estudo da influÊncia dos anÉis de cintamento sobre as
TRANSCRIPT

MINISTEacuteRIO DA EDUCACcedilAtildeO
UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL
Escola de Engenharia
Programa de Poacutes-Graduaccedilatildeo em Engenharia de Minas Metaluacutergica e de Materiais - PPGE3M
ESTUDO DA INFLUEcircNCIA DOS ANEacuteIS DE CINTAMENTO SOBRE AS
MATRIZES DE EXTRUSAtildeO A FRIO DE ENGRENAGENS CILIacuteNDRICAS
DE DENTES RETOS COM O ACcedilO SAE 10B22 PARA A INDUacuteSTRIA
AUTOMOBILIacuteSTICA
MSc Eng Fabriacutecio Dreher Silveira
Tese para a obtenccedilatildeo do Tiacutetulo de Doutor em Engenharia
Porto Alegre
2019
II
MINISTEacuteRIO DA EDUCACcedilAtildeO
UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL
Escola de Engenharia
Programa de Poacutes-Graduaccedilatildeo em Engenharia de Minas Metaluacutergica e de Materiais - PPGE3M
Estudo da influecircncia dos aneacuteis de cintamento sobre as matrizes de extrusatildeo a
frio de engrenagens ciliacutendricas de dentes retos com o accedilo SAE 10B22 para a
induacutestria automobiliacutestica
MSc Fabriacutecio Dreher Silveira
Engenheiro Mecacircnico
Proposta submetida agrave banca examinadora do Programa de Poacutes-Graduaccedilatildeo em Engenharia de Minas Metaluacutergica e de Materiais PPGE3M da Escola de Engenharia da Universidade Federal do Rio Grande do Sul como Tese para posterior obtenccedilatildeo do Tiacutetulo de Doutor em Engenharia
Aacuterea de Concentraccedilatildeo Processos de Fabricaccedilatildeo
Orientador Prof Dr Liacuterio Schaeffer
Banca Examinadora
Prof Dr Gilmar Ferreira Batalha ndash Escola Politeacutecnica da USP
Prof Dr Jorge Luis Braz Medeiros ndash FURG
Prof Dr Mauro Moraes de Souza ndash FEI
Prof Dr Afonso Reguly
Coordenador do PPGE3M
III
Dedico este trabalho a minha esposa
Rita de Caacutessia e ao meu filho Ivan
pela forccedila e compreensatildeo durante
a minha ausecircncia no periacuteodo
em que desenvolvi esta Tese
Aos meus pais Carlos e Carmen
IV
AGRADECIMENTOS
Agrave empresa ZEN SA em especial aos setores de Ferramentaria Produccedilatildeo e Metrologia os
quais foram de extrema importacircncia nos desenvolvimentos execuccedilotildees de projetos ensaios e
mediccedilotildees dimensionais aplicando toda a sua experiecircncia
Agrave empresa GF Machining Solutions pelo suporte cedido nos ensaios referentes agraves suas
maacutequinas especialmente na pessoa do Sr Rafael Doretto gerente de vendas e aplicaccedilotildees
Ao Institut fuumlr Umformtechnik (IFU) pelos ensaios e informaccedilotildees prestadas ao longo deste
periacuteodo de desenvolvimento
Ao Professor Dr Liacuterio Schaeffer pela oportunidade de ter desenvolvido esta Tese sob sua
orientaccedilatildeo Ao Dr Alberto Guerreiro Moreira Brito pelo auxiacutelio com artigos sobre o tema da
tese e discussotildees sobre teorias citadas neste trabalho
Ao Programa de Poacutes-Graduaccedilatildeo em Engenharia de Minas Metaluacutergica e de Materiais por ter
recebido este trabalho como significativo para a aacuterea de pesquisa
A minha famiacutelia por ter sempre estado ao meu lado apoiando e abdicando de momentos de
lazer para que eu pudesse conduzir este trabalho
V
SUMAacuteRIO
LISTA DE FIGURAS VIII LISTA DE TABELAS XII LISTA DE SIacuteMBOLOS XIV LISTA DE ABREVIATURAS XVII RESUMO XVIII
ABSTRACT XIX
1 INTRODUCcedilAtildeO 20 11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO 22
12 ROTEIRO DE DESENVOLVIMENTO 23
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA 24 21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO A FRIO 24
211 Condiccedilotildees gerais do processo de extrusatildeo 24 212 Tipos de processos de extrusatildeo 25 213 Extrusatildeo a frio de accedilos 26
22 FERRAMENTAS PARA EXTRUSAtildeO A FRIO 28 221 Punccedilotildees 28
222 Matrizes 29 223 Estado de tensotildees 31 224 Aneacuteis de cintamento 31 225 Dimensionamento de punccedilotildees e matrizes 33 226 Revestimentos para ferramentas de extrusatildeo 34
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO 35
231 Aumento de temperatura por trabalho de extrusatildeo 36
24 O ATRITO NA EXTRUSAtildeO A FRIO 36
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE EXTRUSAtildeO
A FRIO 39
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO 43
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS 46 271 Normas para especificaccedilatildeo de engrenagens 46 272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328 47 273 Desvios isolados 47 274 Desvio de passo individual (fpt) acumulado (fpk) e total (Fp) 48 275 Desvio de perfil (Fα ffα fHα) 48 276 Desvio de linha de flanco (Fβ ffβ fHβ) 50
277 Batimento radial (Fr) 51 278 Graus de qualidade 51
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO 53 281 Eletrodo para ferramenta de extrusatildeo 54
VI
282 Desgaste do eletrodo 55
29 SIMULACcedilAtildeO COMPUTACIONAL 56 291 Elementos finitos aplicados agrave extrusatildeo a frio 57
3 MATERIAIS E MEacuteTODOS 59 31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DE
ELETRODOS E CAVIDADE DE MATRIZ 59 311 Eletrodos fabricados por microusinagem 61
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO 63
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE TIRAS
DE ACcedilO 64 331 Dados do processo de extrusatildeo 65 332 Caacutelculo da forccedila de extrusatildeo no processo 67 333 Dimensionamento dos aneacuteis para sistema convencional de cintamento 68 334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo 71 335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON 72
34 PRENSA MECAcircNICA 74
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS 75 351 Accedilo ao Boro SAE 10B22 75 352 Curvas de escoamento verdadeiras 76
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO A FRIO 79
4 SIMULACcedilAtildeO POR ELEMENTOS FINITOS DO PROCESSO DE EXTRUSAtildeO A FRIO DE ENGRENAGEM CILIacuteNDRICA DE DENTES RETOS 82 41 ANAacuteLISE DO COMPORTAMENTO ELAacuteSTICO DA ENGRENAGEM
EXTRUDADA APOacuteS A EXTRACcedilAtildeO DA MATRIZ 82 411 Anaacutelise do efeito dos aneacuteis de cintamento para minimizar os desvios dimensionais por preacute-tensionamento da ferramenta 85 412 Comparaccedilatildeo dos resultados de simulaccedilatildeo numeacuterica 87 413 Anaacutelise comparativa da accedilatildeo dos aneacuteis de cintamento convencionais e por
enrolamento de tiras de accedilo sobre a matriz e engrenagem extrudada 93
5 ANAacuteLISE EXPERIMENTAL 102 51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
102 52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
110 521 RESULTADOS 111
6 DISCUSSOtildeES DOS RESULTADOS 120
7 CONCLUSOtildeES 122
8 SUGESTOtildeES PARA TRABALHOS FUTUROS 123
VII
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS 124
10 ANEXOS 134
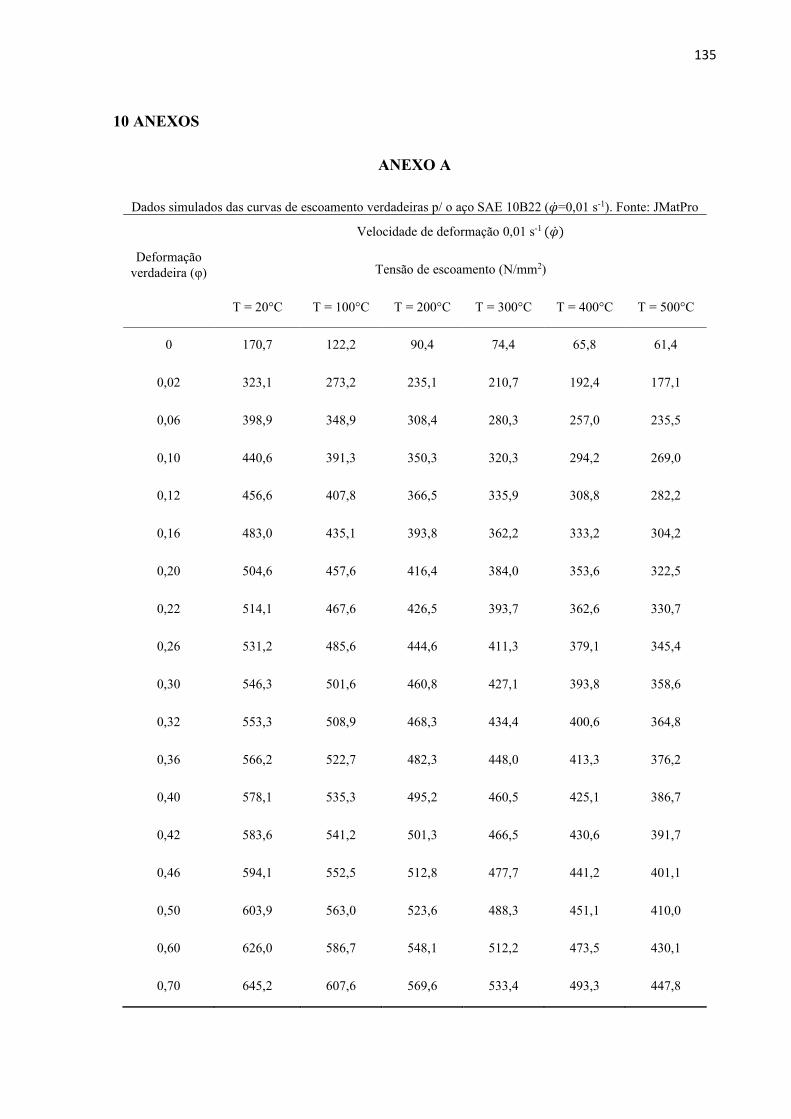
ANEXO A - Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22
(=001 s-1) Fonte JMatPro 135 ANEXO B - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
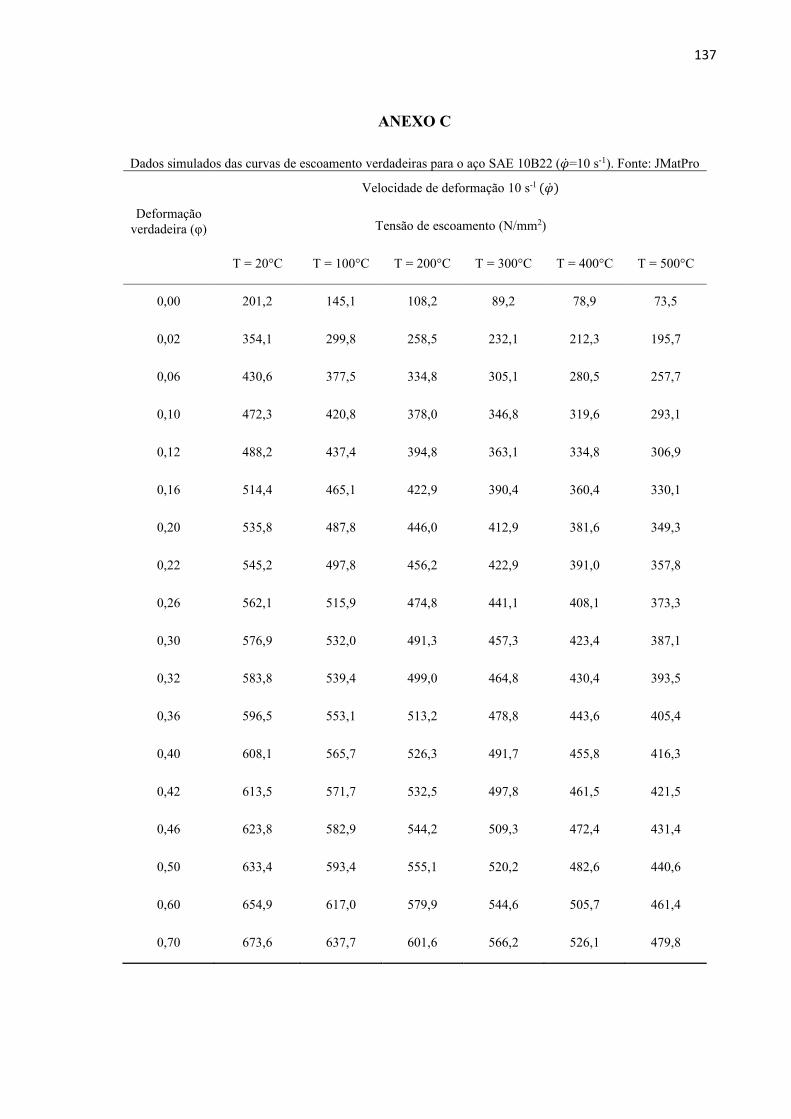
(=1 s-1) Fonte JMatPro 136 ANEXO C - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
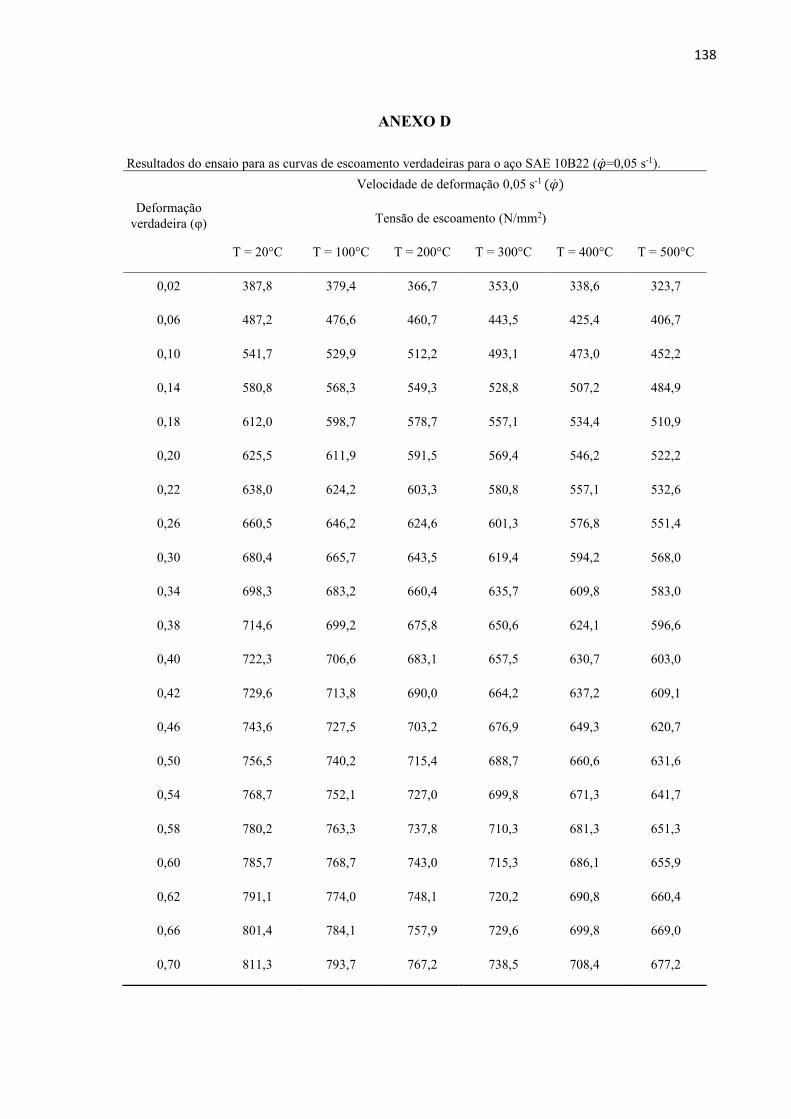
(=10 s-1) Fonte JMatPro 137 ANEXO D - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=005 s-1) 138 ANEXO E - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
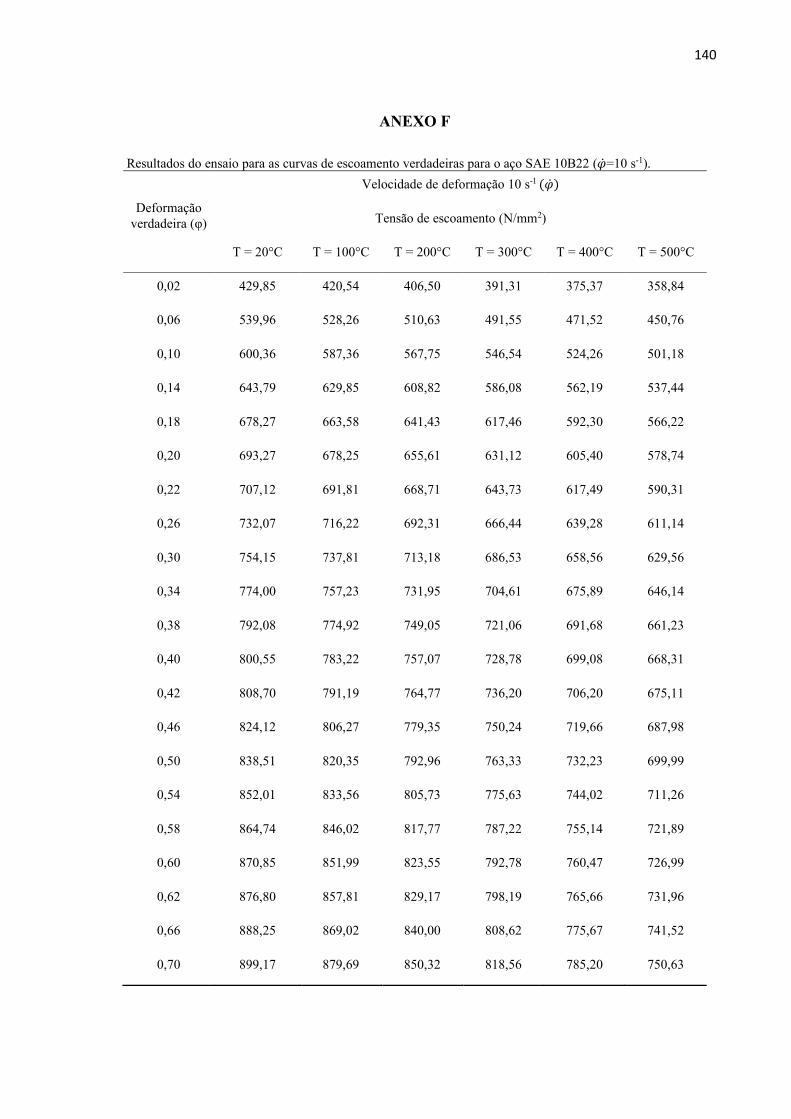
10B22 (=1 s-1) 139 ANEXO F - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
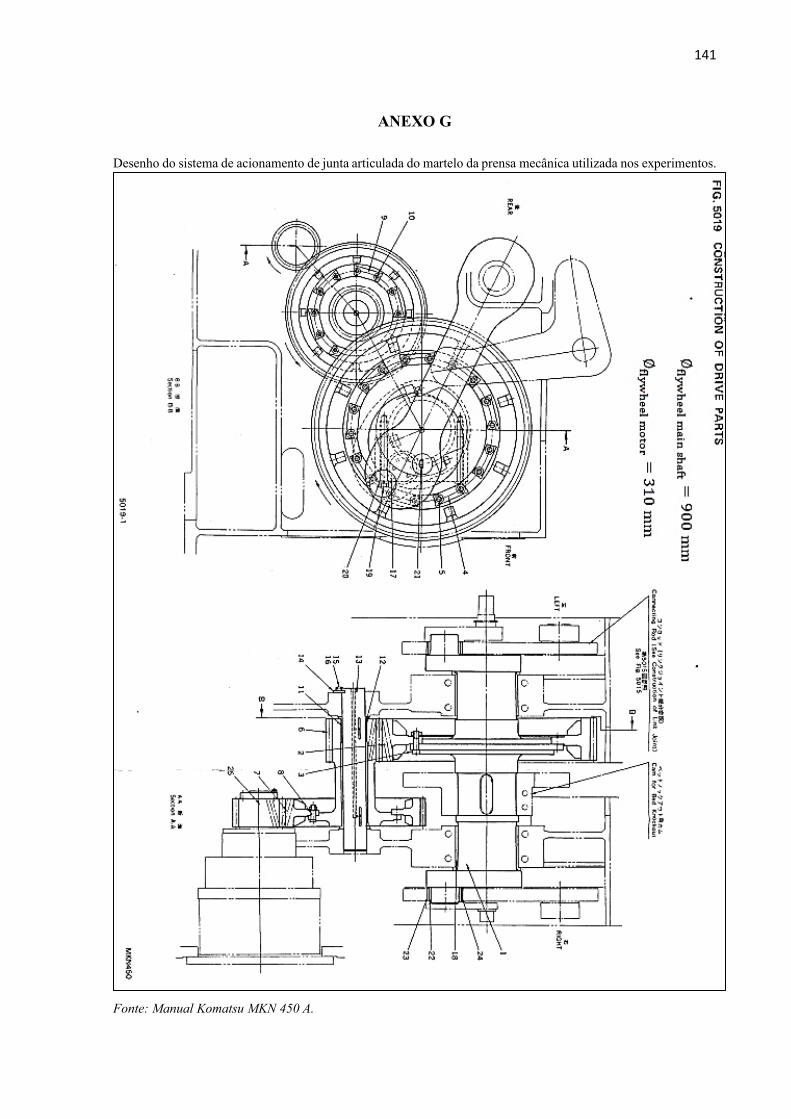
10B22 (=10 s-1) 140 ANEXO G - Desenho do sistema de acionamento de junta articulada do martelo da prensa
mecacircnica utilizada nos experimentos 141 ANEXO H ndash Lista de peccedilas do sistema de acionamento do martelo da prensa 142 ANEXO I ndash Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela
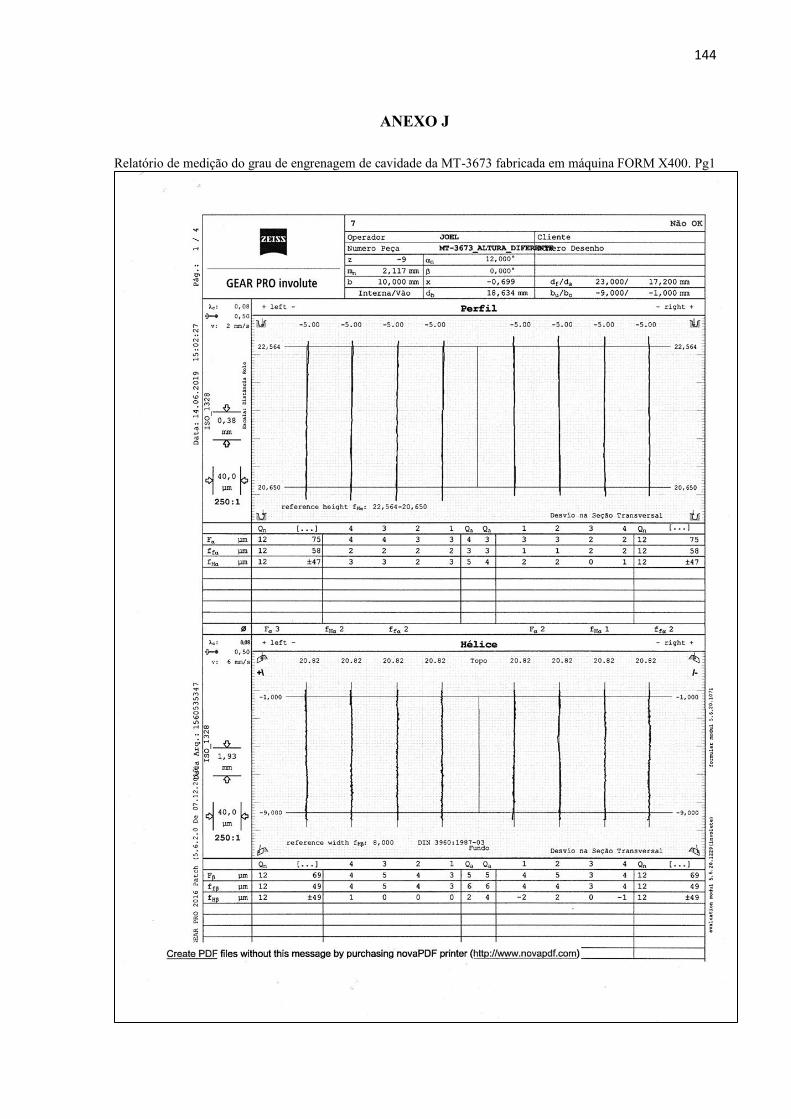
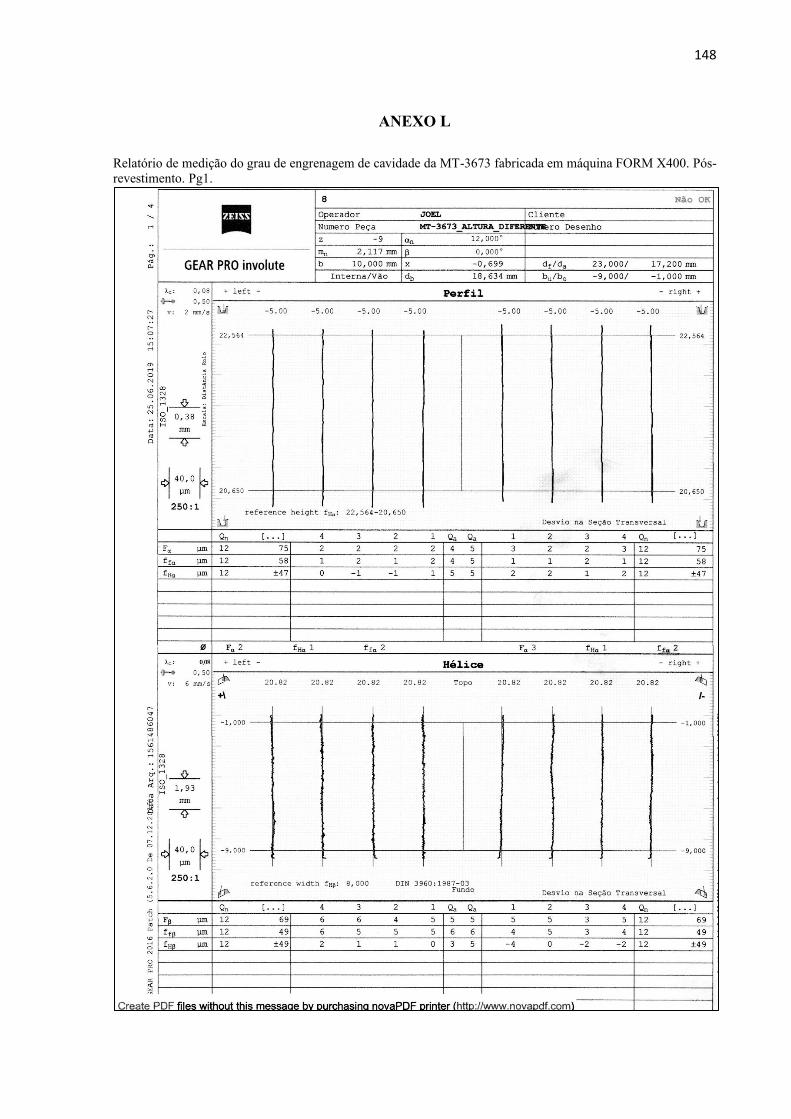
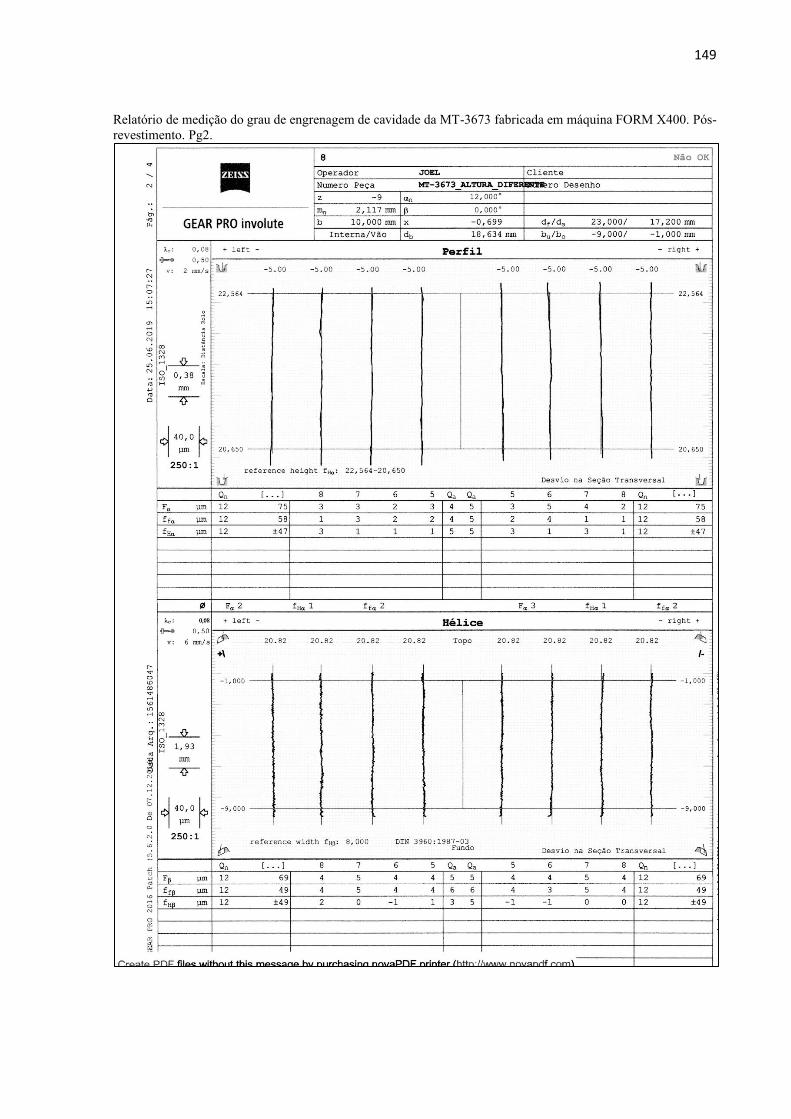
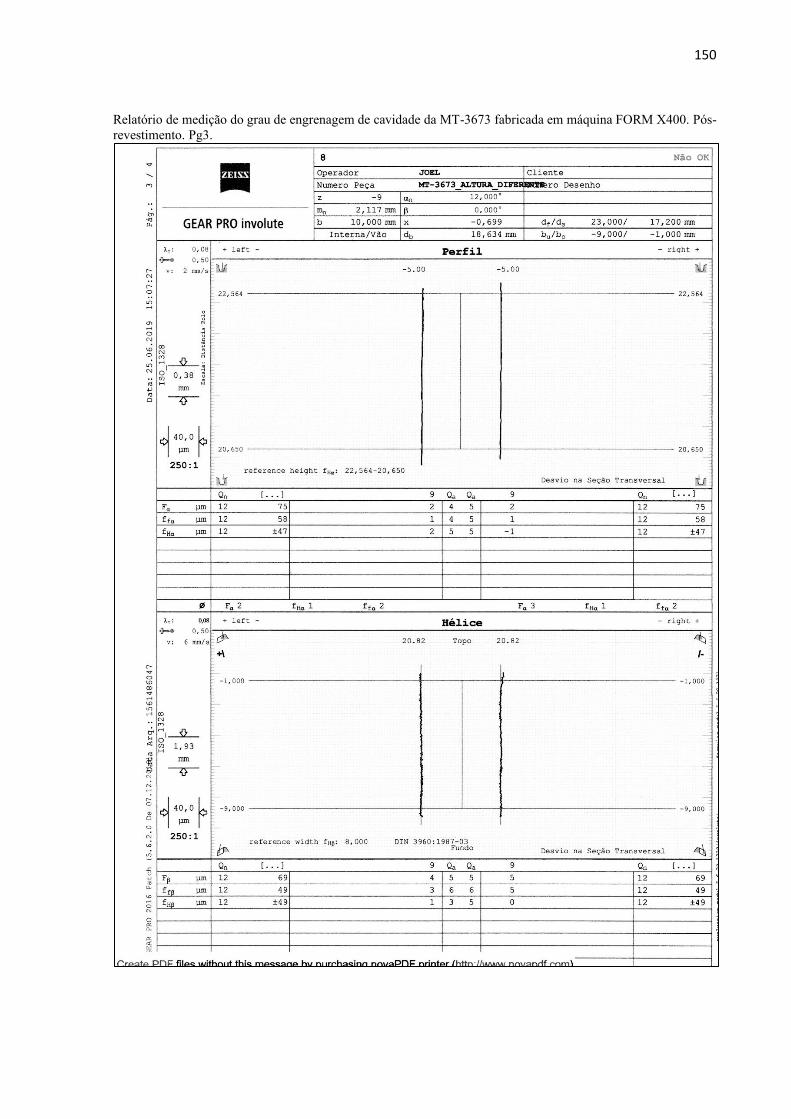
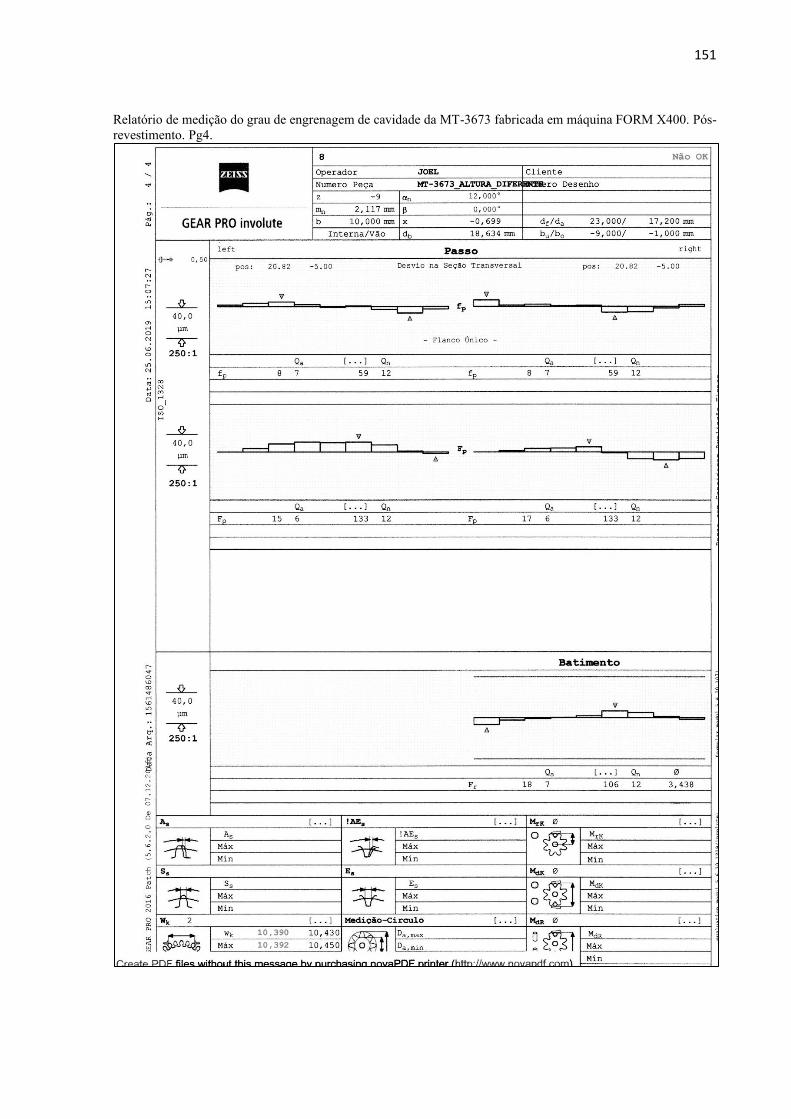
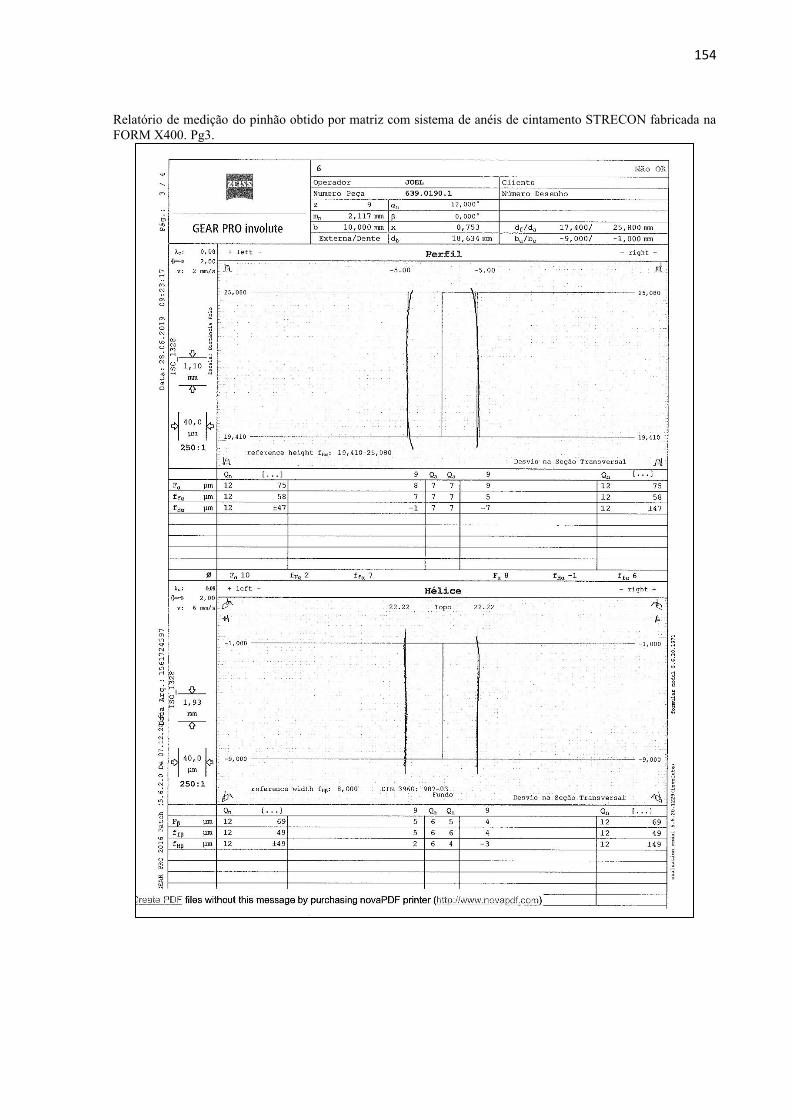
Gerdau Accedilos Finos Piratini em julho de 2018 143 ANEXO J ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 144 ANEXO L ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento 148 ANEXO M ndash Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 152
VIII
LISTA DE FIGURAS
Figura 1 - Fluxograma das etapas de desenvolvimento 23
Figura 2 - Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio 26
Figura 3 - Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio 27
Figura 4 - Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior b) Sistema de extraccedilatildeo inferior 28
Figura 5 - Formas construtivas para matrizes de extrusatildeo direta 30
Figura 6 - Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo 31
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo 32
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia 34
Figura 9 - Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional 37
Figura 10 - Forccedila devido ao fator de atrito (m) na extrusatildeo direta 37
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo 39
Figura 12 - Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo 40
Figura 13 - Matriz de extrusatildeo com um anel de cintamento 41
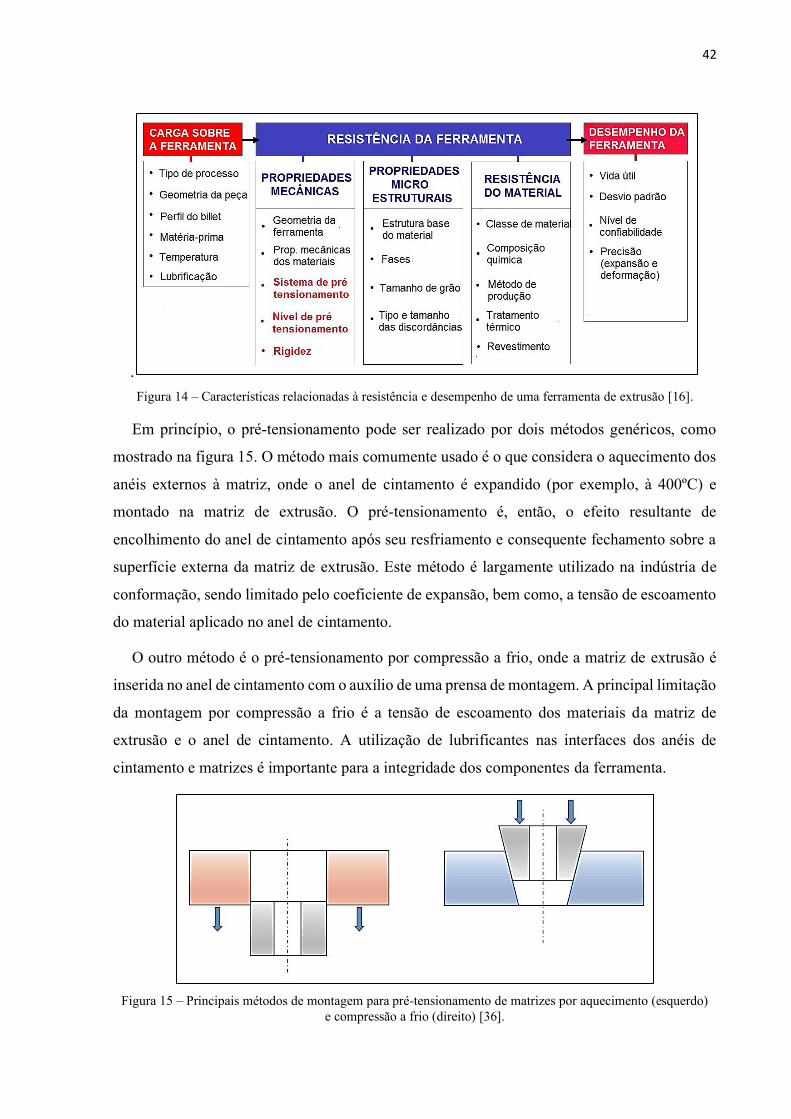
Figura 14 - Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo 42
Figura 15 - Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) 42
Figura 16 - Representaccedilatildeo de ferramenta montada com sistema STRECON 43
Figura 17 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1 Fonte JMatPro 45
Figura 18 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1 s-1 Fonte JMatPro 45
Figura 19 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro 46
Figura 20 - Desvios de passo das engrenagens 48
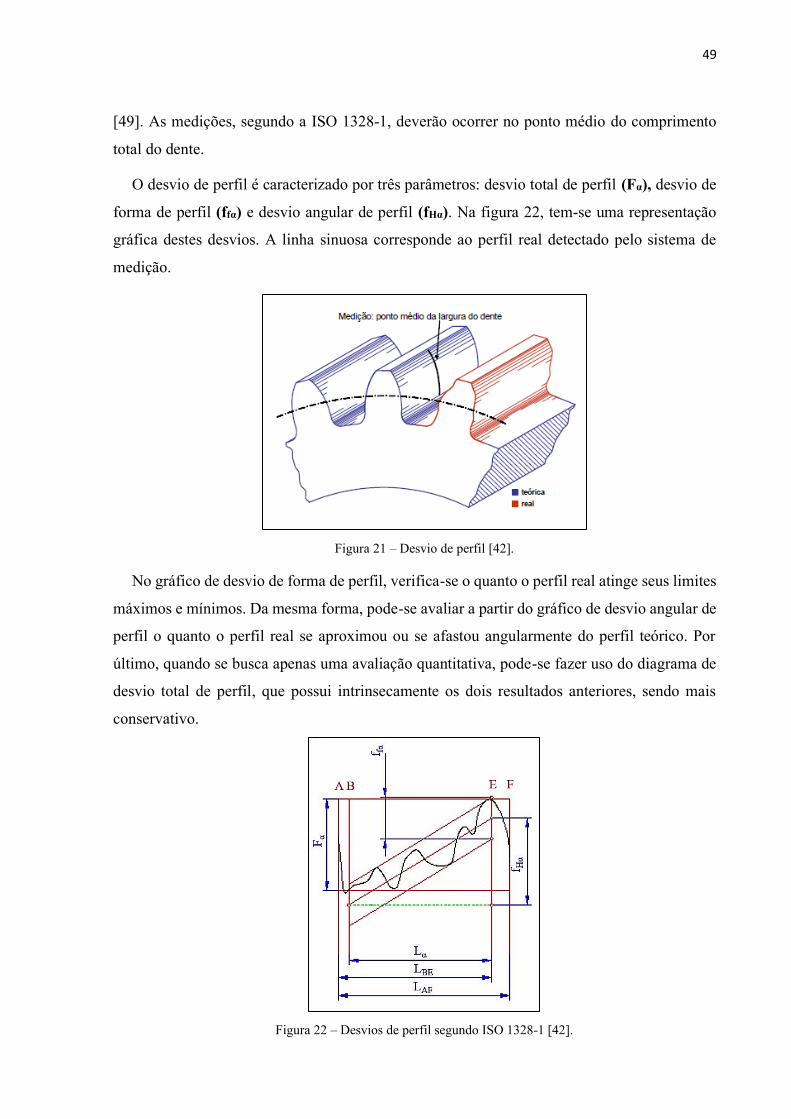
Figura 21 - Desvio de perfil 49
Figura 22 - Desvios de perfil segundo ISO 1328-1 49
Figura 23 - Desvio de linha de flanco 50
Figura 24 - Desvios da linha de flanco segundo ISO 1328-1 50
Figura 25 - Batimento radial 51
Figura 26 - Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas 54
IX
Figura 27 - Desenho da matriz MT-3673 para a extrusatildeo de engrenagem 59
Figura 28 - Maacutequina de eletroerosatildeo a fio modelo CUT 20P 60
Figura 29 - Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S 60
Figura 30 - Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS 60
Figura 31 - Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 61
Figura 32 - Centro de microusinagem 5 eixos KERN Pyramid Nano 61
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento 63
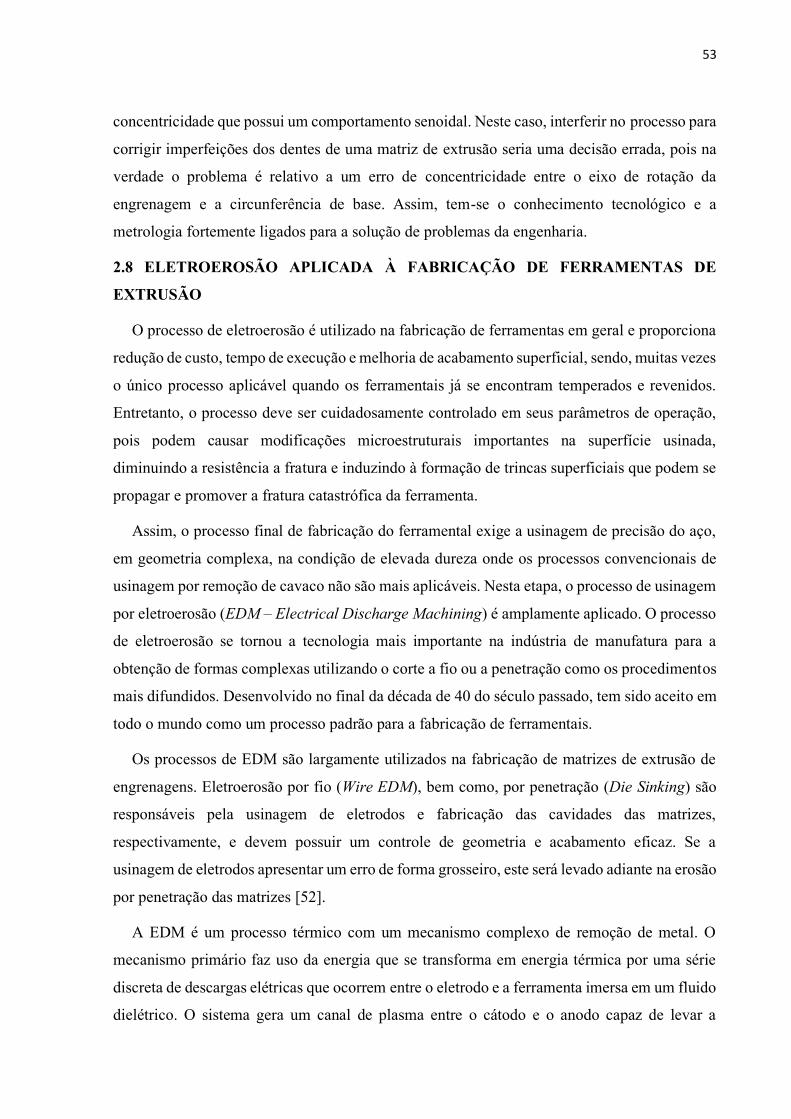
Figura 34 - Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331 64
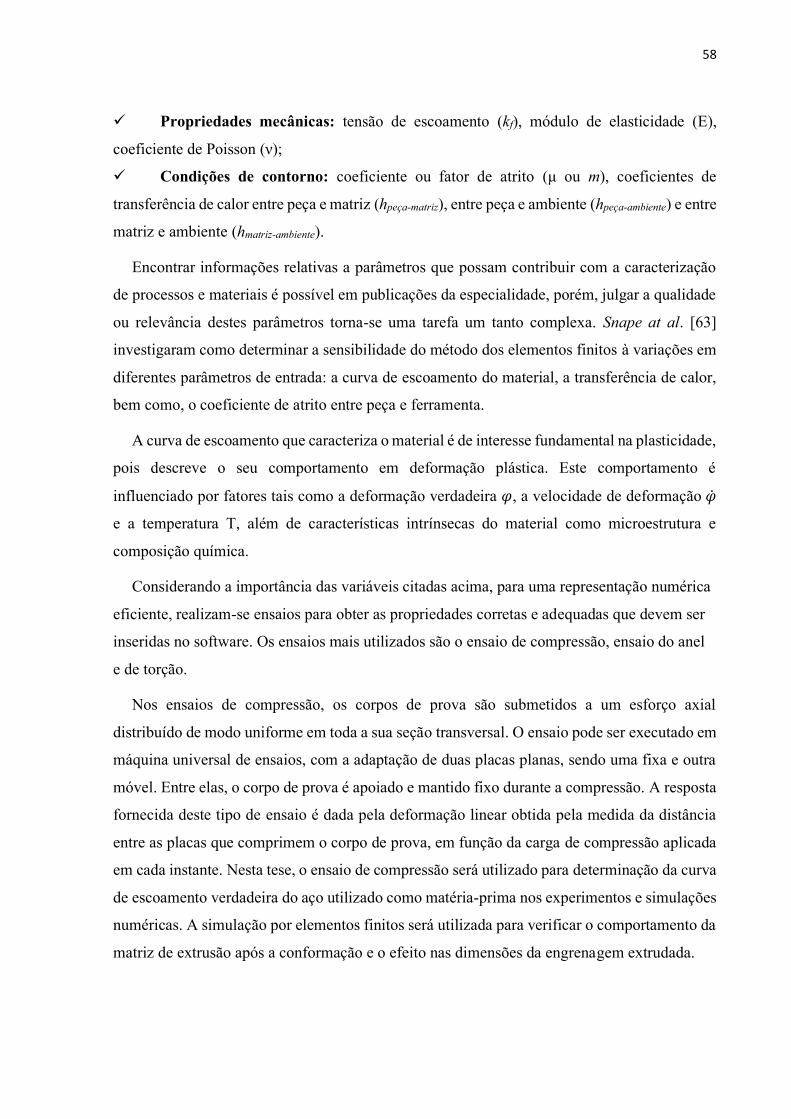
Figura 35 - Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330 64
Figura 36 - Eletrodo para acabamento por penetraccedilatildeo EL-0987 65
Figura 37 - Sistema convencional de aneacuteis de cintamento duplo 66
Figura 38 - Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673 67
Figura 39 - Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673 70
Figura 40 - Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo 70
Figura 41 - Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos
experimentos 72
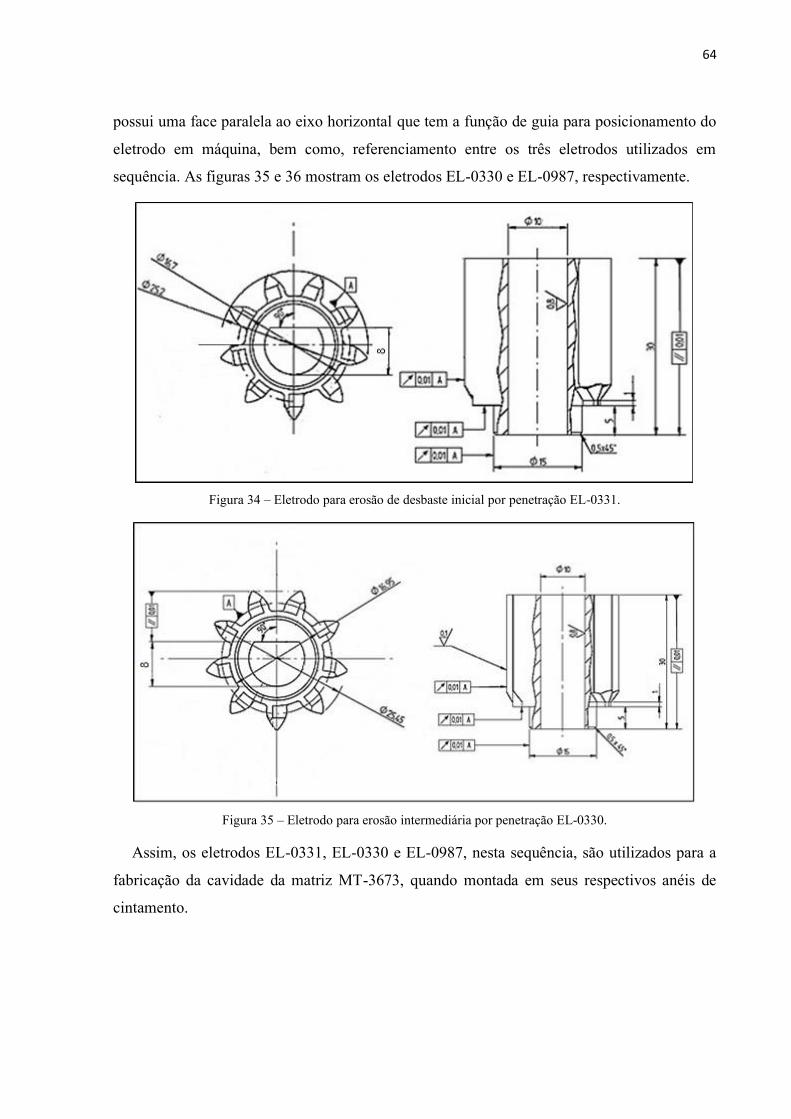
Figura 42 - Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel
interno e externo e matriz
73
Figura 43 - Prensa mecacircnica Komatsu com capacidade de forccedila 450 toneladas 74
Figura 44 - Transfer de alimentaccedilatildeo e aacuterea de prensagem 74
Figura 45 - Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo da curva de
escoamento 76
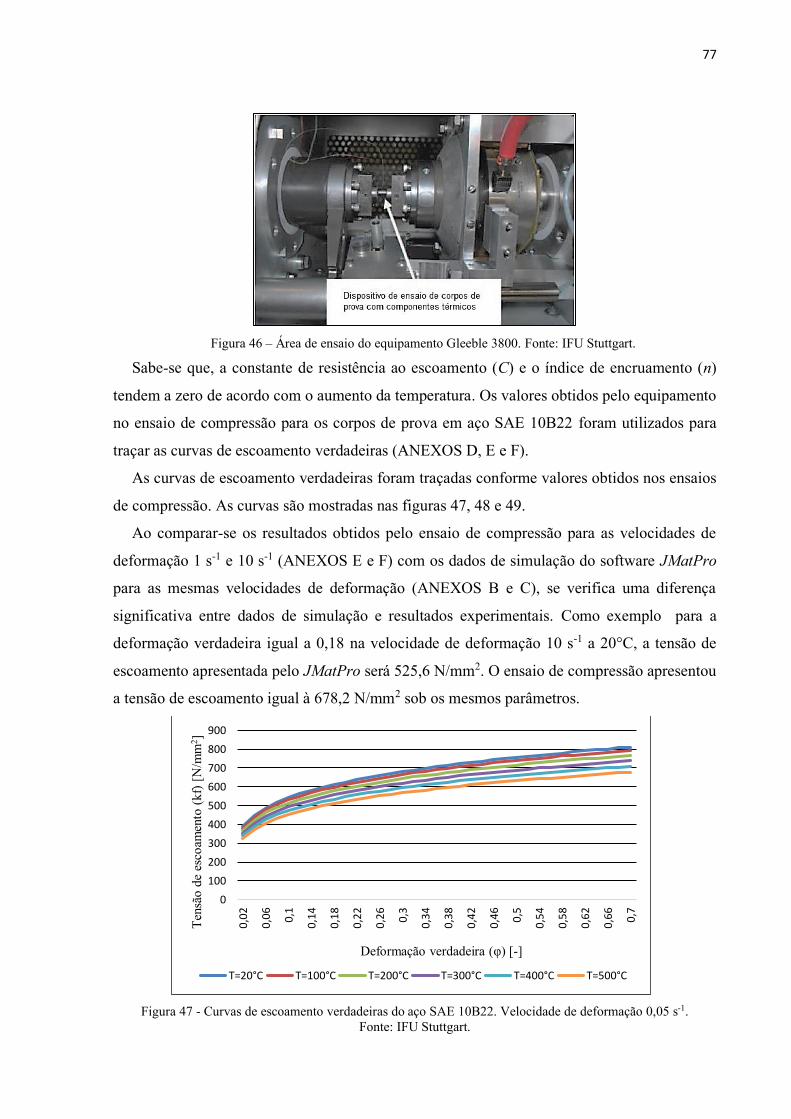
Figura 46 - Aacuterea de ensaio do equipamento Geeble 3800 Fonte IFU Stuttgart 77
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 005s-1 77
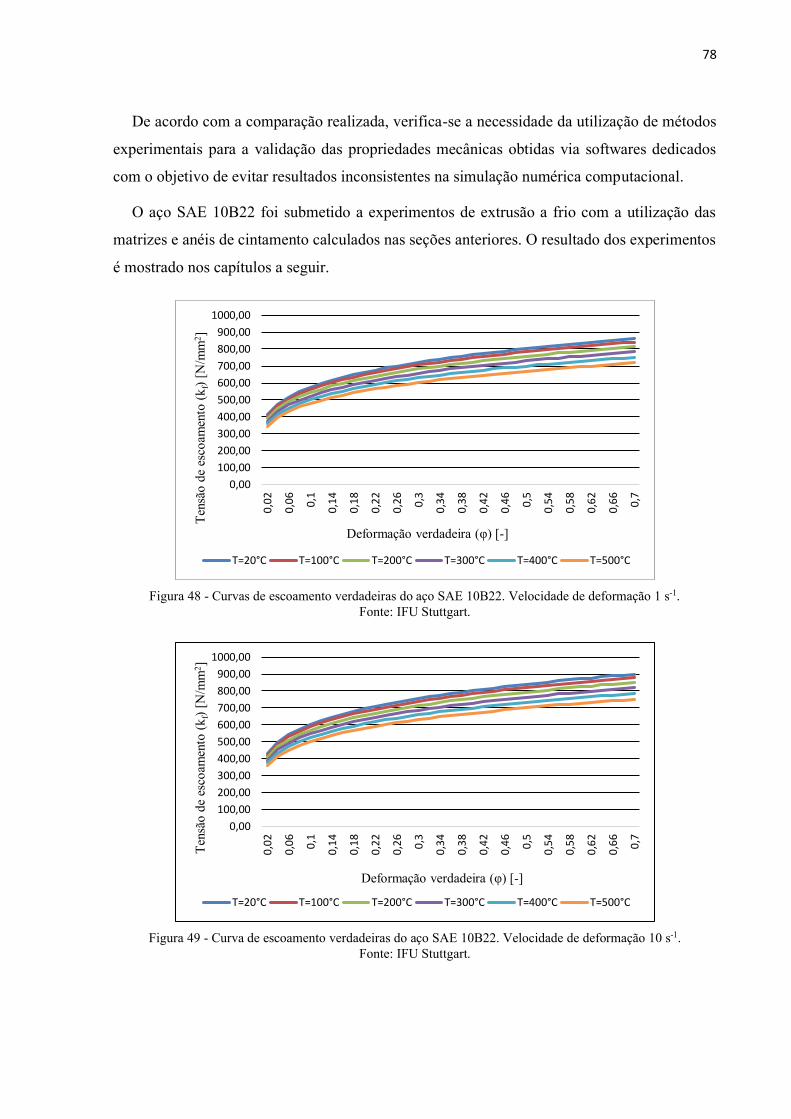
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1s-1 78
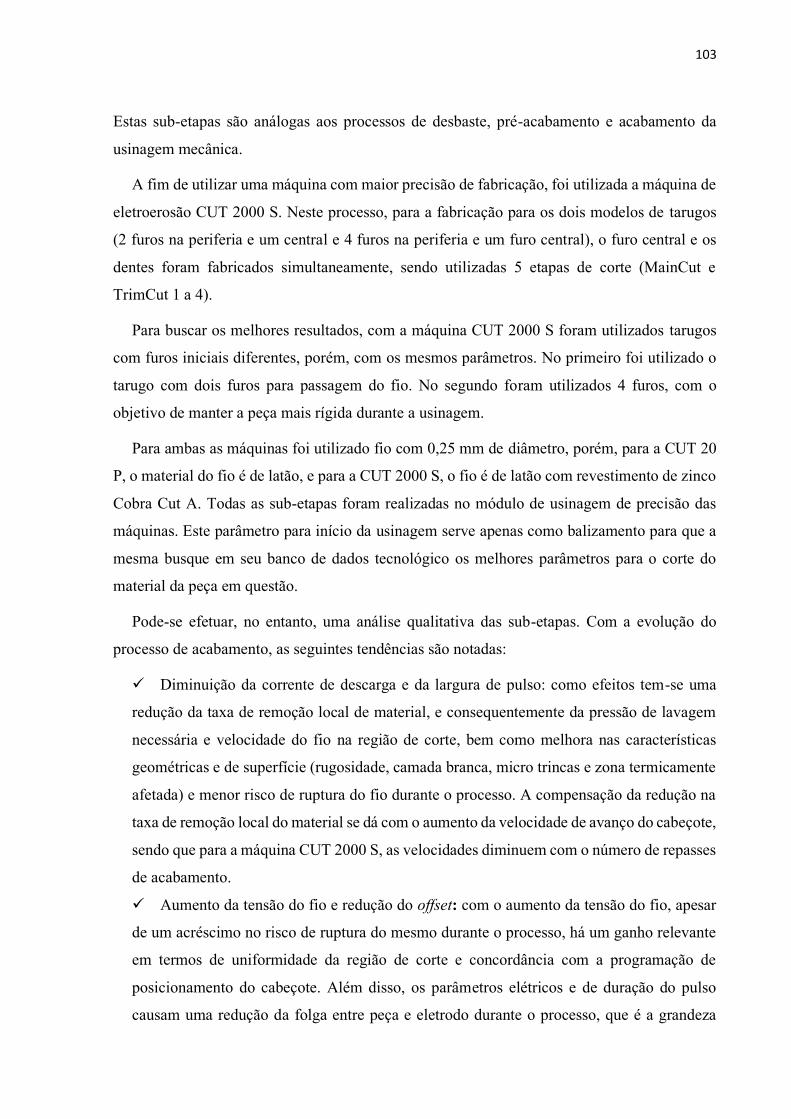
Figura 49 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10s-1 78
Figura 50 - Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D 79
Figura 51 - Desenho da matriz MT-6313 79
Figura 52 - Matriz MT-6313 montada em sistema de aneacuteis de cintamento duplo 80
Figura 53 - Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida 81
X
Figura 54 - Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328 81
Figura 55 - Vista em corte do ferramental de extrusatildeo a frio direta 83
Figura 56 - Ferramenta simplificada para simulaccedilatildeo a) Vista frontal lado direito em corte b) Vista isomeacutetrica em corte 84
Figura 57 - Dados de entrada para a simulaccedilatildeo numeacuterica 84
Figura 58 - Esforccedilo resultante da operaccedilatildeo de extrusatildeo a frio do pinhatildeo 85
Figura 59 - Representaccedilatildeo esquemaacutetica do avanccedilo de ferramenta da simulaccedilatildeo numeacuterica 85
Figura 60 - Modelo utilizado na segunda simulaccedilatildeo Ajuste dos diacircmetros do anel de cintamento interno 86
Figura 61 - Dados de entrada para a segunda simulaccedilatildeo numeacuterica 86
Figura 62 - Deslocamento radial aplicado apoacutes o ajuste de interferecircncia de montagem 87
Figura 63 - Metodologia de avaliaccedilatildeo dos desvios dimensionais resultantes da simulaccedilatildeo numeacuterica 88
Figura 64 - Anaacutelise dos desvios entre modelo de projeto e peccedila de simulaccedilatildeo numeacuterica 88
Figura 65 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral esquerda) 89
Figura 66 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral direita) 89
Figura 67 - Desvios dimensionais do flanco do dente de engrenagem Segunda simulaccedilatildeo (vista lateral esquerda) 90
Figura 68 - Tensatildeo de escoamento (119896119891) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do pinhatildeo 91
Figura 69 - Deformaccedilatildeo verdadeira (120593) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do
pinhatildeo 91
Figura 70 - Velocidade de deformaccedilatildeo () do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 71 - Distribuiccedilatildeo de temperatura (119879) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 72 - Configuraccedilatildeo de malha para simulaccedilatildeo do preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 93
Figura 73 - Deslocamento radial devido ao preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
94
Figura 74 - Tensatildeo axial (σz) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
95
Figura 75 - Tensatildeo tangencial (σt) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
XI
Figura 76 - Tensatildeo radial (σr) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
Figura 77 - Tensatildeo equivalente (σe) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 97
Figura 78 - Tensatildeo radial (σr) resultante no dente de engrenagem extrudado 98
Figura 79 - Tensatildeo tangencial (σt) resultante no dente de engrenagem extrudado 99
Figura 80 - Tensatildeo axial (σz) resultante no dente de engrenagem extrudado 100
Figura 81 - Tensatildeo equivalente (σe) resultante no dente de engrenagem extrudado 101
Figura 82 - Deformaccedilatildeo verdadeira (φ) resultante no dente de engrenagem extrudado 101
Figura 83 - Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos 102
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S 104
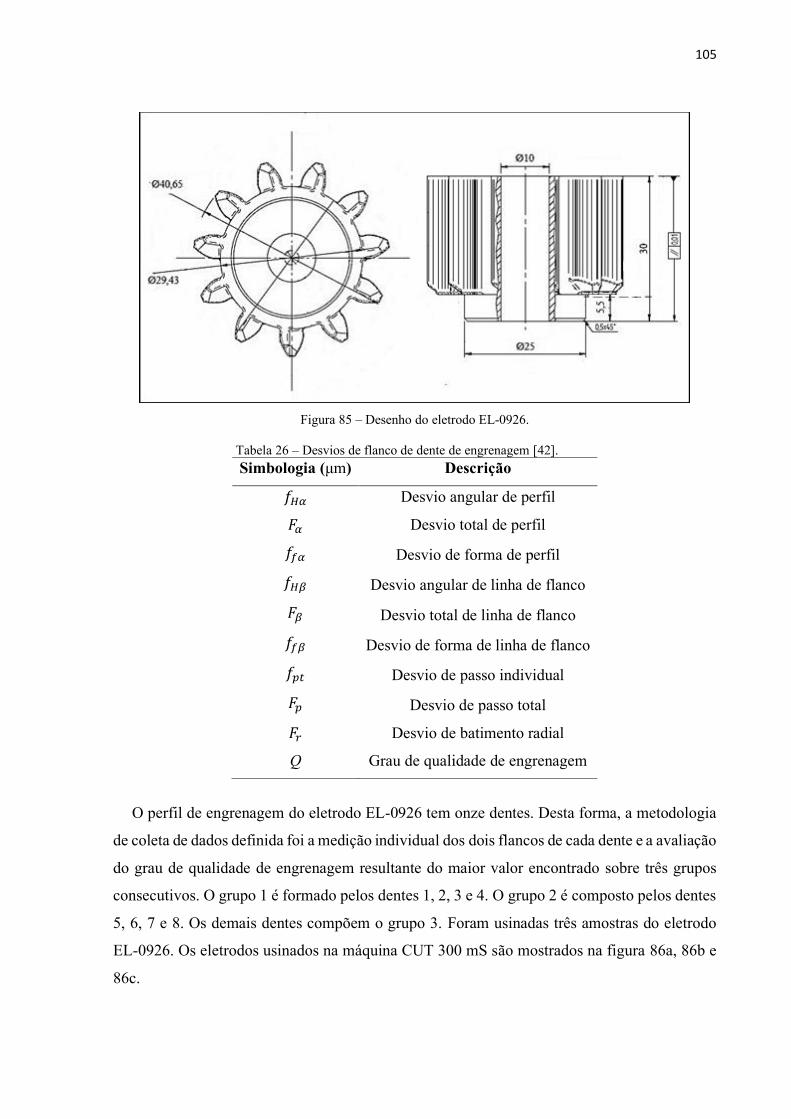
Figura 85 - Desenho do eletrodo EL-0926 105
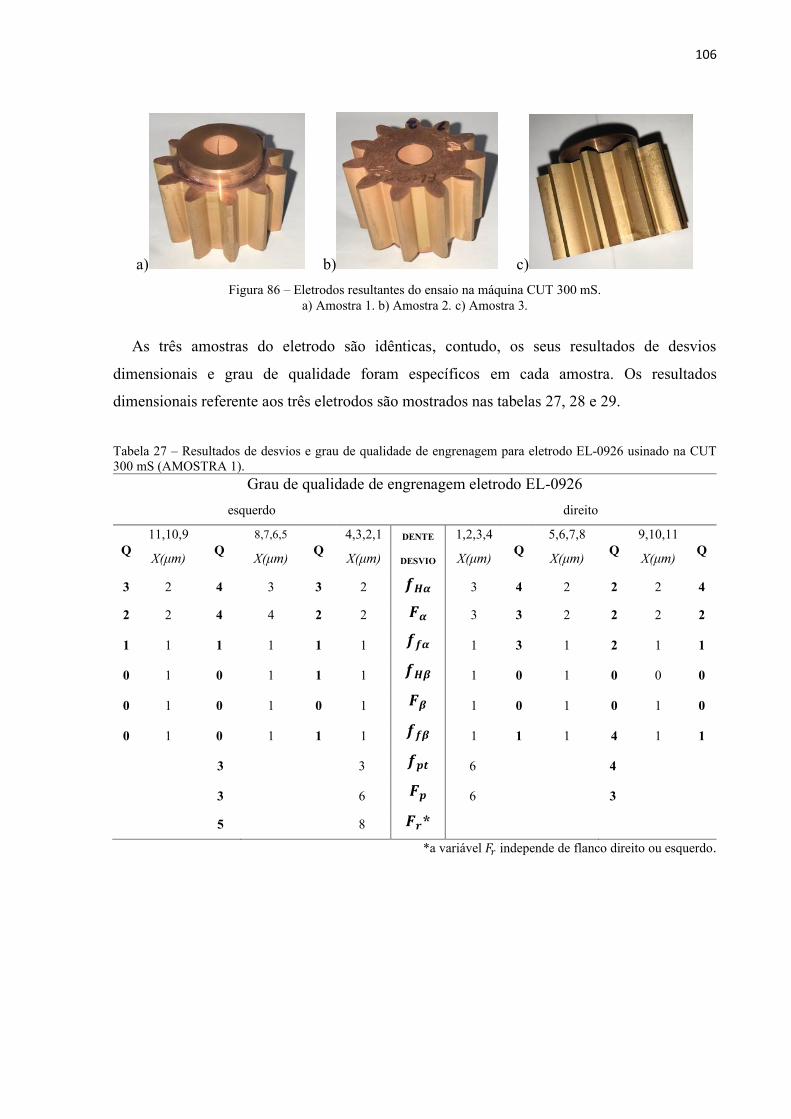
Figura 86 - Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3 106
Figura 87 - Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON 110
Figura 88 - Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional b) Sistema STRECON 110
Figura 89 - Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio 111
Figura 90 - a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional 114
Figura 91 - Grau de qualidade (Q) X desvios dimensionais da MT-3673 116
Figura 92 - Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida 117
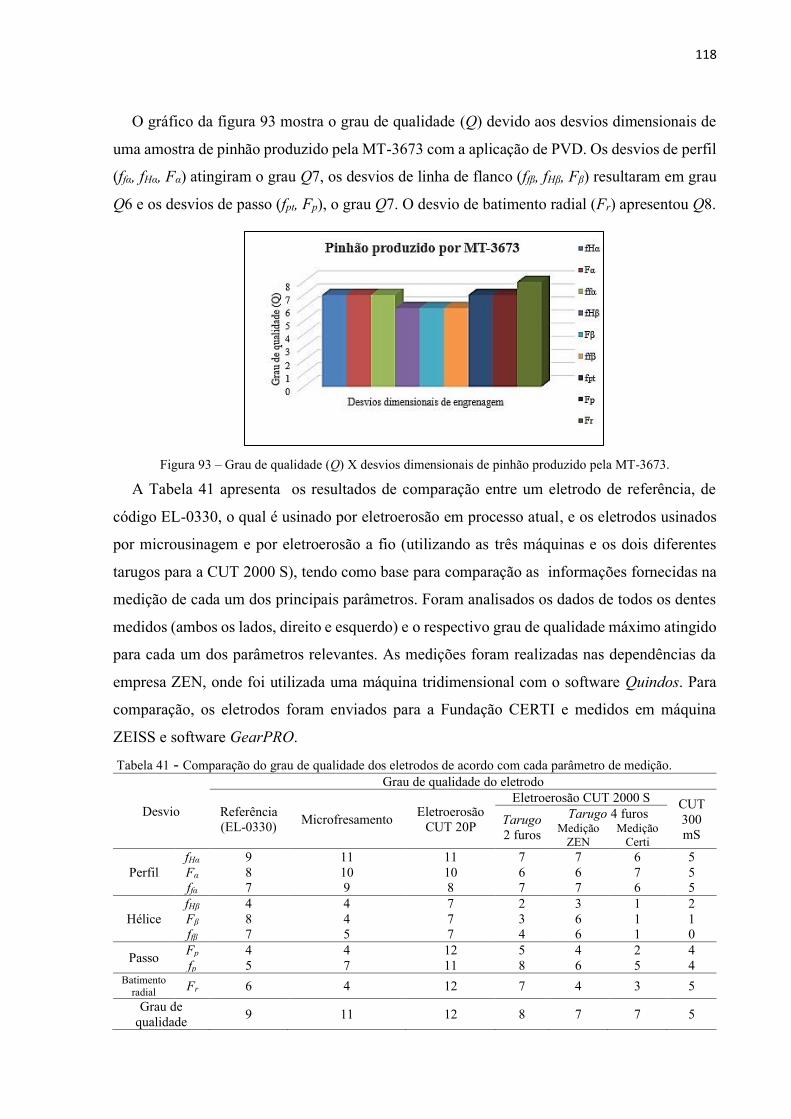
Figura 93 - Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673 118
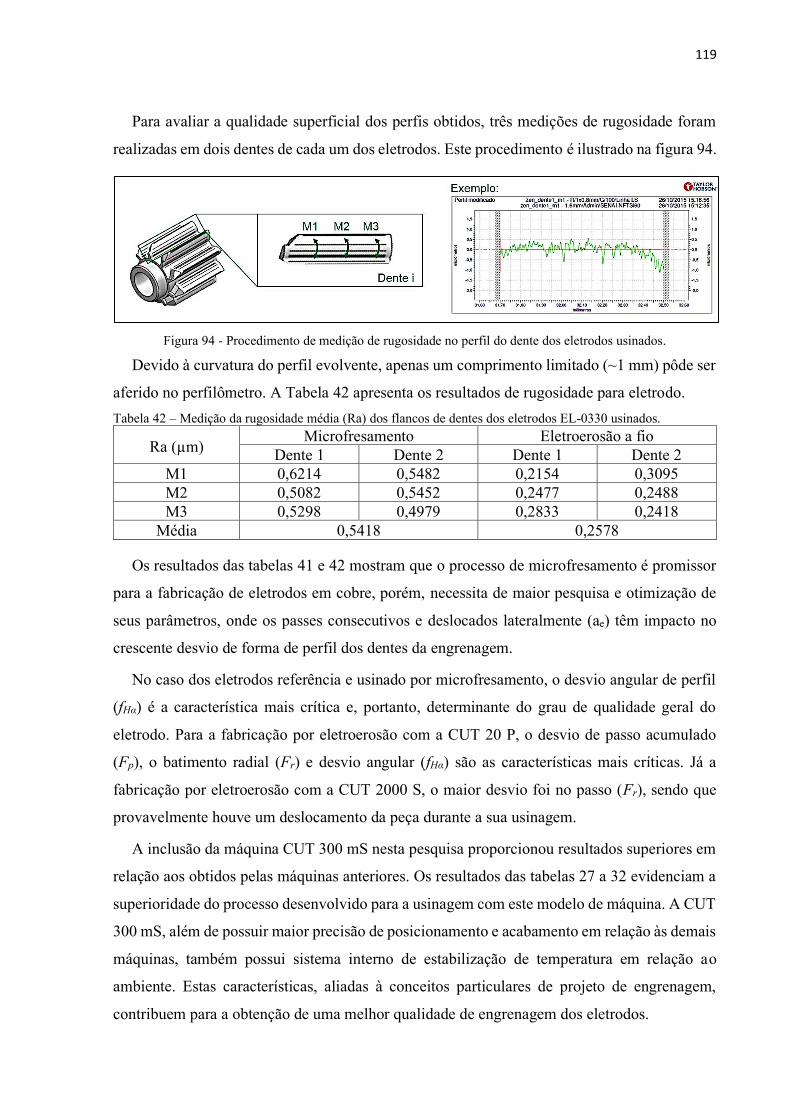
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados 119
XII
LISTA DE TABELAS
Tabela 1 - Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta 26
Tabela 2 - Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento 32
Tabela 3 - Valores referenciais para o coeficiente de atrito micro 38
Tabela 4 - Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro 44
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos 47
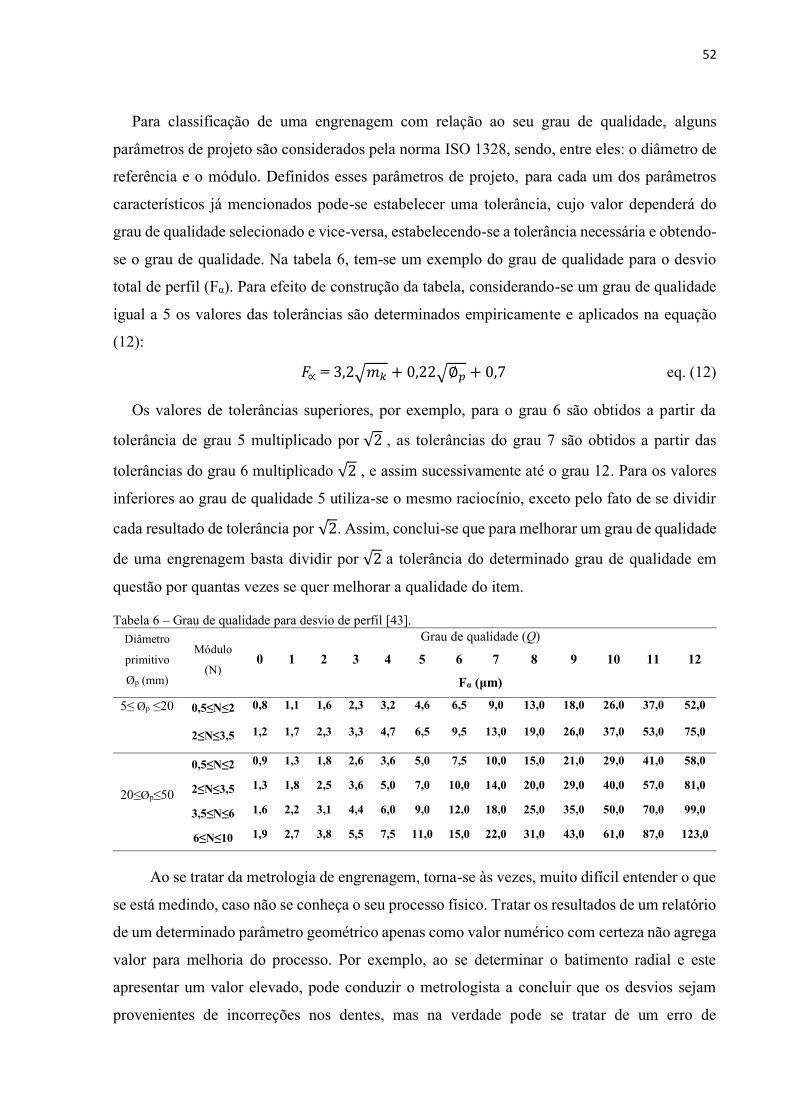
Tabela 6 - Grau de qualidade para desvio de perfil 52
Tabela 7 - Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado 56
Tabela 8 - Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores 57
Tabela 9 - Composiccedilatildeo quiacutemica do material para os eletrodos em cobre 62
Tabela 10 - Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 63
Tabela 11 - Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo 66
Tabela 12 - Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212 71
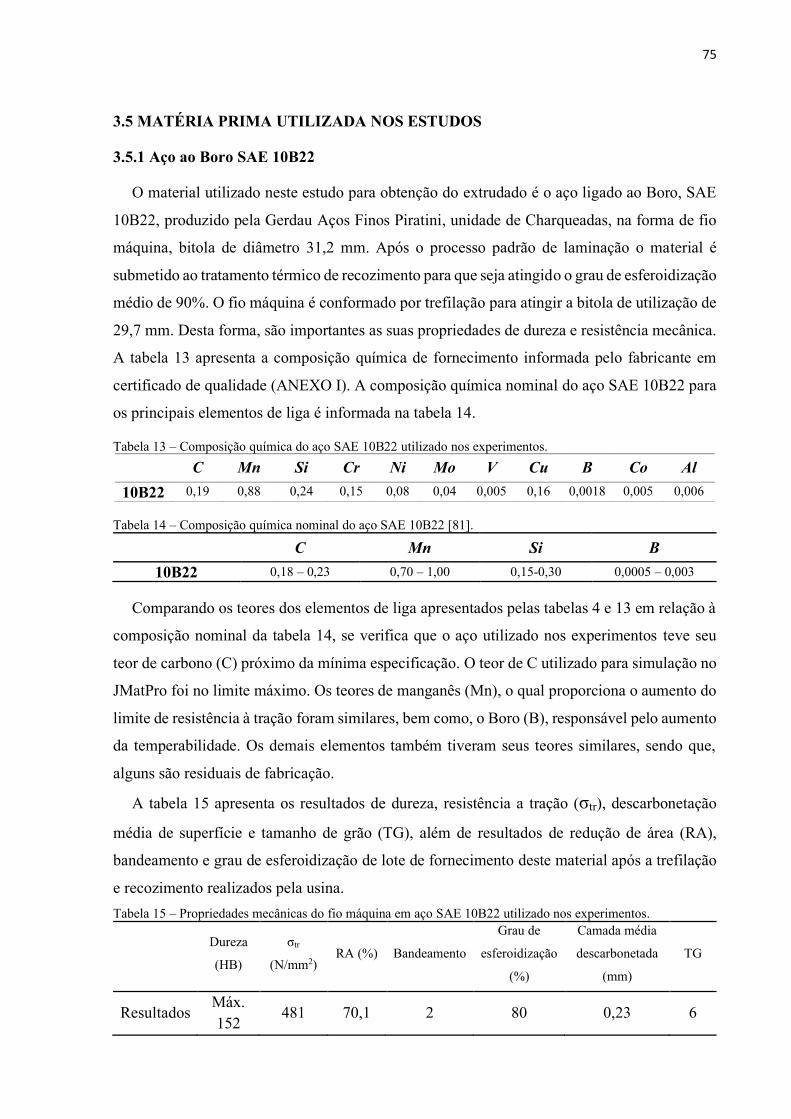
Tabela 13 - Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 14 - Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 75
Tabela 15 - Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 16 - Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313 80
Tabela 17 - Deslocamento radial da ferramenta devido ao niacutevel de preacute-tensionamento 94
Tabela 18 - Tensatildeo axial (σz) devido ao preacute-tensionamento da matriz por diferentes sistemas 95
Tabela 19 - Tensatildeo tangencial (σt) devido ao preacute-tensionamento da matriz por diferentes sistemas 96
Tabela 20 - Tensatildeo radial (σr) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 21 - Tensatildeo equivalente (σe) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 22 - Tensatildeo radial (σr) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 23 - Tensatildeo tangencial (σt) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 24 - Tensatildeo axial (σz) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 25 - Tensatildeo equivalente (σe) no dente de engrenagem do sistema por enrolamento de tiras 100
Tabela 26 - Desvios de flanco de engrenagem 105
XIII
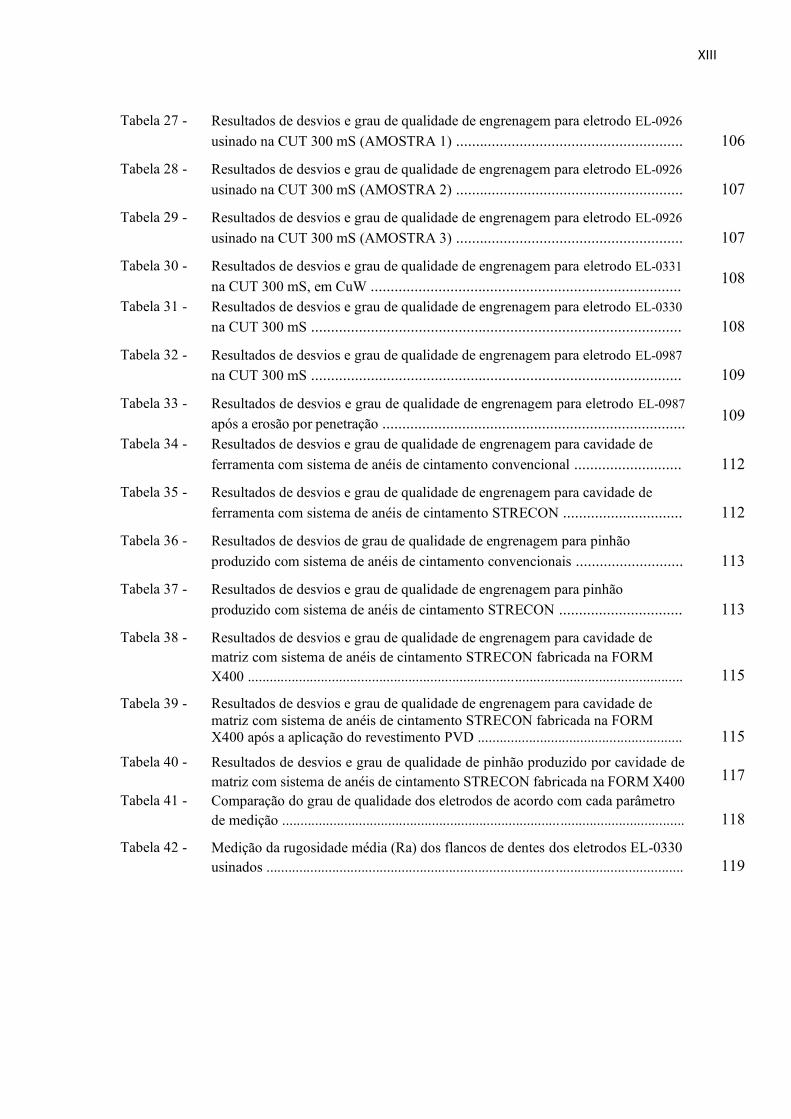
Tabela 27 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 1) 106
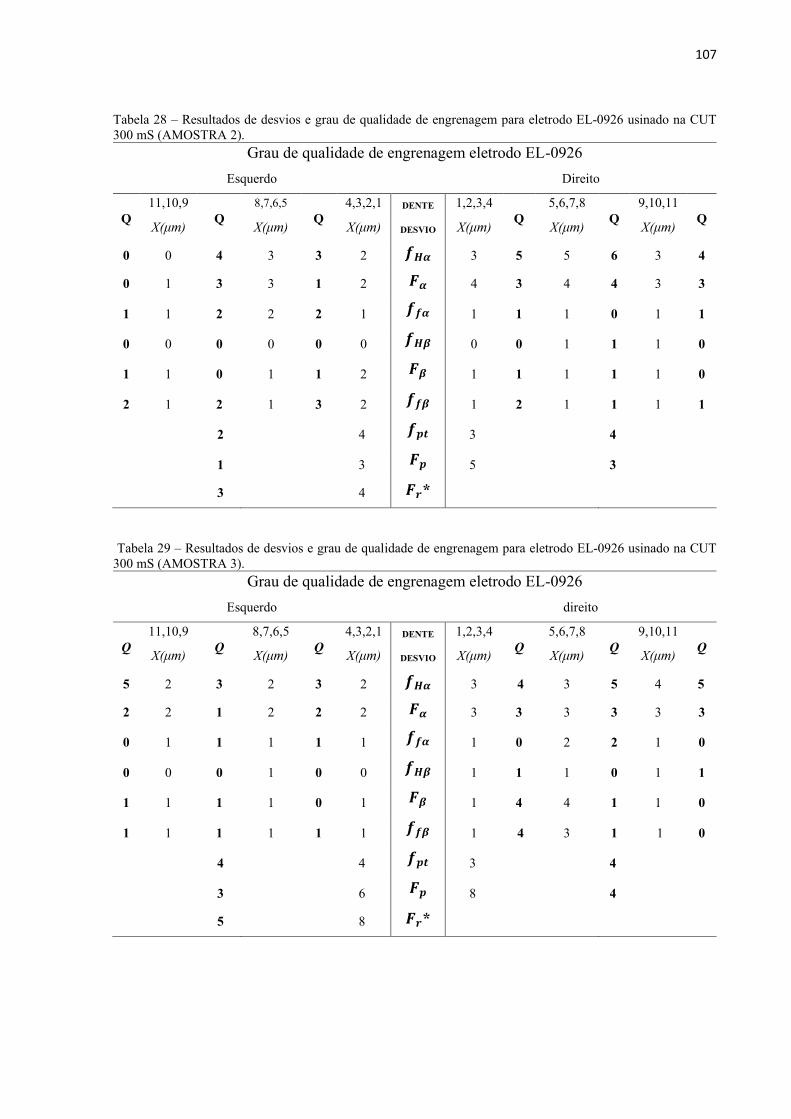
Tabela 28 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 2) 107
Tabela 29 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 3) 107
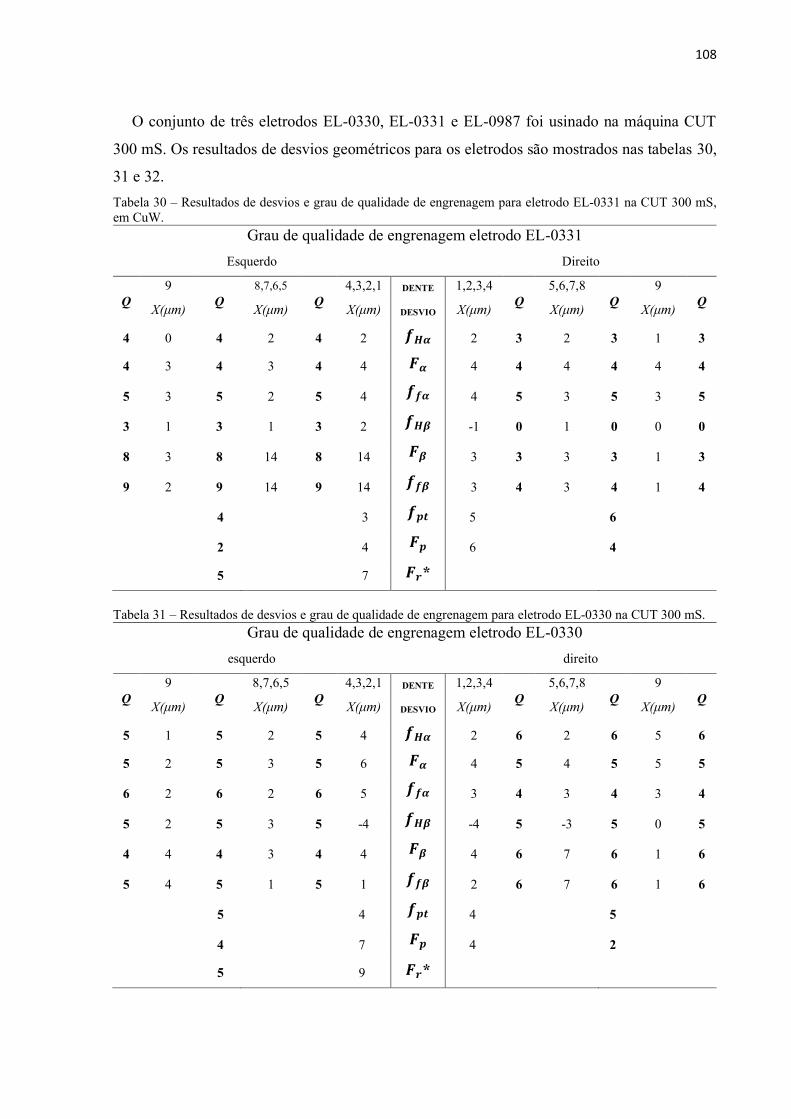
Tabela 30 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331
na CUT 300 mS em CuW 108
Tabela 31 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330
na CUT 300 mS 108
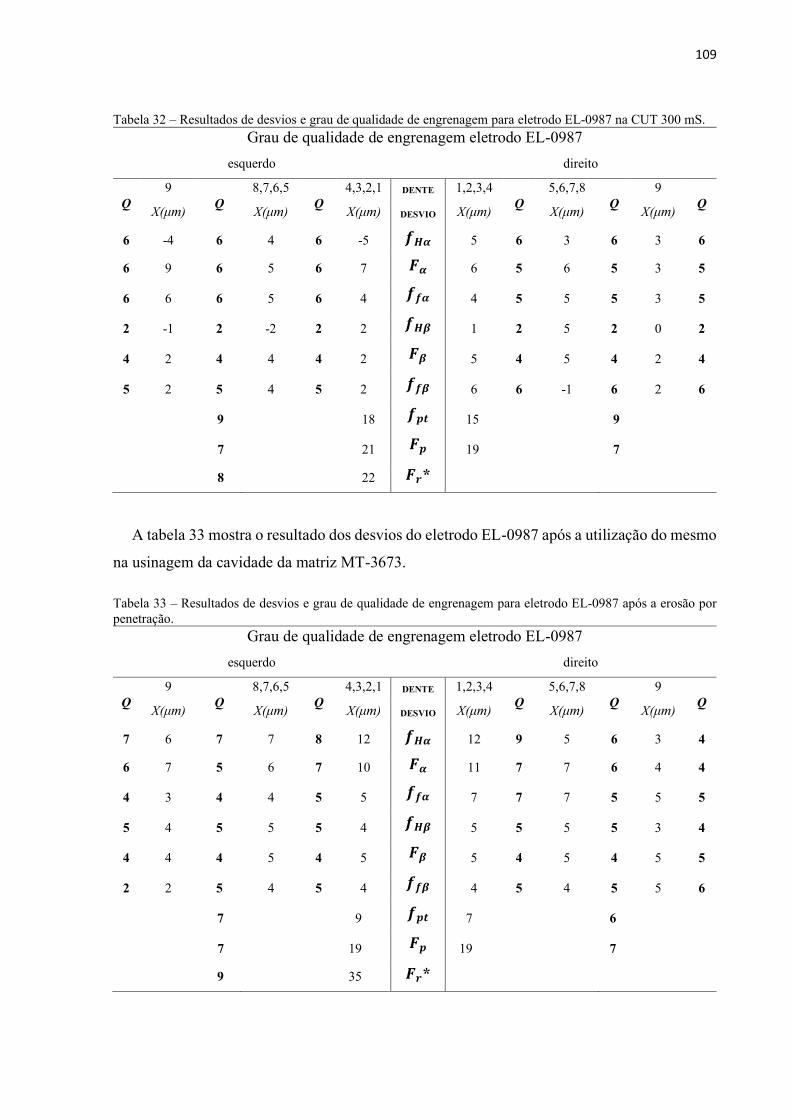
Tabela 32 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
na CUT 300 mS 109
Tabela 33 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
apoacutes a erosatildeo por penetraccedilatildeo 109
Tabela 34 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento convencional 112
Tabela 35 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento STRECON 112
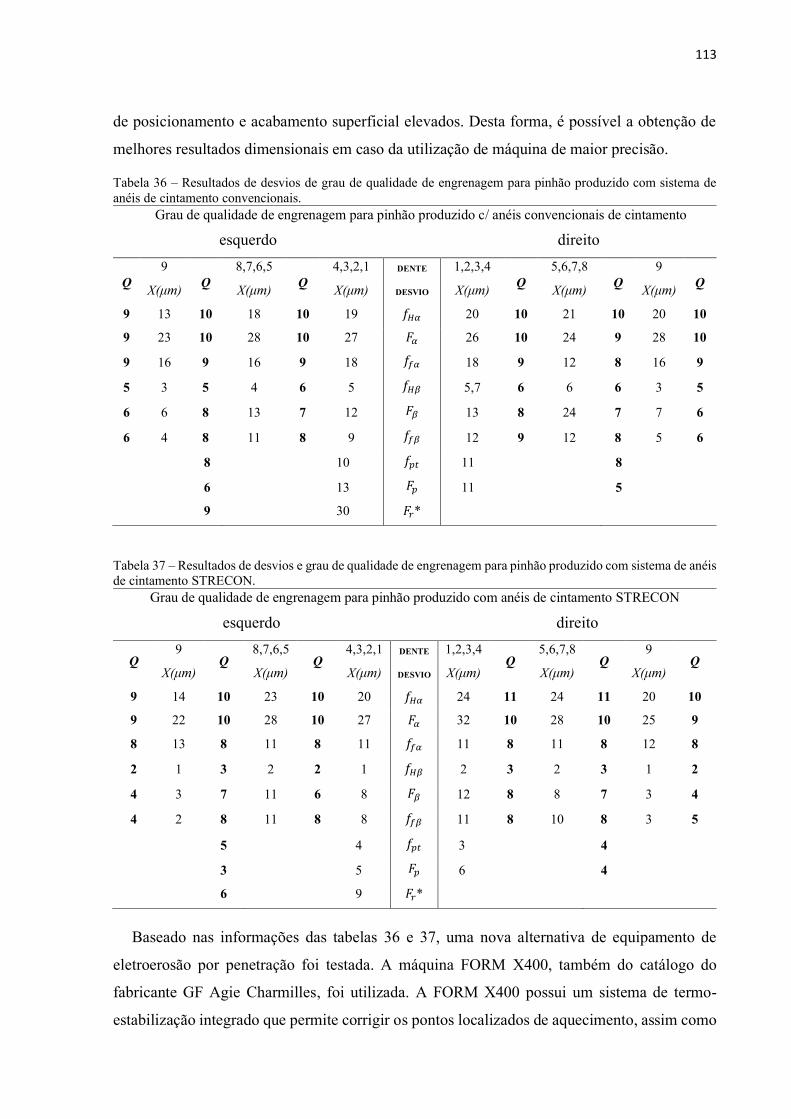
Tabela 36 - Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento convencionais 113
Tabela 37 - Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento STRECON 113
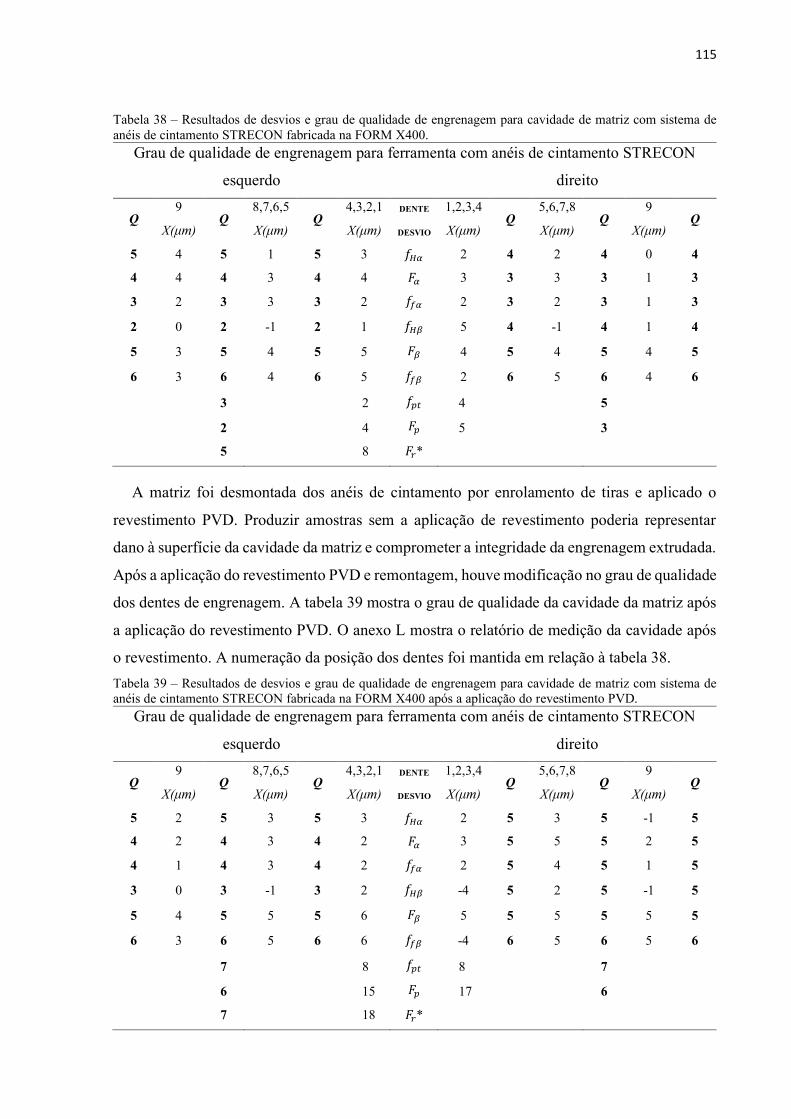
Tabela 38 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 115
Tabela 39 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD 115
Tabela 40 - Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 117
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo 118
Tabela 42 - Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados 119
XIV
LISTA DE SIacuteMBOLOS
Siacutembolo Denominaccedilatildeo Unidade a Parcela de energia transformada em calor [] ae Avanccedilo lateral de usinagem no microfresamento [mm] A0 Aacuterea da geratriz [mm] A1 Aacuterea final extrudada [mm] A Constante para caacutelculo do diacircmetro d1 do primeiro anel de cintamento [-] Ac Constante para caacutelculo do diacircmetro d2 do segundo anel de cintamento [-] B Constante para caacutelculo de A do primeiro anel de cintamento [-] Bc Constante para caacutelculo de Ac do segundo anel de cintamento [-] 119888119872 Calor especiacutefico [JkgdegC] C Constante da lei de Hollomon-Ludwik kf = Cφn [Nmm2] d Diacircmetro interno da cavidade da matriz [mm] D Diacircmetro externo do conjunto matrizanel [mm] d0 Diacircmetro externo da geratriz [mm] d1 Diacircmetro externo da matriz [mm] d2 Diacircmetro externo do primeiro anel [mm] dz Diacircmetro apoacutes extrusatildeo direta [mm] E Moacutedulo de elasticidade [Nmm2] E+ Modelo dos aneacuteis de cintamento STRECON [-] F Forccedila de extrusatildeo [kN] Fc Forccedila de atrito entre a cavidade da matriz superior e a geratriz [kN] Fd Forccedila de atrito entre as paredes da matriz de extrusatildeo e a geratriz [kN] Ff Forccedila devido ao atrito [kN] ffα Desvio de Forma de Perfil [μm] fHα Desvio Angular de Perfil [μm] Fα Desvio Total de Perfil [μm] fβ Desvio Individual de Heacutelice [μm] fHβ Desvio Angular de Heacutelice [μm] Fβ Desvio Total de Heacutelice [μm] Fp Desvio Total de Passo [μm] fpt Desvio Individual de Passo [μm] Fr Desvio de Batimento Radial [μm] fZ Avanccedilo de usinagem por dente [mmin] h Avanccedilo de punccedilatildeo de extrusatildeo [mm] h0 Altura da geratriz [mm] hk Altura natildeo deformada do material extrudado [mm] hz Profundidade do furo do extrudado [mm] hpeccedila-matriz Coeficiente de transferecircncia de calor entre peccedila e matriz [Wm2degC]
hpeccedila-ambiente Coeficiente de transferecircncia de calor entre peccedila e ambiente [Wm2degC]
hmatriz-ambiente Coeficiente de transferecircncia de calor entre matriz e ambiente [Wm2degC]
K Quantidade de Passos de engrenagem [-] 119896 Tensatildeo limite de elasticidade em cisalhamento puro [Nmm2]
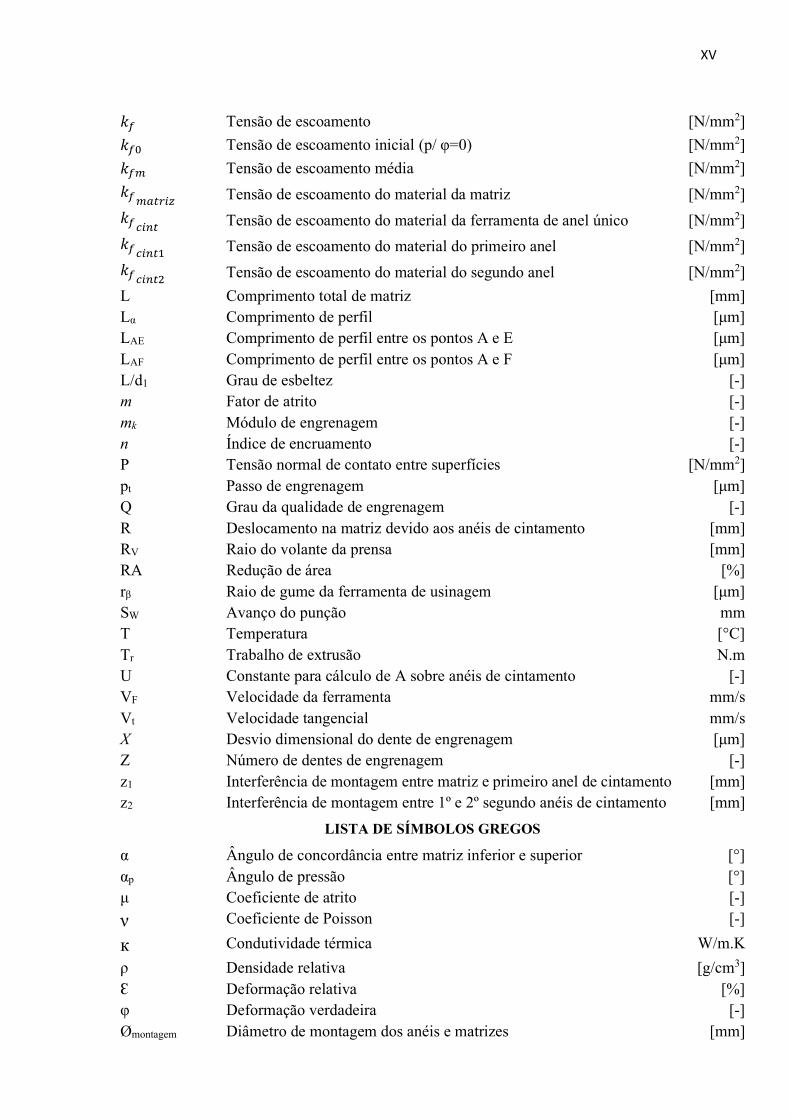
XV
119896119891 Tensatildeo de escoamento [Nmm2] 1198961198910 Tensatildeo de escoamento inicial (p φ=0) [Nmm2] 119896119891119898 Tensatildeo de escoamento meacutedia [Nmm2] 119896119891119898119886119905119903119894119911 Tensatildeo de escoamento do material da matriz [Nmm2] 119896119891119888119894119899119905 Tensatildeo de escoamento do material da ferramenta de anel uacutenico [Nmm2] 1198961198911198881198941198991199051 Tensatildeo de escoamento do material do primeiro anel [Nmm2] 1198961198911198881198941198991199052 Tensatildeo de escoamento do material do segundo anel [Nmm2]
L Comprimento total de matriz [mm] Lα Comprimento de perfil [μm] LAE Comprimento de perfil entre os pontos A e E [μm] LAF Comprimento de perfil entre os pontos A e F [μm] Ld1 Grau de esbeltez [-] m Fator de atrito [-] mk Moacutedulo de engrenagem [-] n Iacutendice de encruamento [-] P Tensatildeo normal de contato entre superfiacutecies [Nmm2] pt Passo de engrenagem [μm] Q Grau da qualidade de engrenagem [-] R Deslocamento na matriz devido aos aneacuteis de cintamento [mm] RV Raio do volante da prensa [mm] RA Reduccedilatildeo de aacuterea [] rβ Raio de gume da ferramenta de usinagem [μm] SW Avanccedilo do punccedilatildeo mm T Temperatura [degC] Tr Trabalho de extrusatildeo Nm U Constante para caacutelculo de A sobre aneacuteis de cintamento [-] VF Velocidade da ferramenta mms Vt Velocidade tangencial mms X Desvio dimensional do dente de engrenagem [μm] Z Nuacutemero de dentes de engrenagem [-] z1 Interferecircncia de montagem entre matriz e primeiro anel de cintamento [mm] z2 Interferecircncia de montagem entre 1ordm e 2ordm segundo aneacuteis de cintamento [mm]
LISTA DE SIacuteMBOLOS GREGOS
α Acircngulo de concordacircncia entre matriz inferior e superior [deg] αp Acircngulo de pressatildeo [deg] μ Coeficiente de atrito [-]
ν Coeficiente de Poisson [-]
к Condutividade teacutermica WmK
ρ Densidade relativa [gcm3] Ɛ Deformaccedilatildeo relativa [] φ Deformaccedilatildeo verdadeira [-] Oslashmontagem Diacircmetro de montagem dos aneacuteis e matrizes [mm]
XVI
Oslashexterno Diacircmetro externo da geratriz [mm] Oslashinterno Diacircmetro interno da geratriz [mm] Oslashp Diacircmetro primitivo da engrenagem [mm] δ0 Espessura de parede de geratriz [mm] δ1 Espessura final de parede do extrudado [mm] 120578119865 Fator de rendimento do processo de extrusatildeo [-] Ɛf Interferecircncia relativa entre matriz e anel de cintamento []
σtr Resistecircncia agrave traccedilatildeo [Nmm2]
ξ Resistividade eleacutetrica [μΩm]
σz Tensatildeo axial [Nmm2]
σe Tensatildeo equivalente [Nmm2]
σr Tensatildeo radial [Nmm2]
σt Tensatildeo tangencial [Nmm2]
τ Tensatildeo de cisalhamento na interface geratrizferramenta [Nmm2]
ω Velocidade angular rads Velocidade de deformaccedilatildeo [1s]
XVII
LISTA DE ABREVIATURAS
ABNT Associaccedilatildeo Brasileira de Normas Teacutecnicas
AGMA American Gear Manufacturers Association
AISI American Iron and Steel Institute
APC Aresta Posticcedila de Corte
ASTM American Society for Testing and Materials
BS British Standards
BSI British Standards Institution
DIN Deutches Institut fuumlr Normung (German Institute of Standardization)
DLC Diamond Like Carbon
EDM Electrical Discharge Machining
EL Eletrodo
IACS International Annealed Copper Standard
gpm Golpes por minuto
ISO International Organization for Standardization
IT International Tolerance
JIS Japanese Industrial Standards
MT Matriz
ppm Partes por milhatildeo
PVD Physical Vapor Deposition
TG Tamanho de Gratildeo
SAE Society of Automotive Engineers
ZTA Zona Termicamente Afetada
XVIII
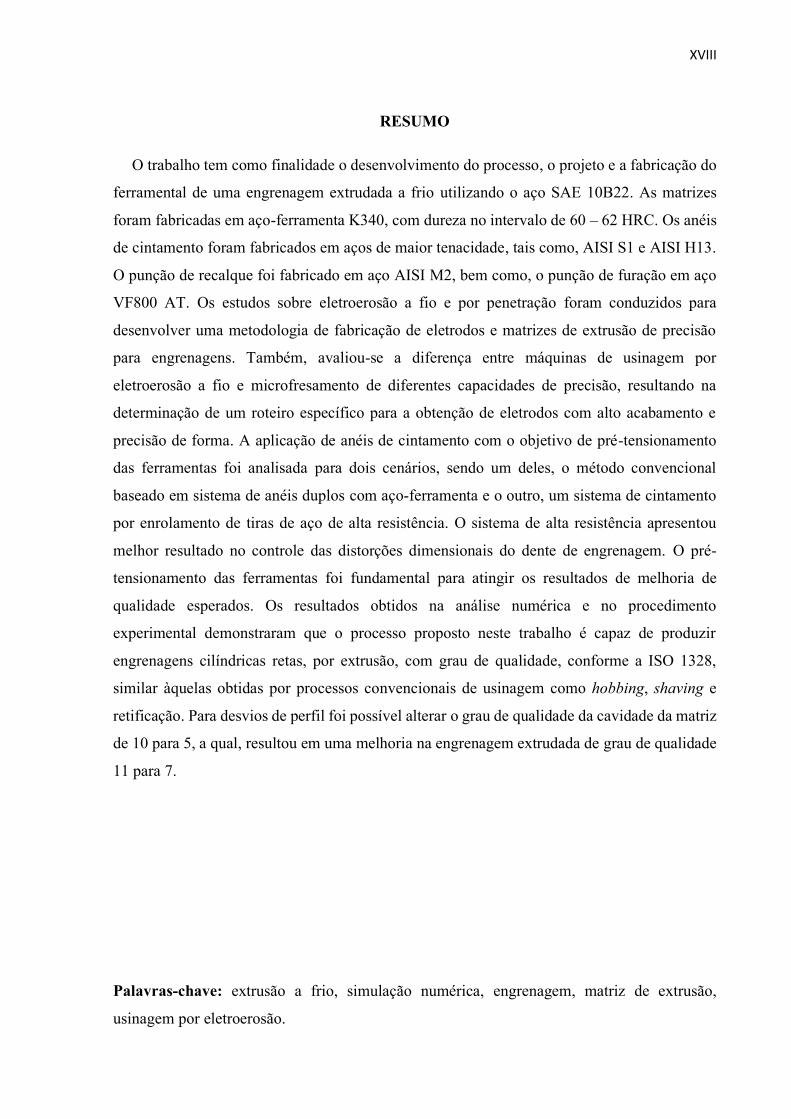
RESUMO
O trabalho tem como finalidade o desenvolvimento do processo o projeto e a fabricaccedilatildeo do
ferramental de uma engrenagem extrudada a frio utilizando o accedilo SAE 10B22 As matrizes
foram fabricadas em accedilo-ferramenta K340 com dureza no intervalo de 60 ndash 62 HRC Os aneacuteis
de cintamento foram fabricados em accedilos de maior tenacidade tais como AISI S1 e AISI H13
O punccedilatildeo de recalque foi fabricado em accedilo AISI M2 bem como o punccedilatildeo de furaccedilatildeo em accedilo
VF800 AT Os estudos sobre eletroerosatildeo a fio e por penetraccedilatildeo foram conduzidos para
desenvolver uma metodologia de fabricaccedilatildeo de eletrodos e matrizes de extrusatildeo de precisatildeo
para engrenagens Tambeacutem avaliou-se a diferenccedila entre maacutequinas de usinagem por
eletroerosatildeo a fio e microfresamento de diferentes capacidades de precisatildeo resultando na
determinaccedilatildeo de um roteiro especiacutefico para a obtenccedilatildeo de eletrodos com alto acabamento e
precisatildeo de forma A aplicaccedilatildeo de aneacuteis de cintamento com o objetivo de preacute-tensionamento
das ferramentas foi analisada para dois cenaacuterios sendo um deles o meacutetodo convencional
baseado em sistema de aneacuteis duplos com accedilo-ferramenta e o outro um sistema de cintamento
por enrolamento de tiras de accedilo de alta resistecircncia O sistema de alta resistecircncia apresentou
melhor resultado no controle das distorccedilotildees dimensionais do dente de engrenagem O preacute-
tensionamento das ferramentas foi fundamental para atingir os resultados de melhoria de
qualidade esperados Os resultados obtidos na anaacutelise numeacuterica e no procedimento
experimental demonstraram que o processo proposto neste trabalho eacute capaz de produzir
engrenagens ciliacutendricas retas por extrusatildeo com grau de qualidade conforme a ISO 1328
similar agravequelas obtidas por processos convencionais de usinagem como hobbing shaving e
retificaccedilatildeo Para desvios de perfil foi possiacutevel alterar o grau de qualidade da cavidade da matriz
de 10 para 5 a qual resultou em uma melhoria na engrenagem extrudada de grau de qualidade
11 para 7
Palavras-chave extrusatildeo a frio simulaccedilatildeo numeacuterica engrenagem matriz de extrusatildeo
usinagem por eletroerosatildeo
XIX
ABSTRACT
The research aims to develop the process of production the project and tooling
manufacturing of high precise cold extruded gears based on the SAE 10B22 steel Dies were
manufactured in tool steel K340 in a range of hardness from 60 up to 62 HRC The shrink rings
were manufactured in steel grades with greater toughness like AISI S1 and AISI H13 In
addition the upsetting punch was manufactured in high speed steel AISI M2 as well as the
hole punch with the steel VF 800 AT The studies regarding wire electrical discharge machining
and die sinking were carried out to develop a manufacturing method for precise extrusion dies
of gears Also the differences between wire discharge machining equipments in different
precision levels were evaluated to stablish a specific routine to produce high precise electrodes
The application of shrink rings for prestressing of the tooling was evaluated based on two
methods being one of them the more usual with double shrink rings made by tool steel and the
other one is the stripwinding technique The stripwinding technique has showed a better
performance regarding dimensional scattering of the gear teeth Prestressing of the tools was
important to reach the expected results of quality improvement of gears Results which were
obtained in the finite element analysis and experimental procedure demonstrated that the
proposed process in this study is able to produce spur gears by cold extrusion with an accuracy
grade according ISO 1328 similar to those produced by additional machining processes such
like hobbing shaving and grinding For profile deviation was possible to change the gear
accuracy grade of die cavity from 10 to 5 which allowed to obtain an accuracy grade equal to 7
for the cold extruded gear
Keywords cold extrusion numerical simulation gear extrusion die electrical discharge
machining
20
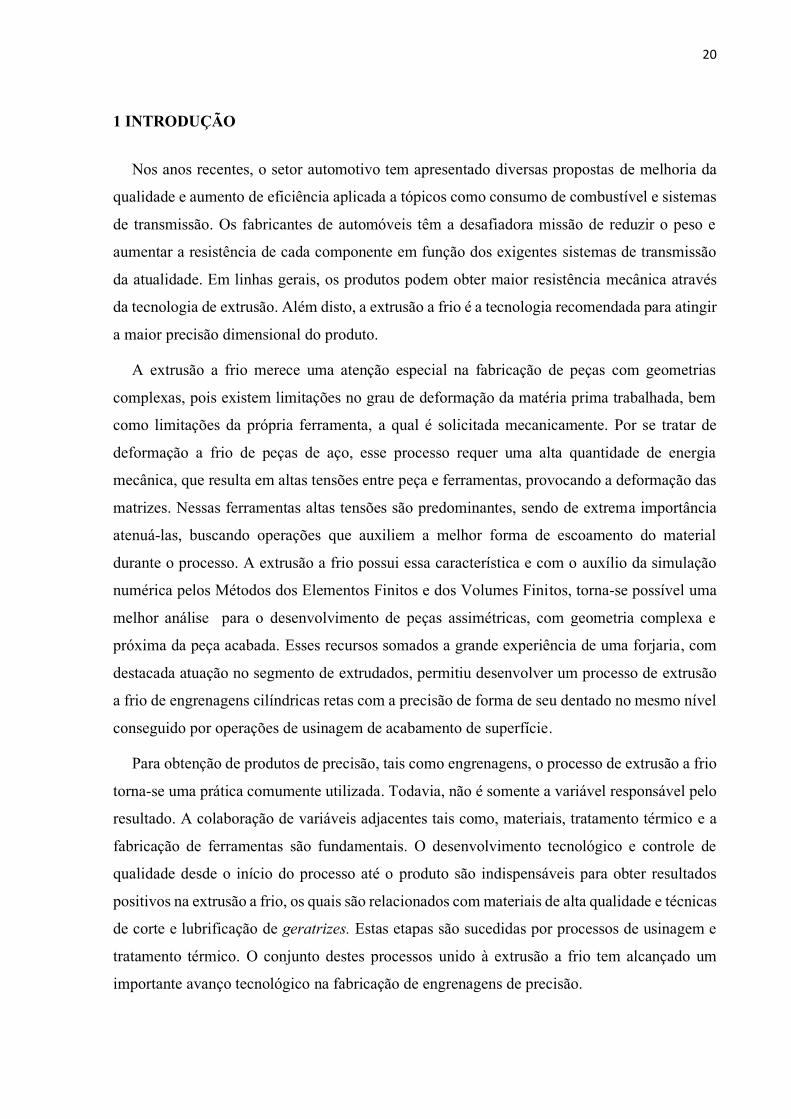
1 INTRODUCcedilAtildeO
Nos anos recentes o setor automotivo tem apresentado diversas propostas de melhoria da
qualidade e aumento de eficiecircncia aplicada a toacutepicos como consumo de combustiacutevel e sistemas
de transmissatildeo Os fabricantes de automoacuteveis tecircm a desafiadora missatildeo de reduzir o peso e
aumentar a resistecircncia de cada componente em funccedilatildeo dos exigentes sistemas de transmissatildeo
da atualidade Em linhas gerais os produtos podem obter maior resistecircncia mecacircnica atraveacutes
da tecnologia de extrusatildeo Aleacutem disto a extrusatildeo a frio eacute a tecnologia recomendada para atingir
a maior precisatildeo dimensional do produto
A extrusatildeo a frio merece uma atenccedilatildeo especial na fabricaccedilatildeo de peccedilas com geometrias
complexas pois existem limitaccedilotildees no grau de deformaccedilatildeo da mateacuteria prima trabalhada bem
como limitaccedilotildees da proacutepria ferramenta a qual eacute solicitada mecanicamente Por se tratar de
deformaccedilatildeo a frio de peccedilas de accedilo esse processo requer uma alta quantidade de energia
mecacircnica que resulta em altas tensotildees entre peccedila e ferramentas provocando a deformaccedilatildeo das
matrizes Nessas ferramentas altas tensotildees satildeo predominantes sendo de extrema importacircncia
atenuaacute-las buscando operaccedilotildees que auxiliem a melhor forma de escoamento do material
durante o processo A extrusatildeo a frio possui essa caracteriacutestica e com o auxiacutelio da simulaccedilatildeo
numeacuterica pelos Meacutetodos dos Elementos Finitos e dos Volumes Finitos torna-se possiacutevel uma
melhor anaacutelise para o desenvolvimento de peccedilas assimeacutetricas com geometria complexa e
proacutexima da peccedila acabada Esses recursos somados a grande experiecircncia de uma forjaria com
destacada atuaccedilatildeo no segmento de extrudados permitiu desenvolver um processo de extrusatildeo
a frio de engrenagens ciliacutendricas retas com a precisatildeo de forma de seu dentado no mesmo niacutevel
conseguido por operaccedilotildees de usinagem de acabamento de superfiacutecie
Para obtenccedilatildeo de produtos de precisatildeo tais como engrenagens o processo de extrusatildeo a frio
torna-se uma praacutetica comumente utilizada Todavia natildeo eacute somente a variaacutevel responsaacutevel pelo
resultado A colaboraccedilatildeo de variaacuteveis adjacentes tais como materiais tratamento teacutermico e a
fabricaccedilatildeo de ferramentas satildeo fundamentais O desenvolvimento tecnoloacutegico e controle de
qualidade desde o iniacutecio do processo ateacute o produto satildeo indispensaacuteveis para obter resultados
positivos na extrusatildeo a frio os quais satildeo relacionados com materiais de alta qualidade e teacutecnicas
de corte e lubrificaccedilatildeo de geratrizes Estas etapas satildeo sucedidas por processos de usinagem e
tratamento teacutermico O conjunto destes processos unido agrave extrusatildeo a frio tem alcanccedilado um
importante avanccedilo tecnoloacutegico na fabricaccedilatildeo de engrenagens de precisatildeo
21
A motivaccedilatildeo que impulsiona os estudos em conjunto com outras aacutereas de manufatura gera
grande valor agregado Estes desenvolvimentos levam agrave viabilidade comercial de perfis de
dentes de engrenagem de alta qualidade prontos para a aplicaccedilatildeo Contudo para a aplicaccedilatildeo
onde a extrema alta qualidade dos dentes natildeo eacute necessaacuteria tais como diferenciais automotivas
os perfis de engrenagem extrudados podem ser aplicados sem necessidade de usinagem
posterior Quando se trata de engrenagens para caixa de sistemas de transmissatildeo a precisatildeo
dimensional tem somente sido alcanccedilada com operaccedilotildees de usinagem adicionais Alguns
processos consideram operaccedilotildees de calibraccedilatildeo a frio apoacutes a extrusatildeo dos dentes com
temperatura
No processo de manufatura de pinhotildees para impulsores de partida a engrenagem dos
pinhotildees eacute produzida por extrusatildeo a frio em accedilo baixo carbono ligado ao boro A sequecircncia das
operaccedilotildees aplica ao produto acabado uma seacuterie de deformaccedilotildees em relaccedilatildeo ao seu perfil de
projeto as quais se excederem a maacutexima toleracircncia permitida podem afetar a funcionalidade
da engrenagem O grau de qualidade de engrenagem eacute definido a partir dos desvios de forma
que o flanco do dente apresenta em relaccedilatildeo ao seu perfil teoacuterico
O sistema de precisatildeo de engrenagens com perfil de evolvente abrange um grande campo de
engrenagens a partir de dentes com excepcional precisatildeo ateacute dentes de qualidade muito comum
Doze graus de qualidade de precisatildeo identificados por seu nuacutemero respectivo em ordem
decrescente de precisatildeo satildeo estabelecidas pela norma ISO 1328-1
No processo de extrusatildeo a frio existem diversas variaacuteveis que podem contribuir para o
acreacutescimo de erro ao produto resultante Estas variaacuteveis vatildeo desde o projeto de ferramenta sua
fabricaccedilatildeo materiais selecionados e resistecircncia de montagem agraves condiccedilotildees de mateacuteria-prima a
ser extrudada maquinaacuterio e efeitos de deformaccedilatildeo de material A precisatildeo do dente extrudado
depende da precisatildeo de fabricaccedilatildeo da cavidade da matriz e sua forma eacute comprometida
principalmente por dois fatores
A deformaccedilatildeo na regiatildeo elaacutestica da matriz devido agraves altas tensotildees de extrusatildeo
A expansatildeo teacutermica quando os extrudados satildeo conduzidos agrave elevada temperatura bem
como contraccedilotildees apoacutes o retorno agrave temperatura ambiente
Baseado no exposto estudos considerando os fatores da cadeia de manufatura de
engrenagens satildeo realizados utilizando a estrutura de ferramentaria e linha de produccedilatildeo por
extrusatildeo a frio da empresa ZEN SA
22
11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO
As tendecircncias na extrusatildeo a frio de precisatildeo para peccedilas complexas em accedilo ao carbono levam
ao aumento consideraacutevel das cargas no ferramental Em paralelo requisitos econocircmicos exigem
a otimizaccedilatildeo do desempenho e vida uacutetil das matrizes de extrusatildeo Dentre os variados meacutetodos
para melhoria destas propriedades o cintamento ou inclusatildeo de aneacuteis das matrizes de extrusatildeo
eacute um paracircmetro chave no projeto da ferramenta
Estudos referentes agrave deformaccedilatildeo de ferramenta durante as operaccedilotildees de extrusatildeo satildeo
fundamentais para a previsatildeo da qualidade final da engrenagem A repetibilidade na fabricaccedilatildeo
das ferramentas de extrusatildeo eacute muito importante para garantir a qualidade da peccedila extrudada na
induacutestria Nesta pesquisa um meacutetodo ineacutedito de fabricaccedilatildeo de ferramentas de extrusatildeo eacute
sugerido para garantir a precisatildeo dimensional da peccedila extrudada e o aumento da resistecircncia agraves
tensotildees radiais da ferramenta O efeito da deformaccedilatildeo elaacutestica da ferramenta atraveacutes da
aplicaccedilatildeo dos aneacuteis de cintamento e operaccedilotildees de extrusatildeo seraacute apresentada utilizando a anaacutelise
por elementos finitos 3D Baseado na amplitude da deformaccedilatildeo elaacutestica definida pela
simulaccedilatildeo o perfil de eletrodo para o processo de eletroerosatildeo pode ser definido Mediccedilotildees em
maacutequina tridimensional seratildeo realizadas para a ferramenta e a peccedila extrudada com o objetivo
de comparar experimental e analiticamente os resultados apoacutes a deformaccedilatildeo plaacutestica
O objetivo geral deste estudo eacute demonstrar a capacidade do processo de extrusatildeo a frio de
produzir engrenagens de alta precisatildeo comparado aos processos de usinagem onde os desvios
de microgeometria do dentado atingem graus de qualidade especificados para sistemas de
transmissatildeo automotivos por exemplo A extrusatildeo a frio eacute um processo jaacute adotado para a
produccedilatildeo de engrenagens Contudo para ferramentas convencionais de extrusatildeo os desvios
atingidos ficam aqueacutem dos requisitos de maior rigor do setor automotivo necessitando de
processos posteriores de acabamento O ineditismo deste trabalho estaacute no desenvolvimento de
um conceito de ferramenta de extrusatildeo a frio que permita produzir engrenagens na sua forma
final com qualidade de perfil de evolvente equivalente aos processos convencionais de
acabamento tais como a retificaccedilatildeo reduzindo o custo de produccedilatildeo e justificando-o
O objetivo especiacutefico desta tese eacute definir um de projeto inovador de ferramenta fabricaccedilatildeo
de matrizes eletroerosatildeo e sequecircncia de processo por extrusatildeo a frio para produccedilatildeo de
engrenagens ciliacutendricas de dentes retos com alta precisatildeo de perfil de evolvente do dente O
efeito dos aneacuteis de cintamento utilizado em ferramentas para aumento da resistecircncia agraves tensotildees
do processo de extrusatildeo a frio eacute analisado sob diferentes meacutetodos de aplicaccedilatildeo
23
12 ROTEIRO DE DESENVOLVIMENTO
O diagrama mostrado na figura 1 mostra as etapas executadas neste trabalho
Figura 1 ndash Fluxograma das etapas de desenvolvimento
SELECcedilAtildeO DA ENGRENAGEM PARA ANAacuteLISE
Definiccedilatildeo do perfil de engrenagem para anaacutelises definiccedilatildeo
da sequecircncia de processo de fabricaccedilatildeo
CONTROLE GEOMEacuteTRICO DA
ENGRENAGEM
Definiccedilatildeo dos desvios
dimensionais ISO 1328 caacutelculo de
toleracircncias grau de qualidade
DEFINICcedilAtildeO DOS ANEacuteIS DE
CINTAMENTO
Aplicaccedilatildeo dos aneacuteis de cintamento
principais materiais utilizados meacutetodos
de montagem
DEFINICcedilAtildeO DO PROCESSO
Seleccedilatildeo de equipamentos para a
fabricaccedilatildeo de eletrodos
eletroerosatildeo a fio e penetraccedilatildeo projeto
dos eletrodos prensa para a
extrusatildeo
PROJETO DA FERRAMENTA
DE EXTRUSAtildeO A FRIO
Descriccedilatildeo dos componentes
materiais caacutelculo da forccedila interferecircncias
diacircmetros de montagem anaacutelise de viabilidade do
projeto
MATEacuteRIA-PRIMA
Definiccedilatildeo de material para engrenagem
extrudada ensaios para determinaccedilatildeo
da curva de escoamento
SIMULACcedilAtildeO NUMEacuteRICA DO
PROCESSO
Anaacutelise de preenchimento da
cavidade desvios de forma apoacutes a
extrusatildeo efeitos do cintamento
convencional e por enrolamento de tiras
RESULTADOS
Produccedilatildeo de amostras de engrenagens
comparando aneacuteis de cintamento
convencionais e de enrolamento por
tiras
ANAacuteLISE EXPERIMENTAL
Fabricaccedilatildeo de eletrodos de
precisatildeo e matriz de extrusatildeo de
engrenagem por eletroerosatildeo por
penetraccedilatildeo
24
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA
21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO MECAcircNICA A FRIO
A conformaccedilatildeo mecacircnica a frio eacute a denominaccedilatildeo geneacuterica para processos nos quais eacute
aplicada uma forccedila externa agrave mateacuteria-prima fazendo-a adquirir a forma desejada por
deformaccedilatildeo plaacutestica A designaccedilatildeo a frio refere-se ao fato de que durante o processamento o
material conformado encontra-se em temperaturas (na maioria dos casos a temperatura
ambiente) que natildeo provocam a sua recristalizaccedilatildeo Assim os produtos conformados a frio
apresentam-se encruados com um niacutevel de resistecircncia mecacircnica aumentado
A deformaccedilatildeo elaacutestica de ferramentas de conformaccedilatildeo tem efeito direto sobre a dimensatildeo
final da peccedila conformada Para prever as alteraccedilotildees dimensionais em uma peccedila conformada
devem ser verificados a amplitude da deformaccedilatildeo elaacutestica e seu comportamento Pesquisas
relacionadas agrave deformaccedilatildeo elaacutestica em ferramentas de conformaccedilatildeo tecircm sido conduzidas sob o
ponto de vista experimental e de anaacutelise numeacuterica Matsubara e Kudo [1] determinaram a
distribuiccedilatildeo de pressatildeo na interface entre ferramentas e materiais usando um dispositivo de
sensoriamento simples e um meacutetodo de caacutelculo proposto de distribuiccedilatildeo de tensatildeo durante a
conformaccedilatildeo a frio [2] Para mediccedilatildeo de deformaccedilatildeo na cavidade da matriz em operaccedilotildees de
conformaccedilatildeo um transdutor de deslocamento capacitivo ou strain gauge pode ser aplicado
[3][4] Com o desenvolvimento do meacutetodo de anaacutelise numeacuterica as anaacutelises elaacutestica e elasto-
plaacutestica de deformaccedilatildeo foram aplicadas para obter as distribuiccedilotildees de tensatildeo por Raddad e
Kocanda [5] Aleacutem disto Lee e Lee [6-8] realizaram simulaccedilotildees numeacutericas e experimentais
para comparar os resultados em ferramentas de conformaccedilatildeo a frio Todos os comportamentos
de deformaccedilatildeo da ferramenta nas operaccedilotildees de conformaccedilatildeo descarregamento e ejeccedilatildeo foram
investigados e medidos com o auxiacutelio de strain gauge e condiccedilotildees de anaacutelises numeacutericas
otimizadas foram sugeridas para minimizar o tempo de anaacutelise em complexas mediccedilotildees
tridimensionais Rosochowski and Balendra [9] estudaram comportamentos resultantes do
descarregamento das ferramentas para prever a precisatildeo dimensional da peccedila apoacutes a
conformaccedilatildeo
211 Condiccedilotildees gerais do processo de extrusatildeo
O processo de extrusatildeo permite que um componente simples como um tarugo ou geratriz
seja plasticamente conformado entre as ferramentas (matrizes de extrusatildeo) para que se obtenha
o perfil final desejado Em outras palavras um componente de geometria simples eacute
25
transformado em um outro complexo conformado por ferramentas que possuem a geometria
desejada e aplicam pressatildeo ao material metaacutelico deformando-o [10]
Os fenocircmenos fiacutesicos que descrevem uma operaccedilatildeo de extrusatildeo satildeo difiacuteceis de serem
expressos por relaccedilotildees quantitativas Fenocircmenos como o escoamento de metais o atrito na
interface ferramenta-peccedila a geraccedilatildeo e a transferecircncia de calor durante o escoamento plaacutestico
do metal e seu relacionamento com a microestrutura propriedades e as condiccedilotildees de processo
apresentam dificuldades de previsatildeo e anaacutelise [11]
O principal objetivo de qualquer meacutetodo de anaacutelise que considere os fenocircmenos
anteriormente descritos eacute auxiliar o projeto de extrusatildeo envolvendo essencialmente as
seguintes etapas
a) estabelecer as relaccedilotildees cinemaacuteticas (forma velocidades taxas de deformaccedilotildees) entre as
regiotildees extrudada e natildeo extrudada a fim de prever o escoamento metaacutelico
b) estabelecer o limite de conformabilidade a fim de determinar se eacute ou natildeo possiacutevel a
extrusatildeo da peccedila metaacutelica sem a geraccedilatildeo de falhas internas ou superficiais
c) prever as forccedilas e tensotildees necessaacuterias para efetuar a operaccedilatildeo de extrusatildeo a fim de que o
ferramental e equipamento possam ser projetados ou selecionados
212 Tipos de processos de extrusatildeo
Os processos baacutesicos que envolvem extrusatildeo a frio satildeo classificados de acordo com a direccedilatildeo
de escoamento do material como a extrusatildeo direta e a inversa Ainda em funccedilatildeo do formato
final da peccedila como a extrusatildeo de geratrizes em forma de cilindros maciccedilos ou de cilindros com
furo Limites de deformaccedilatildeo relativa e verdadeira para accedilos convencionais na extrusatildeo direta a
frio satildeo informados na tabela 1
A seguir a legenda auxilia a representaccedilatildeo ao discriminar cada item da figura 2 para as
referidas operaccedilotildees
I Antes da extrusatildeo
II Apoacutes a extrusatildeo
a) Punccedilatildeo superior b) Inserto
c) Material extrudado d) Extrator
e) Punccedilatildeo inferior f) Matriz
26
Figura 2 ndash Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio [12]
Tabela 1 ndash Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta [12]
213 Extrusatildeo a frio de accedilos
A extrusatildeo a frio eacute realizada sem preacute-aquecimento da mateacuteria-prima ou das ferramentas que
satildeo aquecidas durante o processo devido principalmente agrave velocidade de deformaccedilatildeo e ao
atrito Neste caso agrave medida que o metal eacute extrudado ocorre o encruamento sua resistecircncia
mecacircnica aumenta e a ductilidade diminui [13] podendo ocorrer falhas por ruptura antes de se
atingir as dimensotildees finais desejadas caso a deformaccedilatildeo seja excessiva
27
Para que se evitem essas dificuldades as operaccedilotildees de extrusatildeo a frio em geral satildeo realizadas
em etapas com operaccedilotildees de tratamento teacutermico intermediaacuterias as quais permitem uma maior
flexibilidade para a obtenccedilatildeo de produtos com variados graus de encruamento [14]
Normalmente o accedilo fornecido em bobinas jaacute se apresenta no estado coalescido Apoacutes as
operaccedilotildees iniciais para a formaccedilatildeo da geratriz e o tratamento teacutermico intermediaacuterio haacute a
lubrificaccedilatildeo pois a condiccedilatildeo de atrito entre a matriz e o material de trabalho eacute de grande
importacircncia na extrusatildeo da peccedila O lubrificante deve aceitar altas pressotildees da ordem de 2000
Nmm2 na extrusatildeo do accedilo para minimizar o atrito entre a ferramenta e o material sob
deformaccedilatildeo Os processos de ensaboamento e aplicaccedilatildeo de bissulfeto de molibdecircnio satildeo
largamente utilizados em geratrizes obtidas em prensas de muacuteltiplos estaacutegios mecacircnicas ou
hidraacuteulicas
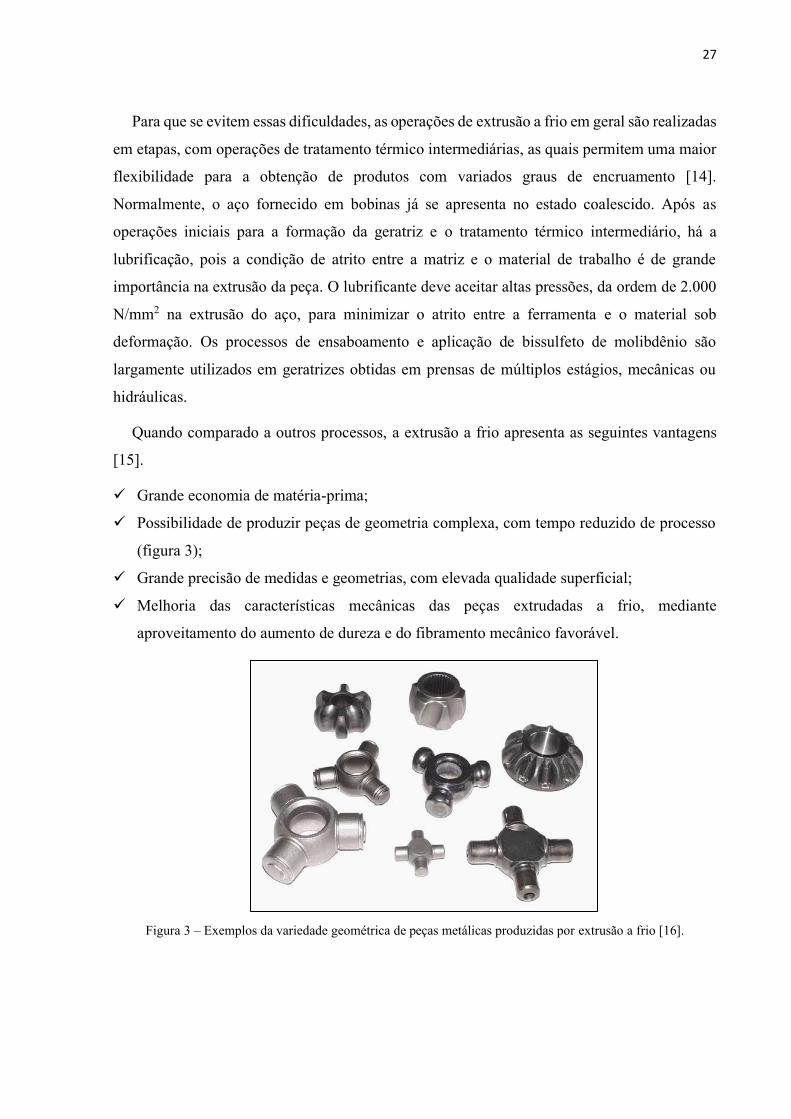
Quando comparado a outros processos a extrusatildeo a frio apresenta as seguintes vantagens
[15]
Grande economia de mateacuteria-prima
Possibilidade de produzir peccedilas de geometria complexa com tempo reduzido de processo
(figura 3)
Grande precisatildeo de medidas e geometrias com elevada qualidade superficial
Melhoria das caracteriacutesticas mecacircnicas das peccedilas extrudadas a frio mediante
aproveitamento do aumento de dureza e do fibramento mecacircnico favoraacutevel
Figura 3 ndash Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio [16]
28
22 FERRAMENTA PARA EXTRUSAtildeO A FRIO
As ferramentas de extrusatildeo a frio satildeo normalmente compostas por punccedilotildees responsaacuteveis
pela compressatildeo da mateacuteria-prima matrizes superior e inferior e aneacuteis de cintamento os quais
tecircm papel importante no controle das dimensotildees do extrudado e na vida uacutetil da matriz As
figuras 4a e 4b ilustram dois exemplos de conjuntos de ferramentais utilizados sejam eles em
prensas hidraacuteulicas ou excecircntricas
a) b)
Figura 4 ndash Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior
b) Sistema de extraccedilatildeo inferior [13]
A estrutura tiacutepica das ferramentas de extrusatildeo a frio considera aleacutem das matrizes que
proporcionam a geometria final da peccedila punccedilotildees extratores e aneacuteis de cintamento Os aneacuteis de
cintamento satildeo responsaacuteveis pelo preacute-tensionamento da ferramenta onde a mesma eacute colocada
em estado de tensotildees compressivas com o objetivo de reduzir o ponto de tensatildeo maacutexima apoacutes
a aplicaccedilatildeo dos esforccedilos de extrusatildeo Estes componentes satildeo fabricados em accedilos raacutepido accedilos-
ferramenta agrave diferentes durezas ou mesmo metal-duro
221 Punccedilotildees
Os punccedilotildees podem ser divididos em dois grupos principais
a) punccedilotildees simples ndash tecircm a funccedilatildeo de pressionar o material em direccedilatildeo agraves paredes da matriz
O criteacuterio fundamental para escolha de materiais para este tipo de punccedilatildeo eacute a alta resistecircncia agrave
compressatildeo Accedilos como D2 Vanadis 4 e S290 da Bohler-Uddeholm satildeo indicados
29
b) punccedilotildees de recalque - aleacutem de comprimir o material em direccedilatildeo agrave matriz inferior tambeacutem
tecircm a funccedilatildeo de conformar a cabeccedila do extrudado Os materiais destes punccedilotildees devem aleacutem
de apresentar alta resistecircncia agrave compressatildeo possuir grande resistecircncia ao desgaste Accedilos como
K340 K390 M2 S390 (Bohler-Uddeholm) e VF 800AT (Villares) satildeo exemplos de aplicaccedilotildees
para esta classe de punccedilatildeo
Punccedilatildeo de furaccedilatildeo eacute o componente que penetra na furaccedilatildeo de uma peccedila ciliacutendrica oca e
fornece a forma agrave parede interna de uma peccedila tubular Este punccedilatildeo estaacute sujeito ao desgaste e agrave
alta solicitaccedilatildeo de compressatildeo portanto o material selecionado para esta ferramenta deve
apresentar alta resistecircncia ao desgaste e elevado limite de escoamento Os accedilos AISI M2 S790
e K360 satildeo largamente utilizados O punccedilatildeo extrator conforma a base da peccedila e geralmente eacute
utilizado tambeacutem para extrair a peccedila para fora da matriz
No caso de punccedilotildees para extrusatildeo a frio deve ser considerado que devido aos esforccedilos a
que estatildeo submetidos a ruptura ocorre com maior frequecircncia quanto maior for a relaccedilatildeo (hz
Oslashinterno) onde hz eacute a profundidade da perfuraccedilatildeo e Oslashinterno o diacircmetro interno Na produccedilatildeo em
seacuterie se deve respeitar para os accedilos a relaccedilatildeo hz Oslashinterno lt 25
A norma VDI 3186 [17] recomenda a seguinte sequecircncia para o dimensionamento de um
punccedilatildeo seja de recalque ou furaccedilatildeo
a) determinaccedilatildeo da pressatildeo conf as normas VDI 3185[18] vols1 2 e 3 e 3138 vol 2 [19]
b) projeto da forma externa e das medidas
c) escolha de um material para ferramenta adequado levando em consideraccedilatildeo a tenacidade
exigida a durabilidade os custos e as possibilidades da produccedilatildeo
A folga entre o punccedilatildeo e a matriz normalmente eacute dimensionada entre 002 e 005 mm para
processos a frio Este paracircmetro tem grande importacircncia pois deve sempre permitir o aumento
do diacircmetro do punccedilatildeo pela deformaccedilatildeo elaacutestica
222 Matrizes
As matrizes de extrusatildeo satildeo as ferramentas responsaacuteveis pela definiccedilatildeo da geometria da
seccedilatildeo transversal do produto extrudado Devido aos esforccedilos de extrusatildeo as matrizes satildeo
submetidas a tensotildees internas elevadas Assim devem ser projetadas e construiacutedas com
materiais que apresentem elevada resistecircncia agrave compressatildeo bem como elevada tenacidade
Os accedilos ferramenta satildeo classificados de acordo com suas caracteriacutesticas metaluacutergicas
principais ou de acordo com sua aplicaccedilatildeo A classificaccedilatildeo do American Iron and Steel Institute
30
(AISI) eacute a mais utilizada pela induacutestria de ferramentaria e tem se mostrado uacutetil para a seleccedilatildeo
do produto Apesar de existirem diversos tipos de accedilos ferramenta normatizados
internacionalmente para inuacutemeras aplicaccedilotildees e solicitaccedilotildees a induacutestria trabalha com uma gama
reduzida de opccedilotildees Satildeo preferidos aqueles que possuem suas propriedades e desempenhos
consagrados ao longo do tempo como por exemplo os accedilos AISI H13 AISI D2 e AISI M2
Contudo fabricantes tecircm sugerido ao mercado ligas de accedilo que trazem benefiacutecios agraves aplicaccedilotildees
tais como CALDIE K340 (Bohler-Uddeholm) e Cryodur 2379 (Schmolz-Bickenbach)
As normas VDI 3176 [20] e VDI 3186 [21] apresentam os criteacuterios para dimensionamento
de matrizes de extrusatildeo
Para o projeto das matrizes devem ser considerados dois aspectos principais
1) A tensatildeo e a forccedila de extrusatildeo exigidas
2) O projeto e a geometria das matrizes e aneacuteis de cintamento
Geralmente as matrizes de extrusatildeo satildeo submetidas a elevadas tensotildees que normalmente
natildeo satildeo suportadas pelos materiais empregados em sua fabricaccedilatildeo Por isso as matrizes satildeo
geralmente preacute-tensionadas atraveacutes do uso de aneacuteis de cintamento de modo a aumentar sua
resistecircncia agrave tensatildeo radial na cavidade da matriz
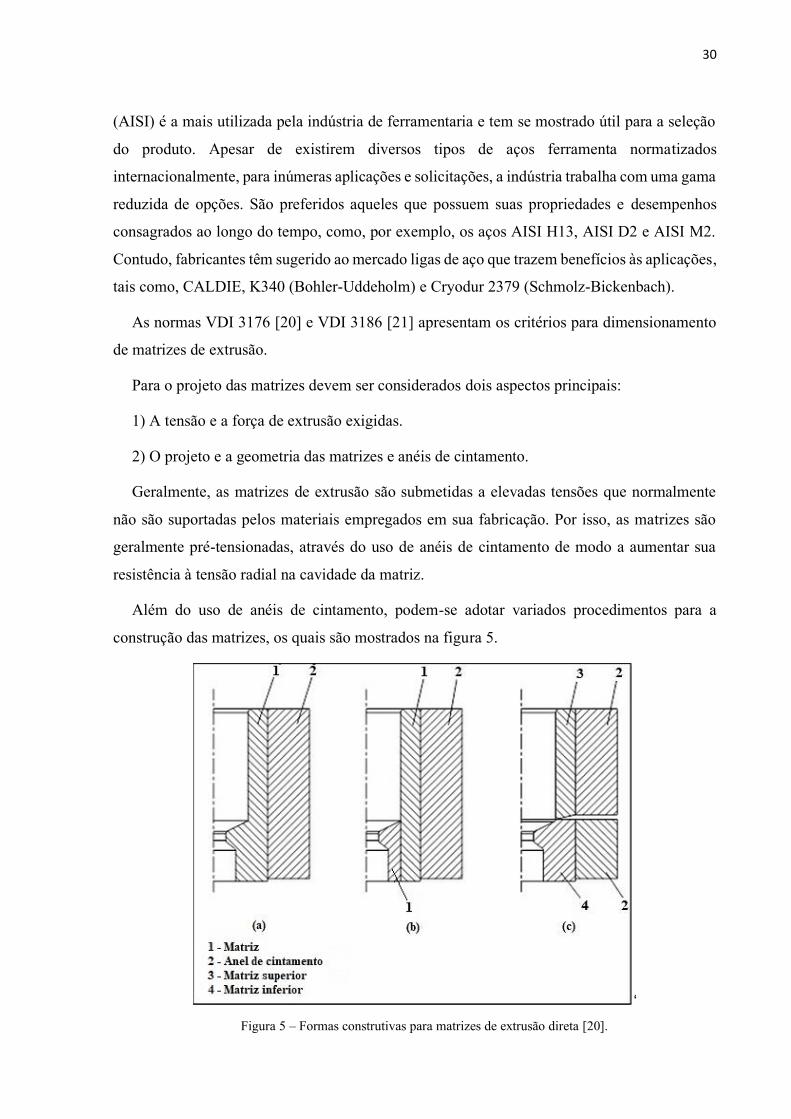
Aleacutem do uso de aneacuteis de cintamento podem-se adotar variados procedimentos para a
construccedilatildeo das matrizes os quais satildeo mostrados na figura 5
lsquo Figura 5 ndash Formas construtivas para matrizes de extrusatildeo direta [20]
31
223 Estado de tensotildees
No processo de extrusatildeo existe na zona de deformaccedilatildeo um estado triaxial de tensotildees [22]
Na extrusatildeo de peccedilas com simetria axial as trecircs tensotildees principais satildeo
bull Tensatildeo axial σz
bull Tensatildeo radial σr
bull Tensatildeo tangencial σt
Atraveacutes da Teoria Elementar da Plasticidade pode-se avaliar qualitativamente a relaccedilatildeo que
existe entre as tensotildees principais A figura 6 mostra a distribuiccedilatildeo de tensotildees para o caso de
uma extrusatildeo direta de geratriz com furo interno
Figura 6 ndash Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo [22]
Pela Teoria de Escoamento de Tresca pode-se calcular a tensatildeo radial σr que seraacute a tensatildeo
atuante na parede lateral da cavidade da matriz Este valor eacute importante para o caacutelculo dos aneacuteis
de cintamento da ferramenta de extrusatildeo A tensatildeo axial σz eacute calculada em funccedilatildeo da forccedila de
extrusatildeo
224 Aneacuteis de cintamento
A tensatildeo radial resultante na cavidade das matrizes durante a extrusatildeo atinge niacuteveis que
muitas vezes podem ultrapassar o limite elaacutestico dos materiais empregados em sua fabricaccedilatildeo
Pode-se aumentar a capacidade de resistecircncia agraves tensotildees internas dessas matrizes utilizando-se
um anel de cintamento mediante a prensagem a frio do nuacutecleo ou pela dilataccedilatildeo teacutermica do
anel de cintamento Entatildeo eacute exercida uma pressatildeo axial sobre a superfiacutecie de contato que coloca
o nuacutecleo sob preacute-tensotildees tangenciais e radiais
Quando a resistecircncia agrave pressatildeo de uma ferramenta com preacute-tensatildeo simples for insuficiente
pode-se alcanccedilar uma elevaccedilatildeo da resistecircncia com um segundo anel de cintamento sempre se
32
observando que natildeo eacute permitido ultrapassar os limites elaacutesticos do nuacutecleo e dos aneacuteis Um
aspecto de grande importacircncia destacado para o projeto das matrizes refere-se ao
dimensionamento dos aneacuteis de cintamento [21] A resistecircncia do anel de cintamento eacute dada
pelas suas dimensotildees tensatildeo de escoamento e dureza do material Os materiais normalmente
empregados para os aneacuteis devem apresentar boa tenacidade e ductilidade a dureza de utilizaccedilatildeo
deve ser menor que as matrizes responsaacuteveis pela formaccedilatildeo da peccedila proporcionando o
comportamento elaacutestico da ferramenta Quanto mais afastado do nuacutecleo da ferramenta menor
seraacute a dureza do anel O anel dos sistemas simples apresenta uma dureza aproximada de 48
HRC Para os sistemas duplos o anel interno eacute endurecido dentro de uma faixa de 52-54 HRC
e o anel externo na faixa de 46-48 HRC Os accedilos utilizados para a fabricaccedilatildeo dos aneacuteis variam
entre AISI S1 AISI H13 VMO e W360 (Bohler-Uddeholm)
A tabela 2 mostra a recomendaccedilatildeo para a quantidade de aneacuteis a serem aplicados em uma
ferramenta de acordo com a tensatildeo radial na cavidade O esquema da ferramenta eacute mostrado na
figura 7
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo [20]
Tabela 2 ndash Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento [20]
Tensatildeo radial (σr)
Nmm2
Nuacutemero de aneacuteis
requeridos Dd Diacircmetro de montagem
σr lt 1000
1000 lt σr lt 1600
1600 lt σr lt 2200
2200 lt σr
nenhum
um
dois
trecircs
4 a 5
4 a 6
4 a 6
4 a 6
d1=dA D=dA2B
d1=09radic119863 119889 d2=09radic119863 1198891
33
Onde A eacute uma constante calculada pela equaccedilatildeo (1) [23]
A = [12 (1 + 1119861 ) minus 119880]12 eq (1)
sendo 119861 = 119896119891119898119886119905119903119894119911119896119891119888119894119899119905 e 119880 = 120590119903119896119891119898119886119905119903119894119911
A interferecircncia diametral para montagem dos componentes representadas por z1 e z2 eacute dada
pelas equaccedilotildees (2) e (3)
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) eq (2)
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) eq (3)
sendo 119861119888 = 11989611989111988811989411989911990511198961198911198881198941198991199052 e Ac eacute calculado pela equaccedilatildeo (1) em funccedilatildeo de Bc
Deve-se destacar que para cada caso de porta-ferramentas de prensa devido ao uso de
conjuntos padronizados o diacircmetro D poderaacute variar Desta forma os caacutelculos dos demais
diacircmetros de interferecircncia devem ser considerados a partir desta restriccedilatildeo
A geometria das superfiacutecies de contato entre os aneacuteis pode ser ciliacutendrica ou cocircnica Para
grandes interferecircncias prefere-se a forma cocircnica que facilita bastante a montagem da matriz
com os aneacuteis Deve-se verificar especialmente no caso de superfiacutecies cocircnicas que o nuacutecleo natildeo
seja expulso pelas forccedilas de prensagem extraccedilatildeo ou separaccedilatildeo
A figura 8 apresenta o criteacuterio para a escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de
interferecircncia de acordo com a relaccedilatildeo entre o comprimento e o diacircmetro da matriz
225 Dimensionamento de punccedilotildees e matrizes
Devido aos esforccedilos desenvolvidos durante a conformaccedilatildeo a frio de engrenagens
basicamente de extrusatildeo e recalque as ferramentas mais solicitadas satildeo os punccedilotildees e as
matrizes
De um modo geral no projeto dessas ferramentas deve-se considerar
a) as matrizes devem possuir anel de cintamento simples ou muacuteltiplo conforme solicitaccedilatildeo
b) os punccedilotildees devem ser os mais curtos possiacuteveis para evitar flambagem
34
c) na extrusatildeo o punccedilatildeo deve ser cuidadosamente guiado sobre a matriz para evitar
excentricidade
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia [20]
A fim de evitar sobrecargas das ferramentas de extrusatildeo eacute sugerida a pressatildeo real limite para
matrizes e punccedilotildees [24]
a) valores-limite para a tensatildeo radial (σr) na cavidade das matrizes
sem anel de cintamento σr lt 1000 Nmm2
com anel de cintamento simples e nuacutecleo de accedilo σr lt 1600 Nmm2
com anel de cintamento simples e nuacutecleo de metal duro σr lt 1500 Nmm2
com anel de cintamento duplo e nuacutecleo de accedilo σr lt 2200 Nmm2
com anel de cintamento duplo e nuacutecleo de metal duro σr lt 2000 Nmm2
b) valores-limite para a tensatildeo axial (σz) em punccedilotildees de recalque e furaccedilatildeo
punccedilotildees em accedilo-ferramenta σz lt 1800 Nmm2
punccedilotildees para extrusatildeo a frio em accedilo raacutepido altamente ligado σz lt 2500 Nmm2
226 Revestimentos para ferramentas de extrusatildeo
A extrusatildeo direta de perfis de engrenagens envolve grande quantidade de energia de
deformaccedilatildeo devido ao atrito o que provoca um desgaste excessivo nas paredes da cavidade da
matriz Considerando a estabilidade de geometria necessaacuteria para engrenagens automotivas o
desgaste ocorrido em matrizes de extrusatildeo em uma produccedilatildeo seriada pode prejudicar a
funcionalidade do produto em sua aplicaccedilatildeo A soluccedilatildeo utilizada em larga escala para minimizar
35
o desgaste eacute o aumento da dureza superficial atraveacutes da deposiccedilatildeo de filme fino Estes filmes
satildeo formados normalmente por materiais ceracircmicos de alta dureza
Segundo estudos realizados por Vetter (1996) [25] os revestimentos satildeo beneacuteficos natildeo
apenas para diminuir o desgaste de ferramentas mas tambeacutem melhorar a qualidade superficial
do produto extrudado aumentar a produtividade e diminuir o uso de lubrificantes
Os filmes mais utilizados em ferramentas de extrusatildeo a frio satildeo aplicados pelo meacutetodo de
deposiccedilatildeo fiacutesica de vapor (PVD - Physical Vapor Deposition) A aplicaccedilatildeo de revestimentos
por este meacutetodo eacute realizada a temperaturas na faixa de 250degC a 500degC permitindo que os
substratos natildeo percam suas propriedades mecacircnicas devido a um alto aquecimento O processo
PVD consiste em evaporar o material soacutelido por aquecimento atraveacutes de feixe de eleacutetrons ou
por iacuteons positivos e depositaacute-lo no substrato [26]
A maioria dos revestimentos aplicados por PVD eacute formada por DLC (Diamond Like
Carbon) nitretos (ex TiN CrN TiNAl) carbetos (ex TiC CrC) oacutexidos (ex alumina) ou
ainda uma combinaccedilatildeo destes como o TiCNAl A espessura de deposiccedilatildeo do filme varia entre
4 μm e 6 μm O revestimento utilizado nas ferramentas envolvidas neste trabalho tem o nome
comercial de Advanced Alcrona fornecido pela Oerlikon Balzers
A camada Advanced significa uma base obtida por nitretaccedilatildeo gasosa a qual aumenta a
dureza de superfiacutecie e sua resistecircncia agrave compressatildeo O revestimento Alcrona PRO fornece alta
estabilidade teacutermica proteccedilatildeo contra o desgaste abrasivo e alta dureza [27]
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO
A forccedila de extrusatildeo direta ou indireta eacute calculada pela equaccedilatildeo (4) 119865 = 1198600119896119891119898120593120578119865 eq (4)
O fator de rendimento (120578119865) varia entre 04 para geometrias mais complexas com pequenas
deformaccedilotildees e 07 para geometrias simples com grandes deformaccedilotildees [28]
Para casos em que a matriz apresenta acircngulos de transiccedilatildeo entre geometrias que facilitam o
escoamento a forccedila de extrusatildeo pode ser calculada pela equaccedilatildeo (5) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (5)
A expressatildeo final apoacutes o sinal de adiccedilatildeo da equaccedilatildeo (5) representa a forccedila de atrito entre o
material extrudado e a parede da matriz
36
O trabalho de extrusatildeo eacute dado pelas equaccedilotildees (6) e (7)
119879119903 = 119865 119878119882 eq (6)
Onde SW = h0 - hk eq (7)
231 Aumento de temperatura por trabalho de extrusatildeo
Durante a extrusatildeo ocorre a transformaccedilatildeo do trabalho de extrusatildeo em aumento de
temperatura Esse aumento de temperatura devido ao trabalho de extrusatildeo (120599119862) eacute calculado pela
equaccedilatildeo (8) 120599119862 = 119896119891120593119888119872 120588 119886 eq (8)
onde a eacute a parcela de energia transformada em calor
Pela teoria da definiccedilatildeo desta expressatildeo a perda na distorccedilatildeo da rede cristalina devido agrave
austenita retida e natildeo transformada em calor eacute de 10 [22]
24 O ATRITO NA EXTRUSAtildeO A FRIO
Nas uacuteltimas deacutecadas uma explicaccedilatildeo fiacutesica para o comportamento do atrito foi definida
como ldquoTeoria Adesivardquo Esta teoria define que a aacuterea de contato verdadeira eacute uma pequena
parcela da aacuterea de contato aparente A aacuterea de contato verdadeira eacute formada pela rugosidade
desta forma com o aumento das forccedilas de extrusatildeo maior eacute a contribuiccedilatildeo da rugosidade no
contato entre superfiacutecies [29] Em operaccedilotildees de extrusatildeo o atrito tem grande influecircncia devido
ao seu efeito sobre as forccedilas de conformaccedilatildeo mecacircnica (ou energia) e escoamento de material
na cavidade da matriz assim como a qualidade do produto e a vida uacutetil da ferramenta A
precisatildeo dos modelos de atrito eacute ainda desconhecida e torna complexa a definiccedilatildeo de um modelo
uacutenico que inclua todos os paracircmetros de deformaccedilatildeo para todas as operaccedilotildees de conformaccedilatildeo
mecacircnica Erinosho e Akinlabi (2016) [30] estudaram o efeito do atrito na aacuterea de contato
deformada durante operaccedilotildees de conformaccedilatildeo
O atrito eacute um dos paracircmetros mais significativos a serem considerados na extrusatildeo direta
devido ao escoamento de material ocorrer ao longo da cavidade da matriz entatildeo a contribuiccedilatildeo
da energia necessaacuteria ao esforccedilo final pode ser alta Domiacutenguez e Claver (2015) [31]
conduziram estudos por simulaccedilatildeo numeacuterica com o software DEFORM para investigar os
efeitos do atrito no processo de extrusatildeo direta utilizando o accedilo AISI 1010 A figura 9 mostra a
geometria da geratriz e matriz de extrusatildeo utilizados na simulaccedilatildeo numeacuterica computacional
37
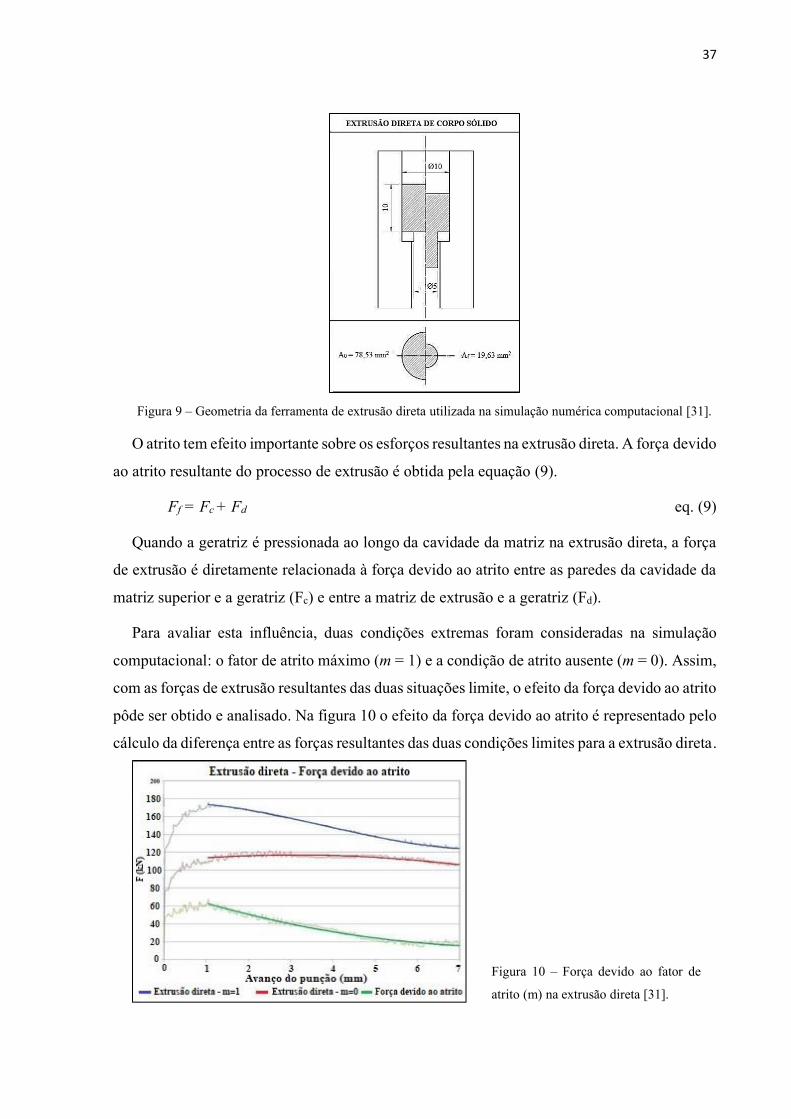
Figura 9 ndash Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional [31]
O atrito tem efeito importante sobre os esforccedilos resultantes na extrusatildeo direta A forccedila devido
ao atrito resultante do processo de extrusatildeo eacute obtida pela equaccedilatildeo (9)
Ff = Fc + Fd eq (9)
Quando a geratriz eacute pressionada ao longo da cavidade da matriz na extrusatildeo direta a forccedila
de extrusatildeo eacute diretamente relacionada agrave forccedila devido ao atrito entre as paredes da cavidade da
matriz superior e a geratriz (Fc) e entre a matriz de extrusatildeo e a geratriz (Fd)
Para avaliar esta influecircncia duas condiccedilotildees extremas foram consideradas na simulaccedilatildeo
computacional o fator de atrito maacuteximo (m = 1) e a condiccedilatildeo de atrito ausente (m = 0) Assim
com as forccedilas de extrusatildeo resultantes das duas situaccedilotildees limite o efeito da forccedila devido ao atrito
pocircde ser obtido e analisado Na figura 10 o efeito da forccedila devido ao atrito eacute representado pelo
caacutelculo da diferenccedila entre as forccedilas resultantes das duas condiccedilotildees limites para a extrusatildeo direta
Figura 10 ndash Forccedila devido ao fator de
atrito (m) na extrusatildeo direta [31]
38
A teoria de Amontons-Coulomb eacute aplicada para o caacutelculo da tensatildeo de cisalhamento (τ)
entre a geratriz e as paredes da matriz nos processos de extrusatildeo [32] A lei do atrito de Coulomb
utiliza o coeficiente de atrito (μ) para quantificar a interface de atrito e eacute expressa pela equaccedilatildeo
(10) 120591 = 120583 119875 para 0le 120583 le0577 eq (10)
onde P eacute a tensatildeo normal de contato entre as superfiacutecies
A tabela 3 mostra valores referenciais de atrito para a extrusatildeo direta
Tabela 3 ndash Valores referenciais para o coeficiente de atrito micro [33]
Descriccedilatildeo do processo Extrusatildeo direta
Peccedilas maciccedilas Peccedilas com furaccedilatildeo
Coeficiente de atrito (micro) 004 a 008 01 a 0125
Neste trabalho o valor utilizado para o coeficiente de atrito para o caacutelculo da forccedila de
extrusatildeo foi 01
A teoria da adesatildeo determina que a tensatildeo de cisalhamento maacutexima na interface de contato
entre o material e a matriz eacute a tensatildeo limite de elasticidade do material em cisalhamento puro
[34] Contudo nos processos de extrusatildeo em geral a tensatildeo normal de contato entre o material
e a ferramenta pode superar este valor Entatildeo uma vez atingida a tensatildeo de escoamento em
cisalhamento do material um aumento no valor da tensatildeo normal implica em diminuiccedilatildeo do
atrito Neste caso em que altas tensotildees de contato estatildeo envolvidas o atrito deve ser expresso
pela equaccedilatildeo (11) 119898 = 120591119896 para 0 le 119898 le 1 eq (11)
onde m eacute o fator de atrito e k eacute a tensatildeo limite de elasticidade em cisalhamento puro
Esta forma eacute conhecida como Lei de Prandtl e determina que a tensatildeo de cisalhamento devida
ao atrito eacute independente da tensatildeo de contato entre as superfiacutecies A Lei de Prandtl deve ser
aplicada sempre que as tensotildees de contato sejam elevadas onde o coeficiente de atrito μ deixa
de ter significado fiacutesico
Na extrusatildeo a frio de engrenagens a forccedila devido ao atrito tem alto impacto no aumento das
tensotildees resultantes do ciclo de conformaccedilatildeo do material No desenvolvimento desta tese as
engrenagens analisadas sofrem uma reduccedilatildeo de aacuterea superior agrave 40 o que envolve altas tensotildees
de contato entre a geratriz e as paredes da matriz Desta forma a Lei de Prandtl seraacute adotada
para as anaacutelises de simulaccedilatildeo por elementos finitos onde o fator de atrito seraacute considerado
39
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE
EXTRUSAtildeO A FRIO
O conceito de cintamento das matrizes eacute reconhecido na induacutestria da conformaccedilatildeo e deve
ser entendido neste contexto como tensotildees compressivas (tipicamente radiais) sendo aplicadas
nas ferramentas O objetivo do cintamento das matrizes eacute reduzir o niacutevel de tensotildees criacuteticas as
quais a ferramenta sofreraacute sob o impacto de profundos esforccedilos Quanto mais eficiente o
cintamento mais a matriz seraacute colocada em um estado de tensotildees compressivas como ilustrado
na figura 11
Sendo
a) Tensotildees compressivas nulas onde natildeo haacute preacute-tensionamento da matriz Matrizes
monobloco satildeo um exemplo
b) Moderadas onde haacute a preacute-tensionamento Matrizes com um anel de cintamento podem
ser citadas
c) Alto estado de tensotildees compressivas atraveacutes de alto niacutevel de preacute-tensionamento Neste
caso dois ou mais aneacuteis de cintamento com interferecircncias rigorosas de montagem e materiais
de alta resistecircncia satildeo utilizados
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo [35]
A importacircncia do cintamento aumenta com a carga da ferramenta Quanto maior a carga de
conformaccedilatildeo maiores satildeo os niacuteveis de tensotildees na ferramenta Haacute uma tendecircncia geral em
relaccedilatildeo agraves altas cargas de conformaccedilatildeo nas matrizes de extrusatildeo as quais satildeo uma consequecircncia
derivada do alto grau de acabamento deste processo surgimento de materiais de baixa
conformabilidade alta velocidade de deformaccedilatildeo das peccedilas entre outros Consequentemente
a importacircncia do cintamento de matrizes tem crescido na induacutestria da conformaccedilatildeo mecacircnica
Para uma melhor definiccedilatildeo do cintamento tambeacutem entendido como preacute-tensionamento de
matrizes eacute necessaacuterio verificar o comportamento tensatildeodeformaccedilatildeo da matriz Esta definiccedilatildeo
considera o ciclo completo de carga da matriz de extrusatildeo inclusive o intervalo de tensotildees e
40
seu movimento fiacutesico ou comportamento de deformaccedilatildeo Como visto na figura 12 o ponto de
repouso da matriz de extrusatildeo seraacute a partir de um determinado niacutevel de tensotildees compressivas
o qual eacute definido pela interferecircncia de montagem Quanto maior o niacutevel de preacute-tensionamento
maior a tensatildeo compressiva resultante na matriz Durante o processo de extrusatildeo da peccedila a
matriz eacute tensionada e vai de um estado compressivo de tensotildees ateacute tensotildees de traccedilatildeo O ponto
final do ciclo de extrusatildeo determina o pico maacuteximo de tensotildees pelos quais a matriz passaraacute
durante o processo Apoacutes o maacuteximo estado de tensotildees natildeo haacute cargas sobre a matriz e ela
retorna ao seu estado inicial de preacute-tensionamento A distacircncia entre o ponto de preacute-
tensionamento e o maacuteximo estado de tensotildees determina o intervalo total de tensotildees Quanto
maiores os esforccedilos de extrusatildeo maior o intervalo total de tensotildees
Figura 12 ndash Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo [35]
Simultaneamente com a compressatildeo dos aneacuteis de cintamento a matriz tambeacutem passa por
contraccedilatildeo fiacutesica Quanto maior o preacute-tensionamento maior a contraccedilatildeo da matriz de extrusatildeo
Entretanto a habilidade de comprimir a matriz eacute determinada pelas propriedades do material
da matriz e os demais componentes da ferramenta Sistemas de ferramentas com alta rigidez
defletem menos que sistemas a base de accedilos convencionais Como exemplo o moacutedulo de
Young (E) de uma matriz de WC-Co conhecida como metal duro eacute aproximadamente 22
maior que uma matriz de accedilo sendo respectivamente 460 GPa e 215 GPa Consequentemente
a matriz de WC-Co iraacute defletir em meacutedia 40 menos que uma matriz de accedilo com as mesmas
dimensotildees e cavidade Quanto menor o intervalo de deformaccedilatildeo menor o intervalo de tensotildees
devido agrave reduzida expansatildeo da matriz durante o processo de extrusatildeo
A vida uacutetil de uma matriz ou seja o nuacutemero de ciclos de extrusatildeo ateacute a sua falha por ruptura
depende da interaccedilatildeo entre a forccedila sobre a ferramenta e a sua capacidade de resistecircncia agrave carga
A forccedila sobre matrizes de extrusatildeo eacute determinada pelo nuacutemero de interaccedilotildees entre paracircmetros
41
tais como tipo de processo de extrusatildeo lubrificaccedilatildeo temperatura propriedades do material da
geratriz perfil da geratriz geometria do extrudado e estaacutegios de conformaccedilatildeo A figura 13
representa uma matriz de extrusatildeo de engrenagem montada com um anel de cintamento
Figura 13 ndash Matriz de extrusatildeo com um anel de cintamento Fonte Do autor
A tarefa de todo o projetista de extrudados eacute manter a carga sobre a ferramenta de extrusatildeo
em um niacutevel moderado de forma a obter um bom desempenho de processo incluindo alta e
previsiacutevel vida uacutetil das ferramentas de extrusatildeo O preacute-tensionamento eacute um paracircmetro de
desenvolvimento efetivo para conseguir sistemas de ferramentas de alto desempenho sendo
que este paracircmetro influencia diretamente o comportamento tensatildeodeformaccedilatildeo da matriz de
extrusatildeo O preacute-tensionamento oacutetimo da matriz pode ser atingido no equiliacutebrio entre a rigidez
da mesma e os demais componentes da ferramenta bem como o correto niacutevel de interferecircncia
Em linhas gerais quanto menores as tensotildees de traccedilatildeo sob o ponto maacuteximo da carga de
processo menor seraacute o comportamento de deformaccedilatildeo da matriz de extrusatildeo e melhor seraacute a
condiccedilatildeo de alto desempenho da ferramenta Aleacutem disso sistemas de ferramentas de alta rigidez
reduzem consideravelmente a variaccedilatildeo dimensional da matriz com o objetivo de melhorar a
precisatildeo da peccedila extrudada e reduzir desvios dimensionais
A figura 14 e ilustra as principais caracteriacutesticas da natureza complexa de ferramentas de
extrusatildeo de alta performance
42
Figura 14 ndash Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo [16]
Em princiacutepio o preacute-tensionamento pode ser realizado por dois meacutetodos geneacutericos como
mostrado na figura 15 O meacutetodo mais comumente usado eacute o que considera o aquecimento dos
aneacuteis externos agrave matriz onde o anel de cintamento eacute expandido (por exemplo agrave 400ordmC) e
montado na matriz de extrusatildeo O preacute-tensionamento eacute entatildeo o efeito resultante de
encolhimento do anel de cintamento apoacutes seu resfriamento e consequente fechamento sobre a
superfiacutecie externa da matriz de extrusatildeo Este meacutetodo eacute largamente utilizado na induacutestria de
conformaccedilatildeo sendo limitado pelo coeficiente de expansatildeo bem como a tensatildeo de escoamento
do material aplicado no anel de cintamento
O outro meacutetodo eacute o preacute-tensionamento por compressatildeo a frio onde a matriz de extrusatildeo eacute
inserida no anel de cintamento com o auxiacutelio de uma prensa de montagem A principal limitaccedilatildeo
da montagem por compressatildeo a frio eacute a tensatildeo de escoamento dos materiais da matriz de
extrusatildeo e o anel de cintamento A utilizaccedilatildeo de lubrificantes nas interfaces dos aneacuteis de
cintamento e matrizes eacute importante para a integridade dos componentes da ferramenta
Figura 15 ndash Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) [36]
43
O comportamento tensatildeodeformaccedilatildeo do sistema da ferramenta pode ser influenciado pelo
aumento da massa e mais efetivamente pela alteraccedilatildeo das propriedades dos materiais do
sistema da ferramenta O uso de WC-Co para a matriz de extrusatildeo eacute a forma mais efetiva de
aumentar a rigidez global do sistema da ferramenta devido ao alto ponto do moacutedulo de Young
Uma abordagem alternativa para obter ferramentas de extrusatildeo de alta rigidez seria integrar
materiais com WC-Co como parte do sistema de preacute-tensionamento por exemplo fabricar o
anel interno do sistema duplo de aneacuteis com este material
O sistema de preacute-tensionamento de matrizes por enrolamento de tiras de accedilo desenvolvido
pela empresa STRECON faz uso desta estrateacutegia Aleacutem da utilizaccedilatildeo de aneacuteis de cintamento
com moacutedulo de Young elevado a teacutecnica consiste em ldquoenrolarrdquo tiras de accedilo de 01 mm de
espessura sobre o nuacutecleo da ferramenta colocando-o sobre profundo estado de tensotildees
compressivas As tiras de accedilo mantecircm o comportamento elaacutestico ateacute tensotildees de 2000 Nmm2
As interferecircncias de montagem satildeo superiores agraves utilizadas em aneacuteis de cintamento
convencionais sendo de 07 a 11 [37] A figura 16 ilustra a estrutura do sistema por
enrolamento de tiras STRECON
Figura 16 ndash Representaccedilatildeo de ferramenta montada com sistema STRECON [38]
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO
Accedilos ao boro satildeo largamente utilizados em componentes de alta resistecircncia A presenccedila de
pequenos teores de boro em accedilos com 02 a 04 de carbono permite obter uma temperabilidade
meacutedia ideal para obtenccedilatildeo dos valores necessaacuterios de dureza e resistecircncia apoacutes tecircmpera
principalmente em peccedilas de pequena seccedilatildeo O boro eacute adicionado aos accedilos em pequenas
quantidades (ppm) para aumentar a sua conformabilidade e temperabilidade evitando a
nucleaccedilatildeo da ferrita atraveacutes de sua segregaccedilatildeo nos contornos de gratildeo da austenita Embora
exista uma incerteza enquanto ao teor ideal de boro sobre a efetividade na temperabilidade
pode se dizer que este valor estaacute entre 10 e 30 ppm sendo o teor oacutetimo entre 15 e 20 ppm
Anel de cintamento interno Matriz de extrusatildeo
Tiras de accedilo Anel de cintamento
externo
44
Dentre os accedilos utilizados na fabricaccedilatildeo de elementos de fixaccedilatildeo e engrenagens o SAE
10B22 o qual eacute utilizado no desenvolvimento desta tese tem grande aplicaccedilatildeo substituindo
accedilos de meacutedio carbono ou os convencionais baixa liga como o SAE 5135 Sua composiccedilatildeo
quiacutemica contendo boro e um teor consideraacutevel de manganecircs atribui a esta liga boa
temperabilidade e excelente resposta agrave processos termoquiacutemicos como cementaccedilatildeo e
carbonitretaccedilatildeo combinando desta forma as propriedades de dureza e resistecircncia ao desgaste
com tenacidade e ductilidade [39]
Resultados de ensaios mecacircnicos para um accedilo ABNT 1020 com teores de boro na condiccedilatildeo
de laminado a quente demonstram que as propriedades mecacircnicas natildeo sofreram alteraccedilatildeo
significativa com exceccedilatildeo do limite de escoamento que diminui cerca de 4 em relaccedilatildeo ao
accedilo sem boro A diminuiccedilatildeo do limite de escoamento juntamente com a natildeo alteraccedilatildeo
significativa das outras propriedades sugere usos especiacuteficos para esses accedilos devido a sua maior
fase plaacutestica como por exemplo para peccedilas que necessitam de extrusatildeo a frio [40]
O SAE 10B22 estaacute entre os accedilos baixo carbono utilizados para extrusatildeo a frio e com
elementos liga para cementaccedilatildeo Este accedilo eacute amplamente utilizado na extrusatildeo a frio para a
produccedilatildeo de engrenagens eixos parafusos e demais peccedilas onde haacute exigecircncia de dureza
superficial obtida pelo processo de cementaccedilatildeo ou carbonitretaccedilatildeo As curvas de escoamento
verdadeiras do SAE 10B22 foram simuladas pelo software JMatPro o qual tem a capacidade
de calcular uma variedade de propriedades de materiais de ligas metaacutelicas [41] As curvas foram
simuladas nas temperaturas 20degC 100degC 200degC e 300degC e velocidades de deformaccedilatildeo 001 s-
1 1 s-1 e 10 s-1 Satildeo mostradas nas figuras 17 18 e 19 A tabela 4 informa a composiccedilatildeo quiacutemica
utilizada como dado de entrada para a geraccedilatildeo dos resultados Os valores calculados pelo
software de acordo com a sua composiccedilatildeo quiacutemica informada ANEXOS A B e C foram
utilizados para traccedilar as curvas
Considerando a temperatura de 20degC a simulaccedilatildeo das curvas revela tensotildees de escoamento
de 1701 Nmm2 1905 Nmm2 e 2012 Nmm2 para as respectivas velocidades de deformaccedilatildeo
001 s-1 1 s-1 e 10 s-1 quando a deformaccedilatildeo verdadeira eacute igual agrave zero
Tabela 4 ndash Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro [41]
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 0232 0893 0242 0180 008 0042 00059 0233 00015 0008 0020
45
Figura 17 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1
Fonte JMatPro [41]
Figura 18 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1 Fonte JMatPro [41]
00
1000
2000
3000
4000
5000
6000
7000
00
020
040
060
080
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
460
480
500
600
70
Ten
satildeo
de
esco
amen
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
00
1000
2000
3000
4000
5000
6000
7000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
man
ento
(k
f) [
Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
46
Figura 19 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro [41]
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS
Neste capiacutetulo seraacute abordada a forma em que os requisitos sobre a geometria das engrenagens
devem ser especificados e o entendimento dos meacutetodos utilizados para controlar a geometria
das engrenagens Seraacute dada ecircnfase agrave norma ISO 1328 partes 1 e 2 [42] [43] a qual eacute comumente
utilizada para classificaccedilatildeo de engrenagens
271 Normas para especificaccedilatildeo de engrenagens
As normas especiacuteficas para o controle de toleracircncias geomeacutetricas de engrenagens satildeo
publicadas pelos mais diversos sistemas de normas segundo a competitividade no mercado
para este tipo de aplicaccedilatildeo Eacute o cliente que opta pela norma que melhor atende as suas
necessidades encontrando a sua disposiccedilatildeo uma seacuterie de documentos que tratam do assunto
dentre estes se podem citar ISO AGMA DIN JIS BSI ABNT e outras No Brasil as normas
da ABNT em alguns aspectos como definiccedilotildees de partes funcionais e paracircmetros geomeacutetricos
se assemelham agrave ISO 1328 o que jaacute natildeo ocorre com as normas AGMA por esta apresentar uma
estrutura simboacutelica proacutepria que em muito se diferencia da ISO e ABNT
Na tabela 5 haacute uma seleccedilatildeo das mais importantes normas utilizadas sendo que suas
principais diferenccedilas se referem
00
1000
2000
3000
4000
5000
6000
7000
8000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
amen
to (
kf)
[Nm
m2]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
47
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos [44]
NORMA ASSUNTO
ISO 1328 ndash 1 e 2 (20131997) Engrenagens Ciliacutendricas ndash Sistema de
precisatildeo ISO
AGMA ndash 2000-A88 (1988) Manual de Inspeccedilatildeo e Classificaccedilatildeo de
Engrenagens
DIN - 3962 (1978) Toleracircncias para Dentes de Engrenagens
Ciliacutendricas
JIS - B 1702 (1976) Precisatildeo para Engrenagens Retas e
Helicoidais
BSI - BS 436 (1986) Engrenagens Retas e Helicoidais ndash Forma
baacutesica Passo e Precisatildeo
ABNT - NBR10095 (1989) Engrenagem Ciliacutendrica de Evolvente ndash
Precisatildeo Dimensional
272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328
A ISO 1328 trata das toleracircncias geomeacutetricas de engrenagens ciliacutendricas de dentes retos
fornecendo limites para os principais paracircmetros caracteriacutesticos da geometria das engrenagens
a serem controladas e delimita para cada tipo de aplicaccedilatildeo os erros maacuteximos permissiacuteveis Esta
norma tambeacutem trata dos desvios das engrenagens associados aos paracircmetros caracteriacutesticos
tomados isoladamente e dos desvios das engrenagens do ponto de vista funcional ou seja
avalia conjuntamente todos os desvios isolados eventualmente existentes nas superfiacutecies das
engrenagens
Duas satildeo as vantagens da referida norma uma eacute a sua associaccedilatildeo com materiais didaacuteticos de
grande reconhecimento neste campo de atuaccedilatildeo [45] [46] o que a torna de faacutecil compreensatildeo e
menos propensa a erros de interpretaccedilatildeo e a outra eacute que seu conteuacutedo estaacute de acordo com o
Sistema Internacional de Unidades [47] que eacute o sistema oficialmente reconhecido no Brasil
A norma cita paracircmetros caracteriacutesticos os quais satildeo elementos de controle da geometria das
engrenagens Devido a fenocircmenos de fabricaccedilatildeo que posteriormente seratildeo detalhados as
superfiacutecies das engrenagens sofrem variaccedilotildees em relaccedilatildeo a sua geometria considerada ideal
Estes desvios de acordo com as suas dimensotildees tornam-se de difiacutecil identificaccedilatildeo e
comprometem a funcionalidade do conjunto coroapinhatildeo
273 Desvios isolados
Os desvios isolados satildeo as variaccedilotildees dos paracircmetros caracteriacutesticos geomeacutetricos que ocorrem
na superfiacutecie das engrenagens Suas principais causas satildeo
48
forma defeituosa do perfil da matriz de extrusatildeo
deficiente lubrificaccedilatildeo durante o processo de extrusatildeo
uso de matrizes com cavidades danificadas ou desgastadas
vibraccedilatildeo excessiva das prensas de extrusatildeo
deformaccedilotildees elaacutesticas das ferramentas de extrusatildeo durante o processo
274 Desvios de passo individual (fpt) acumulado (fpk) e total (Fp)
O desvio de passo individual representado por fpt na figura 20 corresponde a diferenccedila
algeacutebrica entre o passo medido e o correspondente passo teoacuterico de um setor que abranja uma
determinada quantidade inteira de passos (K) Devido agrave facilidade utiliza-se o flanco dos dentes
como referecircncia para a mediccedilatildeo O passo primitivo eacute o comumente avaliado e eacute medido sobre
a circunferecircncia primitiva [48] Pela ISO 1328-1 o passo tambeacutem pode ser medido sobre uma
circunferecircncia de referecircncia que passa pela altura meacutedia dos dentes ou seja o ponto meacutedio
entre o topo e a raiz do dente
O setor avaliado natildeo deve ser maior que 18 da circunferecircncia de referecircncia ou seja 2leKle
Z8 onde Z eacute o nuacutemero de dentes De outra forma o desvio de passo acumulado pode ser
entendido como a soma algeacutebrica dos passos individuais no setor avaliado
O desvio de passo total (Fp) que corresponde ao maacuteximo valor do desvio de passo
acumulado (fpk) de qualquer setor de circunferecircncia em relaccedilatildeo a um determinado flanco de
dente
Figura 20 ndash Desvios de passo das engrenagens [42]
275 Desvios de perfil (Fα ffα fHα)
Na figura 21 o desvio de perfil corresponde ao afastamento do perfil evolvente real obtido
do processo de fabricaccedilatildeo do perfil ideal gerado a partir da respectiva circunferecircncia de bases
49
[49] As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer no ponto meacutedio do comprimento
total do dente
O desvio de perfil eacute caracterizado por trecircs paracircmetros desvio total de perfil (Fα) desvio de
forma de perfil (ffα) e desvio angular de perfil (fHα) Na figura 22 tem-se uma representaccedilatildeo
graacutefica destes desvios A linha sinuosa corresponde ao perfil real detectado pelo sistema de
mediccedilatildeo
Figura 21 ndash Desvio de perfil [42]
No graacutefico de desvio de forma de perfil verifica-se o quanto o perfil real atinge seus limites
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular de
perfil o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico Por
uacuteltimo quando se busca apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama de
desvio total de perfil que possui intrinsecamente os dois resultados anteriores sendo mais
conservativo
Figura 22 ndash Desvios de perfil segundo ISO 1328-1 [42]
50
276 Desvios de linha de flanco (Fβ ffβ fHβ)
A figura 23 mostra o desvio de flanco corresponde ao afastamento do flanco do dente obtido
no processo de fabricaccedilatildeo do flanco resultante da extrusatildeo do perfil evolvente ideal no sentido
axial da engrenagem As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer na altura da
circunferecircncia de referecircncia e no sentido axial
Figura 23 ndash Desvio de linha de flanco [42]
Da mesma forma que o desvio de perfil o desvio da linha de flanco eacute caracterizado por trecircs
paracircmetros desvio total da linha de flanco (Fβ) desvio de forma da linha de flanco (ffβ) e desvio
angular da linha de flanco (fHβ) figura 24 respectivamente A linha sinuosa corresponde ao
flanco real detectado pelo sistema de mediccedilatildeo na altura da circunferecircncia de referecircncia
Figura 24 ndash Desvios da linha de flanco segundo ISO 1328-1 [42]
A interpretaccedilatildeo do desvio da linha de flanco eacute similar ao desvio de perfil Assim do graacutefico
de desvio de forma da linha de flanco verifica-se o quanto o flanco real atinge seus limites
51
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular da
linha de flanco o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico
Por uacuteltimo ao ser necessaacuteria apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama
de desvio total da linha de flanco que possui intrinsecamente os dois resultados anteriores e eacute
mais conservativo
277 Batimento radial (Fr)
O batimento radial (Fr) eacute a maior variaccedilatildeo da distacircncia em relaccedilatildeo ao eixo de giro da
engrenagem de uma esfera ou cone colocado sequencialmente entre os vatildeos da engrenagem
estabelecendo um contato com os flancos dos dentes adjacentes Corresponde a amplitude total
da variaccedilatildeo lida no sistema de mediccedilatildeo quando da verificaccedilatildeo do erro de concentricidade Se
natildeo houvesse irregularidades no dente da engrenagem o batimento radial seria igual ao dobro
do erro de concentricidade (caso existisse) ou seja o erro total de giro [50]
Segundo a norma 1328-2 [43] o batimento radial corresponde agrave amplitude maacutexima dos
desvios individuais (erro detectado em cada vatildeo de dente) figura 25 Verifica-se que os erros
estatildeo distribuiacutedos em torno de uma senoacuteide cuja amplitude corresponde a duas vezes o erro de
concentricidade
Figura 25 ndash Batimento radial [43]
278 Graus de qualidade
Os graus de qualidade variam para cada sistema de norma Na ISO 1328 exceto pelo desvio
composto radial que possui 9 graus de qualidade (4 eacute o grau mais exigente e 12 eacute o menos
exigente) os demais paracircmetros caracteriacutesticos possuem 13 graus de qualidade (0 eacute o grau mais
exigente e 12 eacute o menos exigente) [51]
52
Para classificaccedilatildeo de uma engrenagem com relaccedilatildeo ao seu grau de qualidade alguns
paracircmetros de projeto satildeo considerados pela norma ISO 1328 sendo entre eles o diacircmetro de
referecircncia e o moacutedulo Definidos esses paracircmetros de projeto para cada um dos paracircmetros
caracteriacutesticos jaacute mencionados pode-se estabelecer uma toleracircncia cujo valor dependeraacute do
grau de qualidade selecionado e vice-versa estabelecendo-se a toleracircncia necessaacuteria e obtendo-
se o grau de qualidade Na tabela 6 tem-se um exemplo do grau de qualidade para o desvio
total de perfil (Fα) Para efeito de construccedilatildeo da tabela considerando-se um grau de qualidade
igual a 5 os valores das toleracircncias satildeo determinados empiricamente e aplicados na equaccedilatildeo
(12)
119865prop = 32radic119898119896 + 022radicempty119901 + 07 eq (12)
Os valores de toleracircncias superiores por exemplo para o grau 6 satildeo obtidos a partir da
toleracircncia de grau 5 multiplicado por radic2 as toleracircncias do grau 7 satildeo obtidos a partir das
toleracircncias do grau 6 multiplicado radic2 e assim sucessivamente ateacute o grau 12 Para os valores
inferiores ao grau de qualidade 5 utiliza-se o mesmo raciociacutenio exceto pelo fato de se dividir
cada resultado de toleracircncia por radic2 Assim conclui-se que para melhorar um grau de qualidade
de uma engrenagem basta dividir por radic2 a toleracircncia do determinado grau de qualidade em
questatildeo por quantas vezes se quer melhorar a qualidade do item
Tabela 6 ndash Grau de qualidade para desvio de perfil [43]
Diacircmetro
primitivo
Oslashp (mm)
Moacutedulo
(N)
Grau de qualidade (Q)
0 1 2 3 4 5 6 7 8 9 10 11 12
Fα (μm)
5le Oslashp le20 05leNle2 08 11 16 23 32 46 65 90 130 180 260 370 520
2leNle35 12 17 23 33 47 65 95 130 190 260 370 530 750
20leOslashple50
05leNle2 09 13 18 26 36 50 75 100 150 210 290 410 580
2leNle35 13 18 25 36 50 70 100 140 200 290 400 570 810
35leNle6 16 22 31 44 60 90 120 180 250 350 500 700 990
6leNle10 19 27 38 55 75 110 150 220 310 430 610 870 1230
Ao se tratar da metrologia de engrenagem torna-se agraves vezes muito difiacutecil entender o que
se estaacute medindo caso natildeo se conheccedila o seu processo fiacutesico Tratar os resultados de um relatoacuterio
de um determinado paracircmetro geomeacutetrico apenas como valor numeacuterico com certeza natildeo agrega
valor para melhoria do processo Por exemplo ao se determinar o batimento radial e este
apresentar um valor elevado pode conduzir o metrologista a concluir que os desvios sejam
provenientes de incorreccedilotildees nos dentes mas na verdade pode se tratar de um erro de
53
concentricidade que possui um comportamento senoidal Neste caso interferir no processo para
corrigir imperfeiccedilotildees dos dentes de uma matriz de extrusatildeo seria uma decisatildeo errada pois na
verdade o problema eacute relativo a um erro de concentricidade entre o eixo de rotaccedilatildeo da
engrenagem e a circunferecircncia de base Assim tem-se o conhecimento tecnoloacutegico e a
metrologia fortemente ligados para a soluccedilatildeo de problemas da engenharia
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO
O processo de eletroerosatildeo eacute utilizado na fabricaccedilatildeo de ferramentas em geral e proporciona
reduccedilatildeo de custo tempo de execuccedilatildeo e melhoria de acabamento superficial sendo muitas vezes
o uacutenico processo aplicaacutevel quando os ferramentais jaacute se encontram temperados e revenidos
Entretanto o processo deve ser cuidadosamente controlado em seus paracircmetros de operaccedilatildeo
pois podem causar modificaccedilotildees microestruturais importantes na superfiacutecie usinada
diminuindo a resistecircncia a fratura e induzindo agrave formaccedilatildeo de trincas superficiais que podem se
propagar e promover a fratura catastroacutefica da ferramenta
Assim o processo final de fabricaccedilatildeo do ferramental exige a usinagem de precisatildeo do accedilo
em geometria complexa na condiccedilatildeo de elevada dureza onde os processos convencionais de
usinagem por remoccedilatildeo de cavaco natildeo satildeo mais aplicaacuteveis Nesta etapa o processo de usinagem
por eletroerosatildeo (EDM ndash Electrical Discharge Machining) eacute amplamente aplicado O processo
de eletroerosatildeo se tornou a tecnologia mais importante na induacutestria de manufatura para a
obtenccedilatildeo de formas complexas utilizando o corte a fio ou a penetraccedilatildeo como os procedimentos
mais difundidos Desenvolvido no final da deacutecada de 40 do seacuteculo passado tem sido aceito em
todo o mundo como um processo padratildeo para a fabricaccedilatildeo de ferramentais
Os processos de EDM satildeo largamente utilizados na fabricaccedilatildeo de matrizes de extrusatildeo de
engrenagens Eletroerosatildeo por fio (Wire EDM) bem como por penetraccedilatildeo (Die Sinking) satildeo
responsaacuteveis pela usinagem de eletrodos e fabricaccedilatildeo das cavidades das matrizes
respectivamente e devem possuir um controle de geometria e acabamento eficaz Se a
usinagem de eletrodos apresentar um erro de forma grosseiro este seraacute levado adiante na erosatildeo
por penetraccedilatildeo das matrizes [52]
A EDM eacute um processo teacutermico com um mecanismo complexo de remoccedilatildeo de metal O
mecanismo primaacuterio faz uso da energia que se transforma em energia teacutermica por uma seacuterie
discreta de descargas eleacutetricas que ocorrem entre o eletrodo e a ferramenta imersa em um fluido
dieleacutetrico O sistema gera um canal de plasma entre o caacutetodo e o anodo capaz de levar a
54
temperatura a niacuteveis proacuteximos de 8000 ~ 12000ordmC Como resultado ocorre a vaporizaccedilatildeo e
fusatildeo do metal na superfiacutecie resultando em transformaccedilotildees metaluacutergicas que alteram o perfil de
tensotildees residuais e microestrutural podendo levar ao trincamento e fratura Desta forma a
EDM tem um papel importante na integridade superficial e na vida do ferramental
Os principais processos utilizados na induacutestria de ferramentais satildeo a eletroerosatildeo a fio e a
eletroerosatildeo por penetraccedilatildeo Estes processos satildeo ilustrados na figura 26
Figura 26 ndash Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas [52]
281 Eletrodo para ferramenta de extrusatildeo
Quanto aos materiais a serem utilizados nos eletrodos eacute conhecido que a remoccedilatildeo de material
na eletroerosatildeo eacute dada por evaporaccedilatildeo a altas temperaturas logo deveratildeo ser escolhidos
materiais que suportem tais temperaturas de modo a minimizar o desgaste do eletrodo Por
outro lado o material deve permitir finalizar a peccedila com a qualidade e dimensional requeridos
Para que um material possa ser utilizado no eletrodo teraacute que ser capaz de conduzir corrente
eleacutetrica uma vez que teraacute sempre que existir a passagem de corrente a fim de ser possiacutevel uma
descarga na peccedila tendo como limite maacuteximo de resistividade eleacutetrica 100 Ωcm [53] Outra
qualidade que o material deveraacute possuir seraacute o elevado ponto de fusatildeo dado que o processo
pressupotildee uma transformaccedilatildeo de energia eleacutetrica em energia teacutermica podendo a descarga
eleacutetrica originar temperaturas na ordem dos 20000 ordmC [54] Poreacutem a escolha do material em
relaccedilatildeo ao ponto de fusatildeo deveraacute sempre considerar o material da peccedila a ser usinada Isto eacute se
o material da peccedila tiver um baixo ponto de fusatildeo entatildeo o ponto de fusatildeo do material do eletrodo
tambeacutem natildeo deveraacute ser alto Obviamente outro dos fatores que influenciam a escolha final dos
materiais eacute de natureza financeira O material deve ser o mais viaacutevel economicamente e deve
igualmente ser facilmente fabricado via processos convencionais uma vez que ambos estes
fatores vatildeo influenciar diretamente no custo final do eletrodo Consequentemente no custo da
matriz
55
O cobre eacute reconhecido entre outras qualidades pela sua oacutetima conduccedilatildeo eleacutetrica
oferecendo no entanto alguns problemas no esmerilhamento e no fresamento devido ao
substancial nuacutemero de rebarbas Revela-se um material estaacutevel em condiccedilotildees de descarga
eleacutetrica sendo um material que no accedilo-ferramenta utilizado em matrizes de extrusatildeo consegue
acabamentos de elevada qualidade
Existem no entanto variadas ligas de cobre utilizadas para o processo de eletroerosatildeo Este
estudo apoacutes avaliaccedilotildees com diferentes alternativas foi concentrado em duas ligas de cobre
especiacuteficas Satildeo elas
Cobre eletroliacutetico Largamente utilizado na induacutestria eleacutetrica [55] e na induacutestria mecacircnica
como eletrodo-ferramenta no processo de eletroerosatildeo Seu uso eacute dado quando satildeo necessaacuterios
acabamentos de superfiacutecies lisas na peccedila de trabalho Para certas aplicaccedilotildees o cobre eacute a melhor
escolha devido agrave sua facilidade para ser altamente polido [56] Essa caracteriacutestica de polimento
faz com que o eletrodo de cobre seja o preferido em processos de acabamento fino garantindo
uma menor rugosidade
Cobre-tungstecircnio combina a elevada condutividade do cobre com o alto ponto de fusatildeo do
tungsteacutenio O seu uso origina um elevado rendimento na usinagem de matrizes e um desgaste
baixo Contudo eacute um material caro e natildeo eacute de faacutecil processamento Desta forma eacute utilizado
apenas em algumas situaccedilotildees quando se revelar necessaacuteria a preservaccedilatildeo de detalhes ou entatildeo
em situaccedilotildees em que eacute necessaacuteria alta precisatildeo tais como o corte de perfis de engrenagem
282 Desgaste do eletrodo
O desgaste que o eletrodo iraacute sofrer durante o processo de eletroerosatildeo natildeo eacute de faacutecil
previsatildeo dependendo de vaacuterios paracircmetros O principal paracircmetro de referecircncia seraacute a
capacidade que o eletrodo tem de resistir aos danos teacutermicos Tambeacutem sua densidade
polaridade ou ainda as frequecircncias a serem utilizadas na eletroerosatildeo A geometria final da
superfiacutecie usinada seraacute principalmente afetada pelo desgaste do eletrodo e o seu afastamento
(gap) em relaccedilatildeo agrave matriz O conhecimento do comportamento do desgaste do eletrodo e a
distribuiccedilatildeo do seu afastamento agrave geometria da cavidade da matriz pode minimizar a incidecircncia
de erros nos perfis de engrenagem [57]
O desgaste do eletrodo eacute proporcional ao nuacutemero de descargas eleacutetricas Assim eacute maior nas
operaccedilotildees de desbaste do que nas operaccedilotildees de acabamento devido agrave maior necessidade de
remoccedilatildeo de material Para conseguir o menor desgaste possiacutevel da sequecircncia de eletrodos a
56
estrateacutegia eacute reduzir o tempo da operaccedilatildeo de acabamento efetuando o desbaste ateacute a peccedila estar
tatildeo proacutexima das dimensotildees finais desejadas quanto possiacutevel [58]
A taxa de desgaste das ligas de cobre comumente utilizadas nos eletrodos exige que mais de
um eletrodo seja utilizado na produccedilatildeo de cada cavidade uma vez que rapidamente perdem as
suas dimensotildees iniciais Tal fator contribui para que o custo total da fabricaccedilatildeo dos eletrodos
atinja muitas vezes mais de 50 e por vezes ateacute 80 do custo total de fabricaccedilatildeo de matrizes
por eletroerosatildeo
A tabela 7 apresenta dados experimentais em relaccedilatildeo ao desgaste sofrido pelo eletrodo
fabricado nas duas ligas de cobre utilizadas neste estudo
Tabela 7 ndash Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado [59]
Material do eletrodo
Polaridade Material usinado Desgaste das
arestas
Cobre eletroliacutetico
+ Accedilo 2 ndash 10
- Titacircnio 20 ndash 40
- WC-Co 35 ndash 60 - Cobre 35 ndash 45
- Cobre-tungstecircnio 40 ndash 60
Cobre-tungstecircnio
+ Accedilo 1 ndash 10 - Cobre 20 ndash 40 - Cobre-tungstecircnio 30 ndash 50 - Titacircnio 15 ndash 25 - WC-Co 35 ndash 50
29 SIMULACcedilAtildeO COMPUTACIONAL
Apesar das vantagens do processo de extrusatildeo a elevada produtividade estaacute em geral
associada agrave utilizaccedilatildeo de uma variedade de velocidades de deformaccedilatildeo com influecircncia direta
na tensatildeo de escoamento do material a extrudar Esta eacute uma das principais dificuldades para
quem trabalha com simulaccedilatildeo numeacuterica dos processos de conformaccedilatildeo pois nem sempre as
propriedades do material cadastrado no software satildeo as mesmas daquele material que eacute utilizado
na fabricaccedilatildeo da peccedila isso se deve as variaccedilotildees nas condiccedilotildees da obtenccedilatildeo da mateacuteria prima
Em virtude disto eacute recomendado fazer ensaios que determinam a verdadeira tensatildeo de
escoamento do material
O Meacutetodo de Elementos Finitos (FEM) pode simular o processo industrial de extrusatildeo e
avaliar as condiccedilotildees do processo ou dos paracircmetros de projeto e os resultados satildeo utilizados
para o melhor direcionamento na continuidade do projeto podendo ser testados e analisados
57
sob diversas situaccedilotildees e repetidas vezes em um curto espaccedilo de tempo o que representa
economia por se tratar de testes computacionais [60]
291 Elementos finitos aplicados agrave extrusatildeo a frio
O primeiro registro de utilizaccedilatildeo do termo ldquoelemento finitordquo foi atraveacutes de Clough (1960)
[61] sendo que os primeiros desenvolvimentos do meacutetodo de elementos finitos ocorrem na
deacutecada de 1950 atraveacutes dos trabalhos de Turner (1956) [62] Nos anos 60 iniciaram-se as
primeiras aplicaccedilotildees do meacutetodo efetuadas na resoluccedilatildeo de problemas de anaacutelise estrutural com
utilizaccedilotildees de domiacutenio das tecnologias de fabricaccedilatildeo e na deacutecada de 70 desenvolveu-se uma
formulaccedilatildeo alternativa chamada de formulaccedilatildeo do escoamento plaacutestico ou ldquoflow formulationrdquo
Essa formulaccedilatildeo caracteriza o escoamento dos materiais metaacutelicos em deformaccedilatildeo plaacutestica de
uma forma anaacuteloga ao escoamento dos fluidos viscosos incompressiacuteveis a qual serve de base
para programas de elementos finitos
Atualmente pode-se dizer que os programas de simulaccedilatildeo se tornaram uma ferramenta
praacutetica e essencial para o desenvolvimento e otimizaccedilatildeo da tecnologia de processos de
deformaccedilatildeo plaacutestica Inuacutemeros programas comerciais baseados em diferentes meacutetodos de
soluccedilatildeo estatildeo disponiacuteveis no mercado Os meacutetodos de soluccedilatildeo mais empregados satildeo elementos
finitos volumes finitos elementos de contorno
A Tabela 8 apresenta alguns dos principais softwares utilizados para este fim com a
informaccedilatildeo do respectivo fabricante Cada um deles entregaraacute resultados de forma particular
Tabela 8 ndash Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores
Software Desenvolvedor
EESY-FORM CPM GmbH DEFORM Scientific Forming Technologies Corporation FORGE Transvalor SA
MARC AUTOFORGE MARC Analysis Research Corporation SIMUFACT MSC Software Corporation
QFORM Quantor MSC SUPERFORGE MSC Software Corporation
Alguns preacute-requisitos satildeo fundamentais para a obtenccedilatildeo de bons resultados na simulaccedilatildeo
independente do software a ser utilizado Entre estes preacute-requisitos a introduccedilatildeo no banco de
dados do programa de valores confiaacuteveis para as propriedades fiacutesicas e mecacircnicas e das
condiccedilotildees de contorno tais como
Propriedades fiacutesicas densidade relativa (ρ) calor especiacutefico (119888119872 ) condutividade
teacutermica (к)
58
Propriedades mecacircnicas tensatildeo de escoamento (kf) moacutedulo de elasticidade (E)
coeficiente de Poisson (ν)
Condiccedilotildees de contorno coeficiente ou fator de atrito (μ ou m) coeficientes de
transferecircncia de calor entre peccedila e matriz (hpeccedila-matriz) entre peccedila e ambiente (hpeccedila-ambiente) e entre
matriz e ambiente (hmatriz-ambiente)
Encontrar informaccedilotildees relativas a paracircmetros que possam contribuir com a caracterizaccedilatildeo
de processos e materiais eacute possiacutevel em publicaccedilotildees da especialidade poreacutem julgar a qualidade
ou relevacircncia destes paracircmetros torna-se uma tarefa um tanto complexa Snape at al [63]
investigaram como determinar a sensibilidade do meacutetodo dos elementos finitos agrave variaccedilotildees em
diferentes paracircmetros de entrada a curva de escoamento do material a transferecircncia de calor
bem como o coeficiente de atrito entre peccedila e ferramenta
A curva de escoamento que caracteriza o material eacute de interesse fundamental na plasticidade
pois descreve o seu comportamento em deformaccedilatildeo plaacutestica Este comportamento eacute
influenciado por fatores tais como a deformaccedilatildeo verdadeira 120593 a velocidade de deformaccedilatildeo
e a temperatura T aleacutem de caracteriacutesticas intriacutensecas do material como microestrutura e
composiccedilatildeo quiacutemica
Considerando a importacircncia das variaacuteveis citadas acima para uma representaccedilatildeo numeacuterica
eficiente realizam-se ensaios para obter as propriedades corretas e adequadas que devem ser
inseridas no software Os ensaios mais utilizados satildeo o ensaio de compressatildeo ensaio do anel
e de torccedilatildeo
Nos ensaios de compressatildeo os corpos de prova satildeo submetidos a um esforccedilo axial
distribuiacutedo de modo uniforme em toda a sua seccedilatildeo transversal O ensaio pode ser executado em
maacutequina universal de ensaios com a adaptaccedilatildeo de duas placas planas sendo uma fixa e outra
moacutevel Entre elas o corpo de prova eacute apoiado e mantido fixo durante a compressatildeo A resposta
fornecida deste tipo de ensaio eacute dada pela deformaccedilatildeo linear obtida pela medida da distacircncia
entre as placas que comprimem o corpo de prova em funccedilatildeo da carga de compressatildeo aplicada
em cada instante Nesta tese o ensaio de compressatildeo seraacute utilizado para determinaccedilatildeo da curva
de escoamento verdadeira do accedilo utilizado como mateacuteria-prima nos experimentos e simulaccedilotildees
numeacutericas A simulaccedilatildeo por elementos finitos seraacute utilizada para verificar o comportamento da
matriz de extrusatildeo apoacutes a conformaccedilatildeo e o efeito nas dimensotildees da engrenagem extrudada
59
3 MATERIAIS E MEacuteTODOS
A fabricaccedilatildeo de cavidades de matrizes de precisatildeo pelo processo de EDM (Electrical
Discharge Machining) requer primeiramente a fabricaccedilatildeo de eletrodos de precisatildeo
Um estudo para fabricaccedilatildeo de eletrodos de precisatildeo foi iniciado Duas teacutecnicas alternativas
de fabricaccedilatildeo do perfil evolvente foram estudadas sendo uma delas o corte por eletroerosatildeo ao
fio onde os paracircmetros e maquinaacuterio ideal foram determinados experimentalmente O
microfresamento dos eletrodos atraveacutes centro de microusinagem foi avaliado como teacutecnica
alternativa e mostrou potencial na fabricaccedilatildeo de eletrodos Os eletrodos fabricados seratildeo
aplicados na erosatildeo por penetraccedilatildeo da matriz de extrusatildeo de engrenagem MT-3673 O desenho
da matriz a qual eacute fabricada em accedilo K340 e dureza entre 58 e 60 HRC pode ser visto na figura
27 A matriz eacute erodida montada em aneacuteis de cintamento os quais seratildeo mostrados na sequecircncia
Figura 27 ndash Desenho da matriz MT-3673 para a extrusatildeo de engrenagem
31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DOS
ELETRODOS E CAVIDADE DE MATRIZ
Na fabricaccedilatildeo por eletroerosatildeo a fio dos eletrodos estudados no presente projeto foram
utilizadas trecircs maacutequinas com diferentes niacuteveis de precisatildeo As trecircs maacutequinas satildeo modelos do
portfoacutelio da fabricante GF Machining Solutions a qual eacute detentora da marca Agie-Charmilles
A primeira maacutequina eacute o modelo de entrada do fabricante modelo CUT 20 P seguida pelos
modelos CUT 2000 S e CUT 300 mS Os dados relativos a estes equipamentos relevantes no
presente estudo satildeo mostrados nas Figuras 28 29 e 30
60
Figura 28 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 20P [64]
Figura 29 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S [65]
Figura 30 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS [66]
A maacutequina utilizada para os ensaios de eletroerosatildeo por penetraccedilatildeo foi o modelo FORM
X400 do mesmo fabricante Esta maacutequina possui um avanccedilado sistema de termo-estabilizaccedilatildeo
o qual controla a temperatura dos pontos de aquecimento durante o processo de erosatildeo Isto
minimiza alteraccedilotildees dimensionais na estrutura da maacutequina e o consequente impacto nas
dimensotildees dos componentes apoacutes a erosatildeo A figura 31 ilustra de eletroerosatildeo por penetraccedilatildeo
FORM X400
61
Figura 31 ndash Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 [67]
O processo alternativo eacute o de microfresamento em centro de microusinagem de cinco eixos
do fabricante KERN modelo Pyramid Nano Os dados referentes a este equipamento satildeo
mostrados na figura 32
Figura 32 ndash Centro de microusinagem 5 eixos KERN Pyramid Nano [68]
Para uma seleccedilatildeo mais direcionada dos paracircmetros de corte a serem utilizados nos processos
de usinagem uma anaacutelise por espectrometria de emissatildeo oacuteptica foi realizada em um dos tarugos
de cobre O cobre eletroliacutetico eacute seguramente o material mais utilizado para eletrodos de erosatildeo
por penetraccedilatildeo A composiccedilatildeo quiacutemica do tarugo em cobre eletroliacutetico segue na tabela 9
311 Eletrodos fabricados por microusinagem
Foram utilizados eletrodos constituiacutedos de cobre eletroliacutetico com alto grau de pureza
(9950) De acordo com a literatura por possuir alta ductilidade ao ser usinado
mecanicamente o cobre puro apresenta forte tendecircncia agrave formaccedilatildeo de aresta posticcedila de corte
(APC) bem como empastamento e formaccedilatildeo de cavacos longos e espiralados no caso do
62
torneamento Por estes motivos o mesmo eacute considerado um material de baixa usinabilidade e
assim requer um estudo de paracircmetros de usinagem mais detalhado em especial para operaccedilotildees
de microfresamento
Tabela 9 ndash Composiccedilatildeo quiacutemica do material para os eletrodos em cobre
Elemento quiacutemico Teor ( em massa)
Cobre Cu 9950
Zinco Zn 006
Chumbo Pb 005
Manganecircs Mn 005
Carbono C 005
Estanho Sn 004
Ferro Fe 003
Alumiacutenio Al 003
Outros lt002
Um dos aspectos considerados criacuteticos no microfresamento eacute o fato da ordem de grandeza
do avanccedilo por dente (fz) se aproximar do valor do raio de gume da ferramenta (rβ) Quando a
razatildeo fzrβ se aproxima de 25 a espessura criacutetica do cavaco de cobre eacute atingida [69][70]
fazendo com que o material natildeo seja mais removido e sim amassado sob a superfiacutecie
danificando suas caracteriacutesticas de acabamento e propiciando a formaccedilatildeo de rebarbas
Outro aspecto considerado criacutetico no processo de usinagem mecacircnica do eletrodo eacute a fixaccedilatildeo
do tarugo na maacutequina-ferramenta Devido agrave proximidade entre o comprimento do tarugo e do
eletrodo final houve a necessidade de dimensionamento de um sistema de fixaccedilatildeo de accedilo
composto por pino e bucha roscados Apoacutes a usinagem do furo central da peccedila (tolerado em
1000+001 mm) bem como dos diacircmetros externos contidos na mesma a montagem no sistema
de fixaccedilatildeo eacute realizada conforme ilustrado na figura 33 O diacircmetro do pino foi retificado na
medida nominal de 998 mm para que o encaixe seja justo o suficiente para eliminar vibraccedilotildees
provenientes da usinagem e natildeo haja danificaccedilatildeo do diacircmetro interno da peccedila jaacute usinado na
medida final nesta etapa do processo A uacutenica variaacutevel controlada pelo operador no processo
de fixaccedilatildeo eacute o torque aplicado ao pino o qual se traduz diretamente em torccedilatildeo da peccedila e
indiretamente em compressatildeo da mesma atraveacutes do efeito da rosca
No experimento de usinagem mecacircnica do eletrodo o torque considerado suficiente para
fixaccedilatildeo segura do tarugo pelo teacutecnico responsaacutevel foi medido com o auxiacutelio de uma chave
63
equipada com torquiacutemetro e natildeo ultrapassou o valor de 14 Nm o que natildeo representa efeitos
significativos na retilinidade do tarugo do eletrodo
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO
O eletrodo EL-0331 faz parte de um conjunto de trecircs eletrodos utilizados para usinar a matriz
de extrusatildeo a frio MT-3673 (fig 27) a qual possui nove dentes moacutedulo (mk) igual agrave 211 e
acircngulo de pressatildeo (αp) 12deg Cada eletrodo possui um afastamento (offset) especiacutefico em relaccedilatildeo
ao perfil final da cavidade da matriz onde os mesmos tecircm funccedilotildees de desbaste e acabamento
A tabela 10 informa os valores de afastamento dos respectivos eletrodos
Tabela 10 ndash Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 Coacutedigo Aplicaccedilatildeo na usinagem de erosatildeo por penetraccedilatildeo
EL-0331 Desbaste inicial
EL-0330 Erosatildeo intermediaacuteria
EL-0987 Acabamento
A operaccedilatildeo de desbaste inicial tem a funccedilatildeo de usinar o perfil de engrenagem a partir do
material da matriz tratado termicamente ainda em bruto Desta forma o eletrodo EL-0331 eacute o
que sofre o maior desgaste O desgaste sofrido pelo eletrodo ao longo do processo de usinagem
atribui imperfeiccedilotildees agrave geometria do dente de engrenagem na cavidade A intensidade destas
imperfeiccedilotildees seraacute tatildeo maior quanto maior for o desgaste do eletrodo A estrateacutegia para
minimizar o desgaste do eletrodo de desbaste inicial eacute mudar a mateacuteria-prima do mesmo para
uma liga que apresenta maior resistecircncia ao desgaste Para o EL-0331 foi aplicado o cobre-
tungstecircnio Aos demais o cobre eletroliacutetico foi aplicado A figura 34 mostra o perfil do eletrodo
EL-0331 sendo o responsaacutevel pela erosatildeo de desbaste inicial A regiatildeo interna do eletrodo
64
possui uma face paralela ao eixo horizontal que tem a funccedilatildeo de guia para posicionamento do
eletrodo em maacutequina bem como referenciamento entre os trecircs eletrodos utilizados em
sequecircncia As figuras 35 e 36 mostram os eletrodos EL-0330 e EL-0987 respectivamente
Figura 34 ndash Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331
Figura 35 ndash Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330
Assim os eletrodos EL-0331 EL-0330 e EL-0987 nesta sequecircncia satildeo utilizados para a
fabricaccedilatildeo da cavidade da matriz MT-3673 quando montada em seus respectivos aneacuteis de
cintamento
65
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE
TIRAS DE ACcedilO
Este capiacutetulo descreve os ferramentais utilizados para fabricaccedilatildeo por extrusatildeo a frio de
pinhotildees para impulsor de partida O resultado comparativo entre o dimensional resultante de
engrenagens obtidas por matrizes com sistema convencional de aneacuteis de cintamento duplo e
uma matriz com sistema de aneacuteis de alta resistecircncia obtida por enrolamento de tiras
desenvolvido pela empresa STRECON seraacute mostrado no capiacutetulo que segue
Figura 36 ndash Eletrodo para acabamento por penetraccedilatildeo EL-0987
331 Dados do processo de extrusatildeo
A figura 37 ilustra o sistema convencional de duplo anel de cintamento utilizado nos ensaios
de extrusatildeo Este sistema convencional de aneacuteis de cintamento eacute montado com os componentes
descritos na tabela 11
A matriz possui diacircmetro da cavidade (d) = 2670 mm e diacircmetro do anel externo (D) =
15995 mm As figuras 38a) e 38b) mostram as dimensotildees da geratriz que foi definida com
base nas dimensotildees da cavidade e massa do extrudado e o comprimento final do pinhatildeo
extrudado O material extrudado eacute o SAE 10B22 para o qual a expressatildeo do caacutelculo da tensatildeo
de escoamento (119896119891) eacute mostrada pela equaccedilatildeo (13) 119896119891 = 119862 120593119899 eq (13)
onde C eacute a constante de resistecircncia ao escoamento estabelecida em 539 Nmm2 e n o iacutendice de
encruamento eacute igual agrave 0261 para accedilos baixo carbono [71]
66
Figura 37 ndash Sistema convencional de aneacuteis de cintamento duplo
Tabela 11 ndash Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo
Posiccedilatildeo Descriccedilatildeo Funccedilatildeo
1 Anel de cintamento externo Proporciona a interface de montagem agrave
prensa
2 Anel de cintamento interno Proporciona a resistecircncia do conjunto de
ferramentas
3 Matriz de extrusatildeo do corpo
ciliacutendrico do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
4 Matriz de extrusatildeo da engrenagem
do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
5 Placa de fixaccedilatildeo das matrizes Aplica o preacute-tensionamento das matrizes no
sentido axial
6 Placa de apoio das matrizes Sustenta o conjunto e o apoia nas placas do
porta-ferramentas
7 Extrator Funccedilatildeo de extraccedilatildeo da geratriz da cavidade
da matriz
8 Punccedilatildeo de recalque Pressiona o material contra as paredes da
cavidade da matriz
9 Punccedilatildeo de furaccedilatildeo Proporciona a forma final do furo central da
peccedila
67
a) b)
Figura 38 ndash Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673
332 Caacutelculo da forccedila de extrusatildeo no processo
A forccedila de extrusatildeo necessaacuteria para a produccedilatildeo do pinhatildeo da figura 38b pode ser calculada
pela equaccedilatildeo (14) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (14)
calcula-se as aacutereas inicial A0 e deformada A1 1198600 = 1205874 lowast (2622 minus 1342) = 3979 1198981198982 1198601 = 22605 1198981198982 (informaccedilatildeo atraveacutes do software CAD utilizado fig 38b)
Assim o caacutelculo da deformaccedilatildeo verdadeira (φ) eacute dado pela equaccedilatildeo (15)
120593 = 119897119899 (11986001198601) = 119897119899 ( 397922605) = 0565 eq (15)
De acordo com as curvas fornecidas pelo software JMatPro para o accedilo 10B22 considerando
a temperatura igual agrave 20degC e velocidade de deformaccedilatildeo 1 s-1 verifica-se no ANEXO B que
kf0=1905 Nmm2 para φ=0 Desta forma com a equaccedilatildeo (16) calcula-se a tensatildeo de escoamento
meacutedia (kfm) 119896119891119898 = 1198961198910+11989611989112 = 1905+539(0565)02612 = 3275 1198731198981198982 eq (16)
Considerando o coeficiente de atrito μ=01 (ver tabela 3) a forccedila de extrusatildeo necessaacuteria para
a fabricaccedilatildeo do pinhatildeo eacute
68
119865 = 3979 3275 0565 (1 + 201119904119890119899(2(90minus20180 )120587) + 23 (90minus20180 )1205870565 ) + 120587 262 01 1905 145
= 5479438 N asymp 548 kN
O trabalho de extrusatildeo eacute dado pela equaccedilatildeo (6) 119879119903 = 119865 119878119908 = 548 (00208 minus 00145) = 345119896119873 119898
O aumento de temperatura devido ao trabalho de extrusatildeo eacute calculado atraveacutes da equaccedilatildeo
(8) sendo 119888119872= 5024 NmmgordmC [72] 120599119862 = 119896119891120593119888119872 120588 119886 = 3275 119873119898119898205655024119873119898119898119892 783 11990910minus3 1198921198981198983 (09) = 423 ordmC
A tensatildeo axial (120590119911) na cavidade da matriz eacute calculada pela equaccedilatildeo (17) 120590119911 = 1198651198600 = 5479438 1198733979 1198981198982 = 13771 1198731198981198982 eq (17)
De acordo com Tresca se pode calcular a tensatildeo radial atraveacutes da equaccedilatildeo (18)
kf = σz ndash σr eq (18)
sendo σz = -13771 Nmm2 σr = σz - kfm rarr σr = - 13771 ndash 3275 = -17046 Nmm2
333 Dimensionamento dos aneacuteis para sistema convencional de cintamento
Conforme informado na tabela 2 satildeo recomendados dois aneacuteis para tensotildees radiais no
intervalo de 1600 agrave 2200 Nmm2 De acordo com as caracteriacutesticas apresentadas da ferramenta
os diacircmetros de montagem d1 e d2 satildeo determinados a seguir 1198891 = radic119863 119889 = radic15995 267 = 653 119898119898 1198892 = radic119863 1198891 = radic15995 653 = 1022 119898119898
A matriz de extrusatildeo da engrenagem eacute fabricada em accedilo-ferramenta K340 cuja tensatildeo de
escoamento (119896119891119898119886119905119903119894119911) eacute 2700 Nmm2 [73] em um intervalo de dureza de 61 a 63 HRC Para
o anel de cintamento interno eacute utilizado o AISI S1 com tensatildeo de escoamento (1198961198911198881198941198991199051) igual
agrave 1900 Nmm2 [74] O anel de cintamento externo foi dimensionado em accedilo AISI H13 o qual
apresenta tensatildeo de escoamento (1198961198911198881198941198991199052) de 1450 Nmm2 endurecido agrave 48HRC [75]
Assume-se que o moacutedulo de elasticidade (E) eacute 210000 Nmm2 As interferecircncias de montagem
z1 e z2 satildeo calculadas abaixo atraveacutes da equaccedilotildees 2 e 3
69
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) = 653lowast2700210000 ( 127001900 minus (radic12 (1 + 127001900 ) minus 21232700)2)
1199111 = 0535 119898119898
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) = 1022lowast1900210000 ( 119001450 minus (radic12 (1 + 119001450 ) minus 21232700)2)
1199112 = 0617 119898119898
A interferecircncia relativa εf entre uma matriz e um anel de cintamento ou entre aneacuteis de
cintamento natildeo deve ser superior agrave 06 [76] A anaacutelise eacute realizada atraveacutes da equaccedilatildeo (19) 120576119891119894 = 119911119889119894 eq (19)
Desta forma 1205761198911 = 0535653 = 00081 = 081 1205761198912 = 06171022 = 0006 = 06
De acordo com os resultados a interferecircncia 1199111 sugerida natildeo atende a recomendaccedilatildeo A
interferecircncia 1199112 satisfaz a equaccedilatildeo (19) poreacutem no limite Para as duas interferecircncias calculadas
haacute o risco de quebra prematura dos aneacuteis de cintamento eou matriz caso estes valores sejam
seguidos
O software Eesy-DieOpt V 212 [77] foi utilizado para corrigir o caacutelculo dos resultados A
figura 39 mostra a interface de caacutelculo do software O sistema com 2 aneacuteis (frio) foi selecionado
Os diacircmetros da cavidade da matriz e o diacircmetro externo do segundo anel foram os dados de
entrada O Eesy-DieOpt possui uma biblioteca especiacutefica de materiais natildeo sendo possiacutevel a
ediccedilatildeo dos mesmos Desta forma accedilos similares aos utilizados na realidade foram selecionados
Para a matriz foi utilizado o accedilo-raacutepido M2 (DIN 13343) para o primeiro anel o X40CrMoV51
(DIN 12344) com 539 HRC O segundo anel foi analisado com o accedilo X38CrMoV51 (DIN
12343) com 464 HRC
O resultado do software sugere um diacircmetro de montagem do primeiro anel (d1) com 50 mm
e interferecircncia (z1) 0385 mm O segundo anel tem diacircmetro de montagem (d2) sugerido de 84
mm e interferecircncia (z2) 0434 mm Contudo de acordo com a figura 27 a matriz MT-3673
possui diacircmetro externo de 531 mm na extremidade superior O diacircmetro d1 deve ser
determinado pela matriz superior a qual eacute responsaacutevel pelo corpo ciliacutendrico do pinhatildeo e que
70
faz contato com a matriz MT-3673 O diacircmetro externo da matriz superior eacute 523 mm como
pode ser visto na figura 40 Para satisfazer a equaccedilatildeo (18) e considerando a interferecircncia relativa
de 055 a interferecircncia z1 calculada eacute 0286 mm
Figura 39 ndash Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673
Figura 40 ndash Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo
Os diacircmetros de montagem e interferecircncias sugeridos pelo software podem ser vistos na
tabela 12
71
A tensatildeo radial na cavidade da matriz calculada pelo software devido ao preacute-tensionamento
eacute 14529 Nmm2
Tabela 12 ndash Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo AISI H13 D = 15995
2 Anel de cintamento interno AISI S1 d2 = 840 0434
3 Matriz superior M2 d1 = 523 0286
4 Matriz inferior K340 0286
5 Anel de compensaccedilatildeo VF 800 AT
6 Placa de apoio AISI M2
7 Porca de travamento SAE 4340
334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo
O sistema STRECON de aneacuteis de cintamento eacute montado com os componentes descritos a
seguir
1 Anel de cintamento interno primaacuterio
Contato direto com as matrizes
Fabricada accedilo-ferramenta AISI S1 52-54 HRC
2 Anel de cintamento interno secundaacuterio
Proporciona alta rigidez (ν = 023)
Em WC-Co 13-15 Co 85-88 HRa E = 540000 Nmm2
3 Tiras de accedilo de alta resistecircncia com espessura de 01 mm
Proporciona a resistecircncia e controla a distribuiccedilatildeo do preacute-tensionamento
Feito em accedilo mola especial (natildeo divulgado pela STRECON)
62-64 HRC E = 225000 Nmm2 kf gt 2000 Nmm2 ν = 030
4 Anel de cintamento externo
Proporciona a interface de montagem agrave prensa
Accedilo utilizado ORVAR 45-48 HRC
O desenho esquemaacutetico do sistema STRECON aplicado nos ensaios onde os aneacuteis de
cintamento do sistema convencional satildeo substituiacutedos por componentes descritos acima pode
ser visto na figura 41
72
Figura 41 ndash Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos experimentos
O sistema STRECON oferece agrave ferramenta a resistecircncia em duas direccedilotildees radial e axial O
preacute-tensionamento radial eacute obtido por interferecircncia de montagem enquanto que o axial eacute
garantido pelo fechamento da ferramenta sob alta carga axial durante a montagem da
ferramenta A ferramenta eacute montada com um anel de compressatildeo fabricado em WC-Co o qual
em conjunto com o conceito final deste sistema assegura uma rigidez de aproximadamente 400
GPa A capacidade de resistecircncia agraves cargas de trabalho estaacute entre 50 e 100 acima de sistemas
com aneacuteis convencionais
O sistema eacute montado com um anel de cintamento feito por tiras de accedilo de alta resistecircncia o
qual proporciona uma resistecircncia significativamente superior ao sistema com aneacuteis
convencionais A tensatildeo de escoamento das tiras eacute aproximadamente 2100 Nmm2 agrave
temperatura ambiente e endurecida agrave 62-64 HRC Considerando ferramentas de mesma
dimensatildeo o sistema eacute duas vezes mais resistente que um sistema de anel simples e 17 vezes
em relaccedilatildeo ao sistema de duplo anel [78]
A reduccedilatildeo da amplitude da tensatildeo tangencial na superfiacutecie da cavidade da matriz pode ser
obtida pelo aumento da rigidez dos aneacuteis de cintamento A razatildeo baixa entre os moacutedulos de
elasticidade da matriz e dos aneacuteis leva a uma reduzida contribuiccedilatildeo da tensatildeo tangencial devido
agrave tensatildeo radial [79]
335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON
O comportamento mecacircnico e o desempenho das ferramentas de extrusatildeo podem ser
analisados de diferentes formas
73
1 Na simulaccedilatildeo numeacuterica de escoamento do material a matriz e os aneacuteis de cintamento
satildeo considerados como componentes deformaacuteveis
2 Com o objetivo de reduzir o tempo de simulaccedilatildeo os componentes da ferramenta podem
ser considerados como corpos riacutegidos na simulaccedilatildeo computacional A distribuiccedilatildeo de
pressatildeo resultante na superfiacutecie da matriz varia durante o processo de extrusatildeo e eacute
derivado da anaacutelise de escoamento do material A distribuiccedilatildeo de pressatildeo maacutexima na
superfiacutecie da matriz eacute entatildeo transferida a um modelo onde os componentes da
ferramenta satildeo (elaacutesticos ou elasto-plaacutesticos) corpos deformaacuteveis
3 Se a distribuiccedilatildeo de pressatildeo maacutexima na superfiacutecie da matriz jaacute eacute conhecida atraveacutes de
experimentos praacuteticos ou equaccedilotildees empiacutericas esta variaacutevel pode ser diretamente
aplicada a um modelo onde os componentes da ferramenta satildeo corpos deformaacuteveis
O esquema de uma tiacutepica matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON
E+ eacute mostrado na figura 42a Os aneacuteis de cintamento consistem em um anel interno de WC-Co
as tiras de accedilo e o anel externo em accedilo-ferramenta As superfiacutecies interna do nuacutecleo e a externa
da matriz satildeo cocircnicas para favorecer a montagem A figura 42b mostra a malha por elementos
finitos que representa a matriz e os aneacuteis de cintamento [80]
a) b)
Figura 42 ndash Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel interno e externo e matriz [80]
Enquanto o anel interno eacute remalhado separadamente as tiras de accedilo e o anel externo do
sistema STRECON podem ser considerados como um corpo uacutenico Para reproduzir os seus
efeitos sobre o comportamento da matriz natildeo haacute necessidade de modelaacute-los em separado A
simplificaccedilatildeo do modelo ao utilizar caracteriacutesticas simeacutetricas eacute recomendada No caso de
engrenagens apenas uma seccedilatildeo pode ser analisada
No sistema STRECON E+ o anel interno eacute fabricado em WC-Co Valores tiacutepicos das
propriedades mecacircnicas destes aneacuteis de cintamento satildeo vistos na seccedilatildeo 332
74
A interferecircncia de montagem deve ser definida considerando a melhor performance da
matriz ou seja a reduccedilatildeo de tensotildees criacuteticas de extrusatildeo bem como as tensotildees maacuteximas
permitidas pelos aneacuteis de cintamento A interferecircncia eacute similar agrave dos aneacuteis de cintamento
convencionais 04 a 06 O principal benefiacutecio do sistema STRECON E+ eacute fornecido pelo
anel interno o qual aplicaraacute um preacute-tensionamento superior aos aneacuteis convencionais Aleacutem
disto sua alta rigidez permite uma baixa expansatildeo dimensional da matriz e reduz a amplitude
da deformaccedilatildeo plaacutestica ciacuteclica o que reduz o risco de ruptura por fadiga
34 PRENSA MECAcircNICA
Os ensaios de extrusatildeo foram realizados em prensa mecacircnica de junta articulada (knuckle
joint press) do fabricante Komatsu modelo MKN 450 A A prensa tem capacidade de forccedila
igual 450 toneladas agrave 10 mm do seu ponto morto inferior e velocidade angular maacutexima de 55
rpm A prensa possui alimentaccedilatildeo automaacutetica de geratrizes por calha e dispositivo de
movimentaccedilatildeo por garras A figura 43 mostra a visatildeo geral da maacutequina A figura 44 evidencia
a aacuterea de prensagem
Figura 43 ndash Prensa mecacircnica MKN 450 A Komatsu com capacidade de forccedila 450 toneladas
O pinhatildeo da figura 38 eacute produzido nesta prensa a uma velocidade angular de 35 rpm Desta
forma a velocidade angular (ω) eacute 35 (212058760) = 367 rads A velocidade da ferramenta (VF) eacute
funccedilatildeo da velocidade tangencial (Vt) do volante e eacute calculada pela equaccedilatildeo (20)
119881119865 = 119881119905 radic1 minus (1 minus ℎ0minusℎ119896119877119881 )2 = 367450radic1 minus [1 minus (208minus145)450 ]2 = 275 119898119898119904 eq (20)
sendo 119881119905 = 120596 119877119881 onde 119877119881 eacute o raio do volante da prensa 119877119881 = 450 119898119898 (ANEXOS G e H)
A velocidade de deformaccedilatildeo () no final da extrusatildeo eacute = 119881119865ℎ119896 = 275145 = 19119904minus1 eq (21)
Figura 44 ndash Transfer de alimentaccedilatildeo e aacuterea de prensagem
75
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS
351 Accedilo ao Boro SAE 10B22
O material utilizado neste estudo para obtenccedilatildeo do extrudado eacute o accedilo ligado ao Boro SAE
10B22 produzido pela Gerdau Accedilos Finos Piratini unidade de Charqueadas na forma de fio
maacutequina bitola de diacircmetro 312 mm Apoacutes o processo padratildeo de laminaccedilatildeo o material eacute
submetido ao tratamento teacutermico de recozimento para que seja atingido o grau de esferoidizaccedilatildeo
meacutedio de 90 O fio maacutequina eacute conformado por trefilaccedilatildeo para atingir a bitola de utilizaccedilatildeo de
297 mm Desta forma satildeo importantes as suas propriedades de dureza e resistecircncia mecacircnica
A tabela 13 apresenta a composiccedilatildeo quiacutemica de fornecimento informada pelo fabricante em
certificado de qualidade (ANEXO I) A composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 para
os principais elementos de liga eacute informada na tabela 14
Tabela 13 ndash Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 019 088 024 015 008 004 0005 016 00018 0005 0006
Tabela 14 ndash Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 [81]
C Mn Si B
10B22 018 ndash 023 070 ndash 100 015-030 00005 ndash 0003
Comparando os teores dos elementos de liga apresentados pelas tabelas 4 e 13 em relaccedilatildeo agrave
composiccedilatildeo nominal da tabela 14 se verifica que o accedilo utilizado nos experimentos teve seu
teor de carbono (C) proacuteximo da miacutenima especificaccedilatildeo O teor de C utilizado para simulaccedilatildeo no
JMatPro foi no limite maacuteximo Os teores de manganecircs (Mn) o qual proporciona o aumento do
limite de resistecircncia agrave traccedilatildeo foram similares bem como o Boro (B) responsaacutevel pelo aumento
da temperabilidade Os demais elementos tambeacutem tiveram seus teores similares sendo que
alguns satildeo residuais de fabricaccedilatildeo
A tabela 15 apresenta os resultados de dureza resistecircncia a traccedilatildeo (σtr) descarbonetaccedilatildeo
meacutedia de superfiacutecie e tamanho de gratildeo (TG) aleacutem de resultados de reduccedilatildeo de aacuterea (RA)
bandeamento e grau de esferoidizaccedilatildeo de lote de fornecimento deste material apoacutes a trefilaccedilatildeo
e recozimento realizados pela usina
Tabela 15 ndash Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos
Dureza
(HB)
σtr
(Nmm2) RA () Bandeamento
Grau de
esferoidizaccedilatildeo
()
Camada meacutedia
descarbonetada
(mm)
TG
Resultados Maacutex 152
481 701 2 80 023 6
76
352 Curvas de escoamento verdadeiras
A determinaccedilatildeo das curvas de escoamento verdadeiras do SAE 10B22 foi realizada com a
utilizaccedilatildeo do sistema de inspeccedilatildeo termomecacircnica Gleeble 3800 localizado no Instituto de
Conformaccedilatildeo Mecacircnica (IFU) da Universidade de Stuttgart Alemanha As velocidades de
deformaccedilatildeo analisadas foram 005 s-1 1 s-1 e 10s-1 para as temperaturas ambiente (20degC)
100degC 200degC 300degC 400degC e 500degC Para todos os paracircmetros foram realizados trecircs testes
Os corpos de prova ciliacutendricos foram aquecidos por Conduccedilatildeo antes de serem conformados A
temperatura das amostras foi controlada por dois termopares soldados em suas superfiacutecies A
figura 45 mostra as dimensotildees do corpo de prova utilizado
Figura 45 ndash Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo
da curva de escoamento
Para minimizar o atrito tiras de grafite foram colocadas entre as faces dos corpos de prova
e o punccedilatildeo de prensagem do equipamento O aquecimento dos corpos de prova foi agrave taxa de 15
degCs e mantido por 10 segundos para garantir a homogeneidade de temperatura da amostra A
deformaccedilatildeo elaacutestica da maacutequina foi ajustada em funccedilatildeo da forccedila Apoacutes as curvas de escoamento
verdadeiras foram calculadas utilizando o diagrama de Avanccedilo de Ferramenta X Forccedila e a
geometria do corpo de prova Considerando a maacutexima deformaccedilatildeo verdadeira de φ = 07 as
curvas de escoamento foram obtidas de acordo com o modelo de Hollomon-Ludwik a qual eacute
apresentado pela equaccedilatildeo (12) Este modelo eacute comumente empregado nos processos de
conformaccedilatildeo mecacircnica A figura 46 mostra a regiatildeo de teste do equipamento Gleeble 3800
77
Figura 46 ndash Aacuterea de ensaio do equipamento Gleeble 3800 Fonte IFU Stuttgart
Sabe-se que a constante de resistecircncia ao escoamento (C) e o iacutendice de encruamento (n)
tendem a zero de acordo com o aumento da temperatura Os valores obtidos pelo equipamento
no ensaio de compressatildeo para os corpos de prova em accedilo SAE 10B22 foram utilizados para
traccedilar as curvas de escoamento verdadeiras (ANEXOS D E e F)
As curvas de escoamento verdadeiras foram traccediladas conforme valores obtidos nos ensaios
de compressatildeo As curvas satildeo mostradas nas figuras 47 48 e 49
Ao comparar-se os resultados obtidos pelo ensaio de compressatildeo para as velocidades de
deformaccedilatildeo 1 s-1 e 10 s-1 (ANEXOS E e F) com os dados de simulaccedilatildeo do software JMatPro
para as mesmas velocidades de deformaccedilatildeo (ANEXOS B e C) se verifica uma diferenccedila
significativa entre dados de simulaccedilatildeo e resultados experimentais Como exemplo para a
deformaccedilatildeo verdadeira igual a 018 na velocidade de deformaccedilatildeo 10 s-1 a 20degC a tensatildeo de
escoamento apresentada pelo JMatPro seraacute 5256 Nmm2 O ensaio de compressatildeo apresentou
a tensatildeo de escoamento igual agrave 6782 Nmm2 sob os mesmos paracircmetros
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 005 s-1 Fonte IFU Stuttgart
0
100
200
300
400
500
600
700
800
900
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
kf)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
78
De acordo com a comparaccedilatildeo realizada verifica-se a necessidade da utilizaccedilatildeo de meacutetodos
experimentais para a validaccedilatildeo das propriedades mecacircnicas obtidas via softwares dedicados
com o objetivo de evitar resultados inconsistentes na simulaccedilatildeo numeacuterica computacional
O accedilo SAE 10B22 foi submetido a experimentos de extrusatildeo a frio com a utilizaccedilatildeo das
matrizes e aneacuteis de cintamento calculados nas seccedilotildees anteriores O resultado dos experimentos
eacute mostrado nos capiacutetulos a seguir
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1
Fonte IFU Stuttgart
Figura 49 - Curva de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte IFU Stuttgart
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
79
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO
A FRIO
A anaacutelise por elementos finitos foi realizada sobre um pinhatildeo utilizado em impulsor de
partida para motores de arranque de automoacuteveis do mercado original automotivo Este pinhatildeo
possui treze dentes moacutedulo 267 e massa igual a 58 gramas Observa-se que este pinhatildeo natildeo
eacute o mesmo abordado pela figura 38b o qual possui nove dentes e moacutedulo igual agrave 211 As
duas referecircncias de pinhotildees foram escolhidas para os estudos por apresentarem alta demanda
de produccedilatildeo na linha da empresa ZEN SA
O pinhatildeo e suas dimensotildees satildeo mostrados nas figuras 50a e 50b
a) b)
Figura 50 ndash Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D
A figura 51 mostra a vista em corte da matriz que produz o referido pinhatildeo por extrusatildeo a
frio A matriz eacute definida pelo coacutedigo MT-6313
A MT-6313 eacute fabricada em accedilo Vanadis 4 Extra com dureza situada no intervalo de 59-61
HRC Possui a mesma sequecircncia de fabricaccedilatildeo da MT-3673 sendo eletrodos usinados por
eletroerosatildeo ao fio e aplicados em maacutequina de erosatildeo por penetraccedilatildeo Contudo a cavidade desta
matriz eacute fabricada por dois eletrodos onde um eacute aplicado ao desbaste inicial e outro ao
acabamento
Figura 51 ndash Desenho da matriz MT-6313
80
A figura 52 mostra a matriz MT-6313 montada com os seus respectivos aneacuteis de cintamento
Os diacircmetros de montagem e interferecircncias para esta matriz c om sistema duplo de aneacuteis de
cintamento pode ser visto na tabela 16 Interferecircncias foram calculadas pelo Eesy-DieOpt [77]
Tabela 16 ndash Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo VMO D = 19995
2 Anel de cintamento interno AISI H13 d2 = 1050 0301 3 Matriz superior AISI M2 d1 = 677 0406
4 Matriz inferior Vanadis 4
Extra 0406
5 Placa de apoio AISI S1
6 Porca de travamento SAE 4340
7 Extrator SAE 4340
8 Punccedilatildeo de recalque AISI M2
9 Punccedilatildeo de furaccedilatildeo VF 800 AT
10 Placa de compensaccedilatildeo AISI S1
O produto resultante da sequecircncia de operaccedilotildees de manufatura no processo atual conforme
figura 53 apresenta variaccedilotildees com amplitudes que elevam o grau de qualidade da engrenagem
Cada uma das variaacuteveis descritas no capiacutetulo 27 eacute medida e de acordo com o resultado atribui
Figura 52 ndash Matriz MT-6313 montada
em sistema de aneacuteis de cintamento
duplo
81
um grau de qualidade agrave engrenagem A variaacutevel que sofre maior impacto eacute o comprimento de
heacutelice O grau de qualidade de engrenagem meacutedia resultante do processo de extrusatildeo a frio se
situa entre Q9 e Q11 Apoacutes o processo de usinagem e operaccedilotildees de tratamento teacutermico como
cementaccedilatildeo tecircmpera e revenimento as distorccedilotildees aplicadas agrave peccedila deslocam o grau de
qualidade para o intervalo entre Q10 e Q12
Para aplicaccedilotildees do mercado original automotivo engrenagens com grau de qualidade no
intervalo citado anteriormente natildeo satildeo aceitas devido agrave possibilidade de ruiacutedo de engrenamento
e desgaste prematuro do flanco do dente [82]
Figura 53 ndash Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida
A incidecircncia de erro no extrudado surge no processo inicial a fabricaccedilatildeo de ferramentas
O meacutetodo de fabricaccedilatildeo ou mesmo os equipamentos utilizados para este fim satildeo determinantes
para a qualidade resultante da engrenagem Aliada a materiais de alta qualidade teacutecnicas de
corte de geratrizes e ciclos eficientes de recristalizaccedilatildeo a fabricaccedilatildeo de ferramentas eacute a chave
para a extrusatildeo de precisatildeo
A qualidade da engrenagem extrudada a frio deve ser melhorada para ao final do processo
de manufatura o dentado apresentar o grau de qualidade de engrenagem desejado igual a Q8
Com base neste objetivo a figura 54 estabelece a meta para o processo de extrusatildeo a frio
Figura 54 ndash Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328
Entende-se que de acordo com os erros agregados agraves engrenagens pelos processos
posteriores agrave extrusatildeo a frio ao manter os desvios das engrenagens produzidas por extrusatildeo a
frio com classificaccedilatildeo maacutexima igual agrave Q7 seraacute possiacutevel a obtenccedilatildeo do grau de qualidade final
Q8 apoacutes os processos de manufatura sequentes com seus devidos ajustes
102
5 ANAacuteLISE EXPERIMENTAL
51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
A usinagem por eletroerosatildeo se deu inicialmente em duas etapas onde foram utilizadas as
maacutequinas da GF Agie Charmilles CUT 20 P e CUT 2000 S Apoacutes foi adicionada uma terceira
etapa utilizando o modelo CUT 300 mS Esta maacutequina estaacute no mesmo niacutevel de precisatildeo da CUT
2000 S poreacutem possui um sistema interno de estabilizaccedilatildeo teacutermica em relaccedilatildeo ao ambiente
Sabe-se que a temperatura tem influecircncia direta nos resultados da precisatildeo dimensional apoacutes a
erosatildeo
Para ambas as maacutequinas os tarugos de cobre foram furados de duas formas diferentes
respectivamente com dois e quatro pontos conforme mostrado nas figuras 83a e 83b A furaccedilatildeo
tem a funccedilatildeo de permitir a passagem do fio de erosatildeo para corte do perfil desejado do eletrodo
Estes furos foram feitos atraveacutes da maacutequina de usinagem para furo raacutepido modelo Resitron RT
Drill 350 para posterior fixaccedilatildeo nas maacutequinas de eletroerosatildeo a fio O perfil de engrenagem eacute
baseado em um modelo do eletrodo EL-0330 jaacute citado no item 32
Com um nuacutemero maior de furaccedilotildees para passagem de fio os tarugos tecircm uma fixaccedilatildeo riacutegida
diminuindo a vibraccedilatildeo durante o processo de erosatildeo
Figura 83 ndash Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos
A fabricaccedilatildeo do eletrodo utilizando a maacutequina CUT 20 P se deu em duas etapas
primeiramente o furo interno foi realizado e em seguida os perfis dos dentes foram usinados
Ambas as etapas satildeo constituiacutedas de quatro sub-etapas denominadas MainCut e TrimCut 1 a 3
103
Estas sub-etapas satildeo anaacutelogas aos processos de desbaste preacute-acabamento e acabamento da
usinagem mecacircnica
A fim de utilizar uma maacutequina com maior precisatildeo de fabricaccedilatildeo foi utilizada a maacutequina de
eletroerosatildeo CUT 2000 S Neste processo para a fabricaccedilatildeo para os dois modelos de tarugos
(2 furos na periferia e um central e 4 furos na periferia e um furo central) o furo central e os
dentes foram fabricados simultaneamente sendo utilizadas 5 etapas de corte (MainCut e
TrimCut 1 a 4)
Para buscar os melhores resultados com a maacutequina CUT 2000 S foram utilizados tarugos
com furos iniciais diferentes poreacutem com os mesmos paracircmetros No primeiro foi utilizado o
tarugo com dois furos para passagem do fio No segundo foram utilizados 4 furos com o
objetivo de manter a peccedila mais riacutegida durante a usinagem
Para ambas as maacutequinas foi utilizado fio com 025 mm de diacircmetro poreacutem para a CUT 20
P o material do fio eacute de latatildeo e para a CUT 2000 S o fio eacute de latatildeo com revestimento de zinco
Cobra Cut A Todas as sub-etapas foram realizadas no moacutedulo de usinagem de precisatildeo das
maacutequinas Este paracircmetro para iniacutecio da usinagem serve apenas como balizamento para que a
mesma busque em seu banco de dados tecnoloacutegico os melhores paracircmetros para o corte do
material da peccedila em questatildeo
Pode-se efetuar no entanto uma anaacutelise qualitativa das sub-etapas Com a evoluccedilatildeo do
processo de acabamento as seguintes tendecircncias satildeo notadas
Diminuiccedilatildeo da corrente de descarga e da largura de pulso como efeitos tem-se uma
reduccedilatildeo da taxa de remoccedilatildeo local de material e consequentemente da pressatildeo de lavagem
necessaacuteria e velocidade do fio na regiatildeo de corte bem como melhora nas caracteriacutesticas
geomeacutetricas e de superfiacutecie (rugosidade camada branca micro trincas e zona termicamente
afetada) e menor risco de ruptura do fio durante o processo A compensaccedilatildeo da reduccedilatildeo na
taxa de remoccedilatildeo local do material se daacute com o aumento da velocidade de avanccedilo do cabeccedilote
sendo que para a maacutequina CUT 2000 S as velocidades diminuem com o nuacutemero de repasses
de acabamento
Aumento da tensatildeo do fio e reduccedilatildeo do offset com o aumento da tensatildeo do fio apesar
de um acreacutescimo no risco de ruptura do mesmo durante o processo haacute um ganho relevante
em termos de uniformidade da regiatildeo de corte e concordacircncia com a programaccedilatildeo de
posicionamento do cabeccedilote Aleacutem disso os paracircmetros eleacutetricos e de duraccedilatildeo do pulso
causam uma reduccedilatildeo da folga entre peccedila e eletrodo durante o processo que eacute a grandeza
104
corrigida pelo sistema de controle da maacutequina para geraccedilatildeo da geometria final da peccedila
desejada Com a folga reduzida se reduz tambeacutem a probabilidade de incidecircncia de erros
geomeacutetricos provenientes desta fonte
A figura 84 mostra o eletrodo de acabamento cortado neste experimento pela maacutequina CUT
2000 S
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S
O modelo GF Agie-Charmilles CUT 300 mS foi utilizado na sequecircncia Com o seu sistema
de termo-estabilizaccedilatildeo bem como a precisatildeo de corte aplicada pela mesma se teve como
objetivo melhorar os resultados obtidos pelas etapas anteriores de usinagem
Duas referecircncias de eletrodos foram usinadas por esta maacutequina sendo os eletrodos de
coacutedigos EL-0926 e EL-0330 O eletrodo EL-0926 possui onze dentes e moacutedulo 3 e eacute fabricado
em cobre eletroliacutetico Pode ser visto na figura 85
Para esta referecircncia de eletrodo trecircs amostras foram usinadas e demonstraram avanccedilo na
precisatildeo dos flancos de seus dentes Os perfis de engrenagem resultantes da fabricaccedilatildeo de cada
eletrodo foram medidos em maacutequina tridimensional utilizando o software Quindos Gear
conforme a ISO 1328-12013 As variaacuteveis medidas e sua descriccedilatildeo satildeo apresentadas na tabela
26
105
Figura 85 ndash Desenho do eletrodo EL-0926
Tabela 26 ndash Desvios de flanco de dente de engrenagem [42]
Simbologia (μm) Descriccedilatildeo 119891119867120572 Desvio angular de perfil 119865120572 Desvio total de perfil 119891119891120572 Desvio de forma de perfil 119891119867120573 Desvio angular de linha de flanco 119865120573 Desvio total de linha de flanco 119891119891120573 Desvio de forma de linha de flanco 119891119901119905 Desvio de passo individual 119865119901 Desvio de passo total 119865119903 Desvio de batimento radial
Q Grau de qualidade de engrenagem
O perfil de engrenagem do eletrodo EL-0926 tem onze dentes Desta forma a metodologia
de coleta de dados definida foi a mediccedilatildeo individual dos dois flancos de cada dente e a avaliaccedilatildeo
do grau de qualidade de engrenagem resultante do maior valor encontrado sobre trecircs grupos
consecutivos O grupo 1 eacute formado pelos dentes 1 2 3 e 4 O grupo 2 eacute composto pelos dentes
5 6 7 e 8 Os demais dentes compotildeem o grupo 3 Foram usinadas trecircs amostras do eletrodo
EL-0926 Os eletrodos usinados na maacutequina CUT 300 mS satildeo mostrados na figura 86a 86b e
86c
106
a) b) c)
Figura 86 ndash Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3
As trecircs amostras do eletrodo satildeo idecircnticas contudo os seus resultados de desvios
dimensionais e grau de qualidade foram especiacuteficos em cada amostra Os resultados
dimensionais referente aos trecircs eletrodos satildeo mostrados nas tabelas 27 28 e 29
Tabela 27 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 1)
Grau de qualidade de engrenagem eletrodo EL-0926
esquerdo direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
3 2 4 3 3 2 119943119919120630 3 4 2 2 2 4
2 2 4 4 2 2 119917120630 3 3 2 2 2 2
1 1 1 1 1 1 119943119943120630 1 3 1 2 1 1
0 1 0 1 1 1 119943119919120631 1 0 1 0 0 0
0 1 0 1 0 1 119917120631 1 0 1 0 1 0
0 1 0 1 1 1 119943119943120631 1 1 1 4 1 1
3 3 119943119953119957 6 4
3 6 119917119953 6 3
5 8 119917119955
a variaacutevel 119865119903 independe de flanco direito ou esquerdo
107
Tabela 28 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 2)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo Direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 0 4 3 3 2 119943119919120630 3 5 5 6 3 4
0 1 3 3 1 2 119917120630 4 3 4 4 3 3
1 1 2 2 2 1 119943119943120630 1 1 1 0 1 1
0 0 0 0 0 0 119943119919120631 0 0 1 1 1 0
1 1 0 1 1 2 119917120631 1 1 1 1 1 0
2 1 2 1 3 2 119943119943120631 1 2 1 1 1 1
2 4 119943119953119957 3 4
1 3 119917119953 5 3
3 4 119917119955
Tabela 29 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 3)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo direito
Q
11109 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
91011 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 3 2 3 2 119943119919120630 3 4 3 5 4 5
2 2 1 2 2 2 119917120630 3 3 3 3 3 3
0 1 1 1 1 1 119943119943120630 1 0 2 2 1 0
0 0 0 1 0 0 119943119919120631 1 1 1 0 1 1
1 1 1 1 0 1 119917120631 1 4 4 1 1 0
1 1 1 1 1 1 119943119943120631 1 4 3 1 1 0
4 4 119943119953119957 3 4
3 6 119917119953 8 4
5 8 119917119955
108
O conjunto de trecircs eletrodos EL-0330 EL-0331 e EL-0987 foi usinado na maacutequina CUT
300 mS Os resultados de desvios geomeacutetricos para os eletrodos satildeo mostrados nas tabelas 30
31 e 32
Tabela 30 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331 na CUT 300 mS em CuW
Grau de qualidade de engrenagem eletrodo EL-0331
Esquerdo Direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
4 0 4 2 4 2 119943119919120630 2 3 2 3 1 3
4 3 4 3 4 4 119917120630 4 4 4 4 4 4
5 3 5 2 5 4 119943119943120630 4 5 3 5 3 5
3 1 3 1 3 2 119943119919120631 -1 0 1 0 0 0
8 3 8 14 8 14 119917120631 3 3 3 3 1 3
9 2 9 14 9 14 119943119943120631 3 4 3 4 1 4
4 3 119943119953119957 5 6
2 4 119917119953 6 4
5 7 119917119955
Tabela 31 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0330
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 1 5 2 5 4 119943119919120630 2 6 2 6 5 6
5 2 5 3 5 6 119917120630 4 5 4 5 5 5
6 2 6 2 6 5 119943119943120630 3 4 3 4 3 4
5 2 5 3 5 -4 119943119919120631 -4 5 -3 5 0 5
4 4 4 3 4 4 119917120631 4 6 7 6 1 6
5 4 5 1 5 1 119943119943120631 2 6 7 6 1 6
5 4 119943119953119957 4 5
4 7 119917119953 4 2
5 9 119917119955
109
Tabela 32 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
6 -4 6 4 6 -5 119943119919120630 5 6 3 6 3 6
6 9 6 5 6 7 119917120630 6 5 6 5 3 5
6 6 6 5 6 4 119943119943120630 4 5 5 5 3 5
2 -1 2 -2 2 2 119943119919120631 1 2 5 2 0 2
4 2 4 4 4 2 119917120631 5 4 5 4 2 4
5 2 5 4 5 2 119943119943120631 6 6 -1 6 2 6
9 18 119943119953119957 15 9
7 21 119917119953 19 7
8 22 119917119955
A tabela 33 mostra o resultado dos desvios do eletrodo EL-0987 apoacutes a utilizaccedilatildeo do mesmo
na usinagem da cavidade da matriz MT-3673
Tabela 33 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 apoacutes a erosatildeo por penetraccedilatildeo
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 6 7 7 8 12 119943119919120630 12 9 5 6 3 4
6 7 5 6 7 10 119917120630 11 7 7 6 4 4
4 3 4 4 5 5 119943119943120630 7 7 7 5 5 5
5 4 5 5 5 4 119943119919120631 5 5 5 5 3 4
4 4 4 5 4 5 119917120631 5 4 5 4 5 5
2 2 5 4 5 4 119943119943120631 4 5 4 5 5 6
7 9 119943119953119957 7 6
7 19 119917119953 19 7
9 35 119917119955
110
Comparando os resultados das tabelas 32 e 33 se verifica que houve piora nos desvios
geomeacutetricos de engrenagem do eletrodo de acabamento Isto significa que um possiacutevel
aproveitamento para uma segunda matriz de precisatildeo estaria descartado
52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE
ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
A anaacutelise experimental entre diferentes sistemas de aneacuteis de cintamento foi conduzida sobre
o pinhatildeo citado na figura 38b o qual eacute produzido pela matriz MT-3673 (fig 27) O produto
resultante de extrusatildeo a frio eacute um pinhatildeo utilizado em motores de partida automotivos O
modelo utilizado para anaacutelise de fabricaccedilatildeo dos eletrodos na seccedilatildeo anterior eacute baseado nos
dados de engrenagem deste pinhatildeo sendo ele com nove dentes moacutedulo (mk) 211 acircngulo de
pressatildeo (αp) igual agrave 12ordm e comprimento de flanco de 8 mm conforme figura 87 As ferramentas
utilizadas nos ensaios satildeo mostradas na figura 88
Figura 87 ndash Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON
Figura 88 ndash Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional
b) Sistema STRECON
111
A ferramenta com sistema convencional possui dois aneacuteis de cintamento feitos em accedilos AISI
S1 e H13 respectivas interferecircncias de montagem de 0286 e 0434 mm entre matrizes e anel
1 e anel 1 e anel 2 respectivamente
As matrizes foram fabricadas de acordo com o mesmo procedimento conforme mostrado
no diagrama da figura 89
Figura 89 ndash Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio
521 Resultados
Os respectivos desvios de flanco de engrenagem resultantes nas cavidades das matrizes satildeo
mostrados nas tabelas 34 e 35 As cavidades das matrizes destas tabelas foram usinadas por
uma maacutequina de eletroerosatildeo por penetraccedilatildeo modelo Agietron Advance 3 ano 2003 Para esta
usinagem foram utilizados os eletrodos fabricados pela CUT 2000 S obtidos nos primeiros
ensaios de fabricaccedilatildeo
De acordo com a ISO 1328-1 quanto menor a escala de grau de qualidade maior a qualidade
do perfil de engrenagem Assim atraveacutes dos resultados das tabelas 34 e 35 eacute possiacutevel verificar
que haacute uma melhoria nos resultados do ferramental com aneacuteis de compressatildeo de alta resistecircncia
O grau de qualidade de engrenagem resultante do ferramental com o sistema STRECON se
mostrou superior ao do sistema convencional A maior resistecircncia agrave deformaccedilatildeo do sistema
STRECON demonstrou maior precisatildeo no resultado
As ferramentas foram colocadas em produccedilatildeo em prensa excecircntrica de 450 toneladas
Amostras foram medidas e mostraram uma tendecircncia que refletiu os resultados de suas
respectivas matrizes As tabelas 36 e 37 mostram os resultados de uma amostra de pinhatildeo obtido
por cada uma das matrizes
