estudio de los efectos de la trimetilamina · pdf fileen el tren de destilacion planta iv...
TRANSCRIPT

UNIVERSIDAD DE MAGALLANES FACULTAD DE INGENIERIA
DEPARTAMENTO DE QUIMICA
“ ESTUDIO DE LOS EFECTOS DE LA TRIMETILAMINA (TMA) EN EL TREN DE DESTILACION PLANTA IV METHANEX ”
PABLO ANDRES MIHOVILOVIC PEREZ
2007

UNIVERSIDAD DE MAGALLANES FACULTAD DE INGENIERIA
DEPARTAMENTO DE QUIMICA
“ ESTUDIO DE LOS EFECTOS DE LA TRIMETILAMINA (TMA) EN EL TREN DE DESTILACION
PLANTA IV METHANEX ”
Proyecto de Titulación presentado en conformidad a los requisitos para obtener el titulo de :Ingeniero Civil Químico. Profesional Guía : Sra. Ximena Retamal Carrillo Profesores Guía : Sr. Lorenzo Lazaneo Cerda. : Sr. Claudio Gómez Fuentes
Pablo Andrés Mihovilovic Pérez
PUNTA ARENAS – 2007

TABLA DE CONTENIDO Tabla de contenido ………………………………………………………… i Indice de ilustraciones y tablas ……………………………………………. ii Resumen .................……………………………………………………….... iii Introducción ………………………………………………………………..… iv CAPITULO I ANTECEDENTES GENERALES ……………………..….. .. 1
1.1 Methanex Chile Limitada 1.2 Descripción del problema 1.3 Objetivos
CAPITULO II ANTECEDENTES TEORICOS ……………………..….. .... 8
2.1 El concepto de intercambio iónico en la historia 2.2 Clasificación y propiedades de las resinas orgánicas sintéticas 2.3 Reacción de intercambio iónico 2.4 Parámetros de comparación para las resinas de intercambio iónico 2.5 Proceso de intercambio iónico 2.6 La simulación y el uso de simuladores 2.7 El simulador de procesos Hysys®.
CAPITULO III PARTE EXPERIMENTAL Y RESULTADOS ……… …. 35
3.1 Metodología y desarrollo del trabajo 3.1.1 Caracterización de la resina utilizada en el proceso 3.1.2 Pruebas de laboratorio 3.1.3 Análisis de las pruebas de laboratorio 3.1.4 Obtención de la curva de rotura 3.1.5 Ensayos con metanol crudo 3.1.6 Regeneración de resinas 3.1.7 Análisis de los datos del proceso
3.2 Simulación del tren de destilación en estado estacionario
3.2.1 Implementación del sistema 3.2.2 Simulación 3.2.3 Validación 3.2.4 Modificación de Flow Sheet
3.3 Exploración de proyectos alternativos
3.3.1 Análisis de costos para implementar la regeneración de F-03007
3.3.2 Análisis de costos para el reemplazo de una columna de destilación atmosférica por una columna de intercambio iónico

CAPITULO IV CONCLUSIONES ………………………………………. 1 00
4.1 Conclusiones GLOSARIO ......................................... ................................................. 104 BIBLIOGRAFIA …………………………………………..................... ..... 107
Fuentes consultadas Internet - sitios consultados
ANEXOS ……………………………………………………..................... 111 I El data sheet de la resina Amberlyst 40WET II Informe de espectrofotometría de laboratorio III Descripción general del PI System IV Análisis estadístico de la curva normal V Análisis estadístico de la curva especial VI Plant Cost Index VII Hysys - informe de la simulación PDF VIII Hysys – informe de la situación propuesta
INDICE DE ILUSTRACIONES Y TABLAS Fig. 1 “Instalaciones de Methanex en Magallanes” Fig. 2 “Matriz de estirenodivinilbenceno” Fig. 3 "Estructura de una resina de intercambio" Fig. 4 “Esquema de reacción de intercambio iónico” Fig. 5 "Intercambio iónico en columna” Fig. 6 “Evolución de la concentración en un lecho de intercambio iónico" Fig. 7 "Representación de una Curva de Rotura" Fig. 8 “Relación entre optimización y simulación” Fig. 9 “Vista de la interfase de Hysys para la selección de componentes” Fig. 10 “Vista de la interfase de Hysys para la selección del método de
predicción” Fig. 11 “Vista de la interfase de Hysys específica para recirculaciones” Fig. 12 “Destilación de la columna D-03001” Fig. 13 “Configuración de columna” Fig. 14 “Sensibilidad de resolución de reflujos” Fig. 15 “Ajuste a parámetros numéricos” Fig. 16 “Columna D-03001 y D-03002” Fig. 17 “Configuración de columna” Fig. 18 “Ajuste a parámetros numéricos” Fig. 19 “Configuración de columna” Fig. 20 “Destilación de las columnas D-03001 a D-03003” Fig. 21 “Ajuste de parámetros numéricos” Fig. 22 “Aspecto de simulación en HYSYS” Fig. 23 “Diagrama de bloques”
Tabla 1 “Caracterización de la resina utilizada en el proceso” Tabla 2 “Masa de Muestra y Pesos Moleculares” Tabla 3 “Datos Muestra 1” Tabla 4 “Datos Muestra 2” Tabla 5 “Datos muestra 3” Tabla 6 “Datos muestra 4” Tabla 7 “Punto de rotura” Tabla 8 “Capacidad de intercambio de la resina tras una regeneración” Tabla 9 “Capacidad de intercambio de la resina tras cinco regeneraciones” Tabla 10 “Capacidad de intercambio de la resina tras diez regeneraciones” Tabla 11 "Fecha estimada de saturación de la resina" Tabla 14: “Costos asociados al reemplazo de resina en F-03007”
Tabla 15 “ Tabla 16 “Costos asociados a F-03007” Gráfico 1 “Proceso de acumulación masa de TMA” Gráfico 2 “Proceso de acumulación de masa de TMA y curva de tendencia” Gráfico 3 “Otra forma de calcular la acumulación masa de TMA” Gráfico 4 “Otra forma de calcular la acumulación masa de TMA y curva de
tendencia”

RESUMEN
En esta investigación el interés se centró en conocer y caracterizar el
comportamiento de las resinas contenidas en el equipo de intercambio iónico F-
03007 instalado en planta Planta IV de Methanex, a objeto de determinar la
posibilidad de pronosticar el tiempo estimado en el cual la resina contenida se
saturará y la posibilidad de efectuar regeneración ante ésta situación. De dicho
estudio se obtuvo que la capacidad de intercambio de las resinas es de 90 gTMA
/ Lresina. Teniendo en consideración el perfil de agotamiento actual de las
resinas se determinó que la duración de la resina contenida en el F-03007 será
mayor a 12 años. Frente a la posibilidad de Instalar un sistema de
regeneracion, en lugar de efectuar el reemplazo de la resina ante la
eventualidad de su agotamiento, económicamente resultó ser más conveniente
efectuar el reemplazo.
Así mismo, mediante la simulación en Hysys® del tren de destilación de
la Planta IV y validación de la misma mediante la comparación de variables
obtenidas en la simulación cotejadas con variables obtenidas de PFD y datos
de proceso se probó la posibilidad de reemplazar la columna de destilación
atmosférica por un equipo de intercambio iónico, obteniéndose resultados
favorables tanto en el ámbito económico como en la especificación del producto
final.

INTRODUCCION
Este trabajo presenta el estudio efectuado a las resinas Amberlist de
intercambio catiónico utilizadas en el tren de destilación en Planta IV, de la
empresa Methanex Chile en Punta Arenas.
El propósito del uso de estas resinas es retirar de la corriente de proceso
a las Trimetilaminas (TMA), debido a que la presencia de este compuesto en el
producto final (Metanol AA) puede dejarlo fuera de especificación. Por ser esta
columna de adsorción el último proceso que se realiza antes de efectuar el
almacenamiento del Metanol, resulta de vital importancia para la continuidad de
la operación, que ésta se desarrolle en forma adecuada y continua, asegurando
así la calidad del producto.
Para obtener esta información se requiere poseer un completo
conocimiento del comportamiento de este último proceso que enfrenta la
producción, siendo fundamental estar al tanto de la naturaleza correspondiente
a la resina de intercambio iónico en uso y su capacidad de intercambio, para
así determinar de mejor forma los tiempos en los cuales se vuelve necesario su
reemplazo o regeneración.
En el presente trabajo también se analiza la posibilidad de efectuar una
modificación al diseño actualmente utilizado para la refinación del metanol
crudo. Dicha modificación consiste en: reemplazar la columna de destilación
atmosférica ubicando en su lugar una columna de adsorción rellena con la
resina antes mencionada.

1
CAPITULO I ANTECEDENTES GENERALES

2
I ANTECEDENTES GENERALES
En este capítulo se da a conocer antecedentes generales de la empresa
Methanex y sus productos, una descripción del problema en estudio y los
objetivos del presente trabajo.
1.1 Methanex Chile Limitada
La empresa Methanex, de origen canadiense, es la principal productora
y comercializadora de metanol en el mundo.
En Chile, Methanex tiene más de 1.300 millones de dólares invertidos en
sus instalaciones de producción de metanol, convirtiéndose, en uno de los
inversionistas corporativos más grandes del país. Su primera planta - de un
complejo de cuatro - fue inaugurada en el mes de agosto de 1988 en Cabo
Negro – Punta Arenas. Este complejo conforma el centro productor en
Magallanes – Chile, con una capacidad combinada de producción de 3,8
millones de toneladas métricas anuales de metanol, lo que representa
aproximadamente el 10% de las necesidades mundiales del producto. Esto
hace que Punta Arenas sea uno de los centros con mayor producción de
metanol en el mundo.
El metanol - también llamado alcohol metílico - es incoloro e inodoro y
se manufactura a base de gas natural. Se emplea en la elaboración de
diversos productos que se consumen a diario en el mundo en forma masiva;

3
por ejemplo, está presente en tableros, siliconas, pinturas y adhesivos de uso
doméstico, textiles sintéticos, plásticos reciclables y medicinas tales como el
ácido acetilsalicílico. También es usado para remover los nitratos de las aguas
servidas y se está estudiando su uso en la elaboración de biodiesel.
Fig 1: Instalaciones de Methanex en Magallanes.
4
1.2 Descripción del problema
En Trinidad y Tobago, país situado en el Mar Caribe al noreste de
Venezuela, se ubica la planta de producción de metanol Atlas, perteneciente a
la empresa canadiense Methanex
Al momento de poner en funcionamiento esta planta, se pudo observar
que el metanol que se obtenía en el tope de la primera de dos columnas
encargadas de la refinación, estaba fuera de especificación para los
parámetros establecidos por Methanex para su producción estándar, debido a
una concentración de TMA (trimetilamina) mayor a 30 ppb, la máxima
permitida.
Este problema fue corregido al instalar un equipo de intercambio iónico,
con el fin de disminuir los niveles de TMA del producto.
Dadas las evidentes mejoras en el proceso de producción que se
alcanzó con la incorporación de este dispositivo, es que durante la construcción
de Chile IV se decidió utilizar la experiencia ya adquirida montando equipos de
intercambio iónico en la nueva planta, puesto que Chile IV tiene similares
características a la planta Atlas de Trinidad y Tobago.
El interés de esta investigación está puesto en el uso de equipos de
intercambio iónico en la producción de metanol en Punta Arenas. Este trabajo
de investigación surge de la inquietud por conocer y caracterizar el
comportamiento de las resinas en el tren de destilación de la planta IV de

5
Methanex en Magallanes, cual es su tiempo de saturación y su forma de
regeneración.
De lo anterior surgen las siguientes preguntas de investigación:
o ¿cuál es el comportamiento de las resinas de intercambio iónico en
columnas de adsorción al modificar el diagrama de flujo actualmente
utilizado por Methanex?
o ¿cuál es el costo / beneficio al aplicar las modificaciones que se proponen
en los nuevos flowsheet?.

6
1.3 Objetivos
1.3.1 Objetivo General:
Estudiar el efecto de las Trimetilaminas, (TMA) en el tren de destilación
de la Planta IV de Methanex y proponer alternativa de diagramas de flujo.
1.3.2 Objetivos Específicos:
o Estudiar el sistema de recuperación de TMA (trimetilamina) en el tren de
destilación de la Planta IV de Methanex en Punta Arenas, determinando el
comportamiento de las resinas, su tiempo de saturación y formas de
regeneración.
o Modificar el flowsheet del proceso, reemplazando la columna de
destilación atmosférica (D-03001) por un equipo de intercambio iónico,
modelarlo en Hysys®, a objeto de verificar factibilidad de dicho cambio.
o Estimar la inversión necesaria y la evaluación económica preliminar al
aplicar los nuevos diagramas de flujo.
7
CAPITULO II ANTECEDENTES TEORICOS

8
II ANTECEDENTES TEORICOS
En este capítulo se habla del concepto del intercambio iónico y su
evolución en el devenir histórico, de la clasificación y propiedades de las
resinas orgánicas sintéticas en relación a su estructura y de su tipo funcional,
de los parámetros de comparación usados para las resinas de intercambio
iónico, del proceso de intercambio iónico en discontinuo o en una columna y del
uso de simuladores de procesos químicos.
2.1 El concepto del intercambio iónico en la his toria
El concepto de intercambio iónico se conoce desde el siglo IV AC, con
Aristóteles, que enuncia que al pasar agua salobre a través de un envase de
cera ésta queda dulce.
Pero es a partir de mediados del siglo XIX que se inicia la historia de
estudios y descubrimientos relacionados con el intercambio iónico hasta llegar
a la producción de resinas específicas. Esto comienza a mediados de 1800,
cuando Thompson y Way publicaron los resultados de sus estudios, efectuados
con diferentes suelos agrícolas a través de los cuales hicieron fluir una
disolución que contenía sulfato (NH4)2SO4 o nitrato de amonio (NH4)NO3.
Descubrieron que el filtrado contenía iones Calcio en lugar de iones de Amonio,
y que el hecho que un suelo de tipo agrícola retuviera iones amonio y a su vez
se deshiciera de iones calcio lo convertía en un suelo de mejor calidad para la
agricultura. Ocho años mas tarde (1858) Henneberg & Stohmann & Eichhorn

9
se dieron cuenta de la reversibilidad del proceso y de la relación
estequiométrica que éste trae consigo.
En 1870, los estudios efectuados por Lemberg acerca de la capacidad
intercambiadora de las zeolitas y otros compuestos orgánicos ampliaron los
conocimientos acerca de este proceso y preparó el camino para que
posteriormente Gans en 1905 modificara ciertos minerales naturales para
sintetizar el primer intercambiador inorgánico, que eran silicatos de sodio o
aluminio. La inconveniencia que tenían estos silicatos, estaba en que en
solución acuosa con pH inferiores 7 se disolvían, además tenían un poder de
intercambio bajo, pero si contaban con una elevada rapidez para efectuar la
regeneración. Este tipo de silicato se utilizó por cerca de 14 años, hasta que se
produjo el reconocimiento de las propiedades intercambiadoras de ciertos
compuestos orgánicos, tales como el carbón sulfonado. Este tipo de carbón
presentaba un grupo funcional que le otorgaba la capacidad de intercambiar
cationes de modo reversible, sus condiciones de operación poseían un mayor
rango de pH (de 1 a 10 unidades de pH), pero la complicación que presentaban
radicaba en su baja capacidad de intercambio, (aún menor que la de los
silicatos de aluminio).
En 1935 los químicos Basil Adams y Eric Holmes del Departamento de
Investigación Científica e Industrial (Reino Unido) efectuaron la síntesis de
resinas orgánicas. Con este gran aporte se consiguió desarrollar polímeros
orgánicos capaces de imitar a las zeolitas. Dichos polímeros los consiguieron a
través de la reacción de condensación entre fenol y formaldehído, al efectuar

10
variantes en la reacción como por ejemplo la utilización de fenoles polihídricos
o diamitas aromáticas se sintetizaron resinas catiónicas o aniónicas.
Posteriormente Eric Colmes sintetizó una resina catiónica fuerte a partir
de ácido fenilsulfónico. Las primeras resinas Amberlita (Rohm and Hass) y
Dowex (Dow Chemical Co.) se basaban en esta química. Diez años mas tarde,
a finales de la II Guerra Mundial, se desarrollaron polímeros intercambiadores
de iones sintetizados mediante reacciones de adición, cuya estabilidad química
y térmica era mayor que las resinas de condensación. El pionero de este
trabajo fue Gaetano D'Alelio, que incorporó grupos de ácido sulfónico a un
polímero de estireno entrecruzado con divinilbenceno (copolímero estireno-
divinilbenceno), dando lugar a las resinas catiónicas de ácido fuerte.
Unos años más tarde, en 1947, McBurney produjo las resinas aniónicas
de base fuerte, cuyo grupo funcional era un amino cuaternario. El uso del
copolímero estirenodivinilbenceno como matriz para enlazar grupos con
capacidad intercambiadora, supuso una tremenda expansión en los procesos
de intercambio iónico. La mayoría de las resinas que se emplean actualmente
tienen como matriz este copolímero.
Figura 2: “Matriz de estirenodivinilbenceno”

11
Finalmente, un paso más en el desarrollo de los intercambiadores
iónicos fue la búsqueda de especificidad. En 1948, Skogseid produce la
primera resina específica para un metal, potasio. A partir de ese punto, las
investigaciones se han centrado en incorporar a la matriz de la resina distintos
grupos funcionales que sean capaces de aumentar el nivel de selectividad por
un determinado compuesto, desarrollando así las resinas quelantantes,
llegando al desarrollo en nuevas estructuras poliméricas (macroporosas,
poliacrílicas, tipo gel) que han dado lugar a una serie de resinas de intercambio
iónico, cuyo empleo en el campo industrial moderno ha sido enorme.
Hoy se puede decir que los intercambiadores iónicos forman un grupo de
materiales muy heterogéneo, cuya única característica común es que contienen
una carga eléctrica fija capaz de enlazar iones de la carga opuesta.
2.2 Clasificación y propiedades de las resinas orgánicas sintéticas.
Los intercambiadores iónicos en general pueden clasificarse en dos
grandes grupos: los orgánicos y los inorgánicos; ambos grupos incluyen
materiales sintéticos y materiales naturales.
La industria habitualmente aplica en sus procesos de intercambio iónico
el uso de resinas orgánicas sintéticas.
Estas resinas consisten en una matriz polimérica reticulada por la acción
de un agente entrecruzante y derivatizada con grupos inorgánicos que actúan

12
como grupos funcionales. Pueden clasificarse en función de su estructura de la
red polimérica y en función de su tipo de grupo funcional.
Así se tiene que según la estructura de red existen:
� Resinas tipo gel: También conocidas como resinas microporosas ya que
presentan tamaños de poro relativamente pequeños. En estas resinas el
fenómeno swelling es muy importante, ya que se hinchan en mayor o
menor medida en función del porcentaje de agente entrecruzante
empleado durante la polimerización y del disolvente en el que se
encuentre la resina.
� Resinas macroporosas: También llamadas macroreticulares. Durante la
síntesis de estas resinas a partir de sus monómeros, se utiliza un co-
solvente que actúa interponiéndose entre las cadenas poliméricas creando
grandes superficies internas. Este disolvente se elimina una vez formada
la estructura rígida del polímero. Las perlas tienen una relación
área/volumen mayor que las resinas tipo gel, y por tanto, mayor capacidad
de intercambio. La estructura macroreticular favorece la difusión de los
iones, mejorando por tanto la cinética de intercambio.
� Resinas isoporosas: Se caracterizan por tener un tamaño de poro
uniforme, con lo que aumenta la permeabilidad de los iones en el interior
de la red. Son resinas de alta capacidad, regeneración eficiente y de un
costo más bajo que las resinas macroporosas.

