual
posteriormente mostro en el ensayo pin on disk unas pérdidas de volumen
menores al resto de los materiales, y el cual finalmente con el barrido SEM dio a
conocer que era el material que tenía un rastro menos profundo.
Mediante este proyecto se obtiene una conclusión importante para las empresas y
personas que se vean afectadas por este tipo de desgaste porque ahora se sabe
cómo tratar a un material en el ámbito empresarial combatir de manera eficiente y
económica este fenómeno de desgaste adhesivo.
67,676
61,527
13,076
0,492
0
10
20
30
40
50
60
70
80
0 100 200 300 400 500 600 700
Vo
lum
en
pe
rdid
o e
n m
m3
Dureza en HV
Curva de dureza vs volumen perdido

29
7. CONCLUSIONES
Teniendo en cuenta los datos obtenidos se llega a la conclusión que la
dureza es un factor muy importante a la hora de evaluar el desgaste
adhesivo, ya que al estar la superficie del material muy dura es más difícil
que este se desprenda y quede adherido a otra superficie.
De igual manera por medio de las metalografías se logró observar la
variación en las fotos tomadas a los materiales en sus diferentes estados,
se observa que la formación de la martensita en forma de arroces indica la
dureza del material.
También se corroboro que al igual que la dureza, la carga también es un
factor de suma importancia en el fenómeno conocido como desgaste
adhesivo. Una mayor fuerza entre dos superficies que se están rozando
aumenta las posibilidades de que fragmentos de estas queden adheridos.

30
BIBLIOGRAFIA
ASM INTERNATIONAL. Metals handbook vol 18: Friction, lubrication and wear
technology. Cleveland: ASM internacional, 1992.
ASTM INTERNATIONAL STANDARDS WORLDWIDE. Annual Book of ASTM
Standards, Metals. Easton, MD, U.S.A.: AMERICAN SOCIETY FOR TESTING
MATERIALS, 1988-1991.
HIGUERA, Oscar y MORENO Carlos. Efecto del precalentamiento y la severidad
de temple sobre la resistencia al desgaste adhesivo del acero austenítico al
manganeso.2009, 15p.
L. Ipaza, W. Aperadorb, and A. Esguerra-Arcea. Influencia de un tratamiento
térmico en el comportamiento tribológico de aceros Fe-Mn-Al. Escuela de
Ingeniería de Materiales Universidad del Valle y Universidad Militar Nueva
Granada 2013,10p.
CALLISTER, willian. Introducción a la Ciencia e Ingeniería de los Materiales. The
University Of Utah, editorial reverte S.A. 1998.
MOLERA, Pere. Tratamientos térmicos de los metales. Productica, 1984.
A, MALISHEV, C, NIKOLAIEV Y Y, SHUVALOV. Tecnología de los metales-quinta
edición. Editorial Mir, Moscú, 1979.
DIETER, George. Metalurgia mecánica. Mcgraw-Hill books company. Madrid.1970
M. en I. Felipe Díaz del Castillo Rodríguez, Lecturas de ingeniería 2: tribología:
fricción, desgaste y lubricación. Facultad de estudios superiores Cuautitlán
departamento de ingeniería