Usinagem dos componentes
Tratamento teacutermico
Retificaccedilatildeo e Montagem
Fabricaccedilatildeo dos eletrodos por
eletroerosatildeo ao fio
Eletroerosatildeo por penetraccedilatildeo da
cavidade
Polimento e Revestimento
Superficial
112
Tabela 34 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento convencional
Grau de qualidade de engrenagem para ferramenta com aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 18 11 31 119891119867120572 21 10 20 10 11 8
8 14 8 18 10 30 119865120572 21 9 21 9 13 7
2 1 6 6 6 5 119891119891120572 4 5 4 5 3 4
8 10 8 10 9 16 119891119867120573 10 8 17 9 14 9
7 10 7 9 8 17 119865120573 11 7 17 9 14 8
2 1 4 2 4 2 119891119891120573 3 4 2 2 1 1
10 23 119891119901119905 24 10
11 69 119865119901 64 10
10 52 119865119903
Tabela 35 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 1 8 11 6 5 119891119867120572 13 9 12 8 13 9
2 2 7 11 6 9 119865120572 12 7 12 7 12 7
3 2 4 3 5 5 119891119891120572 3 4 2 3 1 1
1 1 5 3 6 5 119891119867120573 2 4 4 5 1 0
3 2 4 4 5 5 119865120573 4 4 5 5 1 0
3 2 2 1 3 2 119891119891120573 2 2 2 3 1 0
7 9 119891119901119905 9 7
7 21 119865119901 19 7
7 16 119865119903
Os resultados mostram que a qualidade da cavidade quando montada em aneacuteis de
cintamento convencionais diminui em relaccedilatildeo aos desvios de perfil heacutelice e passo Contudo
este ensaio bem como o apresentado pela tabela 35 foi realizado em maacutequina que possui erro
113
de posicionamento e acabamento superficial elevados Desta forma eacute possiacutevel a obtenccedilatildeo de
melhores resultados dimensionais em caso da utilizaccedilatildeo de maacutequina de maior precisatildeo
Tabela 36 ndash Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento convencionais
Grau de qualidade de engrenagem para pinhatildeo produzido c aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 13 10 18 10 19 119891119867120572 20 10 21 10 20 10
9 23 10 28 10 27 119865120572 26 10 24 9 28 10
9 16 9 16 9 18 119891119891120572 18 9 12 8 16 9
5 3 5 4 6 5 119891119867120573 57 6 6 6 3 5
6 6 8 13 7 12 119865120573 13 8 24 7 7 6
6 4 8 11 8 9 119891119891120573 12 9 12 8 5 6
8 10 119891119901119905 11 8
6 13 119865119901 11 5
9 30 119865119903
Tabela 37 ndash Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para pinhatildeo produzido com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 23 10 20 119891119867120572 24 11 24 11 20 10
9 22 10 28 10 27 119865120572 32 10 28 10 25 9
8 13 8 11 8 11 119891119891120572 11 8 11 8 12 8
2 1 3 2 2 1 119891119867120573 2 3 2 3 1 2
4 3 7 11 6 8 119865120573 12 8 8 7 3 4
4 2 8 11 8 8 119891119891120573 11 8 10 8 3 5
5 4 119891119901119905 3 4
3 5 119865119901 6 4
6 9 119865119903
Baseado nas informaccedilotildees das tabelas 36 e 37 uma nova alternativa de equipamento de
eletroerosatildeo por penetraccedilatildeo foi testada A maacutequina FORM X400 tambeacutem do cataacutelogo do
fabricante GF Agie Charmilles foi utilizada A FORM X400 possui um sistema de termo-
estabilizaccedilatildeo integrado que permite corrigir os pontos localizados de aquecimento assim como
114
a CUT 300 mS Em paralelo um otimizado sistema de controle permite reduzir o desgaste do
eletrodo
A matriz MT-3673 foi novamente escopo deste teste e os eletrodos EL-0331 EL-0330 e
EL-0987 desta vez utilizando uma maacutequina modelo FORM X400 A diferenccedila aplicada neste
ensaio foi a utilizaccedilatildeo de trecircs eletrodos sendo o primeiro para desbaste e os dois restantes para
acabamento Os eletrodos EL-0331 EL-0330 e EL-0987 apresentados nas tabelas 30 31 e 32
foram utilizados Neste teste foram adicionados dispositivos de fixaccedilatildeo do fabricante 3R Estes
dispositivos permitem realizar o setup dos trecircs eletrodos em uma mesma posiccedilatildeo de referecircncia
em relaccedilatildeo agrave matriz O objetivo foi minimizar a atribuiccedilatildeo dos erros de posicionamento dos
eletrodos entre cada etapa de usinagem Os eletrodos foram fixados em uma haste fabricada
com desvio de batimento radial maacuteximo de 0005 mm Os mesmos foram fixados nas hastes e
montados nos ldquopalletsrdquo 3R A figura 82a mostra o eletrodo montado na haste e pallet 3R Apoacutes
a montagem do eletrodo o conjunto foi adaptado a uma base plana montada em maacutequina de
mediccedilatildeo tridimensional com 0003 mm de paralelismo entre faces inferior e superior conforme
a figura 90b
a) b)
Figura 90 ndash a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional
A mediccedilatildeo em maacutequina tridimensional tem a funccedilatildeo de encontrar os erros nos eixos X e Y
do perfil de engrenagem em relaccedilatildeo ao centro de fixaccedilatildeo O conhecimento destes erros permite
fazer as devidas compensaccedilotildees dos eixos na programaccedilatildeo da FORM X400 O procedimento eacute
realizado para garantir que os eletrodos sejam posicionados no mesmo centro de fixaccedilatildeo
A erosatildeo da cavidade da matriz MT-3673 de acordo com o procedimento citado na maacutequina
FORM X400 apresentou os desvios informados na tabela 38 O ANEXO J mostra o relatoacuterio
de mediccedilatildeo realizada em maacutequina ZEISS atraveacutes do software GEAR PRO involute
115
Tabela 38 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 4 5 1 5 3 119891119867120572 2 4 2 4 0 4
4 4 4 3 4 4 119865120572 3 3 3 3 1 3
3 2 3 3 3 2 119891119891120572 2 3 2 3 1 3
2 0 2 -1 2 1 119891119867120573 5 4 -1 4 1 4
5 3 5 4 5 5 119865120573 4 5 4 5 4 5
6 3 6 4 6 5 119891119891120573 2 6 5 6 4 6
3 2 119891119901119905 4 5
2 4 119865119901 5 3
5 8 119865119903
A matriz foi desmontada dos aneacuteis de cintamento por enrolamento de tiras e aplicado o
revestimento PVD Produzir amostras sem a aplicaccedilatildeo de revestimento poderia representar
dano agrave superfiacutecie da cavidade da matriz e comprometer a integridade da engrenagem extrudada
Apoacutes a aplicaccedilatildeo do revestimento PVD e remontagem houve modificaccedilatildeo no grau de qualidade
dos dentes de engrenagem A tabela 39 mostra o grau de qualidade da cavidade da matriz apoacutes
a aplicaccedilatildeo do revestimento PVD O anexo L mostra o relatoacuterio de mediccedilatildeo da cavidade apoacutes
o revestimento A numeraccedilatildeo da posiccedilatildeo dos dentes foi mantida em relaccedilatildeo agrave tabela 38
Tabela 39 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 5 3 5 3 119891119867120572 2 5 3 5 -1 5
4 2 4 3 4 2 119865120572 3 5 5 5 2 5
4 1 4 3 4 2 119891119891120572 2 5 4 5 1 5
3 0 3 -1 3 2 119891119867120573 -4 5 2 5 -1 5
5 4 5 5 5 6 119865120573 5 5 5 5 5 5
6 3 6 5 6 6 119891119891120573 -4 6 5 6 5 6
7 8 119891119901119905 8 7
6 15 119865119901 17 6
7 18 119865119903
116
A comparaccedilatildeo entre os resultados das tabelas 38 e 39 mostra que houve um decreacutescimo no
grau de qualidade da cavidade da matriz A aplicaccedilatildeo do revestimento na superfiacutecie pode ter
aumentado a irregularidade de forma A montagem da ferramenta tambeacutem pode ter
influenciado bem como o fato de os aneacuteis de cintamento jaacute terem passado por vaacuterios ciclos de
produccedilatildeo montagem e desmontagem o que provoca a sua deformaccedilatildeo plaacutestica
O desvio de forma de perfil (ffα) passou de grau Q3 para graus Q4 (lado esquerdo) e Q5 (lado
direito) O desvio angular de perfil (fHα) passou de grau Q4 para Q5 no lado direito mantendo-
se estaacutevel no lado esquerdo O desvio angular de linha de flanco (fHβ) sofreu decreacutescimo de um
ponto no grau de qualidade passando de Q2 para Q3 (lado esquerdo) e Q4 para Q5 (lado
direito) Os desvios individual de passo (fpt) e batimento radial (Fr) passaram ao grau de
qualidade Q7
Os graacuteficos das figuras 91a e 91b mostram a variaccedilatildeo do grau de qualidade (Q) em funccedilatildeo
dos desvios dimensionais de engrenagem para a MT-3673 antes e poacutes aplicaccedilatildeo do PVD O
maior grau de qualidade encontrado entre os flancos direito e esquerdo foi indicado nos
graacuteficos
a) b)
Figura 91 ndash Grau de qualidade (Q) X desvios dimensionais da MT-3673
Os paretos mostrados na figura 91 indicam que na usinagem por eletroerosatildeo da MT-3673
o desvio angular de linha de flanco (ffβ) sofreu a maior variaccedilatildeo no desvio dimensional
resultando no maior grau de qualidade (Q6) e mantendo-se apoacutes o PVD O desvio de forma de
perfil (ffα) e desvio passo total (Fp) atingiram o melhor grau de qualidade (Q) poreacutem apoacutes o
PVD houve um decreacutescimo de Q2 e Q3 niacuteveis respectivamente nesta variaacutevel O desvio de
passo individual (fpt) e desvio de batimento radial (Fr) atingiram os maiores desvios
dimensionais apoacutes o PVD e o seu grau de qualidade final foi Q7
A ferramenta foi colocada na prensa excecircntrica jaacute mencionada neste trabalho e amostras de
pinhotildees foram produzidas tal como mostrado na figura 92
117
Figura 92 ndash Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida
Foram produzidas 20 amostras de pinhotildees e a tabela 40 mostra o resultado do grau de
qualidade alcanccedilado em uma das amostras Este resultado foi semelhante para as demais
amostras O anexo M mostra o relatoacuterio de mediccedilatildeo do referido pinhatildeo
Para os desvios de perfil (ffα fHα e Fα) o pinhatildeo atingiu o grau de qualidade Q7 com dois
pontos acima da cavidade da matriz Os desvios de passo (fpt e Fp) reproduziram a cavidade da
matriz com grau de qualidade Q7 Os desvios de heacutelice (ffβ fHβ e Fβ) atenderam ao grau de
qualidade Q6 Importante observar que ateacute a tabela 37 os resultados foram atraveacutes do software
Quindos onde o grau de qualidade era atribuiacutedo a cada grupo de quatro dentes O GEAR PRO
verifica o maior desvio entre os nove dentes e atribui o grau a partir deste resultado
Tabela 40 ndash Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para pinhatildeo com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 -1 7 7 7 8 119891119867120572 6 7 -6 7 -7 7
7 8 7 12 7 12 119865120572 10 7 9 7 9 7
7 7 7 8 7 9 119891119891120572 7 7 4 7 5 7
6 -3 6 5 6 6 119891119867120573 -2 4 -3 4 2 4
6 4 6 8 6 8 119865120573 5 5 5 5 5 5
6 4 6 5 6 6 119891119891120573 4 6 6 6 5 6
7 10 119891119901119905 9 7
7 20 119865119901 23 7
8 20 119865119903
118
O graacutefico da figura 93 mostra o grau de qualidade (Q) devido aos desvios dimensionais de
uma amostra de pinhatildeo produzido pela MT-3673 com a aplicaccedilatildeo de PVD Os desvios de perfil
(ffα fHα Fα) atingiram o grau Q7 os desvios de linha de flanco (ffβ fHβ Fβ) resultaram em grau
Q6 e os desvios de passo (fpt Fp) o grau Q7 O desvio de batimento radial (Fr) apresentou Q8
Figura 93 ndash Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673
A Tabela 41 apresenta os resultados de comparaccedilatildeo entre um eletrodo de referecircncia de
coacutedigo EL-0330 o qual eacute usinado por eletroerosatildeo em processo atual e os eletrodos usinados
por microusinagem e por eletroerosatildeo a fio (utilizando as trecircs maacutequinas e os dois diferentes
tarugos para a CUT 2000 S) tendo como base para comparaccedilatildeo as informaccedilotildees fornecidas na
mediccedilatildeo de cada um dos principais paracircmetros Foram analisados os dados de todos os dentes
medidos (ambos os lados direito e esquerdo) e o respectivo grau de qualidade maacuteximo atingido
para cada um dos paracircmetros relevantes As mediccedilotildees foram realizadas nas dependecircncias da
empresa ZEN onde foi utilizada uma maacutequina tridimensional com o software Quindos Para
comparaccedilatildeo os eletrodos foram enviados para a Fundaccedilatildeo CERTI e medidos em maacutequina
ZEISS e software GearPRO
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo
Desvio
Grau de qualidade do eletrodo
Referecircncia (EL-0330)
Microfresamento Eletroerosatildeo
CUT 20P
Eletroerosatildeo CUT 2000 S CUT 300 mS
Tarugo 2 furos
Tarugo 4 furos Mediccedilatildeo
ZEN Mediccedilatildeo
Certi
Perfil fHα 9 11 11 7 7 6 5 Fα 8 10 10 6 6 7 5 ffα 7 9 8 7 7 6 5
Heacutelice fHβ 4 4 7 2 3 1 2 Fβ 8 4 7 3 6 1 1 ffβ 7 5 7 4 6 1 0
Passo Fp 4 4 12 5 4 2 4 fp 5 7 11 8 6 5 4
Batimento radial Fr 6 4 12 7 4 3 5
Grau de qualidade
9 11 12 8 7 7 5
119
Para avaliar a qualidade superficial dos perfis obtidos trecircs mediccedilotildees de rugosidade foram
realizadas em dois dentes de cada um dos eletrodos Este procedimento eacute ilustrado na figura 94
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados
Devido agrave curvatura do perfil evolvente apenas um comprimento limitado (~1 mm) pocircde ser
aferido no perfilocircmetro A Tabela 42 apresenta os resultados de rugosidade para eletrodo
Tabela 42 ndash Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados
Ra (microm) Microfresamento Eletroerosatildeo a fio
Dente 1 Dente 2 Dente 1 Dente 2 M1 06214 05482 02154 03095 M2 05082 05452 02477 02488 M3 05298 04979 02833 02418
Meacutedia 05418 02578
Os resultados das tabelas 41 e 42 mostram que o processo de microfresamento eacute promissor
para a fabricaccedilatildeo de eletrodos em cobre poreacutem necessita de maior pesquisa e otimizaccedilatildeo de
seus paracircmetros onde os passes consecutivos e deslocados lateralmente (ae) tecircm impacto no
crescente desvio de forma de perfil dos dentes da engrenagem
No caso dos eletrodos referecircncia e usinado por microfresamento o desvio angular de perfil
(fHα) eacute a caracteriacutestica mais criacutetica e portanto determinante do grau de qualidade geral do
eletrodo Para a fabricaccedilatildeo por eletroerosatildeo com a CUT 20 P o desvio de passo acumulado
(Fp) o batimento radial (Fr) e desvio angular (fHα) satildeo as caracteriacutesticas mais criacuteticas Jaacute a
fabricaccedilatildeo por eletroerosatildeo com a CUT 2000 S o maior desvio foi no passo (Fr) sendo que
provavelmente houve um deslocamento da peccedila durante a sua usinagem
A inclusatildeo da maacutequina CUT 300 mS nesta pesquisa proporcionou resultados superiores em
relaccedilatildeo aos obtidos pelas maacutequinas anteriores Os resultados das tabelas 27 a 32 evidenciam a
superioridade do processo desenvolvido para a usinagem com este modelo de maacutequina A CUT
300 mS aleacutem de possuir maior precisatildeo de posicionamento e acabamento em relaccedilatildeo agraves demais
maacutequinas tambeacutem possui sistema interno de estabilizaccedilatildeo de temperatura em relaccedilatildeo ao
ambiente Estas caracteriacutesticas aliadas agrave conceitos particulares de projeto de engrenagem
contribuem para a obtenccedilatildeo de uma melhor qualidade de engrenagem dos eletrodos
120
6 DISCUSSOtildeES DOS RESULTADOS
O desenvolvimento da ferramenta de extrusatildeo de engrenagens de precisatildeo a frio considerou
etapas que passaram pela simulaccedilatildeo numeacuterica do comportamento dos aneacuteis de cintamento e o
seu resultado no produto de extrusatildeo definiccedilatildeo das etapas de usinagem por eletroerosatildeo para a
fabricaccedilatildeo de eletrodos e cavidade de matriz e a determinaccedilatildeo das curvas de escoamento do accedilo
SAE 10B22 utilizado na fabricaccedilatildeo dos pinhotildees para impulsor de partida citados descritos neste
trabalho
As curvas mostradas nas figuras 17 18 e 19 referentes ao accedilo SAE 10B22 e obtidas atraveacutes
do software JMatPro quando comparadas com as curvas obtidas atraveacutes do ensaio de
compressatildeo (fig 47 48 e 49) mostram divergecircncias no comportamento tensatildeo-deformaccedilatildeo o
que demonstra que ensaios experimentais satildeo importantes para validar os resultados de
simulaccedilatildeo computacional Considerando a deformaccedilatildeo verdadeira (φ) de 002 agrave T=20ordmC e
velocidade de deformaccedilatildeo () de 1 s-1 o software JMatPro indica a tensatildeo de escoamento igual
a 3434 Nmm2 O ensaio de compressatildeo mostrou uma tensatildeo de escoamento de 4111 Nmm2
No caso da utilizaccedilatildeo das curvas do JMatPro nas simulaccedilotildees os esforccedilos de extrusatildeo seriam
menores visto que as o erro destas curvas em relaccedilatildeo agraves obtidas por ensaio eacute deslocado em
direccedilatildeo a zero ou seja as tensotildees de escoamento simuladas satildeo menores Isto pode causar erro
no dimensionamento do projeto da ferramenta e principalmente dos aneacuteis de cintamento
Kang et al (2007) [84] estudou o efeito da deformaccedilatildeo elaacutestica sobre matrizes de extrusatildeo
A deformaccedilatildeo elaacutestica ocorre devido agraves etapas de carregamento descarregamento e extraccedilatildeo
da peccedila Portanto a dimensatildeo final da engrenagem seraacute diferente daquela fabricada para a
cavidade da matriz O conceito de preacute-tensionamento de matrizes por enrolamento de tiras
proporciona maior resistecircncia agraves altas tensotildees de extrusatildeo direta a frio em comparaccedilatildeo com os
sistemas convencionais e consequente reduccedilatildeo da deformaccedilatildeo elaacutestica da matriz como
estudado por Groenbaek e Nielsen (1997) [78]
A simulaccedilatildeo computacional mostrou que quanto maior o estado de tensotildees compressivas da
matriz com a accedilatildeo dos aneacuteis de cintamento menor seraacute a sua deformaccedilatildeo elaacutestica Os desvios
dimensionais devido agrave expansatildeo da matriz satildeo reduzidos Aliado a maior precisatildeo na fabricaccedilatildeo
de geometria da cavidade da matriz por eletroerosatildeo os desvios de flanco da engrenagem
extrudada a frio seratildeo minimizados A tabela 17 mostrou que o deslocamento ocorrido nas
matrizes e aneacuteis de cintamento apoacutes o preacute-tensionamento foi superior para a ferramenta
montada com os aneacuteis por enrolamento de tiras havendo uma maior contraccedilatildeo nas matrizes
internas de 005 mm em relaccedilatildeo agraves matrizes preacute-tensionadas pelo sistema de duplo anel
121
As tensotildees tangencial (σt) axial (σz) e radial (σr) satildeo superiores para a ferramenta por
enrolamento de tiras Desta forma a tensatildeo equivalente (σe) na regiatildeo interna da cavidade da
matriz eacute aproximadamente quatro vezes superior ao sistema de duplo anel Esta caracteriacutestica
proporciona uma menor deformaccedilatildeo elaacutestica dos componentes da ferramenta durante o ciclo de
extrusatildeo da engrenagem A tensatildeo equivalente (σe) calculada pela teoria de von Mises
correspondeu aos resultados de simulaccedilatildeo numeacuterica o que mostra o alinhamento com a teoria
A simulaccedilatildeo numeacuterica do pinhatildeo extrudado pela matriz por enrolamento de tiras mostrou o
ponto 2 onde haacute a transiccedilatildeo do perfil da geratriz para formaccedilatildeo do dente como o de
concentraccedilatildeo das maiores tensotildees e desta forma maior tensatildeo equivalente (σe)
Pode-se notar que no atual estaacutegio de maturidade do processo apenas o eletrodo fabricado
pelo processo de eletroerosatildeo a fio utilizando a maacutequina CUT 300 mS obteve resultado melhor
(Q 5) quando comparado com o eletrodo referecircncia (Q 9) Diversos fatores contribuiacuteram para
este resultado sendo um deles quando utilizado o eletrodo com mais pontos de entrada do fio
para a erosatildeo Isto se deve ao fato de com mais pontos de ancoragem da engrenagem no material
que seraacute removido a peccedila se manteacutem mais riacutegida garantindo melhor qualidade do corte por
eletroerosatildeo
bull A maacutequina de erosatildeo por penetraccedilatildeo FORM X400 proporcionou evoluccedilatildeo nos resultados
dimensionais O desvio de perfil (α) o qual era o de mais baixa qualidade teve melhora
significativa O desvio de forma de flanco (ffβ) sofreu uma variaccedilatildeo em um dos dentes e
apresentou grau Q6 Os demais desvios de Passo (Fp) e Batimento Radial (Fr) atingiram
o grau de qualidade Q5
bull A utilizaccedilatildeo do terceiro eletrodo com afastamento reduzido em relaccedilatildeo ao perfil final da
cavidade foi fundamental na melhoria dos resultados Este eletrodo teve a funccedilatildeo de
remover uma miacutenima camada de material e corrigir as deformaccedilotildees maiores provenientes
das etapas anteriores
bull Os pinhotildees reproduzidos atenderam ao grau de qualidade Q7 havendo um desvio como
esperado em relaccedilatildeo ao grau de qualidade obtido na cavidade da engrenagem apoacutes a
extraccedilatildeo Verificou-se que o grau de qualidade da cavidade da matriz sofreu piora com
a desmontagem e aplicaccedilatildeo do revestimento PVD Esta etapa do processo necessita de
ajustes para poder aplicar o menor erro possiacutevel ao resultado da usinagem por penetraccedilatildeo
da cavidade Em paralelo a melhoria no posicionamento dos eletrodos e referecircncias de
usinagem da ferramenta podem melhorar o grau de qualidade da cavidade reduzir seus
erros apoacutes o revestimento PVD e obter um pinhatildeo com maior precisatildeo
122
7 CONCLUSOtildeES
Os resultados das tabelas 34 35 36 e 37 evidenciaram que a diferenccedila meacutedia de dois graus
de qualidade de engrenagem da cavidade das matrizes e o seu produto de extrusatildeo A
deformaccedilatildeo elaacutestica do ferramental a qual proporciona uma deformaccedilatildeo plaacutestica no extrudado
satildeo fatores que contribuem para variaccedilatildeo do grau de qualidade do perfil de engrenagem do
pinhatildeo
Individualmente a matriz montada com os aneacuteis de compressatildeo STRECON e usinada na
maacutequina FORM X400 apresentou desvios de perfil (Q de 10 para 5) desvios de linha de flanco
(Q de 8 para 5) desvios de passo (Q de 8 para 3) e batimento radial (Q de 9 para 5) reduzidos
em relaccedilatildeo a com aneacuteis convencionais e usinados pela maacutequina Agietron Advance 3 o que
resultou em grau de qualidade de engrenagem de maior precisatildeo Os resultados dos pinhotildees
produzidos pela ferramenta do processo original com aneacuteis de cintamento convencionais e
maacutequina de erosatildeo de menor precisatildeo quando comparados com os pinhotildees dos aneacuteis por
enrolamento de tiras e matriz usinada pela FORM X400 tiveram melhora significativa Os
desvios de perfil tiveram seu grau de qualidade melhorado de Q10 para Q7 desvios de linha de
flanco de Q8 para Q6 Os desvios de passo (Q de 8 para 7) e batimento radial (Q de 9 para 8)
foram prejudicados pela etapa de desmontagem e revestimento da matriz que elevou estes
desvios da cavidade
A simulaccedilatildeo numeacuterica foi realizada em uma primeira etapa para verificaccedilatildeo do efeito dos
aneacuteis de cintamento no produto de extrusatildeo A segunda etapa de simulaccedilatildeo onde o aumento do
preacute-tensionamento na ferramenta foi aplicado devido ao aumento da interferecircncia de
montagem mostrou que eacute possiacutevel minimizar o efeito do comportamento elaacutestico da ferramenta
com o correto dimensionamento dos aneacuteis de cintamento A anaacutelise por simulaccedilatildeo numeacuterica
dos dois sistemas de preacute-tensionamento mostrou que o sistema por enrolamento de tiras
proporciona uma rigidez global superior ao sistema convencional de duplo anel O efeito dos
aneacuteis por enrolamento de tiras foi fundamental na melhoria da qualidade de engrenagem
extrudada a frio
Estudos indicaram que a usinagem de precisatildeo de eletrodos e cavidade da matriz baseado
na geometria dos flancos e a consequente reduccedilatildeo dos seus desvios podem resultar em graus de
qualidade de engrenagem superiores nos produtos de extrusatildeo a frio Estes conceitos apoiados
pela tecnologia adequada de fabricaccedilatildeo de ferramentas a qual estaacute relacionada ao maquinaacuterio
utilizado para fabricaccedilatildeo bem como a mediccedilatildeo correta do que eacute fabricado satildeo fundamentais
para atingir o grau de qualidade de engrenagem desejada
123
8 SUGESTOtildeES PARA TRABALHOS FUTUROS
O processo proposto para a fabricaccedilatildeo de ferramentas de precisatildeo mostrou-se robusto e
eficiente Contudo outras teacutecnicas de fabricaccedilatildeo de eletrodos podem ser estudadas
principalmente a tecnologia de microfresamento vista neste estudo poreacutem pouco explorada
O microfresamento para a fabricaccedilatildeo de eletrodos apresentou potencial e pode ser refinado
Este eacute um estudo sugerido para continuidade
A tecnologia de preacute-tensionamento de ferramentas desenvolvida pela empresa STRECON eacute
eficiente e atribui maior resistecircncia ao ferramental Entretanto o sistema eacute considerado de alto
custo se comparado com o sistema de aneacuteis convencionais O estudo por simulaccedilatildeo
computacional e ensaios praacuteticos para definiccedilatildeo de uma tecnologia de mais baixo custo e
rendimento similar estaria no escopo dos proacuteximos trabalhos
A velocidade de deformaccedilatildeo tem impacto direto na qualidade resultante da engrenagem
extrudada A aplicaccedilatildeo de prensas com sistema de servo-acionamento onde as curvas de
atuaccedilatildeo da prensa podem ser programadas em conjunto com uma ferramenta fabricada com
alta precisatildeo eacute um escopo de proacuteximos estudos a serem realizados
Outro importante ingrediente eacute o custo envolvido da ferramenta O custo das matrizes estaacute
entre 10 e 15 do custo do extrudado entretanto o custo indireto pode ser superior agrave 70 Isto
inclui o custo dos materiais e usinagem das matrizes O custo variaacutevel na conclusatildeo das matrizes
eacute importante Se a qualidade da matriz for comprometida isto pode parar uma produccedilatildeo Em
resumo a reduccedilatildeo de sucata e a longa vida uacutetil de ferramentas satildeo a mais efetiva forma de
reduccedilatildeo de energia e custos os quais satildeo objetivo de qualquer especialista de processos ou
supervisor de planta Metas como estas satildeo essenciais para a sobrevivecircncia de forjarias em
longo prazo bem como a sustentabilidade de uma nova geraccedilatildeo de componentes proacuteximos de
sua forma final com alta precisatildeo
O controle de custos de fabricaccedilatildeo relacionado com gerenciamento da vida uacutetil de
ferramentas de extrusatildeo eacute escopo para estudos futuros
124
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS
[1] MATSUBARA S KUDO H Devising and calibration of a simple sensor for determining
pressure distribution on tool-workpiece interfaces J Jpn Soc Technol Plasticity 32 p 589-
596 1991
[2] MATUSUBARA S KUDO H Non-uniform pressure distribution on punch nose surface
in axisymmetric cold forging process J Jpn Soc Technol Plasticity 32 p 874-879 1991
[3] MURATA Y Measurement of die deformation in forging by capacitive displacement
transducer in Proceedings on the Fourth International Conference on Technology of Plasticity
pp 1216-1221 1993
[4] HILLERY MT An embedded-strain-gauge technique of stress analysis in rod drawing
Journal of Materials Processing Technology 47 p 1-12 1993
[5] RADDAD B KOCANDA A On the strength criteria for high stressed ring-shaped dies
in Proceedings of the Fourth International Conference on Technology of Plasticity p 5-9
1993
[6] LEE YS LEE JH Experimental and analytical evaluation for elastic deformation
behaviors of cold forging tool Journal of Materials Processing Technology 127 p 73ndash82 2002
[7] LEE YS LEE JH Analysis of the elastic characteristics at forging die for the cold
forged dimensional accuracy Journal of Materials Processing Technology 130131 p 532ndash
539 2002
[8] LEE YS LEE JH Finite element modeling approaches to the accurate dimensional
prediction for a cold-forged part J Eng Manuf 218 p 1709ndash1722 2004
[9] ROSOCHOWSKI A BALENDRA R Secondary yielding of forged components due to
unloading Journal of Materials Processing Technology 115 p 233ndash239 2001
[10] BRESCIANNI E et al Conformaccedilatildeo Plaacutestica dos Metais 4a Ediccedilatildeo Editora da
Unicamp Campinas 1991
[11] ALTAN T Conformaccedilatildeo de Metais Fundamentos e Aplicaccedilotildees Publicaccedilatildeo EESCUSP
Satildeo CarlosSP 1999
[12] SCHULER Metal Forming Handbook Springer-Verlag Berlin Heidelberg 1998
125
[13] BILLIGMANN J FELDMANN H D Estampado y prensado a maacutequina 2a ediccedilatildeo
Ed Reverteacute 1979
[14] DIETER G E Metalurgia Mecacircnica 2ordf Ediccedilatildeo Editora Guanabara Dois RJ 1981
[15] MEIDERT M HANSEL M Net-shape cold forging to close tolerances under QS 9000
aspects Journal of Materials Processing Technology v 98 p 150-154 2000
[16] LANGE K CSER L GEIGER M KALS JAG Tool Life and Tool Quality in Bulk
Metal Forming CIRP Annals 41 p 667-675 1992
[17] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance of
Punches and Mandrels Verein Deutscher Ingenieure vol 2 1974
[18] VDI 3185 Calculation of the obtained punch force and the greatest extrusion force for
rod and solid extrusion of steel at room temperature Verein Deutscher Ingenieure 1970
[19] VDI 3138 Cold Forging of Steel ndash Application Examples of Products Economical Views
Verein Deutscher Ingenieure vol 3 1999
[20] VDI 3176 Prestressed Dies for Cold Forging Verein Deutscher Ingenieure vol 3 1985
[21] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance
Calculation of Dies (Dies Assemblies) Verein Deutscher Ingenieure vol 3 1974
[22] SCHAEFFER L Forjamento ndash Introduccedilatildeo ao Processo Porto Alegre Imprensa Livre
2006
[23] TSCHAumlTSCH H Handbuch Umformtechnik Darmstadt Hoppenstedt Technik Tabellen
Verlag 1984
[24] DRAKE R THROOP J Source Book on Cold Forming American Society for Metals
Metals Park Ohio 1975
[25] VETTER J et al Hard coatings for lubrication reduction in metal forming Surface and
Coatings Technology vol 86-87 p 739-747 1996
[26] SMITH L Thin-Film Deposition Principles and Practice p 3-4 1995
[27] OERLIKON BALZERS Disponiacutevel em lthttpswwwoerlikoncomecomaXLfilesbalzers
oerlikon_HQ163EN_BALINIT_DUPLEX_Seriepdfgt Acessado em agosto de 2018
[28] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1972
126
[29] BOWDEN F B TABOR D The Friction and Lubrication of Solids Part 1 Oxford
University Press Oxford 1950
[30] ERINOSHO M F AKINLABI E T Study of Friction during Forging Operation
Proceedings of the World Congress on Engineering Vol II June 29 ndash July 1st London 2016
[31] GARCIacuteA-DOMIacuteNGUEZ A CLAVER J CAMACHO A M SEBASTIAacuteN M A
Comparative Analysis of Extrusion Processes by Finite Element Analysis 25th DAAAM
International Symposium on Intelligent Manufacturing and Automation 2014 published by
Procedia Engineering vol 100 p 74ndash83 2015
[32] ZHANG Q FELDER E BRUSCHI S Evaluation of friction condition in cold forging
by using T-shape compression test Journal of Materials Processing Technology 209 p 5720-
5729 2009
[33] GEIGER R WOSKA R Fliesspressen Carl Hansen Verlag Munchen Wien 1984
[34] RODRIGUES J MARTINS P Tecnologia Mecacircnica Tecnologia da Deformaccedilatildeo
Plaacutestica vol 1 ndash Fundamentos Teoacutericos Lisboa Escolar editora 2005
[35] LUND E ANDRESEN H JEPSEN C Tool Optimization by Means of Effective
Prestressing System STRECON AS Sonderborg Denmark 2015
[36] TEKKAYA E et al History and Future of Cold Forging in Europe Presentation at the
40th International Cold Forging Group Plenary Meeting Padova Italy September 2007
[37] NICHIDAI CORPORATION Disponiacutevel em lthttpwwwnichidaijpenglish
catalogpdfStreconpdfgt Acesso em agosto de 2018
[38] ANDRESEN H LUND E Tooling Solutions for Cold and Warn Forging Applications
for Automotive and other Segments Uddeholm Automotive Seminar 2008
[39] MODIANO S CARRENtildeO J A FUGIVA RA C S BENEDETTI A V Effect of
hydrogen charging on the stability of SAE 10B22 steel surface in alkaline solution
Electrochimica Acta Brazil v 51 n 4 p 641-648 2005
[40] CASARIN S J Caracterizaccedilatildeo da temperabilidade de accedilo C-Mn microligado ao Boro
atraveacutes de dilatometria e curvas de transformaccedilatildeo de fases por resfriamento contiacutenuo EESC
USP 1996
[41] SENTE SOFTWARE Disponiacutevel em lthttpswwwsentesoftwarecoukgt Acesso em
agosto de 2018
127
[42] ISO 1328-1 Cylindrical Gears - ISO system of flank tolerance classification Part 1
Definitions and allowable values of deviations relevant to flanks of gear teeth 2013
[43] ISO 1328-2 Cylindrical Gears - ISO system of accuracy ndash Part 2 Definitions and
allowable values of deviations relevant to radial composite deviations and runout information
1997
[44] QUALITY TRANSMISSION COMPONENT Elements of Metric Gear Technology
Disponiacutevel em httpwwwqtcgearscom
[45] DUDLEY D W Handbook of Practical Gear Design McGRAW-HILL New York
First Edition 1954
[46] DUDLEY D W Gear Handbook The Design Manufactured and Application of
Applications New York McGRAW-HILL First Edition 1962
[47] NBR 12230 Sistema Internacional Prescriccedilatildeo para sua aplicaccedilatildeo Rio de Janeiro ABNT
24 p 1992
[48] VDIVDE 2613 Pitch Testing on Gearings ndash Spur Gear (Cylindrical Gear) Worm wheels
Bevel gears 1983
[49] VDIVDE 2612 Testing of Involute Cylindrical Gears -Tooth trace testing Part 2 1980
[50] SANTOS JUNIOR M J IRIGOYEN E R C Metrologia Dimensional teoria e praacutetica
Porto Alegre Ed UniversidadeUFRGS ISBN 85-7025-308-7 1995 222 p
[51] PINTO A Velocidade Perifeacuterica de Engrenagens Recife 2001 Disponiacutevel em
lthttpwwwupemecanicahpgigcombrvelperifpdfgt Acesso em agosto 2016
[52] KRANZ R WENDL F WUPPER Influence of EDM conditions on the toughness of
tool steels Thyssen Edelst Techn Ber 5 p 100-105 1990
[53] MARAFONA J D Processos de electroerosatildeo por penetraccedilatildeo e fio Faculdade de
Engenharia da Universidade do Porto Porto 2002
[54] McGEOUGH J A Advanced Methods of Machining Chapman and Hall Cambridge
1988
[55] FERRARESI D Usinagem dos metais Satildeo Paulo EdgardBluumlcher 1v 1970-2000
[56] AMORIM F L Tecnologia de Eletroerosatildeo por Penetraccedilatildeo da Liga de Alumiacutenio AMP
8000 e da Liga de Cobre CuBe para Ferramentas de Moldagem de Materiais Plaacutesticos Tese
128
(Doutorado em Engenhara Mecacircnica) Departamento de Engenharia Mecacircnica Universidade
Federal de Santa Catarina ndash UFSC Florianoacutepolis Brasil 147f 2002
[57] FLANtildeO O AYESTA I IZQUIERDO B SAacuteNCHEZ J A RAMOS J M
Experimental study on the influence of electrode geometry and electrode path on wear pattern
in EDM 19th CIRP Conference on Electro Physical and Chemical Machining Spain Procedia
CIRP 68 p 405 ndash 410 2018
[58] GUITRAU E P The EDM Handbook Hanser Gardner Publications Cincinnati 1997
[59] DAVIM J P Princiacutepios da Maquinagem Livraria Almedina Coimbra 1995
[60] HENTZ E A SCHAEFFER L KNOLL P K Influecircncia da Curva de Escoamento na
Simulaccedilatildeo Computacional do Processo de Forjamento a Quente da Liga de Titacircnio Ti-6al-4v
Ciecircncia amp Engenharia v 16 n 12 p 53-59 2007
[61] CLOUGH R The Finite Element Method in Place Stress Analysis In Anais da 2
Conference on Electronic Method International Computationrdquo Pittsburgh American Society
of Civil Engineers p 345-378 1960
[62] TURNER M CLOUGH R MARTIN H TOPP I Stiffness and Deflection Analysis of
Complex Structures Journal of the Aeronautical Sciences v 23 n 9 p 805-821 1956
[63] SNAPE G CLIFT S BRAMLEY A Parametric sensitivity analyze for FEA of hot
steel forging Journal of Materials Processing Technology Amsterdan v 125-126 p 353-360
2002
[64] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-20-phtmlgt Acessado em agosto de 2016
[65] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-2000-phtmlgt Acessado em setembro de 2016
[66] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-300-mshtmlgt Acessado em fevereiro de 2017
[67] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcontentdamgfac
proddbedmdie-sinkingdeagiecharmilles-form-x-400-600_depdfgt Acessado em janeiro de 2018
[68] KERN-MICROTECHNIK Disponiacutevel em lthttpwwwkern-microtechnikcomenmachine-tool-
manufactureproductskern-pyramid-nanogt Acessado em junho de 2016
129
[69] LAI X et al Modelling and analysis of micro scale milling considering size effect micro
cutter edge radius and minimum chip thickness International Journal of Machine Tools amp
Manufacture 48 (2008) 1-14
[70] SON S M et al Effects of the friction coefficient on the minimum cutting thickness in
micro cutting International Journal of Machine Tools amp Manufacture 45 (2005) 529535
[71] DIETER G E Mechanical Metallurgy McGraw-Hill Book Co 3rd edition 1988
[72] ENGINEERS EDGE Disponiacutevel em lthttpswwwengineersedgecommaterialsspecific
_heat_capacity_of_metals_13259htmgt Acessado em fevereiro de 2019
[73] ACcedilOS BOumlHLER-UDDEHOLM Disponiacutevel em lthttpwwwbohler-uddeholmcombr
mediaK340DEpdfgt Acessado em agosto de 2018
[74] NIAKI K S VAHDAT S E Optimization of Tensile Properties of AISI S1 Tool Steel
The Indian Institute of Metals ndash IIM 2015
[75] JONES B V Temperature and Stress Effect Modeling in Fatigue of H13 Tool Steel at
Elevated Temperatures with Applications in Friction Stir Welding Brigham Young University
Department of Mechanical Engineering 2015
[76] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1973
[77] CPM GmbH Disponiacutevel em lthttpswwwcpmgmbhcomgt Software licenciado
[78] GROENBAEK J NIELSEN E B Stripwound containers for combined radial and axial
prestressing STRECON Technology Journal of Materials Processing Technology Journal of
Materials Processing Technology 71 p 30-35 1997
[79] GROENBAEK J NIELSEN E B New Developments in the Design of High
Performance Stripwound Cold Forging Tools Journal of Materials Processing Technology 46
p 87-97 1994
[80] HINSEL C BISGAARD A ANDRESEN H How to model STRECON stripwound
containers in the FE analysis of forging dies STRECON AS 2013
[81] CRUZ M OLIVEIRA C Efeito da composiccedilatildeo quiacutemica da atmosfera cementante e
dos ciclos termoquiacutemicos na microestrutura e dureza de accedilos baixo carbono cementados e
temperados Dissertaccedilatildeo de Mestrado UFSC Florianoacutepolis 2014
130
[82] CASTRO R M Criteacuterio de projeto para engrenagens helicoidais aplicadas em
transmissotildees mecacircnicas veiculares 2005 220 f Dissertaccedilatildeo (Mestrado Profissionalizante em
Engenharia Automotiva) Escola Politeacutecnica da USP Satildeo Paulo 2005
[83] ASM HANDBOOK Failure Analysis and Prevention ASM International vol 11 2002
[84] KANG J H LEE K O JE J S KANG S S Spur Gear Forging Tool Manufacturing
Method considering Elastic Deformation due to Shrink Fitting Journal of Materials Processing
Technology p 187-188 2007
[85] HO K H NEWMAN T S State of the art electrical discharge machining (EDM)
International Journal of Machine Tools amp Manufacture 43 p 1287 ndash 1300 2003
[86] STEVE C SOMMER P Complete EDM Handbook wwwReliableEDMcom 2015
[87] REBELO J C MORAO DIAS A KREMER D LEBRUN J L Influence of EDM
pulse energy on the surface integrity of martensitic steels Journal of Materials Processing
Technology 84 p 90-96 1998
[88] MENDANHA A Estudo da resistecircncia agrave fratura do accedilo ferramenta para trabalho a frio
do accedilo AISI D2 Dissertaccedilatildeo de Mestrado Escola Politeacutecnica da USP 2004
[89] CUSANELLI G HESSLER-WYSER A BOBARD F DEMELLAYER R PEREZ
R FLUumlKIGER R Microstructure at submicron scale of the white layer produced by EDM
technique Journal of Materials Processing Technology 149 p 289-295 2004
[90] BUumlLENT EKMEKCI Residual stresses and white layer in electric discharge machining
(EDM) Applied Surface Science 253 p 9234-9240 2007
[91] PINEDO C E MEDANHA A GOLDENSTEIN H Influecircncia da microestrutura da
mateacuteria-prima e do tratamento teacutermico na resistecircncia agrave fratura do accedilo AISI D2 Associaccedilatildeo
Brasileira de Metalurgia e Materiais p 54-64 2006
[92] AMORIM F L e WEINGAERTNER WL The behavior of graphite and copper
electrodes on the finish die-sinking electrical discharge machining (EDM) of AISI P20 tool
steel Journal of the Brazilian Society of Mechanical Sciences and Engineering J Braz Soc
Mech Sci amp Eng vol29 no4 Rio de Janeiro 2007
[93] ARANTES L J Avaliaccedilatildeo do Desempenho de Fluidos Dieleacutetricos no Processo de
Usinagem por Descarga Eleacutetricas Dissertaccedilatildeo de Mestrado Universidade Federal de
Uberlacircndia MG 2001
131
[94] BUTTON S Planejamento do processo e projeto de ferramentas para o forjamento a
frio UNICAMP Dpto de Engenharia Mecacircnica 1999
[95] JHA B RAM K eRAO M An overview of technology and research in electrode design
and manufacturing in sinking electrical discharge machining Journal of Engineering Science
and Technology Review 4 (2) pg 118-130 2011
[96] DROZDA T J WICK C Tool and manufacturing engineers handbook 4 ed Dearborn
Society of Manufacturing Engineers 5 v 1983
[97] KLOCKE F KOumlNIG W Fertigungsverfahren 1 Drehen Fraumlsen Bohren 8ordm Auflage
Springer Berlin 2008
[98] KRATOCHVIL R Fresamento de Acabamento em Altas Velocidades de Corte para
Eletrodos de Grafita Industrial Dissertaccedilatildeo de Mestrado Universidade Federal de Santa
Catarina 2004
[99] SOMMER C SOMMER S Complete EDM Handbook Advance Pub
httpwwwreliableedmcomComplete-EDM-Handbookphp 2005
[100] OSAKADA K Cold Forging in Japan Presentation at the 40th International Cold
Forging Group Plenary Meeting Padova Italy September 2007
[101] GROENBAEK J HINSEL C Improved Fatigue Life and Accuracy of Precision
Forging Dies by Advanced Stripwound Prestressing System SME Clinic on Precision Forging
Technology Columbus Ohio USA Nov 10 2000
[102] GROENBAEK J HINSEL C Optimization of Tool Life amp Performance Through
Advanced Material and Prestress Design NACFG Conference Columbus Ohio USA
September 2003
[103] HAumlNSEL M e GEIGER R Leightweight Construction Using Near-Net-Shape Cold
Forgings Technische Mitteilungen Krupp 2 p 83-90 1995
[104] SCHAEFFER L Conformaccedilatildeo dos Metais ndash Metalurgia amp Mecacircnica Editora Riegel
1995
[105] BIGNETTI RA Comparaccedilatildeo entre Simulaccedilotildees pelos Meacutetodos de Elementos Finitos
(FEM) e das Tiras (Slab Method) e Resultados Experimentais no Forjamento a Frio em Accedilo
Inoxidaacutevel AISI 304 Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
132
[106] KUDO H NAKAGAWA T TAMURA K Cropping of Steel Bar ndash ist mechanism
and pratice ICFG - International Cold Forging Group 1967-1992 Objetives History Published
Documents CIRP Paris 1992
[107] KRUumlGER LN Anaacutelise de Paracircmetros na Obtenccedilatildeo de Curvas de Escoamento
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[108] GILAPA GMM Conformaccedilatildeo de Precisatildeo do Accedilo Inoxidaacutevel Austeniacutetico ABNT 304
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[109] ESPINOZA MM Influecircncia dos Tratamentos Teacutermicos na Plasticidade do Accedilo AISI
1050 para a Conformaccedilatildeo a Frio Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1997
[110] ROBERTS GA CARY RA Tool Steels 4ordf Ed ASM p 493 ndash 494 1980
[111] KAMMERER M Produccedilatildeo de Peccedilas Extrudadas Complexas com Materiais natildeo
Convencionais Anais do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo
Regner e L Schaeffer Porto Alegre pg 66-80 1988
[112] GEIGER R State of the Art and Future Developments in Precision Cold Forging Anais
do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo Regner e L Shaeffer
Porto Alegre pg 92-110 1988
[113] BEHRENS B-A MATTHIAS T CZORA M POELMEYER J AHRENS M
Improving the accuracy of numerical investigations of multi-stage sheet metal processes by
coupling a process FE analysis with the machine simulation In Denkena B (edtr) Proc 1st
Int Conf on Process Machine Interactions PMI Hannover Germany p 133-139 2008
[114] BERGER C SCHEERER H ELLERMEIER J Modern materials for forming and
cutting tools ndash overview Mat-wiss u Werkstofftech 41 p 5-1 2010
[115] BOBZIN K LUGSCHEIDER E PINtildeERO C New PVD-coating concepts for highly
stressed tools for environmentally compatible manufacturing processes Mat-wiss u
Werkstofftech 35 1011 p 851-857 2004
[116] BRECHER C SCHAPP L TANNERT M Simulation-aided optimization of
multistage dies ndash Coupled simulation of forging processes with non-linear-elastic machine
models In Denkena B (edtr) Proc 1st Int Conf on Process Machine Interactions PMI
Hannover Germany p 167-174 2008
133
[117] ENGEL U GEIGER M KROISS T VOumlLKL R Process-machine interactions in
cold forging ndash calculation of press tooling stiffness and its integration into FE process
simulation In Yang DY (edtr) Proc of the 9th International Conference on Technology of
Plasticity (ICTP) Gyeongju Korea p 1735-1740 2008
[118] GENSERT H Thread forming In Proc 43rd ICFG Plenary Meeting 13-14
Darmstadt Germany Sep 2010
[119] GROSSMANN K WIEMER H Maschine Werkzeug und Prozess ndash ein ganzheitliches
System In Proc 6th Saumlchsische Fachtagung Umformtechnik Dresden Germany p 210-227
1999
[120] GROSSMANN K HARDTMANN A WIEMER H An advanced forming process
model including the interactions between machine tool and process In Denkena B (edtr)
Proc of 1st Int Conf on Process Machine Interactions PMI Hannover Germany p 125-132
2008
[121] GROENBAEK J RAP ndash Robot Assisted Polishing ndash roboterunterstuumltztes Polieren von
Umformwerkzeugen 23 Jahresteffen der Kaltmassivumformer VDI Duumlsseldorf Jan 2008
English Powerpoint version Workshop ldquoSteel polishingrdquo Fraunhofer Institute for Production
Technology Aachen Oct 2008
[122] GROENBAEK J AYGEN M High performance die technology that supports high
service life and parts of high accuracy JSTP Forging Group Meeting 21 Nagoya JPN 2009
[123] HAumlNSEL M Der Werkzeugbau im Spannungsfeld von Markt- und
Kundenanforderungen in der Kaltmassivumformung 3 Boumlhler Werkzeugstahl-Symposium
Neue Entwicklungen im Werkzeugbau Heidelberg DE 15-16 Mar 2006
[124] HINSEL C Anforderungen an Werkzeugstaumlhle in der Massivumformung hinsichtlich
Fertigung und Einsatzbedingungen 4 Boumlhler Werkzeugstahl-Symposium Mannheim
Germany 8-9 April 2008
[125] HINSEL C Surface characterization of cold forging tools ICFG Workshop ldquoSurface
Finishing of Cold Forging Toolsrdquo Sonderborg Denmark 16 April 2008
[126] HOFMANN T RAEDT H-W Net shape splines and near net shape gears by forging
In Yoshida Y Matsumoto R Proc 5th JSTP International Seminar on Precision Forging
Kyoto Japan 16-19 p 87-92 March 2009
134
[127] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part One General Aspects of
Tool Life (ICFG Doc No 1402) Bamberg Meisenbach 2002
[128] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Two Quality
Requirements for Tool Manufacturing (ICFG Doc No 1604) Bamberg Meisenbach 2004
[129] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Three Application of
PM- steel and tungsten carbide material for cold forging tools - a comparison between Europe
amp Japan (ICFG Doc No 1706) Bamberg Meisenbach 2006
[130] KLOCKE F GERSCHWILER K CORDES S FRITSCH R PVD coating systems
for environmentally friendly machining In International Symposium on Friction Wear and
Wear Protection 09-11 April 2008 p 541-546 Aachen 2009
[131] KROISS T ENGEL U MERKLEIN M Modelling of the behavior of a cold forging
process considering the deflection of tooling system and press In Altintas Y (edtr) Proc
2nd Int Conf on Process Machine Interactions PMI Vancouver Canada 2010
[132] KUGLER P GROPP S DIERKEN R GOTTSCHLING S Temperature controlled
surface hardening of industrial toolsmdashexperiences with 4 kW-diode-laser In Geiger M Otto
A Proc 3rd Laser Assisted Net Shape Eng LANE Erlangen Germany p 191ndash198 2001
[133] MERKLEIN M Manufacturing of complex functional components with variants by
using a new sheet metal forming process In Ruan X-Y (edtr) Proc of 42nd ICFG Plenary
Meeting Shanghai 2009
[134] MERKLEIN M KOCH J SCHNEIDER T OPEL S VIERZIGMANN U
Manufacturing of complex functional components with variants by using a new metal forming
process ndash sheet-bulk metal forming Int J Material Forming 3 p 347-350 2010
[135] wwwutfsciencede III2011 Engel U et al Tooling solutions p 2424 Verlag
Meisenbach GmbH Franz-Ludwig-Straszlige 7a 96047 Bamberg wwwumformtechniknet
[136] QUINTENZ G RAEDT H-W Global manufacturing excellence of lightweight
transmission components 3rd CTI Symposium Automotive Transmission North America
Detroit (MI) USA 12-14 May 2009
[137] RAEDT H-W Advanced design and manufacturing of forged components for
automotive applications JSAE Spring Congress Pacifico Yokohama Japan 23 May 2008
135
10 ANEXOS
ANEXO A
Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22 (=001 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 001 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1707 1222 904 744 658 614
002 3231 2732 2351 2107 1924 1771
006 3989 3489 3084 2803 2570 2355
010 4406 3913 3503 3203 2942 2690
012 4566 4078 3665 3359 3088 2822
016 4830 4351 3938 3622 3332 3042
020 5046 4576 4164 3840 3536 3225
022 5141 4676 4265 3937 3626 3307
026 5312 4856 4446 4113 3791 3454
030 5463 5016 4608 4271 3938 3586
032 5533 5089 4683 4344 4006 3648
036 5662 5227 4823 4480 4133 3762
040 5781 5353 4952 4605 4251 3867
042 5836 5412 5013 4665 4306 3917
046 5941 5525 5128 4777 4412 4011
050 6039 5630 5236 4883 4511 4100
060 6260 5867 5481 5122 4735 4301
070 6452 6076 5696 5334 4933 4478
136
ANEXO B
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1905 1371 1019 840 743 692
002 3434 2907 2505 2248 2055 1893
006 4198 3678 3259 2967 2725 2501
010 4616 4108 3687 3379 3110 2850
012 4775 4274 3853 3539 3260 2986
016 5039 4550 4131 3809 3512 3214
020 5253 4777 4361 4032 3722 3403
022 5348 4877 4463 4131 3815 3487
026 5517 5058 4647 4312 3984 3639
030 5667 5218 4812 4472 4135 3775
032 5736 5292 4888 4546 4204 3838
036 5864 5430 5029 4685 4335 3956
040 5981 5556 5160 4813 4455 4064
042 6036 5616 5221 4874 4512 4115
046 6140 5729 5338 4988 4620 4212
050 6237 5834 5447 5096 4721 4303
060 6453 6071 5694 5339 4950 4509
070 6643 6278 5911 5554 5152 4691
137
ANEXO C
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
000 2012 1451 1082 892 789 735
002 3541 2998 2585 2321 2123 1957
006 4306 3775 3348 3051 2805 2577
010 4723 4208 3780 3468 3196 2931
012 4882 4374 3948 3631 3348 3069
016 5144 4651 4229 3904 3604 3301
020 5358 4878 4460 4129 3816 3493
022 5452 4978 4562 4229 3910 3578
026 5621 5159 4748 4411 4081 3733
030 5769 5320 4913 4573 4234 3871
032 5838 5394 4990 4648 4304 3935
036 5965 5531 5132 4788 4436 4054
040 6081 5657 5263 4917 4558 4163
042 6135 5717 5325 4978 4615 4215
046 6238 5829 5442 5093 4724 4314
050 6334 5934 5551 5202 4826 4406
060 6549 6170 5799 5446 5057 4614
070 6736 6377 6016 5662 5261 4798
138
ANEXO D
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=005 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 005 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 3878 3794 3667 3530 3386 3237
006 4872 4766 4607 4435 4254 4067
010 5417 5299 5122 4931 4730 4522
014 5808 5683 5493 5288 5072 4849
018 6120 5987 5787 5571 5344 5109
020 6255 6119 5915 5694 5462 5222
022 6380 6242 6033 5808 5571 5326
026 6605 6462 6246 6013 5768 5514
030 6804 6657 6435 6194 5942 5680
034 6983 6832 6604 6357 6098 5830
038 7146 6992 6758 6506 6241 5966
040 7223 7066 6831 6575 6307 6030
042 7296 7138 6900 6642 6372 6091
046 7436 7275 7032 6769 6493 6207
050 7565 7402 7154 6887 6606 6316
054 7687 7521 7270 6998 6713 6417
058 7802 7633 7378 7103 6813 6513
060 7857 7687 7430 7153 6861 6559
062 7911 7740 7481 7202 6908 6604
066 8014 7841 7579 7296 6998 6690
070 8113 7937 7672 7385 7084 6772
139
ANEXO E
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 4111 4022 3888 3743 3590 3432
006 5165 5053 4884 4702 4510 4311
010 5743 5618 5431 5228 5015 4794
014 6158 6025 5823 5606 5377 5141
018 6488 6347 6135 5906 5665 5416
020 6631 6488 6271 6037 5791 5536
022 6764 6617 6396 6157 5906 5646
026 7002 6851 6622 6375 6115 5846
030 7214 7057 6822 6567 6299 6022
034 7404 7243 7001 6740 6465 6180
038 7576 7412 7165 6897 6616 6325
040 7658 7492 7242 6971 6687 6392
042 7736 7568 7315 7042 6755 6458
046 7883 7712 7455 7176 6884 6581
050 8021 7847 7585 7302 7004 6696
054 8150 7973 7707 7419 7117 6803
058 8272 8092 7822 7530 7223 6905
060 8330 8150 7878 7583 7274 6954
062 8387 8205 7931 7635 7324 7001
066 8496 8312 8035 7735 7419 7093
070 8601 8415 8134 7830 7511 7180
140
ANEXO F
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 42985 42054 40650 39131 37537 35884
006 53996 52826 51063 49155 47152 45076
010 60036 58736 56775 54654 52426 50118
014 64379 62985 60882 58608 56219 53744
018 67827 66358 64143 61746 59230 56622
020 69327 67825 65561 63112 60540 57874
022 70712 69181 66871 64373 61749 59031
026 73207 71622 69231 66644 63928 61114
030 75415 73781 71318 68653 65856 62956
034 77400 75723 73195 70461 67589 64614
038 79208 77492 74905 72106 69168 66123
040 80055 78322 75707 72878 69908 66831
042 80870 79119 76477 73620 70620 67511
046 82412 80627 77935 75024 71966 68798
050 83851 82035 79296 76333 73223 69999
054 85201 83356 80573 77563 74402 71126
058 86474 84602 81777 78722 75514 72189
060 87085 85199 82355 79278 76047 72699
062 87680 85781 82917 79819 76566 73196
066 88825 86902 84000 80862 77567 74152
070 89917 87969 85032 81856 78520 75063
141
ANEXO G
Desenho do sistema de acionamento de junta articulada do martelo da prensa mecacircnica utilizada nos experimentos
Fonte Manual Komatsu MKN 450 A
142
ANEXO H
Lista de peccedilas do sistema de acionamento do martelo da prensa
143
ANEXO I
Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela Gerdau Accedilos Finos Piratini em julho de 2018
144
ANEXO J
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg1
145
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg2
146
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg3
147
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg4
148
ANEXO L
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg1
149
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg2
150
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg3
151
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg4
152
ANEXO M
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg1
153
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg2
154
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg3
155
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg4
II
MINISTEacuteRIO DA EDUCACcedilAtildeO
UNIVERSIDADE FEDERAL DO RIO GRANDE DO SUL
Escola de Engenharia
Programa de Poacutes-Graduaccedilatildeo em Engenharia de Minas Metaluacutergica e de Materiais - PPGE3M
Estudo da influecircncia dos aneacuteis de cintamento sobre as matrizes de extrusatildeo a
frio de engrenagens ciliacutendricas de dentes retos com o accedilo SAE 10B22 para a
induacutestria automobiliacutestica
MSc Fabriacutecio Dreher Silveira
Engenheiro Mecacircnico
Proposta submetida agrave banca examinadora do Programa de Poacutes-Graduaccedilatildeo em Engenharia de Minas Metaluacutergica e de Materiais PPGE3M da Escola de Engenharia da Universidade Federal do Rio Grande do Sul como Tese para posterior obtenccedilatildeo do Tiacutetulo de Doutor em Engenharia
Aacuterea de Concentraccedilatildeo Processos de Fabricaccedilatildeo
Orientador Prof Dr Liacuterio Schaeffer
Banca Examinadora
Prof Dr Gilmar Ferreira Batalha ndash Escola Politeacutecnica da USP
Prof Dr Jorge Luis Braz Medeiros ndash FURG
Prof Dr Mauro Moraes de Souza ndash FEI
Prof Dr Afonso Reguly
Coordenador do PPGE3M
III
Dedico este trabalho a minha esposa
Rita de Caacutessia e ao meu filho Ivan
pela forccedila e compreensatildeo durante
a minha ausecircncia no periacuteodo
em que desenvolvi esta Tese
Aos meus pais Carlos e Carmen
IV
AGRADECIMENTOS
Agrave empresa ZEN SA em especial aos setores de Ferramentaria Produccedilatildeo e Metrologia os
quais foram de extrema importacircncia nos desenvolvimentos execuccedilotildees de projetos ensaios e
mediccedilotildees dimensionais aplicando toda a sua experiecircncia
Agrave empresa GF Machining Solutions pelo suporte cedido nos ensaios referentes agraves suas
maacutequinas especialmente na pessoa do Sr Rafael Doretto gerente de vendas e aplicaccedilotildees
Ao Institut fuumlr Umformtechnik (IFU) pelos ensaios e informaccedilotildees prestadas ao longo deste
periacuteodo de desenvolvimento
Ao Professor Dr Liacuterio Schaeffer pela oportunidade de ter desenvolvido esta Tese sob sua
orientaccedilatildeo Ao Dr Alberto Guerreiro Moreira Brito pelo auxiacutelio com artigos sobre o tema da
tese e discussotildees sobre teorias citadas neste trabalho
Ao Programa de Poacutes-Graduaccedilatildeo em Engenharia de Minas Metaluacutergica e de Materiais por ter
recebido este trabalho como significativo para a aacuterea de pesquisa
A minha famiacutelia por ter sempre estado ao meu lado apoiando e abdicando de momentos de
lazer para que eu pudesse conduzir este trabalho
V
SUMAacuteRIO
LISTA DE FIGURAS VIII LISTA DE TABELAS XII LISTA DE SIacuteMBOLOS XIV LISTA DE ABREVIATURAS XVII RESUMO XVIII
ABSTRACT XIX
1 INTRODUCcedilAtildeO 20 11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO 22
12 ROTEIRO DE DESENVOLVIMENTO 23
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA 24 21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO A FRIO 24
211 Condiccedilotildees gerais do processo de extrusatildeo 24 212 Tipos de processos de extrusatildeo 25 213 Extrusatildeo a frio de accedilos 26
22 FERRAMENTAS PARA EXTRUSAtildeO A FRIO 28 221 Punccedilotildees 28
222 Matrizes 29 223 Estado de tensotildees 31 224 Aneacuteis de cintamento 31 225 Dimensionamento de punccedilotildees e matrizes 33 226 Revestimentos para ferramentas de extrusatildeo 34
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO 35
231 Aumento de temperatura por trabalho de extrusatildeo 36
24 O ATRITO NA EXTRUSAtildeO A FRIO 36
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE EXTRUSAtildeO
A FRIO 39
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO 43
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS 46 271 Normas para especificaccedilatildeo de engrenagens 46 272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328 47 273 Desvios isolados 47 274 Desvio de passo individual (fpt) acumulado (fpk) e total (Fp) 48 275 Desvio de perfil (Fα ffα fHα) 48 276 Desvio de linha de flanco (Fβ ffβ fHβ) 50
277 Batimento radial (Fr) 51 278 Graus de qualidade 51
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO 53 281 Eletrodo para ferramenta de extrusatildeo 54
VI
282 Desgaste do eletrodo 55
29 SIMULACcedilAtildeO COMPUTACIONAL 56 291 Elementos finitos aplicados agrave extrusatildeo a frio 57
3 MATERIAIS E MEacuteTODOS 59 31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DE
ELETRODOS E CAVIDADE DE MATRIZ 59 311 Eletrodos fabricados por microusinagem 61
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO 63
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE TIRAS
DE ACcedilO 64 331 Dados do processo de extrusatildeo 65 332 Caacutelculo da forccedila de extrusatildeo no processo 67 333 Dimensionamento dos aneacuteis para sistema convencional de cintamento 68 334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo 71 335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON 72
34 PRENSA MECAcircNICA 74
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS 75 351 Accedilo ao Boro SAE 10B22 75 352 Curvas de escoamento verdadeiras 76
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO A FRIO 79
4 SIMULACcedilAtildeO POR ELEMENTOS FINITOS DO PROCESSO DE EXTRUSAtildeO A FRIO DE ENGRENAGEM CILIacuteNDRICA DE DENTES RETOS 82 41 ANAacuteLISE DO COMPORTAMENTO ELAacuteSTICO DA ENGRENAGEM
EXTRUDADA APOacuteS A EXTRACcedilAtildeO DA MATRIZ 82 411 Anaacutelise do efeito dos aneacuteis de cintamento para minimizar os desvios dimensionais por preacute-tensionamento da ferramenta 85 412 Comparaccedilatildeo dos resultados de simulaccedilatildeo numeacuterica 87 413 Anaacutelise comparativa da accedilatildeo dos aneacuteis de cintamento convencionais e por
enrolamento de tiras de accedilo sobre a matriz e engrenagem extrudada 93
5 ANAacuteLISE EXPERIMENTAL 102 51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
102 52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
110 521 RESULTADOS 111
6 DISCUSSOtildeES DOS RESULTADOS 120
7 CONCLUSOtildeES 122
8 SUGESTOtildeES PARA TRABALHOS FUTUROS 123
VII
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS 124
10 ANEXOS 134
ANEXO A - Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22
(=001 s-1) Fonte JMatPro 135 ANEXO B - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=1 s-1) Fonte JMatPro 136 ANEXO C - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=10 s-1) Fonte JMatPro 137 ANEXO D - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=005 s-1) 138 ANEXO E - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=1 s-1) 139 ANEXO F - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=10 s-1) 140 ANEXO G - Desenho do sistema de acionamento de junta articulada do martelo da prensa
mecacircnica utilizada nos experimentos 141 ANEXO H ndash Lista de peccedilas do sistema de acionamento do martelo da prensa 142 ANEXO I ndash Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela
Gerdau Accedilos Finos Piratini em julho de 2018 143 ANEXO J ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 144 ANEXO L ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento 148 ANEXO M ndash Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 152
VIII
LISTA DE FIGURAS
Figura 1 - Fluxograma das etapas de desenvolvimento 23
Figura 2 - Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio 26
Figura 3 - Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio 27
Figura 4 - Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior b) Sistema de extraccedilatildeo inferior 28
Figura 5 - Formas construtivas para matrizes de extrusatildeo direta 30
Figura 6 - Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo 31
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo 32
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia 34
Figura 9 - Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional 37
Figura 10 - Forccedila devido ao fator de atrito (m) na extrusatildeo direta 37
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo 39
Figura 12 - Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo 40
Figura 13 - Matriz de extrusatildeo com um anel de cintamento 41
Figura 14 - Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo 42
Figura 15 - Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) 42
Figura 16 - Representaccedilatildeo de ferramenta montada com sistema STRECON 43
Figura 17 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1 Fonte JMatPro 45
Figura 18 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1 s-1 Fonte JMatPro 45
Figura 19 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro 46
Figura 20 - Desvios de passo das engrenagens 48
Figura 21 - Desvio de perfil 49
Figura 22 - Desvios de perfil segundo ISO 1328-1 49
Figura 23 - Desvio de linha de flanco 50
Figura 24 - Desvios da linha de flanco segundo ISO 1328-1 50
Figura 25 - Batimento radial 51
Figura 26 - Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas 54
IX
Figura 27 - Desenho da matriz MT-3673 para a extrusatildeo de engrenagem 59
Figura 28 - Maacutequina de eletroerosatildeo a fio modelo CUT 20P 60
Figura 29 - Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S 60
Figura 30 - Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS 60
Figura 31 - Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 61
Figura 32 - Centro de microusinagem 5 eixos KERN Pyramid Nano 61
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento 63
Figura 34 - Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331 64
Figura 35 - Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330 64
Figura 36 - Eletrodo para acabamento por penetraccedilatildeo EL-0987 65
Figura 37 - Sistema convencional de aneacuteis de cintamento duplo 66
Figura 38 - Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673 67
Figura 39 - Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673 70
Figura 40 - Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo 70
Figura 41 - Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos
experimentos 72
Figura 42 - Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel
interno e externo e matriz
73
Figura 43 - Prensa mecacircnica Komatsu com capacidade de forccedila 450 toneladas 74
Figura 44 - Transfer de alimentaccedilatildeo e aacuterea de prensagem 74
Figura 45 - Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo da curva de
escoamento 76
Figura 46 - Aacuterea de ensaio do equipamento Geeble 3800 Fonte IFU Stuttgart 77
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 005s-1 77
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1s-1 78
Figura 49 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10s-1 78
Figura 50 - Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D 79
Figura 51 - Desenho da matriz MT-6313 79
Figura 52 - Matriz MT-6313 montada em sistema de aneacuteis de cintamento duplo 80
Figura 53 - Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida 81
X
Figura 54 - Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328 81
Figura 55 - Vista em corte do ferramental de extrusatildeo a frio direta 83
Figura 56 - Ferramenta simplificada para simulaccedilatildeo a) Vista frontal lado direito em corte b) Vista isomeacutetrica em corte 84
Figura 57 - Dados de entrada para a simulaccedilatildeo numeacuterica 84
Figura 58 - Esforccedilo resultante da operaccedilatildeo de extrusatildeo a frio do pinhatildeo 85
Figura 59 - Representaccedilatildeo esquemaacutetica do avanccedilo de ferramenta da simulaccedilatildeo numeacuterica 85
Figura 60 - Modelo utilizado na segunda simulaccedilatildeo Ajuste dos diacircmetros do anel de cintamento interno 86
Figura 61 - Dados de entrada para a segunda simulaccedilatildeo numeacuterica 86
Figura 62 - Deslocamento radial aplicado apoacutes o ajuste de interferecircncia de montagem 87
Figura 63 - Metodologia de avaliaccedilatildeo dos desvios dimensionais resultantes da simulaccedilatildeo numeacuterica 88
Figura 64 - Anaacutelise dos desvios entre modelo de projeto e peccedila de simulaccedilatildeo numeacuterica 88
Figura 65 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral esquerda) 89
Figura 66 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral direita) 89
Figura 67 - Desvios dimensionais do flanco do dente de engrenagem Segunda simulaccedilatildeo (vista lateral esquerda) 90
Figura 68 - Tensatildeo de escoamento (119896119891) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do pinhatildeo 91
Figura 69 - Deformaccedilatildeo verdadeira (120593) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do
pinhatildeo 91
Figura 70 - Velocidade de deformaccedilatildeo () do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 71 - Distribuiccedilatildeo de temperatura (119879) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 72 - Configuraccedilatildeo de malha para simulaccedilatildeo do preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 93
Figura 73 - Deslocamento radial devido ao preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
94
Figura 74 - Tensatildeo axial (σz) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
95
Figura 75 - Tensatildeo tangencial (σt) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
XI
Figura 76 - Tensatildeo radial (σr) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
Figura 77 - Tensatildeo equivalente (σe) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 97
Figura 78 - Tensatildeo radial (σr) resultante no dente de engrenagem extrudado 98
Figura 79 - Tensatildeo tangencial (σt) resultante no dente de engrenagem extrudado 99
Figura 80 - Tensatildeo axial (σz) resultante no dente de engrenagem extrudado 100
Figura 81 - Tensatildeo equivalente (σe) resultante no dente de engrenagem extrudado 101
Figura 82 - Deformaccedilatildeo verdadeira (φ) resultante no dente de engrenagem extrudado 101
Figura 83 - Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos 102
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S 104
Figura 85 - Desenho do eletrodo EL-0926 105
Figura 86 - Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3 106
Figura 87 - Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON 110
Figura 88 - Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional b) Sistema STRECON 110
Figura 89 - Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio 111
Figura 90 - a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional 114
Figura 91 - Grau de qualidade (Q) X desvios dimensionais da MT-3673 116
Figura 92 - Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida 117
Figura 93 - Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673 118
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados 119
XII
LISTA DE TABELAS
Tabela 1 - Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta 26
Tabela 2 - Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento 32
Tabela 3 - Valores referenciais para o coeficiente de atrito micro 38
Tabela 4 - Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro 44
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos 47
Tabela 6 - Grau de qualidade para desvio de perfil 52
Tabela 7 - Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado 56
Tabela 8 - Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores 57
Tabela 9 - Composiccedilatildeo quiacutemica do material para os eletrodos em cobre 62
Tabela 10 - Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 63
Tabela 11 - Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo 66
Tabela 12 - Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212 71
Tabela 13 - Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 14 - Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 75
Tabela 15 - Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 16 - Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313 80
Tabela 17 - Deslocamento radial da ferramenta devido ao niacutevel de preacute-tensionamento 94
Tabela 18 - Tensatildeo axial (σz) devido ao preacute-tensionamento da matriz por diferentes sistemas 95
Tabela 19 - Tensatildeo tangencial (σt) devido ao preacute-tensionamento da matriz por diferentes sistemas 96
Tabela 20 - Tensatildeo radial (σr) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 21 - Tensatildeo equivalente (σe) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 22 - Tensatildeo radial (σr) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 23 - Tensatildeo tangencial (σt) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 24 - Tensatildeo axial (σz) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 25 - Tensatildeo equivalente (σe) no dente de engrenagem do sistema por enrolamento de tiras 100
Tabela 26 - Desvios de flanco de engrenagem 105
XIII
Tabela 27 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 1) 106
Tabela 28 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 2) 107
Tabela 29 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 3) 107
Tabela 30 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331
na CUT 300 mS em CuW 108
Tabela 31 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330
na CUT 300 mS 108
Tabela 32 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
na CUT 300 mS 109
Tabela 33 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
apoacutes a erosatildeo por penetraccedilatildeo 109
Tabela 34 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento convencional 112
Tabela 35 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento STRECON 112
Tabela 36 - Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento convencionais 113
Tabela 37 - Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento STRECON 113
Tabela 38 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 115
Tabela 39 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD 115
Tabela 40 - Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 117
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo 118
Tabela 42 - Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados 119
XIV
LISTA DE SIacuteMBOLOS
Siacutembolo Denominaccedilatildeo Unidade a Parcela de energia transformada em calor [] ae Avanccedilo lateral de usinagem no microfresamento [mm] A0 Aacuterea da geratriz [mm] A1 Aacuterea final extrudada [mm] A Constante para caacutelculo do diacircmetro d1 do primeiro anel de cintamento [-] Ac Constante para caacutelculo do diacircmetro d2 do segundo anel de cintamento [-] B Constante para caacutelculo de A do primeiro anel de cintamento [-] Bc Constante para caacutelculo de Ac do segundo anel de cintamento [-] 119888119872 Calor especiacutefico [JkgdegC] C Constante da lei de Hollomon-Ludwik kf = Cφn [Nmm2] d Diacircmetro interno da cavidade da matriz [mm] D Diacircmetro externo do conjunto matrizanel [mm] d0 Diacircmetro externo da geratriz [mm] d1 Diacircmetro externo da matriz [mm] d2 Diacircmetro externo do primeiro anel [mm] dz Diacircmetro apoacutes extrusatildeo direta [mm] E Moacutedulo de elasticidade [Nmm2] E+ Modelo dos aneacuteis de cintamento STRECON [-] F Forccedila de extrusatildeo [kN] Fc Forccedila de atrito entre a cavidade da matriz superior e a geratriz [kN] Fd Forccedila de atrito entre as paredes da matriz de extrusatildeo e a geratriz [kN] Ff Forccedila devido ao atrito [kN] ffα Desvio de Forma de Perfil [μm] fHα Desvio Angular de Perfil [μm] Fα Desvio Total de Perfil [μm] fβ Desvio Individual de Heacutelice [μm] fHβ Desvio Angular de Heacutelice [μm] Fβ Desvio Total de Heacutelice [μm] Fp Desvio Total de Passo [μm] fpt Desvio Individual de Passo [μm] Fr Desvio de Batimento Radial [μm] fZ Avanccedilo de usinagem por dente [mmin] h Avanccedilo de punccedilatildeo de extrusatildeo [mm] h0 Altura da geratriz [mm] hk Altura natildeo deformada do material extrudado [mm] hz Profundidade do furo do extrudado [mm] hpeccedila-matriz Coeficiente de transferecircncia de calor entre peccedila e matriz [Wm2degC]
hpeccedila-ambiente Coeficiente de transferecircncia de calor entre peccedila e ambiente [Wm2degC]
hmatriz-ambiente Coeficiente de transferecircncia de calor entre matriz e ambiente [Wm2degC]
K Quantidade de Passos de engrenagem [-] 119896 Tensatildeo limite de elasticidade em cisalhamento puro [Nmm2]
XV
119896119891 Tensatildeo de escoamento [Nmm2] 1198961198910 Tensatildeo de escoamento inicial (p φ=0) [Nmm2] 119896119891119898 Tensatildeo de escoamento meacutedia [Nmm2] 119896119891119898119886119905119903119894119911 Tensatildeo de escoamento do material da matriz [Nmm2] 119896119891119888119894119899119905 Tensatildeo de escoamento do material da ferramenta de anel uacutenico [Nmm2] 1198961198911198881198941198991199051 Tensatildeo de escoamento do material do primeiro anel [Nmm2] 1198961198911198881198941198991199052 Tensatildeo de escoamento do material do segundo anel [Nmm2]
L Comprimento total de matriz [mm] Lα Comprimento de perfil [μm] LAE Comprimento de perfil entre os pontos A e E [μm] LAF Comprimento de perfil entre os pontos A e F [μm] Ld1 Grau de esbeltez [-] m Fator de atrito [-] mk Moacutedulo de engrenagem [-] n Iacutendice de encruamento [-] P Tensatildeo normal de contato entre superfiacutecies [Nmm2] pt Passo de engrenagem [μm] Q Grau da qualidade de engrenagem [-] R Deslocamento na matriz devido aos aneacuteis de cintamento [mm] RV Raio do volante da prensa [mm] RA Reduccedilatildeo de aacuterea [] rβ Raio de gume da ferramenta de usinagem [μm] SW Avanccedilo do punccedilatildeo mm T Temperatura [degC] Tr Trabalho de extrusatildeo Nm U Constante para caacutelculo de A sobre aneacuteis de cintamento [-] VF Velocidade da ferramenta mms Vt Velocidade tangencial mms X Desvio dimensional do dente de engrenagem [μm] Z Nuacutemero de dentes de engrenagem [-] z1 Interferecircncia de montagem entre matriz e primeiro anel de cintamento [mm] z2 Interferecircncia de montagem entre 1ordm e 2ordm segundo aneacuteis de cintamento [mm]
LISTA DE SIacuteMBOLOS GREGOS
α Acircngulo de concordacircncia entre matriz inferior e superior [deg] αp Acircngulo de pressatildeo [deg] μ Coeficiente de atrito [-]
ν Coeficiente de Poisson [-]
к Condutividade teacutermica WmK
ρ Densidade relativa [gcm3] Ɛ Deformaccedilatildeo relativa [] φ Deformaccedilatildeo verdadeira [-] Oslashmontagem Diacircmetro de montagem dos aneacuteis e matrizes [mm]
XVI
Oslashexterno Diacircmetro externo da geratriz [mm] Oslashinterno Diacircmetro interno da geratriz [mm] Oslashp Diacircmetro primitivo da engrenagem [mm] δ0 Espessura de parede de geratriz [mm] δ1 Espessura final de parede do extrudado [mm] 120578119865 Fator de rendimento do processo de extrusatildeo [-] Ɛf Interferecircncia relativa entre matriz e anel de cintamento []
σtr Resistecircncia agrave traccedilatildeo [Nmm2]
ξ Resistividade eleacutetrica [μΩm]
σz Tensatildeo axial [Nmm2]
σe Tensatildeo equivalente [Nmm2]
σr Tensatildeo radial [Nmm2]
σt Tensatildeo tangencial [Nmm2]
τ Tensatildeo de cisalhamento na interface geratrizferramenta [Nmm2]
ω Velocidade angular rads Velocidade de deformaccedilatildeo [1s]
XVII
LISTA DE ABREVIATURAS
ABNT Associaccedilatildeo Brasileira de Normas Teacutecnicas
AGMA American Gear Manufacturers Association
AISI American Iron and Steel Institute
APC Aresta Posticcedila de Corte
ASTM American Society for Testing and Materials
BS British Standards
BSI British Standards Institution
DIN Deutches Institut fuumlr Normung (German Institute of Standardization)
DLC Diamond Like Carbon
EDM Electrical Discharge Machining
EL Eletrodo
IACS International Annealed Copper Standard
gpm Golpes por minuto
ISO International Organization for Standardization
IT International Tolerance
JIS Japanese Industrial Standards
MT Matriz
ppm Partes por milhatildeo
PVD Physical Vapor Deposition
TG Tamanho de Gratildeo
SAE Society of Automotive Engineers
ZTA Zona Termicamente Afetada
XVIII
RESUMO
O trabalho tem como finalidade o desenvolvimento do processo o projeto e a fabricaccedilatildeo do
ferramental de uma engrenagem extrudada a frio utilizando o accedilo SAE 10B22 As matrizes
foram fabricadas em accedilo-ferramenta K340 com dureza no intervalo de 60 ndash 62 HRC Os aneacuteis
de cintamento foram fabricados em accedilos de maior tenacidade tais como AISI S1 e AISI H13
O punccedilatildeo de recalque foi fabricado em accedilo AISI M2 bem como o punccedilatildeo de furaccedilatildeo em accedilo
VF800 AT Os estudos sobre eletroerosatildeo a fio e por penetraccedilatildeo foram conduzidos para
desenvolver uma metodologia de fabricaccedilatildeo de eletrodos e matrizes de extrusatildeo de precisatildeo
para engrenagens Tambeacutem avaliou-se a diferenccedila entre maacutequinas de usinagem por
eletroerosatildeo a fio e microfresamento de diferentes capacidades de precisatildeo resultando na
determinaccedilatildeo de um roteiro especiacutefico para a obtenccedilatildeo de eletrodos com alto acabamento e
precisatildeo de forma A aplicaccedilatildeo de aneacuteis de cintamento com o objetivo de preacute-tensionamento
das ferramentas foi analisada para dois cenaacuterios sendo um deles o meacutetodo convencional
baseado em sistema de aneacuteis duplos com accedilo-ferramenta e o outro um sistema de cintamento
por enrolamento de tiras de accedilo de alta resistecircncia O sistema de alta resistecircncia apresentou
melhor resultado no controle das distorccedilotildees dimensionais do dente de engrenagem O preacute-
tensionamento das ferramentas foi fundamental para atingir os resultados de melhoria de
qualidade esperados Os resultados obtidos na anaacutelise numeacuterica e no procedimento
experimental demonstraram que o processo proposto neste trabalho eacute capaz de produzir
engrenagens ciliacutendricas retas por extrusatildeo com grau de qualidade conforme a ISO 1328
similar agravequelas obtidas por processos convencionais de usinagem como hobbing shaving e
retificaccedilatildeo Para desvios de perfil foi possiacutevel alterar o grau de qualidade da cavidade da matriz
de 10 para 5 a qual resultou em uma melhoria na engrenagem extrudada de grau de qualidade
11 para 7
Palavras-chave extrusatildeo a frio simulaccedilatildeo numeacuterica engrenagem matriz de extrusatildeo
usinagem por eletroerosatildeo
XIX
ABSTRACT
The research aims to develop the process of production the project and tooling
manufacturing of high precise cold extruded gears based on the SAE 10B22 steel Dies were
manufactured in tool steel K340 in a range of hardness from 60 up to 62 HRC The shrink rings
were manufactured in steel grades with greater toughness like AISI S1 and AISI H13 In
addition the upsetting punch was manufactured in high speed steel AISI M2 as well as the
hole punch with the steel VF 800 AT The studies regarding wire electrical discharge machining
and die sinking were carried out to develop a manufacturing method for precise extrusion dies
of gears Also the differences between wire discharge machining equipments in different
precision levels were evaluated to stablish a specific routine to produce high precise electrodes
The application of shrink rings for prestressing of the tooling was evaluated based on two
methods being one of them the more usual with double shrink rings made by tool steel and the
other one is the stripwinding technique The stripwinding technique has showed a better
performance regarding dimensional scattering of the gear teeth Prestressing of the tools was
important to reach the expected results of quality improvement of gears Results which were
obtained in the finite element analysis and experimental procedure demonstrated that the
proposed process in this study is able to produce spur gears by cold extrusion with an accuracy
grade according ISO 1328 similar to those produced by additional machining processes such
like hobbing shaving and grinding For profile deviation was possible to change the gear
accuracy grade of die cavity from 10 to 5 which allowed to obtain an accuracy grade equal to 7
for the cold extruded gear
Keywords cold extrusion numerical simulation gear extrusion die electrical discharge
machining
20
1 INTRODUCcedilAtildeO
Nos anos recentes o setor automotivo tem apresentado diversas propostas de melhoria da
qualidade e aumento de eficiecircncia aplicada a toacutepicos como consumo de combustiacutevel e sistemas
de transmissatildeo Os fabricantes de automoacuteveis tecircm a desafiadora missatildeo de reduzir o peso e
aumentar a resistecircncia de cada componente em funccedilatildeo dos exigentes sistemas de transmissatildeo
da atualidade Em linhas gerais os produtos podem obter maior resistecircncia mecacircnica atraveacutes
da tecnologia de extrusatildeo Aleacutem disto a extrusatildeo a frio eacute a tecnologia recomendada para atingir
a maior precisatildeo dimensional do produto
A extrusatildeo a frio merece uma atenccedilatildeo especial na fabricaccedilatildeo de peccedilas com geometrias
complexas pois existem limitaccedilotildees no grau de deformaccedilatildeo da mateacuteria prima trabalhada bem
como limitaccedilotildees da proacutepria ferramenta a qual eacute solicitada mecanicamente Por se tratar de
deformaccedilatildeo a frio de peccedilas de accedilo esse processo requer uma alta quantidade de energia
mecacircnica que resulta em altas tensotildees entre peccedila e ferramentas provocando a deformaccedilatildeo das
matrizes Nessas ferramentas altas tensotildees satildeo predominantes sendo de extrema importacircncia
atenuaacute-las buscando operaccedilotildees que auxiliem a melhor forma de escoamento do material
durante o processo A extrusatildeo a frio possui essa caracteriacutestica e com o auxiacutelio da simulaccedilatildeo
numeacuterica pelos Meacutetodos dos Elementos Finitos e dos Volumes Finitos torna-se possiacutevel uma
melhor anaacutelise para o desenvolvimento de peccedilas assimeacutetricas com geometria complexa e
proacutexima da peccedila acabada Esses recursos somados a grande experiecircncia de uma forjaria com
destacada atuaccedilatildeo no segmento de extrudados permitiu desenvolver um processo de extrusatildeo
a frio de engrenagens ciliacutendricas retas com a precisatildeo de forma de seu dentado no mesmo niacutevel
conseguido por operaccedilotildees de usinagem de acabamento de superfiacutecie
Para obtenccedilatildeo de produtos de precisatildeo tais como engrenagens o processo de extrusatildeo a frio
torna-se uma praacutetica comumente utilizada Todavia natildeo eacute somente a variaacutevel responsaacutevel pelo
resultado A colaboraccedilatildeo de variaacuteveis adjacentes tais como materiais tratamento teacutermico e a
fabricaccedilatildeo de ferramentas satildeo fundamentais O desenvolvimento tecnoloacutegico e controle de
qualidade desde o iniacutecio do processo ateacute o produto satildeo indispensaacuteveis para obter resultados
positivos na extrusatildeo a frio os quais satildeo relacionados com materiais de alta qualidade e teacutecnicas
de corte e lubrificaccedilatildeo de geratrizes Estas etapas satildeo sucedidas por processos de usinagem e
tratamento teacutermico O conjunto destes processos unido agrave extrusatildeo a frio tem alcanccedilado um
importante avanccedilo tecnoloacutegico na fabricaccedilatildeo de engrenagens de precisatildeo
21
A motivaccedilatildeo que impulsiona os estudos em conjunto com outras aacutereas de manufatura gera
grande valor agregado Estes desenvolvimentos levam agrave viabilidade comercial de perfis de
dentes de engrenagem de alta qualidade prontos para a aplicaccedilatildeo Contudo para a aplicaccedilatildeo
onde a extrema alta qualidade dos dentes natildeo eacute necessaacuteria tais como diferenciais automotivas
os perfis de engrenagem extrudados podem ser aplicados sem necessidade de usinagem
posterior Quando se trata de engrenagens para caixa de sistemas de transmissatildeo a precisatildeo
dimensional tem somente sido alcanccedilada com operaccedilotildees de usinagem adicionais Alguns
processos consideram operaccedilotildees de calibraccedilatildeo a frio apoacutes a extrusatildeo dos dentes com
temperatura
No processo de manufatura de pinhotildees para impulsores de partida a engrenagem dos
pinhotildees eacute produzida por extrusatildeo a frio em accedilo baixo carbono ligado ao boro A sequecircncia das
operaccedilotildees aplica ao produto acabado uma seacuterie de deformaccedilotildees em relaccedilatildeo ao seu perfil de
projeto as quais se excederem a maacutexima toleracircncia permitida podem afetar a funcionalidade
da engrenagem O grau de qualidade de engrenagem eacute definido a partir dos desvios de forma
que o flanco do dente apresenta em relaccedilatildeo ao seu perfil teoacuterico
O sistema de precisatildeo de engrenagens com perfil de evolvente abrange um grande campo de
engrenagens a partir de dentes com excepcional precisatildeo ateacute dentes de qualidade muito comum
Doze graus de qualidade de precisatildeo identificados por seu nuacutemero respectivo em ordem
decrescente de precisatildeo satildeo estabelecidas pela norma ISO 1328-1
No processo de extrusatildeo a frio existem diversas variaacuteveis que podem contribuir para o
acreacutescimo de erro ao produto resultante Estas variaacuteveis vatildeo desde o projeto de ferramenta sua
fabricaccedilatildeo materiais selecionados e resistecircncia de montagem agraves condiccedilotildees de mateacuteria-prima a
ser extrudada maquinaacuterio e efeitos de deformaccedilatildeo de material A precisatildeo do dente extrudado
depende da precisatildeo de fabricaccedilatildeo da cavidade da matriz e sua forma eacute comprometida
principalmente por dois fatores
A deformaccedilatildeo na regiatildeo elaacutestica da matriz devido agraves altas tensotildees de extrusatildeo
A expansatildeo teacutermica quando os extrudados satildeo conduzidos agrave elevada temperatura bem
como contraccedilotildees apoacutes o retorno agrave temperatura ambiente
Baseado no exposto estudos considerando os fatores da cadeia de manufatura de
engrenagens satildeo realizados utilizando a estrutura de ferramentaria e linha de produccedilatildeo por
extrusatildeo a frio da empresa ZEN SA
22
11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO
As tendecircncias na extrusatildeo a frio de precisatildeo para peccedilas complexas em accedilo ao carbono levam
ao aumento consideraacutevel das cargas no ferramental Em paralelo requisitos econocircmicos exigem
a otimizaccedilatildeo do desempenho e vida uacutetil das matrizes de extrusatildeo Dentre os variados meacutetodos
para melhoria destas propriedades o cintamento ou inclusatildeo de aneacuteis das matrizes de extrusatildeo
eacute um paracircmetro chave no projeto da ferramenta
Estudos referentes agrave deformaccedilatildeo de ferramenta durante as operaccedilotildees de extrusatildeo satildeo
fundamentais para a previsatildeo da qualidade final da engrenagem A repetibilidade na fabricaccedilatildeo
das ferramentas de extrusatildeo eacute muito importante para garantir a qualidade da peccedila extrudada na
induacutestria Nesta pesquisa um meacutetodo ineacutedito de fabricaccedilatildeo de ferramentas de extrusatildeo eacute
sugerido para garantir a precisatildeo dimensional da peccedila extrudada e o aumento da resistecircncia agraves
tensotildees radiais da ferramenta O efeito da deformaccedilatildeo elaacutestica da ferramenta atraveacutes da
aplicaccedilatildeo dos aneacuteis de cintamento e operaccedilotildees de extrusatildeo seraacute apresentada utilizando a anaacutelise
por elementos finitos 3D Baseado na amplitude da deformaccedilatildeo elaacutestica definida pela
simulaccedilatildeo o perfil de eletrodo para o processo de eletroerosatildeo pode ser definido Mediccedilotildees em
maacutequina tridimensional seratildeo realizadas para a ferramenta e a peccedila extrudada com o objetivo
de comparar experimental e analiticamente os resultados apoacutes a deformaccedilatildeo plaacutestica
O objetivo geral deste estudo eacute demonstrar a capacidade do processo de extrusatildeo a frio de
produzir engrenagens de alta precisatildeo comparado aos processos de usinagem onde os desvios
de microgeometria do dentado atingem graus de qualidade especificados para sistemas de
transmissatildeo automotivos por exemplo A extrusatildeo a frio eacute um processo jaacute adotado para a
produccedilatildeo de engrenagens Contudo para ferramentas convencionais de extrusatildeo os desvios
atingidos ficam aqueacutem dos requisitos de maior rigor do setor automotivo necessitando de
processos posteriores de acabamento O ineditismo deste trabalho estaacute no desenvolvimento de
um conceito de ferramenta de extrusatildeo a frio que permita produzir engrenagens na sua forma
final com qualidade de perfil de evolvente equivalente aos processos convencionais de
acabamento tais como a retificaccedilatildeo reduzindo o custo de produccedilatildeo e justificando-o
O objetivo especiacutefico desta tese eacute definir um de projeto inovador de ferramenta fabricaccedilatildeo
de matrizes eletroerosatildeo e sequecircncia de processo por extrusatildeo a frio para produccedilatildeo de
engrenagens ciliacutendricas de dentes retos com alta precisatildeo de perfil de evolvente do dente O
efeito dos aneacuteis de cintamento utilizado em ferramentas para aumento da resistecircncia agraves tensotildees
do processo de extrusatildeo a frio eacute analisado sob diferentes meacutetodos de aplicaccedilatildeo
23
12 ROTEIRO DE DESENVOLVIMENTO
O diagrama mostrado na figura 1 mostra as etapas executadas neste trabalho
Figura 1 ndash Fluxograma das etapas de desenvolvimento
SELECcedilAtildeO DA ENGRENAGEM PARA ANAacuteLISE
Definiccedilatildeo do perfil de engrenagem para anaacutelises definiccedilatildeo
da sequecircncia de processo de fabricaccedilatildeo
CONTROLE GEOMEacuteTRICO DA
ENGRENAGEM
Definiccedilatildeo dos desvios
dimensionais ISO 1328 caacutelculo de
toleracircncias grau de qualidade
DEFINICcedilAtildeO DOS ANEacuteIS DE
CINTAMENTO
Aplicaccedilatildeo dos aneacuteis de cintamento
principais materiais utilizados meacutetodos
de montagem
DEFINICcedilAtildeO DO PROCESSO
Seleccedilatildeo de equipamentos para a
fabricaccedilatildeo de eletrodos
eletroerosatildeo a fio e penetraccedilatildeo projeto
dos eletrodos prensa para a
extrusatildeo
PROJETO DA FERRAMENTA
DE EXTRUSAtildeO A FRIO
Descriccedilatildeo dos componentes
materiais caacutelculo da forccedila interferecircncias
diacircmetros de montagem anaacutelise de viabilidade do
projeto
MATEacuteRIA-PRIMA
Definiccedilatildeo de material para engrenagem
extrudada ensaios para determinaccedilatildeo
da curva de escoamento
SIMULACcedilAtildeO NUMEacuteRICA DO
PROCESSO
Anaacutelise de preenchimento da
cavidade desvios de forma apoacutes a
extrusatildeo efeitos do cintamento
convencional e por enrolamento de tiras
RESULTADOS
Produccedilatildeo de amostras de engrenagens
comparando aneacuteis de cintamento
convencionais e de enrolamento por
tiras
ANAacuteLISE EXPERIMENTAL
Fabricaccedilatildeo de eletrodos de
precisatildeo e matriz de extrusatildeo de
engrenagem por eletroerosatildeo por
penetraccedilatildeo
24
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA
21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO MECAcircNICA A FRIO
A conformaccedilatildeo mecacircnica a frio eacute a denominaccedilatildeo geneacuterica para processos nos quais eacute
aplicada uma forccedila externa agrave mateacuteria-prima fazendo-a adquirir a forma desejada por
deformaccedilatildeo plaacutestica A designaccedilatildeo a frio refere-se ao fato de que durante o processamento o
material conformado encontra-se em temperaturas (na maioria dos casos a temperatura
ambiente) que natildeo provocam a sua recristalizaccedilatildeo Assim os produtos conformados a frio
apresentam-se encruados com um niacutevel de resistecircncia mecacircnica aumentado
A deformaccedilatildeo elaacutestica de ferramentas de conformaccedilatildeo tem efeito direto sobre a dimensatildeo
final da peccedila conformada Para prever as alteraccedilotildees dimensionais em uma peccedila conformada
devem ser verificados a amplitude da deformaccedilatildeo elaacutestica e seu comportamento Pesquisas
relacionadas agrave deformaccedilatildeo elaacutestica em ferramentas de conformaccedilatildeo tecircm sido conduzidas sob o
ponto de vista experimental e de anaacutelise numeacuterica Matsubara e Kudo [1] determinaram a
distribuiccedilatildeo de pressatildeo na interface entre ferramentas e materiais usando um dispositivo de
sensoriamento simples e um meacutetodo de caacutelculo proposto de distribuiccedilatildeo de tensatildeo durante a
conformaccedilatildeo a frio [2] Para mediccedilatildeo de deformaccedilatildeo na cavidade da matriz em operaccedilotildees de
conformaccedilatildeo um transdutor de deslocamento capacitivo ou strain gauge pode ser aplicado
[3][4] Com o desenvolvimento do meacutetodo de anaacutelise numeacuterica as anaacutelises elaacutestica e elasto-
plaacutestica de deformaccedilatildeo foram aplicadas para obter as distribuiccedilotildees de tensatildeo por Raddad e
Kocanda [5] Aleacutem disto Lee e Lee [6-8] realizaram simulaccedilotildees numeacutericas e experimentais
para comparar os resultados em ferramentas de conformaccedilatildeo a frio Todos os comportamentos
de deformaccedilatildeo da ferramenta nas operaccedilotildees de conformaccedilatildeo descarregamento e ejeccedilatildeo foram
investigados e medidos com o auxiacutelio de strain gauge e condiccedilotildees de anaacutelises numeacutericas
otimizadas foram sugeridas para minimizar o tempo de anaacutelise em complexas mediccedilotildees
tridimensionais Rosochowski and Balendra [9] estudaram comportamentos resultantes do
descarregamento das ferramentas para prever a precisatildeo dimensional da peccedila apoacutes a
conformaccedilatildeo
211 Condiccedilotildees gerais do processo de extrusatildeo
O processo de extrusatildeo permite que um componente simples como um tarugo ou geratriz
seja plasticamente conformado entre as ferramentas (matrizes de extrusatildeo) para que se obtenha
o perfil final desejado Em outras palavras um componente de geometria simples eacute
25
transformado em um outro complexo conformado por ferramentas que possuem a geometria
desejada e aplicam pressatildeo ao material metaacutelico deformando-o [10]
Os fenocircmenos fiacutesicos que descrevem uma operaccedilatildeo de extrusatildeo satildeo difiacuteceis de serem
expressos por relaccedilotildees quantitativas Fenocircmenos como o escoamento de metais o atrito na
interface ferramenta-peccedila a geraccedilatildeo e a transferecircncia de calor durante o escoamento plaacutestico
do metal e seu relacionamento com a microestrutura propriedades e as condiccedilotildees de processo
apresentam dificuldades de previsatildeo e anaacutelise [11]
O principal objetivo de qualquer meacutetodo de anaacutelise que considere os fenocircmenos
anteriormente descritos eacute auxiliar o projeto de extrusatildeo envolvendo essencialmente as
seguintes etapas
a) estabelecer as relaccedilotildees cinemaacuteticas (forma velocidades taxas de deformaccedilotildees) entre as
regiotildees extrudada e natildeo extrudada a fim de prever o escoamento metaacutelico
b) estabelecer o limite de conformabilidade a fim de determinar se eacute ou natildeo possiacutevel a
extrusatildeo da peccedila metaacutelica sem a geraccedilatildeo de falhas internas ou superficiais
c) prever as forccedilas e tensotildees necessaacuterias para efetuar a operaccedilatildeo de extrusatildeo a fim de que o
ferramental e equipamento possam ser projetados ou selecionados
212 Tipos de processos de extrusatildeo
Os processos baacutesicos que envolvem extrusatildeo a frio satildeo classificados de acordo com a direccedilatildeo
de escoamento do material como a extrusatildeo direta e a inversa Ainda em funccedilatildeo do formato
final da peccedila como a extrusatildeo de geratrizes em forma de cilindros maciccedilos ou de cilindros com
furo Limites de deformaccedilatildeo relativa e verdadeira para accedilos convencionais na extrusatildeo direta a
frio satildeo informados na tabela 1
A seguir a legenda auxilia a representaccedilatildeo ao discriminar cada item da figura 2 para as
referidas operaccedilotildees
I Antes da extrusatildeo
II Apoacutes a extrusatildeo
a) Punccedilatildeo superior b) Inserto
c) Material extrudado d) Extrator
e) Punccedilatildeo inferior f) Matriz
26
Figura 2 ndash Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio [12]
Tabela 1 ndash Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta [12]
213 Extrusatildeo a frio de accedilos
A extrusatildeo a frio eacute realizada sem preacute-aquecimento da mateacuteria-prima ou das ferramentas que
satildeo aquecidas durante o processo devido principalmente agrave velocidade de deformaccedilatildeo e ao
atrito Neste caso agrave medida que o metal eacute extrudado ocorre o encruamento sua resistecircncia
mecacircnica aumenta e a ductilidade diminui [13] podendo ocorrer falhas por ruptura antes de se
atingir as dimensotildees finais desejadas caso a deformaccedilatildeo seja excessiva
27
Para que se evitem essas dificuldades as operaccedilotildees de extrusatildeo a frio em geral satildeo realizadas
em etapas com operaccedilotildees de tratamento teacutermico intermediaacuterias as quais permitem uma maior
flexibilidade para a obtenccedilatildeo de produtos com variados graus de encruamento [14]
Normalmente o accedilo fornecido em bobinas jaacute se apresenta no estado coalescido Apoacutes as
operaccedilotildees iniciais para a formaccedilatildeo da geratriz e o tratamento teacutermico intermediaacuterio haacute a
lubrificaccedilatildeo pois a condiccedilatildeo de atrito entre a matriz e o material de trabalho eacute de grande
importacircncia na extrusatildeo da peccedila O lubrificante deve aceitar altas pressotildees da ordem de 2000
Nmm2 na extrusatildeo do accedilo para minimizar o atrito entre a ferramenta e o material sob
deformaccedilatildeo Os processos de ensaboamento e aplicaccedilatildeo de bissulfeto de molibdecircnio satildeo
largamente utilizados em geratrizes obtidas em prensas de muacuteltiplos estaacutegios mecacircnicas ou
hidraacuteulicas
Quando comparado a outros processos a extrusatildeo a frio apresenta as seguintes vantagens
[15]
Grande economia de mateacuteria-prima
Possibilidade de produzir peccedilas de geometria complexa com tempo reduzido de processo
(figura 3)
Grande precisatildeo de medidas e geometrias com elevada qualidade superficial
Melhoria das caracteriacutesticas mecacircnicas das peccedilas extrudadas a frio mediante
aproveitamento do aumento de dureza e do fibramento mecacircnico favoraacutevel
Figura 3 ndash Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio [16]
28
22 FERRAMENTA PARA EXTRUSAtildeO A FRIO
As ferramentas de extrusatildeo a frio satildeo normalmente compostas por punccedilotildees responsaacuteveis
pela compressatildeo da mateacuteria-prima matrizes superior e inferior e aneacuteis de cintamento os quais
tecircm papel importante no controle das dimensotildees do extrudado e na vida uacutetil da matriz As
figuras 4a e 4b ilustram dois exemplos de conjuntos de ferramentais utilizados sejam eles em
prensas hidraacuteulicas ou excecircntricas
a) b)
Figura 4 ndash Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior
b) Sistema de extraccedilatildeo inferior [13]
A estrutura tiacutepica das ferramentas de extrusatildeo a frio considera aleacutem das matrizes que
proporcionam a geometria final da peccedila punccedilotildees extratores e aneacuteis de cintamento Os aneacuteis de
cintamento satildeo responsaacuteveis pelo preacute-tensionamento da ferramenta onde a mesma eacute colocada
em estado de tensotildees compressivas com o objetivo de reduzir o ponto de tensatildeo maacutexima apoacutes
a aplicaccedilatildeo dos esforccedilos de extrusatildeo Estes componentes satildeo fabricados em accedilos raacutepido accedilos-
ferramenta agrave diferentes durezas ou mesmo metal-duro
221 Punccedilotildees
Os punccedilotildees podem ser divididos em dois grupos principais
a) punccedilotildees simples ndash tecircm a funccedilatildeo de pressionar o material em direccedilatildeo agraves paredes da matriz
O criteacuterio fundamental para escolha de materiais para este tipo de punccedilatildeo eacute a alta resistecircncia agrave
compressatildeo Accedilos como D2 Vanadis 4 e S290 da Bohler-Uddeholm satildeo indicados
29
b) punccedilotildees de recalque - aleacutem de comprimir o material em direccedilatildeo agrave matriz inferior tambeacutem
tecircm a funccedilatildeo de conformar a cabeccedila do extrudado Os materiais destes punccedilotildees devem aleacutem
de apresentar alta resistecircncia agrave compressatildeo possuir grande resistecircncia ao desgaste Accedilos como
K340 K390 M2 S390 (Bohler-Uddeholm) e VF 800AT (Villares) satildeo exemplos de aplicaccedilotildees
para esta classe de punccedilatildeo
Punccedilatildeo de furaccedilatildeo eacute o componente que penetra na furaccedilatildeo de uma peccedila ciliacutendrica oca e
fornece a forma agrave parede interna de uma peccedila tubular Este punccedilatildeo estaacute sujeito ao desgaste e agrave
alta solicitaccedilatildeo de compressatildeo portanto o material selecionado para esta ferramenta deve
apresentar alta resistecircncia ao desgaste e elevado limite de escoamento Os accedilos AISI M2 S790
e K360 satildeo largamente utilizados O punccedilatildeo extrator conforma a base da peccedila e geralmente eacute
utilizado tambeacutem para extrair a peccedila para fora da matriz
No caso de punccedilotildees para extrusatildeo a frio deve ser considerado que devido aos esforccedilos a
que estatildeo submetidos a ruptura ocorre com maior frequecircncia quanto maior for a relaccedilatildeo (hz
Oslashinterno) onde hz eacute a profundidade da perfuraccedilatildeo e Oslashinterno o diacircmetro interno Na produccedilatildeo em
seacuterie se deve respeitar para os accedilos a relaccedilatildeo hz Oslashinterno lt 25
A norma VDI 3186 [17] recomenda a seguinte sequecircncia para o dimensionamento de um
punccedilatildeo seja de recalque ou furaccedilatildeo
a) determinaccedilatildeo da pressatildeo conf as normas VDI 3185[18] vols1 2 e 3 e 3138 vol 2 [19]
b) projeto da forma externa e das medidas
c) escolha de um material para ferramenta adequado levando em consideraccedilatildeo a tenacidade
exigida a durabilidade os custos e as possibilidades da produccedilatildeo
A folga entre o punccedilatildeo e a matriz normalmente eacute dimensionada entre 002 e 005 mm para
processos a frio Este paracircmetro tem grande importacircncia pois deve sempre permitir o aumento
do diacircmetro do punccedilatildeo pela deformaccedilatildeo elaacutestica
222 Matrizes
As matrizes de extrusatildeo satildeo as ferramentas responsaacuteveis pela definiccedilatildeo da geometria da
seccedilatildeo transversal do produto extrudado Devido aos esforccedilos de extrusatildeo as matrizes satildeo
submetidas a tensotildees internas elevadas Assim devem ser projetadas e construiacutedas com
materiais que apresentem elevada resistecircncia agrave compressatildeo bem como elevada tenacidade
Os accedilos ferramenta satildeo classificados de acordo com suas caracteriacutesticas metaluacutergicas
principais ou de acordo com sua aplicaccedilatildeo A classificaccedilatildeo do American Iron and Steel Institute
30
(AISI) eacute a mais utilizada pela induacutestria de ferramentaria e tem se mostrado uacutetil para a seleccedilatildeo
do produto Apesar de existirem diversos tipos de accedilos ferramenta normatizados
internacionalmente para inuacutemeras aplicaccedilotildees e solicitaccedilotildees a induacutestria trabalha com uma gama
reduzida de opccedilotildees Satildeo preferidos aqueles que possuem suas propriedades e desempenhos
consagrados ao longo do tempo como por exemplo os accedilos AISI H13 AISI D2 e AISI M2
Contudo fabricantes tecircm sugerido ao mercado ligas de accedilo que trazem benefiacutecios agraves aplicaccedilotildees
tais como CALDIE K340 (Bohler-Uddeholm) e Cryodur 2379 (Schmolz-Bickenbach)
As normas VDI 3176 [20] e VDI 3186 [21] apresentam os criteacuterios para dimensionamento
de matrizes de extrusatildeo
Para o projeto das matrizes devem ser considerados dois aspectos principais
1) A tensatildeo e a forccedila de extrusatildeo exigidas
2) O projeto e a geometria das matrizes e aneacuteis de cintamento
Geralmente as matrizes de extrusatildeo satildeo submetidas a elevadas tensotildees que normalmente
natildeo satildeo suportadas pelos materiais empregados em sua fabricaccedilatildeo Por isso as matrizes satildeo
geralmente preacute-tensionadas atraveacutes do uso de aneacuteis de cintamento de modo a aumentar sua
resistecircncia agrave tensatildeo radial na cavidade da matriz
Aleacutem do uso de aneacuteis de cintamento podem-se adotar variados procedimentos para a
construccedilatildeo das matrizes os quais satildeo mostrados na figura 5
lsquo Figura 5 ndash Formas construtivas para matrizes de extrusatildeo direta [20]
31
223 Estado de tensotildees
No processo de extrusatildeo existe na zona de deformaccedilatildeo um estado triaxial de tensotildees [22]
Na extrusatildeo de peccedilas com simetria axial as trecircs tensotildees principais satildeo
bull Tensatildeo axial σz
bull Tensatildeo radial σr
bull Tensatildeo tangencial σt
Atraveacutes da Teoria Elementar da Plasticidade pode-se avaliar qualitativamente a relaccedilatildeo que
existe entre as tensotildees principais A figura 6 mostra a distribuiccedilatildeo de tensotildees para o caso de
uma extrusatildeo direta de geratriz com furo interno
Figura 6 ndash Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo [22]
Pela Teoria de Escoamento de Tresca pode-se calcular a tensatildeo radial σr que seraacute a tensatildeo
atuante na parede lateral da cavidade da matriz Este valor eacute importante para o caacutelculo dos aneacuteis
de cintamento da ferramenta de extrusatildeo A tensatildeo axial σz eacute calculada em funccedilatildeo da forccedila de
extrusatildeo
224 Aneacuteis de cintamento
A tensatildeo radial resultante na cavidade das matrizes durante a extrusatildeo atinge niacuteveis que
muitas vezes podem ultrapassar o limite elaacutestico dos materiais empregados em sua fabricaccedilatildeo
Pode-se aumentar a capacidade de resistecircncia agraves tensotildees internas dessas matrizes utilizando-se
um anel de cintamento mediante a prensagem a frio do nuacutecleo ou pela dilataccedilatildeo teacutermica do
anel de cintamento Entatildeo eacute exercida uma pressatildeo axial sobre a superfiacutecie de contato que coloca
o nuacutecleo sob preacute-tensotildees tangenciais e radiais
Quando a resistecircncia agrave pressatildeo de uma ferramenta com preacute-tensatildeo simples for insuficiente
pode-se alcanccedilar uma elevaccedilatildeo da resistecircncia com um segundo anel de cintamento sempre se
32
observando que natildeo eacute permitido ultrapassar os limites elaacutesticos do nuacutecleo e dos aneacuteis Um
aspecto de grande importacircncia destacado para o projeto das matrizes refere-se ao
dimensionamento dos aneacuteis de cintamento [21] A resistecircncia do anel de cintamento eacute dada
pelas suas dimensotildees tensatildeo de escoamento e dureza do material Os materiais normalmente
empregados para os aneacuteis devem apresentar boa tenacidade e ductilidade a dureza de utilizaccedilatildeo
deve ser menor que as matrizes responsaacuteveis pela formaccedilatildeo da peccedila proporcionando o
comportamento elaacutestico da ferramenta Quanto mais afastado do nuacutecleo da ferramenta menor
seraacute a dureza do anel O anel dos sistemas simples apresenta uma dureza aproximada de 48
HRC Para os sistemas duplos o anel interno eacute endurecido dentro de uma faixa de 52-54 HRC
e o anel externo na faixa de 46-48 HRC Os accedilos utilizados para a fabricaccedilatildeo dos aneacuteis variam
entre AISI S1 AISI H13 VMO e W360 (Bohler-Uddeholm)
A tabela 2 mostra a recomendaccedilatildeo para a quantidade de aneacuteis a serem aplicados em uma
ferramenta de acordo com a tensatildeo radial na cavidade O esquema da ferramenta eacute mostrado na
figura 7
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo [20]
Tabela 2 ndash Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento [20]
Tensatildeo radial (σr)
Nmm2
Nuacutemero de aneacuteis
requeridos Dd Diacircmetro de montagem
σr lt 1000
1000 lt σr lt 1600
1600 lt σr lt 2200
2200 lt σr
nenhum
um
dois
trecircs
4 a 5
4 a 6
4 a 6
4 a 6
d1=dA D=dA2B
d1=09radic119863 119889 d2=09radic119863 1198891
33
Onde A eacute uma constante calculada pela equaccedilatildeo (1) [23]
A = [12 (1 + 1119861 ) minus 119880]12 eq (1)
sendo 119861 = 119896119891119898119886119905119903119894119911119896119891119888119894119899119905 e 119880 = 120590119903119896119891119898119886119905119903119894119911
A interferecircncia diametral para montagem dos componentes representadas por z1 e z2 eacute dada
pelas equaccedilotildees (2) e (3)
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) eq (2)
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) eq (3)
sendo 119861119888 = 11989611989111988811989411989911990511198961198911198881198941198991199052 e Ac eacute calculado pela equaccedilatildeo (1) em funccedilatildeo de Bc
Deve-se destacar que para cada caso de porta-ferramentas de prensa devido ao uso de
conjuntos padronizados o diacircmetro D poderaacute variar Desta forma os caacutelculos dos demais
diacircmetros de interferecircncia devem ser considerados a partir desta restriccedilatildeo
A geometria das superfiacutecies de contato entre os aneacuteis pode ser ciliacutendrica ou cocircnica Para
grandes interferecircncias prefere-se a forma cocircnica que facilita bastante a montagem da matriz
com os aneacuteis Deve-se verificar especialmente no caso de superfiacutecies cocircnicas que o nuacutecleo natildeo
seja expulso pelas forccedilas de prensagem extraccedilatildeo ou separaccedilatildeo
A figura 8 apresenta o criteacuterio para a escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de
interferecircncia de acordo com a relaccedilatildeo entre o comprimento e o diacircmetro da matriz
225 Dimensionamento de punccedilotildees e matrizes
Devido aos esforccedilos desenvolvidos durante a conformaccedilatildeo a frio de engrenagens
basicamente de extrusatildeo e recalque as ferramentas mais solicitadas satildeo os punccedilotildees e as
matrizes
De um modo geral no projeto dessas ferramentas deve-se considerar
a) as matrizes devem possuir anel de cintamento simples ou muacuteltiplo conforme solicitaccedilatildeo
b) os punccedilotildees devem ser os mais curtos possiacuteveis para evitar flambagem
34
c) na extrusatildeo o punccedilatildeo deve ser cuidadosamente guiado sobre a matriz para evitar
excentricidade
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia [20]
A fim de evitar sobrecargas das ferramentas de extrusatildeo eacute sugerida a pressatildeo real limite para
matrizes e punccedilotildees [24]
a) valores-limite para a tensatildeo radial (σr) na cavidade das matrizes
sem anel de cintamento σr lt 1000 Nmm2
com anel de cintamento simples e nuacutecleo de accedilo σr lt 1600 Nmm2
com anel de cintamento simples e nuacutecleo de metal duro σr lt 1500 Nmm2
com anel de cintamento duplo e nuacutecleo de accedilo σr lt 2200 Nmm2
com anel de cintamento duplo e nuacutecleo de metal duro σr lt 2000 Nmm2
b) valores-limite para a tensatildeo axial (σz) em punccedilotildees de recalque e furaccedilatildeo
punccedilotildees em accedilo-ferramenta σz lt 1800 Nmm2
punccedilotildees para extrusatildeo a frio em accedilo raacutepido altamente ligado σz lt 2500 Nmm2
226 Revestimentos para ferramentas de extrusatildeo
A extrusatildeo direta de perfis de engrenagens envolve grande quantidade de energia de
deformaccedilatildeo devido ao atrito o que provoca um desgaste excessivo nas paredes da cavidade da
matriz Considerando a estabilidade de geometria necessaacuteria para engrenagens automotivas o
desgaste ocorrido em matrizes de extrusatildeo em uma produccedilatildeo seriada pode prejudicar a
funcionalidade do produto em sua aplicaccedilatildeo A soluccedilatildeo utilizada em larga escala para minimizar
35
o desgaste eacute o aumento da dureza superficial atraveacutes da deposiccedilatildeo de filme fino Estes filmes
satildeo formados normalmente por materiais ceracircmicos de alta dureza
Segundo estudos realizados por Vetter (1996) [25] os revestimentos satildeo beneacuteficos natildeo
apenas para diminuir o desgaste de ferramentas mas tambeacutem melhorar a qualidade superficial
do produto extrudado aumentar a produtividade e diminuir o uso de lubrificantes
Os filmes mais utilizados em ferramentas de extrusatildeo a frio satildeo aplicados pelo meacutetodo de
deposiccedilatildeo fiacutesica de vapor (PVD - Physical Vapor Deposition) A aplicaccedilatildeo de revestimentos
por este meacutetodo eacute realizada a temperaturas na faixa de 250degC a 500degC permitindo que os
substratos natildeo percam suas propriedades mecacircnicas devido a um alto aquecimento O processo
PVD consiste em evaporar o material soacutelido por aquecimento atraveacutes de feixe de eleacutetrons ou
por iacuteons positivos e depositaacute-lo no substrato [26]
A maioria dos revestimentos aplicados por PVD eacute formada por DLC (Diamond Like
Carbon) nitretos (ex TiN CrN TiNAl) carbetos (ex TiC CrC) oacutexidos (ex alumina) ou
ainda uma combinaccedilatildeo destes como o TiCNAl A espessura de deposiccedilatildeo do filme varia entre
4 μm e 6 μm O revestimento utilizado nas ferramentas envolvidas neste trabalho tem o nome
comercial de Advanced Alcrona fornecido pela Oerlikon Balzers
A camada Advanced significa uma base obtida por nitretaccedilatildeo gasosa a qual aumenta a
dureza de superfiacutecie e sua resistecircncia agrave compressatildeo O revestimento Alcrona PRO fornece alta
estabilidade teacutermica proteccedilatildeo contra o desgaste abrasivo e alta dureza [27]
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO
A forccedila de extrusatildeo direta ou indireta eacute calculada pela equaccedilatildeo (4) 119865 = 1198600119896119891119898120593120578119865 eq (4)
O fator de rendimento (120578119865) varia entre 04 para geometrias mais complexas com pequenas
deformaccedilotildees e 07 para geometrias simples com grandes deformaccedilotildees [28]
Para casos em que a matriz apresenta acircngulos de transiccedilatildeo entre geometrias que facilitam o
escoamento a forccedila de extrusatildeo pode ser calculada pela equaccedilatildeo (5) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (5)
A expressatildeo final apoacutes o sinal de adiccedilatildeo da equaccedilatildeo (5) representa a forccedila de atrito entre o
material extrudado e a parede da matriz
36
O trabalho de extrusatildeo eacute dado pelas equaccedilotildees (6) e (7)
119879119903 = 119865 119878119882 eq (6)
Onde SW = h0 - hk eq (7)
231 Aumento de temperatura por trabalho de extrusatildeo
Durante a extrusatildeo ocorre a transformaccedilatildeo do trabalho de extrusatildeo em aumento de
temperatura Esse aumento de temperatura devido ao trabalho de extrusatildeo (120599119862) eacute calculado pela
equaccedilatildeo (8) 120599119862 = 119896119891120593119888119872 120588 119886 eq (8)
onde a eacute a parcela de energia transformada em calor
Pela teoria da definiccedilatildeo desta expressatildeo a perda na distorccedilatildeo da rede cristalina devido agrave
austenita retida e natildeo transformada em calor eacute de 10 [22]
24 O ATRITO NA EXTRUSAtildeO A FRIO
Nas uacuteltimas deacutecadas uma explicaccedilatildeo fiacutesica para o comportamento do atrito foi definida
como ldquoTeoria Adesivardquo Esta teoria define que a aacuterea de contato verdadeira eacute uma pequena
parcela da aacuterea de contato aparente A aacuterea de contato verdadeira eacute formada pela rugosidade
desta forma com o aumento das forccedilas de extrusatildeo maior eacute a contribuiccedilatildeo da rugosidade no
contato entre superfiacutecies [29] Em operaccedilotildees de extrusatildeo o atrito tem grande influecircncia devido
ao seu efeito sobre as forccedilas de conformaccedilatildeo mecacircnica (ou energia) e escoamento de material
na cavidade da matriz assim como a qualidade do produto e a vida uacutetil da ferramenta A
precisatildeo dos modelos de atrito eacute ainda desconhecida e torna complexa a definiccedilatildeo de um modelo
uacutenico que inclua todos os paracircmetros de deformaccedilatildeo para todas as operaccedilotildees de conformaccedilatildeo
mecacircnica Erinosho e Akinlabi (2016) [30] estudaram o efeito do atrito na aacuterea de contato
deformada durante operaccedilotildees de conformaccedilatildeo
O atrito eacute um dos paracircmetros mais significativos a serem considerados na extrusatildeo direta
devido ao escoamento de material ocorrer ao longo da cavidade da matriz entatildeo a contribuiccedilatildeo
da energia necessaacuteria ao esforccedilo final pode ser alta Domiacutenguez e Claver (2015) [31]
conduziram estudos por simulaccedilatildeo numeacuterica com o software DEFORM para investigar os
efeitos do atrito no processo de extrusatildeo direta utilizando o accedilo AISI 1010 A figura 9 mostra a
geometria da geratriz e matriz de extrusatildeo utilizados na simulaccedilatildeo numeacuterica computacional
37
Figura 9 ndash Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional [31]
O atrito tem efeito importante sobre os esforccedilos resultantes na extrusatildeo direta A forccedila devido
ao atrito resultante do processo de extrusatildeo eacute obtida pela equaccedilatildeo (9)
Ff = Fc + Fd eq (9)
Quando a geratriz eacute pressionada ao longo da cavidade da matriz na extrusatildeo direta a forccedila
de extrusatildeo eacute diretamente relacionada agrave forccedila devido ao atrito entre as paredes da cavidade da
matriz superior e a geratriz (Fc) e entre a matriz de extrusatildeo e a geratriz (Fd)
Para avaliar esta influecircncia duas condiccedilotildees extremas foram consideradas na simulaccedilatildeo
computacional o fator de atrito maacuteximo (m = 1) e a condiccedilatildeo de atrito ausente (m = 0) Assim
com as forccedilas de extrusatildeo resultantes das duas situaccedilotildees limite o efeito da forccedila devido ao atrito
pocircde ser obtido e analisado Na figura 10 o efeito da forccedila devido ao atrito eacute representado pelo
caacutelculo da diferenccedila entre as forccedilas resultantes das duas condiccedilotildees limites para a extrusatildeo direta
Figura 10 ndash Forccedila devido ao fator de
atrito (m) na extrusatildeo direta [31]
38
A teoria de Amontons-Coulomb eacute aplicada para o caacutelculo da tensatildeo de cisalhamento (τ)
entre a geratriz e as paredes da matriz nos processos de extrusatildeo [32] A lei do atrito de Coulomb
utiliza o coeficiente de atrito (μ) para quantificar a interface de atrito e eacute expressa pela equaccedilatildeo
(10) 120591 = 120583 119875 para 0le 120583 le0577 eq (10)
onde P eacute a tensatildeo normal de contato entre as superfiacutecies
A tabela 3 mostra valores referenciais de atrito para a extrusatildeo direta
Tabela 3 ndash Valores referenciais para o coeficiente de atrito micro [33]
Descriccedilatildeo do processo Extrusatildeo direta
Peccedilas maciccedilas Peccedilas com furaccedilatildeo
Coeficiente de atrito (micro) 004 a 008 01 a 0125
Neste trabalho o valor utilizado para o coeficiente de atrito para o caacutelculo da forccedila de
extrusatildeo foi 01
A teoria da adesatildeo determina que a tensatildeo de cisalhamento maacutexima na interface de contato
entre o material e a matriz eacute a tensatildeo limite de elasticidade do material em cisalhamento puro
[34] Contudo nos processos de extrusatildeo em geral a tensatildeo normal de contato entre o material
e a ferramenta pode superar este valor Entatildeo uma vez atingida a tensatildeo de escoamento em
cisalhamento do material um aumento no valor da tensatildeo normal implica em diminuiccedilatildeo do
atrito Neste caso em que altas tensotildees de contato estatildeo envolvidas o atrito deve ser expresso
pela equaccedilatildeo (11) 119898 = 120591119896 para 0 le 119898 le 1 eq (11)
onde m eacute o fator de atrito e k eacute a tensatildeo limite de elasticidade em cisalhamento puro
Esta forma eacute conhecida como Lei de Prandtl e determina que a tensatildeo de cisalhamento devida
ao atrito eacute independente da tensatildeo de contato entre as superfiacutecies A Lei de Prandtl deve ser
aplicada sempre que as tensotildees de contato sejam elevadas onde o coeficiente de atrito μ deixa
de ter significado fiacutesico
Na extrusatildeo a frio de engrenagens a forccedila devido ao atrito tem alto impacto no aumento das
tensotildees resultantes do ciclo de conformaccedilatildeo do material No desenvolvimento desta tese as
engrenagens analisadas sofrem uma reduccedilatildeo de aacuterea superior agrave 40 o que envolve altas tensotildees
de contato entre a geratriz e as paredes da matriz Desta forma a Lei de Prandtl seraacute adotada
para as anaacutelises de simulaccedilatildeo por elementos finitos onde o fator de atrito seraacute considerado
39
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE
EXTRUSAtildeO A FRIO
O conceito de cintamento das matrizes eacute reconhecido na induacutestria da conformaccedilatildeo e deve
ser entendido neste contexto como tensotildees compressivas (tipicamente radiais) sendo aplicadas
nas ferramentas O objetivo do cintamento das matrizes eacute reduzir o niacutevel de tensotildees criacuteticas as
quais a ferramenta sofreraacute sob o impacto de profundos esforccedilos Quanto mais eficiente o
cintamento mais a matriz seraacute colocada em um estado de tensotildees compressivas como ilustrado
na figura 11
Sendo
a) Tensotildees compressivas nulas onde natildeo haacute preacute-tensionamento da matriz Matrizes
monobloco satildeo um exemplo
b) Moderadas onde haacute a preacute-tensionamento Matrizes com um anel de cintamento podem
ser citadas
c) Alto estado de tensotildees compressivas atraveacutes de alto niacutevel de preacute-tensionamento Neste
caso dois ou mais aneacuteis de cintamento com interferecircncias rigorosas de montagem e materiais
de alta resistecircncia satildeo utilizados
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo [35]
A importacircncia do cintamento aumenta com a carga da ferramenta Quanto maior a carga de
conformaccedilatildeo maiores satildeo os niacuteveis de tensotildees na ferramenta Haacute uma tendecircncia geral em
relaccedilatildeo agraves altas cargas de conformaccedilatildeo nas matrizes de extrusatildeo as quais satildeo uma consequecircncia
derivada do alto grau de acabamento deste processo surgimento de materiais de baixa
conformabilidade alta velocidade de deformaccedilatildeo das peccedilas entre outros Consequentemente
a importacircncia do cintamento de matrizes tem crescido na induacutestria da conformaccedilatildeo mecacircnica
Para uma melhor definiccedilatildeo do cintamento tambeacutem entendido como preacute-tensionamento de
matrizes eacute necessaacuterio verificar o comportamento tensatildeodeformaccedilatildeo da matriz Esta definiccedilatildeo
considera o ciclo completo de carga da matriz de extrusatildeo inclusive o intervalo de tensotildees e
40
seu movimento fiacutesico ou comportamento de deformaccedilatildeo Como visto na figura 12 o ponto de
repouso da matriz de extrusatildeo seraacute a partir de um determinado niacutevel de tensotildees compressivas
o qual eacute definido pela interferecircncia de montagem Quanto maior o niacutevel de preacute-tensionamento
maior a tensatildeo compressiva resultante na matriz Durante o processo de extrusatildeo da peccedila a
matriz eacute tensionada e vai de um estado compressivo de tensotildees ateacute tensotildees de traccedilatildeo O ponto
final do ciclo de extrusatildeo determina o pico maacuteximo de tensotildees pelos quais a matriz passaraacute
durante o processo Apoacutes o maacuteximo estado de tensotildees natildeo haacute cargas sobre a matriz e ela
retorna ao seu estado inicial de preacute-tensionamento A distacircncia entre o ponto de preacute-
tensionamento e o maacuteximo estado de tensotildees determina o intervalo total de tensotildees Quanto
maiores os esforccedilos de extrusatildeo maior o intervalo total de tensotildees
Figura 12 ndash Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo [35]
Simultaneamente com a compressatildeo dos aneacuteis de cintamento a matriz tambeacutem passa por
contraccedilatildeo fiacutesica Quanto maior o preacute-tensionamento maior a contraccedilatildeo da matriz de extrusatildeo
Entretanto a habilidade de comprimir a matriz eacute determinada pelas propriedades do material
da matriz e os demais componentes da ferramenta Sistemas de ferramentas com alta rigidez
defletem menos que sistemas a base de accedilos convencionais Como exemplo o moacutedulo de
Young (E) de uma matriz de WC-Co conhecida como metal duro eacute aproximadamente 22
maior que uma matriz de accedilo sendo respectivamente 460 GPa e 215 GPa Consequentemente
a matriz de WC-Co iraacute defletir em meacutedia 40 menos que uma matriz de accedilo com as mesmas
dimensotildees e cavidade Quanto menor o intervalo de deformaccedilatildeo menor o intervalo de tensotildees
devido agrave reduzida expansatildeo da matriz durante o processo de extrusatildeo
A vida uacutetil de uma matriz ou seja o nuacutemero de ciclos de extrusatildeo ateacute a sua falha por ruptura
depende da interaccedilatildeo entre a forccedila sobre a ferramenta e a sua capacidade de resistecircncia agrave carga
A forccedila sobre matrizes de extrusatildeo eacute determinada pelo nuacutemero de interaccedilotildees entre paracircmetros
41
tais como tipo de processo de extrusatildeo lubrificaccedilatildeo temperatura propriedades do material da
geratriz perfil da geratriz geometria do extrudado e estaacutegios de conformaccedilatildeo A figura 13
representa uma matriz de extrusatildeo de engrenagem montada com um anel de cintamento
Figura 13 ndash Matriz de extrusatildeo com um anel de cintamento Fonte Do autor
A tarefa de todo o projetista de extrudados eacute manter a carga sobre a ferramenta de extrusatildeo
em um niacutevel moderado de forma a obter um bom desempenho de processo incluindo alta e
previsiacutevel vida uacutetil das ferramentas de extrusatildeo O preacute-tensionamento eacute um paracircmetro de
desenvolvimento efetivo para conseguir sistemas de ferramentas de alto desempenho sendo
que este paracircmetro influencia diretamente o comportamento tensatildeodeformaccedilatildeo da matriz de
extrusatildeo O preacute-tensionamento oacutetimo da matriz pode ser atingido no equiliacutebrio entre a rigidez
da mesma e os demais componentes da ferramenta bem como o correto niacutevel de interferecircncia
Em linhas gerais quanto menores as tensotildees de traccedilatildeo sob o ponto maacuteximo da carga de
processo menor seraacute o comportamento de deformaccedilatildeo da matriz de extrusatildeo e melhor seraacute a
condiccedilatildeo de alto desempenho da ferramenta Aleacutem disso sistemas de ferramentas de alta rigidez
reduzem consideravelmente a variaccedilatildeo dimensional da matriz com o objetivo de melhorar a
precisatildeo da peccedila extrudada e reduzir desvios dimensionais
A figura 14 e ilustra as principais caracteriacutesticas da natureza complexa de ferramentas de
extrusatildeo de alta performance
42
Figura 14 ndash Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo [16]
Em princiacutepio o preacute-tensionamento pode ser realizado por dois meacutetodos geneacutericos como
mostrado na figura 15 O meacutetodo mais comumente usado eacute o que considera o aquecimento dos
aneacuteis externos agrave matriz onde o anel de cintamento eacute expandido (por exemplo agrave 400ordmC) e
montado na matriz de extrusatildeo O preacute-tensionamento eacute entatildeo o efeito resultante de
encolhimento do anel de cintamento apoacutes seu resfriamento e consequente fechamento sobre a
superfiacutecie externa da matriz de extrusatildeo Este meacutetodo eacute largamente utilizado na induacutestria de
conformaccedilatildeo sendo limitado pelo coeficiente de expansatildeo bem como a tensatildeo de escoamento
do material aplicado no anel de cintamento
O outro meacutetodo eacute o preacute-tensionamento por compressatildeo a frio onde a matriz de extrusatildeo eacute
inserida no anel de cintamento com o auxiacutelio de uma prensa de montagem A principal limitaccedilatildeo
da montagem por compressatildeo a frio eacute a tensatildeo de escoamento dos materiais da matriz de
extrusatildeo e o anel de cintamento A utilizaccedilatildeo de lubrificantes nas interfaces dos aneacuteis de
cintamento e matrizes eacute importante para a integridade dos componentes da ferramenta
Figura 15 ndash Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) [36]
43
O comportamento tensatildeodeformaccedilatildeo do sistema da ferramenta pode ser influenciado pelo
aumento da massa e mais efetivamente pela alteraccedilatildeo das propriedades dos materiais do
sistema da ferramenta O uso de WC-Co para a matriz de extrusatildeo eacute a forma mais efetiva de
aumentar a rigidez global do sistema da ferramenta devido ao alto ponto do moacutedulo de Young
Uma abordagem alternativa para obter ferramentas de extrusatildeo de alta rigidez seria integrar
materiais com WC-Co como parte do sistema de preacute-tensionamento por exemplo fabricar o
anel interno do sistema duplo de aneacuteis com este material
O sistema de preacute-tensionamento de matrizes por enrolamento de tiras de accedilo desenvolvido
pela empresa STRECON faz uso desta estrateacutegia Aleacutem da utilizaccedilatildeo de aneacuteis de cintamento
com moacutedulo de Young elevado a teacutecnica consiste em ldquoenrolarrdquo tiras de accedilo de 01 mm de
espessura sobre o nuacutecleo da ferramenta colocando-o sobre profundo estado de tensotildees
compressivas As tiras de accedilo mantecircm o comportamento elaacutestico ateacute tensotildees de 2000 Nmm2
As interferecircncias de montagem satildeo superiores agraves utilizadas em aneacuteis de cintamento
convencionais sendo de 07 a 11 [37] A figura 16 ilustra a estrutura do sistema por
enrolamento de tiras STRECON
Figura 16 ndash Representaccedilatildeo de ferramenta montada com sistema STRECON [38]
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO
Accedilos ao boro satildeo largamente utilizados em componentes de alta resistecircncia A presenccedila de
pequenos teores de boro em accedilos com 02 a 04 de carbono permite obter uma temperabilidade
meacutedia ideal para obtenccedilatildeo dos valores necessaacuterios de dureza e resistecircncia apoacutes tecircmpera
principalmente em peccedilas de pequena seccedilatildeo O boro eacute adicionado aos accedilos em pequenas
quantidades (ppm) para aumentar a sua conformabilidade e temperabilidade evitando a
nucleaccedilatildeo da ferrita atraveacutes de sua segregaccedilatildeo nos contornos de gratildeo da austenita Embora
exista uma incerteza enquanto ao teor ideal de boro sobre a efetividade na temperabilidade
pode se dizer que este valor estaacute entre 10 e 30 ppm sendo o teor oacutetimo entre 15 e 20 ppm
Anel de cintamento interno Matriz de extrusatildeo
Tiras de accedilo Anel de cintamento
externo
44
Dentre os accedilos utilizados na fabricaccedilatildeo de elementos de fixaccedilatildeo e engrenagens o SAE
10B22 o qual eacute utilizado no desenvolvimento desta tese tem grande aplicaccedilatildeo substituindo
accedilos de meacutedio carbono ou os convencionais baixa liga como o SAE 5135 Sua composiccedilatildeo
quiacutemica contendo boro e um teor consideraacutevel de manganecircs atribui a esta liga boa
temperabilidade e excelente resposta agrave processos termoquiacutemicos como cementaccedilatildeo e
carbonitretaccedilatildeo combinando desta forma as propriedades de dureza e resistecircncia ao desgaste
com tenacidade e ductilidade [39]
Resultados de ensaios mecacircnicos para um accedilo ABNT 1020 com teores de boro na condiccedilatildeo
de laminado a quente demonstram que as propriedades mecacircnicas natildeo sofreram alteraccedilatildeo
significativa com exceccedilatildeo do limite de escoamento que diminui cerca de 4 em relaccedilatildeo ao
accedilo sem boro A diminuiccedilatildeo do limite de escoamento juntamente com a natildeo alteraccedilatildeo
significativa das outras propriedades sugere usos especiacuteficos para esses accedilos devido a sua maior
fase plaacutestica como por exemplo para peccedilas que necessitam de extrusatildeo a frio [40]
O SAE 10B22 estaacute entre os accedilos baixo carbono utilizados para extrusatildeo a frio e com
elementos liga para cementaccedilatildeo Este accedilo eacute amplamente utilizado na extrusatildeo a frio para a
produccedilatildeo de engrenagens eixos parafusos e demais peccedilas onde haacute exigecircncia de dureza
superficial obtida pelo processo de cementaccedilatildeo ou carbonitretaccedilatildeo As curvas de escoamento
verdadeiras do SAE 10B22 foram simuladas pelo software JMatPro o qual tem a capacidade
de calcular uma variedade de propriedades de materiais de ligas metaacutelicas [41] As curvas foram
simuladas nas temperaturas 20degC 100degC 200degC e 300degC e velocidades de deformaccedilatildeo 001 s-
1 1 s-1 e 10 s-1 Satildeo mostradas nas figuras 17 18 e 19 A tabela 4 informa a composiccedilatildeo quiacutemica
utilizada como dado de entrada para a geraccedilatildeo dos resultados Os valores calculados pelo
software de acordo com a sua composiccedilatildeo quiacutemica informada ANEXOS A B e C foram
utilizados para traccedilar as curvas
Considerando a temperatura de 20degC a simulaccedilatildeo das curvas revela tensotildees de escoamento
de 1701 Nmm2 1905 Nmm2 e 2012 Nmm2 para as respectivas velocidades de deformaccedilatildeo
001 s-1 1 s-1 e 10 s-1 quando a deformaccedilatildeo verdadeira eacute igual agrave zero
Tabela 4 ndash Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro [41]
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 0232 0893 0242 0180 008 0042 00059 0233 00015 0008 0020
45
Figura 17 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1
Fonte JMatPro [41]
Figura 18 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1 Fonte JMatPro [41]
00
1000
2000
3000
4000
5000
6000
7000
00
020
040
060
080
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
460
480
500
600
70
Ten
satildeo
de
esco
amen
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
00
1000
2000
3000
4000
5000
6000
7000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
man
ento
(k
f) [
Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
46
Figura 19 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro [41]
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS
Neste capiacutetulo seraacute abordada a forma em que os requisitos sobre a geometria das engrenagens
devem ser especificados e o entendimento dos meacutetodos utilizados para controlar a geometria
das engrenagens Seraacute dada ecircnfase agrave norma ISO 1328 partes 1 e 2 [42] [43] a qual eacute comumente
utilizada para classificaccedilatildeo de engrenagens
271 Normas para especificaccedilatildeo de engrenagens
As normas especiacuteficas para o controle de toleracircncias geomeacutetricas de engrenagens satildeo
publicadas pelos mais diversos sistemas de normas segundo a competitividade no mercado
para este tipo de aplicaccedilatildeo Eacute o cliente que opta pela norma que melhor atende as suas
necessidades encontrando a sua disposiccedilatildeo uma seacuterie de documentos que tratam do assunto
dentre estes se podem citar ISO AGMA DIN JIS BSI ABNT e outras No Brasil as normas
da ABNT em alguns aspectos como definiccedilotildees de partes funcionais e paracircmetros geomeacutetricos
se assemelham agrave ISO 1328 o que jaacute natildeo ocorre com as normas AGMA por esta apresentar uma
estrutura simboacutelica proacutepria que em muito se diferencia da ISO e ABNT
Na tabela 5 haacute uma seleccedilatildeo das mais importantes normas utilizadas sendo que suas
principais diferenccedilas se referem
00
1000
2000
3000
4000
5000
6000
7000
8000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
amen
to (
kf)
[Nm
m2]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
47
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos [44]
NORMA ASSUNTO
ISO 1328 ndash 1 e 2 (20131997) Engrenagens Ciliacutendricas ndash Sistema de
precisatildeo ISO
AGMA ndash 2000-A88 (1988) Manual de Inspeccedilatildeo e Classificaccedilatildeo de
Engrenagens
DIN - 3962 (1978) Toleracircncias para Dentes de Engrenagens
Ciliacutendricas
JIS - B 1702 (1976) Precisatildeo para Engrenagens Retas e
Helicoidais
BSI - BS 436 (1986) Engrenagens Retas e Helicoidais ndash Forma
baacutesica Passo e Precisatildeo
ABNT - NBR10095 (1989) Engrenagem Ciliacutendrica de Evolvente ndash
Precisatildeo Dimensional
272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328
A ISO 1328 trata das toleracircncias geomeacutetricas de engrenagens ciliacutendricas de dentes retos
fornecendo limites para os principais paracircmetros caracteriacutesticos da geometria das engrenagens
a serem controladas e delimita para cada tipo de aplicaccedilatildeo os erros maacuteximos permissiacuteveis Esta
norma tambeacutem trata dos desvios das engrenagens associados aos paracircmetros caracteriacutesticos
tomados isoladamente e dos desvios das engrenagens do ponto de vista funcional ou seja
avalia conjuntamente todos os desvios isolados eventualmente existentes nas superfiacutecies das
engrenagens
Duas satildeo as vantagens da referida norma uma eacute a sua associaccedilatildeo com materiais didaacuteticos de
grande reconhecimento neste campo de atuaccedilatildeo [45] [46] o que a torna de faacutecil compreensatildeo e
menos propensa a erros de interpretaccedilatildeo e a outra eacute que seu conteuacutedo estaacute de acordo com o
Sistema Internacional de Unidades [47] que eacute o sistema oficialmente reconhecido no Brasil
A norma cita paracircmetros caracteriacutesticos os quais satildeo elementos de controle da geometria das
engrenagens Devido a fenocircmenos de fabricaccedilatildeo que posteriormente seratildeo detalhados as
superfiacutecies das engrenagens sofrem variaccedilotildees em relaccedilatildeo a sua geometria considerada ideal
Estes desvios de acordo com as suas dimensotildees tornam-se de difiacutecil identificaccedilatildeo e
comprometem a funcionalidade do conjunto coroapinhatildeo
273 Desvios isolados
Os desvios isolados satildeo as variaccedilotildees dos paracircmetros caracteriacutesticos geomeacutetricos que ocorrem
na superfiacutecie das engrenagens Suas principais causas satildeo
48
forma defeituosa do perfil da matriz de extrusatildeo
deficiente lubrificaccedilatildeo durante o processo de extrusatildeo
uso de matrizes com cavidades danificadas ou desgastadas
vibraccedilatildeo excessiva das prensas de extrusatildeo
deformaccedilotildees elaacutesticas das ferramentas de extrusatildeo durante o processo
274 Desvios de passo individual (fpt) acumulado (fpk) e total (Fp)
O desvio de passo individual representado por fpt na figura 20 corresponde a diferenccedila
algeacutebrica entre o passo medido e o correspondente passo teoacuterico de um setor que abranja uma
determinada quantidade inteira de passos (K) Devido agrave facilidade utiliza-se o flanco dos dentes
como referecircncia para a mediccedilatildeo O passo primitivo eacute o comumente avaliado e eacute medido sobre
a circunferecircncia primitiva [48] Pela ISO 1328-1 o passo tambeacutem pode ser medido sobre uma
circunferecircncia de referecircncia que passa pela altura meacutedia dos dentes ou seja o ponto meacutedio
entre o topo e a raiz do dente
O setor avaliado natildeo deve ser maior que 18 da circunferecircncia de referecircncia ou seja 2leKle
Z8 onde Z eacute o nuacutemero de dentes De outra forma o desvio de passo acumulado pode ser
entendido como a soma algeacutebrica dos passos individuais no setor avaliado
O desvio de passo total (Fp) que corresponde ao maacuteximo valor do desvio de passo
acumulado (fpk) de qualquer setor de circunferecircncia em relaccedilatildeo a um determinado flanco de
dente
Figura 20 ndash Desvios de passo das engrenagens [42]
275 Desvios de perfil (Fα ffα fHα)
Na figura 21 o desvio de perfil corresponde ao afastamento do perfil evolvente real obtido
do processo de fabricaccedilatildeo do perfil ideal gerado a partir da respectiva circunferecircncia de bases
49
[49] As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer no ponto meacutedio do comprimento
total do dente
O desvio de perfil eacute caracterizado por trecircs paracircmetros desvio total de perfil (Fα) desvio de
forma de perfil (ffα) e desvio angular de perfil (fHα) Na figura 22 tem-se uma representaccedilatildeo
graacutefica destes desvios A linha sinuosa corresponde ao perfil real detectado pelo sistema de
mediccedilatildeo
Figura 21 ndash Desvio de perfil [42]
No graacutefico de desvio de forma de perfil verifica-se o quanto o perfil real atinge seus limites
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular de
perfil o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico Por
uacuteltimo quando se busca apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama de
desvio total de perfil que possui intrinsecamente os dois resultados anteriores sendo mais
conservativo
Figura 22 ndash Desvios de perfil segundo ISO 1328-1 [42]
50
276 Desvios de linha de flanco (Fβ ffβ fHβ)
A figura 23 mostra o desvio de flanco corresponde ao afastamento do flanco do dente obtido
no processo de fabricaccedilatildeo do flanco resultante da extrusatildeo do perfil evolvente ideal no sentido
axial da engrenagem As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer na altura da
circunferecircncia de referecircncia e no sentido axial
Figura 23 ndash Desvio de linha de flanco [42]
Da mesma forma que o desvio de perfil o desvio da linha de flanco eacute caracterizado por trecircs
paracircmetros desvio total da linha de flanco (Fβ) desvio de forma da linha de flanco (ffβ) e desvio
angular da linha de flanco (fHβ) figura 24 respectivamente A linha sinuosa corresponde ao
flanco real detectado pelo sistema de mediccedilatildeo na altura da circunferecircncia de referecircncia
Figura 24 ndash Desvios da linha de flanco segundo ISO 1328-1 [42]
A interpretaccedilatildeo do desvio da linha de flanco eacute similar ao desvio de perfil Assim do graacutefico
de desvio de forma da linha de flanco verifica-se o quanto o flanco real atinge seus limites
51
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular da
linha de flanco o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico
Por uacuteltimo ao ser necessaacuteria apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama
de desvio total da linha de flanco que possui intrinsecamente os dois resultados anteriores e eacute
mais conservativo
277 Batimento radial (Fr)
O batimento radial (Fr) eacute a maior variaccedilatildeo da distacircncia em relaccedilatildeo ao eixo de giro da
engrenagem de uma esfera ou cone colocado sequencialmente entre os vatildeos da engrenagem
estabelecendo um contato com os flancos dos dentes adjacentes Corresponde a amplitude total
da variaccedilatildeo lida no sistema de mediccedilatildeo quando da verificaccedilatildeo do erro de concentricidade Se
natildeo houvesse irregularidades no dente da engrenagem o batimento radial seria igual ao dobro
do erro de concentricidade (caso existisse) ou seja o erro total de giro [50]
Segundo a norma 1328-2 [43] o batimento radial corresponde agrave amplitude maacutexima dos
desvios individuais (erro detectado em cada vatildeo de dente) figura 25 Verifica-se que os erros
estatildeo distribuiacutedos em torno de uma senoacuteide cuja amplitude corresponde a duas vezes o erro de
concentricidade
Figura 25 ndash Batimento radial [43]
278 Graus de qualidade
Os graus de qualidade variam para cada sistema de norma Na ISO 1328 exceto pelo desvio
composto radial que possui 9 graus de qualidade (4 eacute o grau mais exigente e 12 eacute o menos
exigente) os demais paracircmetros caracteriacutesticos possuem 13 graus de qualidade (0 eacute o grau mais
exigente e 12 eacute o menos exigente) [51]
52
Para classificaccedilatildeo de uma engrenagem com relaccedilatildeo ao seu grau de qualidade alguns
paracircmetros de projeto satildeo considerados pela norma ISO 1328 sendo entre eles o diacircmetro de
referecircncia e o moacutedulo Definidos esses paracircmetros de projeto para cada um dos paracircmetros
caracteriacutesticos jaacute mencionados pode-se estabelecer uma toleracircncia cujo valor dependeraacute do
grau de qualidade selecionado e vice-versa estabelecendo-se a toleracircncia necessaacuteria e obtendo-
se o grau de qualidade Na tabela 6 tem-se um exemplo do grau de qualidade para o desvio
total de perfil (Fα) Para efeito de construccedilatildeo da tabela considerando-se um grau de qualidade
igual a 5 os valores das toleracircncias satildeo determinados empiricamente e aplicados na equaccedilatildeo
(12)
119865prop = 32radic119898119896 + 022radicempty119901 + 07 eq (12)
Os valores de toleracircncias superiores por exemplo para o grau 6 satildeo obtidos a partir da
toleracircncia de grau 5 multiplicado por radic2 as toleracircncias do grau 7 satildeo obtidos a partir das
toleracircncias do grau 6 multiplicado radic2 e assim sucessivamente ateacute o grau 12 Para os valores
inferiores ao grau de qualidade 5 utiliza-se o mesmo raciociacutenio exceto pelo fato de se dividir
cada resultado de toleracircncia por radic2 Assim conclui-se que para melhorar um grau de qualidade
de uma engrenagem basta dividir por radic2 a toleracircncia do determinado grau de qualidade em
questatildeo por quantas vezes se quer melhorar a qualidade do item
Tabela 6 ndash Grau de qualidade para desvio de perfil [43]
Diacircmetro
primitivo
Oslashp (mm)
Moacutedulo
(N)
Grau de qualidade (Q)
0 1 2 3 4 5 6 7 8 9 10 11 12
Fα (μm)
5le Oslashp le20 05leNle2 08 11 16 23 32 46 65 90 130 180 260 370 520
2leNle35 12 17 23 33 47 65 95 130 190 260 370 530 750
20leOslashple50
05leNle2 09 13 18 26 36 50 75 100 150 210 290 410 580
2leNle35 13 18 25 36 50 70 100 140 200 290 400 570 810
35leNle6 16 22 31 44 60 90 120 180 250 350 500 700 990
6leNle10 19 27 38 55 75 110 150 220 310 430 610 870 1230
Ao se tratar da metrologia de engrenagem torna-se agraves vezes muito difiacutecil entender o que
se estaacute medindo caso natildeo se conheccedila o seu processo fiacutesico Tratar os resultados de um relatoacuterio
de um determinado paracircmetro geomeacutetrico apenas como valor numeacuterico com certeza natildeo agrega
valor para melhoria do processo Por exemplo ao se determinar o batimento radial e este
apresentar um valor elevado pode conduzir o metrologista a concluir que os desvios sejam
provenientes de incorreccedilotildees nos dentes mas na verdade pode se tratar de um erro de
53
concentricidade que possui um comportamento senoidal Neste caso interferir no processo para
corrigir imperfeiccedilotildees dos dentes de uma matriz de extrusatildeo seria uma decisatildeo errada pois na
verdade o problema eacute relativo a um erro de concentricidade entre o eixo de rotaccedilatildeo da
engrenagem e a circunferecircncia de base Assim tem-se o conhecimento tecnoloacutegico e a
metrologia fortemente ligados para a soluccedilatildeo de problemas da engenharia
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO
O processo de eletroerosatildeo eacute utilizado na fabricaccedilatildeo de ferramentas em geral e proporciona
reduccedilatildeo de custo tempo de execuccedilatildeo e melhoria de acabamento superficial sendo muitas vezes
o uacutenico processo aplicaacutevel quando os ferramentais jaacute se encontram temperados e revenidos
Entretanto o processo deve ser cuidadosamente controlado em seus paracircmetros de operaccedilatildeo
pois podem causar modificaccedilotildees microestruturais importantes na superfiacutecie usinada
diminuindo a resistecircncia a fratura e induzindo agrave formaccedilatildeo de trincas superficiais que podem se
propagar e promover a fratura catastroacutefica da ferramenta
Assim o processo final de fabricaccedilatildeo do ferramental exige a usinagem de precisatildeo do accedilo
em geometria complexa na condiccedilatildeo de elevada dureza onde os processos convencionais de
usinagem por remoccedilatildeo de cavaco natildeo satildeo mais aplicaacuteveis Nesta etapa o processo de usinagem
por eletroerosatildeo (EDM ndash Electrical Discharge Machining) eacute amplamente aplicado O processo
de eletroerosatildeo se tornou a tecnologia mais importante na induacutestria de manufatura para a
obtenccedilatildeo de formas complexas utilizando o corte a fio ou a penetraccedilatildeo como os procedimentos
mais difundidos Desenvolvido no final da deacutecada de 40 do seacuteculo passado tem sido aceito em
todo o mundo como um processo padratildeo para a fabricaccedilatildeo de ferramentais
Os processos de EDM satildeo largamente utilizados na fabricaccedilatildeo de matrizes de extrusatildeo de
engrenagens Eletroerosatildeo por fio (Wire EDM) bem como por penetraccedilatildeo (Die Sinking) satildeo
responsaacuteveis pela usinagem de eletrodos e fabricaccedilatildeo das cavidades das matrizes
respectivamente e devem possuir um controle de geometria e acabamento eficaz Se a
usinagem de eletrodos apresentar um erro de forma grosseiro este seraacute levado adiante na erosatildeo
por penetraccedilatildeo das matrizes [52]
A EDM eacute um processo teacutermico com um mecanismo complexo de remoccedilatildeo de metal O
mecanismo primaacuterio faz uso da energia que se transforma em energia teacutermica por uma seacuterie
discreta de descargas eleacutetricas que ocorrem entre o eletrodo e a ferramenta imersa em um fluido
dieleacutetrico O sistema gera um canal de plasma entre o caacutetodo e o anodo capaz de levar a
54
temperatura a niacuteveis proacuteximos de 8000 ~ 12000ordmC Como resultado ocorre a vaporizaccedilatildeo e
fusatildeo do metal na superfiacutecie resultando em transformaccedilotildees metaluacutergicas que alteram o perfil de
tensotildees residuais e microestrutural podendo levar ao trincamento e fratura Desta forma a
EDM tem um papel importante na integridade superficial e na vida do ferramental
Os principais processos utilizados na induacutestria de ferramentais satildeo a eletroerosatildeo a fio e a
eletroerosatildeo por penetraccedilatildeo Estes processos satildeo ilustrados na figura 26
Figura 26 ndash Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas [52]
281 Eletrodo para ferramenta de extrusatildeo
Quanto aos materiais a serem utilizados nos eletrodos eacute conhecido que a remoccedilatildeo de material
na eletroerosatildeo eacute dada por evaporaccedilatildeo a altas temperaturas logo deveratildeo ser escolhidos
materiais que suportem tais temperaturas de modo a minimizar o desgaste do eletrodo Por
outro lado o material deve permitir finalizar a peccedila com a qualidade e dimensional requeridos
Para que um material possa ser utilizado no eletrodo teraacute que ser capaz de conduzir corrente
eleacutetrica uma vez que teraacute sempre que existir a passagem de corrente a fim de ser possiacutevel uma
descarga na peccedila tendo como limite maacuteximo de resistividade eleacutetrica 100 Ωcm [53] Outra
qualidade que o material deveraacute possuir seraacute o elevado ponto de fusatildeo dado que o processo
pressupotildee uma transformaccedilatildeo de energia eleacutetrica em energia teacutermica podendo a descarga
eleacutetrica originar temperaturas na ordem dos 20000 ordmC [54] Poreacutem a escolha do material em
relaccedilatildeo ao ponto de fusatildeo deveraacute sempre considerar o material da peccedila a ser usinada Isto eacute se
o material da peccedila tiver um baixo ponto de fusatildeo entatildeo o ponto de fusatildeo do material do eletrodo
tambeacutem natildeo deveraacute ser alto Obviamente outro dos fatores que influenciam a escolha final dos
materiais eacute de natureza financeira O material deve ser o mais viaacutevel economicamente e deve
igualmente ser facilmente fabricado via processos convencionais uma vez que ambos estes
fatores vatildeo influenciar diretamente no custo final do eletrodo Consequentemente no custo da
matriz
55
O cobre eacute reconhecido entre outras qualidades pela sua oacutetima conduccedilatildeo eleacutetrica
oferecendo no entanto alguns problemas no esmerilhamento e no fresamento devido ao
substancial nuacutemero de rebarbas Revela-se um material estaacutevel em condiccedilotildees de descarga
eleacutetrica sendo um material que no accedilo-ferramenta utilizado em matrizes de extrusatildeo consegue
acabamentos de elevada qualidade
Existem no entanto variadas ligas de cobre utilizadas para o processo de eletroerosatildeo Este
estudo apoacutes avaliaccedilotildees com diferentes alternativas foi concentrado em duas ligas de cobre
especiacuteficas Satildeo elas
Cobre eletroliacutetico Largamente utilizado na induacutestria eleacutetrica [55] e na induacutestria mecacircnica
como eletrodo-ferramenta no processo de eletroerosatildeo Seu uso eacute dado quando satildeo necessaacuterios
acabamentos de superfiacutecies lisas na peccedila de trabalho Para certas aplicaccedilotildees o cobre eacute a melhor
escolha devido agrave sua facilidade para ser altamente polido [56] Essa caracteriacutestica de polimento
faz com que o eletrodo de cobre seja o preferido em processos de acabamento fino garantindo
uma menor rugosidade
Cobre-tungstecircnio combina a elevada condutividade do cobre com o alto ponto de fusatildeo do
tungsteacutenio O seu uso origina um elevado rendimento na usinagem de matrizes e um desgaste
baixo Contudo eacute um material caro e natildeo eacute de faacutecil processamento Desta forma eacute utilizado
apenas em algumas situaccedilotildees quando se revelar necessaacuteria a preservaccedilatildeo de detalhes ou entatildeo
em situaccedilotildees em que eacute necessaacuteria alta precisatildeo tais como o corte de perfis de engrenagem
282 Desgaste do eletrodo
O desgaste que o eletrodo iraacute sofrer durante o processo de eletroerosatildeo natildeo eacute de faacutecil
previsatildeo dependendo de vaacuterios paracircmetros O principal paracircmetro de referecircncia seraacute a
capacidade que o eletrodo tem de resistir aos danos teacutermicos Tambeacutem sua densidade
polaridade ou ainda as frequecircncias a serem utilizadas na eletroerosatildeo A geometria final da
superfiacutecie usinada seraacute principalmente afetada pelo desgaste do eletrodo e o seu afastamento
(gap) em relaccedilatildeo agrave matriz O conhecimento do comportamento do desgaste do eletrodo e a
distribuiccedilatildeo do seu afastamento agrave geometria da cavidade da matriz pode minimizar a incidecircncia
de erros nos perfis de engrenagem [57]
O desgaste do eletrodo eacute proporcional ao nuacutemero de descargas eleacutetricas Assim eacute maior nas
operaccedilotildees de desbaste do que nas operaccedilotildees de acabamento devido agrave maior necessidade de
remoccedilatildeo de material Para conseguir o menor desgaste possiacutevel da sequecircncia de eletrodos a
56
estrateacutegia eacute reduzir o tempo da operaccedilatildeo de acabamento efetuando o desbaste ateacute a peccedila estar
tatildeo proacutexima das dimensotildees finais desejadas quanto possiacutevel [58]
A taxa de desgaste das ligas de cobre comumente utilizadas nos eletrodos exige que mais de
um eletrodo seja utilizado na produccedilatildeo de cada cavidade uma vez que rapidamente perdem as
suas dimensotildees iniciais Tal fator contribui para que o custo total da fabricaccedilatildeo dos eletrodos
atinja muitas vezes mais de 50 e por vezes ateacute 80 do custo total de fabricaccedilatildeo de matrizes
por eletroerosatildeo
A tabela 7 apresenta dados experimentais em relaccedilatildeo ao desgaste sofrido pelo eletrodo
fabricado nas duas ligas de cobre utilizadas neste estudo
Tabela 7 ndash Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado [59]
Material do eletrodo
Polaridade Material usinado Desgaste das
arestas
Cobre eletroliacutetico
+ Accedilo 2 ndash 10
- Titacircnio 20 ndash 40
- WC-Co 35 ndash 60 - Cobre 35 ndash 45
- Cobre-tungstecircnio 40 ndash 60
Cobre-tungstecircnio
+ Accedilo 1 ndash 10 - Cobre 20 ndash 40 - Cobre-tungstecircnio 30 ndash 50 - Titacircnio 15 ndash 25 - WC-Co 35 ndash 50
29 SIMULACcedilAtildeO COMPUTACIONAL
Apesar das vantagens do processo de extrusatildeo a elevada produtividade estaacute em geral
associada agrave utilizaccedilatildeo de uma variedade de velocidades de deformaccedilatildeo com influecircncia direta
na tensatildeo de escoamento do material a extrudar Esta eacute uma das principais dificuldades para
quem trabalha com simulaccedilatildeo numeacuterica dos processos de conformaccedilatildeo pois nem sempre as
propriedades do material cadastrado no software satildeo as mesmas daquele material que eacute utilizado
na fabricaccedilatildeo da peccedila isso se deve as variaccedilotildees nas condiccedilotildees da obtenccedilatildeo da mateacuteria prima
Em virtude disto eacute recomendado fazer ensaios que determinam a verdadeira tensatildeo de
escoamento do material
O Meacutetodo de Elementos Finitos (FEM) pode simular o processo industrial de extrusatildeo e
avaliar as condiccedilotildees do processo ou dos paracircmetros de projeto e os resultados satildeo utilizados
para o melhor direcionamento na continuidade do projeto podendo ser testados e analisados
57
sob diversas situaccedilotildees e repetidas vezes em um curto espaccedilo de tempo o que representa
economia por se tratar de testes computacionais [60]
291 Elementos finitos aplicados agrave extrusatildeo a frio
O primeiro registro de utilizaccedilatildeo do termo ldquoelemento finitordquo foi atraveacutes de Clough (1960)
[61] sendo que os primeiros desenvolvimentos do meacutetodo de elementos finitos ocorrem na
deacutecada de 1950 atraveacutes dos trabalhos de Turner (1956) [62] Nos anos 60 iniciaram-se as
primeiras aplicaccedilotildees do meacutetodo efetuadas na resoluccedilatildeo de problemas de anaacutelise estrutural com
utilizaccedilotildees de domiacutenio das tecnologias de fabricaccedilatildeo e na deacutecada de 70 desenvolveu-se uma
formulaccedilatildeo alternativa chamada de formulaccedilatildeo do escoamento plaacutestico ou ldquoflow formulationrdquo
Essa formulaccedilatildeo caracteriza o escoamento dos materiais metaacutelicos em deformaccedilatildeo plaacutestica de
uma forma anaacuteloga ao escoamento dos fluidos viscosos incompressiacuteveis a qual serve de base
para programas de elementos finitos
Atualmente pode-se dizer que os programas de simulaccedilatildeo se tornaram uma ferramenta
praacutetica e essencial para o desenvolvimento e otimizaccedilatildeo da tecnologia de processos de
deformaccedilatildeo plaacutestica Inuacutemeros programas comerciais baseados em diferentes meacutetodos de
soluccedilatildeo estatildeo disponiacuteveis no mercado Os meacutetodos de soluccedilatildeo mais empregados satildeo elementos
finitos volumes finitos elementos de contorno
A Tabela 8 apresenta alguns dos principais softwares utilizados para este fim com a
informaccedilatildeo do respectivo fabricante Cada um deles entregaraacute resultados de forma particular
Tabela 8 ndash Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores
Software Desenvolvedor
EESY-FORM CPM GmbH DEFORM Scientific Forming Technologies Corporation FORGE Transvalor SA
MARC AUTOFORGE MARC Analysis Research Corporation SIMUFACT MSC Software Corporation
QFORM Quantor MSC SUPERFORGE MSC Software Corporation
Alguns preacute-requisitos satildeo fundamentais para a obtenccedilatildeo de bons resultados na simulaccedilatildeo
independente do software a ser utilizado Entre estes preacute-requisitos a introduccedilatildeo no banco de
dados do programa de valores confiaacuteveis para as propriedades fiacutesicas e mecacircnicas e das
condiccedilotildees de contorno tais como
Propriedades fiacutesicas densidade relativa (ρ) calor especiacutefico (119888119872 ) condutividade
teacutermica (к)
58
Propriedades mecacircnicas tensatildeo de escoamento (kf) moacutedulo de elasticidade (E)
coeficiente de Poisson (ν)
Condiccedilotildees de contorno coeficiente ou fator de atrito (μ ou m) coeficientes de
transferecircncia de calor entre peccedila e matriz (hpeccedila-matriz) entre peccedila e ambiente (hpeccedila-ambiente) e entre
matriz e ambiente (hmatriz-ambiente)
Encontrar informaccedilotildees relativas a paracircmetros que possam contribuir com a caracterizaccedilatildeo
de processos e materiais eacute possiacutevel em publicaccedilotildees da especialidade poreacutem julgar a qualidade
ou relevacircncia destes paracircmetros torna-se uma tarefa um tanto complexa Snape at al [63]
investigaram como determinar a sensibilidade do meacutetodo dos elementos finitos agrave variaccedilotildees em
diferentes paracircmetros de entrada a curva de escoamento do material a transferecircncia de calor
bem como o coeficiente de atrito entre peccedila e ferramenta
A curva de escoamento que caracteriza o material eacute de interesse fundamental na plasticidade
pois descreve o seu comportamento em deformaccedilatildeo plaacutestica Este comportamento eacute
influenciado por fatores tais como a deformaccedilatildeo verdadeira 120593 a velocidade de deformaccedilatildeo
e a temperatura T aleacutem de caracteriacutesticas intriacutensecas do material como microestrutura e
composiccedilatildeo quiacutemica
Considerando a importacircncia das variaacuteveis citadas acima para uma representaccedilatildeo numeacuterica