13
Según el grupo funcional se encuentran:
� Resinas catiónicas de ácido fuerte: se producen por sulfonación del
polímero con ácido sulfúrico. El grupo funcional es el ácido sulfónico,
SO3H -
� Resinas catiónicas de ácido débil: el grupo funcional es un ácido
carboxílico -COOH, presente en uno de los componentes del copolímero,
principalmente el ácido acrílico o metacrílico.
� Resinas aniónicas de base fuerte: se obtienen a partir de la reacción de
copolímeros de estireno-divinilbenceno clorometilados con aminas
terciarias. El grupo funcional es una sal de amonio cuaternario, R4N+.
� Resinas aniónicas de base débil: que son resinas funcionalizadas con
grupos de amina primaria, -NH2, secundaria, -NHR, y terciaria, -NR2.
Suelen aplicarse a la adsorción de ácidos fuertes con buena capacidad,
pero su cinética es lenta.
� Resinas complejantes: en estas resinas el grupo funcional tiene las
propiedades de un reactivo específico, ya que forman quelatos
selectivamente con algunos iones metálicos. Los átomos más frecuentes
son azufre, nitrógeno, oxígeno y fósforo, que forman enlaces de
coordinación con los metales. Sus ventajas sobre las demás es la
selectividad que muestran hacia metales de transición y que el carácter de
ácido débil del grupo funcional facilita la regeneración de la resina con un
14
ácido mineral. No obstante son poco utilizadas en la industria por ser más
caras que las anteriores y por tener una cinética de absorción más lenta.
2.3 Reacción de intercambio iónico
El intercambio iónico puede ser considerado como una operación básica
de separación con una interfase Sólido-Liquido. El intercambio se produce al
poner en contacto un sólido iónico (intercambiador) con una disolución
conteniendo iones (electrolito).
Una resina de intercambio iónico puede considerarse como una
estructura de cadenas hidrocarbonadas a las que se encuentran unidos en
forma rígida, grupos iónicos libres como se muestra en la “Figura 3”. Estos
grupos ionogénicos con carga electroestática, ya sea positiva o negativa, se
encuentra siempre neutralizada por un contraión, siendo en estos lugares
donde tiene lugar el intercambio iónico. Como los iones deben difundirse en el
interior de la resina para que ocurra el intercambio, mediante una selección
adecuada del grado de reticulación, puede limitarse la movilidad de los iones
participantes en el mismo.
Las cargas de los grupos iónicos inmóviles se equilibran con las de otros
iones de signo opuesto (contraiones) que están libres y que son los que
realmente se intercambian con los del electrolito disuelto. Cuando dichos iones
son cationes, los cambiadores iónicos se llaman catiónicos y cuando son
aniones, se denominan aniónicos.
15
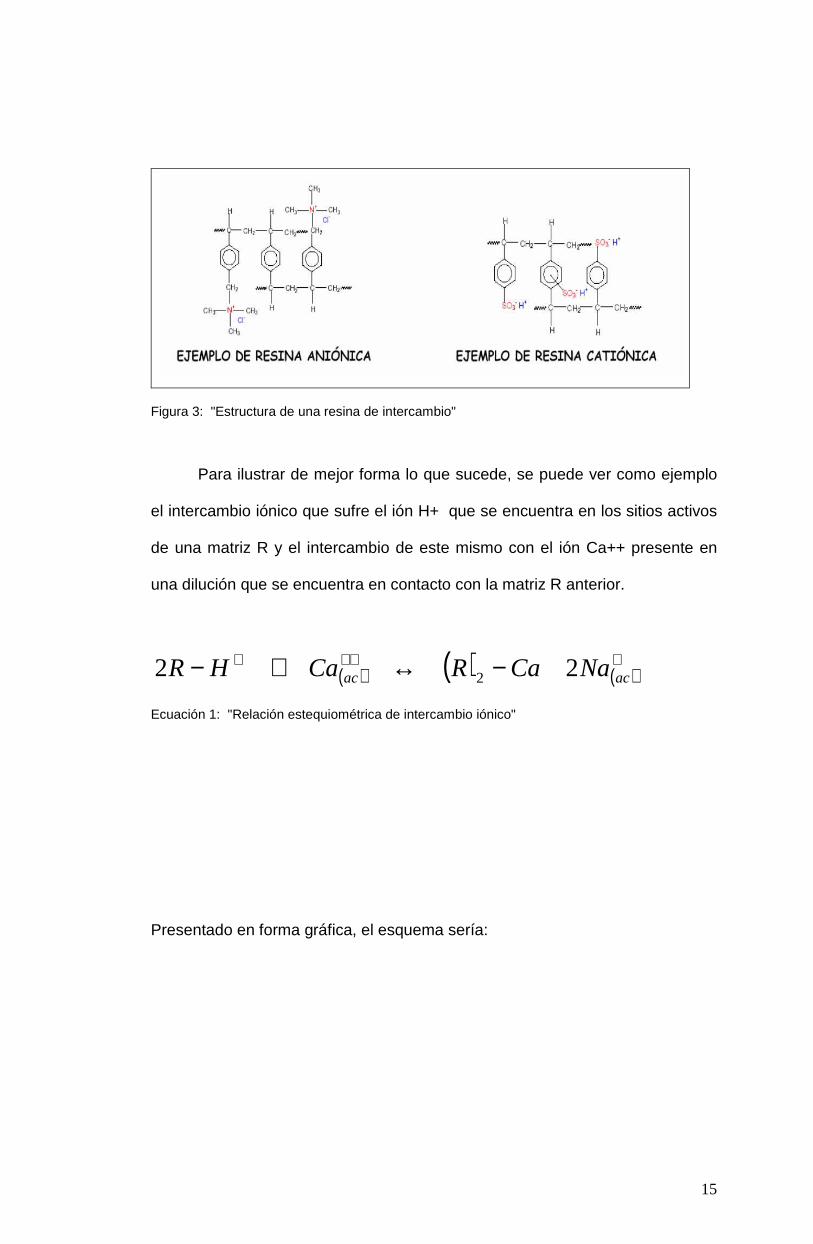
Figura 3: "Estructura de una resina de intercambio"
Para ilustrar de mejor forma lo que sucede, se puede ver como ejemplo
el intercambio iónico que sufre el ión H+ que se encuentra en los sitios activos
de una matriz R y el intercambio de este mismo con el ión Ca++ presente en
una dilución que se encuentra en contacto con la matriz R anterior.
( ) ( ) ( )++++ −↔+− acac NaCaRCaHR 22 2
Ecuación 1: "Relación estequiométrica de intercambio iónico" Presentado en forma gráfica, el esquema sería:

16
Figura 4: “Esquema de reacción de intercambio iónico”
La eficiencia de este proceso depende de varios factores, entre los que
se pueden mencionar la afinidad de la resina en particular con el ión que se
encuentra en la solución, con el pH de la solución, la concentración de iones y
la temperatura.
2.4 Parámetros de comparación para las resinas de intercambio iónico
Los parámetros característicos para poder efectuar comparaciones entre
una resina de intercambio iónico u otra son los siguientes:
� Capacidad de intercambio: La capacidad de intercambio está definida
como la cantidad de iones que una cantidad determinada de resina puede
intercambiar en determinadas condiciones experimentales. Dicha
capacidad puede expresarse en equivalente gramos por litro de resina o
en su efecto por equivalente gramo por gramo de resina. Es conveniente
señalar que un equivalente es el peso molecular de dicho compuesto,
dividido por su número de carga eléctrica.

17
� Capacidad específica teórica: Se denomina así al máximo número de
sitios activos de la resina de intercambio iónico, por gramos de dicha
resina, este coeficiente suele ser mayor al anterior, ya que no todos los
sitios activos, se encuentran disponibles, por no ser todos accesibles a los
iones presentes en la disolución.
� Selectividad: Dicha propiedad se refiere a la mayor afinidad a un ión que a
otro que puede poseer una resina de intercambio iónico.
2.5 Proceso de intercambio iónico
El tratamiento de una resina de intercambio iónico de forma general
puede llevarse a cabo de dos formas diferentes: en discontinuo o en continuo.
1.- Intercambio iónico de forma discontinua. En este proceso, se mezcla la
resina de intercambio iónico con la disolución en un mismo recipiente, y se deja
hasta que el intercambiador de iones alcance el equilibrio. Químicamente
hablando este proceso de regeneración en discontínuo no es eficiente puesto
que es necesario recuperar el intercambiador por decantación y transferirlo a
una columna para proceder a su regeneración. Este método tiene pocas
aplicaciones industriales.
2.- Intercambio iónico en forma continua ó en columna (Fig. 5). Este proceso
consiste en depositar la resina de intercambio iónico a modo de lecho de
relleno al interior de una columna vertical, por la cual se hará pasar la
disolución que se pretende tratar. Este proceso de intercambio efectuado en

18
columna, se divide en las siguientes etapas: Empaquetamiento de la columna,
Acondicionamiento de la resina, Carga y Regeneración.
Fig 5: Intercambio iónico en columna
El empaquetamiento de columna consiste en introducir el intercambiador
con agua destilada en el interior de la columna. En la segunda etapa se
acondiciona el intercambiador cambiando el contraión de la resina poniéndola
en contacto con la disolución concentrada del ión que se necesita. Luego viene
la etapa de carga, en la que se tiene que lograr el intercambio de iones entre la
disolución a tratar y el intercambiador. Y por último, la etapa de regeneración
que consiste en devolver el intercambiador saturado a su forma iónica original
usando una disolución concentrada en el ión originariamente asociado al
intercambiador.
El buen o mal funcionamiento del intercambiador en procesos sucesivos
de carga depende de una regeneración eficiente en esta última etapa, donde se
presentan dos aspectos importantes que considerar:

19
1.- el gasto regenerante, que puede disminuirse al efectuar una reutilización
del regenerante todas las veces que sea posible, hasta cuando éste pierda su
eficiencia; pero no resulta ser una solución del todo económica ya que el
proceso requiere de almacenaje y todo lo que ello conlleva.
2.- la generación de residuos que se presenta una vez efectuada la
regeneración de la resina de intercambio iónico en la forma de disoluciones
fuertemente ácidas o básicas según corresponda, que deben ser tratadas
previo a su eliminación.
Existen dos modos para operar una columna de intercambio iónico: 1)
la carga y regeneración se introducen siempre por la parte superior de la
columna, o 2) la carga se introduce por la parte superior y el regenerante por
la parte inferior (también conocido como de contracorriente)
Habitualmente se utiliza el primer método, pero no basado en la
eficiencia sino en la economía del proceso, ya que para llevar a cabo la
segunda forma se requiere de un equipamiento más caro. Sin embargo con
esta forma de operación de contracorriente el sistema es mas eficiente, y ello
basado en que al ingresar el flujo desde abajo hacia arriba, produce una
fluidización del lecho de manera que la superficie de contacto aumenta, y por
ende la regeneración se produce de forma mas rápida, y además trae consigo
la utilización de un volumen menor de regenerante.
En el proceso de intercambio iónico de forma discontinua, la operación
se lleva a cabo en un reactor tanque agitado donde se pone en contacto una
cierta masa de resina con la disolución a tratar, hasta que se alcance el

20
equilibrio. El régimen de funcionamiento es “no estacionario” por variar
continuamente, en cada punto del sistema, las concentraciones de iones. Esta
operación presenta el inconveniente de que en ella solo se aprovecha parte de
la capacidad de la resina, a menos que la selectividad iónica sea muy elevada
en las condiciones de equilibrio.
Esta operación se utiliza con éxito cuando el ión liberado por la resina
reacciona irreversiblemente con iones presentes en la disolución como ocurre
en el caso de los iones hidrógeno o hidroxilo, que se combinan entre si con el
ión hidroxilo o hidrógeno respectivamente, para formar agua.
Siendo este tipo de operación utilizada habitualmente a escala de
laboratorio, para la obtención de datos de equilibrio o cinéticos.
Por su parte, cuando el proceso de intercambio iónico se realiza en una
operación continua, la resina cambiadora constituye un lecho fijo a través del
cual fluye una disolución. Al igual que en la operación discontinua, el régimen
de funcionamiento es “no estacionario”. Sin embargo al transcurrir la operación
en régimen no estacionario, el dimensionamiento y el diseño del lecho junto con
el cálculo de la cantidad de resina necesaria, exige un tratamiento matemático
bastante más complejo que el requerido para la operación discontinua.
La mayoría de los procesos industriales (incluido el proceso en el cual se
desarrolla el presente proyecto) se realizan de forma continua en lechos fijos.
Las instalaciones continuas de lecho fijo constan (generalmente) de dos lechos
idénticos, para que, mientras por uno de ellos circula la disolución que contiene
21
los iones que se desean intercambiar, el otro se esté regenerando. A medida
que transcurre el tiempo, el primer lecho se va saturando de los iones de la
disolución, pero debido a la resistencia que opone el sistema a la transferencia
de los iones desde el seno del liquido a los centros de intercambio, existe una
zona de transición que separa la zona virgen de la resina y la de saturación. En
esta zona intermedia, el grado de saturación varia con un perfil en forma de “S”.
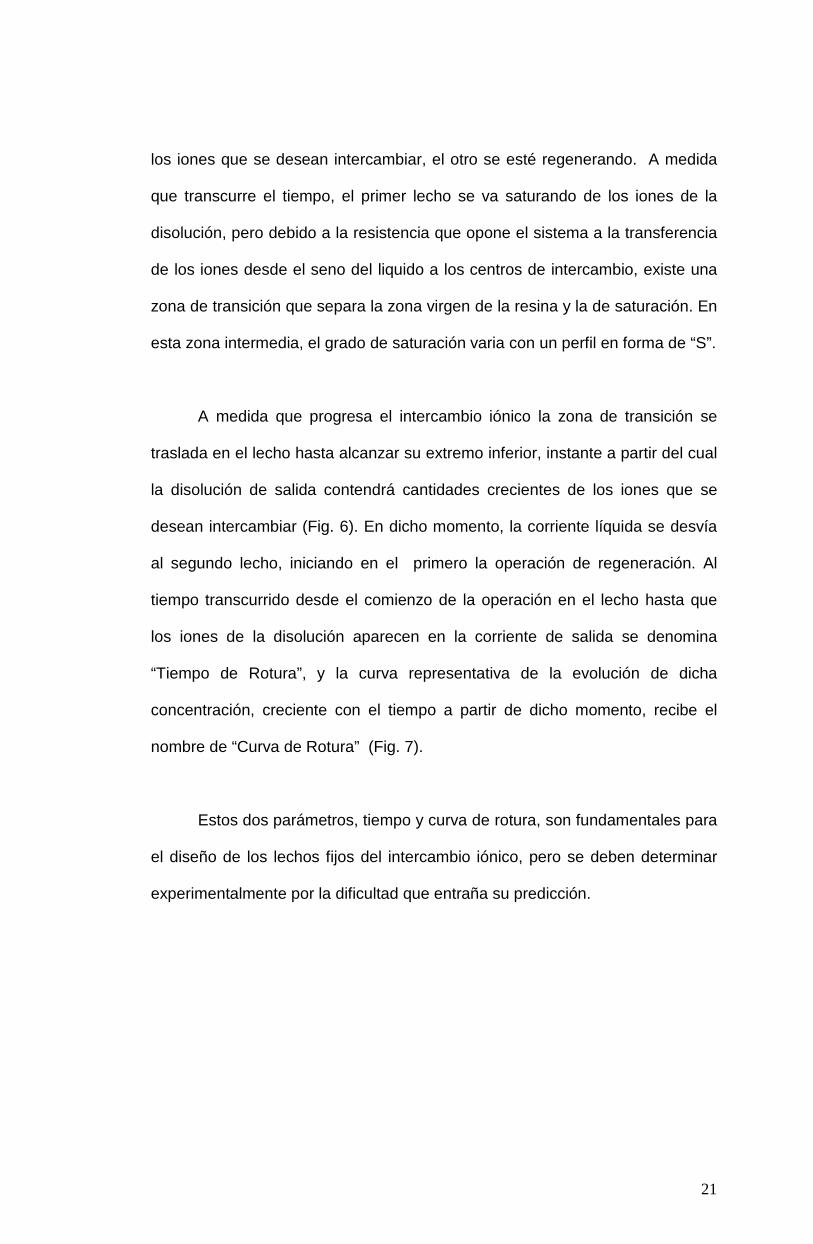
A medida que progresa el intercambio iónico la zona de transición se
traslada en el lecho hasta alcanzar su extremo inferior, instante a partir del cual
la disolución de salida contendrá cantidades crecientes de los iones que se
desean intercambiar (Fig. 6). En dicho momento, la corriente líquida se desvía
al segundo lecho, iniciando en el primero la operación de regeneración. Al
tiempo transcurrido desde el comienzo de la operación en el lecho hasta que
los iones de la disolución aparecen en la corriente de salida se denomina
“Tiempo de Rotura”, y la curva representativa de la evolución de dicha
concentración, creciente con el tiempo a partir de dicho momento, recibe el
nombre de “Curva de Rotura” (Fig. 7).
Estos dos parámetros, tiempo y curva de rotura, son fundamentales para
el diseño de los lechos fijos del intercambio iónico, pero se deben determinar
experimentalmente por la dificultad que entraña su predicción.

22
Figura 6: "Evolución de la concentración en un lecho de intercambio iónico"
Figura 7: "Representación de una Curva de Rotura"

23
2.7 La simulación y el uso de simuladores.
Cuando se tiene la responsabilidad de conducir un sistema dado,
continuamente se debe tomar decisiones acerca de las acciones que se
ejecutarán sobre dicho sistema. Estas decisiones deben ser tales que la
conducta resultante satisfaga de la mejor forma posible los objetivos
planteados.
Cuando los costos, la seguridad, los riesgos y otros factores hacen que
la experimentación no sea viable para saber como responderá el sistema ante
una determinada acción, pero los parámetros resultantes son fundamentales
para tomar una decisión, se reemplaza el sistema original por otro que, en la
mayoría de los casos, es una versión simplificada. Este “otro” sistema se
conoce como modelo y es utilizado para llevar a cabo las experiencias
necesarias sin los inconvenientes planteados de costo, seguridad, etc.
Al proceso de experimentar con un modelo se le llama simulación. La
simulación encuentra su primera aplicación cuando los sistemas en estudio son
tan complejos que la solución analítica no es posible, por lo tanto debe llevarse
a cabo a partir de resultados experimentales. La simulación es capaz de
proveer los datos necesarios a un mínimo costo y sin riesgo.
Por otra parte, con la optimización se pretende determinar que acción se
debe realizar sobre el sistema para que éste cumpla de la mejor manera con
los objetivos deseados. Las técnicas o métodos de optimización están

24
diseñados para tomar la mejor decisión requiriendo la menor cantidad de
experimentos, y también para el entrenamiento o capacitación de personal.
El siguiente esquema muestra la vinculación habitual entre optimización
y simulación
Figura 8: "Relación entre optimización y simulación"
Al dispositivo completo utilizado (modelo y accesorios), se le llama
simulador. En la industria química, las plantas pilotos son utilizadas para
ensayar nuevos procesos antes de implementarlos en las plantas reales, así
como en otras disciplinas se usan túneles de viento o maquetas.
A pesar de las ventajas que posee una simulación, no siempre es una
herramienta adecuada, por eso, para decidir cuando es conveniente usarla es
aconsejable analizar las ventajas y las desventajas que presenta:
Una simulación es de utilidad cuando:

25
o No existe una formulación matemática.
o Si existe una formulación matemática, pero es difícil obtener una
solución analítica.
o No existe el sistema real.
o La experimentación es imposible, ya sea debido a impedimentos
económicos, éticos o de seguridad.
o El sistema a analizar evoluciona de forma muy rápida o muy lenta.
Las desventajas se presentan cuando:
o El desarrollo del modelo puede ser costoso, trabajoso y lento.
o Existe la posibilidad de cometer errores.
o No es posible conocer el grado de imprecisión de los resultados.
Actualmente las simulaciones se usan en áreas tan diversas como en las
plantas industriales, los procesos de manufactura, el sistema público, la
educación, la construcción, el sistema de transporte, etc.
Banks en 1996 definió las siguientes etapas en el desarrollo de una
simulación:
o Formulación del problema: en esta etapa debe quedar perfectamente
establecido el objetivo de la simulación. En esta instancia es muy
importante que se determine si el objeto de la simulación es la
simulación en si, o un trabajo de optimización; por ejemplo, si en una

26
refinería se cambia el tipo de crudo se debe determinar claramente si lo
que se desea es estudiar los efectos causados por este cambio, o si lo
que se desea es determinar los nuevos parámetros de operación a
objeto de mantener la calidad final del producto
o Definición del sistema: debe definirse claramente cual será la frontera
del sistema a estudiar, que interacciones con el medio serán
consideradas.
o Formulación del modelo: se requiere de una especial habilidad para
analizar el problema y resumirlo en sus características esenciales,
porque depende del objetivo de quien simula que aspectos considerará,
ya que por ejemplo, un ingeniero en diseño automotriz no se fijará en los
mismos aspectos que un ingeniero mecánico automotriz, a pesar de que
ambos están trabajando en el mismo proyecto
o Colección de datos: la naturaleza y cantidad de los datos están
determinados por la formulación del problema y del modelo.
o Implementación del modelo en la computadora: el modelo debe
implementarse utilizando algún lenguaje de computación.
o Verificación: para comprobar que no se hayan cometido errores durante
la implementación del modelo.
o Validación: que comprueba la exactitud del modelo desarrollado.
o Diseño de experimentos: donde se decide las características de los
experimentos a realizar.
o Experimentación: momento en que se ejecutan las simulaciones de
acuerdo al diseño previo
o Interpretación: se analiza la sensibilidad del modelo con respecto a los
parámetros que tienen asociados la mayor incertidumbre.