eficiente realizam-se ensaios para obter as propriedades corretas e adequadas que devem ser
inseridas no software Os ensaios mais utilizados satildeo o ensaio de compressatildeo ensaio do anel
e de torccedilatildeo
Nos ensaios de compressatildeo os corpos de prova satildeo submetidos a um esforccedilo axial
distribuiacutedo de modo uniforme em toda a sua seccedilatildeo transversal O ensaio pode ser executado em
maacutequina universal de ensaios com a adaptaccedilatildeo de duas placas planas sendo uma fixa e outra
moacutevel Entre elas o corpo de prova eacute apoiado e mantido fixo durante a compressatildeo A resposta
fornecida deste tipo de ensaio eacute dada pela deformaccedilatildeo linear obtida pela medida da distacircncia
entre as placas que comprimem o corpo de prova em funccedilatildeo da carga de compressatildeo aplicada
em cada instante Nesta tese o ensaio de compressatildeo seraacute utilizado para determinaccedilatildeo da curva
de escoamento verdadeira do accedilo utilizado como mateacuteria-prima nos experimentos e simulaccedilotildees
numeacutericas A simulaccedilatildeo por elementos finitos seraacute utilizada para verificar o comportamento da
matriz de extrusatildeo apoacutes a conformaccedilatildeo e o efeito nas dimensotildees da engrenagem extrudada
59
3 MATERIAIS E MEacuteTODOS
A fabricaccedilatildeo de cavidades de matrizes de precisatildeo pelo processo de EDM (Electrical
Discharge Machining) requer primeiramente a fabricaccedilatildeo de eletrodos de precisatildeo
Um estudo para fabricaccedilatildeo de eletrodos de precisatildeo foi iniciado Duas teacutecnicas alternativas
de fabricaccedilatildeo do perfil evolvente foram estudadas sendo uma delas o corte por eletroerosatildeo ao
fio onde os paracircmetros e maquinaacuterio ideal foram determinados experimentalmente O
microfresamento dos eletrodos atraveacutes centro de microusinagem foi avaliado como teacutecnica
alternativa e mostrou potencial na fabricaccedilatildeo de eletrodos Os eletrodos fabricados seratildeo
aplicados na erosatildeo por penetraccedilatildeo da matriz de extrusatildeo de engrenagem MT-3673 O desenho
da matriz a qual eacute fabricada em accedilo K340 e dureza entre 58 e 60 HRC pode ser visto na figura
27 A matriz eacute erodida montada em aneacuteis de cintamento os quais seratildeo mostrados na sequecircncia
Figura 27 ndash Desenho da matriz MT-3673 para a extrusatildeo de engrenagem
31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DOS
ELETRODOS E CAVIDADE DE MATRIZ
Na fabricaccedilatildeo por eletroerosatildeo a fio dos eletrodos estudados no presente projeto foram
utilizadas trecircs maacutequinas com diferentes niacuteveis de precisatildeo As trecircs maacutequinas satildeo modelos do
portfoacutelio da fabricante GF Machining Solutions a qual eacute detentora da marca Agie-Charmilles
A primeira maacutequina eacute o modelo de entrada do fabricante modelo CUT 20 P seguida pelos
modelos CUT 2000 S e CUT 300 mS Os dados relativos a estes equipamentos relevantes no
presente estudo satildeo mostrados nas Figuras 28 29 e 30
60
Figura 28 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 20P [64]
Figura 29 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S [65]
Figura 30 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS [66]
A maacutequina utilizada para os ensaios de eletroerosatildeo por penetraccedilatildeo foi o modelo FORM
X400 do mesmo fabricante Esta maacutequina possui um avanccedilado sistema de termo-estabilizaccedilatildeo
o qual controla a temperatura dos pontos de aquecimento durante o processo de erosatildeo Isto
minimiza alteraccedilotildees dimensionais na estrutura da maacutequina e o consequente impacto nas
dimensotildees dos componentes apoacutes a erosatildeo A figura 31 ilustra de eletroerosatildeo por penetraccedilatildeo
FORM X400
61
Figura 31 ndash Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 [67]
O processo alternativo eacute o de microfresamento em centro de microusinagem de cinco eixos
do fabricante KERN modelo Pyramid Nano Os dados referentes a este equipamento satildeo
mostrados na figura 32
Figura 32 ndash Centro de microusinagem 5 eixos KERN Pyramid Nano [68]
Para uma seleccedilatildeo mais direcionada dos paracircmetros de corte a serem utilizados nos processos
de usinagem uma anaacutelise por espectrometria de emissatildeo oacuteptica foi realizada em um dos tarugos
de cobre O cobre eletroliacutetico eacute seguramente o material mais utilizado para eletrodos de erosatildeo
por penetraccedilatildeo A composiccedilatildeo quiacutemica do tarugo em cobre eletroliacutetico segue na tabela 9
311 Eletrodos fabricados por microusinagem
Foram utilizados eletrodos constituiacutedos de cobre eletroliacutetico com alto grau de pureza
(9950) De acordo com a literatura por possuir alta ductilidade ao ser usinado
mecanicamente o cobre puro apresenta forte tendecircncia agrave formaccedilatildeo de aresta posticcedila de corte
(APC) bem como empastamento e formaccedilatildeo de cavacos longos e espiralados no caso do
62
torneamento Por estes motivos o mesmo eacute considerado um material de baixa usinabilidade e
assim requer um estudo de paracircmetros de usinagem mais detalhado em especial para operaccedilotildees
de microfresamento
Tabela 9 ndash Composiccedilatildeo quiacutemica do material para os eletrodos em cobre
Elemento quiacutemico Teor ( em massa)
Cobre Cu 9950
Zinco Zn 006
Chumbo Pb 005
Manganecircs Mn 005
Carbono C 005
Estanho Sn 004
Ferro Fe 003
Alumiacutenio Al 003
Outros lt002
Um dos aspectos considerados criacuteticos no microfresamento eacute o fato da ordem de grandeza
do avanccedilo por dente (fz) se aproximar do valor do raio de gume da ferramenta (rβ) Quando a
razatildeo fzrβ se aproxima de 25 a espessura criacutetica do cavaco de cobre eacute atingida [69][70]
fazendo com que o material natildeo seja mais removido e sim amassado sob a superfiacutecie
danificando suas caracteriacutesticas de acabamento e propiciando a formaccedilatildeo de rebarbas
Outro aspecto considerado criacutetico no processo de usinagem mecacircnica do eletrodo eacute a fixaccedilatildeo
do tarugo na maacutequina-ferramenta Devido agrave proximidade entre o comprimento do tarugo e do
eletrodo final houve a necessidade de dimensionamento de um sistema de fixaccedilatildeo de accedilo
composto por pino e bucha roscados Apoacutes a usinagem do furo central da peccedila (tolerado em
1000+001 mm) bem como dos diacircmetros externos contidos na mesma a montagem no sistema
de fixaccedilatildeo eacute realizada conforme ilustrado na figura 33 O diacircmetro do pino foi retificado na
medida nominal de 998 mm para que o encaixe seja justo o suficiente para eliminar vibraccedilotildees
provenientes da usinagem e natildeo haja danificaccedilatildeo do diacircmetro interno da peccedila jaacute usinado na
medida final nesta etapa do processo A uacutenica variaacutevel controlada pelo operador no processo
de fixaccedilatildeo eacute o torque aplicado ao pino o qual se traduz diretamente em torccedilatildeo da peccedila e
indiretamente em compressatildeo da mesma atraveacutes do efeito da rosca
No experimento de usinagem mecacircnica do eletrodo o torque considerado suficiente para
fixaccedilatildeo segura do tarugo pelo teacutecnico responsaacutevel foi medido com o auxiacutelio de uma chave
63
equipada com torquiacutemetro e natildeo ultrapassou o valor de 14 Nm o que natildeo representa efeitos
significativos na retilinidade do tarugo do eletrodo
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO
O eletrodo EL-0331 faz parte de um conjunto de trecircs eletrodos utilizados para usinar a matriz
de extrusatildeo a frio MT-3673 (fig 27) a qual possui nove dentes moacutedulo (mk) igual agrave 211 e
acircngulo de pressatildeo (αp) 12deg Cada eletrodo possui um afastamento (offset) especiacutefico em relaccedilatildeo
ao perfil final da cavidade da matriz onde os mesmos tecircm funccedilotildees de desbaste e acabamento
A tabela 10 informa os valores de afastamento dos respectivos eletrodos
Tabela 10 ndash Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 Coacutedigo Aplicaccedilatildeo na usinagem de erosatildeo por penetraccedilatildeo
EL-0331 Desbaste inicial
EL-0330 Erosatildeo intermediaacuteria
EL-0987 Acabamento
A operaccedilatildeo de desbaste inicial tem a funccedilatildeo de usinar o perfil de engrenagem a partir do
material da matriz tratado termicamente ainda em bruto Desta forma o eletrodo EL-0331 eacute o
que sofre o maior desgaste O desgaste sofrido pelo eletrodo ao longo do processo de usinagem
atribui imperfeiccedilotildees agrave geometria do dente de engrenagem na cavidade A intensidade destas
imperfeiccedilotildees seraacute tatildeo maior quanto maior for o desgaste do eletrodo A estrateacutegia para
minimizar o desgaste do eletrodo de desbaste inicial eacute mudar a mateacuteria-prima do mesmo para
uma liga que apresenta maior resistecircncia ao desgaste Para o EL-0331 foi aplicado o cobre-
tungstecircnio Aos demais o cobre eletroliacutetico foi aplicado A figura 34 mostra o perfil do eletrodo
EL-0331 sendo o responsaacutevel pela erosatildeo de desbaste inicial A regiatildeo interna do eletrodo
64
possui uma face paralela ao eixo horizontal que tem a funccedilatildeo de guia para posicionamento do
eletrodo em maacutequina bem como referenciamento entre os trecircs eletrodos utilizados em
sequecircncia As figuras 35 e 36 mostram os eletrodos EL-0330 e EL-0987 respectivamente
Figura 34 ndash Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331
Figura 35 ndash Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330
Assim os eletrodos EL-0331 EL-0330 e EL-0987 nesta sequecircncia satildeo utilizados para a
fabricaccedilatildeo da cavidade da matriz MT-3673 quando montada em seus respectivos aneacuteis de
cintamento
65
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE
TIRAS DE ACcedilO
Este capiacutetulo descreve os ferramentais utilizados para fabricaccedilatildeo por extrusatildeo a frio de
pinhotildees para impulsor de partida O resultado comparativo entre o dimensional resultante de
engrenagens obtidas por matrizes com sistema convencional de aneacuteis de cintamento duplo e
uma matriz com sistema de aneacuteis de alta resistecircncia obtida por enrolamento de tiras
desenvolvido pela empresa STRECON seraacute mostrado no capiacutetulo que segue
Figura 36 ndash Eletrodo para acabamento por penetraccedilatildeo EL-0987
331 Dados do processo de extrusatildeo
A figura 37 ilustra o sistema convencional de duplo anel de cintamento utilizado nos ensaios
de extrusatildeo Este sistema convencional de aneacuteis de cintamento eacute montado com os componentes
descritos na tabela 11
A matriz possui diacircmetro da cavidade (d) = 2670 mm e diacircmetro do anel externo (D) =
15995 mm As figuras 38a) e 38b) mostram as dimensotildees da geratriz que foi definida com
base nas dimensotildees da cavidade e massa do extrudado e o comprimento final do pinhatildeo
extrudado O material extrudado eacute o SAE 10B22 para o qual a expressatildeo do caacutelculo da tensatildeo
de escoamento (119896119891) eacute mostrada pela equaccedilatildeo (13) 119896119891 = 119862 120593119899 eq (13)
onde C eacute a constante de resistecircncia ao escoamento estabelecida em 539 Nmm2 e n o iacutendice de
encruamento eacute igual agrave 0261 para accedilos baixo carbono [71]
66
Figura 37 ndash Sistema convencional de aneacuteis de cintamento duplo
Tabela 11 ndash Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo
Posiccedilatildeo Descriccedilatildeo Funccedilatildeo
1 Anel de cintamento externo Proporciona a interface de montagem agrave
prensa
2 Anel de cintamento interno Proporciona a resistecircncia do conjunto de
ferramentas
3 Matriz de extrusatildeo do corpo
ciliacutendrico do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
4 Matriz de extrusatildeo da engrenagem
do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
5 Placa de fixaccedilatildeo das matrizes Aplica o preacute-tensionamento das matrizes no
sentido axial
6 Placa de apoio das matrizes Sustenta o conjunto e o apoia nas placas do
porta-ferramentas
7 Extrator Funccedilatildeo de extraccedilatildeo da geratriz da cavidade
da matriz
8 Punccedilatildeo de recalque Pressiona o material contra as paredes da
cavidade da matriz
9 Punccedilatildeo de furaccedilatildeo Proporciona a forma final do furo central da
peccedila
67
a) b)
Figura 38 ndash Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673
332 Caacutelculo da forccedila de extrusatildeo no processo
A forccedila de extrusatildeo necessaacuteria para a produccedilatildeo do pinhatildeo da figura 38b pode ser calculada
pela equaccedilatildeo (14) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (14)
calcula-se as aacutereas inicial A0 e deformada A1 1198600 = 1205874 lowast (2622 minus 1342) = 3979 1198981198982 1198601 = 22605 1198981198982 (informaccedilatildeo atraveacutes do software CAD utilizado fig 38b)
Assim o caacutelculo da deformaccedilatildeo verdadeira (φ) eacute dado pela equaccedilatildeo (15)
120593 = 119897119899 (11986001198601) = 119897119899 ( 397922605) = 0565 eq (15)
De acordo com as curvas fornecidas pelo software JMatPro para o accedilo 10B22 considerando
a temperatura igual agrave 20degC e velocidade de deformaccedilatildeo 1 s-1 verifica-se no ANEXO B que
kf0=1905 Nmm2 para φ=0 Desta forma com a equaccedilatildeo (16) calcula-se a tensatildeo de escoamento
meacutedia (kfm) 119896119891119898 = 1198961198910+11989611989112 = 1905+539(0565)02612 = 3275 1198731198981198982 eq (16)
Considerando o coeficiente de atrito μ=01 (ver tabela 3) a forccedila de extrusatildeo necessaacuteria para
a fabricaccedilatildeo do pinhatildeo eacute
68
119865 = 3979 3275 0565 (1 + 201119904119890119899(2(90minus20180 )120587) + 23 (90minus20180 )1205870565 ) + 120587 262 01 1905 145
= 5479438 N asymp 548 kN
O trabalho de extrusatildeo eacute dado pela equaccedilatildeo (6) 119879119903 = 119865 119878119908 = 548 (00208 minus 00145) = 345119896119873 119898
O aumento de temperatura devido ao trabalho de extrusatildeo eacute calculado atraveacutes da equaccedilatildeo
(8) sendo 119888119872= 5024 NmmgordmC [72] 120599119862 = 119896119891120593119888119872 120588 119886 = 3275 119873119898119898205655024119873119898119898119892 783 11990910minus3 1198921198981198983 (09) = 423 ordmC
A tensatildeo axial (120590119911) na cavidade da matriz eacute calculada pela equaccedilatildeo (17) 120590119911 = 1198651198600 = 5479438 1198733979 1198981198982 = 13771 1198731198981198982 eq (17)
De acordo com Tresca se pode calcular a tensatildeo radial atraveacutes da equaccedilatildeo (18)
kf = σz ndash σr eq (18)
sendo σz = -13771 Nmm2 σr = σz - kfm rarr σr = - 13771 ndash 3275 = -17046 Nmm2
333 Dimensionamento dos aneacuteis para sistema convencional de cintamento
Conforme informado na tabela 2 satildeo recomendados dois aneacuteis para tensotildees radiais no
intervalo de 1600 agrave 2200 Nmm2 De acordo com as caracteriacutesticas apresentadas da ferramenta
os diacircmetros de montagem d1 e d2 satildeo determinados a seguir 1198891 = radic119863 119889 = radic15995 267 = 653 119898119898 1198892 = radic119863 1198891 = radic15995 653 = 1022 119898119898
A matriz de extrusatildeo da engrenagem eacute fabricada em accedilo-ferramenta K340 cuja tensatildeo de
escoamento (119896119891119898119886119905119903119894119911) eacute 2700 Nmm2 [73] em um intervalo de dureza de 61 a 63 HRC Para
o anel de cintamento interno eacute utilizado o AISI S1 com tensatildeo de escoamento (1198961198911198881198941198991199051) igual
agrave 1900 Nmm2 [74] O anel de cintamento externo foi dimensionado em accedilo AISI H13 o qual
apresenta tensatildeo de escoamento (1198961198911198881198941198991199052) de 1450 Nmm2 endurecido agrave 48HRC [75]
Assume-se que o moacutedulo de elasticidade (E) eacute 210000 Nmm2 As interferecircncias de montagem
z1 e z2 satildeo calculadas abaixo atraveacutes da equaccedilotildees 2 e 3
69
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) = 653lowast2700210000 ( 127001900 minus (radic12 (1 + 127001900 ) minus 21232700)2)
1199111 = 0535 119898119898
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) = 1022lowast1900210000 ( 119001450 minus (radic12 (1 + 119001450 ) minus 21232700)2)
1199112 = 0617 119898119898
A interferecircncia relativa εf entre uma matriz e um anel de cintamento ou entre aneacuteis de
cintamento natildeo deve ser superior agrave 06 [76] A anaacutelise eacute realizada atraveacutes da equaccedilatildeo (19) 120576119891119894 = 119911119889119894 eq (19)
Desta forma 1205761198911 = 0535653 = 00081 = 081 1205761198912 = 06171022 = 0006 = 06
De acordo com os resultados a interferecircncia 1199111 sugerida natildeo atende a recomendaccedilatildeo A
interferecircncia 1199112 satisfaz a equaccedilatildeo (19) poreacutem no limite Para as duas interferecircncias calculadas
haacute o risco de quebra prematura dos aneacuteis de cintamento eou matriz caso estes valores sejam
seguidos
O software Eesy-DieOpt V 212 [77] foi utilizado para corrigir o caacutelculo dos resultados A
figura 39 mostra a interface de caacutelculo do software O sistema com 2 aneacuteis (frio) foi selecionado
Os diacircmetros da cavidade da matriz e o diacircmetro externo do segundo anel foram os dados de
entrada O Eesy-DieOpt possui uma biblioteca especiacutefica de materiais natildeo sendo possiacutevel a
ediccedilatildeo dos mesmos Desta forma accedilos similares aos utilizados na realidade foram selecionados
Para a matriz foi utilizado o accedilo-raacutepido M2 (DIN 13343) para o primeiro anel o X40CrMoV51
(DIN 12344) com 539 HRC O segundo anel foi analisado com o accedilo X38CrMoV51 (DIN
12343) com 464 HRC
O resultado do software sugere um diacircmetro de montagem do primeiro anel (d1) com 50 mm
e interferecircncia (z1) 0385 mm O segundo anel tem diacircmetro de montagem (d2) sugerido de 84
mm e interferecircncia (z2) 0434 mm Contudo de acordo com a figura 27 a matriz MT-3673
possui diacircmetro externo de 531 mm na extremidade superior O diacircmetro d1 deve ser
determinado pela matriz superior a qual eacute responsaacutevel pelo corpo ciliacutendrico do pinhatildeo e que
70
faz contato com a matriz MT-3673 O diacircmetro externo da matriz superior eacute 523 mm como
pode ser visto na figura 40 Para satisfazer a equaccedilatildeo (18) e considerando a interferecircncia relativa
de 055 a interferecircncia z1 calculada eacute 0286 mm
Figura 39 ndash Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673
Figura 40 ndash Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo
Os diacircmetros de montagem e interferecircncias sugeridos pelo software podem ser vistos na
tabela 12
71
A tensatildeo radial na cavidade da matriz calculada pelo software devido ao preacute-tensionamento
eacute 14529 Nmm2
Tabela 12 ndash Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo AISI H13 D = 15995
2 Anel de cintamento interno AISI S1 d2 = 840 0434
3 Matriz superior M2 d1 = 523 0286
4 Matriz inferior K340 0286
5 Anel de compensaccedilatildeo VF 800 AT
6 Placa de apoio AISI M2
7 Porca de travamento SAE 4340
334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo
O sistema STRECON de aneacuteis de cintamento eacute montado com os componentes descritos a
seguir
1 Anel de cintamento interno primaacuterio
Contato direto com as matrizes
Fabricada accedilo-ferramenta AISI S1 52-54 HRC
2 Anel de cintamento interno secundaacuterio
Proporciona alta rigidez (ν = 023)
Em WC-Co 13-15 Co 85-88 HRa E = 540000 Nmm2
3 Tiras de accedilo de alta resistecircncia com espessura de 01 mm
Proporciona a resistecircncia e controla a distribuiccedilatildeo do preacute-tensionamento
Feito em accedilo mola especial (natildeo divulgado pela STRECON)
62-64 HRC E = 225000 Nmm2 kf gt 2000 Nmm2 ν = 030
4 Anel de cintamento externo
Proporciona a interface de montagem agrave prensa
Accedilo utilizado ORVAR 45-48 HRC
O desenho esquemaacutetico do sistema STRECON aplicado nos ensaios onde os aneacuteis de
cintamento do sistema convencional satildeo substituiacutedos por componentes descritos acima pode
ser visto na figura 41
72
Figura 41 ndash Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos experimentos
O sistema STRECON oferece agrave ferramenta a resistecircncia em duas direccedilotildees radial e axial O
preacute-tensionamento radial eacute obtido por interferecircncia de montagem enquanto que o axial eacute
garantido pelo fechamento da ferramenta sob alta carga axial durante a montagem da
ferramenta A ferramenta eacute montada com um anel de compressatildeo fabricado em WC-Co o qual
em conjunto com o conceito final deste sistema assegura uma rigidez de aproximadamente 400
GPa A capacidade de resistecircncia agraves cargas de trabalho estaacute entre 50 e 100 acima de sistemas
com aneacuteis convencionais
O sistema eacute montado com um anel de cintamento feito por tiras de accedilo de alta resistecircncia o
qual proporciona uma resistecircncia significativamente superior ao sistema com aneacuteis
convencionais A tensatildeo de escoamento das tiras eacute aproximadamente 2100 Nmm2 agrave
temperatura ambiente e endurecida agrave 62-64 HRC Considerando ferramentas de mesma
dimensatildeo o sistema eacute duas vezes mais resistente que um sistema de anel simples e 17 vezes
em relaccedilatildeo ao sistema de duplo anel [78]
A reduccedilatildeo da amplitude da tensatildeo tangencial na superfiacutecie da cavidade da matriz pode ser
obtida pelo aumento da rigidez dos aneacuteis de cintamento A razatildeo baixa entre os moacutedulos de
elasticidade da matriz e dos aneacuteis leva a uma reduzida contribuiccedilatildeo da tensatildeo tangencial devido
agrave tensatildeo radial [79]
335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON
O comportamento mecacircnico e o desempenho das ferramentas de extrusatildeo podem ser
analisados de diferentes formas
73
1 Na simulaccedilatildeo numeacuterica de escoamento do material a matriz e os aneacuteis de cintamento
satildeo considerados como componentes deformaacuteveis
2 Com o objetivo de reduzir o tempo de simulaccedilatildeo os componentes da ferramenta podem
ser considerados como corpos riacutegidos na simulaccedilatildeo computacional A distribuiccedilatildeo de
pressatildeo resultante na superfiacutecie da matriz varia durante o processo de extrusatildeo e eacute
derivado da anaacutelise de escoamento do material A distribuiccedilatildeo de pressatildeo maacutexima na
superfiacutecie da matriz eacute entatildeo transferida a um modelo onde os componentes da
ferramenta satildeo (elaacutesticos ou elasto-plaacutesticos) corpos deformaacuteveis
3 Se a distribuiccedilatildeo de pressatildeo maacutexima na superfiacutecie da matriz jaacute eacute conhecida atraveacutes de
experimentos praacuteticos ou equaccedilotildees empiacutericas esta variaacutevel pode ser diretamente
aplicada a um modelo onde os componentes da ferramenta satildeo corpos deformaacuteveis
O esquema de uma tiacutepica matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON
E+ eacute mostrado na figura 42a Os aneacuteis de cintamento consistem em um anel interno de WC-Co
as tiras de accedilo e o anel externo em accedilo-ferramenta As superfiacutecies interna do nuacutecleo e a externa
da matriz satildeo cocircnicas para favorecer a montagem A figura 42b mostra a malha por elementos
finitos que representa a matriz e os aneacuteis de cintamento [80]
a) b)
Figura 42 ndash Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel interno e externo e matriz [80]
Enquanto o anel interno eacute remalhado separadamente as tiras de accedilo e o anel externo do
sistema STRECON podem ser considerados como um corpo uacutenico Para reproduzir os seus
efeitos sobre o comportamento da matriz natildeo haacute necessidade de modelaacute-los em separado A
simplificaccedilatildeo do modelo ao utilizar caracteriacutesticas simeacutetricas eacute recomendada No caso de
engrenagens apenas uma seccedilatildeo pode ser analisada
No sistema STRECON E+ o anel interno eacute fabricado em WC-Co Valores tiacutepicos das
propriedades mecacircnicas destes aneacuteis de cintamento satildeo vistos na seccedilatildeo 332
74
A interferecircncia de montagem deve ser definida considerando a melhor performance da
matriz ou seja a reduccedilatildeo de tensotildees criacuteticas de extrusatildeo bem como as tensotildees maacuteximas
permitidas pelos aneacuteis de cintamento A interferecircncia eacute similar agrave dos aneacuteis de cintamento
convencionais 04 a 06 O principal benefiacutecio do sistema STRECON E+ eacute fornecido pelo
anel interno o qual aplicaraacute um preacute-tensionamento superior aos aneacuteis convencionais Aleacutem
disto sua alta rigidez permite uma baixa expansatildeo dimensional da matriz e reduz a amplitude
da deformaccedilatildeo plaacutestica ciacuteclica o que reduz o risco de ruptura por fadiga
34 PRENSA MECAcircNICA
Os ensaios de extrusatildeo foram realizados em prensa mecacircnica de junta articulada (knuckle
joint press) do fabricante Komatsu modelo MKN 450 A A prensa tem capacidade de forccedila
igual 450 toneladas agrave 10 mm do seu ponto morto inferior e velocidade angular maacutexima de 55
rpm A prensa possui alimentaccedilatildeo automaacutetica de geratrizes por calha e dispositivo de
movimentaccedilatildeo por garras A figura 43 mostra a visatildeo geral da maacutequina A figura 44 evidencia
a aacuterea de prensagem
Figura 43 ndash Prensa mecacircnica MKN 450 A Komatsu com capacidade de forccedila 450 toneladas
O pinhatildeo da figura 38 eacute produzido nesta prensa a uma velocidade angular de 35 rpm Desta
forma a velocidade angular (ω) eacute 35 (212058760) = 367 rads A velocidade da ferramenta (VF) eacute
funccedilatildeo da velocidade tangencial (Vt) do volante e eacute calculada pela equaccedilatildeo (20)
119881119865 = 119881119905 radic1 minus (1 minus ℎ0minusℎ119896119877119881 )2 = 367450radic1 minus [1 minus (208minus145)450 ]2 = 275 119898119898119904 eq (20)
sendo 119881119905 = 120596 119877119881 onde 119877119881 eacute o raio do volante da prensa 119877119881 = 450 119898119898 (ANEXOS G e H)
A velocidade de deformaccedilatildeo () no final da extrusatildeo eacute = 119881119865ℎ119896 = 275145 = 19119904minus1 eq (21)
Figura 44 ndash Transfer de alimentaccedilatildeo e aacuterea de prensagem
75
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS
351 Accedilo ao Boro SAE 10B22
O material utilizado neste estudo para obtenccedilatildeo do extrudado eacute o accedilo ligado ao Boro SAE
10B22 produzido pela Gerdau Accedilos Finos Piratini unidade de Charqueadas na forma de fio
maacutequina bitola de diacircmetro 312 mm Apoacutes o processo padratildeo de laminaccedilatildeo o material eacute
submetido ao tratamento teacutermico de recozimento para que seja atingido o grau de esferoidizaccedilatildeo
meacutedio de 90 O fio maacutequina eacute conformado por trefilaccedilatildeo para atingir a bitola de utilizaccedilatildeo de
297 mm Desta forma satildeo importantes as suas propriedades de dureza e resistecircncia mecacircnica
A tabela 13 apresenta a composiccedilatildeo quiacutemica de fornecimento informada pelo fabricante em
certificado de qualidade (ANEXO I) A composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 para
os principais elementos de liga eacute informada na tabela 14
Tabela 13 ndash Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 019 088 024 015 008 004 0005 016 00018 0005 0006
Tabela 14 ndash Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 [81]
C Mn Si B
10B22 018 ndash 023 070 ndash 100 015-030 00005 ndash 0003
Comparando os teores dos elementos de liga apresentados pelas tabelas 4 e 13 em relaccedilatildeo agrave
composiccedilatildeo nominal da tabela 14 se verifica que o accedilo utilizado nos experimentos teve seu
teor de carbono (C) proacuteximo da miacutenima especificaccedilatildeo O teor de C utilizado para simulaccedilatildeo no
JMatPro foi no limite maacuteximo Os teores de manganecircs (Mn) o qual proporciona o aumento do
limite de resistecircncia agrave traccedilatildeo foram similares bem como o Boro (B) responsaacutevel pelo aumento
da temperabilidade Os demais elementos tambeacutem tiveram seus teores similares sendo que
alguns satildeo residuais de fabricaccedilatildeo
A tabela 15 apresenta os resultados de dureza resistecircncia a traccedilatildeo (σtr) descarbonetaccedilatildeo
meacutedia de superfiacutecie e tamanho de gratildeo (TG) aleacutem de resultados de reduccedilatildeo de aacuterea (RA)
bandeamento e grau de esferoidizaccedilatildeo de lote de fornecimento deste material apoacutes a trefilaccedilatildeo
e recozimento realizados pela usina
Tabela 15 ndash Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos
Dureza
(HB)
σtr
(Nmm2) RA () Bandeamento
Grau de
esferoidizaccedilatildeo
()
Camada meacutedia
descarbonetada
(mm)
TG
Resultados Maacutex 152
481 701 2 80 023 6
76
352 Curvas de escoamento verdadeiras
A determinaccedilatildeo das curvas de escoamento verdadeiras do SAE 10B22 foi realizada com a
utilizaccedilatildeo do sistema de inspeccedilatildeo termomecacircnica Gleeble 3800 localizado no Instituto de
Conformaccedilatildeo Mecacircnica (IFU) da Universidade de Stuttgart Alemanha As velocidades de
deformaccedilatildeo analisadas foram 005 s-1 1 s-1 e 10s-1 para as temperaturas ambiente (20degC)
100degC 200degC 300degC 400degC e 500degC Para todos os paracircmetros foram realizados trecircs testes
Os corpos de prova ciliacutendricos foram aquecidos por Conduccedilatildeo antes de serem conformados A
temperatura das amostras foi controlada por dois termopares soldados em suas superfiacutecies A
figura 45 mostra as dimensotildees do corpo de prova utilizado
Figura 45 ndash Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo
da curva de escoamento
Para minimizar o atrito tiras de grafite foram colocadas entre as faces dos corpos de prova
e o punccedilatildeo de prensagem do equipamento O aquecimento dos corpos de prova foi agrave taxa de 15
degCs e mantido por 10 segundos para garantir a homogeneidade de temperatura da amostra A
deformaccedilatildeo elaacutestica da maacutequina foi ajustada em funccedilatildeo da forccedila Apoacutes as curvas de escoamento
verdadeiras foram calculadas utilizando o diagrama de Avanccedilo de Ferramenta X Forccedila e a
geometria do corpo de prova Considerando a maacutexima deformaccedilatildeo verdadeira de φ = 07 as
curvas de escoamento foram obtidas de acordo com o modelo de Hollomon-Ludwik a qual eacute
apresentado pela equaccedilatildeo (12) Este modelo eacute comumente empregado nos processos de
conformaccedilatildeo mecacircnica A figura 46 mostra a regiatildeo de teste do equipamento Gleeble 3800
77
Figura 46 ndash Aacuterea de ensaio do equipamento Gleeble 3800 Fonte IFU Stuttgart
Sabe-se que a constante de resistecircncia ao escoamento (C) e o iacutendice de encruamento (n)
tendem a zero de acordo com o aumento da temperatura Os valores obtidos pelo equipamento
no ensaio de compressatildeo para os corpos de prova em accedilo SAE 10B22 foram utilizados para
traccedilar as curvas de escoamento verdadeiras (ANEXOS D E e F)
As curvas de escoamento verdadeiras foram traccediladas conforme valores obtidos nos ensaios
de compressatildeo As curvas satildeo mostradas nas figuras 47 48 e 49
Ao comparar-se os resultados obtidos pelo ensaio de compressatildeo para as velocidades de
deformaccedilatildeo 1 s-1 e 10 s-1 (ANEXOS E e F) com os dados de simulaccedilatildeo do software JMatPro
para as mesmas velocidades de deformaccedilatildeo (ANEXOS B e C) se verifica uma diferenccedila
significativa entre dados de simulaccedilatildeo e resultados experimentais Como exemplo para a
deformaccedilatildeo verdadeira igual a 018 na velocidade de deformaccedilatildeo 10 s-1 a 20degC a tensatildeo de
escoamento apresentada pelo JMatPro seraacute 5256 Nmm2 O ensaio de compressatildeo apresentou
a tensatildeo de escoamento igual agrave 6782 Nmm2 sob os mesmos paracircmetros
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 005 s-1 Fonte IFU Stuttgart
0
100
200
300
400
500
600
700
800
900
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
kf)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
78
De acordo com a comparaccedilatildeo realizada verifica-se a necessidade da utilizaccedilatildeo de meacutetodos
experimentais para a validaccedilatildeo das propriedades mecacircnicas obtidas via softwares dedicados
com o objetivo de evitar resultados inconsistentes na simulaccedilatildeo numeacuterica computacional
O accedilo SAE 10B22 foi submetido a experimentos de extrusatildeo a frio com a utilizaccedilatildeo das
matrizes e aneacuteis de cintamento calculados nas seccedilotildees anteriores O resultado dos experimentos
eacute mostrado nos capiacutetulos a seguir
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1
Fonte IFU Stuttgart
Figura 49 - Curva de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte IFU Stuttgart
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
79
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO
A FRIO
A anaacutelise por elementos finitos foi realizada sobre um pinhatildeo utilizado em impulsor de
partida para motores de arranque de automoacuteveis do mercado original automotivo Este pinhatildeo
possui treze dentes moacutedulo 267 e massa igual a 58 gramas Observa-se que este pinhatildeo natildeo
eacute o mesmo abordado pela figura 38b o qual possui nove dentes e moacutedulo igual agrave 211 As
duas referecircncias de pinhotildees foram escolhidas para os estudos por apresentarem alta demanda
de produccedilatildeo na linha da empresa ZEN SA
O pinhatildeo e suas dimensotildees satildeo mostrados nas figuras 50a e 50b
a) b)
Figura 50 ndash Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D
A figura 51 mostra a vista em corte da matriz que produz o referido pinhatildeo por extrusatildeo a
frio A matriz eacute definida pelo coacutedigo MT-6313
A MT-6313 eacute fabricada em accedilo Vanadis 4 Extra com dureza situada no intervalo de 59-61
HRC Possui a mesma sequecircncia de fabricaccedilatildeo da MT-3673 sendo eletrodos usinados por
eletroerosatildeo ao fio e aplicados em maacutequina de erosatildeo por penetraccedilatildeo Contudo a cavidade desta
matriz eacute fabricada por dois eletrodos onde um eacute aplicado ao desbaste inicial e outro ao
acabamento
Figura 51 ndash Desenho da matriz MT-6313
80
A figura 52 mostra a matriz MT-6313 montada com os seus respectivos aneacuteis de cintamento
Os diacircmetros de montagem e interferecircncias para esta matriz c om sistema duplo de aneacuteis de
cintamento pode ser visto na tabela 16 Interferecircncias foram calculadas pelo Eesy-DieOpt [77]
Tabela 16 ndash Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo VMO D = 19995
2 Anel de cintamento interno AISI H13 d2 = 1050 0301 3 Matriz superior AISI M2 d1 = 677 0406
4 Matriz inferior Vanadis 4
Extra 0406
5 Placa de apoio AISI S1
6 Porca de travamento SAE 4340
7 Extrator SAE 4340
8 Punccedilatildeo de recalque AISI M2
9 Punccedilatildeo de furaccedilatildeo VF 800 AT
10 Placa de compensaccedilatildeo AISI S1
O produto resultante da sequecircncia de operaccedilotildees de manufatura no processo atual conforme
figura 53 apresenta variaccedilotildees com amplitudes que elevam o grau de qualidade da engrenagem
Cada uma das variaacuteveis descritas no capiacutetulo 27 eacute medida e de acordo com o resultado atribui
Figura 52 ndash Matriz MT-6313 montada
em sistema de aneacuteis de cintamento
duplo
81
um grau de qualidade agrave engrenagem A variaacutevel que sofre maior impacto eacute o comprimento de
heacutelice O grau de qualidade de engrenagem meacutedia resultante do processo de extrusatildeo a frio se
situa entre Q9 e Q11 Apoacutes o processo de usinagem e operaccedilotildees de tratamento teacutermico como
cementaccedilatildeo tecircmpera e revenimento as distorccedilotildees aplicadas agrave peccedila deslocam o grau de
qualidade para o intervalo entre Q10 e Q12
Para aplicaccedilotildees do mercado original automotivo engrenagens com grau de qualidade no
intervalo citado anteriormente natildeo satildeo aceitas devido agrave possibilidade de ruiacutedo de engrenamento
e desgaste prematuro do flanco do dente [82]
Figura 53 ndash Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida
A incidecircncia de erro no extrudado surge no processo inicial a fabricaccedilatildeo de ferramentas
O meacutetodo de fabricaccedilatildeo ou mesmo os equipamentos utilizados para este fim satildeo determinantes
para a qualidade resultante da engrenagem Aliada a materiais de alta qualidade teacutecnicas de
corte de geratrizes e ciclos eficientes de recristalizaccedilatildeo a fabricaccedilatildeo de ferramentas eacute a chave
para a extrusatildeo de precisatildeo
A qualidade da engrenagem extrudada a frio deve ser melhorada para ao final do processo
de manufatura o dentado apresentar o grau de qualidade de engrenagem desejado igual a Q8
Com base neste objetivo a figura 54 estabelece a meta para o processo de extrusatildeo a frio
Figura 54 ndash Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328
Entende-se que de acordo com os erros agregados agraves engrenagens pelos processos
posteriores agrave extrusatildeo a frio ao manter os desvios das engrenagens produzidas por extrusatildeo a
frio com classificaccedilatildeo maacutexima igual agrave Q7 seraacute possiacutevel a obtenccedilatildeo do grau de qualidade final
Q8 apoacutes os processos de manufatura sequentes com seus devidos ajustes
102
5 ANAacuteLISE EXPERIMENTAL
51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
A usinagem por eletroerosatildeo se deu inicialmente em duas etapas onde foram utilizadas as
maacutequinas da GF Agie Charmilles CUT 20 P e CUT 2000 S Apoacutes foi adicionada uma terceira
etapa utilizando o modelo CUT 300 mS Esta maacutequina estaacute no mesmo niacutevel de precisatildeo da CUT
2000 S poreacutem possui um sistema interno de estabilizaccedilatildeo teacutermica em relaccedilatildeo ao ambiente
Sabe-se que a temperatura tem influecircncia direta nos resultados da precisatildeo dimensional apoacutes a
erosatildeo
Para ambas as maacutequinas os tarugos de cobre foram furados de duas formas diferentes
respectivamente com dois e quatro pontos conforme mostrado nas figuras 83a e 83b A furaccedilatildeo
tem a funccedilatildeo de permitir a passagem do fio de erosatildeo para corte do perfil desejado do eletrodo
Estes furos foram feitos atraveacutes da maacutequina de usinagem para furo raacutepido modelo Resitron RT
Drill 350 para posterior fixaccedilatildeo nas maacutequinas de eletroerosatildeo a fio O perfil de engrenagem eacute
baseado em um modelo do eletrodo EL-0330 jaacute citado no item 32
Com um nuacutemero maior de furaccedilotildees para passagem de fio os tarugos tecircm uma fixaccedilatildeo riacutegida
diminuindo a vibraccedilatildeo durante o processo de erosatildeo
Figura 83 ndash Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos
A fabricaccedilatildeo do eletrodo utilizando a maacutequina CUT 20 P se deu em duas etapas
primeiramente o furo interno foi realizado e em seguida os perfis dos dentes foram usinados
Ambas as etapas satildeo constituiacutedas de quatro sub-etapas denominadas MainCut e TrimCut 1 a 3
103
Estas sub-etapas satildeo anaacutelogas aos processos de desbaste preacute-acabamento e acabamento da
usinagem mecacircnica
A fim de utilizar uma maacutequina com maior precisatildeo de fabricaccedilatildeo foi utilizada a maacutequina de
eletroerosatildeo CUT 2000 S Neste processo para a fabricaccedilatildeo para os dois modelos de tarugos
(2 furos na periferia e um central e 4 furos na periferia e um furo central) o furo central e os
dentes foram fabricados simultaneamente sendo utilizadas 5 etapas de corte (MainCut e
TrimCut 1 a 4)
Para buscar os melhores resultados com a maacutequina CUT 2000 S foram utilizados tarugos
com furos iniciais diferentes poreacutem com os mesmos paracircmetros No primeiro foi utilizado o
tarugo com dois furos para passagem do fio No segundo foram utilizados 4 furos com o
objetivo de manter a peccedila mais riacutegida durante a usinagem
Para ambas as maacutequinas foi utilizado fio com 025 mm de diacircmetro poreacutem para a CUT 20
P o material do fio eacute de latatildeo e para a CUT 2000 S o fio eacute de latatildeo com revestimento de zinco
Cobra Cut A Todas as sub-etapas foram realizadas no moacutedulo de usinagem de precisatildeo das
maacutequinas Este paracircmetro para iniacutecio da usinagem serve apenas como balizamento para que a
mesma busque em seu banco de dados tecnoloacutegico os melhores paracircmetros para o corte do
material da peccedila em questatildeo
Pode-se efetuar no entanto uma anaacutelise qualitativa das sub-etapas Com a evoluccedilatildeo do
processo de acabamento as seguintes tendecircncias satildeo notadas
Diminuiccedilatildeo da corrente de descarga e da largura de pulso como efeitos tem-se uma
reduccedilatildeo da taxa de remoccedilatildeo local de material e consequentemente da pressatildeo de lavagem
necessaacuteria e velocidade do fio na regiatildeo de corte bem como melhora nas caracteriacutesticas
geomeacutetricas e de superfiacutecie (rugosidade camada branca micro trincas e zona termicamente
afetada) e menor risco de ruptura do fio durante o processo A compensaccedilatildeo da reduccedilatildeo na
taxa de remoccedilatildeo local do material se daacute com o aumento da velocidade de avanccedilo do cabeccedilote
sendo que para a maacutequina CUT 2000 S as velocidades diminuem com o nuacutemero de repasses
de acabamento
Aumento da tensatildeo do fio e reduccedilatildeo do offset com o aumento da tensatildeo do fio apesar
de um acreacutescimo no risco de ruptura do mesmo durante o processo haacute um ganho relevante
em termos de uniformidade da regiatildeo de corte e concordacircncia com a programaccedilatildeo de
posicionamento do cabeccedilote Aleacutem disso os paracircmetros eleacutetricos e de duraccedilatildeo do pulso
causam uma reduccedilatildeo da folga entre peccedila e eletrodo durante o processo que eacute a grandeza
104
corrigida pelo sistema de controle da maacutequina para geraccedilatildeo da geometria final da peccedila
desejada Com a folga reduzida se reduz tambeacutem a probabilidade de incidecircncia de erros
geomeacutetricos provenientes desta fonte
A figura 84 mostra o eletrodo de acabamento cortado neste experimento pela maacutequina CUT
2000 S
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S
O modelo GF Agie-Charmilles CUT 300 mS foi utilizado na sequecircncia Com o seu sistema
de termo-estabilizaccedilatildeo bem como a precisatildeo de corte aplicada pela mesma se teve como
objetivo melhorar os resultados obtidos pelas etapas anteriores de usinagem
Duas referecircncias de eletrodos foram usinadas por esta maacutequina sendo os eletrodos de
coacutedigos EL-0926 e EL-0330 O eletrodo EL-0926 possui onze dentes e moacutedulo 3 e eacute fabricado
em cobre eletroliacutetico Pode ser visto na figura 85
Para esta referecircncia de eletrodo trecircs amostras foram usinadas e demonstraram avanccedilo na
precisatildeo dos flancos de seus dentes Os perfis de engrenagem resultantes da fabricaccedilatildeo de cada
eletrodo foram medidos em maacutequina tridimensional utilizando o software Quindos Gear
conforme a ISO 1328-12013 As variaacuteveis medidas e sua descriccedilatildeo satildeo apresentadas na tabela
26
105
Figura 85 ndash Desenho do eletrodo EL-0926
Tabela 26 ndash Desvios de flanco de dente de engrenagem [42]
Simbologia (μm) Descriccedilatildeo 119891119867120572 Desvio angular de perfil 119865120572 Desvio total de perfil 119891119891120572 Desvio de forma de perfil 119891119867120573 Desvio angular de linha de flanco 119865120573 Desvio total de linha de flanco 119891119891120573 Desvio de forma de linha de flanco 119891119901119905 Desvio de passo individual 119865119901 Desvio de passo total 119865119903 Desvio de batimento radial
Q Grau de qualidade de engrenagem
O perfil de engrenagem do eletrodo EL-0926 tem onze dentes Desta forma a metodologia
de coleta de dados definida foi a mediccedilatildeo individual dos dois flancos de cada dente e a avaliaccedilatildeo
do grau de qualidade de engrenagem resultante do maior valor encontrado sobre trecircs grupos
consecutivos O grupo 1 eacute formado pelos dentes 1 2 3 e 4 O grupo 2 eacute composto pelos dentes
5 6 7 e 8 Os demais dentes compotildeem o grupo 3 Foram usinadas trecircs amostras do eletrodo
EL-0926 Os eletrodos usinados na maacutequina CUT 300 mS satildeo mostrados na figura 86a 86b e
86c
106
a) b) c)
Figura 86 ndash Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3
As trecircs amostras do eletrodo satildeo idecircnticas contudo os seus resultados de desvios
dimensionais e grau de qualidade foram especiacuteficos em cada amostra Os resultados
dimensionais referente aos trecircs eletrodos satildeo mostrados nas tabelas 27 28 e 29
Tabela 27 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 1)
Grau de qualidade de engrenagem eletrodo EL-0926
esquerdo direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
3 2 4 3 3 2 119943119919120630 3 4 2 2 2 4
2 2 4 4 2 2 119917120630 3 3 2 2 2 2
1 1 1 1 1 1 119943119943120630 1 3 1 2 1 1
0 1 0 1 1 1 119943119919120631 1 0 1 0 0 0
0 1 0 1 0 1 119917120631 1 0 1 0 1 0
0 1 0 1 1 1 119943119943120631 1 1 1 4 1 1
3 3 119943119953119957 6 4
3 6 119917119953 6 3
5 8 119917119955
a variaacutevel 119865119903 independe de flanco direito ou esquerdo
107
Tabela 28 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 2)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo Direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 0 4 3 3 2 119943119919120630 3 5 5 6 3 4
0 1 3 3 1 2 119917120630 4 3 4 4 3 3
1 1 2 2 2 1 119943119943120630 1 1 1 0 1 1
0 0 0 0 0 0 119943119919120631 0 0 1 1 1 0
1 1 0 1 1 2 119917120631 1 1 1 1 1 0
2 1 2 1 3 2 119943119943120631 1 2 1 1 1 1
2 4 119943119953119957 3 4
1 3 119917119953 5 3
3 4 119917119955
Tabela 29 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 3)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo direito
Q
11109 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
91011 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 3 2 3 2 119943119919120630 3 4 3 5 4 5
2 2 1 2 2 2 119917120630 3 3 3 3 3 3
0 1 1 1 1 1 119943119943120630 1 0 2 2 1 0
0 0 0 1 0 0 119943119919120631 1 1 1 0 1 1
1 1 1 1 0 1 119917120631 1 4 4 1 1 0
1 1 1 1 1 1 119943119943120631 1 4 3 1 1 0
4 4 119943119953119957 3 4
3 6 119917119953 8 4
5 8 119917119955
108
O conjunto de trecircs eletrodos EL-0330 EL-0331 e EL-0987 foi usinado na maacutequina CUT
300 mS Os resultados de desvios geomeacutetricos para os eletrodos satildeo mostrados nas tabelas 30
31 e 32
Tabela 30 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331 na CUT 300 mS em CuW
Grau de qualidade de engrenagem eletrodo EL-0331
Esquerdo Direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
4 0 4 2 4 2 119943119919120630 2 3 2 3 1 3
4 3 4 3 4 4 119917120630 4 4 4 4 4 4
5 3 5 2 5 4 119943119943120630 4 5 3 5 3 5
3 1 3 1 3 2 119943119919120631 -1 0 1 0 0 0
8 3 8 14 8 14 119917120631 3 3 3 3 1 3
9 2 9 14 9 14 119943119943120631 3 4 3 4 1 4
4 3 119943119953119957 5 6
2 4 119917119953 6 4
5 7 119917119955
Tabela 31 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0330
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 1 5 2 5 4 119943119919120630 2 6 2 6 5 6
5 2 5 3 5 6 119917120630 4 5 4 5 5 5
6 2 6 2 6 5 119943119943120630 3 4 3 4 3 4
5 2 5 3 5 -4 119943119919120631 -4 5 -3 5 0 5
4 4 4 3 4 4 119917120631 4 6 7 6 1 6
5 4 5 1 5 1 119943119943120631 2 6 7 6 1 6
5 4 119943119953119957 4 5
4 7 119917119953 4 2
5 9 119917119955
109
Tabela 32 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
6 -4 6 4 6 -5 119943119919120630 5 6 3 6 3 6
6 9 6 5 6 7 119917120630 6 5 6 5 3 5
6 6 6 5 6 4 119943119943120630 4 5 5 5 3 5
2 -1 2 -2 2 2 119943119919120631 1 2 5 2 0 2
4 2 4 4 4 2 119917120631 5 4 5 4 2 4
5 2 5 4 5 2 119943119943120631 6 6 -1 6 2 6
9 18 119943119953119957 15 9
7 21 119917119953 19 7
8 22 119917119955
A tabela 33 mostra o resultado dos desvios do eletrodo EL-0987 apoacutes a utilizaccedilatildeo do mesmo
na usinagem da cavidade da matriz MT-3673
Tabela 33 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 apoacutes a erosatildeo por penetraccedilatildeo
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 6 7 7 8 12 119943119919120630 12 9 5 6 3 4
6 7 5 6 7 10 119917120630 11 7 7 6 4 4
4 3 4 4 5 5 119943119943120630 7 7 7 5 5 5
5 4 5 5 5 4 119943119919120631 5 5 5 5 3 4
4 4 4 5 4 5 119917120631 5 4 5 4 5 5
2 2 5 4 5 4 119943119943120631 4 5 4 5 5 6
7 9 119943119953119957 7 6
7 19 119917119953 19 7
9 35 119917119955
110
Comparando os resultados das tabelas 32 e 33 se verifica que houve piora nos desvios
geomeacutetricos de engrenagem do eletrodo de acabamento Isto significa que um possiacutevel
aproveitamento para uma segunda matriz de precisatildeo estaria descartado
52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE
ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
A anaacutelise experimental entre diferentes sistemas de aneacuteis de cintamento foi conduzida sobre
o pinhatildeo citado na figura 38b o qual eacute produzido pela matriz MT-3673 (fig 27) O produto
resultante de extrusatildeo a frio eacute um pinhatildeo utilizado em motores de partida automotivos O
modelo utilizado para anaacutelise de fabricaccedilatildeo dos eletrodos na seccedilatildeo anterior eacute baseado nos
dados de engrenagem deste pinhatildeo sendo ele com nove dentes moacutedulo (mk) 211 acircngulo de
pressatildeo (αp) igual agrave 12ordm e comprimento de flanco de 8 mm conforme figura 87 As ferramentas
utilizadas nos ensaios satildeo mostradas na figura 88
Figura 87 ndash Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON
Figura 88 ndash Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional
b) Sistema STRECON
111
A ferramenta com sistema convencional possui dois aneacuteis de cintamento feitos em accedilos AISI
S1 e H13 respectivas interferecircncias de montagem de 0286 e 0434 mm entre matrizes e anel
1 e anel 1 e anel 2 respectivamente
As matrizes foram fabricadas de acordo com o mesmo procedimento conforme mostrado
no diagrama da figura 89
Figura 89 ndash Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio
521 Resultados
Os respectivos desvios de flanco de engrenagem resultantes nas cavidades das matrizes satildeo
mostrados nas tabelas 34 e 35 As cavidades das matrizes destas tabelas foram usinadas por
uma maacutequina de eletroerosatildeo por penetraccedilatildeo modelo Agietron Advance 3 ano 2003 Para esta
usinagem foram utilizados os eletrodos fabricados pela CUT 2000 S obtidos nos primeiros
ensaios de fabricaccedilatildeo
De acordo com a ISO 1328-1 quanto menor a escala de grau de qualidade maior a qualidade
do perfil de engrenagem Assim atraveacutes dos resultados das tabelas 34 e 35 eacute possiacutevel verificar
que haacute uma melhoria nos resultados do ferramental com aneacuteis de compressatildeo de alta resistecircncia
O grau de qualidade de engrenagem resultante do ferramental com o sistema STRECON se
mostrou superior ao do sistema convencional A maior resistecircncia agrave deformaccedilatildeo do sistema
STRECON demonstrou maior precisatildeo no resultado
As ferramentas foram colocadas em produccedilatildeo em prensa excecircntrica de 450 toneladas
Amostras foram medidas e mostraram uma tendecircncia que refletiu os resultados de suas
respectivas matrizes As tabelas 36 e 37 mostram os resultados de uma amostra de pinhatildeo obtido
por cada uma das matrizes
Usinagem dos componentes
Tratamento teacutermico
Retificaccedilatildeo e Montagem
Fabricaccedilatildeo dos eletrodos por
eletroerosatildeo ao fio
Eletroerosatildeo por penetraccedilatildeo da
cavidade
Polimento e Revestimento
Superficial
112
Tabela 34 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento convencional
Grau de qualidade de engrenagem para ferramenta com aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 18 11 31 119891119867120572 21 10 20 10 11 8
8 14 8 18 10 30 119865120572 21 9 21 9 13 7
2 1 6 6 6 5 119891119891120572 4 5 4 5 3 4
8 10 8 10 9 16 119891119867120573 10 8 17 9 14 9
7 10 7 9 8 17 119865120573 11 7 17 9 14 8
2 1 4 2 4 2 119891119891120573 3 4 2 2 1 1
10 23 119891119901119905 24 10
11 69 119865119901 64 10
10 52 119865119903
Tabela 35 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 1 8 11 6 5 119891119867120572 13 9 12 8 13 9
2 2 7 11 6 9 119865120572 12 7 12 7 12 7
3 2 4 3 5 5 119891119891120572 3 4 2 3 1 1
1 1 5 3 6 5 119891119867120573 2 4 4 5 1 0
3 2 4 4 5 5 119865120573 4 4 5 5 1 0
3 2 2 1 3 2 119891119891120573 2 2 2 3 1 0
7 9 119891119901119905 9 7
7 21 119865119901 19 7
7 16 119865119903
Os resultados mostram que a qualidade da cavidade quando montada em aneacuteis de
cintamento convencionais diminui em relaccedilatildeo aos desvios de perfil heacutelice e passo Contudo
este ensaio bem como o apresentado pela tabela 35 foi realizado em maacutequina que possui erro
113
de posicionamento e acabamento superficial elevados Desta forma eacute possiacutevel a obtenccedilatildeo de
melhores resultados dimensionais em caso da utilizaccedilatildeo de maacutequina de maior precisatildeo
Tabela 36 ndash Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento convencionais
Grau de qualidade de engrenagem para pinhatildeo produzido c aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 13 10 18 10 19 119891119867120572 20 10 21 10 20 10
9 23 10 28 10 27 119865120572 26 10 24 9 28 10
9 16 9 16 9 18 119891119891120572 18 9 12 8 16 9
5 3 5 4 6 5 119891119867120573 57 6 6 6 3 5
6 6 8 13 7 12 119865120573 13 8 24 7 7 6
6 4 8 11 8 9 119891119891120573 12 9 12 8 5 6
8 10 119891119901119905 11 8
6 13 119865119901 11 5
9 30 119865119903
Tabela 37 ndash Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para pinhatildeo produzido com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 23 10 20 119891119867120572 24 11 24 11 20 10
9 22 10 28 10 27 119865120572 32 10 28 10 25 9
8 13 8 11 8 11 119891119891120572 11 8 11 8 12 8
2 1 3 2 2 1 119891119867120573 2 3 2 3 1 2
4 3 7 11 6 8 119865120573 12 8 8 7 3 4
4 2 8 11 8 8 119891119891120573 11 8 10 8 3 5
5 4 119891119901119905 3 4
3 5 119865119901 6 4
6 9 119865119903
Baseado nas informaccedilotildees das tabelas 36 e 37 uma nova alternativa de equipamento de
eletroerosatildeo por penetraccedilatildeo foi testada A maacutequina FORM X400 tambeacutem do cataacutelogo do
fabricante GF Agie Charmilles foi utilizada A FORM X400 possui um sistema de termo-
estabilizaccedilatildeo integrado que permite corrigir os pontos localizados de aquecimento assim como
114
a CUT 300 mS Em paralelo um otimizado sistema de controle permite reduzir o desgaste do
eletrodo
A matriz MT-3673 foi novamente escopo deste teste e os eletrodos EL-0331 EL-0330 e
EL-0987 desta vez utilizando uma maacutequina modelo FORM X400 A diferenccedila aplicada neste
ensaio foi a utilizaccedilatildeo de trecircs eletrodos sendo o primeiro para desbaste e os dois restantes para
acabamento Os eletrodos EL-0331 EL-0330 e EL-0987 apresentados nas tabelas 30 31 e 32
foram utilizados Neste teste foram adicionados dispositivos de fixaccedilatildeo do fabricante 3R Estes
dispositivos permitem realizar o setup dos trecircs eletrodos em uma mesma posiccedilatildeo de referecircncia
em relaccedilatildeo agrave matriz O objetivo foi minimizar a atribuiccedilatildeo dos erros de posicionamento dos
eletrodos entre cada etapa de usinagem Os eletrodos foram fixados em uma haste fabricada
com desvio de batimento radial maacuteximo de 0005 mm Os mesmos foram fixados nas hastes e
montados nos ldquopalletsrdquo 3R A figura 82a mostra o eletrodo montado na haste e pallet 3R Apoacutes
a montagem do eletrodo o conjunto foi adaptado a uma base plana montada em maacutequina de
mediccedilatildeo tridimensional com 0003 mm de paralelismo entre faces inferior e superior conforme
a figura 90b
a) b)
Figura 90 ndash a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional
A mediccedilatildeo em maacutequina tridimensional tem a funccedilatildeo de encontrar os erros nos eixos X e Y
do perfil de engrenagem em relaccedilatildeo ao centro de fixaccedilatildeo O conhecimento destes erros permite
fazer as devidas compensaccedilotildees dos eixos na programaccedilatildeo da FORM X400 O procedimento eacute
realizado para garantir que os eletrodos sejam posicionados no mesmo centro de fixaccedilatildeo
A erosatildeo da cavidade da matriz MT-3673 de acordo com o procedimento citado na maacutequina
FORM X400 apresentou os desvios informados na tabela 38 O ANEXO J mostra o relatoacuterio
de mediccedilatildeo realizada em maacutequina ZEISS atraveacutes do software GEAR PRO involute
115
Tabela 38 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 4 5 1 5 3 119891119867120572 2 4 2 4 0 4
4 4 4 3 4 4 119865120572 3 3 3 3 1 3
3 2 3 3 3 2 119891119891120572 2 3 2 3 1 3
2 0 2 -1 2 1 119891119867120573 5 4 -1 4 1 4
5 3 5 4 5 5 119865120573 4 5 4 5 4 5
6 3 6 4 6 5 119891119891120573 2 6 5 6 4 6
3 2 119891119901119905 4 5
2 4 119865119901 5 3
5 8 119865119903
A matriz foi desmontada dos aneacuteis de cintamento por enrolamento de tiras e aplicado o
revestimento PVD Produzir amostras sem a aplicaccedilatildeo de revestimento poderia representar
dano agrave superfiacutecie da cavidade da matriz e comprometer a integridade da engrenagem extrudada
Apoacutes a aplicaccedilatildeo do revestimento PVD e remontagem houve modificaccedilatildeo no grau de qualidade
dos dentes de engrenagem A tabela 39 mostra o grau de qualidade da cavidade da matriz apoacutes
a aplicaccedilatildeo do revestimento PVD O anexo L mostra o relatoacuterio de mediccedilatildeo da cavidade apoacutes
o revestimento A numeraccedilatildeo da posiccedilatildeo dos dentes foi mantida em relaccedilatildeo agrave tabela 38
Tabela 39 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 5 3 5 3 119891119867120572 2 5 3 5 -1 5
4 2 4 3 4 2 119865120572 3 5 5 5 2 5
4 1 4 3 4 2 119891119891120572 2 5 4 5 1 5
3 0 3 -1 3 2 119891119867120573 -4 5 2 5 -1 5
5 4 5 5 5 6 119865120573 5 5 5 5 5 5
6 3 6 5 6 6 119891119891120573 -4 6 5 6 5 6
7 8 119891119901119905 8 7
6 15 119865119901 17 6
7 18 119865119903
116
A comparaccedilatildeo entre os resultados das tabelas 38 e 39 mostra que houve um decreacutescimo no
grau de qualidade da cavidade da matriz A aplicaccedilatildeo do revestimento na superfiacutecie pode ter
aumentado a irregularidade de forma A montagem da ferramenta tambeacutem pode ter
influenciado bem como o fato de os aneacuteis de cintamento jaacute terem passado por vaacuterios ciclos de
produccedilatildeo montagem e desmontagem o que provoca a sua deformaccedilatildeo plaacutestica
O desvio de forma de perfil (ffα) passou de grau Q3 para graus Q4 (lado esquerdo) e Q5 (lado
direito) O desvio angular de perfil (fHα) passou de grau Q4 para Q5 no lado direito mantendo-
se estaacutevel no lado esquerdo O desvio angular de linha de flanco (fHβ) sofreu decreacutescimo de um
ponto no grau de qualidade passando de Q2 para Q3 (lado esquerdo) e Q4 para Q5 (lado
direito) Os desvios individual de passo (fpt) e batimento radial (Fr) passaram ao grau de
qualidade Q7
Os graacuteficos das figuras 91a e 91b mostram a variaccedilatildeo do grau de qualidade (Q) em funccedilatildeo
dos desvios dimensionais de engrenagem para a MT-3673 antes e poacutes aplicaccedilatildeo do PVD O
maior grau de qualidade encontrado entre os flancos direito e esquerdo foi indicado nos
graacuteficos
a) b)
Figura 91 ndash Grau de qualidade (Q) X desvios dimensionais da MT-3673
Os paretos mostrados na figura 91 indicam que na usinagem por eletroerosatildeo da MT-3673
o desvio angular de linha de flanco (ffβ) sofreu a maior variaccedilatildeo no desvio dimensional
resultando no maior grau de qualidade (Q6) e mantendo-se apoacutes o PVD O desvio de forma de
perfil (ffα) e desvio passo total (Fp) atingiram o melhor grau de qualidade (Q) poreacutem apoacutes o
PVD houve um decreacutescimo de Q2 e Q3 niacuteveis respectivamente nesta variaacutevel O desvio de
passo individual (fpt) e desvio de batimento radial (Fr) atingiram os maiores desvios
dimensionais apoacutes o PVD e o seu grau de qualidade final foi Q7
A ferramenta foi colocada na prensa excecircntrica jaacute mencionada neste trabalho e amostras de
pinhotildees foram produzidas tal como mostrado na figura 92
117
Figura 92 ndash Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida
Foram produzidas 20 amostras de pinhotildees e a tabela 40 mostra o resultado do grau de
qualidade alcanccedilado em uma das amostras Este resultado foi semelhante para as demais
amostras O anexo M mostra o relatoacuterio de mediccedilatildeo do referido pinhatildeo
Para os desvios de perfil (ffα fHα e Fα) o pinhatildeo atingiu o grau de qualidade Q7 com dois
pontos acima da cavidade da matriz Os desvios de passo (fpt e Fp) reproduziram a cavidade da
matriz com grau de qualidade Q7 Os desvios de heacutelice (ffβ fHβ e Fβ) atenderam ao grau de
qualidade Q6 Importante observar que ateacute a tabela 37 os resultados foram atraveacutes do software
Quindos onde o grau de qualidade era atribuiacutedo a cada grupo de quatro dentes O GEAR PRO
verifica o maior desvio entre os nove dentes e atribui o grau a partir deste resultado
Tabela 40 ndash Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para pinhatildeo com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 -1 7 7 7 8 119891119867120572 6 7 -6 7 -7 7
7 8 7 12 7 12 119865120572 10 7 9 7 9 7
7 7 7 8 7 9 119891119891120572 7 7 4 7 5 7
6 -3 6 5 6 6 119891119867120573 -2 4 -3 4 2 4
6 4 6 8 6 8 119865120573 5 5 5 5 5 5
6 4 6 5 6 6 119891119891120573 4 6 6 6 5 6
7 10 119891119901119905 9 7
7 20 119865119901 23 7
8 20 119865119903
118
O graacutefico da figura 93 mostra o grau de qualidade (Q) devido aos desvios dimensionais de
uma amostra de pinhatildeo produzido pela MT-3673 com a aplicaccedilatildeo de PVD Os desvios de perfil
(ffα fHα Fα) atingiram o grau Q7 os desvios de linha de flanco (ffβ fHβ Fβ) resultaram em grau
Q6 e os desvios de passo (fpt Fp) o grau Q7 O desvio de batimento radial (Fr) apresentou Q8
Figura 93 ndash Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673
A Tabela 41 apresenta os resultados de comparaccedilatildeo entre um eletrodo de referecircncia de
coacutedigo EL-0330 o qual eacute usinado por eletroerosatildeo em processo atual e os eletrodos usinados
por microusinagem e por eletroerosatildeo a fio (utilizando as trecircs maacutequinas e os dois diferentes
tarugos para a CUT 2000 S) tendo como base para comparaccedilatildeo as informaccedilotildees fornecidas na
mediccedilatildeo de cada um dos principais paracircmetros Foram analisados os dados de todos os dentes
medidos (ambos os lados direito e esquerdo) e o respectivo grau de qualidade maacuteximo atingido
para cada um dos paracircmetros relevantes As mediccedilotildees foram realizadas nas dependecircncias da
empresa ZEN onde foi utilizada uma maacutequina tridimensional com o software Quindos Para
comparaccedilatildeo os eletrodos foram enviados para a Fundaccedilatildeo CERTI e medidos em maacutequina
ZEISS e software GearPRO
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo
Desvio
Grau de qualidade do eletrodo
Referecircncia (EL-0330)
Microfresamento Eletroerosatildeo
CUT 20P
Eletroerosatildeo CUT 2000 S CUT 300 mS
Tarugo 2 furos
Tarugo 4 furos Mediccedilatildeo
ZEN Mediccedilatildeo
Certi
Perfil fHα 9 11 11 7 7 6 5 Fα 8 10 10 6 6 7 5 ffα 7 9 8 7 7 6 5
Heacutelice fHβ 4 4 7 2 3 1 2 Fβ 8 4 7 3 6 1 1 ffβ 7 5 7 4 6 1 0
Passo Fp 4 4 12 5 4 2 4 fp 5 7 11 8 6 5 4
Batimento radial Fr 6 4 12 7 4 3 5
Grau de qualidade
9 11 12 8 7 7 5
119
Para avaliar a qualidade superficial dos perfis obtidos trecircs mediccedilotildees de rugosidade foram
realizadas em dois dentes de cada um dos eletrodos Este procedimento eacute ilustrado na figura 94
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados
Devido agrave curvatura do perfil evolvente apenas um comprimento limitado (~1 mm) pocircde ser
aferido no perfilocircmetro A Tabela 42 apresenta os resultados de rugosidade para eletrodo
Tabela 42 ndash Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados
Ra (microm) Microfresamento Eletroerosatildeo a fio
Dente 1 Dente 2 Dente 1 Dente 2 M1 06214 05482 02154 03095 M2 05082 05452 02477 02488 M3 05298 04979 02833 02418
Meacutedia 05418 02578
Os resultados das tabelas 41 e 42 mostram que o processo de microfresamento eacute promissor
para a fabricaccedilatildeo de eletrodos em cobre poreacutem necessita de maior pesquisa e otimizaccedilatildeo de
seus paracircmetros onde os passes consecutivos e deslocados lateralmente (ae) tecircm impacto no
crescente desvio de forma de perfil dos dentes da engrenagem
No caso dos eletrodos referecircncia e usinado por microfresamento o desvio angular de perfil
(fHα) eacute a caracteriacutestica mais criacutetica e portanto determinante do grau de qualidade geral do
eletrodo Para a fabricaccedilatildeo por eletroerosatildeo com a CUT 20 P o desvio de passo acumulado
(Fp) o batimento radial (Fr) e desvio angular (fHα) satildeo as caracteriacutesticas mais criacuteticas Jaacute a
fabricaccedilatildeo por eletroerosatildeo com a CUT 2000 S o maior desvio foi no passo (Fr) sendo que
provavelmente houve um deslocamento da peccedila durante a sua usinagem
A inclusatildeo da maacutequina CUT 300 mS nesta pesquisa proporcionou resultados superiores em
relaccedilatildeo aos obtidos pelas maacutequinas anteriores Os resultados das tabelas 27 a 32 evidenciam a
superioridade do processo desenvolvido para a usinagem com este modelo de maacutequina A CUT
300 mS aleacutem de possuir maior precisatildeo de posicionamento e acabamento em relaccedilatildeo agraves demais
maacutequinas tambeacutem possui sistema interno de estabilizaccedilatildeo de temperatura em relaccedilatildeo ao
ambiente Estas caracteriacutesticas aliadas agrave conceitos particulares de projeto de engrenagem
contribuem para a obtenccedilatildeo de uma melhor qualidade de engrenagem dos eletrodos
120
6 DISCUSSOtildeES DOS RESULTADOS
O desenvolvimento da ferramenta de extrusatildeo de engrenagens de precisatildeo a frio considerou
etapas que passaram pela simulaccedilatildeo numeacuterica do comportamento dos aneacuteis de cintamento e o
seu resultado no produto de extrusatildeo definiccedilatildeo das etapas de usinagem por eletroerosatildeo para a
fabricaccedilatildeo de eletrodos e cavidade de matriz e a determinaccedilatildeo das curvas de escoamento do accedilo
SAE 10B22 utilizado na fabricaccedilatildeo dos pinhotildees para impulsor de partida citados descritos neste
trabalho
As curvas mostradas nas figuras 17 18 e 19 referentes ao accedilo SAE 10B22 e obtidas atraveacutes
do software JMatPro quando comparadas com as curvas obtidas atraveacutes do ensaio de
compressatildeo (fig 47 48 e 49) mostram divergecircncias no comportamento tensatildeo-deformaccedilatildeo o
que demonstra que ensaios experimentais satildeo importantes para validar os resultados de
simulaccedilatildeo computacional Considerando a deformaccedilatildeo verdadeira (φ) de 002 agrave T=20ordmC e
velocidade de deformaccedilatildeo () de 1 s-1 o software JMatPro indica a tensatildeo de escoamento igual
a 3434 Nmm2 O ensaio de compressatildeo mostrou uma tensatildeo de escoamento de 4111 Nmm2
No caso da utilizaccedilatildeo das curvas do JMatPro nas simulaccedilotildees os esforccedilos de extrusatildeo seriam
menores visto que as o erro destas curvas em relaccedilatildeo agraves obtidas por ensaio eacute deslocado em
direccedilatildeo a zero ou seja as tensotildees de escoamento simuladas satildeo menores Isto pode causar erro
no dimensionamento do projeto da ferramenta e principalmente dos aneacuteis de cintamento
Kang et al (2007) [84] estudou o efeito da deformaccedilatildeo elaacutestica sobre matrizes de extrusatildeo
A deformaccedilatildeo elaacutestica ocorre devido agraves etapas de carregamento descarregamento e extraccedilatildeo
da peccedila Portanto a dimensatildeo final da engrenagem seraacute diferente daquela fabricada para a
cavidade da matriz O conceito de preacute-tensionamento de matrizes por enrolamento de tiras
proporciona maior resistecircncia agraves altas tensotildees de extrusatildeo direta a frio em comparaccedilatildeo com os
sistemas convencionais e consequente reduccedilatildeo da deformaccedilatildeo elaacutestica da matriz como
estudado por Groenbaek e Nielsen (1997) [78]
A simulaccedilatildeo computacional mostrou que quanto maior o estado de tensotildees compressivas da
matriz com a accedilatildeo dos aneacuteis de cintamento menor seraacute a sua deformaccedilatildeo elaacutestica Os desvios
dimensionais devido agrave expansatildeo da matriz satildeo reduzidos Aliado a maior precisatildeo na fabricaccedilatildeo
de geometria da cavidade da matriz por eletroerosatildeo os desvios de flanco da engrenagem
extrudada a frio seratildeo minimizados A tabela 17 mostrou que o deslocamento ocorrido nas
matrizes e aneacuteis de cintamento apoacutes o preacute-tensionamento foi superior para a ferramenta
montada com os aneacuteis por enrolamento de tiras havendo uma maior contraccedilatildeo nas matrizes
internas de 005 mm em relaccedilatildeo agraves matrizes preacute-tensionadas pelo sistema de duplo anel
121
As tensotildees tangencial (σt) axial (σz) e radial (σr) satildeo superiores para a ferramenta por
enrolamento de tiras Desta forma a tensatildeo equivalente (σe) na regiatildeo interna da cavidade da
matriz eacute aproximadamente quatro vezes superior ao sistema de duplo anel Esta caracteriacutestica
proporciona uma menor deformaccedilatildeo elaacutestica dos componentes da ferramenta durante o ciclo de
extrusatildeo da engrenagem A tensatildeo equivalente (σe) calculada pela teoria de von Mises
correspondeu aos resultados de simulaccedilatildeo numeacuterica o que mostra o alinhamento com a teoria
A simulaccedilatildeo numeacuterica do pinhatildeo extrudado pela matriz por enrolamento de tiras mostrou o
ponto 2 onde haacute a transiccedilatildeo do perfil da geratriz para formaccedilatildeo do dente como o de
concentraccedilatildeo das maiores tensotildees e desta forma maior tensatildeo equivalente (σe)
Pode-se notar que no atual estaacutegio de maturidade do processo apenas o eletrodo fabricado
pelo processo de eletroerosatildeo a fio utilizando a maacutequina CUT 300 mS obteve resultado melhor
(Q 5) quando comparado com o eletrodo referecircncia (Q 9) Diversos fatores contribuiacuteram para
este resultado sendo um deles quando utilizado o eletrodo com mais pontos de entrada do fio
para a erosatildeo Isto se deve ao fato de com mais pontos de ancoragem da engrenagem no material
que seraacute removido a peccedila se manteacutem mais riacutegida garantindo melhor qualidade do corte por
eletroerosatildeo
bull A maacutequina de erosatildeo por penetraccedilatildeo FORM X400 proporcionou evoluccedilatildeo nos resultados
dimensionais O desvio de perfil (α) o qual era o de mais baixa qualidade teve melhora
significativa O desvio de forma de flanco (ffβ) sofreu uma variaccedilatildeo em um dos dentes e
apresentou grau Q6 Os demais desvios de Passo (Fp) e Batimento Radial (Fr) atingiram
o grau de qualidade Q5
bull A utilizaccedilatildeo do terceiro eletrodo com afastamento reduzido em relaccedilatildeo ao perfil final da
cavidade foi fundamental na melhoria dos resultados Este eletrodo teve a funccedilatildeo de
remover uma miacutenima camada de material e corrigir as deformaccedilotildees maiores provenientes
das etapas anteriores
bull Os pinhotildees reproduzidos atenderam ao grau de qualidade Q7 havendo um desvio como
esperado em relaccedilatildeo ao grau de qualidade obtido na cavidade da engrenagem apoacutes a
extraccedilatildeo Verificou-se que o grau de qualidade da cavidade da matriz sofreu piora com
a desmontagem e aplicaccedilatildeo do revestimento PVD Esta etapa do processo necessita de
ajustes para poder aplicar o menor erro possiacutevel ao resultado da usinagem por penetraccedilatildeo
da cavidade Em paralelo a melhoria no posicionamento dos eletrodos e referecircncias de
usinagem da ferramenta podem melhorar o grau de qualidade da cavidade reduzir seus
erros apoacutes o revestimento PVD e obter um pinhatildeo com maior precisatildeo
122
7 CONCLUSOtildeES
Os resultados das tabelas 34 35 36 e 37 evidenciaram que a diferenccedila meacutedia de dois graus
de qualidade de engrenagem da cavidade das matrizes e o seu produto de extrusatildeo A
deformaccedilatildeo elaacutestica do ferramental a qual proporciona uma deformaccedilatildeo plaacutestica no extrudado
satildeo fatores que contribuem para variaccedilatildeo do grau de qualidade do perfil de engrenagem do
pinhatildeo
Individualmente a matriz montada com os aneacuteis de compressatildeo STRECON e usinada na
maacutequina FORM X400 apresentou desvios de perfil (Q de 10 para 5) desvios de linha de flanco
(Q de 8 para 5) desvios de passo (Q de 8 para 3) e batimento radial (Q de 9 para 5) reduzidos
em relaccedilatildeo a com aneacuteis convencionais e usinados pela maacutequina Agietron Advance 3 o que
resultou em grau de qualidade de engrenagem de maior precisatildeo Os resultados dos pinhotildees
produzidos pela ferramenta do processo original com aneacuteis de cintamento convencionais e
maacutequina de erosatildeo de menor precisatildeo quando comparados com os pinhotildees dos aneacuteis por
enrolamento de tiras e matriz usinada pela FORM X400 tiveram melhora significativa Os
desvios de perfil tiveram seu grau de qualidade melhorado de Q10 para Q7 desvios de linha de
flanco de Q8 para Q6 Os desvios de passo (Q de 8 para 7) e batimento radial (Q de 9 para 8)
foram prejudicados pela etapa de desmontagem e revestimento da matriz que elevou estes
desvios da cavidade
A simulaccedilatildeo numeacuterica foi realizada em uma primeira etapa para verificaccedilatildeo do efeito dos
aneacuteis de cintamento no produto de extrusatildeo A segunda etapa de simulaccedilatildeo onde o aumento do
preacute-tensionamento na ferramenta foi aplicado devido ao aumento da interferecircncia de
montagem mostrou que eacute possiacutevel minimizar o efeito do comportamento elaacutestico da ferramenta
com o correto dimensionamento dos aneacuteis de cintamento A anaacutelise por simulaccedilatildeo numeacuterica
dos dois sistemas de preacute-tensionamento mostrou que o sistema por enrolamento de tiras
proporciona uma rigidez global superior ao sistema convencional de duplo anel O efeito dos
aneacuteis por enrolamento de tiras foi fundamental na melhoria da qualidade de engrenagem
extrudada a frio
Estudos indicaram que a usinagem de precisatildeo de eletrodos e cavidade da matriz baseado
na geometria dos flancos e a consequente reduccedilatildeo dos seus desvios podem resultar em graus de
qualidade de engrenagem superiores nos produtos de extrusatildeo a frio Estes conceitos apoiados
pela tecnologia adequada de fabricaccedilatildeo de ferramentas a qual estaacute relacionada ao maquinaacuterio
utilizado para fabricaccedilatildeo bem como a mediccedilatildeo correta do que eacute fabricado satildeo fundamentais
para atingir o grau de qualidade de engrenagem desejada
123
8 SUGESTOtildeES PARA TRABALHOS FUTUROS
O processo proposto para a fabricaccedilatildeo de ferramentas de precisatildeo mostrou-se robusto e
eficiente Contudo outras teacutecnicas de fabricaccedilatildeo de eletrodos podem ser estudadas
principalmente a tecnologia de microfresamento vista neste estudo poreacutem pouco explorada
O microfresamento para a fabricaccedilatildeo de eletrodos apresentou potencial e pode ser refinado
Este eacute um estudo sugerido para continuidade
A tecnologia de preacute-tensionamento de ferramentas desenvolvida pela empresa STRECON eacute
eficiente e atribui maior resistecircncia ao ferramental Entretanto o sistema eacute considerado de alto
custo se comparado com o sistema de aneacuteis convencionais O estudo por simulaccedilatildeo
computacional e ensaios praacuteticos para definiccedilatildeo de uma tecnologia de mais baixo custo e
rendimento similar estaria no escopo dos proacuteximos trabalhos
A velocidade de deformaccedilatildeo tem impacto direto na qualidade resultante da engrenagem
extrudada A aplicaccedilatildeo de prensas com sistema de servo-acionamento onde as curvas de
atuaccedilatildeo da prensa podem ser programadas em conjunto com uma ferramenta fabricada com
alta precisatildeo eacute um escopo de proacuteximos estudos a serem realizados
Outro importante ingrediente eacute o custo envolvido da ferramenta O custo das matrizes estaacute
entre 10 e 15 do custo do extrudado entretanto o custo indireto pode ser superior agrave 70 Isto
inclui o custo dos materiais e usinagem das matrizes O custo variaacutevel na conclusatildeo das matrizes
eacute importante Se a qualidade da matriz for comprometida isto pode parar uma produccedilatildeo Em
resumo a reduccedilatildeo de sucata e a longa vida uacutetil de ferramentas satildeo a mais efetiva forma de
reduccedilatildeo de energia e custos os quais satildeo objetivo de qualquer especialista de processos ou
supervisor de planta Metas como estas satildeo essenciais para a sobrevivecircncia de forjarias em
longo prazo bem como a sustentabilidade de uma nova geraccedilatildeo de componentes proacuteximos de
sua forma final com alta precisatildeo
O controle de custos de fabricaccedilatildeo relacionado com gerenciamento da vida uacutetil de
ferramentas de extrusatildeo eacute escopo para estudos futuros
124
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS
[1] MATSUBARA S KUDO H Devising and calibration of a simple sensor for determining
pressure distribution on tool-workpiece interfaces J Jpn Soc Technol Plasticity 32 p 589-
596 1991
[2] MATUSUBARA S KUDO H Non-uniform pressure distribution on punch nose surface
in axisymmetric cold forging process J Jpn Soc Technol Plasticity 32 p 874-879 1991
[3] MURATA Y Measurement of die deformation in forging by capacitive displacement
transducer in Proceedings on the Fourth International Conference on Technology of Plasticity
pp 1216-1221 1993
[4] HILLERY MT An embedded-strain-gauge technique of stress analysis in rod drawing
Journal of Materials Processing Technology 47 p 1-12 1993
[5] RADDAD B KOCANDA A On the strength criteria for high stressed ring-shaped dies
in Proceedings of the Fourth International Conference on Technology of Plasticity p 5-9
1993
[6] LEE YS LEE JH Experimental and analytical evaluation for elastic deformation
behaviors of cold forging tool Journal of Materials Processing Technology 127 p 73ndash82 2002
[7] LEE YS LEE JH Analysis of the elastic characteristics at forging die for the cold
forged dimensional accuracy Journal of Materials Processing Technology 130131 p 532ndash
539 2002
[8] LEE YS LEE JH Finite element modeling approaches to the accurate dimensional
prediction for a cold-forged part J Eng Manuf 218 p 1709ndash1722 2004
[9] ROSOCHOWSKI A BALENDRA R Secondary yielding of forged components due to
unloading Journal of Materials Processing Technology 115 p 233ndash239 2001
[10] BRESCIANNI E et al Conformaccedilatildeo Plaacutestica dos Metais 4a Ediccedilatildeo Editora da
Unicamp Campinas 1991
[11] ALTAN T Conformaccedilatildeo de Metais Fundamentos e Aplicaccedilotildees Publicaccedilatildeo EESCUSP
Satildeo CarlosSP 1999
[12] SCHULER Metal Forming Handbook Springer-Verlag Berlin Heidelberg 1998
125
[13] BILLIGMANN J FELDMANN H D Estampado y prensado a maacutequina 2a ediccedilatildeo
Ed Reverteacute 1979
[14] DIETER G E Metalurgia Mecacircnica 2ordf Ediccedilatildeo Editora Guanabara Dois RJ 1981
[15] MEIDERT M HANSEL M Net-shape cold forging to close tolerances under QS 9000
aspects Journal of Materials Processing Technology v 98 p 150-154 2000
[16] LANGE K CSER L GEIGER M KALS JAG Tool Life and Tool Quality in Bulk
Metal Forming CIRP Annals 41 p 667-675 1992
[17] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance of
Punches and Mandrels Verein Deutscher Ingenieure vol 2 1974
[18] VDI 3185 Calculation of the obtained punch force and the greatest extrusion force for
rod and solid extrusion of steel at room temperature Verein Deutscher Ingenieure 1970
[19] VDI 3138 Cold Forging of Steel ndash Application Examples of Products Economical Views
Verein Deutscher Ingenieure vol 3 1999
[20] VDI 3176 Prestressed Dies for Cold Forging Verein Deutscher Ingenieure vol 3 1985
[21] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance
Calculation of Dies (Dies Assemblies) Verein Deutscher Ingenieure vol 3 1974
[22] SCHAEFFER L Forjamento ndash Introduccedilatildeo ao Processo Porto Alegre Imprensa Livre
2006
[23] TSCHAumlTSCH H Handbuch Umformtechnik Darmstadt Hoppenstedt Technik Tabellen
Verlag 1984
[24] DRAKE R THROOP J Source Book on Cold Forming American Society for Metals
Metals Park Ohio 1975
[25] VETTER J et al Hard coatings for lubrication reduction in metal forming Surface and
Coatings Technology vol 86-87 p 739-747 1996
[26] SMITH L Thin-Film Deposition Principles and Practice p 3-4 1995
[27] OERLIKON BALZERS Disponiacutevel em lthttpswwwoerlikoncomecomaXLfilesbalzers
oerlikon_HQ163EN_BALINIT_DUPLEX_Seriepdfgt Acessado em agosto de 2018
[28] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1972
126
[29] BOWDEN F B TABOR D The Friction and Lubrication of Solids Part 1 Oxford
University Press Oxford 1950
[30] ERINOSHO M F AKINLABI E T Study of Friction during Forging Operation
Proceedings of the World Congress on Engineering Vol II June 29 ndash July 1st London 2016
[31] GARCIacuteA-DOMIacuteNGUEZ A CLAVER J CAMACHO A M SEBASTIAacuteN M A
Comparative Analysis of Extrusion Processes by Finite Element Analysis 25th DAAAM
International Symposium on Intelligent Manufacturing and Automation 2014 published by
Procedia Engineering vol 100 p 74ndash83 2015
[32] ZHANG Q FELDER E BRUSCHI S Evaluation of friction condition in cold forging
by using T-shape compression test Journal of Materials Processing Technology 209 p 5720-
5729 2009
[33] GEIGER R WOSKA R Fliesspressen Carl Hansen Verlag Munchen Wien 1984
[34] RODRIGUES J MARTINS P Tecnologia Mecacircnica Tecnologia da Deformaccedilatildeo
Plaacutestica vol 1 ndash Fundamentos Teoacutericos Lisboa Escolar editora 2005
[35] LUND E ANDRESEN H JEPSEN C Tool Optimization by Means of Effective
Prestressing System STRECON AS Sonderborg Denmark 2015
[36] TEKKAYA E et al History and Future of Cold Forging in Europe Presentation at the
40th International Cold Forging Group Plenary Meeting Padova Italy September 2007
[37] NICHIDAI CORPORATION Disponiacutevel em lthttpwwwnichidaijpenglish
catalogpdfStreconpdfgt Acesso em agosto de 2018
[38] ANDRESEN H LUND E Tooling Solutions for Cold and Warn Forging Applications
for Automotive and other Segments Uddeholm Automotive Seminar 2008
[39] MODIANO S CARRENtildeO J A FUGIVA RA C S BENEDETTI A V Effect of
hydrogen charging on the stability of SAE 10B22 steel surface in alkaline solution
Electrochimica Acta Brazil v 51 n 4 p 641-648 2005
[40] CASARIN S J Caracterizaccedilatildeo da temperabilidade de accedilo C-Mn microligado ao Boro
atraveacutes de dilatometria e curvas de transformaccedilatildeo de fases por resfriamento contiacutenuo EESC
USP 1996
[41] SENTE SOFTWARE Disponiacutevel em lthttpswwwsentesoftwarecoukgt Acesso em
agosto de 2018
127
[42] ISO 1328-1 Cylindrical Gears - ISO system of flank tolerance classification Part 1
Definitions and allowable values of deviations relevant to flanks of gear teeth 2013
[43] ISO 1328-2 Cylindrical Gears - ISO system of accuracy ndash Part 2 Definitions and
allowable values of deviations relevant to radial composite deviations and runout information
1997
[44] QUALITY TRANSMISSION COMPONENT Elements of Metric Gear Technology
Disponiacutevel em httpwwwqtcgearscom
[45] DUDLEY D W Handbook of Practical Gear Design McGRAW-HILL New York
First Edition 1954
[46] DUDLEY D W Gear Handbook The Design Manufactured and Application of
Applications New York McGRAW-HILL First Edition 1962
[47] NBR 12230 Sistema Internacional Prescriccedilatildeo para sua aplicaccedilatildeo Rio de Janeiro ABNT
24 p 1992
[48] VDIVDE 2613 Pitch Testing on Gearings ndash Spur Gear (Cylindrical Gear) Worm wheels
Bevel gears 1983
[49] VDIVDE 2612 Testing of Involute Cylindrical Gears -Tooth trace testing Part 2 1980
[50] SANTOS JUNIOR M J IRIGOYEN E R C Metrologia Dimensional teoria e praacutetica
Porto Alegre Ed UniversidadeUFRGS ISBN 85-7025-308-7 1995 222 p
[51] PINTO A Velocidade Perifeacuterica de Engrenagens Recife 2001 Disponiacutevel em
lthttpwwwupemecanicahpgigcombrvelperifpdfgt Acesso em agosto 2016
[52] KRANZ R WENDL F WUPPER Influence of EDM conditions on the toughness of
tool steels Thyssen Edelst Techn Ber 5 p 100-105 1990
[53] MARAFONA J D Processos de electroerosatildeo por penetraccedilatildeo e fio Faculdade de
Engenharia da Universidade do Porto Porto 2002
[54] McGEOUGH J A Advanced Methods of Machining Chapman and Hall Cambridge
1988
[55] FERRARESI D Usinagem dos metais Satildeo Paulo EdgardBluumlcher 1v 1970-2000
[56] AMORIM F L Tecnologia de Eletroerosatildeo por Penetraccedilatildeo da Liga de Alumiacutenio AMP
8000 e da Liga de Cobre CuBe para Ferramentas de Moldagem de Materiais Plaacutesticos Tese
128
(Doutorado em Engenhara Mecacircnica) Departamento de Engenharia Mecacircnica Universidade
Federal de Santa Catarina ndash UFSC Florianoacutepolis Brasil 147f 2002
[57] FLANtildeO O AYESTA I IZQUIERDO B SAacuteNCHEZ J A RAMOS J M
Experimental study on the influence of electrode geometry and electrode path on wear pattern
in EDM 19th CIRP Conference on Electro Physical and Chemical Machining Spain Procedia
CIRP 68 p 405 ndash 410 2018
[58] GUITRAU E P The EDM Handbook Hanser Gardner Publications Cincinnati 1997
[59] DAVIM J P Princiacutepios da Maquinagem Livraria Almedina Coimbra 1995
[60] HENTZ E A SCHAEFFER L KNOLL P K Influecircncia da Curva de Escoamento na
Simulaccedilatildeo Computacional do Processo de Forjamento a Quente da Liga de Titacircnio Ti-6al-4v
Ciecircncia amp Engenharia v 16 n 12 p 53-59 2007
[61] CLOUGH R The Finite Element Method in Place Stress Analysis In Anais da 2
Conference on Electronic Method International Computationrdquo Pittsburgh American Society
of Civil Engineers p 345-378 1960
[62] TURNER M CLOUGH R MARTIN H TOPP I Stiffness and Deflection Analysis of
Complex Structures Journal of the Aeronautical Sciences v 23 n 9 p 805-821 1956
[63] SNAPE G CLIFT S BRAMLEY A Parametric sensitivity analyze for FEA of hot
steel forging Journal of Materials Processing Technology Amsterdan v 125-126 p 353-360
2002
[64] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-20-phtmlgt Acessado em agosto de 2016
[65] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-2000-phtmlgt Acessado em setembro de 2016
[66] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-300-mshtmlgt Acessado em fevereiro de 2017
[67] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcontentdamgfac
proddbedmdie-sinkingdeagiecharmilles-form-x-400-600_depdfgt Acessado em janeiro de 2018
[68] KERN-MICROTECHNIK Disponiacutevel em lthttpwwwkern-microtechnikcomenmachine-tool-
manufactureproductskern-pyramid-nanogt Acessado em junho de 2016
129
[69] LAI X et al Modelling and analysis of micro scale milling considering size effect micro
cutter edge radius and minimum chip thickness International Journal of Machine Tools amp
Manufacture 48 (2008) 1-14
[70] SON S M et al Effects of the friction coefficient on the minimum cutting thickness in
micro cutting International Journal of Machine Tools amp Manufacture 45 (2005) 529535
[71] DIETER G E Mechanical Metallurgy McGraw-Hill Book Co 3rd edition 1988
[72] ENGINEERS EDGE Disponiacutevel em lthttpswwwengineersedgecommaterialsspecific
_heat_capacity_of_metals_13259htmgt Acessado em fevereiro de 2019
[73] ACcedilOS BOumlHLER-UDDEHOLM Disponiacutevel em lthttpwwwbohler-uddeholmcombr
mediaK340DEpdfgt Acessado em agosto de 2018
[74] NIAKI K S VAHDAT S E Optimization of Tensile Properties of AISI S1 Tool Steel
The Indian Institute of Metals ndash IIM 2015
[75] JONES B V Temperature and Stress Effect Modeling in Fatigue of H13 Tool Steel at
Elevated Temperatures with Applications in Friction Stir Welding Brigham Young University
Department of Mechanical Engineering 2015
[76] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1973
[77] CPM GmbH Disponiacutevel em lthttpswwwcpmgmbhcomgt Software licenciado
[78] GROENBAEK J NIELSEN E B Stripwound containers for combined radial and axial
prestressing STRECON Technology Journal of Materials Processing Technology Journal of
Materials Processing Technology 71 p 30-35 1997
[79] GROENBAEK J NIELSEN E B New Developments in the Design of High
Performance Stripwound Cold Forging Tools Journal of Materials Processing Technology 46
p 87-97 1994
[80] HINSEL C BISGAARD A ANDRESEN H How to model STRECON stripwound
containers in the FE analysis of forging dies STRECON AS 2013
[81] CRUZ M OLIVEIRA C Efeito da composiccedilatildeo quiacutemica da atmosfera cementante e
dos ciclos termoquiacutemicos na microestrutura e dureza de accedilos baixo carbono cementados e
temperados Dissertaccedilatildeo de Mestrado UFSC Florianoacutepolis 2014
130
[82] CASTRO R M Criteacuterio de projeto para engrenagens helicoidais aplicadas em
transmissotildees mecacircnicas veiculares 2005 220 f Dissertaccedilatildeo (Mestrado Profissionalizante em
Engenharia Automotiva) Escola Politeacutecnica da USP Satildeo Paulo 2005
[83] ASM HANDBOOK Failure Analysis and Prevention ASM International vol 11 2002
[84] KANG J H LEE K O JE J S KANG S S Spur Gear Forging Tool Manufacturing
Method considering Elastic Deformation due to Shrink Fitting Journal of Materials Processing
Technology p 187-188 2007
[85] HO K H NEWMAN T S State of the art electrical discharge machining (EDM)
International Journal of Machine Tools amp Manufacture 43 p 1287 ndash 1300 2003
[86] STEVE C SOMMER P Complete EDM Handbook wwwReliableEDMcom 2015
[87] REBELO J C MORAO DIAS A KREMER D LEBRUN J L Influence of EDM
pulse energy on the surface integrity of martensitic steels Journal of Materials Processing
Technology 84 p 90-96 1998
[88] MENDANHA A Estudo da resistecircncia agrave fratura do accedilo ferramenta para trabalho a frio
do accedilo AISI D2 Dissertaccedilatildeo de Mestrado Escola Politeacutecnica da USP 2004
[89] CUSANELLI G HESSLER-WYSER A BOBARD F DEMELLAYER R PEREZ
R FLUumlKIGER R Microstructure at submicron scale of the white layer produced by EDM
technique Journal of Materials Processing Technology 149 p 289-295 2004
[90] BUumlLENT EKMEKCI Residual stresses and white layer in electric discharge machining
(EDM) Applied Surface Science 253 p 9234-9240 2007
[91] PINEDO C E MEDANHA A GOLDENSTEIN H Influecircncia da microestrutura da
mateacuteria-prima e do tratamento teacutermico na resistecircncia agrave fratura do accedilo AISI D2 Associaccedilatildeo
Brasileira de Metalurgia e Materiais p 54-64 2006
[92] AMORIM F L e WEINGAERTNER WL The behavior of graphite and copper
electrodes on the finish die-sinking electrical discharge machining (EDM) of AISI P20 tool
steel Journal of the Brazilian Society of Mechanical Sciences and Engineering J Braz Soc
Mech Sci amp Eng vol29 no4 Rio de Janeiro 2007
[93] ARANTES L J Avaliaccedilatildeo do Desempenho de Fluidos Dieleacutetricos no Processo de
Usinagem por Descarga Eleacutetricas Dissertaccedilatildeo de Mestrado Universidade Federal de
Uberlacircndia MG 2001
131
[94] BUTTON S Planejamento do processo e projeto de ferramentas para o forjamento a
frio UNICAMP Dpto de Engenharia Mecacircnica 1999
[95] JHA B RAM K eRAO M An overview of technology and research in electrode design
and manufacturing in sinking electrical discharge machining Journal of Engineering Science
and Technology Review 4 (2) pg 118-130 2011
[96] DROZDA T J WICK C Tool and manufacturing engineers handbook 4 ed Dearborn
Society of Manufacturing Engineers 5 v 1983
[97] KLOCKE F KOumlNIG W Fertigungsverfahren 1 Drehen Fraumlsen Bohren 8ordm Auflage
Springer Berlin 2008
[98] KRATOCHVIL R Fresamento de Acabamento em Altas Velocidades de Corte para
Eletrodos de Grafita Industrial Dissertaccedilatildeo de Mestrado Universidade Federal de Santa
Catarina 2004
[99] SOMMER C SOMMER S Complete EDM Handbook Advance Pub
httpwwwreliableedmcomComplete-EDM-Handbookphp 2005
[100] OSAKADA K Cold Forging in Japan Presentation at the 40th International Cold
Forging Group Plenary Meeting Padova Italy September 2007
[101] GROENBAEK J HINSEL C Improved Fatigue Life and Accuracy of Precision
Forging Dies by Advanced Stripwound Prestressing System SME Clinic on Precision Forging
Technology Columbus Ohio USA Nov 10 2000
[102] GROENBAEK J HINSEL C Optimization of Tool Life amp Performance Through
Advanced Material and Prestress Design NACFG Conference Columbus Ohio USA
September 2003
[103] HAumlNSEL M e GEIGER R Leightweight Construction Using Near-Net-Shape Cold
Forgings Technische Mitteilungen Krupp 2 p 83-90 1995
[104] SCHAEFFER L Conformaccedilatildeo dos Metais ndash Metalurgia amp Mecacircnica Editora Riegel
1995
[105] BIGNETTI RA Comparaccedilatildeo entre Simulaccedilotildees pelos Meacutetodos de Elementos Finitos
(FEM) e das Tiras (Slab Method) e Resultados Experimentais no Forjamento a Frio em Accedilo
Inoxidaacutevel AISI 304 Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
132
[106] KUDO H NAKAGAWA T TAMURA K Cropping of Steel Bar ndash ist mechanism
and pratice ICFG - International Cold Forging Group 1967-1992 Objetives History Published
Documents CIRP Paris 1992
[107] KRUumlGER LN Anaacutelise de Paracircmetros na Obtenccedilatildeo de Curvas de Escoamento
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[108] GILAPA GMM Conformaccedilatildeo de Precisatildeo do Accedilo Inoxidaacutevel Austeniacutetico ABNT 304
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[109] ESPINOZA MM Influecircncia dos Tratamentos Teacutermicos na Plasticidade do Accedilo AISI
1050 para a Conformaccedilatildeo a Frio Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1997
[110] ROBERTS GA CARY RA Tool Steels 4ordf Ed ASM p 493 ndash 494 1980
[111] KAMMERER M Produccedilatildeo de Peccedilas Extrudadas Complexas com Materiais natildeo
Convencionais Anais do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo
Regner e L Schaeffer Porto Alegre pg 66-80 1988
[112] GEIGER R State of the Art and Future Developments in Precision Cold Forging Anais
do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo Regner e L Shaeffer
Porto Alegre pg 92-110 1988
[113] BEHRENS B-A MATTHIAS T CZORA M POELMEYER J AHRENS M
Improving the accuracy of numerical investigations of multi-stage sheet metal processes by
coupling a process FE analysis with the machine simulation In Denkena B (edtr) Proc 1st
Int Conf on Process Machine Interactions PMI Hannover Germany p 133-139 2008
[114] BERGER C SCHEERER H ELLERMEIER J Modern materials for forming and
cutting tools ndash overview Mat-wiss u Werkstofftech 41 p 5-1 2010
[115] BOBZIN K LUGSCHEIDER E PINtildeERO C New PVD-coating concepts for highly
stressed tools for environmentally compatible manufacturing processes Mat-wiss u
Werkstofftech 35 1011 p 851-857 2004
[116] BRECHER C SCHAPP L TANNERT M Simulation-aided optimization of
multistage dies ndash Coupled simulation of forging processes with non-linear-elastic machine
models In Denkena B (edtr) Proc 1st Int Conf on Process Machine Interactions PMI
Hannover Germany p 167-174 2008
133
[117] ENGEL U GEIGER M KROISS T VOumlLKL R Process-machine interactions in
cold forging ndash calculation of press tooling stiffness and its integration into FE process
simulation In Yang DY (edtr) Proc of the 9th International Conference on Technology of
Plasticity (ICTP) Gyeongju Korea p 1735-1740 2008
[118] GENSERT H Thread forming In Proc 43rd ICFG Plenary Meeting 13-14
Darmstadt Germany Sep 2010
[119] GROSSMANN K WIEMER H Maschine Werkzeug und Prozess ndash ein ganzheitliches
System In Proc 6th Saumlchsische Fachtagung Umformtechnik Dresden Germany p 210-227
1999
[120] GROSSMANN K HARDTMANN A WIEMER H An advanced forming process
model including the interactions between machine tool and process In Denkena B (edtr)
Proc of 1st Int Conf on Process Machine Interactions PMI Hannover Germany p 125-132
2008
[121] GROENBAEK J RAP ndash Robot Assisted Polishing ndash roboterunterstuumltztes Polieren von
Umformwerkzeugen 23 Jahresteffen der Kaltmassivumformer VDI Duumlsseldorf Jan 2008
English Powerpoint version Workshop ldquoSteel polishingrdquo Fraunhofer Institute for Production
Technology Aachen Oct 2008
[122] GROENBAEK J AYGEN M High performance die technology that supports high
service life and parts of high accuracy JSTP Forging Group Meeting 21 Nagoya JPN 2009
[123] HAumlNSEL M Der Werkzeugbau im Spannungsfeld von Markt- und
Kundenanforderungen in der Kaltmassivumformung 3 Boumlhler Werkzeugstahl-Symposium
Neue Entwicklungen im Werkzeugbau Heidelberg DE 15-16 Mar 2006
[124] HINSEL C Anforderungen an Werkzeugstaumlhle in der Massivumformung hinsichtlich
Fertigung und Einsatzbedingungen 4 Boumlhler Werkzeugstahl-Symposium Mannheim
Germany 8-9 April 2008
[125] HINSEL C Surface characterization of cold forging tools ICFG Workshop ldquoSurface
Finishing of Cold Forging Toolsrdquo Sonderborg Denmark 16 April 2008
[126] HOFMANN T RAEDT H-W Net shape splines and near net shape gears by forging
In Yoshida Y Matsumoto R Proc 5th JSTP International Seminar on Precision Forging
Kyoto Japan 16-19 p 87-92 March 2009
134
[127] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part One General Aspects of
Tool Life (ICFG Doc No 1402) Bamberg Meisenbach 2002
[128] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Two Quality
Requirements for Tool Manufacturing (ICFG Doc No 1604) Bamberg Meisenbach 2004
[129] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Three Application of
PM- steel and tungsten carbide material for cold forging tools - a comparison between Europe
amp Japan (ICFG Doc No 1706) Bamberg Meisenbach 2006
[130] KLOCKE F GERSCHWILER K CORDES S FRITSCH R PVD coating systems
for environmentally friendly machining In International Symposium on Friction Wear and
Wear Protection 09-11 April 2008 p 541-546 Aachen 2009
[131] KROISS T ENGEL U MERKLEIN M Modelling of the behavior of a cold forging
process considering the deflection of tooling system and press In Altintas Y (edtr) Proc
2nd Int Conf on Process Machine Interactions PMI Vancouver Canada 2010
[132] KUGLER P GROPP S DIERKEN R GOTTSCHLING S Temperature controlled
surface hardening of industrial toolsmdashexperiences with 4 kW-diode-laser In Geiger M Otto
A Proc 3rd Laser Assisted Net Shape Eng LANE Erlangen Germany p 191ndash198 2001
[133] MERKLEIN M Manufacturing of complex functional components with variants by
using a new sheet metal forming process In Ruan X-Y (edtr) Proc of 42nd ICFG Plenary
Meeting Shanghai 2009
[134] MERKLEIN M KOCH J SCHNEIDER T OPEL S VIERZIGMANN U
Manufacturing of complex functional components with variants by using a new metal forming
process ndash sheet-bulk metal forming Int J Material Forming 3 p 347-350 2010
[135] wwwutfsciencede III2011 Engel U et al Tooling solutions p 2424 Verlag
Meisenbach GmbH Franz-Ludwig-Straszlige 7a 96047 Bamberg wwwumformtechniknet
[136] QUINTENZ G RAEDT H-W Global manufacturing excellence of lightweight
transmission components 3rd CTI Symposium Automotive Transmission North America
Detroit (MI) USA 12-14 May 2009
[137] RAEDT H-W Advanced design and manufacturing of forged components for
automotive applications JSAE Spring Congress Pacifico Yokohama Japan 23 May 2008
135
10 ANEXOS
ANEXO A
Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22 (=001 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 001 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1707 1222 904 744 658 614
002 3231 2732 2351 2107 1924 1771
006 3989 3489 3084 2803 2570 2355
010 4406 3913 3503 3203 2942 2690
012 4566 4078 3665 3359 3088 2822
016 4830 4351 3938 3622 3332 3042
020 5046 4576 4164 3840 3536 3225
022 5141 4676 4265 3937 3626 3307
026 5312 4856 4446 4113 3791 3454
030 5463 5016 4608 4271 3938 3586
032 5533 5089 4683 4344 4006 3648
036 5662 5227 4823 4480 4133 3762
040 5781 5353 4952 4605 4251 3867
042 5836 5412 5013 4665 4306 3917
046 5941 5525 5128 4777 4412 4011
050 6039 5630 5236 4883 4511 4100
060 6260 5867 5481 5122 4735 4301
070 6452 6076 5696 5334 4933 4478
136
ANEXO B
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1905 1371 1019 840 743 692
002 3434 2907 2505 2248 2055 1893
006 4198 3678 3259 2967 2725 2501
010 4616 4108 3687 3379 3110 2850
012 4775 4274 3853 3539 3260 2986
016 5039 4550 4131 3809 3512 3214
020 5253 4777 4361 4032 3722 3403
022 5348 4877 4463 4131 3815 3487
026 5517 5058 4647 4312 3984 3639
030 5667 5218 4812 4472 4135 3775
032 5736 5292 4888 4546 4204 3838
036 5864 5430 5029 4685 4335 3956
040 5981 5556 5160 4813 4455 4064
042 6036 5616 5221 4874 4512 4115
046 6140 5729 5338 4988 4620 4212
050 6237 5834 5447 5096 4721 4303
060 6453 6071 5694 5339 4950 4509
070 6643 6278 5911 5554 5152 4691
137
ANEXO C
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
000 2012 1451 1082 892 789 735
002 3541 2998 2585 2321 2123 1957
006 4306 3775 3348 3051 2805 2577
010 4723 4208 3780 3468 3196 2931
012 4882 4374 3948 3631 3348 3069
016 5144 4651 4229 3904 3604 3301
020 5358 4878 4460 4129 3816 3493
022 5452 4978 4562 4229 3910 3578
026 5621 5159 4748 4411 4081 3733
030 5769 5320 4913 4573 4234 3871
032 5838 5394 4990 4648 4304 3935
036 5965 5531 5132 4788 4436 4054
040 6081 5657 5263 4917 4558 4163
042 6135 5717 5325 4978 4615 4215
046 6238 5829 5442 5093 4724 4314
050 6334 5934 5551 5202 4826 4406
060 6549 6170 5799 5446 5057 4614
070 6736 6377 6016 5662 5261 4798
138
ANEXO D
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=005 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 005 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 3878 3794 3667 3530 3386 3237
006 4872 4766 4607 4435 4254 4067
010 5417 5299 5122 4931 4730 4522
014 5808 5683 5493 5288 5072 4849
018 6120 5987 5787 5571 5344 5109
020 6255 6119 5915 5694 5462 5222
022 6380 6242 6033 5808 5571 5326
026 6605 6462 6246 6013 5768 5514
030 6804 6657 6435 6194 5942 5680
034 6983 6832 6604 6357 6098 5830
038 7146 6992 6758 6506 6241 5966
040 7223 7066 6831 6575 6307 6030
042 7296 7138 6900 6642 6372 6091
046 7436 7275 7032 6769 6493 6207
050 7565 7402 7154 6887 6606 6316
054 7687 7521 7270 6998 6713 6417
058 7802 7633 7378 7103 6813 6513
060 7857 7687 7430 7153 6861 6559
062 7911 7740 7481 7202 6908 6604
066 8014 7841 7579 7296 6998 6690
070 8113 7937 7672 7385 7084 6772
139
ANEXO E
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 4111 4022 3888 3743 3590 3432
006 5165 5053 4884 4702 4510 4311
010 5743 5618 5431 5228 5015 4794
014 6158 6025 5823 5606 5377 5141
018 6488 6347 6135 5906 5665 5416
020 6631 6488 6271 6037 5791 5536
022 6764 6617 6396 6157 5906 5646
026 7002 6851 6622 6375 6115 5846
030 7214 7057 6822 6567 6299 6022
034 7404 7243 7001 6740 6465 6180
038 7576 7412 7165 6897 6616 6325
040 7658 7492 7242 6971 6687 6392
042 7736 7568 7315 7042 6755 6458
046 7883 7712 7455 7176 6884 6581
050 8021 7847 7585 7302 7004 6696
054 8150 7973 7707 7419 7117 6803
058 8272 8092 7822 7530 7223 6905
060 8330 8150 7878 7583 7274 6954
062 8387 8205 7931 7635 7324 7001
066 8496 8312 8035 7735 7419 7093
070 8601 8415 8134 7830 7511 7180
140
ANEXO F
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 42985 42054 40650 39131 37537 35884
006 53996 52826 51063 49155 47152 45076
010 60036 58736 56775 54654 52426 50118
014 64379 62985 60882 58608 56219 53744
018 67827 66358 64143 61746 59230 56622
020 69327 67825 65561 63112 60540 57874
022 70712 69181 66871 64373 61749 59031
026 73207 71622 69231 66644 63928 61114
030 75415 73781 71318 68653 65856 62956
034 77400 75723 73195 70461 67589 64614
038 79208 77492 74905 72106 69168 66123
040 80055 78322 75707 72878 69908 66831
042 80870 79119 76477 73620 70620 67511
046 82412 80627 77935 75024 71966 68798
050 83851 82035 79296 76333 73223 69999
054 85201 83356 80573 77563 74402 71126
058 86474 84602 81777 78722 75514 72189
060 87085 85199 82355 79278 76047 72699
062 87680 85781 82917 79819 76566 73196
066 88825 86902 84000 80862 77567 74152
070 89917 87969 85032 81856 78520 75063
141
ANEXO G
Desenho do sistema de acionamento de junta articulada do martelo da prensa mecacircnica utilizada nos experimentos
Fonte Manual Komatsu MKN 450 A
142
ANEXO H
Lista de peccedilas do sistema de acionamento do martelo da prensa
143
ANEXO I
Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela Gerdau Accedilos Finos Piratini em julho de 2018
144
ANEXO J
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg1
145
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg2
146
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg3
147
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg4
148
ANEXO L
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg1
149
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg2
150
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg3
151
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg4
152
ANEXO M
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg1
153
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg2
154
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg3
155
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg4

III
Dedico este trabalho a minha esposa
Rita de Caacutessia e ao meu filho Ivan
pela forccedila e compreensatildeo durante
a minha ausecircncia no periacuteodo
em que desenvolvi esta Tese
Aos meus pais Carlos e Carmen
IV
AGRADECIMENTOS
Agrave empresa ZEN SA em especial aos setores de Ferramentaria Produccedilatildeo e Metrologia os
quais foram de extrema importacircncia nos desenvolvimentos execuccedilotildees de projetos ensaios e
mediccedilotildees dimensionais aplicando toda a sua experiecircncia
Agrave empresa GF Machining Solutions pelo suporte cedido nos ensaios referentes agraves suas
maacutequinas especialmente na pessoa do Sr Rafael Doretto gerente de vendas e aplicaccedilotildees
Ao Institut fuumlr Umformtechnik (IFU) pelos ensaios e informaccedilotildees prestadas ao longo deste
periacuteodo de desenvolvimento
Ao Professor Dr Liacuterio Schaeffer pela oportunidade de ter desenvolvido esta Tese sob sua
orientaccedilatildeo Ao Dr Alberto Guerreiro Moreira Brito pelo auxiacutelio com artigos sobre o tema da
tese e discussotildees sobre teorias citadas neste trabalho
Ao Programa de Poacutes-Graduaccedilatildeo em Engenharia de Minas Metaluacutergica e de Materiais por ter
recebido este trabalho como significativo para a aacuterea de pesquisa
A minha famiacutelia por ter sempre estado ao meu lado apoiando e abdicando de momentos de
lazer para que eu pudesse conduzir este trabalho
V
SUMAacuteRIO
LISTA DE FIGURAS VIII LISTA DE TABELAS XII LISTA DE SIacuteMBOLOS XIV LISTA DE ABREVIATURAS XVII RESUMO XVIII
ABSTRACT XIX
1 INTRODUCcedilAtildeO 20 11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO 22
12 ROTEIRO DE DESENVOLVIMENTO 23
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA 24 21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO A FRIO 24
211 Condiccedilotildees gerais do processo de extrusatildeo 24 212 Tipos de processos de extrusatildeo 25 213 Extrusatildeo a frio de accedilos 26
22 FERRAMENTAS PARA EXTRUSAtildeO A FRIO 28 221 Punccedilotildees 28
222 Matrizes 29 223 Estado de tensotildees 31 224 Aneacuteis de cintamento 31 225 Dimensionamento de punccedilotildees e matrizes 33 226 Revestimentos para ferramentas de extrusatildeo 34
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO 35
231 Aumento de temperatura por trabalho de extrusatildeo 36
24 O ATRITO NA EXTRUSAtildeO A FRIO 36
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE EXTRUSAtildeO
A FRIO 39
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO 43
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS 46 271 Normas para especificaccedilatildeo de engrenagens 46 272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328 47 273 Desvios isolados 47 274 Desvio de passo individual (fpt) acumulado (fpk) e total (Fp) 48 275 Desvio de perfil (Fα ffα fHα) 48 276 Desvio de linha de flanco (Fβ ffβ fHβ) 50
277 Batimento radial (Fr) 51 278 Graus de qualidade 51
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO 53 281 Eletrodo para ferramenta de extrusatildeo 54
VI
282 Desgaste do eletrodo 55
29 SIMULACcedilAtildeO COMPUTACIONAL 56 291 Elementos finitos aplicados agrave extrusatildeo a frio 57
3 MATERIAIS E MEacuteTODOS 59 31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DE
ELETRODOS E CAVIDADE DE MATRIZ 59 311 Eletrodos fabricados por microusinagem 61
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO 63
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE TIRAS
DE ACcedilO 64 331 Dados do processo de extrusatildeo 65 332 Caacutelculo da forccedila de extrusatildeo no processo 67 333 Dimensionamento dos aneacuteis para sistema convencional de cintamento 68 334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo 71 335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON 72
34 PRENSA MECAcircNICA 74
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS 75 351 Accedilo ao Boro SAE 10B22 75 352 Curvas de escoamento verdadeiras 76
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO A FRIO 79
4 SIMULACcedilAtildeO POR ELEMENTOS FINITOS DO PROCESSO DE EXTRUSAtildeO A FRIO DE ENGRENAGEM CILIacuteNDRICA DE DENTES RETOS 82 41 ANAacuteLISE DO COMPORTAMENTO ELAacuteSTICO DA ENGRENAGEM
EXTRUDADA APOacuteS A EXTRACcedilAtildeO DA MATRIZ 82 411 Anaacutelise do efeito dos aneacuteis de cintamento para minimizar os desvios dimensionais por preacute-tensionamento da ferramenta 85 412 Comparaccedilatildeo dos resultados de simulaccedilatildeo numeacuterica 87 413 Anaacutelise comparativa da accedilatildeo dos aneacuteis de cintamento convencionais e por
enrolamento de tiras de accedilo sobre a matriz e engrenagem extrudada 93
5 ANAacuteLISE EXPERIMENTAL 102 51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
102 52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
110 521 RESULTADOS 111
6 DISCUSSOtildeES DOS RESULTADOS 120
7 CONCLUSOtildeES 122
8 SUGESTOtildeES PARA TRABALHOS FUTUROS 123
VII
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS 124
10 ANEXOS 134
ANEXO A - Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22
(=001 s-1) Fonte JMatPro 135 ANEXO B - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=1 s-1) Fonte JMatPro 136 ANEXO C - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=10 s-1) Fonte JMatPro 137 ANEXO D - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=005 s-1) 138 ANEXO E - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=1 s-1) 139 ANEXO F - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=10 s-1) 140 ANEXO G - Desenho do sistema de acionamento de junta articulada do martelo da prensa
mecacircnica utilizada nos experimentos 141 ANEXO H ndash Lista de peccedilas do sistema de acionamento do martelo da prensa 142 ANEXO I ndash Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela
Gerdau Accedilos Finos Piratini em julho de 2018 143 ANEXO J ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 144 ANEXO L ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento 148 ANEXO M ndash Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 152
VIII
LISTA DE FIGURAS
Figura 1 - Fluxograma das etapas de desenvolvimento 23
Figura 2 - Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio 26
Figura 3 - Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio 27
Figura 4 - Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior b) Sistema de extraccedilatildeo inferior 28
Figura 5 - Formas construtivas para matrizes de extrusatildeo direta 30
Figura 6 - Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo 31
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo 32
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia 34
Figura 9 - Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional 37
Figura 10 - Forccedila devido ao fator de atrito (m) na extrusatildeo direta 37
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo 39
Figura 12 - Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo 40
Figura 13 - Matriz de extrusatildeo com um anel de cintamento 41
Figura 14 - Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo 42
Figura 15 - Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) 42
Figura 16 - Representaccedilatildeo de ferramenta montada com sistema STRECON 43
Figura 17 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1 Fonte JMatPro 45
Figura 18 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1 s-1 Fonte JMatPro 45
Figura 19 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro 46
Figura 20 - Desvios de passo das engrenagens 48
Figura 21 - Desvio de perfil 49
Figura 22 - Desvios de perfil segundo ISO 1328-1 49
Figura 23 - Desvio de linha de flanco 50
Figura 24 - Desvios da linha de flanco segundo ISO 1328-1 50
Figura 25 - Batimento radial 51
Figura 26 - Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas 54
IX
Figura 27 - Desenho da matriz MT-3673 para a extrusatildeo de engrenagem 59
Figura 28 - Maacutequina de eletroerosatildeo a fio modelo CUT 20P 60
Figura 29 - Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S 60
Figura 30 - Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS 60
Figura 31 - Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 61
Figura 32 - Centro de microusinagem 5 eixos KERN Pyramid Nano 61
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento 63
Figura 34 - Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331 64
Figura 35 - Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330 64
Figura 36 - Eletrodo para acabamento por penetraccedilatildeo EL-0987 65
Figura 37 - Sistema convencional de aneacuteis de cintamento duplo 66
Figura 38 - Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673 67
Figura 39 - Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673 70
Figura 40 - Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo 70
Figura 41 - Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos
experimentos 72
Figura 42 - Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel
interno e externo e matriz
73
Figura 43 - Prensa mecacircnica Komatsu com capacidade de forccedila 450 toneladas 74
Figura 44 - Transfer de alimentaccedilatildeo e aacuterea de prensagem 74
Figura 45 - Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo da curva de
escoamento 76
Figura 46 - Aacuterea de ensaio do equipamento Geeble 3800 Fonte IFU Stuttgart 77
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 005s-1 77
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1s-1 78
Figura 49 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10s-1 78
Figura 50 - Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D 79
Figura 51 - Desenho da matriz MT-6313 79
Figura 52 - Matriz MT-6313 montada em sistema de aneacuteis de cintamento duplo 80
Figura 53 - Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida 81
X
Figura 54 - Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328 81
Figura 55 - Vista em corte do ferramental de extrusatildeo a frio direta 83
Figura 56 - Ferramenta simplificada para simulaccedilatildeo a) Vista frontal lado direito em corte b) Vista isomeacutetrica em corte 84
Figura 57 - Dados de entrada para a simulaccedilatildeo numeacuterica 84
Figura 58 - Esforccedilo resultante da operaccedilatildeo de extrusatildeo a frio do pinhatildeo 85
Figura 59 - Representaccedilatildeo esquemaacutetica do avanccedilo de ferramenta da simulaccedilatildeo numeacuterica 85
Figura 60 - Modelo utilizado na segunda simulaccedilatildeo Ajuste dos diacircmetros do anel de cintamento interno 86
Figura 61 - Dados de entrada para a segunda simulaccedilatildeo numeacuterica 86
Figura 62 - Deslocamento radial aplicado apoacutes o ajuste de interferecircncia de montagem 87
Figura 63 - Metodologia de avaliaccedilatildeo dos desvios dimensionais resultantes da simulaccedilatildeo numeacuterica 88
Figura 64 - Anaacutelise dos desvios entre modelo de projeto e peccedila de simulaccedilatildeo numeacuterica 88
Figura 65 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral esquerda) 89
Figura 66 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral direita) 89
Figura 67 - Desvios dimensionais do flanco do dente de engrenagem Segunda simulaccedilatildeo (vista lateral esquerda) 90
Figura 68 - Tensatildeo de escoamento (119896119891) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do pinhatildeo 91
Figura 69 - Deformaccedilatildeo verdadeira (120593) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do
pinhatildeo 91
Figura 70 - Velocidade de deformaccedilatildeo () do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 71 - Distribuiccedilatildeo de temperatura (119879) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 72 - Configuraccedilatildeo de malha para simulaccedilatildeo do preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 93
Figura 73 - Deslocamento radial devido ao preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
94
Figura 74 - Tensatildeo axial (σz) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
95
Figura 75 - Tensatildeo tangencial (σt) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
XI
Figura 76 - Tensatildeo radial (σr) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
Figura 77 - Tensatildeo equivalente (σe) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 97
Figura 78 - Tensatildeo radial (σr) resultante no dente de engrenagem extrudado 98
Figura 79 - Tensatildeo tangencial (σt) resultante no dente de engrenagem extrudado 99
Figura 80 - Tensatildeo axial (σz) resultante no dente de engrenagem extrudado 100
Figura 81 - Tensatildeo equivalente (σe) resultante no dente de engrenagem extrudado 101
Figura 82 - Deformaccedilatildeo verdadeira (φ) resultante no dente de engrenagem extrudado 101
Figura 83 - Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos 102
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S 104
Figura 85 - Desenho do eletrodo EL-0926 105
Figura 86 - Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3 106
Figura 87 - Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON 110
Figura 88 - Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional b) Sistema STRECON 110
Figura 89 - Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio 111
Figura 90 - a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional 114
Figura 91 - Grau de qualidade (Q) X desvios dimensionais da MT-3673 116
Figura 92 - Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida 117
Figura 93 - Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673 118
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados 119
XII
LISTA DE TABELAS
Tabela 1 - Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta 26
Tabela 2 - Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento 32
Tabela 3 - Valores referenciais para o coeficiente de atrito micro 38
Tabela 4 - Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro 44
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos 47
Tabela 6 - Grau de qualidade para desvio de perfil 52
Tabela 7 - Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado 56
Tabela 8 - Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores 57
Tabela 9 - Composiccedilatildeo quiacutemica do material para os eletrodos em cobre 62
Tabela 10 - Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 63
Tabela 11 - Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo 66
Tabela 12 - Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212 71
Tabela 13 - Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 14 - Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 75
Tabela 15 - Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 16 - Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313 80
Tabela 17 - Deslocamento radial da ferramenta devido ao niacutevel de preacute-tensionamento 94
Tabela 18 - Tensatildeo axial (σz) devido ao preacute-tensionamento da matriz por diferentes sistemas 95
Tabela 19 - Tensatildeo tangencial (σt) devido ao preacute-tensionamento da matriz por diferentes sistemas 96
Tabela 20 - Tensatildeo radial (σr) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 21 - Tensatildeo equivalente (σe) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 22 - Tensatildeo radial (σr) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 23 - Tensatildeo tangencial (σt) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 24 - Tensatildeo axial (σz) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 25 - Tensatildeo equivalente (σe) no dente de engrenagem do sistema por enrolamento de tiras 100
Tabela 26 - Desvios de flanco de engrenagem 105
XIII
Tabela 27 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 1) 106
Tabela 28 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 2) 107
Tabela 29 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 3) 107
Tabela 30 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331
na CUT 300 mS em CuW 108
Tabela 31 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330
na CUT 300 mS 108
Tabela 32 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
na CUT 300 mS 109
Tabela 33 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
apoacutes a erosatildeo por penetraccedilatildeo 109
Tabela 34 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento convencional 112
Tabela 35 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento STRECON 112
Tabela 36 - Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento convencionais 113
Tabela 37 - Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento STRECON 113
Tabela 38 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 115
Tabela 39 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD 115
Tabela 40 - Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 117
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo 118
Tabela 42 - Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados 119
XIV
LISTA DE SIacuteMBOLOS
Siacutembolo Denominaccedilatildeo Unidade a Parcela de energia transformada em calor [] ae Avanccedilo lateral de usinagem no microfresamento [mm] A0 Aacuterea da geratriz [mm] A1 Aacuterea final extrudada [mm] A Constante para caacutelculo do diacircmetro d1 do primeiro anel de cintamento [-] Ac Constante para caacutelculo do diacircmetro d2 do segundo anel de cintamento [-] B Constante para caacutelculo de A do primeiro anel de cintamento [-] Bc Constante para caacutelculo de Ac do segundo anel de cintamento [-] 119888119872 Calor especiacutefico [JkgdegC] C Constante da lei de Hollomon-Ludwik kf = Cφn [Nmm2] d Diacircmetro interno da cavidade da matriz [mm] D Diacircmetro externo do conjunto matrizanel [mm] d0 Diacircmetro externo da geratriz [mm] d1 Diacircmetro externo da matriz [mm] d2 Diacircmetro externo do primeiro anel [mm] dz Diacircmetro apoacutes extrusatildeo direta [mm] E Moacutedulo de elasticidade [Nmm2] E+ Modelo dos aneacuteis de cintamento STRECON [-] F Forccedila de extrusatildeo [kN] Fc Forccedila de atrito entre a cavidade da matriz superior e a geratriz [kN] Fd Forccedila de atrito entre as paredes da matriz de extrusatildeo e a geratriz [kN] Ff Forccedila devido ao atrito [kN] ffα Desvio de Forma de Perfil [μm] fHα Desvio Angular de Perfil [μm] Fα Desvio Total de Perfil [μm] fβ Desvio Individual de Heacutelice [μm] fHβ Desvio Angular de Heacutelice [μm] Fβ Desvio Total de Heacutelice [μm] Fp Desvio Total de Passo [μm] fpt Desvio Individual de Passo [μm] Fr Desvio de Batimento Radial [μm] fZ Avanccedilo de usinagem por dente [mmin] h Avanccedilo de punccedilatildeo de extrusatildeo [mm] h0 Altura da geratriz [mm] hk Altura natildeo deformada do material extrudado [mm] hz Profundidade do furo do extrudado [mm] hpeccedila-matriz Coeficiente de transferecircncia de calor entre peccedila e matriz [Wm2degC]
hpeccedila-ambiente Coeficiente de transferecircncia de calor entre peccedila e ambiente [Wm2degC]
hmatriz-ambiente Coeficiente de transferecircncia de calor entre matriz e ambiente [Wm2degC]
K Quantidade de Passos de engrenagem [-] 119896 Tensatildeo limite de elasticidade em cisalhamento puro [Nmm2]
XV
119896119891 Tensatildeo de escoamento [Nmm2] 1198961198910 Tensatildeo de escoamento inicial (p φ=0) [Nmm2] 119896119891119898 Tensatildeo de escoamento meacutedia [Nmm2] 119896119891119898119886119905119903119894119911 Tensatildeo de escoamento do material da matriz [Nmm2] 119896119891119888119894119899119905 Tensatildeo de escoamento do material da ferramenta de anel uacutenico [Nmm2] 1198961198911198881198941198991199051 Tensatildeo de escoamento do material do primeiro anel [Nmm2] 1198961198911198881198941198991199052 Tensatildeo de escoamento do material do segundo anel [Nmm2]
L Comprimento total de matriz [mm] Lα Comprimento de perfil [μm] LAE Comprimento de perfil entre os pontos A e E [μm] LAF Comprimento de perfil entre os pontos A e F [μm] Ld1 Grau de esbeltez [-] m Fator de atrito [-] mk Moacutedulo de engrenagem [-] n Iacutendice de encruamento [-] P Tensatildeo normal de contato entre superfiacutecies [Nmm2] pt Passo de engrenagem [μm] Q Grau da qualidade de engrenagem [-] R Deslocamento na matriz devido aos aneacuteis de cintamento [mm] RV Raio do volante da prensa [mm] RA Reduccedilatildeo de aacuterea [] rβ Raio de gume da ferramenta de usinagem [μm] SW Avanccedilo do punccedilatildeo mm T Temperatura [degC] Tr Trabalho de extrusatildeo Nm U Constante para caacutelculo de A sobre aneacuteis de cintamento [-] VF Velocidade da ferramenta mms Vt Velocidade tangencial mms X Desvio dimensional do dente de engrenagem [μm] Z Nuacutemero de dentes de engrenagem [-] z1 Interferecircncia de montagem entre matriz e primeiro anel de cintamento [mm] z2 Interferecircncia de montagem entre 1ordm e 2ordm segundo aneacuteis de cintamento [mm]
LISTA DE SIacuteMBOLOS GREGOS
α Acircngulo de concordacircncia entre matriz inferior e superior [deg] αp Acircngulo de pressatildeo [deg] μ Coeficiente de atrito [-]
ν Coeficiente de Poisson [-]
к Condutividade teacutermica WmK
ρ Densidade relativa [gcm3] Ɛ Deformaccedilatildeo relativa [] φ Deformaccedilatildeo verdadeira [-] Oslashmontagem Diacircmetro de montagem dos aneacuteis e matrizes [mm]
XVI
Oslashexterno Diacircmetro externo da geratriz [mm] Oslashinterno Diacircmetro interno da geratriz [mm] Oslashp Diacircmetro primitivo da engrenagem [mm] δ0 Espessura de parede de geratriz [mm] δ1 Espessura final de parede do extrudado [mm] 120578119865 Fator de rendimento do processo de extrusatildeo [-] Ɛf Interferecircncia relativa entre matriz e anel de cintamento []
σtr Resistecircncia agrave traccedilatildeo [Nmm2]
ξ Resistividade eleacutetrica [μΩm]
σz Tensatildeo axial [Nmm2]
σe Tensatildeo equivalente [Nmm2]
σr Tensatildeo radial [Nmm2]
σt Tensatildeo tangencial [Nmm2]
τ Tensatildeo de cisalhamento na interface geratrizferramenta [Nmm2]
ω Velocidade angular rads Velocidade de deformaccedilatildeo [1s]
XVII
LISTA DE ABREVIATURAS
ABNT Associaccedilatildeo Brasileira de Normas Teacutecnicas
AGMA American Gear Manufacturers Association
AISI American Iron and Steel Institute
APC Aresta Posticcedila de Corte
ASTM American Society for Testing and Materials
BS British Standards
BSI British Standards Institution
DIN Deutches Institut fuumlr Normung (German Institute of Standardization)
DLC Diamond Like Carbon
EDM Electrical Discharge Machining
EL Eletrodo
IACS International Annealed Copper Standard
gpm Golpes por minuto
ISO International Organization for Standardization
IT International Tolerance
JIS Japanese Industrial Standards
MT Matriz
ppm Partes por milhatildeo
PVD Physical Vapor Deposition
TG Tamanho de Gratildeo
SAE Society of Automotive Engineers
ZTA Zona Termicamente Afetada
XVIII
RESUMO
O trabalho tem como finalidade o desenvolvimento do processo o projeto e a fabricaccedilatildeo do
ferramental de uma engrenagem extrudada a frio utilizando o accedilo SAE 10B22 As matrizes
foram fabricadas em accedilo-ferramenta K340 com dureza no intervalo de 60 ndash 62 HRC Os aneacuteis
de cintamento foram fabricados em accedilos de maior tenacidade tais como AISI S1 e AISI H13
O punccedilatildeo de recalque foi fabricado em accedilo AISI M2 bem como o punccedilatildeo de furaccedilatildeo em accedilo
VF800 AT Os estudos sobre eletroerosatildeo a fio e por penetraccedilatildeo foram conduzidos para
desenvolver uma metodologia de fabricaccedilatildeo de eletrodos e matrizes de extrusatildeo de precisatildeo
para engrenagens Tambeacutem avaliou-se a diferenccedila entre maacutequinas de usinagem por
eletroerosatildeo a fio e microfresamento de diferentes capacidades de precisatildeo resultando na
determinaccedilatildeo de um roteiro especiacutefico para a obtenccedilatildeo de eletrodos com alto acabamento e
precisatildeo de forma A aplicaccedilatildeo de aneacuteis de cintamento com o objetivo de preacute-tensionamento
das ferramentas foi analisada para dois cenaacuterios sendo um deles o meacutetodo convencional
baseado em sistema de aneacuteis duplos com accedilo-ferramenta e o outro um sistema de cintamento
por enrolamento de tiras de accedilo de alta resistecircncia O sistema de alta resistecircncia apresentou
melhor resultado no controle das distorccedilotildees dimensionais do dente de engrenagem O preacute-
tensionamento das ferramentas foi fundamental para atingir os resultados de melhoria de
qualidade esperados Os resultados obtidos na anaacutelise numeacuterica e no procedimento
experimental demonstraram que o processo proposto neste trabalho eacute capaz de produzir
engrenagens ciliacutendricas retas por extrusatildeo com grau de qualidade conforme a ISO 1328
similar agravequelas obtidas por processos convencionais de usinagem como hobbing shaving e
retificaccedilatildeo Para desvios de perfil foi possiacutevel alterar o grau de qualidade da cavidade da matriz
de 10 para 5 a qual resultou em uma melhoria na engrenagem extrudada de grau de qualidade
11 para 7
Palavras-chave extrusatildeo a frio simulaccedilatildeo numeacuterica engrenagem matriz de extrusatildeo
usinagem por eletroerosatildeo
XIX
ABSTRACT
The research aims to develop the process of production the project and tooling
manufacturing of high precise cold extruded gears based on the SAE 10B22 steel Dies were
manufactured in tool steel K340 in a range of hardness from 60 up to 62 HRC The shrink rings
were manufactured in steel grades with greater toughness like AISI S1 and AISI H13 In
addition the upsetting punch was manufactured in high speed steel AISI M2 as well as the
hole punch with the steel VF 800 AT The studies regarding wire electrical discharge machining
and die sinking were carried out to develop a manufacturing method for precise extrusion dies
of gears Also the differences between wire discharge machining equipments in different
precision levels were evaluated to stablish a specific routine to produce high precise electrodes
The application of shrink rings for prestressing of the tooling was evaluated based on two
methods being one of them the more usual with double shrink rings made by tool steel and the
other one is the stripwinding technique The stripwinding technique has showed a better
performance regarding dimensional scattering of the gear teeth Prestressing of the tools was
important to reach the expected results of quality improvement of gears Results which were
obtained in the finite element analysis and experimental procedure demonstrated that the
proposed process in this study is able to produce spur gears by cold extrusion with an accuracy
grade according ISO 1328 similar to those produced by additional machining processes such
like hobbing shaving and grinding For profile deviation was possible to change the gear
accuracy grade of die cavity from 10 to 5 which allowed to obtain an accuracy grade equal to 7
for the cold extruded gear
Keywords cold extrusion numerical simulation gear extrusion die electrical discharge
machining
20
1 INTRODUCcedilAtildeO
Nos anos recentes o setor automotivo tem apresentado diversas propostas de melhoria da
qualidade e aumento de eficiecircncia aplicada a toacutepicos como consumo de combustiacutevel e sistemas
de transmissatildeo Os fabricantes de automoacuteveis tecircm a desafiadora missatildeo de reduzir o peso e
aumentar a resistecircncia de cada componente em funccedilatildeo dos exigentes sistemas de transmissatildeo
da atualidade Em linhas gerais os produtos podem obter maior resistecircncia mecacircnica atraveacutes
da tecnologia de extrusatildeo Aleacutem disto a extrusatildeo a frio eacute a tecnologia recomendada para atingir
a maior precisatildeo dimensional do produto
A extrusatildeo a frio merece uma atenccedilatildeo especial na fabricaccedilatildeo de peccedilas com geometrias
complexas pois existem limitaccedilotildees no grau de deformaccedilatildeo da mateacuteria prima trabalhada bem
como limitaccedilotildees da proacutepria ferramenta a qual eacute solicitada mecanicamente Por se tratar de
deformaccedilatildeo a frio de peccedilas de accedilo esse processo requer uma alta quantidade de energia
mecacircnica que resulta em altas tensotildees entre peccedila e ferramentas provocando a deformaccedilatildeo das
matrizes Nessas ferramentas altas tensotildees satildeo predominantes sendo de extrema importacircncia
atenuaacute-las buscando operaccedilotildees que auxiliem a melhor forma de escoamento do material
durante o processo A extrusatildeo a frio possui essa caracteriacutestica e com o auxiacutelio da simulaccedilatildeo
numeacuterica pelos Meacutetodos dos Elementos Finitos e dos Volumes Finitos torna-se possiacutevel uma
melhor anaacutelise para o desenvolvimento de peccedilas assimeacutetricas com geometria complexa e
proacutexima da peccedila acabada Esses recursos somados a grande experiecircncia de uma forjaria com
destacada atuaccedilatildeo no segmento de extrudados permitiu desenvolver um processo de extrusatildeo
a frio de engrenagens ciliacutendricas retas com a precisatildeo de forma de seu dentado no mesmo niacutevel
conseguido por operaccedilotildees de usinagem de acabamento de superfiacutecie
Para obtenccedilatildeo de produtos de precisatildeo tais como engrenagens o processo de extrusatildeo a frio
torna-se uma praacutetica comumente utilizada Todavia natildeo eacute somente a variaacutevel responsaacutevel pelo
resultado A colaboraccedilatildeo de variaacuteveis adjacentes tais como materiais tratamento teacutermico e a
fabricaccedilatildeo de ferramentas satildeo fundamentais O desenvolvimento tecnoloacutegico e controle de
qualidade desde o iniacutecio do processo ateacute o produto satildeo indispensaacuteveis para obter resultados
positivos na extrusatildeo a frio os quais satildeo relacionados com materiais de alta qualidade e teacutecnicas
de corte e lubrificaccedilatildeo de geratrizes Estas etapas satildeo sucedidas por processos de usinagem e
tratamento teacutermico O conjunto destes processos unido agrave extrusatildeo a frio tem alcanccedilado um
importante avanccedilo tecnoloacutegico na fabricaccedilatildeo de engrenagens de precisatildeo
21
A motivaccedilatildeo que impulsiona os estudos em conjunto com outras aacutereas de manufatura gera
grande valor agregado Estes desenvolvimentos levam agrave viabilidade comercial de perfis de
dentes de engrenagem de alta qualidade prontos para a aplicaccedilatildeo Contudo para a aplicaccedilatildeo
onde a extrema alta qualidade dos dentes natildeo eacute necessaacuteria tais como diferenciais automotivas
os perfis de engrenagem extrudados podem ser aplicados sem necessidade de usinagem
posterior Quando se trata de engrenagens para caixa de sistemas de transmissatildeo a precisatildeo
dimensional tem somente sido alcanccedilada com operaccedilotildees de usinagem adicionais Alguns
processos consideram operaccedilotildees de calibraccedilatildeo a frio apoacutes a extrusatildeo dos dentes com
temperatura
No processo de manufatura de pinhotildees para impulsores de partida a engrenagem dos
pinhotildees eacute produzida por extrusatildeo a frio em accedilo baixo carbono ligado ao boro A sequecircncia das
operaccedilotildees aplica ao produto acabado uma seacuterie de deformaccedilotildees em relaccedilatildeo ao seu perfil de
projeto as quais se excederem a maacutexima toleracircncia permitida podem afetar a funcionalidade
da engrenagem O grau de qualidade de engrenagem eacute definido a partir dos desvios de forma
que o flanco do dente apresenta em relaccedilatildeo ao seu perfil teoacuterico
O sistema de precisatildeo de engrenagens com perfil de evolvente abrange um grande campo de
engrenagens a partir de dentes com excepcional precisatildeo ateacute dentes de qualidade muito comum
Doze graus de qualidade de precisatildeo identificados por seu nuacutemero respectivo em ordem
decrescente de precisatildeo satildeo estabelecidas pela norma ISO 1328-1
No processo de extrusatildeo a frio existem diversas variaacuteveis que podem contribuir para o
acreacutescimo de erro ao produto resultante Estas variaacuteveis vatildeo desde o projeto de ferramenta sua
fabricaccedilatildeo materiais selecionados e resistecircncia de montagem agraves condiccedilotildees de mateacuteria-prima a
ser extrudada maquinaacuterio e efeitos de deformaccedilatildeo de material A precisatildeo do dente extrudado
depende da precisatildeo de fabricaccedilatildeo da cavidade da matriz e sua forma eacute comprometida
principalmente por dois fatores
A deformaccedilatildeo na regiatildeo elaacutestica da matriz devido agraves altas tensotildees de extrusatildeo
A expansatildeo teacutermica quando os extrudados satildeo conduzidos agrave elevada temperatura bem
como contraccedilotildees apoacutes o retorno agrave temperatura ambiente
Baseado no exposto estudos considerando os fatores da cadeia de manufatura de
engrenagens satildeo realizados utilizando a estrutura de ferramentaria e linha de produccedilatildeo por
extrusatildeo a frio da empresa ZEN SA
22
11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO
As tendecircncias na extrusatildeo a frio de precisatildeo para peccedilas complexas em accedilo ao carbono levam
ao aumento consideraacutevel das cargas no ferramental Em paralelo requisitos econocircmicos exigem
a otimizaccedilatildeo do desempenho e vida uacutetil das matrizes de extrusatildeo Dentre os variados meacutetodos
para melhoria destas propriedades o cintamento ou inclusatildeo de aneacuteis das matrizes de extrusatildeo
eacute um paracircmetro chave no projeto da ferramenta
Estudos referentes agrave deformaccedilatildeo de ferramenta durante as operaccedilotildees de extrusatildeo satildeo
fundamentais para a previsatildeo da qualidade final da engrenagem A repetibilidade na fabricaccedilatildeo
das ferramentas de extrusatildeo eacute muito importante para garantir a qualidade da peccedila extrudada na
induacutestria Nesta pesquisa um meacutetodo ineacutedito de fabricaccedilatildeo de ferramentas de extrusatildeo eacute
sugerido para garantir a precisatildeo dimensional da peccedila extrudada e o aumento da resistecircncia agraves
tensotildees radiais da ferramenta O efeito da deformaccedilatildeo elaacutestica da ferramenta atraveacutes da
aplicaccedilatildeo dos aneacuteis de cintamento e operaccedilotildees de extrusatildeo seraacute apresentada utilizando a anaacutelise
por elementos finitos 3D Baseado na amplitude da deformaccedilatildeo elaacutestica definida pela
simulaccedilatildeo o perfil de eletrodo para o processo de eletroerosatildeo pode ser definido Mediccedilotildees em
maacutequina tridimensional seratildeo realizadas para a ferramenta e a peccedila extrudada com o objetivo
de comparar experimental e analiticamente os resultados apoacutes a deformaccedilatildeo plaacutestica
O objetivo geral deste estudo eacute demonstrar a capacidade do processo de extrusatildeo a frio de
produzir engrenagens de alta precisatildeo comparado aos processos de usinagem onde os desvios
de microgeometria do dentado atingem graus de qualidade especificados para sistemas de
transmissatildeo automotivos por exemplo A extrusatildeo a frio eacute um processo jaacute adotado para a
produccedilatildeo de engrenagens Contudo para ferramentas convencionais de extrusatildeo os desvios
atingidos ficam aqueacutem dos requisitos de maior rigor do setor automotivo necessitando de
processos posteriores de acabamento O ineditismo deste trabalho estaacute no desenvolvimento de
um conceito de ferramenta de extrusatildeo a frio que permita produzir engrenagens na sua forma
final com qualidade de perfil de evolvente equivalente aos processos convencionais de
acabamento tais como a retificaccedilatildeo reduzindo o custo de produccedilatildeo e justificando-o
O objetivo especiacutefico desta tese eacute definir um de projeto inovador de ferramenta fabricaccedilatildeo
de matrizes eletroerosatildeo e sequecircncia de processo por extrusatildeo a frio para produccedilatildeo de
engrenagens ciliacutendricas de dentes retos com alta precisatildeo de perfil de evolvente do dente O
efeito dos aneacuteis de cintamento utilizado em ferramentas para aumento da resistecircncia agraves tensotildees
do processo de extrusatildeo a frio eacute analisado sob diferentes meacutetodos de aplicaccedilatildeo
23
12 ROTEIRO DE DESENVOLVIMENTO
O diagrama mostrado na figura 1 mostra as etapas executadas neste trabalho
Figura 1 ndash Fluxograma das etapas de desenvolvimento
SELECcedilAtildeO DA ENGRENAGEM PARA ANAacuteLISE
Definiccedilatildeo do perfil de engrenagem para anaacutelises definiccedilatildeo
da sequecircncia de processo de fabricaccedilatildeo
CONTROLE GEOMEacuteTRICO DA
ENGRENAGEM
Definiccedilatildeo dos desvios
dimensionais ISO 1328 caacutelculo de
toleracircncias grau de qualidade
DEFINICcedilAtildeO DOS ANEacuteIS DE
CINTAMENTO
Aplicaccedilatildeo dos aneacuteis de cintamento
principais materiais utilizados meacutetodos
de montagem
DEFINICcedilAtildeO DO PROCESSO
Seleccedilatildeo de equipamentos para a
fabricaccedilatildeo de eletrodos
eletroerosatildeo a fio e penetraccedilatildeo projeto
dos eletrodos prensa para a
extrusatildeo
PROJETO DA FERRAMENTA
DE EXTRUSAtildeO A FRIO
Descriccedilatildeo dos componentes
materiais caacutelculo da forccedila interferecircncias
diacircmetros de montagem anaacutelise de viabilidade do
projeto
MATEacuteRIA-PRIMA
Definiccedilatildeo de material para engrenagem
extrudada ensaios para determinaccedilatildeo
da curva de escoamento
SIMULACcedilAtildeO NUMEacuteRICA DO
PROCESSO
Anaacutelise de preenchimento da
cavidade desvios de forma apoacutes a
extrusatildeo efeitos do cintamento
convencional e por enrolamento de tiras
RESULTADOS
Produccedilatildeo de amostras de engrenagens
comparando aneacuteis de cintamento
convencionais e de enrolamento por
tiras
ANAacuteLISE EXPERIMENTAL
Fabricaccedilatildeo de eletrodos de
precisatildeo e matriz de extrusatildeo de
engrenagem por eletroerosatildeo por
penetraccedilatildeo
24
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA
21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO MECAcircNICA A FRIO
A conformaccedilatildeo mecacircnica a frio eacute a denominaccedilatildeo geneacuterica para processos nos quais eacute
aplicada uma forccedila externa agrave mateacuteria-prima fazendo-a adquirir a forma desejada por
deformaccedilatildeo plaacutestica A designaccedilatildeo a frio refere-se ao fato de que durante o processamento o
material conformado encontra-se em temperaturas (na maioria dos casos a temperatura
ambiente) que natildeo provocam a sua recristalizaccedilatildeo Assim os produtos conformados a frio
apresentam-se encruados com um niacutevel de resistecircncia mecacircnica aumentado
A deformaccedilatildeo elaacutestica de ferramentas de conformaccedilatildeo tem efeito direto sobre a dimensatildeo
final da peccedila conformada Para prever as alteraccedilotildees dimensionais em uma peccedila conformada
devem ser verificados a amplitude da deformaccedilatildeo elaacutestica e seu comportamento Pesquisas
relacionadas agrave deformaccedilatildeo elaacutestica em ferramentas de conformaccedilatildeo tecircm sido conduzidas sob o
ponto de vista experimental e de anaacutelise numeacuterica Matsubara e Kudo [1] determinaram a
distribuiccedilatildeo de pressatildeo na interface entre ferramentas e materiais usando um dispositivo de
sensoriamento simples e um meacutetodo de caacutelculo proposto de distribuiccedilatildeo de tensatildeo durante a
conformaccedilatildeo a frio [2] Para mediccedilatildeo de deformaccedilatildeo na cavidade da matriz em operaccedilotildees de
conformaccedilatildeo um transdutor de deslocamento capacitivo ou strain gauge pode ser aplicado
[3][4] Com o desenvolvimento do meacutetodo de anaacutelise numeacuterica as anaacutelises elaacutestica e elasto-
plaacutestica de deformaccedilatildeo foram aplicadas para obter as distribuiccedilotildees de tensatildeo por Raddad e
Kocanda [5] Aleacutem disto Lee e Lee [6-8] realizaram simulaccedilotildees numeacutericas e experimentais
para comparar os resultados em ferramentas de conformaccedilatildeo a frio Todos os comportamentos
de deformaccedilatildeo da ferramenta nas operaccedilotildees de conformaccedilatildeo descarregamento e ejeccedilatildeo foram
investigados e medidos com o auxiacutelio de strain gauge e condiccedilotildees de anaacutelises numeacutericas
otimizadas foram sugeridas para minimizar o tempo de anaacutelise em complexas mediccedilotildees
tridimensionais Rosochowski and Balendra [9] estudaram comportamentos resultantes do
descarregamento das ferramentas para prever a precisatildeo dimensional da peccedila apoacutes a
conformaccedilatildeo
211 Condiccedilotildees gerais do processo de extrusatildeo
O processo de extrusatildeo permite que um componente simples como um tarugo ou geratriz
seja plasticamente conformado entre as ferramentas (matrizes de extrusatildeo) para que se obtenha
o perfil final desejado Em outras palavras um componente de geometria simples eacute
25
transformado em um outro complexo conformado por ferramentas que possuem a geometria
desejada e aplicam pressatildeo ao material metaacutelico deformando-o [10]
Os fenocircmenos fiacutesicos que descrevem uma operaccedilatildeo de extrusatildeo satildeo difiacuteceis de serem
expressos por relaccedilotildees quantitativas Fenocircmenos como o escoamento de metais o atrito na
interface ferramenta-peccedila a geraccedilatildeo e a transferecircncia de calor durante o escoamento plaacutestico
do metal e seu relacionamento com a microestrutura propriedades e as condiccedilotildees de processo
apresentam dificuldades de previsatildeo e anaacutelise [11]
O principal objetivo de qualquer meacutetodo de anaacutelise que considere os fenocircmenos
anteriormente descritos eacute auxiliar o projeto de extrusatildeo envolvendo essencialmente as
seguintes etapas
a) estabelecer as relaccedilotildees cinemaacuteticas (forma velocidades taxas de deformaccedilotildees) entre as
regiotildees extrudada e natildeo extrudada a fim de prever o escoamento metaacutelico
b) estabelecer o limite de conformabilidade a fim de determinar se eacute ou natildeo possiacutevel a
extrusatildeo da peccedila metaacutelica sem a geraccedilatildeo de falhas internas ou superficiais
c) prever as forccedilas e tensotildees necessaacuterias para efetuar a operaccedilatildeo de extrusatildeo a fim de que o
ferramental e equipamento possam ser projetados ou selecionados
212 Tipos de processos de extrusatildeo
Os processos baacutesicos que envolvem extrusatildeo a frio satildeo classificados de acordo com a direccedilatildeo
de escoamento do material como a extrusatildeo direta e a inversa Ainda em funccedilatildeo do formato
final da peccedila como a extrusatildeo de geratrizes em forma de cilindros maciccedilos ou de cilindros com
furo Limites de deformaccedilatildeo relativa e verdadeira para accedilos convencionais na extrusatildeo direta a
frio satildeo informados na tabela 1
A seguir a legenda auxilia a representaccedilatildeo ao discriminar cada item da figura 2 para as
referidas operaccedilotildees
I Antes da extrusatildeo
II Apoacutes a extrusatildeo
a) Punccedilatildeo superior b) Inserto
c) Material extrudado d) Extrator
e) Punccedilatildeo inferior f) Matriz
26
Figura 2 ndash Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio [12]
Tabela 1 ndash Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta [12]
213 Extrusatildeo a frio de accedilos
A extrusatildeo a frio eacute realizada sem preacute-aquecimento da mateacuteria-prima ou das ferramentas que
satildeo aquecidas durante o processo devido principalmente agrave velocidade de deformaccedilatildeo e ao
atrito Neste caso agrave medida que o metal eacute extrudado ocorre o encruamento sua resistecircncia
mecacircnica aumenta e a ductilidade diminui [13] podendo ocorrer falhas por ruptura antes de se
atingir as dimensotildees finais desejadas caso a deformaccedilatildeo seja excessiva
27
Para que se evitem essas dificuldades as operaccedilotildees de extrusatildeo a frio em geral satildeo realizadas
em etapas com operaccedilotildees de tratamento teacutermico intermediaacuterias as quais permitem uma maior
flexibilidade para a obtenccedilatildeo de produtos com variados graus de encruamento [14]
Normalmente o accedilo fornecido em bobinas jaacute se apresenta no estado coalescido Apoacutes as
operaccedilotildees iniciais para a formaccedilatildeo da geratriz e o tratamento teacutermico intermediaacuterio haacute a
lubrificaccedilatildeo pois a condiccedilatildeo de atrito entre a matriz e o material de trabalho eacute de grande
importacircncia na extrusatildeo da peccedila O lubrificante deve aceitar altas pressotildees da ordem de 2000
Nmm2 na extrusatildeo do accedilo para minimizar o atrito entre a ferramenta e o material sob
deformaccedilatildeo Os processos de ensaboamento e aplicaccedilatildeo de bissulfeto de molibdecircnio satildeo
largamente utilizados em geratrizes obtidas em prensas de muacuteltiplos estaacutegios mecacircnicas ou
hidraacuteulicas
Quando comparado a outros processos a extrusatildeo a frio apresenta as seguintes vantagens
[15]
Grande economia de mateacuteria-prima
Possibilidade de produzir peccedilas de geometria complexa com tempo reduzido de processo
(figura 3)
Grande precisatildeo de medidas e geometrias com elevada qualidade superficial
Melhoria das caracteriacutesticas mecacircnicas das peccedilas extrudadas a frio mediante
aproveitamento do aumento de dureza e do fibramento mecacircnico favoraacutevel
Figura 3 ndash Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio [16]
28
22 FERRAMENTA PARA EXTRUSAtildeO A FRIO
As ferramentas de extrusatildeo a frio satildeo normalmente compostas por punccedilotildees responsaacuteveis
pela compressatildeo da mateacuteria-prima matrizes superior e inferior e aneacuteis de cintamento os quais
tecircm papel importante no controle das dimensotildees do extrudado e na vida uacutetil da matriz As
figuras 4a e 4b ilustram dois exemplos de conjuntos de ferramentais utilizados sejam eles em
prensas hidraacuteulicas ou excecircntricas
a) b)
Figura 4 ndash Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior
b) Sistema de extraccedilatildeo inferior [13]
A estrutura tiacutepica das ferramentas de extrusatildeo a frio considera aleacutem das matrizes que
proporcionam a geometria final da peccedila punccedilotildees extratores e aneacuteis de cintamento Os aneacuteis de
cintamento satildeo responsaacuteveis pelo preacute-tensionamento da ferramenta onde a mesma eacute colocada
em estado de tensotildees compressivas com o objetivo de reduzir o ponto de tensatildeo maacutexima apoacutes
a aplicaccedilatildeo dos esforccedilos de extrusatildeo Estes componentes satildeo fabricados em accedilos raacutepido accedilos-
ferramenta agrave diferentes durezas ou mesmo metal-duro
221 Punccedilotildees
Os punccedilotildees podem ser divididos em dois grupos principais
a) punccedilotildees simples ndash tecircm a funccedilatildeo de pressionar o material em direccedilatildeo agraves paredes da matriz
O criteacuterio fundamental para escolha de materiais para este tipo de punccedilatildeo eacute a alta resistecircncia agrave
compressatildeo Accedilos como D2 Vanadis 4 e S290 da Bohler-Uddeholm satildeo indicados
29
b) punccedilotildees de recalque - aleacutem de comprimir o material em direccedilatildeo agrave matriz inferior tambeacutem
tecircm a funccedilatildeo de conformar a cabeccedila do extrudado Os materiais destes punccedilotildees devem aleacutem
de apresentar alta resistecircncia agrave compressatildeo possuir grande resistecircncia ao desgaste Accedilos como
K340 K390 M2 S390 (Bohler-Uddeholm) e VF 800AT (Villares) satildeo exemplos de aplicaccedilotildees
para esta classe de punccedilatildeo
Punccedilatildeo de furaccedilatildeo eacute o componente que penetra na furaccedilatildeo de uma peccedila ciliacutendrica oca e
fornece a forma agrave parede interna de uma peccedila tubular Este punccedilatildeo estaacute sujeito ao desgaste e agrave
alta solicitaccedilatildeo de compressatildeo portanto o material selecionado para esta ferramenta deve
apresentar alta resistecircncia ao desgaste e elevado limite de escoamento Os accedilos AISI M2 S790
e K360 satildeo largamente utilizados O punccedilatildeo extrator conforma a base da peccedila e geralmente eacute
utilizado tambeacutem para extrair a peccedila para fora da matriz
No caso de punccedilotildees para extrusatildeo a frio deve ser considerado que devido aos esforccedilos a
que estatildeo submetidos a ruptura ocorre com maior frequecircncia quanto maior for a relaccedilatildeo (hz
Oslashinterno) onde hz eacute a profundidade da perfuraccedilatildeo e Oslashinterno o diacircmetro interno Na produccedilatildeo em
seacuterie se deve respeitar para os accedilos a relaccedilatildeo hz Oslashinterno lt 25
A norma VDI 3186 [17] recomenda a seguinte sequecircncia para o dimensionamento de um
punccedilatildeo seja de recalque ou furaccedilatildeo
a) determinaccedilatildeo da pressatildeo conf as normas VDI 3185[18] vols1 2 e 3 e 3138 vol 2 [19]
b) projeto da forma externa e das medidas
c) escolha de um material para ferramenta adequado levando em consideraccedilatildeo a tenacidade
exigida a durabilidade os custos e as possibilidades da produccedilatildeo
A folga entre o punccedilatildeo e a matriz normalmente eacute dimensionada entre 002 e 005 mm para
processos a frio Este paracircmetro tem grande importacircncia pois deve sempre permitir o aumento
do diacircmetro do punccedilatildeo pela deformaccedilatildeo elaacutestica
222 Matrizes
As matrizes de extrusatildeo satildeo as ferramentas responsaacuteveis pela definiccedilatildeo da geometria da
seccedilatildeo transversal do produto extrudado Devido aos esforccedilos de extrusatildeo as matrizes satildeo
submetidas a tensotildees internas elevadas Assim devem ser projetadas e construiacutedas com
materiais que apresentem elevada resistecircncia agrave compressatildeo bem como elevada tenacidade
Os accedilos ferramenta satildeo classificados de acordo com suas caracteriacutesticas metaluacutergicas
principais ou de acordo com sua aplicaccedilatildeo A classificaccedilatildeo do American Iron and Steel Institute
30
(AISI) eacute a mais utilizada pela induacutestria de ferramentaria e tem se mostrado uacutetil para a seleccedilatildeo
do produto Apesar de existirem diversos tipos de accedilos ferramenta normatizados
internacionalmente para inuacutemeras aplicaccedilotildees e solicitaccedilotildees a induacutestria trabalha com uma gama
reduzida de opccedilotildees Satildeo preferidos aqueles que possuem suas propriedades e desempenhos
consagrados ao longo do tempo como por exemplo os accedilos AISI H13 AISI D2 e AISI M2
Contudo fabricantes tecircm sugerido ao mercado ligas de accedilo que trazem benefiacutecios agraves aplicaccedilotildees
tais como CALDIE K340 (Bohler-Uddeholm) e Cryodur 2379 (Schmolz-Bickenbach)
As normas VDI 3176 [20] e VDI 3186 [21] apresentam os criteacuterios para dimensionamento
de matrizes de extrusatildeo
Para o projeto das matrizes devem ser considerados dois aspectos principais
1) A tensatildeo e a forccedila de extrusatildeo exigidas
2) O projeto e a geometria das matrizes e aneacuteis de cintamento
Geralmente as matrizes de extrusatildeo satildeo submetidas a elevadas tensotildees que normalmente
natildeo satildeo suportadas pelos materiais empregados em sua fabricaccedilatildeo Por isso as matrizes satildeo
geralmente preacute-tensionadas atraveacutes do uso de aneacuteis de cintamento de modo a aumentar sua
resistecircncia agrave tensatildeo radial na cavidade da matriz
Aleacutem do uso de aneacuteis de cintamento podem-se adotar variados procedimentos para a
construccedilatildeo das matrizes os quais satildeo mostrados na figura 5
lsquo Figura 5 ndash Formas construtivas para matrizes de extrusatildeo direta [20]
31
223 Estado de tensotildees
No processo de extrusatildeo existe na zona de deformaccedilatildeo um estado triaxial de tensotildees [22]
Na extrusatildeo de peccedilas com simetria axial as trecircs tensotildees principais satildeo
bull Tensatildeo axial σz
bull Tensatildeo radial σr
bull Tensatildeo tangencial σt
Atraveacutes da Teoria Elementar da Plasticidade pode-se avaliar qualitativamente a relaccedilatildeo que
existe entre as tensotildees principais A figura 6 mostra a distribuiccedilatildeo de tensotildees para o caso de
uma extrusatildeo direta de geratriz com furo interno
Figura 6 ndash Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo [22]
Pela Teoria de Escoamento de Tresca pode-se calcular a tensatildeo radial σr que seraacute a tensatildeo
atuante na parede lateral da cavidade da matriz Este valor eacute importante para o caacutelculo dos aneacuteis
de cintamento da ferramenta de extrusatildeo A tensatildeo axial σz eacute calculada em funccedilatildeo da forccedila de
extrusatildeo
224 Aneacuteis de cintamento
A tensatildeo radial resultante na cavidade das matrizes durante a extrusatildeo atinge niacuteveis que
muitas vezes podem ultrapassar o limite elaacutestico dos materiais empregados em sua fabricaccedilatildeo
Pode-se aumentar a capacidade de resistecircncia agraves tensotildees internas dessas matrizes utilizando-se
um anel de cintamento mediante a prensagem a frio do nuacutecleo ou pela dilataccedilatildeo teacutermica do
anel de cintamento Entatildeo eacute exercida uma pressatildeo axial sobre a superfiacutecie de contato que coloca
o nuacutecleo sob preacute-tensotildees tangenciais e radiais
Quando a resistecircncia agrave pressatildeo de uma ferramenta com preacute-tensatildeo simples for insuficiente
pode-se alcanccedilar uma elevaccedilatildeo da resistecircncia com um segundo anel de cintamento sempre se
32
observando que natildeo eacute permitido ultrapassar os limites elaacutesticos do nuacutecleo e dos aneacuteis Um
aspecto de grande importacircncia destacado para o projeto das matrizes refere-se ao
dimensionamento dos aneacuteis de cintamento [21] A resistecircncia do anel de cintamento eacute dada
pelas suas dimensotildees tensatildeo de escoamento e dureza do material Os materiais normalmente
empregados para os aneacuteis devem apresentar boa tenacidade e ductilidade a dureza de utilizaccedilatildeo
deve ser menor que as matrizes responsaacuteveis pela formaccedilatildeo da peccedila proporcionando o
comportamento elaacutestico da ferramenta Quanto mais afastado do nuacutecleo da ferramenta menor
seraacute a dureza do anel O anel dos sistemas simples apresenta uma dureza aproximada de 48
HRC Para os sistemas duplos o anel interno eacute endurecido dentro de uma faixa de 52-54 HRC
e o anel externo na faixa de 46-48 HRC Os accedilos utilizados para a fabricaccedilatildeo dos aneacuteis variam
entre AISI S1 AISI H13 VMO e W360 (Bohler-Uddeholm)
A tabela 2 mostra a recomendaccedilatildeo para a quantidade de aneacuteis a serem aplicados em uma
ferramenta de acordo com a tensatildeo radial na cavidade O esquema da ferramenta eacute mostrado na
figura 7
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo [20]
Tabela 2 ndash Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento [20]
Tensatildeo radial (σr)
Nmm2
Nuacutemero de aneacuteis
requeridos Dd Diacircmetro de montagem
σr lt 1000
1000 lt σr lt 1600
1600 lt σr lt 2200
2200 lt σr
nenhum
um
dois
trecircs
4 a 5
4 a 6
4 a 6
4 a 6
d1=dA D=dA2B
d1=09radic119863 119889 d2=09radic119863 1198891
33
Onde A eacute uma constante calculada pela equaccedilatildeo (1) [23]
A = [12 (1 + 1119861 ) minus 119880]12 eq (1)
sendo 119861 = 119896119891119898119886119905119903119894119911119896119891119888119894119899119905 e 119880 = 120590119903119896119891119898119886119905119903119894119911
A interferecircncia diametral para montagem dos componentes representadas por z1 e z2 eacute dada
pelas equaccedilotildees (2) e (3)
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) eq (2)
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) eq (3)
sendo 119861119888 = 11989611989111988811989411989911990511198961198911198881198941198991199052 e Ac eacute calculado pela equaccedilatildeo (1) em funccedilatildeo de Bc
Deve-se destacar que para cada caso de porta-ferramentas de prensa devido ao uso de
conjuntos padronizados o diacircmetro D poderaacute variar Desta forma os caacutelculos dos demais
diacircmetros de interferecircncia devem ser considerados a partir desta restriccedilatildeo
A geometria das superfiacutecies de contato entre os aneacuteis pode ser ciliacutendrica ou cocircnica Para
grandes interferecircncias prefere-se a forma cocircnica que facilita bastante a montagem da matriz
com os aneacuteis Deve-se verificar especialmente no caso de superfiacutecies cocircnicas que o nuacutecleo natildeo
seja expulso pelas forccedilas de prensagem extraccedilatildeo ou separaccedilatildeo
A figura 8 apresenta o criteacuterio para a escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de
interferecircncia de acordo com a relaccedilatildeo entre o comprimento e o diacircmetro da matriz
225 Dimensionamento de punccedilotildees e matrizes
Devido aos esforccedilos desenvolvidos durante a conformaccedilatildeo a frio de engrenagens
basicamente de extrusatildeo e recalque as ferramentas mais solicitadas satildeo os punccedilotildees e as
matrizes
De um modo geral no projeto dessas ferramentas deve-se considerar
a) as matrizes devem possuir anel de cintamento simples ou muacuteltiplo conforme solicitaccedilatildeo
b) os punccedilotildees devem ser os mais curtos possiacuteveis para evitar flambagem
34
c) na extrusatildeo o punccedilatildeo deve ser cuidadosamente guiado sobre a matriz para evitar
excentricidade
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia [20]
A fim de evitar sobrecargas das ferramentas de extrusatildeo eacute sugerida a pressatildeo real limite para
matrizes e punccedilotildees [24]
a) valores-limite para a tensatildeo radial (σr) na cavidade das matrizes
sem anel de cintamento σr lt 1000 Nmm2
com anel de cintamento simples e nuacutecleo de accedilo σr lt 1600 Nmm2
com anel de cintamento simples e nuacutecleo de metal duro σr lt 1500 Nmm2
com anel de cintamento duplo e nuacutecleo de accedilo σr lt 2200 Nmm2
com anel de cintamento duplo e nuacutecleo de metal duro σr lt 2000 Nmm2
b) valores-limite para a tensatildeo axial (σz) em punccedilotildees de recalque e furaccedilatildeo
punccedilotildees em accedilo-ferramenta σz lt 1800 Nmm2
punccedilotildees para extrusatildeo a frio em accedilo raacutepido altamente ligado σz lt 2500 Nmm2
226 Revestimentos para ferramentas de extrusatildeo
A extrusatildeo direta de perfis de engrenagens envolve grande quantidade de energia de
deformaccedilatildeo devido ao atrito o que provoca um desgaste excessivo nas paredes da cavidade da
matriz Considerando a estabilidade de geometria necessaacuteria para engrenagens automotivas o
desgaste ocorrido em matrizes de extrusatildeo em uma produccedilatildeo seriada pode prejudicar a
funcionalidade do produto em sua aplicaccedilatildeo A soluccedilatildeo utilizada em larga escala para minimizar
35
o desgaste eacute o aumento da dureza superficial atraveacutes da deposiccedilatildeo de filme fino Estes filmes
satildeo formados normalmente por materiais ceracircmicos de alta dureza
Segundo estudos realizados por Vetter (1996) [25] os revestimentos satildeo beneacuteficos natildeo
apenas para diminuir o desgaste de ferramentas mas tambeacutem melhorar a qualidade superficial
do produto extrudado aumentar a produtividade e diminuir o uso de lubrificantes
Os filmes mais utilizados em ferramentas de extrusatildeo a frio satildeo aplicados pelo meacutetodo de
deposiccedilatildeo fiacutesica de vapor (PVD - Physical Vapor Deposition) A aplicaccedilatildeo de revestimentos
por este meacutetodo eacute realizada a temperaturas na faixa de 250degC a 500degC permitindo que os
substratos natildeo percam suas propriedades mecacircnicas devido a um alto aquecimento O processo
PVD consiste em evaporar o material soacutelido por aquecimento atraveacutes de feixe de eleacutetrons ou
por iacuteons positivos e depositaacute-lo no substrato [26]
A maioria dos revestimentos aplicados por PVD eacute formada por DLC (Diamond Like
Carbon) nitretos (ex TiN CrN TiNAl) carbetos (ex TiC CrC) oacutexidos (ex alumina) ou
ainda uma combinaccedilatildeo destes como o TiCNAl A espessura de deposiccedilatildeo do filme varia entre
4 μm e 6 μm O revestimento utilizado nas ferramentas envolvidas neste trabalho tem o nome
comercial de Advanced Alcrona fornecido pela Oerlikon Balzers
A camada Advanced significa uma base obtida por nitretaccedilatildeo gasosa a qual aumenta a
dureza de superfiacutecie e sua resistecircncia agrave compressatildeo O revestimento Alcrona PRO fornece alta
estabilidade teacutermica proteccedilatildeo contra o desgaste abrasivo e alta dureza [27]
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO
A forccedila de extrusatildeo direta ou indireta eacute calculada pela equaccedilatildeo (4) 119865 = 1198600119896119891119898120593120578119865 eq (4)
O fator de rendimento (120578119865) varia entre 04 para geometrias mais complexas com pequenas
deformaccedilotildees e 07 para geometrias simples com grandes deformaccedilotildees [28]
Para casos em que a matriz apresenta acircngulos de transiccedilatildeo entre geometrias que facilitam o
escoamento a forccedila de extrusatildeo pode ser calculada pela equaccedilatildeo (5) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (5)
A expressatildeo final apoacutes o sinal de adiccedilatildeo da equaccedilatildeo (5) representa a forccedila de atrito entre o
material extrudado e a parede da matriz
36
O trabalho de extrusatildeo eacute dado pelas equaccedilotildees (6) e (7)
119879119903 = 119865 119878119882 eq (6)
Onde SW = h0 - hk eq (7)
231 Aumento de temperatura por trabalho de extrusatildeo
Durante a extrusatildeo ocorre a transformaccedilatildeo do trabalho de extrusatildeo em aumento de
temperatura Esse aumento de temperatura devido ao trabalho de extrusatildeo (120599119862) eacute calculado pela
equaccedilatildeo (8) 120599119862 = 119896119891120593119888119872 120588 119886 eq (8)
onde a eacute a parcela de energia transformada em calor
Pela teoria da definiccedilatildeo desta expressatildeo a perda na distorccedilatildeo da rede cristalina devido agrave
austenita retida e natildeo transformada em calor eacute de 10 [22]
24 O ATRITO NA EXTRUSAtildeO A FRIO
Nas uacuteltimas deacutecadas uma explicaccedilatildeo fiacutesica para o comportamento do atrito foi definida
como ldquoTeoria Adesivardquo Esta teoria define que a aacuterea de contato verdadeira eacute uma pequena
parcela da aacuterea de contato aparente A aacuterea de contato verdadeira eacute formada pela rugosidade
desta forma com o aumento das forccedilas de extrusatildeo maior eacute a contribuiccedilatildeo da rugosidade no
contato entre superfiacutecies [29] Em operaccedilotildees de extrusatildeo o atrito tem grande influecircncia devido
ao seu efeito sobre as forccedilas de conformaccedilatildeo mecacircnica (ou energia) e escoamento de material
na cavidade da matriz assim como a qualidade do produto e a vida uacutetil da ferramenta A
precisatildeo dos modelos de atrito eacute ainda desconhecida e torna complexa a definiccedilatildeo de um modelo
uacutenico que inclua todos os paracircmetros de deformaccedilatildeo para todas as operaccedilotildees de conformaccedilatildeo
mecacircnica Erinosho e Akinlabi (2016) [30] estudaram o efeito do atrito na aacuterea de contato
deformada durante operaccedilotildees de conformaccedilatildeo
O atrito eacute um dos paracircmetros mais significativos a serem considerados na extrusatildeo direta
devido ao escoamento de material ocorrer ao longo da cavidade da matriz entatildeo a contribuiccedilatildeo
da energia necessaacuteria ao esforccedilo final pode ser alta Domiacutenguez e Claver (2015) [31]
conduziram estudos por simulaccedilatildeo numeacuterica com o software DEFORM para investigar os
efeitos do atrito no processo de extrusatildeo direta utilizando o accedilo AISI 1010 A figura 9 mostra a
geometria da geratriz e matriz de extrusatildeo utilizados na simulaccedilatildeo numeacuterica computacional
37
Figura 9 ndash Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional [31]
O atrito tem efeito importante sobre os esforccedilos resultantes na extrusatildeo direta A forccedila devido
ao atrito resultante do processo de extrusatildeo eacute obtida pela equaccedilatildeo (9)
Ff = Fc + Fd eq (9)
Quando a geratriz eacute pressionada ao longo da cavidade da matriz na extrusatildeo direta a forccedila
de extrusatildeo eacute diretamente relacionada agrave forccedila devido ao atrito entre as paredes da cavidade da
matriz superior e a geratriz (Fc) e entre a matriz de extrusatildeo e a geratriz (Fd)
Para avaliar esta influecircncia duas condiccedilotildees extremas foram consideradas na simulaccedilatildeo
computacional o fator de atrito maacuteximo (m = 1) e a condiccedilatildeo de atrito ausente (m = 0) Assim
com as forccedilas de extrusatildeo resultantes das duas situaccedilotildees limite o efeito da forccedila devido ao atrito
pocircde ser obtido e analisado Na figura 10 o efeito da forccedila devido ao atrito eacute representado pelo
caacutelculo da diferenccedila entre as forccedilas resultantes das duas condiccedilotildees limites para a extrusatildeo direta
Figura 10 ndash Forccedila devido ao fator de
atrito (m) na extrusatildeo direta [31]
38
A teoria de Amontons-Coulomb eacute aplicada para o caacutelculo da tensatildeo de cisalhamento (τ)
entre a geratriz e as paredes da matriz nos processos de extrusatildeo [32] A lei do atrito de Coulomb
utiliza o coeficiente de atrito (μ) para quantificar a interface de atrito e eacute expressa pela equaccedilatildeo
(10) 120591 = 120583 119875 para 0le 120583 le0577 eq (10)
onde P eacute a tensatildeo normal de contato entre as superfiacutecies
A tabela 3 mostra valores referenciais de atrito para a extrusatildeo direta
Tabela 3 ndash Valores referenciais para o coeficiente de atrito micro [33]
Descriccedilatildeo do processo Extrusatildeo direta
Peccedilas maciccedilas Peccedilas com furaccedilatildeo
Coeficiente de atrito (micro) 004 a 008 01 a 0125
Neste trabalho o valor utilizado para o coeficiente de atrito para o caacutelculo da forccedila de
extrusatildeo foi 01
A teoria da adesatildeo determina que a tensatildeo de cisalhamento maacutexima na interface de contato
entre o material e a matriz eacute a tensatildeo limite de elasticidade do material em cisalhamento puro
[34] Contudo nos processos de extrusatildeo em geral a tensatildeo normal de contato entre o material
e a ferramenta pode superar este valor Entatildeo uma vez atingida a tensatildeo de escoamento em
cisalhamento do material um aumento no valor da tensatildeo normal implica em diminuiccedilatildeo do
atrito Neste caso em que altas tensotildees de contato estatildeo envolvidas o atrito deve ser expresso
pela equaccedilatildeo (11) 119898 = 120591119896 para 0 le 119898 le 1 eq (11)
onde m eacute o fator de atrito e k eacute a tensatildeo limite de elasticidade em cisalhamento puro
Esta forma eacute conhecida como Lei de Prandtl e determina que a tensatildeo de cisalhamento devida
ao atrito eacute independente da tensatildeo de contato entre as superfiacutecies A Lei de Prandtl deve ser
aplicada sempre que as tensotildees de contato sejam elevadas onde o coeficiente de atrito μ deixa
de ter significado fiacutesico
Na extrusatildeo a frio de engrenagens a forccedila devido ao atrito tem alto impacto no aumento das
tensotildees resultantes do ciclo de conformaccedilatildeo do material No desenvolvimento desta tese as
engrenagens analisadas sofrem uma reduccedilatildeo de aacuterea superior agrave 40 o que envolve altas tensotildees
de contato entre a geratriz e as paredes da matriz Desta forma a Lei de Prandtl seraacute adotada
para as anaacutelises de simulaccedilatildeo por elementos finitos onde o fator de atrito seraacute considerado
39
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE
EXTRUSAtildeO A FRIO
O conceito de cintamento das matrizes eacute reconhecido na induacutestria da conformaccedilatildeo e deve
ser entendido neste contexto como tensotildees compressivas (tipicamente radiais) sendo aplicadas
nas ferramentas O objetivo do cintamento das matrizes eacute reduzir o niacutevel de tensotildees criacuteticas as
quais a ferramenta sofreraacute sob o impacto de profundos esforccedilos Quanto mais eficiente o
cintamento mais a matriz seraacute colocada em um estado de tensotildees compressivas como ilustrado
na figura 11
Sendo
a) Tensotildees compressivas nulas onde natildeo haacute preacute-tensionamento da matriz Matrizes
monobloco satildeo um exemplo
b) Moderadas onde haacute a preacute-tensionamento Matrizes com um anel de cintamento podem
ser citadas
c) Alto estado de tensotildees compressivas atraveacutes de alto niacutevel de preacute-tensionamento Neste
caso dois ou mais aneacuteis de cintamento com interferecircncias rigorosas de montagem e materiais
de alta resistecircncia satildeo utilizados
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo [35]
A importacircncia do cintamento aumenta com a carga da ferramenta Quanto maior a carga de
conformaccedilatildeo maiores satildeo os niacuteveis de tensotildees na ferramenta Haacute uma tendecircncia geral em
relaccedilatildeo agraves altas cargas de conformaccedilatildeo nas matrizes de extrusatildeo as quais satildeo uma consequecircncia
derivada do alto grau de acabamento deste processo surgimento de materiais de baixa
conformabilidade alta velocidade de deformaccedilatildeo das peccedilas entre outros Consequentemente
a importacircncia do cintamento de matrizes tem crescido na induacutestria da conformaccedilatildeo mecacircnica
Para uma melhor definiccedilatildeo do cintamento tambeacutem entendido como preacute-tensionamento de
matrizes eacute necessaacuterio verificar o comportamento tensatildeodeformaccedilatildeo da matriz Esta definiccedilatildeo
considera o ciclo completo de carga da matriz de extrusatildeo inclusive o intervalo de tensotildees e
40
seu movimento fiacutesico ou comportamento de deformaccedilatildeo Como visto na figura 12 o ponto de
repouso da matriz de extrusatildeo seraacute a partir de um determinado niacutevel de tensotildees compressivas
o qual eacute definido pela interferecircncia de montagem Quanto maior o niacutevel de preacute-tensionamento
maior a tensatildeo compressiva resultante na matriz Durante o processo de extrusatildeo da peccedila a
matriz eacute tensionada e vai de um estado compressivo de tensotildees ateacute tensotildees de traccedilatildeo O ponto
final do ciclo de extrusatildeo determina o pico maacuteximo de tensotildees pelos quais a matriz passaraacute
durante o processo Apoacutes o maacuteximo estado de tensotildees natildeo haacute cargas sobre a matriz e ela
retorna ao seu estado inicial de preacute-tensionamento A distacircncia entre o ponto de preacute-
tensionamento e o maacuteximo estado de tensotildees determina o intervalo total de tensotildees Quanto
maiores os esforccedilos de extrusatildeo maior o intervalo total de tensotildees
Figura 12 ndash Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo [35]
Simultaneamente com a compressatildeo dos aneacuteis de cintamento a matriz tambeacutem passa por
contraccedilatildeo fiacutesica Quanto maior o preacute-tensionamento maior a contraccedilatildeo da matriz de extrusatildeo
Entretanto a habilidade de comprimir a matriz eacute determinada pelas propriedades do material
da matriz e os demais componentes da ferramenta Sistemas de ferramentas com alta rigidez
defletem menos que sistemas a base de accedilos convencionais Como exemplo o moacutedulo de
Young (E) de uma matriz de WC-Co conhecida como metal duro eacute aproximadamente 22
maior que uma matriz de accedilo sendo respectivamente 460 GPa e 215 GPa Consequentemente
a matriz de WC-Co iraacute defletir em meacutedia 40 menos que uma matriz de accedilo com as mesmas
dimensotildees e cavidade Quanto menor o intervalo de deformaccedilatildeo menor o intervalo de tensotildees
devido agrave reduzida expansatildeo da matriz durante o processo de extrusatildeo
A vida uacutetil de uma matriz ou seja o nuacutemero de ciclos de extrusatildeo ateacute a sua falha por ruptura
depende da interaccedilatildeo entre a forccedila sobre a ferramenta e a sua capacidade de resistecircncia agrave carga
A forccedila sobre matrizes de extrusatildeo eacute determinada pelo nuacutemero de interaccedilotildees entre paracircmetros
41
tais como tipo de processo de extrusatildeo lubrificaccedilatildeo temperatura propriedades do material da
geratriz perfil da geratriz geometria do extrudado e estaacutegios de conformaccedilatildeo A figura 13
representa uma matriz de extrusatildeo de engrenagem montada com um anel de cintamento
Figura 13 ndash Matriz de extrusatildeo com um anel de cintamento Fonte Do autor
A tarefa de todo o projetista de extrudados eacute manter a carga sobre a ferramenta de extrusatildeo
em um niacutevel moderado de forma a obter um bom desempenho de processo incluindo alta e
previsiacutevel vida uacutetil das ferramentas de extrusatildeo O preacute-tensionamento eacute um paracircmetro de
desenvolvimento efetivo para conseguir sistemas de ferramentas de alto desempenho sendo
que este paracircmetro influencia diretamente o comportamento tensatildeodeformaccedilatildeo da matriz de
extrusatildeo O preacute-tensionamento oacutetimo da matriz pode ser atingido no equiliacutebrio entre a rigidez
da mesma e os demais componentes da ferramenta bem como o correto niacutevel de interferecircncia
Em linhas gerais quanto menores as tensotildees de traccedilatildeo sob o ponto maacuteximo da carga de
processo menor seraacute o comportamento de deformaccedilatildeo da matriz de extrusatildeo e melhor seraacute a
condiccedilatildeo de alto desempenho da ferramenta Aleacutem disso sistemas de ferramentas de alta rigidez
reduzem consideravelmente a variaccedilatildeo dimensional da matriz com o objetivo de melhorar a
precisatildeo da peccedila extrudada e reduzir desvios dimensionais
A figura 14 e ilustra as principais caracteriacutesticas da natureza complexa de ferramentas de
extrusatildeo de alta performance
42
Figura 14 ndash Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo [16]
Em princiacutepio o preacute-tensionamento pode ser realizado por dois meacutetodos geneacutericos como
mostrado na figura 15 O meacutetodo mais comumente usado eacute o que considera o aquecimento dos
aneacuteis externos agrave matriz onde o anel de cintamento eacute expandido (por exemplo agrave 400ordmC) e
montado na matriz de extrusatildeo O preacute-tensionamento eacute entatildeo o efeito resultante de
encolhimento do anel de cintamento apoacutes seu resfriamento e consequente fechamento sobre a
superfiacutecie externa da matriz de extrusatildeo Este meacutetodo eacute largamente utilizado na induacutestria de
conformaccedilatildeo sendo limitado pelo coeficiente de expansatildeo bem como a tensatildeo de escoamento
do material aplicado no anel de cintamento
O outro meacutetodo eacute o preacute-tensionamento por compressatildeo a frio onde a matriz de extrusatildeo eacute
inserida no anel de cintamento com o auxiacutelio de uma prensa de montagem A principal limitaccedilatildeo
da montagem por compressatildeo a frio eacute a tensatildeo de escoamento dos materiais da matriz de
extrusatildeo e o anel de cintamento A utilizaccedilatildeo de lubrificantes nas interfaces dos aneacuteis de
cintamento e matrizes eacute importante para a integridade dos componentes da ferramenta
Figura 15 ndash Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) [36]
43
O comportamento tensatildeodeformaccedilatildeo do sistema da ferramenta pode ser influenciado pelo
aumento da massa e mais efetivamente pela alteraccedilatildeo das propriedades dos materiais do
sistema da ferramenta O uso de WC-Co para a matriz de extrusatildeo eacute a forma mais efetiva de
aumentar a rigidez global do sistema da ferramenta devido ao alto ponto do moacutedulo de Young
Uma abordagem alternativa para obter ferramentas de extrusatildeo de alta rigidez seria integrar
materiais com WC-Co como parte do sistema de preacute-tensionamento por exemplo fabricar o
anel interno do sistema duplo de aneacuteis com este material
O sistema de preacute-tensionamento de matrizes por enrolamento de tiras de accedilo desenvolvido
pela empresa STRECON faz uso desta estrateacutegia Aleacutem da utilizaccedilatildeo de aneacuteis de cintamento
com moacutedulo de Young elevado a teacutecnica consiste em ldquoenrolarrdquo tiras de accedilo de 01 mm de
espessura sobre o nuacutecleo da ferramenta colocando-o sobre profundo estado de tensotildees
compressivas As tiras de accedilo mantecircm o comportamento elaacutestico ateacute tensotildees de 2000 Nmm2
As interferecircncias de montagem satildeo superiores agraves utilizadas em aneacuteis de cintamento
convencionais sendo de 07 a 11 [37] A figura 16 ilustra a estrutura do sistema por
enrolamento de tiras STRECON
Figura 16 ndash Representaccedilatildeo de ferramenta montada com sistema STRECON [38]
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO
Accedilos ao boro satildeo largamente utilizados em componentes de alta resistecircncia A presenccedila de
pequenos teores de boro em accedilos com 02 a 04 de carbono permite obter uma temperabilidade
meacutedia ideal para obtenccedilatildeo dos valores necessaacuterios de dureza e resistecircncia apoacutes tecircmpera
principalmente em peccedilas de pequena seccedilatildeo O boro eacute adicionado aos accedilos em pequenas
quantidades (ppm) para aumentar a sua conformabilidade e temperabilidade evitando a
nucleaccedilatildeo da ferrita atraveacutes de sua segregaccedilatildeo nos contornos de gratildeo da austenita Embora
exista uma incerteza enquanto ao teor ideal de boro sobre a efetividade na temperabilidade
pode se dizer que este valor estaacute entre 10 e 30 ppm sendo o teor oacutetimo entre 15 e 20 ppm
Anel de cintamento interno Matriz de extrusatildeo
Tiras de accedilo Anel de cintamento
externo
44
Dentre os accedilos utilizados na fabricaccedilatildeo de elementos de fixaccedilatildeo e engrenagens o SAE
10B22 o qual eacute utilizado no desenvolvimento desta tese tem grande aplicaccedilatildeo substituindo
accedilos de meacutedio carbono ou os convencionais baixa liga como o SAE 5135 Sua composiccedilatildeo
quiacutemica contendo boro e um teor consideraacutevel de manganecircs atribui a esta liga boa
temperabilidade e excelente resposta agrave processos termoquiacutemicos como cementaccedilatildeo e
carbonitretaccedilatildeo combinando desta forma as propriedades de dureza e resistecircncia ao desgaste
com tenacidade e ductilidade [39]
Resultados de ensaios mecacircnicos para um accedilo ABNT 1020 com teores de boro na condiccedilatildeo
de laminado a quente demonstram que as propriedades mecacircnicas natildeo sofreram alteraccedilatildeo
significativa com exceccedilatildeo do limite de escoamento que diminui cerca de 4 em relaccedilatildeo ao
accedilo sem boro A diminuiccedilatildeo do limite de escoamento juntamente com a natildeo alteraccedilatildeo
significativa das outras propriedades sugere usos especiacuteficos para esses accedilos devido a sua maior
fase plaacutestica como por exemplo para peccedilas que necessitam de extrusatildeo a frio [40]
O SAE 10B22 estaacute entre os accedilos baixo carbono utilizados para extrusatildeo a frio e com
elementos liga para cementaccedilatildeo Este accedilo eacute amplamente utilizado na extrusatildeo a frio para a
produccedilatildeo de engrenagens eixos parafusos e demais peccedilas onde haacute exigecircncia de dureza
superficial obtida pelo processo de cementaccedilatildeo ou carbonitretaccedilatildeo As curvas de escoamento
verdadeiras do SAE 10B22 foram simuladas pelo software JMatPro o qual tem a capacidade
de calcular uma variedade de propriedades de materiais de ligas metaacutelicas [41] As curvas foram
simuladas nas temperaturas 20degC 100degC 200degC e 300degC e velocidades de deformaccedilatildeo 001 s-
1 1 s-1 e 10 s-1 Satildeo mostradas nas figuras 17 18 e 19 A tabela 4 informa a composiccedilatildeo quiacutemica
utilizada como dado de entrada para a geraccedilatildeo dos resultados Os valores calculados pelo
software de acordo com a sua composiccedilatildeo quiacutemica informada ANEXOS A B e C foram
utilizados para traccedilar as curvas
Considerando a temperatura de 20degC a simulaccedilatildeo das curvas revela tensotildees de escoamento
de 1701 Nmm2 1905 Nmm2 e 2012 Nmm2 para as respectivas velocidades de deformaccedilatildeo
001 s-1 1 s-1 e 10 s-1 quando a deformaccedilatildeo verdadeira eacute igual agrave zero
Tabela 4 ndash Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro [41]
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 0232 0893 0242 0180 008 0042 00059 0233 00015 0008 0020
45
Figura 17 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1
Fonte JMatPro [41]
Figura 18 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1 Fonte JMatPro [41]
00
1000
2000
3000
4000
5000
6000
7000
00
020
040
060
080
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
460
480
500
600
70
Ten
satildeo
de
esco
amen
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
00
1000
2000
3000
4000
5000
6000
7000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
man
ento
(k
f) [
Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
46
Figura 19 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro [41]
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS
Neste capiacutetulo seraacute abordada a forma em que os requisitos sobre a geometria das engrenagens
devem ser especificados e o entendimento dos meacutetodos utilizados para controlar a geometria
das engrenagens Seraacute dada ecircnfase agrave norma ISO 1328 partes 1 e 2 [42] [43] a qual eacute comumente
utilizada para classificaccedilatildeo de engrenagens
271 Normas para especificaccedilatildeo de engrenagens
As normas especiacuteficas para o controle de toleracircncias geomeacutetricas de engrenagens satildeo
publicadas pelos mais diversos sistemas de normas segundo a competitividade no mercado
para este tipo de aplicaccedilatildeo Eacute o cliente que opta pela norma que melhor atende as suas
necessidades encontrando a sua disposiccedilatildeo uma seacuterie de documentos que tratam do assunto
dentre estes se podem citar ISO AGMA DIN JIS BSI ABNT e outras No Brasil as normas
da ABNT em alguns aspectos como definiccedilotildees de partes funcionais e paracircmetros geomeacutetricos
se assemelham agrave ISO 1328 o que jaacute natildeo ocorre com as normas AGMA por esta apresentar uma
estrutura simboacutelica proacutepria que em muito se diferencia da ISO e ABNT
Na tabela 5 haacute uma seleccedilatildeo das mais importantes normas utilizadas sendo que suas
principais diferenccedilas se referem
00
1000
2000
3000
4000
5000
6000
7000
8000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
amen
to (
kf)
[Nm
m2]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
47
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos [44]
NORMA ASSUNTO
ISO 1328 ndash 1 e 2 (20131997) Engrenagens Ciliacutendricas ndash Sistema de
precisatildeo ISO
AGMA ndash 2000-A88 (1988) Manual de Inspeccedilatildeo e Classificaccedilatildeo de
Engrenagens
DIN - 3962 (1978) Toleracircncias para Dentes de Engrenagens
Ciliacutendricas
JIS - B 1702 (1976) Precisatildeo para Engrenagens Retas e
Helicoidais
BSI - BS 436 (1986) Engrenagens Retas e Helicoidais ndash Forma
baacutesica Passo e Precisatildeo
ABNT - NBR10095 (1989) Engrenagem Ciliacutendrica de Evolvente ndash
Precisatildeo Dimensional
272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328
A ISO 1328 trata das toleracircncias geomeacutetricas de engrenagens ciliacutendricas de dentes retos
fornecendo limites para os principais paracircmetros caracteriacutesticos da geometria das engrenagens
a serem controladas e delimita para cada tipo de aplicaccedilatildeo os erros maacuteximos permissiacuteveis Esta
norma tambeacutem trata dos desvios das engrenagens associados aos paracircmetros caracteriacutesticos
tomados isoladamente e dos desvios das engrenagens do ponto de vista funcional ou seja
avalia conjuntamente todos os desvios isolados eventualmente existentes nas superfiacutecies das
engrenagens
Duas satildeo as vantagens da referida norma uma eacute a sua associaccedilatildeo com materiais didaacuteticos de
grande reconhecimento neste campo de atuaccedilatildeo [45] [46] o que a torna de faacutecil compreensatildeo e
menos propensa a erros de interpretaccedilatildeo e a outra eacute que seu conteuacutedo estaacute de acordo com o
Sistema Internacional de Unidades [47] que eacute o sistema oficialmente reconhecido no Brasil
A norma cita paracircmetros caracteriacutesticos os quais satildeo elementos de controle da geometria das
engrenagens Devido a fenocircmenos de fabricaccedilatildeo que posteriormente seratildeo detalhados as
superfiacutecies das engrenagens sofrem variaccedilotildees em relaccedilatildeo a sua geometria considerada ideal
Estes desvios de acordo com as suas dimensotildees tornam-se de difiacutecil identificaccedilatildeo e
comprometem a funcionalidade do conjunto coroapinhatildeo
273 Desvios isolados
Os desvios isolados satildeo as variaccedilotildees dos paracircmetros caracteriacutesticos geomeacutetricos que ocorrem
na superfiacutecie das engrenagens Suas principais causas satildeo
48
forma defeituosa do perfil da matriz de extrusatildeo
deficiente lubrificaccedilatildeo durante o processo de extrusatildeo
uso de matrizes com cavidades danificadas ou desgastadas
vibraccedilatildeo excessiva das prensas de extrusatildeo
deformaccedilotildees elaacutesticas das ferramentas de extrusatildeo durante o processo
274 Desvios de passo individual (fpt) acumulado (fpk) e total (Fp)
O desvio de passo individual representado por fpt na figura 20 corresponde a diferenccedila
algeacutebrica entre o passo medido e o correspondente passo teoacuterico de um setor que abranja uma
determinada quantidade inteira de passos (K) Devido agrave facilidade utiliza-se o flanco dos dentes
como referecircncia para a mediccedilatildeo O passo primitivo eacute o comumente avaliado e eacute medido sobre
a circunferecircncia primitiva [48] Pela ISO 1328-1 o passo tambeacutem pode ser medido sobre uma
circunferecircncia de referecircncia que passa pela altura meacutedia dos dentes ou seja o ponto meacutedio
entre o topo e a raiz do dente
O setor avaliado natildeo deve ser maior que 18 da circunferecircncia de referecircncia ou seja 2leKle
Z8 onde Z eacute o nuacutemero de dentes De outra forma o desvio de passo acumulado pode ser
entendido como a soma algeacutebrica dos passos individuais no setor avaliado
O desvio de passo total (Fp) que corresponde ao maacuteximo valor do desvio de passo
acumulado (fpk) de qualquer setor de circunferecircncia em relaccedilatildeo a um determinado flanco de
dente
Figura 20 ndash Desvios de passo das engrenagens [42]
275 Desvios de perfil (Fα ffα fHα)
Na figura 21 o desvio de perfil corresponde ao afastamento do perfil evolvente real obtido
do processo de fabricaccedilatildeo do perfil ideal gerado a partir da respectiva circunferecircncia de bases
49
[49] As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer no ponto meacutedio do comprimento
total do dente
O desvio de perfil eacute caracterizado por trecircs paracircmetros desvio total de perfil (Fα) desvio de
forma de perfil (ffα) e desvio angular de perfil (fHα) Na figura 22 tem-se uma representaccedilatildeo
graacutefica destes desvios A linha sinuosa corresponde ao perfil real detectado pelo sistema de
mediccedilatildeo
Figura 21 ndash Desvio de perfil [42]
No graacutefico de desvio de forma de perfil verifica-se o quanto o perfil real atinge seus limites
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular de
perfil o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico Por
uacuteltimo quando se busca apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama de
desvio total de perfil que possui intrinsecamente os dois resultados anteriores sendo mais
conservativo
Figura 22 ndash Desvios de perfil segundo ISO 1328-1 [42]
50
276 Desvios de linha de flanco (Fβ ffβ fHβ)
A figura 23 mostra o desvio de flanco corresponde ao afastamento do flanco do dente obtido
no processo de fabricaccedilatildeo do flanco resultante da extrusatildeo do perfil evolvente ideal no sentido
axial da engrenagem As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer na altura da
circunferecircncia de referecircncia e no sentido axial
Figura 23 ndash Desvio de linha de flanco [42]
Da mesma forma que o desvio de perfil o desvio da linha de flanco eacute caracterizado por trecircs
paracircmetros desvio total da linha de flanco (Fβ) desvio de forma da linha de flanco (ffβ) e desvio
angular da linha de flanco (fHβ) figura 24 respectivamente A linha sinuosa corresponde ao
flanco real detectado pelo sistema de mediccedilatildeo na altura da circunferecircncia de referecircncia
Figura 24 ndash Desvios da linha de flanco segundo ISO 1328-1 [42]
A interpretaccedilatildeo do desvio da linha de flanco eacute similar ao desvio de perfil Assim do graacutefico
de desvio de forma da linha de flanco verifica-se o quanto o flanco real atinge seus limites
51
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular da
linha de flanco o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico
Por uacuteltimo ao ser necessaacuteria apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama
de desvio total da linha de flanco que possui intrinsecamente os dois resultados anteriores e eacute
mais conservativo
277 Batimento radial (Fr)
O batimento radial (Fr) eacute a maior variaccedilatildeo da distacircncia em relaccedilatildeo ao eixo de giro da
engrenagem de uma esfera ou cone colocado sequencialmente entre os vatildeos da engrenagem
estabelecendo um contato com os flancos dos dentes adjacentes Corresponde a amplitude total
da variaccedilatildeo lida no sistema de mediccedilatildeo quando da verificaccedilatildeo do erro de concentricidade Se
natildeo houvesse irregularidades no dente da engrenagem o batimento radial seria igual ao dobro
do erro de concentricidade (caso existisse) ou seja o erro total de giro [50]
Segundo a norma 1328-2 [43] o batimento radial corresponde agrave amplitude maacutexima dos
desvios individuais (erro detectado em cada vatildeo de dente) figura 25 Verifica-se que os erros
estatildeo distribuiacutedos em torno de uma senoacuteide cuja amplitude corresponde a duas vezes o erro de
concentricidade
Figura 25 ndash Batimento radial [43]
278 Graus de qualidade
Os graus de qualidade variam para cada sistema de norma Na ISO 1328 exceto pelo desvio
composto radial que possui 9 graus de qualidade (4 eacute o grau mais exigente e 12 eacute o menos
exigente) os demais paracircmetros caracteriacutesticos possuem 13 graus de qualidade (0 eacute o grau mais
exigente e 12 eacute o menos exigente) [51]
52
Para classificaccedilatildeo de uma engrenagem com relaccedilatildeo ao seu grau de qualidade alguns
paracircmetros de projeto satildeo considerados pela norma ISO 1328 sendo entre eles o diacircmetro de
referecircncia e o moacutedulo Definidos esses paracircmetros de projeto para cada um dos paracircmetros
caracteriacutesticos jaacute mencionados pode-se estabelecer uma toleracircncia cujo valor dependeraacute do
grau de qualidade selecionado e vice-versa estabelecendo-se a toleracircncia necessaacuteria e obtendo-
se o grau de qualidade Na tabela 6 tem-se um exemplo do grau de qualidade para o desvio
total de perfil (Fα) Para efeito de construccedilatildeo da tabela considerando-se um grau de qualidade
igual a 5 os valores das toleracircncias satildeo determinados empiricamente e aplicados na equaccedilatildeo
(12)
119865prop = 32radic119898119896 + 022radicempty119901 + 07 eq (12)
Os valores de toleracircncias superiores por exemplo para o grau 6 satildeo obtidos a partir da
toleracircncia de grau 5 multiplicado por radic2 as toleracircncias do grau 7 satildeo obtidos a partir das
toleracircncias do grau 6 multiplicado radic2 e assim sucessivamente ateacute o grau 12 Para os valores
inferiores ao grau de qualidade 5 utiliza-se o mesmo raciociacutenio exceto pelo fato de se dividir
cada resultado de toleracircncia por radic2 Assim conclui-se que para melhorar um grau de qualidade
de uma engrenagem basta dividir por radic2 a toleracircncia do determinado grau de qualidade em
questatildeo por quantas vezes se quer melhorar a qualidade do item
Tabela 6 ndash Grau de qualidade para desvio de perfil [43]
Diacircmetro
primitivo
Oslashp (mm)
Moacutedulo
(N)
Grau de qualidade (Q)
0 1 2 3 4 5 6 7 8 9 10 11 12
Fα (μm)
5le Oslashp le20 05leNle2 08 11 16 23 32 46 65 90 130 180 260 370 520
2leNle35 12 17 23 33 47 65 95 130 190 260 370 530 750
20leOslashple50
05leNle2 09 13 18 26 36 50 75 100 150 210 290 410 580
2leNle35 13 18 25 36 50 70 100 140 200 290 400 570 810
35leNle6 16 22 31 44 60 90 120 180 250 350 500 700 990
6leNle10 19 27 38 55 75 110 150 220 310 430 610 870 1230
Ao se tratar da metrologia de engrenagem torna-se agraves vezes muito difiacutecil entender o que
se estaacute medindo caso natildeo se conheccedila o seu processo fiacutesico Tratar os resultados de um relatoacuterio
de um determinado paracircmetro geomeacutetrico apenas como valor numeacuterico com certeza natildeo agrega
valor para melhoria do processo Por exemplo ao se determinar o batimento radial e este
apresentar um valor elevado pode conduzir o metrologista a concluir que os desvios sejam
provenientes de incorreccedilotildees nos dentes mas na verdade pode se tratar de um erro de
53
concentricidade que possui um comportamento senoidal Neste caso interferir no processo para
corrigir imperfeiccedilotildees dos dentes de uma matriz de extrusatildeo seria uma decisatildeo errada pois na
verdade o problema eacute relativo a um erro de concentricidade entre o eixo de rotaccedilatildeo da
engrenagem e a circunferecircncia de base Assim tem-se o conhecimento tecnoloacutegico e a
metrologia fortemente ligados para a soluccedilatildeo de problemas da engenharia
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO
O processo de eletroerosatildeo eacute utilizado na fabricaccedilatildeo de ferramentas em geral e proporciona
reduccedilatildeo de custo tempo de execuccedilatildeo e melhoria de acabamento superficial sendo muitas vezes
o uacutenico processo aplicaacutevel quando os ferramentais jaacute se encontram temperados e revenidos
Entretanto o processo deve ser cuidadosamente controlado em seus paracircmetros de operaccedilatildeo
pois podem causar modificaccedilotildees microestruturais importantes na superfiacutecie usinada
diminuindo a resistecircncia a fratura e induzindo agrave formaccedilatildeo de trincas superficiais que podem se
propagar e promover a fratura catastroacutefica da ferramenta
Assim o processo final de fabricaccedilatildeo do ferramental exige a usinagem de precisatildeo do accedilo
em geometria complexa na condiccedilatildeo de elevada dureza onde os processos convencionais de
usinagem por remoccedilatildeo de cavaco natildeo satildeo mais aplicaacuteveis Nesta etapa o processo de usinagem
por eletroerosatildeo (EDM ndash Electrical Discharge Machining) eacute amplamente aplicado O processo
de eletroerosatildeo se tornou a tecnologia mais importante na induacutestria de manufatura para a
obtenccedilatildeo de formas complexas utilizando o corte a fio ou a penetraccedilatildeo como os procedimentos
mais difundidos Desenvolvido no final da deacutecada de 40 do seacuteculo passado tem sido aceito em
todo o mundo como um processo padratildeo para a fabricaccedilatildeo de ferramentais
Os processos de EDM satildeo largamente utilizados na fabricaccedilatildeo de matrizes de extrusatildeo de
engrenagens Eletroerosatildeo por fio (Wire EDM) bem como por penetraccedilatildeo (Die Sinking) satildeo
responsaacuteveis pela usinagem de eletrodos e fabricaccedilatildeo das cavidades das matrizes
respectivamente e devem possuir um controle de geometria e acabamento eficaz Se a
usinagem de eletrodos apresentar um erro de forma grosseiro este seraacute levado adiante na erosatildeo
por penetraccedilatildeo das matrizes [52]
A EDM eacute um processo teacutermico com um mecanismo complexo de remoccedilatildeo de metal O
mecanismo primaacuterio faz uso da energia que se transforma em energia teacutermica por uma seacuterie
discreta de descargas eleacutetricas que ocorrem entre o eletrodo e a ferramenta imersa em um fluido
dieleacutetrico O sistema gera um canal de plasma entre o caacutetodo e o anodo capaz de levar a
54
temperatura a niacuteveis proacuteximos de 8000 ~ 12000ordmC Como resultado ocorre a vaporizaccedilatildeo e
fusatildeo do metal na superfiacutecie resultando em transformaccedilotildees metaluacutergicas que alteram o perfil de
tensotildees residuais e microestrutural podendo levar ao trincamento e fratura Desta forma a
EDM tem um papel importante na integridade superficial e na vida do ferramental
Os principais processos utilizados na induacutestria de ferramentais satildeo a eletroerosatildeo a fio e a
eletroerosatildeo por penetraccedilatildeo Estes processos satildeo ilustrados na figura 26
Figura 26 ndash Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas [52]
281 Eletrodo para ferramenta de extrusatildeo
Quanto aos materiais a serem utilizados nos eletrodos eacute conhecido que a remoccedilatildeo de material
na eletroerosatildeo eacute dada por evaporaccedilatildeo a altas temperaturas logo deveratildeo ser escolhidos
materiais que suportem tais temperaturas de modo a minimizar o desgaste do eletrodo Por
outro lado o material deve permitir finalizar a peccedila com a qualidade e dimensional requeridos
Para que um material possa ser utilizado no eletrodo teraacute que ser capaz de conduzir corrente
eleacutetrica uma vez que teraacute sempre que existir a passagem de corrente a fim de ser possiacutevel uma
descarga na peccedila tendo como limite maacuteximo de resistividade eleacutetrica 100 Ωcm [53] Outra
qualidade que o material deveraacute possuir seraacute o elevado ponto de fusatildeo dado que o processo
pressupotildee uma transformaccedilatildeo de energia eleacutetrica em energia teacutermica podendo a descarga
eleacutetrica originar temperaturas na ordem dos 20000 ordmC [54] Poreacutem a escolha do material em
relaccedilatildeo ao ponto de fusatildeo deveraacute sempre considerar o material da peccedila a ser usinada Isto eacute se
o material da peccedila tiver um baixo ponto de fusatildeo entatildeo o ponto de fusatildeo do material do eletrodo
tambeacutem natildeo deveraacute ser alto Obviamente outro dos fatores que influenciam a escolha final dos
materiais eacute de natureza financeira O material deve ser o mais viaacutevel economicamente e deve
igualmente ser facilmente fabricado via processos convencionais uma vez que ambos estes
fatores vatildeo influenciar diretamente no custo final do eletrodo Consequentemente no custo da
matriz
55
O cobre eacute reconhecido entre outras qualidades pela sua oacutetima conduccedilatildeo eleacutetrica
oferecendo no entanto alguns problemas no esmerilhamento e no fresamento devido ao
substancial nuacutemero de rebarbas Revela-se um material estaacutevel em condiccedilotildees de descarga
eleacutetrica sendo um material que no accedilo-ferramenta utilizado em matrizes de extrusatildeo consegue
acabamentos de elevada qualidade
Existem no entanto variadas ligas de cobre utilizadas para o processo de eletroerosatildeo Este
estudo apoacutes avaliaccedilotildees com diferentes alternativas foi concentrado em duas ligas de cobre
especiacuteficas Satildeo elas
Cobre eletroliacutetico Largamente utilizado na induacutestria eleacutetrica [55] e na induacutestria mecacircnica
como eletrodo-ferramenta no processo de eletroerosatildeo Seu uso eacute dado quando satildeo necessaacuterios
acabamentos de superfiacutecies lisas na peccedila de trabalho Para certas aplicaccedilotildees o cobre eacute a melhor
escolha devido agrave sua facilidade para ser altamente polido [56] Essa caracteriacutestica de polimento
faz com que o eletrodo de cobre seja o preferido em processos de acabamento fino garantindo
uma menor rugosidade
Cobre-tungstecircnio combina a elevada condutividade do cobre com o alto ponto de fusatildeo do
tungsteacutenio O seu uso origina um elevado rendimento na usinagem de matrizes e um desgaste
baixo Contudo eacute um material caro e natildeo eacute de faacutecil processamento Desta forma eacute utilizado
apenas em algumas situaccedilotildees quando se revelar necessaacuteria a preservaccedilatildeo de detalhes ou entatildeo
em situaccedilotildees em que eacute necessaacuteria alta precisatildeo tais como o corte de perfis de engrenagem
282 Desgaste do eletrodo
O desgaste que o eletrodo iraacute sofrer durante o processo de eletroerosatildeo natildeo eacute de faacutecil
previsatildeo dependendo de vaacuterios paracircmetros O principal paracircmetro de referecircncia seraacute a
capacidade que o eletrodo tem de resistir aos danos teacutermicos Tambeacutem sua densidade
polaridade ou ainda as frequecircncias a serem utilizadas na eletroerosatildeo A geometria final da
superfiacutecie usinada seraacute principalmente afetada pelo desgaste do eletrodo e o seu afastamento
(gap) em relaccedilatildeo agrave matriz O conhecimento do comportamento do desgaste do eletrodo e a
distribuiccedilatildeo do seu afastamento agrave geometria da cavidade da matriz pode minimizar a incidecircncia
de erros nos perfis de engrenagem [57]
O desgaste do eletrodo eacute proporcional ao nuacutemero de descargas eleacutetricas Assim eacute maior nas
operaccedilotildees de desbaste do que nas operaccedilotildees de acabamento devido agrave maior necessidade de
remoccedilatildeo de material Para conseguir o menor desgaste possiacutevel da sequecircncia de eletrodos a
56
estrateacutegia eacute reduzir o tempo da operaccedilatildeo de acabamento efetuando o desbaste ateacute a peccedila estar
tatildeo proacutexima das dimensotildees finais desejadas quanto possiacutevel [58]
A taxa de desgaste das ligas de cobre comumente utilizadas nos eletrodos exige que mais de
um eletrodo seja utilizado na produccedilatildeo de cada cavidade uma vez que rapidamente perdem as
suas dimensotildees iniciais Tal fator contribui para que o custo total da fabricaccedilatildeo dos eletrodos
atinja muitas vezes mais de 50 e por vezes ateacute 80 do custo total de fabricaccedilatildeo de matrizes
por eletroerosatildeo
A tabela 7 apresenta dados experimentais em relaccedilatildeo ao desgaste sofrido pelo eletrodo
fabricado nas duas ligas de cobre utilizadas neste estudo
Tabela 7 ndash Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado [59]
Material do eletrodo
Polaridade Material usinado Desgaste das
arestas
Cobre eletroliacutetico
+ Accedilo 2 ndash 10
- Titacircnio 20 ndash 40
- WC-Co 35 ndash 60 - Cobre 35 ndash 45
- Cobre-tungstecircnio 40 ndash 60
Cobre-tungstecircnio
+ Accedilo 1 ndash 10 - Cobre 20 ndash 40 - Cobre-tungstecircnio 30 ndash 50 - Titacircnio 15 ndash 25 - WC-Co 35 ndash 50
29 SIMULACcedilAtildeO COMPUTACIONAL
Apesar das vantagens do processo de extrusatildeo a elevada produtividade estaacute em geral
associada agrave utilizaccedilatildeo de uma variedade de velocidades de deformaccedilatildeo com influecircncia direta
na tensatildeo de escoamento do material a extrudar Esta eacute uma das principais dificuldades para
quem trabalha com simulaccedilatildeo numeacuterica dos processos de conformaccedilatildeo pois nem sempre as
propriedades do material cadastrado no software satildeo as mesmas daquele material que eacute utilizado
na fabricaccedilatildeo da peccedila isso se deve as variaccedilotildees nas condiccedilotildees da obtenccedilatildeo da mateacuteria prima
Em virtude disto eacute recomendado fazer ensaios que determinam a verdadeira tensatildeo de
escoamento do material
O Meacutetodo de Elementos Finitos (FEM) pode simular o processo industrial de extrusatildeo e
avaliar as condiccedilotildees do processo ou dos paracircmetros de projeto e os resultados satildeo utilizados
para o melhor direcionamento na continuidade do projeto podendo ser testados e analisados
57
sob diversas situaccedilotildees e repetidas vezes em um curto espaccedilo de tempo o que representa
economia por se tratar de testes computacionais [60]
291 Elementos finitos aplicados agrave extrusatildeo a frio
O primeiro registro de utilizaccedilatildeo do termo ldquoelemento finitordquo foi atraveacutes de Clough (1960)
[61] sendo que os primeiros desenvolvimentos do meacutetodo de elementos finitos ocorrem na
deacutecada de 1950 atraveacutes dos trabalhos de Turner (1956) [62] Nos anos 60 iniciaram-se as
primeiras aplicaccedilotildees do meacutetodo efetuadas na resoluccedilatildeo de problemas de anaacutelise estrutural com
utilizaccedilotildees de domiacutenio das tecnologias de fabricaccedilatildeo e na deacutecada de 70 desenvolveu-se uma
formulaccedilatildeo alternativa chamada de formulaccedilatildeo do escoamento plaacutestico ou ldquoflow formulationrdquo
Essa formulaccedilatildeo caracteriza o escoamento dos materiais metaacutelicos em deformaccedilatildeo plaacutestica de
uma forma anaacuteloga ao escoamento dos fluidos viscosos incompressiacuteveis a qual serve de base
para programas de elementos finitos
Atualmente pode-se dizer que os programas de simulaccedilatildeo se tornaram uma ferramenta
praacutetica e essencial para o desenvolvimento e otimizaccedilatildeo da tecnologia de processos de
deformaccedilatildeo plaacutestica Inuacutemeros programas comerciais baseados em diferentes meacutetodos de
soluccedilatildeo estatildeo disponiacuteveis no mercado Os meacutetodos de soluccedilatildeo mais empregados satildeo elementos
finitos volumes finitos elementos de contorno
A Tabela 8 apresenta alguns dos principais softwares utilizados para este fim com a
informaccedilatildeo do respectivo fabricante Cada um deles entregaraacute resultados de forma particular
Tabela 8 ndash Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores
Software Desenvolvedor
EESY-FORM CPM GmbH DEFORM Scientific Forming Technologies Corporation FORGE Transvalor SA
MARC AUTOFORGE MARC Analysis Research Corporation SIMUFACT MSC Software Corporation
QFORM Quantor MSC SUPERFORGE MSC Software Corporation
Alguns preacute-requisitos satildeo fundamentais para a obtenccedilatildeo de bons resultados na simulaccedilatildeo
independente do software a ser utilizado Entre estes preacute-requisitos a introduccedilatildeo no banco de
dados do programa de valores confiaacuteveis para as propriedades fiacutesicas e mecacircnicas e das
condiccedilotildees de contorno tais como
Propriedades fiacutesicas densidade relativa (ρ) calor especiacutefico (119888119872 ) condutividade
teacutermica (к)
58
Propriedades mecacircnicas tensatildeo de escoamento (kf) moacutedulo de elasticidade (E)
coeficiente de Poisson (ν)
Condiccedilotildees de contorno coeficiente ou fator de atrito (μ ou m) coeficientes de
transferecircncia de calor entre peccedila e matriz (hpeccedila-matriz) entre peccedila e ambiente (hpeccedila-ambiente) e entre
matriz e ambiente (hmatriz-ambiente)
Encontrar informaccedilotildees relativas a paracircmetros que possam contribuir com a caracterizaccedilatildeo
de processos e materiais eacute possiacutevel em publicaccedilotildees da especialidade poreacutem julgar a qualidade
ou relevacircncia destes paracircmetros torna-se uma tarefa um tanto complexa Snape at al [63]
investigaram como determinar a sensibilidade do meacutetodo dos elementos finitos agrave variaccedilotildees em
diferentes paracircmetros de entrada a curva de escoamento do material a transferecircncia de calor
bem como o coeficiente de atrito entre peccedila e ferramenta
A curva de escoamento que caracteriza o material eacute de interesse fundamental na plasticidade
pois descreve o seu comportamento em deformaccedilatildeo plaacutestica Este comportamento eacute
influenciado por fatores tais como a deformaccedilatildeo verdadeira 120593 a velocidade de deformaccedilatildeo
e a temperatura T aleacutem de caracteriacutesticas intriacutensecas do material como microestrutura e
composiccedilatildeo quiacutemica
Considerando a importacircncia das variaacuteveis citadas acima para uma representaccedilatildeo numeacuterica
eficiente realizam-se ensaios para obter as propriedades corretas e adequadas que devem ser
inseridas no software Os ensaios mais utilizados satildeo o ensaio de compressatildeo ensaio do anel
e de torccedilatildeo
Nos ensaios de compressatildeo os corpos de prova satildeo submetidos a um esforccedilo axial
distribuiacutedo de modo uniforme em toda a sua seccedilatildeo transversal O ensaio pode ser executado em
maacutequina universal de ensaios com a adaptaccedilatildeo de duas placas planas sendo uma fixa e outra
moacutevel Entre elas o corpo de prova eacute apoiado e mantido fixo durante a compressatildeo A resposta
fornecida deste tipo de ensaio eacute dada pela deformaccedilatildeo linear obtida pela medida da distacircncia
entre as placas que comprimem o corpo de prova em funccedilatildeo da carga de compressatildeo aplicada
em cada instante Nesta tese o ensaio de compressatildeo seraacute utilizado para determinaccedilatildeo da curva
de escoamento verdadeira do accedilo utilizado como mateacuteria-prima nos experimentos e simulaccedilotildees
numeacutericas A simulaccedilatildeo por elementos finitos seraacute utilizada para verificar o comportamento da
matriz de extrusatildeo apoacutes a conformaccedilatildeo e o efeito nas dimensotildees da engrenagem extrudada
59
3 MATERIAIS E MEacuteTODOS
A fabricaccedilatildeo de cavidades de matrizes de precisatildeo pelo processo de EDM (Electrical
Discharge Machining) requer primeiramente a fabricaccedilatildeo de eletrodos de precisatildeo
Um estudo para fabricaccedilatildeo de eletrodos de precisatildeo foi iniciado Duas teacutecnicas alternativas
de fabricaccedilatildeo do perfil evolvente foram estudadas sendo uma delas o corte por eletroerosatildeo ao
fio onde os paracircmetros e maquinaacuterio ideal foram determinados experimentalmente O
microfresamento dos eletrodos atraveacutes centro de microusinagem foi avaliado como teacutecnica
alternativa e mostrou potencial na fabricaccedilatildeo de eletrodos Os eletrodos fabricados seratildeo
aplicados na erosatildeo por penetraccedilatildeo da matriz de extrusatildeo de engrenagem MT-3673 O desenho
da matriz a qual eacute fabricada em accedilo K340 e dureza entre 58 e 60 HRC pode ser visto na figura
27 A matriz eacute erodida montada em aneacuteis de cintamento os quais seratildeo mostrados na sequecircncia
Figura 27 ndash Desenho da matriz MT-3673 para a extrusatildeo de engrenagem
31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DOS
ELETRODOS E CAVIDADE DE MATRIZ
Na fabricaccedilatildeo por eletroerosatildeo a fio dos eletrodos estudados no presente projeto foram
utilizadas trecircs maacutequinas com diferentes niacuteveis de precisatildeo As trecircs maacutequinas satildeo modelos do
portfoacutelio da fabricante GF Machining Solutions a qual eacute detentora da marca Agie-Charmilles
A primeira maacutequina eacute o modelo de entrada do fabricante modelo CUT 20 P seguida pelos
modelos CUT 2000 S e CUT 300 mS Os dados relativos a estes equipamentos relevantes no
presente estudo satildeo mostrados nas Figuras 28 29 e 30
60
Figura 28 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 20P [64]
Figura 29 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S [65]
Figura 30 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS [66]
A maacutequina utilizada para os ensaios de eletroerosatildeo por penetraccedilatildeo foi o modelo FORM
X400 do mesmo fabricante Esta maacutequina possui um avanccedilado sistema de termo-estabilizaccedilatildeo
o qual controla a temperatura dos pontos de aquecimento durante o processo de erosatildeo Isto
minimiza alteraccedilotildees dimensionais na estrutura da maacutequina e o consequente impacto nas
dimensotildees dos componentes apoacutes a erosatildeo A figura 31 ilustra de eletroerosatildeo por penetraccedilatildeo
FORM X400
61
Figura 31 ndash Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 [67]
O processo alternativo eacute o de microfresamento em centro de microusinagem de cinco eixos
do fabricante KERN modelo Pyramid Nano Os dados referentes a este equipamento satildeo
mostrados na figura 32
Figura 32 ndash Centro de microusinagem 5 eixos KERN Pyramid Nano [68]
Para uma seleccedilatildeo mais direcionada dos paracircmetros de corte a serem utilizados nos processos
de usinagem uma anaacutelise por espectrometria de emissatildeo oacuteptica foi realizada em um dos tarugos
de cobre O cobre eletroliacutetico eacute seguramente o material mais utilizado para eletrodos de erosatildeo
por penetraccedilatildeo A composiccedilatildeo quiacutemica do tarugo em cobre eletroliacutetico segue na tabela 9
311 Eletrodos fabricados por microusinagem
Foram utilizados eletrodos constituiacutedos de cobre eletroliacutetico com alto grau de pureza
(9950) De acordo com a literatura por possuir alta ductilidade ao ser usinado
mecanicamente o cobre puro apresenta forte tendecircncia agrave formaccedilatildeo de aresta posticcedila de corte
(APC) bem como empastamento e formaccedilatildeo de cavacos longos e espiralados no caso do
62
torneamento Por estes motivos o mesmo eacute considerado um material de baixa usinabilidade e
assim requer um estudo de paracircmetros de usinagem mais detalhado em especial para operaccedilotildees
de microfresamento
Tabela 9 ndash Composiccedilatildeo quiacutemica do material para os eletrodos em cobre
Elemento quiacutemico Teor ( em massa)
Cobre Cu 9950
Zinco Zn 006
Chumbo Pb 005
Manganecircs Mn 005
Carbono C 005
Estanho Sn 004
Ferro Fe 003
Alumiacutenio Al 003
Outros lt002
Um dos aspectos considerados criacuteticos no microfresamento eacute o fato da ordem de grandeza
do avanccedilo por dente (fz) se aproximar do valor do raio de gume da ferramenta (rβ) Quando a
razatildeo fzrβ se aproxima de 25 a espessura criacutetica do cavaco de cobre eacute atingida [69][70]
fazendo com que o material natildeo seja mais removido e sim amassado sob a superfiacutecie
danificando suas caracteriacutesticas de acabamento e propiciando a formaccedilatildeo de rebarbas
Outro aspecto considerado criacutetico no processo de usinagem mecacircnica do eletrodo eacute a fixaccedilatildeo
do tarugo na maacutequina-ferramenta Devido agrave proximidade entre o comprimento do tarugo e do
eletrodo final houve a necessidade de dimensionamento de um sistema de fixaccedilatildeo de accedilo
composto por pino e bucha roscados Apoacutes a usinagem do furo central da peccedila (tolerado em
1000+001 mm) bem como dos diacircmetros externos contidos na mesma a montagem no sistema
de fixaccedilatildeo eacute realizada conforme ilustrado na figura 33 O diacircmetro do pino foi retificado na
medida nominal de 998 mm para que o encaixe seja justo o suficiente para eliminar vibraccedilotildees
provenientes da usinagem e natildeo haja danificaccedilatildeo do diacircmetro interno da peccedila jaacute usinado na
medida final nesta etapa do processo A uacutenica variaacutevel controlada pelo operador no processo
de fixaccedilatildeo eacute o torque aplicado ao pino o qual se traduz diretamente em torccedilatildeo da peccedila e
indiretamente em compressatildeo da mesma atraveacutes do efeito da rosca
No experimento de usinagem mecacircnica do eletrodo o torque considerado suficiente para
fixaccedilatildeo segura do tarugo pelo teacutecnico responsaacutevel foi medido com o auxiacutelio de uma chave
63
equipada com torquiacutemetro e natildeo ultrapassou o valor de 14 Nm o que natildeo representa efeitos
significativos na retilinidade do tarugo do eletrodo
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO
O eletrodo EL-0331 faz parte de um conjunto de trecircs eletrodos utilizados para usinar a matriz
de extrusatildeo a frio MT-3673 (fig 27) a qual possui nove dentes moacutedulo (mk) igual agrave 211 e
acircngulo de pressatildeo (αp) 12deg Cada eletrodo possui um afastamento (offset) especiacutefico em relaccedilatildeo
ao perfil final da cavidade da matriz onde os mesmos tecircm funccedilotildees de desbaste e acabamento
A tabela 10 informa os valores de afastamento dos respectivos eletrodos
Tabela 10 ndash Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 Coacutedigo Aplicaccedilatildeo na usinagem de erosatildeo por penetraccedilatildeo
EL-0331 Desbaste inicial
EL-0330 Erosatildeo intermediaacuteria
EL-0987 Acabamento
A operaccedilatildeo de desbaste inicial tem a funccedilatildeo de usinar o perfil de engrenagem a partir do
material da matriz tratado termicamente ainda em bruto Desta forma o eletrodo EL-0331 eacute o
que sofre o maior desgaste O desgaste sofrido pelo eletrodo ao longo do processo de usinagem
atribui imperfeiccedilotildees agrave geometria do dente de engrenagem na cavidade A intensidade destas
imperfeiccedilotildees seraacute tatildeo maior quanto maior for o desgaste do eletrodo A estrateacutegia para
minimizar o desgaste do eletrodo de desbaste inicial eacute mudar a mateacuteria-prima do mesmo para
uma liga que apresenta maior resistecircncia ao desgaste Para o EL-0331 foi aplicado o cobre-
tungstecircnio Aos demais o cobre eletroliacutetico foi aplicado A figura 34 mostra o perfil do eletrodo
EL-0331 sendo o responsaacutevel pela erosatildeo de desbaste inicial A regiatildeo interna do eletrodo
64
possui uma face paralela ao eixo horizontal que tem a funccedilatildeo de guia para posicionamento do
eletrodo em maacutequina bem como referenciamento entre os trecircs eletrodos utilizados em
sequecircncia As figuras 35 e 36 mostram os eletrodos EL-0330 e EL-0987 respectivamente
Figura 34 ndash Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331
Figura 35 ndash Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330
Assim os eletrodos EL-0331 EL-0330 e EL-0987 nesta sequecircncia satildeo utilizados para a
fabricaccedilatildeo da cavidade da matriz MT-3673 quando montada em seus respectivos aneacuteis de
cintamento
65
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE
TIRAS DE ACcedilO
Este capiacutetulo descreve os ferramentais utilizados para fabricaccedilatildeo por extrusatildeo a frio de
pinhotildees para impulsor de partida O resultado comparativo entre o dimensional resultante de
engrenagens obtidas por matrizes com sistema convencional de aneacuteis de cintamento duplo e
uma matriz com sistema de aneacuteis de alta resistecircncia obtida por enrolamento de tiras
desenvolvido pela empresa STRECON seraacute mostrado no capiacutetulo que segue
Figura 36 ndash Eletrodo para acabamento por penetraccedilatildeo EL-0987
331 Dados do processo de extrusatildeo
A figura 37 ilustra o sistema convencional de duplo anel de cintamento utilizado nos ensaios
de extrusatildeo Este sistema convencional de aneacuteis de cintamento eacute montado com os componentes
descritos na tabela 11
A matriz possui diacircmetro da cavidade (d) = 2670 mm e diacircmetro do anel externo (D) =
15995 mm As figuras 38a) e 38b) mostram as dimensotildees da geratriz que foi definida com
base nas dimensotildees da cavidade e massa do extrudado e o comprimento final do pinhatildeo
extrudado O material extrudado eacute o SAE 10B22 para o qual a expressatildeo do caacutelculo da tensatildeo
de escoamento (119896119891) eacute mostrada pela equaccedilatildeo (13) 119896119891 = 119862 120593119899 eq (13)
onde C eacute a constante de resistecircncia ao escoamento estabelecida em 539 Nmm2 e n o iacutendice de
encruamento eacute igual agrave 0261 para accedilos baixo carbono [71]
66
Figura 37 ndash Sistema convencional de aneacuteis de cintamento duplo
Tabela 11 ndash Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo
Posiccedilatildeo Descriccedilatildeo Funccedilatildeo
1 Anel de cintamento externo Proporciona a interface de montagem agrave
prensa
2 Anel de cintamento interno Proporciona a resistecircncia do conjunto de
ferramentas
3 Matriz de extrusatildeo do corpo
ciliacutendrico do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
4 Matriz de extrusatildeo da engrenagem
do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
5 Placa de fixaccedilatildeo das matrizes Aplica o preacute-tensionamento das matrizes no
sentido axial
6 Placa de apoio das matrizes Sustenta o conjunto e o apoia nas placas do
porta-ferramentas
7 Extrator Funccedilatildeo de extraccedilatildeo da geratriz da cavidade
da matriz
8 Punccedilatildeo de recalque Pressiona o material contra as paredes da
cavidade da matriz
9 Punccedilatildeo de furaccedilatildeo Proporciona a forma final do furo central da
peccedila
67
a) b)
Figura 38 ndash Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673
332 Caacutelculo da forccedila de extrusatildeo no processo
A forccedila de extrusatildeo necessaacuteria para a produccedilatildeo do pinhatildeo da figura 38b pode ser calculada
pela equaccedilatildeo (14) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (14)
calcula-se as aacutereas inicial A0 e deformada A1 1198600 = 1205874 lowast (2622 minus 1342) = 3979 1198981198982 1198601 = 22605 1198981198982 (informaccedilatildeo atraveacutes do software CAD utilizado fig 38b)
Assim o caacutelculo da deformaccedilatildeo verdadeira (φ) eacute dado pela equaccedilatildeo (15)
120593 = 119897119899 (11986001198601) = 119897119899 ( 397922605) = 0565 eq (15)
De acordo com as curvas fornecidas pelo software JMatPro para o accedilo 10B22 considerando
a temperatura igual agrave 20degC e velocidade de deformaccedilatildeo 1 s-1 verifica-se no ANEXO B que
kf0=1905 Nmm2 para φ=0 Desta forma com a equaccedilatildeo (16) calcula-se a tensatildeo de escoamento
meacutedia (kfm) 119896119891119898 = 1198961198910+11989611989112 = 1905+539(0565)02612 = 3275 1198731198981198982 eq (16)
Considerando o coeficiente de atrito μ=01 (ver tabela 3) a forccedila de extrusatildeo necessaacuteria para
a fabricaccedilatildeo do pinhatildeo eacute
68
119865 = 3979 3275 0565 (1 + 201119904119890119899(2(90minus20180 )120587) + 23 (90minus20180 )1205870565 ) + 120587 262 01 1905 145
= 5479438 N asymp 548 kN
O trabalho de extrusatildeo eacute dado pela equaccedilatildeo (6) 119879119903 = 119865 119878119908 = 548 (00208 minus 00145) = 345119896119873 119898
O aumento de temperatura devido ao trabalho de extrusatildeo eacute calculado atraveacutes da equaccedilatildeo
(8) sendo 119888119872= 5024 NmmgordmC [72] 120599119862 = 119896119891120593119888119872 120588 119886 = 3275 119873119898119898205655024119873119898119898119892 783 11990910minus3 1198921198981198983 (09) = 423 ordmC
A tensatildeo axial (120590119911) na cavidade da matriz eacute calculada pela equaccedilatildeo (17) 120590119911 = 1198651198600 = 5479438 1198733979 1198981198982 = 13771 1198731198981198982 eq (17)
De acordo com Tresca se pode calcular a tensatildeo radial atraveacutes da equaccedilatildeo (18)
kf = σz ndash σr eq (18)
sendo σz = -13771 Nmm2 σr = σz - kfm rarr σr = - 13771 ndash 3275 = -17046 Nmm2
333 Dimensionamento dos aneacuteis para sistema convencional de cintamento
Conforme informado na tabela 2 satildeo recomendados dois aneacuteis para tensotildees radiais no
intervalo de 1600 agrave 2200 Nmm2 De acordo com as caracteriacutesticas apresentadas da ferramenta
os diacircmetros de montagem d1 e d2 satildeo determinados a seguir 1198891 = radic119863 119889 = radic15995 267 = 653 119898119898 1198892 = radic119863 1198891 = radic15995 653 = 1022 119898119898
A matriz de extrusatildeo da engrenagem eacute fabricada em accedilo-ferramenta K340 cuja tensatildeo de
escoamento (119896119891119898119886119905119903119894119911) eacute 2700 Nmm2 [73] em um intervalo de dureza de 61 a 63 HRC Para
o anel de cintamento interno eacute utilizado o AISI S1 com tensatildeo de escoamento (1198961198911198881198941198991199051) igual
agrave 1900 Nmm2 [74] O anel de cintamento externo foi dimensionado em accedilo AISI H13 o qual
apresenta tensatildeo de escoamento (1198961198911198881198941198991199052) de 1450 Nmm2 endurecido agrave 48HRC [75]
Assume-se que o moacutedulo de elasticidade (E) eacute 210000 Nmm2 As interferecircncias de montagem
z1 e z2 satildeo calculadas abaixo atraveacutes da equaccedilotildees 2 e 3
69
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) = 653lowast2700210000 ( 127001900 minus (radic12 (1 + 127001900 ) minus 21232700)2)
1199111 = 0535 119898119898
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) = 1022lowast1900210000 ( 119001450 minus (radic12 (1 + 119001450 ) minus 21232700)2)
1199112 = 0617 119898119898
A interferecircncia relativa εf entre uma matriz e um anel de cintamento ou entre aneacuteis de
cintamento natildeo deve ser superior agrave 06 [76] A anaacutelise eacute realizada atraveacutes da equaccedilatildeo (19) 120576119891119894 = 119911119889119894 eq (19)
Desta forma 1205761198911 = 0535653 = 00081 = 081 1205761198912 = 06171022 = 0006 = 06
De acordo com os resultados a interferecircncia 1199111 sugerida natildeo atende a recomendaccedilatildeo A
interferecircncia 1199112 satisfaz a equaccedilatildeo (19) poreacutem no limite Para as duas interferecircncias calculadas
haacute o risco de quebra prematura dos aneacuteis de cintamento eou matriz caso estes valores sejam
seguidos
O software Eesy-DieOpt V 212 [77] foi utilizado para corrigir o caacutelculo dos resultados A
figura 39 mostra a interface de caacutelculo do software O sistema com 2 aneacuteis (frio) foi selecionado
Os diacircmetros da cavidade da matriz e o diacircmetro externo do segundo anel foram os dados de
entrada O Eesy-DieOpt possui uma biblioteca especiacutefica de materiais natildeo sendo possiacutevel a
ediccedilatildeo dos mesmos Desta forma accedilos similares aos utilizados na realidade foram selecionados
Para a matriz foi utilizado o accedilo-raacutepido M2 (DIN 13343) para o primeiro anel o X40CrMoV51
(DIN 12344) com 539 HRC O segundo anel foi analisado com o accedilo X38CrMoV51 (DIN
12343) com 464 HRC
O resultado do software sugere um diacircmetro de montagem do primeiro anel (d1) com 50 mm
e interferecircncia (z1) 0385 mm O segundo anel tem diacircmetro de montagem (d2) sugerido de 84
mm e interferecircncia (z2) 0434 mm Contudo de acordo com a figura 27 a matriz MT-3673
possui diacircmetro externo de 531 mm na extremidade superior O diacircmetro d1 deve ser
determinado pela matriz superior a qual eacute responsaacutevel pelo corpo ciliacutendrico do pinhatildeo e que
70
faz contato com a matriz MT-3673 O diacircmetro externo da matriz superior eacute 523 mm como
pode ser visto na figura 40 Para satisfazer a equaccedilatildeo (18) e considerando a interferecircncia relativa
de 055 a interferecircncia z1 calculada eacute 0286 mm
Figura 39 ndash Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673
Figura 40 ndash Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo
Os diacircmetros de montagem e interferecircncias sugeridos pelo software podem ser vistos na
tabela 12
71
A tensatildeo radial na cavidade da matriz calculada pelo software devido ao preacute-tensionamento
eacute 14529 Nmm2
Tabela 12 ndash Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo AISI H13 D = 15995
2 Anel de cintamento interno AISI S1 d2 = 840 0434
3 Matriz superior M2 d1 = 523 0286
4 Matriz inferior K340 0286
5 Anel de compensaccedilatildeo VF 800 AT
6 Placa de apoio AISI M2
7 Porca de travamento SAE 4340
334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo
O sistema STRECON de aneacuteis de cintamento eacute montado com os componentes descritos a
seguir
1 Anel de cintamento interno primaacuterio
Contato direto com as matrizes
Fabricada accedilo-ferramenta AISI S1 52-54 HRC
2 Anel de cintamento interno secundaacuterio
Proporciona alta rigidez (ν = 023)
Em WC-Co 13-15 Co 85-88 HRa E = 540000 Nmm2
3 Tiras de accedilo de alta resistecircncia com espessura de 01 mm
Proporciona a resistecircncia e controla a distribuiccedilatildeo do preacute-tensionamento
Feito em accedilo mola especial (natildeo divulgado pela STRECON)
62-64 HRC E = 225000 Nmm2 kf gt 2000 Nmm2 ν = 030
4 Anel de cintamento externo
Proporciona a interface de montagem agrave prensa
Accedilo utilizado ORVAR 45-48 HRC
O desenho esquemaacutetico do sistema STRECON aplicado nos ensaios onde os aneacuteis de
cintamento do sistema convencional satildeo substituiacutedos por componentes descritos acima pode
ser visto na figura 41
72
Figura 41 ndash Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos experimentos
O sistema STRECON oferece agrave ferramenta a resistecircncia em duas direccedilotildees radial e axial O
preacute-tensionamento radial eacute obtido por interferecircncia de montagem enquanto que o axial eacute
garantido pelo fechamento da ferramenta sob alta carga axial durante a montagem da
ferramenta A ferramenta eacute montada com um anel de compressatildeo fabricado em WC-Co o qual
em conjunto com o conceito final deste sistema assegura uma rigidez de aproximadamente 400
GPa A capacidade de resistecircncia agraves cargas de trabalho estaacute entre 50 e 100 acima de sistemas
com aneacuteis convencionais
O sistema eacute montado com um anel de cintamento feito por tiras de accedilo de alta resistecircncia o
qual proporciona uma resistecircncia significativamente superior ao sistema com aneacuteis
convencionais A tensatildeo de escoamento das tiras eacute aproximadamente 2100 Nmm2 agrave
temperatura ambiente e endurecida agrave 62-64 HRC Considerando ferramentas de mesma
dimensatildeo o sistema eacute duas vezes mais resistente que um sistema de anel simples e 17 vezes
em relaccedilatildeo ao sistema de duplo anel [78]
A reduccedilatildeo da amplitude da tensatildeo tangencial na superfiacutecie da cavidade da matriz pode ser
obtida pelo aumento da rigidez dos aneacuteis de cintamento A razatildeo baixa entre os moacutedulos de
elasticidade da matriz e dos aneacuteis leva a uma reduzida contribuiccedilatildeo da tensatildeo tangencial devido
agrave tensatildeo radial [79]
335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON
O comportamento mecacircnico e o desempenho das ferramentas de extrusatildeo podem ser
analisados de diferentes formas
73
1 Na simulaccedilatildeo numeacuterica de escoamento do material a matriz e os aneacuteis de cintamento
satildeo considerados como componentes deformaacuteveis
2 Com o objetivo de reduzir o tempo de simulaccedilatildeo os componentes da ferramenta podem
ser considerados como corpos riacutegidos na simulaccedilatildeo computacional A distribuiccedilatildeo de
pressatildeo resultante na superfiacutecie da matriz varia durante o processo de extrusatildeo e eacute
derivado da anaacutelise de escoamento do material A distribuiccedilatildeo de pressatildeo maacutexima na
superfiacutecie da matriz eacute entatildeo transferida a um modelo onde os componentes da
ferramenta satildeo (elaacutesticos ou elasto-plaacutesticos) corpos deformaacuteveis
3 Se a distribuiccedilatildeo de pressatildeo maacutexima na superfiacutecie da matriz jaacute eacute conhecida atraveacutes de
experimentos praacuteticos ou equaccedilotildees empiacutericas esta variaacutevel pode ser diretamente
aplicada a um modelo onde os componentes da ferramenta satildeo corpos deformaacuteveis
O esquema de uma tiacutepica matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON
E+ eacute mostrado na figura 42a Os aneacuteis de cintamento consistem em um anel interno de WC-Co
as tiras de accedilo e o anel externo em accedilo-ferramenta As superfiacutecies interna do nuacutecleo e a externa
da matriz satildeo cocircnicas para favorecer a montagem A figura 42b mostra a malha por elementos
finitos que representa a matriz e os aneacuteis de cintamento [80]
a) b)
Figura 42 ndash Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel interno e externo e matriz [80]
Enquanto o anel interno eacute remalhado separadamente as tiras de accedilo e o anel externo do
sistema STRECON podem ser considerados como um corpo uacutenico Para reproduzir os seus
efeitos sobre o comportamento da matriz natildeo haacute necessidade de modelaacute-los em separado A
simplificaccedilatildeo do modelo ao utilizar caracteriacutesticas simeacutetricas eacute recomendada No caso de
engrenagens apenas uma seccedilatildeo pode ser analisada
No sistema STRECON E+ o anel interno eacute fabricado em WC-Co Valores tiacutepicos das
propriedades mecacircnicas destes aneacuteis de cintamento satildeo vistos na seccedilatildeo 332
74
A interferecircncia de montagem deve ser definida considerando a melhor performance da
matriz ou seja a reduccedilatildeo de tensotildees criacuteticas de extrusatildeo bem como as tensotildees maacuteximas
permitidas pelos aneacuteis de cintamento A interferecircncia eacute similar agrave dos aneacuteis de cintamento
convencionais 04 a 06 O principal benefiacutecio do sistema STRECON E+ eacute fornecido pelo
anel interno o qual aplicaraacute um preacute-tensionamento superior aos aneacuteis convencionais Aleacutem
disto sua alta rigidez permite uma baixa expansatildeo dimensional da matriz e reduz a amplitude
da deformaccedilatildeo plaacutestica ciacuteclica o que reduz o risco de ruptura por fadiga
34 PRENSA MECAcircNICA
Os ensaios de extrusatildeo foram realizados em prensa mecacircnica de junta articulada (knuckle
joint press) do fabricante Komatsu modelo MKN 450 A A prensa tem capacidade de forccedila
igual 450 toneladas agrave 10 mm do seu ponto morto inferior e velocidade angular maacutexima de 55
rpm A prensa possui alimentaccedilatildeo automaacutetica de geratrizes por calha e dispositivo de
movimentaccedilatildeo por garras A figura 43 mostra a visatildeo geral da maacutequina A figura 44 evidencia
a aacuterea de prensagem
Figura 43 ndash Prensa mecacircnica MKN 450 A Komatsu com capacidade de forccedila 450 toneladas
O pinhatildeo da figura 38 eacute produzido nesta prensa a uma velocidade angular de 35 rpm Desta
forma a velocidade angular (ω) eacute 35 (212058760) = 367 rads A velocidade da ferramenta (VF) eacute
funccedilatildeo da velocidade tangencial (Vt) do volante e eacute calculada pela equaccedilatildeo (20)
119881119865 = 119881119905 radic1 minus (1 minus ℎ0minusℎ119896119877119881 )2 = 367450radic1 minus [1 minus (208minus145)450 ]2 = 275 119898119898119904 eq (20)
sendo 119881119905 = 120596 119877119881 onde 119877119881 eacute o raio do volante da prensa 119877119881 = 450 119898119898 (ANEXOS G e H)
A velocidade de deformaccedilatildeo () no final da extrusatildeo eacute = 119881119865ℎ119896 = 275145 = 19119904minus1 eq (21)
Figura 44 ndash Transfer de alimentaccedilatildeo e aacuterea de prensagem
75
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS
351 Accedilo ao Boro SAE 10B22
O material utilizado neste estudo para obtenccedilatildeo do extrudado eacute o accedilo ligado ao Boro SAE
10B22 produzido pela Gerdau Accedilos Finos Piratini unidade de Charqueadas na forma de fio
maacutequina bitola de diacircmetro 312 mm Apoacutes o processo padratildeo de laminaccedilatildeo o material eacute
submetido ao tratamento teacutermico de recozimento para que seja atingido o grau de esferoidizaccedilatildeo
meacutedio de 90 O fio maacutequina eacute conformado por trefilaccedilatildeo para atingir a bitola de utilizaccedilatildeo de
297 mm Desta forma satildeo importantes as suas propriedades de dureza e resistecircncia mecacircnica
A tabela 13 apresenta a composiccedilatildeo quiacutemica de fornecimento informada pelo fabricante em
certificado de qualidade (ANEXO I) A composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 para
os principais elementos de liga eacute informada na tabela 14
Tabela 13 ndash Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 019 088 024 015 008 004 0005 016 00018 0005 0006
Tabela 14 ndash Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 [81]
C Mn Si B
10B22 018 ndash 023 070 ndash 100 015-030 00005 ndash 0003
Comparando os teores dos elementos de liga apresentados pelas tabelas 4 e 13 em relaccedilatildeo agrave
composiccedilatildeo nominal da tabela 14 se verifica que o accedilo utilizado nos experimentos teve seu
teor de carbono (C) proacuteximo da miacutenima especificaccedilatildeo O teor de C utilizado para simulaccedilatildeo no
JMatPro foi no limite maacuteximo Os teores de manganecircs (Mn) o qual proporciona o aumento do
limite de resistecircncia agrave traccedilatildeo foram similares bem como o Boro (B) responsaacutevel pelo aumento
da temperabilidade Os demais elementos tambeacutem tiveram seus teores similares sendo que
alguns satildeo residuais de fabricaccedilatildeo
A tabela 15 apresenta os resultados de dureza resistecircncia a traccedilatildeo (σtr) descarbonetaccedilatildeo
meacutedia de superfiacutecie e tamanho de gratildeo (TG) aleacutem de resultados de reduccedilatildeo de aacuterea (RA)
bandeamento e grau de esferoidizaccedilatildeo de lote de fornecimento deste material apoacutes a trefilaccedilatildeo
e recozimento realizados pela usina
Tabela 15 ndash Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos
Dureza
(HB)
σtr
(Nmm2) RA () Bandeamento
Grau de
esferoidizaccedilatildeo
()
Camada meacutedia
descarbonetada
(mm)
TG
Resultados Maacutex 152
481 701 2 80 023 6
76
352 Curvas de escoamento verdadeiras
A determinaccedilatildeo das curvas de escoamento verdadeiras do SAE 10B22 foi realizada com a
utilizaccedilatildeo do sistema de inspeccedilatildeo termomecacircnica Gleeble 3800 localizado no Instituto de
Conformaccedilatildeo Mecacircnica (IFU) da Universidade de Stuttgart Alemanha As velocidades de
deformaccedilatildeo analisadas foram 005 s-1 1 s-1 e 10s-1 para as temperaturas ambiente (20degC)
100degC 200degC 300degC 400degC e 500degC Para todos os paracircmetros foram realizados trecircs testes
Os corpos de prova ciliacutendricos foram aquecidos por Conduccedilatildeo antes de serem conformados A
temperatura das amostras foi controlada por dois termopares soldados em suas superfiacutecies A
figura 45 mostra as dimensotildees do corpo de prova utilizado
Figura 45 ndash Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo
da curva de escoamento
Para minimizar o atrito tiras de grafite foram colocadas entre as faces dos corpos de prova
e o punccedilatildeo de prensagem do equipamento O aquecimento dos corpos de prova foi agrave taxa de 15
degCs e mantido por 10 segundos para garantir a homogeneidade de temperatura da amostra A
deformaccedilatildeo elaacutestica da maacutequina foi ajustada em funccedilatildeo da forccedila Apoacutes as curvas de escoamento
verdadeiras foram calculadas utilizando o diagrama de Avanccedilo de Ferramenta X Forccedila e a
geometria do corpo de prova Considerando a maacutexima deformaccedilatildeo verdadeira de φ = 07 as
curvas de escoamento foram obtidas de acordo com o modelo de Hollomon-Ludwik a qual eacute
apresentado pela equaccedilatildeo (12) Este modelo eacute comumente empregado nos processos de
conformaccedilatildeo mecacircnica A figura 46 mostra a regiatildeo de teste do equipamento Gleeble 3800
77
Figura 46 ndash Aacuterea de ensaio do equipamento Gleeble 3800 Fonte IFU Stuttgart
Sabe-se que a constante de resistecircncia ao escoamento (C) e o iacutendice de encruamento (n)
tendem a zero de acordo com o aumento da temperatura Os valores obtidos pelo equipamento
no ensaio de compressatildeo para os corpos de prova em accedilo SAE 10B22 foram utilizados para
traccedilar as curvas de escoamento verdadeiras (ANEXOS D E e F)
As curvas de escoamento verdadeiras foram traccediladas conforme valores obtidos nos ensaios
de compressatildeo As curvas satildeo mostradas nas figuras 47 48 e 49
Ao comparar-se os resultados obtidos pelo ensaio de compressatildeo para as velocidades de
deformaccedilatildeo 1 s-1 e 10 s-1 (ANEXOS E e F) com os dados de simulaccedilatildeo do software JMatPro
para as mesmas velocidades de deformaccedilatildeo (ANEXOS B e C) se verifica uma diferenccedila
significativa entre dados de simulaccedilatildeo e resultados experimentais Como exemplo para a
deformaccedilatildeo verdadeira igual a 018 na velocidade de deformaccedilatildeo 10 s-1 a 20degC a tensatildeo de
escoamento apresentada pelo JMatPro seraacute 5256 Nmm2 O ensaio de compressatildeo apresentou
a tensatildeo de escoamento igual agrave 6782 Nmm2 sob os mesmos paracircmetros
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 005 s-1 Fonte IFU Stuttgart
0
100
200
300
400
500
600
700
800
900
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
kf)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
78
De acordo com a comparaccedilatildeo realizada verifica-se a necessidade da utilizaccedilatildeo de meacutetodos
experimentais para a validaccedilatildeo das propriedades mecacircnicas obtidas via softwares dedicados
com o objetivo de evitar resultados inconsistentes na simulaccedilatildeo numeacuterica computacional
O accedilo SAE 10B22 foi submetido a experimentos de extrusatildeo a frio com a utilizaccedilatildeo das
matrizes e aneacuteis de cintamento calculados nas seccedilotildees anteriores O resultado dos experimentos
eacute mostrado nos capiacutetulos a seguir
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1
Fonte IFU Stuttgart
Figura 49 - Curva de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte IFU Stuttgart
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
79
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO
A FRIO
A anaacutelise por elementos finitos foi realizada sobre um pinhatildeo utilizado em impulsor de
partida para motores de arranque de automoacuteveis do mercado original automotivo Este pinhatildeo
possui treze dentes moacutedulo 267 e massa igual a 58 gramas Observa-se que este pinhatildeo natildeo
eacute o mesmo abordado pela figura 38b o qual possui nove dentes e moacutedulo igual agrave 211 As
duas referecircncias de pinhotildees foram escolhidas para os estudos por apresentarem alta demanda
de produccedilatildeo na linha da empresa ZEN SA
O pinhatildeo e suas dimensotildees satildeo mostrados nas figuras 50a e 50b
a) b)
Figura 50 ndash Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D
A figura 51 mostra a vista em corte da matriz que produz o referido pinhatildeo por extrusatildeo a
frio A matriz eacute definida pelo coacutedigo MT-6313
A MT-6313 eacute fabricada em accedilo Vanadis 4 Extra com dureza situada no intervalo de 59-61
HRC Possui a mesma sequecircncia de fabricaccedilatildeo da MT-3673 sendo eletrodos usinados por
eletroerosatildeo ao fio e aplicados em maacutequina de erosatildeo por penetraccedilatildeo Contudo a cavidade desta
matriz eacute fabricada por dois eletrodos onde um eacute aplicado ao desbaste inicial e outro ao
acabamento
Figura 51 ndash Desenho da matriz MT-6313
80
A figura 52 mostra a matriz MT-6313 montada com os seus respectivos aneacuteis de cintamento
Os diacircmetros de montagem e interferecircncias para esta matriz c om sistema duplo de aneacuteis de
cintamento pode ser visto na tabela 16 Interferecircncias foram calculadas pelo Eesy-DieOpt [77]
Tabela 16 ndash Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo VMO D = 19995
2 Anel de cintamento interno AISI H13 d2 = 1050 0301 3 Matriz superior AISI M2 d1 = 677 0406
4 Matriz inferior Vanadis 4
Extra 0406
5 Placa de apoio AISI S1
6 Porca de travamento SAE 4340
7 Extrator SAE 4340
8 Punccedilatildeo de recalque AISI M2
9 Punccedilatildeo de furaccedilatildeo VF 800 AT
10 Placa de compensaccedilatildeo AISI S1
O produto resultante da sequecircncia de operaccedilotildees de manufatura no processo atual conforme
figura 53 apresenta variaccedilotildees com amplitudes que elevam o grau de qualidade da engrenagem
Cada uma das variaacuteveis descritas no capiacutetulo 27 eacute medida e de acordo com o resultado atribui
Figura 52 ndash Matriz MT-6313 montada
em sistema de aneacuteis de cintamento
duplo
81
um grau de qualidade agrave engrenagem A variaacutevel que sofre maior impacto eacute o comprimento de
heacutelice O grau de qualidade de engrenagem meacutedia resultante do processo de extrusatildeo a frio se
situa entre Q9 e Q11 Apoacutes o processo de usinagem e operaccedilotildees de tratamento teacutermico como
cementaccedilatildeo tecircmpera e revenimento as distorccedilotildees aplicadas agrave peccedila deslocam o grau de
qualidade para o intervalo entre Q10 e Q12
Para aplicaccedilotildees do mercado original automotivo engrenagens com grau de qualidade no
intervalo citado anteriormente natildeo satildeo aceitas devido agrave possibilidade de ruiacutedo de engrenamento
e desgaste prematuro do flanco do dente [82]
Figura 53 ndash Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida
A incidecircncia de erro no extrudado surge no processo inicial a fabricaccedilatildeo de ferramentas
O meacutetodo de fabricaccedilatildeo ou mesmo os equipamentos utilizados para este fim satildeo determinantes
para a qualidade resultante da engrenagem Aliada a materiais de alta qualidade teacutecnicas de
corte de geratrizes e ciclos eficientes de recristalizaccedilatildeo a fabricaccedilatildeo de ferramentas eacute a chave
para a extrusatildeo de precisatildeo
A qualidade da engrenagem extrudada a frio deve ser melhorada para ao final do processo
de manufatura o dentado apresentar o grau de qualidade de engrenagem desejado igual a Q8
Com base neste objetivo a figura 54 estabelece a meta para o processo de extrusatildeo a frio
Figura 54 ndash Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328
Entende-se que de acordo com os erros agregados agraves engrenagens pelos processos
posteriores agrave extrusatildeo a frio ao manter os desvios das engrenagens produzidas por extrusatildeo a
frio com classificaccedilatildeo maacutexima igual agrave Q7 seraacute possiacutevel a obtenccedilatildeo do grau de qualidade final
Q8 apoacutes os processos de manufatura sequentes com seus devidos ajustes
102
5 ANAacuteLISE EXPERIMENTAL
51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
A usinagem por eletroerosatildeo se deu inicialmente em duas etapas onde foram utilizadas as
maacutequinas da GF Agie Charmilles CUT 20 P e CUT 2000 S Apoacutes foi adicionada uma terceira
etapa utilizando o modelo CUT 300 mS Esta maacutequina estaacute no mesmo niacutevel de precisatildeo da CUT
2000 S poreacutem possui um sistema interno de estabilizaccedilatildeo teacutermica em relaccedilatildeo ao ambiente
Sabe-se que a temperatura tem influecircncia direta nos resultados da precisatildeo dimensional apoacutes a
erosatildeo
Para ambas as maacutequinas os tarugos de cobre foram furados de duas formas diferentes
respectivamente com dois e quatro pontos conforme mostrado nas figuras 83a e 83b A furaccedilatildeo
tem a funccedilatildeo de permitir a passagem do fio de erosatildeo para corte do perfil desejado do eletrodo
Estes furos foram feitos atraveacutes da maacutequina de usinagem para furo raacutepido modelo Resitron RT
Drill 350 para posterior fixaccedilatildeo nas maacutequinas de eletroerosatildeo a fio O perfil de engrenagem eacute
baseado em um modelo do eletrodo EL-0330 jaacute citado no item 32
Com um nuacutemero maior de furaccedilotildees para passagem de fio os tarugos tecircm uma fixaccedilatildeo riacutegida
diminuindo a vibraccedilatildeo durante o processo de erosatildeo
Figura 83 ndash Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos
A fabricaccedilatildeo do eletrodo utilizando a maacutequina CUT 20 P se deu em duas etapas
primeiramente o furo interno foi realizado e em seguida os perfis dos dentes foram usinados
Ambas as etapas satildeo constituiacutedas de quatro sub-etapas denominadas MainCut e TrimCut 1 a 3
103
Estas sub-etapas satildeo anaacutelogas aos processos de desbaste preacute-acabamento e acabamento da
usinagem mecacircnica
A fim de utilizar uma maacutequina com maior precisatildeo de fabricaccedilatildeo foi utilizada a maacutequina de
eletroerosatildeo CUT 2000 S Neste processo para a fabricaccedilatildeo para os dois modelos de tarugos
(2 furos na periferia e um central e 4 furos na periferia e um furo central) o furo central e os
dentes foram fabricados simultaneamente sendo utilizadas 5 etapas de corte (MainCut e
TrimCut 1 a 4)
Para buscar os melhores resultados com a maacutequina CUT 2000 S foram utilizados tarugos
com furos iniciais diferentes poreacutem com os mesmos paracircmetros No primeiro foi utilizado o
tarugo com dois furos para passagem do fio No segundo foram utilizados 4 furos com o
objetivo de manter a peccedila mais riacutegida durante a usinagem
Para ambas as maacutequinas foi utilizado fio com 025 mm de diacircmetro poreacutem para a CUT 20
P o material do fio eacute de latatildeo e para a CUT 2000 S o fio eacute de latatildeo com revestimento de zinco
Cobra Cut A Todas as sub-etapas foram realizadas no moacutedulo de usinagem de precisatildeo das
maacutequinas Este paracircmetro para iniacutecio da usinagem serve apenas como balizamento para que a
mesma busque em seu banco de dados tecnoloacutegico os melhores paracircmetros para o corte do
material da peccedila em questatildeo
Pode-se efetuar no entanto uma anaacutelise qualitativa das sub-etapas Com a evoluccedilatildeo do
processo de acabamento as seguintes tendecircncias satildeo notadas
Diminuiccedilatildeo da corrente de descarga e da largura de pulso como efeitos tem-se uma
reduccedilatildeo da taxa de remoccedilatildeo local de material e consequentemente da pressatildeo de lavagem
necessaacuteria e velocidade do fio na regiatildeo de corte bem como melhora nas caracteriacutesticas
geomeacutetricas e de superfiacutecie (rugosidade camada branca micro trincas e zona termicamente
afetada) e menor risco de ruptura do fio durante o processo A compensaccedilatildeo da reduccedilatildeo na
taxa de remoccedilatildeo local do material se daacute com o aumento da velocidade de avanccedilo do cabeccedilote
sendo que para a maacutequina CUT 2000 S as velocidades diminuem com o nuacutemero de repasses
de acabamento
Aumento da tensatildeo do fio e reduccedilatildeo do offset com o aumento da tensatildeo do fio apesar
de um acreacutescimo no risco de ruptura do mesmo durante o processo haacute um ganho relevante
em termos de uniformidade da regiatildeo de corte e concordacircncia com a programaccedilatildeo de
posicionamento do cabeccedilote Aleacutem disso os paracircmetros eleacutetricos e de duraccedilatildeo do pulso
causam uma reduccedilatildeo da folga entre peccedila e eletrodo durante o processo que eacute a grandeza
104
corrigida pelo sistema de controle da maacutequina para geraccedilatildeo da geometria final da peccedila
desejada Com a folga reduzida se reduz tambeacutem a probabilidade de incidecircncia de erros
geomeacutetricos provenientes desta fonte
A figura 84 mostra o eletrodo de acabamento cortado neste experimento pela maacutequina CUT
2000 S
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S
O modelo GF Agie-Charmilles CUT 300 mS foi utilizado na sequecircncia Com o seu sistema
de termo-estabilizaccedilatildeo bem como a precisatildeo de corte aplicada pela mesma se teve como
objetivo melhorar os resultados obtidos pelas etapas anteriores de usinagem
Duas referecircncias de eletrodos foram usinadas por esta maacutequina sendo os eletrodos de
coacutedigos EL-0926 e EL-0330 O eletrodo EL-0926 possui onze dentes e moacutedulo 3 e eacute fabricado
em cobre eletroliacutetico Pode ser visto na figura 85
Para esta referecircncia de eletrodo trecircs amostras foram usinadas e demonstraram avanccedilo na
precisatildeo dos flancos de seus dentes Os perfis de engrenagem resultantes da fabricaccedilatildeo de cada
eletrodo foram medidos em maacutequina tridimensional utilizando o software Quindos Gear
conforme a ISO 1328-12013 As variaacuteveis medidas e sua descriccedilatildeo satildeo apresentadas na tabela
26
105
Figura 85 ndash Desenho do eletrodo EL-0926
Tabela 26 ndash Desvios de flanco de dente de engrenagem [42]
Simbologia (μm) Descriccedilatildeo 119891119867120572 Desvio angular de perfil 119865120572 Desvio total de perfil 119891119891120572 Desvio de forma de perfil 119891119867120573 Desvio angular de linha de flanco 119865120573 Desvio total de linha de flanco 119891119891120573 Desvio de forma de linha de flanco 119891119901119905 Desvio de passo individual 119865119901 Desvio de passo total 119865119903 Desvio de batimento radial
Q Grau de qualidade de engrenagem
O perfil de engrenagem do eletrodo EL-0926 tem onze dentes Desta forma a metodologia
de coleta de dados definida foi a mediccedilatildeo individual dos dois flancos de cada dente e a avaliaccedilatildeo
do grau de qualidade de engrenagem resultante do maior valor encontrado sobre trecircs grupos
consecutivos O grupo 1 eacute formado pelos dentes 1 2 3 e 4 O grupo 2 eacute composto pelos dentes
5 6 7 e 8 Os demais dentes compotildeem o grupo 3 Foram usinadas trecircs amostras do eletrodo
EL-0926 Os eletrodos usinados na maacutequina CUT 300 mS satildeo mostrados na figura 86a 86b e
86c
106
a) b) c)
Figura 86 ndash Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3
As trecircs amostras do eletrodo satildeo idecircnticas contudo os seus resultados de desvios
dimensionais e grau de qualidade foram especiacuteficos em cada amostra Os resultados
dimensionais referente aos trecircs eletrodos satildeo mostrados nas tabelas 27 28 e 29
Tabela 27 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 1)
Grau de qualidade de engrenagem eletrodo EL-0926
esquerdo direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
3 2 4 3 3 2 119943119919120630 3 4 2 2 2 4
2 2 4 4 2 2 119917120630 3 3 2 2 2 2
1 1 1 1 1 1 119943119943120630 1 3 1 2 1 1
0 1 0 1 1 1 119943119919120631 1 0 1 0 0 0
0 1 0 1 0 1 119917120631 1 0 1 0 1 0
0 1 0 1 1 1 119943119943120631 1 1 1 4 1 1
3 3 119943119953119957 6 4
3 6 119917119953 6 3
5 8 119917119955
a variaacutevel 119865119903 independe de flanco direito ou esquerdo
107
Tabela 28 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 2)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo Direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 0 4 3 3 2 119943119919120630 3 5 5 6 3 4
0 1 3 3 1 2 119917120630 4 3 4 4 3 3
1 1 2 2 2 1 119943119943120630 1 1 1 0 1 1
0 0 0 0 0 0 119943119919120631 0 0 1 1 1 0
1 1 0 1 1 2 119917120631 1 1 1 1 1 0
2 1 2 1 3 2 119943119943120631 1 2 1 1 1 1
2 4 119943119953119957 3 4
1 3 119917119953 5 3
3 4 119917119955
Tabela 29 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 3)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo direito
Q
11109 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
91011 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 3 2 3 2 119943119919120630 3 4 3 5 4 5
2 2 1 2 2 2 119917120630 3 3 3 3 3 3
0 1 1 1 1 1 119943119943120630 1 0 2 2 1 0
0 0 0 1 0 0 119943119919120631 1 1 1 0 1 1
1 1 1 1 0 1 119917120631 1 4 4 1 1 0
1 1 1 1 1 1 119943119943120631 1 4 3 1 1 0
4 4 119943119953119957 3 4
3 6 119917119953 8 4
5 8 119917119955
108
O conjunto de trecircs eletrodos EL-0330 EL-0331 e EL-0987 foi usinado na maacutequina CUT
300 mS Os resultados de desvios geomeacutetricos para os eletrodos satildeo mostrados nas tabelas 30
31 e 32
Tabela 30 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331 na CUT 300 mS em CuW
Grau de qualidade de engrenagem eletrodo EL-0331
Esquerdo Direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
4 0 4 2 4 2 119943119919120630 2 3 2 3 1 3
4 3 4 3 4 4 119917120630 4 4 4 4 4 4
5 3 5 2 5 4 119943119943120630 4 5 3 5 3 5
3 1 3 1 3 2 119943119919120631 -1 0 1 0 0 0
8 3 8 14 8 14 119917120631 3 3 3 3 1 3
9 2 9 14 9 14 119943119943120631 3 4 3 4 1 4
4 3 119943119953119957 5 6
2 4 119917119953 6 4
5 7 119917119955
Tabela 31 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0330
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 1 5 2 5 4 119943119919120630 2 6 2 6 5 6
5 2 5 3 5 6 119917120630 4 5 4 5 5 5
6 2 6 2 6 5 119943119943120630 3 4 3 4 3 4
5 2 5 3 5 -4 119943119919120631 -4 5 -3 5 0 5
4 4 4 3 4 4 119917120631 4 6 7 6 1 6
5 4 5 1 5 1 119943119943120631 2 6 7 6 1 6
5 4 119943119953119957 4 5
4 7 119917119953 4 2
5 9 119917119955
109
Tabela 32 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
6 -4 6 4 6 -5 119943119919120630 5 6 3 6 3 6
6 9 6 5 6 7 119917120630 6 5 6 5 3 5
6 6 6 5 6 4 119943119943120630 4 5 5 5 3 5
2 -1 2 -2 2 2 119943119919120631 1 2 5 2 0 2
4 2 4 4 4 2 119917120631 5 4 5 4 2 4
5 2 5 4 5 2 119943119943120631 6 6 -1 6 2 6
9 18 119943119953119957 15 9
7 21 119917119953 19 7
8 22 119917119955
A tabela 33 mostra o resultado dos desvios do eletrodo EL-0987 apoacutes a utilizaccedilatildeo do mesmo
na usinagem da cavidade da matriz MT-3673
Tabela 33 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 apoacutes a erosatildeo por penetraccedilatildeo
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 6 7 7 8 12 119943119919120630 12 9 5 6 3 4
6 7 5 6 7 10 119917120630 11 7 7 6 4 4
4 3 4 4 5 5 119943119943120630 7 7 7 5 5 5
5 4 5 5 5 4 119943119919120631 5 5 5 5 3 4
4 4 4 5 4 5 119917120631 5 4 5 4 5 5
2 2 5 4 5 4 119943119943120631 4 5 4 5 5 6
7 9 119943119953119957 7 6
7 19 119917119953 19 7
9 35 119917119955
110
Comparando os resultados das tabelas 32 e 33 se verifica que houve piora nos desvios
geomeacutetricos de engrenagem do eletrodo de acabamento Isto significa que um possiacutevel
aproveitamento para uma segunda matriz de precisatildeo estaria descartado
52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE
ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
A anaacutelise experimental entre diferentes sistemas de aneacuteis de cintamento foi conduzida sobre
o pinhatildeo citado na figura 38b o qual eacute produzido pela matriz MT-3673 (fig 27) O produto
resultante de extrusatildeo a frio eacute um pinhatildeo utilizado em motores de partida automotivos O
modelo utilizado para anaacutelise de fabricaccedilatildeo dos eletrodos na seccedilatildeo anterior eacute baseado nos
dados de engrenagem deste pinhatildeo sendo ele com nove dentes moacutedulo (mk) 211 acircngulo de
pressatildeo (αp) igual agrave 12ordm e comprimento de flanco de 8 mm conforme figura 87 As ferramentas
utilizadas nos ensaios satildeo mostradas na figura 88
Figura 87 ndash Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON
Figura 88 ndash Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional
b) Sistema STRECON
111
A ferramenta com sistema convencional possui dois aneacuteis de cintamento feitos em accedilos AISI
S1 e H13 respectivas interferecircncias de montagem de 0286 e 0434 mm entre matrizes e anel
1 e anel 1 e anel 2 respectivamente
As matrizes foram fabricadas de acordo com o mesmo procedimento conforme mostrado
no diagrama da figura 89
Figura 89 ndash Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio
521 Resultados
Os respectivos desvios de flanco de engrenagem resultantes nas cavidades das matrizes satildeo
mostrados nas tabelas 34 e 35 As cavidades das matrizes destas tabelas foram usinadas por
uma maacutequina de eletroerosatildeo por penetraccedilatildeo modelo Agietron Advance 3 ano 2003 Para esta
usinagem foram utilizados os eletrodos fabricados pela CUT 2000 S obtidos nos primeiros
ensaios de fabricaccedilatildeo
De acordo com a ISO 1328-1 quanto menor a escala de grau de qualidade maior a qualidade
do perfil de engrenagem Assim atraveacutes dos resultados das tabelas 34 e 35 eacute possiacutevel verificar
que haacute uma melhoria nos resultados do ferramental com aneacuteis de compressatildeo de alta resistecircncia
O grau de qualidade de engrenagem resultante do ferramental com o sistema STRECON se
mostrou superior ao do sistema convencional A maior resistecircncia agrave deformaccedilatildeo do sistema
STRECON demonstrou maior precisatildeo no resultado
As ferramentas foram colocadas em produccedilatildeo em prensa excecircntrica de 450 toneladas
Amostras foram medidas e mostraram uma tendecircncia que refletiu os resultados de suas
respectivas matrizes As tabelas 36 e 37 mostram os resultados de uma amostra de pinhatildeo obtido
por cada uma das matrizes
Usinagem dos componentes
Tratamento teacutermico
Retificaccedilatildeo e Montagem
Fabricaccedilatildeo dos eletrodos por
eletroerosatildeo ao fio
Eletroerosatildeo por penetraccedilatildeo da
cavidade
Polimento e Revestimento
Superficial
112
Tabela 34 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento convencional
Grau de qualidade de engrenagem para ferramenta com aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 18 11 31 119891119867120572 21 10 20 10 11 8
8 14 8 18 10 30 119865120572 21 9 21 9 13 7
2 1 6 6 6 5 119891119891120572 4 5 4 5 3 4
8 10 8 10 9 16 119891119867120573 10 8 17 9 14 9
7 10 7 9 8 17 119865120573 11 7 17 9 14 8
2 1 4 2 4 2 119891119891120573 3 4 2 2 1 1
10 23 119891119901119905 24 10
11 69 119865119901 64 10
10 52 119865119903
Tabela 35 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 1 8 11 6 5 119891119867120572 13 9 12 8 13 9
2 2 7 11 6 9 119865120572 12 7 12 7 12 7
3 2 4 3 5 5 119891119891120572 3 4 2 3 1 1
1 1 5 3 6 5 119891119867120573 2 4 4 5 1 0
3 2 4 4 5 5 119865120573 4 4 5 5 1 0
3 2 2 1 3 2 119891119891120573 2 2 2 3 1 0
7 9 119891119901119905 9 7
7 21 119865119901 19 7
7 16 119865119903
Os resultados mostram que a qualidade da cavidade quando montada em aneacuteis de
cintamento convencionais diminui em relaccedilatildeo aos desvios de perfil heacutelice e passo Contudo
este ensaio bem como o apresentado pela tabela 35 foi realizado em maacutequina que possui erro
113
de posicionamento e acabamento superficial elevados Desta forma eacute possiacutevel a obtenccedilatildeo de
melhores resultados dimensionais em caso da utilizaccedilatildeo de maacutequina de maior precisatildeo
Tabela 36 ndash Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento convencionais
Grau de qualidade de engrenagem para pinhatildeo produzido c aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 13 10 18 10 19 119891119867120572 20 10 21 10 20 10
9 23 10 28 10 27 119865120572 26 10 24 9 28 10
9 16 9 16 9 18 119891119891120572 18 9 12 8 16 9
5 3 5 4 6 5 119891119867120573 57 6 6 6 3 5
6 6 8 13 7 12 119865120573 13 8 24 7 7 6
6 4 8 11 8 9 119891119891120573 12 9 12 8 5 6
8 10 119891119901119905 11 8
6 13 119865119901 11 5
9 30 119865119903
Tabela 37 ndash Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para pinhatildeo produzido com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 23 10 20 119891119867120572 24 11 24 11 20 10
9 22 10 28 10 27 119865120572 32 10 28 10 25 9
8 13 8 11 8 11 119891119891120572 11 8 11 8 12 8
2 1 3 2 2 1 119891119867120573 2 3 2 3 1 2
4 3 7 11 6 8 119865120573 12 8 8 7 3 4
4 2 8 11 8 8 119891119891120573 11 8 10 8 3 5
5 4 119891119901119905 3 4
3 5 119865119901 6 4
6 9 119865119903
Baseado nas informaccedilotildees das tabelas 36 e 37 uma nova alternativa de equipamento de
eletroerosatildeo por penetraccedilatildeo foi testada A maacutequina FORM X400 tambeacutem do cataacutelogo do
fabricante GF Agie Charmilles foi utilizada A FORM X400 possui um sistema de termo-
estabilizaccedilatildeo integrado que permite corrigir os pontos localizados de aquecimento assim como
114
a CUT 300 mS Em paralelo um otimizado sistema de controle permite reduzir o desgaste do
eletrodo
A matriz MT-3673 foi novamente escopo deste teste e os eletrodos EL-0331 EL-0330 e
EL-0987 desta vez utilizando uma maacutequina modelo FORM X400 A diferenccedila aplicada neste
ensaio foi a utilizaccedilatildeo de trecircs eletrodos sendo o primeiro para desbaste e os dois restantes para
acabamento Os eletrodos EL-0331 EL-0330 e EL-0987 apresentados nas tabelas 30 31 e 32
foram utilizados Neste teste foram adicionados dispositivos de fixaccedilatildeo do fabricante 3R Estes
dispositivos permitem realizar o setup dos trecircs eletrodos em uma mesma posiccedilatildeo de referecircncia
em relaccedilatildeo agrave matriz O objetivo foi minimizar a atribuiccedilatildeo dos erros de posicionamento dos
eletrodos entre cada etapa de usinagem Os eletrodos foram fixados em uma haste fabricada
com desvio de batimento radial maacuteximo de 0005 mm Os mesmos foram fixados nas hastes e
montados nos ldquopalletsrdquo 3R A figura 82a mostra o eletrodo montado na haste e pallet 3R Apoacutes
a montagem do eletrodo o conjunto foi adaptado a uma base plana montada em maacutequina de
mediccedilatildeo tridimensional com 0003 mm de paralelismo entre faces inferior e superior conforme
a figura 90b
a) b)
Figura 90 ndash a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional
A mediccedilatildeo em maacutequina tridimensional tem a funccedilatildeo de encontrar os erros nos eixos X e Y
do perfil de engrenagem em relaccedilatildeo ao centro de fixaccedilatildeo O conhecimento destes erros permite
fazer as devidas compensaccedilotildees dos eixos na programaccedilatildeo da FORM X400 O procedimento eacute
realizado para garantir que os eletrodos sejam posicionados no mesmo centro de fixaccedilatildeo
A erosatildeo da cavidade da matriz MT-3673 de acordo com o procedimento citado na maacutequina
FORM X400 apresentou os desvios informados na tabela 38 O ANEXO J mostra o relatoacuterio
de mediccedilatildeo realizada em maacutequina ZEISS atraveacutes do software GEAR PRO involute
115
Tabela 38 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 4 5 1 5 3 119891119867120572 2 4 2 4 0 4
4 4 4 3 4 4 119865120572 3 3 3 3 1 3
3 2 3 3 3 2 119891119891120572 2 3 2 3 1 3
2 0 2 -1 2 1 119891119867120573 5 4 -1 4 1 4
5 3 5 4 5 5 119865120573 4 5 4 5 4 5
6 3 6 4 6 5 119891119891120573 2 6 5 6 4 6
3 2 119891119901119905 4 5
2 4 119865119901 5 3
5 8 119865119903
A matriz foi desmontada dos aneacuteis de cintamento por enrolamento de tiras e aplicado o
revestimento PVD Produzir amostras sem a aplicaccedilatildeo de revestimento poderia representar
dano agrave superfiacutecie da cavidade da matriz e comprometer a integridade da engrenagem extrudada
Apoacutes a aplicaccedilatildeo do revestimento PVD e remontagem houve modificaccedilatildeo no grau de qualidade
dos dentes de engrenagem A tabela 39 mostra o grau de qualidade da cavidade da matriz apoacutes
a aplicaccedilatildeo do revestimento PVD O anexo L mostra o relatoacuterio de mediccedilatildeo da cavidade apoacutes
o revestimento A numeraccedilatildeo da posiccedilatildeo dos dentes foi mantida em relaccedilatildeo agrave tabela 38
Tabela 39 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 5 3 5 3 119891119867120572 2 5 3 5 -1 5
4 2 4 3 4 2 119865120572 3 5 5 5 2 5
4 1 4 3 4 2 119891119891120572 2 5 4 5 1 5
3 0 3 -1 3 2 119891119867120573 -4 5 2 5 -1 5
5 4 5 5 5 6 119865120573 5 5 5 5 5 5
6 3 6 5 6 6 119891119891120573 -4 6 5 6 5 6
7 8 119891119901119905 8 7
6 15 119865119901 17 6
7 18 119865119903
116
A comparaccedilatildeo entre os resultados das tabelas 38 e 39 mostra que houve um decreacutescimo no
grau de qualidade da cavidade da matriz A aplicaccedilatildeo do revestimento na superfiacutecie pode ter
aumentado a irregularidade de forma A montagem da ferramenta tambeacutem pode ter
influenciado bem como o fato de os aneacuteis de cintamento jaacute terem passado por vaacuterios ciclos de
produccedilatildeo montagem e desmontagem o que provoca a sua deformaccedilatildeo plaacutestica
O desvio de forma de perfil (ffα) passou de grau Q3 para graus Q4 (lado esquerdo) e Q5 (lado
direito) O desvio angular de perfil (fHα) passou de grau Q4 para Q5 no lado direito mantendo-
se estaacutevel no lado esquerdo O desvio angular de linha de flanco (fHβ) sofreu decreacutescimo de um
ponto no grau de qualidade passando de Q2 para Q3 (lado esquerdo) e Q4 para Q5 (lado
direito) Os desvios individual de passo (fpt) e batimento radial (Fr) passaram ao grau de
qualidade Q7
Os graacuteficos das figuras 91a e 91b mostram a variaccedilatildeo do grau de qualidade (Q) em funccedilatildeo
dos desvios dimensionais de engrenagem para a MT-3673 antes e poacutes aplicaccedilatildeo do PVD O
maior grau de qualidade encontrado entre os flancos direito e esquerdo foi indicado nos
graacuteficos
a) b)
Figura 91 ndash Grau de qualidade (Q) X desvios dimensionais da MT-3673
Os paretos mostrados na figura 91 indicam que na usinagem por eletroerosatildeo da MT-3673
o desvio angular de linha de flanco (ffβ) sofreu a maior variaccedilatildeo no desvio dimensional
resultando no maior grau de qualidade (Q6) e mantendo-se apoacutes o PVD O desvio de forma de
perfil (ffα) e desvio passo total (Fp) atingiram o melhor grau de qualidade (Q) poreacutem apoacutes o
PVD houve um decreacutescimo de Q2 e Q3 niacuteveis respectivamente nesta variaacutevel O desvio de
passo individual (fpt) e desvio de batimento radial (Fr) atingiram os maiores desvios
dimensionais apoacutes o PVD e o seu grau de qualidade final foi Q7
A ferramenta foi colocada na prensa excecircntrica jaacute mencionada neste trabalho e amostras de
pinhotildees foram produzidas tal como mostrado na figura 92
117
Figura 92 ndash Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida
Foram produzidas 20 amostras de pinhotildees e a tabela 40 mostra o resultado do grau de
qualidade alcanccedilado em uma das amostras Este resultado foi semelhante para as demais
amostras O anexo M mostra o relatoacuterio de mediccedilatildeo do referido pinhatildeo
Para os desvios de perfil (ffα fHα e Fα) o pinhatildeo atingiu o grau de qualidade Q7 com dois
pontos acima da cavidade da matriz Os desvios de passo (fpt e Fp) reproduziram a cavidade da
matriz com grau de qualidade Q7 Os desvios de heacutelice (ffβ fHβ e Fβ) atenderam ao grau de
qualidade Q6 Importante observar que ateacute a tabela 37 os resultados foram atraveacutes do software
Quindos onde o grau de qualidade era atribuiacutedo a cada grupo de quatro dentes O GEAR PRO
verifica o maior desvio entre os nove dentes e atribui o grau a partir deste resultado
Tabela 40 ndash Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para pinhatildeo com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 -1 7 7 7 8 119891119867120572 6 7 -6 7 -7 7
7 8 7 12 7 12 119865120572 10 7 9 7 9 7
7 7 7 8 7 9 119891119891120572 7 7 4 7 5 7
6 -3 6 5 6 6 119891119867120573 -2 4 -3 4 2 4
6 4 6 8 6 8 119865120573 5 5 5 5 5 5
6 4 6 5 6 6 119891119891120573 4 6 6 6 5 6
7 10 119891119901119905 9 7
7 20 119865119901 23 7
8 20 119865119903
118
O graacutefico da figura 93 mostra o grau de qualidade (Q) devido aos desvios dimensionais de
uma amostra de pinhatildeo produzido pela MT-3673 com a aplicaccedilatildeo de PVD Os desvios de perfil
(ffα fHα Fα) atingiram o grau Q7 os desvios de linha de flanco (ffβ fHβ Fβ) resultaram em grau
Q6 e os desvios de passo (fpt Fp) o grau Q7 O desvio de batimento radial (Fr) apresentou Q8
Figura 93 ndash Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673
A Tabela 41 apresenta os resultados de comparaccedilatildeo entre um eletrodo de referecircncia de
coacutedigo EL-0330 o qual eacute usinado por eletroerosatildeo em processo atual e os eletrodos usinados
por microusinagem e por eletroerosatildeo a fio (utilizando as trecircs maacutequinas e os dois diferentes
tarugos para a CUT 2000 S) tendo como base para comparaccedilatildeo as informaccedilotildees fornecidas na
mediccedilatildeo de cada um dos principais paracircmetros Foram analisados os dados de todos os dentes
medidos (ambos os lados direito e esquerdo) e o respectivo grau de qualidade maacuteximo atingido
para cada um dos paracircmetros relevantes As mediccedilotildees foram realizadas nas dependecircncias da
empresa ZEN onde foi utilizada uma maacutequina tridimensional com o software Quindos Para
comparaccedilatildeo os eletrodos foram enviados para a Fundaccedilatildeo CERTI e medidos em maacutequina
ZEISS e software GearPRO
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo
Desvio
Grau de qualidade do eletrodo
Referecircncia (EL-0330)
Microfresamento Eletroerosatildeo
CUT 20P
Eletroerosatildeo CUT 2000 S CUT 300 mS
Tarugo 2 furos
Tarugo 4 furos Mediccedilatildeo
ZEN Mediccedilatildeo
Certi
Perfil fHα 9 11 11 7 7 6 5 Fα 8 10 10 6 6 7 5 ffα 7 9 8 7 7 6 5
Heacutelice fHβ 4 4 7 2 3 1 2 Fβ 8 4 7 3 6 1 1 ffβ 7 5 7 4 6 1 0
Passo Fp 4 4 12 5 4 2 4 fp 5 7 11 8 6 5 4
Batimento radial Fr 6 4 12 7 4 3 5
Grau de qualidade
9 11 12 8 7 7 5
119
Para avaliar a qualidade superficial dos perfis obtidos trecircs mediccedilotildees de rugosidade foram
realizadas em dois dentes de cada um dos eletrodos Este procedimento eacute ilustrado na figura 94
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados
Devido agrave curvatura do perfil evolvente apenas um comprimento limitado (~1 mm) pocircde ser
aferido no perfilocircmetro A Tabela 42 apresenta os resultados de rugosidade para eletrodo
Tabela 42 ndash Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados
Ra (microm) Microfresamento Eletroerosatildeo a fio
Dente 1 Dente 2 Dente 1 Dente 2 M1 06214 05482 02154 03095 M2 05082 05452 02477 02488 M3 05298 04979 02833 02418
Meacutedia 05418 02578
Os resultados das tabelas 41 e 42 mostram que o processo de microfresamento eacute promissor
para a fabricaccedilatildeo de eletrodos em cobre poreacutem necessita de maior pesquisa e otimizaccedilatildeo de
seus paracircmetros onde os passes consecutivos e deslocados lateralmente (ae) tecircm impacto no
crescente desvio de forma de perfil dos dentes da engrenagem
No caso dos eletrodos referecircncia e usinado por microfresamento o desvio angular de perfil
(fHα) eacute a caracteriacutestica mais criacutetica e portanto determinante do grau de qualidade geral do
eletrodo Para a fabricaccedilatildeo por eletroerosatildeo com a CUT 20 P o desvio de passo acumulado
(Fp) o batimento radial (Fr) e desvio angular (fHα) satildeo as caracteriacutesticas mais criacuteticas Jaacute a
fabricaccedilatildeo por eletroerosatildeo com a CUT 2000 S o maior desvio foi no passo (Fr) sendo que
provavelmente houve um deslocamento da peccedila durante a sua usinagem
A inclusatildeo da maacutequina CUT 300 mS nesta pesquisa proporcionou resultados superiores em
relaccedilatildeo aos obtidos pelas maacutequinas anteriores Os resultados das tabelas 27 a 32 evidenciam a
superioridade do processo desenvolvido para a usinagem com este modelo de maacutequina A CUT
300 mS aleacutem de possuir maior precisatildeo de posicionamento e acabamento em relaccedilatildeo agraves demais
maacutequinas tambeacutem possui sistema interno de estabilizaccedilatildeo de temperatura em relaccedilatildeo ao
ambiente Estas caracteriacutesticas aliadas agrave conceitos particulares de projeto de engrenagem
contribuem para a obtenccedilatildeo de uma melhor qualidade de engrenagem dos eletrodos
120
6 DISCUSSOtildeES DOS RESULTADOS
O desenvolvimento da ferramenta de extrusatildeo de engrenagens de precisatildeo a frio considerou
etapas que passaram pela simulaccedilatildeo numeacuterica do comportamento dos aneacuteis de cintamento e o
seu resultado no produto de extrusatildeo definiccedilatildeo das etapas de usinagem por eletroerosatildeo para a
fabricaccedilatildeo de eletrodos e cavidade de matriz e a determinaccedilatildeo das curvas de escoamento do accedilo
SAE 10B22 utilizado na fabricaccedilatildeo dos pinhotildees para impulsor de partida citados descritos neste
trabalho
As curvas mostradas nas figuras 17 18 e 19 referentes ao accedilo SAE 10B22 e obtidas atraveacutes
do software JMatPro quando comparadas com as curvas obtidas atraveacutes do ensaio de
compressatildeo (fig 47 48 e 49) mostram divergecircncias no comportamento tensatildeo-deformaccedilatildeo o
que demonstra que ensaios experimentais satildeo importantes para validar os resultados de
simulaccedilatildeo computacional Considerando a deformaccedilatildeo verdadeira (φ) de 002 agrave T=20ordmC e
velocidade de deformaccedilatildeo () de 1 s-1 o software JMatPro indica a tensatildeo de escoamento igual
a 3434 Nmm2 O ensaio de compressatildeo mostrou uma tensatildeo de escoamento de 4111 Nmm2
No caso da utilizaccedilatildeo das curvas do JMatPro nas simulaccedilotildees os esforccedilos de extrusatildeo seriam
menores visto que as o erro destas curvas em relaccedilatildeo agraves obtidas por ensaio eacute deslocado em
direccedilatildeo a zero ou seja as tensotildees de escoamento simuladas satildeo menores Isto pode causar erro
no dimensionamento do projeto da ferramenta e principalmente dos aneacuteis de cintamento
Kang et al (2007) [84] estudou o efeito da deformaccedilatildeo elaacutestica sobre matrizes de extrusatildeo
A deformaccedilatildeo elaacutestica ocorre devido agraves etapas de carregamento descarregamento e extraccedilatildeo
da peccedila Portanto a dimensatildeo final da engrenagem seraacute diferente daquela fabricada para a
cavidade da matriz O conceito de preacute-tensionamento de matrizes por enrolamento de tiras
proporciona maior resistecircncia agraves altas tensotildees de extrusatildeo direta a frio em comparaccedilatildeo com os
sistemas convencionais e consequente reduccedilatildeo da deformaccedilatildeo elaacutestica da matriz como
estudado por Groenbaek e Nielsen (1997) [78]
A simulaccedilatildeo computacional mostrou que quanto maior o estado de tensotildees compressivas da
matriz com a accedilatildeo dos aneacuteis de cintamento menor seraacute a sua deformaccedilatildeo elaacutestica Os desvios
dimensionais devido agrave expansatildeo da matriz satildeo reduzidos Aliado a maior precisatildeo na fabricaccedilatildeo
de geometria da cavidade da matriz por eletroerosatildeo os desvios de flanco da engrenagem
extrudada a frio seratildeo minimizados A tabela 17 mostrou que o deslocamento ocorrido nas
matrizes e aneacuteis de cintamento apoacutes o preacute-tensionamento foi superior para a ferramenta
montada com os aneacuteis por enrolamento de tiras havendo uma maior contraccedilatildeo nas matrizes
internas de 005 mm em relaccedilatildeo agraves matrizes preacute-tensionadas pelo sistema de duplo anel
121
As tensotildees tangencial (σt) axial (σz) e radial (σr) satildeo superiores para a ferramenta por
enrolamento de tiras Desta forma a tensatildeo equivalente (σe) na regiatildeo interna da cavidade da
matriz eacute aproximadamente quatro vezes superior ao sistema de duplo anel Esta caracteriacutestica
proporciona uma menor deformaccedilatildeo elaacutestica dos componentes da ferramenta durante o ciclo de
extrusatildeo da engrenagem A tensatildeo equivalente (σe) calculada pela teoria de von Mises
correspondeu aos resultados de simulaccedilatildeo numeacuterica o que mostra o alinhamento com a teoria
A simulaccedilatildeo numeacuterica do pinhatildeo extrudado pela matriz por enrolamento de tiras mostrou o
ponto 2 onde haacute a transiccedilatildeo do perfil da geratriz para formaccedilatildeo do dente como o de
concentraccedilatildeo das maiores tensotildees e desta forma maior tensatildeo equivalente (σe)
Pode-se notar que no atual estaacutegio de maturidade do processo apenas o eletrodo fabricado
pelo processo de eletroerosatildeo a fio utilizando a maacutequina CUT 300 mS obteve resultado melhor
(Q 5) quando comparado com o eletrodo referecircncia (Q 9) Diversos fatores contribuiacuteram para
este resultado sendo um deles quando utilizado o eletrodo com mais pontos de entrada do fio
para a erosatildeo Isto se deve ao fato de com mais pontos de ancoragem da engrenagem no material
que seraacute removido a peccedila se manteacutem mais riacutegida garantindo melhor qualidade do corte por
eletroerosatildeo
bull A maacutequina de erosatildeo por penetraccedilatildeo FORM X400 proporcionou evoluccedilatildeo nos resultados
dimensionais O desvio de perfil (α) o qual era o de mais baixa qualidade teve melhora
significativa O desvio de forma de flanco (ffβ) sofreu uma variaccedilatildeo em um dos dentes e
apresentou grau Q6 Os demais desvios de Passo (Fp) e Batimento Radial (Fr) atingiram
o grau de qualidade Q5
bull A utilizaccedilatildeo do terceiro eletrodo com afastamento reduzido em relaccedilatildeo ao perfil final da
cavidade foi fundamental na melhoria dos resultados Este eletrodo teve a funccedilatildeo de
remover uma miacutenima camada de material e corrigir as deformaccedilotildees maiores provenientes
das etapas anteriores
bull Os pinhotildees reproduzidos atenderam ao grau de qualidade Q7 havendo um desvio como
esperado em relaccedilatildeo ao grau de qualidade obtido na cavidade da engrenagem apoacutes a
extraccedilatildeo Verificou-se que o grau de qualidade da cavidade da matriz sofreu piora com
a desmontagem e aplicaccedilatildeo do revestimento PVD Esta etapa do processo necessita de
ajustes para poder aplicar o menor erro possiacutevel ao resultado da usinagem por penetraccedilatildeo
da cavidade Em paralelo a melhoria no posicionamento dos eletrodos e referecircncias de
usinagem da ferramenta podem melhorar o grau de qualidade da cavidade reduzir seus
erros apoacutes o revestimento PVD e obter um pinhatildeo com maior precisatildeo
122
7 CONCLUSOtildeES
Os resultados das tabelas 34 35 36 e 37 evidenciaram que a diferenccedila meacutedia de dois graus
de qualidade de engrenagem da cavidade das matrizes e o seu produto de extrusatildeo A
deformaccedilatildeo elaacutestica do ferramental a qual proporciona uma deformaccedilatildeo plaacutestica no extrudado
satildeo fatores que contribuem para variaccedilatildeo do grau de qualidade do perfil de engrenagem do
pinhatildeo
Individualmente a matriz montada com os aneacuteis de compressatildeo STRECON e usinada na
maacutequina FORM X400 apresentou desvios de perfil (Q de 10 para 5) desvios de linha de flanco
(Q de 8 para 5) desvios de passo (Q de 8 para 3) e batimento radial (Q de 9 para 5) reduzidos
em relaccedilatildeo a com aneacuteis convencionais e usinados pela maacutequina Agietron Advance 3 o que
resultou em grau de qualidade de engrenagem de maior precisatildeo Os resultados dos pinhotildees
produzidos pela ferramenta do processo original com aneacuteis de cintamento convencionais e
maacutequina de erosatildeo de menor precisatildeo quando comparados com os pinhotildees dos aneacuteis por
enrolamento de tiras e matriz usinada pela FORM X400 tiveram melhora significativa Os
desvios de perfil tiveram seu grau de qualidade melhorado de Q10 para Q7 desvios de linha de
flanco de Q8 para Q6 Os desvios de passo (Q de 8 para 7) e batimento radial (Q de 9 para 8)
foram prejudicados pela etapa de desmontagem e revestimento da matriz que elevou estes
desvios da cavidade
A simulaccedilatildeo numeacuterica foi realizada em uma primeira etapa para verificaccedilatildeo do efeito dos
aneacuteis de cintamento no produto de extrusatildeo A segunda etapa de simulaccedilatildeo onde o aumento do
preacute-tensionamento na ferramenta foi aplicado devido ao aumento da interferecircncia de
montagem mostrou que eacute possiacutevel minimizar o efeito do comportamento elaacutestico da ferramenta
com o correto dimensionamento dos aneacuteis de cintamento A anaacutelise por simulaccedilatildeo numeacuterica
dos dois sistemas de preacute-tensionamento mostrou que o sistema por enrolamento de tiras
proporciona uma rigidez global superior ao sistema convencional de duplo anel O efeito dos
aneacuteis por enrolamento de tiras foi fundamental na melhoria da qualidade de engrenagem
extrudada a frio
Estudos indicaram que a usinagem de precisatildeo de eletrodos e cavidade da matriz baseado
na geometria dos flancos e a consequente reduccedilatildeo dos seus desvios podem resultar em graus de
qualidade de engrenagem superiores nos produtos de extrusatildeo a frio Estes conceitos apoiados
pela tecnologia adequada de fabricaccedilatildeo de ferramentas a qual estaacute relacionada ao maquinaacuterio
utilizado para fabricaccedilatildeo bem como a mediccedilatildeo correta do que eacute fabricado satildeo fundamentais
para atingir o grau de qualidade de engrenagem desejada
123
8 SUGESTOtildeES PARA TRABALHOS FUTUROS
O processo proposto para a fabricaccedilatildeo de ferramentas de precisatildeo mostrou-se robusto e
eficiente Contudo outras teacutecnicas de fabricaccedilatildeo de eletrodos podem ser estudadas
principalmente a tecnologia de microfresamento vista neste estudo poreacutem pouco explorada
O microfresamento para a fabricaccedilatildeo de eletrodos apresentou potencial e pode ser refinado
Este eacute um estudo sugerido para continuidade
A tecnologia de preacute-tensionamento de ferramentas desenvolvida pela empresa STRECON eacute
eficiente e atribui maior resistecircncia ao ferramental Entretanto o sistema eacute considerado de alto
custo se comparado com o sistema de aneacuteis convencionais O estudo por simulaccedilatildeo
computacional e ensaios praacuteticos para definiccedilatildeo de uma tecnologia de mais baixo custo e
rendimento similar estaria no escopo dos proacuteximos trabalhos
A velocidade de deformaccedilatildeo tem impacto direto na qualidade resultante da engrenagem
extrudada A aplicaccedilatildeo de prensas com sistema de servo-acionamento onde as curvas de
atuaccedilatildeo da prensa podem ser programadas em conjunto com uma ferramenta fabricada com
alta precisatildeo eacute um escopo de proacuteximos estudos a serem realizados
Outro importante ingrediente eacute o custo envolvido da ferramenta O custo das matrizes estaacute
entre 10 e 15 do custo do extrudado entretanto o custo indireto pode ser superior agrave 70 Isto
inclui o custo dos materiais e usinagem das matrizes O custo variaacutevel na conclusatildeo das matrizes
eacute importante Se a qualidade da matriz for comprometida isto pode parar uma produccedilatildeo Em
resumo a reduccedilatildeo de sucata e a longa vida uacutetil de ferramentas satildeo a mais efetiva forma de
reduccedilatildeo de energia e custos os quais satildeo objetivo de qualquer especialista de processos ou
supervisor de planta Metas como estas satildeo essenciais para a sobrevivecircncia de forjarias em
longo prazo bem como a sustentabilidade de uma nova geraccedilatildeo de componentes proacuteximos de
sua forma final com alta precisatildeo
O controle de custos de fabricaccedilatildeo relacionado com gerenciamento da vida uacutetil de
ferramentas de extrusatildeo eacute escopo para estudos futuros
124
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS
[1] MATSUBARA S KUDO H Devising and calibration of a simple sensor for determining
pressure distribution on tool-workpiece interfaces J Jpn Soc Technol Plasticity 32 p 589-
596 1991
[2] MATUSUBARA S KUDO H Non-uniform pressure distribution on punch nose surface
in axisymmetric cold forging process J Jpn Soc Technol Plasticity 32 p 874-879 1991
[3] MURATA Y Measurement of die deformation in forging by capacitive displacement
transducer in Proceedings on the Fourth International Conference on Technology of Plasticity
pp 1216-1221 1993
[4] HILLERY MT An embedded-strain-gauge technique of stress analysis in rod drawing
Journal of Materials Processing Technology 47 p 1-12 1993
[5] RADDAD B KOCANDA A On the strength criteria for high stressed ring-shaped dies
in Proceedings of the Fourth International Conference on Technology of Plasticity p 5-9
1993
[6] LEE YS LEE JH Experimental and analytical evaluation for elastic deformation
behaviors of cold forging tool Journal of Materials Processing Technology 127 p 73ndash82 2002
[7] LEE YS LEE JH Analysis of the elastic characteristics at forging die for the cold
forged dimensional accuracy Journal of Materials Processing Technology 130131 p 532ndash
539 2002
[8] LEE YS LEE JH Finite element modeling approaches to the accurate dimensional
prediction for a cold-forged part J Eng Manuf 218 p 1709ndash1722 2004
[9] ROSOCHOWSKI A BALENDRA R Secondary yielding of forged components due to
unloading Journal of Materials Processing Technology 115 p 233ndash239 2001
[10] BRESCIANNI E et al Conformaccedilatildeo Plaacutestica dos Metais 4a Ediccedilatildeo Editora da
Unicamp Campinas 1991
[11] ALTAN T Conformaccedilatildeo de Metais Fundamentos e Aplicaccedilotildees Publicaccedilatildeo EESCUSP
Satildeo CarlosSP 1999
[12] SCHULER Metal Forming Handbook Springer-Verlag Berlin Heidelberg 1998
125
[13] BILLIGMANN J FELDMANN H D Estampado y prensado a maacutequina 2a ediccedilatildeo
Ed Reverteacute 1979
[14] DIETER G E Metalurgia Mecacircnica 2ordf Ediccedilatildeo Editora Guanabara Dois RJ 1981
[15] MEIDERT M HANSEL M Net-shape cold forging to close tolerances under QS 9000
aspects Journal of Materials Processing Technology v 98 p 150-154 2000
[16] LANGE K CSER L GEIGER M KALS JAG Tool Life and Tool Quality in Bulk
Metal Forming CIRP Annals 41 p 667-675 1992
[17] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance of
Punches and Mandrels Verein Deutscher Ingenieure vol 2 1974
[18] VDI 3185 Calculation of the obtained punch force and the greatest extrusion force for
rod and solid extrusion of steel at room temperature Verein Deutscher Ingenieure 1970
[19] VDI 3138 Cold Forging of Steel ndash Application Examples of Products Economical Views
Verein Deutscher Ingenieure vol 3 1999
[20] VDI 3176 Prestressed Dies for Cold Forging Verein Deutscher Ingenieure vol 3 1985
[21] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance
Calculation of Dies (Dies Assemblies) Verein Deutscher Ingenieure vol 3 1974
[22] SCHAEFFER L Forjamento ndash Introduccedilatildeo ao Processo Porto Alegre Imprensa Livre
2006
[23] TSCHAumlTSCH H Handbuch Umformtechnik Darmstadt Hoppenstedt Technik Tabellen
Verlag 1984
[24] DRAKE R THROOP J Source Book on Cold Forming American Society for Metals
Metals Park Ohio 1975
[25] VETTER J et al Hard coatings for lubrication reduction in metal forming Surface and
Coatings Technology vol 86-87 p 739-747 1996
[26] SMITH L Thin-Film Deposition Principles and Practice p 3-4 1995
[27] OERLIKON BALZERS Disponiacutevel em lthttpswwwoerlikoncomecomaXLfilesbalzers
oerlikon_HQ163EN_BALINIT_DUPLEX_Seriepdfgt Acessado em agosto de 2018
[28] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1972
126
[29] BOWDEN F B TABOR D The Friction and Lubrication of Solids Part 1 Oxford
University Press Oxford 1950
[30] ERINOSHO M F AKINLABI E T Study of Friction during Forging Operation
Proceedings of the World Congress on Engineering Vol II June 29 ndash July 1st London 2016
[31] GARCIacuteA-DOMIacuteNGUEZ A CLAVER J CAMACHO A M SEBASTIAacuteN M A
Comparative Analysis of Extrusion Processes by Finite Element Analysis 25th DAAAM
International Symposium on Intelligent Manufacturing and Automation 2014 published by
Procedia Engineering vol 100 p 74ndash83 2015
[32] ZHANG Q FELDER E BRUSCHI S Evaluation of friction condition in cold forging
by using T-shape compression test Journal of Materials Processing Technology 209 p 5720-
5729 2009
[33] GEIGER R WOSKA R Fliesspressen Carl Hansen Verlag Munchen Wien 1984
[34] RODRIGUES J MARTINS P Tecnologia Mecacircnica Tecnologia da Deformaccedilatildeo
Plaacutestica vol 1 ndash Fundamentos Teoacutericos Lisboa Escolar editora 2005
[35] LUND E ANDRESEN H JEPSEN C Tool Optimization by Means of Effective
Prestressing System STRECON AS Sonderborg Denmark 2015
[36] TEKKAYA E et al History and Future of Cold Forging in Europe Presentation at the
40th International Cold Forging Group Plenary Meeting Padova Italy September 2007
[37] NICHIDAI CORPORATION Disponiacutevel em lthttpwwwnichidaijpenglish
catalogpdfStreconpdfgt Acesso em agosto de 2018
[38] ANDRESEN H LUND E Tooling Solutions for Cold and Warn Forging Applications
for Automotive and other Segments Uddeholm Automotive Seminar 2008
[39] MODIANO S CARRENtildeO J A FUGIVA RA C S BENEDETTI A V Effect of
hydrogen charging on the stability of SAE 10B22 steel surface in alkaline solution
Electrochimica Acta Brazil v 51 n 4 p 641-648 2005
[40] CASARIN S J Caracterizaccedilatildeo da temperabilidade de accedilo C-Mn microligado ao Boro
atraveacutes de dilatometria e curvas de transformaccedilatildeo de fases por resfriamento contiacutenuo EESC
USP 1996
[41] SENTE SOFTWARE Disponiacutevel em lthttpswwwsentesoftwarecoukgt Acesso em
agosto de 2018
127
[42] ISO 1328-1 Cylindrical Gears - ISO system of flank tolerance classification Part 1
Definitions and allowable values of deviations relevant to flanks of gear teeth 2013
[43] ISO 1328-2 Cylindrical Gears - ISO system of accuracy ndash Part 2 Definitions and
allowable values of deviations relevant to radial composite deviations and runout information
1997
[44] QUALITY TRANSMISSION COMPONENT Elements of Metric Gear Technology
Disponiacutevel em httpwwwqtcgearscom
[45] DUDLEY D W Handbook of Practical Gear Design McGRAW-HILL New York
First Edition 1954
[46] DUDLEY D W Gear Handbook The Design Manufactured and Application of
Applications New York McGRAW-HILL First Edition 1962
[47] NBR 12230 Sistema Internacional Prescriccedilatildeo para sua aplicaccedilatildeo Rio de Janeiro ABNT
24 p 1992
[48] VDIVDE 2613 Pitch Testing on Gearings ndash Spur Gear (Cylindrical Gear) Worm wheels
Bevel gears 1983
[49] VDIVDE 2612 Testing of Involute Cylindrical Gears -Tooth trace testing Part 2 1980
[50] SANTOS JUNIOR M J IRIGOYEN E R C Metrologia Dimensional teoria e praacutetica
Porto Alegre Ed UniversidadeUFRGS ISBN 85-7025-308-7 1995 222 p
[51] PINTO A Velocidade Perifeacuterica de Engrenagens Recife 2001 Disponiacutevel em
lthttpwwwupemecanicahpgigcombrvelperifpdfgt Acesso em agosto 2016
[52] KRANZ R WENDL F WUPPER Influence of EDM conditions on the toughness of
tool steels Thyssen Edelst Techn Ber 5 p 100-105 1990
[53] MARAFONA J D Processos de electroerosatildeo por penetraccedilatildeo e fio Faculdade de
Engenharia da Universidade do Porto Porto 2002
[54] McGEOUGH J A Advanced Methods of Machining Chapman and Hall Cambridge
1988
[55] FERRARESI D Usinagem dos metais Satildeo Paulo EdgardBluumlcher 1v 1970-2000
[56] AMORIM F L Tecnologia de Eletroerosatildeo por Penetraccedilatildeo da Liga de Alumiacutenio AMP
8000 e da Liga de Cobre CuBe para Ferramentas de Moldagem de Materiais Plaacutesticos Tese
128
(Doutorado em Engenhara Mecacircnica) Departamento de Engenharia Mecacircnica Universidade
Federal de Santa Catarina ndash UFSC Florianoacutepolis Brasil 147f 2002
[57] FLANtildeO O AYESTA I IZQUIERDO B SAacuteNCHEZ J A RAMOS J M
Experimental study on the influence of electrode geometry and electrode path on wear pattern
in EDM 19th CIRP Conference on Electro Physical and Chemical Machining Spain Procedia
CIRP 68 p 405 ndash 410 2018
[58] GUITRAU E P The EDM Handbook Hanser Gardner Publications Cincinnati 1997
[59] DAVIM J P Princiacutepios da Maquinagem Livraria Almedina Coimbra 1995
[60] HENTZ E A SCHAEFFER L KNOLL P K Influecircncia da Curva de Escoamento na
Simulaccedilatildeo Computacional do Processo de Forjamento a Quente da Liga de Titacircnio Ti-6al-4v
Ciecircncia amp Engenharia v 16 n 12 p 53-59 2007
[61] CLOUGH R The Finite Element Method in Place Stress Analysis In Anais da 2
Conference on Electronic Method International Computationrdquo Pittsburgh American Society
of Civil Engineers p 345-378 1960
[62] TURNER M CLOUGH R MARTIN H TOPP I Stiffness and Deflection Analysis of
Complex Structures Journal of the Aeronautical Sciences v 23 n 9 p 805-821 1956
[63] SNAPE G CLIFT S BRAMLEY A Parametric sensitivity analyze for FEA of hot
steel forging Journal of Materials Processing Technology Amsterdan v 125-126 p 353-360
2002
[64] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-20-phtmlgt Acessado em agosto de 2016
[65] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-2000-phtmlgt Acessado em setembro de 2016
[66] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-300-mshtmlgt Acessado em fevereiro de 2017
[67] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcontentdamgfac
proddbedmdie-sinkingdeagiecharmilles-form-x-400-600_depdfgt Acessado em janeiro de 2018
[68] KERN-MICROTECHNIK Disponiacutevel em lthttpwwwkern-microtechnikcomenmachine-tool-
manufactureproductskern-pyramid-nanogt Acessado em junho de 2016
129
[69] LAI X et al Modelling and analysis of micro scale milling considering size effect micro
cutter edge radius and minimum chip thickness International Journal of Machine Tools amp
Manufacture 48 (2008) 1-14
[70] SON S M et al Effects of the friction coefficient on the minimum cutting thickness in
micro cutting International Journal of Machine Tools amp Manufacture 45 (2005) 529535
[71] DIETER G E Mechanical Metallurgy McGraw-Hill Book Co 3rd edition 1988
[72] ENGINEERS EDGE Disponiacutevel em lthttpswwwengineersedgecommaterialsspecific
_heat_capacity_of_metals_13259htmgt Acessado em fevereiro de 2019
[73] ACcedilOS BOumlHLER-UDDEHOLM Disponiacutevel em lthttpwwwbohler-uddeholmcombr
mediaK340DEpdfgt Acessado em agosto de 2018
[74] NIAKI K S VAHDAT S E Optimization of Tensile Properties of AISI S1 Tool Steel
The Indian Institute of Metals ndash IIM 2015
[75] JONES B V Temperature and Stress Effect Modeling in Fatigue of H13 Tool Steel at
Elevated Temperatures with Applications in Friction Stir Welding Brigham Young University
Department of Mechanical Engineering 2015
[76] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1973
[77] CPM GmbH Disponiacutevel em lthttpswwwcpmgmbhcomgt Software licenciado
[78] GROENBAEK J NIELSEN E B Stripwound containers for combined radial and axial
prestressing STRECON Technology Journal of Materials Processing Technology Journal of
Materials Processing Technology 71 p 30-35 1997
[79] GROENBAEK J NIELSEN E B New Developments in the Design of High
Performance Stripwound Cold Forging Tools Journal of Materials Processing Technology 46
p 87-97 1994
[80] HINSEL C BISGAARD A ANDRESEN H How to model STRECON stripwound
containers in the FE analysis of forging dies STRECON AS 2013
[81] CRUZ M OLIVEIRA C Efeito da composiccedilatildeo quiacutemica da atmosfera cementante e
dos ciclos termoquiacutemicos na microestrutura e dureza de accedilos baixo carbono cementados e
temperados Dissertaccedilatildeo de Mestrado UFSC Florianoacutepolis 2014
130
[82] CASTRO R M Criteacuterio de projeto para engrenagens helicoidais aplicadas em
transmissotildees mecacircnicas veiculares 2005 220 f Dissertaccedilatildeo (Mestrado Profissionalizante em
Engenharia Automotiva) Escola Politeacutecnica da USP Satildeo Paulo 2005
[83] ASM HANDBOOK Failure Analysis and Prevention ASM International vol 11 2002
[84] KANG J H LEE K O JE J S KANG S S Spur Gear Forging Tool Manufacturing
Method considering Elastic Deformation due to Shrink Fitting Journal of Materials Processing
Technology p 187-188 2007
[85] HO K H NEWMAN T S State of the art electrical discharge machining (EDM)
International Journal of Machine Tools amp Manufacture 43 p 1287 ndash 1300 2003
[86] STEVE C SOMMER P Complete EDM Handbook wwwReliableEDMcom 2015
[87] REBELO J C MORAO DIAS A KREMER D LEBRUN J L Influence of EDM
pulse energy on the surface integrity of martensitic steels Journal of Materials Processing
Technology 84 p 90-96 1998
[88] MENDANHA A Estudo da resistecircncia agrave fratura do accedilo ferramenta para trabalho a frio
do accedilo AISI D2 Dissertaccedilatildeo de Mestrado Escola Politeacutecnica da USP 2004
[89] CUSANELLI G HESSLER-WYSER A BOBARD F DEMELLAYER R PEREZ
R FLUumlKIGER R Microstructure at submicron scale of the white layer produced by EDM
technique Journal of Materials Processing Technology 149 p 289-295 2004
[90] BUumlLENT EKMEKCI Residual stresses and white layer in electric discharge machining
(EDM) Applied Surface Science 253 p 9234-9240 2007
[91] PINEDO C E MEDANHA A GOLDENSTEIN H Influecircncia da microestrutura da
mateacuteria-prima e do tratamento teacutermico na resistecircncia agrave fratura do accedilo AISI D2 Associaccedilatildeo
Brasileira de Metalurgia e Materiais p 54-64 2006
[92] AMORIM F L e WEINGAERTNER WL The behavior of graphite and copper
electrodes on the finish die-sinking electrical discharge machining (EDM) of AISI P20 tool
steel Journal of the Brazilian Society of Mechanical Sciences and Engineering J Braz Soc
Mech Sci amp Eng vol29 no4 Rio de Janeiro 2007
[93] ARANTES L J Avaliaccedilatildeo do Desempenho de Fluidos Dieleacutetricos no Processo de
Usinagem por Descarga Eleacutetricas Dissertaccedilatildeo de Mestrado Universidade Federal de
Uberlacircndia MG 2001
131
[94] BUTTON S Planejamento do processo e projeto de ferramentas para o forjamento a
frio UNICAMP Dpto de Engenharia Mecacircnica 1999
[95] JHA B RAM K eRAO M An overview of technology and research in electrode design
and manufacturing in sinking electrical discharge machining Journal of Engineering Science
and Technology Review 4 (2) pg 118-130 2011
[96] DROZDA T J WICK C Tool and manufacturing engineers handbook 4 ed Dearborn
Society of Manufacturing Engineers 5 v 1983
[97] KLOCKE F KOumlNIG W Fertigungsverfahren 1 Drehen Fraumlsen Bohren 8ordm Auflage
Springer Berlin 2008
[98] KRATOCHVIL R Fresamento de Acabamento em Altas Velocidades de Corte para
Eletrodos de Grafita Industrial Dissertaccedilatildeo de Mestrado Universidade Federal de Santa
Catarina 2004
[99] SOMMER C SOMMER S Complete EDM Handbook Advance Pub
httpwwwreliableedmcomComplete-EDM-Handbookphp 2005
[100] OSAKADA K Cold Forging in Japan Presentation at the 40th International Cold
Forging Group Plenary Meeting Padova Italy September 2007
[101] GROENBAEK J HINSEL C Improved Fatigue Life and Accuracy of Precision
Forging Dies by Advanced Stripwound Prestressing System SME Clinic on Precision Forging
Technology Columbus Ohio USA Nov 10 2000
[102] GROENBAEK J HINSEL C Optimization of Tool Life amp Performance Through
Advanced Material and Prestress Design NACFG Conference Columbus Ohio USA
September 2003
[103] HAumlNSEL M e GEIGER R Leightweight Construction Using Near-Net-Shape Cold
Forgings Technische Mitteilungen Krupp 2 p 83-90 1995
[104] SCHAEFFER L Conformaccedilatildeo dos Metais ndash Metalurgia amp Mecacircnica Editora Riegel
1995
[105] BIGNETTI RA Comparaccedilatildeo entre Simulaccedilotildees pelos Meacutetodos de Elementos Finitos
(FEM) e das Tiras (Slab Method) e Resultados Experimentais no Forjamento a Frio em Accedilo
Inoxidaacutevel AISI 304 Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
132
[106] KUDO H NAKAGAWA T TAMURA K Cropping of Steel Bar ndash ist mechanism
and pratice ICFG - International Cold Forging Group 1967-1992 Objetives History Published
Documents CIRP Paris 1992
[107] KRUumlGER LN Anaacutelise de Paracircmetros na Obtenccedilatildeo de Curvas de Escoamento
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[108] GILAPA GMM Conformaccedilatildeo de Precisatildeo do Accedilo Inoxidaacutevel Austeniacutetico ABNT 304
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[109] ESPINOZA MM Influecircncia dos Tratamentos Teacutermicos na Plasticidade do Accedilo AISI
1050 para a Conformaccedilatildeo a Frio Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1997
[110] ROBERTS GA CARY RA Tool Steels 4ordf Ed ASM p 493 ndash 494 1980
[111] KAMMERER M Produccedilatildeo de Peccedilas Extrudadas Complexas com Materiais natildeo
Convencionais Anais do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo
Regner e L Schaeffer Porto Alegre pg 66-80 1988
[112] GEIGER R State of the Art and Future Developments in Precision Cold Forging Anais
do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo Regner e L Shaeffer
Porto Alegre pg 92-110 1988
[113] BEHRENS B-A MATTHIAS T CZORA M POELMEYER J AHRENS M
Improving the accuracy of numerical investigations of multi-stage sheet metal processes by
coupling a process FE analysis with the machine simulation In Denkena B (edtr) Proc 1st
Int Conf on Process Machine Interactions PMI Hannover Germany p 133-139 2008
[114] BERGER C SCHEERER H ELLERMEIER J Modern materials for forming and
cutting tools ndash overview Mat-wiss u Werkstofftech 41 p 5-1 2010
[115] BOBZIN K LUGSCHEIDER E PINtildeERO C New PVD-coating concepts for highly
stressed tools for environmentally compatible manufacturing processes Mat-wiss u
Werkstofftech 35 1011 p 851-857 2004
[116] BRECHER C SCHAPP L TANNERT M Simulation-aided optimization of
multistage dies ndash Coupled simulation of forging processes with non-linear-elastic machine
models In Denkena B (edtr) Proc 1st Int Conf on Process Machine Interactions PMI
Hannover Germany p 167-174 2008
133
[117] ENGEL U GEIGER M KROISS T VOumlLKL R Process-machine interactions in
cold forging ndash calculation of press tooling stiffness and its integration into FE process
simulation In Yang DY (edtr) Proc of the 9th International Conference on Technology of
Plasticity (ICTP) Gyeongju Korea p 1735-1740 2008
[118] GENSERT H Thread forming In Proc 43rd ICFG Plenary Meeting 13-14
Darmstadt Germany Sep 2010
[119] GROSSMANN K WIEMER H Maschine Werkzeug und Prozess ndash ein ganzheitliches
System In Proc 6th Saumlchsische Fachtagung Umformtechnik Dresden Germany p 210-227
1999
[120] GROSSMANN K HARDTMANN A WIEMER H An advanced forming process
model including the interactions between machine tool and process In Denkena B (edtr)
Proc of 1st Int Conf on Process Machine Interactions PMI Hannover Germany p 125-132
2008
[121] GROENBAEK J RAP ndash Robot Assisted Polishing ndash roboterunterstuumltztes Polieren von
Umformwerkzeugen 23 Jahresteffen der Kaltmassivumformer VDI Duumlsseldorf Jan 2008
English Powerpoint version Workshop ldquoSteel polishingrdquo Fraunhofer Institute for Production
Technology Aachen Oct 2008
[122] GROENBAEK J AYGEN M High performance die technology that supports high
service life and parts of high accuracy JSTP Forging Group Meeting 21 Nagoya JPN 2009
[123] HAumlNSEL M Der Werkzeugbau im Spannungsfeld von Markt- und
Kundenanforderungen in der Kaltmassivumformung 3 Boumlhler Werkzeugstahl-Symposium
Neue Entwicklungen im Werkzeugbau Heidelberg DE 15-16 Mar 2006
[124] HINSEL C Anforderungen an Werkzeugstaumlhle in der Massivumformung hinsichtlich
Fertigung und Einsatzbedingungen 4 Boumlhler Werkzeugstahl-Symposium Mannheim
Germany 8-9 April 2008
[125] HINSEL C Surface characterization of cold forging tools ICFG Workshop ldquoSurface
Finishing of Cold Forging Toolsrdquo Sonderborg Denmark 16 April 2008
[126] HOFMANN T RAEDT H-W Net shape splines and near net shape gears by forging
In Yoshida Y Matsumoto R Proc 5th JSTP International Seminar on Precision Forging
Kyoto Japan 16-19 p 87-92 March 2009
134
[127] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part One General Aspects of
Tool Life (ICFG Doc No 1402) Bamberg Meisenbach 2002
[128] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Two Quality
Requirements for Tool Manufacturing (ICFG Doc No 1604) Bamberg Meisenbach 2004
[129] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Three Application of
PM- steel and tungsten carbide material for cold forging tools - a comparison between Europe
amp Japan (ICFG Doc No 1706) Bamberg Meisenbach 2006
[130] KLOCKE F GERSCHWILER K CORDES S FRITSCH R PVD coating systems
for environmentally friendly machining In International Symposium on Friction Wear and
Wear Protection 09-11 April 2008 p 541-546 Aachen 2009
[131] KROISS T ENGEL U MERKLEIN M Modelling of the behavior of a cold forging
process considering the deflection of tooling system and press In Altintas Y (edtr) Proc
2nd Int Conf on Process Machine Interactions PMI Vancouver Canada 2010
[132] KUGLER P GROPP S DIERKEN R GOTTSCHLING S Temperature controlled
surface hardening of industrial toolsmdashexperiences with 4 kW-diode-laser In Geiger M Otto
A Proc 3rd Laser Assisted Net Shape Eng LANE Erlangen Germany p 191ndash198 2001
[133] MERKLEIN M Manufacturing of complex functional components with variants by
using a new sheet metal forming process In Ruan X-Y (edtr) Proc of 42nd ICFG Plenary
Meeting Shanghai 2009
[134] MERKLEIN M KOCH J SCHNEIDER T OPEL S VIERZIGMANN U
Manufacturing of complex functional components with variants by using a new metal forming
process ndash sheet-bulk metal forming Int J Material Forming 3 p 347-350 2010
[135] wwwutfsciencede III2011 Engel U et al Tooling solutions p 2424 Verlag
Meisenbach GmbH Franz-Ludwig-Straszlige 7a 96047 Bamberg wwwumformtechniknet
[136] QUINTENZ G RAEDT H-W Global manufacturing excellence of lightweight
transmission components 3rd CTI Symposium Automotive Transmission North America
Detroit (MI) USA 12-14 May 2009
[137] RAEDT H-W Advanced design and manufacturing of forged components for
automotive applications JSAE Spring Congress Pacifico Yokohama Japan 23 May 2008
135
10 ANEXOS
ANEXO A
Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22 (=001 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 001 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1707 1222 904 744 658 614
002 3231 2732 2351 2107 1924 1771
006 3989 3489 3084 2803 2570 2355
010 4406 3913 3503 3203 2942 2690
012 4566 4078 3665 3359 3088 2822
016 4830 4351 3938 3622 3332 3042
020 5046 4576 4164 3840 3536 3225
022 5141 4676 4265 3937 3626 3307
026 5312 4856 4446 4113 3791 3454
030 5463 5016 4608 4271 3938 3586
032 5533 5089 4683 4344 4006 3648
036 5662 5227 4823 4480 4133 3762
040 5781 5353 4952 4605 4251 3867
042 5836 5412 5013 4665 4306 3917
046 5941 5525 5128 4777 4412 4011
050 6039 5630 5236 4883 4511 4100
060 6260 5867 5481 5122 4735 4301
070 6452 6076 5696 5334 4933 4478
136
ANEXO B
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1905 1371 1019 840 743 692
002 3434 2907 2505 2248 2055 1893
006 4198 3678 3259 2967 2725 2501
010 4616 4108 3687 3379 3110 2850
012 4775 4274 3853 3539 3260 2986
016 5039 4550 4131 3809 3512 3214
020 5253 4777 4361 4032 3722 3403
022 5348 4877 4463 4131 3815 3487
026 5517 5058 4647 4312 3984 3639
030 5667 5218 4812 4472 4135 3775
032 5736 5292 4888 4546 4204 3838
036 5864 5430 5029 4685 4335 3956
040 5981 5556 5160 4813 4455 4064
042 6036 5616 5221 4874 4512 4115
046 6140 5729 5338 4988 4620 4212
050 6237 5834 5447 5096 4721 4303
060 6453 6071 5694 5339 4950 4509
070 6643 6278 5911 5554 5152 4691
137
ANEXO C
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
000 2012 1451 1082 892 789 735
002 3541 2998 2585 2321 2123 1957
006 4306 3775 3348 3051 2805 2577
010 4723 4208 3780 3468 3196 2931
012 4882 4374 3948 3631 3348 3069
016 5144 4651 4229 3904 3604 3301
020 5358 4878 4460 4129 3816 3493
022 5452 4978 4562 4229 3910 3578
026 5621 5159 4748 4411 4081 3733
030 5769 5320 4913 4573 4234 3871
032 5838 5394 4990 4648 4304 3935
036 5965 5531 5132 4788 4436 4054
040 6081 5657 5263 4917 4558 4163
042 6135 5717 5325 4978 4615 4215
046 6238 5829 5442 5093 4724 4314
050 6334 5934 5551 5202 4826 4406
060 6549 6170 5799 5446 5057 4614
070 6736 6377 6016 5662 5261 4798
138
ANEXO D
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=005 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 005 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 3878 3794 3667 3530 3386 3237
006 4872 4766 4607 4435 4254 4067
010 5417 5299 5122 4931 4730 4522
014 5808 5683 5493 5288 5072 4849
018 6120 5987 5787 5571 5344 5109
020 6255 6119 5915 5694 5462 5222
022 6380 6242 6033 5808 5571 5326
026 6605 6462 6246 6013 5768 5514
030 6804 6657 6435 6194 5942 5680
034 6983 6832 6604 6357 6098 5830
038 7146 6992 6758 6506 6241 5966
040 7223 7066 6831 6575 6307 6030
042 7296 7138 6900 6642 6372 6091
046 7436 7275 7032 6769 6493 6207
050 7565 7402 7154 6887 6606 6316
054 7687 7521 7270 6998 6713 6417
058 7802 7633 7378 7103 6813 6513
060 7857 7687 7430 7153 6861 6559
062 7911 7740 7481 7202 6908 6604
066 8014 7841 7579 7296 6998 6690
070 8113 7937 7672 7385 7084 6772
139
ANEXO E
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 4111 4022 3888 3743 3590 3432
006 5165 5053 4884 4702 4510 4311
010 5743 5618 5431 5228 5015 4794
014 6158 6025 5823 5606 5377 5141
018 6488 6347 6135 5906 5665 5416
020 6631 6488 6271 6037 5791 5536
022 6764 6617 6396 6157 5906 5646
026 7002 6851 6622 6375 6115 5846
030 7214 7057 6822 6567 6299 6022
034 7404 7243 7001 6740 6465 6180
038 7576 7412 7165 6897 6616 6325
040 7658 7492 7242 6971 6687 6392
042 7736 7568 7315 7042 6755 6458
046 7883 7712 7455 7176 6884 6581
050 8021 7847 7585 7302 7004 6696
054 8150 7973 7707 7419 7117 6803
058 8272 8092 7822 7530 7223 6905
060 8330 8150 7878 7583 7274 6954
062 8387 8205 7931 7635 7324 7001
066 8496 8312 8035 7735 7419 7093
070 8601 8415 8134 7830 7511 7180
140
ANEXO F
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 42985 42054 40650 39131 37537 35884
006 53996 52826 51063 49155 47152 45076
010 60036 58736 56775 54654 52426 50118
014 64379 62985 60882 58608 56219 53744
018 67827 66358 64143 61746 59230 56622
020 69327 67825 65561 63112 60540 57874
022 70712 69181 66871 64373 61749 59031
026 73207 71622 69231 66644 63928 61114
030 75415 73781 71318 68653 65856 62956
034 77400 75723 73195 70461 67589 64614
038 79208 77492 74905 72106 69168 66123
040 80055 78322 75707 72878 69908 66831
042 80870 79119 76477 73620 70620 67511
046 82412 80627 77935 75024 71966 68798
050 83851 82035 79296 76333 73223 69999
054 85201 83356 80573 77563 74402 71126
058 86474 84602 81777 78722 75514 72189
060 87085 85199 82355 79278 76047 72699
062 87680 85781 82917 79819 76566 73196
066 88825 86902 84000 80862 77567 74152
070 89917 87969 85032 81856 78520 75063
141
ANEXO G
Desenho do sistema de acionamento de junta articulada do martelo da prensa mecacircnica utilizada nos experimentos
Fonte Manual Komatsu MKN 450 A
142
ANEXO H
Lista de peccedilas do sistema de acionamento do martelo da prensa
143
ANEXO I
Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela Gerdau Accedilos Finos Piratini em julho de 2018
144
ANEXO J
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg1
145
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg2
146
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg3
147
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg4
148
ANEXO L
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg1
149
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg2
150
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg3
151
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg4
152
ANEXO M
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg1
153
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg2
154
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg3
155
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg4

IV
AGRADECIMENTOS
Agrave empresa ZEN SA em especial aos setores de Ferramentaria Produccedilatildeo e Metrologia os
quais foram de extrema importacircncia nos desenvolvimentos execuccedilotildees de projetos ensaios e
mediccedilotildees dimensionais aplicando toda a sua experiecircncia
Agrave empresa GF Machining Solutions pelo suporte cedido nos ensaios referentes agraves suas
maacutequinas especialmente na pessoa do Sr Rafael Doretto gerente de vendas e aplicaccedilotildees
Ao Institut fuumlr Umformtechnik (IFU) pelos ensaios e informaccedilotildees prestadas ao longo deste
periacuteodo de desenvolvimento
Ao Professor Dr Liacuterio Schaeffer pela oportunidade de ter desenvolvido esta Tese sob sua
orientaccedilatildeo Ao Dr Alberto Guerreiro Moreira Brito pelo auxiacutelio com artigos sobre o tema da
tese e discussotildees sobre teorias citadas neste trabalho
Ao Programa de Poacutes-Graduaccedilatildeo em Engenharia de Minas Metaluacutergica e de Materiais por ter
recebido este trabalho como significativo para a aacuterea de pesquisa
A minha famiacutelia por ter sempre estado ao meu lado apoiando e abdicando de momentos de
lazer para que eu pudesse conduzir este trabalho
V
SUMAacuteRIO
LISTA DE FIGURAS VIII LISTA DE TABELAS XII LISTA DE SIacuteMBOLOS XIV LISTA DE ABREVIATURAS XVII RESUMO XVIII
ABSTRACT XIX
1 INTRODUCcedilAtildeO 20 11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO 22
12 ROTEIRO DE DESENVOLVIMENTO 23
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA 24 21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO A FRIO 24
211 Condiccedilotildees gerais do processo de extrusatildeo 24 212 Tipos de processos de extrusatildeo 25 213 Extrusatildeo a frio de accedilos 26
22 FERRAMENTAS PARA EXTRUSAtildeO A FRIO 28 221 Punccedilotildees 28
222 Matrizes 29 223 Estado de tensotildees 31 224 Aneacuteis de cintamento 31 225 Dimensionamento de punccedilotildees e matrizes 33 226 Revestimentos para ferramentas de extrusatildeo 34
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO 35
231 Aumento de temperatura por trabalho de extrusatildeo 36
24 O ATRITO NA EXTRUSAtildeO A FRIO 36
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE EXTRUSAtildeO
A FRIO 39
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO 43
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS 46 271 Normas para especificaccedilatildeo de engrenagens 46 272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328 47 273 Desvios isolados 47 274 Desvio de passo individual (fpt) acumulado (fpk) e total (Fp) 48 275 Desvio de perfil (Fα ffα fHα) 48 276 Desvio de linha de flanco (Fβ ffβ fHβ) 50
277 Batimento radial (Fr) 51 278 Graus de qualidade 51
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO 53 281 Eletrodo para ferramenta de extrusatildeo 54
VI
282 Desgaste do eletrodo 55
29 SIMULACcedilAtildeO COMPUTACIONAL 56 291 Elementos finitos aplicados agrave extrusatildeo a frio 57
3 MATERIAIS E MEacuteTODOS 59 31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DE
ELETRODOS E CAVIDADE DE MATRIZ 59 311 Eletrodos fabricados por microusinagem 61
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO 63
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE TIRAS
DE ACcedilO 64 331 Dados do processo de extrusatildeo 65 332 Caacutelculo da forccedila de extrusatildeo no processo 67 333 Dimensionamento dos aneacuteis para sistema convencional de cintamento 68 334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo 71 335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON 72
34 PRENSA MECAcircNICA 74
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS 75 351 Accedilo ao Boro SAE 10B22 75 352 Curvas de escoamento verdadeiras 76
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO A FRIO 79
4 SIMULACcedilAtildeO POR ELEMENTOS FINITOS DO PROCESSO DE EXTRUSAtildeO A FRIO DE ENGRENAGEM CILIacuteNDRICA DE DENTES RETOS 82 41 ANAacuteLISE DO COMPORTAMENTO ELAacuteSTICO DA ENGRENAGEM
EXTRUDADA APOacuteS A EXTRACcedilAtildeO DA MATRIZ 82 411 Anaacutelise do efeito dos aneacuteis de cintamento para minimizar os desvios dimensionais por preacute-tensionamento da ferramenta 85 412 Comparaccedilatildeo dos resultados de simulaccedilatildeo numeacuterica 87 413 Anaacutelise comparativa da accedilatildeo dos aneacuteis de cintamento convencionais e por
enrolamento de tiras de accedilo sobre a matriz e engrenagem extrudada 93
5 ANAacuteLISE EXPERIMENTAL 102 51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
102 52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
110 521 RESULTADOS 111
6 DISCUSSOtildeES DOS RESULTADOS 120
7 CONCLUSOtildeES 122
8 SUGESTOtildeES PARA TRABALHOS FUTUROS 123
VII
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS 124
10 ANEXOS 134
ANEXO A - Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22
(=001 s-1) Fonte JMatPro 135 ANEXO B - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=1 s-1) Fonte JMatPro 136 ANEXO C - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=10 s-1) Fonte JMatPro 137 ANEXO D - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=005 s-1) 138 ANEXO E - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=1 s-1) 139 ANEXO F - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=10 s-1) 140 ANEXO G - Desenho do sistema de acionamento de junta articulada do martelo da prensa
mecacircnica utilizada nos experimentos 141 ANEXO H ndash Lista de peccedilas do sistema de acionamento do martelo da prensa 142 ANEXO I ndash Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela
Gerdau Accedilos Finos Piratini em julho de 2018 143 ANEXO J ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 144 ANEXO L ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento 148 ANEXO M ndash Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 152
VIII
LISTA DE FIGURAS
Figura 1 - Fluxograma das etapas de desenvolvimento 23
Figura 2 - Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio 26
Figura 3 - Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio 27
Figura 4 - Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior b) Sistema de extraccedilatildeo inferior 28
Figura 5 - Formas construtivas para matrizes de extrusatildeo direta 30
Figura 6 - Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo 31
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo 32
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia 34
Figura 9 - Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional 37
Figura 10 - Forccedila devido ao fator de atrito (m) na extrusatildeo direta 37
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo 39
Figura 12 - Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo 40
Figura 13 - Matriz de extrusatildeo com um anel de cintamento 41
Figura 14 - Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo 42
Figura 15 - Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) 42
Figura 16 - Representaccedilatildeo de ferramenta montada com sistema STRECON 43
Figura 17 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1 Fonte JMatPro 45