27
o Documentación: que incluye la documentación técnica que contiene la
información referente al modelo y sus datos respectivos.
La etapa de la formulación del modelo es una de las más sensibles.
Como ya se dijo, se requiere de una habilidad especial para analizar el
problema, establecer objetivos, analizar el sistema en estudio, simplificar los
problemas que tenga, buscar analogías, determinar las variables de interés,
escribir los datos obvios y las ecuaciones teóricas que describan los fenómenos
que se dan y las relacionen con las variables de interés, y por último, si ya se
tiene un modelo manejable, lograr enriquecerlo o simplificarlo.
El mejor modelo es el modelo más simple que pueda resolver el
problema con el grado de exactitud requerido.
Cuando se simula se experimenta con un modelo para obtener ciertos
resultados. Pero, un modelo es también un sistema, y de acuerdo al tipo de
variables de salida del modelo, el modo de simulación será:
o De análisis: donde las variables de salida del modelo representan a las
variables de salida del sistema real; se utiliza para estimar la respuesta
del sistema real ante entradas especificadas. Debido a que imita un
sistema que realmente funciona, el modelo es matemáticamente más
estable y se asegura la existencia de una solución.
o De diseño: las salidas del modelo representan a los parámetros del
sistema real. Se utiliza en la etapa de diseño de un equipo donde el
28
problema es determinar los parámetros para los cuales el sistema
producirá las salidas deseadas para las entradas especificadas.
o De control: las variables de salida del modelo representan a las variables
de entrada del sistema real. Este modo sirve para determinar los valores
que deberán adoptar las entradas del sistema para producir los
resultados deseados. Se utiliza cuando se desea determinar las
condiciones de operación de un sistema.
2.8 El simulador de procesos HYSYS ®.
Todo estudiante de ingeniería química debe encontrarse familiarizado
con el funcionamiento y el uso adecuado de este tipo de herramientas. Como
los objetivos de esta Tesis requieren del uso de un simulador, se escogió el
HYSYS como herramienta adecuada para validar o desechar las formulaciones
teóricas, debido a su disponibilidad y a su utilidad para la simulación de
procesos químicos, en especial su aplicabilidad en columnas de destilación.
HYSYS es un programa interactivo orientado a objetos, que difiere de la
mayor parte de los simuladores interactivos principalmente en dos aspectos:
(1) cuenta con una estructura para interpretar los comandos en forma
interactiva, es decir, ejecutarlos en el momento que recibe la información. El
resto de las opciones disponibles requieren de un botón “correr”, el cual debe
presionarse cada vez que se ingresan datos nuevos. (2) este programa cuenta
además con la capacidad de ejecutar todos los cálculos relacionados con las
modificaciones en cualquier punto del proceso en forma bidireccional, es decir,
tanto para los procesos subsecuentes como para los predecesores. Gracias a

29
esto se reduce la necesidad de cálculos iterativos con lo que incrementa la
velocidad de respuesta. Asimismo, la capacidad de seleccionar el diagrama de
flujo permite utilizar opciones de simulación a lo largo del proceso.
El ambiente HYSYS esta compuesto por cuatro interfaces. La primera se
denomina “PFD (Process Flow Diagram)”, cuya función es permitir al usuario
construir la topología del proceso que desea simular. Luego existe el “Libro de
Trabajo” que consiste en una colección de hojas de calculo que despliegan la
información del proceso en forma tabular. Le sigue la “vista de propiedades”
que consiste en una colección de páginas que contienen información acerca de
los objetivos que constituyen el proceso. Y por último se encuentra la “vista de
resumen”, la cual despliega una lista de las corrientes y módulos considerados.
Una de las ventajas de contar con todas estas funciones es que se puede tener
abierta dos de estas interfaces simultáneamente, lo que facilita el trabajo, sin
olvidar que los cambios realizados en cualquier vista se reflejan
automáticamente en las otras tres.
Para iniciar una simulación nueva, el primer paso es escoger los
componentes que participarán en el proceso (la figura 9 nos muestra este
cuadro de diálogo); en este punto quedan definidos todos los productos y
reactantes involucrados. Una limitación de este sistema es que solamente se
pueden utilizar compuestos que estén definidos en base de datos de la
aplicación, de hecho, la selección de los compuestos se da mediante el menú
“Relacionar”, en el cual se localiza el compuesto cuyo nombre o formula
química corresponda de forma más cercana a la información tecleada por el
usuario.

30
Figura 9 “Vista de la interfase de HYSYS® para la selección de componentes”
Luego se debe efectuar la selección del método de propiedades y la
definición de la base de cálculo. Para tal efecto se emplea el Administrador de
Bases del sistema, en el cual el usuario define el paquete de predicción de
propiedades que desea utilizar como base de cálculo para la simulación en
turno. Existe un amplio conjunto de opciones para la selección del paquete de
predicción de propiedades, la mayoría permite utilizar una ecuación de estado
como base y calcular propiedades mas específicas con ayuda recorrelaciones
basadas en el principio de estados correspondientes (Figura 10).

31
Figura 10 “Vista de la interfase de HYSYS® para la selección del método de predicción”
A continuación es necesario alimentar los parámetros requeridos para la
ejecución de los balances de masa y energía. Si se decide iniciar en el Libro de
Trabajo es necesario alimentar parámetros en cuatro de las hojas que lo
componen. En la “hoja de corriente de materiales”, se captura el número de
corrientes, las cuales se identifican con el nombre que elija el usuario o con un
número si el usuario no define un nombre. En la “hoja de composiciones” se
deben capturar las composiciones de cada corriente de material.
Posteriormente en la “hoja de corrientes de energía” se capturan las corrientes
que en su momento se utilizarán para determinar las cargas térmicas y
potenciales para cada modulo. Por último, en la “hoja de operaciones unitarias”
se puede acceder a los parámetros de todos los equipos que conforman la
simulación. Una vez que se llena la información necesaria para cubrir los
grados de libertad del sistema, HYSYS ejecuta automáticamente todas las
operaciones necesarias y resuelve la simulación.

32
Este procedimiento sólo se aplica para las simulaciones en las cuales se
presentan transformaciones físicas. HYSYS es capaz de simular una amplia
variedad de estas transformaciones gracias a los bloques definidos en su base
de datos, por ejemplo: compresores, bombas, turbinas, válvulas,
intercambiadores de calor de diversos tipos, tales como calderas,
evaporadores, secadores, etc. Es importante destacar que este programa
cuenta con un módulo diferente para aquellos intercambiadores de calor que
proporcionan energía térmica al sistema y otro para aquellos intercambiadores
que la retiran. De igual forma cuenta con mezcladores, divisores de flujo,
separadores, flash, columnas de destilación y absorción e incluso torres de
enfriamiento.
Para el caso en que además de las operaciones unitarias el proceso que
se desea simular cuenta con reacciones químicas, es necesario modificar el
procedimiento referido anteriormente a fin de simular un reactor químico. Para
lograr esto es necesario alimentar al sistema con las reacciones que se
presentan en dicho reactor usando el “paquete de reacciones”, al cual se tiene
acceso desde el menú de “predicción de propiedades”.
HYSYS cuenta con cinco módulos diferentes, los que permiten modelar
un amplio rango de reacciones. Estos módulos son:
1. Reactor de conversión, en el cual se puede especificar la reacción o el
conjunto de reacciones y éstas se ejecutan con base en la conversión o por
una función de la temperatura, ambos fijados por el usuario.

33
2. El reactor de equilibrio, que simula reacciones con base en las ecuaciones
de equilibrio de acuerdo a los parámetros estequiométricos introducidos por el
usuario.
3. El reactor de Gibas, que simula la reacción bajo las condiciones dadas de
tal modo que se minimice la energía libre de Gibbs del sistema, asimismo
permite calcular reacciones de dos fases.
4. El reactor CSTR, en el cual se modela un reactor agitado de flujo continuo
con la ayuda de parámetros de reacción intrínsicos que se definen en forma de
ecuaciones de Arrhenius.
5. El reactor PFR por su parte simula reactores de flujo tapón ó pistón
utilizando parámetros de equilibrio local o con base en “n” modelos de
velocidad de reacción de acuerdo a la elección del usuario.
Finalmente, la última característica de HYSYS que debe ser
mencionada, trata de los requerimientos para simular un proceso que contiene
recirculaciones. Para llevar a cabo esta función existe un módulo específico,
(Figura 11) este módulo lleva a cabo las iteraciones necesarias para actualizar
los valores de la simulación, aplicando el método de Wegstein.

34
Figura 11 “Vista de la interfase de HYSYS® especifica para recirculaciones”
Estos comentarios no son suficientes para dar a conocer a cabalidad el
simulador elegido para el estudio, ni serán suficientes para aprender a utilizarlo,
para ello existen manuales especializados, con esta reseña solo se ilustran
algunos puntos importantes en el manejo del ambiente HYSYS a fin de
proporcionar una mayor visibilidad acerca del manejo de información requerida
para alcanzar los resultados esperados.
35
CAPITULO III
PARTE EXPERIMENTAL Y RESULTADOS

36
III PARTE EXPERIMENTAL Y RESULTADOS
En este capítulo se presenta la metodología de trabajo usada para
conocer el comportamiento de las resinas en la separación de las TMA en un
tren de destilación y el mejoramiento de sistemas de destilación para
determinar el tiempo de saturación; se presenta la simulación de un tren de
destilación en estado estacionario; y, finalmente, se exploran dos proyectos
alternativos para regenerar resina o reemplazar una columna de destilación
atmosférica por una columna de intercambio iónico.
3. 1 Metodología y desarrollo del trabajo
3.1.1 Caracterización de la resina utilizada en e l proceso.
El producto utilizado en el proceso de intercambio iónico es la resina
AMBERLYST 40WET, del tipo polímero macroporosas, también llamadas
macroreticulares, que fue sintetizada mediante el uso de ácido sulfónico, SO3H-
(Anexo1)
La estructura polimérica de esta resina ha sido diseñada para trabajar
sin problemas en un ambiente ácido. Posee además una excelente estabilidad,
mecánica, térmica y química.

37
CARATERISTICAS DE LA RESINA AMBERLYST 40WET Forma física : Esferas, negras Diámetro esferas : 0.58 a 0.80 mm Forma iónica : Hidrogeno Capacidad de intercambio : 2.2 eq / L Densidad : 830 g / L Máxima temperatura de operación : 140 ºC Flujo de operación : 0.12 a 1 gpm / ft3
Tabla 1 Caracterización de la resina utilizada en el proceso
3.1.2 Pruebas de laboratorio.
Con el objeto de verificar la información detallada en el punto anterior se
procedió a efectuar pruebas de laboratorio, las cuales se planificaron para ser
realizadas teniendo en cuenta la peor condición posible.
Se estimó que las pruebas tipo Batch, basadas en procedimientos
utilizados por G.E. Company para efectuar análisis a resinas de intercambio
iónico eran las que correspondían a la peor situación posible.
La masa iónica disuelta, se hizo corresponder estequiométricamente con
menos de un diez por ciento en exceso teniendo en consideración la máxima
cantidad de masa que el volumen seleccionado de la resina para la prueba
pueda intercambiar. Por ende, se puede afirmar que la resina de intercambio
iónico usada alcanza el equilibrio antes de lograr utilizar la totalidad de sus
sitios disponibles para dicho intercambio.
En términos de nuestro objeto de estudio, que son las TMA, lo anterior
quiere decir que un litro de resina posee la capacidad de retener, a lo menos,

38
100 gramos de Trimetilaminas en las condiciones correspondientes a un
ensayo de laboratorio efectuado bajo los preceptos ya señalados.
También se estudió el posible efecto provocado por la variación de
temperatura, sin embargo, no se encontró ninguna diferencia apreciable, en la
capacidad de intercambio de masa en la resina de intercambio iónico.
El análisis de la resina se efectuó de la siguiente forma:
• Se consideró una alícuota de resina.
• Según ésta y la capacidad teórica de intercambio se procedió al cálculo
de la máxima cantidad de reactivo que dicha cantidad de resina era
posible de intercambiar.
• Se masó la cantidad de reactivo antes calculado, procediendo a su
posterior disolución hasta obtener una cantidad de solución determinada.
• Teniendo la masa de reactivo (moles) y el volumen de la disolución, se
obtuvo la concentración molar inicial, información corroborada mediante
titulación con EDTA.
• Se dejó reaccionar la resina y la disolución por un periodo de 2 horas
con agitación constante de 80 rpm.

39
• Al cabo de este tiempo se tomó una alícuota y se tituló con EDTA, para
así calcular la concentración molar final.
• Con el resultado de ambas concentraciones, se calculó la capacidad
real de intercambio, conjuntamente con la capacidad teórica, y se pudo
proceder al calculo del porcentaje de eficiencia real, teniendo en
consideración las condiciones dadas al análisis.
Con el propósito de corroborar los resultados obtenidos con el
procedimiento ya descrito, se efectuó el análisis del punto de rotura de
la resina. Para llevar a cabo dicho análisis, se preparó 1 Litro de
disolución de NaOH al 0.02M (0.8 gramos de NaOH en 1 Litro de agua
desionizada), para efectuar la titulación de la resina mediante la
eliminación (a través de la resina) del ión Na+.
Para lograr este efecto se dispuso de una agitación constante al reactor
que contiene en su interior las resinas analizadas, las cuales se procedió a
titular con la disolución antes mencionada de NaOH para evidenciar el
momento en el cual la resina alcanza su punto de saturación, ya que por ser
una resina de intercambio de tipo catiónica, a cambio de cada ión Na+, entrega
en su lugar un ión H+ el cual a su vez se une al hidroxilo OH- perteneciente a la
“disolución tituladora”, pasando a formar una molécula de agua H2O. De esta
forma mantiene el pH de la solución invariable en el tiempo.
Cuando la resina se satura y no posee mas iones H+ que intercambiar,
la “disolución tituladora” fuerza una variación del pH en la disolución presente

40
en el reactor, la que se manifiesta mediante un cambio en el color del
indicador, informando de esta forma, que la resina se ha saturado. Teniendo
en consideración el volumen de resina utilizada y el volumen de la “disolución
tituladora”, junto a la concentración molar de esta misma, es posible efectuar el
cálculo concerniente a la cantidad de masa que es capaz de retener dicho
volumen de resina.
3.1.3 Análisis de las pruebas de laboratorio.
Las corrientes de proceso en Chile IV, que corresponden a Metanol
crudo, poseen una concentración de TMA, rara vez superior a 3.000 ppb, y
habitualmente la concentración de TMA en el Metanol producto tope de D-
03002 se encuentra entre las 10 ppb y las 50 ppb.
Si se tiene en consideración, la elevada capacidad teórica de
intercambio que posee la resina y la “baja” concentración de TMA presente en
las corrientes de procesos más ricas en TMA, resulta necesario utilizar un gran
volumen de líquido para lograr que una cantidad menor de resina consiga llegar
a la saturación. Por lo tanto, teniendo en cuenta la teoría de propagación del
error, resulta ser contraproducente efectuar los análisis de esta última forma
Debido a lo anterior, la mayor parte de los análisis se efectuaron con
reactivos diferentes al que se desea retirar del proceso, pero se realizaron de
forma tal que los resultados obtenidos pudieran ser medibles y extrapolables a
la situación y condición en la cual se les requiere.

41
Los análisis que a continuación se detallan se efectuaron con reactivo
de Cloruro de Calcio CaCl2 y Nitrato de Calcio Ca(NO3)2. Se utilizaron estos
reactivos dado que su uso permite administrar la concentración iónica en la
solución de forma tal y como resulte ser mas conveniente a los objetivos de la
investigación en curso.
Esta metodología de estudio se aplicó en cada ensayo a 5, 10, 15 y 20
mL de resina. A continuación se presenta la tabulación de los datos obtenidos
a partir de los ensayos ejecutados en un reactor tipo Batch perfectamente
agitado según procedimiento GE a 5, 10, 15 y 20m de resina denominados
respectivamente Muestra 1, Muestra 2, Muestra 3 y Muestra 4. De dichos
procedimientos se obtienen los siguientes resultados:
Tabla 2 “Masa de Muestra y Pesos Moleculares”
MUESTRA 1 Moles Masa Retenida Componente
Iniciales Finales Real Teórica Eficiencia
CaCl2 0,0113 0,0023 0,9989 1,2209 81,8%
Ca(NO3)2*2H2O 0,0114 0,0023 2,1575 2,5977 82,7%
Tabla 3 “Datos Muestra 1en gramos”
MUESTRA 2 Moles Masa Retenida Componente
Iniciales Finales Real Teórica Eficiencia
CaCl2 0,0224 0,0043 2,0089 2,4418 82,3%
Masa Gramos Componente
Peso Molecular Muestra
1 Muestra
2 Muestra
3 Muestra 4
CaCl2 110,99 1,2245 2,4501 3.6735 4.9010
Ca(NO3)2*2H2O 236,15 2,5965 5,2001 7.7984 10.3987

42
Ca(NO3)2*2H2O 0,0223 0,0041 4,2979 5,1953 82,7%
Tabla 4 “Datos Muestra 2 en gramos”
MUESTRA 3 Moles Masa Retenida Componente
Iniciales Finales Real Teórica Eficiencia
CaCl2 0,0335 0,0065 2,9967 3,6627 81,8%
Ca(NO3)2*2H2O 0,0335 0,0067 6,3288 7,7930 81,2%
Tabla 5 “Datos Muestra 3 en gramos”
Tabla 6 “Datos Muestra 4 en gramos”
Con estos resultados se puede asegurar que la resina siempre poseerá
una capacidad de intercambio de al menos un 80% de la capacidad teórica.
Esto quiere decir que la mínima capacidad real de intercambio de la resina es
de 1.76 eq_mol/L de resina.
3.1.4 Obtención de la curva de rotura
MUESTRA 4 Moles Masa Retenida Componente
Iniciales Finales Real Teórica Eficiencia
CaCl2 0,0447 0,0086 4,0067 4,8836 82,0%
Ca(NO3)2*2H2O 0,0447 0,0084 8,5722 10,3906 82,5%
43
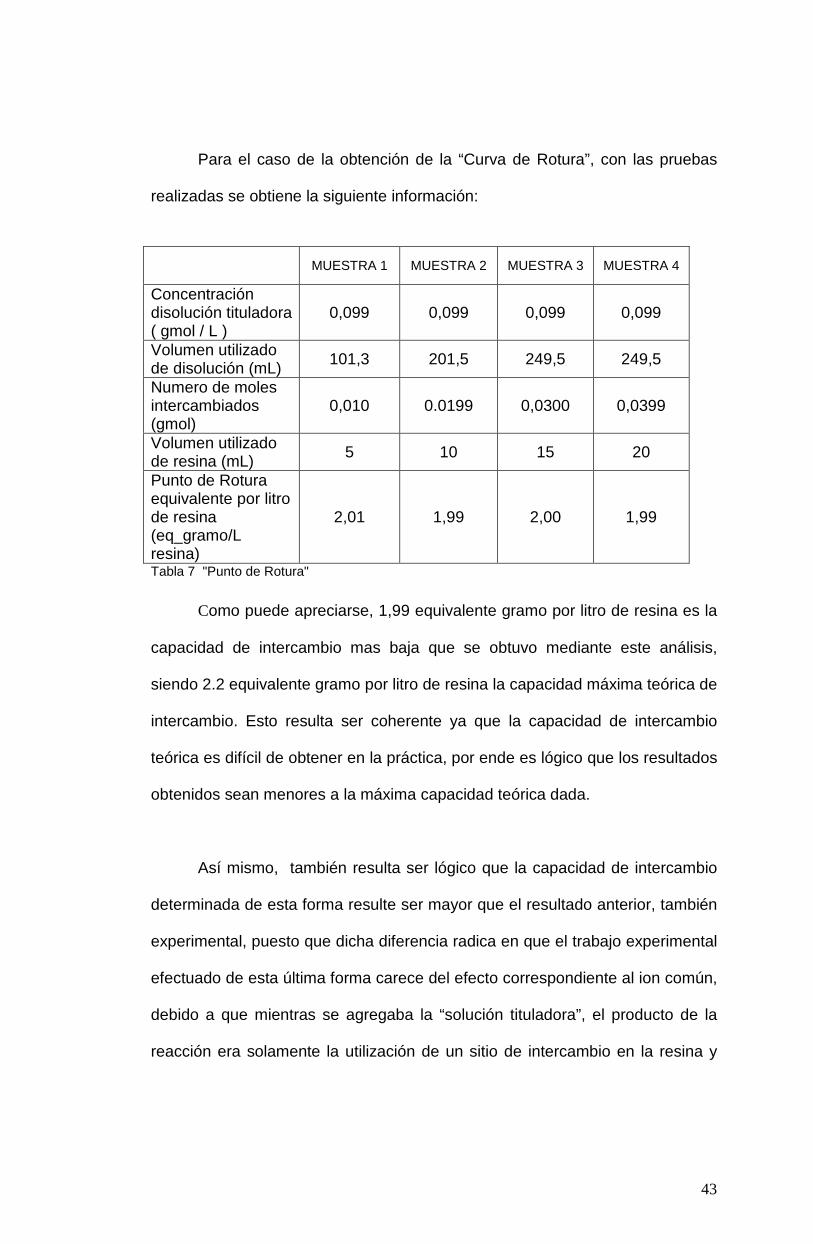
Para el caso de la obtención de la “Curva de Rotura”, con las pruebas
realizadas se obtiene la siguiente información:
MUESTRA 1 MUESTRA 2 MUESTRA 3 MUESTRA 4
Concentración disolución tituladora ( gmol / L )
0,099 0,099 0,099 0,099
Volumen utilizado de disolución (mL)
101,3 201,5 249,5 249,5
Numero de moles intercambiados (gmol)
0,010 0.0199 0,0300 0,0399
Volumen utilizado de resina (mL)
5 10 15 20
Punto de Rotura equivalente por litro de resina (eq_gramo/L resina)
2,01 1,99 2,00 1,99
Tabla 7 "Punto de Rotura"
Como puede apreciarse, 1,99 equivalente gramo por litro de resina es la
capacidad de intercambio mas baja que se obtuvo mediante este análisis,
siendo 2.2 equivalente gramo por litro de resina la capacidad máxima teórica de
intercambio. Esto resulta ser coherente ya que la capacidad de intercambio
teórica es difícil de obtener en la práctica, por ende es lógico que los resultados
obtenidos sean menores a la máxima capacidad teórica dada.
Así mismo, también resulta ser lógico que la capacidad de intercambio
determinada de esta forma resulte ser mayor que el resultado anterior, también
experimental, puesto que dicha diferencia radica en que el trabajo experimental
efectuado de esta última forma carece del efecto correspondiente al ion común,
debido a que mientras se agregaba la “solución tituladora”, el producto de la
reacción era solamente la utilización de un sitio de intercambio en la resina y