Figura 18 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1 s-1 Fonte JMatPro 45
Figura 19 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro 46
Figura 20 - Desvios de passo das engrenagens 48
Figura 21 - Desvio de perfil 49
Figura 22 - Desvios de perfil segundo ISO 1328-1 49
Figura 23 - Desvio de linha de flanco 50
Figura 24 - Desvios da linha de flanco segundo ISO 1328-1 50
Figura 25 - Batimento radial 51
Figura 26 - Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas 54
IX
Figura 27 - Desenho da matriz MT-3673 para a extrusatildeo de engrenagem 59
Figura 28 - Maacutequina de eletroerosatildeo a fio modelo CUT 20P 60
Figura 29 - Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S 60
Figura 30 - Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS 60
Figura 31 - Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 61
Figura 32 - Centro de microusinagem 5 eixos KERN Pyramid Nano 61
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento 63
Figura 34 - Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331 64
Figura 35 - Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330 64
Figura 36 - Eletrodo para acabamento por penetraccedilatildeo EL-0987 65
Figura 37 - Sistema convencional de aneacuteis de cintamento duplo 66
Figura 38 - Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673 67
Figura 39 - Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673 70
Figura 40 - Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo 70
Figura 41 - Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos
experimentos 72
Figura 42 - Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel
interno e externo e matriz
73
Figura 43 - Prensa mecacircnica Komatsu com capacidade de forccedila 450 toneladas 74
Figura 44 - Transfer de alimentaccedilatildeo e aacuterea de prensagem 74
Figura 45 - Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo da curva de
escoamento 76
Figura 46 - Aacuterea de ensaio do equipamento Geeble 3800 Fonte IFU Stuttgart 77
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 005s-1 77
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1s-1 78
Figura 49 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10s-1 78
Figura 50 - Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D 79
Figura 51 - Desenho da matriz MT-6313 79
Figura 52 - Matriz MT-6313 montada em sistema de aneacuteis de cintamento duplo 80
Figura 53 - Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida 81
X
Figura 54 - Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328 81
Figura 55 - Vista em corte do ferramental de extrusatildeo a frio direta 83
Figura 56 - Ferramenta simplificada para simulaccedilatildeo a) Vista frontal lado direito em corte b) Vista isomeacutetrica em corte 84
Figura 57 - Dados de entrada para a simulaccedilatildeo numeacuterica 84
Figura 58 - Esforccedilo resultante da operaccedilatildeo de extrusatildeo a frio do pinhatildeo 85
Figura 59 - Representaccedilatildeo esquemaacutetica do avanccedilo de ferramenta da simulaccedilatildeo numeacuterica 85
Figura 60 - Modelo utilizado na segunda simulaccedilatildeo Ajuste dos diacircmetros do anel de cintamento interno 86
Figura 61 - Dados de entrada para a segunda simulaccedilatildeo numeacuterica 86
Figura 62 - Deslocamento radial aplicado apoacutes o ajuste de interferecircncia de montagem 87
Figura 63 - Metodologia de avaliaccedilatildeo dos desvios dimensionais resultantes da simulaccedilatildeo numeacuterica 88
Figura 64 - Anaacutelise dos desvios entre modelo de projeto e peccedila de simulaccedilatildeo numeacuterica 88
Figura 65 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral esquerda) 89
Figura 66 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral direita) 89
Figura 67 - Desvios dimensionais do flanco do dente de engrenagem Segunda simulaccedilatildeo (vista lateral esquerda) 90
Figura 68 - Tensatildeo de escoamento (119896119891) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do pinhatildeo 91
Figura 69 - Deformaccedilatildeo verdadeira (120593) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do
pinhatildeo 91
Figura 70 - Velocidade de deformaccedilatildeo () do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 71 - Distribuiccedilatildeo de temperatura (119879) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 72 - Configuraccedilatildeo de malha para simulaccedilatildeo do preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 93
Figura 73 - Deslocamento radial devido ao preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
94
Figura 74 - Tensatildeo axial (σz) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
95
Figura 75 - Tensatildeo tangencial (σt) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
XI
Figura 76 - Tensatildeo radial (σr) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
Figura 77 - Tensatildeo equivalente (σe) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 97
Figura 78 - Tensatildeo radial (σr) resultante no dente de engrenagem extrudado 98
Figura 79 - Tensatildeo tangencial (σt) resultante no dente de engrenagem extrudado 99
Figura 80 - Tensatildeo axial (σz) resultante no dente de engrenagem extrudado 100
Figura 81 - Tensatildeo equivalente (σe) resultante no dente de engrenagem extrudado 101
Figura 82 - Deformaccedilatildeo verdadeira (φ) resultante no dente de engrenagem extrudado 101
Figura 83 - Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos 102
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S 104
Figura 85 - Desenho do eletrodo EL-0926 105
Figura 86 - Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3 106
Figura 87 - Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON 110
Figura 88 - Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional b) Sistema STRECON 110
Figura 89 - Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio 111
Figura 90 - a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional 114
Figura 91 - Grau de qualidade (Q) X desvios dimensionais da MT-3673 116
Figura 92 - Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida 117
Figura 93 - Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673 118
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados 119
XII
LISTA DE TABELAS
Tabela 1 - Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta 26
Tabela 2 - Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento 32
Tabela 3 - Valores referenciais para o coeficiente de atrito micro 38
Tabela 4 - Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro 44
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos 47
Tabela 6 - Grau de qualidade para desvio de perfil 52
Tabela 7 - Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado 56
Tabela 8 - Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores 57
Tabela 9 - Composiccedilatildeo quiacutemica do material para os eletrodos em cobre 62
Tabela 10 - Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 63
Tabela 11 - Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo 66
Tabela 12 - Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212 71
Tabela 13 - Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 14 - Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 75
Tabela 15 - Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 16 - Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313 80
Tabela 17 - Deslocamento radial da ferramenta devido ao niacutevel de preacute-tensionamento 94
Tabela 18 - Tensatildeo axial (σz) devido ao preacute-tensionamento da matriz por diferentes sistemas 95
Tabela 19 - Tensatildeo tangencial (σt) devido ao preacute-tensionamento da matriz por diferentes sistemas 96
Tabela 20 - Tensatildeo radial (σr) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 21 - Tensatildeo equivalente (σe) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 22 - Tensatildeo radial (σr) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 23 - Tensatildeo tangencial (σt) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 24 - Tensatildeo axial (σz) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 25 - Tensatildeo equivalente (σe) no dente de engrenagem do sistema por enrolamento de tiras 100
Tabela 26 - Desvios de flanco de engrenagem 105
XIII
Tabela 27 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 1) 106
Tabela 28 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 2) 107
Tabela 29 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 3) 107
Tabela 30 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331
na CUT 300 mS em CuW 108
Tabela 31 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330
na CUT 300 mS 108
Tabela 32 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
na CUT 300 mS 109
Tabela 33 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
apoacutes a erosatildeo por penetraccedilatildeo 109
Tabela 34 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento convencional 112
Tabela 35 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento STRECON 112
Tabela 36 - Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento convencionais 113
Tabela 37 - Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento STRECON 113
Tabela 38 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 115
Tabela 39 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD 115
Tabela 40 - Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 117
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo 118
Tabela 42 - Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados 119
XIV
LISTA DE SIacuteMBOLOS
Siacutembolo Denominaccedilatildeo Unidade a Parcela de energia transformada em calor [] ae Avanccedilo lateral de usinagem no microfresamento [mm] A0 Aacuterea da geratriz [mm] A1 Aacuterea final extrudada [mm] A Constante para caacutelculo do diacircmetro d1 do primeiro anel de cintamento [-] Ac Constante para caacutelculo do diacircmetro d2 do segundo anel de cintamento [-] B Constante para caacutelculo de A do primeiro anel de cintamento [-] Bc Constante para caacutelculo de Ac do segundo anel de cintamento [-] 119888119872 Calor especiacutefico [JkgdegC] C Constante da lei de Hollomon-Ludwik kf = Cφn [Nmm2] d Diacircmetro interno da cavidade da matriz [mm] D Diacircmetro externo do conjunto matrizanel [mm] d0 Diacircmetro externo da geratriz [mm] d1 Diacircmetro externo da matriz [mm] d2 Diacircmetro externo do primeiro anel [mm] dz Diacircmetro apoacutes extrusatildeo direta [mm] E Moacutedulo de elasticidade [Nmm2] E+ Modelo dos aneacuteis de cintamento STRECON [-] F Forccedila de extrusatildeo [kN] Fc Forccedila de atrito entre a cavidade da matriz superior e a geratriz [kN] Fd Forccedila de atrito entre as paredes da matriz de extrusatildeo e a geratriz [kN] Ff Forccedila devido ao atrito [kN] ffα Desvio de Forma de Perfil [μm] fHα Desvio Angular de Perfil [μm] Fα Desvio Total de Perfil [μm] fβ Desvio Individual de Heacutelice [μm] fHβ Desvio Angular de Heacutelice [μm] Fβ Desvio Total de Heacutelice [μm] Fp Desvio Total de Passo [μm] fpt Desvio Individual de Passo [μm] Fr Desvio de Batimento Radial [μm] fZ Avanccedilo de usinagem por dente [mmin] h Avanccedilo de punccedilatildeo de extrusatildeo [mm] h0 Altura da geratriz [mm] hk Altura natildeo deformada do material extrudado [mm] hz Profundidade do furo do extrudado [mm] hpeccedila-matriz Coeficiente de transferecircncia de calor entre peccedila e matriz [Wm2degC]
hpeccedila-ambiente Coeficiente de transferecircncia de calor entre peccedila e ambiente [Wm2degC]
hmatriz-ambiente Coeficiente de transferecircncia de calor entre matriz e ambiente [Wm2degC]
K Quantidade de Passos de engrenagem [-] 119896 Tensatildeo limite de elasticidade em cisalhamento puro [Nmm2]
XV
119896119891 Tensatildeo de escoamento [Nmm2] 1198961198910 Tensatildeo de escoamento inicial (p φ=0) [Nmm2] 119896119891119898 Tensatildeo de escoamento meacutedia [Nmm2] 119896119891119898119886119905119903119894119911 Tensatildeo de escoamento do material da matriz [Nmm2] 119896119891119888119894119899119905 Tensatildeo de escoamento do material da ferramenta de anel uacutenico [Nmm2] 1198961198911198881198941198991199051 Tensatildeo de escoamento do material do primeiro anel [Nmm2] 1198961198911198881198941198991199052 Tensatildeo de escoamento do material do segundo anel [Nmm2]
L Comprimento total de matriz [mm] Lα Comprimento de perfil [μm] LAE Comprimento de perfil entre os pontos A e E [μm] LAF Comprimento de perfil entre os pontos A e F [μm] Ld1 Grau de esbeltez [-] m Fator de atrito [-] mk Moacutedulo de engrenagem [-] n Iacutendice de encruamento [-] P Tensatildeo normal de contato entre superfiacutecies [Nmm2] pt Passo de engrenagem [μm] Q Grau da qualidade de engrenagem [-] R Deslocamento na matriz devido aos aneacuteis de cintamento [mm] RV Raio do volante da prensa [mm] RA Reduccedilatildeo de aacuterea [] rβ Raio de gume da ferramenta de usinagem [μm] SW Avanccedilo do punccedilatildeo mm T Temperatura [degC] Tr Trabalho de extrusatildeo Nm U Constante para caacutelculo de A sobre aneacuteis de cintamento [-] VF Velocidade da ferramenta mms Vt Velocidade tangencial mms X Desvio dimensional do dente de engrenagem [μm] Z Nuacutemero de dentes de engrenagem [-] z1 Interferecircncia de montagem entre matriz e primeiro anel de cintamento [mm] z2 Interferecircncia de montagem entre 1ordm e 2ordm segundo aneacuteis de cintamento [mm]
LISTA DE SIacuteMBOLOS GREGOS
α Acircngulo de concordacircncia entre matriz inferior e superior [deg] αp Acircngulo de pressatildeo [deg] μ Coeficiente de atrito [-]
ν Coeficiente de Poisson [-]
к Condutividade teacutermica WmK
ρ Densidade relativa [gcm3] Ɛ Deformaccedilatildeo relativa [] φ Deformaccedilatildeo verdadeira [-] Oslashmontagem Diacircmetro de montagem dos aneacuteis e matrizes [mm]
XVI
Oslashexterno Diacircmetro externo da geratriz [mm] Oslashinterno Diacircmetro interno da geratriz [mm] Oslashp Diacircmetro primitivo da engrenagem [mm] δ0 Espessura de parede de geratriz [mm] δ1 Espessura final de parede do extrudado [mm] 120578119865 Fator de rendimento do processo de extrusatildeo [-] Ɛf Interferecircncia relativa entre matriz e anel de cintamento []
σtr Resistecircncia agrave traccedilatildeo [Nmm2]
ξ Resistividade eleacutetrica [μΩm]
σz Tensatildeo axial [Nmm2]
σe Tensatildeo equivalente [Nmm2]
σr Tensatildeo radial [Nmm2]
σt Tensatildeo tangencial [Nmm2]
τ Tensatildeo de cisalhamento na interface geratrizferramenta [Nmm2]
ω Velocidade angular rads Velocidade de deformaccedilatildeo [1s]
XVII
LISTA DE ABREVIATURAS
ABNT Associaccedilatildeo Brasileira de Normas Teacutecnicas
AGMA American Gear Manufacturers Association
AISI American Iron and Steel Institute
APC Aresta Posticcedila de Corte
ASTM American Society for Testing and Materials
BS British Standards
BSI British Standards Institution
DIN Deutches Institut fuumlr Normung (German Institute of Standardization)
DLC Diamond Like Carbon
EDM Electrical Discharge Machining
EL Eletrodo
IACS International Annealed Copper Standard
gpm Golpes por minuto
ISO International Organization for Standardization
IT International Tolerance
JIS Japanese Industrial Standards
MT Matriz
ppm Partes por milhatildeo
PVD Physical Vapor Deposition
TG Tamanho de Gratildeo
SAE Society of Automotive Engineers
ZTA Zona Termicamente Afetada
XVIII
RESUMO
O trabalho tem como finalidade o desenvolvimento do processo o projeto e a fabricaccedilatildeo do
ferramental de uma engrenagem extrudada a frio utilizando o accedilo SAE 10B22 As matrizes
foram fabricadas em accedilo-ferramenta K340 com dureza no intervalo de 60 ndash 62 HRC Os aneacuteis
de cintamento foram fabricados em accedilos de maior tenacidade tais como AISI S1 e AISI H13
O punccedilatildeo de recalque foi fabricado em accedilo AISI M2 bem como o punccedilatildeo de furaccedilatildeo em accedilo
VF800 AT Os estudos sobre eletroerosatildeo a fio e por penetraccedilatildeo foram conduzidos para
desenvolver uma metodologia de fabricaccedilatildeo de eletrodos e matrizes de extrusatildeo de precisatildeo
para engrenagens Tambeacutem avaliou-se a diferenccedila entre maacutequinas de usinagem por
eletroerosatildeo a fio e microfresamento de diferentes capacidades de precisatildeo resultando na
determinaccedilatildeo de um roteiro especiacutefico para a obtenccedilatildeo de eletrodos com alto acabamento e
precisatildeo de forma A aplicaccedilatildeo de aneacuteis de cintamento com o objetivo de preacute-tensionamento
das ferramentas foi analisada para dois cenaacuterios sendo um deles o meacutetodo convencional
baseado em sistema de aneacuteis duplos com accedilo-ferramenta e o outro um sistema de cintamento
por enrolamento de tiras de accedilo de alta resistecircncia O sistema de alta resistecircncia apresentou
melhor resultado no controle das distorccedilotildees dimensionais do dente de engrenagem O preacute-
tensionamento das ferramentas foi fundamental para atingir os resultados de melhoria de
qualidade esperados Os resultados obtidos na anaacutelise numeacuterica e no procedimento
experimental demonstraram que o processo proposto neste trabalho eacute capaz de produzir
engrenagens ciliacutendricas retas por extrusatildeo com grau de qualidade conforme a ISO 1328
similar agravequelas obtidas por processos convencionais de usinagem como hobbing shaving e
retificaccedilatildeo Para desvios de perfil foi possiacutevel alterar o grau de qualidade da cavidade da matriz
de 10 para 5 a qual resultou em uma melhoria na engrenagem extrudada de grau de qualidade
11 para 7
Palavras-chave extrusatildeo a frio simulaccedilatildeo numeacuterica engrenagem matriz de extrusatildeo
usinagem por eletroerosatildeo
XIX
ABSTRACT
The research aims to develop the process of production the project and tooling
manufacturing of high precise cold extruded gears based on the SAE 10B22 steel Dies were
manufactured in tool steel K340 in a range of hardness from 60 up to 62 HRC The shrink rings
were manufactured in steel grades with greater toughness like AISI S1 and AISI H13 In
addition the upsetting punch was manufactured in high speed steel AISI M2 as well as the
hole punch with the steel VF 800 AT The studies regarding wire electrical discharge machining
and die sinking were carried out to develop a manufacturing method for precise extrusion dies
of gears Also the differences between wire discharge machining equipments in different
precision levels were evaluated to stablish a specific routine to produce high precise electrodes
The application of shrink rings for prestressing of the tooling was evaluated based on two
methods being one of them the more usual with double shrink rings made by tool steel and the
other one is the stripwinding technique The stripwinding technique has showed a better
performance regarding dimensional scattering of the gear teeth Prestressing of the tools was
important to reach the expected results of quality improvement of gears Results which were
obtained in the finite element analysis and experimental procedure demonstrated that the
proposed process in this study is able to produce spur gears by cold extrusion with an accuracy
grade according ISO 1328 similar to those produced by additional machining processes such
like hobbing shaving and grinding For profile deviation was possible to change the gear
accuracy grade of die cavity from 10 to 5 which allowed to obtain an accuracy grade equal to 7
for the cold extruded gear
Keywords cold extrusion numerical simulation gear extrusion die electrical discharge
machining
20
1 INTRODUCcedilAtildeO
Nos anos recentes o setor automotivo tem apresentado diversas propostas de melhoria da
qualidade e aumento de eficiecircncia aplicada a toacutepicos como consumo de combustiacutevel e sistemas
de transmissatildeo Os fabricantes de automoacuteveis tecircm a desafiadora missatildeo de reduzir o peso e
aumentar a resistecircncia de cada componente em funccedilatildeo dos exigentes sistemas de transmissatildeo
da atualidade Em linhas gerais os produtos podem obter maior resistecircncia mecacircnica atraveacutes
da tecnologia de extrusatildeo Aleacutem disto a extrusatildeo a frio eacute a tecnologia recomendada para atingir
a maior precisatildeo dimensional do produto
A extrusatildeo a frio merece uma atenccedilatildeo especial na fabricaccedilatildeo de peccedilas com geometrias
complexas pois existem limitaccedilotildees no grau de deformaccedilatildeo da mateacuteria prima trabalhada bem
como limitaccedilotildees da proacutepria ferramenta a qual eacute solicitada mecanicamente Por se tratar de
deformaccedilatildeo a frio de peccedilas de accedilo esse processo requer uma alta quantidade de energia
mecacircnica que resulta em altas tensotildees entre peccedila e ferramentas provocando a deformaccedilatildeo das
matrizes Nessas ferramentas altas tensotildees satildeo predominantes sendo de extrema importacircncia
atenuaacute-las buscando operaccedilotildees que auxiliem a melhor forma de escoamento do material
durante o processo A extrusatildeo a frio possui essa caracteriacutestica e com o auxiacutelio da simulaccedilatildeo
numeacuterica pelos Meacutetodos dos Elementos Finitos e dos Volumes Finitos torna-se possiacutevel uma
melhor anaacutelise para o desenvolvimento de peccedilas assimeacutetricas com geometria complexa e
proacutexima da peccedila acabada Esses recursos somados a grande experiecircncia de uma forjaria com
destacada atuaccedilatildeo no segmento de extrudados permitiu desenvolver um processo de extrusatildeo
a frio de engrenagens ciliacutendricas retas com a precisatildeo de forma de seu dentado no mesmo niacutevel
conseguido por operaccedilotildees de usinagem de acabamento de superfiacutecie
Para obtenccedilatildeo de produtos de precisatildeo tais como engrenagens o processo de extrusatildeo a frio
torna-se uma praacutetica comumente utilizada Todavia natildeo eacute somente a variaacutevel responsaacutevel pelo
resultado A colaboraccedilatildeo de variaacuteveis adjacentes tais como materiais tratamento teacutermico e a
fabricaccedilatildeo de ferramentas satildeo fundamentais O desenvolvimento tecnoloacutegico e controle de
qualidade desde o iniacutecio do processo ateacute o produto satildeo indispensaacuteveis para obter resultados
positivos na extrusatildeo a frio os quais satildeo relacionados com materiais de alta qualidade e teacutecnicas
de corte e lubrificaccedilatildeo de geratrizes Estas etapas satildeo sucedidas por processos de usinagem e
tratamento teacutermico O conjunto destes processos unido agrave extrusatildeo a frio tem alcanccedilado um
importante avanccedilo tecnoloacutegico na fabricaccedilatildeo de engrenagens de precisatildeo
21
A motivaccedilatildeo que impulsiona os estudos em conjunto com outras aacutereas de manufatura gera
grande valor agregado Estes desenvolvimentos levam agrave viabilidade comercial de perfis de
dentes de engrenagem de alta qualidade prontos para a aplicaccedilatildeo Contudo para a aplicaccedilatildeo
onde a extrema alta qualidade dos dentes natildeo eacute necessaacuteria tais como diferenciais automotivas
os perfis de engrenagem extrudados podem ser aplicados sem necessidade de usinagem
posterior Quando se trata de engrenagens para caixa de sistemas de transmissatildeo a precisatildeo
dimensional tem somente sido alcanccedilada com operaccedilotildees de usinagem adicionais Alguns
processos consideram operaccedilotildees de calibraccedilatildeo a frio apoacutes a extrusatildeo dos dentes com
temperatura
No processo de manufatura de pinhotildees para impulsores de partida a engrenagem dos
pinhotildees eacute produzida por extrusatildeo a frio em accedilo baixo carbono ligado ao boro A sequecircncia das
operaccedilotildees aplica ao produto acabado uma seacuterie de deformaccedilotildees em relaccedilatildeo ao seu perfil de
projeto as quais se excederem a maacutexima toleracircncia permitida podem afetar a funcionalidade
da engrenagem O grau de qualidade de engrenagem eacute definido a partir dos desvios de forma
que o flanco do dente apresenta em relaccedilatildeo ao seu perfil teoacuterico
O sistema de precisatildeo de engrenagens com perfil de evolvente abrange um grande campo de
engrenagens a partir de dentes com excepcional precisatildeo ateacute dentes de qualidade muito comum
Doze graus de qualidade de precisatildeo identificados por seu nuacutemero respectivo em ordem
decrescente de precisatildeo satildeo estabelecidas pela norma ISO 1328-1
No processo de extrusatildeo a frio existem diversas variaacuteveis que podem contribuir para o
acreacutescimo de erro ao produto resultante Estas variaacuteveis vatildeo desde o projeto de ferramenta sua
fabricaccedilatildeo materiais selecionados e resistecircncia de montagem agraves condiccedilotildees de mateacuteria-prima a
ser extrudada maquinaacuterio e efeitos de deformaccedilatildeo de material A precisatildeo do dente extrudado
depende da precisatildeo de fabricaccedilatildeo da cavidade da matriz e sua forma eacute comprometida
principalmente por dois fatores
A deformaccedilatildeo na regiatildeo elaacutestica da matriz devido agraves altas tensotildees de extrusatildeo
A expansatildeo teacutermica quando os extrudados satildeo conduzidos agrave elevada temperatura bem
como contraccedilotildees apoacutes o retorno agrave temperatura ambiente
Baseado no exposto estudos considerando os fatores da cadeia de manufatura de
engrenagens satildeo realizados utilizando a estrutura de ferramentaria e linha de produccedilatildeo por
extrusatildeo a frio da empresa ZEN SA
22
11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO
As tendecircncias na extrusatildeo a frio de precisatildeo para peccedilas complexas em accedilo ao carbono levam
ao aumento consideraacutevel das cargas no ferramental Em paralelo requisitos econocircmicos exigem
a otimizaccedilatildeo do desempenho e vida uacutetil das matrizes de extrusatildeo Dentre os variados meacutetodos
para melhoria destas propriedades o cintamento ou inclusatildeo de aneacuteis das matrizes de extrusatildeo
eacute um paracircmetro chave no projeto da ferramenta
Estudos referentes agrave deformaccedilatildeo de ferramenta durante as operaccedilotildees de extrusatildeo satildeo
fundamentais para a previsatildeo da qualidade final da engrenagem A repetibilidade na fabricaccedilatildeo
das ferramentas de extrusatildeo eacute muito importante para garantir a qualidade da peccedila extrudada na
induacutestria Nesta pesquisa um meacutetodo ineacutedito de fabricaccedilatildeo de ferramentas de extrusatildeo eacute
sugerido para garantir a precisatildeo dimensional da peccedila extrudada e o aumento da resistecircncia agraves
tensotildees radiais da ferramenta O efeito da deformaccedilatildeo elaacutestica da ferramenta atraveacutes da
aplicaccedilatildeo dos aneacuteis de cintamento e operaccedilotildees de extrusatildeo seraacute apresentada utilizando a anaacutelise
por elementos finitos 3D Baseado na amplitude da deformaccedilatildeo elaacutestica definida pela
simulaccedilatildeo o perfil de eletrodo para o processo de eletroerosatildeo pode ser definido Mediccedilotildees em
maacutequina tridimensional seratildeo realizadas para a ferramenta e a peccedila extrudada com o objetivo
de comparar experimental e analiticamente os resultados apoacutes a deformaccedilatildeo plaacutestica
O objetivo geral deste estudo eacute demonstrar a capacidade do processo de extrusatildeo a frio de
produzir engrenagens de alta precisatildeo comparado aos processos de usinagem onde os desvios
de microgeometria do dentado atingem graus de qualidade especificados para sistemas de
transmissatildeo automotivos por exemplo A extrusatildeo a frio eacute um processo jaacute adotado para a
produccedilatildeo de engrenagens Contudo para ferramentas convencionais de extrusatildeo os desvios
atingidos ficam aqueacutem dos requisitos de maior rigor do setor automotivo necessitando de
processos posteriores de acabamento O ineditismo deste trabalho estaacute no desenvolvimento de
um conceito de ferramenta de extrusatildeo a frio que permita produzir engrenagens na sua forma
final com qualidade de perfil de evolvente equivalente aos processos convencionais de
acabamento tais como a retificaccedilatildeo reduzindo o custo de produccedilatildeo e justificando-o
O objetivo especiacutefico desta tese eacute definir um de projeto inovador de ferramenta fabricaccedilatildeo
de matrizes eletroerosatildeo e sequecircncia de processo por extrusatildeo a frio para produccedilatildeo de
engrenagens ciliacutendricas de dentes retos com alta precisatildeo de perfil de evolvente do dente O
efeito dos aneacuteis de cintamento utilizado em ferramentas para aumento da resistecircncia agraves tensotildees
do processo de extrusatildeo a frio eacute analisado sob diferentes meacutetodos de aplicaccedilatildeo
23
12 ROTEIRO DE DESENVOLVIMENTO
O diagrama mostrado na figura 1 mostra as etapas executadas neste trabalho
Figura 1 ndash Fluxograma das etapas de desenvolvimento
SELECcedilAtildeO DA ENGRENAGEM PARA ANAacuteLISE
Definiccedilatildeo do perfil de engrenagem para anaacutelises definiccedilatildeo
da sequecircncia de processo de fabricaccedilatildeo
CONTROLE GEOMEacuteTRICO DA
ENGRENAGEM
Definiccedilatildeo dos desvios
dimensionais ISO 1328 caacutelculo de
toleracircncias grau de qualidade
DEFINICcedilAtildeO DOS ANEacuteIS DE
CINTAMENTO
Aplicaccedilatildeo dos aneacuteis de cintamento
principais materiais utilizados meacutetodos
de montagem
DEFINICcedilAtildeO DO PROCESSO
Seleccedilatildeo de equipamentos para a
fabricaccedilatildeo de eletrodos
eletroerosatildeo a fio e penetraccedilatildeo projeto
dos eletrodos prensa para a
extrusatildeo
PROJETO DA FERRAMENTA
DE EXTRUSAtildeO A FRIO
Descriccedilatildeo dos componentes
materiais caacutelculo da forccedila interferecircncias
diacircmetros de montagem anaacutelise de viabilidade do
projeto
MATEacuteRIA-PRIMA
Definiccedilatildeo de material para engrenagem
extrudada ensaios para determinaccedilatildeo
da curva de escoamento
SIMULACcedilAtildeO NUMEacuteRICA DO
PROCESSO
Anaacutelise de preenchimento da
cavidade desvios de forma apoacutes a
extrusatildeo efeitos do cintamento
convencional e por enrolamento de tiras
RESULTADOS
Produccedilatildeo de amostras de engrenagens
comparando aneacuteis de cintamento
convencionais e de enrolamento por
tiras
ANAacuteLISE EXPERIMENTAL
Fabricaccedilatildeo de eletrodos de
precisatildeo e matriz de extrusatildeo de
engrenagem por eletroerosatildeo por
penetraccedilatildeo
24
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA
21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO MECAcircNICA A FRIO
A conformaccedilatildeo mecacircnica a frio eacute a denominaccedilatildeo geneacuterica para processos nos quais eacute
aplicada uma forccedila externa agrave mateacuteria-prima fazendo-a adquirir a forma desejada por
deformaccedilatildeo plaacutestica A designaccedilatildeo a frio refere-se ao fato de que durante o processamento o
material conformado encontra-se em temperaturas (na maioria dos casos a temperatura
ambiente) que natildeo provocam a sua recristalizaccedilatildeo Assim os produtos conformados a frio
apresentam-se encruados com um niacutevel de resistecircncia mecacircnica aumentado
A deformaccedilatildeo elaacutestica de ferramentas de conformaccedilatildeo tem efeito direto sobre a dimensatildeo
final da peccedila conformada Para prever as alteraccedilotildees dimensionais em uma peccedila conformada
devem ser verificados a amplitude da deformaccedilatildeo elaacutestica e seu comportamento Pesquisas
relacionadas agrave deformaccedilatildeo elaacutestica em ferramentas de conformaccedilatildeo tecircm sido conduzidas sob o
ponto de vista experimental e de anaacutelise numeacuterica Matsubara e Kudo [1] determinaram a
distribuiccedilatildeo de pressatildeo na interface entre ferramentas e materiais usando um dispositivo de
sensoriamento simples e um meacutetodo de caacutelculo proposto de distribuiccedilatildeo de tensatildeo durante a
conformaccedilatildeo a frio [2] Para mediccedilatildeo de deformaccedilatildeo na cavidade da matriz em operaccedilotildees de
conformaccedilatildeo um transdutor de deslocamento capacitivo ou strain gauge pode ser aplicado
[3][4] Com o desenvolvimento do meacutetodo de anaacutelise numeacuterica as anaacutelises elaacutestica e elasto-
plaacutestica de deformaccedilatildeo foram aplicadas para obter as distribuiccedilotildees de tensatildeo por Raddad e
Kocanda [5] Aleacutem disto Lee e Lee [6-8] realizaram simulaccedilotildees numeacutericas e experimentais
para comparar os resultados em ferramentas de conformaccedilatildeo a frio Todos os comportamentos
de deformaccedilatildeo da ferramenta nas operaccedilotildees de conformaccedilatildeo descarregamento e ejeccedilatildeo foram
investigados e medidos com o auxiacutelio de strain gauge e condiccedilotildees de anaacutelises numeacutericas
otimizadas foram sugeridas para minimizar o tempo de anaacutelise em complexas mediccedilotildees
tridimensionais Rosochowski and Balendra [9] estudaram comportamentos resultantes do
descarregamento das ferramentas para prever a precisatildeo dimensional da peccedila apoacutes a
conformaccedilatildeo
211 Condiccedilotildees gerais do processo de extrusatildeo
O processo de extrusatildeo permite que um componente simples como um tarugo ou geratriz
seja plasticamente conformado entre as ferramentas (matrizes de extrusatildeo) para que se obtenha
o perfil final desejado Em outras palavras um componente de geometria simples eacute
25
transformado em um outro complexo conformado por ferramentas que possuem a geometria
desejada e aplicam pressatildeo ao material metaacutelico deformando-o [10]
Os fenocircmenos fiacutesicos que descrevem uma operaccedilatildeo de extrusatildeo satildeo difiacuteceis de serem
expressos por relaccedilotildees quantitativas Fenocircmenos como o escoamento de metais o atrito na
interface ferramenta-peccedila a geraccedilatildeo e a transferecircncia de calor durante o escoamento plaacutestico
do metal e seu relacionamento com a microestrutura propriedades e as condiccedilotildees de processo
apresentam dificuldades de previsatildeo e anaacutelise [11]
O principal objetivo de qualquer meacutetodo de anaacutelise que considere os fenocircmenos
anteriormente descritos eacute auxiliar o projeto de extrusatildeo envolvendo essencialmente as
seguintes etapas
a) estabelecer as relaccedilotildees cinemaacuteticas (forma velocidades taxas de deformaccedilotildees) entre as
regiotildees extrudada e natildeo extrudada a fim de prever o escoamento metaacutelico
b) estabelecer o limite de conformabilidade a fim de determinar se eacute ou natildeo possiacutevel a
extrusatildeo da peccedila metaacutelica sem a geraccedilatildeo de falhas internas ou superficiais
c) prever as forccedilas e tensotildees necessaacuterias para efetuar a operaccedilatildeo de extrusatildeo a fim de que o
ferramental e equipamento possam ser projetados ou selecionados
212 Tipos de processos de extrusatildeo
Os processos baacutesicos que envolvem extrusatildeo a frio satildeo classificados de acordo com a direccedilatildeo
de escoamento do material como a extrusatildeo direta e a inversa Ainda em funccedilatildeo do formato
final da peccedila como a extrusatildeo de geratrizes em forma de cilindros maciccedilos ou de cilindros com
furo Limites de deformaccedilatildeo relativa e verdadeira para accedilos convencionais na extrusatildeo direta a
frio satildeo informados na tabela 1
A seguir a legenda auxilia a representaccedilatildeo ao discriminar cada item da figura 2 para as
referidas operaccedilotildees
I Antes da extrusatildeo
II Apoacutes a extrusatildeo
a) Punccedilatildeo superior b) Inserto
c) Material extrudado d) Extrator
e) Punccedilatildeo inferior f) Matriz
26
Figura 2 ndash Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio [12]
Tabela 1 ndash Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta [12]
213 Extrusatildeo a frio de accedilos
A extrusatildeo a frio eacute realizada sem preacute-aquecimento da mateacuteria-prima ou das ferramentas que
satildeo aquecidas durante o processo devido principalmente agrave velocidade de deformaccedilatildeo e ao
atrito Neste caso agrave medida que o metal eacute extrudado ocorre o encruamento sua resistecircncia
mecacircnica aumenta e a ductilidade diminui [13] podendo ocorrer falhas por ruptura antes de se
atingir as dimensotildees finais desejadas caso a deformaccedilatildeo seja excessiva
27
Para que se evitem essas dificuldades as operaccedilotildees de extrusatildeo a frio em geral satildeo realizadas
em etapas com operaccedilotildees de tratamento teacutermico intermediaacuterias as quais permitem uma maior
flexibilidade para a obtenccedilatildeo de produtos com variados graus de encruamento [14]
Normalmente o accedilo fornecido em bobinas jaacute se apresenta no estado coalescido Apoacutes as
operaccedilotildees iniciais para a formaccedilatildeo da geratriz e o tratamento teacutermico intermediaacuterio haacute a
lubrificaccedilatildeo pois a condiccedilatildeo de atrito entre a matriz e o material de trabalho eacute de grande
importacircncia na extrusatildeo da peccedila O lubrificante deve aceitar altas pressotildees da ordem de 2000
Nmm2 na extrusatildeo do accedilo para minimizar o atrito entre a ferramenta e o material sob
deformaccedilatildeo Os processos de ensaboamento e aplicaccedilatildeo de bissulfeto de molibdecircnio satildeo
largamente utilizados em geratrizes obtidas em prensas de muacuteltiplos estaacutegios mecacircnicas ou
hidraacuteulicas
Quando comparado a outros processos a extrusatildeo a frio apresenta as seguintes vantagens
[15]
Grande economia de mateacuteria-prima
Possibilidade de produzir peccedilas de geometria complexa com tempo reduzido de processo
(figura 3)
Grande precisatildeo de medidas e geometrias com elevada qualidade superficial
Melhoria das caracteriacutesticas mecacircnicas das peccedilas extrudadas a frio mediante
aproveitamento do aumento de dureza e do fibramento mecacircnico favoraacutevel
Figura 3 ndash Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio [16]
28
22 FERRAMENTA PARA EXTRUSAtildeO A FRIO
As ferramentas de extrusatildeo a frio satildeo normalmente compostas por punccedilotildees responsaacuteveis
pela compressatildeo da mateacuteria-prima matrizes superior e inferior e aneacuteis de cintamento os quais
tecircm papel importante no controle das dimensotildees do extrudado e na vida uacutetil da matriz As
figuras 4a e 4b ilustram dois exemplos de conjuntos de ferramentais utilizados sejam eles em
prensas hidraacuteulicas ou excecircntricas
a) b)
Figura 4 ndash Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior
b) Sistema de extraccedilatildeo inferior [13]
A estrutura tiacutepica das ferramentas de extrusatildeo a frio considera aleacutem das matrizes que
proporcionam a geometria final da peccedila punccedilotildees extratores e aneacuteis de cintamento Os aneacuteis de
cintamento satildeo responsaacuteveis pelo preacute-tensionamento da ferramenta onde a mesma eacute colocada
em estado de tensotildees compressivas com o objetivo de reduzir o ponto de tensatildeo maacutexima apoacutes
a aplicaccedilatildeo dos esforccedilos de extrusatildeo Estes componentes satildeo fabricados em accedilos raacutepido accedilos-
ferramenta agrave diferentes durezas ou mesmo metal-duro
221 Punccedilotildees
Os punccedilotildees podem ser divididos em dois grupos principais
a) punccedilotildees simples ndash tecircm a funccedilatildeo de pressionar o material em direccedilatildeo agraves paredes da matriz
O criteacuterio fundamental para escolha de materiais para este tipo de punccedilatildeo eacute a alta resistecircncia agrave
compressatildeo Accedilos como D2 Vanadis 4 e S290 da Bohler-Uddeholm satildeo indicados
29
b) punccedilotildees de recalque - aleacutem de comprimir o material em direccedilatildeo agrave matriz inferior tambeacutem
tecircm a funccedilatildeo de conformar a cabeccedila do extrudado Os materiais destes punccedilotildees devem aleacutem
de apresentar alta resistecircncia agrave compressatildeo possuir grande resistecircncia ao desgaste Accedilos como
K340 K390 M2 S390 (Bohler-Uddeholm) e VF 800AT (Villares) satildeo exemplos de aplicaccedilotildees
para esta classe de punccedilatildeo
Punccedilatildeo de furaccedilatildeo eacute o componente que penetra na furaccedilatildeo de uma peccedila ciliacutendrica oca e
fornece a forma agrave parede interna de uma peccedila tubular Este punccedilatildeo estaacute sujeito ao desgaste e agrave
alta solicitaccedilatildeo de compressatildeo portanto o material selecionado para esta ferramenta deve
apresentar alta resistecircncia ao desgaste e elevado limite de escoamento Os accedilos AISI M2 S790
e K360 satildeo largamente utilizados O punccedilatildeo extrator conforma a base da peccedila e geralmente eacute
utilizado tambeacutem para extrair a peccedila para fora da matriz
No caso de punccedilotildees para extrusatildeo a frio deve ser considerado que devido aos esforccedilos a
que estatildeo submetidos a ruptura ocorre com maior frequecircncia quanto maior for a relaccedilatildeo (hz
Oslashinterno) onde hz eacute a profundidade da perfuraccedilatildeo e Oslashinterno o diacircmetro interno Na produccedilatildeo em
seacuterie se deve respeitar para os accedilos a relaccedilatildeo hz Oslashinterno lt 25
A norma VDI 3186 [17] recomenda a seguinte sequecircncia para o dimensionamento de um
punccedilatildeo seja de recalque ou furaccedilatildeo
a) determinaccedilatildeo da pressatildeo conf as normas VDI 3185[18] vols1 2 e 3 e 3138 vol 2 [19]
b) projeto da forma externa e das medidas
c) escolha de um material para ferramenta adequado levando em consideraccedilatildeo a tenacidade
exigida a durabilidade os custos e as possibilidades da produccedilatildeo
A folga entre o punccedilatildeo e a matriz normalmente eacute dimensionada entre 002 e 005 mm para
processos a frio Este paracircmetro tem grande importacircncia pois deve sempre permitir o aumento
do diacircmetro do punccedilatildeo pela deformaccedilatildeo elaacutestica
222 Matrizes
As matrizes de extrusatildeo satildeo as ferramentas responsaacuteveis pela definiccedilatildeo da geometria da
seccedilatildeo transversal do produto extrudado Devido aos esforccedilos de extrusatildeo as matrizes satildeo
submetidas a tensotildees internas elevadas Assim devem ser projetadas e construiacutedas com
materiais que apresentem elevada resistecircncia agrave compressatildeo bem como elevada tenacidade
Os accedilos ferramenta satildeo classificados de acordo com suas caracteriacutesticas metaluacutergicas
principais ou de acordo com sua aplicaccedilatildeo A classificaccedilatildeo do American Iron and Steel Institute
30
(AISI) eacute a mais utilizada pela induacutestria de ferramentaria e tem se mostrado uacutetil para a seleccedilatildeo
do produto Apesar de existirem diversos tipos de accedilos ferramenta normatizados
internacionalmente para inuacutemeras aplicaccedilotildees e solicitaccedilotildees a induacutestria trabalha com uma gama
reduzida de opccedilotildees Satildeo preferidos aqueles que possuem suas propriedades e desempenhos
consagrados ao longo do tempo como por exemplo os accedilos AISI H13 AISI D2 e AISI M2
Contudo fabricantes tecircm sugerido ao mercado ligas de accedilo que trazem benefiacutecios agraves aplicaccedilotildees
tais como CALDIE K340 (Bohler-Uddeholm) e Cryodur 2379 (Schmolz-Bickenbach)
As normas VDI 3176 [20] e VDI 3186 [21] apresentam os criteacuterios para dimensionamento
de matrizes de extrusatildeo
Para o projeto das matrizes devem ser considerados dois aspectos principais
1) A tensatildeo e a forccedila de extrusatildeo exigidas
2) O projeto e a geometria das matrizes e aneacuteis de cintamento
Geralmente as matrizes de extrusatildeo satildeo submetidas a elevadas tensotildees que normalmente
natildeo satildeo suportadas pelos materiais empregados em sua fabricaccedilatildeo Por isso as matrizes satildeo
geralmente preacute-tensionadas atraveacutes do uso de aneacuteis de cintamento de modo a aumentar sua
resistecircncia agrave tensatildeo radial na cavidade da matriz
Aleacutem do uso de aneacuteis de cintamento podem-se adotar variados procedimentos para a
construccedilatildeo das matrizes os quais satildeo mostrados na figura 5
lsquo Figura 5 ndash Formas construtivas para matrizes de extrusatildeo direta [20]
31
223 Estado de tensotildees
No processo de extrusatildeo existe na zona de deformaccedilatildeo um estado triaxial de tensotildees [22]
Na extrusatildeo de peccedilas com simetria axial as trecircs tensotildees principais satildeo
bull Tensatildeo axial σz
bull Tensatildeo radial σr
bull Tensatildeo tangencial σt
Atraveacutes da Teoria Elementar da Plasticidade pode-se avaliar qualitativamente a relaccedilatildeo que
existe entre as tensotildees principais A figura 6 mostra a distribuiccedilatildeo de tensotildees para o caso de
uma extrusatildeo direta de geratriz com furo interno
Figura 6 ndash Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo [22]
Pela Teoria de Escoamento de Tresca pode-se calcular a tensatildeo radial σr que seraacute a tensatildeo
atuante na parede lateral da cavidade da matriz Este valor eacute importante para o caacutelculo dos aneacuteis
de cintamento da ferramenta de extrusatildeo A tensatildeo axial σz eacute calculada em funccedilatildeo da forccedila de
extrusatildeo
224 Aneacuteis de cintamento
A tensatildeo radial resultante na cavidade das matrizes durante a extrusatildeo atinge niacuteveis que
muitas vezes podem ultrapassar o limite elaacutestico dos materiais empregados em sua fabricaccedilatildeo
Pode-se aumentar a capacidade de resistecircncia agraves tensotildees internas dessas matrizes utilizando-se
um anel de cintamento mediante a prensagem a frio do nuacutecleo ou pela dilataccedilatildeo teacutermica do
anel de cintamento Entatildeo eacute exercida uma pressatildeo axial sobre a superfiacutecie de contato que coloca
o nuacutecleo sob preacute-tensotildees tangenciais e radiais
Quando a resistecircncia agrave pressatildeo de uma ferramenta com preacute-tensatildeo simples for insuficiente
pode-se alcanccedilar uma elevaccedilatildeo da resistecircncia com um segundo anel de cintamento sempre se
32
observando que natildeo eacute permitido ultrapassar os limites elaacutesticos do nuacutecleo e dos aneacuteis Um
aspecto de grande importacircncia destacado para o projeto das matrizes refere-se ao
dimensionamento dos aneacuteis de cintamento [21] A resistecircncia do anel de cintamento eacute dada
pelas suas dimensotildees tensatildeo de escoamento e dureza do material Os materiais normalmente
empregados para os aneacuteis devem apresentar boa tenacidade e ductilidade a dureza de utilizaccedilatildeo
deve ser menor que as matrizes responsaacuteveis pela formaccedilatildeo da peccedila proporcionando o
comportamento elaacutestico da ferramenta Quanto mais afastado do nuacutecleo da ferramenta menor
seraacute a dureza do anel O anel dos sistemas simples apresenta uma dureza aproximada de 48
HRC Para os sistemas duplos o anel interno eacute endurecido dentro de uma faixa de 52-54 HRC
e o anel externo na faixa de 46-48 HRC Os accedilos utilizados para a fabricaccedilatildeo dos aneacuteis variam
entre AISI S1 AISI H13 VMO e W360 (Bohler-Uddeholm)
A tabela 2 mostra a recomendaccedilatildeo para a quantidade de aneacuteis a serem aplicados em uma
ferramenta de acordo com a tensatildeo radial na cavidade O esquema da ferramenta eacute mostrado na
figura 7
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo [20]
Tabela 2 ndash Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento [20]
Tensatildeo radial (σr)
Nmm2
Nuacutemero de aneacuteis
requeridos Dd Diacircmetro de montagem
σr lt 1000
1000 lt σr lt 1600
1600 lt σr lt 2200
2200 lt σr
nenhum
um
dois
trecircs
4 a 5
4 a 6
4 a 6
4 a 6
d1=dA D=dA2B
d1=09radic119863 119889 d2=09radic119863 1198891
33
Onde A eacute uma constante calculada pela equaccedilatildeo (1) [23]
A = [12 (1 + 1119861 ) minus 119880]12 eq (1)
sendo 119861 = 119896119891119898119886119905119903119894119911119896119891119888119894119899119905 e 119880 = 120590119903119896119891119898119886119905119903119894119911
A interferecircncia diametral para montagem dos componentes representadas por z1 e z2 eacute dada
pelas equaccedilotildees (2) e (3)
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) eq (2)
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) eq (3)
sendo 119861119888 = 11989611989111988811989411989911990511198961198911198881198941198991199052 e Ac eacute calculado pela equaccedilatildeo (1) em funccedilatildeo de Bc
Deve-se destacar que para cada caso de porta-ferramentas de prensa devido ao uso de
conjuntos padronizados o diacircmetro D poderaacute variar Desta forma os caacutelculos dos demais
diacircmetros de interferecircncia devem ser considerados a partir desta restriccedilatildeo
A geometria das superfiacutecies de contato entre os aneacuteis pode ser ciliacutendrica ou cocircnica Para
grandes interferecircncias prefere-se a forma cocircnica que facilita bastante a montagem da matriz
com os aneacuteis Deve-se verificar especialmente no caso de superfiacutecies cocircnicas que o nuacutecleo natildeo
seja expulso pelas forccedilas de prensagem extraccedilatildeo ou separaccedilatildeo
A figura 8 apresenta o criteacuterio para a escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de
interferecircncia de acordo com a relaccedilatildeo entre o comprimento e o diacircmetro da matriz
225 Dimensionamento de punccedilotildees e matrizes
Devido aos esforccedilos desenvolvidos durante a conformaccedilatildeo a frio de engrenagens
basicamente de extrusatildeo e recalque as ferramentas mais solicitadas satildeo os punccedilotildees e as
matrizes
De um modo geral no projeto dessas ferramentas deve-se considerar
a) as matrizes devem possuir anel de cintamento simples ou muacuteltiplo conforme solicitaccedilatildeo
b) os punccedilotildees devem ser os mais curtos possiacuteveis para evitar flambagem
34
c) na extrusatildeo o punccedilatildeo deve ser cuidadosamente guiado sobre a matriz para evitar
excentricidade
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia [20]
A fim de evitar sobrecargas das ferramentas de extrusatildeo eacute sugerida a pressatildeo real limite para
matrizes e punccedilotildees [24]
a) valores-limite para a tensatildeo radial (σr) na cavidade das matrizes
sem anel de cintamento σr lt 1000 Nmm2
com anel de cintamento simples e nuacutecleo de accedilo σr lt 1600 Nmm2
com anel de cintamento simples e nuacutecleo de metal duro σr lt 1500 Nmm2
com anel de cintamento duplo e nuacutecleo de accedilo σr lt 2200 Nmm2
com anel de cintamento duplo e nuacutecleo de metal duro σr lt 2000 Nmm2
b) valores-limite para a tensatildeo axial (σz) em punccedilotildees de recalque e furaccedilatildeo
punccedilotildees em accedilo-ferramenta σz lt 1800 Nmm2
punccedilotildees para extrusatildeo a frio em accedilo raacutepido altamente ligado σz lt 2500 Nmm2
226 Revestimentos para ferramentas de extrusatildeo
A extrusatildeo direta de perfis de engrenagens envolve grande quantidade de energia de
deformaccedilatildeo devido ao atrito o que provoca um desgaste excessivo nas paredes da cavidade da
matriz Considerando a estabilidade de geometria necessaacuteria para engrenagens automotivas o
desgaste ocorrido em matrizes de extrusatildeo em uma produccedilatildeo seriada pode prejudicar a
funcionalidade do produto em sua aplicaccedilatildeo A soluccedilatildeo utilizada em larga escala para minimizar
35
o desgaste eacute o aumento da dureza superficial atraveacutes da deposiccedilatildeo de filme fino Estes filmes
satildeo formados normalmente por materiais ceracircmicos de alta dureza
Segundo estudos realizados por Vetter (1996) [25] os revestimentos satildeo beneacuteficos natildeo
apenas para diminuir o desgaste de ferramentas mas tambeacutem melhorar a qualidade superficial
do produto extrudado aumentar a produtividade e diminuir o uso de lubrificantes
Os filmes mais utilizados em ferramentas de extrusatildeo a frio satildeo aplicados pelo meacutetodo de
deposiccedilatildeo fiacutesica de vapor (PVD - Physical Vapor Deposition) A aplicaccedilatildeo de revestimentos
por este meacutetodo eacute realizada a temperaturas na faixa de 250degC a 500degC permitindo que os
substratos natildeo percam suas propriedades mecacircnicas devido a um alto aquecimento O processo
PVD consiste em evaporar o material soacutelido por aquecimento atraveacutes de feixe de eleacutetrons ou
por iacuteons positivos e depositaacute-lo no substrato [26]
A maioria dos revestimentos aplicados por PVD eacute formada por DLC (Diamond Like
Carbon) nitretos (ex TiN CrN TiNAl) carbetos (ex TiC CrC) oacutexidos (ex alumina) ou
ainda uma combinaccedilatildeo destes como o TiCNAl A espessura de deposiccedilatildeo do filme varia entre
4 μm e 6 μm O revestimento utilizado nas ferramentas envolvidas neste trabalho tem o nome
comercial de Advanced Alcrona fornecido pela Oerlikon Balzers
A camada Advanced significa uma base obtida por nitretaccedilatildeo gasosa a qual aumenta a
dureza de superfiacutecie e sua resistecircncia agrave compressatildeo O revestimento Alcrona PRO fornece alta
estabilidade teacutermica proteccedilatildeo contra o desgaste abrasivo e alta dureza [27]
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO
A forccedila de extrusatildeo direta ou indireta eacute calculada pela equaccedilatildeo (4) 119865 = 1198600119896119891119898120593120578119865 eq (4)
O fator de rendimento (120578119865) varia entre 04 para geometrias mais complexas com pequenas
deformaccedilotildees e 07 para geometrias simples com grandes deformaccedilotildees [28]
Para casos em que a matriz apresenta acircngulos de transiccedilatildeo entre geometrias que facilitam o
escoamento a forccedila de extrusatildeo pode ser calculada pela equaccedilatildeo (5) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (5)
A expressatildeo final apoacutes o sinal de adiccedilatildeo da equaccedilatildeo (5) representa a forccedila de atrito entre o
material extrudado e a parede da matriz
36
O trabalho de extrusatildeo eacute dado pelas equaccedilotildees (6) e (7)
119879119903 = 119865 119878119882 eq (6)
Onde SW = h0 - hk eq (7)
231 Aumento de temperatura por trabalho de extrusatildeo
Durante a extrusatildeo ocorre a transformaccedilatildeo do trabalho de extrusatildeo em aumento de
temperatura Esse aumento de temperatura devido ao trabalho de extrusatildeo (120599119862) eacute calculado pela
equaccedilatildeo (8) 120599119862 = 119896119891120593119888119872 120588 119886 eq (8)
onde a eacute a parcela de energia transformada em calor
Pela teoria da definiccedilatildeo desta expressatildeo a perda na distorccedilatildeo da rede cristalina devido agrave
austenita retida e natildeo transformada em calor eacute de 10 [22]
24 O ATRITO NA EXTRUSAtildeO A FRIO
Nas uacuteltimas deacutecadas uma explicaccedilatildeo fiacutesica para o comportamento do atrito foi definida
como ldquoTeoria Adesivardquo Esta teoria define que a aacuterea de contato verdadeira eacute uma pequena
parcela da aacuterea de contato aparente A aacuterea de contato verdadeira eacute formada pela rugosidade
desta forma com o aumento das forccedilas de extrusatildeo maior eacute a contribuiccedilatildeo da rugosidade no
contato entre superfiacutecies [29] Em operaccedilotildees de extrusatildeo o atrito tem grande influecircncia devido
ao seu efeito sobre as forccedilas de conformaccedilatildeo mecacircnica (ou energia) e escoamento de material
na cavidade da matriz assim como a qualidade do produto e a vida uacutetil da ferramenta A
precisatildeo dos modelos de atrito eacute ainda desconhecida e torna complexa a definiccedilatildeo de um modelo
uacutenico que inclua todos os paracircmetros de deformaccedilatildeo para todas as operaccedilotildees de conformaccedilatildeo
mecacircnica Erinosho e Akinlabi (2016) [30] estudaram o efeito do atrito na aacuterea de contato
deformada durante operaccedilotildees de conformaccedilatildeo
O atrito eacute um dos paracircmetros mais significativos a serem considerados na extrusatildeo direta
devido ao escoamento de material ocorrer ao longo da cavidade da matriz entatildeo a contribuiccedilatildeo
da energia necessaacuteria ao esforccedilo final pode ser alta Domiacutenguez e Claver (2015) [31]
conduziram estudos por simulaccedilatildeo numeacuterica com o software DEFORM para investigar os
efeitos do atrito no processo de extrusatildeo direta utilizando o accedilo AISI 1010 A figura 9 mostra a
geometria da geratriz e matriz de extrusatildeo utilizados na simulaccedilatildeo numeacuterica computacional
37
Figura 9 ndash Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional [31]
O atrito tem efeito importante sobre os esforccedilos resultantes na extrusatildeo direta A forccedila devido
ao atrito resultante do processo de extrusatildeo eacute obtida pela equaccedilatildeo (9)
Ff = Fc + Fd eq (9)
Quando a geratriz eacute pressionada ao longo da cavidade da matriz na extrusatildeo direta a forccedila
de extrusatildeo eacute diretamente relacionada agrave forccedila devido ao atrito entre as paredes da cavidade da
matriz superior e a geratriz (Fc) e entre a matriz de extrusatildeo e a geratriz (Fd)
Para avaliar esta influecircncia duas condiccedilotildees extremas foram consideradas na simulaccedilatildeo
computacional o fator de atrito maacuteximo (m = 1) e a condiccedilatildeo de atrito ausente (m = 0) Assim
com as forccedilas de extrusatildeo resultantes das duas situaccedilotildees limite o efeito da forccedila devido ao atrito
pocircde ser obtido e analisado Na figura 10 o efeito da forccedila devido ao atrito eacute representado pelo
caacutelculo da diferenccedila entre as forccedilas resultantes das duas condiccedilotildees limites para a extrusatildeo direta
Figura 10 ndash Forccedila devido ao fator de
atrito (m) na extrusatildeo direta [31]
38
A teoria de Amontons-Coulomb eacute aplicada para o caacutelculo da tensatildeo de cisalhamento (τ)
entre a geratriz e as paredes da matriz nos processos de extrusatildeo [32] A lei do atrito de Coulomb
utiliza o coeficiente de atrito (μ) para quantificar a interface de atrito e eacute expressa pela equaccedilatildeo
(10) 120591 = 120583 119875 para 0le 120583 le0577 eq (10)
onde P eacute a tensatildeo normal de contato entre as superfiacutecies
A tabela 3 mostra valores referenciais de atrito para a extrusatildeo direta
Tabela 3 ndash Valores referenciais para o coeficiente de atrito micro [33]
Descriccedilatildeo do processo Extrusatildeo direta
Peccedilas maciccedilas Peccedilas com furaccedilatildeo
Coeficiente de atrito (micro) 004 a 008 01 a 0125
Neste trabalho o valor utilizado para o coeficiente de atrito para o caacutelculo da forccedila de
extrusatildeo foi 01
A teoria da adesatildeo determina que a tensatildeo de cisalhamento maacutexima na interface de contato
entre o material e a matriz eacute a tensatildeo limite de elasticidade do material em cisalhamento puro
[34] Contudo nos processos de extrusatildeo em geral a tensatildeo normal de contato entre o material
e a ferramenta pode superar este valor Entatildeo uma vez atingida a tensatildeo de escoamento em
cisalhamento do material um aumento no valor da tensatildeo normal implica em diminuiccedilatildeo do
atrito Neste caso em que altas tensotildees de contato estatildeo envolvidas o atrito deve ser expresso
pela equaccedilatildeo (11) 119898 = 120591119896 para 0 le 119898 le 1 eq (11)
onde m eacute o fator de atrito e k eacute a tensatildeo limite de elasticidade em cisalhamento puro
Esta forma eacute conhecida como Lei de Prandtl e determina que a tensatildeo de cisalhamento devida
ao atrito eacute independente da tensatildeo de contato entre as superfiacutecies A Lei de Prandtl deve ser
aplicada sempre que as tensotildees de contato sejam elevadas onde o coeficiente de atrito μ deixa
de ter significado fiacutesico
Na extrusatildeo a frio de engrenagens a forccedila devido ao atrito tem alto impacto no aumento das
tensotildees resultantes do ciclo de conformaccedilatildeo do material No desenvolvimento desta tese as
engrenagens analisadas sofrem uma reduccedilatildeo de aacuterea superior agrave 40 o que envolve altas tensotildees
de contato entre a geratriz e as paredes da matriz Desta forma a Lei de Prandtl seraacute adotada
para as anaacutelises de simulaccedilatildeo por elementos finitos onde o fator de atrito seraacute considerado
39
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE
EXTRUSAtildeO A FRIO
O conceito de cintamento das matrizes eacute reconhecido na induacutestria da conformaccedilatildeo e deve
ser entendido neste contexto como tensotildees compressivas (tipicamente radiais) sendo aplicadas
nas ferramentas O objetivo do cintamento das matrizes eacute reduzir o niacutevel de tensotildees criacuteticas as
quais a ferramenta sofreraacute sob o impacto de profundos esforccedilos Quanto mais eficiente o
cintamento mais a matriz seraacute colocada em um estado de tensotildees compressivas como ilustrado
na figura 11
Sendo
a) Tensotildees compressivas nulas onde natildeo haacute preacute-tensionamento da matriz Matrizes
monobloco satildeo um exemplo
b) Moderadas onde haacute a preacute-tensionamento Matrizes com um anel de cintamento podem
ser citadas
c) Alto estado de tensotildees compressivas atraveacutes de alto niacutevel de preacute-tensionamento Neste
caso dois ou mais aneacuteis de cintamento com interferecircncias rigorosas de montagem e materiais
de alta resistecircncia satildeo utilizados
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo [35]
A importacircncia do cintamento aumenta com a carga da ferramenta Quanto maior a carga de
conformaccedilatildeo maiores satildeo os niacuteveis de tensotildees na ferramenta Haacute uma tendecircncia geral em
relaccedilatildeo agraves altas cargas de conformaccedilatildeo nas matrizes de extrusatildeo as quais satildeo uma consequecircncia
derivada do alto grau de acabamento deste processo surgimento de materiais de baixa
conformabilidade alta velocidade de deformaccedilatildeo das peccedilas entre outros Consequentemente
a importacircncia do cintamento de matrizes tem crescido na induacutestria da conformaccedilatildeo mecacircnica
Para uma melhor definiccedilatildeo do cintamento tambeacutem entendido como preacute-tensionamento de
matrizes eacute necessaacuterio verificar o comportamento tensatildeodeformaccedilatildeo da matriz Esta definiccedilatildeo
considera o ciclo completo de carga da matriz de extrusatildeo inclusive o intervalo de tensotildees e
40
seu movimento fiacutesico ou comportamento de deformaccedilatildeo Como visto na figura 12 o ponto de
repouso da matriz de extrusatildeo seraacute a partir de um determinado niacutevel de tensotildees compressivas
o qual eacute definido pela interferecircncia de montagem Quanto maior o niacutevel de preacute-tensionamento
maior a tensatildeo compressiva resultante na matriz Durante o processo de extrusatildeo da peccedila a
matriz eacute tensionada e vai de um estado compressivo de tensotildees ateacute tensotildees de traccedilatildeo O ponto
final do ciclo de extrusatildeo determina o pico maacuteximo de tensotildees pelos quais a matriz passaraacute
durante o processo Apoacutes o maacuteximo estado de tensotildees natildeo haacute cargas sobre a matriz e ela
retorna ao seu estado inicial de preacute-tensionamento A distacircncia entre o ponto de preacute-
tensionamento e o maacuteximo estado de tensotildees determina o intervalo total de tensotildees Quanto
maiores os esforccedilos de extrusatildeo maior o intervalo total de tensotildees
Figura 12 ndash Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo [35]
Simultaneamente com a compressatildeo dos aneacuteis de cintamento a matriz tambeacutem passa por
contraccedilatildeo fiacutesica Quanto maior o preacute-tensionamento maior a contraccedilatildeo da matriz de extrusatildeo
Entretanto a habilidade de comprimir a matriz eacute determinada pelas propriedades do material
da matriz e os demais componentes da ferramenta Sistemas de ferramentas com alta rigidez
defletem menos que sistemas a base de accedilos convencionais Como exemplo o moacutedulo de
Young (E) de uma matriz de WC-Co conhecida como metal duro eacute aproximadamente 22
maior que uma matriz de accedilo sendo respectivamente 460 GPa e 215 GPa Consequentemente
a matriz de WC-Co iraacute defletir em meacutedia 40 menos que uma matriz de accedilo com as mesmas
dimensotildees e cavidade Quanto menor o intervalo de deformaccedilatildeo menor o intervalo de tensotildees
devido agrave reduzida expansatildeo da matriz durante o processo de extrusatildeo
A vida uacutetil de uma matriz ou seja o nuacutemero de ciclos de extrusatildeo ateacute a sua falha por ruptura
depende da interaccedilatildeo entre a forccedila sobre a ferramenta e a sua capacidade de resistecircncia agrave carga
A forccedila sobre matrizes de extrusatildeo eacute determinada pelo nuacutemero de interaccedilotildees entre paracircmetros
41
tais como tipo de processo de extrusatildeo lubrificaccedilatildeo temperatura propriedades do material da
geratriz perfil da geratriz geometria do extrudado e estaacutegios de conformaccedilatildeo A figura 13
representa uma matriz de extrusatildeo de engrenagem montada com um anel de cintamento
Figura 13 ndash Matriz de extrusatildeo com um anel de cintamento Fonte Do autor
A tarefa de todo o projetista de extrudados eacute manter a carga sobre a ferramenta de extrusatildeo
em um niacutevel moderado de forma a obter um bom desempenho de processo incluindo alta e
previsiacutevel vida uacutetil das ferramentas de extrusatildeo O preacute-tensionamento eacute um paracircmetro de
desenvolvimento efetivo para conseguir sistemas de ferramentas de alto desempenho sendo
que este paracircmetro influencia diretamente o comportamento tensatildeodeformaccedilatildeo da matriz de
extrusatildeo O preacute-tensionamento oacutetimo da matriz pode ser atingido no equiliacutebrio entre a rigidez
da mesma e os demais componentes da ferramenta bem como o correto niacutevel de interferecircncia
Em linhas gerais quanto menores as tensotildees de traccedilatildeo sob o ponto maacuteximo da carga de
processo menor seraacute o comportamento de deformaccedilatildeo da matriz de extrusatildeo e melhor seraacute a
condiccedilatildeo de alto desempenho da ferramenta Aleacutem disso sistemas de ferramentas de alta rigidez
reduzem consideravelmente a variaccedilatildeo dimensional da matriz com o objetivo de melhorar a
precisatildeo da peccedila extrudada e reduzir desvios dimensionais
A figura 14 e ilustra as principais caracteriacutesticas da natureza complexa de ferramentas de
extrusatildeo de alta performance
42
Figura 14 ndash Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo [16]
Em princiacutepio o preacute-tensionamento pode ser realizado por dois meacutetodos geneacutericos como
mostrado na figura 15 O meacutetodo mais comumente usado eacute o que considera o aquecimento dos
aneacuteis externos agrave matriz onde o anel de cintamento eacute expandido (por exemplo agrave 400ordmC) e
montado na matriz de extrusatildeo O preacute-tensionamento eacute entatildeo o efeito resultante de
encolhimento do anel de cintamento apoacutes seu resfriamento e consequente fechamento sobre a
superfiacutecie externa da matriz de extrusatildeo Este meacutetodo eacute largamente utilizado na induacutestria de
conformaccedilatildeo sendo limitado pelo coeficiente de expansatildeo bem como a tensatildeo de escoamento
do material aplicado no anel de cintamento
O outro meacutetodo eacute o preacute-tensionamento por compressatildeo a frio onde a matriz de extrusatildeo eacute
inserida no anel de cintamento com o auxiacutelio de uma prensa de montagem A principal limitaccedilatildeo
da montagem por compressatildeo a frio eacute a tensatildeo de escoamento dos materiais da matriz de
extrusatildeo e o anel de cintamento A utilizaccedilatildeo de lubrificantes nas interfaces dos aneacuteis de
cintamento e matrizes eacute importante para a integridade dos componentes da ferramenta
Figura 15 ndash Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) [36]
43
O comportamento tensatildeodeformaccedilatildeo do sistema da ferramenta pode ser influenciado pelo
aumento da massa e mais efetivamente pela alteraccedilatildeo das propriedades dos materiais do
sistema da ferramenta O uso de WC-Co para a matriz de extrusatildeo eacute a forma mais efetiva de
aumentar a rigidez global do sistema da ferramenta devido ao alto ponto do moacutedulo de Young
Uma abordagem alternativa para obter ferramentas de extrusatildeo de alta rigidez seria integrar
materiais com WC-Co como parte do sistema de preacute-tensionamento por exemplo fabricar o
anel interno do sistema duplo de aneacuteis com este material
O sistema de preacute-tensionamento de matrizes por enrolamento de tiras de accedilo desenvolvido
pela empresa STRECON faz uso desta estrateacutegia Aleacutem da utilizaccedilatildeo de aneacuteis de cintamento
com moacutedulo de Young elevado a teacutecnica consiste em ldquoenrolarrdquo tiras de accedilo de 01 mm de
espessura sobre o nuacutecleo da ferramenta colocando-o sobre profundo estado de tensotildees
compressivas As tiras de accedilo mantecircm o comportamento elaacutestico ateacute tensotildees de 2000 Nmm2
As interferecircncias de montagem satildeo superiores agraves utilizadas em aneacuteis de cintamento
convencionais sendo de 07 a 11 [37] A figura 16 ilustra a estrutura do sistema por
enrolamento de tiras STRECON
Figura 16 ndash Representaccedilatildeo de ferramenta montada com sistema STRECON [38]
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO
Accedilos ao boro satildeo largamente utilizados em componentes de alta resistecircncia A presenccedila de
pequenos teores de boro em accedilos com 02 a 04 de carbono permite obter uma temperabilidade
meacutedia ideal para obtenccedilatildeo dos valores necessaacuterios de dureza e resistecircncia apoacutes tecircmpera
principalmente em peccedilas de pequena seccedilatildeo O boro eacute adicionado aos accedilos em pequenas
quantidades (ppm) para aumentar a sua conformabilidade e temperabilidade evitando a
nucleaccedilatildeo da ferrita atraveacutes de sua segregaccedilatildeo nos contornos de gratildeo da austenita Embora
exista uma incerteza enquanto ao teor ideal de boro sobre a efetividade na temperabilidade
pode se dizer que este valor estaacute entre 10 e 30 ppm sendo o teor oacutetimo entre 15 e 20 ppm
Anel de cintamento interno Matriz de extrusatildeo
Tiras de accedilo Anel de cintamento
externo
44
Dentre os accedilos utilizados na fabricaccedilatildeo de elementos de fixaccedilatildeo e engrenagens o SAE
10B22 o qual eacute utilizado no desenvolvimento desta tese tem grande aplicaccedilatildeo substituindo
accedilos de meacutedio carbono ou os convencionais baixa liga como o SAE 5135 Sua composiccedilatildeo
quiacutemica contendo boro e um teor consideraacutevel de manganecircs atribui a esta liga boa
temperabilidade e excelente resposta agrave processos termoquiacutemicos como cementaccedilatildeo e
carbonitretaccedilatildeo combinando desta forma as propriedades de dureza e resistecircncia ao desgaste
com tenacidade e ductilidade [39]
Resultados de ensaios mecacircnicos para um accedilo ABNT 1020 com teores de boro na condiccedilatildeo
de laminado a quente demonstram que as propriedades mecacircnicas natildeo sofreram alteraccedilatildeo
significativa com exceccedilatildeo do limite de escoamento que diminui cerca de 4 em relaccedilatildeo ao
accedilo sem boro A diminuiccedilatildeo do limite de escoamento juntamente com a natildeo alteraccedilatildeo
significativa das outras propriedades sugere usos especiacuteficos para esses accedilos devido a sua maior
fase plaacutestica como por exemplo para peccedilas que necessitam de extrusatildeo a frio [40]
O SAE 10B22 estaacute entre os accedilos baixo carbono utilizados para extrusatildeo a frio e com
elementos liga para cementaccedilatildeo Este accedilo eacute amplamente utilizado na extrusatildeo a frio para a
produccedilatildeo de engrenagens eixos parafusos e demais peccedilas onde haacute exigecircncia de dureza
superficial obtida pelo processo de cementaccedilatildeo ou carbonitretaccedilatildeo As curvas de escoamento
verdadeiras do SAE 10B22 foram simuladas pelo software JMatPro o qual tem a capacidade
de calcular uma variedade de propriedades de materiais de ligas metaacutelicas [41] As curvas foram
simuladas nas temperaturas 20degC 100degC 200degC e 300degC e velocidades de deformaccedilatildeo 001 s-
1 1 s-1 e 10 s-1 Satildeo mostradas nas figuras 17 18 e 19 A tabela 4 informa a composiccedilatildeo quiacutemica
utilizada como dado de entrada para a geraccedilatildeo dos resultados Os valores calculados pelo
software de acordo com a sua composiccedilatildeo quiacutemica informada ANEXOS A B e C foram
utilizados para traccedilar as curvas
Considerando a temperatura de 20degC a simulaccedilatildeo das curvas revela tensotildees de escoamento
de 1701 Nmm2 1905 Nmm2 e 2012 Nmm2 para as respectivas velocidades de deformaccedilatildeo
001 s-1 1 s-1 e 10 s-1 quando a deformaccedilatildeo verdadeira eacute igual agrave zero
Tabela 4 ndash Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro [41]
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 0232 0893 0242 0180 008 0042 00059 0233 00015 0008 0020
45
Figura 17 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1
Fonte JMatPro [41]
Figura 18 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1 Fonte JMatPro [41]
00
1000
2000
3000
4000
5000
6000
7000
00
020
040
060
080
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
460
480
500
600
70
Ten
satildeo
de
esco
amen
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
00
1000
2000
3000
4000
5000
6000
7000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
man
ento
(k
f) [
Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
46
Figura 19 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro [41]
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS
Neste capiacutetulo seraacute abordada a forma em que os requisitos sobre a geometria das engrenagens
devem ser especificados e o entendimento dos meacutetodos utilizados para controlar a geometria
das engrenagens Seraacute dada ecircnfase agrave norma ISO 1328 partes 1 e 2 [42] [43] a qual eacute comumente
utilizada para classificaccedilatildeo de engrenagens
271 Normas para especificaccedilatildeo de engrenagens
As normas especiacuteficas para o controle de toleracircncias geomeacutetricas de engrenagens satildeo
publicadas pelos mais diversos sistemas de normas segundo a competitividade no mercado
para este tipo de aplicaccedilatildeo Eacute o cliente que opta pela norma que melhor atende as suas
necessidades encontrando a sua disposiccedilatildeo uma seacuterie de documentos que tratam do assunto
dentre estes se podem citar ISO AGMA DIN JIS BSI ABNT e outras No Brasil as normas
da ABNT em alguns aspectos como definiccedilotildees de partes funcionais e paracircmetros geomeacutetricos
se assemelham agrave ISO 1328 o que jaacute natildeo ocorre com as normas AGMA por esta apresentar uma
estrutura simboacutelica proacutepria que em muito se diferencia da ISO e ABNT
Na tabela 5 haacute uma seleccedilatildeo das mais importantes normas utilizadas sendo que suas
principais diferenccedilas se referem
00
1000
2000
3000
4000
5000
6000
7000
8000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
amen
to (
kf)
[Nm
m2]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
47
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos [44]
NORMA ASSUNTO
ISO 1328 ndash 1 e 2 (20131997) Engrenagens Ciliacutendricas ndash Sistema de
precisatildeo ISO
AGMA ndash 2000-A88 (1988) Manual de Inspeccedilatildeo e Classificaccedilatildeo de
Engrenagens
DIN - 3962 (1978) Toleracircncias para Dentes de Engrenagens
Ciliacutendricas
JIS - B 1702 (1976) Precisatildeo para Engrenagens Retas e
Helicoidais
BSI - BS 436 (1986) Engrenagens Retas e Helicoidais ndash Forma
baacutesica Passo e Precisatildeo
ABNT - NBR10095 (1989) Engrenagem Ciliacutendrica de Evolvente ndash
Precisatildeo Dimensional
272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328
A ISO 1328 trata das toleracircncias geomeacutetricas de engrenagens ciliacutendricas de dentes retos
fornecendo limites para os principais paracircmetros caracteriacutesticos da geometria das engrenagens
a serem controladas e delimita para cada tipo de aplicaccedilatildeo os erros maacuteximos permissiacuteveis Esta
norma tambeacutem trata dos desvios das engrenagens associados aos paracircmetros caracteriacutesticos
tomados isoladamente e dos desvios das engrenagens do ponto de vista funcional ou seja
avalia conjuntamente todos os desvios isolados eventualmente existentes nas superfiacutecies das
engrenagens
Duas satildeo as vantagens da referida norma uma eacute a sua associaccedilatildeo com materiais didaacuteticos de
grande reconhecimento neste campo de atuaccedilatildeo [45] [46] o que a torna de faacutecil compreensatildeo e
menos propensa a erros de interpretaccedilatildeo e a outra eacute que seu conteuacutedo estaacute de acordo com o
Sistema Internacional de Unidades [47] que eacute o sistema oficialmente reconhecido no Brasil
A norma cita paracircmetros caracteriacutesticos os quais satildeo elementos de controle da geometria das
engrenagens Devido a fenocircmenos de fabricaccedilatildeo que posteriormente seratildeo detalhados as
superfiacutecies das engrenagens sofrem variaccedilotildees em relaccedilatildeo a sua geometria considerada ideal
Estes desvios de acordo com as suas dimensotildees tornam-se de difiacutecil identificaccedilatildeo e
comprometem a funcionalidade do conjunto coroapinhatildeo
273 Desvios isolados
Os desvios isolados satildeo as variaccedilotildees dos paracircmetros caracteriacutesticos geomeacutetricos que ocorrem
na superfiacutecie das engrenagens Suas principais causas satildeo
48
forma defeituosa do perfil da matriz de extrusatildeo
deficiente lubrificaccedilatildeo durante o processo de extrusatildeo
uso de matrizes com cavidades danificadas ou desgastadas
vibraccedilatildeo excessiva das prensas de extrusatildeo
deformaccedilotildees elaacutesticas das ferramentas de extrusatildeo durante o processo
274 Desvios de passo individual (fpt) acumulado (fpk) e total (Fp)
O desvio de passo individual representado por fpt na figura 20 corresponde a diferenccedila
algeacutebrica entre o passo medido e o correspondente passo teoacuterico de um setor que abranja uma
determinada quantidade inteira de passos (K) Devido agrave facilidade utiliza-se o flanco dos dentes
como referecircncia para a mediccedilatildeo O passo primitivo eacute o comumente avaliado e eacute medido sobre
a circunferecircncia primitiva [48] Pela ISO 1328-1 o passo tambeacutem pode ser medido sobre uma
circunferecircncia de referecircncia que passa pela altura meacutedia dos dentes ou seja o ponto meacutedio
entre o topo e a raiz do dente
O setor avaliado natildeo deve ser maior que 18 da circunferecircncia de referecircncia ou seja 2leKle
Z8 onde Z eacute o nuacutemero de dentes De outra forma o desvio de passo acumulado pode ser
entendido como a soma algeacutebrica dos passos individuais no setor avaliado
O desvio de passo total (Fp) que corresponde ao maacuteximo valor do desvio de passo
acumulado (fpk) de qualquer setor de circunferecircncia em relaccedilatildeo a um determinado flanco de
dente
Figura 20 ndash Desvios de passo das engrenagens [42]
275 Desvios de perfil (Fα ffα fHα)
Na figura 21 o desvio de perfil corresponde ao afastamento do perfil evolvente real obtido
do processo de fabricaccedilatildeo do perfil ideal gerado a partir da respectiva circunferecircncia de bases
49
[49] As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer no ponto meacutedio do comprimento
total do dente
O desvio de perfil eacute caracterizado por trecircs paracircmetros desvio total de perfil (Fα) desvio de
forma de perfil (ffα) e desvio angular de perfil (fHα) Na figura 22 tem-se uma representaccedilatildeo
graacutefica destes desvios A linha sinuosa corresponde ao perfil real detectado pelo sistema de
mediccedilatildeo
Figura 21 ndash Desvio de perfil [42]
No graacutefico de desvio de forma de perfil verifica-se o quanto o perfil real atinge seus limites
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular de
perfil o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico Por
uacuteltimo quando se busca apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama de
desvio total de perfil que possui intrinsecamente os dois resultados anteriores sendo mais
conservativo
Figura 22 ndash Desvios de perfil segundo ISO 1328-1 [42]
50
276 Desvios de linha de flanco (Fβ ffβ fHβ)
A figura 23 mostra o desvio de flanco corresponde ao afastamento do flanco do dente obtido
no processo de fabricaccedilatildeo do flanco resultante da extrusatildeo do perfil evolvente ideal no sentido
axial da engrenagem As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer na altura da
circunferecircncia de referecircncia e no sentido axial
Figura 23 ndash Desvio de linha de flanco [42]
Da mesma forma que o desvio de perfil o desvio da linha de flanco eacute caracterizado por trecircs
paracircmetros desvio total da linha de flanco (Fβ) desvio de forma da linha de flanco (ffβ) e desvio
angular da linha de flanco (fHβ) figura 24 respectivamente A linha sinuosa corresponde ao
flanco real detectado pelo sistema de mediccedilatildeo na altura da circunferecircncia de referecircncia
Figura 24 ndash Desvios da linha de flanco segundo ISO 1328-1 [42]
A interpretaccedilatildeo do desvio da linha de flanco eacute similar ao desvio de perfil Assim do graacutefico
de desvio de forma da linha de flanco verifica-se o quanto o flanco real atinge seus limites
51
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular da
linha de flanco o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico
Por uacuteltimo ao ser necessaacuteria apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama
de desvio total da linha de flanco que possui intrinsecamente os dois resultados anteriores e eacute
mais conservativo
277 Batimento radial (Fr)
O batimento radial (Fr) eacute a maior variaccedilatildeo da distacircncia em relaccedilatildeo ao eixo de giro da
engrenagem de uma esfera ou cone colocado sequencialmente entre os vatildeos da engrenagem
estabelecendo um contato com os flancos dos dentes adjacentes Corresponde a amplitude total
da variaccedilatildeo lida no sistema de mediccedilatildeo quando da verificaccedilatildeo do erro de concentricidade Se
natildeo houvesse irregularidades no dente da engrenagem o batimento radial seria igual ao dobro
do erro de concentricidade (caso existisse) ou seja o erro total de giro [50]
Segundo a norma 1328-2 [43] o batimento radial corresponde agrave amplitude maacutexima dos
desvios individuais (erro detectado em cada vatildeo de dente) figura 25 Verifica-se que os erros
estatildeo distribuiacutedos em torno de uma senoacuteide cuja amplitude corresponde a duas vezes o erro de
concentricidade
Figura 25 ndash Batimento radial [43]
278 Graus de qualidade
Os graus de qualidade variam para cada sistema de norma Na ISO 1328 exceto pelo desvio
composto radial que possui 9 graus de qualidade (4 eacute o grau mais exigente e 12 eacute o menos
exigente) os demais paracircmetros caracteriacutesticos possuem 13 graus de qualidade (0 eacute o grau mais
exigente e 12 eacute o menos exigente) [51]
52
Para classificaccedilatildeo de uma engrenagem com relaccedilatildeo ao seu grau de qualidade alguns
paracircmetros de projeto satildeo considerados pela norma ISO 1328 sendo entre eles o diacircmetro de
referecircncia e o moacutedulo Definidos esses paracircmetros de projeto para cada um dos paracircmetros
caracteriacutesticos jaacute mencionados pode-se estabelecer uma toleracircncia cujo valor dependeraacute do
grau de qualidade selecionado e vice-versa estabelecendo-se a toleracircncia necessaacuteria e obtendo-
se o grau de qualidade Na tabela 6 tem-se um exemplo do grau de qualidade para o desvio
total de perfil (Fα) Para efeito de construccedilatildeo da tabela considerando-se um grau de qualidade
igual a 5 os valores das toleracircncias satildeo determinados empiricamente e aplicados na equaccedilatildeo
(12)
119865prop = 32radic119898119896 + 022radicempty119901 + 07 eq (12)
Os valores de toleracircncias superiores por exemplo para o grau 6 satildeo obtidos a partir da
toleracircncia de grau 5 multiplicado por radic2 as toleracircncias do grau 7 satildeo obtidos a partir das
toleracircncias do grau 6 multiplicado radic2 e assim sucessivamente ateacute o grau 12 Para os valores
inferiores ao grau de qualidade 5 utiliza-se o mesmo raciociacutenio exceto pelo fato de se dividir
cada resultado de toleracircncia por radic2 Assim conclui-se que para melhorar um grau de qualidade
de uma engrenagem basta dividir por radic2 a toleracircncia do determinado grau de qualidade em
questatildeo por quantas vezes se quer melhorar a qualidade do item
Tabela 6 ndash Grau de qualidade para desvio de perfil [43]
Diacircmetro
primitivo
Oslashp (mm)
Moacutedulo
(N)
Grau de qualidade (Q)
0 1 2 3 4 5 6 7 8 9 10 11 12
Fα (μm)
5le Oslashp le20 05leNle2 08 11 16 23 32 46 65 90 130 180 260 370 520
2leNle35 12 17 23 33 47 65 95 130 190 260 370 530 750
20leOslashple50
05leNle2 09 13 18 26 36 50 75 100 150 210 290 410 580
2leNle35 13 18 25 36 50 70 100 140 200 290 400 570 810
35leNle6 16 22 31 44 60 90 120 180 250 350 500 700 990
6leNle10 19 27 38 55 75 110 150 220 310 430 610 870 1230
Ao se tratar da metrologia de engrenagem torna-se agraves vezes muito difiacutecil entender o que
se estaacute medindo caso natildeo se conheccedila o seu processo fiacutesico Tratar os resultados de um relatoacuterio
de um determinado paracircmetro geomeacutetrico apenas como valor numeacuterico com certeza natildeo agrega
valor para melhoria do processo Por exemplo ao se determinar o batimento radial e este
apresentar um valor elevado pode conduzir o metrologista a concluir que os desvios sejam
provenientes de incorreccedilotildees nos dentes mas na verdade pode se tratar de um erro de
53
concentricidade que possui um comportamento senoidal Neste caso interferir no processo para
corrigir imperfeiccedilotildees dos dentes de uma matriz de extrusatildeo seria uma decisatildeo errada pois na
verdade o problema eacute relativo a um erro de concentricidade entre o eixo de rotaccedilatildeo da
engrenagem e a circunferecircncia de base Assim tem-se o conhecimento tecnoloacutegico e a
metrologia fortemente ligados para a soluccedilatildeo de problemas da engenharia
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO
O processo de eletroerosatildeo eacute utilizado na fabricaccedilatildeo de ferramentas em geral e proporciona
reduccedilatildeo de custo tempo de execuccedilatildeo e melhoria de acabamento superficial sendo muitas vezes
o uacutenico processo aplicaacutevel quando os ferramentais jaacute se encontram temperados e revenidos
Entretanto o processo deve ser cuidadosamente controlado em seus paracircmetros de operaccedilatildeo
pois podem causar modificaccedilotildees microestruturais importantes na superfiacutecie usinada
diminuindo a resistecircncia a fratura e induzindo agrave formaccedilatildeo de trincas superficiais que podem se
propagar e promover a fratura catastroacutefica da ferramenta
Assim o processo final de fabricaccedilatildeo do ferramental exige a usinagem de precisatildeo do accedilo
em geometria complexa na condiccedilatildeo de elevada dureza onde os processos convencionais de
usinagem por remoccedilatildeo de cavaco natildeo satildeo mais aplicaacuteveis Nesta etapa o processo de usinagem
por eletroerosatildeo (EDM ndash Electrical Discharge Machining) eacute amplamente aplicado O processo
de eletroerosatildeo se tornou a tecnologia mais importante na induacutestria de manufatura para a
obtenccedilatildeo de formas complexas utilizando o corte a fio ou a penetraccedilatildeo como os procedimentos
mais difundidos Desenvolvido no final da deacutecada de 40 do seacuteculo passado tem sido aceito em
todo o mundo como um processo padratildeo para a fabricaccedilatildeo de ferramentais
Os processos de EDM satildeo largamente utilizados na fabricaccedilatildeo de matrizes de extrusatildeo de
engrenagens Eletroerosatildeo por fio (Wire EDM) bem como por penetraccedilatildeo (Die Sinking) satildeo
responsaacuteveis pela usinagem de eletrodos e fabricaccedilatildeo das cavidades das matrizes
respectivamente e devem possuir um controle de geometria e acabamento eficaz Se a
usinagem de eletrodos apresentar um erro de forma grosseiro este seraacute levado adiante na erosatildeo
por penetraccedilatildeo das matrizes [52]
A EDM eacute um processo teacutermico com um mecanismo complexo de remoccedilatildeo de metal O
mecanismo primaacuterio faz uso da energia que se transforma em energia teacutermica por uma seacuterie
discreta de descargas eleacutetricas que ocorrem entre o eletrodo e a ferramenta imersa em um fluido
dieleacutetrico O sistema gera um canal de plasma entre o caacutetodo e o anodo capaz de levar a
54
temperatura a niacuteveis proacuteximos de 8000 ~ 12000ordmC Como resultado ocorre a vaporizaccedilatildeo e
fusatildeo do metal na superfiacutecie resultando em transformaccedilotildees metaluacutergicas que alteram o perfil de
tensotildees residuais e microestrutural podendo levar ao trincamento e fratura Desta forma a
EDM tem um papel importante na integridade superficial e na vida do ferramental
Os principais processos utilizados na induacutestria de ferramentais satildeo a eletroerosatildeo a fio e a
eletroerosatildeo por penetraccedilatildeo Estes processos satildeo ilustrados na figura 26
Figura 26 ndash Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas [52]
281 Eletrodo para ferramenta de extrusatildeo
Quanto aos materiais a serem utilizados nos eletrodos eacute conhecido que a remoccedilatildeo de material
na eletroerosatildeo eacute dada por evaporaccedilatildeo a altas temperaturas logo deveratildeo ser escolhidos
materiais que suportem tais temperaturas de modo a minimizar o desgaste do eletrodo Por
outro lado o material deve permitir finalizar a peccedila com a qualidade e dimensional requeridos
Para que um material possa ser utilizado no eletrodo teraacute que ser capaz de conduzir corrente
eleacutetrica uma vez que teraacute sempre que existir a passagem de corrente a fim de ser possiacutevel uma
descarga na peccedila tendo como limite maacuteximo de resistividade eleacutetrica 100 Ωcm [53] Outra
qualidade que o material deveraacute possuir seraacute o elevado ponto de fusatildeo dado que o processo
pressupotildee uma transformaccedilatildeo de energia eleacutetrica em energia teacutermica podendo a descarga
eleacutetrica originar temperaturas na ordem dos 20000 ordmC [54] Poreacutem a escolha do material em
relaccedilatildeo ao ponto de fusatildeo deveraacute sempre considerar o material da peccedila a ser usinada Isto eacute se
o material da peccedila tiver um baixo ponto de fusatildeo entatildeo o ponto de fusatildeo do material do eletrodo
tambeacutem natildeo deveraacute ser alto Obviamente outro dos fatores que influenciam a escolha final dos
materiais eacute de natureza financeira O material deve ser o mais viaacutevel economicamente e deve
igualmente ser facilmente fabricado via processos convencionais uma vez que ambos estes
fatores vatildeo influenciar diretamente no custo final do eletrodo Consequentemente no custo da
matriz
55
O cobre eacute reconhecido entre outras qualidades pela sua oacutetima conduccedilatildeo eleacutetrica
oferecendo no entanto alguns problemas no esmerilhamento e no fresamento devido ao
substancial nuacutemero de rebarbas Revela-se um material estaacutevel em condiccedilotildees de descarga
eleacutetrica sendo um material que no accedilo-ferramenta utilizado em matrizes de extrusatildeo consegue
acabamentos de elevada qualidade
Existem no entanto variadas ligas de cobre utilizadas para o processo de eletroerosatildeo Este
estudo apoacutes avaliaccedilotildees com diferentes alternativas foi concentrado em duas ligas de cobre
especiacuteficas Satildeo elas
Cobre eletroliacutetico Largamente utilizado na induacutestria eleacutetrica [55] e na induacutestria mecacircnica
como eletrodo-ferramenta no processo de eletroerosatildeo Seu uso eacute dado quando satildeo necessaacuterios
acabamentos de superfiacutecies lisas na peccedila de trabalho Para certas aplicaccedilotildees o cobre eacute a melhor
escolha devido agrave sua facilidade para ser altamente polido [56] Essa caracteriacutestica de polimento
faz com que o eletrodo de cobre seja o preferido em processos de acabamento fino garantindo
uma menor rugosidade
Cobre-tungstecircnio combina a elevada condutividade do cobre com o alto ponto de fusatildeo do
tungsteacutenio O seu uso origina um elevado rendimento na usinagem de matrizes e um desgaste
baixo Contudo eacute um material caro e natildeo eacute de faacutecil processamento Desta forma eacute utilizado
apenas em algumas situaccedilotildees quando se revelar necessaacuteria a preservaccedilatildeo de detalhes ou entatildeo
em situaccedilotildees em que eacute necessaacuteria alta precisatildeo tais como o corte de perfis de engrenagem
282 Desgaste do eletrodo
O desgaste que o eletrodo iraacute sofrer durante o processo de eletroerosatildeo natildeo eacute de faacutecil
previsatildeo dependendo de vaacuterios paracircmetros O principal paracircmetro de referecircncia seraacute a
capacidade que o eletrodo tem de resistir aos danos teacutermicos Tambeacutem sua densidade
polaridade ou ainda as frequecircncias a serem utilizadas na eletroerosatildeo A geometria final da
superfiacutecie usinada seraacute principalmente afetada pelo desgaste do eletrodo e o seu afastamento
(gap) em relaccedilatildeo agrave matriz O conhecimento do comportamento do desgaste do eletrodo e a
distribuiccedilatildeo do seu afastamento agrave geometria da cavidade da matriz pode minimizar a incidecircncia
de erros nos perfis de engrenagem [57]
O desgaste do eletrodo eacute proporcional ao nuacutemero de descargas eleacutetricas Assim eacute maior nas
operaccedilotildees de desbaste do que nas operaccedilotildees de acabamento devido agrave maior necessidade de
remoccedilatildeo de material Para conseguir o menor desgaste possiacutevel da sequecircncia de eletrodos a
56
estrateacutegia eacute reduzir o tempo da operaccedilatildeo de acabamento efetuando o desbaste ateacute a peccedila estar
tatildeo proacutexima das dimensotildees finais desejadas quanto possiacutevel [58]
A taxa de desgaste das ligas de cobre comumente utilizadas nos eletrodos exige que mais de
um eletrodo seja utilizado na produccedilatildeo de cada cavidade uma vez que rapidamente perdem as
suas dimensotildees iniciais Tal fator contribui para que o custo total da fabricaccedilatildeo dos eletrodos
atinja muitas vezes mais de 50 e por vezes ateacute 80 do custo total de fabricaccedilatildeo de matrizes
por eletroerosatildeo
A tabela 7 apresenta dados experimentais em relaccedilatildeo ao desgaste sofrido pelo eletrodo
fabricado nas duas ligas de cobre utilizadas neste estudo
Tabela 7 ndash Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado [59]
Material do eletrodo
Polaridade Material usinado Desgaste das
arestas
Cobre eletroliacutetico
+ Accedilo 2 ndash 10
- Titacircnio 20 ndash 40
- WC-Co 35 ndash 60 - Cobre 35 ndash 45
- Cobre-tungstecircnio 40 ndash 60
Cobre-tungstecircnio
+ Accedilo 1 ndash 10 - Cobre 20 ndash 40 - Cobre-tungstecircnio 30 ndash 50 - Titacircnio 15 ndash 25 - WC-Co 35 ndash 50
29 SIMULACcedilAtildeO COMPUTACIONAL
Apesar das vantagens do processo de extrusatildeo a elevada produtividade estaacute em geral
associada agrave utilizaccedilatildeo de uma variedade de velocidades de deformaccedilatildeo com influecircncia direta
na tensatildeo de escoamento do material a extrudar Esta eacute uma das principais dificuldades para
quem trabalha com simulaccedilatildeo numeacuterica dos processos de conformaccedilatildeo pois nem sempre as
propriedades do material cadastrado no software satildeo as mesmas daquele material que eacute utilizado
na fabricaccedilatildeo da peccedila isso se deve as variaccedilotildees nas condiccedilotildees da obtenccedilatildeo da mateacuteria prima
Em virtude disto eacute recomendado fazer ensaios que determinam a verdadeira tensatildeo de
escoamento do material
O Meacutetodo de Elementos Finitos (FEM) pode simular o processo industrial de extrusatildeo e
avaliar as condiccedilotildees do processo ou dos paracircmetros de projeto e os resultados satildeo utilizados
para o melhor direcionamento na continuidade do projeto podendo ser testados e analisados
57
sob diversas situaccedilotildees e repetidas vezes em um curto espaccedilo de tempo o que representa
economia por se tratar de testes computacionais [60]
291 Elementos finitos aplicados agrave extrusatildeo a frio
O primeiro registro de utilizaccedilatildeo do termo ldquoelemento finitordquo foi atraveacutes de Clough (1960)
[61] sendo que os primeiros desenvolvimentos do meacutetodo de elementos finitos ocorrem na
deacutecada de 1950 atraveacutes dos trabalhos de Turner (1956) [62] Nos anos 60 iniciaram-se as
primeiras aplicaccedilotildees do meacutetodo efetuadas na resoluccedilatildeo de problemas de anaacutelise estrutural com
utilizaccedilotildees de domiacutenio das tecnologias de fabricaccedilatildeo e na deacutecada de 70 desenvolveu-se uma
formulaccedilatildeo alternativa chamada de formulaccedilatildeo do escoamento plaacutestico ou ldquoflow formulationrdquo
Essa formulaccedilatildeo caracteriza o escoamento dos materiais metaacutelicos em deformaccedilatildeo plaacutestica de
uma forma anaacuteloga ao escoamento dos fluidos viscosos incompressiacuteveis a qual serve de base
para programas de elementos finitos
Atualmente pode-se dizer que os programas de simulaccedilatildeo se tornaram uma ferramenta
praacutetica e essencial para o desenvolvimento e otimizaccedilatildeo da tecnologia de processos de
deformaccedilatildeo plaacutestica Inuacutemeros programas comerciais baseados em diferentes meacutetodos de
soluccedilatildeo estatildeo disponiacuteveis no mercado Os meacutetodos de soluccedilatildeo mais empregados satildeo elementos
finitos volumes finitos elementos de contorno
A Tabela 8 apresenta alguns dos principais softwares utilizados para este fim com a
informaccedilatildeo do respectivo fabricante Cada um deles entregaraacute resultados de forma particular
Tabela 8 ndash Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores
Software Desenvolvedor
EESY-FORM CPM GmbH DEFORM Scientific Forming Technologies Corporation FORGE Transvalor SA
MARC AUTOFORGE MARC Analysis Research Corporation SIMUFACT MSC Software Corporation
QFORM Quantor MSC SUPERFORGE MSC Software Corporation
Alguns preacute-requisitos satildeo fundamentais para a obtenccedilatildeo de bons resultados na simulaccedilatildeo
independente do software a ser utilizado Entre estes preacute-requisitos a introduccedilatildeo no banco de
dados do programa de valores confiaacuteveis para as propriedades fiacutesicas e mecacircnicas e das
condiccedilotildees de contorno tais como
Propriedades fiacutesicas densidade relativa (ρ) calor especiacutefico (119888119872 ) condutividade
teacutermica (к)
58
Propriedades mecacircnicas tensatildeo de escoamento (kf) moacutedulo de elasticidade (E)
coeficiente de Poisson (ν)
Condiccedilotildees de contorno coeficiente ou fator de atrito (μ ou m) coeficientes de
transferecircncia de calor entre peccedila e matriz (hpeccedila-matriz) entre peccedila e ambiente (hpeccedila-ambiente) e entre
matriz e ambiente (hmatriz-ambiente)
Encontrar informaccedilotildees relativas a paracircmetros que possam contribuir com a caracterizaccedilatildeo
de processos e materiais eacute possiacutevel em publicaccedilotildees da especialidade poreacutem julgar a qualidade
ou relevacircncia destes paracircmetros torna-se uma tarefa um tanto complexa Snape at al [63]
investigaram como determinar a sensibilidade do meacutetodo dos elementos finitos agrave variaccedilotildees em
diferentes paracircmetros de entrada a curva de escoamento do material a transferecircncia de calor
bem como o coeficiente de atrito entre peccedila e ferramenta
A curva de escoamento que caracteriza o material eacute de interesse fundamental na plasticidade
pois descreve o seu comportamento em deformaccedilatildeo plaacutestica Este comportamento eacute
influenciado por fatores tais como a deformaccedilatildeo verdadeira 120593 a velocidade de deformaccedilatildeo
e a temperatura T aleacutem de caracteriacutesticas intriacutensecas do material como microestrutura e
composiccedilatildeo quiacutemica
Considerando a importacircncia das variaacuteveis citadas acima para uma representaccedilatildeo numeacuterica
eficiente realizam-se ensaios para obter as propriedades corretas e adequadas que devem ser
inseridas no software Os ensaios mais utilizados satildeo o ensaio de compressatildeo ensaio do anel
e de torccedilatildeo
Nos ensaios de compressatildeo os corpos de prova satildeo submetidos a um esforccedilo axial
distribuiacutedo de modo uniforme em toda a sua seccedilatildeo transversal O ensaio pode ser executado em
maacutequina universal de ensaios com a adaptaccedilatildeo de duas placas planas sendo uma fixa e outra
moacutevel Entre elas o corpo de prova eacute apoiado e mantido fixo durante a compressatildeo A resposta
fornecida deste tipo de ensaio eacute dada pela deformaccedilatildeo linear obtida pela medida da distacircncia
entre as placas que comprimem o corpo de prova em funccedilatildeo da carga de compressatildeo aplicada
em cada instante Nesta tese o ensaio de compressatildeo seraacute utilizado para determinaccedilatildeo da curva
de escoamento verdadeira do accedilo utilizado como mateacuteria-prima nos experimentos e simulaccedilotildees
numeacutericas A simulaccedilatildeo por elementos finitos seraacute utilizada para verificar o comportamento da
matriz de extrusatildeo apoacutes a conformaccedilatildeo e o efeito nas dimensotildees da engrenagem extrudada
59
3 MATERIAIS E MEacuteTODOS
A fabricaccedilatildeo de cavidades de matrizes de precisatildeo pelo processo de EDM (Electrical
Discharge Machining) requer primeiramente a fabricaccedilatildeo de eletrodos de precisatildeo
Um estudo para fabricaccedilatildeo de eletrodos de precisatildeo foi iniciado Duas teacutecnicas alternativas
de fabricaccedilatildeo do perfil evolvente foram estudadas sendo uma delas o corte por eletroerosatildeo ao
fio onde os paracircmetros e maquinaacuterio ideal foram determinados experimentalmente O
microfresamento dos eletrodos atraveacutes centro de microusinagem foi avaliado como teacutecnica
alternativa e mostrou potencial na fabricaccedilatildeo de eletrodos Os eletrodos fabricados seratildeo
aplicados na erosatildeo por penetraccedilatildeo da matriz de extrusatildeo de engrenagem MT-3673 O desenho
da matriz a qual eacute fabricada em accedilo K340 e dureza entre 58 e 60 HRC pode ser visto na figura
27 A matriz eacute erodida montada em aneacuteis de cintamento os quais seratildeo mostrados na sequecircncia
Figura 27 ndash Desenho da matriz MT-3673 para a extrusatildeo de engrenagem
31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DOS
ELETRODOS E CAVIDADE DE MATRIZ
Na fabricaccedilatildeo por eletroerosatildeo a fio dos eletrodos estudados no presente projeto foram
utilizadas trecircs maacutequinas com diferentes niacuteveis de precisatildeo As trecircs maacutequinas satildeo modelos do
portfoacutelio da fabricante GF Machining Solutions a qual eacute detentora da marca Agie-Charmilles
A primeira maacutequina eacute o modelo de entrada do fabricante modelo CUT 20 P seguida pelos
modelos CUT 2000 S e CUT 300 mS Os dados relativos a estes equipamentos relevantes no
presente estudo satildeo mostrados nas Figuras 28 29 e 30
60
Figura 28 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 20P [64]
Figura 29 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S [65]
Figura 30 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS [66]
A maacutequina utilizada para os ensaios de eletroerosatildeo por penetraccedilatildeo foi o modelo FORM
X400 do mesmo fabricante Esta maacutequina possui um avanccedilado sistema de termo-estabilizaccedilatildeo
o qual controla a temperatura dos pontos de aquecimento durante o processo de erosatildeo Isto
minimiza alteraccedilotildees dimensionais na estrutura da maacutequina e o consequente impacto nas
dimensotildees dos componentes apoacutes a erosatildeo A figura 31 ilustra de eletroerosatildeo por penetraccedilatildeo
FORM X400
61
Figura 31 ndash Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 [67]
O processo alternativo eacute o de microfresamento em centro de microusinagem de cinco eixos
do fabricante KERN modelo Pyramid Nano Os dados referentes a este equipamento satildeo
mostrados na figura 32
Figura 32 ndash Centro de microusinagem 5 eixos KERN Pyramid Nano [68]
Para uma seleccedilatildeo mais direcionada dos paracircmetros de corte a serem utilizados nos processos
de usinagem uma anaacutelise por espectrometria de emissatildeo oacuteptica foi realizada em um dos tarugos
de cobre O cobre eletroliacutetico eacute seguramente o material mais utilizado para eletrodos de erosatildeo
por penetraccedilatildeo A composiccedilatildeo quiacutemica do tarugo em cobre eletroliacutetico segue na tabela 9
311 Eletrodos fabricados por microusinagem
Foram utilizados eletrodos constituiacutedos de cobre eletroliacutetico com alto grau de pureza
(9950) De acordo com a literatura por possuir alta ductilidade ao ser usinado
mecanicamente o cobre puro apresenta forte tendecircncia agrave formaccedilatildeo de aresta posticcedila de corte
(APC) bem como empastamento e formaccedilatildeo de cavacos longos e espiralados no caso do
62
torneamento Por estes motivos o mesmo eacute considerado um material de baixa usinabilidade e
assim requer um estudo de paracircmetros de usinagem mais detalhado em especial para operaccedilotildees
de microfresamento
Tabela 9 ndash Composiccedilatildeo quiacutemica do material para os eletrodos em cobre
Elemento quiacutemico Teor ( em massa)
Cobre Cu 9950
Zinco Zn 006
Chumbo Pb 005
Manganecircs Mn 005
Carbono C 005
Estanho Sn 004
Ferro Fe 003
Alumiacutenio Al 003
Outros lt002
Um dos aspectos considerados criacuteticos no microfresamento eacute o fato da ordem de grandeza
do avanccedilo por dente (fz) se aproximar do valor do raio de gume da ferramenta (rβ) Quando a
razatildeo fzrβ se aproxima de 25 a espessura criacutetica do cavaco de cobre eacute atingida [69][70]
fazendo com que o material natildeo seja mais removido e sim amassado sob a superfiacutecie
danificando suas caracteriacutesticas de acabamento e propiciando a formaccedilatildeo de rebarbas
Outro aspecto considerado criacutetico no processo de usinagem mecacircnica do eletrodo eacute a fixaccedilatildeo
do tarugo na maacutequina-ferramenta Devido agrave proximidade entre o comprimento do tarugo e do
eletrodo final houve a necessidade de dimensionamento de um sistema de fixaccedilatildeo de accedilo
composto por pino e bucha roscados Apoacutes a usinagem do furo central da peccedila (tolerado em
1000+001 mm) bem como dos diacircmetros externos contidos na mesma a montagem no sistema
de fixaccedilatildeo eacute realizada conforme ilustrado na figura 33 O diacircmetro do pino foi retificado na
medida nominal de 998 mm para que o encaixe seja justo o suficiente para eliminar vibraccedilotildees
provenientes da usinagem e natildeo haja danificaccedilatildeo do diacircmetro interno da peccedila jaacute usinado na
medida final nesta etapa do processo A uacutenica variaacutevel controlada pelo operador no processo
de fixaccedilatildeo eacute o torque aplicado ao pino o qual se traduz diretamente em torccedilatildeo da peccedila e
indiretamente em compressatildeo da mesma atraveacutes do efeito da rosca
No experimento de usinagem mecacircnica do eletrodo o torque considerado suficiente para
fixaccedilatildeo segura do tarugo pelo teacutecnico responsaacutevel foi medido com o auxiacutelio de uma chave
63
equipada com torquiacutemetro e natildeo ultrapassou o valor de 14 Nm o que natildeo representa efeitos
significativos na retilinidade do tarugo do eletrodo
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO
O eletrodo EL-0331 faz parte de um conjunto de trecircs eletrodos utilizados para usinar a matriz
de extrusatildeo a frio MT-3673 (fig 27) a qual possui nove dentes moacutedulo (mk) igual agrave 211 e
acircngulo de pressatildeo (αp) 12deg Cada eletrodo possui um afastamento (offset) especiacutefico em relaccedilatildeo
ao perfil final da cavidade da matriz onde os mesmos tecircm funccedilotildees de desbaste e acabamento
A tabela 10 informa os valores de afastamento dos respectivos eletrodos
Tabela 10 ndash Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 Coacutedigo Aplicaccedilatildeo na usinagem de erosatildeo por penetraccedilatildeo
EL-0331 Desbaste inicial
EL-0330 Erosatildeo intermediaacuteria
EL-0987 Acabamento
A operaccedilatildeo de desbaste inicial tem a funccedilatildeo de usinar o perfil de engrenagem a partir do
material da matriz tratado termicamente ainda em bruto Desta forma o eletrodo EL-0331 eacute o
que sofre o maior desgaste O desgaste sofrido pelo eletrodo ao longo do processo de usinagem
atribui imperfeiccedilotildees agrave geometria do dente de engrenagem na cavidade A intensidade destas
imperfeiccedilotildees seraacute tatildeo maior quanto maior for o desgaste do eletrodo A estrateacutegia para
minimizar o desgaste do eletrodo de desbaste inicial eacute mudar a mateacuteria-prima do mesmo para
uma liga que apresenta maior resistecircncia ao desgaste Para o EL-0331 foi aplicado o cobre-
tungstecircnio Aos demais o cobre eletroliacutetico foi aplicado A figura 34 mostra o perfil do eletrodo
EL-0331 sendo o responsaacutevel pela erosatildeo de desbaste inicial A regiatildeo interna do eletrodo
64
possui uma face paralela ao eixo horizontal que tem a funccedilatildeo de guia para posicionamento do
eletrodo em maacutequina bem como referenciamento entre os trecircs eletrodos utilizados em
sequecircncia As figuras 35 e 36 mostram os eletrodos EL-0330 e EL-0987 respectivamente
Figura 34 ndash Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331
Figura 35 ndash Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330
Assim os eletrodos EL-0331 EL-0330 e EL-0987 nesta sequecircncia satildeo utilizados para a
fabricaccedilatildeo da cavidade da matriz MT-3673 quando montada em seus respectivos aneacuteis de
cintamento
65
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE
TIRAS DE ACcedilO
Este capiacutetulo descreve os ferramentais utilizados para fabricaccedilatildeo por extrusatildeo a frio de
pinhotildees para impulsor de partida O resultado comparativo entre o dimensional resultante de
engrenagens obtidas por matrizes com sistema convencional de aneacuteis de cintamento duplo e
uma matriz com sistema de aneacuteis de alta resistecircncia obtida por enrolamento de tiras
desenvolvido pela empresa STRECON seraacute mostrado no capiacutetulo que segue
Figura 36 ndash Eletrodo para acabamento por penetraccedilatildeo EL-0987
331 Dados do processo de extrusatildeo
A figura 37 ilustra o sistema convencional de duplo anel de cintamento utilizado nos ensaios
de extrusatildeo Este sistema convencional de aneacuteis de cintamento eacute montado com os componentes
descritos na tabela 11
A matriz possui diacircmetro da cavidade (d) = 2670 mm e diacircmetro do anel externo (D) =
15995 mm As figuras 38a) e 38b) mostram as dimensotildees da geratriz que foi definida com
base nas dimensotildees da cavidade e massa do extrudado e o comprimento final do pinhatildeo
extrudado O material extrudado eacute o SAE 10B22 para o qual a expressatildeo do caacutelculo da tensatildeo
de escoamento (119896119891) eacute mostrada pela equaccedilatildeo (13) 119896119891 = 119862 120593119899 eq (13)
onde C eacute a constante de resistecircncia ao escoamento estabelecida em 539 Nmm2 e n o iacutendice de
encruamento eacute igual agrave 0261 para accedilos baixo carbono [71]
66
Figura 37 ndash Sistema convencional de aneacuteis de cintamento duplo
Tabela 11 ndash Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo
Posiccedilatildeo Descriccedilatildeo Funccedilatildeo
1 Anel de cintamento externo Proporciona a interface de montagem agrave
prensa
2 Anel de cintamento interno Proporciona a resistecircncia do conjunto de
ferramentas
3 Matriz de extrusatildeo do corpo
ciliacutendrico do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
4 Matriz de extrusatildeo da engrenagem
do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
5 Placa de fixaccedilatildeo das matrizes Aplica o preacute-tensionamento das matrizes no
sentido axial
6 Placa de apoio das matrizes Sustenta o conjunto e o apoia nas placas do
porta-ferramentas
7 Extrator Funccedilatildeo de extraccedilatildeo da geratriz da cavidade
da matriz
8 Punccedilatildeo de recalque Pressiona o material contra as paredes da
cavidade da matriz
9 Punccedilatildeo de furaccedilatildeo Proporciona a forma final do furo central da
peccedila
67
a) b)
Figura 38 ndash Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673
332 Caacutelculo da forccedila de extrusatildeo no processo
A forccedila de extrusatildeo necessaacuteria para a produccedilatildeo do pinhatildeo da figura 38b pode ser calculada
pela equaccedilatildeo (14) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (14)
calcula-se as aacutereas inicial A0 e deformada A1 1198600 = 1205874 lowast (2622 minus 1342) = 3979 1198981198982 1198601 = 22605 1198981198982 (informaccedilatildeo atraveacutes do software CAD utilizado fig 38b)
Assim o caacutelculo da deformaccedilatildeo verdadeira (φ) eacute dado pela equaccedilatildeo (15)
120593 = 119897119899 (11986001198601) = 119897119899 ( 397922605) = 0565 eq (15)
De acordo com as curvas fornecidas pelo software JMatPro para o accedilo 10B22 considerando
a temperatura igual agrave 20degC e velocidade de deformaccedilatildeo 1 s-1 verifica-se no ANEXO B que
kf0=1905 Nmm2 para φ=0 Desta forma com a equaccedilatildeo (16) calcula-se a tensatildeo de escoamento
meacutedia (kfm) 119896119891119898 = 1198961198910+11989611989112 = 1905+539(0565)02612 = 3275 1198731198981198982 eq (16)
Considerando o coeficiente de atrito μ=01 (ver tabela 3) a forccedila de extrusatildeo necessaacuteria para
a fabricaccedilatildeo do pinhatildeo eacute
68
119865 = 3979 3275 0565 (1 + 201119904119890119899(2(90minus20180 )120587) + 23 (90minus20180 )1205870565 ) + 120587 262 01 1905 145
= 5479438 N asymp 548 kN
O trabalho de extrusatildeo eacute dado pela equaccedilatildeo (6) 119879119903 = 119865 119878119908 = 548 (00208 minus 00145) = 345119896119873 119898
O aumento de temperatura devido ao trabalho de extrusatildeo eacute calculado atraveacutes da equaccedilatildeo
(8) sendo 119888119872= 5024 NmmgordmC [72] 120599119862 = 119896119891120593119888119872 120588 119886 = 3275 119873119898119898205655024119873119898119898119892 783 11990910minus3 1198921198981198983 (09) = 423 ordmC
A tensatildeo axial (120590119911) na cavidade da matriz eacute calculada pela equaccedilatildeo (17) 120590119911 = 1198651198600 = 5479438 1198733979 1198981198982 = 13771 1198731198981198982 eq (17)
De acordo com Tresca se pode calcular a tensatildeo radial atraveacutes da equaccedilatildeo (18)
kf = σz ndash σr eq (18)
sendo σz = -13771 Nmm2 σr = σz - kfm rarr σr = - 13771 ndash 3275 = -17046 Nmm2
333 Dimensionamento dos aneacuteis para sistema convencional de cintamento
Conforme informado na tabela 2 satildeo recomendados dois aneacuteis para tensotildees radiais no
intervalo de 1600 agrave 2200 Nmm2 De acordo com as caracteriacutesticas apresentadas da ferramenta
os diacircmetros de montagem d1 e d2 satildeo determinados a seguir 1198891 = radic119863 119889 = radic15995 267 = 653 119898119898 1198892 = radic119863 1198891 = radic15995 653 = 1022 119898119898
A matriz de extrusatildeo da engrenagem eacute fabricada em accedilo-ferramenta K340 cuja tensatildeo de
escoamento (119896119891119898119886119905119903119894119911) eacute 2700 Nmm2 [73] em um intervalo de dureza de 61 a 63 HRC Para
o anel de cintamento interno eacute utilizado o AISI S1 com tensatildeo de escoamento (1198961198911198881198941198991199051) igual
agrave 1900 Nmm2 [74] O anel de cintamento externo foi dimensionado em accedilo AISI H13 o qual
apresenta tensatildeo de escoamento (1198961198911198881198941198991199052) de 1450 Nmm2 endurecido agrave 48HRC [75]
Assume-se que o moacutedulo de elasticidade (E) eacute 210000 Nmm2 As interferecircncias de montagem
z1 e z2 satildeo calculadas abaixo atraveacutes da equaccedilotildees 2 e 3
69
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) = 653lowast2700210000 ( 127001900 minus (radic12 (1 + 127001900 ) minus 21232700)2)
1199111 = 0535 119898119898
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) = 1022lowast1900210000 ( 119001450 minus (radic12 (1 + 119001450 ) minus 21232700)2)
1199112 = 0617 119898119898
A interferecircncia relativa εf entre uma matriz e um anel de cintamento ou entre aneacuteis de
cintamento natildeo deve ser superior agrave 06 [76] A anaacutelise eacute realizada atraveacutes da equaccedilatildeo (19) 120576119891119894 = 119911119889119894 eq (19)
Desta forma 1205761198911 = 0535653 = 00081 = 081 1205761198912 = 06171022 = 0006 = 06
De acordo com os resultados a interferecircncia 1199111 sugerida natildeo atende a recomendaccedilatildeo A
interferecircncia 1199112 satisfaz a equaccedilatildeo (19) poreacutem no limite Para as duas interferecircncias calculadas
haacute o risco de quebra prematura dos aneacuteis de cintamento eou matriz caso estes valores sejam
seguidos
O software Eesy-DieOpt V 212 [77] foi utilizado para corrigir o caacutelculo dos resultados A
figura 39 mostra a interface de caacutelculo do software O sistema com 2 aneacuteis (frio) foi selecionado
Os diacircmetros da cavidade da matriz e o diacircmetro externo do segundo anel foram os dados de
entrada O Eesy-DieOpt possui uma biblioteca especiacutefica de materiais natildeo sendo possiacutevel a
ediccedilatildeo dos mesmos Desta forma accedilos similares aos utilizados na realidade foram selecionados
Para a matriz foi utilizado o accedilo-raacutepido M2 (DIN 13343) para o primeiro anel o X40CrMoV51
(DIN 12344) com 539 HRC O segundo anel foi analisado com o accedilo X38CrMoV51 (DIN
12343) com 464 HRC
O resultado do software sugere um diacircmetro de montagem do primeiro anel (d1) com 50 mm
e interferecircncia (z1) 0385 mm O segundo anel tem diacircmetro de montagem (d2) sugerido de 84
mm e interferecircncia (z2) 0434 mm Contudo de acordo com a figura 27 a matriz MT-3673
possui diacircmetro externo de 531 mm na extremidade superior O diacircmetro d1 deve ser
determinado pela matriz superior a qual eacute responsaacutevel pelo corpo ciliacutendrico do pinhatildeo e que
70
faz contato com a matriz MT-3673 O diacircmetro externo da matriz superior eacute 523 mm como
pode ser visto na figura 40 Para satisfazer a equaccedilatildeo (18) e considerando a interferecircncia relativa
de 055 a interferecircncia z1 calculada eacute 0286 mm
Figura 39 ndash Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673
Figura 40 ndash Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo
Os diacircmetros de montagem e interferecircncias sugeridos pelo software podem ser vistos na
tabela 12
71
A tensatildeo radial na cavidade da matriz calculada pelo software devido ao preacute-tensionamento
eacute 14529 Nmm2
Tabela 12 ndash Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo AISI H13 D = 15995
2 Anel de cintamento interno AISI S1 d2 = 840 0434
3 Matriz superior M2 d1 = 523 0286
4 Matriz inferior K340 0286
5 Anel de compensaccedilatildeo VF 800 AT
6 Placa de apoio AISI M2
7 Porca de travamento SAE 4340
334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo
O sistema STRECON de aneacuteis de cintamento eacute montado com os componentes descritos a
seguir
1 Anel de cintamento interno primaacuterio
Contato direto com as matrizes
Fabricada accedilo-ferramenta AISI S1 52-54 HRC
2 Anel de cintamento interno secundaacuterio
Proporciona alta rigidez (ν = 023)
Em WC-Co 13-15 Co 85-88 HRa E = 540000 Nmm2
3 Tiras de accedilo de alta resistecircncia com espessura de 01 mm
Proporciona a resistecircncia e controla a distribuiccedilatildeo do preacute-tensionamento
Feito em accedilo mola especial (natildeo divulgado pela STRECON)
62-64 HRC E = 225000 Nmm2 kf gt 2000 Nmm2 ν = 030
4 Anel de cintamento externo
Proporciona a interface de montagem agrave prensa
Accedilo utilizado ORVAR 45-48 HRC
O desenho esquemaacutetico do sistema STRECON aplicado nos ensaios onde os aneacuteis de
cintamento do sistema convencional satildeo substituiacutedos por componentes descritos acima pode
ser visto na figura 41
72
Figura 41 ndash Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos experimentos
O sistema STRECON oferece agrave ferramenta a resistecircncia em duas direccedilotildees radial e axial O
preacute-tensionamento radial eacute obtido por interferecircncia de montagem enquanto que o axial eacute
garantido pelo fechamento da ferramenta sob alta carga axial durante a montagem da
ferramenta A ferramenta eacute montada com um anel de compressatildeo fabricado em WC-Co o qual
em conjunto com o conceito final deste sistema assegura uma rigidez de aproximadamente 400
GPa A capacidade de resistecircncia agraves cargas de trabalho estaacute entre 50 e 100 acima de sistemas
com aneacuteis convencionais
O sistema eacute montado com um anel de cintamento feito por tiras de accedilo de alta resistecircncia o
qual proporciona uma resistecircncia significativamente superior ao sistema com aneacuteis
convencionais A tensatildeo de escoamento das tiras eacute aproximadamente 2100 Nmm2 agrave
temperatura ambiente e endurecida agrave 62-64 HRC Considerando ferramentas de mesma
dimensatildeo o sistema eacute duas vezes mais resistente que um sistema de anel simples e 17 vezes
em relaccedilatildeo ao sistema de duplo anel [78]
A reduccedilatildeo da amplitude da tensatildeo tangencial na superfiacutecie da cavidade da matriz pode ser
obtida pelo aumento da rigidez dos aneacuteis de cintamento A razatildeo baixa entre os moacutedulos de
elasticidade da matriz e dos aneacuteis leva a uma reduzida contribuiccedilatildeo da tensatildeo tangencial devido
agrave tensatildeo radial [79]
335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON
O comportamento mecacircnico e o desempenho das ferramentas de extrusatildeo podem ser
analisados de diferentes formas
73
1 Na simulaccedilatildeo numeacuterica de escoamento do material a matriz e os aneacuteis de cintamento
satildeo considerados como componentes deformaacuteveis
2 Com o objetivo de reduzir o tempo de simulaccedilatildeo os componentes da ferramenta podem
ser considerados como corpos riacutegidos na simulaccedilatildeo computacional A distribuiccedilatildeo de
pressatildeo resultante na superfiacutecie da matriz varia durante o processo de extrusatildeo e eacute
derivado da anaacutelise de escoamento do material A distribuiccedilatildeo de pressatildeo maacutexima na
superfiacutecie da matriz eacute entatildeo transferida a um modelo onde os componentes da
ferramenta satildeo (elaacutesticos ou elasto-plaacutesticos) corpos deformaacuteveis
3 Se a distribuiccedilatildeo de pressatildeo maacutexima na superfiacutecie da matriz jaacute eacute conhecida atraveacutes de
experimentos praacuteticos ou equaccedilotildees empiacutericas esta variaacutevel pode ser diretamente
aplicada a um modelo onde os componentes da ferramenta satildeo corpos deformaacuteveis
O esquema de uma tiacutepica matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON
E+ eacute mostrado na figura 42a Os aneacuteis de cintamento consistem em um anel interno de WC-Co
as tiras de accedilo e o anel externo em accedilo-ferramenta As superfiacutecies interna do nuacutecleo e a externa
da matriz satildeo cocircnicas para favorecer a montagem A figura 42b mostra a malha por elementos
finitos que representa a matriz e os aneacuteis de cintamento [80]
a) b)
Figura 42 ndash Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel interno e externo e matriz [80]
Enquanto o anel interno eacute remalhado separadamente as tiras de accedilo e o anel externo do
sistema STRECON podem ser considerados como um corpo uacutenico Para reproduzir os seus
efeitos sobre o comportamento da matriz natildeo haacute necessidade de modelaacute-los em separado A
simplificaccedilatildeo do modelo ao utilizar caracteriacutesticas simeacutetricas eacute recomendada No caso de
engrenagens apenas uma seccedilatildeo pode ser analisada
No sistema STRECON E+ o anel interno eacute fabricado em WC-Co Valores tiacutepicos das
propriedades mecacircnicas destes aneacuteis de cintamento satildeo vistos na seccedilatildeo 332
74
A interferecircncia de montagem deve ser definida considerando a melhor performance da
matriz ou seja a reduccedilatildeo de tensotildees criacuteticas de extrusatildeo bem como as tensotildees maacuteximas
permitidas pelos aneacuteis de cintamento A interferecircncia eacute similar agrave dos aneacuteis de cintamento
convencionais 04 a 06 O principal benefiacutecio do sistema STRECON E+ eacute fornecido pelo
anel interno o qual aplicaraacute um preacute-tensionamento superior aos aneacuteis convencionais Aleacutem
disto sua alta rigidez permite uma baixa expansatildeo dimensional da matriz e reduz a amplitude
da deformaccedilatildeo plaacutestica ciacuteclica o que reduz o risco de ruptura por fadiga
34 PRENSA MECAcircNICA
Os ensaios de extrusatildeo foram realizados em prensa mecacircnica de junta articulada (knuckle
joint press) do fabricante Komatsu modelo MKN 450 A A prensa tem capacidade de forccedila
igual 450 toneladas agrave 10 mm do seu ponto morto inferior e velocidade angular maacutexima de 55
rpm A prensa possui alimentaccedilatildeo automaacutetica de geratrizes por calha e dispositivo de
movimentaccedilatildeo por garras A figura 43 mostra a visatildeo geral da maacutequina A figura 44 evidencia
a aacuterea de prensagem
Figura 43 ndash Prensa mecacircnica MKN 450 A Komatsu com capacidade de forccedila 450 toneladas
O pinhatildeo da figura 38 eacute produzido nesta prensa a uma velocidade angular de 35 rpm Desta
forma a velocidade angular (ω) eacute 35 (212058760) = 367 rads A velocidade da ferramenta (VF) eacute
funccedilatildeo da velocidade tangencial (Vt) do volante e eacute calculada pela equaccedilatildeo (20)
119881119865 = 119881119905 radic1 minus (1 minus ℎ0minusℎ119896119877119881 )2 = 367450radic1 minus [1 minus (208minus145)450 ]2 = 275 119898119898119904 eq (20)
sendo 119881119905 = 120596 119877119881 onde 119877119881 eacute o raio do volante da prensa 119877119881 = 450 119898119898 (ANEXOS G e H)
A velocidade de deformaccedilatildeo () no final da extrusatildeo eacute = 119881119865ℎ119896 = 275145 = 19119904minus1 eq (21)
Figura 44 ndash Transfer de alimentaccedilatildeo e aacuterea de prensagem
75
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS
351 Accedilo ao Boro SAE 10B22
O material utilizado neste estudo para obtenccedilatildeo do extrudado eacute o accedilo ligado ao Boro SAE
10B22 produzido pela Gerdau Accedilos Finos Piratini unidade de Charqueadas na forma de fio
maacutequina bitola de diacircmetro 312 mm Apoacutes o processo padratildeo de laminaccedilatildeo o material eacute
submetido ao tratamento teacutermico de recozimento para que seja atingido o grau de esferoidizaccedilatildeo
meacutedio de 90 O fio maacutequina eacute conformado por trefilaccedilatildeo para atingir a bitola de utilizaccedilatildeo de
297 mm Desta forma satildeo importantes as suas propriedades de dureza e resistecircncia mecacircnica
A tabela 13 apresenta a composiccedilatildeo quiacutemica de fornecimento informada pelo fabricante em
certificado de qualidade (ANEXO I) A composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 para
os principais elementos de liga eacute informada na tabela 14
Tabela 13 ndash Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 019 088 024 015 008 004 0005 016 00018 0005 0006
Tabela 14 ndash Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 [81]
C Mn Si B
10B22 018 ndash 023 070 ndash 100 015-030 00005 ndash 0003
Comparando os teores dos elementos de liga apresentados pelas tabelas 4 e 13 em relaccedilatildeo agrave
composiccedilatildeo nominal da tabela 14 se verifica que o accedilo utilizado nos experimentos teve seu
teor de carbono (C) proacuteximo da miacutenima especificaccedilatildeo O teor de C utilizado para simulaccedilatildeo no
JMatPro foi no limite maacuteximo Os teores de manganecircs (Mn) o qual proporciona o aumento do
limite de resistecircncia agrave traccedilatildeo foram similares bem como o Boro (B) responsaacutevel pelo aumento
da temperabilidade Os demais elementos tambeacutem tiveram seus teores similares sendo que
alguns satildeo residuais de fabricaccedilatildeo
A tabela 15 apresenta os resultados de dureza resistecircncia a traccedilatildeo (σtr) descarbonetaccedilatildeo
meacutedia de superfiacutecie e tamanho de gratildeo (TG) aleacutem de resultados de reduccedilatildeo de aacuterea (RA)
bandeamento e grau de esferoidizaccedilatildeo de lote de fornecimento deste material apoacutes a trefilaccedilatildeo
e recozimento realizados pela usina
Tabela 15 ndash Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos
Dureza
(HB)
σtr
(Nmm2) RA () Bandeamento
Grau de
esferoidizaccedilatildeo
()
Camada meacutedia
descarbonetada
(mm)
TG
Resultados Maacutex 152
481 701 2 80 023 6
76
352 Curvas de escoamento verdadeiras
A determinaccedilatildeo das curvas de escoamento verdadeiras do SAE 10B22 foi realizada com a
utilizaccedilatildeo do sistema de inspeccedilatildeo termomecacircnica Gleeble 3800 localizado no Instituto de
Conformaccedilatildeo Mecacircnica (IFU) da Universidade de Stuttgart Alemanha As velocidades de
deformaccedilatildeo analisadas foram 005 s-1 1 s-1 e 10s-1 para as temperaturas ambiente (20degC)
100degC 200degC 300degC 400degC e 500degC Para todos os paracircmetros foram realizados trecircs testes
Os corpos de prova ciliacutendricos foram aquecidos por Conduccedilatildeo antes de serem conformados A
temperatura das amostras foi controlada por dois termopares soldados em suas superfiacutecies A
figura 45 mostra as dimensotildees do corpo de prova utilizado
Figura 45 ndash Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo
da curva de escoamento
Para minimizar o atrito tiras de grafite foram colocadas entre as faces dos corpos de prova
e o punccedilatildeo de prensagem do equipamento O aquecimento dos corpos de prova foi agrave taxa de 15
degCs e mantido por 10 segundos para garantir a homogeneidade de temperatura da amostra A
deformaccedilatildeo elaacutestica da maacutequina foi ajustada em funccedilatildeo da forccedila Apoacutes as curvas de escoamento
verdadeiras foram calculadas utilizando o diagrama de Avanccedilo de Ferramenta X Forccedila e a
geometria do corpo de prova Considerando a maacutexima deformaccedilatildeo verdadeira de φ = 07 as
curvas de escoamento foram obtidas de acordo com o modelo de Hollomon-Ludwik a qual eacute
apresentado pela equaccedilatildeo (12) Este modelo eacute comumente empregado nos processos de
conformaccedilatildeo mecacircnica A figura 46 mostra a regiatildeo de teste do equipamento Gleeble 3800
77
Figura 46 ndash Aacuterea de ensaio do equipamento Gleeble 3800 Fonte IFU Stuttgart
Sabe-se que a constante de resistecircncia ao escoamento (C) e o iacutendice de encruamento (n)
tendem a zero de acordo com o aumento da temperatura Os valores obtidos pelo equipamento
no ensaio de compressatildeo para os corpos de prova em accedilo SAE 10B22 foram utilizados para
traccedilar as curvas de escoamento verdadeiras (ANEXOS D E e F)
As curvas de escoamento verdadeiras foram traccediladas conforme valores obtidos nos ensaios
de compressatildeo As curvas satildeo mostradas nas figuras 47 48 e 49
Ao comparar-se os resultados obtidos pelo ensaio de compressatildeo para as velocidades de
deformaccedilatildeo 1 s-1 e 10 s-1 (ANEXOS E e F) com os dados de simulaccedilatildeo do software JMatPro
para as mesmas velocidades de deformaccedilatildeo (ANEXOS B e C) se verifica uma diferenccedila
significativa entre dados de simulaccedilatildeo e resultados experimentais Como exemplo para a
deformaccedilatildeo verdadeira igual a 018 na velocidade de deformaccedilatildeo 10 s-1 a 20degC a tensatildeo de
escoamento apresentada pelo JMatPro seraacute 5256 Nmm2 O ensaio de compressatildeo apresentou
a tensatildeo de escoamento igual agrave 6782 Nmm2 sob os mesmos paracircmetros
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 005 s-1 Fonte IFU Stuttgart
0
100
200
300
400
500
600
700
800
900
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
kf)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
78
De acordo com a comparaccedilatildeo realizada verifica-se a necessidade da utilizaccedilatildeo de meacutetodos
experimentais para a validaccedilatildeo das propriedades mecacircnicas obtidas via softwares dedicados
com o objetivo de evitar resultados inconsistentes na simulaccedilatildeo numeacuterica computacional
O accedilo SAE 10B22 foi submetido a experimentos de extrusatildeo a frio com a utilizaccedilatildeo das
matrizes e aneacuteis de cintamento calculados nas seccedilotildees anteriores O resultado dos experimentos
eacute mostrado nos capiacutetulos a seguir
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1
Fonte IFU Stuttgart
Figura 49 - Curva de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte IFU Stuttgart
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
79
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO
A FRIO
A anaacutelise por elementos finitos foi realizada sobre um pinhatildeo utilizado em impulsor de
partida para motores de arranque de automoacuteveis do mercado original automotivo Este pinhatildeo
possui treze dentes moacutedulo 267 e massa igual a 58 gramas Observa-se que este pinhatildeo natildeo
eacute o mesmo abordado pela figura 38b o qual possui nove dentes e moacutedulo igual agrave 211 As
duas referecircncias de pinhotildees foram escolhidas para os estudos por apresentarem alta demanda
de produccedilatildeo na linha da empresa ZEN SA
O pinhatildeo e suas dimensotildees satildeo mostrados nas figuras 50a e 50b
a) b)
Figura 50 ndash Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D
A figura 51 mostra a vista em corte da matriz que produz o referido pinhatildeo por extrusatildeo a
frio A matriz eacute definida pelo coacutedigo MT-6313
A MT-6313 eacute fabricada em accedilo Vanadis 4 Extra com dureza situada no intervalo de 59-61
HRC Possui a mesma sequecircncia de fabricaccedilatildeo da MT-3673 sendo eletrodos usinados por
eletroerosatildeo ao fio e aplicados em maacutequina de erosatildeo por penetraccedilatildeo Contudo a cavidade desta
matriz eacute fabricada por dois eletrodos onde um eacute aplicado ao desbaste inicial e outro ao
acabamento
Figura 51 ndash Desenho da matriz MT-6313
80
A figura 52 mostra a matriz MT-6313 montada com os seus respectivos aneacuteis de cintamento
Os diacircmetros de montagem e interferecircncias para esta matriz c om sistema duplo de aneacuteis de
cintamento pode ser visto na tabela 16 Interferecircncias foram calculadas pelo Eesy-DieOpt [77]
Tabela 16 ndash Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo VMO D = 19995
2 Anel de cintamento interno AISI H13 d2 = 1050 0301 3 Matriz superior AISI M2 d1 = 677 0406
4 Matriz inferior Vanadis 4
Extra 0406
5 Placa de apoio AISI S1
6 Porca de travamento SAE 4340
7 Extrator SAE 4340
8 Punccedilatildeo de recalque AISI M2
9 Punccedilatildeo de furaccedilatildeo VF 800 AT
10 Placa de compensaccedilatildeo AISI S1
O produto resultante da sequecircncia de operaccedilotildees de manufatura no processo atual conforme
figura 53 apresenta variaccedilotildees com amplitudes que elevam o grau de qualidade da engrenagem
Cada uma das variaacuteveis descritas no capiacutetulo 27 eacute medida e de acordo com o resultado atribui
Figura 52 ndash Matriz MT-6313 montada
em sistema de aneacuteis de cintamento
duplo
81
um grau de qualidade agrave engrenagem A variaacutevel que sofre maior impacto eacute o comprimento de
heacutelice O grau de qualidade de engrenagem meacutedia resultante do processo de extrusatildeo a frio se
situa entre Q9 e Q11 Apoacutes o processo de usinagem e operaccedilotildees de tratamento teacutermico como
cementaccedilatildeo tecircmpera e revenimento as distorccedilotildees aplicadas agrave peccedila deslocam o grau de
qualidade para o intervalo entre Q10 e Q12
Para aplicaccedilotildees do mercado original automotivo engrenagens com grau de qualidade no
intervalo citado anteriormente natildeo satildeo aceitas devido agrave possibilidade de ruiacutedo de engrenamento
e desgaste prematuro do flanco do dente [82]
Figura 53 ndash Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida
A incidecircncia de erro no extrudado surge no processo inicial a fabricaccedilatildeo de ferramentas
O meacutetodo de fabricaccedilatildeo ou mesmo os equipamentos utilizados para este fim satildeo determinantes
para a qualidade resultante da engrenagem Aliada a materiais de alta qualidade teacutecnicas de
corte de geratrizes e ciclos eficientes de recristalizaccedilatildeo a fabricaccedilatildeo de ferramentas eacute a chave
para a extrusatildeo de precisatildeo
A qualidade da engrenagem extrudada a frio deve ser melhorada para ao final do processo
de manufatura o dentado apresentar o grau de qualidade de engrenagem desejado igual a Q8
Com base neste objetivo a figura 54 estabelece a meta para o processo de extrusatildeo a frio
Figura 54 ndash Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328
Entende-se que de acordo com os erros agregados agraves engrenagens pelos processos
posteriores agrave extrusatildeo a frio ao manter os desvios das engrenagens produzidas por extrusatildeo a
frio com classificaccedilatildeo maacutexima igual agrave Q7 seraacute possiacutevel a obtenccedilatildeo do grau de qualidade final
Q8 apoacutes os processos de manufatura sequentes com seus devidos ajustes
102
5 ANAacuteLISE EXPERIMENTAL
51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
A usinagem por eletroerosatildeo se deu inicialmente em duas etapas onde foram utilizadas as
maacutequinas da GF Agie Charmilles CUT 20 P e CUT 2000 S Apoacutes foi adicionada uma terceira
etapa utilizando o modelo CUT 300 mS Esta maacutequina estaacute no mesmo niacutevel de precisatildeo da CUT
2000 S poreacutem possui um sistema interno de estabilizaccedilatildeo teacutermica em relaccedilatildeo ao ambiente
Sabe-se que a temperatura tem influecircncia direta nos resultados da precisatildeo dimensional apoacutes a
erosatildeo
Para ambas as maacutequinas os tarugos de cobre foram furados de duas formas diferentes
respectivamente com dois e quatro pontos conforme mostrado nas figuras 83a e 83b A furaccedilatildeo
tem a funccedilatildeo de permitir a passagem do fio de erosatildeo para corte do perfil desejado do eletrodo
Estes furos foram feitos atraveacutes da maacutequina de usinagem para furo raacutepido modelo Resitron RT
Drill 350 para posterior fixaccedilatildeo nas maacutequinas de eletroerosatildeo a fio O perfil de engrenagem eacute
baseado em um modelo do eletrodo EL-0330 jaacute citado no item 32
Com um nuacutemero maior de furaccedilotildees para passagem de fio os tarugos tecircm uma fixaccedilatildeo riacutegida
diminuindo a vibraccedilatildeo durante o processo de erosatildeo
Figura 83 ndash Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos
A fabricaccedilatildeo do eletrodo utilizando a maacutequina CUT 20 P se deu em duas etapas
primeiramente o furo interno foi realizado e em seguida os perfis dos dentes foram usinados
Ambas as etapas satildeo constituiacutedas de quatro sub-etapas denominadas MainCut e TrimCut 1 a 3
103
Estas sub-etapas satildeo anaacutelogas aos processos de desbaste preacute-acabamento e acabamento da
usinagem mecacircnica
A fim de utilizar uma maacutequina com maior precisatildeo de fabricaccedilatildeo foi utilizada a maacutequina de
eletroerosatildeo CUT 2000 S Neste processo para a fabricaccedilatildeo para os dois modelos de tarugos
(2 furos na periferia e um central e 4 furos na periferia e um furo central) o furo central e os
dentes foram fabricados simultaneamente sendo utilizadas 5 etapas de corte (MainCut e
TrimCut 1 a 4)
Para buscar os melhores resultados com a maacutequina CUT 2000 S foram utilizados tarugos
com furos iniciais diferentes poreacutem com os mesmos paracircmetros No primeiro foi utilizado o
tarugo com dois furos para passagem do fio No segundo foram utilizados 4 furos com o
objetivo de manter a peccedila mais riacutegida durante a usinagem
Para ambas as maacutequinas foi utilizado fio com 025 mm de diacircmetro poreacutem para a CUT 20
P o material do fio eacute de latatildeo e para a CUT 2000 S o fio eacute de latatildeo com revestimento de zinco
Cobra Cut A Todas as sub-etapas foram realizadas no moacutedulo de usinagem de precisatildeo das
maacutequinas Este paracircmetro para iniacutecio da usinagem serve apenas como balizamento para que a
mesma busque em seu banco de dados tecnoloacutegico os melhores paracircmetros para o corte do
material da peccedila em questatildeo
Pode-se efetuar no entanto uma anaacutelise qualitativa das sub-etapas Com a evoluccedilatildeo do
processo de acabamento as seguintes tendecircncias satildeo notadas
Diminuiccedilatildeo da corrente de descarga e da largura de pulso como efeitos tem-se uma
reduccedilatildeo da taxa de remoccedilatildeo local de material e consequentemente da pressatildeo de lavagem
necessaacuteria e velocidade do fio na regiatildeo de corte bem como melhora nas caracteriacutesticas
geomeacutetricas e de superfiacutecie (rugosidade camada branca micro trincas e zona termicamente
afetada) e menor risco de ruptura do fio durante o processo A compensaccedilatildeo da reduccedilatildeo na
taxa de remoccedilatildeo local do material se daacute com o aumento da velocidade de avanccedilo do cabeccedilote
sendo que para a maacutequina CUT 2000 S as velocidades diminuem com o nuacutemero de repasses
de acabamento
Aumento da tensatildeo do fio e reduccedilatildeo do offset com o aumento da tensatildeo do fio apesar
de um acreacutescimo no risco de ruptura do mesmo durante o processo haacute um ganho relevante
em termos de uniformidade da regiatildeo de corte e concordacircncia com a programaccedilatildeo de
posicionamento do cabeccedilote Aleacutem disso os paracircmetros eleacutetricos e de duraccedilatildeo do pulso
causam uma reduccedilatildeo da folga entre peccedila e eletrodo durante o processo que eacute a grandeza
104
corrigida pelo sistema de controle da maacutequina para geraccedilatildeo da geometria final da peccedila
desejada Com a folga reduzida se reduz tambeacutem a probabilidade de incidecircncia de erros
geomeacutetricos provenientes desta fonte
A figura 84 mostra o eletrodo de acabamento cortado neste experimento pela maacutequina CUT
2000 S
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S
O modelo GF Agie-Charmilles CUT 300 mS foi utilizado na sequecircncia Com o seu sistema
de termo-estabilizaccedilatildeo bem como a precisatildeo de corte aplicada pela mesma se teve como
objetivo melhorar os resultados obtidos pelas etapas anteriores de usinagem
Duas referecircncias de eletrodos foram usinadas por esta maacutequina sendo os eletrodos de
coacutedigos EL-0926 e EL-0330 O eletrodo EL-0926 possui onze dentes e moacutedulo 3 e eacute fabricado
em cobre eletroliacutetico Pode ser visto na figura 85
Para esta referecircncia de eletrodo trecircs amostras foram usinadas e demonstraram avanccedilo na
precisatildeo dos flancos de seus dentes Os perfis de engrenagem resultantes da fabricaccedilatildeo de cada
eletrodo foram medidos em maacutequina tridimensional utilizando o software Quindos Gear
conforme a ISO 1328-12013 As variaacuteveis medidas e sua descriccedilatildeo satildeo apresentadas na tabela
26
105
Figura 85 ndash Desenho do eletrodo EL-0926
Tabela 26 ndash Desvios de flanco de dente de engrenagem [42]
Simbologia (μm) Descriccedilatildeo 119891119867120572 Desvio angular de perfil 119865120572 Desvio total de perfil 119891119891120572 Desvio de forma de perfil 119891119867120573 Desvio angular de linha de flanco 119865120573 Desvio total de linha de flanco 119891119891120573 Desvio de forma de linha de flanco 119891119901119905 Desvio de passo individual 119865119901 Desvio de passo total 119865119903 Desvio de batimento radial
Q Grau de qualidade de engrenagem
O perfil de engrenagem do eletrodo EL-0926 tem onze dentes Desta forma a metodologia
de coleta de dados definida foi a mediccedilatildeo individual dos dois flancos de cada dente e a avaliaccedilatildeo
do grau de qualidade de engrenagem resultante do maior valor encontrado sobre trecircs grupos
consecutivos O grupo 1 eacute formado pelos dentes 1 2 3 e 4 O grupo 2 eacute composto pelos dentes
5 6 7 e 8 Os demais dentes compotildeem o grupo 3 Foram usinadas trecircs amostras do eletrodo
EL-0926 Os eletrodos usinados na maacutequina CUT 300 mS satildeo mostrados na figura 86a 86b e
86c
106
a) b) c)
Figura 86 ndash Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3
As trecircs amostras do eletrodo satildeo idecircnticas contudo os seus resultados de desvios
dimensionais e grau de qualidade foram especiacuteficos em cada amostra Os resultados
dimensionais referente aos trecircs eletrodos satildeo mostrados nas tabelas 27 28 e 29
Tabela 27 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 1)
Grau de qualidade de engrenagem eletrodo EL-0926
esquerdo direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
3 2 4 3 3 2 119943119919120630 3 4 2 2 2 4
2 2 4 4 2 2 119917120630 3 3 2 2 2 2
1 1 1 1 1 1 119943119943120630 1 3 1 2 1 1
0 1 0 1 1 1 119943119919120631 1 0 1 0 0 0
0 1 0 1 0 1 119917120631 1 0 1 0 1 0
0 1 0 1 1 1 119943119943120631 1 1 1 4 1 1
3 3 119943119953119957 6 4
3 6 119917119953 6 3
5 8 119917119955
a variaacutevel 119865119903 independe de flanco direito ou esquerdo
107
Tabela 28 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 2)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo Direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 0 4 3 3 2 119943119919120630 3 5 5 6 3 4
0 1 3 3 1 2 119917120630 4 3 4 4 3 3
1 1 2 2 2 1 119943119943120630 1 1 1 0 1 1
0 0 0 0 0 0 119943119919120631 0 0 1 1 1 0
1 1 0 1 1 2 119917120631 1 1 1 1 1 0
2 1 2 1 3 2 119943119943120631 1 2 1 1 1 1
2 4 119943119953119957 3 4
1 3 119917119953 5 3
3 4 119917119955
Tabela 29 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 3)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo direito
Q
11109 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
91011 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 3 2 3 2 119943119919120630 3 4 3 5 4 5
2 2 1 2 2 2 119917120630 3 3 3 3 3 3
0 1 1 1 1 1 119943119943120630 1 0 2 2 1 0
0 0 0 1 0 0 119943119919120631 1 1 1 0 1 1
1 1 1 1 0 1 119917120631 1 4 4 1 1 0
1 1 1 1 1 1 119943119943120631 1 4 3 1 1 0
4 4 119943119953119957 3 4
3 6 119917119953 8 4
5 8 119917119955
108
O conjunto de trecircs eletrodos EL-0330 EL-0331 e EL-0987 foi usinado na maacutequina CUT
300 mS Os resultados de desvios geomeacutetricos para os eletrodos satildeo mostrados nas tabelas 30
31 e 32
Tabela 30 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331 na CUT 300 mS em CuW
Grau de qualidade de engrenagem eletrodo EL-0331
Esquerdo Direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
4 0 4 2 4 2 119943119919120630 2 3 2 3 1 3
4 3 4 3 4 4 119917120630 4 4 4 4 4 4
5 3 5 2 5 4 119943119943120630 4 5 3 5 3 5
3 1 3 1 3 2 119943119919120631 -1 0 1 0 0 0
8 3 8 14 8 14 119917120631 3 3 3 3 1 3
9 2 9 14 9 14 119943119943120631 3 4 3 4 1 4
4 3 119943119953119957 5 6
2 4 119917119953 6 4
5 7 119917119955
Tabela 31 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0330
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 1 5 2 5 4 119943119919120630 2 6 2 6 5 6
5 2 5 3 5 6 119917120630 4 5 4 5 5 5
6 2 6 2 6 5 119943119943120630 3 4 3 4 3 4
5 2 5 3 5 -4 119943119919120631 -4 5 -3 5 0 5
4 4 4 3 4 4 119917120631 4 6 7 6 1 6
5 4 5 1 5 1 119943119943120631 2 6 7 6 1 6
5 4 119943119953119957 4 5
4 7 119917119953 4 2
5 9 119917119955
109
Tabela 32 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
6 -4 6 4 6 -5 119943119919120630 5 6 3 6 3 6
6 9 6 5 6 7 119917120630 6 5 6 5 3 5
6 6 6 5 6 4 119943119943120630 4 5 5 5 3 5
2 -1 2 -2 2 2 119943119919120631 1 2 5 2 0 2
4 2 4 4 4 2 119917120631 5 4 5 4 2 4
5 2 5 4 5 2 119943119943120631 6 6 -1 6 2 6
9 18 119943119953119957 15 9
7 21 119917119953 19 7
8 22 119917119955
A tabela 33 mostra o resultado dos desvios do eletrodo EL-0987 apoacutes a utilizaccedilatildeo do mesmo
na usinagem da cavidade da matriz MT-3673
Tabela 33 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 apoacutes a erosatildeo por penetraccedilatildeo
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 6 7 7 8 12 119943119919120630 12 9 5 6 3 4
6 7 5 6 7 10 119917120630 11 7 7 6 4 4
4 3 4 4 5 5 119943119943120630 7 7 7 5 5 5
5 4 5 5 5 4 119943119919120631 5 5 5 5 3 4
4 4 4 5 4 5 119917120631 5 4 5 4 5 5
2 2 5 4 5 4 119943119943120631 4 5 4 5 5 6
7 9 119943119953119957 7 6
7 19 119917119953 19 7
9 35 119917119955
110
Comparando os resultados das tabelas 32 e 33 se verifica que houve piora nos desvios
geomeacutetricos de engrenagem do eletrodo de acabamento Isto significa que um possiacutevel
aproveitamento para uma segunda matriz de precisatildeo estaria descartado
52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE
ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
A anaacutelise experimental entre diferentes sistemas de aneacuteis de cintamento foi conduzida sobre
o pinhatildeo citado na figura 38b o qual eacute produzido pela matriz MT-3673 (fig 27) O produto
resultante de extrusatildeo a frio eacute um pinhatildeo utilizado em motores de partida automotivos O
modelo utilizado para anaacutelise de fabricaccedilatildeo dos eletrodos na seccedilatildeo anterior eacute baseado nos
dados de engrenagem deste pinhatildeo sendo ele com nove dentes moacutedulo (mk) 211 acircngulo de
pressatildeo (αp) igual agrave 12ordm e comprimento de flanco de 8 mm conforme figura 87 As ferramentas
utilizadas nos ensaios satildeo mostradas na figura 88
Figura 87 ndash Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON
Figura 88 ndash Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional
b) Sistema STRECON
111
A ferramenta com sistema convencional possui dois aneacuteis de cintamento feitos em accedilos AISI
S1 e H13 respectivas interferecircncias de montagem de 0286 e 0434 mm entre matrizes e anel
1 e anel 1 e anel 2 respectivamente
As matrizes foram fabricadas de acordo com o mesmo procedimento conforme mostrado
no diagrama da figura 89
Figura 89 ndash Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio
521 Resultados
Os respectivos desvios de flanco de engrenagem resultantes nas cavidades das matrizes satildeo
mostrados nas tabelas 34 e 35 As cavidades das matrizes destas tabelas foram usinadas por
uma maacutequina de eletroerosatildeo por penetraccedilatildeo modelo Agietron Advance 3 ano 2003 Para esta
usinagem foram utilizados os eletrodos fabricados pela CUT 2000 S obtidos nos primeiros
ensaios de fabricaccedilatildeo
De acordo com a ISO 1328-1 quanto menor a escala de grau de qualidade maior a qualidade
do perfil de engrenagem Assim atraveacutes dos resultados das tabelas 34 e 35 eacute possiacutevel verificar
que haacute uma melhoria nos resultados do ferramental com aneacuteis de compressatildeo de alta resistecircncia
O grau de qualidade de engrenagem resultante do ferramental com o sistema STRECON se
mostrou superior ao do sistema convencional A maior resistecircncia agrave deformaccedilatildeo do sistema
STRECON demonstrou maior precisatildeo no resultado
As ferramentas foram colocadas em produccedilatildeo em prensa excecircntrica de 450 toneladas
Amostras foram medidas e mostraram uma tendecircncia que refletiu os resultados de suas
respectivas matrizes As tabelas 36 e 37 mostram os resultados de uma amostra de pinhatildeo obtido
por cada uma das matrizes
Usinagem dos componentes
Tratamento teacutermico
Retificaccedilatildeo e Montagem
Fabricaccedilatildeo dos eletrodos por
eletroerosatildeo ao fio
Eletroerosatildeo por penetraccedilatildeo da
cavidade
Polimento e Revestimento
Superficial
112
Tabela 34 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento convencional
Grau de qualidade de engrenagem para ferramenta com aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 18 11 31 119891119867120572 21 10 20 10 11 8
8 14 8 18 10 30 119865120572 21 9 21 9 13 7
2 1 6 6 6 5 119891119891120572 4 5 4 5 3 4
8 10 8 10 9 16 119891119867120573 10 8 17 9 14 9
7 10 7 9 8 17 119865120573 11 7 17 9 14 8
2 1 4 2 4 2 119891119891120573 3 4 2 2 1 1
10 23 119891119901119905 24 10
11 69 119865119901 64 10
10 52 119865119903
Tabela 35 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 1 8 11 6 5 119891119867120572 13 9 12 8 13 9
2 2 7 11 6 9 119865120572 12 7 12 7 12 7
3 2 4 3 5 5 119891119891120572 3 4 2 3 1 1
1 1 5 3 6 5 119891119867120573 2 4 4 5 1 0
3 2 4 4 5 5 119865120573 4 4 5 5 1 0
3 2 2 1 3 2 119891119891120573 2 2 2 3 1 0
7 9 119891119901119905 9 7
7 21 119865119901 19 7
7 16 119865119903
Os resultados mostram que a qualidade da cavidade quando montada em aneacuteis de
cintamento convencionais diminui em relaccedilatildeo aos desvios de perfil heacutelice e passo Contudo
este ensaio bem como o apresentado pela tabela 35 foi realizado em maacutequina que possui erro
113
de posicionamento e acabamento superficial elevados Desta forma eacute possiacutevel a obtenccedilatildeo de
melhores resultados dimensionais em caso da utilizaccedilatildeo de maacutequina de maior precisatildeo
Tabela 36 ndash Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento convencionais
Grau de qualidade de engrenagem para pinhatildeo produzido c aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 13 10 18 10 19 119891119867120572 20 10 21 10 20 10
9 23 10 28 10 27 119865120572 26 10 24 9 28 10
9 16 9 16 9 18 119891119891120572 18 9 12 8 16 9
5 3 5 4 6 5 119891119867120573 57 6 6 6 3 5
6 6 8 13 7 12 119865120573 13 8 24 7 7 6
6 4 8 11 8 9 119891119891120573 12 9 12 8 5 6
8 10 119891119901119905 11 8
6 13 119865119901 11 5
9 30 119865119903
Tabela 37 ndash Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para pinhatildeo produzido com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 23 10 20 119891119867120572 24 11 24 11 20 10
9 22 10 28 10 27 119865120572 32 10 28 10 25 9
8 13 8 11 8 11 119891119891120572 11 8 11 8 12 8
2 1 3 2 2 1 119891119867120573 2 3 2 3 1 2
4 3 7 11 6 8 119865120573 12 8 8 7 3 4
4 2 8 11 8 8 119891119891120573 11 8 10 8 3 5
5 4 119891119901119905 3 4
3 5 119865119901 6 4
6 9 119865119903
Baseado nas informaccedilotildees das tabelas 36 e 37 uma nova alternativa de equipamento de
eletroerosatildeo por penetraccedilatildeo foi testada A maacutequina FORM X400 tambeacutem do cataacutelogo do
fabricante GF Agie Charmilles foi utilizada A FORM X400 possui um sistema de termo-
estabilizaccedilatildeo integrado que permite corrigir os pontos localizados de aquecimento assim como
114
a CUT 300 mS Em paralelo um otimizado sistema de controle permite reduzir o desgaste do
eletrodo
A matriz MT-3673 foi novamente escopo deste teste e os eletrodos EL-0331 EL-0330 e
EL-0987 desta vez utilizando uma maacutequina modelo FORM X400 A diferenccedila aplicada neste
ensaio foi a utilizaccedilatildeo de trecircs eletrodos sendo o primeiro para desbaste e os dois restantes para
acabamento Os eletrodos EL-0331 EL-0330 e EL-0987 apresentados nas tabelas 30 31 e 32
foram utilizados Neste teste foram adicionados dispositivos de fixaccedilatildeo do fabricante 3R Estes
dispositivos permitem realizar o setup dos trecircs eletrodos em uma mesma posiccedilatildeo de referecircncia
em relaccedilatildeo agrave matriz O objetivo foi minimizar a atribuiccedilatildeo dos erros de posicionamento dos
eletrodos entre cada etapa de usinagem Os eletrodos foram fixados em uma haste fabricada
com desvio de batimento radial maacuteximo de 0005 mm Os mesmos foram fixados nas hastes e
montados nos ldquopalletsrdquo 3R A figura 82a mostra o eletrodo montado na haste e pallet 3R Apoacutes
a montagem do eletrodo o conjunto foi adaptado a uma base plana montada em maacutequina de
mediccedilatildeo tridimensional com 0003 mm de paralelismo entre faces inferior e superior conforme
a figura 90b
a) b)
Figura 90 ndash a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional
A mediccedilatildeo em maacutequina tridimensional tem a funccedilatildeo de encontrar os erros nos eixos X e Y
do perfil de engrenagem em relaccedilatildeo ao centro de fixaccedilatildeo O conhecimento destes erros permite
fazer as devidas compensaccedilotildees dos eixos na programaccedilatildeo da FORM X400 O procedimento eacute
realizado para garantir que os eletrodos sejam posicionados no mesmo centro de fixaccedilatildeo
A erosatildeo da cavidade da matriz MT-3673 de acordo com o procedimento citado na maacutequina
FORM X400 apresentou os desvios informados na tabela 38 O ANEXO J mostra o relatoacuterio
de mediccedilatildeo realizada em maacutequina ZEISS atraveacutes do software GEAR PRO involute
115
Tabela 38 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 4 5 1 5 3 119891119867120572 2 4 2 4 0 4
4 4 4 3 4 4 119865120572 3 3 3 3 1 3
3 2 3 3 3 2 119891119891120572 2 3 2 3 1 3
2 0 2 -1 2 1 119891119867120573 5 4 -1 4 1 4
5 3 5 4 5 5 119865120573 4 5 4 5 4 5
6 3 6 4 6 5 119891119891120573 2 6 5 6 4 6
3 2 119891119901119905 4 5
2 4 119865119901 5 3
5 8 119865119903
A matriz foi desmontada dos aneacuteis de cintamento por enrolamento de tiras e aplicado o
revestimento PVD Produzir amostras sem a aplicaccedilatildeo de revestimento poderia representar
dano agrave superfiacutecie da cavidade da matriz e comprometer a integridade da engrenagem extrudada
Apoacutes a aplicaccedilatildeo do revestimento PVD e remontagem houve modificaccedilatildeo no grau de qualidade
dos dentes de engrenagem A tabela 39 mostra o grau de qualidade da cavidade da matriz apoacutes
a aplicaccedilatildeo do revestimento PVD O anexo L mostra o relatoacuterio de mediccedilatildeo da cavidade apoacutes
o revestimento A numeraccedilatildeo da posiccedilatildeo dos dentes foi mantida em relaccedilatildeo agrave tabela 38
Tabela 39 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 5 3 5 3 119891119867120572 2 5 3 5 -1 5
4 2 4 3 4 2 119865120572 3 5 5 5 2 5
4 1 4 3 4 2 119891119891120572 2 5 4 5 1 5
3 0 3 -1 3 2 119891119867120573 -4 5 2 5 -1 5
5 4 5 5 5 6 119865120573 5 5 5 5 5 5
6 3 6 5 6 6 119891119891120573 -4 6 5 6 5 6
7 8 119891119901119905 8 7
6 15 119865119901 17 6
7 18 119865119903
116
A comparaccedilatildeo entre os resultados das tabelas 38 e 39 mostra que houve um decreacutescimo no
grau de qualidade da cavidade da matriz A aplicaccedilatildeo do revestimento na superfiacutecie pode ter
aumentado a irregularidade de forma A montagem da ferramenta tambeacutem pode ter
influenciado bem como o fato de os aneacuteis de cintamento jaacute terem passado por vaacuterios ciclos de
produccedilatildeo montagem e desmontagem o que provoca a sua deformaccedilatildeo plaacutestica
O desvio de forma de perfil (ffα) passou de grau Q3 para graus Q4 (lado esquerdo) e Q5 (lado
direito) O desvio angular de perfil (fHα) passou de grau Q4 para Q5 no lado direito mantendo-
se estaacutevel no lado esquerdo O desvio angular de linha de flanco (fHβ) sofreu decreacutescimo de um
ponto no grau de qualidade passando de Q2 para Q3 (lado esquerdo) e Q4 para Q5 (lado
direito) Os desvios individual de passo (fpt) e batimento radial (Fr) passaram ao grau de
qualidade Q7
Os graacuteficos das figuras 91a e 91b mostram a variaccedilatildeo do grau de qualidade (Q) em funccedilatildeo
dos desvios dimensionais de engrenagem para a MT-3673 antes e poacutes aplicaccedilatildeo do PVD O
maior grau de qualidade encontrado entre os flancos direito e esquerdo foi indicado nos
graacuteficos
a) b)
Figura 91 ndash Grau de qualidade (Q) X desvios dimensionais da MT-3673
Os paretos mostrados na figura 91 indicam que na usinagem por eletroerosatildeo da MT-3673
o desvio angular de linha de flanco (ffβ) sofreu a maior variaccedilatildeo no desvio dimensional
resultando no maior grau de qualidade (Q6) e mantendo-se apoacutes o PVD O desvio de forma de
perfil (ffα) e desvio passo total (Fp) atingiram o melhor grau de qualidade (Q) poreacutem apoacutes o
PVD houve um decreacutescimo de Q2 e Q3 niacuteveis respectivamente nesta variaacutevel O desvio de
passo individual (fpt) e desvio de batimento radial (Fr) atingiram os maiores desvios
dimensionais apoacutes o PVD e o seu grau de qualidade final foi Q7
A ferramenta foi colocada na prensa excecircntrica jaacute mencionada neste trabalho e amostras de
pinhotildees foram produzidas tal como mostrado na figura 92
117
Figura 92 ndash Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida
Foram produzidas 20 amostras de pinhotildees e a tabela 40 mostra o resultado do grau de
qualidade alcanccedilado em uma das amostras Este resultado foi semelhante para as demais
amostras O anexo M mostra o relatoacuterio de mediccedilatildeo do referido pinhatildeo
Para os desvios de perfil (ffα fHα e Fα) o pinhatildeo atingiu o grau de qualidade Q7 com dois
pontos acima da cavidade da matriz Os desvios de passo (fpt e Fp) reproduziram a cavidade da
matriz com grau de qualidade Q7 Os desvios de heacutelice (ffβ fHβ e Fβ) atenderam ao grau de
qualidade Q6 Importante observar que ateacute a tabela 37 os resultados foram atraveacutes do software
Quindos onde o grau de qualidade era atribuiacutedo a cada grupo de quatro dentes O GEAR PRO
verifica o maior desvio entre os nove dentes e atribui o grau a partir deste resultado
Tabela 40 ndash Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para pinhatildeo com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 -1 7 7 7 8 119891119867120572 6 7 -6 7 -7 7
7 8 7 12 7 12 119865120572 10 7 9 7 9 7
7 7 7 8 7 9 119891119891120572 7 7 4 7 5 7
6 -3 6 5 6 6 119891119867120573 -2 4 -3 4 2 4
6 4 6 8 6 8 119865120573 5 5 5 5 5 5
6 4 6 5 6 6 119891119891120573 4 6 6 6 5 6
7 10 119891119901119905 9 7
7 20 119865119901 23 7
8 20 119865119903
118
O graacutefico da figura 93 mostra o grau de qualidade (Q) devido aos desvios dimensionais de
uma amostra de pinhatildeo produzido pela MT-3673 com a aplicaccedilatildeo de PVD Os desvios de perfil
(ffα fHα Fα) atingiram o grau Q7 os desvios de linha de flanco (ffβ fHβ Fβ) resultaram em grau
Q6 e os desvios de passo (fpt Fp) o grau Q7 O desvio de batimento radial (Fr) apresentou Q8
Figura 93 ndash Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673
A Tabela 41 apresenta os resultados de comparaccedilatildeo entre um eletrodo de referecircncia de
coacutedigo EL-0330 o qual eacute usinado por eletroerosatildeo em processo atual e os eletrodos usinados
por microusinagem e por eletroerosatildeo a fio (utilizando as trecircs maacutequinas e os dois diferentes
tarugos para a CUT 2000 S) tendo como base para comparaccedilatildeo as informaccedilotildees fornecidas na
mediccedilatildeo de cada um dos principais paracircmetros Foram analisados os dados de todos os dentes
medidos (ambos os lados direito e esquerdo) e o respectivo grau de qualidade maacuteximo atingido
para cada um dos paracircmetros relevantes As mediccedilotildees foram realizadas nas dependecircncias da
empresa ZEN onde foi utilizada uma maacutequina tridimensional com o software Quindos Para
comparaccedilatildeo os eletrodos foram enviados para a Fundaccedilatildeo CERTI e medidos em maacutequina
ZEISS e software GearPRO
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo
Desvio
Grau de qualidade do eletrodo
Referecircncia (EL-0330)
Microfresamento Eletroerosatildeo
CUT 20P
Eletroerosatildeo CUT 2000 S CUT 300 mS
Tarugo 2 furos
Tarugo 4 furos Mediccedilatildeo
ZEN Mediccedilatildeo
Certi
Perfil fHα 9 11 11 7 7 6 5 Fα 8 10 10 6 6 7 5 ffα 7 9 8 7 7 6 5
Heacutelice fHβ 4 4 7 2 3 1 2 Fβ 8 4 7 3 6 1 1 ffβ 7 5 7 4 6 1 0
Passo Fp 4 4 12 5 4 2 4 fp 5 7 11 8 6 5 4
Batimento radial Fr 6 4 12 7 4 3 5
Grau de qualidade
9 11 12 8 7 7 5
119
Para avaliar a qualidade superficial dos perfis obtidos trecircs mediccedilotildees de rugosidade foram
realizadas em dois dentes de cada um dos eletrodos Este procedimento eacute ilustrado na figura 94
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados
Devido agrave curvatura do perfil evolvente apenas um comprimento limitado (~1 mm) pocircde ser
aferido no perfilocircmetro A Tabela 42 apresenta os resultados de rugosidade para eletrodo
Tabela 42 ndash Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados
Ra (microm) Microfresamento Eletroerosatildeo a fio
Dente 1 Dente 2 Dente 1 Dente 2 M1 06214 05482 02154 03095 M2 05082 05452 02477 02488 M3 05298 04979 02833 02418
Meacutedia 05418 02578
Os resultados das tabelas 41 e 42 mostram que o processo de microfresamento eacute promissor
para a fabricaccedilatildeo de eletrodos em cobre poreacutem necessita de maior pesquisa e otimizaccedilatildeo de
seus paracircmetros onde os passes consecutivos e deslocados lateralmente (ae) tecircm impacto no
crescente desvio de forma de perfil dos dentes da engrenagem
No caso dos eletrodos referecircncia e usinado por microfresamento o desvio angular de perfil
(fHα) eacute a caracteriacutestica mais criacutetica e portanto determinante do grau de qualidade geral do
eletrodo Para a fabricaccedilatildeo por eletroerosatildeo com a CUT 20 P o desvio de passo acumulado
(Fp) o batimento radial (Fr) e desvio angular (fHα) satildeo as caracteriacutesticas mais criacuteticas Jaacute a
fabricaccedilatildeo por eletroerosatildeo com a CUT 2000 S o maior desvio foi no passo (Fr) sendo que
provavelmente houve um deslocamento da peccedila durante a sua usinagem
A inclusatildeo da maacutequina CUT 300 mS nesta pesquisa proporcionou resultados superiores em
relaccedilatildeo aos obtidos pelas maacutequinas anteriores Os resultados das tabelas 27 a 32 evidenciam a
superioridade do processo desenvolvido para a usinagem com este modelo de maacutequina A CUT
300 mS aleacutem de possuir maior precisatildeo de posicionamento e acabamento em relaccedilatildeo agraves demais
maacutequinas tambeacutem possui sistema interno de estabilizaccedilatildeo de temperatura em relaccedilatildeo ao
ambiente Estas caracteriacutesticas aliadas agrave conceitos particulares de projeto de engrenagem
contribuem para a obtenccedilatildeo de uma melhor qualidade de engrenagem dos eletrodos
120
6 DISCUSSOtildeES DOS RESULTADOS
O desenvolvimento da ferramenta de extrusatildeo de engrenagens de precisatildeo a frio considerou
etapas que passaram pela simulaccedilatildeo numeacuterica do comportamento dos aneacuteis de cintamento e o
seu resultado no produto de extrusatildeo definiccedilatildeo das etapas de usinagem por eletroerosatildeo para a
fabricaccedilatildeo de eletrodos e cavidade de matriz e a determinaccedilatildeo das curvas de escoamento do accedilo
SAE 10B22 utilizado na fabricaccedilatildeo dos pinhotildees para impulsor de partida citados descritos neste
trabalho
As curvas mostradas nas figuras 17 18 e 19 referentes ao accedilo SAE 10B22 e obtidas atraveacutes
do software JMatPro quando comparadas com as curvas obtidas atraveacutes do ensaio de
compressatildeo (fig 47 48 e 49) mostram divergecircncias no comportamento tensatildeo-deformaccedilatildeo o
que demonstra que ensaios experimentais satildeo importantes para validar os resultados de
simulaccedilatildeo computacional Considerando a deformaccedilatildeo verdadeira (φ) de 002 agrave T=20ordmC e
velocidade de deformaccedilatildeo () de 1 s-1 o software JMatPro indica a tensatildeo de escoamento igual
a 3434 Nmm2 O ensaio de compressatildeo mostrou uma tensatildeo de escoamento de 4111 Nmm2
No caso da utilizaccedilatildeo das curvas do JMatPro nas simulaccedilotildees os esforccedilos de extrusatildeo seriam
menores visto que as o erro destas curvas em relaccedilatildeo agraves obtidas por ensaio eacute deslocado em
direccedilatildeo a zero ou seja as tensotildees de escoamento simuladas satildeo menores Isto pode causar erro
no dimensionamento do projeto da ferramenta e principalmente dos aneacuteis de cintamento
Kang et al (2007) [84] estudou o efeito da deformaccedilatildeo elaacutestica sobre matrizes de extrusatildeo
A deformaccedilatildeo elaacutestica ocorre devido agraves etapas de carregamento descarregamento e extraccedilatildeo
da peccedila Portanto a dimensatildeo final da engrenagem seraacute diferente daquela fabricada para a
cavidade da matriz O conceito de preacute-tensionamento de matrizes por enrolamento de tiras
proporciona maior resistecircncia agraves altas tensotildees de extrusatildeo direta a frio em comparaccedilatildeo com os
sistemas convencionais e consequente reduccedilatildeo da deformaccedilatildeo elaacutestica da matriz como
estudado por Groenbaek e Nielsen (1997) [78]
A simulaccedilatildeo computacional mostrou que quanto maior o estado de tensotildees compressivas da
matriz com a accedilatildeo dos aneacuteis de cintamento menor seraacute a sua deformaccedilatildeo elaacutestica Os desvios
dimensionais devido agrave expansatildeo da matriz satildeo reduzidos Aliado a maior precisatildeo na fabricaccedilatildeo
de geometria da cavidade da matriz por eletroerosatildeo os desvios de flanco da engrenagem
extrudada a frio seratildeo minimizados A tabela 17 mostrou que o deslocamento ocorrido nas
matrizes e aneacuteis de cintamento apoacutes o preacute-tensionamento foi superior para a ferramenta
montada com os aneacuteis por enrolamento de tiras havendo uma maior contraccedilatildeo nas matrizes
internas de 005 mm em relaccedilatildeo agraves matrizes preacute-tensionadas pelo sistema de duplo anel
121
As tensotildees tangencial (σt) axial (σz) e radial (σr) satildeo superiores para a ferramenta por
enrolamento de tiras Desta forma a tensatildeo equivalente (σe) na regiatildeo interna da cavidade da
matriz eacute aproximadamente quatro vezes superior ao sistema de duplo anel Esta caracteriacutestica
proporciona uma menor deformaccedilatildeo elaacutestica dos componentes da ferramenta durante o ciclo de
extrusatildeo da engrenagem A tensatildeo equivalente (σe) calculada pela teoria de von Mises
correspondeu aos resultados de simulaccedilatildeo numeacuterica o que mostra o alinhamento com a teoria
A simulaccedilatildeo numeacuterica do pinhatildeo extrudado pela matriz por enrolamento de tiras mostrou o
ponto 2 onde haacute a transiccedilatildeo do perfil da geratriz para formaccedilatildeo do dente como o de
concentraccedilatildeo das maiores tensotildees e desta forma maior tensatildeo equivalente (σe)
Pode-se notar que no atual estaacutegio de maturidade do processo apenas o eletrodo fabricado
pelo processo de eletroerosatildeo a fio utilizando a maacutequina CUT 300 mS obteve resultado melhor
(Q 5) quando comparado com o eletrodo referecircncia (Q 9) Diversos fatores contribuiacuteram para
este resultado sendo um deles quando utilizado o eletrodo com mais pontos de entrada do fio
para a erosatildeo Isto se deve ao fato de com mais pontos de ancoragem da engrenagem no material
que seraacute removido a peccedila se manteacutem mais riacutegida garantindo melhor qualidade do corte por
eletroerosatildeo
bull A maacutequina de erosatildeo por penetraccedilatildeo FORM X400 proporcionou evoluccedilatildeo nos resultados
dimensionais O desvio de perfil (α) o qual era o de mais baixa qualidade teve melhora
significativa O desvio de forma de flanco (ffβ) sofreu uma variaccedilatildeo em um dos dentes e
apresentou grau Q6 Os demais desvios de Passo (Fp) e Batimento Radial (Fr) atingiram
o grau de qualidade Q5
bull A utilizaccedilatildeo do terceiro eletrodo com afastamento reduzido em relaccedilatildeo ao perfil final da
cavidade foi fundamental na melhoria dos resultados Este eletrodo teve a funccedilatildeo de
remover uma miacutenima camada de material e corrigir as deformaccedilotildees maiores provenientes
das etapas anteriores
bull Os pinhotildees reproduzidos atenderam ao grau de qualidade Q7 havendo um desvio como
esperado em relaccedilatildeo ao grau de qualidade obtido na cavidade da engrenagem apoacutes a
extraccedilatildeo Verificou-se que o grau de qualidade da cavidade da matriz sofreu piora com
a desmontagem e aplicaccedilatildeo do revestimento PVD Esta etapa do processo necessita de
ajustes para poder aplicar o menor erro possiacutevel ao resultado da usinagem por penetraccedilatildeo
da cavidade Em paralelo a melhoria no posicionamento dos eletrodos e referecircncias de
usinagem da ferramenta podem melhorar o grau de qualidade da cavidade reduzir seus
erros apoacutes o revestimento PVD e obter um pinhatildeo com maior precisatildeo
122
7 CONCLUSOtildeES
Os resultados das tabelas 34 35 36 e 37 evidenciaram que a diferenccedila meacutedia de dois graus
de qualidade de engrenagem da cavidade das matrizes e o seu produto de extrusatildeo A
deformaccedilatildeo elaacutestica do ferramental a qual proporciona uma deformaccedilatildeo plaacutestica no extrudado
satildeo fatores que contribuem para variaccedilatildeo do grau de qualidade do perfil de engrenagem do
pinhatildeo
Individualmente a matriz montada com os aneacuteis de compressatildeo STRECON e usinada na
maacutequina FORM X400 apresentou desvios de perfil (Q de 10 para 5) desvios de linha de flanco
(Q de 8 para 5) desvios de passo (Q de 8 para 3) e batimento radial (Q de 9 para 5) reduzidos
em relaccedilatildeo a com aneacuteis convencionais e usinados pela maacutequina Agietron Advance 3 o que
resultou em grau de qualidade de engrenagem de maior precisatildeo Os resultados dos pinhotildees
produzidos pela ferramenta do processo original com aneacuteis de cintamento convencionais e
maacutequina de erosatildeo de menor precisatildeo quando comparados com os pinhotildees dos aneacuteis por
enrolamento de tiras e matriz usinada pela FORM X400 tiveram melhora significativa Os
desvios de perfil tiveram seu grau de qualidade melhorado de Q10 para Q7 desvios de linha de
flanco de Q8 para Q6 Os desvios de passo (Q de 8 para 7) e batimento radial (Q de 9 para 8)
foram prejudicados pela etapa de desmontagem e revestimento da matriz que elevou estes
desvios da cavidade
A simulaccedilatildeo numeacuterica foi realizada em uma primeira etapa para verificaccedilatildeo do efeito dos
aneacuteis de cintamento no produto de extrusatildeo A segunda etapa de simulaccedilatildeo onde o aumento do
preacute-tensionamento na ferramenta foi aplicado devido ao aumento da interferecircncia de
montagem mostrou que eacute possiacutevel minimizar o efeito do comportamento elaacutestico da ferramenta
com o correto dimensionamento dos aneacuteis de cintamento A anaacutelise por simulaccedilatildeo numeacuterica
dos dois sistemas de preacute-tensionamento mostrou que o sistema por enrolamento de tiras
proporciona uma rigidez global superior ao sistema convencional de duplo anel O efeito dos
aneacuteis por enrolamento de tiras foi fundamental na melhoria da qualidade de engrenagem
extrudada a frio
Estudos indicaram que a usinagem de precisatildeo de eletrodos e cavidade da matriz baseado
na geometria dos flancos e a consequente reduccedilatildeo dos seus desvios podem resultar em graus de
qualidade de engrenagem superiores nos produtos de extrusatildeo a frio Estes conceitos apoiados
pela tecnologia adequada de fabricaccedilatildeo de ferramentas a qual estaacute relacionada ao maquinaacuterio
utilizado para fabricaccedilatildeo bem como a mediccedilatildeo correta do que eacute fabricado satildeo fundamentais
para atingir o grau de qualidade de engrenagem desejada
123
8 SUGESTOtildeES PARA TRABALHOS FUTUROS
O processo proposto para a fabricaccedilatildeo de ferramentas de precisatildeo mostrou-se robusto e
eficiente Contudo outras teacutecnicas de fabricaccedilatildeo de eletrodos podem ser estudadas
principalmente a tecnologia de microfresamento vista neste estudo poreacutem pouco explorada
O microfresamento para a fabricaccedilatildeo de eletrodos apresentou potencial e pode ser refinado
Este eacute um estudo sugerido para continuidade
A tecnologia de preacute-tensionamento de ferramentas desenvolvida pela empresa STRECON eacute
eficiente e atribui maior resistecircncia ao ferramental Entretanto o sistema eacute considerado de alto
custo se comparado com o sistema de aneacuteis convencionais O estudo por simulaccedilatildeo
computacional e ensaios praacuteticos para definiccedilatildeo de uma tecnologia de mais baixo custo e
rendimento similar estaria no escopo dos proacuteximos trabalhos
A velocidade de deformaccedilatildeo tem impacto direto na qualidade resultante da engrenagem
extrudada A aplicaccedilatildeo de prensas com sistema de servo-acionamento onde as curvas de
atuaccedilatildeo da prensa podem ser programadas em conjunto com uma ferramenta fabricada com
alta precisatildeo eacute um escopo de proacuteximos estudos a serem realizados
Outro importante ingrediente eacute o custo envolvido da ferramenta O custo das matrizes estaacute
entre 10 e 15 do custo do extrudado entretanto o custo indireto pode ser superior agrave 70 Isto
inclui o custo dos materiais e usinagem das matrizes O custo variaacutevel na conclusatildeo das matrizes
eacute importante Se a qualidade da matriz for comprometida isto pode parar uma produccedilatildeo Em
resumo a reduccedilatildeo de sucata e a longa vida uacutetil de ferramentas satildeo a mais efetiva forma de
reduccedilatildeo de energia e custos os quais satildeo objetivo de qualquer especialista de processos ou
supervisor de planta Metas como estas satildeo essenciais para a sobrevivecircncia de forjarias em
longo prazo bem como a sustentabilidade de uma nova geraccedilatildeo de componentes proacuteximos de
sua forma final com alta precisatildeo
O controle de custos de fabricaccedilatildeo relacionado com gerenciamento da vida uacutetil de
ferramentas de extrusatildeo eacute escopo para estudos futuros
124
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS
[1] MATSUBARA S KUDO H Devising and calibration of a simple sensor for determining
pressure distribution on tool-workpiece interfaces J Jpn Soc Technol Plasticity 32 p 589-
596 1991
[2] MATUSUBARA S KUDO H Non-uniform pressure distribution on punch nose surface
in axisymmetric cold forging process J Jpn Soc Technol Plasticity 32 p 874-879 1991
[3] MURATA Y Measurement of die deformation in forging by capacitive displacement
transducer in Proceedings on the Fourth International Conference on Technology of Plasticity
pp 1216-1221 1993
[4] HILLERY MT An embedded-strain-gauge technique of stress analysis in rod drawing
Journal of Materials Processing Technology 47 p 1-12 1993
[5] RADDAD B KOCANDA A On the strength criteria for high stressed ring-shaped dies
in Proceedings of the Fourth International Conference on Technology of Plasticity p 5-9
1993
[6] LEE YS LEE JH Experimental and analytical evaluation for elastic deformation
behaviors of cold forging tool Journal of Materials Processing Technology 127 p 73ndash82 2002
[7] LEE YS LEE JH Analysis of the elastic characteristics at forging die for the cold
forged dimensional accuracy Journal of Materials Processing Technology 130131 p 532ndash
539 2002
[8] LEE YS LEE JH Finite element modeling approaches to the accurate dimensional
prediction for a cold-forged part J Eng Manuf 218 p 1709ndash1722 2004
[9] ROSOCHOWSKI A BALENDRA R Secondary yielding of forged components due to
unloading Journal of Materials Processing Technology 115 p 233ndash239 2001
[10] BRESCIANNI E et al Conformaccedilatildeo Plaacutestica dos Metais 4a Ediccedilatildeo Editora da
Unicamp Campinas 1991
[11] ALTAN T Conformaccedilatildeo de Metais Fundamentos e Aplicaccedilotildees Publicaccedilatildeo EESCUSP
Satildeo CarlosSP 1999
[12] SCHULER Metal Forming Handbook Springer-Verlag Berlin Heidelberg 1998
125
[13] BILLIGMANN J FELDMANN H D Estampado y prensado a maacutequina 2a ediccedilatildeo
Ed Reverteacute 1979
[14] DIETER G E Metalurgia Mecacircnica 2ordf Ediccedilatildeo Editora Guanabara Dois RJ 1981
[15] MEIDERT M HANSEL M Net-shape cold forging to close tolerances under QS 9000
aspects Journal of Materials Processing Technology v 98 p 150-154 2000
[16] LANGE K CSER L GEIGER M KALS JAG Tool Life and Tool Quality in Bulk
Metal Forming CIRP Annals 41 p 667-675 1992
[17] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance of
Punches and Mandrels Verein Deutscher Ingenieure vol 2 1974
[18] VDI 3185 Calculation of the obtained punch force and the greatest extrusion force for
rod and solid extrusion of steel at room temperature Verein Deutscher Ingenieure 1970
[19] VDI 3138 Cold Forging of Steel ndash Application Examples of Products Economical Views
Verein Deutscher Ingenieure vol 3 1999
[20] VDI 3176 Prestressed Dies for Cold Forging Verein Deutscher Ingenieure vol 3 1985
[21] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance
Calculation of Dies (Dies Assemblies) Verein Deutscher Ingenieure vol 3 1974
[22] SCHAEFFER L Forjamento ndash Introduccedilatildeo ao Processo Porto Alegre Imprensa Livre
2006
[23] TSCHAumlTSCH H Handbuch Umformtechnik Darmstadt Hoppenstedt Technik Tabellen
Verlag 1984
[24] DRAKE R THROOP J Source Book on Cold Forming American Society for Metals
Metals Park Ohio 1975
[25] VETTER J et al Hard coatings for lubrication reduction in metal forming Surface and
Coatings Technology vol 86-87 p 739-747 1996
[26] SMITH L Thin-Film Deposition Principles and Practice p 3-4 1995
[27] OERLIKON BALZERS Disponiacutevel em lthttpswwwoerlikoncomecomaXLfilesbalzers
oerlikon_HQ163EN_BALINIT_DUPLEX_Seriepdfgt Acessado em agosto de 2018
[28] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1972
126
[29] BOWDEN F B TABOR D The Friction and Lubrication of Solids Part 1 Oxford
University Press Oxford 1950
[30] ERINOSHO M F AKINLABI E T Study of Friction during Forging Operation
Proceedings of the World Congress on Engineering Vol II June 29 ndash July 1st London 2016
[31] GARCIacuteA-DOMIacuteNGUEZ A CLAVER J CAMACHO A M SEBASTIAacuteN M A
Comparative Analysis of Extrusion Processes by Finite Element Analysis 25th DAAAM
International Symposium on Intelligent Manufacturing and Automation 2014 published by
Procedia Engineering vol 100 p 74ndash83 2015
[32] ZHANG Q FELDER E BRUSCHI S Evaluation of friction condition in cold forging
by using T-shape compression test Journal of Materials Processing Technology 209 p 5720-
5729 2009
[33] GEIGER R WOSKA R Fliesspressen Carl Hansen Verlag Munchen Wien 1984
[34] RODRIGUES J MARTINS P Tecnologia Mecacircnica Tecnologia da Deformaccedilatildeo
Plaacutestica vol 1 ndash Fundamentos Teoacutericos Lisboa Escolar editora 2005
[35] LUND E ANDRESEN H JEPSEN C Tool Optimization by Means of Effective
Prestressing System STRECON AS Sonderborg Denmark 2015
[36] TEKKAYA E et al History and Future of Cold Forging in Europe Presentation at the
40th International Cold Forging Group Plenary Meeting Padova Italy September 2007
[37] NICHIDAI CORPORATION Disponiacutevel em lthttpwwwnichidaijpenglish
catalogpdfStreconpdfgt Acesso em agosto de 2018
[38] ANDRESEN H LUND E Tooling Solutions for Cold and Warn Forging Applications
for Automotive and other Segments Uddeholm Automotive Seminar 2008
[39] MODIANO S CARRENtildeO J A FUGIVA RA C S BENEDETTI A V Effect of
hydrogen charging on the stability of SAE 10B22 steel surface in alkaline solution
Electrochimica Acta Brazil v 51 n 4 p 641-648 2005
[40] CASARIN S J Caracterizaccedilatildeo da temperabilidade de accedilo C-Mn microligado ao Boro
atraveacutes de dilatometria e curvas de transformaccedilatildeo de fases por resfriamento contiacutenuo EESC
USP 1996
[41] SENTE SOFTWARE Disponiacutevel em lthttpswwwsentesoftwarecoukgt Acesso em
agosto de 2018
127
[42] ISO 1328-1 Cylindrical Gears - ISO system of flank tolerance classification Part 1
Definitions and allowable values of deviations relevant to flanks of gear teeth 2013
[43] ISO 1328-2 Cylindrical Gears - ISO system of accuracy ndash Part 2 Definitions and
allowable values of deviations relevant to radial composite deviations and runout information
1997
[44] QUALITY TRANSMISSION COMPONENT Elements of Metric Gear Technology
Disponiacutevel em httpwwwqtcgearscom
[45] DUDLEY D W Handbook of Practical Gear Design McGRAW-HILL New York
First Edition 1954
[46] DUDLEY D W Gear Handbook The Design Manufactured and Application of
Applications New York McGRAW-HILL First Edition 1962
[47] NBR 12230 Sistema Internacional Prescriccedilatildeo para sua aplicaccedilatildeo Rio de Janeiro ABNT
24 p 1992
[48] VDIVDE 2613 Pitch Testing on Gearings ndash Spur Gear (Cylindrical Gear) Worm wheels
Bevel gears 1983
[49] VDIVDE 2612 Testing of Involute Cylindrical Gears -Tooth trace testing Part 2 1980
[50] SANTOS JUNIOR M J IRIGOYEN E R C Metrologia Dimensional teoria e praacutetica
Porto Alegre Ed UniversidadeUFRGS ISBN 85-7025-308-7 1995 222 p
[51] PINTO A Velocidade Perifeacuterica de Engrenagens Recife 2001 Disponiacutevel em
lthttpwwwupemecanicahpgigcombrvelperifpdfgt Acesso em agosto 2016
[52] KRANZ R WENDL F WUPPER Influence of EDM conditions on the toughness of
tool steels Thyssen Edelst Techn Ber 5 p 100-105 1990
[53] MARAFONA J D Processos de electroerosatildeo por penetraccedilatildeo e fio Faculdade de
Engenharia da Universidade do Porto Porto 2002
[54] McGEOUGH J A Advanced Methods of Machining Chapman and Hall Cambridge
1988
[55] FERRARESI D Usinagem dos metais Satildeo Paulo EdgardBluumlcher 1v 1970-2000
[56] AMORIM F L Tecnologia de Eletroerosatildeo por Penetraccedilatildeo da Liga de Alumiacutenio AMP
8000 e da Liga de Cobre CuBe para Ferramentas de Moldagem de Materiais Plaacutesticos Tese
128
(Doutorado em Engenhara Mecacircnica) Departamento de Engenharia Mecacircnica Universidade
Federal de Santa Catarina ndash UFSC Florianoacutepolis Brasil 147f 2002
[57] FLANtildeO O AYESTA I IZQUIERDO B SAacuteNCHEZ J A RAMOS J M
Experimental study on the influence of electrode geometry and electrode path on wear pattern
in EDM 19th CIRP Conference on Electro Physical and Chemical Machining Spain Procedia
CIRP 68 p 405 ndash 410 2018
[58] GUITRAU E P The EDM Handbook Hanser Gardner Publications Cincinnati 1997
[59] DAVIM J P Princiacutepios da Maquinagem Livraria Almedina Coimbra 1995
[60] HENTZ E A SCHAEFFER L KNOLL P K Influecircncia da Curva de Escoamento na
Simulaccedilatildeo Computacional do Processo de Forjamento a Quente da Liga de Titacircnio Ti-6al-4v
Ciecircncia amp Engenharia v 16 n 12 p 53-59 2007
[61] CLOUGH R The Finite Element Method in Place Stress Analysis In Anais da 2
Conference on Electronic Method International Computationrdquo Pittsburgh American Society
of Civil Engineers p 345-378 1960
[62] TURNER M CLOUGH R MARTIN H TOPP I Stiffness and Deflection Analysis of
Complex Structures Journal of the Aeronautical Sciences v 23 n 9 p 805-821 1956
[63] SNAPE G CLIFT S BRAMLEY A Parametric sensitivity analyze for FEA of hot
steel forging Journal of Materials Processing Technology Amsterdan v 125-126 p 353-360
2002
[64] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-20-phtmlgt Acessado em agosto de 2016
[65] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-2000-phtmlgt Acessado em setembro de 2016
[66] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-300-mshtmlgt Acessado em fevereiro de 2017
[67] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcontentdamgfac
proddbedmdie-sinkingdeagiecharmilles-form-x-400-600_depdfgt Acessado em janeiro de 2018
[68] KERN-MICROTECHNIK Disponiacutevel em lthttpwwwkern-microtechnikcomenmachine-tool-
manufactureproductskern-pyramid-nanogt Acessado em junho de 2016
129
[69] LAI X et al Modelling and analysis of micro scale milling considering size effect micro
cutter edge radius and minimum chip thickness International Journal of Machine Tools amp
Manufacture 48 (2008) 1-14
[70] SON S M et al Effects of the friction coefficient on the minimum cutting thickness in
micro cutting International Journal of Machine Tools amp Manufacture 45 (2005) 529535
[71] DIETER G E Mechanical Metallurgy McGraw-Hill Book Co 3rd edition 1988
[72] ENGINEERS EDGE Disponiacutevel em lthttpswwwengineersedgecommaterialsspecific
_heat_capacity_of_metals_13259htmgt Acessado em fevereiro de 2019
[73] ACcedilOS BOumlHLER-UDDEHOLM Disponiacutevel em lthttpwwwbohler-uddeholmcombr
mediaK340DEpdfgt Acessado em agosto de 2018
[74] NIAKI K S VAHDAT S E Optimization of Tensile Properties of AISI S1 Tool Steel
The Indian Institute of Metals ndash IIM 2015
[75] JONES B V Temperature and Stress Effect Modeling in Fatigue of H13 Tool Steel at
Elevated Temperatures with Applications in Friction Stir Welding Brigham Young University
Department of Mechanical Engineering 2015
[76] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1973
[77] CPM GmbH Disponiacutevel em lthttpswwwcpmgmbhcomgt Software licenciado
[78] GROENBAEK J NIELSEN E B Stripwound containers for combined radial and axial
prestressing STRECON Technology Journal of Materials Processing Technology Journal of
Materials Processing Technology 71 p 30-35 1997
[79] GROENBAEK J NIELSEN E B New Developments in the Design of High
Performance Stripwound Cold Forging Tools Journal of Materials Processing Technology 46
p 87-97 1994
[80] HINSEL C BISGAARD A ANDRESEN H How to model STRECON stripwound
containers in the FE analysis of forging dies STRECON AS 2013
[81] CRUZ M OLIVEIRA C Efeito da composiccedilatildeo quiacutemica da atmosfera cementante e
dos ciclos termoquiacutemicos na microestrutura e dureza de accedilos baixo carbono cementados e
temperados Dissertaccedilatildeo de Mestrado UFSC Florianoacutepolis 2014
130
[82] CASTRO R M Criteacuterio de projeto para engrenagens helicoidais aplicadas em
transmissotildees mecacircnicas veiculares 2005 220 f Dissertaccedilatildeo (Mestrado Profissionalizante em
Engenharia Automotiva) Escola Politeacutecnica da USP Satildeo Paulo 2005
[83] ASM HANDBOOK Failure Analysis and Prevention ASM International vol 11 2002
[84] KANG J H LEE K O JE J S KANG S S Spur Gear Forging Tool Manufacturing
Method considering Elastic Deformation due to Shrink Fitting Journal of Materials Processing
Technology p 187-188 2007
[85] HO K H NEWMAN T S State of the art electrical discharge machining (EDM)
International Journal of Machine Tools amp Manufacture 43 p 1287 ndash 1300 2003
[86] STEVE C SOMMER P Complete EDM Handbook wwwReliableEDMcom 2015
[87] REBELO J C MORAO DIAS A KREMER D LEBRUN J L Influence of EDM
pulse energy on the surface integrity of martensitic steels Journal of Materials Processing
Technology 84 p 90-96 1998
[88] MENDANHA A Estudo da resistecircncia agrave fratura do accedilo ferramenta para trabalho a frio
do accedilo AISI D2 Dissertaccedilatildeo de Mestrado Escola Politeacutecnica da USP 2004
[89] CUSANELLI G HESSLER-WYSER A BOBARD F DEMELLAYER R PEREZ
R FLUumlKIGER R Microstructure at submicron scale of the white layer produced by EDM
technique Journal of Materials Processing Technology 149 p 289-295 2004
[90] BUumlLENT EKMEKCI Residual stresses and white layer in electric discharge machining
(EDM) Applied Surface Science 253 p 9234-9240 2007
[91] PINEDO C E MEDANHA A GOLDENSTEIN H Influecircncia da microestrutura da
mateacuteria-prima e do tratamento teacutermico na resistecircncia agrave fratura do accedilo AISI D2 Associaccedilatildeo
Brasileira de Metalurgia e Materiais p 54-64 2006
[92] AMORIM F L e WEINGAERTNER WL The behavior of graphite and copper
electrodes on the finish die-sinking electrical discharge machining (EDM) of AISI P20 tool
steel Journal of the Brazilian Society of Mechanical Sciences and Engineering J Braz Soc
Mech Sci amp Eng vol29 no4 Rio de Janeiro 2007
[93] ARANTES L J Avaliaccedilatildeo do Desempenho de Fluidos Dieleacutetricos no Processo de
Usinagem por Descarga Eleacutetricas Dissertaccedilatildeo de Mestrado Universidade Federal de
Uberlacircndia MG 2001
131
[94] BUTTON S Planejamento do processo e projeto de ferramentas para o forjamento a
frio UNICAMP Dpto de Engenharia Mecacircnica 1999
[95] JHA B RAM K eRAO M An overview of technology and research in electrode design
and manufacturing in sinking electrical discharge machining Journal of Engineering Science
and Technology Review 4 (2) pg 118-130 2011
[96] DROZDA T J WICK C Tool and manufacturing engineers handbook 4 ed Dearborn
Society of Manufacturing Engineers 5 v 1983
[97] KLOCKE F KOumlNIG W Fertigungsverfahren 1 Drehen Fraumlsen Bohren 8ordm Auflage
Springer Berlin 2008
[98] KRATOCHVIL R Fresamento de Acabamento em Altas Velocidades de Corte para
Eletrodos de Grafita Industrial Dissertaccedilatildeo de Mestrado Universidade Federal de Santa
Catarina 2004
[99] SOMMER C SOMMER S Complete EDM Handbook Advance Pub
httpwwwreliableedmcomComplete-EDM-Handbookphp 2005
[100] OSAKADA K Cold Forging in Japan Presentation at the 40th International Cold
Forging Group Plenary Meeting Padova Italy September 2007
[101] GROENBAEK J HINSEL C Improved Fatigue Life and Accuracy of Precision
Forging Dies by Advanced Stripwound Prestressing System SME Clinic on Precision Forging
Technology Columbus Ohio USA Nov 10 2000
[102] GROENBAEK J HINSEL C Optimization of Tool Life amp Performance Through
Advanced Material and Prestress Design NACFG Conference Columbus Ohio USA
September 2003
[103] HAumlNSEL M e GEIGER R Leightweight Construction Using Near-Net-Shape Cold
Forgings Technische Mitteilungen Krupp 2 p 83-90 1995
[104] SCHAEFFER L Conformaccedilatildeo dos Metais ndash Metalurgia amp Mecacircnica Editora Riegel
1995
[105] BIGNETTI RA Comparaccedilatildeo entre Simulaccedilotildees pelos Meacutetodos de Elementos Finitos
(FEM) e das Tiras (Slab Method) e Resultados Experimentais no Forjamento a Frio em Accedilo
Inoxidaacutevel AISI 304 Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
132
[106] KUDO H NAKAGAWA T TAMURA K Cropping of Steel Bar ndash ist mechanism
and pratice ICFG - International Cold Forging Group 1967-1992 Objetives History Published
Documents CIRP Paris 1992
[107] KRUumlGER LN Anaacutelise de Paracircmetros na Obtenccedilatildeo de Curvas de Escoamento
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[108] GILAPA GMM Conformaccedilatildeo de Precisatildeo do Accedilo Inoxidaacutevel Austeniacutetico ABNT 304
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[109] ESPINOZA MM Influecircncia dos Tratamentos Teacutermicos na Plasticidade do Accedilo AISI
1050 para a Conformaccedilatildeo a Frio Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1997
[110] ROBERTS GA CARY RA Tool Steels 4ordf Ed ASM p 493 ndash 494 1980
[111] KAMMERER M Produccedilatildeo de Peccedilas Extrudadas Complexas com Materiais natildeo
Convencionais Anais do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo
Regner e L Schaeffer Porto Alegre pg 66-80 1988
[112] GEIGER R State of the Art and Future Developments in Precision Cold Forging Anais
do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo Regner e L Shaeffer
Porto Alegre pg 92-110 1988
[113] BEHRENS B-A MATTHIAS T CZORA M POELMEYER J AHRENS M
Improving the accuracy of numerical investigations of multi-stage sheet metal processes by
coupling a process FE analysis with the machine simulation In Denkena B (edtr) Proc 1st
Int Conf on Process Machine Interactions PMI Hannover Germany p 133-139 2008
[114] BERGER C SCHEERER H ELLERMEIER J Modern materials for forming and
cutting tools ndash overview Mat-wiss u Werkstofftech 41 p 5-1 2010
[115] BOBZIN K LUGSCHEIDER E PINtildeERO C New PVD-coating concepts for highly
stressed tools for environmentally compatible manufacturing processes Mat-wiss u
Werkstofftech 35 1011 p 851-857 2004
[116] BRECHER C SCHAPP L TANNERT M Simulation-aided optimization of
multistage dies ndash Coupled simulation of forging processes with non-linear-elastic machine
models In Denkena B (edtr) Proc 1st Int Conf on Process Machine Interactions PMI
Hannover Germany p 167-174 2008
133
[117] ENGEL U GEIGER M KROISS T VOumlLKL R Process-machine interactions in
cold forging ndash calculation of press tooling stiffness and its integration into FE process
simulation In Yang DY (edtr) Proc of the 9th International Conference on Technology of
Plasticity (ICTP) Gyeongju Korea p 1735-1740 2008
[118] GENSERT H Thread forming In Proc 43rd ICFG Plenary Meeting 13-14
Darmstadt Germany Sep 2010
[119] GROSSMANN K WIEMER H Maschine Werkzeug und Prozess ndash ein ganzheitliches
System In Proc 6th Saumlchsische Fachtagung Umformtechnik Dresden Germany p 210-227
1999
[120] GROSSMANN K HARDTMANN A WIEMER H An advanced forming process
model including the interactions between machine tool and process In Denkena B (edtr)
Proc of 1st Int Conf on Process Machine Interactions PMI Hannover Germany p 125-132
2008
[121] GROENBAEK J RAP ndash Robot Assisted Polishing ndash roboterunterstuumltztes Polieren von
Umformwerkzeugen 23 Jahresteffen der Kaltmassivumformer VDI Duumlsseldorf Jan 2008
English Powerpoint version Workshop ldquoSteel polishingrdquo Fraunhofer Institute for Production
Technology Aachen Oct 2008
[122] GROENBAEK J AYGEN M High performance die technology that supports high
service life and parts of high accuracy JSTP Forging Group Meeting 21 Nagoya JPN 2009
[123] HAumlNSEL M Der Werkzeugbau im Spannungsfeld von Markt- und
Kundenanforderungen in der Kaltmassivumformung 3 Boumlhler Werkzeugstahl-Symposium
Neue Entwicklungen im Werkzeugbau Heidelberg DE 15-16 Mar 2006
[124] HINSEL C Anforderungen an Werkzeugstaumlhle in der Massivumformung hinsichtlich
Fertigung und Einsatzbedingungen 4 Boumlhler Werkzeugstahl-Symposium Mannheim
Germany 8-9 April 2008
[125] HINSEL C Surface characterization of cold forging tools ICFG Workshop ldquoSurface
Finishing of Cold Forging Toolsrdquo Sonderborg Denmark 16 April 2008
[126] HOFMANN T RAEDT H-W Net shape splines and near net shape gears by forging
In Yoshida Y Matsumoto R Proc 5th JSTP International Seminar on Precision Forging
Kyoto Japan 16-19 p 87-92 March 2009
134
[127] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part One General Aspects of
Tool Life (ICFG Doc No 1402) Bamberg Meisenbach 2002
[128] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Two Quality
Requirements for Tool Manufacturing (ICFG Doc No 1604) Bamberg Meisenbach 2004
[129] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Three Application of
PM- steel and tungsten carbide material for cold forging tools - a comparison between Europe
amp Japan (ICFG Doc No 1706) Bamberg Meisenbach 2006
[130] KLOCKE F GERSCHWILER K CORDES S FRITSCH R PVD coating systems
for environmentally friendly machining In International Symposium on Friction Wear and
Wear Protection 09-11 April 2008 p 541-546 Aachen 2009
[131] KROISS T ENGEL U MERKLEIN M Modelling of the behavior of a cold forging
process considering the deflection of tooling system and press In Altintas Y (edtr) Proc
2nd Int Conf on Process Machine Interactions PMI Vancouver Canada 2010
[132] KUGLER P GROPP S DIERKEN R GOTTSCHLING S Temperature controlled
surface hardening of industrial toolsmdashexperiences with 4 kW-diode-laser In Geiger M Otto
A Proc 3rd Laser Assisted Net Shape Eng LANE Erlangen Germany p 191ndash198 2001
[133] MERKLEIN M Manufacturing of complex functional components with variants by
using a new sheet metal forming process In Ruan X-Y (edtr) Proc of 42nd ICFG Plenary
Meeting Shanghai 2009
[134] MERKLEIN M KOCH J SCHNEIDER T OPEL S VIERZIGMANN U
Manufacturing of complex functional components with variants by using a new metal forming
process ndash sheet-bulk metal forming Int J Material Forming 3 p 347-350 2010
[135] wwwutfsciencede III2011 Engel U et al Tooling solutions p 2424 Verlag
Meisenbach GmbH Franz-Ludwig-Straszlige 7a 96047 Bamberg wwwumformtechniknet
[136] QUINTENZ G RAEDT H-W Global manufacturing excellence of lightweight
transmission components 3rd CTI Symposium Automotive Transmission North America
Detroit (MI) USA 12-14 May 2009
[137] RAEDT H-W Advanced design and manufacturing of forged components for
automotive applications JSAE Spring Congress Pacifico Yokohama Japan 23 May 2008
135
10 ANEXOS
ANEXO A
Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22 (=001 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 001 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1707 1222 904 744 658 614
002 3231 2732 2351 2107 1924 1771
006 3989 3489 3084 2803 2570 2355
010 4406 3913 3503 3203 2942 2690
012 4566 4078 3665 3359 3088 2822
016 4830 4351 3938 3622 3332 3042
020 5046 4576 4164 3840 3536 3225
022 5141 4676 4265 3937 3626 3307
026 5312 4856 4446 4113 3791 3454
030 5463 5016 4608 4271 3938 3586
032 5533 5089 4683 4344 4006 3648
036 5662 5227 4823 4480 4133 3762
040 5781 5353 4952 4605 4251 3867
042 5836 5412 5013 4665 4306 3917
046 5941 5525 5128 4777 4412 4011
050 6039 5630 5236 4883 4511 4100
060 6260 5867 5481 5122 4735 4301
070 6452 6076 5696 5334 4933 4478
136
ANEXO B
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1905 1371 1019 840 743 692
002 3434 2907 2505 2248 2055 1893
006 4198 3678 3259 2967 2725 2501
010 4616 4108 3687 3379 3110 2850
012 4775 4274 3853 3539 3260 2986
016 5039 4550 4131 3809 3512 3214
020 5253 4777 4361 4032 3722 3403
022 5348 4877 4463 4131 3815 3487
026 5517 5058 4647 4312 3984 3639
030 5667 5218 4812 4472 4135 3775
032 5736 5292 4888 4546 4204 3838
036 5864 5430 5029 4685 4335 3956
040 5981 5556 5160 4813 4455 4064
042 6036 5616 5221 4874 4512 4115
046 6140 5729 5338 4988 4620 4212
050 6237 5834 5447 5096 4721 4303
060 6453 6071 5694 5339 4950 4509
070 6643 6278 5911 5554 5152 4691
137
ANEXO C
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
000 2012 1451 1082 892 789 735
002 3541 2998 2585 2321 2123 1957
006 4306 3775 3348 3051 2805 2577
010 4723 4208 3780 3468 3196 2931
012 4882 4374 3948 3631 3348 3069
016 5144 4651 4229 3904 3604 3301
020 5358 4878 4460 4129 3816 3493
022 5452 4978 4562 4229 3910 3578
026 5621 5159 4748 4411 4081 3733
030 5769 5320 4913 4573 4234 3871
032 5838 5394 4990 4648 4304 3935
036 5965 5531 5132 4788 4436 4054
040 6081 5657 5263 4917 4558 4163
042 6135 5717 5325 4978 4615 4215
046 6238 5829 5442 5093 4724 4314
050 6334 5934 5551 5202 4826 4406
060 6549 6170 5799 5446 5057 4614
070 6736 6377 6016 5662 5261 4798
138
ANEXO D
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=005 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 005 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 3878 3794 3667 3530 3386 3237
006 4872 4766 4607 4435 4254 4067
010 5417 5299 5122 4931 4730 4522
014 5808 5683 5493 5288 5072 4849
018 6120 5987 5787 5571 5344 5109
020 6255 6119 5915 5694 5462 5222
022 6380 6242 6033 5808 5571 5326
026 6605 6462 6246 6013 5768 5514
030 6804 6657 6435 6194 5942 5680
034 6983 6832 6604 6357 6098 5830
038 7146 6992 6758 6506 6241 5966
040 7223 7066 6831 6575 6307 6030
042 7296 7138 6900 6642 6372 6091
046 7436 7275 7032 6769 6493 6207
050 7565 7402 7154 6887 6606 6316
054 7687 7521 7270 6998 6713 6417
058 7802 7633 7378 7103 6813 6513
060 7857 7687 7430 7153 6861 6559
062 7911 7740 7481 7202 6908 6604
066 8014 7841 7579 7296 6998 6690
070 8113 7937 7672 7385 7084 6772
139
ANEXO E
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 4111 4022 3888 3743 3590 3432
006 5165 5053 4884 4702 4510 4311
010 5743 5618 5431 5228 5015 4794
014 6158 6025 5823 5606 5377 5141
018 6488 6347 6135 5906 5665 5416
020 6631 6488 6271 6037 5791 5536
022 6764 6617 6396 6157 5906 5646
026 7002 6851 6622 6375 6115 5846
030 7214 7057 6822 6567 6299 6022
034 7404 7243 7001 6740 6465 6180
038 7576 7412 7165 6897 6616 6325
040 7658 7492 7242 6971 6687 6392
042 7736 7568 7315 7042 6755 6458
046 7883 7712 7455 7176 6884 6581
050 8021 7847 7585 7302 7004 6696
054 8150 7973 7707 7419 7117 6803
058 8272 8092 7822 7530 7223 6905
060 8330 8150 7878 7583 7274 6954
062 8387 8205 7931 7635 7324 7001
066 8496 8312 8035 7735 7419 7093
070 8601 8415 8134 7830 7511 7180
140
ANEXO F
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 42985 42054 40650 39131 37537 35884
006 53996 52826 51063 49155 47152 45076
010 60036 58736 56775 54654 52426 50118
014 64379 62985 60882 58608 56219 53744
018 67827 66358 64143 61746 59230 56622
020 69327 67825 65561 63112 60540 57874
022 70712 69181 66871 64373 61749 59031
026 73207 71622 69231 66644 63928 61114
030 75415 73781 71318 68653 65856 62956
034 77400 75723 73195 70461 67589 64614
038 79208 77492 74905 72106 69168 66123
040 80055 78322 75707 72878 69908 66831
042 80870 79119 76477 73620 70620 67511
046 82412 80627 77935 75024 71966 68798
050 83851 82035 79296 76333 73223 69999
054 85201 83356 80573 77563 74402 71126
058 86474 84602 81777 78722 75514 72189
060 87085 85199 82355 79278 76047 72699
062 87680 85781 82917 79819 76566 73196
066 88825 86902 84000 80862 77567 74152
070 89917 87969 85032 81856 78520 75063
141
ANEXO G
Desenho do sistema de acionamento de junta articulada do martelo da prensa mecacircnica utilizada nos experimentos
Fonte Manual Komatsu MKN 450 A
142
ANEXO H
Lista de peccedilas do sistema de acionamento do martelo da prensa
143
ANEXO I
Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela Gerdau Accedilos Finos Piratini em julho de 2018
144
ANEXO J
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg1
145
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg2
146
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg3
147
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg4
148
ANEXO L
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg1
149
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg2
150
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg3
151
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg4
152
ANEXO M
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg1
153
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg2
154
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg3
155
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg4

V
SUMAacuteRIO
LISTA DE FIGURAS VIII LISTA DE TABELAS XII LISTA DE SIacuteMBOLOS XIV LISTA DE ABREVIATURAS XVII RESUMO XVIII
ABSTRACT XIX
1 INTRODUCcedilAtildeO 20 11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO 22
12 ROTEIRO DE DESENVOLVIMENTO 23
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA 24 21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO A FRIO 24
211 Condiccedilotildees gerais do processo de extrusatildeo 24 212 Tipos de processos de extrusatildeo 25 213 Extrusatildeo a frio de accedilos 26
22 FERRAMENTAS PARA EXTRUSAtildeO A FRIO 28 221 Punccedilotildees 28
222 Matrizes 29 223 Estado de tensotildees 31 224 Aneacuteis de cintamento 31 225 Dimensionamento de punccedilotildees e matrizes 33 226 Revestimentos para ferramentas de extrusatildeo 34
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO 35
231 Aumento de temperatura por trabalho de extrusatildeo 36
24 O ATRITO NA EXTRUSAtildeO A FRIO 36
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE EXTRUSAtildeO
A FRIO 39
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO 43
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS 46 271 Normas para especificaccedilatildeo de engrenagens 46 272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328 47 273 Desvios isolados 47 274 Desvio de passo individual (fpt) acumulado (fpk) e total (Fp) 48 275 Desvio de perfil (Fα ffα fHα) 48 276 Desvio de linha de flanco (Fβ ffβ fHβ) 50
277 Batimento radial (Fr) 51 278 Graus de qualidade 51
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO 53 281 Eletrodo para ferramenta de extrusatildeo 54
VI
282 Desgaste do eletrodo 55
29 SIMULACcedilAtildeO COMPUTACIONAL 56 291 Elementos finitos aplicados agrave extrusatildeo a frio 57
3 MATERIAIS E MEacuteTODOS 59 31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DE
ELETRODOS E CAVIDADE DE MATRIZ 59 311 Eletrodos fabricados por microusinagem 61
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO 63
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE TIRAS
DE ACcedilO 64 331 Dados do processo de extrusatildeo 65 332 Caacutelculo da forccedila de extrusatildeo no processo 67 333 Dimensionamento dos aneacuteis para sistema convencional de cintamento 68 334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo 71 335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON 72
34 PRENSA MECAcircNICA 74
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS 75 351 Accedilo ao Boro SAE 10B22 75 352 Curvas de escoamento verdadeiras 76
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO A FRIO 79
4 SIMULACcedilAtildeO POR ELEMENTOS FINITOS DO PROCESSO DE EXTRUSAtildeO A FRIO DE ENGRENAGEM CILIacuteNDRICA DE DENTES RETOS 82 41 ANAacuteLISE DO COMPORTAMENTO ELAacuteSTICO DA ENGRENAGEM
EXTRUDADA APOacuteS A EXTRACcedilAtildeO DA MATRIZ 82 411 Anaacutelise do efeito dos aneacuteis de cintamento para minimizar os desvios dimensionais por preacute-tensionamento da ferramenta 85 412 Comparaccedilatildeo dos resultados de simulaccedilatildeo numeacuterica 87 413 Anaacutelise comparativa da accedilatildeo dos aneacuteis de cintamento convencionais e por
enrolamento de tiras de accedilo sobre a matriz e engrenagem extrudada 93
5 ANAacuteLISE EXPERIMENTAL 102 51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
102 52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
110 521 RESULTADOS 111
6 DISCUSSOtildeES DOS RESULTADOS 120
7 CONCLUSOtildeES 122
8 SUGESTOtildeES PARA TRABALHOS FUTUROS 123
VII
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS 124
10 ANEXOS 134
ANEXO A - Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22
(=001 s-1) Fonte JMatPro 135 ANEXO B - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=1 s-1) Fonte JMatPro 136 ANEXO C - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=10 s-1) Fonte JMatPro 137 ANEXO D - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=005 s-1) 138 ANEXO E - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=1 s-1) 139 ANEXO F - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=10 s-1) 140 ANEXO G - Desenho do sistema de acionamento de junta articulada do martelo da prensa
mecacircnica utilizada nos experimentos 141 ANEXO H ndash Lista de peccedilas do sistema de acionamento do martelo da prensa 142 ANEXO I ndash Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela
Gerdau Accedilos Finos Piratini em julho de 2018 143 ANEXO J ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 144 ANEXO L ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento 148 ANEXO M ndash Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 152
VIII
LISTA DE FIGURAS
Figura 1 - Fluxograma das etapas de desenvolvimento 23
Figura 2 - Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio 26
Figura 3 - Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio 27
Figura 4 - Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior b) Sistema de extraccedilatildeo inferior 28
Figura 5 - Formas construtivas para matrizes de extrusatildeo direta 30
Figura 6 - Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo 31
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo 32
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia 34
Figura 9 - Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional 37
Figura 10 - Forccedila devido ao fator de atrito (m) na extrusatildeo direta 37
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo 39
Figura 12 - Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo 40
Figura 13 - Matriz de extrusatildeo com um anel de cintamento 41
Figura 14 - Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo 42
Figura 15 - Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) 42
Figura 16 - Representaccedilatildeo de ferramenta montada com sistema STRECON 43
Figura 17 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1 Fonte JMatPro 45
Figura 18 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1 s-1 Fonte JMatPro 45
Figura 19 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro 46
Figura 20 - Desvios de passo das engrenagens 48
Figura 21 - Desvio de perfil 49
Figura 22 - Desvios de perfil segundo ISO 1328-1 49
Figura 23 - Desvio de linha de flanco 50
Figura 24 - Desvios da linha de flanco segundo ISO 1328-1 50
Figura 25 - Batimento radial 51
Figura 26 - Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas 54
IX
Figura 27 - Desenho da matriz MT-3673 para a extrusatildeo de engrenagem 59
Figura 28 - Maacutequina de eletroerosatildeo a fio modelo CUT 20P 60
Figura 29 - Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S 60
Figura 30 - Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS 60
Figura 31 - Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 61
Figura 32 - Centro de microusinagem 5 eixos KERN Pyramid Nano 61
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento 63
Figura 34 - Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331 64
Figura 35 - Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330 64
Figura 36 - Eletrodo para acabamento por penetraccedilatildeo EL-0987 65
Figura 37 - Sistema convencional de aneacuteis de cintamento duplo 66
Figura 38 - Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673 67
Figura 39 - Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673 70
Figura 40 - Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo 70
Figura 41 - Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos
experimentos 72
Figura 42 - Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel
interno e externo e matriz
73
Figura 43 - Prensa mecacircnica Komatsu com capacidade de forccedila 450 toneladas 74
Figura 44 - Transfer de alimentaccedilatildeo e aacuterea de prensagem 74
Figura 45 - Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo da curva de
escoamento 76
Figura 46 - Aacuterea de ensaio do equipamento Geeble 3800 Fonte IFU Stuttgart 77
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 005s-1 77
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1s-1 78
Figura 49 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10s-1 78
Figura 50 - Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D 79
Figura 51 - Desenho da matriz MT-6313 79
Figura 52 - Matriz MT-6313 montada em sistema de aneacuteis de cintamento duplo 80
Figura 53 - Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida 81
X
Figura 54 - Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328 81
Figura 55 - Vista em corte do ferramental de extrusatildeo a frio direta 83
Figura 56 - Ferramenta simplificada para simulaccedilatildeo a) Vista frontal lado direito em corte b) Vista isomeacutetrica em corte 84
Figura 57 - Dados de entrada para a simulaccedilatildeo numeacuterica 84
Figura 58 - Esforccedilo resultante da operaccedilatildeo de extrusatildeo a frio do pinhatildeo 85
Figura 59 - Representaccedilatildeo esquemaacutetica do avanccedilo de ferramenta da simulaccedilatildeo numeacuterica 85
Figura 60 - Modelo utilizado na segunda simulaccedilatildeo Ajuste dos diacircmetros do anel de cintamento interno 86
Figura 61 - Dados de entrada para a segunda simulaccedilatildeo numeacuterica 86
Figura 62 - Deslocamento radial aplicado apoacutes o ajuste de interferecircncia de montagem 87
Figura 63 - Metodologia de avaliaccedilatildeo dos desvios dimensionais resultantes da simulaccedilatildeo numeacuterica 88
Figura 64 - Anaacutelise dos desvios entre modelo de projeto e peccedila de simulaccedilatildeo numeacuterica 88
Figura 65 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral esquerda) 89
Figura 66 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral direita) 89
Figura 67 - Desvios dimensionais do flanco do dente de engrenagem Segunda simulaccedilatildeo (vista lateral esquerda) 90
Figura 68 - Tensatildeo de escoamento (119896119891) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do pinhatildeo 91
Figura 69 - Deformaccedilatildeo verdadeira (120593) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do
pinhatildeo 91
Figura 70 - Velocidade de deformaccedilatildeo () do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 71 - Distribuiccedilatildeo de temperatura (119879) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 72 - Configuraccedilatildeo de malha para simulaccedilatildeo do preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 93
Figura 73 - Deslocamento radial devido ao preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
94
Figura 74 - Tensatildeo axial (σz) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
95
Figura 75 - Tensatildeo tangencial (σt) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
XI
Figura 76 - Tensatildeo radial (σr) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
Figura 77 - Tensatildeo equivalente (σe) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 97
Figura 78 - Tensatildeo radial (σr) resultante no dente de engrenagem extrudado 98
Figura 79 - Tensatildeo tangencial (σt) resultante no dente de engrenagem extrudado 99
Figura 80 - Tensatildeo axial (σz) resultante no dente de engrenagem extrudado 100
Figura 81 - Tensatildeo equivalente (σe) resultante no dente de engrenagem extrudado 101
Figura 82 - Deformaccedilatildeo verdadeira (φ) resultante no dente de engrenagem extrudado 101
Figura 83 - Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos 102
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S 104
Figura 85 - Desenho do eletrodo EL-0926 105
Figura 86 - Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3 106
Figura 87 - Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON 110
Figura 88 - Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional b) Sistema STRECON 110
Figura 89 - Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio 111
Figura 90 - a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional 114
Figura 91 - Grau de qualidade (Q) X desvios dimensionais da MT-3673 116
Figura 92 - Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida 117
Figura 93 - Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673 118
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados 119
XII
LISTA DE TABELAS
Tabela 1 - Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta 26
Tabela 2 - Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento 32
Tabela 3 - Valores referenciais para o coeficiente de atrito micro 38
Tabela 4 - Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro 44
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos 47
Tabela 6 - Grau de qualidade para desvio de perfil 52
Tabela 7 - Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado 56
Tabela 8 - Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores 57
Tabela 9 - Composiccedilatildeo quiacutemica do material para os eletrodos em cobre 62
Tabela 10 - Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 63
Tabela 11 - Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo 66
Tabela 12 - Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212 71
Tabela 13 - Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 14 - Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 75
Tabela 15 - Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 16 - Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313 80
Tabela 17 - Deslocamento radial da ferramenta devido ao niacutevel de preacute-tensionamento 94
Tabela 18 - Tensatildeo axial (σz) devido ao preacute-tensionamento da matriz por diferentes sistemas 95
Tabela 19 - Tensatildeo tangencial (σt) devido ao preacute-tensionamento da matriz por diferentes sistemas 96
Tabela 20 - Tensatildeo radial (σr) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 21 - Tensatildeo equivalente (σe) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 22 - Tensatildeo radial (σr) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 23 - Tensatildeo tangencial (σt) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 24 - Tensatildeo axial (σz) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 25 - Tensatildeo equivalente (σe) no dente de engrenagem do sistema por enrolamento de tiras 100
Tabela 26 - Desvios de flanco de engrenagem 105
XIII
Tabela 27 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 1) 106
Tabela 28 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 2) 107
Tabela 29 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 3) 107
Tabela 30 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331
na CUT 300 mS em CuW 108
Tabela 31 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330
na CUT 300 mS 108
Tabela 32 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
na CUT 300 mS 109
Tabela 33 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
apoacutes a erosatildeo por penetraccedilatildeo 109
Tabela 34 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento convencional 112
Tabela 35 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento STRECON 112
Tabela 36 - Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento convencionais 113
Tabela 37 - Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento STRECON 113
Tabela 38 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 115
Tabela 39 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD 115
Tabela 40 - Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 117
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo 118
Tabela 42 - Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados 119
XIV
LISTA DE SIacuteMBOLOS
Siacutembolo Denominaccedilatildeo Unidade a Parcela de energia transformada em calor [] ae Avanccedilo lateral de usinagem no microfresamento [mm] A0 Aacuterea da geratriz [mm] A1 Aacuterea final extrudada [mm] A Constante para caacutelculo do diacircmetro d1 do primeiro anel de cintamento [-] Ac Constante para caacutelculo do diacircmetro d2 do segundo anel de cintamento [-] B Constante para caacutelculo de A do primeiro anel de cintamento [-] Bc Constante para caacutelculo de Ac do segundo anel de cintamento [-] 119888119872 Calor especiacutefico [JkgdegC] C Constante da lei de Hollomon-Ludwik kf = Cφn [Nmm2] d Diacircmetro interno da cavidade da matriz [mm] D Diacircmetro externo do conjunto matrizanel [mm] d0 Diacircmetro externo da geratriz [mm] d1 Diacircmetro externo da matriz [mm] d2 Diacircmetro externo do primeiro anel [mm] dz Diacircmetro apoacutes extrusatildeo direta [mm] E Moacutedulo de elasticidade [Nmm2] E+ Modelo dos aneacuteis de cintamento STRECON [-] F Forccedila de extrusatildeo [kN] Fc Forccedila de atrito entre a cavidade da matriz superior e a geratriz [kN] Fd Forccedila de atrito entre as paredes da matriz de extrusatildeo e a geratriz [kN] Ff Forccedila devido ao atrito [kN] ffα Desvio de Forma de Perfil [μm] fHα Desvio Angular de Perfil [μm] Fα Desvio Total de Perfil [μm] fβ Desvio Individual de Heacutelice [μm] fHβ Desvio Angular de Heacutelice [μm] Fβ Desvio Total de Heacutelice [μm] Fp Desvio Total de Passo [μm] fpt Desvio Individual de Passo [μm] Fr Desvio de Batimento Radial [μm] fZ Avanccedilo de usinagem por dente [mmin] h Avanccedilo de punccedilatildeo de extrusatildeo [mm] h0 Altura da geratriz [mm] hk Altura natildeo deformada do material extrudado [mm] hz Profundidade do furo do extrudado [mm] hpeccedila-matriz Coeficiente de transferecircncia de calor entre peccedila e matriz [Wm2degC]
hpeccedila-ambiente Coeficiente de transferecircncia de calor entre peccedila e ambiente [Wm2degC]
hmatriz-ambiente Coeficiente de transferecircncia de calor entre matriz e ambiente [Wm2degC]
K Quantidade de Passos de engrenagem [-] 119896 Tensatildeo limite de elasticidade em cisalhamento puro [Nmm2]
XV
119896119891 Tensatildeo de escoamento [Nmm2] 1198961198910 Tensatildeo de escoamento inicial (p φ=0) [Nmm2] 119896119891119898 Tensatildeo de escoamento meacutedia [Nmm2] 119896119891119898119886119905119903119894119911 Tensatildeo de escoamento do material da matriz [Nmm2] 119896119891119888119894119899119905 Tensatildeo de escoamento do material da ferramenta de anel uacutenico [Nmm2] 1198961198911198881198941198991199051 Tensatildeo de escoamento do material do primeiro anel [Nmm2] 1198961198911198881198941198991199052 Tensatildeo de escoamento do material do segundo anel [Nmm2]
L Comprimento total de matriz [mm] Lα Comprimento de perfil [μm] LAE Comprimento de perfil entre os pontos A e E [μm] LAF Comprimento de perfil entre os pontos A e F [μm] Ld1 Grau de esbeltez [-] m Fator de atrito [-] mk Moacutedulo de engrenagem [-] n Iacutendice de encruamento [-] P Tensatildeo normal de contato entre superfiacutecies [Nmm2] pt Passo de engrenagem [μm] Q Grau da qualidade de engrenagem [-] R Deslocamento na matriz devido aos aneacuteis de cintamento [mm] RV Raio do volante da prensa [mm] RA Reduccedilatildeo de aacuterea [] rβ Raio de gume da ferramenta de usinagem [μm] SW Avanccedilo do punccedilatildeo mm T Temperatura [degC] Tr Trabalho de extrusatildeo Nm U Constante para caacutelculo de A sobre aneacuteis de cintamento [-] VF Velocidade da ferramenta mms Vt Velocidade tangencial mms X Desvio dimensional do dente de engrenagem [μm] Z Nuacutemero de dentes de engrenagem [-] z1 Interferecircncia de montagem entre matriz e primeiro anel de cintamento [mm] z2 Interferecircncia de montagem entre 1ordm e 2ordm segundo aneacuteis de cintamento [mm]
LISTA DE SIacuteMBOLOS GREGOS
α Acircngulo de concordacircncia entre matriz inferior e superior [deg] αp Acircngulo de pressatildeo [deg] μ Coeficiente de atrito [-]
ν Coeficiente de Poisson [-]
к Condutividade teacutermica WmK
ρ Densidade relativa [gcm3] Ɛ Deformaccedilatildeo relativa [] φ Deformaccedilatildeo verdadeira [-] Oslashmontagem Diacircmetro de montagem dos aneacuteis e matrizes [mm]
XVI
Oslashexterno Diacircmetro externo da geratriz [mm] Oslashinterno Diacircmetro interno da geratriz [mm] Oslashp Diacircmetro primitivo da engrenagem [mm] δ0 Espessura de parede de geratriz [mm] δ1 Espessura final de parede do extrudado [mm] 120578119865 Fator de rendimento do processo de extrusatildeo [-] Ɛf Interferecircncia relativa entre matriz e anel de cintamento []
σtr Resistecircncia agrave traccedilatildeo [Nmm2]
ξ Resistividade eleacutetrica [μΩm]
σz Tensatildeo axial [Nmm2]
σe Tensatildeo equivalente [Nmm2]
σr Tensatildeo radial [Nmm2]
σt Tensatildeo tangencial [Nmm2]
τ Tensatildeo de cisalhamento na interface geratrizferramenta [Nmm2]
ω Velocidade angular rads Velocidade de deformaccedilatildeo [1s]
XVII
LISTA DE ABREVIATURAS
ABNT Associaccedilatildeo Brasileira de Normas Teacutecnicas
AGMA American Gear Manufacturers Association
AISI American Iron and Steel Institute
APC Aresta Posticcedila de Corte
ASTM American Society for Testing and Materials
BS British Standards
BSI British Standards Institution
DIN Deutches Institut fuumlr Normung (German Institute of Standardization)
DLC Diamond Like Carbon
EDM Electrical Discharge Machining
EL Eletrodo
IACS International Annealed Copper Standard
gpm Golpes por minuto
ISO International Organization for Standardization
IT International Tolerance
JIS Japanese Industrial Standards
MT Matriz
ppm Partes por milhatildeo
PVD Physical Vapor Deposition
TG Tamanho de Gratildeo
SAE Society of Automotive Engineers
ZTA Zona Termicamente Afetada
XVIII
RESUMO
O trabalho tem como finalidade o desenvolvimento do processo o projeto e a fabricaccedilatildeo do
ferramental de uma engrenagem extrudada a frio utilizando o accedilo SAE 10B22 As matrizes
foram fabricadas em accedilo-ferramenta K340 com dureza no intervalo de 60 ndash 62 HRC Os aneacuteis
de cintamento foram fabricados em accedilos de maior tenacidade tais como AISI S1 e AISI H13
O punccedilatildeo de recalque foi fabricado em accedilo AISI M2 bem como o punccedilatildeo de furaccedilatildeo em accedilo
VF800 AT Os estudos sobre eletroerosatildeo a fio e por penetraccedilatildeo foram conduzidos para
desenvolver uma metodologia de fabricaccedilatildeo de eletrodos e matrizes de extrusatildeo de precisatildeo
para engrenagens Tambeacutem avaliou-se a diferenccedila entre maacutequinas de usinagem por
eletroerosatildeo a fio e microfresamento de diferentes capacidades de precisatildeo resultando na
determinaccedilatildeo de um roteiro especiacutefico para a obtenccedilatildeo de eletrodos com alto acabamento e
precisatildeo de forma A aplicaccedilatildeo de aneacuteis de cintamento com o objetivo de preacute-tensionamento
das ferramentas foi analisada para dois cenaacuterios sendo um deles o meacutetodo convencional
baseado em sistema de aneacuteis duplos com accedilo-ferramenta e o outro um sistema de cintamento
por enrolamento de tiras de accedilo de alta resistecircncia O sistema de alta resistecircncia apresentou
melhor resultado no controle das distorccedilotildees dimensionais do dente de engrenagem O preacute-
tensionamento das ferramentas foi fundamental para atingir os resultados de melhoria de
qualidade esperados Os resultados obtidos na anaacutelise numeacuterica e no procedimento
experimental demonstraram que o processo proposto neste trabalho eacute capaz de produzir
engrenagens ciliacutendricas retas por extrusatildeo com grau de qualidade conforme a ISO 1328
similar agravequelas obtidas por processos convencionais de usinagem como hobbing shaving e
retificaccedilatildeo Para desvios de perfil foi possiacutevel alterar o grau de qualidade da cavidade da matriz
de 10 para 5 a qual resultou em uma melhoria na engrenagem extrudada de grau de qualidade
11 para 7
Palavras-chave extrusatildeo a frio simulaccedilatildeo numeacuterica engrenagem matriz de extrusatildeo
usinagem por eletroerosatildeo
XIX
ABSTRACT
The research aims to develop the process of production the project and tooling
manufacturing of high precise cold extruded gears based on the SAE 10B22 steel Dies were
manufactured in tool steel K340 in a range of hardness from 60 up to 62 HRC The shrink rings
were manufactured in steel grades with greater toughness like AISI S1 and AISI H13 In
addition the upsetting punch was manufactured in high speed steel AISI M2 as well as the
hole punch with the steel VF 800 AT The studies regarding wire electrical discharge machining
and die sinking were carried out to develop a manufacturing method for precise extrusion dies
of gears Also the differences between wire discharge machining equipments in different
precision levels were evaluated to stablish a specific routine to produce high precise electrodes
The application of shrink rings for prestressing of the tooling was evaluated based on two
methods being one of them the more usual with double shrink rings made by tool steel and the
other one is the stripwinding technique The stripwinding technique has showed a better
performance regarding dimensional scattering of the gear teeth Prestressing of the tools was
important to reach the expected results of quality improvement of gears Results which were
obtained in the finite element analysis and experimental procedure demonstrated that the
proposed process in this study is able to produce spur gears by cold extrusion with an accuracy
grade according ISO 1328 similar to those produced by additional machining processes such
like hobbing shaving and grinding For profile deviation was possible to change the gear
accuracy grade of die cavity from 10 to 5 which allowed to obtain an accuracy grade equal to 7
for the cold extruded gear
Keywords cold extrusion numerical simulation gear extrusion die electrical discharge
machining
20
1 INTRODUCcedilAtildeO
Nos anos recentes o setor automotivo tem apresentado diversas propostas de melhoria da
qualidade e aumento de eficiecircncia aplicada a toacutepicos como consumo de combustiacutevel e sistemas
de transmissatildeo Os fabricantes de automoacuteveis tecircm a desafiadora missatildeo de reduzir o peso e
aumentar a resistecircncia de cada componente em funccedilatildeo dos exigentes sistemas de transmissatildeo
da atualidade Em linhas gerais os produtos podem obter maior resistecircncia mecacircnica atraveacutes
da tecnologia de extrusatildeo Aleacutem disto a extrusatildeo a frio eacute a tecnologia recomendada para atingir
a maior precisatildeo dimensional do produto
A extrusatildeo a frio merece uma atenccedilatildeo especial na fabricaccedilatildeo de peccedilas com geometrias
complexas pois existem limitaccedilotildees no grau de deformaccedilatildeo da mateacuteria prima trabalhada bem
como limitaccedilotildees da proacutepria ferramenta a qual eacute solicitada mecanicamente Por se tratar de
deformaccedilatildeo a frio de peccedilas de accedilo esse processo requer uma alta quantidade de energia
mecacircnica que resulta em altas tensotildees entre peccedila e ferramentas provocando a deformaccedilatildeo das
matrizes Nessas ferramentas altas tensotildees satildeo predominantes sendo de extrema importacircncia
atenuaacute-las buscando operaccedilotildees que auxiliem a melhor forma de escoamento do material
durante o processo A extrusatildeo a frio possui essa caracteriacutestica e com o auxiacutelio da simulaccedilatildeo
numeacuterica pelos Meacutetodos dos Elementos Finitos e dos Volumes Finitos torna-se possiacutevel uma
melhor anaacutelise para o desenvolvimento de peccedilas assimeacutetricas com geometria complexa e
proacutexima da peccedila acabada Esses recursos somados a grande experiecircncia de uma forjaria com
destacada atuaccedilatildeo no segmento de extrudados permitiu desenvolver um processo de extrusatildeo
a frio de engrenagens ciliacutendricas retas com a precisatildeo de forma de seu dentado no mesmo niacutevel
conseguido por operaccedilotildees de usinagem de acabamento de superfiacutecie
Para obtenccedilatildeo de produtos de precisatildeo tais como engrenagens o processo de extrusatildeo a frio
torna-se uma praacutetica comumente utilizada Todavia natildeo eacute somente a variaacutevel responsaacutevel pelo
resultado A colaboraccedilatildeo de variaacuteveis adjacentes tais como materiais tratamento teacutermico e a
fabricaccedilatildeo de ferramentas satildeo fundamentais O desenvolvimento tecnoloacutegico e controle de
qualidade desde o iniacutecio do processo ateacute o produto satildeo indispensaacuteveis para obter resultados
positivos na extrusatildeo a frio os quais satildeo relacionados com materiais de alta qualidade e teacutecnicas
de corte e lubrificaccedilatildeo de geratrizes Estas etapas satildeo sucedidas por processos de usinagem e
tratamento teacutermico O conjunto destes processos unido agrave extrusatildeo a frio tem alcanccedilado um
importante avanccedilo tecnoloacutegico na fabricaccedilatildeo de engrenagens de precisatildeo
21
A motivaccedilatildeo que impulsiona os estudos em conjunto com outras aacutereas de manufatura gera
grande valor agregado Estes desenvolvimentos levam agrave viabilidade comercial de perfis de
dentes de engrenagem de alta qualidade prontos para a aplicaccedilatildeo Contudo para a aplicaccedilatildeo
onde a extrema alta qualidade dos dentes natildeo eacute necessaacuteria tais como diferenciais automotivas
os perfis de engrenagem extrudados podem ser aplicados sem necessidade de usinagem
posterior Quando se trata de engrenagens para caixa de sistemas de transmissatildeo a precisatildeo
dimensional tem somente sido alcanccedilada com operaccedilotildees de usinagem adicionais Alguns
processos consideram operaccedilotildees de calibraccedilatildeo a frio apoacutes a extrusatildeo dos dentes com
temperatura
No processo de manufatura de pinhotildees para impulsores de partida a engrenagem dos
pinhotildees eacute produzida por extrusatildeo a frio em accedilo baixo carbono ligado ao boro A sequecircncia das
operaccedilotildees aplica ao produto acabado uma seacuterie de deformaccedilotildees em relaccedilatildeo ao seu perfil de
projeto as quais se excederem a maacutexima toleracircncia permitida podem afetar a funcionalidade
da engrenagem O grau de qualidade de engrenagem eacute definido a partir dos desvios de forma
que o flanco do dente apresenta em relaccedilatildeo ao seu perfil teoacuterico
O sistema de precisatildeo de engrenagens com perfil de evolvente abrange um grande campo de
engrenagens a partir de dentes com excepcional precisatildeo ateacute dentes de qualidade muito comum
Doze graus de qualidade de precisatildeo identificados por seu nuacutemero respectivo em ordem
decrescente de precisatildeo satildeo estabelecidas pela norma ISO 1328-1
No processo de extrusatildeo a frio existem diversas variaacuteveis que podem contribuir para o
acreacutescimo de erro ao produto resultante Estas variaacuteveis vatildeo desde o projeto de ferramenta sua
fabricaccedilatildeo materiais selecionados e resistecircncia de montagem agraves condiccedilotildees de mateacuteria-prima a
ser extrudada maquinaacuterio e efeitos de deformaccedilatildeo de material A precisatildeo do dente extrudado
depende da precisatildeo de fabricaccedilatildeo da cavidade da matriz e sua forma eacute comprometida
principalmente por dois fatores
A deformaccedilatildeo na regiatildeo elaacutestica da matriz devido agraves altas tensotildees de extrusatildeo
A expansatildeo teacutermica quando os extrudados satildeo conduzidos agrave elevada temperatura bem
como contraccedilotildees apoacutes o retorno agrave temperatura ambiente
Baseado no exposto estudos considerando os fatores da cadeia de manufatura de
engrenagens satildeo realizados utilizando a estrutura de ferramentaria e linha de produccedilatildeo por
extrusatildeo a frio da empresa ZEN SA
22
11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO
As tendecircncias na extrusatildeo a frio de precisatildeo para peccedilas complexas em accedilo ao carbono levam
ao aumento consideraacutevel das cargas no ferramental Em paralelo requisitos econocircmicos exigem
a otimizaccedilatildeo do desempenho e vida uacutetil das matrizes de extrusatildeo Dentre os variados meacutetodos
para melhoria destas propriedades o cintamento ou inclusatildeo de aneacuteis das matrizes de extrusatildeo
eacute um paracircmetro chave no projeto da ferramenta
Estudos referentes agrave deformaccedilatildeo de ferramenta durante as operaccedilotildees de extrusatildeo satildeo
fundamentais para a previsatildeo da qualidade final da engrenagem A repetibilidade na fabricaccedilatildeo
das ferramentas de extrusatildeo eacute muito importante para garantir a qualidade da peccedila extrudada na
induacutestria Nesta pesquisa um meacutetodo ineacutedito de fabricaccedilatildeo de ferramentas de extrusatildeo eacute
sugerido para garantir a precisatildeo dimensional da peccedila extrudada e o aumento da resistecircncia agraves
tensotildees radiais da ferramenta O efeito da deformaccedilatildeo elaacutestica da ferramenta atraveacutes da
aplicaccedilatildeo dos aneacuteis de cintamento e operaccedilotildees de extrusatildeo seraacute apresentada utilizando a anaacutelise
por elementos finitos 3D Baseado na amplitude da deformaccedilatildeo elaacutestica definida pela
simulaccedilatildeo o perfil de eletrodo para o processo de eletroerosatildeo pode ser definido Mediccedilotildees em
maacutequina tridimensional seratildeo realizadas para a ferramenta e a peccedila extrudada com o objetivo
de comparar experimental e analiticamente os resultados apoacutes a deformaccedilatildeo plaacutestica
O objetivo geral deste estudo eacute demonstrar a capacidade do processo de extrusatildeo a frio de
produzir engrenagens de alta precisatildeo comparado aos processos de usinagem onde os desvios
de microgeometria do dentado atingem graus de qualidade especificados para sistemas de
transmissatildeo automotivos por exemplo A extrusatildeo a frio eacute um processo jaacute adotado para a
produccedilatildeo de engrenagens Contudo para ferramentas convencionais de extrusatildeo os desvios
atingidos ficam aqueacutem dos requisitos de maior rigor do setor automotivo necessitando de
processos posteriores de acabamento O ineditismo deste trabalho estaacute no desenvolvimento de
um conceito de ferramenta de extrusatildeo a frio que permita produzir engrenagens na sua forma
final com qualidade de perfil de evolvente equivalente aos processos convencionais de
acabamento tais como a retificaccedilatildeo reduzindo o custo de produccedilatildeo e justificando-o
O objetivo especiacutefico desta tese eacute definir um de projeto inovador de ferramenta fabricaccedilatildeo
de matrizes eletroerosatildeo e sequecircncia de processo por extrusatildeo a frio para produccedilatildeo de
engrenagens ciliacutendricas de dentes retos com alta precisatildeo de perfil de evolvente do dente O
efeito dos aneacuteis de cintamento utilizado em ferramentas para aumento da resistecircncia agraves tensotildees
do processo de extrusatildeo a frio eacute analisado sob diferentes meacutetodos de aplicaccedilatildeo
23
12 ROTEIRO DE DESENVOLVIMENTO
O diagrama mostrado na figura 1 mostra as etapas executadas neste trabalho
Figura 1 ndash Fluxograma das etapas de desenvolvimento
SELECcedilAtildeO DA ENGRENAGEM PARA ANAacuteLISE
Definiccedilatildeo do perfil de engrenagem para anaacutelises definiccedilatildeo
da sequecircncia de processo de fabricaccedilatildeo
CONTROLE GEOMEacuteTRICO DA
ENGRENAGEM
Definiccedilatildeo dos desvios
dimensionais ISO 1328 caacutelculo de
toleracircncias grau de qualidade
DEFINICcedilAtildeO DOS ANEacuteIS DE
CINTAMENTO
Aplicaccedilatildeo dos aneacuteis de cintamento
principais materiais utilizados meacutetodos
de montagem
DEFINICcedilAtildeO DO PROCESSO
Seleccedilatildeo de equipamentos para a
fabricaccedilatildeo de eletrodos
eletroerosatildeo a fio e penetraccedilatildeo projeto
dos eletrodos prensa para a
extrusatildeo
PROJETO DA FERRAMENTA
DE EXTRUSAtildeO A FRIO
Descriccedilatildeo dos componentes
materiais caacutelculo da forccedila interferecircncias
diacircmetros de montagem anaacutelise de viabilidade do
projeto
MATEacuteRIA-PRIMA
Definiccedilatildeo de material para engrenagem
extrudada ensaios para determinaccedilatildeo
da curva de escoamento
SIMULACcedilAtildeO NUMEacuteRICA DO
PROCESSO
Anaacutelise de preenchimento da
cavidade desvios de forma apoacutes a
extrusatildeo efeitos do cintamento
convencional e por enrolamento de tiras
RESULTADOS
Produccedilatildeo de amostras de engrenagens
comparando aneacuteis de cintamento
convencionais e de enrolamento por
tiras
ANAacuteLISE EXPERIMENTAL
Fabricaccedilatildeo de eletrodos de
precisatildeo e matriz de extrusatildeo de
engrenagem por eletroerosatildeo por
penetraccedilatildeo
24
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA
21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO MECAcircNICA A FRIO
A conformaccedilatildeo mecacircnica a frio eacute a denominaccedilatildeo geneacuterica para processos nos quais eacute
aplicada uma forccedila externa agrave mateacuteria-prima fazendo-a adquirir a forma desejada por
deformaccedilatildeo plaacutestica A designaccedilatildeo a frio refere-se ao fato de que durante o processamento o
material conformado encontra-se em temperaturas (na maioria dos casos a temperatura
ambiente) que natildeo provocam a sua recristalizaccedilatildeo Assim os produtos conformados a frio
apresentam-se encruados com um niacutevel de resistecircncia mecacircnica aumentado
A deformaccedilatildeo elaacutestica de ferramentas de conformaccedilatildeo tem efeito direto sobre a dimensatildeo
final da peccedila conformada Para prever as alteraccedilotildees dimensionais em uma peccedila conformada
devem ser verificados a amplitude da deformaccedilatildeo elaacutestica e seu comportamento Pesquisas
relacionadas agrave deformaccedilatildeo elaacutestica em ferramentas de conformaccedilatildeo tecircm sido conduzidas sob o
ponto de vista experimental e de anaacutelise numeacuterica Matsubara e Kudo [1] determinaram a
distribuiccedilatildeo de pressatildeo na interface entre ferramentas e materiais usando um dispositivo de
sensoriamento simples e um meacutetodo de caacutelculo proposto de distribuiccedilatildeo de tensatildeo durante a
conformaccedilatildeo a frio [2] Para mediccedilatildeo de deformaccedilatildeo na cavidade da matriz em operaccedilotildees de
conformaccedilatildeo um transdutor de deslocamento capacitivo ou strain gauge pode ser aplicado
[3][4] Com o desenvolvimento do meacutetodo de anaacutelise numeacuterica as anaacutelises elaacutestica e elasto-
plaacutestica de deformaccedilatildeo foram aplicadas para obter as distribuiccedilotildees de tensatildeo por Raddad e
Kocanda [5] Aleacutem disto Lee e Lee [6-8] realizaram simulaccedilotildees numeacutericas e experimentais
para comparar os resultados em ferramentas de conformaccedilatildeo a frio Todos os comportamentos
de deformaccedilatildeo da ferramenta nas operaccedilotildees de conformaccedilatildeo descarregamento e ejeccedilatildeo foram
investigados e medidos com o auxiacutelio de strain gauge e condiccedilotildees de anaacutelises numeacutericas
otimizadas foram sugeridas para minimizar o tempo de anaacutelise em complexas mediccedilotildees
tridimensionais Rosochowski and Balendra [9] estudaram comportamentos resultantes do
descarregamento das ferramentas para prever a precisatildeo dimensional da peccedila apoacutes a
conformaccedilatildeo
211 Condiccedilotildees gerais do processo de extrusatildeo
O processo de extrusatildeo permite que um componente simples como um tarugo ou geratriz
seja plasticamente conformado entre as ferramentas (matrizes de extrusatildeo) para que se obtenha
o perfil final desejado Em outras palavras um componente de geometria simples eacute
25
transformado em um outro complexo conformado por ferramentas que possuem a geometria
desejada e aplicam pressatildeo ao material metaacutelico deformando-o [10]
Os fenocircmenos fiacutesicos que descrevem uma operaccedilatildeo de extrusatildeo satildeo difiacuteceis de serem
expressos por relaccedilotildees quantitativas Fenocircmenos como o escoamento de metais o atrito na
interface ferramenta-peccedila a geraccedilatildeo e a transferecircncia de calor durante o escoamento plaacutestico
do metal e seu relacionamento com a microestrutura propriedades e as condiccedilotildees de processo
apresentam dificuldades de previsatildeo e anaacutelise [11]
O principal objetivo de qualquer meacutetodo de anaacutelise que considere os fenocircmenos
anteriormente descritos eacute auxiliar o projeto de extrusatildeo envolvendo essencialmente as
seguintes etapas
a) estabelecer as relaccedilotildees cinemaacuteticas (forma velocidades taxas de deformaccedilotildees) entre as
regiotildees extrudada e natildeo extrudada a fim de prever o escoamento metaacutelico
b) estabelecer o limite de conformabilidade a fim de determinar se eacute ou natildeo possiacutevel a
extrusatildeo da peccedila metaacutelica sem a geraccedilatildeo de falhas internas ou superficiais
c) prever as forccedilas e tensotildees necessaacuterias para efetuar a operaccedilatildeo de extrusatildeo a fim de que o
ferramental e equipamento possam ser projetados ou selecionados
212 Tipos de processos de extrusatildeo
Os processos baacutesicos que envolvem extrusatildeo a frio satildeo classificados de acordo com a direccedilatildeo
de escoamento do material como a extrusatildeo direta e a inversa Ainda em funccedilatildeo do formato
final da peccedila como a extrusatildeo de geratrizes em forma de cilindros maciccedilos ou de cilindros com
furo Limites de deformaccedilatildeo relativa e verdadeira para accedilos convencionais na extrusatildeo direta a
frio satildeo informados na tabela 1
A seguir a legenda auxilia a representaccedilatildeo ao discriminar cada item da figura 2 para as
referidas operaccedilotildees
I Antes da extrusatildeo
II Apoacutes a extrusatildeo
a) Punccedilatildeo superior b) Inserto
c) Material extrudado d) Extrator
e) Punccedilatildeo inferior f) Matriz
26
Figura 2 ndash Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio [12]
Tabela 1 ndash Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta [12]
213 Extrusatildeo a frio de accedilos
A extrusatildeo a frio eacute realizada sem preacute-aquecimento da mateacuteria-prima ou das ferramentas que
satildeo aquecidas durante o processo devido principalmente agrave velocidade de deformaccedilatildeo e ao
atrito Neste caso agrave medida que o metal eacute extrudado ocorre o encruamento sua resistecircncia
mecacircnica aumenta e a ductilidade diminui [13] podendo ocorrer falhas por ruptura antes de se
atingir as dimensotildees finais desejadas caso a deformaccedilatildeo seja excessiva
27
Para que se evitem essas dificuldades as operaccedilotildees de extrusatildeo a frio em geral satildeo realizadas
em etapas com operaccedilotildees de tratamento teacutermico intermediaacuterias as quais permitem uma maior
flexibilidade para a obtenccedilatildeo de produtos com variados graus de encruamento [14]
Normalmente o accedilo fornecido em bobinas jaacute se apresenta no estado coalescido Apoacutes as
operaccedilotildees iniciais para a formaccedilatildeo da geratriz e o tratamento teacutermico intermediaacuterio haacute a
lubrificaccedilatildeo pois a condiccedilatildeo de atrito entre a matriz e o material de trabalho eacute de grande
importacircncia na extrusatildeo da peccedila O lubrificante deve aceitar altas pressotildees da ordem de 2000
Nmm2 na extrusatildeo do accedilo para minimizar o atrito entre a ferramenta e o material sob
deformaccedilatildeo Os processos de ensaboamento e aplicaccedilatildeo de bissulfeto de molibdecircnio satildeo
largamente utilizados em geratrizes obtidas em prensas de muacuteltiplos estaacutegios mecacircnicas ou
hidraacuteulicas
Quando comparado a outros processos a extrusatildeo a frio apresenta as seguintes vantagens
[15]
Grande economia de mateacuteria-prima
Possibilidade de produzir peccedilas de geometria complexa com tempo reduzido de processo
(figura 3)
Grande precisatildeo de medidas e geometrias com elevada qualidade superficial
Melhoria das caracteriacutesticas mecacircnicas das peccedilas extrudadas a frio mediante
aproveitamento do aumento de dureza e do fibramento mecacircnico favoraacutevel
Figura 3 ndash Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio [16]
28
22 FERRAMENTA PARA EXTRUSAtildeO A FRIO
As ferramentas de extrusatildeo a frio satildeo normalmente compostas por punccedilotildees responsaacuteveis
pela compressatildeo da mateacuteria-prima matrizes superior e inferior e aneacuteis de cintamento os quais
tecircm papel importante no controle das dimensotildees do extrudado e na vida uacutetil da matriz As
figuras 4a e 4b ilustram dois exemplos de conjuntos de ferramentais utilizados sejam eles em
prensas hidraacuteulicas ou excecircntricas
a) b)
Figura 4 ndash Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior
b) Sistema de extraccedilatildeo inferior [13]
A estrutura tiacutepica das ferramentas de extrusatildeo a frio considera aleacutem das matrizes que
proporcionam a geometria final da peccedila punccedilotildees extratores e aneacuteis de cintamento Os aneacuteis de
cintamento satildeo responsaacuteveis pelo preacute-tensionamento da ferramenta onde a mesma eacute colocada
em estado de tensotildees compressivas com o objetivo de reduzir o ponto de tensatildeo maacutexima apoacutes
a aplicaccedilatildeo dos esforccedilos de extrusatildeo Estes componentes satildeo fabricados em accedilos raacutepido accedilos-
ferramenta agrave diferentes durezas ou mesmo metal-duro
221 Punccedilotildees
Os punccedilotildees podem ser divididos em dois grupos principais
a) punccedilotildees simples ndash tecircm a funccedilatildeo de pressionar o material em direccedilatildeo agraves paredes da matriz
O criteacuterio fundamental para escolha de materiais para este tipo de punccedilatildeo eacute a alta resistecircncia agrave
compressatildeo Accedilos como D2 Vanadis 4 e S290 da Bohler-Uddeholm satildeo indicados
29
b) punccedilotildees de recalque - aleacutem de comprimir o material em direccedilatildeo agrave matriz inferior tambeacutem
tecircm a funccedilatildeo de conformar a cabeccedila do extrudado Os materiais destes punccedilotildees devem aleacutem
de apresentar alta resistecircncia agrave compressatildeo possuir grande resistecircncia ao desgaste Accedilos como
K340 K390 M2 S390 (Bohler-Uddeholm) e VF 800AT (Villares) satildeo exemplos de aplicaccedilotildees
para esta classe de punccedilatildeo
Punccedilatildeo de furaccedilatildeo eacute o componente que penetra na furaccedilatildeo de uma peccedila ciliacutendrica oca e
fornece a forma agrave parede interna de uma peccedila tubular Este punccedilatildeo estaacute sujeito ao desgaste e agrave
alta solicitaccedilatildeo de compressatildeo portanto o material selecionado para esta ferramenta deve
apresentar alta resistecircncia ao desgaste e elevado limite de escoamento Os accedilos AISI M2 S790
e K360 satildeo largamente utilizados O punccedilatildeo extrator conforma a base da peccedila e geralmente eacute
utilizado tambeacutem para extrair a peccedila para fora da matriz
No caso de punccedilotildees para extrusatildeo a frio deve ser considerado que devido aos esforccedilos a
que estatildeo submetidos a ruptura ocorre com maior frequecircncia quanto maior for a relaccedilatildeo (hz
Oslashinterno) onde hz eacute a profundidade da perfuraccedilatildeo e Oslashinterno o diacircmetro interno Na produccedilatildeo em
seacuterie se deve respeitar para os accedilos a relaccedilatildeo hz Oslashinterno lt 25
A norma VDI 3186 [17] recomenda a seguinte sequecircncia para o dimensionamento de um
punccedilatildeo seja de recalque ou furaccedilatildeo
a) determinaccedilatildeo da pressatildeo conf as normas VDI 3185[18] vols1 2 e 3 e 3138 vol 2 [19]
b) projeto da forma externa e das medidas
c) escolha de um material para ferramenta adequado levando em consideraccedilatildeo a tenacidade
exigida a durabilidade os custos e as possibilidades da produccedilatildeo
A folga entre o punccedilatildeo e a matriz normalmente eacute dimensionada entre 002 e 005 mm para
processos a frio Este paracircmetro tem grande importacircncia pois deve sempre permitir o aumento
do diacircmetro do punccedilatildeo pela deformaccedilatildeo elaacutestica
222 Matrizes
As matrizes de extrusatildeo satildeo as ferramentas responsaacuteveis pela definiccedilatildeo da geometria da
seccedilatildeo transversal do produto extrudado Devido aos esforccedilos de extrusatildeo as matrizes satildeo
submetidas a tensotildees internas elevadas Assim devem ser projetadas e construiacutedas com
materiais que apresentem elevada resistecircncia agrave compressatildeo bem como elevada tenacidade
Os accedilos ferramenta satildeo classificados de acordo com suas caracteriacutesticas metaluacutergicas
principais ou de acordo com sua aplicaccedilatildeo A classificaccedilatildeo do American Iron and Steel Institute
30
(AISI) eacute a mais utilizada pela induacutestria de ferramentaria e tem se mostrado uacutetil para a seleccedilatildeo
do produto Apesar de existirem diversos tipos de accedilos ferramenta normatizados
internacionalmente para inuacutemeras aplicaccedilotildees e solicitaccedilotildees a induacutestria trabalha com uma gama
reduzida de opccedilotildees Satildeo preferidos aqueles que possuem suas propriedades e desempenhos
consagrados ao longo do tempo como por exemplo os accedilos AISI H13 AISI D2 e AISI M2
Contudo fabricantes tecircm sugerido ao mercado ligas de accedilo que trazem benefiacutecios agraves aplicaccedilotildees
tais como CALDIE K340 (Bohler-Uddeholm) e Cryodur 2379 (Schmolz-Bickenbach)
As normas VDI 3176 [20] e VDI 3186 [21] apresentam os criteacuterios para dimensionamento
de matrizes de extrusatildeo
Para o projeto das matrizes devem ser considerados dois aspectos principais
1) A tensatildeo e a forccedila de extrusatildeo exigidas
2) O projeto e a geometria das matrizes e aneacuteis de cintamento
Geralmente as matrizes de extrusatildeo satildeo submetidas a elevadas tensotildees que normalmente
natildeo satildeo suportadas pelos materiais empregados em sua fabricaccedilatildeo Por isso as matrizes satildeo
geralmente preacute-tensionadas atraveacutes do uso de aneacuteis de cintamento de modo a aumentar sua
resistecircncia agrave tensatildeo radial na cavidade da matriz
Aleacutem do uso de aneacuteis de cintamento podem-se adotar variados procedimentos para a
construccedilatildeo das matrizes os quais satildeo mostrados na figura 5
lsquo Figura 5 ndash Formas construtivas para matrizes de extrusatildeo direta [20]
31
223 Estado de tensotildees
No processo de extrusatildeo existe na zona de deformaccedilatildeo um estado triaxial de tensotildees [22]
Na extrusatildeo de peccedilas com simetria axial as trecircs tensotildees principais satildeo
bull Tensatildeo axial σz
bull Tensatildeo radial σr
bull Tensatildeo tangencial σt
Atraveacutes da Teoria Elementar da Plasticidade pode-se avaliar qualitativamente a relaccedilatildeo que
existe entre as tensotildees principais A figura 6 mostra a distribuiccedilatildeo de tensotildees para o caso de
uma extrusatildeo direta de geratriz com furo interno
Figura 6 ndash Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo [22]
Pela Teoria de Escoamento de Tresca pode-se calcular a tensatildeo radial σr que seraacute a tensatildeo
atuante na parede lateral da cavidade da matriz Este valor eacute importante para o caacutelculo dos aneacuteis
de cintamento da ferramenta de extrusatildeo A tensatildeo axial σz eacute calculada em funccedilatildeo da forccedila de
extrusatildeo
224 Aneacuteis de cintamento
A tensatildeo radial resultante na cavidade das matrizes durante a extrusatildeo atinge niacuteveis que
muitas vezes podem ultrapassar o limite elaacutestico dos materiais empregados em sua fabricaccedilatildeo
Pode-se aumentar a capacidade de resistecircncia agraves tensotildees internas dessas matrizes utilizando-se
um anel de cintamento mediante a prensagem a frio do nuacutecleo ou pela dilataccedilatildeo teacutermica do
anel de cintamento Entatildeo eacute exercida uma pressatildeo axial sobre a superfiacutecie de contato que coloca
o nuacutecleo sob preacute-tensotildees tangenciais e radiais
Quando a resistecircncia agrave pressatildeo de uma ferramenta com preacute-tensatildeo simples for insuficiente
pode-se alcanccedilar uma elevaccedilatildeo da resistecircncia com um segundo anel de cintamento sempre se
32
observando que natildeo eacute permitido ultrapassar os limites elaacutesticos do nuacutecleo e dos aneacuteis Um
aspecto de grande importacircncia destacado para o projeto das matrizes refere-se ao
dimensionamento dos aneacuteis de cintamento [21] A resistecircncia do anel de cintamento eacute dada
pelas suas dimensotildees tensatildeo de escoamento e dureza do material Os materiais normalmente
empregados para os aneacuteis devem apresentar boa tenacidade e ductilidade a dureza de utilizaccedilatildeo
deve ser menor que as matrizes responsaacuteveis pela formaccedilatildeo da peccedila proporcionando o
comportamento elaacutestico da ferramenta Quanto mais afastado do nuacutecleo da ferramenta menor
seraacute a dureza do anel O anel dos sistemas simples apresenta uma dureza aproximada de 48
HRC Para os sistemas duplos o anel interno eacute endurecido dentro de uma faixa de 52-54 HRC
e o anel externo na faixa de 46-48 HRC Os accedilos utilizados para a fabricaccedilatildeo dos aneacuteis variam
entre AISI S1 AISI H13 VMO e W360 (Bohler-Uddeholm)
A tabela 2 mostra a recomendaccedilatildeo para a quantidade de aneacuteis a serem aplicados em uma
ferramenta de acordo com a tensatildeo radial na cavidade O esquema da ferramenta eacute mostrado na
figura 7
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo [20]
Tabela 2 ndash Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento [20]
Tensatildeo radial (σr)
Nmm2
Nuacutemero de aneacuteis
requeridos Dd Diacircmetro de montagem
σr lt 1000
1000 lt σr lt 1600
1600 lt σr lt 2200
2200 lt σr
nenhum
um
dois
trecircs
4 a 5
4 a 6
4 a 6
4 a 6
d1=dA D=dA2B
d1=09radic119863 119889 d2=09radic119863 1198891
33
Onde A eacute uma constante calculada pela equaccedilatildeo (1) [23]
A = [12 (1 + 1119861 ) minus 119880]12 eq (1)
sendo 119861 = 119896119891119898119886119905119903119894119911119896119891119888119894119899119905 e 119880 = 120590119903119896119891119898119886119905119903119894119911
A interferecircncia diametral para montagem dos componentes representadas por z1 e z2 eacute dada
pelas equaccedilotildees (2) e (3)
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) eq (2)
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) eq (3)
sendo 119861119888 = 11989611989111988811989411989911990511198961198911198881198941198991199052 e Ac eacute calculado pela equaccedilatildeo (1) em funccedilatildeo de Bc
Deve-se destacar que para cada caso de porta-ferramentas de prensa devido ao uso de
conjuntos padronizados o diacircmetro D poderaacute variar Desta forma os caacutelculos dos demais
diacircmetros de interferecircncia devem ser considerados a partir desta restriccedilatildeo
A geometria das superfiacutecies de contato entre os aneacuteis pode ser ciliacutendrica ou cocircnica Para
grandes interferecircncias prefere-se a forma cocircnica que facilita bastante a montagem da matriz
com os aneacuteis Deve-se verificar especialmente no caso de superfiacutecies cocircnicas que o nuacutecleo natildeo
seja expulso pelas forccedilas de prensagem extraccedilatildeo ou separaccedilatildeo
A figura 8 apresenta o criteacuterio para a escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de
interferecircncia de acordo com a relaccedilatildeo entre o comprimento e o diacircmetro da matriz
225 Dimensionamento de punccedilotildees e matrizes
Devido aos esforccedilos desenvolvidos durante a conformaccedilatildeo a frio de engrenagens
basicamente de extrusatildeo e recalque as ferramentas mais solicitadas satildeo os punccedilotildees e as
matrizes
De um modo geral no projeto dessas ferramentas deve-se considerar
a) as matrizes devem possuir anel de cintamento simples ou muacuteltiplo conforme solicitaccedilatildeo
b) os punccedilotildees devem ser os mais curtos possiacuteveis para evitar flambagem
34
c) na extrusatildeo o punccedilatildeo deve ser cuidadosamente guiado sobre a matriz para evitar
excentricidade
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia [20]
A fim de evitar sobrecargas das ferramentas de extrusatildeo eacute sugerida a pressatildeo real limite para
matrizes e punccedilotildees [24]
a) valores-limite para a tensatildeo radial (σr) na cavidade das matrizes
sem anel de cintamento σr lt 1000 Nmm2
com anel de cintamento simples e nuacutecleo de accedilo σr lt 1600 Nmm2
com anel de cintamento simples e nuacutecleo de metal duro σr lt 1500 Nmm2
com anel de cintamento duplo e nuacutecleo de accedilo σr lt 2200 Nmm2
com anel de cintamento duplo e nuacutecleo de metal duro σr lt 2000 Nmm2
b) valores-limite para a tensatildeo axial (σz) em punccedilotildees de recalque e furaccedilatildeo
punccedilotildees em accedilo-ferramenta σz lt 1800 Nmm2
punccedilotildees para extrusatildeo a frio em accedilo raacutepido altamente ligado σz lt 2500 Nmm2
226 Revestimentos para ferramentas de extrusatildeo
A extrusatildeo direta de perfis de engrenagens envolve grande quantidade de energia de
deformaccedilatildeo devido ao atrito o que provoca um desgaste excessivo nas paredes da cavidade da
matriz Considerando a estabilidade de geometria necessaacuteria para engrenagens automotivas o
desgaste ocorrido em matrizes de extrusatildeo em uma produccedilatildeo seriada pode prejudicar a
funcionalidade do produto em sua aplicaccedilatildeo A soluccedilatildeo utilizada em larga escala para minimizar
35
o desgaste eacute o aumento da dureza superficial atraveacutes da deposiccedilatildeo de filme fino Estes filmes
satildeo formados normalmente por materiais ceracircmicos de alta dureza
Segundo estudos realizados por Vetter (1996) [25] os revestimentos satildeo beneacuteficos natildeo
apenas para diminuir o desgaste de ferramentas mas tambeacutem melhorar a qualidade superficial
do produto extrudado aumentar a produtividade e diminuir o uso de lubrificantes
Os filmes mais utilizados em ferramentas de extrusatildeo a frio satildeo aplicados pelo meacutetodo de
deposiccedilatildeo fiacutesica de vapor (PVD - Physical Vapor Deposition) A aplicaccedilatildeo de revestimentos
por este meacutetodo eacute realizada a temperaturas na faixa de 250degC a 500degC permitindo que os
substratos natildeo percam suas propriedades mecacircnicas devido a um alto aquecimento O processo
PVD consiste em evaporar o material soacutelido por aquecimento atraveacutes de feixe de eleacutetrons ou
por iacuteons positivos e depositaacute-lo no substrato [26]
A maioria dos revestimentos aplicados por PVD eacute formada por DLC (Diamond Like
Carbon) nitretos (ex TiN CrN TiNAl) carbetos (ex TiC CrC) oacutexidos (ex alumina) ou
ainda uma combinaccedilatildeo destes como o TiCNAl A espessura de deposiccedilatildeo do filme varia entre
4 μm e 6 μm O revestimento utilizado nas ferramentas envolvidas neste trabalho tem o nome
comercial de Advanced Alcrona fornecido pela Oerlikon Balzers
A camada Advanced significa uma base obtida por nitretaccedilatildeo gasosa a qual aumenta a
dureza de superfiacutecie e sua resistecircncia agrave compressatildeo O revestimento Alcrona PRO fornece alta
estabilidade teacutermica proteccedilatildeo contra o desgaste abrasivo e alta dureza [27]
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO
A forccedila de extrusatildeo direta ou indireta eacute calculada pela equaccedilatildeo (4) 119865 = 1198600119896119891119898120593120578119865 eq (4)
O fator de rendimento (120578119865) varia entre 04 para geometrias mais complexas com pequenas
deformaccedilotildees e 07 para geometrias simples com grandes deformaccedilotildees [28]
Para casos em que a matriz apresenta acircngulos de transiccedilatildeo entre geometrias que facilitam o
escoamento a forccedila de extrusatildeo pode ser calculada pela equaccedilatildeo (5) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (5)
A expressatildeo final apoacutes o sinal de adiccedilatildeo da equaccedilatildeo (5) representa a forccedila de atrito entre o
material extrudado e a parede da matriz
36
O trabalho de extrusatildeo eacute dado pelas equaccedilotildees (6) e (7)
119879119903 = 119865 119878119882 eq (6)
Onde SW = h0 - hk eq (7)
231 Aumento de temperatura por trabalho de extrusatildeo
Durante a extrusatildeo ocorre a transformaccedilatildeo do trabalho de extrusatildeo em aumento de
temperatura Esse aumento de temperatura devido ao trabalho de extrusatildeo (120599119862) eacute calculado pela
equaccedilatildeo (8) 120599119862 = 119896119891120593119888119872 120588 119886 eq (8)
onde a eacute a parcela de energia transformada em calor
Pela teoria da definiccedilatildeo desta expressatildeo a perda na distorccedilatildeo da rede cristalina devido agrave
austenita retida e natildeo transformada em calor eacute de 10 [22]
24 O ATRITO NA EXTRUSAtildeO A FRIO
Nas uacuteltimas deacutecadas uma explicaccedilatildeo fiacutesica para o comportamento do atrito foi definida
como ldquoTeoria Adesivardquo Esta teoria define que a aacuterea de contato verdadeira eacute uma pequena
parcela da aacuterea de contato aparente A aacuterea de contato verdadeira eacute formada pela rugosidade
desta forma com o aumento das forccedilas de extrusatildeo maior eacute a contribuiccedilatildeo da rugosidade no
contato entre superfiacutecies [29] Em operaccedilotildees de extrusatildeo o atrito tem grande influecircncia devido
ao seu efeito sobre as forccedilas de conformaccedilatildeo mecacircnica (ou energia) e escoamento de material
na cavidade da matriz assim como a qualidade do produto e a vida uacutetil da ferramenta A
precisatildeo dos modelos de atrito eacute ainda desconhecida e torna complexa a definiccedilatildeo de um modelo
uacutenico que inclua todos os paracircmetros de deformaccedilatildeo para todas as operaccedilotildees de conformaccedilatildeo
mecacircnica Erinosho e Akinlabi (2016) [30] estudaram o efeito do atrito na aacuterea de contato
deformada durante operaccedilotildees de conformaccedilatildeo
O atrito eacute um dos paracircmetros mais significativos a serem considerados na extrusatildeo direta
devido ao escoamento de material ocorrer ao longo da cavidade da matriz entatildeo a contribuiccedilatildeo
da energia necessaacuteria ao esforccedilo final pode ser alta Domiacutenguez e Claver (2015) [31]
conduziram estudos por simulaccedilatildeo numeacuterica com o software DEFORM para investigar os
efeitos do atrito no processo de extrusatildeo direta utilizando o accedilo AISI 1010 A figura 9 mostra a
geometria da geratriz e matriz de extrusatildeo utilizados na simulaccedilatildeo numeacuterica computacional
37
Figura 9 ndash Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional [31]
O atrito tem efeito importante sobre os esforccedilos resultantes na extrusatildeo direta A forccedila devido
ao atrito resultante do processo de extrusatildeo eacute obtida pela equaccedilatildeo (9)
Ff = Fc + Fd eq (9)
Quando a geratriz eacute pressionada ao longo da cavidade da matriz na extrusatildeo direta a forccedila
de extrusatildeo eacute diretamente relacionada agrave forccedila devido ao atrito entre as paredes da cavidade da
matriz superior e a geratriz (Fc) e entre a matriz de extrusatildeo e a geratriz (Fd)
Para avaliar esta influecircncia duas condiccedilotildees extremas foram consideradas na simulaccedilatildeo
computacional o fator de atrito maacuteximo (m = 1) e a condiccedilatildeo de atrito ausente (m = 0) Assim
com as forccedilas de extrusatildeo resultantes das duas situaccedilotildees limite o efeito da forccedila devido ao atrito
pocircde ser obtido e analisado Na figura 10 o efeito da forccedila devido ao atrito eacute representado pelo
caacutelculo da diferenccedila entre as forccedilas resultantes das duas condiccedilotildees limites para a extrusatildeo direta
Figura 10 ndash Forccedila devido ao fator de
atrito (m) na extrusatildeo direta [31]
38
A teoria de Amontons-Coulomb eacute aplicada para o caacutelculo da tensatildeo de cisalhamento (τ)
entre a geratriz e as paredes da matriz nos processos de extrusatildeo [32] A lei do atrito de Coulomb
utiliza o coeficiente de atrito (μ) para quantificar a interface de atrito e eacute expressa pela equaccedilatildeo
(10) 120591 = 120583 119875 para 0le 120583 le0577 eq (10)
onde P eacute a tensatildeo normal de contato entre as superfiacutecies
A tabela 3 mostra valores referenciais de atrito para a extrusatildeo direta
Tabela 3 ndash Valores referenciais para o coeficiente de atrito micro [33]
Descriccedilatildeo do processo Extrusatildeo direta
Peccedilas maciccedilas Peccedilas com furaccedilatildeo
Coeficiente de atrito (micro) 004 a 008 01 a 0125
Neste trabalho o valor utilizado para o coeficiente de atrito para o caacutelculo da forccedila de
extrusatildeo foi 01
A teoria da adesatildeo determina que a tensatildeo de cisalhamento maacutexima na interface de contato
entre o material e a matriz eacute a tensatildeo limite de elasticidade do material em cisalhamento puro
[34] Contudo nos processos de extrusatildeo em geral a tensatildeo normal de contato entre o material
e a ferramenta pode superar este valor Entatildeo uma vez atingida a tensatildeo de escoamento em
cisalhamento do material um aumento no valor da tensatildeo normal implica em diminuiccedilatildeo do
atrito Neste caso em que altas tensotildees de contato estatildeo envolvidas o atrito deve ser expresso
pela equaccedilatildeo (11) 119898 = 120591119896 para 0 le 119898 le 1 eq (11)
onde m eacute o fator de atrito e k eacute a tensatildeo limite de elasticidade em cisalhamento puro
Esta forma eacute conhecida como Lei de Prandtl e determina que a tensatildeo de cisalhamento devida
ao atrito eacute independente da tensatildeo de contato entre as superfiacutecies A Lei de Prandtl deve ser
aplicada sempre que as tensotildees de contato sejam elevadas onde o coeficiente de atrito μ deixa
de ter significado fiacutesico
Na extrusatildeo a frio de engrenagens a forccedila devido ao atrito tem alto impacto no aumento das
tensotildees resultantes do ciclo de conformaccedilatildeo do material No desenvolvimento desta tese as
engrenagens analisadas sofrem uma reduccedilatildeo de aacuterea superior agrave 40 o que envolve altas tensotildees
de contato entre a geratriz e as paredes da matriz Desta forma a Lei de Prandtl seraacute adotada
para as anaacutelises de simulaccedilatildeo por elementos finitos onde o fator de atrito seraacute considerado
39
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE
EXTRUSAtildeO A FRIO
O conceito de cintamento das matrizes eacute reconhecido na induacutestria da conformaccedilatildeo e deve
ser entendido neste contexto como tensotildees compressivas (tipicamente radiais) sendo aplicadas
nas ferramentas O objetivo do cintamento das matrizes eacute reduzir o niacutevel de tensotildees criacuteticas as
quais a ferramenta sofreraacute sob o impacto de profundos esforccedilos Quanto mais eficiente o
cintamento mais a matriz seraacute colocada em um estado de tensotildees compressivas como ilustrado
na figura 11
Sendo
a) Tensotildees compressivas nulas onde natildeo haacute preacute-tensionamento da matriz Matrizes
monobloco satildeo um exemplo
b) Moderadas onde haacute a preacute-tensionamento Matrizes com um anel de cintamento podem
ser citadas
c) Alto estado de tensotildees compressivas atraveacutes de alto niacutevel de preacute-tensionamento Neste
caso dois ou mais aneacuteis de cintamento com interferecircncias rigorosas de montagem e materiais
de alta resistecircncia satildeo utilizados
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo [35]
A importacircncia do cintamento aumenta com a carga da ferramenta Quanto maior a carga de
conformaccedilatildeo maiores satildeo os niacuteveis de tensotildees na ferramenta Haacute uma tendecircncia geral em
relaccedilatildeo agraves altas cargas de conformaccedilatildeo nas matrizes de extrusatildeo as quais satildeo uma consequecircncia
derivada do alto grau de acabamento deste processo surgimento de materiais de baixa
conformabilidade alta velocidade de deformaccedilatildeo das peccedilas entre outros Consequentemente
a importacircncia do cintamento de matrizes tem crescido na induacutestria da conformaccedilatildeo mecacircnica
Para uma melhor definiccedilatildeo do cintamento tambeacutem entendido como preacute-tensionamento de
matrizes eacute necessaacuterio verificar o comportamento tensatildeodeformaccedilatildeo da matriz Esta definiccedilatildeo
considera o ciclo completo de carga da matriz de extrusatildeo inclusive o intervalo de tensotildees e
40
seu movimento fiacutesico ou comportamento de deformaccedilatildeo Como visto na figura 12 o ponto de
repouso da matriz de extrusatildeo seraacute a partir de um determinado niacutevel de tensotildees compressivas
o qual eacute definido pela interferecircncia de montagem Quanto maior o niacutevel de preacute-tensionamento
maior a tensatildeo compressiva resultante na matriz Durante o processo de extrusatildeo da peccedila a
matriz eacute tensionada e vai de um estado compressivo de tensotildees ateacute tensotildees de traccedilatildeo O ponto
final do ciclo de extrusatildeo determina o pico maacuteximo de tensotildees pelos quais a matriz passaraacute
durante o processo Apoacutes o maacuteximo estado de tensotildees natildeo haacute cargas sobre a matriz e ela
retorna ao seu estado inicial de preacute-tensionamento A distacircncia entre o ponto de preacute-
tensionamento e o maacuteximo estado de tensotildees determina o intervalo total de tensotildees Quanto
maiores os esforccedilos de extrusatildeo maior o intervalo total de tensotildees
Figura 12 ndash Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo [35]
Simultaneamente com a compressatildeo dos aneacuteis de cintamento a matriz tambeacutem passa por
contraccedilatildeo fiacutesica Quanto maior o preacute-tensionamento maior a contraccedilatildeo da matriz de extrusatildeo
Entretanto a habilidade de comprimir a matriz eacute determinada pelas propriedades do material
da matriz e os demais componentes da ferramenta Sistemas de ferramentas com alta rigidez
defletem menos que sistemas a base de accedilos convencionais Como exemplo o moacutedulo de
Young (E) de uma matriz de WC-Co conhecida como metal duro eacute aproximadamente 22
maior que uma matriz de accedilo sendo respectivamente 460 GPa e 215 GPa Consequentemente
a matriz de WC-Co iraacute defletir em meacutedia 40 menos que uma matriz de accedilo com as mesmas
dimensotildees e cavidade Quanto menor o intervalo de deformaccedilatildeo menor o intervalo de tensotildees
devido agrave reduzida expansatildeo da matriz durante o processo de extrusatildeo
A vida uacutetil de uma matriz ou seja o nuacutemero de ciclos de extrusatildeo ateacute a sua falha por ruptura
depende da interaccedilatildeo entre a forccedila sobre a ferramenta e a sua capacidade de resistecircncia agrave carga
A forccedila sobre matrizes de extrusatildeo eacute determinada pelo nuacutemero de interaccedilotildees entre paracircmetros
41
tais como tipo de processo de extrusatildeo lubrificaccedilatildeo temperatura propriedades do material da
geratriz perfil da geratriz geometria do extrudado e estaacutegios de conformaccedilatildeo A figura 13
representa uma matriz de extrusatildeo de engrenagem montada com um anel de cintamento
Figura 13 ndash Matriz de extrusatildeo com um anel de cintamento Fonte Do autor
A tarefa de todo o projetista de extrudados eacute manter a carga sobre a ferramenta de extrusatildeo
em um niacutevel moderado de forma a obter um bom desempenho de processo incluindo alta e
previsiacutevel vida uacutetil das ferramentas de extrusatildeo O preacute-tensionamento eacute um paracircmetro de
desenvolvimento efetivo para conseguir sistemas de ferramentas de alto desempenho sendo
que este paracircmetro influencia diretamente o comportamento tensatildeodeformaccedilatildeo da matriz de
extrusatildeo O preacute-tensionamento oacutetimo da matriz pode ser atingido no equiliacutebrio entre a rigidez
da mesma e os demais componentes da ferramenta bem como o correto niacutevel de interferecircncia
Em linhas gerais quanto menores as tensotildees de traccedilatildeo sob o ponto maacuteximo da carga de
processo menor seraacute o comportamento de deformaccedilatildeo da matriz de extrusatildeo e melhor seraacute a
condiccedilatildeo de alto desempenho da ferramenta Aleacutem disso sistemas de ferramentas de alta rigidez
reduzem consideravelmente a variaccedilatildeo dimensional da matriz com o objetivo de melhorar a
precisatildeo da peccedila extrudada e reduzir desvios dimensionais
A figura 14 e ilustra as principais caracteriacutesticas da natureza complexa de ferramentas de
extrusatildeo de alta performance
42
Figura 14 ndash Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo [16]
Em princiacutepio o preacute-tensionamento pode ser realizado por dois meacutetodos geneacutericos como
mostrado na figura 15 O meacutetodo mais comumente usado eacute o que considera o aquecimento dos
aneacuteis externos agrave matriz onde o anel de cintamento eacute expandido (por exemplo agrave 400ordmC) e
montado na matriz de extrusatildeo O preacute-tensionamento eacute entatildeo o efeito resultante de
encolhimento do anel de cintamento apoacutes seu resfriamento e consequente fechamento sobre a
superfiacutecie externa da matriz de extrusatildeo Este meacutetodo eacute largamente utilizado na induacutestria de
conformaccedilatildeo sendo limitado pelo coeficiente de expansatildeo bem como a tensatildeo de escoamento
do material aplicado no anel de cintamento
O outro meacutetodo eacute o preacute-tensionamento por compressatildeo a frio onde a matriz de extrusatildeo eacute
inserida no anel de cintamento com o auxiacutelio de uma prensa de montagem A principal limitaccedilatildeo
da montagem por compressatildeo a frio eacute a tensatildeo de escoamento dos materiais da matriz de
extrusatildeo e o anel de cintamento A utilizaccedilatildeo de lubrificantes nas interfaces dos aneacuteis de
cintamento e matrizes eacute importante para a integridade dos componentes da ferramenta
Figura 15 ndash Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) [36]
43
O comportamento tensatildeodeformaccedilatildeo do sistema da ferramenta pode ser influenciado pelo
aumento da massa e mais efetivamente pela alteraccedilatildeo das propriedades dos materiais do
sistema da ferramenta O uso de WC-Co para a matriz de extrusatildeo eacute a forma mais efetiva de
aumentar a rigidez global do sistema da ferramenta devido ao alto ponto do moacutedulo de Young
Uma abordagem alternativa para obter ferramentas de extrusatildeo de alta rigidez seria integrar
materiais com WC-Co como parte do sistema de preacute-tensionamento por exemplo fabricar o
anel interno do sistema duplo de aneacuteis com este material
O sistema de preacute-tensionamento de matrizes por enrolamento de tiras de accedilo desenvolvido
pela empresa STRECON faz uso desta estrateacutegia Aleacutem da utilizaccedilatildeo de aneacuteis de cintamento
com moacutedulo de Young elevado a teacutecnica consiste em ldquoenrolarrdquo tiras de accedilo de 01 mm de
espessura sobre o nuacutecleo da ferramenta colocando-o sobre profundo estado de tensotildees
compressivas As tiras de accedilo mantecircm o comportamento elaacutestico ateacute tensotildees de 2000 Nmm2
As interferecircncias de montagem satildeo superiores agraves utilizadas em aneacuteis de cintamento
convencionais sendo de 07 a 11 [37] A figura 16 ilustra a estrutura do sistema por
enrolamento de tiras STRECON
Figura 16 ndash Representaccedilatildeo de ferramenta montada com sistema STRECON [38]
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO
Accedilos ao boro satildeo largamente utilizados em componentes de alta resistecircncia A presenccedila de
pequenos teores de boro em accedilos com 02 a 04 de carbono permite obter uma temperabilidade
meacutedia ideal para obtenccedilatildeo dos valores necessaacuterios de dureza e resistecircncia apoacutes tecircmpera
principalmente em peccedilas de pequena seccedilatildeo O boro eacute adicionado aos accedilos em pequenas
quantidades (ppm) para aumentar a sua conformabilidade e temperabilidade evitando a
nucleaccedilatildeo da ferrita atraveacutes de sua segregaccedilatildeo nos contornos de gratildeo da austenita Embora
exista uma incerteza enquanto ao teor ideal de boro sobre a efetividade na temperabilidade
pode se dizer que este valor estaacute entre 10 e 30 ppm sendo o teor oacutetimo entre 15 e 20 ppm
Anel de cintamento interno Matriz de extrusatildeo
Tiras de accedilo Anel de cintamento
externo
44
Dentre os accedilos utilizados na fabricaccedilatildeo de elementos de fixaccedilatildeo e engrenagens o SAE
10B22 o qual eacute utilizado no desenvolvimento desta tese tem grande aplicaccedilatildeo substituindo
accedilos de meacutedio carbono ou os convencionais baixa liga como o SAE 5135 Sua composiccedilatildeo
quiacutemica contendo boro e um teor consideraacutevel de manganecircs atribui a esta liga boa
temperabilidade e excelente resposta agrave processos termoquiacutemicos como cementaccedilatildeo e
carbonitretaccedilatildeo combinando desta forma as propriedades de dureza e resistecircncia ao desgaste
com tenacidade e ductilidade [39]
Resultados de ensaios mecacircnicos para um accedilo ABNT 1020 com teores de boro na condiccedilatildeo
de laminado a quente demonstram que as propriedades mecacircnicas natildeo sofreram alteraccedilatildeo
significativa com exceccedilatildeo do limite de escoamento que diminui cerca de 4 em relaccedilatildeo ao
accedilo sem boro A diminuiccedilatildeo do limite de escoamento juntamente com a natildeo alteraccedilatildeo
significativa das outras propriedades sugere usos especiacuteficos para esses accedilos devido a sua maior
fase plaacutestica como por exemplo para peccedilas que necessitam de extrusatildeo a frio [40]
O SAE 10B22 estaacute entre os accedilos baixo carbono utilizados para extrusatildeo a frio e com
elementos liga para cementaccedilatildeo Este accedilo eacute amplamente utilizado na extrusatildeo a frio para a
produccedilatildeo de engrenagens eixos parafusos e demais peccedilas onde haacute exigecircncia de dureza
superficial obtida pelo processo de cementaccedilatildeo ou carbonitretaccedilatildeo As curvas de escoamento
verdadeiras do SAE 10B22 foram simuladas pelo software JMatPro o qual tem a capacidade
de calcular uma variedade de propriedades de materiais de ligas metaacutelicas [41] As curvas foram
simuladas nas temperaturas 20degC 100degC 200degC e 300degC e velocidades de deformaccedilatildeo 001 s-
1 1 s-1 e 10 s-1 Satildeo mostradas nas figuras 17 18 e 19 A tabela 4 informa a composiccedilatildeo quiacutemica
utilizada como dado de entrada para a geraccedilatildeo dos resultados Os valores calculados pelo
software de acordo com a sua composiccedilatildeo quiacutemica informada ANEXOS A B e C foram
utilizados para traccedilar as curvas
Considerando a temperatura de 20degC a simulaccedilatildeo das curvas revela tensotildees de escoamento
de 1701 Nmm2 1905 Nmm2 e 2012 Nmm2 para as respectivas velocidades de deformaccedilatildeo
001 s-1 1 s-1 e 10 s-1 quando a deformaccedilatildeo verdadeira eacute igual agrave zero
Tabela 4 ndash Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro [41]
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 0232 0893 0242 0180 008 0042 00059 0233 00015 0008 0020
45
Figura 17 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1
Fonte JMatPro [41]
Figura 18 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1 Fonte JMatPro [41]
00
1000
2000
3000
4000
5000
6000
7000
00
020
040
060
080
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
460
480
500
600
70
Ten
satildeo
de
esco
amen
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
00
1000
2000
3000
4000
5000
6000
7000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
man
ento
(k
f) [
Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
46
Figura 19 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro [41]
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS
Neste capiacutetulo seraacute abordada a forma em que os requisitos sobre a geometria das engrenagens
devem ser especificados e o entendimento dos meacutetodos utilizados para controlar a geometria
das engrenagens Seraacute dada ecircnfase agrave norma ISO 1328 partes 1 e 2 [42] [43] a qual eacute comumente
utilizada para classificaccedilatildeo de engrenagens
271 Normas para especificaccedilatildeo de engrenagens
As normas especiacuteficas para o controle de toleracircncias geomeacutetricas de engrenagens satildeo
publicadas pelos mais diversos sistemas de normas segundo a competitividade no mercado
para este tipo de aplicaccedilatildeo Eacute o cliente que opta pela norma que melhor atende as suas
necessidades encontrando a sua disposiccedilatildeo uma seacuterie de documentos que tratam do assunto
dentre estes se podem citar ISO AGMA DIN JIS BSI ABNT e outras No Brasil as normas
da ABNT em alguns aspectos como definiccedilotildees de partes funcionais e paracircmetros geomeacutetricos
se assemelham agrave ISO 1328 o que jaacute natildeo ocorre com as normas AGMA por esta apresentar uma
estrutura simboacutelica proacutepria que em muito se diferencia da ISO e ABNT
Na tabela 5 haacute uma seleccedilatildeo das mais importantes normas utilizadas sendo que suas
principais diferenccedilas se referem
00
1000
2000
3000
4000
5000
6000
7000
8000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
amen
to (
kf)
[Nm
m2]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
47
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos [44]
NORMA ASSUNTO
ISO 1328 ndash 1 e 2 (20131997) Engrenagens Ciliacutendricas ndash Sistema de
precisatildeo ISO
AGMA ndash 2000-A88 (1988) Manual de Inspeccedilatildeo e Classificaccedilatildeo de
Engrenagens
DIN - 3962 (1978) Toleracircncias para Dentes de Engrenagens
Ciliacutendricas
JIS - B 1702 (1976) Precisatildeo para Engrenagens Retas e
Helicoidais
BSI - BS 436 (1986) Engrenagens Retas e Helicoidais ndash Forma
baacutesica Passo e Precisatildeo
ABNT - NBR10095 (1989) Engrenagem Ciliacutendrica de Evolvente ndash
Precisatildeo Dimensional
272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328
A ISO 1328 trata das toleracircncias geomeacutetricas de engrenagens ciliacutendricas de dentes retos
fornecendo limites para os principais paracircmetros caracteriacutesticos da geometria das engrenagens
a serem controladas e delimita para cada tipo de aplicaccedilatildeo os erros maacuteximos permissiacuteveis Esta
norma tambeacutem trata dos desvios das engrenagens associados aos paracircmetros caracteriacutesticos
tomados isoladamente e dos desvios das engrenagens do ponto de vista funcional ou seja
avalia conjuntamente todos os desvios isolados eventualmente existentes nas superfiacutecies das
engrenagens
Duas satildeo as vantagens da referida norma uma eacute a sua associaccedilatildeo com materiais didaacuteticos de
grande reconhecimento neste campo de atuaccedilatildeo [45] [46] o que a torna de faacutecil compreensatildeo e
menos propensa a erros de interpretaccedilatildeo e a outra eacute que seu conteuacutedo estaacute de acordo com o
Sistema Internacional de Unidades [47] que eacute o sistema oficialmente reconhecido no Brasil
A norma cita paracircmetros caracteriacutesticos os quais satildeo elementos de controle da geometria das
engrenagens Devido a fenocircmenos de fabricaccedilatildeo que posteriormente seratildeo detalhados as
superfiacutecies das engrenagens sofrem variaccedilotildees em relaccedilatildeo a sua geometria considerada ideal
Estes desvios de acordo com as suas dimensotildees tornam-se de difiacutecil identificaccedilatildeo e
comprometem a funcionalidade do conjunto coroapinhatildeo
273 Desvios isolados
Os desvios isolados satildeo as variaccedilotildees dos paracircmetros caracteriacutesticos geomeacutetricos que ocorrem
na superfiacutecie das engrenagens Suas principais causas satildeo
48
forma defeituosa do perfil da matriz de extrusatildeo
deficiente lubrificaccedilatildeo durante o processo de extrusatildeo
uso de matrizes com cavidades danificadas ou desgastadas
vibraccedilatildeo excessiva das prensas de extrusatildeo
deformaccedilotildees elaacutesticas das ferramentas de extrusatildeo durante o processo
274 Desvios de passo individual (fpt) acumulado (fpk) e total (Fp)
O desvio de passo individual representado por fpt na figura 20 corresponde a diferenccedila
algeacutebrica entre o passo medido e o correspondente passo teoacuterico de um setor que abranja uma
determinada quantidade inteira de passos (K) Devido agrave facilidade utiliza-se o flanco dos dentes
como referecircncia para a mediccedilatildeo O passo primitivo eacute o comumente avaliado e eacute medido sobre
a circunferecircncia primitiva [48] Pela ISO 1328-1 o passo tambeacutem pode ser medido sobre uma
circunferecircncia de referecircncia que passa pela altura meacutedia dos dentes ou seja o ponto meacutedio
entre o topo e a raiz do dente
O setor avaliado natildeo deve ser maior que 18 da circunferecircncia de referecircncia ou seja 2leKle
Z8 onde Z eacute o nuacutemero de dentes De outra forma o desvio de passo acumulado pode ser
entendido como a soma algeacutebrica dos passos individuais no setor avaliado
O desvio de passo total (Fp) que corresponde ao maacuteximo valor do desvio de passo
acumulado (fpk) de qualquer setor de circunferecircncia em relaccedilatildeo a um determinado flanco de
dente
Figura 20 ndash Desvios de passo das engrenagens [42]
275 Desvios de perfil (Fα ffα fHα)
Na figura 21 o desvio de perfil corresponde ao afastamento do perfil evolvente real obtido
do processo de fabricaccedilatildeo do perfil ideal gerado a partir da respectiva circunferecircncia de bases
49
[49] As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer no ponto meacutedio do comprimento
total do dente
O desvio de perfil eacute caracterizado por trecircs paracircmetros desvio total de perfil (Fα) desvio de
forma de perfil (ffα) e desvio angular de perfil (fHα) Na figura 22 tem-se uma representaccedilatildeo
graacutefica destes desvios A linha sinuosa corresponde ao perfil real detectado pelo sistema de
mediccedilatildeo
Figura 21 ndash Desvio de perfil [42]
No graacutefico de desvio de forma de perfil verifica-se o quanto o perfil real atinge seus limites
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular de
perfil o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico Por
uacuteltimo quando se busca apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama de
desvio total de perfil que possui intrinsecamente os dois resultados anteriores sendo mais
conservativo
Figura 22 ndash Desvios de perfil segundo ISO 1328-1 [42]
50
276 Desvios de linha de flanco (Fβ ffβ fHβ)
A figura 23 mostra o desvio de flanco corresponde ao afastamento do flanco do dente obtido
no processo de fabricaccedilatildeo do flanco resultante da extrusatildeo do perfil evolvente ideal no sentido
axial da engrenagem As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer na altura da
circunferecircncia de referecircncia e no sentido axial
Figura 23 ndash Desvio de linha de flanco [42]
Da mesma forma que o desvio de perfil o desvio da linha de flanco eacute caracterizado por trecircs
paracircmetros desvio total da linha de flanco (Fβ) desvio de forma da linha de flanco (ffβ) e desvio
angular da linha de flanco (fHβ) figura 24 respectivamente A linha sinuosa corresponde ao
flanco real detectado pelo sistema de mediccedilatildeo na altura da circunferecircncia de referecircncia
Figura 24 ndash Desvios da linha de flanco segundo ISO 1328-1 [42]
A interpretaccedilatildeo do desvio da linha de flanco eacute similar ao desvio de perfil Assim do graacutefico
de desvio de forma da linha de flanco verifica-se o quanto o flanco real atinge seus limites
51
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular da
linha de flanco o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico
Por uacuteltimo ao ser necessaacuteria apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama
de desvio total da linha de flanco que possui intrinsecamente os dois resultados anteriores e eacute
mais conservativo
277 Batimento radial (Fr)
O batimento radial (Fr) eacute a maior variaccedilatildeo da distacircncia em relaccedilatildeo ao eixo de giro da
engrenagem de uma esfera ou cone colocado sequencialmente entre os vatildeos da engrenagem
estabelecendo um contato com os flancos dos dentes adjacentes Corresponde a amplitude total
da variaccedilatildeo lida no sistema de mediccedilatildeo quando da verificaccedilatildeo do erro de concentricidade Se
natildeo houvesse irregularidades no dente da engrenagem o batimento radial seria igual ao dobro
do erro de concentricidade (caso existisse) ou seja o erro total de giro [50]
Segundo a norma 1328-2 [43] o batimento radial corresponde agrave amplitude maacutexima dos
desvios individuais (erro detectado em cada vatildeo de dente) figura 25 Verifica-se que os erros
estatildeo distribuiacutedos em torno de uma senoacuteide cuja amplitude corresponde a duas vezes o erro de
concentricidade
Figura 25 ndash Batimento radial [43]
278 Graus de qualidade
Os graus de qualidade variam para cada sistema de norma Na ISO 1328 exceto pelo desvio
composto radial que possui 9 graus de qualidade (4 eacute o grau mais exigente e 12 eacute o menos
exigente) os demais paracircmetros caracteriacutesticos possuem 13 graus de qualidade (0 eacute o grau mais
exigente e 12 eacute o menos exigente) [51]
52
Para classificaccedilatildeo de uma engrenagem com relaccedilatildeo ao seu grau de qualidade alguns
paracircmetros de projeto satildeo considerados pela norma ISO 1328 sendo entre eles o diacircmetro de
referecircncia e o moacutedulo Definidos esses paracircmetros de projeto para cada um dos paracircmetros
caracteriacutesticos jaacute mencionados pode-se estabelecer uma toleracircncia cujo valor dependeraacute do
grau de qualidade selecionado e vice-versa estabelecendo-se a toleracircncia necessaacuteria e obtendo-
se o grau de qualidade Na tabela 6 tem-se um exemplo do grau de qualidade para o desvio
total de perfil (Fα) Para efeito de construccedilatildeo da tabela considerando-se um grau de qualidade
igual a 5 os valores das toleracircncias satildeo determinados empiricamente e aplicados na equaccedilatildeo
(12)
119865prop = 32radic119898119896 + 022radicempty119901 + 07 eq (12)
Os valores de toleracircncias superiores por exemplo para o grau 6 satildeo obtidos a partir da
toleracircncia de grau 5 multiplicado por radic2 as toleracircncias do grau 7 satildeo obtidos a partir das
toleracircncias do grau 6 multiplicado radic2 e assim sucessivamente ateacute o grau 12 Para os valores
inferiores ao grau de qualidade 5 utiliza-se o mesmo raciociacutenio exceto pelo fato de se dividir
cada resultado de toleracircncia por radic2 Assim conclui-se que para melhorar um grau de qualidade
de uma engrenagem basta dividir por radic2 a toleracircncia do determinado grau de qualidade em
questatildeo por quantas vezes se quer melhorar a qualidade do item
Tabela 6 ndash Grau de qualidade para desvio de perfil [43]
Diacircmetro
primitivo
Oslashp (mm)
Moacutedulo
(N)
Grau de qualidade (Q)
0 1 2 3 4 5 6 7 8 9 10 11 12
Fα (μm)
5le Oslashp le20 05leNle2 08 11 16 23 32 46 65 90 130 180 260 370 520
2leNle35 12 17 23 33 47 65 95 130 190 260 370 530 750
20leOslashple50
05leNle2 09 13 18 26 36 50 75 100 150 210 290 410 580
2leNle35 13 18 25 36 50 70 100 140 200 290 400 570 810
35leNle6 16 22 31 44 60 90 120 180 250 350 500 700 990
6leNle10 19 27 38 55 75 110 150 220 310 430 610 870 1230
Ao se tratar da metrologia de engrenagem torna-se agraves vezes muito difiacutecil entender o que
se estaacute medindo caso natildeo se conheccedila o seu processo fiacutesico Tratar os resultados de um relatoacuterio
de um determinado paracircmetro geomeacutetrico apenas como valor numeacuterico com certeza natildeo agrega
valor para melhoria do processo Por exemplo ao se determinar o batimento radial e este
apresentar um valor elevado pode conduzir o metrologista a concluir que os desvios sejam
provenientes de incorreccedilotildees nos dentes mas na verdade pode se tratar de um erro de
53
concentricidade que possui um comportamento senoidal Neste caso interferir no processo para
corrigir imperfeiccedilotildees dos dentes de uma matriz de extrusatildeo seria uma decisatildeo errada pois na
verdade o problema eacute relativo a um erro de concentricidade entre o eixo de rotaccedilatildeo da
engrenagem e a circunferecircncia de base Assim tem-se o conhecimento tecnoloacutegico e a
metrologia fortemente ligados para a soluccedilatildeo de problemas da engenharia
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO
O processo de eletroerosatildeo eacute utilizado na fabricaccedilatildeo de ferramentas em geral e proporciona
reduccedilatildeo de custo tempo de execuccedilatildeo e melhoria de acabamento superficial sendo muitas vezes
o uacutenico processo aplicaacutevel quando os ferramentais jaacute se encontram temperados e revenidos
Entretanto o processo deve ser cuidadosamente controlado em seus paracircmetros de operaccedilatildeo
pois podem causar modificaccedilotildees microestruturais importantes na superfiacutecie usinada
diminuindo a resistecircncia a fratura e induzindo agrave formaccedilatildeo de trincas superficiais que podem se
propagar e promover a fratura catastroacutefica da ferramenta
Assim o processo final de fabricaccedilatildeo do ferramental exige a usinagem de precisatildeo do accedilo
em geometria complexa na condiccedilatildeo de elevada dureza onde os processos convencionais de
usinagem por remoccedilatildeo de cavaco natildeo satildeo mais aplicaacuteveis Nesta etapa o processo de usinagem
por eletroerosatildeo (EDM ndash Electrical Discharge Machining) eacute amplamente aplicado O processo
de eletroerosatildeo se tornou a tecnologia mais importante na induacutestria de manufatura para a
obtenccedilatildeo de formas complexas utilizando o corte a fio ou a penetraccedilatildeo como os procedimentos
mais difundidos Desenvolvido no final da deacutecada de 40 do seacuteculo passado tem sido aceito em
todo o mundo como um processo padratildeo para a fabricaccedilatildeo de ferramentais
Os processos de EDM satildeo largamente utilizados na fabricaccedilatildeo de matrizes de extrusatildeo de
engrenagens Eletroerosatildeo por fio (Wire EDM) bem como por penetraccedilatildeo (Die Sinking) satildeo
responsaacuteveis pela usinagem de eletrodos e fabricaccedilatildeo das cavidades das matrizes
respectivamente e devem possuir um controle de geometria e acabamento eficaz Se a
usinagem de eletrodos apresentar um erro de forma grosseiro este seraacute levado adiante na erosatildeo
por penetraccedilatildeo das matrizes [52]
A EDM eacute um processo teacutermico com um mecanismo complexo de remoccedilatildeo de metal O
mecanismo primaacuterio faz uso da energia que se transforma em energia teacutermica por uma seacuterie
discreta de descargas eleacutetricas que ocorrem entre o eletrodo e a ferramenta imersa em um fluido
dieleacutetrico O sistema gera um canal de plasma entre o caacutetodo e o anodo capaz de levar a
54
temperatura a niacuteveis proacuteximos de 8000 ~ 12000ordmC Como resultado ocorre a vaporizaccedilatildeo e
fusatildeo do metal na superfiacutecie resultando em transformaccedilotildees metaluacutergicas que alteram o perfil de
tensotildees residuais e microestrutural podendo levar ao trincamento e fratura Desta forma a
EDM tem um papel importante na integridade superficial e na vida do ferramental
Os principais processos utilizados na induacutestria de ferramentais satildeo a eletroerosatildeo a fio e a
eletroerosatildeo por penetraccedilatildeo Estes processos satildeo ilustrados na figura 26
Figura 26 ndash Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas [52]
281 Eletrodo para ferramenta de extrusatildeo
Quanto aos materiais a serem utilizados nos eletrodos eacute conhecido que a remoccedilatildeo de material
na eletroerosatildeo eacute dada por evaporaccedilatildeo a altas temperaturas logo deveratildeo ser escolhidos
materiais que suportem tais temperaturas de modo a minimizar o desgaste do eletrodo Por
outro lado o material deve permitir finalizar a peccedila com a qualidade e dimensional requeridos
Para que um material possa ser utilizado no eletrodo teraacute que ser capaz de conduzir corrente
eleacutetrica uma vez que teraacute sempre que existir a passagem de corrente a fim de ser possiacutevel uma
descarga na peccedila tendo como limite maacuteximo de resistividade eleacutetrica 100 Ωcm [53] Outra
qualidade que o material deveraacute possuir seraacute o elevado ponto de fusatildeo dado que o processo
pressupotildee uma transformaccedilatildeo de energia eleacutetrica em energia teacutermica podendo a descarga
eleacutetrica originar temperaturas na ordem dos 20000 ordmC [54] Poreacutem a escolha do material em
relaccedilatildeo ao ponto de fusatildeo deveraacute sempre considerar o material da peccedila a ser usinada Isto eacute se
o material da peccedila tiver um baixo ponto de fusatildeo entatildeo o ponto de fusatildeo do material do eletrodo
tambeacutem natildeo deveraacute ser alto Obviamente outro dos fatores que influenciam a escolha final dos
materiais eacute de natureza financeira O material deve ser o mais viaacutevel economicamente e deve
igualmente ser facilmente fabricado via processos convencionais uma vez que ambos estes
fatores vatildeo influenciar diretamente no custo final do eletrodo Consequentemente no custo da
matriz
55
O cobre eacute reconhecido entre outras qualidades pela sua oacutetima conduccedilatildeo eleacutetrica
oferecendo no entanto alguns problemas no esmerilhamento e no fresamento devido ao
substancial nuacutemero de rebarbas Revela-se um material estaacutevel em condiccedilotildees de descarga
eleacutetrica sendo um material que no accedilo-ferramenta utilizado em matrizes de extrusatildeo consegue
acabamentos de elevada qualidade
Existem no entanto variadas ligas de cobre utilizadas para o processo de eletroerosatildeo Este
estudo apoacutes avaliaccedilotildees com diferentes alternativas foi concentrado em duas ligas de cobre
especiacuteficas Satildeo elas
Cobre eletroliacutetico Largamente utilizado na induacutestria eleacutetrica [55] e na induacutestria mecacircnica
como eletrodo-ferramenta no processo de eletroerosatildeo Seu uso eacute dado quando satildeo necessaacuterios
acabamentos de superfiacutecies lisas na peccedila de trabalho Para certas aplicaccedilotildees o cobre eacute a melhor
escolha devido agrave sua facilidade para ser altamente polido [56] Essa caracteriacutestica de polimento
faz com que o eletrodo de cobre seja o preferido em processos de acabamento fino garantindo
uma menor rugosidade
Cobre-tungstecircnio combina a elevada condutividade do cobre com o alto ponto de fusatildeo do
tungsteacutenio O seu uso origina um elevado rendimento na usinagem de matrizes e um desgaste
baixo Contudo eacute um material caro e natildeo eacute de faacutecil processamento Desta forma eacute utilizado
apenas em algumas situaccedilotildees quando se revelar necessaacuteria a preservaccedilatildeo de detalhes ou entatildeo
em situaccedilotildees em que eacute necessaacuteria alta precisatildeo tais como o corte de perfis de engrenagem
282 Desgaste do eletrodo
O desgaste que o eletrodo iraacute sofrer durante o processo de eletroerosatildeo natildeo eacute de faacutecil
previsatildeo dependendo de vaacuterios paracircmetros O principal paracircmetro de referecircncia seraacute a
capacidade que o eletrodo tem de resistir aos danos teacutermicos Tambeacutem sua densidade
polaridade ou ainda as frequecircncias a serem utilizadas na eletroerosatildeo A geometria final da
superfiacutecie usinada seraacute principalmente afetada pelo desgaste do eletrodo e o seu afastamento
(gap) em relaccedilatildeo agrave matriz O conhecimento do comportamento do desgaste do eletrodo e a
distribuiccedilatildeo do seu afastamento agrave geometria da cavidade da matriz pode minimizar a incidecircncia
de erros nos perfis de engrenagem [57]
O desgaste do eletrodo eacute proporcional ao nuacutemero de descargas eleacutetricas Assim eacute maior nas
operaccedilotildees de desbaste do que nas operaccedilotildees de acabamento devido agrave maior necessidade de
remoccedilatildeo de material Para conseguir o menor desgaste possiacutevel da sequecircncia de eletrodos a
56
estrateacutegia eacute reduzir o tempo da operaccedilatildeo de acabamento efetuando o desbaste ateacute a peccedila estar
tatildeo proacutexima das dimensotildees finais desejadas quanto possiacutevel [58]
A taxa de desgaste das ligas de cobre comumente utilizadas nos eletrodos exige que mais de
um eletrodo seja utilizado na produccedilatildeo de cada cavidade uma vez que rapidamente perdem as
suas dimensotildees iniciais Tal fator contribui para que o custo total da fabricaccedilatildeo dos eletrodos
atinja muitas vezes mais de 50 e por vezes ateacute 80 do custo total de fabricaccedilatildeo de matrizes
por eletroerosatildeo
A tabela 7 apresenta dados experimentais em relaccedilatildeo ao desgaste sofrido pelo eletrodo
fabricado nas duas ligas de cobre utilizadas neste estudo
Tabela 7 ndash Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado [59]
Material do eletrodo
Polaridade Material usinado Desgaste das
arestas
Cobre eletroliacutetico
+ Accedilo 2 ndash 10
- Titacircnio 20 ndash 40
- WC-Co 35 ndash 60 - Cobre 35 ndash 45
- Cobre-tungstecircnio 40 ndash 60
Cobre-tungstecircnio
+ Accedilo 1 ndash 10 - Cobre 20 ndash 40 - Cobre-tungstecircnio 30 ndash 50 - Titacircnio 15 ndash 25 - WC-Co 35 ndash 50
29 SIMULACcedilAtildeO COMPUTACIONAL
Apesar das vantagens do processo de extrusatildeo a elevada produtividade estaacute em geral
associada agrave utilizaccedilatildeo de uma variedade de velocidades de deformaccedilatildeo com influecircncia direta
na tensatildeo de escoamento do material a extrudar Esta eacute uma das principais dificuldades para
quem trabalha com simulaccedilatildeo numeacuterica dos processos de conformaccedilatildeo pois nem sempre as
propriedades do material cadastrado no software satildeo as mesmas daquele material que eacute utilizado
na fabricaccedilatildeo da peccedila isso se deve as variaccedilotildees nas condiccedilotildees da obtenccedilatildeo da mateacuteria prima
Em virtude disto eacute recomendado fazer ensaios que determinam a verdadeira tensatildeo de
escoamento do material
O Meacutetodo de Elementos Finitos (FEM) pode simular o processo industrial de extrusatildeo e
avaliar as condiccedilotildees do processo ou dos paracircmetros de projeto e os resultados satildeo utilizados
para o melhor direcionamento na continuidade do projeto podendo ser testados e analisados
57
sob diversas situaccedilotildees e repetidas vezes em um curto espaccedilo de tempo o que representa
economia por se tratar de testes computacionais [60]
291 Elementos finitos aplicados agrave extrusatildeo a frio
O primeiro registro de utilizaccedilatildeo do termo ldquoelemento finitordquo foi atraveacutes de Clough (1960)
[61] sendo que os primeiros desenvolvimentos do meacutetodo de elementos finitos ocorrem na
deacutecada de 1950 atraveacutes dos trabalhos de Turner (1956) [62] Nos anos 60 iniciaram-se as
primeiras aplicaccedilotildees do meacutetodo efetuadas na resoluccedilatildeo de problemas de anaacutelise estrutural com
utilizaccedilotildees de domiacutenio das tecnologias de fabricaccedilatildeo e na deacutecada de 70 desenvolveu-se uma
formulaccedilatildeo alternativa chamada de formulaccedilatildeo do escoamento plaacutestico ou ldquoflow formulationrdquo
Essa formulaccedilatildeo caracteriza o escoamento dos materiais metaacutelicos em deformaccedilatildeo plaacutestica de
uma forma anaacuteloga ao escoamento dos fluidos viscosos incompressiacuteveis a qual serve de base
para programas de elementos finitos
Atualmente pode-se dizer que os programas de simulaccedilatildeo se tornaram uma ferramenta
praacutetica e essencial para o desenvolvimento e otimizaccedilatildeo da tecnologia de processos de
deformaccedilatildeo plaacutestica Inuacutemeros programas comerciais baseados em diferentes meacutetodos de
soluccedilatildeo estatildeo disponiacuteveis no mercado Os meacutetodos de soluccedilatildeo mais empregados satildeo elementos
finitos volumes finitos elementos de contorno
A Tabela 8 apresenta alguns dos principais softwares utilizados para este fim com a
informaccedilatildeo do respectivo fabricante Cada um deles entregaraacute resultados de forma particular
Tabela 8 ndash Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores
Software Desenvolvedor
EESY-FORM CPM GmbH DEFORM Scientific Forming Technologies Corporation FORGE Transvalor SA
MARC AUTOFORGE MARC Analysis Research Corporation SIMUFACT MSC Software Corporation
QFORM Quantor MSC SUPERFORGE MSC Software Corporation
Alguns preacute-requisitos satildeo fundamentais para a obtenccedilatildeo de bons resultados na simulaccedilatildeo
independente do software a ser utilizado Entre estes preacute-requisitos a introduccedilatildeo no banco de
dados do programa de valores confiaacuteveis para as propriedades fiacutesicas e mecacircnicas e das
condiccedilotildees de contorno tais como
Propriedades fiacutesicas densidade relativa (ρ) calor especiacutefico (119888119872 ) condutividade
teacutermica (к)
58
Propriedades mecacircnicas tensatildeo de escoamento (kf) moacutedulo de elasticidade (E)
coeficiente de Poisson (ν)
Condiccedilotildees de contorno coeficiente ou fator de atrito (μ ou m) coeficientes de
transferecircncia de calor entre peccedila e matriz (hpeccedila-matriz) entre peccedila e ambiente (hpeccedila-ambiente) e entre
matriz e ambiente (hmatriz-ambiente)
Encontrar informaccedilotildees relativas a paracircmetros que possam contribuir com a caracterizaccedilatildeo
de processos e materiais eacute possiacutevel em publicaccedilotildees da especialidade poreacutem julgar a qualidade
ou relevacircncia destes paracircmetros torna-se uma tarefa um tanto complexa Snape at al [63]
investigaram como determinar a sensibilidade do meacutetodo dos elementos finitos agrave variaccedilotildees em
diferentes paracircmetros de entrada a curva de escoamento do material a transferecircncia de calor
bem como o coeficiente de atrito entre peccedila e ferramenta
A curva de escoamento que caracteriza o material eacute de interesse fundamental na plasticidade
pois descreve o seu comportamento em deformaccedilatildeo plaacutestica Este comportamento eacute
influenciado por fatores tais como a deformaccedilatildeo verdadeira 120593 a velocidade de deformaccedilatildeo
e a temperatura T aleacutem de caracteriacutesticas intriacutensecas do material como microestrutura e
composiccedilatildeo quiacutemica
Considerando a importacircncia das variaacuteveis citadas acima para uma representaccedilatildeo numeacuterica
eficiente realizam-se ensaios para obter as propriedades corretas e adequadas que devem ser
inseridas no software Os ensaios mais utilizados satildeo o ensaio de compressatildeo ensaio do anel
e de torccedilatildeo
Nos ensaios de compressatildeo os corpos de prova satildeo submetidos a um esforccedilo axial
distribuiacutedo de modo uniforme em toda a sua seccedilatildeo transversal O ensaio pode ser executado em
maacutequina universal de ensaios com a adaptaccedilatildeo de duas placas planas sendo uma fixa e outra
moacutevel Entre elas o corpo de prova eacute apoiado e mantido fixo durante a compressatildeo A resposta
fornecida deste tipo de ensaio eacute dada pela deformaccedilatildeo linear obtida pela medida da distacircncia
entre as placas que comprimem o corpo de prova em funccedilatildeo da carga de compressatildeo aplicada
em cada instante Nesta tese o ensaio de compressatildeo seraacute utilizado para determinaccedilatildeo da curva
de escoamento verdadeira do accedilo utilizado como mateacuteria-prima nos experimentos e simulaccedilotildees
numeacutericas A simulaccedilatildeo por elementos finitos seraacute utilizada para verificar o comportamento da
matriz de extrusatildeo apoacutes a conformaccedilatildeo e o efeito nas dimensotildees da engrenagem extrudada
59
3 MATERIAIS E MEacuteTODOS
A fabricaccedilatildeo de cavidades de matrizes de precisatildeo pelo processo de EDM (Electrical
Discharge Machining) requer primeiramente a fabricaccedilatildeo de eletrodos de precisatildeo
Um estudo para fabricaccedilatildeo de eletrodos de precisatildeo foi iniciado Duas teacutecnicas alternativas
de fabricaccedilatildeo do perfil evolvente foram estudadas sendo uma delas o corte por eletroerosatildeo ao
fio onde os paracircmetros e maquinaacuterio ideal foram determinados experimentalmente O
microfresamento dos eletrodos atraveacutes centro de microusinagem foi avaliado como teacutecnica
alternativa e mostrou potencial na fabricaccedilatildeo de eletrodos Os eletrodos fabricados seratildeo
aplicados na erosatildeo por penetraccedilatildeo da matriz de extrusatildeo de engrenagem MT-3673 O desenho
da matriz a qual eacute fabricada em accedilo K340 e dureza entre 58 e 60 HRC pode ser visto na figura
27 A matriz eacute erodida montada em aneacuteis de cintamento os quais seratildeo mostrados na sequecircncia
Figura 27 ndash Desenho da matriz MT-3673 para a extrusatildeo de engrenagem
31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DOS
ELETRODOS E CAVIDADE DE MATRIZ
Na fabricaccedilatildeo por eletroerosatildeo a fio dos eletrodos estudados no presente projeto foram
utilizadas trecircs maacutequinas com diferentes niacuteveis de precisatildeo As trecircs maacutequinas satildeo modelos do
portfoacutelio da fabricante GF Machining Solutions a qual eacute detentora da marca Agie-Charmilles
A primeira maacutequina eacute o modelo de entrada do fabricante modelo CUT 20 P seguida pelos
modelos CUT 2000 S e CUT 300 mS Os dados relativos a estes equipamentos relevantes no
presente estudo satildeo mostrados nas Figuras 28 29 e 30
60
Figura 28 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 20P [64]
Figura 29 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S [65]
Figura 30 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS [66]
A maacutequina utilizada para os ensaios de eletroerosatildeo por penetraccedilatildeo foi o modelo FORM
X400 do mesmo fabricante Esta maacutequina possui um avanccedilado sistema de termo-estabilizaccedilatildeo
o qual controla a temperatura dos pontos de aquecimento durante o processo de erosatildeo Isto
minimiza alteraccedilotildees dimensionais na estrutura da maacutequina e o consequente impacto nas
dimensotildees dos componentes apoacutes a erosatildeo A figura 31 ilustra de eletroerosatildeo por penetraccedilatildeo
FORM X400
61
Figura 31 ndash Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 [67]
O processo alternativo eacute o de microfresamento em centro de microusinagem de cinco eixos
do fabricante KERN modelo Pyramid Nano Os dados referentes a este equipamento satildeo
mostrados na figura 32
Figura 32 ndash Centro de microusinagem 5 eixos KERN Pyramid Nano [68]
Para uma seleccedilatildeo mais direcionada dos paracircmetros de corte a serem utilizados nos processos
de usinagem uma anaacutelise por espectrometria de emissatildeo oacuteptica foi realizada em um dos tarugos
de cobre O cobre eletroliacutetico eacute seguramente o material mais utilizado para eletrodos de erosatildeo
por penetraccedilatildeo A composiccedilatildeo quiacutemica do tarugo em cobre eletroliacutetico segue na tabela 9
311 Eletrodos fabricados por microusinagem
Foram utilizados eletrodos constituiacutedos de cobre eletroliacutetico com alto grau de pureza
(9950) De acordo com a literatura por possuir alta ductilidade ao ser usinado
mecanicamente o cobre puro apresenta forte tendecircncia agrave formaccedilatildeo de aresta posticcedila de corte
(APC) bem como empastamento e formaccedilatildeo de cavacos longos e espiralados no caso do
62
torneamento Por estes motivos o mesmo eacute considerado um material de baixa usinabilidade e
assim requer um estudo de paracircmetros de usinagem mais detalhado em especial para operaccedilotildees
de microfresamento
Tabela 9 ndash Composiccedilatildeo quiacutemica do material para os eletrodos em cobre
Elemento quiacutemico Teor ( em massa)
Cobre Cu 9950
Zinco Zn 006
Chumbo Pb 005
Manganecircs Mn 005
Carbono C 005
Estanho Sn 004
Ferro Fe 003
Alumiacutenio Al 003
Outros lt002
Um dos aspectos considerados criacuteticos no microfresamento eacute o fato da ordem de grandeza
do avanccedilo por dente (fz) se aproximar do valor do raio de gume da ferramenta (rβ) Quando a
razatildeo fzrβ se aproxima de 25 a espessura criacutetica do cavaco de cobre eacute atingida [69][70]
fazendo com que o material natildeo seja mais removido e sim amassado sob a superfiacutecie
danificando suas caracteriacutesticas de acabamento e propiciando a formaccedilatildeo de rebarbas
Outro aspecto considerado criacutetico no processo de usinagem mecacircnica do eletrodo eacute a fixaccedilatildeo
do tarugo na maacutequina-ferramenta Devido agrave proximidade entre o comprimento do tarugo e do
eletrodo final houve a necessidade de dimensionamento de um sistema de fixaccedilatildeo de accedilo
composto por pino e bucha roscados Apoacutes a usinagem do furo central da peccedila (tolerado em
1000+001 mm) bem como dos diacircmetros externos contidos na mesma a montagem no sistema
de fixaccedilatildeo eacute realizada conforme ilustrado na figura 33 O diacircmetro do pino foi retificado na
medida nominal de 998 mm para que o encaixe seja justo o suficiente para eliminar vibraccedilotildees
provenientes da usinagem e natildeo haja danificaccedilatildeo do diacircmetro interno da peccedila jaacute usinado na
medida final nesta etapa do processo A uacutenica variaacutevel controlada pelo operador no processo
de fixaccedilatildeo eacute o torque aplicado ao pino o qual se traduz diretamente em torccedilatildeo da peccedila e
indiretamente em compressatildeo da mesma atraveacutes do efeito da rosca
No experimento de usinagem mecacircnica do eletrodo o torque considerado suficiente para
fixaccedilatildeo segura do tarugo pelo teacutecnico responsaacutevel foi medido com o auxiacutelio de uma chave
63
equipada com torquiacutemetro e natildeo ultrapassou o valor de 14 Nm o que natildeo representa efeitos
significativos na retilinidade do tarugo do eletrodo
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO
O eletrodo EL-0331 faz parte de um conjunto de trecircs eletrodos utilizados para usinar a matriz
de extrusatildeo a frio MT-3673 (fig 27) a qual possui nove dentes moacutedulo (mk) igual agrave 211 e
acircngulo de pressatildeo (αp) 12deg Cada eletrodo possui um afastamento (offset) especiacutefico em relaccedilatildeo
ao perfil final da cavidade da matriz onde os mesmos tecircm funccedilotildees de desbaste e acabamento
A tabela 10 informa os valores de afastamento dos respectivos eletrodos
Tabela 10 ndash Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 Coacutedigo Aplicaccedilatildeo na usinagem de erosatildeo por penetraccedilatildeo
EL-0331 Desbaste inicial
EL-0330 Erosatildeo intermediaacuteria
EL-0987 Acabamento
A operaccedilatildeo de desbaste inicial tem a funccedilatildeo de usinar o perfil de engrenagem a partir do
material da matriz tratado termicamente ainda em bruto Desta forma o eletrodo EL-0331 eacute o
que sofre o maior desgaste O desgaste sofrido pelo eletrodo ao longo do processo de usinagem
atribui imperfeiccedilotildees agrave geometria do dente de engrenagem na cavidade A intensidade destas
imperfeiccedilotildees seraacute tatildeo maior quanto maior for o desgaste do eletrodo A estrateacutegia para
minimizar o desgaste do eletrodo de desbaste inicial eacute mudar a mateacuteria-prima do mesmo para
uma liga que apresenta maior resistecircncia ao desgaste Para o EL-0331 foi aplicado o cobre-
tungstecircnio Aos demais o cobre eletroliacutetico foi aplicado A figura 34 mostra o perfil do eletrodo
EL-0331 sendo o responsaacutevel pela erosatildeo de desbaste inicial A regiatildeo interna do eletrodo
64
possui uma face paralela ao eixo horizontal que tem a funccedilatildeo de guia para posicionamento do
eletrodo em maacutequina bem como referenciamento entre os trecircs eletrodos utilizados em
sequecircncia As figuras 35 e 36 mostram os eletrodos EL-0330 e EL-0987 respectivamente
Figura 34 ndash Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331
Figura 35 ndash Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330
Assim os eletrodos EL-0331 EL-0330 e EL-0987 nesta sequecircncia satildeo utilizados para a
fabricaccedilatildeo da cavidade da matriz MT-3673 quando montada em seus respectivos aneacuteis de
cintamento
65
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE
TIRAS DE ACcedilO
Este capiacutetulo descreve os ferramentais utilizados para fabricaccedilatildeo por extrusatildeo a frio de
pinhotildees para impulsor de partida O resultado comparativo entre o dimensional resultante de
engrenagens obtidas por matrizes com sistema convencional de aneacuteis de cintamento duplo e
uma matriz com sistema de aneacuteis de alta resistecircncia obtida por enrolamento de tiras
desenvolvido pela empresa STRECON seraacute mostrado no capiacutetulo que segue
Figura 36 ndash Eletrodo para acabamento por penetraccedilatildeo EL-0987
331 Dados do processo de extrusatildeo
A figura 37 ilustra o sistema convencional de duplo anel de cintamento utilizado nos ensaios
de extrusatildeo Este sistema convencional de aneacuteis de cintamento eacute montado com os componentes
descritos na tabela 11
A matriz possui diacircmetro da cavidade (d) = 2670 mm e diacircmetro do anel externo (D) =
15995 mm As figuras 38a) e 38b) mostram as dimensotildees da geratriz que foi definida com
base nas dimensotildees da cavidade e massa do extrudado e o comprimento final do pinhatildeo
extrudado O material extrudado eacute o SAE 10B22 para o qual a expressatildeo do caacutelculo da tensatildeo
de escoamento (119896119891) eacute mostrada pela equaccedilatildeo (13) 119896119891 = 119862 120593119899 eq (13)
onde C eacute a constante de resistecircncia ao escoamento estabelecida em 539 Nmm2 e n o iacutendice de
encruamento eacute igual agrave 0261 para accedilos baixo carbono [71]
66
Figura 37 ndash Sistema convencional de aneacuteis de cintamento duplo
Tabela 11 ndash Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo
Posiccedilatildeo Descriccedilatildeo Funccedilatildeo
1 Anel de cintamento externo Proporciona a interface de montagem agrave
prensa
2 Anel de cintamento interno Proporciona a resistecircncia do conjunto de
ferramentas
3 Matriz de extrusatildeo do corpo
ciliacutendrico do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
4 Matriz de extrusatildeo da engrenagem
do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
5 Placa de fixaccedilatildeo das matrizes Aplica o preacute-tensionamento das matrizes no
sentido axial
6 Placa de apoio das matrizes Sustenta o conjunto e o apoia nas placas do
porta-ferramentas
7 Extrator Funccedilatildeo de extraccedilatildeo da geratriz da cavidade
da matriz
8 Punccedilatildeo de recalque Pressiona o material contra as paredes da
cavidade da matriz
9 Punccedilatildeo de furaccedilatildeo Proporciona a forma final do furo central da
peccedila
67
a) b)
Figura 38 ndash Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673
332 Caacutelculo da forccedila de extrusatildeo no processo
A forccedila de extrusatildeo necessaacuteria para a produccedilatildeo do pinhatildeo da figura 38b pode ser calculada
pela equaccedilatildeo (14) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (14)
calcula-se as aacutereas inicial A0 e deformada A1 1198600 = 1205874 lowast (2622 minus 1342) = 3979 1198981198982 1198601 = 22605 1198981198982 (informaccedilatildeo atraveacutes do software CAD utilizado fig 38b)