44
agua, por tanto no había efecto de ión común y siempre se mantenía solo el
hidróxido de sodio disuelto en el reactor, lo cual obligaba a la resina que la
única alternativa posible radicaba en el intercambio iónico mientras éste le
fuera posible.
Finalmente, dados los resultados de este análisis se puede afirmar que
efectivamente la elección de una capacidad de intercambio de 1,76 equivalente
gramo por litro de resina es la elección más conservadora.
3.1.5 Ensayos con Metanol Crudo.
Uno de los objetivos de este trabajo incluye el analizar el efecto de pasar
una corriente real de proceso a través de las resinas, en este caso la corriente
de proceso seleccionada es metanol crudo. Para desarrollar el estudio lo
primero que se efectuó fue un “blanco”, el cual consistió en tratar en un reactor
batch perfectamente agitado, una pequeña cantidad de metanol con una gran
cantidad de resina, esto a objeto de asegurarse que la resina no sería saturada
por la Trimetilamina presente en el metanol, de esta forma se tiene la certeza
que el intercambio será completo y la resina retendrá moléculas de
Trimetilamina que se encuentren en disolución.
Como resultado de este análisis se obtiene la confirmación que la resina
es capaz de retener el 100% de las aminas presentes (en estado iónico) en la
disolución.

45
Otro objetivo de este ensayo es considerar la posibilidad de que las
resinas sean capaces de retener las aminas y de esta forma enfocarse en otro
de los objetivos de la tesis que trata sobre la modificación del flowsheet de
procesos a través del reemplazo de la columna de destilación atmosférica
(habitualmente conocida como topping), por una columna de intercambio
iónico.
Además de lo anterior se efectuaron pruebas para conocer cual es la
cantidad máxima de aminas que es capaz de intercambiar la resina. Para ello
se continuó con la metodología ya aplicada del reactor tipo batch perfectamente
agitado, con la salvedad que en esta ocasión por tratarse de 15 Kg de metanol
crudo se optó por instalar una columna de intercambio iónico, la cual podría
interpretarse como un reactor de tipo pistón. Pero, debido a que el flujo de
salida de dicha columna se reintegra, lo que en principio podría ser un reactor
de tipo pistón se convierte en un reactor batch perfectamente agitado, solo que
en esta ocasión el agitador no es convencional sino que la agitación es
producto del flujo de la bomba a cargo de la succión y cuya descarga se
produce por caída libre a través del lecho de intercambio iónico antes
mencionado.
Esta experiencia se efectuó por duplicado.
La capacidad de intercambio de una resina se entrega como gramo
equivalentes sobre volumen, pero, en esta ocasión la capacidad de intercambio
es elevada y la masa de contaminante es reducida, por tanto el volumen de
resina a medir es extremadamente bajo, puesto que bordea los 0,24 mL. Por la

46
gran dificultad que presenta medir este volumen, se usó la densidad de la
resina proporcionada en el data sheet del producto, donde se señala que dicha
densidad corresponde a 830 g/L, por tanto y gracias a la sensibilidad de las
pesas dispuestas en el laboratorio se facilita la forma de calcular la cantidad de
resina requerida.
A continuación se tabulan los datos obtenidos de ambos análisis:
Datos Ensayo 1 Ensayo 2
Masa de Resina 0,1997 G 0,1954 g
Densidad de Resina 830 g/L 830 g/L
Volumen de resina 0,2406 mL 0,2354 mL
Masa metanol crudo 15000 G 15000 g
Concentración inicial de TMA 1597 Ppb 1496 ppb
Concentración final de TMA 31 Ppb 19 ppb
Masa de TMA retenida 0,02348 G 0,02216 g
Gramos equivalente de TMA retenidos 0,00040 g eq 0,00038 g eq
Capacidad de intercambio 1,65 g eq/L 1,60 g eq/L
Tabla 7.1 "Saturación de resina mediante TMA proveniente de metanol crudo"
Finalmente, de este análisis se infiere que la capacidad máxima de
intercambio de la resina corresponde a 1,60 g eq/Lresina, siendo éste el valor
mas bajo de todas la pruebas efectuadas. Dicho valor es equivalente a afirmar
que un litro de resina retendrá a lo menos 94 gramos de TMA, por tanto, para
todos los análisis que se efectúen se considerará como máxima capacidad real
de intercambio 1,52 g eq/Lresina o expresado de otra forma, se asumirá que la
resina es capaz de retener como máximo 90 gramos de TMA por litro de la
misma.

47
Los datos correspondientes a los análisis de laboratorio se exponen en
el Anexo 2
3.1.6 Regeneración de resinas.
Por ser una resina de tipo catiónica fuerte la regeneración que puede
probarse, y que habitualmente es utilizada en las resinas de intercambio iónico
de agua para calderas, es la regeneración con cloruro de sodio NaCl; pero
debido a que se requiere que la resina de intercambio iónico se encuentre de
forma iónica ácida, la regeneración que debe intentarse es la regeneración
ácida.
Para la regeneración de tipo ácido existen 3 posibilidades ciertas con las
cuales puede ser regenerada la resina, estos ácidos son los siguientes: ácido
clorhídrico HCl ácido, sulfúrico H2SO4 ó en su efecto ácido nítrico HNO3. Por
recomendación del fabricante, la mejor opción para la regeneración de ésta
resina de tipo catiónica fuerte es el ácido clorhídrico HCl, pero debido a factores
económicos habitualmente se utiliza para estos efectos el ácido sulfúrico
H2SO4. En Methanex las resinas de intercambio iónico utilizadas para el
tratamiento de agua para calderas, precisamente son regeneradas mediante la
utilización de ácido sulfúrico H2SO4 y NaOH.
Una vez decidido que el ácido a utilizar será el ácido sulfúrico, se debe
fijar la concentración de éste. El Data Sheet del producto recomienda utilizar
una concentración en peso que varía entre el 2% y el 8% en peso. Si se tiene
en consideración que el sistema de regeneración de resinas de intercambio

48
iónico ya instalado para el tratamiento de aguas de calderas, trabaja con ácido
sulfúrico al 5% en peso para efectuar la regeneración y teniendo en
consideración que uno de los objetivos del presente trabajo de investigación
incluye la posibilidad de implementar un sistema de regeneración, resulta ser
conveniente seleccionar la concentración del 5% en peso para efectuar los
análisis de laboratorio
A continuación queda por determinar experimentalmente el menor
volumen de ácido que consigue el fin perseguido, para ello debe tenerse en
consideración la máxima capacidad teórica de intercambio de la resina, que a
su vez debe coincidir con los equivalentes gramo del ácido sulfúrico. Al igual
que en los ensayos anteriores, se probó con diferentes volúmenes de resina
que siguiendo el método ya utilizado correspondió a 5, 10, 15 y 20 mL de resina
las que se denominarán como Muestra 1, Muestra 2, Muestra 3 y Muestra 4
respectivamente.
En posesión de los volúmenes de resina como base de cálculo, puede
determinarse cuanto ácido se requiere para regenerar un volumen de resina
dado. Dicha estimación, así mismo puede efectuarse de forma teórica, como
se detalla a continuación.
Teniendo en cuenta la estimación inicial que tan solo es utilizado el 80%
de los sitios posibles de intercambio que posee la resina, y teniendo en cuenta
que el ácido sulfúrico posee dos gramos equivalente se obtiene la mínima
cantidad estequiomérica molar de ácido que se requiere para regenerar la

49
resina contaminada, la cual al ser dimensionada y relacionada de la forma más
simple para ser tratada resulta ser una relación volumétrica al correspondiente
volumen de la resina, se obtiene la siguiente relación (el calculo se adjunta en
el anexo 3), de ahí se obtiene que el volumen de ácido requerido al 5% en peso
es 1,7 veces el volumen de la resina a tratar. Siempre es conveniente prever un
margen de seguridad, a objeto de asegurar que los objetivos planteados se
lleven a buen término, para lo que se fija un margen de seguridad de un 20%.
Finalmente, la expresión queda de la siguiente forma:
Vácido5%w = 2,04*V resina
Una vez aplicada esta forma de calcular el volumen necesario para la
regeneración de la resina de intercambio iónico, se hace uso del
procedimientos utilizado por G.E. Company al efectuar análisis a resinas de
intercambio iónico, para la parte correspondiente a regeneración para la cual se
seguirá la siguiente metodología:
1) Procedimiento Regeneración:
• Medir el volumen de muestra de resina saturada.

50
• Trasvasijar la muestra a un vaso precipitado (adecuado al volumen de
muestra a trabajar) ayudado de la pisceta y agua destilada. Eliminar el
agua en exceso, cuidando de no eliminar resina en el proceso, el vaso
debe quedar boca abajo sobre papel absorbente durante 20 minutos.
• Se agrega la solución regeneradora (ácido sulfúrico al 5% en peso), de
acuerdo a la relación de volúmenes ya mencionada.
• Agitar durante 2 horas con agitación mecánica a 80 RPM
aproximadamente.
• Lavar la resina con agua destilada de forma continua, a objeto de
eliminar todo el exceso de solución regeneradora que no fue adsorbida
por la resina (teniendo especial preocupación de no eliminar resina en el
proceso).
• Comprobar que el agua de lavado no posea restos de solución
regeneradora, para ello se le adicionará al agua de lavado unas gotas de
indicador de fenolftaleina y una gota de hidroxilo de sodio diluido
(0,01M), si se torna de color rosado el proceso de lavado está concluido,
si la tonalidad del agua de lavado continúa siendo incolora, debe
repetirse el proceso de lavado indicado anteriormente.
• Eliminar el exceso de agua vertiendo en forma lenta y cuidadosa hasta
quedar el vaso precipitado boca abajo sobre una toalla de papel gofrado
durante 20 minutos.

51
Con esto se concluye el proceso de regeneración, pero como el objeto
del mismo reside en determinar si se efectuó de forma correcta, es necesario
conocer cual corresponde a la nueva capacidad real de intercambio de esta
resina que fue sometida a un proceso de regeneración, para ello se sigue el
procedimiento ya señalado anteriormente y que se detalla a continuación
2) Procedimiento Saturación Posterior A Una Regeneración:
• Se consideró una alícuota de resina,
• Según ésta y la capacidad teórica de intercambio anterior a la
regeneración se procedió al cálculo de la máxima cantidad de reactivo
que dicha cantidad de resina era posible de intercambiar.
• Se masó la cantidad de reactivo antes calculado, procediendo a su
posterior disolución hasta obtener una cantidad de solución determinada.
• Teniendo la masa de reactivo (moles) y el volumen de la disolución se
obtiene la concentración molar inicial, información corroborada, mediante
titulación con EDTA.
• Se deja reaccionar la resina y la disolución por un periodo de 2 horas
con agitación constante a 80 rpm

52
• Al cabo de este tiempo se toma una alícuota y se titula con EDTA, para
así, de esta forma calcular la concentración molar final.
• Con ambas concentraciones se calcula la capacidad real de intercambio,
posterior a la regeneración conjuntamente con la capacidad real de
intercambio anterior a la regeneración es posible, efectuar el cálculo
correspondiente al porcentaje de eficiencia real, de la regeneración.
Por ser el objeto de esta parte del trabajo determinar si es posible
efectuar regeneraciones de la resina en el tiempo y conociendo de antemano la
capacidad real de intercambio de la resina a la cual se le efectúa el análisis, se
realizaron 10 regeneraciones, con el objeto de estudiar la disminución en la
capacidad real de intercambio de la resina después de varias regeneraciones.
En la tabla que se muestra a continuación se detallan los resultados
obtenidos:
Masa moles moles intercambiados
Molecular inicio fin real teorica % Resina
CaCl2 110,99 0,0057 0,0012 0,0045 0,0055 81,0%
Ca(NO3)2*2H2O 236,15 0,0057 0,0013 0,0044 0,0055 80,1% 5 mL
CaCl2 110,99 0,0113 0,0025 0,0088 0,0110 79,7%
Ca(NO3)2*2H2O 236,15 0,0112 0,0021 0,0091 0,0110 82,7% 10 mL
CaCl2 110,99 0,0172 0,0040 0,0132 0,0165 80,2%
Ca(NO3)2*2H2O 236,15 0,0170 0,0034 0,0136 0,0165 82,6% 15 mL
CaCl2 110,99 0,0235 0,0053 0,0182 0,0220 82,8% 20 mL

53
Ca(NO3)2*2H2O 236,15 0,0236 0,0056 0,0180 0,0220 81,6%
Tabla 8 "Capacidad de intercambio de la resina tras una regeneración"
Masa moles moles intercambiados
Molecular inicio fin real teorica % Resina
CaCl2 110,99 0,0065 0,0022 0,0043 0,0055 78,5%
Ca(NO3)2*2H2O 236,15 0,0057 0,0013 0,0044 0,0055 80,5% 5 mL
CaCl2 110,99 0,0111 0,0024 0,0087 0,0110 79,4%
Ca(NO3)2*2H2O 236,15 0,0115 0,0026 0,0089 0,0110 80,8% 10 mL
CaCl2 110,99 0,0192 0,0057 0,0135 0,0165 81,9%
Ca(NO3)2*2H2O 236,15 0,0169 0,0033 0,0136 0,0165 82,7% 15 mL
CaCl2 110,99 0,0251 0,0071 0,0180 0,0220 81,8%
Ca(NO3)2*2H2O 236,15 0,0238 0,0057 0,0181 0,0220 82,1% 20 mL
Tabla 9 " Capacidad de intercambio de la resina tras cinco regeneraciones"
Masa moles moles intercambiados
Molecular inicio fin real teorica % Resina
CaCl2 110,99 0,0057 0,0013 0,0044 0,0055 80,0%
Ca(NO3)2*2H2O 236,15 0,0069 0,0024 0,0045 0,0055 81,3% 5 mL
CaCl2 110,99 0,0140 0,0052 0,0088 0,0110 79,9%
Ca(NO3)2*2H2O 236,15 0,0115 0,0027 0,0088 0,0110 79,9% 10 mL
CaCl2 110,99 0,0181 0,0048 0,0133 0,0165 80,8%
Ca(NO3)2*2H2O 236,15 0,0169 0,0039 0,0130 0,0165 79,0% 15 mL
CaCl2 110,99 0,0243 0,0064 0,0179 0,0220 81,6%
Ca(NO3)2*2H2O 236,15 0,0237 0,0058 0,0179 0,0220 81,2% 20 mL
Tabla 10 " Capacidad de intercambio de la resina tras diez regeneraciones" Del análisis anterior puede se determino que mientras no exista rotura de
resina ni contaminación, la capacidad de intercambio se mantendrá invariable
en el tiempo.
3.1.7 Análisis de los datos del proceso.
Un muestreo a la resina contenida en el equipo es el mejor estudio que
se puede ejecutar para conocer cual es el estado real en el cual se encuentra
la resina contenida en el mismo, cual ha sido su comportamiento y a su vez,
pronosticar de forma más exacta su actuación futura, al generar el perfil de

54
agotamiento correspondiente a su corte transversal. Pero, esta acción pone en
riesgo la producción, debido a que para efectuarla se requiere de la
intervención directa en el equipo, dejándolo fuera de servicio y para ello se
debe convenir la forma de asegurar que el producto resultante se encontrará en
especificación exigida, sin que sea necesario su paso a través de la resina.
Por ende, para alcanzar los datos precisos, sería necesario disminuir la
carga a la columna de destilación atmosférica D-03001, para ello la acción más
segura es efectuar un by-pass al flujo de entrada a la columna, enviando este
exceso de flujo a los requerimientos, a un estanque de reproceso, con esta
acción se asegura que la concentración de TMA del producto se encontrará
bajo la concentración máxima permitida, según la especificación del producto.
Dicho by-pass complica la operación normal de la planta debido a que el
diseño del proceso se realizó considerando llevar a cabo integración de calor, y
debido a esta consideración el calor que debe retirarse corresponde al flujo
total, el cual es diferente al que realmente se va a producir, así mismo los
calores de fondo serán diferentes por tanto la operación de la planta se vuelve
sumamente compleja, e inestable.
El hecho que Methanex Cape Horn posee dos estanques de reproceso
para las cuatro plantas y que, para efectuar el muestreo estando la planta en
servicio se debe retirar parte del flujo que ingresa a la columna de destilación
redirigiendo este flujo hacia uno o ambos estanques de reproceso (los
estanques están intercomunicados), complica la operación. Además se debe
considerar que si debido a una emergencia una planta deba retirarse de

55
servicio, la capacidad de los estanques de reproceso se verían ocupadas al
máximo convirtiendo la operación de las demás plantas en una situación
sumamente inestable, ya que de ocurrir otra emergencia no habría capacidad
disponible para esta situación.
Debido al elevado riesgo que todo esto conlleva, se optó por desistir de
practicar este tipo de análisis y basar las apreciaciones y cálculos en la
información entregada por el sistema de almacenamiento de datos existente.
Estos datos ingresan al sistema de administración de los mismos PISystem
DataLink (Anexo 3) de dos formas diferentes: en línea, o sea, son adquiridos
directamente desde el proceso a intervalos de tiempo bajos; o pueden ser
datos ingresados de forma manual, ya sean provenientes de mediciones
locales de equipos ó de análisis de laboratorio.
La resina objeto del estudio, se encuentra contenida en el Vessel F-
03007. Este equipo cuenta con medición en línea de flujo másico, y muestreo
periódico de concentración de TMA (mediante análisis de laboratorio) a la
entrada del equipo. En base a esta información se puede estimar cual es la
cantidad de masa de TMA retenida por la resina, desde que se puso en
operación el sistema.
Por diseño está considerado un flujo a la salida del F-03007, a una
concentración de 10 ppb, para efectos de calcular la cantidad de masa retenida
por la resina, entonces, se asume que la concentración la salida del F-03007 es
0 ppb, siendo éste el caso correspondiente a la mejor condición de proceso y la

56
peor condición para la resina, ya que implicaría que se agotaría antes, por el
hecho de estar reteniendo más masa que para la que fue diseñada.
Mediante un balance de masa histórico, usando la información antes
mencionada, se puede calcular la cantidad de masa acumulada versus el
tiempo. En los siguientes gráficos (1 al 4), los puntos representan las partes
por millón de TMA concentrados en las corrientes de proceso, acumulados en
el tiempo en la resina. Estos datos se analizaron usando un software SPSS (de
estadística), el que arrojó como resultado una línea recta como la curva más
probable de comportamiento y predicción.
0
5000
10000
15000
20000
25000
30000
35000
40000
15-Nov-05 00:00:00 23-Feb-06 00:00:00 03-Jun-06 00:00:00 11-Sep-06 00:00:00 20-Dic-06 00:00:00 30-Mar-07 00:00:00 08-Jul-07 00:00:00
Gráfico 1“Proceso de acumulación masa de TMA, hasta 5 julio del 2007”

57
Pero, siendo uno de los objetivos del presente trabajo efectuar una
predicción para determinar la fecha en la cual la resina dejará de ser útil, era
conveniente efectuar la búsqueda de una correlación que relacione estos datos
de forma tal que se pueda efectuar una predicción de su comportamiento futuro
(Anexo 4). Esa correlación entregó la siguiente gráfica:
Condición Normal de Acumulación TMA
0
5000
10000
15000
20000
25000
30000
35000
40000
nov/2005 feb/2006 jun/2006 sep/2006 dic/2006 mar/2007 jul/2007
Tiempo
TM
A (
mg)
Gráfico 2 “Proceso de acumulación masa de TMA, y curva de tendencia, hasta 5 julio del 2007”
La curva de tendencia correspondiente a la acumulación másica de TMA
en la resina de intercambio iónico, se rige por la ecuación siguiente:
( ) ( ) 22301448,41Fechat59,56569 −⋅=gTMA
Ecuación 3 "Curva de tendencia I"
Con el objeto de asegurar que la cantidad de masa realmente retenida
por la resina nunca sea mayor que la cantidad de masa determinada

58
teóricamente mediante el balance de masa histórico, se aplicaron los siguientes
supuestos y consideraciones:
1. se supondrá que la concentración de TMA a la salida es de 0 ppb
(condición ya mencionada con anterioridad)
2. Para efecto de cálculo se considerará el mayor flujo másico que se
presente en el período comprendido entre ambos muestreos.
3. Los cálculos, se realizarán utilizando la mayor concentración de
TMA entre ambos muestreos.
Teniendo en cuenta las consideraciones anteriores, se efectuó el cálculo
correspondiente para determinar la acumulación másica mensual de TMA,
hasta el 5 de julio de 2007. En la gráfica que se presenta a continuación se
incluyen dichos cálculos, los cuales se efectuaron considerando los puntos 2 y
3 señalados anteriormente, con el objeto que pueda apreciarse visualmente:

59
Peor Condición en Acumulación TMA
0
10000
20000
30000
40000
50000
60000
nov/2005 feb/2006 jun/2006 sep/2006 dic/2006 mar/2007 jul/2007
Tiempo
TM
A (
mg)
Gráfico 3 “Otra forma de calcular la acumulación masa de TMA, hasta 5 julio del 2007”
En la búsqueda de una predicción relacionada con el comportamiento
futuro de la resina (Anexo 5), se obtiene la siguiente gráfica:

60
Peor Condición en Acumulación TMA
0
10000
20000
30000
40000
50000
60000
nov/2005 feb/2006 jun/2006 sep/2006 dic/2006 mar/2007 jul/2007Tiempo
TM
A (
mg)
Gráfico 4 “Otra forma de calcular la acumulación masa de TMA, y curva de de tendencia hasta 5 Febrero del 2007”
La curva de tendencia correspondiente a la acumulación másica de TMA
en la resina de intercambio iónico, se rige por la ecuación siguiente:
( ) ( ) 7839003Fechat877.79 −⋅=gTMA Ecuación 4 "Curva de tendencia II"
En el caso de la Ecuación I y Ecuación II se consideró la fecha, como si
fuera un número, de idéntica forma como asigna Excel las fechas, lo cual
quiere decir que para 1 de Enero del 1900 equivale a un t=0 y el 2 de enero del
1900 equivale a un t=1, así se continúa hasta, que, el 05 de Noviembre del
2005 corresponde a t=38686 y que sea efectuada la medición a las 08:00
horas quiere decir que t=38686.333, finalmente el 5 de febrero del 2007

61
equivale a t=39118 y como la medición fue efectuada a las 08:00 horas
t=39118.333
En base a lo anterior y teniendo en consideración las curvas de
tendencia, correspondientes a cada gráfico, puede efectuarse una tabulación
de los datos, a objeto de calcular el momento en el cual se agotarán las
resinas. Para esto se debe considerar la siguiente información anterior que ya
se posee:
• 1 Litro de resina intercambia 100 gramos de TMA
• La cantidad de resina contenida en el F-03007 es de 6.3m3 = 6300 L
• La curva de tendencia obtenida gráficamente
Con esta información es posible inferir el momento en el cual procederá
a agotarse la resina. Para efectuar una comparación simple, se diseñó una
tabla teniendo en consideración 2 factores importantes: la curva de tendencia -
si ésta pertenece a la ecuación I o si pertenece a la más conservadora
ecuación II - y además se consideró la posibilidad que no se sature el 100%
de la resina presente en el equipo F-03007; dicho margen de seguridad
(sugerido por los fabricantes de la resina) corresponde a un 80%. A
continuación se detalla una tabla con sus correspondientes sensibilizaciones.
PORCENTAJE DE LA RESINA UTILIZADA
FECHA DE SATURACIÓN DE LA RESINA SEGÚN ECUACIÓN I
FECHA DE SATURACIÓN DE LA RESINA SEGÚN ECUACIÓN II
90% Febrero de 2028 Septiembre de 2020
80% Octubre de 2026 Enero de 2019
70% Marzo de 2024 Mayo de 2017
Tabla 11 "Fecha estimada de saturación de la resina"

62
Considerando este fenómeno, y tomando en cuenta que al inicio de esta
investigación ya se contaba con quince meses de información previa, se
estimó que era una cantidad suficiente de datos para hacer una proyección
bastante acertada sobre el comportamiento futuro del equipo.
Una vez analizados los datos almacenados y efectuadas las
proyecciones correspondientes, se pudo trabajar con cinco meses adicionales
de información, tiempo y registros que sirven para corroborar los cálculos
anteriores o efectuar los ajustes necesarios para que la proyección del tiempo
de agotamiento de la resina quede expresada de la mejor forma posible,
respaldada por veinte meses de acumulación de datos, de los cuales un 25 %
son recientes, captados durante el desarrollo de esta investigación y orientado
a lograr ese fin.
Finalmente puede concluirse que si se tiene en consideración la
capacidad real de intercambio de la resina, la curva de acumulación másica de
TMA, el volumen de resina contenido en el F-03007 y que el 80% de este se
satura. El equipo puede ser utilizado en forma continua un tiempo mayor a 12
años.

63
3.2 Simulación del tren de destilación en esta do estacionario.
Como ya se explicó en otro capítulo, simular es experimentar con el
modelo de un sistema dado para obtener una determinada información sobre
su comportamiento.
La simulación que se presenta a continuación corresponde al tren
completo de destilación de la Planta Chile IV de Methanex Cape Horn, en
estado estacionario.
Una vez finalizada la simulación se procedió a modificar su configuración
a objeto de reemplazar la columna de destilación atmosférica por un equipo de
intercambio iónico, para determinar si se obtiene el mismo resultado con
respecto a producción y calidad de la misma.
3.2.1 Implementación del sistema
El primer paso para efectuar la simulación, corresponde al ingreso de los
componentes con los cuales se va a trabajar, para ello es fundamental
caracterizar el flujo de entrada, por esto se revisó el registro histórico de los
informes de laboratorio y debido a su semejanza se decidió escoger algunos al
azar y desarrollar una caracterización promedio del flujo de entrada al primer
equipo de planta, que corresponde a la columna de destilación atmosférica (se
adjunta un informe a modo de referencia, como Anexo 1).
La simulación se efectuó teniendo como base los Process Flow Diagram
(PFD), porque es ahí donde se define la corriente de entrada a la columna de

64
destilación D-03001. Luego, con la información entregada por el PFD,
complementada con los informes de laboratorio, se logró caracterizar el flujo de
entrada a la columna, ya que, en el informe de laboratorio se explicita que
compuestos son los que el PFD considera como LOW BOILERS y así mismo
también explicita que compuestos son los agrupados como HIGH BOILERS.
Una vez definidos los compuestos con los cuales se va a trabajar, debe
escogerse la termodinámica apropiada para el sistema que se está trabajando,
ya que no cualquier paquete termodinámico resulta ser adecuado.
Habitualmente en las simulaciones que se efectúan en la planta, el paquete
termodinámico utilizado corresponde a Wilson, ya que posee la capacidad de
manejar sistemas miscibles fuertemente no ideales puesto que toma en
consideración los efectos de las diferencias de tamaño entre las moléculas y
las fuerzas de atracción de las moléculas de las distintas especies. Sin
embargo y a pesar de esto, se optó por cambiar el paquete termodinámico a
NRTL ya que este último es una extensión del concepto del anterior pero que
posee la capacidad de ser aplicable a sistemas multicomponentes del tipo
vapor-líquido, líquido-líquido y vapor-líquido-líquido. Y para ello solo requiere
las constantes de los pares binarios, lo que hace que sea tan simple como
Wilson pero más efectivo. En resumen, NRTL es una termodinámica posterior
que mantiene la simplicidad de la anterior pero a la vez corrige alguno de sus
errores.
3.2.2 Simulación
65
Con estas decisiones se está en condiciones de comenzar la
implementación. Para ello fue necesario definir la composición de la corriente
de entrada, para lo que se utilizó como ya se dijo, la información
proporcionada por el Process Flow Diagram y por los informes del laboratorio.
Con la combinación de estos datos se definió la primera corriente, que va a ser
la que posteriormente va ingresar a la columna de destilación, a dicha corriente
se la denomino “MeOH crudo” y su composición puede apreciarse en el (Anexo
7) “Informe de Hysys”.
A continuación de la corriente se ubica la columna de destilación
denominada D-03001, la cual posee 40 platos numerados desde el fondo hacia
el tope.
La alimentación ingresa por el “Plato 29”.a 424.92 Kpa y una
temperatura según PFD de 67ºC, la cual no coincide con la temperatura del
plato ingresa como corriente sub-enfriada, pero en operación normal la
temperatura a la cual se trabaja, bordea los 80ºC por tanto se ajustó la
temperatura de entrada a la columna a 77ºC para de esta forma obtener un
perfil de temperaturas mas homogéneo, así mismo, la presión de la corriente,
se ajustó, de forma tal que sea idéntica a la etapa en la cual dicha corriente es
introducida, o sea 224.1 Kpa.
La salida inferior de la torre correspondiente al rehervidor según Process
Flow Diagram posee una Presión de 238.6 Kpa y una temperatura de 92ºC, en
el caso de la simulación la temperatura de salida corresponde a 91.3ºC e
idéntica presión, pero, según la información analizada en PISystem

66
habitualmente la temperatura del fondo se encuentra bordeando los 90ºC. Ante
esta discrepancia se optó por ajustarse a la información proveniente del
Process Flow Diagram, ya que es ésta la entregada y garantizada por el
fabricante. Para modificar la discrepancia antes mencionada, bastaría con
disminuir en aproximadamente 9 Kpa, la presión de fondo, para que se alcance
el valor objetivo entregado en operación normal.
La salida superior de la columna correspondiente a la entrada al
condensador parcial, coincide la información entregada por Process Flow
Diagram, como la condición a la cual realmente se opera la columna, ambos
coinciden con una presión de 209.17 Kpa; donde si tienen una diferencia es en
la temperatura, lo cual probablemente se deba a la composición de la mezcla
que está saliendo, el PFD define la temperatura como 83ºC la temperatura de
tope de la columna y la temperatura de operación habitualmente se encuentra
entre 81 y 82 ºC. Posteriormente esta corriente se condensa parcialmente en
dos etapas hasta 64ºC según Process Flow Diagram ó a 73ºC según operación
normal, siguiendo la misma metodología anterior, se optó por fijar la
temperatura según como estaba en el PFD a 64ºC, como temperatura de
reflujo, luego de pasar a través de dos rack de aeroenfriadores, un primer rack
con cuatro equipos y un segundo rack con 2 equipos encargados de condensar
los condensables que salieron junto a la corriente gaseosa del primer rack.
Posterior a su paso a través de los dos rack de aeroenfriadores, lo que
aun no condensa se va a quemar, esta corriente, según PFD posee una
temperatura de 40ºC , una presión de 189.6 Kpa y un flujo de 2620 Kg. Los

67
valores obtenidos para dicha corriente en la simulación son de 40ºC para la
temperatura 208.1 Kpa para la presión y un flujo de 2575 Kg.
El flujo de reciclo se ajusto a un valor cercano a los 51000 Kg/h, puesto
que a pesar de que el PFD señala un reflujo cercano a los 40000 Kg/h. El
equipo de Ingeniería de Procesos decidió modificarlo a una valor cercano a los
50000 kg/h por esto en esta ocasión se optó por seguir la condición de
operación y no la señalada por el PFD.
Las imágenes relacionadas con el proceso antes descrito, se adjuntan a
continuación, en la figura 12 se muestra la configuración de la simulación en la
parte relacionada a destilación de la columna D-03001.
Figura 12 “Destilación de la columna D-03001”

68
En la figura 13 se muestra la configuración de la columna en cuanto a
como está determinado su diseño, número de platos, nombre de corrientes,
presiones.
Figura 13 “Configuración de columna”
En la figura 14 se muestra el ajuste que se aplicó en la sensibilidad de
resolución de los reflujos, a fin de que sean capaces de determinar de forma
más precisa el flujo de TMA, ya que este flujo es tan bajo que si se deja tal cual
está prediseñado, el balance de masa para dicho compuesto no se efectúa de
forma correcta, debido a que el flujo es menor que el paso de error permitido

69
Figura 14 “Sensibilidad de resolución de reflujos”
Así mismo la figura 15 muestra el ajuste a los parámetros numéricos a
fin de mejorar los balances de masa de aquellos compuestos de bajo flujo,
ajuste que se efectuó en la columna de destilación.

70
Figu
ra 15 “Ajuste a parámetros numéricos”
A continuación de la columna de destilación D-03001 se ubica la
columna de destilación D-03002, columna de 85 platos, al igual que la primera
columna la D-03001, la numeración de las etapas es desde el fondo de la
columna, hacia el tope de la misma.
La alimentación ingresa en el “Plato 10” a una presión de 859,9 Kpa, y a
una temperatura de 91,95ºC, en la hoja del Process Flow Diagram, la
temperatura es de 92ºC.
La salida inferior de la torre correspondiente al rehervidor según Process
Flow Diagram posee una Presión de 866,22 Kpa y una temperatura de 137ºC,
en la simulación realizada, la temperatura en el fondo es de 137,4ºC, e idéntica
presión, pero, según la información analizada en PISystem habitualmente la
presión en el fondo de la columna se encuentra en un promedio aproximado de

71
836,8 Kpa y con una temperatura del fondo que se encuentra bordeando en
promedio los 136ºC, nuevamente y a modo de ser consecuente, se decidió fijar
las variables manipulables como lo señala la información proveniente del
Process Flow Diagram.
La salida superior de la columna correspondiente al condensador Total,
según Process Flow Diagram posee una Presión de 807,38 Kpa y una
temperatura de 128ºC. En la simulación realizada la temperatura en el tope es
de 128,4ºC, e idéntica presión, pero, según la información analizada en
PISystem habitualmente la presión en el tope de la columna se encuentra en un
promedio aproximado de 836,8 Kpa y con una temperatura del condensador
que se encuentra bordeando en promedio los 136ºC. Es interesante hacer
notar que la diferencia de presión entre el fondo y el tope de la columna tanto
en el PFD como en la operación normal de la planta son prácticamente
idénticos y se encuentran alrededor de los 58,8 Kpa, la diferencia entre el
entregado por PFD y el de operación es menor a 1 Kpa.
El flujo de reciclaje se ajustó mediante razón de reflujo a 3 lo cual
entrega un flujo másico con un valor de 145900 Kg/h, lo cual corresponde al
utilizado en la operación. Habitualmente la razón de reflujo se maneja en esos
rangos
Las imágenes relacionadas con el proceso antes descrito, se adjuntan a
continuación, en la figura 16 se muestra la configuración de la simulación en la
parte relacionada a destilación de la columna D-03001 y D-03002.
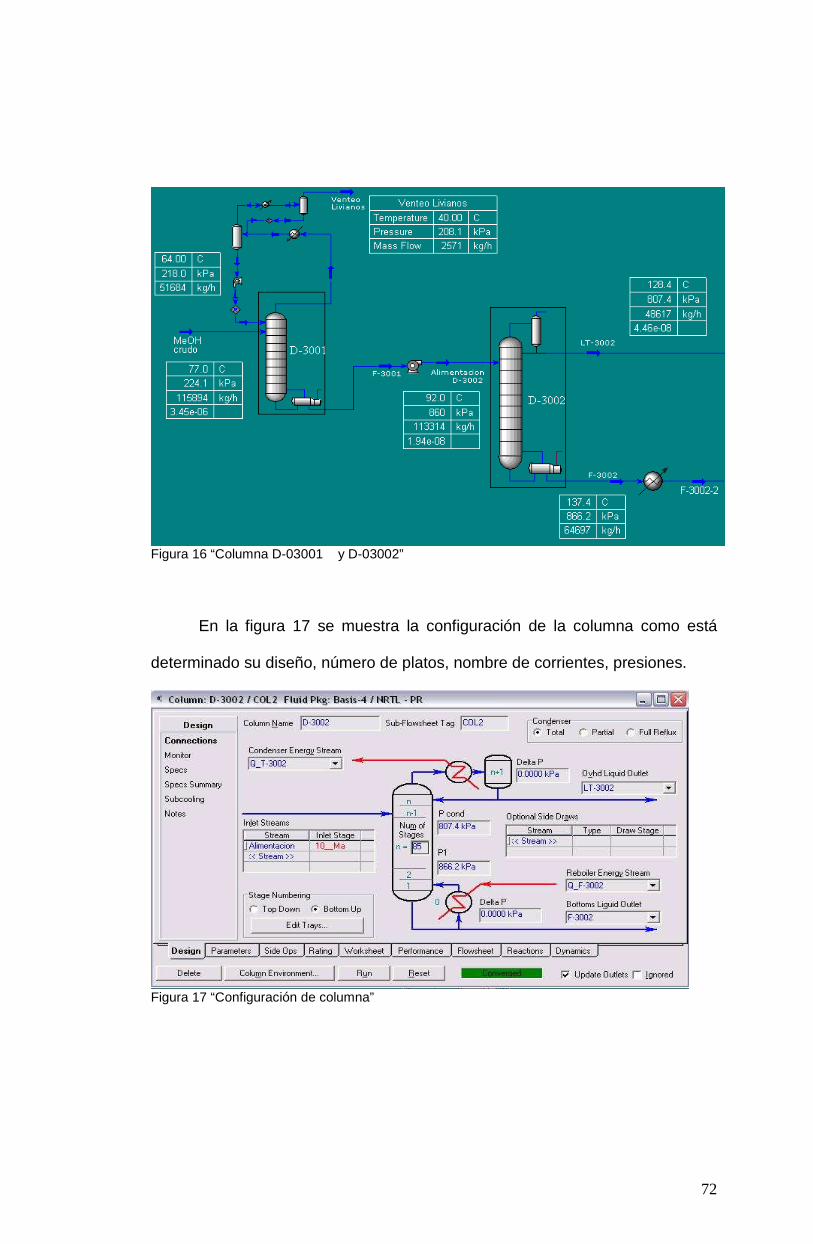
72
Figura 16 “Columna D-03001 y D-03002”
En la figura 17 se muestra la configuración de la columna como está
determinado su diseño, número de platos, nombre de corrientes, presiones.
Figura 17 “Configuración de columna”

73
Así mismo la figura 18 muestra el ajuste a los parámetros numéricos a
fin de mejorar los balances de masa de aquellos compuestos de bajo flujo,
ajuste que se efectuó en la columna de destilación.
Figura 18 “Ajuste a parámetros numéricos”
A diferencia de la columna anterior D-03001, en la cual lo único que sale
por el tope de la columna son los no condensables a ser quemados, ya que
todo lo condensable se recircula, y a su vez está constituida por medio de dos
condensadores parciales; la columna D-03002 posee un condensador total y
su contenido es producto, al cual sólo le resta pasar a través del vessel F-
03007 que es donde ésta contiene la resina de intercambio iónico, objeto de
este estudio.
Para efectos de la simulación este equipo de intercambio iónico se
simuló como un spliter, el que básicamente es un equipo en el que el usuario
especifica que componente desea retirar, y la cantidad a remover. La función