Assim o caacutelculo da deformaccedilatildeo verdadeira (φ) eacute dado pela equaccedilatildeo (15)
120593 = 119897119899 (11986001198601) = 119897119899 ( 397922605) = 0565 eq (15)
De acordo com as curvas fornecidas pelo software JMatPro para o accedilo 10B22 considerando
a temperatura igual agrave 20degC e velocidade de deformaccedilatildeo 1 s-1 verifica-se no ANEXO B que
kf0=1905 Nmm2 para φ=0 Desta forma com a equaccedilatildeo (16) calcula-se a tensatildeo de escoamento
meacutedia (kfm) 119896119891119898 = 1198961198910+11989611989112 = 1905+539(0565)02612 = 3275 1198731198981198982 eq (16)
Considerando o coeficiente de atrito μ=01 (ver tabela 3) a forccedila de extrusatildeo necessaacuteria para
a fabricaccedilatildeo do pinhatildeo eacute
68
119865 = 3979 3275 0565 (1 + 201119904119890119899(2(90minus20180 )120587) + 23 (90minus20180 )1205870565 ) + 120587 262 01 1905 145
= 5479438 N asymp 548 kN
O trabalho de extrusatildeo eacute dado pela equaccedilatildeo (6) 119879119903 = 119865 119878119908 = 548 (00208 minus 00145) = 345119896119873 119898
O aumento de temperatura devido ao trabalho de extrusatildeo eacute calculado atraveacutes da equaccedilatildeo
(8) sendo 119888119872= 5024 NmmgordmC [72] 120599119862 = 119896119891120593119888119872 120588 119886 = 3275 119873119898119898205655024119873119898119898119892 783 11990910minus3 1198921198981198983 (09) = 423 ordmC
A tensatildeo axial (120590119911) na cavidade da matriz eacute calculada pela equaccedilatildeo (17) 120590119911 = 1198651198600 = 5479438 1198733979 1198981198982 = 13771 1198731198981198982 eq (17)
De acordo com Tresca se pode calcular a tensatildeo radial atraveacutes da equaccedilatildeo (18)
kf = σz ndash σr eq (18)
sendo σz = -13771 Nmm2 σr = σz - kfm rarr σr = - 13771 ndash 3275 = -17046 Nmm2
333 Dimensionamento dos aneacuteis para sistema convencional de cintamento
Conforme informado na tabela 2 satildeo recomendados dois aneacuteis para tensotildees radiais no
intervalo de 1600 agrave 2200 Nmm2 De acordo com as caracteriacutesticas apresentadas da ferramenta
os diacircmetros de montagem d1 e d2 satildeo determinados a seguir 1198891 = radic119863 119889 = radic15995 267 = 653 119898119898 1198892 = radic119863 1198891 = radic15995 653 = 1022 119898119898
A matriz de extrusatildeo da engrenagem eacute fabricada em accedilo-ferramenta K340 cuja tensatildeo de
escoamento (119896119891119898119886119905119903119894119911) eacute 2700 Nmm2 [73] em um intervalo de dureza de 61 a 63 HRC Para
o anel de cintamento interno eacute utilizado o AISI S1 com tensatildeo de escoamento (1198961198911198881198941198991199051) igual
agrave 1900 Nmm2 [74] O anel de cintamento externo foi dimensionado em accedilo AISI H13 o qual
apresenta tensatildeo de escoamento (1198961198911198881198941198991199052) de 1450 Nmm2 endurecido agrave 48HRC [75]
Assume-se que o moacutedulo de elasticidade (E) eacute 210000 Nmm2 As interferecircncias de montagem
z1 e z2 satildeo calculadas abaixo atraveacutes da equaccedilotildees 2 e 3
69
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) = 653lowast2700210000 ( 127001900 minus (radic12 (1 + 127001900 ) minus 21232700)2)
1199111 = 0535 119898119898
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) = 1022lowast1900210000 ( 119001450 minus (radic12 (1 + 119001450 ) minus 21232700)2)
1199112 = 0617 119898119898
A interferecircncia relativa εf entre uma matriz e um anel de cintamento ou entre aneacuteis de
cintamento natildeo deve ser superior agrave 06 [76] A anaacutelise eacute realizada atraveacutes da equaccedilatildeo (19) 120576119891119894 = 119911119889119894 eq (19)
Desta forma 1205761198911 = 0535653 = 00081 = 081 1205761198912 = 06171022 = 0006 = 06
De acordo com os resultados a interferecircncia 1199111 sugerida natildeo atende a recomendaccedilatildeo A
interferecircncia 1199112 satisfaz a equaccedilatildeo (19) poreacutem no limite Para as duas interferecircncias calculadas
haacute o risco de quebra prematura dos aneacuteis de cintamento eou matriz caso estes valores sejam
seguidos
O software Eesy-DieOpt V 212 [77] foi utilizado para corrigir o caacutelculo dos resultados A
figura 39 mostra a interface de caacutelculo do software O sistema com 2 aneacuteis (frio) foi selecionado
Os diacircmetros da cavidade da matriz e o diacircmetro externo do segundo anel foram os dados de
entrada O Eesy-DieOpt possui uma biblioteca especiacutefica de materiais natildeo sendo possiacutevel a
ediccedilatildeo dos mesmos Desta forma accedilos similares aos utilizados na realidade foram selecionados
Para a matriz foi utilizado o accedilo-raacutepido M2 (DIN 13343) para o primeiro anel o X40CrMoV51
(DIN 12344) com 539 HRC O segundo anel foi analisado com o accedilo X38CrMoV51 (DIN
12343) com 464 HRC
O resultado do software sugere um diacircmetro de montagem do primeiro anel (d1) com 50 mm
e interferecircncia (z1) 0385 mm O segundo anel tem diacircmetro de montagem (d2) sugerido de 84
mm e interferecircncia (z2) 0434 mm Contudo de acordo com a figura 27 a matriz MT-3673
possui diacircmetro externo de 531 mm na extremidade superior O diacircmetro d1 deve ser
determinado pela matriz superior a qual eacute responsaacutevel pelo corpo ciliacutendrico do pinhatildeo e que
70
faz contato com a matriz MT-3673 O diacircmetro externo da matriz superior eacute 523 mm como
pode ser visto na figura 40 Para satisfazer a equaccedilatildeo (18) e considerando a interferecircncia relativa
de 055 a interferecircncia z1 calculada eacute 0286 mm
Figura 39 ndash Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673
Figura 40 ndash Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo
Os diacircmetros de montagem e interferecircncias sugeridos pelo software podem ser vistos na
tabela 12
71
A tensatildeo radial na cavidade da matriz calculada pelo software devido ao preacute-tensionamento
eacute 14529 Nmm2
Tabela 12 ndash Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo AISI H13 D = 15995
2 Anel de cintamento interno AISI S1 d2 = 840 0434
3 Matriz superior M2 d1 = 523 0286
4 Matriz inferior K340 0286
5 Anel de compensaccedilatildeo VF 800 AT
6 Placa de apoio AISI M2
7 Porca de travamento SAE 4340
334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo
O sistema STRECON de aneacuteis de cintamento eacute montado com os componentes descritos a
seguir
1 Anel de cintamento interno primaacuterio
Contato direto com as matrizes
Fabricada accedilo-ferramenta AISI S1 52-54 HRC
2 Anel de cintamento interno secundaacuterio
Proporciona alta rigidez (ν = 023)
Em WC-Co 13-15 Co 85-88 HRa E = 540000 Nmm2
3 Tiras de accedilo de alta resistecircncia com espessura de 01 mm
Proporciona a resistecircncia e controla a distribuiccedilatildeo do preacute-tensionamento
Feito em accedilo mola especial (natildeo divulgado pela STRECON)
62-64 HRC E = 225000 Nmm2 kf gt 2000 Nmm2 ν = 030
4 Anel de cintamento externo
Proporciona a interface de montagem agrave prensa
Accedilo utilizado ORVAR 45-48 HRC
O desenho esquemaacutetico do sistema STRECON aplicado nos ensaios onde os aneacuteis de
cintamento do sistema convencional satildeo substituiacutedos por componentes descritos acima pode
ser visto na figura 41
72
Figura 41 ndash Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos experimentos
O sistema STRECON oferece agrave ferramenta a resistecircncia em duas direccedilotildees radial e axial O
preacute-tensionamento radial eacute obtido por interferecircncia de montagem enquanto que o axial eacute
garantido pelo fechamento da ferramenta sob alta carga axial durante a montagem da
ferramenta A ferramenta eacute montada com um anel de compressatildeo fabricado em WC-Co o qual
em conjunto com o conceito final deste sistema assegura uma rigidez de aproximadamente 400
GPa A capacidade de resistecircncia agraves cargas de trabalho estaacute entre 50 e 100 acima de sistemas
com aneacuteis convencionais
O sistema eacute montado com um anel de cintamento feito por tiras de accedilo de alta resistecircncia o
qual proporciona uma resistecircncia significativamente superior ao sistema com aneacuteis
convencionais A tensatildeo de escoamento das tiras eacute aproximadamente 2100 Nmm2 agrave
temperatura ambiente e endurecida agrave 62-64 HRC Considerando ferramentas de mesma
dimensatildeo o sistema eacute duas vezes mais resistente que um sistema de anel simples e 17 vezes
em relaccedilatildeo ao sistema de duplo anel [78]
A reduccedilatildeo da amplitude da tensatildeo tangencial na superfiacutecie da cavidade da matriz pode ser
obtida pelo aumento da rigidez dos aneacuteis de cintamento A razatildeo baixa entre os moacutedulos de
elasticidade da matriz e dos aneacuteis leva a uma reduzida contribuiccedilatildeo da tensatildeo tangencial devido
agrave tensatildeo radial [79]
335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON
O comportamento mecacircnico e o desempenho das ferramentas de extrusatildeo podem ser
analisados de diferentes formas
73
1 Na simulaccedilatildeo numeacuterica de escoamento do material a matriz e os aneacuteis de cintamento
satildeo considerados como componentes deformaacuteveis
2 Com o objetivo de reduzir o tempo de simulaccedilatildeo os componentes da ferramenta podem
ser considerados como corpos riacutegidos na simulaccedilatildeo computacional A distribuiccedilatildeo de
pressatildeo resultante na superfiacutecie da matriz varia durante o processo de extrusatildeo e eacute
derivado da anaacutelise de escoamento do material A distribuiccedilatildeo de pressatildeo maacutexima na
superfiacutecie da matriz eacute entatildeo transferida a um modelo onde os componentes da
ferramenta satildeo (elaacutesticos ou elasto-plaacutesticos) corpos deformaacuteveis
3 Se a distribuiccedilatildeo de pressatildeo maacutexima na superfiacutecie da matriz jaacute eacute conhecida atraveacutes de
experimentos praacuteticos ou equaccedilotildees empiacutericas esta variaacutevel pode ser diretamente
aplicada a um modelo onde os componentes da ferramenta satildeo corpos deformaacuteveis
O esquema de uma tiacutepica matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON
E+ eacute mostrado na figura 42a Os aneacuteis de cintamento consistem em um anel interno de WC-Co
as tiras de accedilo e o anel externo em accedilo-ferramenta As superfiacutecies interna do nuacutecleo e a externa
da matriz satildeo cocircnicas para favorecer a montagem A figura 42b mostra a malha por elementos
finitos que representa a matriz e os aneacuteis de cintamento [80]
a) b)
Figura 42 ndash Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel interno e externo e matriz [80]
Enquanto o anel interno eacute remalhado separadamente as tiras de accedilo e o anel externo do
sistema STRECON podem ser considerados como um corpo uacutenico Para reproduzir os seus
efeitos sobre o comportamento da matriz natildeo haacute necessidade de modelaacute-los em separado A
simplificaccedilatildeo do modelo ao utilizar caracteriacutesticas simeacutetricas eacute recomendada No caso de
engrenagens apenas uma seccedilatildeo pode ser analisada
No sistema STRECON E+ o anel interno eacute fabricado em WC-Co Valores tiacutepicos das
propriedades mecacircnicas destes aneacuteis de cintamento satildeo vistos na seccedilatildeo 332
74
A interferecircncia de montagem deve ser definida considerando a melhor performance da
matriz ou seja a reduccedilatildeo de tensotildees criacuteticas de extrusatildeo bem como as tensotildees maacuteximas
permitidas pelos aneacuteis de cintamento A interferecircncia eacute similar agrave dos aneacuteis de cintamento
convencionais 04 a 06 O principal benefiacutecio do sistema STRECON E+ eacute fornecido pelo
anel interno o qual aplicaraacute um preacute-tensionamento superior aos aneacuteis convencionais Aleacutem
disto sua alta rigidez permite uma baixa expansatildeo dimensional da matriz e reduz a amplitude
da deformaccedilatildeo plaacutestica ciacuteclica o que reduz o risco de ruptura por fadiga
34 PRENSA MECAcircNICA
Os ensaios de extrusatildeo foram realizados em prensa mecacircnica de junta articulada (knuckle
joint press) do fabricante Komatsu modelo MKN 450 A A prensa tem capacidade de forccedila
igual 450 toneladas agrave 10 mm do seu ponto morto inferior e velocidade angular maacutexima de 55
rpm A prensa possui alimentaccedilatildeo automaacutetica de geratrizes por calha e dispositivo de
movimentaccedilatildeo por garras A figura 43 mostra a visatildeo geral da maacutequina A figura 44 evidencia
a aacuterea de prensagem
Figura 43 ndash Prensa mecacircnica MKN 450 A Komatsu com capacidade de forccedila 450 toneladas
O pinhatildeo da figura 38 eacute produzido nesta prensa a uma velocidade angular de 35 rpm Desta
forma a velocidade angular (ω) eacute 35 (212058760) = 367 rads A velocidade da ferramenta (VF) eacute
funccedilatildeo da velocidade tangencial (Vt) do volante e eacute calculada pela equaccedilatildeo (20)
119881119865 = 119881119905 radic1 minus (1 minus ℎ0minusℎ119896119877119881 )2 = 367450radic1 minus [1 minus (208minus145)450 ]2 = 275 119898119898119904 eq (20)
sendo 119881119905 = 120596 119877119881 onde 119877119881 eacute o raio do volante da prensa 119877119881 = 450 119898119898 (ANEXOS G e H)
A velocidade de deformaccedilatildeo () no final da extrusatildeo eacute = 119881119865ℎ119896 = 275145 = 19119904minus1 eq (21)
Figura 44 ndash Transfer de alimentaccedilatildeo e aacuterea de prensagem
75
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS
351 Accedilo ao Boro SAE 10B22
O material utilizado neste estudo para obtenccedilatildeo do extrudado eacute o accedilo ligado ao Boro SAE
10B22 produzido pela Gerdau Accedilos Finos Piratini unidade de Charqueadas na forma de fio
maacutequina bitola de diacircmetro 312 mm Apoacutes o processo padratildeo de laminaccedilatildeo o material eacute
submetido ao tratamento teacutermico de recozimento para que seja atingido o grau de esferoidizaccedilatildeo
meacutedio de 90 O fio maacutequina eacute conformado por trefilaccedilatildeo para atingir a bitola de utilizaccedilatildeo de
297 mm Desta forma satildeo importantes as suas propriedades de dureza e resistecircncia mecacircnica
A tabela 13 apresenta a composiccedilatildeo quiacutemica de fornecimento informada pelo fabricante em
certificado de qualidade (ANEXO I) A composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 para
os principais elementos de liga eacute informada na tabela 14
Tabela 13 ndash Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 019 088 024 015 008 004 0005 016 00018 0005 0006
Tabela 14 ndash Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 [81]
C Mn Si B
10B22 018 ndash 023 070 ndash 100 015-030 00005 ndash 0003
Comparando os teores dos elementos de liga apresentados pelas tabelas 4 e 13 em relaccedilatildeo agrave
composiccedilatildeo nominal da tabela 14 se verifica que o accedilo utilizado nos experimentos teve seu
teor de carbono (C) proacuteximo da miacutenima especificaccedilatildeo O teor de C utilizado para simulaccedilatildeo no
JMatPro foi no limite maacuteximo Os teores de manganecircs (Mn) o qual proporciona o aumento do
limite de resistecircncia agrave traccedilatildeo foram similares bem como o Boro (B) responsaacutevel pelo aumento
da temperabilidade Os demais elementos tambeacutem tiveram seus teores similares sendo que
alguns satildeo residuais de fabricaccedilatildeo
A tabela 15 apresenta os resultados de dureza resistecircncia a traccedilatildeo (σtr) descarbonetaccedilatildeo
meacutedia de superfiacutecie e tamanho de gratildeo (TG) aleacutem de resultados de reduccedilatildeo de aacuterea (RA)
bandeamento e grau de esferoidizaccedilatildeo de lote de fornecimento deste material apoacutes a trefilaccedilatildeo
e recozimento realizados pela usina
Tabela 15 ndash Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos
Dureza
(HB)
σtr
(Nmm2) RA () Bandeamento
Grau de
esferoidizaccedilatildeo
()
Camada meacutedia
descarbonetada
(mm)
TG
Resultados Maacutex 152
481 701 2 80 023 6
76
352 Curvas de escoamento verdadeiras
A determinaccedilatildeo das curvas de escoamento verdadeiras do SAE 10B22 foi realizada com a
utilizaccedilatildeo do sistema de inspeccedilatildeo termomecacircnica Gleeble 3800 localizado no Instituto de
Conformaccedilatildeo Mecacircnica (IFU) da Universidade de Stuttgart Alemanha As velocidades de
deformaccedilatildeo analisadas foram 005 s-1 1 s-1 e 10s-1 para as temperaturas ambiente (20degC)
100degC 200degC 300degC 400degC e 500degC Para todos os paracircmetros foram realizados trecircs testes
Os corpos de prova ciliacutendricos foram aquecidos por Conduccedilatildeo antes de serem conformados A
temperatura das amostras foi controlada por dois termopares soldados em suas superfiacutecies A
figura 45 mostra as dimensotildees do corpo de prova utilizado
Figura 45 ndash Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo
da curva de escoamento
Para minimizar o atrito tiras de grafite foram colocadas entre as faces dos corpos de prova
e o punccedilatildeo de prensagem do equipamento O aquecimento dos corpos de prova foi agrave taxa de 15
degCs e mantido por 10 segundos para garantir a homogeneidade de temperatura da amostra A
deformaccedilatildeo elaacutestica da maacutequina foi ajustada em funccedilatildeo da forccedila Apoacutes as curvas de escoamento
verdadeiras foram calculadas utilizando o diagrama de Avanccedilo de Ferramenta X Forccedila e a
geometria do corpo de prova Considerando a maacutexima deformaccedilatildeo verdadeira de φ = 07 as
curvas de escoamento foram obtidas de acordo com o modelo de Hollomon-Ludwik a qual eacute
apresentado pela equaccedilatildeo (12) Este modelo eacute comumente empregado nos processos de
conformaccedilatildeo mecacircnica A figura 46 mostra a regiatildeo de teste do equipamento Gleeble 3800
77
Figura 46 ndash Aacuterea de ensaio do equipamento Gleeble 3800 Fonte IFU Stuttgart
Sabe-se que a constante de resistecircncia ao escoamento (C) e o iacutendice de encruamento (n)
tendem a zero de acordo com o aumento da temperatura Os valores obtidos pelo equipamento
no ensaio de compressatildeo para os corpos de prova em accedilo SAE 10B22 foram utilizados para
traccedilar as curvas de escoamento verdadeiras (ANEXOS D E e F)
As curvas de escoamento verdadeiras foram traccediladas conforme valores obtidos nos ensaios
de compressatildeo As curvas satildeo mostradas nas figuras 47 48 e 49
Ao comparar-se os resultados obtidos pelo ensaio de compressatildeo para as velocidades de
deformaccedilatildeo 1 s-1 e 10 s-1 (ANEXOS E e F) com os dados de simulaccedilatildeo do software JMatPro
para as mesmas velocidades de deformaccedilatildeo (ANEXOS B e C) se verifica uma diferenccedila
significativa entre dados de simulaccedilatildeo e resultados experimentais Como exemplo para a
deformaccedilatildeo verdadeira igual a 018 na velocidade de deformaccedilatildeo 10 s-1 a 20degC a tensatildeo de
escoamento apresentada pelo JMatPro seraacute 5256 Nmm2 O ensaio de compressatildeo apresentou
a tensatildeo de escoamento igual agrave 6782 Nmm2 sob os mesmos paracircmetros
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 005 s-1 Fonte IFU Stuttgart
0
100
200
300
400
500
600
700
800
900
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
kf)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
78
De acordo com a comparaccedilatildeo realizada verifica-se a necessidade da utilizaccedilatildeo de meacutetodos
experimentais para a validaccedilatildeo das propriedades mecacircnicas obtidas via softwares dedicados
com o objetivo de evitar resultados inconsistentes na simulaccedilatildeo numeacuterica computacional
O accedilo SAE 10B22 foi submetido a experimentos de extrusatildeo a frio com a utilizaccedilatildeo das
matrizes e aneacuteis de cintamento calculados nas seccedilotildees anteriores O resultado dos experimentos
eacute mostrado nos capiacutetulos a seguir
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1
Fonte IFU Stuttgart
Figura 49 - Curva de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte IFU Stuttgart
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
79
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO
A FRIO
A anaacutelise por elementos finitos foi realizada sobre um pinhatildeo utilizado em impulsor de
partida para motores de arranque de automoacuteveis do mercado original automotivo Este pinhatildeo
possui treze dentes moacutedulo 267 e massa igual a 58 gramas Observa-se que este pinhatildeo natildeo
eacute o mesmo abordado pela figura 38b o qual possui nove dentes e moacutedulo igual agrave 211 As
duas referecircncias de pinhotildees foram escolhidas para os estudos por apresentarem alta demanda
de produccedilatildeo na linha da empresa ZEN SA
O pinhatildeo e suas dimensotildees satildeo mostrados nas figuras 50a e 50b
a) b)
Figura 50 ndash Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D
A figura 51 mostra a vista em corte da matriz que produz o referido pinhatildeo por extrusatildeo a
frio A matriz eacute definida pelo coacutedigo MT-6313
A MT-6313 eacute fabricada em accedilo Vanadis 4 Extra com dureza situada no intervalo de 59-61
HRC Possui a mesma sequecircncia de fabricaccedilatildeo da MT-3673 sendo eletrodos usinados por
eletroerosatildeo ao fio e aplicados em maacutequina de erosatildeo por penetraccedilatildeo Contudo a cavidade desta
matriz eacute fabricada por dois eletrodos onde um eacute aplicado ao desbaste inicial e outro ao
acabamento
Figura 51 ndash Desenho da matriz MT-6313
80
A figura 52 mostra a matriz MT-6313 montada com os seus respectivos aneacuteis de cintamento
Os diacircmetros de montagem e interferecircncias para esta matriz c om sistema duplo de aneacuteis de
cintamento pode ser visto na tabela 16 Interferecircncias foram calculadas pelo Eesy-DieOpt [77]
Tabela 16 ndash Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo VMO D = 19995
2 Anel de cintamento interno AISI H13 d2 = 1050 0301 3 Matriz superior AISI M2 d1 = 677 0406
4 Matriz inferior Vanadis 4
Extra 0406
5 Placa de apoio AISI S1
6 Porca de travamento SAE 4340
7 Extrator SAE 4340
8 Punccedilatildeo de recalque AISI M2
9 Punccedilatildeo de furaccedilatildeo VF 800 AT
10 Placa de compensaccedilatildeo AISI S1
O produto resultante da sequecircncia de operaccedilotildees de manufatura no processo atual conforme
figura 53 apresenta variaccedilotildees com amplitudes que elevam o grau de qualidade da engrenagem
Cada uma das variaacuteveis descritas no capiacutetulo 27 eacute medida e de acordo com o resultado atribui
Figura 52 ndash Matriz MT-6313 montada
em sistema de aneacuteis de cintamento
duplo
81
um grau de qualidade agrave engrenagem A variaacutevel que sofre maior impacto eacute o comprimento de
heacutelice O grau de qualidade de engrenagem meacutedia resultante do processo de extrusatildeo a frio se
situa entre Q9 e Q11 Apoacutes o processo de usinagem e operaccedilotildees de tratamento teacutermico como
cementaccedilatildeo tecircmpera e revenimento as distorccedilotildees aplicadas agrave peccedila deslocam o grau de
qualidade para o intervalo entre Q10 e Q12
Para aplicaccedilotildees do mercado original automotivo engrenagens com grau de qualidade no
intervalo citado anteriormente natildeo satildeo aceitas devido agrave possibilidade de ruiacutedo de engrenamento
e desgaste prematuro do flanco do dente [82]
Figura 53 ndash Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida
A incidecircncia de erro no extrudado surge no processo inicial a fabricaccedilatildeo de ferramentas
O meacutetodo de fabricaccedilatildeo ou mesmo os equipamentos utilizados para este fim satildeo determinantes
para a qualidade resultante da engrenagem Aliada a materiais de alta qualidade teacutecnicas de
corte de geratrizes e ciclos eficientes de recristalizaccedilatildeo a fabricaccedilatildeo de ferramentas eacute a chave
para a extrusatildeo de precisatildeo
A qualidade da engrenagem extrudada a frio deve ser melhorada para ao final do processo
de manufatura o dentado apresentar o grau de qualidade de engrenagem desejado igual a Q8
Com base neste objetivo a figura 54 estabelece a meta para o processo de extrusatildeo a frio
Figura 54 ndash Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328
Entende-se que de acordo com os erros agregados agraves engrenagens pelos processos
posteriores agrave extrusatildeo a frio ao manter os desvios das engrenagens produzidas por extrusatildeo a
frio com classificaccedilatildeo maacutexima igual agrave Q7 seraacute possiacutevel a obtenccedilatildeo do grau de qualidade final
Q8 apoacutes os processos de manufatura sequentes com seus devidos ajustes
102
5 ANAacuteLISE EXPERIMENTAL
51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
A usinagem por eletroerosatildeo se deu inicialmente em duas etapas onde foram utilizadas as
maacutequinas da GF Agie Charmilles CUT 20 P e CUT 2000 S Apoacutes foi adicionada uma terceira
etapa utilizando o modelo CUT 300 mS Esta maacutequina estaacute no mesmo niacutevel de precisatildeo da CUT
2000 S poreacutem possui um sistema interno de estabilizaccedilatildeo teacutermica em relaccedilatildeo ao ambiente
Sabe-se que a temperatura tem influecircncia direta nos resultados da precisatildeo dimensional apoacutes a
erosatildeo
Para ambas as maacutequinas os tarugos de cobre foram furados de duas formas diferentes
respectivamente com dois e quatro pontos conforme mostrado nas figuras 83a e 83b A furaccedilatildeo
tem a funccedilatildeo de permitir a passagem do fio de erosatildeo para corte do perfil desejado do eletrodo
Estes furos foram feitos atraveacutes da maacutequina de usinagem para furo raacutepido modelo Resitron RT
Drill 350 para posterior fixaccedilatildeo nas maacutequinas de eletroerosatildeo a fio O perfil de engrenagem eacute
baseado em um modelo do eletrodo EL-0330 jaacute citado no item 32
Com um nuacutemero maior de furaccedilotildees para passagem de fio os tarugos tecircm uma fixaccedilatildeo riacutegida
diminuindo a vibraccedilatildeo durante o processo de erosatildeo
Figura 83 ndash Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos
A fabricaccedilatildeo do eletrodo utilizando a maacutequina CUT 20 P se deu em duas etapas
primeiramente o furo interno foi realizado e em seguida os perfis dos dentes foram usinados
Ambas as etapas satildeo constituiacutedas de quatro sub-etapas denominadas MainCut e TrimCut 1 a 3
103
Estas sub-etapas satildeo anaacutelogas aos processos de desbaste preacute-acabamento e acabamento da
usinagem mecacircnica
A fim de utilizar uma maacutequina com maior precisatildeo de fabricaccedilatildeo foi utilizada a maacutequina de
eletroerosatildeo CUT 2000 S Neste processo para a fabricaccedilatildeo para os dois modelos de tarugos
(2 furos na periferia e um central e 4 furos na periferia e um furo central) o furo central e os
dentes foram fabricados simultaneamente sendo utilizadas 5 etapas de corte (MainCut e
TrimCut 1 a 4)
Para buscar os melhores resultados com a maacutequina CUT 2000 S foram utilizados tarugos
com furos iniciais diferentes poreacutem com os mesmos paracircmetros No primeiro foi utilizado o
tarugo com dois furos para passagem do fio No segundo foram utilizados 4 furos com o
objetivo de manter a peccedila mais riacutegida durante a usinagem
Para ambas as maacutequinas foi utilizado fio com 025 mm de diacircmetro poreacutem para a CUT 20
P o material do fio eacute de latatildeo e para a CUT 2000 S o fio eacute de latatildeo com revestimento de zinco
Cobra Cut A Todas as sub-etapas foram realizadas no moacutedulo de usinagem de precisatildeo das
maacutequinas Este paracircmetro para iniacutecio da usinagem serve apenas como balizamento para que a
mesma busque em seu banco de dados tecnoloacutegico os melhores paracircmetros para o corte do
material da peccedila em questatildeo
Pode-se efetuar no entanto uma anaacutelise qualitativa das sub-etapas Com a evoluccedilatildeo do
processo de acabamento as seguintes tendecircncias satildeo notadas
Diminuiccedilatildeo da corrente de descarga e da largura de pulso como efeitos tem-se uma
reduccedilatildeo da taxa de remoccedilatildeo local de material e consequentemente da pressatildeo de lavagem
necessaacuteria e velocidade do fio na regiatildeo de corte bem como melhora nas caracteriacutesticas
geomeacutetricas e de superfiacutecie (rugosidade camada branca micro trincas e zona termicamente
afetada) e menor risco de ruptura do fio durante o processo A compensaccedilatildeo da reduccedilatildeo na
taxa de remoccedilatildeo local do material se daacute com o aumento da velocidade de avanccedilo do cabeccedilote
sendo que para a maacutequina CUT 2000 S as velocidades diminuem com o nuacutemero de repasses
de acabamento
Aumento da tensatildeo do fio e reduccedilatildeo do offset com o aumento da tensatildeo do fio apesar
de um acreacutescimo no risco de ruptura do mesmo durante o processo haacute um ganho relevante
em termos de uniformidade da regiatildeo de corte e concordacircncia com a programaccedilatildeo de
posicionamento do cabeccedilote Aleacutem disso os paracircmetros eleacutetricos e de duraccedilatildeo do pulso
causam uma reduccedilatildeo da folga entre peccedila e eletrodo durante o processo que eacute a grandeza
104
corrigida pelo sistema de controle da maacutequina para geraccedilatildeo da geometria final da peccedila
desejada Com a folga reduzida se reduz tambeacutem a probabilidade de incidecircncia de erros
geomeacutetricos provenientes desta fonte
A figura 84 mostra o eletrodo de acabamento cortado neste experimento pela maacutequina CUT
2000 S
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S
O modelo GF Agie-Charmilles CUT 300 mS foi utilizado na sequecircncia Com o seu sistema
de termo-estabilizaccedilatildeo bem como a precisatildeo de corte aplicada pela mesma se teve como
objetivo melhorar os resultados obtidos pelas etapas anteriores de usinagem
Duas referecircncias de eletrodos foram usinadas por esta maacutequina sendo os eletrodos de
coacutedigos EL-0926 e EL-0330 O eletrodo EL-0926 possui onze dentes e moacutedulo 3 e eacute fabricado
em cobre eletroliacutetico Pode ser visto na figura 85
Para esta referecircncia de eletrodo trecircs amostras foram usinadas e demonstraram avanccedilo na
precisatildeo dos flancos de seus dentes Os perfis de engrenagem resultantes da fabricaccedilatildeo de cada
eletrodo foram medidos em maacutequina tridimensional utilizando o software Quindos Gear
conforme a ISO 1328-12013 As variaacuteveis medidas e sua descriccedilatildeo satildeo apresentadas na tabela
26
105
Figura 85 ndash Desenho do eletrodo EL-0926
Tabela 26 ndash Desvios de flanco de dente de engrenagem [42]
Simbologia (μm) Descriccedilatildeo 119891119867120572 Desvio angular de perfil 119865120572 Desvio total de perfil 119891119891120572 Desvio de forma de perfil 119891119867120573 Desvio angular de linha de flanco 119865120573 Desvio total de linha de flanco 119891119891120573 Desvio de forma de linha de flanco 119891119901119905 Desvio de passo individual 119865119901 Desvio de passo total 119865119903 Desvio de batimento radial
Q Grau de qualidade de engrenagem
O perfil de engrenagem do eletrodo EL-0926 tem onze dentes Desta forma a metodologia
de coleta de dados definida foi a mediccedilatildeo individual dos dois flancos de cada dente e a avaliaccedilatildeo
do grau de qualidade de engrenagem resultante do maior valor encontrado sobre trecircs grupos
consecutivos O grupo 1 eacute formado pelos dentes 1 2 3 e 4 O grupo 2 eacute composto pelos dentes
5 6 7 e 8 Os demais dentes compotildeem o grupo 3 Foram usinadas trecircs amostras do eletrodo
EL-0926 Os eletrodos usinados na maacutequina CUT 300 mS satildeo mostrados na figura 86a 86b e
86c
106
a) b) c)
Figura 86 ndash Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3
As trecircs amostras do eletrodo satildeo idecircnticas contudo os seus resultados de desvios
dimensionais e grau de qualidade foram especiacuteficos em cada amostra Os resultados
dimensionais referente aos trecircs eletrodos satildeo mostrados nas tabelas 27 28 e 29
Tabela 27 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 1)
Grau de qualidade de engrenagem eletrodo EL-0926
esquerdo direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
3 2 4 3 3 2 119943119919120630 3 4 2 2 2 4
2 2 4 4 2 2 119917120630 3 3 2 2 2 2
1 1 1 1 1 1 119943119943120630 1 3 1 2 1 1
0 1 0 1 1 1 119943119919120631 1 0 1 0 0 0
0 1 0 1 0 1 119917120631 1 0 1 0 1 0
0 1 0 1 1 1 119943119943120631 1 1 1 4 1 1
3 3 119943119953119957 6 4
3 6 119917119953 6 3
5 8 119917119955
a variaacutevel 119865119903 independe de flanco direito ou esquerdo
107
Tabela 28 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 2)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo Direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 0 4 3 3 2 119943119919120630 3 5 5 6 3 4
0 1 3 3 1 2 119917120630 4 3 4 4 3 3
1 1 2 2 2 1 119943119943120630 1 1 1 0 1 1
0 0 0 0 0 0 119943119919120631 0 0 1 1 1 0
1 1 0 1 1 2 119917120631 1 1 1 1 1 0
2 1 2 1 3 2 119943119943120631 1 2 1 1 1 1
2 4 119943119953119957 3 4
1 3 119917119953 5 3
3 4 119917119955
Tabela 29 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 3)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo direito
Q
11109 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
91011 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 3 2 3 2 119943119919120630 3 4 3 5 4 5
2 2 1 2 2 2 119917120630 3 3 3 3 3 3
0 1 1 1 1 1 119943119943120630 1 0 2 2 1 0
0 0 0 1 0 0 119943119919120631 1 1 1 0 1 1
1 1 1 1 0 1 119917120631 1 4 4 1 1 0
1 1 1 1 1 1 119943119943120631 1 4 3 1 1 0
4 4 119943119953119957 3 4
3 6 119917119953 8 4
5 8 119917119955
108
O conjunto de trecircs eletrodos EL-0330 EL-0331 e EL-0987 foi usinado na maacutequina CUT
300 mS Os resultados de desvios geomeacutetricos para os eletrodos satildeo mostrados nas tabelas 30
31 e 32
Tabela 30 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331 na CUT 300 mS em CuW
Grau de qualidade de engrenagem eletrodo EL-0331
Esquerdo Direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
4 0 4 2 4 2 119943119919120630 2 3 2 3 1 3
4 3 4 3 4 4 119917120630 4 4 4 4 4 4
5 3 5 2 5 4 119943119943120630 4 5 3 5 3 5
3 1 3 1 3 2 119943119919120631 -1 0 1 0 0 0
8 3 8 14 8 14 119917120631 3 3 3 3 1 3
9 2 9 14 9 14 119943119943120631 3 4 3 4 1 4
4 3 119943119953119957 5 6
2 4 119917119953 6 4
5 7 119917119955
Tabela 31 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0330
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 1 5 2 5 4 119943119919120630 2 6 2 6 5 6
5 2 5 3 5 6 119917120630 4 5 4 5 5 5
6 2 6 2 6 5 119943119943120630 3 4 3 4 3 4
5 2 5 3 5 -4 119943119919120631 -4 5 -3 5 0 5
4 4 4 3 4 4 119917120631 4 6 7 6 1 6
5 4 5 1 5 1 119943119943120631 2 6 7 6 1 6
5 4 119943119953119957 4 5
4 7 119917119953 4 2
5 9 119917119955
109
Tabela 32 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
6 -4 6 4 6 -5 119943119919120630 5 6 3 6 3 6
6 9 6 5 6 7 119917120630 6 5 6 5 3 5
6 6 6 5 6 4 119943119943120630 4 5 5 5 3 5
2 -1 2 -2 2 2 119943119919120631 1 2 5 2 0 2
4 2 4 4 4 2 119917120631 5 4 5 4 2 4
5 2 5 4 5 2 119943119943120631 6 6 -1 6 2 6
9 18 119943119953119957 15 9
7 21 119917119953 19 7
8 22 119917119955
A tabela 33 mostra o resultado dos desvios do eletrodo EL-0987 apoacutes a utilizaccedilatildeo do mesmo
na usinagem da cavidade da matriz MT-3673
Tabela 33 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 apoacutes a erosatildeo por penetraccedilatildeo
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 6 7 7 8 12 119943119919120630 12 9 5 6 3 4
6 7 5 6 7 10 119917120630 11 7 7 6 4 4
4 3 4 4 5 5 119943119943120630 7 7 7 5 5 5
5 4 5 5 5 4 119943119919120631 5 5 5 5 3 4
4 4 4 5 4 5 119917120631 5 4 5 4 5 5
2 2 5 4 5 4 119943119943120631 4 5 4 5 5 6
7 9 119943119953119957 7 6
7 19 119917119953 19 7
9 35 119917119955
110
Comparando os resultados das tabelas 32 e 33 se verifica que houve piora nos desvios
geomeacutetricos de engrenagem do eletrodo de acabamento Isto significa que um possiacutevel
aproveitamento para uma segunda matriz de precisatildeo estaria descartado
52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE
ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
A anaacutelise experimental entre diferentes sistemas de aneacuteis de cintamento foi conduzida sobre
o pinhatildeo citado na figura 38b o qual eacute produzido pela matriz MT-3673 (fig 27) O produto
resultante de extrusatildeo a frio eacute um pinhatildeo utilizado em motores de partida automotivos O
modelo utilizado para anaacutelise de fabricaccedilatildeo dos eletrodos na seccedilatildeo anterior eacute baseado nos
dados de engrenagem deste pinhatildeo sendo ele com nove dentes moacutedulo (mk) 211 acircngulo de
pressatildeo (αp) igual agrave 12ordm e comprimento de flanco de 8 mm conforme figura 87 As ferramentas
utilizadas nos ensaios satildeo mostradas na figura 88
Figura 87 ndash Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON
Figura 88 ndash Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional
b) Sistema STRECON
111
A ferramenta com sistema convencional possui dois aneacuteis de cintamento feitos em accedilos AISI
S1 e H13 respectivas interferecircncias de montagem de 0286 e 0434 mm entre matrizes e anel
1 e anel 1 e anel 2 respectivamente
As matrizes foram fabricadas de acordo com o mesmo procedimento conforme mostrado
no diagrama da figura 89
Figura 89 ndash Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio
521 Resultados
Os respectivos desvios de flanco de engrenagem resultantes nas cavidades das matrizes satildeo
mostrados nas tabelas 34 e 35 As cavidades das matrizes destas tabelas foram usinadas por
uma maacutequina de eletroerosatildeo por penetraccedilatildeo modelo Agietron Advance 3 ano 2003 Para esta
usinagem foram utilizados os eletrodos fabricados pela CUT 2000 S obtidos nos primeiros
ensaios de fabricaccedilatildeo
De acordo com a ISO 1328-1 quanto menor a escala de grau de qualidade maior a qualidade
do perfil de engrenagem Assim atraveacutes dos resultados das tabelas 34 e 35 eacute possiacutevel verificar
que haacute uma melhoria nos resultados do ferramental com aneacuteis de compressatildeo de alta resistecircncia
O grau de qualidade de engrenagem resultante do ferramental com o sistema STRECON se
mostrou superior ao do sistema convencional A maior resistecircncia agrave deformaccedilatildeo do sistema
STRECON demonstrou maior precisatildeo no resultado
As ferramentas foram colocadas em produccedilatildeo em prensa excecircntrica de 450 toneladas
Amostras foram medidas e mostraram uma tendecircncia que refletiu os resultados de suas
respectivas matrizes As tabelas 36 e 37 mostram os resultados de uma amostra de pinhatildeo obtido
por cada uma das matrizes
Usinagem dos componentes
Tratamento teacutermico
Retificaccedilatildeo e Montagem
Fabricaccedilatildeo dos eletrodos por
eletroerosatildeo ao fio
Eletroerosatildeo por penetraccedilatildeo da
cavidade
Polimento e Revestimento
Superficial
112
Tabela 34 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento convencional
Grau de qualidade de engrenagem para ferramenta com aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 18 11 31 119891119867120572 21 10 20 10 11 8
8 14 8 18 10 30 119865120572 21 9 21 9 13 7
2 1 6 6 6 5 119891119891120572 4 5 4 5 3 4
8 10 8 10 9 16 119891119867120573 10 8 17 9 14 9
7 10 7 9 8 17 119865120573 11 7 17 9 14 8
2 1 4 2 4 2 119891119891120573 3 4 2 2 1 1
10 23 119891119901119905 24 10
11 69 119865119901 64 10
10 52 119865119903
Tabela 35 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 1 8 11 6 5 119891119867120572 13 9 12 8 13 9
2 2 7 11 6 9 119865120572 12 7 12 7 12 7
3 2 4 3 5 5 119891119891120572 3 4 2 3 1 1
1 1 5 3 6 5 119891119867120573 2 4 4 5 1 0
3 2 4 4 5 5 119865120573 4 4 5 5 1 0
3 2 2 1 3 2 119891119891120573 2 2 2 3 1 0
7 9 119891119901119905 9 7
7 21 119865119901 19 7
7 16 119865119903
Os resultados mostram que a qualidade da cavidade quando montada em aneacuteis de
cintamento convencionais diminui em relaccedilatildeo aos desvios de perfil heacutelice e passo Contudo
este ensaio bem como o apresentado pela tabela 35 foi realizado em maacutequina que possui erro
113
de posicionamento e acabamento superficial elevados Desta forma eacute possiacutevel a obtenccedilatildeo de
melhores resultados dimensionais em caso da utilizaccedilatildeo de maacutequina de maior precisatildeo
Tabela 36 ndash Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento convencionais
Grau de qualidade de engrenagem para pinhatildeo produzido c aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 13 10 18 10 19 119891119867120572 20 10 21 10 20 10
9 23 10 28 10 27 119865120572 26 10 24 9 28 10
9 16 9 16 9 18 119891119891120572 18 9 12 8 16 9
5 3 5 4 6 5 119891119867120573 57 6 6 6 3 5
6 6 8 13 7 12 119865120573 13 8 24 7 7 6
6 4 8 11 8 9 119891119891120573 12 9 12 8 5 6
8 10 119891119901119905 11 8
6 13 119865119901 11 5
9 30 119865119903
Tabela 37 ndash Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para pinhatildeo produzido com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 23 10 20 119891119867120572 24 11 24 11 20 10
9 22 10 28 10 27 119865120572 32 10 28 10 25 9
8 13 8 11 8 11 119891119891120572 11 8 11 8 12 8
2 1 3 2 2 1 119891119867120573 2 3 2 3 1 2
4 3 7 11 6 8 119865120573 12 8 8 7 3 4
4 2 8 11 8 8 119891119891120573 11 8 10 8 3 5
5 4 119891119901119905 3 4
3 5 119865119901 6 4
6 9 119865119903
Baseado nas informaccedilotildees das tabelas 36 e 37 uma nova alternativa de equipamento de
eletroerosatildeo por penetraccedilatildeo foi testada A maacutequina FORM X400 tambeacutem do cataacutelogo do
fabricante GF Agie Charmilles foi utilizada A FORM X400 possui um sistema de termo-
estabilizaccedilatildeo integrado que permite corrigir os pontos localizados de aquecimento assim como
114
a CUT 300 mS Em paralelo um otimizado sistema de controle permite reduzir o desgaste do
eletrodo
A matriz MT-3673 foi novamente escopo deste teste e os eletrodos EL-0331 EL-0330 e
EL-0987 desta vez utilizando uma maacutequina modelo FORM X400 A diferenccedila aplicada neste
ensaio foi a utilizaccedilatildeo de trecircs eletrodos sendo o primeiro para desbaste e os dois restantes para
acabamento Os eletrodos EL-0331 EL-0330 e EL-0987 apresentados nas tabelas 30 31 e 32
foram utilizados Neste teste foram adicionados dispositivos de fixaccedilatildeo do fabricante 3R Estes
dispositivos permitem realizar o setup dos trecircs eletrodos em uma mesma posiccedilatildeo de referecircncia
em relaccedilatildeo agrave matriz O objetivo foi minimizar a atribuiccedilatildeo dos erros de posicionamento dos
eletrodos entre cada etapa de usinagem Os eletrodos foram fixados em uma haste fabricada
com desvio de batimento radial maacuteximo de 0005 mm Os mesmos foram fixados nas hastes e
montados nos ldquopalletsrdquo 3R A figura 82a mostra o eletrodo montado na haste e pallet 3R Apoacutes
a montagem do eletrodo o conjunto foi adaptado a uma base plana montada em maacutequina de
mediccedilatildeo tridimensional com 0003 mm de paralelismo entre faces inferior e superior conforme
a figura 90b
a) b)
Figura 90 ndash a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional
A mediccedilatildeo em maacutequina tridimensional tem a funccedilatildeo de encontrar os erros nos eixos X e Y
do perfil de engrenagem em relaccedilatildeo ao centro de fixaccedilatildeo O conhecimento destes erros permite
fazer as devidas compensaccedilotildees dos eixos na programaccedilatildeo da FORM X400 O procedimento eacute
realizado para garantir que os eletrodos sejam posicionados no mesmo centro de fixaccedilatildeo
A erosatildeo da cavidade da matriz MT-3673 de acordo com o procedimento citado na maacutequina
FORM X400 apresentou os desvios informados na tabela 38 O ANEXO J mostra o relatoacuterio
de mediccedilatildeo realizada em maacutequina ZEISS atraveacutes do software GEAR PRO involute
115
Tabela 38 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 4 5 1 5 3 119891119867120572 2 4 2 4 0 4
4 4 4 3 4 4 119865120572 3 3 3 3 1 3
3 2 3 3 3 2 119891119891120572 2 3 2 3 1 3
2 0 2 -1 2 1 119891119867120573 5 4 -1 4 1 4
5 3 5 4 5 5 119865120573 4 5 4 5 4 5
6 3 6 4 6 5 119891119891120573 2 6 5 6 4 6
3 2 119891119901119905 4 5
2 4 119865119901 5 3
5 8 119865119903
A matriz foi desmontada dos aneacuteis de cintamento por enrolamento de tiras e aplicado o
revestimento PVD Produzir amostras sem a aplicaccedilatildeo de revestimento poderia representar
dano agrave superfiacutecie da cavidade da matriz e comprometer a integridade da engrenagem extrudada
Apoacutes a aplicaccedilatildeo do revestimento PVD e remontagem houve modificaccedilatildeo no grau de qualidade
dos dentes de engrenagem A tabela 39 mostra o grau de qualidade da cavidade da matriz apoacutes
a aplicaccedilatildeo do revestimento PVD O anexo L mostra o relatoacuterio de mediccedilatildeo da cavidade apoacutes
o revestimento A numeraccedilatildeo da posiccedilatildeo dos dentes foi mantida em relaccedilatildeo agrave tabela 38
Tabela 39 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 5 3 5 3 119891119867120572 2 5 3 5 -1 5
4 2 4 3 4 2 119865120572 3 5 5 5 2 5
4 1 4 3 4 2 119891119891120572 2 5 4 5 1 5
3 0 3 -1 3 2 119891119867120573 -4 5 2 5 -1 5
5 4 5 5 5 6 119865120573 5 5 5 5 5 5
6 3 6 5 6 6 119891119891120573 -4 6 5 6 5 6
7 8 119891119901119905 8 7
6 15 119865119901 17 6
7 18 119865119903
116
A comparaccedilatildeo entre os resultados das tabelas 38 e 39 mostra que houve um decreacutescimo no
grau de qualidade da cavidade da matriz A aplicaccedilatildeo do revestimento na superfiacutecie pode ter
aumentado a irregularidade de forma A montagem da ferramenta tambeacutem pode ter
influenciado bem como o fato de os aneacuteis de cintamento jaacute terem passado por vaacuterios ciclos de
produccedilatildeo montagem e desmontagem o que provoca a sua deformaccedilatildeo plaacutestica
O desvio de forma de perfil (ffα) passou de grau Q3 para graus Q4 (lado esquerdo) e Q5 (lado
direito) O desvio angular de perfil (fHα) passou de grau Q4 para Q5 no lado direito mantendo-
se estaacutevel no lado esquerdo O desvio angular de linha de flanco (fHβ) sofreu decreacutescimo de um
ponto no grau de qualidade passando de Q2 para Q3 (lado esquerdo) e Q4 para Q5 (lado
direito) Os desvios individual de passo (fpt) e batimento radial (Fr) passaram ao grau de
qualidade Q7
Os graacuteficos das figuras 91a e 91b mostram a variaccedilatildeo do grau de qualidade (Q) em funccedilatildeo
dos desvios dimensionais de engrenagem para a MT-3673 antes e poacutes aplicaccedilatildeo do PVD O
maior grau de qualidade encontrado entre os flancos direito e esquerdo foi indicado nos
graacuteficos
a) b)
Figura 91 ndash Grau de qualidade (Q) X desvios dimensionais da MT-3673
Os paretos mostrados na figura 91 indicam que na usinagem por eletroerosatildeo da MT-3673
o desvio angular de linha de flanco (ffβ) sofreu a maior variaccedilatildeo no desvio dimensional
resultando no maior grau de qualidade (Q6) e mantendo-se apoacutes o PVD O desvio de forma de
perfil (ffα) e desvio passo total (Fp) atingiram o melhor grau de qualidade (Q) poreacutem apoacutes o
PVD houve um decreacutescimo de Q2 e Q3 niacuteveis respectivamente nesta variaacutevel O desvio de
passo individual (fpt) e desvio de batimento radial (Fr) atingiram os maiores desvios
dimensionais apoacutes o PVD e o seu grau de qualidade final foi Q7
A ferramenta foi colocada na prensa excecircntrica jaacute mencionada neste trabalho e amostras de
pinhotildees foram produzidas tal como mostrado na figura 92
117
Figura 92 ndash Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida
Foram produzidas 20 amostras de pinhotildees e a tabela 40 mostra o resultado do grau de
qualidade alcanccedilado em uma das amostras Este resultado foi semelhante para as demais
amostras O anexo M mostra o relatoacuterio de mediccedilatildeo do referido pinhatildeo
Para os desvios de perfil (ffα fHα e Fα) o pinhatildeo atingiu o grau de qualidade Q7 com dois
pontos acima da cavidade da matriz Os desvios de passo (fpt e Fp) reproduziram a cavidade da
matriz com grau de qualidade Q7 Os desvios de heacutelice (ffβ fHβ e Fβ) atenderam ao grau de
qualidade Q6 Importante observar que ateacute a tabela 37 os resultados foram atraveacutes do software
Quindos onde o grau de qualidade era atribuiacutedo a cada grupo de quatro dentes O GEAR PRO
verifica o maior desvio entre os nove dentes e atribui o grau a partir deste resultado
Tabela 40 ndash Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para pinhatildeo com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 -1 7 7 7 8 119891119867120572 6 7 -6 7 -7 7
7 8 7 12 7 12 119865120572 10 7 9 7 9 7
7 7 7 8 7 9 119891119891120572 7 7 4 7 5 7
6 -3 6 5 6 6 119891119867120573 -2 4 -3 4 2 4
6 4 6 8 6 8 119865120573 5 5 5 5 5 5
6 4 6 5 6 6 119891119891120573 4 6 6 6 5 6
7 10 119891119901119905 9 7
7 20 119865119901 23 7
8 20 119865119903
118
O graacutefico da figura 93 mostra o grau de qualidade (Q) devido aos desvios dimensionais de
uma amostra de pinhatildeo produzido pela MT-3673 com a aplicaccedilatildeo de PVD Os desvios de perfil
(ffα fHα Fα) atingiram o grau Q7 os desvios de linha de flanco (ffβ fHβ Fβ) resultaram em grau
Q6 e os desvios de passo (fpt Fp) o grau Q7 O desvio de batimento radial (Fr) apresentou Q8
Figura 93 ndash Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673
A Tabela 41 apresenta os resultados de comparaccedilatildeo entre um eletrodo de referecircncia de
coacutedigo EL-0330 o qual eacute usinado por eletroerosatildeo em processo atual e os eletrodos usinados
por microusinagem e por eletroerosatildeo a fio (utilizando as trecircs maacutequinas e os dois diferentes
tarugos para a CUT 2000 S) tendo como base para comparaccedilatildeo as informaccedilotildees fornecidas na
mediccedilatildeo de cada um dos principais paracircmetros Foram analisados os dados de todos os dentes
medidos (ambos os lados direito e esquerdo) e o respectivo grau de qualidade maacuteximo atingido
para cada um dos paracircmetros relevantes As mediccedilotildees foram realizadas nas dependecircncias da
empresa ZEN onde foi utilizada uma maacutequina tridimensional com o software Quindos Para
comparaccedilatildeo os eletrodos foram enviados para a Fundaccedilatildeo CERTI e medidos em maacutequina
ZEISS e software GearPRO
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo
Desvio
Grau de qualidade do eletrodo
Referecircncia (EL-0330)
Microfresamento Eletroerosatildeo
CUT 20P
Eletroerosatildeo CUT 2000 S CUT 300 mS
Tarugo 2 furos
Tarugo 4 furos Mediccedilatildeo
ZEN Mediccedilatildeo
Certi
Perfil fHα 9 11 11 7 7 6 5 Fα 8 10 10 6 6 7 5 ffα 7 9 8 7 7 6 5
Heacutelice fHβ 4 4 7 2 3 1 2 Fβ 8 4 7 3 6 1 1 ffβ 7 5 7 4 6 1 0
Passo Fp 4 4 12 5 4 2 4 fp 5 7 11 8 6 5 4
Batimento radial Fr 6 4 12 7 4 3 5
Grau de qualidade
9 11 12 8 7 7 5
119
Para avaliar a qualidade superficial dos perfis obtidos trecircs mediccedilotildees de rugosidade foram
realizadas em dois dentes de cada um dos eletrodos Este procedimento eacute ilustrado na figura 94
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados
Devido agrave curvatura do perfil evolvente apenas um comprimento limitado (~1 mm) pocircde ser
aferido no perfilocircmetro A Tabela 42 apresenta os resultados de rugosidade para eletrodo
Tabela 42 ndash Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados
Ra (microm) Microfresamento Eletroerosatildeo a fio
Dente 1 Dente 2 Dente 1 Dente 2 M1 06214 05482 02154 03095 M2 05082 05452 02477 02488 M3 05298 04979 02833 02418
Meacutedia 05418 02578
Os resultados das tabelas 41 e 42 mostram que o processo de microfresamento eacute promissor
para a fabricaccedilatildeo de eletrodos em cobre poreacutem necessita de maior pesquisa e otimizaccedilatildeo de
seus paracircmetros onde os passes consecutivos e deslocados lateralmente (ae) tecircm impacto no
crescente desvio de forma de perfil dos dentes da engrenagem
No caso dos eletrodos referecircncia e usinado por microfresamento o desvio angular de perfil
(fHα) eacute a caracteriacutestica mais criacutetica e portanto determinante do grau de qualidade geral do
eletrodo Para a fabricaccedilatildeo por eletroerosatildeo com a CUT 20 P o desvio de passo acumulado
(Fp) o batimento radial (Fr) e desvio angular (fHα) satildeo as caracteriacutesticas mais criacuteticas Jaacute a
fabricaccedilatildeo por eletroerosatildeo com a CUT 2000 S o maior desvio foi no passo (Fr) sendo que
provavelmente houve um deslocamento da peccedila durante a sua usinagem
A inclusatildeo da maacutequina CUT 300 mS nesta pesquisa proporcionou resultados superiores em
relaccedilatildeo aos obtidos pelas maacutequinas anteriores Os resultados das tabelas 27 a 32 evidenciam a
superioridade do processo desenvolvido para a usinagem com este modelo de maacutequina A CUT
300 mS aleacutem de possuir maior precisatildeo de posicionamento e acabamento em relaccedilatildeo agraves demais
maacutequinas tambeacutem possui sistema interno de estabilizaccedilatildeo de temperatura em relaccedilatildeo ao
ambiente Estas caracteriacutesticas aliadas agrave conceitos particulares de projeto de engrenagem
contribuem para a obtenccedilatildeo de uma melhor qualidade de engrenagem dos eletrodos
120
6 DISCUSSOtildeES DOS RESULTADOS
O desenvolvimento da ferramenta de extrusatildeo de engrenagens de precisatildeo a frio considerou
etapas que passaram pela simulaccedilatildeo numeacuterica do comportamento dos aneacuteis de cintamento e o
seu resultado no produto de extrusatildeo definiccedilatildeo das etapas de usinagem por eletroerosatildeo para a
fabricaccedilatildeo de eletrodos e cavidade de matriz e a determinaccedilatildeo das curvas de escoamento do accedilo
SAE 10B22 utilizado na fabricaccedilatildeo dos pinhotildees para impulsor de partida citados descritos neste
trabalho
As curvas mostradas nas figuras 17 18 e 19 referentes ao accedilo SAE 10B22 e obtidas atraveacutes
do software JMatPro quando comparadas com as curvas obtidas atraveacutes do ensaio de
compressatildeo (fig 47 48 e 49) mostram divergecircncias no comportamento tensatildeo-deformaccedilatildeo o
que demonstra que ensaios experimentais satildeo importantes para validar os resultados de
simulaccedilatildeo computacional Considerando a deformaccedilatildeo verdadeira (φ) de 002 agrave T=20ordmC e
velocidade de deformaccedilatildeo () de 1 s-1 o software JMatPro indica a tensatildeo de escoamento igual
a 3434 Nmm2 O ensaio de compressatildeo mostrou uma tensatildeo de escoamento de 4111 Nmm2
No caso da utilizaccedilatildeo das curvas do JMatPro nas simulaccedilotildees os esforccedilos de extrusatildeo seriam
menores visto que as o erro destas curvas em relaccedilatildeo agraves obtidas por ensaio eacute deslocado em
direccedilatildeo a zero ou seja as tensotildees de escoamento simuladas satildeo menores Isto pode causar erro
no dimensionamento do projeto da ferramenta e principalmente dos aneacuteis de cintamento
Kang et al (2007) [84] estudou o efeito da deformaccedilatildeo elaacutestica sobre matrizes de extrusatildeo
A deformaccedilatildeo elaacutestica ocorre devido agraves etapas de carregamento descarregamento e extraccedilatildeo
da peccedila Portanto a dimensatildeo final da engrenagem seraacute diferente daquela fabricada para a
cavidade da matriz O conceito de preacute-tensionamento de matrizes por enrolamento de tiras
proporciona maior resistecircncia agraves altas tensotildees de extrusatildeo direta a frio em comparaccedilatildeo com os
sistemas convencionais e consequente reduccedilatildeo da deformaccedilatildeo elaacutestica da matriz como
estudado por Groenbaek e Nielsen (1997) [78]
A simulaccedilatildeo computacional mostrou que quanto maior o estado de tensotildees compressivas da
matriz com a accedilatildeo dos aneacuteis de cintamento menor seraacute a sua deformaccedilatildeo elaacutestica Os desvios
dimensionais devido agrave expansatildeo da matriz satildeo reduzidos Aliado a maior precisatildeo na fabricaccedilatildeo
de geometria da cavidade da matriz por eletroerosatildeo os desvios de flanco da engrenagem
extrudada a frio seratildeo minimizados A tabela 17 mostrou que o deslocamento ocorrido nas
matrizes e aneacuteis de cintamento apoacutes o preacute-tensionamento foi superior para a ferramenta
montada com os aneacuteis por enrolamento de tiras havendo uma maior contraccedilatildeo nas matrizes
internas de 005 mm em relaccedilatildeo agraves matrizes preacute-tensionadas pelo sistema de duplo anel
121
As tensotildees tangencial (σt) axial (σz) e radial (σr) satildeo superiores para a ferramenta por
enrolamento de tiras Desta forma a tensatildeo equivalente (σe) na regiatildeo interna da cavidade da
matriz eacute aproximadamente quatro vezes superior ao sistema de duplo anel Esta caracteriacutestica
proporciona uma menor deformaccedilatildeo elaacutestica dos componentes da ferramenta durante o ciclo de
extrusatildeo da engrenagem A tensatildeo equivalente (σe) calculada pela teoria de von Mises
correspondeu aos resultados de simulaccedilatildeo numeacuterica o que mostra o alinhamento com a teoria
A simulaccedilatildeo numeacuterica do pinhatildeo extrudado pela matriz por enrolamento de tiras mostrou o
ponto 2 onde haacute a transiccedilatildeo do perfil da geratriz para formaccedilatildeo do dente como o de
concentraccedilatildeo das maiores tensotildees e desta forma maior tensatildeo equivalente (σe)
Pode-se notar que no atual estaacutegio de maturidade do processo apenas o eletrodo fabricado
pelo processo de eletroerosatildeo a fio utilizando a maacutequina CUT 300 mS obteve resultado melhor
(Q 5) quando comparado com o eletrodo referecircncia (Q 9) Diversos fatores contribuiacuteram para
este resultado sendo um deles quando utilizado o eletrodo com mais pontos de entrada do fio
para a erosatildeo Isto se deve ao fato de com mais pontos de ancoragem da engrenagem no material
que seraacute removido a peccedila se manteacutem mais riacutegida garantindo melhor qualidade do corte por
eletroerosatildeo
bull A maacutequina de erosatildeo por penetraccedilatildeo FORM X400 proporcionou evoluccedilatildeo nos resultados
dimensionais O desvio de perfil (α) o qual era o de mais baixa qualidade teve melhora
significativa O desvio de forma de flanco (ffβ) sofreu uma variaccedilatildeo em um dos dentes e
apresentou grau Q6 Os demais desvios de Passo (Fp) e Batimento Radial (Fr) atingiram
o grau de qualidade Q5
bull A utilizaccedilatildeo do terceiro eletrodo com afastamento reduzido em relaccedilatildeo ao perfil final da
cavidade foi fundamental na melhoria dos resultados Este eletrodo teve a funccedilatildeo de
remover uma miacutenima camada de material e corrigir as deformaccedilotildees maiores provenientes
das etapas anteriores
bull Os pinhotildees reproduzidos atenderam ao grau de qualidade Q7 havendo um desvio como
esperado em relaccedilatildeo ao grau de qualidade obtido na cavidade da engrenagem apoacutes a
extraccedilatildeo Verificou-se que o grau de qualidade da cavidade da matriz sofreu piora com
a desmontagem e aplicaccedilatildeo do revestimento PVD Esta etapa do processo necessita de
ajustes para poder aplicar o menor erro possiacutevel ao resultado da usinagem por penetraccedilatildeo
da cavidade Em paralelo a melhoria no posicionamento dos eletrodos e referecircncias de
usinagem da ferramenta podem melhorar o grau de qualidade da cavidade reduzir seus
erros apoacutes o revestimento PVD e obter um pinhatildeo com maior precisatildeo
122
7 CONCLUSOtildeES
Os resultados das tabelas 34 35 36 e 37 evidenciaram que a diferenccedila meacutedia de dois graus
de qualidade de engrenagem da cavidade das matrizes e o seu produto de extrusatildeo A
deformaccedilatildeo elaacutestica do ferramental a qual proporciona uma deformaccedilatildeo plaacutestica no extrudado
satildeo fatores que contribuem para variaccedilatildeo do grau de qualidade do perfil de engrenagem do
pinhatildeo
Individualmente a matriz montada com os aneacuteis de compressatildeo STRECON e usinada na
maacutequina FORM X400 apresentou desvios de perfil (Q de 10 para 5) desvios de linha de flanco
(Q de 8 para 5) desvios de passo (Q de 8 para 3) e batimento radial (Q de 9 para 5) reduzidos
em relaccedilatildeo a com aneacuteis convencionais e usinados pela maacutequina Agietron Advance 3 o que
resultou em grau de qualidade de engrenagem de maior precisatildeo Os resultados dos pinhotildees
produzidos pela ferramenta do processo original com aneacuteis de cintamento convencionais e
maacutequina de erosatildeo de menor precisatildeo quando comparados com os pinhotildees dos aneacuteis por
enrolamento de tiras e matriz usinada pela FORM X400 tiveram melhora significativa Os
desvios de perfil tiveram seu grau de qualidade melhorado de Q10 para Q7 desvios de linha de
flanco de Q8 para Q6 Os desvios de passo (Q de 8 para 7) e batimento radial (Q de 9 para 8)
foram prejudicados pela etapa de desmontagem e revestimento da matriz que elevou estes
desvios da cavidade
A simulaccedilatildeo numeacuterica foi realizada em uma primeira etapa para verificaccedilatildeo do efeito dos
aneacuteis de cintamento no produto de extrusatildeo A segunda etapa de simulaccedilatildeo onde o aumento do
preacute-tensionamento na ferramenta foi aplicado devido ao aumento da interferecircncia de
montagem mostrou que eacute possiacutevel minimizar o efeito do comportamento elaacutestico da ferramenta
com o correto dimensionamento dos aneacuteis de cintamento A anaacutelise por simulaccedilatildeo numeacuterica
dos dois sistemas de preacute-tensionamento mostrou que o sistema por enrolamento de tiras
proporciona uma rigidez global superior ao sistema convencional de duplo anel O efeito dos
aneacuteis por enrolamento de tiras foi fundamental na melhoria da qualidade de engrenagem
extrudada a frio
Estudos indicaram que a usinagem de precisatildeo de eletrodos e cavidade da matriz baseado
na geometria dos flancos e a consequente reduccedilatildeo dos seus desvios podem resultar em graus de
qualidade de engrenagem superiores nos produtos de extrusatildeo a frio Estes conceitos apoiados
pela tecnologia adequada de fabricaccedilatildeo de ferramentas a qual estaacute relacionada ao maquinaacuterio
utilizado para fabricaccedilatildeo bem como a mediccedilatildeo correta do que eacute fabricado satildeo fundamentais
para atingir o grau de qualidade de engrenagem desejada
123
8 SUGESTOtildeES PARA TRABALHOS FUTUROS
O processo proposto para a fabricaccedilatildeo de ferramentas de precisatildeo mostrou-se robusto e
eficiente Contudo outras teacutecnicas de fabricaccedilatildeo de eletrodos podem ser estudadas
principalmente a tecnologia de microfresamento vista neste estudo poreacutem pouco explorada
O microfresamento para a fabricaccedilatildeo de eletrodos apresentou potencial e pode ser refinado
Este eacute um estudo sugerido para continuidade
A tecnologia de preacute-tensionamento de ferramentas desenvolvida pela empresa STRECON eacute
eficiente e atribui maior resistecircncia ao ferramental Entretanto o sistema eacute considerado de alto
custo se comparado com o sistema de aneacuteis convencionais O estudo por simulaccedilatildeo
computacional e ensaios praacuteticos para definiccedilatildeo de uma tecnologia de mais baixo custo e
rendimento similar estaria no escopo dos proacuteximos trabalhos
A velocidade de deformaccedilatildeo tem impacto direto na qualidade resultante da engrenagem
extrudada A aplicaccedilatildeo de prensas com sistema de servo-acionamento onde as curvas de
atuaccedilatildeo da prensa podem ser programadas em conjunto com uma ferramenta fabricada com
alta precisatildeo eacute um escopo de proacuteximos estudos a serem realizados
Outro importante ingrediente eacute o custo envolvido da ferramenta O custo das matrizes estaacute
entre 10 e 15 do custo do extrudado entretanto o custo indireto pode ser superior agrave 70 Isto
inclui o custo dos materiais e usinagem das matrizes O custo variaacutevel na conclusatildeo das matrizes
eacute importante Se a qualidade da matriz for comprometida isto pode parar uma produccedilatildeo Em
resumo a reduccedilatildeo de sucata e a longa vida uacutetil de ferramentas satildeo a mais efetiva forma de
reduccedilatildeo de energia e custos os quais satildeo objetivo de qualquer especialista de processos ou
supervisor de planta Metas como estas satildeo essenciais para a sobrevivecircncia de forjarias em
longo prazo bem como a sustentabilidade de uma nova geraccedilatildeo de componentes proacuteximos de
sua forma final com alta precisatildeo
O controle de custos de fabricaccedilatildeo relacionado com gerenciamento da vida uacutetil de
ferramentas de extrusatildeo eacute escopo para estudos futuros
124
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS
[1] MATSUBARA S KUDO H Devising and calibration of a simple sensor for determining
pressure distribution on tool-workpiece interfaces J Jpn Soc Technol Plasticity 32 p 589-
596 1991
[2] MATUSUBARA S KUDO H Non-uniform pressure distribution on punch nose surface
in axisymmetric cold forging process J Jpn Soc Technol Plasticity 32 p 874-879 1991
[3] MURATA Y Measurement of die deformation in forging by capacitive displacement
transducer in Proceedings on the Fourth International Conference on Technology of Plasticity
pp 1216-1221 1993
[4] HILLERY MT An embedded-strain-gauge technique of stress analysis in rod drawing
Journal of Materials Processing Technology 47 p 1-12 1993
[5] RADDAD B KOCANDA A On the strength criteria for high stressed ring-shaped dies
in Proceedings of the Fourth International Conference on Technology of Plasticity p 5-9
1993
[6] LEE YS LEE JH Experimental and analytical evaluation for elastic deformation
behaviors of cold forging tool Journal of Materials Processing Technology 127 p 73ndash82 2002
[7] LEE YS LEE JH Analysis of the elastic characteristics at forging die for the cold
forged dimensional accuracy Journal of Materials Processing Technology 130131 p 532ndash
539 2002
[8] LEE YS LEE JH Finite element modeling approaches to the accurate dimensional
prediction for a cold-forged part J Eng Manuf 218 p 1709ndash1722 2004
[9] ROSOCHOWSKI A BALENDRA R Secondary yielding of forged components due to
unloading Journal of Materials Processing Technology 115 p 233ndash239 2001
[10] BRESCIANNI E et al Conformaccedilatildeo Plaacutestica dos Metais 4a Ediccedilatildeo Editora da
Unicamp Campinas 1991
[11] ALTAN T Conformaccedilatildeo de Metais Fundamentos e Aplicaccedilotildees Publicaccedilatildeo EESCUSP
Satildeo CarlosSP 1999
[12] SCHULER Metal Forming Handbook Springer-Verlag Berlin Heidelberg 1998
125
[13] BILLIGMANN J FELDMANN H D Estampado y prensado a maacutequina 2a ediccedilatildeo
Ed Reverteacute 1979
[14] DIETER G E Metalurgia Mecacircnica 2ordf Ediccedilatildeo Editora Guanabara Dois RJ 1981
[15] MEIDERT M HANSEL M Net-shape cold forging to close tolerances under QS 9000
aspects Journal of Materials Processing Technology v 98 p 150-154 2000
[16] LANGE K CSER L GEIGER M KALS JAG Tool Life and Tool Quality in Bulk
Metal Forming CIRP Annals 41 p 667-675 1992
[17] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance of
Punches and Mandrels Verein Deutscher Ingenieure vol 2 1974
[18] VDI 3185 Calculation of the obtained punch force and the greatest extrusion force for
rod and solid extrusion of steel at room temperature Verein Deutscher Ingenieure 1970
[19] VDI 3138 Cold Forging of Steel ndash Application Examples of Products Economical Views
Verein Deutscher Ingenieure vol 3 1999
[20] VDI 3176 Prestressed Dies for Cold Forging Verein Deutscher Ingenieure vol 3 1985
[21] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance
Calculation of Dies (Dies Assemblies) Verein Deutscher Ingenieure vol 3 1974
[22] SCHAEFFER L Forjamento ndash Introduccedilatildeo ao Processo Porto Alegre Imprensa Livre
2006
[23] TSCHAumlTSCH H Handbuch Umformtechnik Darmstadt Hoppenstedt Technik Tabellen
Verlag 1984
[24] DRAKE R THROOP J Source Book on Cold Forming American Society for Metals
Metals Park Ohio 1975
[25] VETTER J et al Hard coatings for lubrication reduction in metal forming Surface and
Coatings Technology vol 86-87 p 739-747 1996
[26] SMITH L Thin-Film Deposition Principles and Practice p 3-4 1995
[27] OERLIKON BALZERS Disponiacutevel em lthttpswwwoerlikoncomecomaXLfilesbalzers
oerlikon_HQ163EN_BALINIT_DUPLEX_Seriepdfgt Acessado em agosto de 2018
[28] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1972
126
[29] BOWDEN F B TABOR D The Friction and Lubrication of Solids Part 1 Oxford
University Press Oxford 1950
[30] ERINOSHO M F AKINLABI E T Study of Friction during Forging Operation
Proceedings of the World Congress on Engineering Vol II June 29 ndash July 1st London 2016
[31] GARCIacuteA-DOMIacuteNGUEZ A CLAVER J CAMACHO A M SEBASTIAacuteN M A
Comparative Analysis of Extrusion Processes by Finite Element Analysis 25th DAAAM
International Symposium on Intelligent Manufacturing and Automation 2014 published by
Procedia Engineering vol 100 p 74ndash83 2015
[32] ZHANG Q FELDER E BRUSCHI S Evaluation of friction condition in cold forging
by using T-shape compression test Journal of Materials Processing Technology 209 p 5720-
5729 2009
[33] GEIGER R WOSKA R Fliesspressen Carl Hansen Verlag Munchen Wien 1984
[34] RODRIGUES J MARTINS P Tecnologia Mecacircnica Tecnologia da Deformaccedilatildeo
Plaacutestica vol 1 ndash Fundamentos Teoacutericos Lisboa Escolar editora 2005
[35] LUND E ANDRESEN H JEPSEN C Tool Optimization by Means of Effective
Prestressing System STRECON AS Sonderborg Denmark 2015
[36] TEKKAYA E et al History and Future of Cold Forging in Europe Presentation at the
40th International Cold Forging Group Plenary Meeting Padova Italy September 2007
[37] NICHIDAI CORPORATION Disponiacutevel em lthttpwwwnichidaijpenglish
catalogpdfStreconpdfgt Acesso em agosto de 2018
[38] ANDRESEN H LUND E Tooling Solutions for Cold and Warn Forging Applications
for Automotive and other Segments Uddeholm Automotive Seminar 2008
[39] MODIANO S CARRENtildeO J A FUGIVA RA C S BENEDETTI A V Effect of
hydrogen charging on the stability of SAE 10B22 steel surface in alkaline solution
Electrochimica Acta Brazil v 51 n 4 p 641-648 2005
[40] CASARIN S J Caracterizaccedilatildeo da temperabilidade de accedilo C-Mn microligado ao Boro
atraveacutes de dilatometria e curvas de transformaccedilatildeo de fases por resfriamento contiacutenuo EESC
USP 1996
[41] SENTE SOFTWARE Disponiacutevel em lthttpswwwsentesoftwarecoukgt Acesso em
agosto de 2018
127
[42] ISO 1328-1 Cylindrical Gears - ISO system of flank tolerance classification Part 1
Definitions and allowable values of deviations relevant to flanks of gear teeth 2013
[43] ISO 1328-2 Cylindrical Gears - ISO system of accuracy ndash Part 2 Definitions and
allowable values of deviations relevant to radial composite deviations and runout information
1997
[44] QUALITY TRANSMISSION COMPONENT Elements of Metric Gear Technology
Disponiacutevel em httpwwwqtcgearscom
[45] DUDLEY D W Handbook of Practical Gear Design McGRAW-HILL New York
First Edition 1954
[46] DUDLEY D W Gear Handbook The Design Manufactured and Application of
Applications New York McGRAW-HILL First Edition 1962
[47] NBR 12230 Sistema Internacional Prescriccedilatildeo para sua aplicaccedilatildeo Rio de Janeiro ABNT
24 p 1992
[48] VDIVDE 2613 Pitch Testing on Gearings ndash Spur Gear (Cylindrical Gear) Worm wheels
Bevel gears 1983
[49] VDIVDE 2612 Testing of Involute Cylindrical Gears -Tooth trace testing Part 2 1980
[50] SANTOS JUNIOR M J IRIGOYEN E R C Metrologia Dimensional teoria e praacutetica
Porto Alegre Ed UniversidadeUFRGS ISBN 85-7025-308-7 1995 222 p
[51] PINTO A Velocidade Perifeacuterica de Engrenagens Recife 2001 Disponiacutevel em
lthttpwwwupemecanicahpgigcombrvelperifpdfgt Acesso em agosto 2016
[52] KRANZ R WENDL F WUPPER Influence of EDM conditions on the toughness of
tool steels Thyssen Edelst Techn Ber 5 p 100-105 1990
[53] MARAFONA J D Processos de electroerosatildeo por penetraccedilatildeo e fio Faculdade de
Engenharia da Universidade do Porto Porto 2002
[54] McGEOUGH J A Advanced Methods of Machining Chapman and Hall Cambridge
1988
[55] FERRARESI D Usinagem dos metais Satildeo Paulo EdgardBluumlcher 1v 1970-2000
[56] AMORIM F L Tecnologia de Eletroerosatildeo por Penetraccedilatildeo da Liga de Alumiacutenio AMP
8000 e da Liga de Cobre CuBe para Ferramentas de Moldagem de Materiais Plaacutesticos Tese
128
(Doutorado em Engenhara Mecacircnica) Departamento de Engenharia Mecacircnica Universidade
Federal de Santa Catarina ndash UFSC Florianoacutepolis Brasil 147f 2002
[57] FLANtildeO O AYESTA I IZQUIERDO B SAacuteNCHEZ J A RAMOS J M
Experimental study on the influence of electrode geometry and electrode path on wear pattern
in EDM 19th CIRP Conference on Electro Physical and Chemical Machining Spain Procedia
CIRP 68 p 405 ndash 410 2018
[58] GUITRAU E P The EDM Handbook Hanser Gardner Publications Cincinnati 1997
[59] DAVIM J P Princiacutepios da Maquinagem Livraria Almedina Coimbra 1995
[60] HENTZ E A SCHAEFFER L KNOLL P K Influecircncia da Curva de Escoamento na
Simulaccedilatildeo Computacional do Processo de Forjamento a Quente da Liga de Titacircnio Ti-6al-4v
Ciecircncia amp Engenharia v 16 n 12 p 53-59 2007
[61] CLOUGH R The Finite Element Method in Place Stress Analysis In Anais da 2
Conference on Electronic Method International Computationrdquo Pittsburgh American Society
of Civil Engineers p 345-378 1960
[62] TURNER M CLOUGH R MARTIN H TOPP I Stiffness and Deflection Analysis of
Complex Structures Journal of the Aeronautical Sciences v 23 n 9 p 805-821 1956
[63] SNAPE G CLIFT S BRAMLEY A Parametric sensitivity analyze for FEA of hot
steel forging Journal of Materials Processing Technology Amsterdan v 125-126 p 353-360
2002
[64] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-20-phtmlgt Acessado em agosto de 2016
[65] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-2000-phtmlgt Acessado em setembro de 2016
[66] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-300-mshtmlgt Acessado em fevereiro de 2017
[67] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcontentdamgfac
proddbedmdie-sinkingdeagiecharmilles-form-x-400-600_depdfgt Acessado em janeiro de 2018
[68] KERN-MICROTECHNIK Disponiacutevel em lthttpwwwkern-microtechnikcomenmachine-tool-
manufactureproductskern-pyramid-nanogt Acessado em junho de 2016
129
[69] LAI X et al Modelling and analysis of micro scale milling considering size effect micro
cutter edge radius and minimum chip thickness International Journal of Machine Tools amp
Manufacture 48 (2008) 1-14
[70] SON S M et al Effects of the friction coefficient on the minimum cutting thickness in
micro cutting International Journal of Machine Tools amp Manufacture 45 (2005) 529535
[71] DIETER G E Mechanical Metallurgy McGraw-Hill Book Co 3rd edition 1988
[72] ENGINEERS EDGE Disponiacutevel em lthttpswwwengineersedgecommaterialsspecific
_heat_capacity_of_metals_13259htmgt Acessado em fevereiro de 2019
[73] ACcedilOS BOumlHLER-UDDEHOLM Disponiacutevel em lthttpwwwbohler-uddeholmcombr
mediaK340DEpdfgt Acessado em agosto de 2018
[74] NIAKI K S VAHDAT S E Optimization of Tensile Properties of AISI S1 Tool Steel
The Indian Institute of Metals ndash IIM 2015
[75] JONES B V Temperature and Stress Effect Modeling in Fatigue of H13 Tool Steel at
Elevated Temperatures with Applications in Friction Stir Welding Brigham Young University
Department of Mechanical Engineering 2015
[76] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1973
[77] CPM GmbH Disponiacutevel em lthttpswwwcpmgmbhcomgt Software licenciado
[78] GROENBAEK J NIELSEN E B Stripwound containers for combined radial and axial
prestressing STRECON Technology Journal of Materials Processing Technology Journal of
Materials Processing Technology 71 p 30-35 1997
[79] GROENBAEK J NIELSEN E B New Developments in the Design of High
Performance Stripwound Cold Forging Tools Journal of Materials Processing Technology 46
p 87-97 1994
[80] HINSEL C BISGAARD A ANDRESEN H How to model STRECON stripwound
containers in the FE analysis of forging dies STRECON AS 2013
[81] CRUZ M OLIVEIRA C Efeito da composiccedilatildeo quiacutemica da atmosfera cementante e
dos ciclos termoquiacutemicos na microestrutura e dureza de accedilos baixo carbono cementados e
temperados Dissertaccedilatildeo de Mestrado UFSC Florianoacutepolis 2014
130
[82] CASTRO R M Criteacuterio de projeto para engrenagens helicoidais aplicadas em
transmissotildees mecacircnicas veiculares 2005 220 f Dissertaccedilatildeo (Mestrado Profissionalizante em
Engenharia Automotiva) Escola Politeacutecnica da USP Satildeo Paulo 2005
[83] ASM HANDBOOK Failure Analysis and Prevention ASM International vol 11 2002
[84] KANG J H LEE K O JE J S KANG S S Spur Gear Forging Tool Manufacturing
Method considering Elastic Deformation due to Shrink Fitting Journal of Materials Processing
Technology p 187-188 2007
[85] HO K H NEWMAN T S State of the art electrical discharge machining (EDM)
International Journal of Machine Tools amp Manufacture 43 p 1287 ndash 1300 2003
[86] STEVE C SOMMER P Complete EDM Handbook wwwReliableEDMcom 2015
[87] REBELO J C MORAO DIAS A KREMER D LEBRUN J L Influence of EDM
pulse energy on the surface integrity of martensitic steels Journal of Materials Processing
Technology 84 p 90-96 1998
[88] MENDANHA A Estudo da resistecircncia agrave fratura do accedilo ferramenta para trabalho a frio
do accedilo AISI D2 Dissertaccedilatildeo de Mestrado Escola Politeacutecnica da USP 2004
[89] CUSANELLI G HESSLER-WYSER A BOBARD F DEMELLAYER R PEREZ
R FLUumlKIGER R Microstructure at submicron scale of the white layer produced by EDM
technique Journal of Materials Processing Technology 149 p 289-295 2004
[90] BUumlLENT EKMEKCI Residual stresses and white layer in electric discharge machining
(EDM) Applied Surface Science 253 p 9234-9240 2007
[91] PINEDO C E MEDANHA A GOLDENSTEIN H Influecircncia da microestrutura da
mateacuteria-prima e do tratamento teacutermico na resistecircncia agrave fratura do accedilo AISI D2 Associaccedilatildeo
Brasileira de Metalurgia e Materiais p 54-64 2006
[92] AMORIM F L e WEINGAERTNER WL The behavior of graphite and copper
electrodes on the finish die-sinking electrical discharge machining (EDM) of AISI P20 tool
steel Journal of the Brazilian Society of Mechanical Sciences and Engineering J Braz Soc
Mech Sci amp Eng vol29 no4 Rio de Janeiro 2007
[93] ARANTES L J Avaliaccedilatildeo do Desempenho de Fluidos Dieleacutetricos no Processo de
Usinagem por Descarga Eleacutetricas Dissertaccedilatildeo de Mestrado Universidade Federal de
Uberlacircndia MG 2001
131
[94] BUTTON S Planejamento do processo e projeto de ferramentas para o forjamento a
frio UNICAMP Dpto de Engenharia Mecacircnica 1999
[95] JHA B RAM K eRAO M An overview of technology and research in electrode design
and manufacturing in sinking electrical discharge machining Journal of Engineering Science
and Technology Review 4 (2) pg 118-130 2011
[96] DROZDA T J WICK C Tool and manufacturing engineers handbook 4 ed Dearborn
Society of Manufacturing Engineers 5 v 1983
[97] KLOCKE F KOumlNIG W Fertigungsverfahren 1 Drehen Fraumlsen Bohren 8ordm Auflage
Springer Berlin 2008
[98] KRATOCHVIL R Fresamento de Acabamento em Altas Velocidades de Corte para
Eletrodos de Grafita Industrial Dissertaccedilatildeo de Mestrado Universidade Federal de Santa
Catarina 2004
[99] SOMMER C SOMMER S Complete EDM Handbook Advance Pub
httpwwwreliableedmcomComplete-EDM-Handbookphp 2005
[100] OSAKADA K Cold Forging in Japan Presentation at the 40th International Cold
Forging Group Plenary Meeting Padova Italy September 2007
[101] GROENBAEK J HINSEL C Improved Fatigue Life and Accuracy of Precision
Forging Dies by Advanced Stripwound Prestressing System SME Clinic on Precision Forging
Technology Columbus Ohio USA Nov 10 2000
[102] GROENBAEK J HINSEL C Optimization of Tool Life amp Performance Through
Advanced Material and Prestress Design NACFG Conference Columbus Ohio USA
September 2003
[103] HAumlNSEL M e GEIGER R Leightweight Construction Using Near-Net-Shape Cold
Forgings Technische Mitteilungen Krupp 2 p 83-90 1995
[104] SCHAEFFER L Conformaccedilatildeo dos Metais ndash Metalurgia amp Mecacircnica Editora Riegel
1995
[105] BIGNETTI RA Comparaccedilatildeo entre Simulaccedilotildees pelos Meacutetodos de Elementos Finitos
(FEM) e das Tiras (Slab Method) e Resultados Experimentais no Forjamento a Frio em Accedilo
Inoxidaacutevel AISI 304 Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
132
[106] KUDO H NAKAGAWA T TAMURA K Cropping of Steel Bar ndash ist mechanism
and pratice ICFG - International Cold Forging Group 1967-1992 Objetives History Published
Documents CIRP Paris 1992
[107] KRUumlGER LN Anaacutelise de Paracircmetros na Obtenccedilatildeo de Curvas de Escoamento
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[108] GILAPA GMM Conformaccedilatildeo de Precisatildeo do Accedilo Inoxidaacutevel Austeniacutetico ABNT 304
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[109] ESPINOZA MM Influecircncia dos Tratamentos Teacutermicos na Plasticidade do Accedilo AISI
1050 para a Conformaccedilatildeo a Frio Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1997
[110] ROBERTS GA CARY RA Tool Steels 4ordf Ed ASM p 493 ndash 494 1980
[111] KAMMERER M Produccedilatildeo de Peccedilas Extrudadas Complexas com Materiais natildeo
Convencionais Anais do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo
Regner e L Schaeffer Porto Alegre pg 66-80 1988
[112] GEIGER R State of the Art and Future Developments in Precision Cold Forging Anais
do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo Regner e L Shaeffer
Porto Alegre pg 92-110 1988
[113] BEHRENS B-A MATTHIAS T CZORA M POELMEYER J AHRENS M
Improving the accuracy of numerical investigations of multi-stage sheet metal processes by
coupling a process FE analysis with the machine simulation In Denkena B (edtr) Proc 1st
Int Conf on Process Machine Interactions PMI Hannover Germany p 133-139 2008
[114] BERGER C SCHEERER H ELLERMEIER J Modern materials for forming and
cutting tools ndash overview Mat-wiss u Werkstofftech 41 p 5-1 2010
[115] BOBZIN K LUGSCHEIDER E PINtildeERO C New PVD-coating concepts for highly
stressed tools for environmentally compatible manufacturing processes Mat-wiss u
Werkstofftech 35 1011 p 851-857 2004
[116] BRECHER C SCHAPP L TANNERT M Simulation-aided optimization of
multistage dies ndash Coupled simulation of forging processes with non-linear-elastic machine
models In Denkena B (edtr) Proc 1st Int Conf on Process Machine Interactions PMI
Hannover Germany p 167-174 2008
133
[117] ENGEL U GEIGER M KROISS T VOumlLKL R Process-machine interactions in
cold forging ndash calculation of press tooling stiffness and its integration into FE process
simulation In Yang DY (edtr) Proc of the 9th International Conference on Technology of
Plasticity (ICTP) Gyeongju Korea p 1735-1740 2008
[118] GENSERT H Thread forming In Proc 43rd ICFG Plenary Meeting 13-14
Darmstadt Germany Sep 2010
[119] GROSSMANN K WIEMER H Maschine Werkzeug und Prozess ndash ein ganzheitliches
System In Proc 6th Saumlchsische Fachtagung Umformtechnik Dresden Germany p 210-227
1999
[120] GROSSMANN K HARDTMANN A WIEMER H An advanced forming process
model including the interactions between machine tool and process In Denkena B (edtr)
Proc of 1st Int Conf on Process Machine Interactions PMI Hannover Germany p 125-132
2008
[121] GROENBAEK J RAP ndash Robot Assisted Polishing ndash roboterunterstuumltztes Polieren von
Umformwerkzeugen 23 Jahresteffen der Kaltmassivumformer VDI Duumlsseldorf Jan 2008
English Powerpoint version Workshop ldquoSteel polishingrdquo Fraunhofer Institute for Production
Technology Aachen Oct 2008
[122] GROENBAEK J AYGEN M High performance die technology that supports high
service life and parts of high accuracy JSTP Forging Group Meeting 21 Nagoya JPN 2009
[123] HAumlNSEL M Der Werkzeugbau im Spannungsfeld von Markt- und
Kundenanforderungen in der Kaltmassivumformung 3 Boumlhler Werkzeugstahl-Symposium
Neue Entwicklungen im Werkzeugbau Heidelberg DE 15-16 Mar 2006
[124] HINSEL C Anforderungen an Werkzeugstaumlhle in der Massivumformung hinsichtlich
Fertigung und Einsatzbedingungen 4 Boumlhler Werkzeugstahl-Symposium Mannheim
Germany 8-9 April 2008
[125] HINSEL C Surface characterization of cold forging tools ICFG Workshop ldquoSurface
Finishing of Cold Forging Toolsrdquo Sonderborg Denmark 16 April 2008
[126] HOFMANN T RAEDT H-W Net shape splines and near net shape gears by forging
In Yoshida Y Matsumoto R Proc 5th JSTP International Seminar on Precision Forging
Kyoto Japan 16-19 p 87-92 March 2009
134
[127] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part One General Aspects of
Tool Life (ICFG Doc No 1402) Bamberg Meisenbach 2002
[128] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Two Quality
Requirements for Tool Manufacturing (ICFG Doc No 1604) Bamberg Meisenbach 2004
[129] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Three Application of
PM- steel and tungsten carbide material for cold forging tools - a comparison between Europe
amp Japan (ICFG Doc No 1706) Bamberg Meisenbach 2006
[130] KLOCKE F GERSCHWILER K CORDES S FRITSCH R PVD coating systems
for environmentally friendly machining In International Symposium on Friction Wear and
Wear Protection 09-11 April 2008 p 541-546 Aachen 2009
[131] KROISS T ENGEL U MERKLEIN M Modelling of the behavior of a cold forging
process considering the deflection of tooling system and press In Altintas Y (edtr) Proc
2nd Int Conf on Process Machine Interactions PMI Vancouver Canada 2010
[132] KUGLER P GROPP S DIERKEN R GOTTSCHLING S Temperature controlled
surface hardening of industrial toolsmdashexperiences with 4 kW-diode-laser In Geiger M Otto
A Proc 3rd Laser Assisted Net Shape Eng LANE Erlangen Germany p 191ndash198 2001
[133] MERKLEIN M Manufacturing of complex functional components with variants by
using a new sheet metal forming process In Ruan X-Y (edtr) Proc of 42nd ICFG Plenary
Meeting Shanghai 2009
[134] MERKLEIN M KOCH J SCHNEIDER T OPEL S VIERZIGMANN U
Manufacturing of complex functional components with variants by using a new metal forming
process ndash sheet-bulk metal forming Int J Material Forming 3 p 347-350 2010
[135] wwwutfsciencede III2011 Engel U et al Tooling solutions p 2424 Verlag
Meisenbach GmbH Franz-Ludwig-Straszlige 7a 96047 Bamberg wwwumformtechniknet
[136] QUINTENZ G RAEDT H-W Global manufacturing excellence of lightweight
transmission components 3rd CTI Symposium Automotive Transmission North America
Detroit (MI) USA 12-14 May 2009
[137] RAEDT H-W Advanced design and manufacturing of forged components for
automotive applications JSAE Spring Congress Pacifico Yokohama Japan 23 May 2008
135
10 ANEXOS
ANEXO A
Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22 (=001 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 001 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1707 1222 904 744 658 614
002 3231 2732 2351 2107 1924 1771
006 3989 3489 3084 2803 2570 2355
010 4406 3913 3503 3203 2942 2690
012 4566 4078 3665 3359 3088 2822
016 4830 4351 3938 3622 3332 3042
020 5046 4576 4164 3840 3536 3225
022 5141 4676 4265 3937 3626 3307
026 5312 4856 4446 4113 3791 3454
030 5463 5016 4608 4271 3938 3586
032 5533 5089 4683 4344 4006 3648
036 5662 5227 4823 4480 4133 3762
040 5781 5353 4952 4605 4251 3867
042 5836 5412 5013 4665 4306 3917
046 5941 5525 5128 4777 4412 4011
050 6039 5630 5236 4883 4511 4100
060 6260 5867 5481 5122 4735 4301
070 6452 6076 5696 5334 4933 4478
136
ANEXO B
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1905 1371 1019 840 743 692
002 3434 2907 2505 2248 2055 1893
006 4198 3678 3259 2967 2725 2501
010 4616 4108 3687 3379 3110 2850
012 4775 4274 3853 3539 3260 2986
016 5039 4550 4131 3809 3512 3214
020 5253 4777 4361 4032 3722 3403
022 5348 4877 4463 4131 3815 3487
026 5517 5058 4647 4312 3984 3639
030 5667 5218 4812 4472 4135 3775
032 5736 5292 4888 4546 4204 3838
036 5864 5430 5029 4685 4335 3956
040 5981 5556 5160 4813 4455 4064
042 6036 5616 5221 4874 4512 4115
046 6140 5729 5338 4988 4620 4212
050 6237 5834 5447 5096 4721 4303
060 6453 6071 5694 5339 4950 4509
070 6643 6278 5911 5554 5152 4691
137
ANEXO C
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
000 2012 1451 1082 892 789 735
002 3541 2998 2585 2321 2123 1957
006 4306 3775 3348 3051 2805 2577
010 4723 4208 3780 3468 3196 2931
012 4882 4374 3948 3631 3348 3069
016 5144 4651 4229 3904 3604 3301
020 5358 4878 4460 4129 3816 3493
022 5452 4978 4562 4229 3910 3578
026 5621 5159 4748 4411 4081 3733
030 5769 5320 4913 4573 4234 3871
032 5838 5394 4990 4648 4304 3935
036 5965 5531 5132 4788 4436 4054
040 6081 5657 5263 4917 4558 4163
042 6135 5717 5325 4978 4615 4215
046 6238 5829 5442 5093 4724 4314
050 6334 5934 5551 5202 4826 4406
060 6549 6170 5799 5446 5057 4614
070 6736 6377 6016 5662 5261 4798
138
ANEXO D
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=005 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 005 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 3878 3794 3667 3530 3386 3237
006 4872 4766 4607 4435 4254 4067
010 5417 5299 5122 4931 4730 4522
014 5808 5683 5493 5288 5072 4849
018 6120 5987 5787 5571 5344 5109
020 6255 6119 5915 5694 5462 5222
022 6380 6242 6033 5808 5571 5326
026 6605 6462 6246 6013 5768 5514
030 6804 6657 6435 6194 5942 5680
034 6983 6832 6604 6357 6098 5830
038 7146 6992 6758 6506 6241 5966
040 7223 7066 6831 6575 6307 6030
042 7296 7138 6900 6642 6372 6091
046 7436 7275 7032 6769 6493 6207
050 7565 7402 7154 6887 6606 6316
054 7687 7521 7270 6998 6713 6417
058 7802 7633 7378 7103 6813 6513
060 7857 7687 7430 7153 6861 6559
062 7911 7740 7481 7202 6908 6604
066 8014 7841 7579 7296 6998 6690
070 8113 7937 7672 7385 7084 6772
139
ANEXO E
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 4111 4022 3888 3743 3590 3432
006 5165 5053 4884 4702 4510 4311
010 5743 5618 5431 5228 5015 4794
014 6158 6025 5823 5606 5377 5141
018 6488 6347 6135 5906 5665 5416
020 6631 6488 6271 6037 5791 5536
022 6764 6617 6396 6157 5906 5646
026 7002 6851 6622 6375 6115 5846
030 7214 7057 6822 6567 6299 6022
034 7404 7243 7001 6740 6465 6180
038 7576 7412 7165 6897 6616 6325
040 7658 7492 7242 6971 6687 6392
042 7736 7568 7315 7042 6755 6458
046 7883 7712 7455 7176 6884 6581
050 8021 7847 7585 7302 7004 6696
054 8150 7973 7707 7419 7117 6803
058 8272 8092 7822 7530 7223 6905
060 8330 8150 7878 7583 7274 6954
062 8387 8205 7931 7635 7324 7001
066 8496 8312 8035 7735 7419 7093
070 8601 8415 8134 7830 7511 7180
140
ANEXO F
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 42985 42054 40650 39131 37537 35884
006 53996 52826 51063 49155 47152 45076
010 60036 58736 56775 54654 52426 50118
014 64379 62985 60882 58608 56219 53744
018 67827 66358 64143 61746 59230 56622
020 69327 67825 65561 63112 60540 57874
022 70712 69181 66871 64373 61749 59031
026 73207 71622 69231 66644 63928 61114
030 75415 73781 71318 68653 65856 62956
034 77400 75723 73195 70461 67589 64614
038 79208 77492 74905 72106 69168 66123
040 80055 78322 75707 72878 69908 66831
042 80870 79119 76477 73620 70620 67511
046 82412 80627 77935 75024 71966 68798
050 83851 82035 79296 76333 73223 69999
054 85201 83356 80573 77563 74402 71126
058 86474 84602 81777 78722 75514 72189
060 87085 85199 82355 79278 76047 72699
062 87680 85781 82917 79819 76566 73196
066 88825 86902 84000 80862 77567 74152
070 89917 87969 85032 81856 78520 75063
141
ANEXO G
Desenho do sistema de acionamento de junta articulada do martelo da prensa mecacircnica utilizada nos experimentos
Fonte Manual Komatsu MKN 450 A
142
ANEXO H
Lista de peccedilas do sistema de acionamento do martelo da prensa
143
ANEXO I
Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela Gerdau Accedilos Finos Piratini em julho de 2018
144
ANEXO J
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg1
145
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg2
146
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg3
147
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg4
148
ANEXO L
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg1
149
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg2
150
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg3
151
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg4
152
ANEXO M
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg1
153
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg2
154
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg3
155
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg4

VI
282 Desgaste do eletrodo 55
29 SIMULACcedilAtildeO COMPUTACIONAL 56 291 Elementos finitos aplicados agrave extrusatildeo a frio 57
3 MATERIAIS E MEacuteTODOS 59 31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DE
ELETRODOS E CAVIDADE DE MATRIZ 59 311 Eletrodos fabricados por microusinagem 61
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO 63
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE TIRAS
DE ACcedilO 64 331 Dados do processo de extrusatildeo 65 332 Caacutelculo da forccedila de extrusatildeo no processo 67 333 Dimensionamento dos aneacuteis para sistema convencional de cintamento 68 334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo 71 335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON 72
34 PRENSA MECAcircNICA 74
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS 75 351 Accedilo ao Boro SAE 10B22 75 352 Curvas de escoamento verdadeiras 76
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO A FRIO 79
4 SIMULACcedilAtildeO POR ELEMENTOS FINITOS DO PROCESSO DE EXTRUSAtildeO A FRIO DE ENGRENAGEM CILIacuteNDRICA DE DENTES RETOS 82 41 ANAacuteLISE DO COMPORTAMENTO ELAacuteSTICO DA ENGRENAGEM
EXTRUDADA APOacuteS A EXTRACcedilAtildeO DA MATRIZ 82 411 Anaacutelise do efeito dos aneacuteis de cintamento para minimizar os desvios dimensionais por preacute-tensionamento da ferramenta 85 412 Comparaccedilatildeo dos resultados de simulaccedilatildeo numeacuterica 87 413 Anaacutelise comparativa da accedilatildeo dos aneacuteis de cintamento convencionais e por
enrolamento de tiras de accedilo sobre a matriz e engrenagem extrudada 93
5 ANAacuteLISE EXPERIMENTAL 102 51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
102 52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
110 521 RESULTADOS 111
6 DISCUSSOtildeES DOS RESULTADOS 120
7 CONCLUSOtildeES 122
8 SUGESTOtildeES PARA TRABALHOS FUTUROS 123
VII
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS 124
10 ANEXOS 134
ANEXO A - Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22
(=001 s-1) Fonte JMatPro 135 ANEXO B - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=1 s-1) Fonte JMatPro 136 ANEXO C - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=10 s-1) Fonte JMatPro 137 ANEXO D - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=005 s-1) 138 ANEXO E - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=1 s-1) 139 ANEXO F - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=10 s-1) 140 ANEXO G - Desenho do sistema de acionamento de junta articulada do martelo da prensa
mecacircnica utilizada nos experimentos 141 ANEXO H ndash Lista de peccedilas do sistema de acionamento do martelo da prensa 142 ANEXO I ndash Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela
Gerdau Accedilos Finos Piratini em julho de 2018 143 ANEXO J ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 144 ANEXO L ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento 148 ANEXO M ndash Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 152
VIII
LISTA DE FIGURAS
Figura 1 - Fluxograma das etapas de desenvolvimento 23
Figura 2 - Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio 26
Figura 3 - Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio 27
Figura 4 - Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior b) Sistema de extraccedilatildeo inferior 28
Figura 5 - Formas construtivas para matrizes de extrusatildeo direta 30
Figura 6 - Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo 31
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo 32
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia 34
Figura 9 - Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional 37
Figura 10 - Forccedila devido ao fator de atrito (m) na extrusatildeo direta 37
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo 39
Figura 12 - Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo 40
Figura 13 - Matriz de extrusatildeo com um anel de cintamento 41
Figura 14 - Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo 42
Figura 15 - Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) 42
Figura 16 - Representaccedilatildeo de ferramenta montada com sistema STRECON 43
Figura 17 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1 Fonte JMatPro 45
Figura 18 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1 s-1 Fonte JMatPro 45
Figura 19 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro 46
Figura 20 - Desvios de passo das engrenagens 48
Figura 21 - Desvio de perfil 49
Figura 22 - Desvios de perfil segundo ISO 1328-1 49
Figura 23 - Desvio de linha de flanco 50
Figura 24 - Desvios da linha de flanco segundo ISO 1328-1 50
Figura 25 - Batimento radial 51
Figura 26 - Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas 54
IX
Figura 27 - Desenho da matriz MT-3673 para a extrusatildeo de engrenagem 59
Figura 28 - Maacutequina de eletroerosatildeo a fio modelo CUT 20P 60
Figura 29 - Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S 60
Figura 30 - Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS 60
Figura 31 - Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 61
Figura 32 - Centro de microusinagem 5 eixos KERN Pyramid Nano 61
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento 63
Figura 34 - Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331 64
Figura 35 - Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330 64
Figura 36 - Eletrodo para acabamento por penetraccedilatildeo EL-0987 65
Figura 37 - Sistema convencional de aneacuteis de cintamento duplo 66
Figura 38 - Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673 67
Figura 39 - Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673 70
Figura 40 - Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo 70
Figura 41 - Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos
experimentos 72
Figura 42 - Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel
interno e externo e matriz
73
Figura 43 - Prensa mecacircnica Komatsu com capacidade de forccedila 450 toneladas 74
Figura 44 - Transfer de alimentaccedilatildeo e aacuterea de prensagem 74
Figura 45 - Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo da curva de
escoamento 76
Figura 46 - Aacuterea de ensaio do equipamento Geeble 3800 Fonte IFU Stuttgart 77
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 005s-1 77
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1s-1 78
Figura 49 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10s-1 78
Figura 50 - Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D 79
Figura 51 - Desenho da matriz MT-6313 79
Figura 52 - Matriz MT-6313 montada em sistema de aneacuteis de cintamento duplo 80
Figura 53 - Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida 81
X
Figura 54 - Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328 81
Figura 55 - Vista em corte do ferramental de extrusatildeo a frio direta 83
Figura 56 - Ferramenta simplificada para simulaccedilatildeo a) Vista frontal lado direito em corte b) Vista isomeacutetrica em corte 84
Figura 57 - Dados de entrada para a simulaccedilatildeo numeacuterica 84
Figura 58 - Esforccedilo resultante da operaccedilatildeo de extrusatildeo a frio do pinhatildeo 85
Figura 59 - Representaccedilatildeo esquemaacutetica do avanccedilo de ferramenta da simulaccedilatildeo numeacuterica 85
Figura 60 - Modelo utilizado na segunda simulaccedilatildeo Ajuste dos diacircmetros do anel de cintamento interno 86
Figura 61 - Dados de entrada para a segunda simulaccedilatildeo numeacuterica 86
Figura 62 - Deslocamento radial aplicado apoacutes o ajuste de interferecircncia de montagem 87
Figura 63 - Metodologia de avaliaccedilatildeo dos desvios dimensionais resultantes da simulaccedilatildeo numeacuterica 88
Figura 64 - Anaacutelise dos desvios entre modelo de projeto e peccedila de simulaccedilatildeo numeacuterica 88
Figura 65 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral esquerda) 89
Figura 66 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral direita) 89
Figura 67 - Desvios dimensionais do flanco do dente de engrenagem Segunda simulaccedilatildeo (vista lateral esquerda) 90
Figura 68 - Tensatildeo de escoamento (119896119891) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do pinhatildeo 91
Figura 69 - Deformaccedilatildeo verdadeira (120593) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do
pinhatildeo 91
Figura 70 - Velocidade de deformaccedilatildeo () do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 71 - Distribuiccedilatildeo de temperatura (119879) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 72 - Configuraccedilatildeo de malha para simulaccedilatildeo do preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 93
Figura 73 - Deslocamento radial devido ao preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
94
Figura 74 - Tensatildeo axial (σz) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
95
Figura 75 - Tensatildeo tangencial (σt) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
XI
Figura 76 - Tensatildeo radial (σr) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
Figura 77 - Tensatildeo equivalente (σe) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 97
Figura 78 - Tensatildeo radial (σr) resultante no dente de engrenagem extrudado 98
Figura 79 - Tensatildeo tangencial (σt) resultante no dente de engrenagem extrudado 99
Figura 80 - Tensatildeo axial (σz) resultante no dente de engrenagem extrudado 100
Figura 81 - Tensatildeo equivalente (σe) resultante no dente de engrenagem extrudado 101
Figura 82 - Deformaccedilatildeo verdadeira (φ) resultante no dente de engrenagem extrudado 101
Figura 83 - Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos 102
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S 104
Figura 85 - Desenho do eletrodo EL-0926 105
Figura 86 - Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3 106
Figura 87 - Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON 110
Figura 88 - Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional b) Sistema STRECON 110
Figura 89 - Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio 111
Figura 90 - a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional 114
Figura 91 - Grau de qualidade (Q) X desvios dimensionais da MT-3673 116
Figura 92 - Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida 117
Figura 93 - Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673 118
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados 119
XII
LISTA DE TABELAS
Tabela 1 - Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta 26
Tabela 2 - Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento 32
Tabela 3 - Valores referenciais para o coeficiente de atrito micro 38
Tabela 4 - Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro 44
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos 47
Tabela 6 - Grau de qualidade para desvio de perfil 52
Tabela 7 - Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado 56
Tabela 8 - Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores 57
Tabela 9 - Composiccedilatildeo quiacutemica do material para os eletrodos em cobre 62
Tabela 10 - Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 63
Tabela 11 - Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo 66
Tabela 12 - Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212 71
Tabela 13 - Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 14 - Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 75
Tabela 15 - Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 16 - Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313 80
Tabela 17 - Deslocamento radial da ferramenta devido ao niacutevel de preacute-tensionamento 94
Tabela 18 - Tensatildeo axial (σz) devido ao preacute-tensionamento da matriz por diferentes sistemas 95
Tabela 19 - Tensatildeo tangencial (σt) devido ao preacute-tensionamento da matriz por diferentes sistemas 96
Tabela 20 - Tensatildeo radial (σr) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 21 - Tensatildeo equivalente (σe) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 22 - Tensatildeo radial (σr) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 23 - Tensatildeo tangencial (σt) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 24 - Tensatildeo axial (σz) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 25 - Tensatildeo equivalente (σe) no dente de engrenagem do sistema por enrolamento de tiras 100
Tabela 26 - Desvios de flanco de engrenagem 105
XIII
Tabela 27 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 1) 106
Tabela 28 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 2) 107
Tabela 29 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 3) 107
Tabela 30 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331
na CUT 300 mS em CuW 108
Tabela 31 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330
na CUT 300 mS 108
Tabela 32 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
na CUT 300 mS 109
Tabela 33 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
apoacutes a erosatildeo por penetraccedilatildeo 109
Tabela 34 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento convencional 112
Tabela 35 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento STRECON 112
Tabela 36 - Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento convencionais 113
Tabela 37 - Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento STRECON 113
Tabela 38 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 115
Tabela 39 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD 115
Tabela 40 - Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 117
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo 118
Tabela 42 - Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados 119
XIV
LISTA DE SIacuteMBOLOS
Siacutembolo Denominaccedilatildeo Unidade a Parcela de energia transformada em calor [] ae Avanccedilo lateral de usinagem no microfresamento [mm] A0 Aacuterea da geratriz [mm] A1 Aacuterea final extrudada [mm] A Constante para caacutelculo do diacircmetro d1 do primeiro anel de cintamento [-] Ac Constante para caacutelculo do diacircmetro d2 do segundo anel de cintamento [-] B Constante para caacutelculo de A do primeiro anel de cintamento [-] Bc Constante para caacutelculo de Ac do segundo anel de cintamento [-] 119888119872 Calor especiacutefico [JkgdegC] C Constante da lei de Hollomon-Ludwik kf = Cφn [Nmm2] d Diacircmetro interno da cavidade da matriz [mm] D Diacircmetro externo do conjunto matrizanel [mm] d0 Diacircmetro externo da geratriz [mm] d1 Diacircmetro externo da matriz [mm] d2 Diacircmetro externo do primeiro anel [mm] dz Diacircmetro apoacutes extrusatildeo direta [mm] E Moacutedulo de elasticidade [Nmm2] E+ Modelo dos aneacuteis de cintamento STRECON [-] F Forccedila de extrusatildeo [kN] Fc Forccedila de atrito entre a cavidade da matriz superior e a geratriz [kN] Fd Forccedila de atrito entre as paredes da matriz de extrusatildeo e a geratriz [kN] Ff Forccedila devido ao atrito [kN] ffα Desvio de Forma de Perfil [μm] fHα Desvio Angular de Perfil [μm] Fα Desvio Total de Perfil [μm] fβ Desvio Individual de Heacutelice [μm] fHβ Desvio Angular de Heacutelice [μm] Fβ Desvio Total de Heacutelice [μm] Fp Desvio Total de Passo [μm] fpt Desvio Individual de Passo [μm] Fr Desvio de Batimento Radial [μm] fZ Avanccedilo de usinagem por dente [mmin] h Avanccedilo de punccedilatildeo de extrusatildeo [mm] h0 Altura da geratriz [mm] hk Altura natildeo deformada do material extrudado [mm] hz Profundidade do furo do extrudado [mm] hpeccedila-matriz Coeficiente de transferecircncia de calor entre peccedila e matriz [Wm2degC]
hpeccedila-ambiente Coeficiente de transferecircncia de calor entre peccedila e ambiente [Wm2degC]
hmatriz-ambiente Coeficiente de transferecircncia de calor entre matriz e ambiente [Wm2degC]
K Quantidade de Passos de engrenagem [-] 119896 Tensatildeo limite de elasticidade em cisalhamento puro [Nmm2]
XV
119896119891 Tensatildeo de escoamento [Nmm2] 1198961198910 Tensatildeo de escoamento inicial (p φ=0) [Nmm2] 119896119891119898 Tensatildeo de escoamento meacutedia [Nmm2] 119896119891119898119886119905119903119894119911 Tensatildeo de escoamento do material da matriz [Nmm2] 119896119891119888119894119899119905 Tensatildeo de escoamento do material da ferramenta de anel uacutenico [Nmm2] 1198961198911198881198941198991199051 Tensatildeo de escoamento do material do primeiro anel [Nmm2] 1198961198911198881198941198991199052 Tensatildeo de escoamento do material do segundo anel [Nmm2]
L Comprimento total de matriz [mm] Lα Comprimento de perfil [μm] LAE Comprimento de perfil entre os pontos A e E [μm] LAF Comprimento de perfil entre os pontos A e F [μm] Ld1 Grau de esbeltez [-] m Fator de atrito [-] mk Moacutedulo de engrenagem [-] n Iacutendice de encruamento [-] P Tensatildeo normal de contato entre superfiacutecies [Nmm2] pt Passo de engrenagem [μm] Q Grau da qualidade de engrenagem [-] R Deslocamento na matriz devido aos aneacuteis de cintamento [mm] RV Raio do volante da prensa [mm] RA Reduccedilatildeo de aacuterea [] rβ Raio de gume da ferramenta de usinagem [μm] SW Avanccedilo do punccedilatildeo mm T Temperatura [degC] Tr Trabalho de extrusatildeo Nm U Constante para caacutelculo de A sobre aneacuteis de cintamento [-] VF Velocidade da ferramenta mms Vt Velocidade tangencial mms X Desvio dimensional do dente de engrenagem [μm] Z Nuacutemero de dentes de engrenagem [-] z1 Interferecircncia de montagem entre matriz e primeiro anel de cintamento [mm] z2 Interferecircncia de montagem entre 1ordm e 2ordm segundo aneacuteis de cintamento [mm]
LISTA DE SIacuteMBOLOS GREGOS
α Acircngulo de concordacircncia entre matriz inferior e superior [deg] αp Acircngulo de pressatildeo [deg] μ Coeficiente de atrito [-]
ν Coeficiente de Poisson [-]
к Condutividade teacutermica WmK
ρ Densidade relativa [gcm3] Ɛ Deformaccedilatildeo relativa [] φ Deformaccedilatildeo verdadeira [-] Oslashmontagem Diacircmetro de montagem dos aneacuteis e matrizes [mm]
XVI
Oslashexterno Diacircmetro externo da geratriz [mm] Oslashinterno Diacircmetro interno da geratriz [mm] Oslashp Diacircmetro primitivo da engrenagem [mm] δ0 Espessura de parede de geratriz [mm] δ1 Espessura final de parede do extrudado [mm] 120578119865 Fator de rendimento do processo de extrusatildeo [-] Ɛf Interferecircncia relativa entre matriz e anel de cintamento []
σtr Resistecircncia agrave traccedilatildeo [Nmm2]
ξ Resistividade eleacutetrica [μΩm]
σz Tensatildeo axial [Nmm2]
σe Tensatildeo equivalente [Nmm2]
σr Tensatildeo radial [Nmm2]
σt Tensatildeo tangencial [Nmm2]
τ Tensatildeo de cisalhamento na interface geratrizferramenta [Nmm2]
ω Velocidade angular rads Velocidade de deformaccedilatildeo [1s]
XVII
LISTA DE ABREVIATURAS
ABNT Associaccedilatildeo Brasileira de Normas Teacutecnicas
AGMA American Gear Manufacturers Association
AISI American Iron and Steel Institute
APC Aresta Posticcedila de Corte
ASTM American Society for Testing and Materials
BS British Standards
BSI British Standards Institution
DIN Deutches Institut fuumlr Normung (German Institute of Standardization)
DLC Diamond Like Carbon
EDM Electrical Discharge Machining
EL Eletrodo
IACS International Annealed Copper Standard
gpm Golpes por minuto
ISO International Organization for Standardization
IT International Tolerance
JIS Japanese Industrial Standards
MT Matriz
ppm Partes por milhatildeo
PVD Physical Vapor Deposition
TG Tamanho de Gratildeo
SAE Society of Automotive Engineers
ZTA Zona Termicamente Afetada
XVIII
RESUMO
O trabalho tem como finalidade o desenvolvimento do processo o projeto e a fabricaccedilatildeo do
ferramental de uma engrenagem extrudada a frio utilizando o accedilo SAE 10B22 As matrizes
foram fabricadas em accedilo-ferramenta K340 com dureza no intervalo de 60 ndash 62 HRC Os aneacuteis
de cintamento foram fabricados em accedilos de maior tenacidade tais como AISI S1 e AISI H13
O punccedilatildeo de recalque foi fabricado em accedilo AISI M2 bem como o punccedilatildeo de furaccedilatildeo em accedilo
VF800 AT Os estudos sobre eletroerosatildeo a fio e por penetraccedilatildeo foram conduzidos para
desenvolver uma metodologia de fabricaccedilatildeo de eletrodos e matrizes de extrusatildeo de precisatildeo
para engrenagens Tambeacutem avaliou-se a diferenccedila entre maacutequinas de usinagem por
eletroerosatildeo a fio e microfresamento de diferentes capacidades de precisatildeo resultando na
determinaccedilatildeo de um roteiro especiacutefico para a obtenccedilatildeo de eletrodos com alto acabamento e
precisatildeo de forma A aplicaccedilatildeo de aneacuteis de cintamento com o objetivo de preacute-tensionamento
das ferramentas foi analisada para dois cenaacuterios sendo um deles o meacutetodo convencional
baseado em sistema de aneacuteis duplos com accedilo-ferramenta e o outro um sistema de cintamento
por enrolamento de tiras de accedilo de alta resistecircncia O sistema de alta resistecircncia apresentou
melhor resultado no controle das distorccedilotildees dimensionais do dente de engrenagem O preacute-
tensionamento das ferramentas foi fundamental para atingir os resultados de melhoria de
qualidade esperados Os resultados obtidos na anaacutelise numeacuterica e no procedimento
experimental demonstraram que o processo proposto neste trabalho eacute capaz de produzir
engrenagens ciliacutendricas retas por extrusatildeo com grau de qualidade conforme a ISO 1328
similar agravequelas obtidas por processos convencionais de usinagem como hobbing shaving e
retificaccedilatildeo Para desvios de perfil foi possiacutevel alterar o grau de qualidade da cavidade da matriz
de 10 para 5 a qual resultou em uma melhoria na engrenagem extrudada de grau de qualidade
11 para 7
Palavras-chave extrusatildeo a frio simulaccedilatildeo numeacuterica engrenagem matriz de extrusatildeo
usinagem por eletroerosatildeo
XIX
ABSTRACT
The research aims to develop the process of production the project and tooling
manufacturing of high precise cold extruded gears based on the SAE 10B22 steel Dies were
manufactured in tool steel K340 in a range of hardness from 60 up to 62 HRC The shrink rings
were manufactured in steel grades with greater toughness like AISI S1 and AISI H13 In
addition the upsetting punch was manufactured in high speed steel AISI M2 as well as the
hole punch with the steel VF 800 AT The studies regarding wire electrical discharge machining
and die sinking were carried out to develop a manufacturing method for precise extrusion dies
of gears Also the differences between wire discharge machining equipments in different
precision levels were evaluated to stablish a specific routine to produce high precise electrodes
The application of shrink rings for prestressing of the tooling was evaluated based on two
methods being one of them the more usual with double shrink rings made by tool steel and the
other one is the stripwinding technique The stripwinding technique has showed a better
performance regarding dimensional scattering of the gear teeth Prestressing of the tools was
important to reach the expected results of quality improvement of gears Results which were
obtained in the finite element analysis and experimental procedure demonstrated that the
proposed process in this study is able to produce spur gears by cold extrusion with an accuracy
grade according ISO 1328 similar to those produced by additional machining processes such
like hobbing shaving and grinding For profile deviation was possible to change the gear
accuracy grade of die cavity from 10 to 5 which allowed to obtain an accuracy grade equal to 7
for the cold extruded gear
Keywords cold extrusion numerical simulation gear extrusion die electrical discharge
machining
20
1 INTRODUCcedilAtildeO
Nos anos recentes o setor automotivo tem apresentado diversas propostas de melhoria da
qualidade e aumento de eficiecircncia aplicada a toacutepicos como consumo de combustiacutevel e sistemas
de transmissatildeo Os fabricantes de automoacuteveis tecircm a desafiadora missatildeo de reduzir o peso e
aumentar a resistecircncia de cada componente em funccedilatildeo dos exigentes sistemas de transmissatildeo
da atualidade Em linhas gerais os produtos podem obter maior resistecircncia mecacircnica atraveacutes
da tecnologia de extrusatildeo Aleacutem disto a extrusatildeo a frio eacute a tecnologia recomendada para atingir
a maior precisatildeo dimensional do produto
A extrusatildeo a frio merece uma atenccedilatildeo especial na fabricaccedilatildeo de peccedilas com geometrias
complexas pois existem limitaccedilotildees no grau de deformaccedilatildeo da mateacuteria prima trabalhada bem
como limitaccedilotildees da proacutepria ferramenta a qual eacute solicitada mecanicamente Por se tratar de
deformaccedilatildeo a frio de peccedilas de accedilo esse processo requer uma alta quantidade de energia
mecacircnica que resulta em altas tensotildees entre peccedila e ferramentas provocando a deformaccedilatildeo das
matrizes Nessas ferramentas altas tensotildees satildeo predominantes sendo de extrema importacircncia
atenuaacute-las buscando operaccedilotildees que auxiliem a melhor forma de escoamento do material
durante o processo A extrusatildeo a frio possui essa caracteriacutestica e com o auxiacutelio da simulaccedilatildeo
numeacuterica pelos Meacutetodos dos Elementos Finitos e dos Volumes Finitos torna-se possiacutevel uma
melhor anaacutelise para o desenvolvimento de peccedilas assimeacutetricas com geometria complexa e
proacutexima da peccedila acabada Esses recursos somados a grande experiecircncia de uma forjaria com
destacada atuaccedilatildeo no segmento de extrudados permitiu desenvolver um processo de extrusatildeo
a frio de engrenagens ciliacutendricas retas com a precisatildeo de forma de seu dentado no mesmo niacutevel
conseguido por operaccedilotildees de usinagem de acabamento de superfiacutecie
Para obtenccedilatildeo de produtos de precisatildeo tais como engrenagens o processo de extrusatildeo a frio
torna-se uma praacutetica comumente utilizada Todavia natildeo eacute somente a variaacutevel responsaacutevel pelo
resultado A colaboraccedilatildeo de variaacuteveis adjacentes tais como materiais tratamento teacutermico e a
fabricaccedilatildeo de ferramentas satildeo fundamentais O desenvolvimento tecnoloacutegico e controle de
qualidade desde o iniacutecio do processo ateacute o produto satildeo indispensaacuteveis para obter resultados
positivos na extrusatildeo a frio os quais satildeo relacionados com materiais de alta qualidade e teacutecnicas
de corte e lubrificaccedilatildeo de geratrizes Estas etapas satildeo sucedidas por processos de usinagem e
tratamento teacutermico O conjunto destes processos unido agrave extrusatildeo a frio tem alcanccedilado um
importante avanccedilo tecnoloacutegico na fabricaccedilatildeo de engrenagens de precisatildeo
21
A motivaccedilatildeo que impulsiona os estudos em conjunto com outras aacutereas de manufatura gera
grande valor agregado Estes desenvolvimentos levam agrave viabilidade comercial de perfis de
dentes de engrenagem de alta qualidade prontos para a aplicaccedilatildeo Contudo para a aplicaccedilatildeo
onde a extrema alta qualidade dos dentes natildeo eacute necessaacuteria tais como diferenciais automotivas
os perfis de engrenagem extrudados podem ser aplicados sem necessidade de usinagem
posterior Quando se trata de engrenagens para caixa de sistemas de transmissatildeo a precisatildeo
dimensional tem somente sido alcanccedilada com operaccedilotildees de usinagem adicionais Alguns
processos consideram operaccedilotildees de calibraccedilatildeo a frio apoacutes a extrusatildeo dos dentes com
temperatura
No processo de manufatura de pinhotildees para impulsores de partida a engrenagem dos
pinhotildees eacute produzida por extrusatildeo a frio em accedilo baixo carbono ligado ao boro A sequecircncia das
operaccedilotildees aplica ao produto acabado uma seacuterie de deformaccedilotildees em relaccedilatildeo ao seu perfil de
projeto as quais se excederem a maacutexima toleracircncia permitida podem afetar a funcionalidade
da engrenagem O grau de qualidade de engrenagem eacute definido a partir dos desvios de forma
que o flanco do dente apresenta em relaccedilatildeo ao seu perfil teoacuterico
O sistema de precisatildeo de engrenagens com perfil de evolvente abrange um grande campo de
engrenagens a partir de dentes com excepcional precisatildeo ateacute dentes de qualidade muito comum
Doze graus de qualidade de precisatildeo identificados por seu nuacutemero respectivo em ordem
decrescente de precisatildeo satildeo estabelecidas pela norma ISO 1328-1
No processo de extrusatildeo a frio existem diversas variaacuteveis que podem contribuir para o
acreacutescimo de erro ao produto resultante Estas variaacuteveis vatildeo desde o projeto de ferramenta sua
fabricaccedilatildeo materiais selecionados e resistecircncia de montagem agraves condiccedilotildees de mateacuteria-prima a
ser extrudada maquinaacuterio e efeitos de deformaccedilatildeo de material A precisatildeo do dente extrudado
depende da precisatildeo de fabricaccedilatildeo da cavidade da matriz e sua forma eacute comprometida
principalmente por dois fatores
A deformaccedilatildeo na regiatildeo elaacutestica da matriz devido agraves altas tensotildees de extrusatildeo
A expansatildeo teacutermica quando os extrudados satildeo conduzidos agrave elevada temperatura bem
como contraccedilotildees apoacutes o retorno agrave temperatura ambiente
Baseado no exposto estudos considerando os fatores da cadeia de manufatura de
engrenagens satildeo realizados utilizando a estrutura de ferramentaria e linha de produccedilatildeo por
extrusatildeo a frio da empresa ZEN SA
22
11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO
As tendecircncias na extrusatildeo a frio de precisatildeo para peccedilas complexas em accedilo ao carbono levam
ao aumento consideraacutevel das cargas no ferramental Em paralelo requisitos econocircmicos exigem
a otimizaccedilatildeo do desempenho e vida uacutetil das matrizes de extrusatildeo Dentre os variados meacutetodos
para melhoria destas propriedades o cintamento ou inclusatildeo de aneacuteis das matrizes de extrusatildeo
eacute um paracircmetro chave no projeto da ferramenta
Estudos referentes agrave deformaccedilatildeo de ferramenta durante as operaccedilotildees de extrusatildeo satildeo
fundamentais para a previsatildeo da qualidade final da engrenagem A repetibilidade na fabricaccedilatildeo
das ferramentas de extrusatildeo eacute muito importante para garantir a qualidade da peccedila extrudada na
induacutestria Nesta pesquisa um meacutetodo ineacutedito de fabricaccedilatildeo de ferramentas de extrusatildeo eacute
sugerido para garantir a precisatildeo dimensional da peccedila extrudada e o aumento da resistecircncia agraves
tensotildees radiais da ferramenta O efeito da deformaccedilatildeo elaacutestica da ferramenta atraveacutes da
aplicaccedilatildeo dos aneacuteis de cintamento e operaccedilotildees de extrusatildeo seraacute apresentada utilizando a anaacutelise
por elementos finitos 3D Baseado na amplitude da deformaccedilatildeo elaacutestica definida pela
simulaccedilatildeo o perfil de eletrodo para o processo de eletroerosatildeo pode ser definido Mediccedilotildees em
maacutequina tridimensional seratildeo realizadas para a ferramenta e a peccedila extrudada com o objetivo
de comparar experimental e analiticamente os resultados apoacutes a deformaccedilatildeo plaacutestica
O objetivo geral deste estudo eacute demonstrar a capacidade do processo de extrusatildeo a frio de
produzir engrenagens de alta precisatildeo comparado aos processos de usinagem onde os desvios
de microgeometria do dentado atingem graus de qualidade especificados para sistemas de
transmissatildeo automotivos por exemplo A extrusatildeo a frio eacute um processo jaacute adotado para a
produccedilatildeo de engrenagens Contudo para ferramentas convencionais de extrusatildeo os desvios
atingidos ficam aqueacutem dos requisitos de maior rigor do setor automotivo necessitando de
processos posteriores de acabamento O ineditismo deste trabalho estaacute no desenvolvimento de
um conceito de ferramenta de extrusatildeo a frio que permita produzir engrenagens na sua forma
final com qualidade de perfil de evolvente equivalente aos processos convencionais de
acabamento tais como a retificaccedilatildeo reduzindo o custo de produccedilatildeo e justificando-o
O objetivo especiacutefico desta tese eacute definir um de projeto inovador de ferramenta fabricaccedilatildeo
de matrizes eletroerosatildeo e sequecircncia de processo por extrusatildeo a frio para produccedilatildeo de
engrenagens ciliacutendricas de dentes retos com alta precisatildeo de perfil de evolvente do dente O
efeito dos aneacuteis de cintamento utilizado em ferramentas para aumento da resistecircncia agraves tensotildees
do processo de extrusatildeo a frio eacute analisado sob diferentes meacutetodos de aplicaccedilatildeo
23
12 ROTEIRO DE DESENVOLVIMENTO
O diagrama mostrado na figura 1 mostra as etapas executadas neste trabalho
Figura 1 ndash Fluxograma das etapas de desenvolvimento
SELECcedilAtildeO DA ENGRENAGEM PARA ANAacuteLISE
Definiccedilatildeo do perfil de engrenagem para anaacutelises definiccedilatildeo
da sequecircncia de processo de fabricaccedilatildeo
CONTROLE GEOMEacuteTRICO DA
ENGRENAGEM
Definiccedilatildeo dos desvios
dimensionais ISO 1328 caacutelculo de
toleracircncias grau de qualidade
DEFINICcedilAtildeO DOS ANEacuteIS DE
CINTAMENTO
Aplicaccedilatildeo dos aneacuteis de cintamento
principais materiais utilizados meacutetodos
de montagem
DEFINICcedilAtildeO DO PROCESSO
Seleccedilatildeo de equipamentos para a
fabricaccedilatildeo de eletrodos
eletroerosatildeo a fio e penetraccedilatildeo projeto
dos eletrodos prensa para a
extrusatildeo
PROJETO DA FERRAMENTA
DE EXTRUSAtildeO A FRIO
Descriccedilatildeo dos componentes
materiais caacutelculo da forccedila interferecircncias
diacircmetros de montagem anaacutelise de viabilidade do
projeto
MATEacuteRIA-PRIMA
Definiccedilatildeo de material para engrenagem
extrudada ensaios para determinaccedilatildeo
da curva de escoamento
SIMULACcedilAtildeO NUMEacuteRICA DO
PROCESSO
Anaacutelise de preenchimento da
cavidade desvios de forma apoacutes a
extrusatildeo efeitos do cintamento
convencional e por enrolamento de tiras
RESULTADOS
Produccedilatildeo de amostras de engrenagens
comparando aneacuteis de cintamento
convencionais e de enrolamento por
tiras
ANAacuteLISE EXPERIMENTAL
Fabricaccedilatildeo de eletrodos de
precisatildeo e matriz de extrusatildeo de
engrenagem por eletroerosatildeo por
penetraccedilatildeo
24
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA
21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO MECAcircNICA A FRIO
A conformaccedilatildeo mecacircnica a frio eacute a denominaccedilatildeo geneacuterica para processos nos quais eacute
aplicada uma forccedila externa agrave mateacuteria-prima fazendo-a adquirir a forma desejada por
deformaccedilatildeo plaacutestica A designaccedilatildeo a frio refere-se ao fato de que durante o processamento o
material conformado encontra-se em temperaturas (na maioria dos casos a temperatura
ambiente) que natildeo provocam a sua recristalizaccedilatildeo Assim os produtos conformados a frio
apresentam-se encruados com um niacutevel de resistecircncia mecacircnica aumentado
A deformaccedilatildeo elaacutestica de ferramentas de conformaccedilatildeo tem efeito direto sobre a dimensatildeo
final da peccedila conformada Para prever as alteraccedilotildees dimensionais em uma peccedila conformada
devem ser verificados a amplitude da deformaccedilatildeo elaacutestica e seu comportamento Pesquisas
relacionadas agrave deformaccedilatildeo elaacutestica em ferramentas de conformaccedilatildeo tecircm sido conduzidas sob o
ponto de vista experimental e de anaacutelise numeacuterica Matsubara e Kudo [1] determinaram a
distribuiccedilatildeo de pressatildeo na interface entre ferramentas e materiais usando um dispositivo de
sensoriamento simples e um meacutetodo de caacutelculo proposto de distribuiccedilatildeo de tensatildeo durante a
conformaccedilatildeo a frio [2] Para mediccedilatildeo de deformaccedilatildeo na cavidade da matriz em operaccedilotildees de
conformaccedilatildeo um transdutor de deslocamento capacitivo ou strain gauge pode ser aplicado
[3][4] Com o desenvolvimento do meacutetodo de anaacutelise numeacuterica as anaacutelises elaacutestica e elasto-
plaacutestica de deformaccedilatildeo foram aplicadas para obter as distribuiccedilotildees de tensatildeo por Raddad e
Kocanda [5] Aleacutem disto Lee e Lee [6-8] realizaram simulaccedilotildees numeacutericas e experimentais
para comparar os resultados em ferramentas de conformaccedilatildeo a frio Todos os comportamentos
de deformaccedilatildeo da ferramenta nas operaccedilotildees de conformaccedilatildeo descarregamento e ejeccedilatildeo foram
investigados e medidos com o auxiacutelio de strain gauge e condiccedilotildees de anaacutelises numeacutericas
otimizadas foram sugeridas para minimizar o tempo de anaacutelise em complexas mediccedilotildees
tridimensionais Rosochowski and Balendra [9] estudaram comportamentos resultantes do
descarregamento das ferramentas para prever a precisatildeo dimensional da peccedila apoacutes a
conformaccedilatildeo
211 Condiccedilotildees gerais do processo de extrusatildeo
O processo de extrusatildeo permite que um componente simples como um tarugo ou geratriz
seja plasticamente conformado entre as ferramentas (matrizes de extrusatildeo) para que se obtenha
o perfil final desejado Em outras palavras um componente de geometria simples eacute
25
transformado em um outro complexo conformado por ferramentas que possuem a geometria
desejada e aplicam pressatildeo ao material metaacutelico deformando-o [10]
Os fenocircmenos fiacutesicos que descrevem uma operaccedilatildeo de extrusatildeo satildeo difiacuteceis de serem
expressos por relaccedilotildees quantitativas Fenocircmenos como o escoamento de metais o atrito na
interface ferramenta-peccedila a geraccedilatildeo e a transferecircncia de calor durante o escoamento plaacutestico
do metal e seu relacionamento com a microestrutura propriedades e as condiccedilotildees de processo
apresentam dificuldades de previsatildeo e anaacutelise [11]
O principal objetivo de qualquer meacutetodo de anaacutelise que considere os fenocircmenos
anteriormente descritos eacute auxiliar o projeto de extrusatildeo envolvendo essencialmente as
seguintes etapas
a) estabelecer as relaccedilotildees cinemaacuteticas (forma velocidades taxas de deformaccedilotildees) entre as
regiotildees extrudada e natildeo extrudada a fim de prever o escoamento metaacutelico
b) estabelecer o limite de conformabilidade a fim de determinar se eacute ou natildeo possiacutevel a
extrusatildeo da peccedila metaacutelica sem a geraccedilatildeo de falhas internas ou superficiais
c) prever as forccedilas e tensotildees necessaacuterias para efetuar a operaccedilatildeo de extrusatildeo a fim de que o
ferramental e equipamento possam ser projetados ou selecionados
212 Tipos de processos de extrusatildeo
Os processos baacutesicos que envolvem extrusatildeo a frio satildeo classificados de acordo com a direccedilatildeo
de escoamento do material como a extrusatildeo direta e a inversa Ainda em funccedilatildeo do formato
final da peccedila como a extrusatildeo de geratrizes em forma de cilindros maciccedilos ou de cilindros com
furo Limites de deformaccedilatildeo relativa e verdadeira para accedilos convencionais na extrusatildeo direta a
frio satildeo informados na tabela 1
A seguir a legenda auxilia a representaccedilatildeo ao discriminar cada item da figura 2 para as
referidas operaccedilotildees
I Antes da extrusatildeo
II Apoacutes a extrusatildeo
a) Punccedilatildeo superior b) Inserto
c) Material extrudado d) Extrator
e) Punccedilatildeo inferior f) Matriz
26
Figura 2 ndash Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio [12]
Tabela 1 ndash Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta [12]
213 Extrusatildeo a frio de accedilos
A extrusatildeo a frio eacute realizada sem preacute-aquecimento da mateacuteria-prima ou das ferramentas que
satildeo aquecidas durante o processo devido principalmente agrave velocidade de deformaccedilatildeo e ao
atrito Neste caso agrave medida que o metal eacute extrudado ocorre o encruamento sua resistecircncia
mecacircnica aumenta e a ductilidade diminui [13] podendo ocorrer falhas por ruptura antes de se
atingir as dimensotildees finais desejadas caso a deformaccedilatildeo seja excessiva
27
Para que se evitem essas dificuldades as operaccedilotildees de extrusatildeo a frio em geral satildeo realizadas
em etapas com operaccedilotildees de tratamento teacutermico intermediaacuterias as quais permitem uma maior
flexibilidade para a obtenccedilatildeo de produtos com variados graus de encruamento [14]
Normalmente o accedilo fornecido em bobinas jaacute se apresenta no estado coalescido Apoacutes as
operaccedilotildees iniciais para a formaccedilatildeo da geratriz e o tratamento teacutermico intermediaacuterio haacute a
lubrificaccedilatildeo pois a condiccedilatildeo de atrito entre a matriz e o material de trabalho eacute de grande
importacircncia na extrusatildeo da peccedila O lubrificante deve aceitar altas pressotildees da ordem de 2000
Nmm2 na extrusatildeo do accedilo para minimizar o atrito entre a ferramenta e o material sob
deformaccedilatildeo Os processos de ensaboamento e aplicaccedilatildeo de bissulfeto de molibdecircnio satildeo
largamente utilizados em geratrizes obtidas em prensas de muacuteltiplos estaacutegios mecacircnicas ou
hidraacuteulicas
Quando comparado a outros processos a extrusatildeo a frio apresenta as seguintes vantagens
[15]
Grande economia de mateacuteria-prima
Possibilidade de produzir peccedilas de geometria complexa com tempo reduzido de processo
(figura 3)
Grande precisatildeo de medidas e geometrias com elevada qualidade superficial
Melhoria das caracteriacutesticas mecacircnicas das peccedilas extrudadas a frio mediante
aproveitamento do aumento de dureza e do fibramento mecacircnico favoraacutevel
Figura 3 ndash Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio [16]
28
22 FERRAMENTA PARA EXTRUSAtildeO A FRIO
As ferramentas de extrusatildeo a frio satildeo normalmente compostas por punccedilotildees responsaacuteveis
pela compressatildeo da mateacuteria-prima matrizes superior e inferior e aneacuteis de cintamento os quais
tecircm papel importante no controle das dimensotildees do extrudado e na vida uacutetil da matriz As
figuras 4a e 4b ilustram dois exemplos de conjuntos de ferramentais utilizados sejam eles em
prensas hidraacuteulicas ou excecircntricas
a) b)
Figura 4 ndash Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior
b) Sistema de extraccedilatildeo inferior [13]
A estrutura tiacutepica das ferramentas de extrusatildeo a frio considera aleacutem das matrizes que
proporcionam a geometria final da peccedila punccedilotildees extratores e aneacuteis de cintamento Os aneacuteis de
cintamento satildeo responsaacuteveis pelo preacute-tensionamento da ferramenta onde a mesma eacute colocada
em estado de tensotildees compressivas com o objetivo de reduzir o ponto de tensatildeo maacutexima apoacutes
a aplicaccedilatildeo dos esforccedilos de extrusatildeo Estes componentes satildeo fabricados em accedilos raacutepido accedilos-
ferramenta agrave diferentes durezas ou mesmo metal-duro
221 Punccedilotildees
Os punccedilotildees podem ser divididos em dois grupos principais
a) punccedilotildees simples ndash tecircm a funccedilatildeo de pressionar o material em direccedilatildeo agraves paredes da matriz
O criteacuterio fundamental para escolha de materiais para este tipo de punccedilatildeo eacute a alta resistecircncia agrave
compressatildeo Accedilos como D2 Vanadis 4 e S290 da Bohler-Uddeholm satildeo indicados
29
b) punccedilotildees de recalque - aleacutem de comprimir o material em direccedilatildeo agrave matriz inferior tambeacutem
tecircm a funccedilatildeo de conformar a cabeccedila do extrudado Os materiais destes punccedilotildees devem aleacutem
de apresentar alta resistecircncia agrave compressatildeo possuir grande resistecircncia ao desgaste Accedilos como
K340 K390 M2 S390 (Bohler-Uddeholm) e VF 800AT (Villares) satildeo exemplos de aplicaccedilotildees
para esta classe de punccedilatildeo
Punccedilatildeo de furaccedilatildeo eacute o componente que penetra na furaccedilatildeo de uma peccedila ciliacutendrica oca e
fornece a forma agrave parede interna de uma peccedila tubular Este punccedilatildeo estaacute sujeito ao desgaste e agrave
alta solicitaccedilatildeo de compressatildeo portanto o material selecionado para esta ferramenta deve
apresentar alta resistecircncia ao desgaste e elevado limite de escoamento Os accedilos AISI M2 S790
e K360 satildeo largamente utilizados O punccedilatildeo extrator conforma a base da peccedila e geralmente eacute
utilizado tambeacutem para extrair a peccedila para fora da matriz
No caso de punccedilotildees para extrusatildeo a frio deve ser considerado que devido aos esforccedilos a
que estatildeo submetidos a ruptura ocorre com maior frequecircncia quanto maior for a relaccedilatildeo (hz
Oslashinterno) onde hz eacute a profundidade da perfuraccedilatildeo e Oslashinterno o diacircmetro interno Na produccedilatildeo em
seacuterie se deve respeitar para os accedilos a relaccedilatildeo hz Oslashinterno lt 25
A norma VDI 3186 [17] recomenda a seguinte sequecircncia para o dimensionamento de um
punccedilatildeo seja de recalque ou furaccedilatildeo
a) determinaccedilatildeo da pressatildeo conf as normas VDI 3185[18] vols1 2 e 3 e 3138 vol 2 [19]
b) projeto da forma externa e das medidas
c) escolha de um material para ferramenta adequado levando em consideraccedilatildeo a tenacidade
exigida a durabilidade os custos e as possibilidades da produccedilatildeo
A folga entre o punccedilatildeo e a matriz normalmente eacute dimensionada entre 002 e 005 mm para
processos a frio Este paracircmetro tem grande importacircncia pois deve sempre permitir o aumento
do diacircmetro do punccedilatildeo pela deformaccedilatildeo elaacutestica
222 Matrizes
As matrizes de extrusatildeo satildeo as ferramentas responsaacuteveis pela definiccedilatildeo da geometria da
seccedilatildeo transversal do produto extrudado Devido aos esforccedilos de extrusatildeo as matrizes satildeo
submetidas a tensotildees internas elevadas Assim devem ser projetadas e construiacutedas com
materiais que apresentem elevada resistecircncia agrave compressatildeo bem como elevada tenacidade
Os accedilos ferramenta satildeo classificados de acordo com suas caracteriacutesticas metaluacutergicas
principais ou de acordo com sua aplicaccedilatildeo A classificaccedilatildeo do American Iron and Steel Institute
30
(AISI) eacute a mais utilizada pela induacutestria de ferramentaria e tem se mostrado uacutetil para a seleccedilatildeo
do produto Apesar de existirem diversos tipos de accedilos ferramenta normatizados
internacionalmente para inuacutemeras aplicaccedilotildees e solicitaccedilotildees a induacutestria trabalha com uma gama
reduzida de opccedilotildees Satildeo preferidos aqueles que possuem suas propriedades e desempenhos
consagrados ao longo do tempo como por exemplo os accedilos AISI H13 AISI D2 e AISI M2
Contudo fabricantes tecircm sugerido ao mercado ligas de accedilo que trazem benefiacutecios agraves aplicaccedilotildees
tais como CALDIE K340 (Bohler-Uddeholm) e Cryodur 2379 (Schmolz-Bickenbach)
As normas VDI 3176 [20] e VDI 3186 [21] apresentam os criteacuterios para dimensionamento
de matrizes de extrusatildeo
Para o projeto das matrizes devem ser considerados dois aspectos principais
1) A tensatildeo e a forccedila de extrusatildeo exigidas
2) O projeto e a geometria das matrizes e aneacuteis de cintamento
Geralmente as matrizes de extrusatildeo satildeo submetidas a elevadas tensotildees que normalmente
natildeo satildeo suportadas pelos materiais empregados em sua fabricaccedilatildeo Por isso as matrizes satildeo
geralmente preacute-tensionadas atraveacutes do uso de aneacuteis de cintamento de modo a aumentar sua
resistecircncia agrave tensatildeo radial na cavidade da matriz
Aleacutem do uso de aneacuteis de cintamento podem-se adotar variados procedimentos para a
construccedilatildeo das matrizes os quais satildeo mostrados na figura 5
lsquo Figura 5 ndash Formas construtivas para matrizes de extrusatildeo direta [20]
31
223 Estado de tensotildees
No processo de extrusatildeo existe na zona de deformaccedilatildeo um estado triaxial de tensotildees [22]
Na extrusatildeo de peccedilas com simetria axial as trecircs tensotildees principais satildeo
bull Tensatildeo axial σz
bull Tensatildeo radial σr
bull Tensatildeo tangencial σt
Atraveacutes da Teoria Elementar da Plasticidade pode-se avaliar qualitativamente a relaccedilatildeo que
existe entre as tensotildees principais A figura 6 mostra a distribuiccedilatildeo de tensotildees para o caso de
uma extrusatildeo direta de geratriz com furo interno
Figura 6 ndash Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo [22]
Pela Teoria de Escoamento de Tresca pode-se calcular a tensatildeo radial σr que seraacute a tensatildeo
atuante na parede lateral da cavidade da matriz Este valor eacute importante para o caacutelculo dos aneacuteis
de cintamento da ferramenta de extrusatildeo A tensatildeo axial σz eacute calculada em funccedilatildeo da forccedila de
extrusatildeo
224 Aneacuteis de cintamento
A tensatildeo radial resultante na cavidade das matrizes durante a extrusatildeo atinge niacuteveis que
muitas vezes podem ultrapassar o limite elaacutestico dos materiais empregados em sua fabricaccedilatildeo
Pode-se aumentar a capacidade de resistecircncia agraves tensotildees internas dessas matrizes utilizando-se
um anel de cintamento mediante a prensagem a frio do nuacutecleo ou pela dilataccedilatildeo teacutermica do
anel de cintamento Entatildeo eacute exercida uma pressatildeo axial sobre a superfiacutecie de contato que coloca
o nuacutecleo sob preacute-tensotildees tangenciais e radiais
Quando a resistecircncia agrave pressatildeo de uma ferramenta com preacute-tensatildeo simples for insuficiente
pode-se alcanccedilar uma elevaccedilatildeo da resistecircncia com um segundo anel de cintamento sempre se
32
observando que natildeo eacute permitido ultrapassar os limites elaacutesticos do nuacutecleo e dos aneacuteis Um
aspecto de grande importacircncia destacado para o projeto das matrizes refere-se ao
dimensionamento dos aneacuteis de cintamento [21] A resistecircncia do anel de cintamento eacute dada
pelas suas dimensotildees tensatildeo de escoamento e dureza do material Os materiais normalmente
empregados para os aneacuteis devem apresentar boa tenacidade e ductilidade a dureza de utilizaccedilatildeo
deve ser menor que as matrizes responsaacuteveis pela formaccedilatildeo da peccedila proporcionando o
comportamento elaacutestico da ferramenta Quanto mais afastado do nuacutecleo da ferramenta menor
seraacute a dureza do anel O anel dos sistemas simples apresenta uma dureza aproximada de 48
HRC Para os sistemas duplos o anel interno eacute endurecido dentro de uma faixa de 52-54 HRC
e o anel externo na faixa de 46-48 HRC Os accedilos utilizados para a fabricaccedilatildeo dos aneacuteis variam
entre AISI S1 AISI H13 VMO e W360 (Bohler-Uddeholm)
A tabela 2 mostra a recomendaccedilatildeo para a quantidade de aneacuteis a serem aplicados em uma
ferramenta de acordo com a tensatildeo radial na cavidade O esquema da ferramenta eacute mostrado na
figura 7
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo [20]
Tabela 2 ndash Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento [20]
Tensatildeo radial (σr)
Nmm2
Nuacutemero de aneacuteis
requeridos Dd Diacircmetro de montagem
σr lt 1000
1000 lt σr lt 1600
1600 lt σr lt 2200
2200 lt σr
nenhum
um
dois
trecircs
4 a 5
4 a 6
4 a 6
4 a 6
d1=dA D=dA2B
d1=09radic119863 119889 d2=09radic119863 1198891
33
Onde A eacute uma constante calculada pela equaccedilatildeo (1) [23]
A = [12 (1 + 1119861 ) minus 119880]12 eq (1)
sendo 119861 = 119896119891119898119886119905119903119894119911119896119891119888119894119899119905 e 119880 = 120590119903119896119891119898119886119905119903119894119911
A interferecircncia diametral para montagem dos componentes representadas por z1 e z2 eacute dada
pelas equaccedilotildees (2) e (3)
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) eq (2)
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) eq (3)
sendo 119861119888 = 11989611989111988811989411989911990511198961198911198881198941198991199052 e Ac eacute calculado pela equaccedilatildeo (1) em funccedilatildeo de Bc
Deve-se destacar que para cada caso de porta-ferramentas de prensa devido ao uso de
conjuntos padronizados o diacircmetro D poderaacute variar Desta forma os caacutelculos dos demais
diacircmetros de interferecircncia devem ser considerados a partir desta restriccedilatildeo
A geometria das superfiacutecies de contato entre os aneacuteis pode ser ciliacutendrica ou cocircnica Para
grandes interferecircncias prefere-se a forma cocircnica que facilita bastante a montagem da matriz
com os aneacuteis Deve-se verificar especialmente no caso de superfiacutecies cocircnicas que o nuacutecleo natildeo
seja expulso pelas forccedilas de prensagem extraccedilatildeo ou separaccedilatildeo
A figura 8 apresenta o criteacuterio para a escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de
interferecircncia de acordo com a relaccedilatildeo entre o comprimento e o diacircmetro da matriz
225 Dimensionamento de punccedilotildees e matrizes
Devido aos esforccedilos desenvolvidos durante a conformaccedilatildeo a frio de engrenagens
basicamente de extrusatildeo e recalque as ferramentas mais solicitadas satildeo os punccedilotildees e as
matrizes
De um modo geral no projeto dessas ferramentas deve-se considerar
a) as matrizes devem possuir anel de cintamento simples ou muacuteltiplo conforme solicitaccedilatildeo
b) os punccedilotildees devem ser os mais curtos possiacuteveis para evitar flambagem
34
c) na extrusatildeo o punccedilatildeo deve ser cuidadosamente guiado sobre a matriz para evitar
excentricidade
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia [20]
A fim de evitar sobrecargas das ferramentas de extrusatildeo eacute sugerida a pressatildeo real limite para
matrizes e punccedilotildees [24]
a) valores-limite para a tensatildeo radial (σr) na cavidade das matrizes
sem anel de cintamento σr lt 1000 Nmm2
com anel de cintamento simples e nuacutecleo de accedilo σr lt 1600 Nmm2
com anel de cintamento simples e nuacutecleo de metal duro σr lt 1500 Nmm2
com anel de cintamento duplo e nuacutecleo de accedilo σr lt 2200 Nmm2
com anel de cintamento duplo e nuacutecleo de metal duro σr lt 2000 Nmm2
b) valores-limite para a tensatildeo axial (σz) em punccedilotildees de recalque e furaccedilatildeo
punccedilotildees em accedilo-ferramenta σz lt 1800 Nmm2
punccedilotildees para extrusatildeo a frio em accedilo raacutepido altamente ligado σz lt 2500 Nmm2
226 Revestimentos para ferramentas de extrusatildeo
A extrusatildeo direta de perfis de engrenagens envolve grande quantidade de energia de
deformaccedilatildeo devido ao atrito o que provoca um desgaste excessivo nas paredes da cavidade da
matriz Considerando a estabilidade de geometria necessaacuteria para engrenagens automotivas o
desgaste ocorrido em matrizes de extrusatildeo em uma produccedilatildeo seriada pode prejudicar a
funcionalidade do produto em sua aplicaccedilatildeo A soluccedilatildeo utilizada em larga escala para minimizar
35
o desgaste eacute o aumento da dureza superficial atraveacutes da deposiccedilatildeo de filme fino Estes filmes
satildeo formados normalmente por materiais ceracircmicos de alta dureza
Segundo estudos realizados por Vetter (1996) [25] os revestimentos satildeo beneacuteficos natildeo
apenas para diminuir o desgaste de ferramentas mas tambeacutem melhorar a qualidade superficial
do produto extrudado aumentar a produtividade e diminuir o uso de lubrificantes
Os filmes mais utilizados em ferramentas de extrusatildeo a frio satildeo aplicados pelo meacutetodo de
deposiccedilatildeo fiacutesica de vapor (PVD - Physical Vapor Deposition) A aplicaccedilatildeo de revestimentos
por este meacutetodo eacute realizada a temperaturas na faixa de 250degC a 500degC permitindo que os
substratos natildeo percam suas propriedades mecacircnicas devido a um alto aquecimento O processo
PVD consiste em evaporar o material soacutelido por aquecimento atraveacutes de feixe de eleacutetrons ou
por iacuteons positivos e depositaacute-lo no substrato [26]
A maioria dos revestimentos aplicados por PVD eacute formada por DLC (Diamond Like
Carbon) nitretos (ex TiN CrN TiNAl) carbetos (ex TiC CrC) oacutexidos (ex alumina) ou
ainda uma combinaccedilatildeo destes como o TiCNAl A espessura de deposiccedilatildeo do filme varia entre
4 μm e 6 μm O revestimento utilizado nas ferramentas envolvidas neste trabalho tem o nome
comercial de Advanced Alcrona fornecido pela Oerlikon Balzers
A camada Advanced significa uma base obtida por nitretaccedilatildeo gasosa a qual aumenta a
dureza de superfiacutecie e sua resistecircncia agrave compressatildeo O revestimento Alcrona PRO fornece alta
estabilidade teacutermica proteccedilatildeo contra o desgaste abrasivo e alta dureza [27]
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO
A forccedila de extrusatildeo direta ou indireta eacute calculada pela equaccedilatildeo (4) 119865 = 1198600119896119891119898120593120578119865 eq (4)
O fator de rendimento (120578119865) varia entre 04 para geometrias mais complexas com pequenas
deformaccedilotildees e 07 para geometrias simples com grandes deformaccedilotildees [28]
Para casos em que a matriz apresenta acircngulos de transiccedilatildeo entre geometrias que facilitam o
escoamento a forccedila de extrusatildeo pode ser calculada pela equaccedilatildeo (5) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (5)
A expressatildeo final apoacutes o sinal de adiccedilatildeo da equaccedilatildeo (5) representa a forccedila de atrito entre o
material extrudado e a parede da matriz
36
O trabalho de extrusatildeo eacute dado pelas equaccedilotildees (6) e (7)
119879119903 = 119865 119878119882 eq (6)
Onde SW = h0 - hk eq (7)
231 Aumento de temperatura por trabalho de extrusatildeo
Durante a extrusatildeo ocorre a transformaccedilatildeo do trabalho de extrusatildeo em aumento de
temperatura Esse aumento de temperatura devido ao trabalho de extrusatildeo (120599119862) eacute calculado pela
equaccedilatildeo (8) 120599119862 = 119896119891120593119888119872 120588 119886 eq (8)
onde a eacute a parcela de energia transformada em calor
Pela teoria da definiccedilatildeo desta expressatildeo a perda na distorccedilatildeo da rede cristalina devido agrave
austenita retida e natildeo transformada em calor eacute de 10 [22]
24 O ATRITO NA EXTRUSAtildeO A FRIO
Nas uacuteltimas deacutecadas uma explicaccedilatildeo fiacutesica para o comportamento do atrito foi definida
como ldquoTeoria Adesivardquo Esta teoria define que a aacuterea de contato verdadeira eacute uma pequena
parcela da aacuterea de contato aparente A aacuterea de contato verdadeira eacute formada pela rugosidade
desta forma com o aumento das forccedilas de extrusatildeo maior eacute a contribuiccedilatildeo da rugosidade no
contato entre superfiacutecies [29] Em operaccedilotildees de extrusatildeo o atrito tem grande influecircncia devido
ao seu efeito sobre as forccedilas de conformaccedilatildeo mecacircnica (ou energia) e escoamento de material
na cavidade da matriz assim como a qualidade do produto e a vida uacutetil da ferramenta A
precisatildeo dos modelos de atrito eacute ainda desconhecida e torna complexa a definiccedilatildeo de um modelo
uacutenico que inclua todos os paracircmetros de deformaccedilatildeo para todas as operaccedilotildees de conformaccedilatildeo
mecacircnica Erinosho e Akinlabi (2016) [30] estudaram o efeito do atrito na aacuterea de contato
deformada durante operaccedilotildees de conformaccedilatildeo
O atrito eacute um dos paracircmetros mais significativos a serem considerados na extrusatildeo direta
devido ao escoamento de material ocorrer ao longo da cavidade da matriz entatildeo a contribuiccedilatildeo
da energia necessaacuteria ao esforccedilo final pode ser alta Domiacutenguez e Claver (2015) [31]
conduziram estudos por simulaccedilatildeo numeacuterica com o software DEFORM para investigar os
efeitos do atrito no processo de extrusatildeo direta utilizando o accedilo AISI 1010 A figura 9 mostra a
geometria da geratriz e matriz de extrusatildeo utilizados na simulaccedilatildeo numeacuterica computacional
37
Figura 9 ndash Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional [31]
O atrito tem efeito importante sobre os esforccedilos resultantes na extrusatildeo direta A forccedila devido
ao atrito resultante do processo de extrusatildeo eacute obtida pela equaccedilatildeo (9)
Ff = Fc + Fd eq (9)
Quando a geratriz eacute pressionada ao longo da cavidade da matriz na extrusatildeo direta a forccedila
de extrusatildeo eacute diretamente relacionada agrave forccedila devido ao atrito entre as paredes da cavidade da
matriz superior e a geratriz (Fc) e entre a matriz de extrusatildeo e a geratriz (Fd)
Para avaliar esta influecircncia duas condiccedilotildees extremas foram consideradas na simulaccedilatildeo
computacional o fator de atrito maacuteximo (m = 1) e a condiccedilatildeo de atrito ausente (m = 0) Assim
com as forccedilas de extrusatildeo resultantes das duas situaccedilotildees limite o efeito da forccedila devido ao atrito
pocircde ser obtido e analisado Na figura 10 o efeito da forccedila devido ao atrito eacute representado pelo
caacutelculo da diferenccedila entre as forccedilas resultantes das duas condiccedilotildees limites para a extrusatildeo direta
Figura 10 ndash Forccedila devido ao fator de
atrito (m) na extrusatildeo direta [31]
38
A teoria de Amontons-Coulomb eacute aplicada para o caacutelculo da tensatildeo de cisalhamento (τ)
entre a geratriz e as paredes da matriz nos processos de extrusatildeo [32] A lei do atrito de Coulomb
utiliza o coeficiente de atrito (μ) para quantificar a interface de atrito e eacute expressa pela equaccedilatildeo
(10) 120591 = 120583 119875 para 0le 120583 le0577 eq (10)
onde P eacute a tensatildeo normal de contato entre as superfiacutecies
A tabela 3 mostra valores referenciais de atrito para a extrusatildeo direta
Tabela 3 ndash Valores referenciais para o coeficiente de atrito micro [33]
Descriccedilatildeo do processo Extrusatildeo direta
Peccedilas maciccedilas Peccedilas com furaccedilatildeo
Coeficiente de atrito (micro) 004 a 008 01 a 0125
Neste trabalho o valor utilizado para o coeficiente de atrito para o caacutelculo da forccedila de
extrusatildeo foi 01
A teoria da adesatildeo determina que a tensatildeo de cisalhamento maacutexima na interface de contato
entre o material e a matriz eacute a tensatildeo limite de elasticidade do material em cisalhamento puro
[34] Contudo nos processos de extrusatildeo em geral a tensatildeo normal de contato entre o material
e a ferramenta pode superar este valor Entatildeo uma vez atingida a tensatildeo de escoamento em
cisalhamento do material um aumento no valor da tensatildeo normal implica em diminuiccedilatildeo do
atrito Neste caso em que altas tensotildees de contato estatildeo envolvidas o atrito deve ser expresso
pela equaccedilatildeo (11) 119898 = 120591119896 para 0 le 119898 le 1 eq (11)
onde m eacute o fator de atrito e k eacute a tensatildeo limite de elasticidade em cisalhamento puro
Esta forma eacute conhecida como Lei de Prandtl e determina que a tensatildeo de cisalhamento devida
ao atrito eacute independente da tensatildeo de contato entre as superfiacutecies A Lei de Prandtl deve ser
aplicada sempre que as tensotildees de contato sejam elevadas onde o coeficiente de atrito μ deixa
de ter significado fiacutesico
Na extrusatildeo a frio de engrenagens a forccedila devido ao atrito tem alto impacto no aumento das
tensotildees resultantes do ciclo de conformaccedilatildeo do material No desenvolvimento desta tese as
engrenagens analisadas sofrem uma reduccedilatildeo de aacuterea superior agrave 40 o que envolve altas tensotildees
de contato entre a geratriz e as paredes da matriz Desta forma a Lei de Prandtl seraacute adotada
para as anaacutelises de simulaccedilatildeo por elementos finitos onde o fator de atrito seraacute considerado
39
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE
EXTRUSAtildeO A FRIO
O conceito de cintamento das matrizes eacute reconhecido na induacutestria da conformaccedilatildeo e deve
ser entendido neste contexto como tensotildees compressivas (tipicamente radiais) sendo aplicadas
nas ferramentas O objetivo do cintamento das matrizes eacute reduzir o niacutevel de tensotildees criacuteticas as
quais a ferramenta sofreraacute sob o impacto de profundos esforccedilos Quanto mais eficiente o
cintamento mais a matriz seraacute colocada em um estado de tensotildees compressivas como ilustrado
na figura 11
Sendo
a) Tensotildees compressivas nulas onde natildeo haacute preacute-tensionamento da matriz Matrizes
monobloco satildeo um exemplo
b) Moderadas onde haacute a preacute-tensionamento Matrizes com um anel de cintamento podem
ser citadas
c) Alto estado de tensotildees compressivas atraveacutes de alto niacutevel de preacute-tensionamento Neste
caso dois ou mais aneacuteis de cintamento com interferecircncias rigorosas de montagem e materiais
de alta resistecircncia satildeo utilizados
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo [35]
A importacircncia do cintamento aumenta com a carga da ferramenta Quanto maior a carga de
conformaccedilatildeo maiores satildeo os niacuteveis de tensotildees na ferramenta Haacute uma tendecircncia geral em
relaccedilatildeo agraves altas cargas de conformaccedilatildeo nas matrizes de extrusatildeo as quais satildeo uma consequecircncia
derivada do alto grau de acabamento deste processo surgimento de materiais de baixa
conformabilidade alta velocidade de deformaccedilatildeo das peccedilas entre outros Consequentemente
a importacircncia do cintamento de matrizes tem crescido na induacutestria da conformaccedilatildeo mecacircnica
Para uma melhor definiccedilatildeo do cintamento tambeacutem entendido como preacute-tensionamento de
matrizes eacute necessaacuterio verificar o comportamento tensatildeodeformaccedilatildeo da matriz Esta definiccedilatildeo
considera o ciclo completo de carga da matriz de extrusatildeo inclusive o intervalo de tensotildees e
40
seu movimento fiacutesico ou comportamento de deformaccedilatildeo Como visto na figura 12 o ponto de
repouso da matriz de extrusatildeo seraacute a partir de um determinado niacutevel de tensotildees compressivas
o qual eacute definido pela interferecircncia de montagem Quanto maior o niacutevel de preacute-tensionamento
maior a tensatildeo compressiva resultante na matriz Durante o processo de extrusatildeo da peccedila a
matriz eacute tensionada e vai de um estado compressivo de tensotildees ateacute tensotildees de traccedilatildeo O ponto
final do ciclo de extrusatildeo determina o pico maacuteximo de tensotildees pelos quais a matriz passaraacute
durante o processo Apoacutes o maacuteximo estado de tensotildees natildeo haacute cargas sobre a matriz e ela
retorna ao seu estado inicial de preacute-tensionamento A distacircncia entre o ponto de preacute-
tensionamento e o maacuteximo estado de tensotildees determina o intervalo total de tensotildees Quanto
maiores os esforccedilos de extrusatildeo maior o intervalo total de tensotildees
Figura 12 ndash Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo [35]
Simultaneamente com a compressatildeo dos aneacuteis de cintamento a matriz tambeacutem passa por
contraccedilatildeo fiacutesica Quanto maior o preacute-tensionamento maior a contraccedilatildeo da matriz de extrusatildeo
Entretanto a habilidade de comprimir a matriz eacute determinada pelas propriedades do material
da matriz e os demais componentes da ferramenta Sistemas de ferramentas com alta rigidez
defletem menos que sistemas a base de accedilos convencionais Como exemplo o moacutedulo de
Young (E) de uma matriz de WC-Co conhecida como metal duro eacute aproximadamente 22
maior que uma matriz de accedilo sendo respectivamente 460 GPa e 215 GPa Consequentemente
a matriz de WC-Co iraacute defletir em meacutedia 40 menos que uma matriz de accedilo com as mesmas
dimensotildees e cavidade Quanto menor o intervalo de deformaccedilatildeo menor o intervalo de tensotildees
devido agrave reduzida expansatildeo da matriz durante o processo de extrusatildeo
A vida uacutetil de uma matriz ou seja o nuacutemero de ciclos de extrusatildeo ateacute a sua falha por ruptura
depende da interaccedilatildeo entre a forccedila sobre a ferramenta e a sua capacidade de resistecircncia agrave carga
A forccedila sobre matrizes de extrusatildeo eacute determinada pelo nuacutemero de interaccedilotildees entre paracircmetros
41
tais como tipo de processo de extrusatildeo lubrificaccedilatildeo temperatura propriedades do material da
geratriz perfil da geratriz geometria do extrudado e estaacutegios de conformaccedilatildeo A figura 13
representa uma matriz de extrusatildeo de engrenagem montada com um anel de cintamento
Figura 13 ndash Matriz de extrusatildeo com um anel de cintamento Fonte Do autor
A tarefa de todo o projetista de extrudados eacute manter a carga sobre a ferramenta de extrusatildeo
em um niacutevel moderado de forma a obter um bom desempenho de processo incluindo alta e
previsiacutevel vida uacutetil das ferramentas de extrusatildeo O preacute-tensionamento eacute um paracircmetro de
desenvolvimento efetivo para conseguir sistemas de ferramentas de alto desempenho sendo
que este paracircmetro influencia diretamente o comportamento tensatildeodeformaccedilatildeo da matriz de
extrusatildeo O preacute-tensionamento oacutetimo da matriz pode ser atingido no equiliacutebrio entre a rigidez
da mesma e os demais componentes da ferramenta bem como o correto niacutevel de interferecircncia
Em linhas gerais quanto menores as tensotildees de traccedilatildeo sob o ponto maacuteximo da carga de
processo menor seraacute o comportamento de deformaccedilatildeo da matriz de extrusatildeo e melhor seraacute a