74
del spliter es ejecutar lo solicitado, por lo que solo lo realiza, no discrimina el
método de separación.
El equipo de intercambio iónico se diseñó de esta forma por un tema de
simplicidad, puesto que si bien es cierto que el comportamiento de la resina de
intercambio iónico es símil a una cinética de pseudos primer orden, y
eventualmente podría pensarse el efectuar el diseño como si se tratase de un
reactor tubular (o reactor tipo pistón), para ello debía crear y definir en el
software el compuesto “Resina” y posteriormente debía crear y definir el
compuesto “Resina-TMA”, a objeto de que se conserve la masa puesto que si
combinaba el compuesto “Resina” con la TMA, el balance de masa de entrada
y salida debía cumplirse, por otra parte la licencia con la cual cuenta el software
no permite la utilización de compuestos iónicos, por tanto, aun cuando simulara
el equipo de intercambio iónico como si fuese un reactor, no se conseguiría dar
un efecto mas real a la simulación ya que no permite agregar H+ a la salida,
que es lo que ocurre realmente, por tanto solicitaba mas información y no
obtenía mejores resultados por tanto y debido a que requería de mayores
especificaciones y trabajo para obtener un idéntico resultado, la otra opción
que se analizó fue el efectuar la simulación del F-03007 como una columna
de absorción, pero se repetía la problemática anterior.
Por otra parte, el flujo que sale por el fondo de la torre D-03002 ingresa
a la tercera columna del tren de destilación, esta última columna también es de
85 etapas, y al igual que las otras columnas, la numeración de las etapas
comienza en el fondo de la columna, y finaliza en el tope de la misma.
75
La alimentación ingresa en el “Plato 30” a una presión de 147,5 Kpa, y a
una temperatura de 79,93ºC, en la hoja del Process Flow Diagram, no hay
información al respecto, tampoco en operaciones está la temperatura de
entrada a la torre.
La salida inferior de la torre correspondiente al rehervidor según Process
Flow Diagram posee una Presión de 162,1 Kpa y una temperatura de 113ºC,
En la simulación realizada, la temperatura en el fondo es de 112,1ºC, e idéntica
presión, pero, según la información analizada en PISystem habitualmente la
presión en el fondo de la columna se encuentra en un promedio aproximado de
166,0 Kpa y con una temperatura del fondo que se encuentra bordeando en
promedio los 113,5ºC.
La salida superior de la columna correspondiente al condensador Total,
según Process Flow Diagram posee una Presión de 119,9 Kpa y una
temperatura de 69ºC, en la simulación realizada, la temperatura en el tope es
de 68,8ºC, e idéntica presión, pero, según la información analizada en
PISystem habitualmente la presión en el tope de la columna se encuentra en un
promedio aproximado de 132,8 Kpa y con una temperatura de tope que se
encuentra bordeando en promedio los 71,5ºC.. Nuevamente se fijaron las
variables manipulables como lo señala la información proveniente del Process
Flow Diagram,. Es interesante hacer notar que la diferencia de presión entre el
fondo y el tope de la columna es de 42,2 Kpa en el PFD, y en operación normal
de la planta corresponde a 33,3 Kpa.

76
El flujo de reciclo se ajustó mediante razón de reflujo a 3 lo cual entrega
un flujo másico con un valor que bordea los 154.400 Kg/h, lo cual corresponde
al diseño del Process Flow Diagram, y en operación habitualmente la razón de
reflujo se maneja en esos rangos
En la figura 19 se muestra la configuración de la columna como está
determinado su diseño, numero de platos, nombre de corrientes, presiones.
Figura 19 “Configuración de columna”
Las imágenes relacionadas con el proceso antes descrito, se adjuntan a
continuación, en la figura 20 se muestra la configuración de la simulación en la
parte relacionada a destilación de la columna D-03001 D-03002 y D-
03003

77
Figura 20 “Destilación de las columnas D-03001 a D-03003”

78
Así mismo la figura 21 muestra el ajuste a los parámetros numéricos a
fin de mejorar los balances de masa de aquellos compuestos de bajo flujo,
ajuste que se efectuó en la columna de destilación
Figura 21 “Ajuste de parámetros numéricos” 3.2.3 Validación
Llegado el momento de comparar los resultados de las simulaciones con
la información adquirida de ambas fuentes posibles, los PFD y los datos de
operación, teniendo en consideración que estos últimos siempre poseen un por
tanto las variables nunca están fijas, siempre se están ajustando unas a otras, y
el sistema a pesar de mantenerse de forma macro como un estacionario, al ver
las variables individuales, se puede observar que éstas son dinámicas, como la
simulación se basó principalmente en la información entregada por el Process
Flow Diagram. A continuación se resume la información relacionada a la

79
validación de la simulación con el PFD desde la tabla 12.1 hasta la tabla 12.4
se comparan ambos en relación a las variables principales.
Crude Methanol to Perum Column
Perum column OVHD Componentes
PFD HYSYS % error PFD HYSYS % error CO2 1,21 1,21 0,0% 4,00 2,90 27,5% CO 0,00 0,00 0,0% 0,01 0,01 0,0% H2 0,02 0,02 0,0% 0,06 0,05 16,7% CH3OH 80,10 80,10 0,0% 95,26 96,32 1,1% H2O 18,51 18,51 0,0% 0,00 0,13 100,0% N2 0,00 0,00 0,0% 0,01 0,01 0,0% AR 0,00 0,00 0,0% 0,00 0,01 100,0% CH4 0,06 0,06 0,0% 0,18 0,14 22,2% Low Boilers 0,04 0,04 0,0% 0,45 0,44 2,2% High Boilers 0,06 0,06 0,0% 0,02 0,01 50,0% Total Flow kmol/hr
3915,8 3915,8 0,0% 1275,7 1672 31,1%
Total Flow kg/hr 115902 115795 0,1% 41603 54270 30,4% Temperature ºC 67 77 14,9% 83 81,8 1,4% Presure Kpa 224,1 224,1 0,0% 209,2 209,2 0,0% Average MW 29,599 29,57 0,1% 32,611 32,46 0,5%
Tabla 12.1 “validación corrientes crude methanol y OVHD”
Offgas Stabilized Methanol Componentes
PFD HYSYS % error PFD HYSYS % error CO2 73,59 74,92 1,8% 0,00 0,00 0,0% CO 0,25 0,16 37,2% 0,00 0,00 0,0% H2 1,21 1,26 3,9% 0,00 0,00 0,0% CH3OH 19,01 17,47 8,1% 81,12 81,13 0,0% H2O 0,00 0,00 0,0% 18,82 18,82 0,0% N2 0,19 0,16 17,3% 0,00 0,00 0,0% AR 0,09 0,16 74,6% 0,00 0,00 0,0% CH4 3,44 3,72 8,0% 0,00 0,00 0,0% Low Boilers 2,15 2,08 3,2% 0,00 0,00 0,0% High Boilers 0,07 0,08 19,1% 0,06 0,05 16,7% Total Flow kmol/hr 64,6 63,24 2,1% 3851,2 3852 0,0% Total Flow kg/hr 2620 2575 1,7% 113283 113314 0,0% Temperature ºC 40 40 0,0% 92 91,95 0,1% Presure Kpa 189,6 208,1 9,8% 860 860 0,0% Average MW 40,539 40,66 0,3% 29,415 29,41 0,0%
Tabla 12.2 “validación corrientes offgas y stabilized methanol”
Componentes PressureColumn BTMS Methanol Product to Storage

80
PFD HYSYS % error PFD HYSYS % error CO2 0,00 0,00 0,0% 0,00 0,00 0,0% CO 0,00 0,00 0,0% 0,00 0,00 0,0% H2 0,00 0,00 0,0% 0,00 0,00 0,0% CH3OH 68,85 68,86 0,0% 100,00 100,00 0,0% H2O 31,06 31,04 0,1% 0,00 0,00 0,0% N2 0,00 0,00 0,0% 0,00 0,00 0,0% AR 0,00 0,00 0,0% 0,00 0,00 0,0% CH4 0,00 0,00 0,0% 0,00 0,00 0,0% Low Boilers 0,00 0,00 100,0% 0,00 0,00 100,0% High Boilers 0,09 0,09 3,4% 0,00 0,00 100,0% Total Flow kmol/hr 2334,2 2335 0,0% 3121,2 3123 0,1% Total Flow kg/hr 64674 64697 0,0% 100012 100067 0,1% Temperature ºC 137 137,3 0,2% 40 40 0,0% Presure Kpa 866,24 866,7 0,1% 395,5 395,5 0,0% Average MW 27,707 27,75 0,2% 32,043 32,04 0,0%
Tabla 12.3 “validación corrientes BTMS y methanol product”
Process Water to Saturador Componentes
PFD HYSYS % error CO2 0,00 0,00 0,0% CO 0,00 0,00 0,0% H2 0,00 0,00 0,0% CH3OH 0,40 0,31 21,7% H2O 99,31 99,39 0,1% N2 0,00 0,00 0,0% AR 0,00 0,00 0,0% CH4 0,00 0,00 0,0% Low Boilers 0,00 0,00 100,0% High Boilers 0,29 0,30 2,9% Total Flow kmol/hr 730 729,3 0,1% Total Flow kg/hr 13271 13250 0,2% Temperature ºC 115 112,1 2,5% Presure Kpa 162,1 162,1 0,0% Average MW 18,18 18,16 0,1%
Tabla 12.4 “validación corriente water to saturador” A continuación en las tabla de la 13.1 a la 13.3, se mostrarán los
resultados productos de la comparación de variables correspondientes a
proceso, teniendo en consideración diferentes cargas de planta comparadas a
la información entregada por la simulación efectuada a idéntica carga.
Carga a planta 94,88%
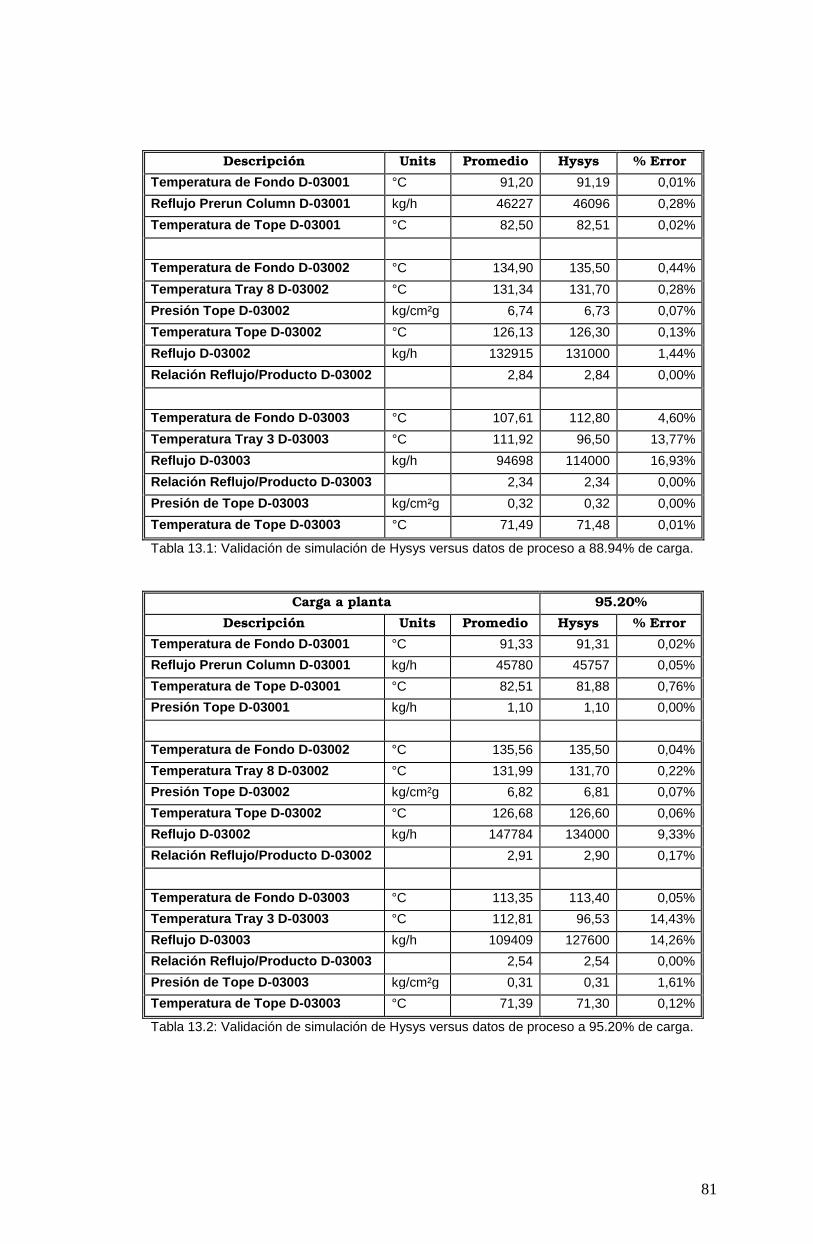
81
Descripción Units Promedio Hysys % Error
Temperatura de Fondo D-03001 °C 91,20 91,19 0,01%
Reflujo Prerun Column D-03001 kg/h 46227 46096 0,28%
Temperatura de Tope D-03001 °C 82,50 82,51 0,02%
Temperatura de Fondo D-03002 °C 134,90 135,50 0,44%
Temperatura Tray 8 D-03002 °C 131,34 131,70 0,28%
Presión Tope D-03002 kg/cm²g 6,74 6,73 0,07%
Temperatura Tope D-03002 °C 126,13 126,30 0,13%
Reflujo D-03002 kg/h 132915 131000 1,44%
Relación Reflujo/Producto D-03002 2,84 2,84 0,00%
Temperatura de Fondo D-03003 °C 107,61 112,80 4,60%
Temperatura Tray 3 D-03003 °C 111,92 96,50 13,77%
Reflujo D-03003 kg/h 94698 114000 16,93%
Relación Reflujo/Producto D-03003 2,34 2,34 0,00%
Presión de Tope D-03003 kg/cm²g 0,32 0,32 0,00%
Temperatura de Tope D-03003 °C 71,49 71,48 0,01%
Tabla 13.1: Validación de simulación de Hysys versus datos de proceso a 88.94% de carga.
Carga a planta 95.20%
Descripción Units Promedio Hysys % Error
Temperatura de Fondo D-03001 °C 91,33 91,31 0,02%
Reflujo Prerun Column D-03001 kg/h 45780 45757 0,05%
Temperatura de Tope D-03001 °C 82,51 81,88 0,76%
Presión Tope D-03001 kg/h 1,10 1,10 0,00%
Temperatura de Fondo D-03002 °C 135,56 135,50 0,04%
Temperatura Tray 8 D-03002 °C 131,99 131,70 0,22%
Presión Tope D-03002 kg/cm²g 6,82 6,81 0,07%
Temperatura Tope D-03002 °C 126,68 126,60 0,06%
Reflujo D-03002 kg/h 147784 134000 9,33%
Relación Reflujo/Producto D-03002 2,91 2,90 0,17%
Temperatura de Fondo D-03003 °C 113,35 113,40 0,05%
Temperatura Tray 3 D-03003 °C 112,81 96,53 14,43%
Reflujo D-03003 kg/h 109409 127600 14,26%
Relación Reflujo/Producto D-03003 2,54 2,54 0,00%
Presión de Tope D-03003 kg/cm²g 0,31 0,31 1,61%
Temperatura de Tope D-03003 °C 71,39 71,30 0,12%
Tabla 13.2: Validación de simulación de Hysys versus datos de proceso a 95.20% de carga.

82
Carga a planta 104.11%
Descripción Units Promedio Hysys % Error
Temperatura de Fondo D-03001 °C 89,00 90,18 1,31%
Reflujo Prerun Column D-03001 kg/h 41035 42443 3,32%
Temperatura de Tope D-03001 °C 80,21 79,75 0,57%
Presión Tope D-03001 kg/h 0,95 0,95 0,00%
Temperatura de Fondo D-03002 °C 137,79 137,80 0,01%
Temperatura Tray 8 D-03002 °C 134,79 133,90 0,66%
Presión Tope D-03002 kg/cm²g 7,43 7,43 0,00%
Temperatura Tope D-03002 °C 129,52 129,50 0,02%
Reflujo D-03002 kg/h 151740 152000 0,17%
Relación Reflujo/Producto D-03002 3,17 3,00 5,21%
Temperatura de Fondo D-03003 °C 116,15 116,20 0,05%
Temperatura Tray 3 D-03003 °C 108,45 99,45 8,30%
Reflujo D-03003 kg/h 121644 121000 0,53%
Relación Reflujo/Producto D-03003 2,27 2,27 0,00%
Presión de Tope D-03003 kg/cm²g 0,35 0,35 1,43%
Temperatura de Tope D-03003 °C 72,01 72,00 0,01%
Tabla 13.1: Validación de simulación de Hysys versus datos de proceso a 104.11% de carga.
Como puede apreciarse, el margen de error se encuentra dentro de lo
razonable, por tanto puede afirmarse que la validación fue efectuada de forma
satisfactoria.
Después de comparar la información del proceso con la aportada por la
simulación efectuada en Hysys, se comprobó que ésta ultima es bastante
acertada en relación al comportamiento real presentado en planta, puesto que
el porcentaje de error promedio de las variables comparadas es de un 2.53%
para la planta funcionando al 94.88% de carga, un error de 2.57% para las
variables comparadas con la planta funcionando al 95.20% de carga, y
finalmente un error de 1.35% para las variables compradas con la planta
funcionando al 104.11%.
3.2.4. Modificación de Flow Sheet

83
Sé procederá a efectuar la simulación correspondiente a la propuesta de
modificar el flowsheet original, reemplazando la columna de destilación
atmosférica por una columna de intercambio iónico, en el Anexo 8, se
encuentra la descripción detallada y completa de la simulación realizada
La presión correspondiente al fondo de la columna es de 422 Kpa, a una
temperatura de 111.2ºC y un flujo en dirección a la D-03003-2 de 68802 Kg/hr.
ingresando el mismo por la etapa numero 7. Esta columna se diseño con un
condensador total de tope a una presión de 330 Kpa y 400 Kpa de presión en el
fondo de la misma, la temperatura de los vapores de tope es de 92.8ºC y del
fondo de 141.1ºC obteniendo como producto mediante el condensador de tope
55.000 Kg/hr de metanol producto.
El reflujo utilizado en esta columna es de 3 veces el producto,
nuevamente símil a la columna de la situación actual.
Finalmente la simulación del reemplazo de la columna de destilación
atmosférica por una columna de intercambio iónico en Hysys resulto ser
efectiva, comprobando que es posible efectuar la modificación de flowshet
propuesto para convertir el condensado total de la columna D-03002 en un
condensador parcial, cuyos vapores se dirigirán al flare y los líquidos serán
tratados como reflujo, puesto que la extracción se modificaría quedando la
misma en la etapa 80. Según simulación los flujos y concentraciones se
mantendrían similares a los que actualmente acostumbran a ser utilizados en
planta.

84
A continuación, en la figura 22, se puede observar el aspecto de la
simulación en Hysys.
Figura 22 “Aspecto de simulación en HYSYS”

85
3.3 Exploración de proyectos alternativos.
Ante dos proyectos alternativos que se ven muy interesantes:
implementar la regeneración de resina de F-03007 o reemplazar la columna de
destilación atmosférica por una columna de intercambio iónico ¿cual ejecución
se justifica mejor económicamente?, ese punto es lo que se analizará a
continuación.
A partir de una base de 20 años, y una tasa alternativa de inversión del
15%, se calcularán los costos de ambas alternativas y se escogerá la que
resulte ser más rentable al final del período. Es importante mencionar que el
cambio propuesto para el flow sheet, no provocara un aumento de producción,
ni una mejora en la calidad del producto, por lo cual la evaluación económica se
basa en los costos de implementar y utilizar una u otra alternativa.
De acuerdo a Walas (1988), para efectuar el cálculo relacionado con el
costo de una columna de destilación o de un Vessel, puede utilizarse la
siguiente fórmula:
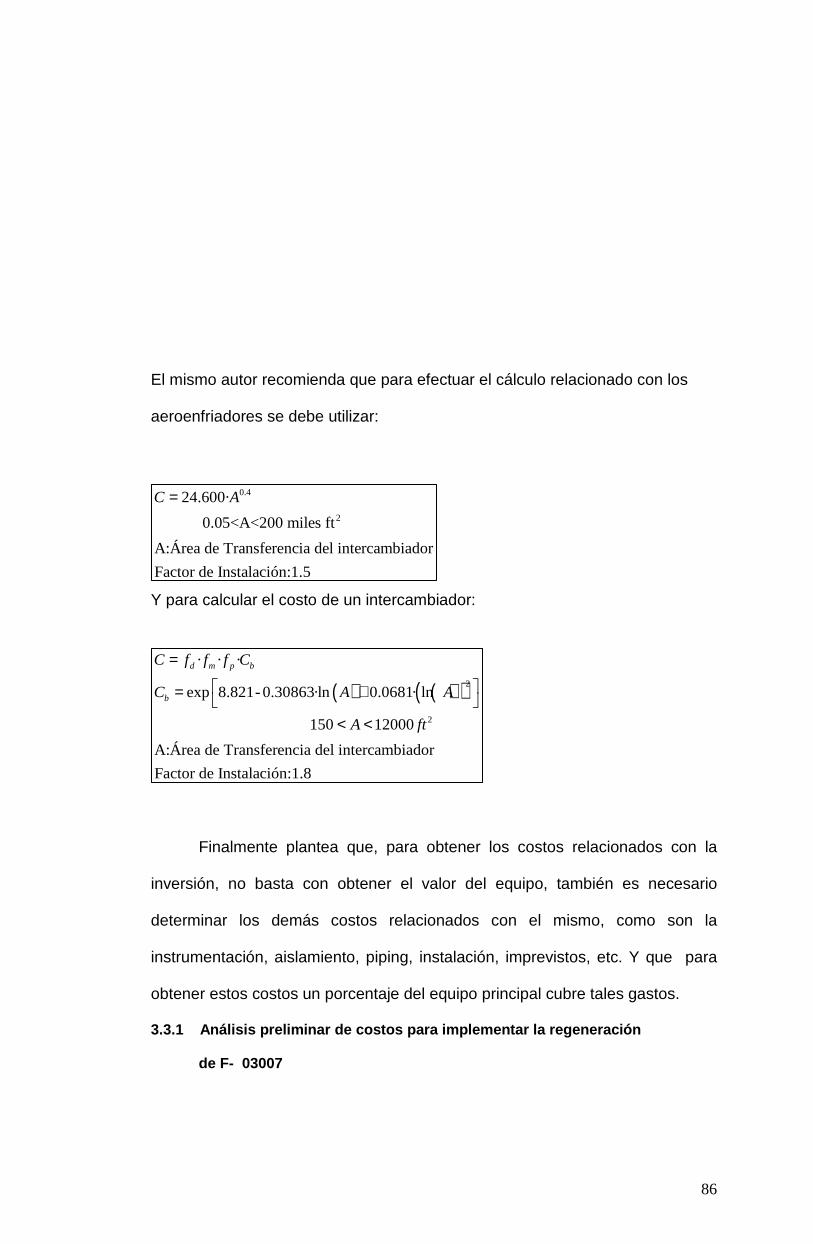
86
El mismo autor recomienda que para efectuar el cálculo relacionado con los
aeroenfriadores se debe utilizar:
Y para calcular el costo de un intercambiador:
Finalmente plantea que, para obtener los costos relacionados con la
inversión, no basta con obtener el valor del equipo, también es necesario
determinar los demás costos relacionados con el mismo, como son la
instrumentación, aislamiento, piping, instalación, imprevistos, etc. Y que para
obtener estos costos un porcentaje del equipo principal cubre tales gastos.
3.3.1 Análisis preliminar de costos para impleme ntar la regeneración
de F- 03007
0.4
2
24.600·
0.05<A<200 miles ft
A:Área de Transferencia del intercambiador
Factor de Instalación:1.5
C A=
( ) ( )( )2
2
· · ·
exp 8.821-0.30863·ln 0.0681· ln
150 12000
A:Área de Transferencia del intercambiador
Factor de Instalación:1.8
d m p b
b
C f f f C
C A A
A ft
=
= +
< <

87
Situación actual
Según la información que se maneja y que se comprobó mediante
estudios, análisis y cálculos estadísticos, el tiempo durante el cual el equipo
puede mantenerse en servicio varía entre los doce y los veintidós años,
dependiendo de cómo se trabaje la información histórica que se posee de la
planta. Para lograr los objetivos de este proyecto, se consideró la peor
situación posible, esto es, que la resina se agote a los 12 años de operación,
teniendo en consideración la situación actual de diseño de operación del
equipo.
Pasado el tiempo límite se debe eliminar la resina agotada y remplazarla
por resina nueva. Se considera que el F-3007 posee una capacidad para 7 m3
de resina, pero que la carga es de 6.3 m3. y el valor de la resina es de $6,71
USD/L, Se tiene que el costo asociado al cambio de la resina (sin considerar la
regeneración al final del período) es de USD$43.000
Resina Mano de Obra COSTO TOTAL Situación Actual (USD$)
43.000 17.000 60.000
Tabla 14: “Costos asociados al reemplazo de resina en F-03007”
Situación Hipotética:
88
Haciendo uso de la instalación preexistente para el tratamiento de
aguas, conocido como “polisher”, se estudió la instalación de todos los
insumos necesarios para efectuar la regeneración de la resina agotada
mediante el uso de esta unidad.
Para lograr esto se requiere instalar una bomba con capacidad suficiente
para enviar la solución ácida, así como el agua de lavado, desde la sala de
polisher de Chile III hasta el equipo, lugar en el cual el flujo debe pasar a
través del lecho para concluir en la piscina de neutralización.
Para efectuar los cálculos relacionados con estos costos se diseñó el
vessel completo siguiendo la metodología de Stanley Walas,
El valor correspondiente solamente al equipo resulta ser USD$171.431.
Dentro de los costos asociados al equipo principal están consideradas las
Bombas como instalaciones auxiliares y su costo es de USD$38.000. El kit de
válvulas necesario fue considerado como los costos determinados para
efectuar una aislación pobre, y eso asciende a USD$10.000 Los costos
relacionados al piping y al sistema de control corresponden a USD$38.000 y
USD$ 13.000 respectivamente.
También se debe tener en cuenta los gastos derivados del uso del
sistema, tales como consumo de ácido y soda de neutralización; el agua
demin utilizada en el lavado, el consumo de energía requerido por las bombas,
etc. Pero estos valores son prácticamente marginales debido a que aun
cuando se incluyan y se trabaje de forma idéntica al sistema de regeneración

89
de agua para caldera, los costos de todas estas consideraciones no
sobrepasan los USD$700 lo que no alcanza a ser el 0.9% de la inversión.
Vessel F-03007
Diámetro (ft) 4,92 Altura de la columna (ft) 14,11 W (lb) 6031 Tb (in) 0,5 Tp (in) 0,75 Material Stainless Steel,
316 Costo compra (US$) 65.670
Costo 1985 (US$) 137.907
Costo 2007 (US$) 171.431
Tabla 16:”Costo de F-03007” Equipo Instalado 171.431 Instrumentación y Control 34.286 Piping 102.859 Instalación Eléctrica 20.572 Aislación 25.715 Pintura y Terminaciones 1.714
COSTO TOTAL DIRECTO 356.577 Ingeniería y Supervisión 51.429 Gastos de Construcción 68.572 Pavimentación y Urbanización 13.714 Edificios 25.715 Instalaciones Auxiliares 102.859 Imprevistos 51.429
COSTO TOTAL INDIRECTO 313.719 Utilidad Contratista 49.201
COSTO FIJO TOTAL 719.497
Tabla 16.1: “Costo Total asociado a F-03007” En la siguiente tabla se resume la información antes explicitada:
Instalaciones auxiliares
kit de válvulas Piping Sistema
Control Imprevistos COSTO TOTAL
Situación Propuesta (USD$)
50.000 13.000 50.000 17.000 22.000 152.000
Tabla 16.2: “Resumen de costos asociados a F-03007” Es importante destacar que para la regeneración se contemplan las
instalaciones disponibles en la sala de polisher de planta III. Además no se
considero la instalación de una segunda columna de intercambio iónico, debido

90
a la esporádica necesidad de regeneración, para lo cual lo más apropiado, es
realizar la regeneración del F-03007 durante un paro de planta.
De lo anterior puede concluirse que resulta más conveniente reemplazar
la resina ya agotada que efectuar toda la instalación necesaria para efectuar
regeneración. Para que resulte rentable el proyecto de instalar los equipos
necesarios para efectuar regeneración, teniendo en consideración las
condiciones actuales de operación, el periodo de años de la evaluación
económica debiera ser de a lo menos 20 años. Si las condiciones de operación
cambian, las consideraciones económicas también serán distintas.
3.3.2 Análisis preliminar de costos para el reemp lazo de una columna de
destilación atmosférica por una columna de intercam bio iónico
A continuación a modo ilustrativo se muestran dos diagramas de bloque, diagramas en
los cuales se explicitan la condición actual figura 23.1 y la modificación propuesta
figura 23.2
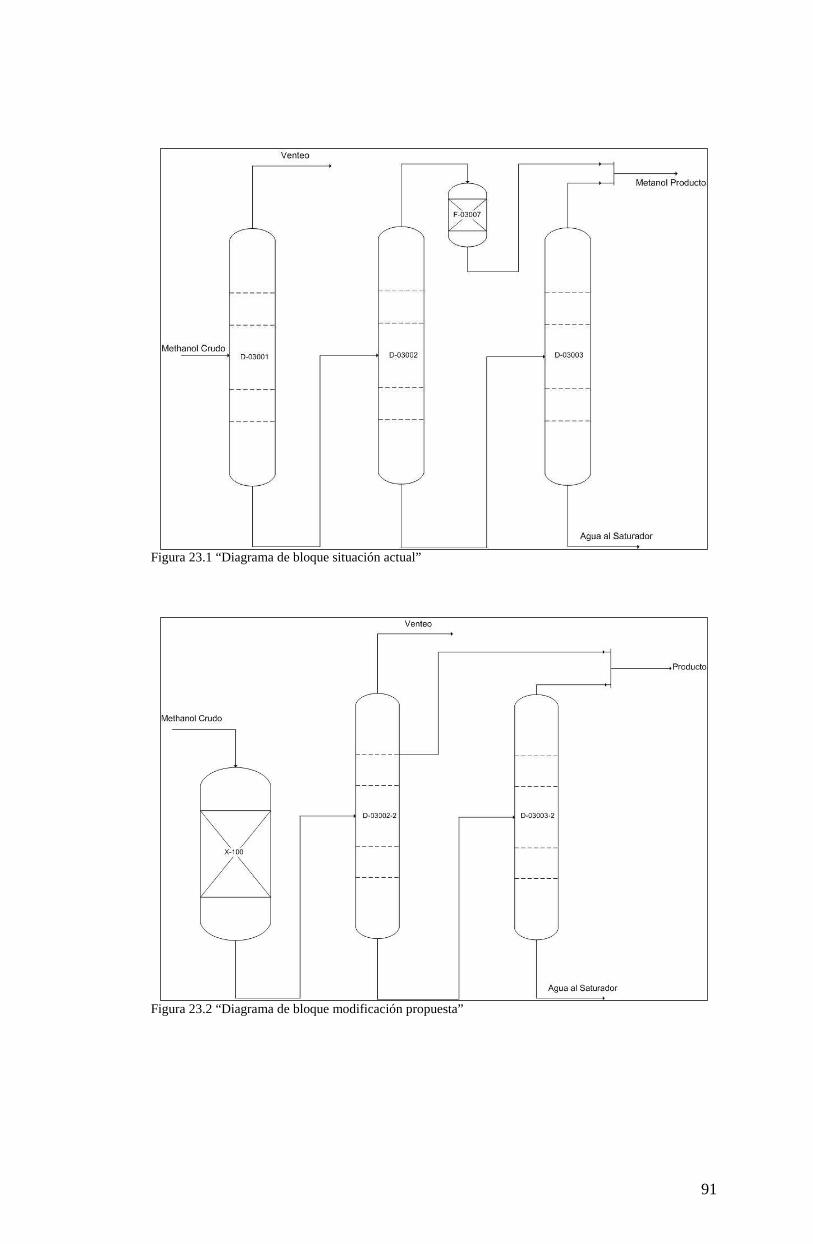
91
Figura 23.1 “Diagrama de bloque situación actual”
Figura 23.2 “Diagrama de bloque modificación propuesta”
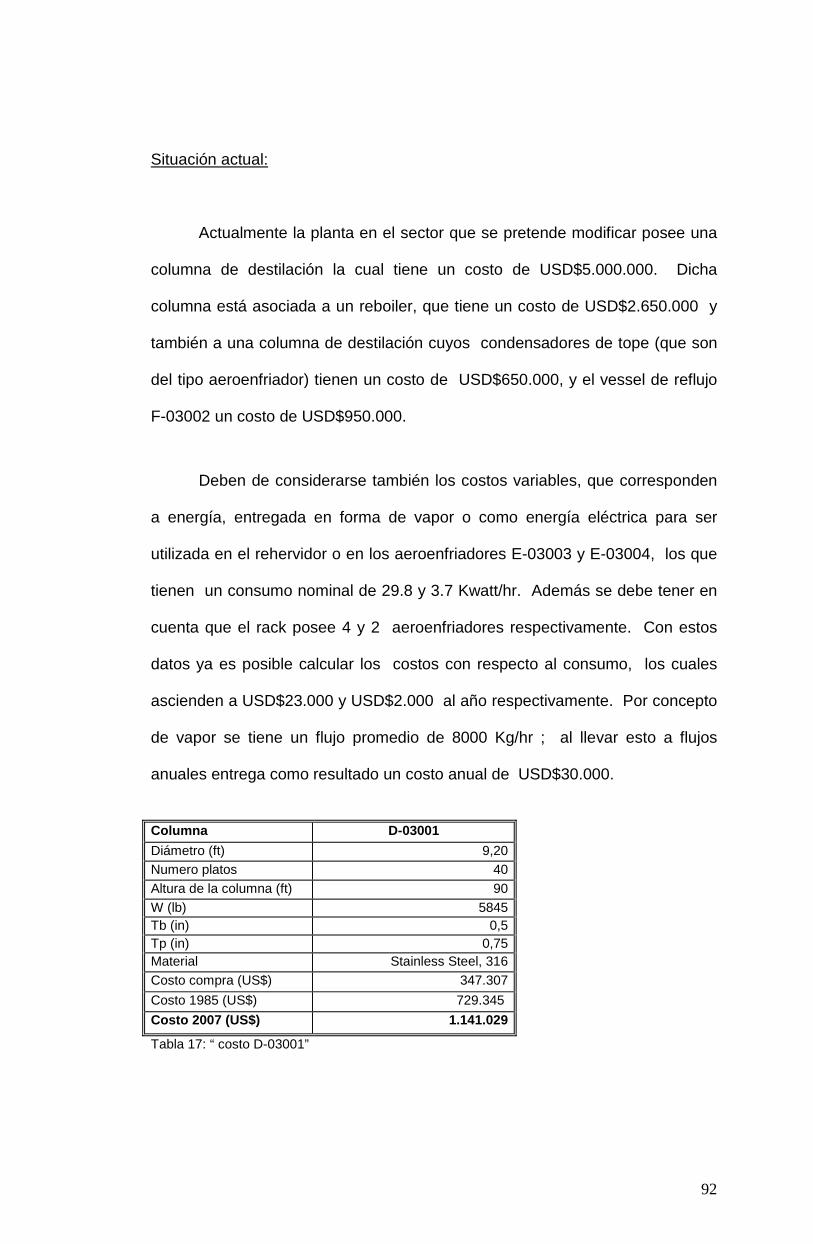
92
Situación actual:
Actualmente la planta en el sector que se pretende modificar posee una
columna de destilación la cual tiene un costo de USD$5.000.000. Dicha
columna está asociada a un reboiler, que tiene un costo de USD$2.650.000 y
también a una columna de destilación cuyos condensadores de tope (que son
del tipo aeroenfriador) tienen un costo de USD$650.000, y el vessel de reflujo
F-03002 un costo de USD$950.000.
Deben de considerarse también los costos variables, que corresponden
a energía, entregada en forma de vapor o como energía eléctrica para ser
utilizada en el rehervidor o en los aeroenfriadores E-03003 y E-03004, los que
tienen un consumo nominal de 29.8 y 3.7 Kwatt/hr. Además se debe tener en
cuenta que el rack posee 4 y 2 aeroenfriadores respectivamente. Con estos
datos ya es posible calcular los costos con respecto al consumo, los cuales
ascienden a USD$23.000 y USD$2.000 al año respectivamente. Por concepto
de vapor se tiene un flujo promedio de 8000 Kg/hr ; al llevar esto a flujos
anuales entrega como resultado un costo anual de USD$30.000.
Columna D-03001
Diámetro (ft) 9,20 Numero platos 40 Altura de la columna (ft) 90 W (lb) 5845 Tb (in) 0,5 Tp (in) 0,75 Material Stainless Steel, 316 Costo compra (US$) 347.307
Costo 1985 (US$) 729.345
Costo 2007 (US$) 1.141.029
Tabla 17: “ costo D-03001”

93
Tabla 18:”costo de aeroenfriadores” Vessel F-03002
Diámetro (ft) 4,92 Altura de la columna (ft) 14,11 W (lb) 6031 Tb (in) 0,5 Tp (in) 0,75 Material Stainless Steel, 316 Costo compra (US$) 65.670
Costo 1985 (US$) 137.907
Costo 2007 (US$) 215.749
Tabla 19:”costo de F-03002” Intercambiador E-03001 E-03002
A (ft2) 680 3940 Tipo Kettle Reboiler Kettle Reboiler
Rango de presión (psig)
100-300
Material Stainless Steel 316 Costo equipo 45.753 194.175
Costo 1985 82.356 349.516
Costo 2007 (US$) 128.843 546.802
Tabla 20:”costo de Reboiler”
Aeroenfriador E-03003 E-03004
A (ft2) 6534 420
Costo equipo 52.120 17.387
Costo 1985 78.180 26.081
Costo 2007 (US$) 122.310 40.803
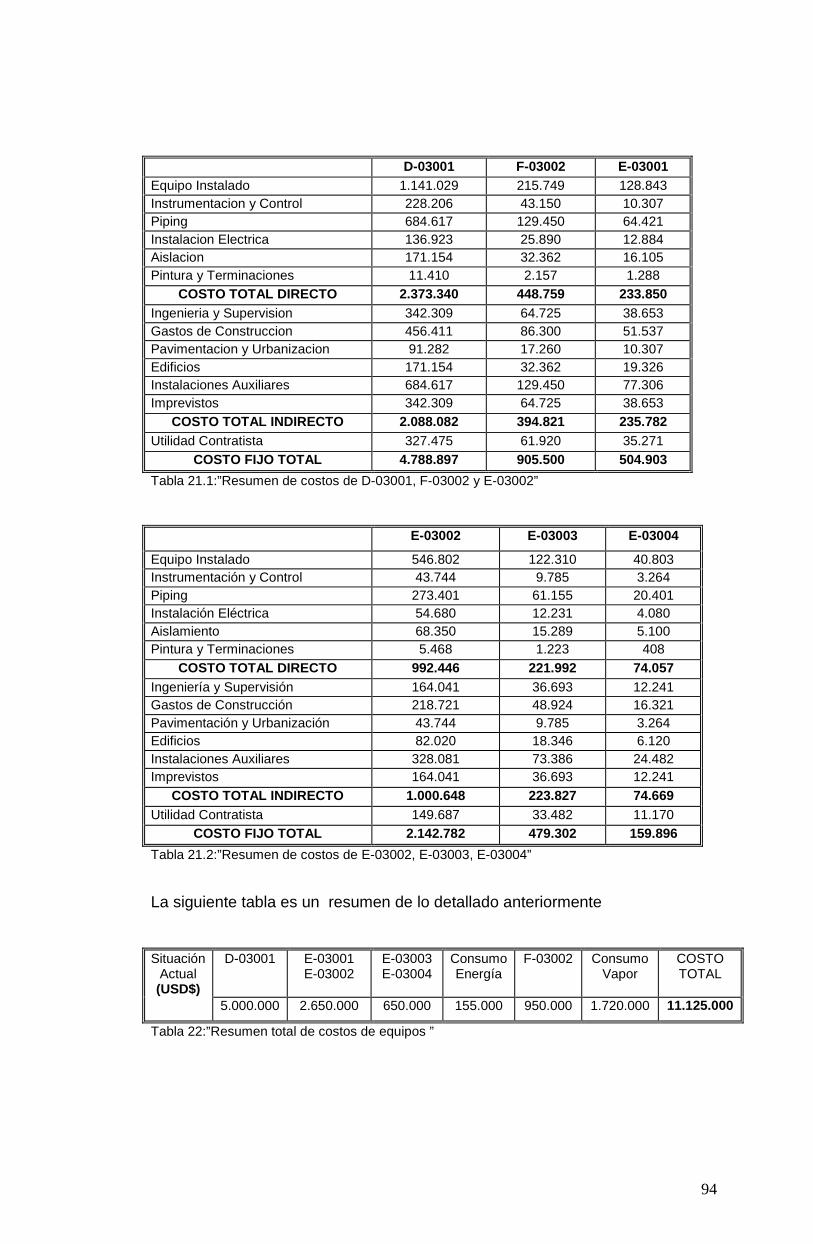
94
Tabla 21.1:”Resumen de costos de D-03001, F-03002 y E-03002” E-03002 E-03003 E-03004
Equipo Instalado 546.802 122.310 40.803 Instrumentación y Control 43.744 9.785 3.264 Piping 273.401 61.155 20.401 Instalación Eléctrica 54.680 12.231 4.080 Aislamiento 68.350 15.289 5.100 Pintura y Terminaciones 5.468 1.223 408
COSTO TOTAL DIRECTO 992.446 221.992 74.057 Ingeniería y Supervisión 164.041 36.693 12.241 Gastos de Construcción 218.721 48.924 16.321 Pavimentación y Urbanización 43.744 9.785 3.264 Edificios 82.020 18.346 6.120 Instalaciones Auxiliares 328.081 73.386 24.482 Imprevistos 164.041 36.693 12.241
COSTO TOTAL INDIRECTO 1.000.648 223.827 74.669 Utilidad Contratista 149.687 33.482 11.170
COSTO FIJO TOTAL 2.142.782 479.302 159.896
Tabla 21.2:”Resumen de costos de E-03002, E-03003, E-03004” La siguiente tabla es un resumen de lo detallado anteriormente
D-03001 E-03001 E-03002
E-03003 E-03004
Consumo Energía
F-03002 Consumo Vapor
COSTO TOTAL
Situación Actual (USD$)
5.000.000 2.650.000 650.000 155.000 950.000 1.720.000 11.125.000
Tabla 22:”Resumen total de costos de equipos ”
D-03001 F-03002 E-03001 Equipo Instalado 1.141.029 215.749 128.843 Instrumentacion y Control 228.206 43.150 10.307 Piping 684.617 129.450 64.421 Instalacion Electrica 136.923 25.890 12.884 Aislacion 171.154 32.362 16.105 Pintura y Terminaciones 11.410 2.157 1.288
COSTO TOTAL DIRECTO 2.373.340 448.759 233.850 Ingenieria y Supervision 342.309 64.725 38.653 Gastos de Construccion 456.411 86.300 51.537 Pavimentacion y Urbanizacion 91.282 17.260 10.307 Edificios 171.154 32.362 19.326 Instalaciones Auxiliares 684.617 129.450 77.306 Imprevistos 342.309 64.725 38.653
COSTO TOTAL INDIRECTO 2.088.082 394.821 235.782 Utilidad Contratista 327.475 61.920 35.271
COSTO FIJO TOTAL 4.788.897 905.500 504.903

95
Situación Hipotética:
Se pretende reemplazar la columna de destilación atmosférica por un
equipo de intercambio iónico. Para ello debe tenerse en consideración el
volumen de flujo que pasará a través del equipo, el volumen de resina a utilizar
y el costo de la resina. Como se pretende que la operación se mantenga
invariable en el tiempo, se requiere la instalación de dos equipos gemelos con
el objeto que mientras uno está en servicio el otro esté a la espera.
A partir de la información que ya se posee en relación al flujo
correspondiente a la corriente de entrada al equipo propuesto, es posible
determinar el volumen mínimo requerido de resina, cuyo costo total para ambos
equipos corresponde al mismo señalado anteriormente ($6,71USD/L). En este
punto es importante recordar que por información proporcionada por el
fabricante, es recomendable que el volumen de resina fluctúe entre una
relación 1:1 (un metro cúbico de flujo por cada metro cúbico de resina) como
flujo mínimo, y 8:1 (ocho metros cúbicos de flujo por cada metro cúbico de
resina) como flujo máximo; a partir de ahí se infiere el volumen del equipo
necesario, información imprescindible para así poder determinar el costo de
éste, evidentemente, la opción económicamente mas adecuada es la que
corresponde al volumen del equipo mas pequeño, independiente de la cantidad
o del costo de las regeneraciones, ya que el número de regeneraciones
depende de cuan seguido se sature la resina. Por otra parte los volúmenes
relacionados con la regeneración solo dependen a su vez del volumen de
resina, por consiguiente si el volumen de resina es bajo, los consumos
asociados a su regeneración también serán bajos, y, si el volumen de resina

96
es elevado, los costos asociados a su regeneración también serán elevados,
entonces, los costos de regeneración son constantes, independientes del
volumen de resina, por lo tanto económicamente es más rentable efectuar la
instalación de un equipo de dimensiones reducidas.
Teniendo en cuenta esta reflexión, la data sheet de la resina, el flujo
másico de la corriente y la densidad de la misma, se estima que se requiere un
volumen de 45m3 de resina. El costo asociado a un equipo de estas
características es de USD$2.500.000, pero teniendo en consideración que
deben ser equipos gemelos el costo total en equipo asciende a
USD$5.000.000.
Además, se debe considerar el costo relacionado con la regeneración.
Según recomendación del proveedor e información entregada por Data Sheet
del producto, corroborada mediante análisis de laboratorio y asumiendo un
exceso de 20% en relación al mínimo requerido, se puede afirmar que para
regenerar el volumen de resina se necesita 2,51 m3 de ácido sulfúrico
concentrado, que requiere la utilización de las bombas durante 5,68 horas,
como así mismo se estima que la resina deberá regenerarse cada 4 meses.
El gasto asociado a la energía necesaria es despreciable al ser
comparado con los demás insumos, pero, el costo del ácido es relevante,
también se consideró el costo del agua demin, y la neutralización de todos los
ácidos, por el hecho de tener la obligación con el medio ambiente de que los
desechos vertidos estén neutralizados. Esta consideración es un tanto
excesiva ya que evidentemente se va a utilizar menos soda que ácido por el

97
mismo hecho de producirse la regeneración, pero eso permite asegurar la
existencia posterior de recursos. Finalmente, el costo asociado a todas las
regeneraciones requeridas durante el periodo estudiado y la cantidad de soda
necesaria para que el desecho finalice con un pH neutro es de USD$20.000
Vessel Vessel Propuesto
Diámetro (ft) 9,50 Altura de la columna (ft) 27,2 W (lb) 22345 Tb (in) 0,5 Tp (in) 0,75 Material Stainless Steel,
316 Costo compra (US$) 148.237
Costo 1985 (US$) 311.298
Costo 2007 (US$) 487.012
Tabla 22:”Costo de Vessel propuesto Vessel
Propuesto Equipo Instalado 487.012 Instrumentación y Control 97.402 Piping 292.207 Instalacion Electrica 58.441 Aislacion 73.052 Pintura y Terminaciones 4.870
COSTO TOTAL DIRECTO 1.012.985 Ingenieria y Supervision 146.104 Gastos de Construccion 194.805 Pavimentacion y Urbanizacion 38.961 Edificios 73.052 Instalaciones Auxiliares 292.207 Imprevistos 146.104
COSTO TOTAL INDIRECTO 891.232 Utilidad Contratista 139.773
COSTO FIJO TOTAL 2.043.990
Tabla 23:”Resumen de Costos de Vessel propuesto” En una tabla resumen tenemos que:
Equipo Intercambio Iónico
Regeneración Resina COSTO TOTAL
Situación Propuesta
(USD$) 5.000.000 100.000 850.000 5.950.000
Tabla 24:”Resumen total de costos de vessel propuesto”

98
Tras analizar el resultado obtenido con estos cálculos se concluye que,
desde el punto de vista económico, es más conveniente utilizar esta última
opción.
La información de costos de “servicios de planta”, fue tomada como
referencia a partir Sandoval 2007.
Para actualizar los costos se recurrió a Plant Cost Index de CHEM
actualizados a mayo del 2007. (Año 1985 cost index 325.8 - año 2007 cost
index 509.7). (Anexo 6)

99
CAPITULO IV
CONCLUSIONES

100
IV CONCLUSIONES
En este capítulo se presentan las conclusiones emanadas de los
ensayos en laboratorio, las simulaciones, los estudios realizados a través de la
investigación bibliográfica y la aplicación de las técnicas seleccionadas para
obtener la información requerida para lograr los objetivos propuestos.
4.1 Conclusiones
Con los resultados de los ensayos de laboratorio para determinar el
comportamiento de la resina Amberlyst 40WET se puede concluir que la
capacidad de intercambio de dicha resina resultó ser igual o superior al 73 %
de la capacidad teórica, donde la capacidad teórica es de 2.2 geq/Lresina y la
capacidad real determinada es de 1.60 geq/Lresina. Entonces, la capacidad
de intercambio iónico usada en este estudio es equivalente al 70% de la
capacidad de intercambio iónica teórica, lo que equivale a afirmar que un litro
de resina, será capaz de retener 90 gramos de trimetilamina.
Basados en las condiciones preexistentes en la planta es posible efectuar
regeneración de la resina, y dicha regeneración debe ser de tipo ácida. El
volumen requerido de ácido debe ser de a lo menos 2.04 veces el volumen de
la resina a regenerar. Para los ensayos se seleccionó ácido sulfúrico y la
concentración fue de un 5% en peso.

101
De acuerdo a los estudios efectuados, la saturación de la resina tardará más de
12 años a partir de la fecha de la entrada en operación del equipo si las
condiciones de operación se mantienen en parámetros similares a los actuales.
Dicho cálculo se efectuó teniendo en consideración las condiciones más
desfavorables posibles de acumulación en base a los registros históricos.
Del análisis económico de costos / beneficios entre el reemplazo de la resina
saturada o la opción de efectuar su regeneración, se concluye que resulta ser
más conveniente efectuar el cambio de resina en lugar de la regeneración de la
misma debido a que el costo asociado al proceso de regeneración se estimó en
USD$155.000, a diferencia de los USD$60.000 requeridos para efectuar el
reemplazo.
La simulación del tren completo de destilación de la Planta Chile IV de
Methanex en estado estacionario, efectuada en Hysys, resultó ser
representativa de la información entregada en el Process Flow Diagram.
Al comparar la información operacional con la información aportada por la
simulación efectuada en Hysys, se pudo comprobar que ésta ultima es bastante
acertada en relación al comportamiento real presentado en planta, puesto que
el porcentaje de error promedio de las variables comparadas es de un 2.53%
para la planta funcionando al 94.88% de carga, un error de 2.57% para las
variables comparadas con la planta funcionando al 95.20% de carga, y
finalmente un error de 1.35% para las variables compradas con la planta
funcionando al 104.11%.
102
La simulación del reemplazo de la columna de destilación atmosférica por una
columna de intercambio iónico en Hysys resulto ser positiva, asentando que es
posible efectuar la modificación de flowshet propuesto para convertir el
condensado total de la columna D-03002 en un condensador parcial, cuyos
vapores se dirigirán al flare y los líquidos serán tratados como reflujo, puesto
que la extracción se modificaría quedando la misma en la etapa 80. Según
simulación los flujos y concentraciones se mantendrían similares a los que
actualmente acostumbran a ser utilizados en planta.
El análisis económico de los cambios en el diagrama de flujo entrega como
resultado, que es económicamente conveniente el reemplazar la columna de
destilación atmosférica por una columna de intercambio iónico puesto que el
costo de instalación y los servicios asociados a la columna de destilación
atmosférica durante el periodo de proyecto se estiman en 15 millones de
dólares en moneda actual, a diferencia del costo de instalación y servicios de la
columna de intercambio iónico que se estiman en 6 millones de dólares. Por
tanto resulta ser más rentable la utilización de una columna de intercambio
iónico en lugar de una columna de destilación.

103
GLOSARIO

104
GLOSARIO Adsorción: es un proceso de separación para remover impurezas basado en el hecho de que ciertos materiales altamente porosos fijan ciertos tipos de moléculas en su superficie. También se puede definir como la adhesión provocada por atracciones eléctricas o químicas, de las moléculas de un gas, un líquido o una sustancia disuelta en una superficie. Agotamiento: es el punto en que un desionizador ya no puede realizar el intercambio iónico. El punto de agotamiento se ajusta normalmente en función de la reducción en la calidad del elemento tratado, según se determina por un medidor de conductividad. Contracorriente: se le llama así a la corriente ascendente de agua que pasa a través de un lecho de resina para limpiar las resinas y, en el caso de un lecho mixto, para separar las resinas aniónicas de la catiónicas. Hysys: es un programa simulador de procesos. Está diseñado para ser integrado, intuitivo e interactivo, abierto y extensible. Utiliza el diseño orientado a objetos en un entorno gráfico event – driven. Cuenta con la capacidad de ejecutar todos los cálculos relacionados con las modificaciones en cualquier punto del proceso en forma bidireccional. De gran aplicabilidad para la simulación de procesos químicos, especialmente en columnas de destilación. Intercambio iónico: es una reacción química reversible, que tiene lugar cuando un ión de una disolución se intercambia por otro ión de igual signo que se encuentra unido a una partícula sólida inmóvil. Este proceso tiene lugar constantemente en la naturaleza, tanto en la materia inorgánica como en las células vivas. Generalmente el proceso de intercambio iónico se utiliza para purificar, sustituyendo las impurezas catiónicas por iones hidrógeno y las impurezas aniónicas por iones hidrófilo. Ión: Un átomo o grupo de átomos con una carga positiva ( catión ) o una negativa ( anión ), como resultado de haber perdido o ganado electrones. Partícula no agregada de un tamaño inferior al tamaño coloidal que posee una carga eléctrica positiva o negativa.
Metanol: también llamado alcohol metílico, alcohol de madera, carbinol y alcohol de quemar, es el primero de los alcoholes. Su fórmula química es CH3OH . La estructura química del metanol es muy similar a la del agua, con la diferencia de que el ángulo del enlace C-O-H en el metanol (108.9°) es un poco mayor que en el agua (104.5°), porque el grupo metilo es mucho mayor que un átomo de hidrógeno. En condiciones normales es un líquido incoloro, de escasa viscosidad y de olor y sabor frutal penetrante, miscible en agua y con la mayoría de los solventes orgánicos, muy tóxico e inflamable. El olor se percibe a partir de los 2 ppm.
ppm: partes por millón. Es una unidad igual a miligramo por kilogramo de agua. Numéricamente ppm es equivalente a miligramos por litro en soluciones diluidas.

105
Regeneración: método por el cual las resinas de intercambio iónico se reactivan mediante el tratamiento con ácidos o álcalis fuertes.
Resina de intercambio: Son pequeñas esferas de materiales plásticos. Las resinas de intercambio catiónico, están hechas de estireno y divinilbenceno y contienen grupos de ácido sulfónico, intercambian iones H+ por cualquier cation que encuentren. Similarmente, las resinas aniónicas, tienen grupos de amonio cuaternario, que intercambiaran cualquier anión por iones OH-.
Simulación: es el proceso de diseñar un modelo computarizado de un sistema o proceso y conducir experimentos cuando los sistemas en estudio son tan complejos que la solución analítica no es posible, y por lo tanto debe llevarse a cabo a partir de resultados experimentales. También puede desarrollarse con el propósito de entender el comportamiento del sistema. Titulación: es un método de análisis que permite determinar el punto final de una reacción y por consiguiente la cantidad exacta de un reactivo en el frasco de titulación. Se usa una bureta para liberar el segundo reactivo al frasco y un indicador (o el pH-Metro) para detectar el punto final de la reacción. El indicador se elige de tal forma que el punto final coincida (o sea muy cercano) con el punto de equivalencia. El punto de equivalencia se logra cuando la cantidad de equivalentes del titulante es igual a la de la especie titulada.

106
BIBLIOGRAFIA
107
BIBLIOGRAFIA Fuentes consultadas AMBERLYST 40WET. (2003). Amberlyst 40 wet for catalysis and separation technologies: product data sheet. (2003). En: http://www.rohmhass.com/ionexchange (Consultado en junio 2007) COLLAZO, J. (1980). Diccionario enciclopédico de términos técnicos: inglés – español, español – inglés. México, McGraw – Hill. CHEM (2007). Plant Cost Index. De SILVA, F y KOEBEL, B. (2000). Some like it hot, some like it cold: water temperature affects both resin and system functions. En: Water Quality Products Magazine, agosto 2000. DOW. DowexTM ion exchange resins: properties, impurities and concentrations of regenerant chemical. En: http://www.dowex.com (Consultado en junio 2007) FIGUEROA ROBLES, A. (2005). Mejoras al monitoreo de la operación y regeneración de los polishers: planta 123 Methanex. Memoria de Título, Prof. Guía Jorge Naguelquín D. Punta Arenas, Universidad de Magallanes. GREAVES, M. (2003). Virtual Stream Unit Operation Extension v1.1.3, User Guide. AspenTech Technical Support, February 2003. KELLER, M. Basic ion exchange for residential water treatment. Documento fotocopiado, sin información. LÓPEZ MATEOS, F. (1991). Absorción y adsorción. Gran Enciclopedia Rialp: Humanidades y Ciencia. MOLINA I PALONÉS, E (2005). Síntesis enantioselectiva de guayanos y norguayanos naturales a partir de (+) – dihidrocarvona. Tesis Doctoral. Valencia, Universitat de Valencia. En: http://www.tesisenxarxa.net/TESIS_UV/AVAILABLE/TDX-0914106-110345//molina.pdf – (Consultado en junio 2007) MONTEAGUDO, JM y DURAN, A. Diseño de procesos en ingeniería ambiental: guión de prácticas. En: http://www.uclm.es (Consultado en agosto 2007)

108
MORALES, G et al. (2005). Simulación del proceso de endulzamiento de gas natural. De: Inf. Tecnol, vol 16, nº 6. En: http://www.scielo.cl/scielo.php?script=sci_arttext&pid=S0718-07642005000600006&lng=es&nrm=iso (Consultado en agosto 2007) PERRY, R, GREEN, D y MALONEY, I. (1992). Manual del ingeniero químico. 6ª ed. México, McGraw -Hill. RANDALL, W. Getting down to the basics: ion chomatography and ion exchange chromatography. En: http://pubs.acs.org/journals/chromatography/chap3.html (Consultado en junio 2007). SAN MARTIN F, C. (s. n.). Alcoholes industriales y producción de metanol en Chile. Santiago, Universidad de Chile – Facultad de Química y Biología. SANDOVAL J, D. (2007). Factibilidad de implementar torres de enfriamiento de agua de mar a cuatro plantas de metanol. Memoria de Título, Prof. Guía: Pablo Escalona, Prof. Referente: Paola Cortés. Valparaíso, Universidad Técnica Federico Santa María. SCENNA, N (1999). Modelado, Simulación y Optimización de Procesos Químicos. En: http://www.modeladoeningenieria.edu.ar/libros/modeinge/modinge.htm (Consultado en julio 2007) SIMULACION de procesos en estado estacionario. En: http://www.modeladoeningenieria.edu.ar/utnfrro/integracioniv/trabajos_practicos.htm (Consultado en julio 2007) SKOOGLEY, E O, DOBERMAN, A. (1996). Synthetic ion-exchange resins: soil and environmental studies. En: Journal of Environmental Quality 25(1), enero – febrero 1996. TARIFA, E. Introducción a la simulación. En: http://www.modeladoeningenieria.edu.ar/unj/tms/apuntes/cp1.pdf (Consultado en julio 2007) TARIFA, E. (2002). Simulación de Sistemas Químicos. En: http://www.modeladoeningenieria.edu.ar/ (Consultado en julio 2007) TREYBALL, R. (1980). Operaciones de transferencia de masa. México, McGraw-Hill. WALLAS, S. (1988). Chemical process equipment: solution and design. Boston, Butterworths.

109
Internet – sitios consultados http://www.hyprotech.com/ http://www.methanex.com http://www.scielo.cl http://support.aspentech.com/AllFrameFile.asp?/supportpublicasp/ProductPublic.asp?id1=2674&id2=HYSYS&id3=all http://www.tecnociencia.es/especiales/intercambio_ionico/introduccion.htm http://www.textoscientificos.com/quimica/cromatografia