condiccedilatildeo de alto desempenho da ferramenta Aleacutem disso sistemas de ferramentas de alta rigidez
reduzem consideravelmente a variaccedilatildeo dimensional da matriz com o objetivo de melhorar a
precisatildeo da peccedila extrudada e reduzir desvios dimensionais
A figura 14 e ilustra as principais caracteriacutesticas da natureza complexa de ferramentas de
extrusatildeo de alta performance
42
Figura 14 ndash Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo [16]
Em princiacutepio o preacute-tensionamento pode ser realizado por dois meacutetodos geneacutericos como
mostrado na figura 15 O meacutetodo mais comumente usado eacute o que considera o aquecimento dos
aneacuteis externos agrave matriz onde o anel de cintamento eacute expandido (por exemplo agrave 400ordmC) e
montado na matriz de extrusatildeo O preacute-tensionamento eacute entatildeo o efeito resultante de
encolhimento do anel de cintamento apoacutes seu resfriamento e consequente fechamento sobre a
superfiacutecie externa da matriz de extrusatildeo Este meacutetodo eacute largamente utilizado na induacutestria de
conformaccedilatildeo sendo limitado pelo coeficiente de expansatildeo bem como a tensatildeo de escoamento
do material aplicado no anel de cintamento
O outro meacutetodo eacute o preacute-tensionamento por compressatildeo a frio onde a matriz de extrusatildeo eacute
inserida no anel de cintamento com o auxiacutelio de uma prensa de montagem A principal limitaccedilatildeo
da montagem por compressatildeo a frio eacute a tensatildeo de escoamento dos materiais da matriz de
extrusatildeo e o anel de cintamento A utilizaccedilatildeo de lubrificantes nas interfaces dos aneacuteis de
cintamento e matrizes eacute importante para a integridade dos componentes da ferramenta
Figura 15 ndash Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) [36]
43
O comportamento tensatildeodeformaccedilatildeo do sistema da ferramenta pode ser influenciado pelo
aumento da massa e mais efetivamente pela alteraccedilatildeo das propriedades dos materiais do
sistema da ferramenta O uso de WC-Co para a matriz de extrusatildeo eacute a forma mais efetiva de
aumentar a rigidez global do sistema da ferramenta devido ao alto ponto do moacutedulo de Young
Uma abordagem alternativa para obter ferramentas de extrusatildeo de alta rigidez seria integrar
materiais com WC-Co como parte do sistema de preacute-tensionamento por exemplo fabricar o
anel interno do sistema duplo de aneacuteis com este material
O sistema de preacute-tensionamento de matrizes por enrolamento de tiras de accedilo desenvolvido
pela empresa STRECON faz uso desta estrateacutegia Aleacutem da utilizaccedilatildeo de aneacuteis de cintamento
com moacutedulo de Young elevado a teacutecnica consiste em ldquoenrolarrdquo tiras de accedilo de 01 mm de
espessura sobre o nuacutecleo da ferramenta colocando-o sobre profundo estado de tensotildees
compressivas As tiras de accedilo mantecircm o comportamento elaacutestico ateacute tensotildees de 2000 Nmm2
As interferecircncias de montagem satildeo superiores agraves utilizadas em aneacuteis de cintamento
convencionais sendo de 07 a 11 [37] A figura 16 ilustra a estrutura do sistema por
enrolamento de tiras STRECON
Figura 16 ndash Representaccedilatildeo de ferramenta montada com sistema STRECON [38]
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO
Accedilos ao boro satildeo largamente utilizados em componentes de alta resistecircncia A presenccedila de
pequenos teores de boro em accedilos com 02 a 04 de carbono permite obter uma temperabilidade
meacutedia ideal para obtenccedilatildeo dos valores necessaacuterios de dureza e resistecircncia apoacutes tecircmpera
principalmente em peccedilas de pequena seccedilatildeo O boro eacute adicionado aos accedilos em pequenas
quantidades (ppm) para aumentar a sua conformabilidade e temperabilidade evitando a
nucleaccedilatildeo da ferrita atraveacutes de sua segregaccedilatildeo nos contornos de gratildeo da austenita Embora
exista uma incerteza enquanto ao teor ideal de boro sobre a efetividade na temperabilidade
pode se dizer que este valor estaacute entre 10 e 30 ppm sendo o teor oacutetimo entre 15 e 20 ppm
Anel de cintamento interno Matriz de extrusatildeo
Tiras de accedilo Anel de cintamento
externo
44
Dentre os accedilos utilizados na fabricaccedilatildeo de elementos de fixaccedilatildeo e engrenagens o SAE
10B22 o qual eacute utilizado no desenvolvimento desta tese tem grande aplicaccedilatildeo substituindo
accedilos de meacutedio carbono ou os convencionais baixa liga como o SAE 5135 Sua composiccedilatildeo
quiacutemica contendo boro e um teor consideraacutevel de manganecircs atribui a esta liga boa
temperabilidade e excelente resposta agrave processos termoquiacutemicos como cementaccedilatildeo e
carbonitretaccedilatildeo combinando desta forma as propriedades de dureza e resistecircncia ao desgaste
com tenacidade e ductilidade [39]
Resultados de ensaios mecacircnicos para um accedilo ABNT 1020 com teores de boro na condiccedilatildeo
de laminado a quente demonstram que as propriedades mecacircnicas natildeo sofreram alteraccedilatildeo
significativa com exceccedilatildeo do limite de escoamento que diminui cerca de 4 em relaccedilatildeo ao
accedilo sem boro A diminuiccedilatildeo do limite de escoamento juntamente com a natildeo alteraccedilatildeo
significativa das outras propriedades sugere usos especiacuteficos para esses accedilos devido a sua maior
fase plaacutestica como por exemplo para peccedilas que necessitam de extrusatildeo a frio [40]
O SAE 10B22 estaacute entre os accedilos baixo carbono utilizados para extrusatildeo a frio e com
elementos liga para cementaccedilatildeo Este accedilo eacute amplamente utilizado na extrusatildeo a frio para a
produccedilatildeo de engrenagens eixos parafusos e demais peccedilas onde haacute exigecircncia de dureza
superficial obtida pelo processo de cementaccedilatildeo ou carbonitretaccedilatildeo As curvas de escoamento
verdadeiras do SAE 10B22 foram simuladas pelo software JMatPro o qual tem a capacidade
de calcular uma variedade de propriedades de materiais de ligas metaacutelicas [41] As curvas foram
simuladas nas temperaturas 20degC 100degC 200degC e 300degC e velocidades de deformaccedilatildeo 001 s-
1 1 s-1 e 10 s-1 Satildeo mostradas nas figuras 17 18 e 19 A tabela 4 informa a composiccedilatildeo quiacutemica
utilizada como dado de entrada para a geraccedilatildeo dos resultados Os valores calculados pelo
software de acordo com a sua composiccedilatildeo quiacutemica informada ANEXOS A B e C foram
utilizados para traccedilar as curvas
Considerando a temperatura de 20degC a simulaccedilatildeo das curvas revela tensotildees de escoamento
de 1701 Nmm2 1905 Nmm2 e 2012 Nmm2 para as respectivas velocidades de deformaccedilatildeo
001 s-1 1 s-1 e 10 s-1 quando a deformaccedilatildeo verdadeira eacute igual agrave zero
Tabela 4 ndash Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro [41]
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 0232 0893 0242 0180 008 0042 00059 0233 00015 0008 0020
45
Figura 17 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1
Fonte JMatPro [41]
Figura 18 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1 Fonte JMatPro [41]
00
1000
2000
3000
4000
5000
6000
7000
00
020
040
060
080
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
460
480
500
600
70
Ten
satildeo
de
esco
amen
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
00
1000
2000
3000
4000
5000
6000
7000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
man
ento
(k
f) [
Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
46
Figura 19 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro [41]
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS
Neste capiacutetulo seraacute abordada a forma em que os requisitos sobre a geometria das engrenagens
devem ser especificados e o entendimento dos meacutetodos utilizados para controlar a geometria
das engrenagens Seraacute dada ecircnfase agrave norma ISO 1328 partes 1 e 2 [42] [43] a qual eacute comumente
utilizada para classificaccedilatildeo de engrenagens
271 Normas para especificaccedilatildeo de engrenagens
As normas especiacuteficas para o controle de toleracircncias geomeacutetricas de engrenagens satildeo
publicadas pelos mais diversos sistemas de normas segundo a competitividade no mercado
para este tipo de aplicaccedilatildeo Eacute o cliente que opta pela norma que melhor atende as suas
necessidades encontrando a sua disposiccedilatildeo uma seacuterie de documentos que tratam do assunto
dentre estes se podem citar ISO AGMA DIN JIS BSI ABNT e outras No Brasil as normas
da ABNT em alguns aspectos como definiccedilotildees de partes funcionais e paracircmetros geomeacutetricos
se assemelham agrave ISO 1328 o que jaacute natildeo ocorre com as normas AGMA por esta apresentar uma
estrutura simboacutelica proacutepria que em muito se diferencia da ISO e ABNT
Na tabela 5 haacute uma seleccedilatildeo das mais importantes normas utilizadas sendo que suas
principais diferenccedilas se referem
00
1000
2000
3000
4000
5000
6000
7000
8000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
amen
to (
kf)
[Nm
m2]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
47
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos [44]
NORMA ASSUNTO
ISO 1328 ndash 1 e 2 (20131997) Engrenagens Ciliacutendricas ndash Sistema de
precisatildeo ISO
AGMA ndash 2000-A88 (1988) Manual de Inspeccedilatildeo e Classificaccedilatildeo de
Engrenagens
DIN - 3962 (1978) Toleracircncias para Dentes de Engrenagens
Ciliacutendricas
JIS - B 1702 (1976) Precisatildeo para Engrenagens Retas e
Helicoidais
BSI - BS 436 (1986) Engrenagens Retas e Helicoidais ndash Forma
baacutesica Passo e Precisatildeo
ABNT - NBR10095 (1989) Engrenagem Ciliacutendrica de Evolvente ndash
Precisatildeo Dimensional
272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328
A ISO 1328 trata das toleracircncias geomeacutetricas de engrenagens ciliacutendricas de dentes retos
fornecendo limites para os principais paracircmetros caracteriacutesticos da geometria das engrenagens
a serem controladas e delimita para cada tipo de aplicaccedilatildeo os erros maacuteximos permissiacuteveis Esta
norma tambeacutem trata dos desvios das engrenagens associados aos paracircmetros caracteriacutesticos
tomados isoladamente e dos desvios das engrenagens do ponto de vista funcional ou seja
avalia conjuntamente todos os desvios isolados eventualmente existentes nas superfiacutecies das
engrenagens
Duas satildeo as vantagens da referida norma uma eacute a sua associaccedilatildeo com materiais didaacuteticos de
grande reconhecimento neste campo de atuaccedilatildeo [45] [46] o que a torna de faacutecil compreensatildeo e
menos propensa a erros de interpretaccedilatildeo e a outra eacute que seu conteuacutedo estaacute de acordo com o
Sistema Internacional de Unidades [47] que eacute o sistema oficialmente reconhecido no Brasil
A norma cita paracircmetros caracteriacutesticos os quais satildeo elementos de controle da geometria das
engrenagens Devido a fenocircmenos de fabricaccedilatildeo que posteriormente seratildeo detalhados as
superfiacutecies das engrenagens sofrem variaccedilotildees em relaccedilatildeo a sua geometria considerada ideal
Estes desvios de acordo com as suas dimensotildees tornam-se de difiacutecil identificaccedilatildeo e
comprometem a funcionalidade do conjunto coroapinhatildeo
273 Desvios isolados
Os desvios isolados satildeo as variaccedilotildees dos paracircmetros caracteriacutesticos geomeacutetricos que ocorrem
na superfiacutecie das engrenagens Suas principais causas satildeo
48
forma defeituosa do perfil da matriz de extrusatildeo
deficiente lubrificaccedilatildeo durante o processo de extrusatildeo
uso de matrizes com cavidades danificadas ou desgastadas
vibraccedilatildeo excessiva das prensas de extrusatildeo
deformaccedilotildees elaacutesticas das ferramentas de extrusatildeo durante o processo
274 Desvios de passo individual (fpt) acumulado (fpk) e total (Fp)
O desvio de passo individual representado por fpt na figura 20 corresponde a diferenccedila
algeacutebrica entre o passo medido e o correspondente passo teoacuterico de um setor que abranja uma
determinada quantidade inteira de passos (K) Devido agrave facilidade utiliza-se o flanco dos dentes
como referecircncia para a mediccedilatildeo O passo primitivo eacute o comumente avaliado e eacute medido sobre
a circunferecircncia primitiva [48] Pela ISO 1328-1 o passo tambeacutem pode ser medido sobre uma
circunferecircncia de referecircncia que passa pela altura meacutedia dos dentes ou seja o ponto meacutedio
entre o topo e a raiz do dente
O setor avaliado natildeo deve ser maior que 18 da circunferecircncia de referecircncia ou seja 2leKle
Z8 onde Z eacute o nuacutemero de dentes De outra forma o desvio de passo acumulado pode ser
entendido como a soma algeacutebrica dos passos individuais no setor avaliado
O desvio de passo total (Fp) que corresponde ao maacuteximo valor do desvio de passo
acumulado (fpk) de qualquer setor de circunferecircncia em relaccedilatildeo a um determinado flanco de
dente
Figura 20 ndash Desvios de passo das engrenagens [42]
275 Desvios de perfil (Fα ffα fHα)
Na figura 21 o desvio de perfil corresponde ao afastamento do perfil evolvente real obtido
do processo de fabricaccedilatildeo do perfil ideal gerado a partir da respectiva circunferecircncia de bases
49
[49] As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer no ponto meacutedio do comprimento
total do dente
O desvio de perfil eacute caracterizado por trecircs paracircmetros desvio total de perfil (Fα) desvio de
forma de perfil (ffα) e desvio angular de perfil (fHα) Na figura 22 tem-se uma representaccedilatildeo
graacutefica destes desvios A linha sinuosa corresponde ao perfil real detectado pelo sistema de
mediccedilatildeo
Figura 21 ndash Desvio de perfil [42]
No graacutefico de desvio de forma de perfil verifica-se o quanto o perfil real atinge seus limites
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular de
perfil o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico Por
uacuteltimo quando se busca apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama de
desvio total de perfil que possui intrinsecamente os dois resultados anteriores sendo mais
conservativo
Figura 22 ndash Desvios de perfil segundo ISO 1328-1 [42]
50
276 Desvios de linha de flanco (Fβ ffβ fHβ)
A figura 23 mostra o desvio de flanco corresponde ao afastamento do flanco do dente obtido
no processo de fabricaccedilatildeo do flanco resultante da extrusatildeo do perfil evolvente ideal no sentido
axial da engrenagem As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer na altura da
circunferecircncia de referecircncia e no sentido axial
Figura 23 ndash Desvio de linha de flanco [42]
Da mesma forma que o desvio de perfil o desvio da linha de flanco eacute caracterizado por trecircs
paracircmetros desvio total da linha de flanco (Fβ) desvio de forma da linha de flanco (ffβ) e desvio
angular da linha de flanco (fHβ) figura 24 respectivamente A linha sinuosa corresponde ao
flanco real detectado pelo sistema de mediccedilatildeo na altura da circunferecircncia de referecircncia
Figura 24 ndash Desvios da linha de flanco segundo ISO 1328-1 [42]
A interpretaccedilatildeo do desvio da linha de flanco eacute similar ao desvio de perfil Assim do graacutefico
de desvio de forma da linha de flanco verifica-se o quanto o flanco real atinge seus limites
51
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular da
linha de flanco o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico
Por uacuteltimo ao ser necessaacuteria apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama
de desvio total da linha de flanco que possui intrinsecamente os dois resultados anteriores e eacute
mais conservativo
277 Batimento radial (Fr)
O batimento radial (Fr) eacute a maior variaccedilatildeo da distacircncia em relaccedilatildeo ao eixo de giro da
engrenagem de uma esfera ou cone colocado sequencialmente entre os vatildeos da engrenagem
estabelecendo um contato com os flancos dos dentes adjacentes Corresponde a amplitude total
da variaccedilatildeo lida no sistema de mediccedilatildeo quando da verificaccedilatildeo do erro de concentricidade Se
natildeo houvesse irregularidades no dente da engrenagem o batimento radial seria igual ao dobro
do erro de concentricidade (caso existisse) ou seja o erro total de giro [50]
Segundo a norma 1328-2 [43] o batimento radial corresponde agrave amplitude maacutexima dos
desvios individuais (erro detectado em cada vatildeo de dente) figura 25 Verifica-se que os erros
estatildeo distribuiacutedos em torno de uma senoacuteide cuja amplitude corresponde a duas vezes o erro de
concentricidade
Figura 25 ndash Batimento radial [43]
278 Graus de qualidade
Os graus de qualidade variam para cada sistema de norma Na ISO 1328 exceto pelo desvio
composto radial que possui 9 graus de qualidade (4 eacute o grau mais exigente e 12 eacute o menos
exigente) os demais paracircmetros caracteriacutesticos possuem 13 graus de qualidade (0 eacute o grau mais
exigente e 12 eacute o menos exigente) [51]
52
Para classificaccedilatildeo de uma engrenagem com relaccedilatildeo ao seu grau de qualidade alguns
paracircmetros de projeto satildeo considerados pela norma ISO 1328 sendo entre eles o diacircmetro de
referecircncia e o moacutedulo Definidos esses paracircmetros de projeto para cada um dos paracircmetros
caracteriacutesticos jaacute mencionados pode-se estabelecer uma toleracircncia cujo valor dependeraacute do
grau de qualidade selecionado e vice-versa estabelecendo-se a toleracircncia necessaacuteria e obtendo-
se o grau de qualidade Na tabela 6 tem-se um exemplo do grau de qualidade para o desvio
total de perfil (Fα) Para efeito de construccedilatildeo da tabela considerando-se um grau de qualidade
igual a 5 os valores das toleracircncias satildeo determinados empiricamente e aplicados na equaccedilatildeo
(12)
119865prop = 32radic119898119896 + 022radicempty119901 + 07 eq (12)
Os valores de toleracircncias superiores por exemplo para o grau 6 satildeo obtidos a partir da
toleracircncia de grau 5 multiplicado por radic2 as toleracircncias do grau 7 satildeo obtidos a partir das
toleracircncias do grau 6 multiplicado radic2 e assim sucessivamente ateacute o grau 12 Para os valores
inferiores ao grau de qualidade 5 utiliza-se o mesmo raciociacutenio exceto pelo fato de se dividir
cada resultado de toleracircncia por radic2 Assim conclui-se que para melhorar um grau de qualidade
de uma engrenagem basta dividir por radic2 a toleracircncia do determinado grau de qualidade em
questatildeo por quantas vezes se quer melhorar a qualidade do item
Tabela 6 ndash Grau de qualidade para desvio de perfil [43]
Diacircmetro
primitivo
Oslashp (mm)
Moacutedulo
(N)
Grau de qualidade (Q)
0 1 2 3 4 5 6 7 8 9 10 11 12
Fα (μm)
5le Oslashp le20 05leNle2 08 11 16 23 32 46 65 90 130 180 260 370 520
2leNle35 12 17 23 33 47 65 95 130 190 260 370 530 750
20leOslashple50
05leNle2 09 13 18 26 36 50 75 100 150 210 290 410 580
2leNle35 13 18 25 36 50 70 100 140 200 290 400 570 810
35leNle6 16 22 31 44 60 90 120 180 250 350 500 700 990
6leNle10 19 27 38 55 75 110 150 220 310 430 610 870 1230
Ao se tratar da metrologia de engrenagem torna-se agraves vezes muito difiacutecil entender o que
se estaacute medindo caso natildeo se conheccedila o seu processo fiacutesico Tratar os resultados de um relatoacuterio
de um determinado paracircmetro geomeacutetrico apenas como valor numeacuterico com certeza natildeo agrega
valor para melhoria do processo Por exemplo ao se determinar o batimento radial e este
apresentar um valor elevado pode conduzir o metrologista a concluir que os desvios sejam
provenientes de incorreccedilotildees nos dentes mas na verdade pode se tratar de um erro de
53
concentricidade que possui um comportamento senoidal Neste caso interferir no processo para
corrigir imperfeiccedilotildees dos dentes de uma matriz de extrusatildeo seria uma decisatildeo errada pois na
verdade o problema eacute relativo a um erro de concentricidade entre o eixo de rotaccedilatildeo da
engrenagem e a circunferecircncia de base Assim tem-se o conhecimento tecnoloacutegico e a
metrologia fortemente ligados para a soluccedilatildeo de problemas da engenharia
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO
O processo de eletroerosatildeo eacute utilizado na fabricaccedilatildeo de ferramentas em geral e proporciona
reduccedilatildeo de custo tempo de execuccedilatildeo e melhoria de acabamento superficial sendo muitas vezes
o uacutenico processo aplicaacutevel quando os ferramentais jaacute se encontram temperados e revenidos
Entretanto o processo deve ser cuidadosamente controlado em seus paracircmetros de operaccedilatildeo
pois podem causar modificaccedilotildees microestruturais importantes na superfiacutecie usinada
diminuindo a resistecircncia a fratura e induzindo agrave formaccedilatildeo de trincas superficiais que podem se
propagar e promover a fratura catastroacutefica da ferramenta
Assim o processo final de fabricaccedilatildeo do ferramental exige a usinagem de precisatildeo do accedilo
em geometria complexa na condiccedilatildeo de elevada dureza onde os processos convencionais de
usinagem por remoccedilatildeo de cavaco natildeo satildeo mais aplicaacuteveis Nesta etapa o processo de usinagem
por eletroerosatildeo (EDM ndash Electrical Discharge Machining) eacute amplamente aplicado O processo
de eletroerosatildeo se tornou a tecnologia mais importante na induacutestria de manufatura para a
obtenccedilatildeo de formas complexas utilizando o corte a fio ou a penetraccedilatildeo como os procedimentos
mais difundidos Desenvolvido no final da deacutecada de 40 do seacuteculo passado tem sido aceito em
todo o mundo como um processo padratildeo para a fabricaccedilatildeo de ferramentais
Os processos de EDM satildeo largamente utilizados na fabricaccedilatildeo de matrizes de extrusatildeo de
engrenagens Eletroerosatildeo por fio (Wire EDM) bem como por penetraccedilatildeo (Die Sinking) satildeo
responsaacuteveis pela usinagem de eletrodos e fabricaccedilatildeo das cavidades das matrizes
respectivamente e devem possuir um controle de geometria e acabamento eficaz Se a
usinagem de eletrodos apresentar um erro de forma grosseiro este seraacute levado adiante na erosatildeo
por penetraccedilatildeo das matrizes [52]
A EDM eacute um processo teacutermico com um mecanismo complexo de remoccedilatildeo de metal O
mecanismo primaacuterio faz uso da energia que se transforma em energia teacutermica por uma seacuterie
discreta de descargas eleacutetricas que ocorrem entre o eletrodo e a ferramenta imersa em um fluido
dieleacutetrico O sistema gera um canal de plasma entre o caacutetodo e o anodo capaz de levar a
54
temperatura a niacuteveis proacuteximos de 8000 ~ 12000ordmC Como resultado ocorre a vaporizaccedilatildeo e
fusatildeo do metal na superfiacutecie resultando em transformaccedilotildees metaluacutergicas que alteram o perfil de
tensotildees residuais e microestrutural podendo levar ao trincamento e fratura Desta forma a
EDM tem um papel importante na integridade superficial e na vida do ferramental
Os principais processos utilizados na induacutestria de ferramentais satildeo a eletroerosatildeo a fio e a
eletroerosatildeo por penetraccedilatildeo Estes processos satildeo ilustrados na figura 26
Figura 26 ndash Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas [52]
281 Eletrodo para ferramenta de extrusatildeo
Quanto aos materiais a serem utilizados nos eletrodos eacute conhecido que a remoccedilatildeo de material
na eletroerosatildeo eacute dada por evaporaccedilatildeo a altas temperaturas logo deveratildeo ser escolhidos
materiais que suportem tais temperaturas de modo a minimizar o desgaste do eletrodo Por
outro lado o material deve permitir finalizar a peccedila com a qualidade e dimensional requeridos
Para que um material possa ser utilizado no eletrodo teraacute que ser capaz de conduzir corrente
eleacutetrica uma vez que teraacute sempre que existir a passagem de corrente a fim de ser possiacutevel uma
descarga na peccedila tendo como limite maacuteximo de resistividade eleacutetrica 100 Ωcm [53] Outra
qualidade que o material deveraacute possuir seraacute o elevado ponto de fusatildeo dado que o processo
pressupotildee uma transformaccedilatildeo de energia eleacutetrica em energia teacutermica podendo a descarga
eleacutetrica originar temperaturas na ordem dos 20000 ordmC [54] Poreacutem a escolha do material em
relaccedilatildeo ao ponto de fusatildeo deveraacute sempre considerar o material da peccedila a ser usinada Isto eacute se
o material da peccedila tiver um baixo ponto de fusatildeo entatildeo o ponto de fusatildeo do material do eletrodo
tambeacutem natildeo deveraacute ser alto Obviamente outro dos fatores que influenciam a escolha final dos
materiais eacute de natureza financeira O material deve ser o mais viaacutevel economicamente e deve
igualmente ser facilmente fabricado via processos convencionais uma vez que ambos estes
fatores vatildeo influenciar diretamente no custo final do eletrodo Consequentemente no custo da
matriz
55
O cobre eacute reconhecido entre outras qualidades pela sua oacutetima conduccedilatildeo eleacutetrica
oferecendo no entanto alguns problemas no esmerilhamento e no fresamento devido ao
substancial nuacutemero de rebarbas Revela-se um material estaacutevel em condiccedilotildees de descarga
eleacutetrica sendo um material que no accedilo-ferramenta utilizado em matrizes de extrusatildeo consegue
acabamentos de elevada qualidade
Existem no entanto variadas ligas de cobre utilizadas para o processo de eletroerosatildeo Este
estudo apoacutes avaliaccedilotildees com diferentes alternativas foi concentrado em duas ligas de cobre
especiacuteficas Satildeo elas
Cobre eletroliacutetico Largamente utilizado na induacutestria eleacutetrica [55] e na induacutestria mecacircnica
como eletrodo-ferramenta no processo de eletroerosatildeo Seu uso eacute dado quando satildeo necessaacuterios
acabamentos de superfiacutecies lisas na peccedila de trabalho Para certas aplicaccedilotildees o cobre eacute a melhor
escolha devido agrave sua facilidade para ser altamente polido [56] Essa caracteriacutestica de polimento
faz com que o eletrodo de cobre seja o preferido em processos de acabamento fino garantindo
uma menor rugosidade
Cobre-tungstecircnio combina a elevada condutividade do cobre com o alto ponto de fusatildeo do
tungsteacutenio O seu uso origina um elevado rendimento na usinagem de matrizes e um desgaste
baixo Contudo eacute um material caro e natildeo eacute de faacutecil processamento Desta forma eacute utilizado
apenas em algumas situaccedilotildees quando se revelar necessaacuteria a preservaccedilatildeo de detalhes ou entatildeo
em situaccedilotildees em que eacute necessaacuteria alta precisatildeo tais como o corte de perfis de engrenagem
282 Desgaste do eletrodo
O desgaste que o eletrodo iraacute sofrer durante o processo de eletroerosatildeo natildeo eacute de faacutecil
previsatildeo dependendo de vaacuterios paracircmetros O principal paracircmetro de referecircncia seraacute a
capacidade que o eletrodo tem de resistir aos danos teacutermicos Tambeacutem sua densidade
polaridade ou ainda as frequecircncias a serem utilizadas na eletroerosatildeo A geometria final da
superfiacutecie usinada seraacute principalmente afetada pelo desgaste do eletrodo e o seu afastamento
(gap) em relaccedilatildeo agrave matriz O conhecimento do comportamento do desgaste do eletrodo e a
distribuiccedilatildeo do seu afastamento agrave geometria da cavidade da matriz pode minimizar a incidecircncia
de erros nos perfis de engrenagem [57]
O desgaste do eletrodo eacute proporcional ao nuacutemero de descargas eleacutetricas Assim eacute maior nas
operaccedilotildees de desbaste do que nas operaccedilotildees de acabamento devido agrave maior necessidade de
remoccedilatildeo de material Para conseguir o menor desgaste possiacutevel da sequecircncia de eletrodos a
56
estrateacutegia eacute reduzir o tempo da operaccedilatildeo de acabamento efetuando o desbaste ateacute a peccedila estar
tatildeo proacutexima das dimensotildees finais desejadas quanto possiacutevel [58]
A taxa de desgaste das ligas de cobre comumente utilizadas nos eletrodos exige que mais de
um eletrodo seja utilizado na produccedilatildeo de cada cavidade uma vez que rapidamente perdem as
suas dimensotildees iniciais Tal fator contribui para que o custo total da fabricaccedilatildeo dos eletrodos
atinja muitas vezes mais de 50 e por vezes ateacute 80 do custo total de fabricaccedilatildeo de matrizes
por eletroerosatildeo
A tabela 7 apresenta dados experimentais em relaccedilatildeo ao desgaste sofrido pelo eletrodo
fabricado nas duas ligas de cobre utilizadas neste estudo
Tabela 7 ndash Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado [59]
Material do eletrodo
Polaridade Material usinado Desgaste das
arestas
Cobre eletroliacutetico
+ Accedilo 2 ndash 10
- Titacircnio 20 ndash 40
- WC-Co 35 ndash 60 - Cobre 35 ndash 45
- Cobre-tungstecircnio 40 ndash 60
Cobre-tungstecircnio
+ Accedilo 1 ndash 10 - Cobre 20 ndash 40 - Cobre-tungstecircnio 30 ndash 50 - Titacircnio 15 ndash 25 - WC-Co 35 ndash 50
29 SIMULACcedilAtildeO COMPUTACIONAL
Apesar das vantagens do processo de extrusatildeo a elevada produtividade estaacute em geral
associada agrave utilizaccedilatildeo de uma variedade de velocidades de deformaccedilatildeo com influecircncia direta
na tensatildeo de escoamento do material a extrudar Esta eacute uma das principais dificuldades para
quem trabalha com simulaccedilatildeo numeacuterica dos processos de conformaccedilatildeo pois nem sempre as
propriedades do material cadastrado no software satildeo as mesmas daquele material que eacute utilizado
na fabricaccedilatildeo da peccedila isso se deve as variaccedilotildees nas condiccedilotildees da obtenccedilatildeo da mateacuteria prima
Em virtude disto eacute recomendado fazer ensaios que determinam a verdadeira tensatildeo de
escoamento do material
O Meacutetodo de Elementos Finitos (FEM) pode simular o processo industrial de extrusatildeo e
avaliar as condiccedilotildees do processo ou dos paracircmetros de projeto e os resultados satildeo utilizados
para o melhor direcionamento na continuidade do projeto podendo ser testados e analisados
57
sob diversas situaccedilotildees e repetidas vezes em um curto espaccedilo de tempo o que representa
economia por se tratar de testes computacionais [60]
291 Elementos finitos aplicados agrave extrusatildeo a frio
O primeiro registro de utilizaccedilatildeo do termo ldquoelemento finitordquo foi atraveacutes de Clough (1960)
[61] sendo que os primeiros desenvolvimentos do meacutetodo de elementos finitos ocorrem na
deacutecada de 1950 atraveacutes dos trabalhos de Turner (1956) [62] Nos anos 60 iniciaram-se as
primeiras aplicaccedilotildees do meacutetodo efetuadas na resoluccedilatildeo de problemas de anaacutelise estrutural com
utilizaccedilotildees de domiacutenio das tecnologias de fabricaccedilatildeo e na deacutecada de 70 desenvolveu-se uma
formulaccedilatildeo alternativa chamada de formulaccedilatildeo do escoamento plaacutestico ou ldquoflow formulationrdquo
Essa formulaccedilatildeo caracteriza o escoamento dos materiais metaacutelicos em deformaccedilatildeo plaacutestica de
uma forma anaacuteloga ao escoamento dos fluidos viscosos incompressiacuteveis a qual serve de base
para programas de elementos finitos
Atualmente pode-se dizer que os programas de simulaccedilatildeo se tornaram uma ferramenta
praacutetica e essencial para o desenvolvimento e otimizaccedilatildeo da tecnologia de processos de
deformaccedilatildeo plaacutestica Inuacutemeros programas comerciais baseados em diferentes meacutetodos de
soluccedilatildeo estatildeo disponiacuteveis no mercado Os meacutetodos de soluccedilatildeo mais empregados satildeo elementos
finitos volumes finitos elementos de contorno
A Tabela 8 apresenta alguns dos principais softwares utilizados para este fim com a
informaccedilatildeo do respectivo fabricante Cada um deles entregaraacute resultados de forma particular
Tabela 8 ndash Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores
Software Desenvolvedor
EESY-FORM CPM GmbH DEFORM Scientific Forming Technologies Corporation FORGE Transvalor SA
MARC AUTOFORGE MARC Analysis Research Corporation SIMUFACT MSC Software Corporation
QFORM Quantor MSC SUPERFORGE MSC Software Corporation
Alguns preacute-requisitos satildeo fundamentais para a obtenccedilatildeo de bons resultados na simulaccedilatildeo
independente do software a ser utilizado Entre estes preacute-requisitos a introduccedilatildeo no banco de
dados do programa de valores confiaacuteveis para as propriedades fiacutesicas e mecacircnicas e das
condiccedilotildees de contorno tais como
Propriedades fiacutesicas densidade relativa (ρ) calor especiacutefico (119888119872 ) condutividade
teacutermica (к)
58
Propriedades mecacircnicas tensatildeo de escoamento (kf) moacutedulo de elasticidade (E)
coeficiente de Poisson (ν)
Condiccedilotildees de contorno coeficiente ou fator de atrito (μ ou m) coeficientes de
transferecircncia de calor entre peccedila e matriz (hpeccedila-matriz) entre peccedila e ambiente (hpeccedila-ambiente) e entre
matriz e ambiente (hmatriz-ambiente)
Encontrar informaccedilotildees relativas a paracircmetros que possam contribuir com a caracterizaccedilatildeo
de processos e materiais eacute possiacutevel em publicaccedilotildees da especialidade poreacutem julgar a qualidade
ou relevacircncia destes paracircmetros torna-se uma tarefa um tanto complexa Snape at al [63]
investigaram como determinar a sensibilidade do meacutetodo dos elementos finitos agrave variaccedilotildees em
diferentes paracircmetros de entrada a curva de escoamento do material a transferecircncia de calor
bem como o coeficiente de atrito entre peccedila e ferramenta
A curva de escoamento que caracteriza o material eacute de interesse fundamental na plasticidade
pois descreve o seu comportamento em deformaccedilatildeo plaacutestica Este comportamento eacute
influenciado por fatores tais como a deformaccedilatildeo verdadeira 120593 a velocidade de deformaccedilatildeo
e a temperatura T aleacutem de caracteriacutesticas intriacutensecas do material como microestrutura e
composiccedilatildeo quiacutemica
Considerando a importacircncia das variaacuteveis citadas acima para uma representaccedilatildeo numeacuterica
eficiente realizam-se ensaios para obter as propriedades corretas e adequadas que devem ser
inseridas no software Os ensaios mais utilizados satildeo o ensaio de compressatildeo ensaio do anel
e de torccedilatildeo
Nos ensaios de compressatildeo os corpos de prova satildeo submetidos a um esforccedilo axial
distribuiacutedo de modo uniforme em toda a sua seccedilatildeo transversal O ensaio pode ser executado em
maacutequina universal de ensaios com a adaptaccedilatildeo de duas placas planas sendo uma fixa e outra
moacutevel Entre elas o corpo de prova eacute apoiado e mantido fixo durante a compressatildeo A resposta
fornecida deste tipo de ensaio eacute dada pela deformaccedilatildeo linear obtida pela medida da distacircncia
entre as placas que comprimem o corpo de prova em funccedilatildeo da carga de compressatildeo aplicada
em cada instante Nesta tese o ensaio de compressatildeo seraacute utilizado para determinaccedilatildeo da curva
de escoamento verdadeira do accedilo utilizado como mateacuteria-prima nos experimentos e simulaccedilotildees
numeacutericas A simulaccedilatildeo por elementos finitos seraacute utilizada para verificar o comportamento da
matriz de extrusatildeo apoacutes a conformaccedilatildeo e o efeito nas dimensotildees da engrenagem extrudada
59
3 MATERIAIS E MEacuteTODOS
A fabricaccedilatildeo de cavidades de matrizes de precisatildeo pelo processo de EDM (Electrical
Discharge Machining) requer primeiramente a fabricaccedilatildeo de eletrodos de precisatildeo
Um estudo para fabricaccedilatildeo de eletrodos de precisatildeo foi iniciado Duas teacutecnicas alternativas
de fabricaccedilatildeo do perfil evolvente foram estudadas sendo uma delas o corte por eletroerosatildeo ao
fio onde os paracircmetros e maquinaacuterio ideal foram determinados experimentalmente O
microfresamento dos eletrodos atraveacutes centro de microusinagem foi avaliado como teacutecnica
alternativa e mostrou potencial na fabricaccedilatildeo de eletrodos Os eletrodos fabricados seratildeo
aplicados na erosatildeo por penetraccedilatildeo da matriz de extrusatildeo de engrenagem MT-3673 O desenho
da matriz a qual eacute fabricada em accedilo K340 e dureza entre 58 e 60 HRC pode ser visto na figura
27 A matriz eacute erodida montada em aneacuteis de cintamento os quais seratildeo mostrados na sequecircncia
Figura 27 ndash Desenho da matriz MT-3673 para a extrusatildeo de engrenagem
31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DOS
ELETRODOS E CAVIDADE DE MATRIZ
Na fabricaccedilatildeo por eletroerosatildeo a fio dos eletrodos estudados no presente projeto foram
utilizadas trecircs maacutequinas com diferentes niacuteveis de precisatildeo As trecircs maacutequinas satildeo modelos do
portfoacutelio da fabricante GF Machining Solutions a qual eacute detentora da marca Agie-Charmilles
A primeira maacutequina eacute o modelo de entrada do fabricante modelo CUT 20 P seguida pelos
modelos CUT 2000 S e CUT 300 mS Os dados relativos a estes equipamentos relevantes no
presente estudo satildeo mostrados nas Figuras 28 29 e 30
60
Figura 28 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 20P [64]
Figura 29 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S [65]
Figura 30 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS [66]
A maacutequina utilizada para os ensaios de eletroerosatildeo por penetraccedilatildeo foi o modelo FORM
X400 do mesmo fabricante Esta maacutequina possui um avanccedilado sistema de termo-estabilizaccedilatildeo
o qual controla a temperatura dos pontos de aquecimento durante o processo de erosatildeo Isto
minimiza alteraccedilotildees dimensionais na estrutura da maacutequina e o consequente impacto nas
dimensotildees dos componentes apoacutes a erosatildeo A figura 31 ilustra de eletroerosatildeo por penetraccedilatildeo
FORM X400
61
Figura 31 ndash Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 [67]
O processo alternativo eacute o de microfresamento em centro de microusinagem de cinco eixos
do fabricante KERN modelo Pyramid Nano Os dados referentes a este equipamento satildeo
mostrados na figura 32
Figura 32 ndash Centro de microusinagem 5 eixos KERN Pyramid Nano [68]
Para uma seleccedilatildeo mais direcionada dos paracircmetros de corte a serem utilizados nos processos
de usinagem uma anaacutelise por espectrometria de emissatildeo oacuteptica foi realizada em um dos tarugos
de cobre O cobre eletroliacutetico eacute seguramente o material mais utilizado para eletrodos de erosatildeo
por penetraccedilatildeo A composiccedilatildeo quiacutemica do tarugo em cobre eletroliacutetico segue na tabela 9
311 Eletrodos fabricados por microusinagem
Foram utilizados eletrodos constituiacutedos de cobre eletroliacutetico com alto grau de pureza
(9950) De acordo com a literatura por possuir alta ductilidade ao ser usinado
mecanicamente o cobre puro apresenta forte tendecircncia agrave formaccedilatildeo de aresta posticcedila de corte
(APC) bem como empastamento e formaccedilatildeo de cavacos longos e espiralados no caso do
62
torneamento Por estes motivos o mesmo eacute considerado um material de baixa usinabilidade e
assim requer um estudo de paracircmetros de usinagem mais detalhado em especial para operaccedilotildees
de microfresamento
Tabela 9 ndash Composiccedilatildeo quiacutemica do material para os eletrodos em cobre
Elemento quiacutemico Teor ( em massa)
Cobre Cu 9950
Zinco Zn 006
Chumbo Pb 005
Manganecircs Mn 005
Carbono C 005
Estanho Sn 004
Ferro Fe 003
Alumiacutenio Al 003
Outros lt002
Um dos aspectos considerados criacuteticos no microfresamento eacute o fato da ordem de grandeza
do avanccedilo por dente (fz) se aproximar do valor do raio de gume da ferramenta (rβ) Quando a
razatildeo fzrβ se aproxima de 25 a espessura criacutetica do cavaco de cobre eacute atingida [69][70]
fazendo com que o material natildeo seja mais removido e sim amassado sob a superfiacutecie
danificando suas caracteriacutesticas de acabamento e propiciando a formaccedilatildeo de rebarbas
Outro aspecto considerado criacutetico no processo de usinagem mecacircnica do eletrodo eacute a fixaccedilatildeo
do tarugo na maacutequina-ferramenta Devido agrave proximidade entre o comprimento do tarugo e do
eletrodo final houve a necessidade de dimensionamento de um sistema de fixaccedilatildeo de accedilo
composto por pino e bucha roscados Apoacutes a usinagem do furo central da peccedila (tolerado em
1000+001 mm) bem como dos diacircmetros externos contidos na mesma a montagem no sistema
de fixaccedilatildeo eacute realizada conforme ilustrado na figura 33 O diacircmetro do pino foi retificado na
medida nominal de 998 mm para que o encaixe seja justo o suficiente para eliminar vibraccedilotildees
provenientes da usinagem e natildeo haja danificaccedilatildeo do diacircmetro interno da peccedila jaacute usinado na
medida final nesta etapa do processo A uacutenica variaacutevel controlada pelo operador no processo
de fixaccedilatildeo eacute o torque aplicado ao pino o qual se traduz diretamente em torccedilatildeo da peccedila e
indiretamente em compressatildeo da mesma atraveacutes do efeito da rosca
No experimento de usinagem mecacircnica do eletrodo o torque considerado suficiente para
fixaccedilatildeo segura do tarugo pelo teacutecnico responsaacutevel foi medido com o auxiacutelio de uma chave
63
equipada com torquiacutemetro e natildeo ultrapassou o valor de 14 Nm o que natildeo representa efeitos
significativos na retilinidade do tarugo do eletrodo
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO
O eletrodo EL-0331 faz parte de um conjunto de trecircs eletrodos utilizados para usinar a matriz
de extrusatildeo a frio MT-3673 (fig 27) a qual possui nove dentes moacutedulo (mk) igual agrave 211 e
acircngulo de pressatildeo (αp) 12deg Cada eletrodo possui um afastamento (offset) especiacutefico em relaccedilatildeo
ao perfil final da cavidade da matriz onde os mesmos tecircm funccedilotildees de desbaste e acabamento
A tabela 10 informa os valores de afastamento dos respectivos eletrodos
Tabela 10 ndash Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 Coacutedigo Aplicaccedilatildeo na usinagem de erosatildeo por penetraccedilatildeo
EL-0331 Desbaste inicial
EL-0330 Erosatildeo intermediaacuteria
EL-0987 Acabamento
A operaccedilatildeo de desbaste inicial tem a funccedilatildeo de usinar o perfil de engrenagem a partir do
material da matriz tratado termicamente ainda em bruto Desta forma o eletrodo EL-0331 eacute o
que sofre o maior desgaste O desgaste sofrido pelo eletrodo ao longo do processo de usinagem
atribui imperfeiccedilotildees agrave geometria do dente de engrenagem na cavidade A intensidade destas
imperfeiccedilotildees seraacute tatildeo maior quanto maior for o desgaste do eletrodo A estrateacutegia para
minimizar o desgaste do eletrodo de desbaste inicial eacute mudar a mateacuteria-prima do mesmo para
uma liga que apresenta maior resistecircncia ao desgaste Para o EL-0331 foi aplicado o cobre-
tungstecircnio Aos demais o cobre eletroliacutetico foi aplicado A figura 34 mostra o perfil do eletrodo
EL-0331 sendo o responsaacutevel pela erosatildeo de desbaste inicial A regiatildeo interna do eletrodo
64
possui uma face paralela ao eixo horizontal que tem a funccedilatildeo de guia para posicionamento do
eletrodo em maacutequina bem como referenciamento entre os trecircs eletrodos utilizados em
sequecircncia As figuras 35 e 36 mostram os eletrodos EL-0330 e EL-0987 respectivamente
Figura 34 ndash Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331
Figura 35 ndash Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330
Assim os eletrodos EL-0331 EL-0330 e EL-0987 nesta sequecircncia satildeo utilizados para a
fabricaccedilatildeo da cavidade da matriz MT-3673 quando montada em seus respectivos aneacuteis de
cintamento
65
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE
TIRAS DE ACcedilO
Este capiacutetulo descreve os ferramentais utilizados para fabricaccedilatildeo por extrusatildeo a frio de
pinhotildees para impulsor de partida O resultado comparativo entre o dimensional resultante de
engrenagens obtidas por matrizes com sistema convencional de aneacuteis de cintamento duplo e
uma matriz com sistema de aneacuteis de alta resistecircncia obtida por enrolamento de tiras
desenvolvido pela empresa STRECON seraacute mostrado no capiacutetulo que segue
Figura 36 ndash Eletrodo para acabamento por penetraccedilatildeo EL-0987
331 Dados do processo de extrusatildeo
A figura 37 ilustra o sistema convencional de duplo anel de cintamento utilizado nos ensaios
de extrusatildeo Este sistema convencional de aneacuteis de cintamento eacute montado com os componentes
descritos na tabela 11
A matriz possui diacircmetro da cavidade (d) = 2670 mm e diacircmetro do anel externo (D) =
15995 mm As figuras 38a) e 38b) mostram as dimensotildees da geratriz que foi definida com
base nas dimensotildees da cavidade e massa do extrudado e o comprimento final do pinhatildeo
extrudado O material extrudado eacute o SAE 10B22 para o qual a expressatildeo do caacutelculo da tensatildeo
de escoamento (119896119891) eacute mostrada pela equaccedilatildeo (13) 119896119891 = 119862 120593119899 eq (13)
onde C eacute a constante de resistecircncia ao escoamento estabelecida em 539 Nmm2 e n o iacutendice de
encruamento eacute igual agrave 0261 para accedilos baixo carbono [71]
66
Figura 37 ndash Sistema convencional de aneacuteis de cintamento duplo
Tabela 11 ndash Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo
Posiccedilatildeo Descriccedilatildeo Funccedilatildeo
1 Anel de cintamento externo Proporciona a interface de montagem agrave
prensa
2 Anel de cintamento interno Proporciona a resistecircncia do conjunto de
ferramentas
3 Matriz de extrusatildeo do corpo
ciliacutendrico do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
4 Matriz de extrusatildeo da engrenagem
do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
5 Placa de fixaccedilatildeo das matrizes Aplica o preacute-tensionamento das matrizes no
sentido axial
6 Placa de apoio das matrizes Sustenta o conjunto e o apoia nas placas do
porta-ferramentas
7 Extrator Funccedilatildeo de extraccedilatildeo da geratriz da cavidade
da matriz
8 Punccedilatildeo de recalque Pressiona o material contra as paredes da
cavidade da matriz
9 Punccedilatildeo de furaccedilatildeo Proporciona a forma final do furo central da
peccedila
67
a) b)
Figura 38 ndash Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673
332 Caacutelculo da forccedila de extrusatildeo no processo
A forccedila de extrusatildeo necessaacuteria para a produccedilatildeo do pinhatildeo da figura 38b pode ser calculada
pela equaccedilatildeo (14) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (14)
calcula-se as aacutereas inicial A0 e deformada A1 1198600 = 1205874 lowast (2622 minus 1342) = 3979 1198981198982 1198601 = 22605 1198981198982 (informaccedilatildeo atraveacutes do software CAD utilizado fig 38b)
Assim o caacutelculo da deformaccedilatildeo verdadeira (φ) eacute dado pela equaccedilatildeo (15)
120593 = 119897119899 (11986001198601) = 119897119899 ( 397922605) = 0565 eq (15)
De acordo com as curvas fornecidas pelo software JMatPro para o accedilo 10B22 considerando
a temperatura igual agrave 20degC e velocidade de deformaccedilatildeo 1 s-1 verifica-se no ANEXO B que
kf0=1905 Nmm2 para φ=0 Desta forma com a equaccedilatildeo (16) calcula-se a tensatildeo de escoamento
meacutedia (kfm) 119896119891119898 = 1198961198910+11989611989112 = 1905+539(0565)02612 = 3275 1198731198981198982 eq (16)
Considerando o coeficiente de atrito μ=01 (ver tabela 3) a forccedila de extrusatildeo necessaacuteria para
a fabricaccedilatildeo do pinhatildeo eacute
68
119865 = 3979 3275 0565 (1 + 201119904119890119899(2(90minus20180 )120587) + 23 (90minus20180 )1205870565 ) + 120587 262 01 1905 145
= 5479438 N asymp 548 kN
O trabalho de extrusatildeo eacute dado pela equaccedilatildeo (6) 119879119903 = 119865 119878119908 = 548 (00208 minus 00145) = 345119896119873 119898
O aumento de temperatura devido ao trabalho de extrusatildeo eacute calculado atraveacutes da equaccedilatildeo
(8) sendo 119888119872= 5024 NmmgordmC [72] 120599119862 = 119896119891120593119888119872 120588 119886 = 3275 119873119898119898205655024119873119898119898119892 783 11990910minus3 1198921198981198983 (09) = 423 ordmC
A tensatildeo axial (120590119911) na cavidade da matriz eacute calculada pela equaccedilatildeo (17) 120590119911 = 1198651198600 = 5479438 1198733979 1198981198982 = 13771 1198731198981198982 eq (17)
De acordo com Tresca se pode calcular a tensatildeo radial atraveacutes da equaccedilatildeo (18)
kf = σz ndash σr eq (18)
sendo σz = -13771 Nmm2 σr = σz - kfm rarr σr = - 13771 ndash 3275 = -17046 Nmm2
333 Dimensionamento dos aneacuteis para sistema convencional de cintamento
Conforme informado na tabela 2 satildeo recomendados dois aneacuteis para tensotildees radiais no
intervalo de 1600 agrave 2200 Nmm2 De acordo com as caracteriacutesticas apresentadas da ferramenta
os diacircmetros de montagem d1 e d2 satildeo determinados a seguir 1198891 = radic119863 119889 = radic15995 267 = 653 119898119898 1198892 = radic119863 1198891 = radic15995 653 = 1022 119898119898
A matriz de extrusatildeo da engrenagem eacute fabricada em accedilo-ferramenta K340 cuja tensatildeo de
escoamento (119896119891119898119886119905119903119894119911) eacute 2700 Nmm2 [73] em um intervalo de dureza de 61 a 63 HRC Para
o anel de cintamento interno eacute utilizado o AISI S1 com tensatildeo de escoamento (1198961198911198881198941198991199051) igual
agrave 1900 Nmm2 [74] O anel de cintamento externo foi dimensionado em accedilo AISI H13 o qual
apresenta tensatildeo de escoamento (1198961198911198881198941198991199052) de 1450 Nmm2 endurecido agrave 48HRC [75]
Assume-se que o moacutedulo de elasticidade (E) eacute 210000 Nmm2 As interferecircncias de montagem
z1 e z2 satildeo calculadas abaixo atraveacutes da equaccedilotildees 2 e 3
69
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) = 653lowast2700210000 ( 127001900 minus (radic12 (1 + 127001900 ) minus 21232700)2)
1199111 = 0535 119898119898
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) = 1022lowast1900210000 ( 119001450 minus (radic12 (1 + 119001450 ) minus 21232700)2)
1199112 = 0617 119898119898
A interferecircncia relativa εf entre uma matriz e um anel de cintamento ou entre aneacuteis de
cintamento natildeo deve ser superior agrave 06 [76] A anaacutelise eacute realizada atraveacutes da equaccedilatildeo (19) 120576119891119894 = 119911119889119894 eq (19)
Desta forma 1205761198911 = 0535653 = 00081 = 081 1205761198912 = 06171022 = 0006 = 06
De acordo com os resultados a interferecircncia 1199111 sugerida natildeo atende a recomendaccedilatildeo A
interferecircncia 1199112 satisfaz a equaccedilatildeo (19) poreacutem no limite Para as duas interferecircncias calculadas
haacute o risco de quebra prematura dos aneacuteis de cintamento eou matriz caso estes valores sejam
seguidos
O software Eesy-DieOpt V 212 [77] foi utilizado para corrigir o caacutelculo dos resultados A
figura 39 mostra a interface de caacutelculo do software O sistema com 2 aneacuteis (frio) foi selecionado
Os diacircmetros da cavidade da matriz e o diacircmetro externo do segundo anel foram os dados de
entrada O Eesy-DieOpt possui uma biblioteca especiacutefica de materiais natildeo sendo possiacutevel a
ediccedilatildeo dos mesmos Desta forma accedilos similares aos utilizados na realidade foram selecionados
Para a matriz foi utilizado o accedilo-raacutepido M2 (DIN 13343) para o primeiro anel o X40CrMoV51
(DIN 12344) com 539 HRC O segundo anel foi analisado com o accedilo X38CrMoV51 (DIN
12343) com 464 HRC
O resultado do software sugere um diacircmetro de montagem do primeiro anel (d1) com 50 mm
e interferecircncia (z1) 0385 mm O segundo anel tem diacircmetro de montagem (d2) sugerido de 84
mm e interferecircncia (z2) 0434 mm Contudo de acordo com a figura 27 a matriz MT-3673
possui diacircmetro externo de 531 mm na extremidade superior O diacircmetro d1 deve ser
determinado pela matriz superior a qual eacute responsaacutevel pelo corpo ciliacutendrico do pinhatildeo e que
70
faz contato com a matriz MT-3673 O diacircmetro externo da matriz superior eacute 523 mm como
pode ser visto na figura 40 Para satisfazer a equaccedilatildeo (18) e considerando a interferecircncia relativa
de 055 a interferecircncia z1 calculada eacute 0286 mm
Figura 39 ndash Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673
Figura 40 ndash Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo
Os diacircmetros de montagem e interferecircncias sugeridos pelo software podem ser vistos na
tabela 12
71
A tensatildeo radial na cavidade da matriz calculada pelo software devido ao preacute-tensionamento
eacute 14529 Nmm2
Tabela 12 ndash Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo AISI H13 D = 15995
2 Anel de cintamento interno AISI S1 d2 = 840 0434
3 Matriz superior M2 d1 = 523 0286
4 Matriz inferior K340 0286
5 Anel de compensaccedilatildeo VF 800 AT
6 Placa de apoio AISI M2
7 Porca de travamento SAE 4340
334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo
O sistema STRECON de aneacuteis de cintamento eacute montado com os componentes descritos a
seguir
1 Anel de cintamento interno primaacuterio
Contato direto com as matrizes
Fabricada accedilo-ferramenta AISI S1 52-54 HRC
2 Anel de cintamento interno secundaacuterio
Proporciona alta rigidez (ν = 023)
Em WC-Co 13-15 Co 85-88 HRa E = 540000 Nmm2
3 Tiras de accedilo de alta resistecircncia com espessura de 01 mm
Proporciona a resistecircncia e controla a distribuiccedilatildeo do preacute-tensionamento
Feito em accedilo mola especial (natildeo divulgado pela STRECON)
62-64 HRC E = 225000 Nmm2 kf gt 2000 Nmm2 ν = 030
4 Anel de cintamento externo
Proporciona a interface de montagem agrave prensa
Accedilo utilizado ORVAR 45-48 HRC
O desenho esquemaacutetico do sistema STRECON aplicado nos ensaios onde os aneacuteis de
cintamento do sistema convencional satildeo substituiacutedos por componentes descritos acima pode
ser visto na figura 41
72
Figura 41 ndash Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos experimentos
O sistema STRECON oferece agrave ferramenta a resistecircncia em duas direccedilotildees radial e axial O
preacute-tensionamento radial eacute obtido por interferecircncia de montagem enquanto que o axial eacute
garantido pelo fechamento da ferramenta sob alta carga axial durante a montagem da
ferramenta A ferramenta eacute montada com um anel de compressatildeo fabricado em WC-Co o qual
em conjunto com o conceito final deste sistema assegura uma rigidez de aproximadamente 400
GPa A capacidade de resistecircncia agraves cargas de trabalho estaacute entre 50 e 100 acima de sistemas
com aneacuteis convencionais
O sistema eacute montado com um anel de cintamento feito por tiras de accedilo de alta resistecircncia o
qual proporciona uma resistecircncia significativamente superior ao sistema com aneacuteis
convencionais A tensatildeo de escoamento das tiras eacute aproximadamente 2100 Nmm2 agrave
temperatura ambiente e endurecida agrave 62-64 HRC Considerando ferramentas de mesma
dimensatildeo o sistema eacute duas vezes mais resistente que um sistema de anel simples e 17 vezes
em relaccedilatildeo ao sistema de duplo anel [78]
A reduccedilatildeo da amplitude da tensatildeo tangencial na superfiacutecie da cavidade da matriz pode ser
obtida pelo aumento da rigidez dos aneacuteis de cintamento A razatildeo baixa entre os moacutedulos de
elasticidade da matriz e dos aneacuteis leva a uma reduzida contribuiccedilatildeo da tensatildeo tangencial devido
agrave tensatildeo radial [79]
335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON
O comportamento mecacircnico e o desempenho das ferramentas de extrusatildeo podem ser
analisados de diferentes formas
73
1 Na simulaccedilatildeo numeacuterica de escoamento do material a matriz e os aneacuteis de cintamento
satildeo considerados como componentes deformaacuteveis
2 Com o objetivo de reduzir o tempo de simulaccedilatildeo os componentes da ferramenta podem
ser considerados como corpos riacutegidos na simulaccedilatildeo computacional A distribuiccedilatildeo de
pressatildeo resultante na superfiacutecie da matriz varia durante o processo de extrusatildeo e eacute
derivado da anaacutelise de escoamento do material A distribuiccedilatildeo de pressatildeo maacutexima na
superfiacutecie da matriz eacute entatildeo transferida a um modelo onde os componentes da
ferramenta satildeo (elaacutesticos ou elasto-plaacutesticos) corpos deformaacuteveis
3 Se a distribuiccedilatildeo de pressatildeo maacutexima na superfiacutecie da matriz jaacute eacute conhecida atraveacutes de
experimentos praacuteticos ou equaccedilotildees empiacutericas esta variaacutevel pode ser diretamente
aplicada a um modelo onde os componentes da ferramenta satildeo corpos deformaacuteveis
O esquema de uma tiacutepica matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON
E+ eacute mostrado na figura 42a Os aneacuteis de cintamento consistem em um anel interno de WC-Co
as tiras de accedilo e o anel externo em accedilo-ferramenta As superfiacutecies interna do nuacutecleo e a externa
da matriz satildeo cocircnicas para favorecer a montagem A figura 42b mostra a malha por elementos
finitos que representa a matriz e os aneacuteis de cintamento [80]
a) b)
Figura 42 ndash Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel interno e externo e matriz [80]
Enquanto o anel interno eacute remalhado separadamente as tiras de accedilo e o anel externo do
sistema STRECON podem ser considerados como um corpo uacutenico Para reproduzir os seus
efeitos sobre o comportamento da matriz natildeo haacute necessidade de modelaacute-los em separado A
simplificaccedilatildeo do modelo ao utilizar caracteriacutesticas simeacutetricas eacute recomendada No caso de
engrenagens apenas uma seccedilatildeo pode ser analisada
No sistema STRECON E+ o anel interno eacute fabricado em WC-Co Valores tiacutepicos das
propriedades mecacircnicas destes aneacuteis de cintamento satildeo vistos na seccedilatildeo 332
74
A interferecircncia de montagem deve ser definida considerando a melhor performance da
matriz ou seja a reduccedilatildeo de tensotildees criacuteticas de extrusatildeo bem como as tensotildees maacuteximas
permitidas pelos aneacuteis de cintamento A interferecircncia eacute similar agrave dos aneacuteis de cintamento
convencionais 04 a 06 O principal benefiacutecio do sistema STRECON E+ eacute fornecido pelo
anel interno o qual aplicaraacute um preacute-tensionamento superior aos aneacuteis convencionais Aleacutem
disto sua alta rigidez permite uma baixa expansatildeo dimensional da matriz e reduz a amplitude
da deformaccedilatildeo plaacutestica ciacuteclica o que reduz o risco de ruptura por fadiga
34 PRENSA MECAcircNICA
Os ensaios de extrusatildeo foram realizados em prensa mecacircnica de junta articulada (knuckle
joint press) do fabricante Komatsu modelo MKN 450 A A prensa tem capacidade de forccedila
igual 450 toneladas agrave 10 mm do seu ponto morto inferior e velocidade angular maacutexima de 55
rpm A prensa possui alimentaccedilatildeo automaacutetica de geratrizes por calha e dispositivo de
movimentaccedilatildeo por garras A figura 43 mostra a visatildeo geral da maacutequina A figura 44 evidencia
a aacuterea de prensagem
Figura 43 ndash Prensa mecacircnica MKN 450 A Komatsu com capacidade de forccedila 450 toneladas
O pinhatildeo da figura 38 eacute produzido nesta prensa a uma velocidade angular de 35 rpm Desta
forma a velocidade angular (ω) eacute 35 (212058760) = 367 rads A velocidade da ferramenta (VF) eacute
funccedilatildeo da velocidade tangencial (Vt) do volante e eacute calculada pela equaccedilatildeo (20)
119881119865 = 119881119905 radic1 minus (1 minus ℎ0minusℎ119896119877119881 )2 = 367450radic1 minus [1 minus (208minus145)450 ]2 = 275 119898119898119904 eq (20)
sendo 119881119905 = 120596 119877119881 onde 119877119881 eacute o raio do volante da prensa 119877119881 = 450 119898119898 (ANEXOS G e H)
A velocidade de deformaccedilatildeo () no final da extrusatildeo eacute = 119881119865ℎ119896 = 275145 = 19119904minus1 eq (21)
Figura 44 ndash Transfer de alimentaccedilatildeo e aacuterea de prensagem
75
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS
351 Accedilo ao Boro SAE 10B22
O material utilizado neste estudo para obtenccedilatildeo do extrudado eacute o accedilo ligado ao Boro SAE
10B22 produzido pela Gerdau Accedilos Finos Piratini unidade de Charqueadas na forma de fio
maacutequina bitola de diacircmetro 312 mm Apoacutes o processo padratildeo de laminaccedilatildeo o material eacute
submetido ao tratamento teacutermico de recozimento para que seja atingido o grau de esferoidizaccedilatildeo
meacutedio de 90 O fio maacutequina eacute conformado por trefilaccedilatildeo para atingir a bitola de utilizaccedilatildeo de
297 mm Desta forma satildeo importantes as suas propriedades de dureza e resistecircncia mecacircnica
A tabela 13 apresenta a composiccedilatildeo quiacutemica de fornecimento informada pelo fabricante em
certificado de qualidade (ANEXO I) A composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 para
os principais elementos de liga eacute informada na tabela 14
Tabela 13 ndash Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 019 088 024 015 008 004 0005 016 00018 0005 0006
Tabela 14 ndash Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 [81]
C Mn Si B
10B22 018 ndash 023 070 ndash 100 015-030 00005 ndash 0003
Comparando os teores dos elementos de liga apresentados pelas tabelas 4 e 13 em relaccedilatildeo agrave
composiccedilatildeo nominal da tabela 14 se verifica que o accedilo utilizado nos experimentos teve seu
teor de carbono (C) proacuteximo da miacutenima especificaccedilatildeo O teor de C utilizado para simulaccedilatildeo no
JMatPro foi no limite maacuteximo Os teores de manganecircs (Mn) o qual proporciona o aumento do
limite de resistecircncia agrave traccedilatildeo foram similares bem como o Boro (B) responsaacutevel pelo aumento
da temperabilidade Os demais elementos tambeacutem tiveram seus teores similares sendo que
alguns satildeo residuais de fabricaccedilatildeo
A tabela 15 apresenta os resultados de dureza resistecircncia a traccedilatildeo (σtr) descarbonetaccedilatildeo
meacutedia de superfiacutecie e tamanho de gratildeo (TG) aleacutem de resultados de reduccedilatildeo de aacuterea (RA)
bandeamento e grau de esferoidizaccedilatildeo de lote de fornecimento deste material apoacutes a trefilaccedilatildeo
e recozimento realizados pela usina
Tabela 15 ndash Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos
Dureza
(HB)
σtr
(Nmm2) RA () Bandeamento
Grau de
esferoidizaccedilatildeo
()
Camada meacutedia
descarbonetada
(mm)
TG
Resultados Maacutex 152
481 701 2 80 023 6
76
352 Curvas de escoamento verdadeiras
A determinaccedilatildeo das curvas de escoamento verdadeiras do SAE 10B22 foi realizada com a
utilizaccedilatildeo do sistema de inspeccedilatildeo termomecacircnica Gleeble 3800 localizado no Instituto de
Conformaccedilatildeo Mecacircnica (IFU) da Universidade de Stuttgart Alemanha As velocidades de
deformaccedilatildeo analisadas foram 005 s-1 1 s-1 e 10s-1 para as temperaturas ambiente (20degC)
100degC 200degC 300degC 400degC e 500degC Para todos os paracircmetros foram realizados trecircs testes
Os corpos de prova ciliacutendricos foram aquecidos por Conduccedilatildeo antes de serem conformados A
temperatura das amostras foi controlada por dois termopares soldados em suas superfiacutecies A
figura 45 mostra as dimensotildees do corpo de prova utilizado
Figura 45 ndash Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo
da curva de escoamento
Para minimizar o atrito tiras de grafite foram colocadas entre as faces dos corpos de prova
e o punccedilatildeo de prensagem do equipamento O aquecimento dos corpos de prova foi agrave taxa de 15
degCs e mantido por 10 segundos para garantir a homogeneidade de temperatura da amostra A
deformaccedilatildeo elaacutestica da maacutequina foi ajustada em funccedilatildeo da forccedila Apoacutes as curvas de escoamento
verdadeiras foram calculadas utilizando o diagrama de Avanccedilo de Ferramenta X Forccedila e a
geometria do corpo de prova Considerando a maacutexima deformaccedilatildeo verdadeira de φ = 07 as
curvas de escoamento foram obtidas de acordo com o modelo de Hollomon-Ludwik a qual eacute
apresentado pela equaccedilatildeo (12) Este modelo eacute comumente empregado nos processos de
conformaccedilatildeo mecacircnica A figura 46 mostra a regiatildeo de teste do equipamento Gleeble 3800
77
Figura 46 ndash Aacuterea de ensaio do equipamento Gleeble 3800 Fonte IFU Stuttgart
Sabe-se que a constante de resistecircncia ao escoamento (C) e o iacutendice de encruamento (n)
tendem a zero de acordo com o aumento da temperatura Os valores obtidos pelo equipamento
no ensaio de compressatildeo para os corpos de prova em accedilo SAE 10B22 foram utilizados para
traccedilar as curvas de escoamento verdadeiras (ANEXOS D E e F)
As curvas de escoamento verdadeiras foram traccediladas conforme valores obtidos nos ensaios
de compressatildeo As curvas satildeo mostradas nas figuras 47 48 e 49
Ao comparar-se os resultados obtidos pelo ensaio de compressatildeo para as velocidades de
deformaccedilatildeo 1 s-1 e 10 s-1 (ANEXOS E e F) com os dados de simulaccedilatildeo do software JMatPro
para as mesmas velocidades de deformaccedilatildeo (ANEXOS B e C) se verifica uma diferenccedila
significativa entre dados de simulaccedilatildeo e resultados experimentais Como exemplo para a
deformaccedilatildeo verdadeira igual a 018 na velocidade de deformaccedilatildeo 10 s-1 a 20degC a tensatildeo de
escoamento apresentada pelo JMatPro seraacute 5256 Nmm2 O ensaio de compressatildeo apresentou
a tensatildeo de escoamento igual agrave 6782 Nmm2 sob os mesmos paracircmetros
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 005 s-1 Fonte IFU Stuttgart
0
100
200
300
400
500
600
700
800
900
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
kf)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
78
De acordo com a comparaccedilatildeo realizada verifica-se a necessidade da utilizaccedilatildeo de meacutetodos
experimentais para a validaccedilatildeo das propriedades mecacircnicas obtidas via softwares dedicados
com o objetivo de evitar resultados inconsistentes na simulaccedilatildeo numeacuterica computacional
O accedilo SAE 10B22 foi submetido a experimentos de extrusatildeo a frio com a utilizaccedilatildeo das
matrizes e aneacuteis de cintamento calculados nas seccedilotildees anteriores O resultado dos experimentos
eacute mostrado nos capiacutetulos a seguir
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1
Fonte IFU Stuttgart
Figura 49 - Curva de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte IFU Stuttgart
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
79
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO
A FRIO
A anaacutelise por elementos finitos foi realizada sobre um pinhatildeo utilizado em impulsor de
partida para motores de arranque de automoacuteveis do mercado original automotivo Este pinhatildeo
possui treze dentes moacutedulo 267 e massa igual a 58 gramas Observa-se que este pinhatildeo natildeo
eacute o mesmo abordado pela figura 38b o qual possui nove dentes e moacutedulo igual agrave 211 As
duas referecircncias de pinhotildees foram escolhidas para os estudos por apresentarem alta demanda
de produccedilatildeo na linha da empresa ZEN SA
O pinhatildeo e suas dimensotildees satildeo mostrados nas figuras 50a e 50b
a) b)
Figura 50 ndash Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D
A figura 51 mostra a vista em corte da matriz que produz o referido pinhatildeo por extrusatildeo a
frio A matriz eacute definida pelo coacutedigo MT-6313
A MT-6313 eacute fabricada em accedilo Vanadis 4 Extra com dureza situada no intervalo de 59-61
HRC Possui a mesma sequecircncia de fabricaccedilatildeo da MT-3673 sendo eletrodos usinados por
eletroerosatildeo ao fio e aplicados em maacutequina de erosatildeo por penetraccedilatildeo Contudo a cavidade desta
matriz eacute fabricada por dois eletrodos onde um eacute aplicado ao desbaste inicial e outro ao
acabamento
Figura 51 ndash Desenho da matriz MT-6313
80
A figura 52 mostra a matriz MT-6313 montada com os seus respectivos aneacuteis de cintamento
Os diacircmetros de montagem e interferecircncias para esta matriz c om sistema duplo de aneacuteis de
cintamento pode ser visto na tabela 16 Interferecircncias foram calculadas pelo Eesy-DieOpt [77]
Tabela 16 ndash Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo VMO D = 19995
2 Anel de cintamento interno AISI H13 d2 = 1050 0301 3 Matriz superior AISI M2 d1 = 677 0406
4 Matriz inferior Vanadis 4
Extra 0406
5 Placa de apoio AISI S1
6 Porca de travamento SAE 4340
7 Extrator SAE 4340
8 Punccedilatildeo de recalque AISI M2
9 Punccedilatildeo de furaccedilatildeo VF 800 AT
10 Placa de compensaccedilatildeo AISI S1
O produto resultante da sequecircncia de operaccedilotildees de manufatura no processo atual conforme
figura 53 apresenta variaccedilotildees com amplitudes que elevam o grau de qualidade da engrenagem
Cada uma das variaacuteveis descritas no capiacutetulo 27 eacute medida e de acordo com o resultado atribui
Figura 52 ndash Matriz MT-6313 montada
em sistema de aneacuteis de cintamento
duplo
81
um grau de qualidade agrave engrenagem A variaacutevel que sofre maior impacto eacute o comprimento de
heacutelice O grau de qualidade de engrenagem meacutedia resultante do processo de extrusatildeo a frio se
situa entre Q9 e Q11 Apoacutes o processo de usinagem e operaccedilotildees de tratamento teacutermico como
cementaccedilatildeo tecircmpera e revenimento as distorccedilotildees aplicadas agrave peccedila deslocam o grau de
qualidade para o intervalo entre Q10 e Q12
Para aplicaccedilotildees do mercado original automotivo engrenagens com grau de qualidade no
intervalo citado anteriormente natildeo satildeo aceitas devido agrave possibilidade de ruiacutedo de engrenamento
e desgaste prematuro do flanco do dente [82]
Figura 53 ndash Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida
A incidecircncia de erro no extrudado surge no processo inicial a fabricaccedilatildeo de ferramentas
O meacutetodo de fabricaccedilatildeo ou mesmo os equipamentos utilizados para este fim satildeo determinantes
para a qualidade resultante da engrenagem Aliada a materiais de alta qualidade teacutecnicas de
corte de geratrizes e ciclos eficientes de recristalizaccedilatildeo a fabricaccedilatildeo de ferramentas eacute a chave
para a extrusatildeo de precisatildeo
A qualidade da engrenagem extrudada a frio deve ser melhorada para ao final do processo
de manufatura o dentado apresentar o grau de qualidade de engrenagem desejado igual a Q8
Com base neste objetivo a figura 54 estabelece a meta para o processo de extrusatildeo a frio
Figura 54 ndash Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328
Entende-se que de acordo com os erros agregados agraves engrenagens pelos processos
posteriores agrave extrusatildeo a frio ao manter os desvios das engrenagens produzidas por extrusatildeo a
frio com classificaccedilatildeo maacutexima igual agrave Q7 seraacute possiacutevel a obtenccedilatildeo do grau de qualidade final
Q8 apoacutes os processos de manufatura sequentes com seus devidos ajustes
102
5 ANAacuteLISE EXPERIMENTAL
51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
A usinagem por eletroerosatildeo se deu inicialmente em duas etapas onde foram utilizadas as
maacutequinas da GF Agie Charmilles CUT 20 P e CUT 2000 S Apoacutes foi adicionada uma terceira
etapa utilizando o modelo CUT 300 mS Esta maacutequina estaacute no mesmo niacutevel de precisatildeo da CUT
2000 S poreacutem possui um sistema interno de estabilizaccedilatildeo teacutermica em relaccedilatildeo ao ambiente
Sabe-se que a temperatura tem influecircncia direta nos resultados da precisatildeo dimensional apoacutes a
erosatildeo
Para ambas as maacutequinas os tarugos de cobre foram furados de duas formas diferentes
respectivamente com dois e quatro pontos conforme mostrado nas figuras 83a e 83b A furaccedilatildeo
tem a funccedilatildeo de permitir a passagem do fio de erosatildeo para corte do perfil desejado do eletrodo
Estes furos foram feitos atraveacutes da maacutequina de usinagem para furo raacutepido modelo Resitron RT
Drill 350 para posterior fixaccedilatildeo nas maacutequinas de eletroerosatildeo a fio O perfil de engrenagem eacute
baseado em um modelo do eletrodo EL-0330 jaacute citado no item 32
Com um nuacutemero maior de furaccedilotildees para passagem de fio os tarugos tecircm uma fixaccedilatildeo riacutegida
diminuindo a vibraccedilatildeo durante o processo de erosatildeo
Figura 83 ndash Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos
A fabricaccedilatildeo do eletrodo utilizando a maacutequina CUT 20 P se deu em duas etapas
primeiramente o furo interno foi realizado e em seguida os perfis dos dentes foram usinados
Ambas as etapas satildeo constituiacutedas de quatro sub-etapas denominadas MainCut e TrimCut 1 a 3
103
Estas sub-etapas satildeo anaacutelogas aos processos de desbaste preacute-acabamento e acabamento da
usinagem mecacircnica
A fim de utilizar uma maacutequina com maior precisatildeo de fabricaccedilatildeo foi utilizada a maacutequina de
eletroerosatildeo CUT 2000 S Neste processo para a fabricaccedilatildeo para os dois modelos de tarugos
(2 furos na periferia e um central e 4 furos na periferia e um furo central) o furo central e os
dentes foram fabricados simultaneamente sendo utilizadas 5 etapas de corte (MainCut e
TrimCut 1 a 4)
Para buscar os melhores resultados com a maacutequina CUT 2000 S foram utilizados tarugos
com furos iniciais diferentes poreacutem com os mesmos paracircmetros No primeiro foi utilizado o
tarugo com dois furos para passagem do fio No segundo foram utilizados 4 furos com o
objetivo de manter a peccedila mais riacutegida durante a usinagem
Para ambas as maacutequinas foi utilizado fio com 025 mm de diacircmetro poreacutem para a CUT 20
P o material do fio eacute de latatildeo e para a CUT 2000 S o fio eacute de latatildeo com revestimento de zinco
Cobra Cut A Todas as sub-etapas foram realizadas no moacutedulo de usinagem de precisatildeo das
maacutequinas Este paracircmetro para iniacutecio da usinagem serve apenas como balizamento para que a
mesma busque em seu banco de dados tecnoloacutegico os melhores paracircmetros para o corte do
material da peccedila em questatildeo
Pode-se efetuar no entanto uma anaacutelise qualitativa das sub-etapas Com a evoluccedilatildeo do
processo de acabamento as seguintes tendecircncias satildeo notadas
Diminuiccedilatildeo da corrente de descarga e da largura de pulso como efeitos tem-se uma
reduccedilatildeo da taxa de remoccedilatildeo local de material e consequentemente da pressatildeo de lavagem
necessaacuteria e velocidade do fio na regiatildeo de corte bem como melhora nas caracteriacutesticas
geomeacutetricas e de superfiacutecie (rugosidade camada branca micro trincas e zona termicamente
afetada) e menor risco de ruptura do fio durante o processo A compensaccedilatildeo da reduccedilatildeo na
taxa de remoccedilatildeo local do material se daacute com o aumento da velocidade de avanccedilo do cabeccedilote
sendo que para a maacutequina CUT 2000 S as velocidades diminuem com o nuacutemero de repasses
de acabamento
Aumento da tensatildeo do fio e reduccedilatildeo do offset com o aumento da tensatildeo do fio apesar
de um acreacutescimo no risco de ruptura do mesmo durante o processo haacute um ganho relevante
em termos de uniformidade da regiatildeo de corte e concordacircncia com a programaccedilatildeo de
posicionamento do cabeccedilote Aleacutem disso os paracircmetros eleacutetricos e de duraccedilatildeo do pulso
causam uma reduccedilatildeo da folga entre peccedila e eletrodo durante o processo que eacute a grandeza
104
corrigida pelo sistema de controle da maacutequina para geraccedilatildeo da geometria final da peccedila
desejada Com a folga reduzida se reduz tambeacutem a probabilidade de incidecircncia de erros
geomeacutetricos provenientes desta fonte
A figura 84 mostra o eletrodo de acabamento cortado neste experimento pela maacutequina CUT
2000 S
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S
O modelo GF Agie-Charmilles CUT 300 mS foi utilizado na sequecircncia Com o seu sistema
de termo-estabilizaccedilatildeo bem como a precisatildeo de corte aplicada pela mesma se teve como
objetivo melhorar os resultados obtidos pelas etapas anteriores de usinagem
Duas referecircncias de eletrodos foram usinadas por esta maacutequina sendo os eletrodos de
coacutedigos EL-0926 e EL-0330 O eletrodo EL-0926 possui onze dentes e moacutedulo 3 e eacute fabricado
em cobre eletroliacutetico Pode ser visto na figura 85
Para esta referecircncia de eletrodo trecircs amostras foram usinadas e demonstraram avanccedilo na
precisatildeo dos flancos de seus dentes Os perfis de engrenagem resultantes da fabricaccedilatildeo de cada
eletrodo foram medidos em maacutequina tridimensional utilizando o software Quindos Gear
conforme a ISO 1328-12013 As variaacuteveis medidas e sua descriccedilatildeo satildeo apresentadas na tabela
26
105
Figura 85 ndash Desenho do eletrodo EL-0926
Tabela 26 ndash Desvios de flanco de dente de engrenagem [42]
Simbologia (μm) Descriccedilatildeo 119891119867120572 Desvio angular de perfil 119865120572 Desvio total de perfil 119891119891120572 Desvio de forma de perfil 119891119867120573 Desvio angular de linha de flanco 119865120573 Desvio total de linha de flanco 119891119891120573 Desvio de forma de linha de flanco 119891119901119905 Desvio de passo individual 119865119901 Desvio de passo total 119865119903 Desvio de batimento radial
Q Grau de qualidade de engrenagem
O perfil de engrenagem do eletrodo EL-0926 tem onze dentes Desta forma a metodologia
de coleta de dados definida foi a mediccedilatildeo individual dos dois flancos de cada dente e a avaliaccedilatildeo
do grau de qualidade de engrenagem resultante do maior valor encontrado sobre trecircs grupos
consecutivos O grupo 1 eacute formado pelos dentes 1 2 3 e 4 O grupo 2 eacute composto pelos dentes
5 6 7 e 8 Os demais dentes compotildeem o grupo 3 Foram usinadas trecircs amostras do eletrodo
EL-0926 Os eletrodos usinados na maacutequina CUT 300 mS satildeo mostrados na figura 86a 86b e
86c
106
a) b) c)
Figura 86 ndash Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3
As trecircs amostras do eletrodo satildeo idecircnticas contudo os seus resultados de desvios
dimensionais e grau de qualidade foram especiacuteficos em cada amostra Os resultados
dimensionais referente aos trecircs eletrodos satildeo mostrados nas tabelas 27 28 e 29
Tabela 27 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 1)
Grau de qualidade de engrenagem eletrodo EL-0926
esquerdo direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
3 2 4 3 3 2 119943119919120630 3 4 2 2 2 4
2 2 4 4 2 2 119917120630 3 3 2 2 2 2
1 1 1 1 1 1 119943119943120630 1 3 1 2 1 1
0 1 0 1 1 1 119943119919120631 1 0 1 0 0 0
0 1 0 1 0 1 119917120631 1 0 1 0 1 0
0 1 0 1 1 1 119943119943120631 1 1 1 4 1 1
3 3 119943119953119957 6 4
3 6 119917119953 6 3
5 8 119917119955
a variaacutevel 119865119903 independe de flanco direito ou esquerdo
107
Tabela 28 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 2)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo Direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 0 4 3 3 2 119943119919120630 3 5 5 6 3 4
0 1 3 3 1 2 119917120630 4 3 4 4 3 3
1 1 2 2 2 1 119943119943120630 1 1 1 0 1 1
0 0 0 0 0 0 119943119919120631 0 0 1 1 1 0
1 1 0 1 1 2 119917120631 1 1 1 1 1 0
2 1 2 1 3 2 119943119943120631 1 2 1 1 1 1
2 4 119943119953119957 3 4
1 3 119917119953 5 3
3 4 119917119955
Tabela 29 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 3)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo direito
Q
11109 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
91011 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 3 2 3 2 119943119919120630 3 4 3 5 4 5
2 2 1 2 2 2 119917120630 3 3 3 3 3 3
0 1 1 1 1 1 119943119943120630 1 0 2 2 1 0
0 0 0 1 0 0 119943119919120631 1 1 1 0 1 1
1 1 1 1 0 1 119917120631 1 4 4 1 1 0
1 1 1 1 1 1 119943119943120631 1 4 3 1 1 0
4 4 119943119953119957 3 4
3 6 119917119953 8 4
5 8 119917119955
108
O conjunto de trecircs eletrodos EL-0330 EL-0331 e EL-0987 foi usinado na maacutequina CUT
300 mS Os resultados de desvios geomeacutetricos para os eletrodos satildeo mostrados nas tabelas 30
31 e 32
Tabela 30 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331 na CUT 300 mS em CuW
Grau de qualidade de engrenagem eletrodo EL-0331
Esquerdo Direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
4 0 4 2 4 2 119943119919120630 2 3 2 3 1 3
4 3 4 3 4 4 119917120630 4 4 4 4 4 4
5 3 5 2 5 4 119943119943120630 4 5 3 5 3 5
3 1 3 1 3 2 119943119919120631 -1 0 1 0 0 0
8 3 8 14 8 14 119917120631 3 3 3 3 1 3
9 2 9 14 9 14 119943119943120631 3 4 3 4 1 4
4 3 119943119953119957 5 6
2 4 119917119953 6 4
5 7 119917119955
Tabela 31 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0330
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 1 5 2 5 4 119943119919120630 2 6 2 6 5 6
5 2 5 3 5 6 119917120630 4 5 4 5 5 5
6 2 6 2 6 5 119943119943120630 3 4 3 4 3 4
5 2 5 3 5 -4 119943119919120631 -4 5 -3 5 0 5
4 4 4 3 4 4 119917120631 4 6 7 6 1 6
5 4 5 1 5 1 119943119943120631 2 6 7 6 1 6
5 4 119943119953119957 4 5
4 7 119917119953 4 2
5 9 119917119955
109
Tabela 32 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
6 -4 6 4 6 -5 119943119919120630 5 6 3 6 3 6
6 9 6 5 6 7 119917120630 6 5 6 5 3 5
6 6 6 5 6 4 119943119943120630 4 5 5 5 3 5
2 -1 2 -2 2 2 119943119919120631 1 2 5 2 0 2
4 2 4 4 4 2 119917120631 5 4 5 4 2 4
5 2 5 4 5 2 119943119943120631 6 6 -1 6 2 6
9 18 119943119953119957 15 9
7 21 119917119953 19 7
8 22 119917119955
A tabela 33 mostra o resultado dos desvios do eletrodo EL-0987 apoacutes a utilizaccedilatildeo do mesmo
na usinagem da cavidade da matriz MT-3673
Tabela 33 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 apoacutes a erosatildeo por penetraccedilatildeo
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 6 7 7 8 12 119943119919120630 12 9 5 6 3 4
6 7 5 6 7 10 119917120630 11 7 7 6 4 4
4 3 4 4 5 5 119943119943120630 7 7 7 5 5 5
5 4 5 5 5 4 119943119919120631 5 5 5 5 3 4
4 4 4 5 4 5 119917120631 5 4 5 4 5 5
2 2 5 4 5 4 119943119943120631 4 5 4 5 5 6
7 9 119943119953119957 7 6
7 19 119917119953 19 7
9 35 119917119955
110
Comparando os resultados das tabelas 32 e 33 se verifica que houve piora nos desvios
geomeacutetricos de engrenagem do eletrodo de acabamento Isto significa que um possiacutevel
aproveitamento para uma segunda matriz de precisatildeo estaria descartado
52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE
ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
A anaacutelise experimental entre diferentes sistemas de aneacuteis de cintamento foi conduzida sobre
o pinhatildeo citado na figura 38b o qual eacute produzido pela matriz MT-3673 (fig 27) O produto
resultante de extrusatildeo a frio eacute um pinhatildeo utilizado em motores de partida automotivos O
modelo utilizado para anaacutelise de fabricaccedilatildeo dos eletrodos na seccedilatildeo anterior eacute baseado nos
dados de engrenagem deste pinhatildeo sendo ele com nove dentes moacutedulo (mk) 211 acircngulo de
pressatildeo (αp) igual agrave 12ordm e comprimento de flanco de 8 mm conforme figura 87 As ferramentas
utilizadas nos ensaios satildeo mostradas na figura 88
Figura 87 ndash Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON
Figura 88 ndash Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional
b) Sistema STRECON
111
A ferramenta com sistema convencional possui dois aneacuteis de cintamento feitos em accedilos AISI
S1 e H13 respectivas interferecircncias de montagem de 0286 e 0434 mm entre matrizes e anel
1 e anel 1 e anel 2 respectivamente
As matrizes foram fabricadas de acordo com o mesmo procedimento conforme mostrado
no diagrama da figura 89
Figura 89 ndash Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio
521 Resultados
Os respectivos desvios de flanco de engrenagem resultantes nas cavidades das matrizes satildeo
mostrados nas tabelas 34 e 35 As cavidades das matrizes destas tabelas foram usinadas por
uma maacutequina de eletroerosatildeo por penetraccedilatildeo modelo Agietron Advance 3 ano 2003 Para esta
usinagem foram utilizados os eletrodos fabricados pela CUT 2000 S obtidos nos primeiros
ensaios de fabricaccedilatildeo
De acordo com a ISO 1328-1 quanto menor a escala de grau de qualidade maior a qualidade
do perfil de engrenagem Assim atraveacutes dos resultados das tabelas 34 e 35 eacute possiacutevel verificar
que haacute uma melhoria nos resultados do ferramental com aneacuteis de compressatildeo de alta resistecircncia
O grau de qualidade de engrenagem resultante do ferramental com o sistema STRECON se
mostrou superior ao do sistema convencional A maior resistecircncia agrave deformaccedilatildeo do sistema
STRECON demonstrou maior precisatildeo no resultado
As ferramentas foram colocadas em produccedilatildeo em prensa excecircntrica de 450 toneladas
Amostras foram medidas e mostraram uma tendecircncia que refletiu os resultados de suas
respectivas matrizes As tabelas 36 e 37 mostram os resultados de uma amostra de pinhatildeo obtido
por cada uma das matrizes
Usinagem dos componentes
Tratamento teacutermico
Retificaccedilatildeo e Montagem
Fabricaccedilatildeo dos eletrodos por
eletroerosatildeo ao fio
Eletroerosatildeo por penetraccedilatildeo da
cavidade
Polimento e Revestimento
Superficial
112
Tabela 34 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento convencional
Grau de qualidade de engrenagem para ferramenta com aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 18 11 31 119891119867120572 21 10 20 10 11 8
8 14 8 18 10 30 119865120572 21 9 21 9 13 7
2 1 6 6 6 5 119891119891120572 4 5 4 5 3 4
8 10 8 10 9 16 119891119867120573 10 8 17 9 14 9
7 10 7 9 8 17 119865120573 11 7 17 9 14 8
2 1 4 2 4 2 119891119891120573 3 4 2 2 1 1
10 23 119891119901119905 24 10
11 69 119865119901 64 10
10 52 119865119903
Tabela 35 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 1 8 11 6 5 119891119867120572 13 9 12 8 13 9
2 2 7 11 6 9 119865120572 12 7 12 7 12 7
3 2 4 3 5 5 119891119891120572 3 4 2 3 1 1
1 1 5 3 6 5 119891119867120573 2 4 4 5 1 0
3 2 4 4 5 5 119865120573 4 4 5 5 1 0
3 2 2 1 3 2 119891119891120573 2 2 2 3 1 0
7 9 119891119901119905 9 7
7 21 119865119901 19 7
7 16 119865119903
Os resultados mostram que a qualidade da cavidade quando montada em aneacuteis de
cintamento convencionais diminui em relaccedilatildeo aos desvios de perfil heacutelice e passo Contudo
este ensaio bem como o apresentado pela tabela 35 foi realizado em maacutequina que possui erro
113
de posicionamento e acabamento superficial elevados Desta forma eacute possiacutevel a obtenccedilatildeo de
melhores resultados dimensionais em caso da utilizaccedilatildeo de maacutequina de maior precisatildeo
Tabela 36 ndash Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento convencionais
Grau de qualidade de engrenagem para pinhatildeo produzido c aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 13 10 18 10 19 119891119867120572 20 10 21 10 20 10
9 23 10 28 10 27 119865120572 26 10 24 9 28 10
9 16 9 16 9 18 119891119891120572 18 9 12 8 16 9
5 3 5 4 6 5 119891119867120573 57 6 6 6 3 5
6 6 8 13 7 12 119865120573 13 8 24 7 7 6
6 4 8 11 8 9 119891119891120573 12 9 12 8 5 6
8 10 119891119901119905 11 8
6 13 119865119901 11 5
9 30 119865119903
Tabela 37 ndash Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para pinhatildeo produzido com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 23 10 20 119891119867120572 24 11 24 11 20 10
9 22 10 28 10 27 119865120572 32 10 28 10 25 9
8 13 8 11 8 11 119891119891120572 11 8 11 8 12 8
2 1 3 2 2 1 119891119867120573 2 3 2 3 1 2
4 3 7 11 6 8 119865120573 12 8 8 7 3 4
4 2 8 11 8 8 119891119891120573 11 8 10 8 3 5
5 4 119891119901119905 3 4
3 5 119865119901 6 4
6 9 119865119903
Baseado nas informaccedilotildees das tabelas 36 e 37 uma nova alternativa de equipamento de
eletroerosatildeo por penetraccedilatildeo foi testada A maacutequina FORM X400 tambeacutem do cataacutelogo do
fabricante GF Agie Charmilles foi utilizada A FORM X400 possui um sistema de termo-
estabilizaccedilatildeo integrado que permite corrigir os pontos localizados de aquecimento assim como
114
a CUT 300 mS Em paralelo um otimizado sistema de controle permite reduzir o desgaste do
eletrodo
A matriz MT-3673 foi novamente escopo deste teste e os eletrodos EL-0331 EL-0330 e
EL-0987 desta vez utilizando uma maacutequina modelo FORM X400 A diferenccedila aplicada neste
ensaio foi a utilizaccedilatildeo de trecircs eletrodos sendo o primeiro para desbaste e os dois restantes para
acabamento Os eletrodos EL-0331 EL-0330 e EL-0987 apresentados nas tabelas 30 31 e 32
foram utilizados Neste teste foram adicionados dispositivos de fixaccedilatildeo do fabricante 3R Estes
dispositivos permitem realizar o setup dos trecircs eletrodos em uma mesma posiccedilatildeo de referecircncia
em relaccedilatildeo agrave matriz O objetivo foi minimizar a atribuiccedilatildeo dos erros de posicionamento dos
eletrodos entre cada etapa de usinagem Os eletrodos foram fixados em uma haste fabricada
com desvio de batimento radial maacuteximo de 0005 mm Os mesmos foram fixados nas hastes e
montados nos ldquopalletsrdquo 3R A figura 82a mostra o eletrodo montado na haste e pallet 3R Apoacutes
a montagem do eletrodo o conjunto foi adaptado a uma base plana montada em maacutequina de
mediccedilatildeo tridimensional com 0003 mm de paralelismo entre faces inferior e superior conforme
a figura 90b
a) b)
Figura 90 ndash a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional
A mediccedilatildeo em maacutequina tridimensional tem a funccedilatildeo de encontrar os erros nos eixos X e Y
do perfil de engrenagem em relaccedilatildeo ao centro de fixaccedilatildeo O conhecimento destes erros permite
fazer as devidas compensaccedilotildees dos eixos na programaccedilatildeo da FORM X400 O procedimento eacute
realizado para garantir que os eletrodos sejam posicionados no mesmo centro de fixaccedilatildeo
A erosatildeo da cavidade da matriz MT-3673 de acordo com o procedimento citado na maacutequina
FORM X400 apresentou os desvios informados na tabela 38 O ANEXO J mostra o relatoacuterio
de mediccedilatildeo realizada em maacutequina ZEISS atraveacutes do software GEAR PRO involute
115
Tabela 38 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 4 5 1 5 3 119891119867120572 2 4 2 4 0 4
4 4 4 3 4 4 119865120572 3 3 3 3 1 3
3 2 3 3 3 2 119891119891120572 2 3 2 3 1 3
2 0 2 -1 2 1 119891119867120573 5 4 -1 4 1 4
5 3 5 4 5 5 119865120573 4 5 4 5 4 5
6 3 6 4 6 5 119891119891120573 2 6 5 6 4 6
3 2 119891119901119905 4 5
2 4 119865119901 5 3
5 8 119865119903
A matriz foi desmontada dos aneacuteis de cintamento por enrolamento de tiras e aplicado o
revestimento PVD Produzir amostras sem a aplicaccedilatildeo de revestimento poderia representar
dano agrave superfiacutecie da cavidade da matriz e comprometer a integridade da engrenagem extrudada
Apoacutes a aplicaccedilatildeo do revestimento PVD e remontagem houve modificaccedilatildeo no grau de qualidade
dos dentes de engrenagem A tabela 39 mostra o grau de qualidade da cavidade da matriz apoacutes
a aplicaccedilatildeo do revestimento PVD O anexo L mostra o relatoacuterio de mediccedilatildeo da cavidade apoacutes
o revestimento A numeraccedilatildeo da posiccedilatildeo dos dentes foi mantida em relaccedilatildeo agrave tabela 38
Tabela 39 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 5 3 5 3 119891119867120572 2 5 3 5 -1 5
4 2 4 3 4 2 119865120572 3 5 5 5 2 5
4 1 4 3 4 2 119891119891120572 2 5 4 5 1 5
3 0 3 -1 3 2 119891119867120573 -4 5 2 5 -1 5
5 4 5 5 5 6 119865120573 5 5 5 5 5 5
6 3 6 5 6 6 119891119891120573 -4 6 5 6 5 6
7 8 119891119901119905 8 7
6 15 119865119901 17 6
7 18 119865119903
116
A comparaccedilatildeo entre os resultados das tabelas 38 e 39 mostra que houve um decreacutescimo no
grau de qualidade da cavidade da matriz A aplicaccedilatildeo do revestimento na superfiacutecie pode ter
aumentado a irregularidade de forma A montagem da ferramenta tambeacutem pode ter
influenciado bem como o fato de os aneacuteis de cintamento jaacute terem passado por vaacuterios ciclos de
produccedilatildeo montagem e desmontagem o que provoca a sua deformaccedilatildeo plaacutestica
O desvio de forma de perfil (ffα) passou de grau Q3 para graus Q4 (lado esquerdo) e Q5 (lado
direito) O desvio angular de perfil (fHα) passou de grau Q4 para Q5 no lado direito mantendo-
se estaacutevel no lado esquerdo O desvio angular de linha de flanco (fHβ) sofreu decreacutescimo de um
ponto no grau de qualidade passando de Q2 para Q3 (lado esquerdo) e Q4 para Q5 (lado
direito) Os desvios individual de passo (fpt) e batimento radial (Fr) passaram ao grau de
qualidade Q7
Os graacuteficos das figuras 91a e 91b mostram a variaccedilatildeo do grau de qualidade (Q) em funccedilatildeo
dos desvios dimensionais de engrenagem para a MT-3673 antes e poacutes aplicaccedilatildeo do PVD O
maior grau de qualidade encontrado entre os flancos direito e esquerdo foi indicado nos
graacuteficos
a) b)
Figura 91 ndash Grau de qualidade (Q) X desvios dimensionais da MT-3673
Os paretos mostrados na figura 91 indicam que na usinagem por eletroerosatildeo da MT-3673
o desvio angular de linha de flanco (ffβ) sofreu a maior variaccedilatildeo no desvio dimensional
resultando no maior grau de qualidade (Q6) e mantendo-se apoacutes o PVD O desvio de forma de
perfil (ffα) e desvio passo total (Fp) atingiram o melhor grau de qualidade (Q) poreacutem apoacutes o
PVD houve um decreacutescimo de Q2 e Q3 niacuteveis respectivamente nesta variaacutevel O desvio de
passo individual (fpt) e desvio de batimento radial (Fr) atingiram os maiores desvios
dimensionais apoacutes o PVD e o seu grau de qualidade final foi Q7
A ferramenta foi colocada na prensa excecircntrica jaacute mencionada neste trabalho e amostras de
pinhotildees foram produzidas tal como mostrado na figura 92
117
Figura 92 ndash Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida
Foram produzidas 20 amostras de pinhotildees e a tabela 40 mostra o resultado do grau de
qualidade alcanccedilado em uma das amostras Este resultado foi semelhante para as demais
amostras O anexo M mostra o relatoacuterio de mediccedilatildeo do referido pinhatildeo
Para os desvios de perfil (ffα fHα e Fα) o pinhatildeo atingiu o grau de qualidade Q7 com dois
pontos acima da cavidade da matriz Os desvios de passo (fpt e Fp) reproduziram a cavidade da
matriz com grau de qualidade Q7 Os desvios de heacutelice (ffβ fHβ e Fβ) atenderam ao grau de
qualidade Q6 Importante observar que ateacute a tabela 37 os resultados foram atraveacutes do software
Quindos onde o grau de qualidade era atribuiacutedo a cada grupo de quatro dentes O GEAR PRO
verifica o maior desvio entre os nove dentes e atribui o grau a partir deste resultado
Tabela 40 ndash Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para pinhatildeo com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 -1 7 7 7 8 119891119867120572 6 7 -6 7 -7 7
7 8 7 12 7 12 119865120572 10 7 9 7 9 7
7 7 7 8 7 9 119891119891120572 7 7 4 7 5 7
6 -3 6 5 6 6 119891119867120573 -2 4 -3 4 2 4
6 4 6 8 6 8 119865120573 5 5 5 5 5 5
6 4 6 5 6 6 119891119891120573 4 6 6 6 5 6
7 10 119891119901119905 9 7
7 20 119865119901 23 7
8 20 119865119903
118
O graacutefico da figura 93 mostra o grau de qualidade (Q) devido aos desvios dimensionais de
uma amostra de pinhatildeo produzido pela MT-3673 com a aplicaccedilatildeo de PVD Os desvios de perfil
(ffα fHα Fα) atingiram o grau Q7 os desvios de linha de flanco (ffβ fHβ Fβ) resultaram em grau
Q6 e os desvios de passo (fpt Fp) o grau Q7 O desvio de batimento radial (Fr) apresentou Q8
Figura 93 ndash Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673
A Tabela 41 apresenta os resultados de comparaccedilatildeo entre um eletrodo de referecircncia de
coacutedigo EL-0330 o qual eacute usinado por eletroerosatildeo em processo atual e os eletrodos usinados
por microusinagem e por eletroerosatildeo a fio (utilizando as trecircs maacutequinas e os dois diferentes
tarugos para a CUT 2000 S) tendo como base para comparaccedilatildeo as informaccedilotildees fornecidas na
mediccedilatildeo de cada um dos principais paracircmetros Foram analisados os dados de todos os dentes
medidos (ambos os lados direito e esquerdo) e o respectivo grau de qualidade maacuteximo atingido
para cada um dos paracircmetros relevantes As mediccedilotildees foram realizadas nas dependecircncias da
empresa ZEN onde foi utilizada uma maacutequina tridimensional com o software Quindos Para
comparaccedilatildeo os eletrodos foram enviados para a Fundaccedilatildeo CERTI e medidos em maacutequina
ZEISS e software GearPRO
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo
Desvio
Grau de qualidade do eletrodo
Referecircncia (EL-0330)
Microfresamento Eletroerosatildeo
CUT 20P
Eletroerosatildeo CUT 2000 S CUT 300 mS
Tarugo 2 furos
Tarugo 4 furos Mediccedilatildeo
ZEN Mediccedilatildeo
Certi
Perfil fHα 9 11 11 7 7 6 5 Fα 8 10 10 6 6 7 5 ffα 7 9 8 7 7 6 5
Heacutelice fHβ 4 4 7 2 3 1 2 Fβ 8 4 7 3 6 1 1 ffβ 7 5 7 4 6 1 0
Passo Fp 4 4 12 5 4 2 4 fp 5 7 11 8 6 5 4
Batimento radial Fr 6 4 12 7 4 3 5
Grau de qualidade
9 11 12 8 7 7 5
119
Para avaliar a qualidade superficial dos perfis obtidos trecircs mediccedilotildees de rugosidade foram
realizadas em dois dentes de cada um dos eletrodos Este procedimento eacute ilustrado na figura 94
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados
Devido agrave curvatura do perfil evolvente apenas um comprimento limitado (~1 mm) pocircde ser
aferido no perfilocircmetro A Tabela 42 apresenta os resultados de rugosidade para eletrodo
Tabela 42 ndash Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados
Ra (microm) Microfresamento Eletroerosatildeo a fio
Dente 1 Dente 2 Dente 1 Dente 2 M1 06214 05482 02154 03095 M2 05082 05452 02477 02488 M3 05298 04979 02833 02418
Meacutedia 05418 02578
Os resultados das tabelas 41 e 42 mostram que o processo de microfresamento eacute promissor
para a fabricaccedilatildeo de eletrodos em cobre poreacutem necessita de maior pesquisa e otimizaccedilatildeo de
seus paracircmetros onde os passes consecutivos e deslocados lateralmente (ae) tecircm impacto no
crescente desvio de forma de perfil dos dentes da engrenagem
No caso dos eletrodos referecircncia e usinado por microfresamento o desvio angular de perfil
(fHα) eacute a caracteriacutestica mais criacutetica e portanto determinante do grau de qualidade geral do
eletrodo Para a fabricaccedilatildeo por eletroerosatildeo com a CUT 20 P o desvio de passo acumulado
(Fp) o batimento radial (Fr) e desvio angular (fHα) satildeo as caracteriacutesticas mais criacuteticas Jaacute a
fabricaccedilatildeo por eletroerosatildeo com a CUT 2000 S o maior desvio foi no passo (Fr) sendo que
provavelmente houve um deslocamento da peccedila durante a sua usinagem
A inclusatildeo da maacutequina CUT 300 mS nesta pesquisa proporcionou resultados superiores em
relaccedilatildeo aos obtidos pelas maacutequinas anteriores Os resultados das tabelas 27 a 32 evidenciam a
superioridade do processo desenvolvido para a usinagem com este modelo de maacutequina A CUT
300 mS aleacutem de possuir maior precisatildeo de posicionamento e acabamento em relaccedilatildeo agraves demais
maacutequinas tambeacutem possui sistema interno de estabilizaccedilatildeo de temperatura em relaccedilatildeo ao
ambiente Estas caracteriacutesticas aliadas agrave conceitos particulares de projeto de engrenagem
contribuem para a obtenccedilatildeo de uma melhor qualidade de engrenagem dos eletrodos
120
6 DISCUSSOtildeES DOS RESULTADOS
O desenvolvimento da ferramenta de extrusatildeo de engrenagens de precisatildeo a frio considerou
etapas que passaram pela simulaccedilatildeo numeacuterica do comportamento dos aneacuteis de cintamento e o
seu resultado no produto de extrusatildeo definiccedilatildeo das etapas de usinagem por eletroerosatildeo para a
fabricaccedilatildeo de eletrodos e cavidade de matriz e a determinaccedilatildeo das curvas de escoamento do accedilo
SAE 10B22 utilizado na fabricaccedilatildeo dos pinhotildees para impulsor de partida citados descritos neste
trabalho
As curvas mostradas nas figuras 17 18 e 19 referentes ao accedilo SAE 10B22 e obtidas atraveacutes
do software JMatPro quando comparadas com as curvas obtidas atraveacutes do ensaio de
compressatildeo (fig 47 48 e 49) mostram divergecircncias no comportamento tensatildeo-deformaccedilatildeo o
que demonstra que ensaios experimentais satildeo importantes para validar os resultados de
simulaccedilatildeo computacional Considerando a deformaccedilatildeo verdadeira (φ) de 002 agrave T=20ordmC e
velocidade de deformaccedilatildeo () de 1 s-1 o software JMatPro indica a tensatildeo de escoamento igual
a 3434 Nmm2 O ensaio de compressatildeo mostrou uma tensatildeo de escoamento de 4111 Nmm2
No caso da utilizaccedilatildeo das curvas do JMatPro nas simulaccedilotildees os esforccedilos de extrusatildeo seriam
menores visto que as o erro destas curvas em relaccedilatildeo agraves obtidas por ensaio eacute deslocado em
direccedilatildeo a zero ou seja as tensotildees de escoamento simuladas satildeo menores Isto pode causar erro
no dimensionamento do projeto da ferramenta e principalmente dos aneacuteis de cintamento
Kang et al (2007) [84] estudou o efeito da deformaccedilatildeo elaacutestica sobre matrizes de extrusatildeo
A deformaccedilatildeo elaacutestica ocorre devido agraves etapas de carregamento descarregamento e extraccedilatildeo
da peccedila Portanto a dimensatildeo final da engrenagem seraacute diferente daquela fabricada para a
cavidade da matriz O conceito de preacute-tensionamento de matrizes por enrolamento de tiras
proporciona maior resistecircncia agraves altas tensotildees de extrusatildeo direta a frio em comparaccedilatildeo com os
sistemas convencionais e consequente reduccedilatildeo da deformaccedilatildeo elaacutestica da matriz como
estudado por Groenbaek e Nielsen (1997) [78]
A simulaccedilatildeo computacional mostrou que quanto maior o estado de tensotildees compressivas da
matriz com a accedilatildeo dos aneacuteis de cintamento menor seraacute a sua deformaccedilatildeo elaacutestica Os desvios
dimensionais devido agrave expansatildeo da matriz satildeo reduzidos Aliado a maior precisatildeo na fabricaccedilatildeo
de geometria da cavidade da matriz por eletroerosatildeo os desvios de flanco da engrenagem
extrudada a frio seratildeo minimizados A tabela 17 mostrou que o deslocamento ocorrido nas
matrizes e aneacuteis de cintamento apoacutes o preacute-tensionamento foi superior para a ferramenta
montada com os aneacuteis por enrolamento de tiras havendo uma maior contraccedilatildeo nas matrizes
internas de 005 mm em relaccedilatildeo agraves matrizes preacute-tensionadas pelo sistema de duplo anel
121
As tensotildees tangencial (σt) axial (σz) e radial (σr) satildeo superiores para a ferramenta por
enrolamento de tiras Desta forma a tensatildeo equivalente (σe) na regiatildeo interna da cavidade da
matriz eacute aproximadamente quatro vezes superior ao sistema de duplo anel Esta caracteriacutestica
proporciona uma menor deformaccedilatildeo elaacutestica dos componentes da ferramenta durante o ciclo de
extrusatildeo da engrenagem A tensatildeo equivalente (σe) calculada pela teoria de von Mises
correspondeu aos resultados de simulaccedilatildeo numeacuterica o que mostra o alinhamento com a teoria
A simulaccedilatildeo numeacuterica do pinhatildeo extrudado pela matriz por enrolamento de tiras mostrou o
ponto 2 onde haacute a transiccedilatildeo do perfil da geratriz para formaccedilatildeo do dente como o de
concentraccedilatildeo das maiores tensotildees e desta forma maior tensatildeo equivalente (σe)
Pode-se notar que no atual estaacutegio de maturidade do processo apenas o eletrodo fabricado
pelo processo de eletroerosatildeo a fio utilizando a maacutequina CUT 300 mS obteve resultado melhor
(Q 5) quando comparado com o eletrodo referecircncia (Q 9) Diversos fatores contribuiacuteram para
este resultado sendo um deles quando utilizado o eletrodo com mais pontos de entrada do fio
para a erosatildeo Isto se deve ao fato de com mais pontos de ancoragem da engrenagem no material
que seraacute removido a peccedila se manteacutem mais riacutegida garantindo melhor qualidade do corte por
eletroerosatildeo
bull A maacutequina de erosatildeo por penetraccedilatildeo FORM X400 proporcionou evoluccedilatildeo nos resultados
dimensionais O desvio de perfil (α) o qual era o de mais baixa qualidade teve melhora
significativa O desvio de forma de flanco (ffβ) sofreu uma variaccedilatildeo em um dos dentes e
apresentou grau Q6 Os demais desvios de Passo (Fp) e Batimento Radial (Fr) atingiram
o grau de qualidade Q5
bull A utilizaccedilatildeo do terceiro eletrodo com afastamento reduzido em relaccedilatildeo ao perfil final da
cavidade foi fundamental na melhoria dos resultados Este eletrodo teve a funccedilatildeo de
remover uma miacutenima camada de material e corrigir as deformaccedilotildees maiores provenientes
das etapas anteriores
bull Os pinhotildees reproduzidos atenderam ao grau de qualidade Q7 havendo um desvio como
esperado em relaccedilatildeo ao grau de qualidade obtido na cavidade da engrenagem apoacutes a
extraccedilatildeo Verificou-se que o grau de qualidade da cavidade da matriz sofreu piora com
a desmontagem e aplicaccedilatildeo do revestimento PVD Esta etapa do processo necessita de
ajustes para poder aplicar o menor erro possiacutevel ao resultado da usinagem por penetraccedilatildeo
da cavidade Em paralelo a melhoria no posicionamento dos eletrodos e referecircncias de
usinagem da ferramenta podem melhorar o grau de qualidade da cavidade reduzir seus
erros apoacutes o revestimento PVD e obter um pinhatildeo com maior precisatildeo
122
7 CONCLUSOtildeES
Os resultados das tabelas 34 35 36 e 37 evidenciaram que a diferenccedila meacutedia de dois graus
de qualidade de engrenagem da cavidade das matrizes e o seu produto de extrusatildeo A
deformaccedilatildeo elaacutestica do ferramental a qual proporciona uma deformaccedilatildeo plaacutestica no extrudado
satildeo fatores que contribuem para variaccedilatildeo do grau de qualidade do perfil de engrenagem do
pinhatildeo
Individualmente a matriz montada com os aneacuteis de compressatildeo STRECON e usinada na
maacutequina FORM X400 apresentou desvios de perfil (Q de 10 para 5) desvios de linha de flanco
(Q de 8 para 5) desvios de passo (Q de 8 para 3) e batimento radial (Q de 9 para 5) reduzidos
em relaccedilatildeo a com aneacuteis convencionais e usinados pela maacutequina Agietron Advance 3 o que
resultou em grau de qualidade de engrenagem de maior precisatildeo Os resultados dos pinhotildees
produzidos pela ferramenta do processo original com aneacuteis de cintamento convencionais e
maacutequina de erosatildeo de menor precisatildeo quando comparados com os pinhotildees dos aneacuteis por
enrolamento de tiras e matriz usinada pela FORM X400 tiveram melhora significativa Os
desvios de perfil tiveram seu grau de qualidade melhorado de Q10 para Q7 desvios de linha de
flanco de Q8 para Q6 Os desvios de passo (Q de 8 para 7) e batimento radial (Q de 9 para 8)
foram prejudicados pela etapa de desmontagem e revestimento da matriz que elevou estes
desvios da cavidade
A simulaccedilatildeo numeacuterica foi realizada em uma primeira etapa para verificaccedilatildeo do efeito dos
aneacuteis de cintamento no produto de extrusatildeo A segunda etapa de simulaccedilatildeo onde o aumento do
preacute-tensionamento na ferramenta foi aplicado devido ao aumento da interferecircncia de
montagem mostrou que eacute possiacutevel minimizar o efeito do comportamento elaacutestico da ferramenta
com o correto dimensionamento dos aneacuteis de cintamento A anaacutelise por simulaccedilatildeo numeacuterica
dos dois sistemas de preacute-tensionamento mostrou que o sistema por enrolamento de tiras
proporciona uma rigidez global superior ao sistema convencional de duplo anel O efeito dos
aneacuteis por enrolamento de tiras foi fundamental na melhoria da qualidade de engrenagem
extrudada a frio
Estudos indicaram que a usinagem de precisatildeo de eletrodos e cavidade da matriz baseado
na geometria dos flancos e a consequente reduccedilatildeo dos seus desvios podem resultar em graus de
qualidade de engrenagem superiores nos produtos de extrusatildeo a frio Estes conceitos apoiados
pela tecnologia adequada de fabricaccedilatildeo de ferramentas a qual estaacute relacionada ao maquinaacuterio
utilizado para fabricaccedilatildeo bem como a mediccedilatildeo correta do que eacute fabricado satildeo fundamentais
para atingir o grau de qualidade de engrenagem desejada
123
8 SUGESTOtildeES PARA TRABALHOS FUTUROS
O processo proposto para a fabricaccedilatildeo de ferramentas de precisatildeo mostrou-se robusto e
eficiente Contudo outras teacutecnicas de fabricaccedilatildeo de eletrodos podem ser estudadas
principalmente a tecnologia de microfresamento vista neste estudo poreacutem pouco explorada
O microfresamento para a fabricaccedilatildeo de eletrodos apresentou potencial e pode ser refinado
Este eacute um estudo sugerido para continuidade
A tecnologia de preacute-tensionamento de ferramentas desenvolvida pela empresa STRECON eacute
eficiente e atribui maior resistecircncia ao ferramental Entretanto o sistema eacute considerado de alto
custo se comparado com o sistema de aneacuteis convencionais O estudo por simulaccedilatildeo
computacional e ensaios praacuteticos para definiccedilatildeo de uma tecnologia de mais baixo custo e
rendimento similar estaria no escopo dos proacuteximos trabalhos
A velocidade de deformaccedilatildeo tem impacto direto na qualidade resultante da engrenagem
extrudada A aplicaccedilatildeo de prensas com sistema de servo-acionamento onde as curvas de
atuaccedilatildeo da prensa podem ser programadas em conjunto com uma ferramenta fabricada com
alta precisatildeo eacute um escopo de proacuteximos estudos a serem realizados
Outro importante ingrediente eacute o custo envolvido da ferramenta O custo das matrizes estaacute
entre 10 e 15 do custo do extrudado entretanto o custo indireto pode ser superior agrave 70 Isto
inclui o custo dos materiais e usinagem das matrizes O custo variaacutevel na conclusatildeo das matrizes
eacute importante Se a qualidade da matriz for comprometida isto pode parar uma produccedilatildeo Em
resumo a reduccedilatildeo de sucata e a longa vida uacutetil de ferramentas satildeo a mais efetiva forma de
reduccedilatildeo de energia e custos os quais satildeo objetivo de qualquer especialista de processos ou
supervisor de planta Metas como estas satildeo essenciais para a sobrevivecircncia de forjarias em
longo prazo bem como a sustentabilidade de uma nova geraccedilatildeo de componentes proacuteximos de
sua forma final com alta precisatildeo
O controle de custos de fabricaccedilatildeo relacionado com gerenciamento da vida uacutetil de
ferramentas de extrusatildeo eacute escopo para estudos futuros
124
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS
[1] MATSUBARA S KUDO H Devising and calibration of a simple sensor for determining
pressure distribution on tool-workpiece interfaces J Jpn Soc Technol Plasticity 32 p 589-
596 1991
[2] MATUSUBARA S KUDO H Non-uniform pressure distribution on punch nose surface
in axisymmetric cold forging process J Jpn Soc Technol Plasticity 32 p 874-879 1991
[3] MURATA Y Measurement of die deformation in forging by capacitive displacement
transducer in Proceedings on the Fourth International Conference on Technology of Plasticity
pp 1216-1221 1993
[4] HILLERY MT An embedded-strain-gauge technique of stress analysis in rod drawing
Journal of Materials Processing Technology 47 p 1-12 1993
[5] RADDAD B KOCANDA A On the strength criteria for high stressed ring-shaped dies
in Proceedings of the Fourth International Conference on Technology of Plasticity p 5-9
1993
[6] LEE YS LEE JH Experimental and analytical evaluation for elastic deformation
behaviors of cold forging tool Journal of Materials Processing Technology 127 p 73ndash82 2002
[7] LEE YS LEE JH Analysis of the elastic characteristics at forging die for the cold
forged dimensional accuracy Journal of Materials Processing Technology 130131 p 532ndash
539 2002
[8] LEE YS LEE JH Finite element modeling approaches to the accurate dimensional
prediction for a cold-forged part J Eng Manuf 218 p 1709ndash1722 2004
[9] ROSOCHOWSKI A BALENDRA R Secondary yielding of forged components due to
unloading Journal of Materials Processing Technology 115 p 233ndash239 2001
[10] BRESCIANNI E et al Conformaccedilatildeo Plaacutestica dos Metais 4a Ediccedilatildeo Editora da
Unicamp Campinas 1991
[11] ALTAN T Conformaccedilatildeo de Metais Fundamentos e Aplicaccedilotildees Publicaccedilatildeo EESCUSP
Satildeo CarlosSP 1999
[12] SCHULER Metal Forming Handbook Springer-Verlag Berlin Heidelberg 1998
125
[13] BILLIGMANN J FELDMANN H D Estampado y prensado a maacutequina 2a ediccedilatildeo
Ed Reverteacute 1979
[14] DIETER G E Metalurgia Mecacircnica 2ordf Ediccedilatildeo Editora Guanabara Dois RJ 1981
[15] MEIDERT M HANSEL M Net-shape cold forging to close tolerances under QS 9000
aspects Journal of Materials Processing Technology v 98 p 150-154 2000
[16] LANGE K CSER L GEIGER M KALS JAG Tool Life and Tool Quality in Bulk
Metal Forming CIRP Annals 41 p 667-675 1992
[17] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance of
Punches and Mandrels Verein Deutscher Ingenieure vol 2 1974
[18] VDI 3185 Calculation of the obtained punch force and the greatest extrusion force for
rod and solid extrusion of steel at room temperature Verein Deutscher Ingenieure 1970
[19] VDI 3138 Cold Forging of Steel ndash Application Examples of Products Economical Views
Verein Deutscher Ingenieure vol 3 1999
[20] VDI 3176 Prestressed Dies for Cold Forging Verein Deutscher Ingenieure vol 3 1985
[21] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance
Calculation of Dies (Dies Assemblies) Verein Deutscher Ingenieure vol 3 1974
[22] SCHAEFFER L Forjamento ndash Introduccedilatildeo ao Processo Porto Alegre Imprensa Livre
2006
[23] TSCHAumlTSCH H Handbuch Umformtechnik Darmstadt Hoppenstedt Technik Tabellen
Verlag 1984
[24] DRAKE R THROOP J Source Book on Cold Forming American Society for Metals
Metals Park Ohio 1975
[25] VETTER J et al Hard coatings for lubrication reduction in metal forming Surface and
Coatings Technology vol 86-87 p 739-747 1996
[26] SMITH L Thin-Film Deposition Principles and Practice p 3-4 1995
[27] OERLIKON BALZERS Disponiacutevel em lthttpswwwoerlikoncomecomaXLfilesbalzers
oerlikon_HQ163EN_BALINIT_DUPLEX_Seriepdfgt Acessado em agosto de 2018
[28] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1972
126
[29] BOWDEN F B TABOR D The Friction and Lubrication of Solids Part 1 Oxford
University Press Oxford 1950
[30] ERINOSHO M F AKINLABI E T Study of Friction during Forging Operation
Proceedings of the World Congress on Engineering Vol II June 29 ndash July 1st London 2016
[31] GARCIacuteA-DOMIacuteNGUEZ A CLAVER J CAMACHO A M SEBASTIAacuteN M A
Comparative Analysis of Extrusion Processes by Finite Element Analysis 25th DAAAM
International Symposium on Intelligent Manufacturing and Automation 2014 published by
Procedia Engineering vol 100 p 74ndash83 2015
[32] ZHANG Q FELDER E BRUSCHI S Evaluation of friction condition in cold forging
by using T-shape compression test Journal of Materials Processing Technology 209 p 5720-
5729 2009
[33] GEIGER R WOSKA R Fliesspressen Carl Hansen Verlag Munchen Wien 1984
[34] RODRIGUES J MARTINS P Tecnologia Mecacircnica Tecnologia da Deformaccedilatildeo
Plaacutestica vol 1 ndash Fundamentos Teoacutericos Lisboa Escolar editora 2005
[35] LUND E ANDRESEN H JEPSEN C Tool Optimization by Means of Effective
Prestressing System STRECON AS Sonderborg Denmark 2015
[36] TEKKAYA E et al History and Future of Cold Forging in Europe Presentation at the
40th International Cold Forging Group Plenary Meeting Padova Italy September 2007
[37] NICHIDAI CORPORATION Disponiacutevel em lthttpwwwnichidaijpenglish
catalogpdfStreconpdfgt Acesso em agosto de 2018
[38] ANDRESEN H LUND E Tooling Solutions for Cold and Warn Forging Applications
for Automotive and other Segments Uddeholm Automotive Seminar 2008
[39] MODIANO S CARRENtildeO J A FUGIVA RA C S BENEDETTI A V Effect of
hydrogen charging on the stability of SAE 10B22 steel surface in alkaline solution
Electrochimica Acta Brazil v 51 n 4 p 641-648 2005
[40] CASARIN S J Caracterizaccedilatildeo da temperabilidade de accedilo C-Mn microligado ao Boro
atraveacutes de dilatometria e curvas de transformaccedilatildeo de fases por resfriamento contiacutenuo EESC
USP 1996
[41] SENTE SOFTWARE Disponiacutevel em lthttpswwwsentesoftwarecoukgt Acesso em
agosto de 2018
127
[42] ISO 1328-1 Cylindrical Gears - ISO system of flank tolerance classification Part 1
Definitions and allowable values of deviations relevant to flanks of gear teeth 2013
[43] ISO 1328-2 Cylindrical Gears - ISO system of accuracy ndash Part 2 Definitions and
allowable values of deviations relevant to radial composite deviations and runout information
1997
[44] QUALITY TRANSMISSION COMPONENT Elements of Metric Gear Technology
Disponiacutevel em httpwwwqtcgearscom
[45] DUDLEY D W Handbook of Practical Gear Design McGRAW-HILL New York
First Edition 1954
[46] DUDLEY D W Gear Handbook The Design Manufactured and Application of
Applications New York McGRAW-HILL First Edition 1962
[47] NBR 12230 Sistema Internacional Prescriccedilatildeo para sua aplicaccedilatildeo Rio de Janeiro ABNT
24 p 1992
[48] VDIVDE 2613 Pitch Testing on Gearings ndash Spur Gear (Cylindrical Gear) Worm wheels
Bevel gears 1983
[49] VDIVDE 2612 Testing of Involute Cylindrical Gears -Tooth trace testing Part 2 1980
[50] SANTOS JUNIOR M J IRIGOYEN E R C Metrologia Dimensional teoria e praacutetica
Porto Alegre Ed UniversidadeUFRGS ISBN 85-7025-308-7 1995 222 p
[51] PINTO A Velocidade Perifeacuterica de Engrenagens Recife 2001 Disponiacutevel em
lthttpwwwupemecanicahpgigcombrvelperifpdfgt Acesso em agosto 2016
[52] KRANZ R WENDL F WUPPER Influence of EDM conditions on the toughness of
tool steels Thyssen Edelst Techn Ber 5 p 100-105 1990
[53] MARAFONA J D Processos de electroerosatildeo por penetraccedilatildeo e fio Faculdade de
Engenharia da Universidade do Porto Porto 2002
[54] McGEOUGH J A Advanced Methods of Machining Chapman and Hall Cambridge
1988
[55] FERRARESI D Usinagem dos metais Satildeo Paulo EdgardBluumlcher 1v 1970-2000
[56] AMORIM F L Tecnologia de Eletroerosatildeo por Penetraccedilatildeo da Liga de Alumiacutenio AMP
8000 e da Liga de Cobre CuBe para Ferramentas de Moldagem de Materiais Plaacutesticos Tese
128
(Doutorado em Engenhara Mecacircnica) Departamento de Engenharia Mecacircnica Universidade
Federal de Santa Catarina ndash UFSC Florianoacutepolis Brasil 147f 2002
[57] FLANtildeO O AYESTA I IZQUIERDO B SAacuteNCHEZ J A RAMOS J M
Experimental study on the influence of electrode geometry and electrode path on wear pattern
in EDM 19th CIRP Conference on Electro Physical and Chemical Machining Spain Procedia
CIRP 68 p 405 ndash 410 2018
[58] GUITRAU E P The EDM Handbook Hanser Gardner Publications Cincinnati 1997
[59] DAVIM J P Princiacutepios da Maquinagem Livraria Almedina Coimbra 1995
[60] HENTZ E A SCHAEFFER L KNOLL P K Influecircncia da Curva de Escoamento na
Simulaccedilatildeo Computacional do Processo de Forjamento a Quente da Liga de Titacircnio Ti-6al-4v
Ciecircncia amp Engenharia v 16 n 12 p 53-59 2007
[61] CLOUGH R The Finite Element Method in Place Stress Analysis In Anais da 2
Conference on Electronic Method International Computationrdquo Pittsburgh American Society
of Civil Engineers p 345-378 1960
[62] TURNER M CLOUGH R MARTIN H TOPP I Stiffness and Deflection Analysis of
Complex Structures Journal of the Aeronautical Sciences v 23 n 9 p 805-821 1956
[63] SNAPE G CLIFT S BRAMLEY A Parametric sensitivity analyze for FEA of hot
steel forging Journal of Materials Processing Technology Amsterdan v 125-126 p 353-360
2002
[64] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-20-phtmlgt Acessado em agosto de 2016
[65] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-2000-phtmlgt Acessado em setembro de 2016
[66] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-300-mshtmlgt Acessado em fevereiro de 2017
[67] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcontentdamgfac
proddbedmdie-sinkingdeagiecharmilles-form-x-400-600_depdfgt Acessado em janeiro de 2018
[68] KERN-MICROTECHNIK Disponiacutevel em lthttpwwwkern-microtechnikcomenmachine-tool-
manufactureproductskern-pyramid-nanogt Acessado em junho de 2016
129
[69] LAI X et al Modelling and analysis of micro scale milling considering size effect micro
cutter edge radius and minimum chip thickness International Journal of Machine Tools amp
Manufacture 48 (2008) 1-14
[70] SON S M et al Effects of the friction coefficient on the minimum cutting thickness in
micro cutting International Journal of Machine Tools amp Manufacture 45 (2005) 529535
[71] DIETER G E Mechanical Metallurgy McGraw-Hill Book Co 3rd edition 1988
[72] ENGINEERS EDGE Disponiacutevel em lthttpswwwengineersedgecommaterialsspecific
_heat_capacity_of_metals_13259htmgt Acessado em fevereiro de 2019
[73] ACcedilOS BOumlHLER-UDDEHOLM Disponiacutevel em lthttpwwwbohler-uddeholmcombr
mediaK340DEpdfgt Acessado em agosto de 2018
[74] NIAKI K S VAHDAT S E Optimization of Tensile Properties of AISI S1 Tool Steel
The Indian Institute of Metals ndash IIM 2015
[75] JONES B V Temperature and Stress Effect Modeling in Fatigue of H13 Tool Steel at
Elevated Temperatures with Applications in Friction Stir Welding Brigham Young University
Department of Mechanical Engineering 2015
[76] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1973
[77] CPM GmbH Disponiacutevel em lthttpswwwcpmgmbhcomgt Software licenciado
[78] GROENBAEK J NIELSEN E B Stripwound containers for combined radial and axial
prestressing STRECON Technology Journal of Materials Processing Technology Journal of
Materials Processing Technology 71 p 30-35 1997
[79] GROENBAEK J NIELSEN E B New Developments in the Design of High
Performance Stripwound Cold Forging Tools Journal of Materials Processing Technology 46
p 87-97 1994
[80] HINSEL C BISGAARD A ANDRESEN H How to model STRECON stripwound
containers in the FE analysis of forging dies STRECON AS 2013
[81] CRUZ M OLIVEIRA C Efeito da composiccedilatildeo quiacutemica da atmosfera cementante e
dos ciclos termoquiacutemicos na microestrutura e dureza de accedilos baixo carbono cementados e
temperados Dissertaccedilatildeo de Mestrado UFSC Florianoacutepolis 2014
130
[82] CASTRO R M Criteacuterio de projeto para engrenagens helicoidais aplicadas em
transmissotildees mecacircnicas veiculares 2005 220 f Dissertaccedilatildeo (Mestrado Profissionalizante em
Engenharia Automotiva) Escola Politeacutecnica da USP Satildeo Paulo 2005
[83] ASM HANDBOOK Failure Analysis and Prevention ASM International vol 11 2002
[84] KANG J H LEE K O JE J S KANG S S Spur Gear Forging Tool Manufacturing
Method considering Elastic Deformation due to Shrink Fitting Journal of Materials Processing
Technology p 187-188 2007
[85] HO K H NEWMAN T S State of the art electrical discharge machining (EDM)
International Journal of Machine Tools amp Manufacture 43 p 1287 ndash 1300 2003
[86] STEVE C SOMMER P Complete EDM Handbook wwwReliableEDMcom 2015
[87] REBELO J C MORAO DIAS A KREMER D LEBRUN J L Influence of EDM
pulse energy on the surface integrity of martensitic steels Journal of Materials Processing
Technology 84 p 90-96 1998
[88] MENDANHA A Estudo da resistecircncia agrave fratura do accedilo ferramenta para trabalho a frio
do accedilo AISI D2 Dissertaccedilatildeo de Mestrado Escola Politeacutecnica da USP 2004
[89] CUSANELLI G HESSLER-WYSER A BOBARD F DEMELLAYER R PEREZ
R FLUumlKIGER R Microstructure at submicron scale of the white layer produced by EDM
technique Journal of Materials Processing Technology 149 p 289-295 2004
[90] BUumlLENT EKMEKCI Residual stresses and white layer in electric discharge machining
(EDM) Applied Surface Science 253 p 9234-9240 2007
[91] PINEDO C E MEDANHA A GOLDENSTEIN H Influecircncia da microestrutura da
mateacuteria-prima e do tratamento teacutermico na resistecircncia agrave fratura do accedilo AISI D2 Associaccedilatildeo
Brasileira de Metalurgia e Materiais p 54-64 2006
[92] AMORIM F L e WEINGAERTNER WL The behavior of graphite and copper
electrodes on the finish die-sinking electrical discharge machining (EDM) of AISI P20 tool
steel Journal of the Brazilian Society of Mechanical Sciences and Engineering J Braz Soc
Mech Sci amp Eng vol29 no4 Rio de Janeiro 2007
[93] ARANTES L J Avaliaccedilatildeo do Desempenho de Fluidos Dieleacutetricos no Processo de
Usinagem por Descarga Eleacutetricas Dissertaccedilatildeo de Mestrado Universidade Federal de
Uberlacircndia MG 2001
131
[94] BUTTON S Planejamento do processo e projeto de ferramentas para o forjamento a
frio UNICAMP Dpto de Engenharia Mecacircnica 1999
[95] JHA B RAM K eRAO M An overview of technology and research in electrode design
and manufacturing in sinking electrical discharge machining Journal of Engineering Science
and Technology Review 4 (2) pg 118-130 2011
[96] DROZDA T J WICK C Tool and manufacturing engineers handbook 4 ed Dearborn
Society of Manufacturing Engineers 5 v 1983
[97] KLOCKE F KOumlNIG W Fertigungsverfahren 1 Drehen Fraumlsen Bohren 8ordm Auflage
Springer Berlin 2008
[98] KRATOCHVIL R Fresamento de Acabamento em Altas Velocidades de Corte para
Eletrodos de Grafita Industrial Dissertaccedilatildeo de Mestrado Universidade Federal de Santa
Catarina 2004
[99] SOMMER C SOMMER S Complete EDM Handbook Advance Pub
httpwwwreliableedmcomComplete-EDM-Handbookphp 2005
[100] OSAKADA K Cold Forging in Japan Presentation at the 40th International Cold
Forging Group Plenary Meeting Padova Italy September 2007
[101] GROENBAEK J HINSEL C Improved Fatigue Life and Accuracy of Precision
Forging Dies by Advanced Stripwound Prestressing System SME Clinic on Precision Forging
Technology Columbus Ohio USA Nov 10 2000
[102] GROENBAEK J HINSEL C Optimization of Tool Life amp Performance Through
Advanced Material and Prestress Design NACFG Conference Columbus Ohio USA
September 2003
[103] HAumlNSEL M e GEIGER R Leightweight Construction Using Near-Net-Shape Cold
Forgings Technische Mitteilungen Krupp 2 p 83-90 1995
[104] SCHAEFFER L Conformaccedilatildeo dos Metais ndash Metalurgia amp Mecacircnica Editora Riegel
1995
[105] BIGNETTI RA Comparaccedilatildeo entre Simulaccedilotildees pelos Meacutetodos de Elementos Finitos
(FEM) e das Tiras (Slab Method) e Resultados Experimentais no Forjamento a Frio em Accedilo
Inoxidaacutevel AISI 304 Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
132
[106] KUDO H NAKAGAWA T TAMURA K Cropping of Steel Bar ndash ist mechanism
and pratice ICFG - International Cold Forging Group 1967-1992 Objetives History Published
Documents CIRP Paris 1992
[107] KRUumlGER LN Anaacutelise de Paracircmetros na Obtenccedilatildeo de Curvas de Escoamento
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[108] GILAPA GMM Conformaccedilatildeo de Precisatildeo do Accedilo Inoxidaacutevel Austeniacutetico ABNT 304
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[109] ESPINOZA MM Influecircncia dos Tratamentos Teacutermicos na Plasticidade do Accedilo AISI
1050 para a Conformaccedilatildeo a Frio Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1997
[110] ROBERTS GA CARY RA Tool Steels 4ordf Ed ASM p 493 ndash 494 1980
[111] KAMMERER M Produccedilatildeo de Peccedilas Extrudadas Complexas com Materiais natildeo
Convencionais Anais do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo
Regner e L Schaeffer Porto Alegre pg 66-80 1988
[112] GEIGER R State of the Art and Future Developments in Precision Cold Forging Anais
do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo Regner e L Shaeffer
Porto Alegre pg 92-110 1988
[113] BEHRENS B-A MATTHIAS T CZORA M POELMEYER J AHRENS M
Improving the accuracy of numerical investigations of multi-stage sheet metal processes by
coupling a process FE analysis with the machine simulation In Denkena B (edtr) Proc 1st
Int Conf on Process Machine Interactions PMI Hannover Germany p 133-139 2008
[114] BERGER C SCHEERER H ELLERMEIER J Modern materials for forming and
cutting tools ndash overview Mat-wiss u Werkstofftech 41 p 5-1 2010
[115] BOBZIN K LUGSCHEIDER E PINtildeERO C New PVD-coating concepts for highly
stressed tools for environmentally compatible manufacturing processes Mat-wiss u
Werkstofftech 35 1011 p 851-857 2004
[116] BRECHER C SCHAPP L TANNERT M Simulation-aided optimization of
multistage dies ndash Coupled simulation of forging processes with non-linear-elastic machine
models In Denkena B (edtr) Proc 1st Int Conf on Process Machine Interactions PMI
Hannover Germany p 167-174 2008
133
[117] ENGEL U GEIGER M KROISS T VOumlLKL R Process-machine interactions in
cold forging ndash calculation of press tooling stiffness and its integration into FE process
simulation In Yang DY (edtr) Proc of the 9th International Conference on Technology of
Plasticity (ICTP) Gyeongju Korea p 1735-1740 2008
[118] GENSERT H Thread forming In Proc 43rd ICFG Plenary Meeting 13-14
Darmstadt Germany Sep 2010
[119] GROSSMANN K WIEMER H Maschine Werkzeug und Prozess ndash ein ganzheitliches
System In Proc 6th Saumlchsische Fachtagung Umformtechnik Dresden Germany p 210-227
1999
[120] GROSSMANN K HARDTMANN A WIEMER H An advanced forming process
model including the interactions between machine tool and process In Denkena B (edtr)
Proc of 1st Int Conf on Process Machine Interactions PMI Hannover Germany p 125-132
2008
[121] GROENBAEK J RAP ndash Robot Assisted Polishing ndash roboterunterstuumltztes Polieren von
Umformwerkzeugen 23 Jahresteffen der Kaltmassivumformer VDI Duumlsseldorf Jan 2008
English Powerpoint version Workshop ldquoSteel polishingrdquo Fraunhofer Institute for Production
Technology Aachen Oct 2008
[122] GROENBAEK J AYGEN M High performance die technology that supports high
service life and parts of high accuracy JSTP Forging Group Meeting 21 Nagoya JPN 2009
[123] HAumlNSEL M Der Werkzeugbau im Spannungsfeld von Markt- und
Kundenanforderungen in der Kaltmassivumformung 3 Boumlhler Werkzeugstahl-Symposium
Neue Entwicklungen im Werkzeugbau Heidelberg DE 15-16 Mar 2006
[124] HINSEL C Anforderungen an Werkzeugstaumlhle in der Massivumformung hinsichtlich
Fertigung und Einsatzbedingungen 4 Boumlhler Werkzeugstahl-Symposium Mannheim
Germany 8-9 April 2008
[125] HINSEL C Surface characterization of cold forging tools ICFG Workshop ldquoSurface
Finishing of Cold Forging Toolsrdquo Sonderborg Denmark 16 April 2008
[126] HOFMANN T RAEDT H-W Net shape splines and near net shape gears by forging
In Yoshida Y Matsumoto R Proc 5th JSTP International Seminar on Precision Forging
Kyoto Japan 16-19 p 87-92 March 2009
134
[127] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part One General Aspects of
Tool Life (ICFG Doc No 1402) Bamberg Meisenbach 2002
[128] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Two Quality
Requirements for Tool Manufacturing (ICFG Doc No 1604) Bamberg Meisenbach 2004
[129] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Three Application of
PM- steel and tungsten carbide material for cold forging tools - a comparison between Europe
amp Japan (ICFG Doc No 1706) Bamberg Meisenbach 2006
[130] KLOCKE F GERSCHWILER K CORDES S FRITSCH R PVD coating systems
for environmentally friendly machining In International Symposium on Friction Wear and
Wear Protection 09-11 April 2008 p 541-546 Aachen 2009
[131] KROISS T ENGEL U MERKLEIN M Modelling of the behavior of a cold forging
process considering the deflection of tooling system and press In Altintas Y (edtr) Proc
2nd Int Conf on Process Machine Interactions PMI Vancouver Canada 2010
[132] KUGLER P GROPP S DIERKEN R GOTTSCHLING S Temperature controlled
surface hardening of industrial toolsmdashexperiences with 4 kW-diode-laser In Geiger M Otto
A Proc 3rd Laser Assisted Net Shape Eng LANE Erlangen Germany p 191ndash198 2001
[133] MERKLEIN M Manufacturing of complex functional components with variants by
using a new sheet metal forming process In Ruan X-Y (edtr) Proc of 42nd ICFG Plenary
Meeting Shanghai 2009
[134] MERKLEIN M KOCH J SCHNEIDER T OPEL S VIERZIGMANN U
Manufacturing of complex functional components with variants by using a new metal forming
process ndash sheet-bulk metal forming Int J Material Forming 3 p 347-350 2010
[135] wwwutfsciencede III2011 Engel U et al Tooling solutions p 2424 Verlag
Meisenbach GmbH Franz-Ludwig-Straszlige 7a 96047 Bamberg wwwumformtechniknet
[136] QUINTENZ G RAEDT H-W Global manufacturing excellence of lightweight
transmission components 3rd CTI Symposium Automotive Transmission North America
Detroit (MI) USA 12-14 May 2009
[137] RAEDT H-W Advanced design and manufacturing of forged components for
automotive applications JSAE Spring Congress Pacifico Yokohama Japan 23 May 2008
135
10 ANEXOS
ANEXO A
Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22 (=001 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 001 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1707 1222 904 744 658 614
002 3231 2732 2351 2107 1924 1771
006 3989 3489 3084 2803 2570 2355
010 4406 3913 3503 3203 2942 2690
012 4566 4078 3665 3359 3088 2822
016 4830 4351 3938 3622 3332 3042
020 5046 4576 4164 3840 3536 3225
022 5141 4676 4265 3937 3626 3307
026 5312 4856 4446 4113 3791 3454
030 5463 5016 4608 4271 3938 3586
032 5533 5089 4683 4344 4006 3648
036 5662 5227 4823 4480 4133 3762
040 5781 5353 4952 4605 4251 3867
042 5836 5412 5013 4665 4306 3917
046 5941 5525 5128 4777 4412 4011
050 6039 5630 5236 4883 4511 4100
060 6260 5867 5481 5122 4735 4301
070 6452 6076 5696 5334 4933 4478
136
ANEXO B
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1905 1371 1019 840 743 692
002 3434 2907 2505 2248 2055 1893
006 4198 3678 3259 2967 2725 2501
010 4616 4108 3687 3379 3110 2850
012 4775 4274 3853 3539 3260 2986
016 5039 4550 4131 3809 3512 3214
020 5253 4777 4361 4032 3722 3403
022 5348 4877 4463 4131 3815 3487
026 5517 5058 4647 4312 3984 3639
030 5667 5218 4812 4472 4135 3775
032 5736 5292 4888 4546 4204 3838
036 5864 5430 5029 4685 4335 3956
040 5981 5556 5160 4813 4455 4064
042 6036 5616 5221 4874 4512 4115
046 6140 5729 5338 4988 4620 4212
050 6237 5834 5447 5096 4721 4303
060 6453 6071 5694 5339 4950 4509
070 6643 6278 5911 5554 5152 4691
137
ANEXO C
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
000 2012 1451 1082 892 789 735
002 3541 2998 2585 2321 2123 1957
006 4306 3775 3348 3051 2805 2577
010 4723 4208 3780 3468 3196 2931
012 4882 4374 3948 3631 3348 3069
016 5144 4651 4229 3904 3604 3301
020 5358 4878 4460 4129 3816 3493
022 5452 4978 4562 4229 3910 3578
026 5621 5159 4748 4411 4081 3733
030 5769 5320 4913 4573 4234 3871
032 5838 5394 4990 4648 4304 3935
036 5965 5531 5132 4788 4436 4054
040 6081 5657 5263 4917 4558 4163
042 6135 5717 5325 4978 4615 4215
046 6238 5829 5442 5093 4724 4314
050 6334 5934 5551 5202 4826 4406
060 6549 6170 5799 5446 5057 4614
070 6736 6377 6016 5662 5261 4798
138
ANEXO D
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=005 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 005 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 3878 3794 3667 3530 3386 3237
006 4872 4766 4607 4435 4254 4067
010 5417 5299 5122 4931 4730 4522
014 5808 5683 5493 5288 5072 4849
018 6120 5987 5787 5571 5344 5109
020 6255 6119 5915 5694 5462 5222
022 6380 6242 6033 5808 5571 5326
026 6605 6462 6246 6013 5768 5514
030 6804 6657 6435 6194 5942 5680
034 6983 6832 6604 6357 6098 5830
038 7146 6992 6758 6506 6241 5966
040 7223 7066 6831 6575 6307 6030
042 7296 7138 6900 6642 6372 6091
046 7436 7275 7032 6769 6493 6207
050 7565 7402 7154 6887 6606 6316
054 7687 7521 7270 6998 6713 6417
058 7802 7633 7378 7103 6813 6513
060 7857 7687 7430 7153 6861 6559
062 7911 7740 7481 7202 6908 6604
066 8014 7841 7579 7296 6998 6690
070 8113 7937 7672 7385 7084 6772
139
ANEXO E
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 4111 4022 3888 3743 3590 3432
006 5165 5053 4884 4702 4510 4311
010 5743 5618 5431 5228 5015 4794
014 6158 6025 5823 5606 5377 5141
018 6488 6347 6135 5906 5665 5416
020 6631 6488 6271 6037 5791 5536
022 6764 6617 6396 6157 5906 5646
026 7002 6851 6622 6375 6115 5846
030 7214 7057 6822 6567 6299 6022
034 7404 7243 7001 6740 6465 6180
038 7576 7412 7165 6897 6616 6325
040 7658 7492 7242 6971 6687 6392
042 7736 7568 7315 7042 6755 6458
046 7883 7712 7455 7176 6884 6581
050 8021 7847 7585 7302 7004 6696
054 8150 7973 7707 7419 7117 6803
058 8272 8092 7822 7530 7223 6905
060 8330 8150 7878 7583 7274 6954
062 8387 8205 7931 7635 7324 7001
066 8496 8312 8035 7735 7419 7093
070 8601 8415 8134 7830 7511 7180
140
ANEXO F
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 42985 42054 40650 39131 37537 35884
006 53996 52826 51063 49155 47152 45076
010 60036 58736 56775 54654 52426 50118
014 64379 62985 60882 58608 56219 53744
018 67827 66358 64143 61746 59230 56622
020 69327 67825 65561 63112 60540 57874
022 70712 69181 66871 64373 61749 59031
026 73207 71622 69231 66644 63928 61114
030 75415 73781 71318 68653 65856 62956
034 77400 75723 73195 70461 67589 64614
038 79208 77492 74905 72106 69168 66123
040 80055 78322 75707 72878 69908 66831
042 80870 79119 76477 73620 70620 67511
046 82412 80627 77935 75024 71966 68798
050 83851 82035 79296 76333 73223 69999
054 85201 83356 80573 77563 74402 71126
058 86474 84602 81777 78722 75514 72189
060 87085 85199 82355 79278 76047 72699
062 87680 85781 82917 79819 76566 73196
066 88825 86902 84000 80862 77567 74152
070 89917 87969 85032 81856 78520 75063
141
ANEXO G
Desenho do sistema de acionamento de junta articulada do martelo da prensa mecacircnica utilizada nos experimentos
Fonte Manual Komatsu MKN 450 A
142
ANEXO H
Lista de peccedilas do sistema de acionamento do martelo da prensa
143
ANEXO I
Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela Gerdau Accedilos Finos Piratini em julho de 2018
144
ANEXO J
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg1
145
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg2
146
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg3
147
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg4
148
ANEXO L
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg1
149
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg2
150
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg3
151
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg4
152
ANEXO M
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg1
153
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg2
154
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg3
155
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg4
VII
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS 124
10 ANEXOS 134
ANEXO A - Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22
(=001 s-1) Fonte JMatPro 135 ANEXO B - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=1 s-1) Fonte JMatPro 136 ANEXO C - Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22
(=10 s-1) Fonte JMatPro 137 ANEXO D - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=005 s-1) 138 ANEXO E - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=1 s-1) 139 ANEXO F - Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE
10B22 (=10 s-1) 140 ANEXO G - Desenho do sistema de acionamento de junta articulada do martelo da prensa
mecacircnica utilizada nos experimentos 141 ANEXO H ndash Lista de peccedilas do sistema de acionamento do martelo da prensa 142 ANEXO I ndash Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela
Gerdau Accedilos Finos Piratini em julho de 2018 143 ANEXO J ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 144 ANEXO L ndash Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento 148 ANEXO M ndash Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 152
VIII
LISTA DE FIGURAS
Figura 1 - Fluxograma das etapas de desenvolvimento 23
Figura 2 - Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio 26
Figura 3 - Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio 27
Figura 4 - Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior b) Sistema de extraccedilatildeo inferior 28
Figura 5 - Formas construtivas para matrizes de extrusatildeo direta 30
Figura 6 - Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo 31
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo 32
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia 34
Figura 9 - Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional 37
Figura 10 - Forccedila devido ao fator de atrito (m) na extrusatildeo direta 37
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo 39
Figura 12 - Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo 40
Figura 13 - Matriz de extrusatildeo com um anel de cintamento 41
Figura 14 - Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo 42
Figura 15 - Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) 42
Figura 16 - Representaccedilatildeo de ferramenta montada com sistema STRECON 43
Figura 17 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1 Fonte JMatPro 45
Figura 18 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1 s-1 Fonte JMatPro 45
Figura 19 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro 46
Figura 20 - Desvios de passo das engrenagens 48
Figura 21 - Desvio de perfil 49
Figura 22 - Desvios de perfil segundo ISO 1328-1 49
Figura 23 - Desvio de linha de flanco 50
Figura 24 - Desvios da linha de flanco segundo ISO 1328-1 50
Figura 25 - Batimento radial 51
Figura 26 - Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas 54
IX
Figura 27 - Desenho da matriz MT-3673 para a extrusatildeo de engrenagem 59
Figura 28 - Maacutequina de eletroerosatildeo a fio modelo CUT 20P 60
Figura 29 - Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S 60
Figura 30 - Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS 60
Figura 31 - Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 61
Figura 32 - Centro de microusinagem 5 eixos KERN Pyramid Nano 61
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento 63
Figura 34 - Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331 64
Figura 35 - Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330 64
Figura 36 - Eletrodo para acabamento por penetraccedilatildeo EL-0987 65
Figura 37 - Sistema convencional de aneacuteis de cintamento duplo 66
Figura 38 - Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673 67
Figura 39 - Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673 70
Figura 40 - Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo 70
Figura 41 - Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos
experimentos 72
Figura 42 - Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel
interno e externo e matriz
73
Figura 43 - Prensa mecacircnica Komatsu com capacidade de forccedila 450 toneladas 74
Figura 44 - Transfer de alimentaccedilatildeo e aacuterea de prensagem 74
Figura 45 - Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo da curva de
escoamento 76
Figura 46 - Aacuterea de ensaio do equipamento Geeble 3800 Fonte IFU Stuttgart 77
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 005s-1 77
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1s-1 78
Figura 49 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10s-1 78
Figura 50 - Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D 79
Figura 51 - Desenho da matriz MT-6313 79
Figura 52 - Matriz MT-6313 montada em sistema de aneacuteis de cintamento duplo 80
Figura 53 - Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida 81
X
Figura 54 - Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328 81
Figura 55 - Vista em corte do ferramental de extrusatildeo a frio direta 83
Figura 56 - Ferramenta simplificada para simulaccedilatildeo a) Vista frontal lado direito em corte b) Vista isomeacutetrica em corte 84
Figura 57 - Dados de entrada para a simulaccedilatildeo numeacuterica 84
Figura 58 - Esforccedilo resultante da operaccedilatildeo de extrusatildeo a frio do pinhatildeo 85
Figura 59 - Representaccedilatildeo esquemaacutetica do avanccedilo de ferramenta da simulaccedilatildeo numeacuterica 85
Figura 60 - Modelo utilizado na segunda simulaccedilatildeo Ajuste dos diacircmetros do anel de cintamento interno 86
Figura 61 - Dados de entrada para a segunda simulaccedilatildeo numeacuterica 86
Figura 62 - Deslocamento radial aplicado apoacutes o ajuste de interferecircncia de montagem 87
Figura 63 - Metodologia de avaliaccedilatildeo dos desvios dimensionais resultantes da simulaccedilatildeo numeacuterica 88
Figura 64 - Anaacutelise dos desvios entre modelo de projeto e peccedila de simulaccedilatildeo numeacuterica 88
Figura 65 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral esquerda) 89
Figura 66 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral direita) 89
Figura 67 - Desvios dimensionais do flanco do dente de engrenagem Segunda simulaccedilatildeo (vista lateral esquerda) 90
Figura 68 - Tensatildeo de escoamento (119896119891) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do pinhatildeo 91
Figura 69 - Deformaccedilatildeo verdadeira (120593) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do
pinhatildeo 91
Figura 70 - Velocidade de deformaccedilatildeo () do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 71 - Distribuiccedilatildeo de temperatura (119879) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 72 - Configuraccedilatildeo de malha para simulaccedilatildeo do preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 93
Figura 73 - Deslocamento radial devido ao preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
94
Figura 74 - Tensatildeo axial (σz) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
95
Figura 75 - Tensatildeo tangencial (σt) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
XI
Figura 76 - Tensatildeo radial (σr) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
Figura 77 - Tensatildeo equivalente (σe) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 97
Figura 78 - Tensatildeo radial (σr) resultante no dente de engrenagem extrudado 98
Figura 79 - Tensatildeo tangencial (σt) resultante no dente de engrenagem extrudado 99
Figura 80 - Tensatildeo axial (σz) resultante no dente de engrenagem extrudado 100
Figura 81 - Tensatildeo equivalente (σe) resultante no dente de engrenagem extrudado 101
Figura 82 - Deformaccedilatildeo verdadeira (φ) resultante no dente de engrenagem extrudado 101
Figura 83 - Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos 102
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S 104
Figura 85 - Desenho do eletrodo EL-0926 105
Figura 86 - Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3 106
Figura 87 - Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON 110
Figura 88 - Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional b) Sistema STRECON 110
Figura 89 - Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio 111
Figura 90 - a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional 114
Figura 91 - Grau de qualidade (Q) X desvios dimensionais da MT-3673 116
Figura 92 - Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida 117
Figura 93 - Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673 118
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados 119
XII
LISTA DE TABELAS
Tabela 1 - Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta 26
Tabela 2 - Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento 32
Tabela 3 - Valores referenciais para o coeficiente de atrito micro 38
Tabela 4 - Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro 44
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos 47
Tabela 6 - Grau de qualidade para desvio de perfil 52
Tabela 7 - Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado 56
Tabela 8 - Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores 57
Tabela 9 - Composiccedilatildeo quiacutemica do material para os eletrodos em cobre 62
Tabela 10 - Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 63
Tabela 11 - Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo 66
Tabela 12 - Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212 71
Tabela 13 - Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 14 - Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 75
Tabela 15 - Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 16 - Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313 80
Tabela 17 - Deslocamento radial da ferramenta devido ao niacutevel de preacute-tensionamento 94
Tabela 18 - Tensatildeo axial (σz) devido ao preacute-tensionamento da matriz por diferentes sistemas 95
Tabela 19 - Tensatildeo tangencial (σt) devido ao preacute-tensionamento da matriz por diferentes sistemas 96
Tabela 20 - Tensatildeo radial (σr) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 21 - Tensatildeo equivalente (σe) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 22 - Tensatildeo radial (σr) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 23 - Tensatildeo tangencial (σt) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 24 - Tensatildeo axial (σz) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 25 - Tensatildeo equivalente (σe) no dente de engrenagem do sistema por enrolamento de tiras 100
Tabela 26 - Desvios de flanco de engrenagem 105
XIII
Tabela 27 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 1) 106
Tabela 28 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 2) 107
Tabela 29 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 3) 107
Tabela 30 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331
na CUT 300 mS em CuW 108
Tabela 31 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330
na CUT 300 mS 108
Tabela 32 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
na CUT 300 mS 109
Tabela 33 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
apoacutes a erosatildeo por penetraccedilatildeo 109
Tabela 34 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento convencional 112
Tabela 35 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento STRECON 112
Tabela 36 - Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento convencionais 113
Tabela 37 - Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento STRECON 113
Tabela 38 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 115
Tabela 39 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD 115
Tabela 40 - Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 117
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo 118
Tabela 42 - Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados 119
XIV
LISTA DE SIacuteMBOLOS
Siacutembolo Denominaccedilatildeo Unidade a Parcela de energia transformada em calor [] ae Avanccedilo lateral de usinagem no microfresamento [mm] A0 Aacuterea da geratriz [mm] A1 Aacuterea final extrudada [mm] A Constante para caacutelculo do diacircmetro d1 do primeiro anel de cintamento [-] Ac Constante para caacutelculo do diacircmetro d2 do segundo anel de cintamento [-] B Constante para caacutelculo de A do primeiro anel de cintamento [-] Bc Constante para caacutelculo de Ac do segundo anel de cintamento [-] 119888119872 Calor especiacutefico [JkgdegC] C Constante da lei de Hollomon-Ludwik kf = Cφn [Nmm2] d Diacircmetro interno da cavidade da matriz [mm] D Diacircmetro externo do conjunto matrizanel [mm] d0 Diacircmetro externo da geratriz [mm] d1 Diacircmetro externo da matriz [mm] d2 Diacircmetro externo do primeiro anel [mm] dz Diacircmetro apoacutes extrusatildeo direta [mm] E Moacutedulo de elasticidade [Nmm2] E+ Modelo dos aneacuteis de cintamento STRECON [-] F Forccedila de extrusatildeo [kN] Fc Forccedila de atrito entre a cavidade da matriz superior e a geratriz [kN] Fd Forccedila de atrito entre as paredes da matriz de extrusatildeo e a geratriz [kN] Ff Forccedila devido ao atrito [kN] ffα Desvio de Forma de Perfil [μm] fHα Desvio Angular de Perfil [μm] Fα Desvio Total de Perfil [μm] fβ Desvio Individual de Heacutelice [μm] fHβ Desvio Angular de Heacutelice [μm] Fβ Desvio Total de Heacutelice [μm] Fp Desvio Total de Passo [μm] fpt Desvio Individual de Passo [μm] Fr Desvio de Batimento Radial [μm] fZ Avanccedilo de usinagem por dente [mmin] h Avanccedilo de punccedilatildeo de extrusatildeo [mm] h0 Altura da geratriz [mm] hk Altura natildeo deformada do material extrudado [mm] hz Profundidade do furo do extrudado [mm] hpeccedila-matriz Coeficiente de transferecircncia de calor entre peccedila e matriz [Wm2degC]
hpeccedila-ambiente Coeficiente de transferecircncia de calor entre peccedila e ambiente [Wm2degC]
hmatriz-ambiente Coeficiente de transferecircncia de calor entre matriz e ambiente [Wm2degC]
K Quantidade de Passos de engrenagem [-] 119896 Tensatildeo limite de elasticidade em cisalhamento puro [Nmm2]
XV
119896119891 Tensatildeo de escoamento [Nmm2] 1198961198910 Tensatildeo de escoamento inicial (p φ=0) [Nmm2] 119896119891119898 Tensatildeo de escoamento meacutedia [Nmm2] 119896119891119898119886119905119903119894119911 Tensatildeo de escoamento do material da matriz [Nmm2] 119896119891119888119894119899119905 Tensatildeo de escoamento do material da ferramenta de anel uacutenico [Nmm2] 1198961198911198881198941198991199051 Tensatildeo de escoamento do material do primeiro anel [Nmm2] 1198961198911198881198941198991199052 Tensatildeo de escoamento do material do segundo anel [Nmm2]
L Comprimento total de matriz [mm] Lα Comprimento de perfil [μm] LAE Comprimento de perfil entre os pontos A e E [μm] LAF Comprimento de perfil entre os pontos A e F [μm] Ld1 Grau de esbeltez [-] m Fator de atrito [-] mk Moacutedulo de engrenagem [-] n Iacutendice de encruamento [-] P Tensatildeo normal de contato entre superfiacutecies [Nmm2] pt Passo de engrenagem [μm] Q Grau da qualidade de engrenagem [-] R Deslocamento na matriz devido aos aneacuteis de cintamento [mm] RV Raio do volante da prensa [mm] RA Reduccedilatildeo de aacuterea [] rβ Raio de gume da ferramenta de usinagem [μm] SW Avanccedilo do punccedilatildeo mm T Temperatura [degC] Tr Trabalho de extrusatildeo Nm U Constante para caacutelculo de A sobre aneacuteis de cintamento [-] VF Velocidade da ferramenta mms Vt Velocidade tangencial mms X Desvio dimensional do dente de engrenagem [μm] Z Nuacutemero de dentes de engrenagem [-] z1 Interferecircncia de montagem entre matriz e primeiro anel de cintamento [mm] z2 Interferecircncia de montagem entre 1ordm e 2ordm segundo aneacuteis de cintamento [mm]
LISTA DE SIacuteMBOLOS GREGOS
α Acircngulo de concordacircncia entre matriz inferior e superior [deg] αp Acircngulo de pressatildeo [deg] μ Coeficiente de atrito [-]
ν Coeficiente de Poisson [-]
к Condutividade teacutermica WmK
ρ Densidade relativa [gcm3] Ɛ Deformaccedilatildeo relativa [] φ Deformaccedilatildeo verdadeira [-] Oslashmontagem Diacircmetro de montagem dos aneacuteis e matrizes [mm]
XVI
Oslashexterno Diacircmetro externo da geratriz [mm] Oslashinterno Diacircmetro interno da geratriz [mm] Oslashp Diacircmetro primitivo da engrenagem [mm] δ0 Espessura de parede de geratriz [mm] δ1 Espessura final de parede do extrudado [mm] 120578119865 Fator de rendimento do processo de extrusatildeo [-] Ɛf Interferecircncia relativa entre matriz e anel de cintamento []
σtr Resistecircncia agrave traccedilatildeo [Nmm2]
ξ Resistividade eleacutetrica [μΩm]
σz Tensatildeo axial [Nmm2]
σe Tensatildeo equivalente [Nmm2]
σr Tensatildeo radial [Nmm2]
σt Tensatildeo tangencial [Nmm2]
τ Tensatildeo de cisalhamento na interface geratrizferramenta [Nmm2]
ω Velocidade angular rads Velocidade de deformaccedilatildeo [1s]
XVII
LISTA DE ABREVIATURAS
ABNT Associaccedilatildeo Brasileira de Normas Teacutecnicas
AGMA American Gear Manufacturers Association
AISI American Iron and Steel Institute
APC Aresta Posticcedila de Corte
ASTM American Society for Testing and Materials
BS British Standards
BSI British Standards Institution
DIN Deutches Institut fuumlr Normung (German Institute of Standardization)
DLC Diamond Like Carbon
EDM Electrical Discharge Machining
EL Eletrodo
IACS International Annealed Copper Standard
gpm Golpes por minuto
ISO International Organization for Standardization
IT International Tolerance
JIS Japanese Industrial Standards
MT Matriz
ppm Partes por milhatildeo
PVD Physical Vapor Deposition
TG Tamanho de Gratildeo
SAE Society of Automotive Engineers
ZTA Zona Termicamente Afetada
XVIII
RESUMO
O trabalho tem como finalidade o desenvolvimento do processo o projeto e a fabricaccedilatildeo do
ferramental de uma engrenagem extrudada a frio utilizando o accedilo SAE 10B22 As matrizes
foram fabricadas em accedilo-ferramenta K340 com dureza no intervalo de 60 ndash 62 HRC Os aneacuteis
de cintamento foram fabricados em accedilos de maior tenacidade tais como AISI S1 e AISI H13
O punccedilatildeo de recalque foi fabricado em accedilo AISI M2 bem como o punccedilatildeo de furaccedilatildeo em accedilo
VF800 AT Os estudos sobre eletroerosatildeo a fio e por penetraccedilatildeo foram conduzidos para
desenvolver uma metodologia de fabricaccedilatildeo de eletrodos e matrizes de extrusatildeo de precisatildeo
para engrenagens Tambeacutem avaliou-se a diferenccedila entre maacutequinas de usinagem por
eletroerosatildeo a fio e microfresamento de diferentes capacidades de precisatildeo resultando na
determinaccedilatildeo de um roteiro especiacutefico para a obtenccedilatildeo de eletrodos com alto acabamento e
precisatildeo de forma A aplicaccedilatildeo de aneacuteis de cintamento com o objetivo de preacute-tensionamento
das ferramentas foi analisada para dois cenaacuterios sendo um deles o meacutetodo convencional
baseado em sistema de aneacuteis duplos com accedilo-ferramenta e o outro um sistema de cintamento
por enrolamento de tiras de accedilo de alta resistecircncia O sistema de alta resistecircncia apresentou
melhor resultado no controle das distorccedilotildees dimensionais do dente de engrenagem O preacute-
tensionamento das ferramentas foi fundamental para atingir os resultados de melhoria de
qualidade esperados Os resultados obtidos na anaacutelise numeacuterica e no procedimento
experimental demonstraram que o processo proposto neste trabalho eacute capaz de produzir
engrenagens ciliacutendricas retas por extrusatildeo com grau de qualidade conforme a ISO 1328
similar agravequelas obtidas por processos convencionais de usinagem como hobbing shaving e
retificaccedilatildeo Para desvios de perfil foi possiacutevel alterar o grau de qualidade da cavidade da matriz
de 10 para 5 a qual resultou em uma melhoria na engrenagem extrudada de grau de qualidade
11 para 7
Palavras-chave extrusatildeo a frio simulaccedilatildeo numeacuterica engrenagem matriz de extrusatildeo
usinagem por eletroerosatildeo
XIX
ABSTRACT
The research aims to develop the process of production the project and tooling
manufacturing of high precise cold extruded gears based on the SAE 10B22 steel Dies were
manufactured in tool steel K340 in a range of hardness from 60 up to 62 HRC The shrink rings
were manufactured in steel grades with greater toughness like AISI S1 and AISI H13 In
addition the upsetting punch was manufactured in high speed steel AISI M2 as well as the
hole punch with the steel VF 800 AT The studies regarding wire electrical discharge machining
and die sinking were carried out to develop a manufacturing method for precise extrusion dies
of gears Also the differences between wire discharge machining equipments in different
precision levels were evaluated to stablish a specific routine to produce high precise electrodes
The application of shrink rings for prestressing of the tooling was evaluated based on two
methods being one of them the more usual with double shrink rings made by tool steel and the
other one is the stripwinding technique The stripwinding technique has showed a better
performance regarding dimensional scattering of the gear teeth Prestressing of the tools was
important to reach the expected results of quality improvement of gears Results which were
obtained in the finite element analysis and experimental procedure demonstrated that the
proposed process in this study is able to produce spur gears by cold extrusion with an accuracy
grade according ISO 1328 similar to those produced by additional machining processes such
like hobbing shaving and grinding For profile deviation was possible to change the gear
accuracy grade of die cavity from 10 to 5 which allowed to obtain an accuracy grade equal to 7
for the cold extruded gear
Keywords cold extrusion numerical simulation gear extrusion die electrical discharge
machining
20
1 INTRODUCcedilAtildeO
Nos anos recentes o setor automotivo tem apresentado diversas propostas de melhoria da
qualidade e aumento de eficiecircncia aplicada a toacutepicos como consumo de combustiacutevel e sistemas
de transmissatildeo Os fabricantes de automoacuteveis tecircm a desafiadora missatildeo de reduzir o peso e
aumentar a resistecircncia de cada componente em funccedilatildeo dos exigentes sistemas de transmissatildeo
da atualidade Em linhas gerais os produtos podem obter maior resistecircncia mecacircnica atraveacutes
da tecnologia de extrusatildeo Aleacutem disto a extrusatildeo a frio eacute a tecnologia recomendada para atingir
a maior precisatildeo dimensional do produto
A extrusatildeo a frio merece uma atenccedilatildeo especial na fabricaccedilatildeo de peccedilas com geometrias
complexas pois existem limitaccedilotildees no grau de deformaccedilatildeo da mateacuteria prima trabalhada bem
como limitaccedilotildees da proacutepria ferramenta a qual eacute solicitada mecanicamente Por se tratar de
deformaccedilatildeo a frio de peccedilas de accedilo esse processo requer uma alta quantidade de energia
mecacircnica que resulta em altas tensotildees entre peccedila e ferramentas provocando a deformaccedilatildeo das
matrizes Nessas ferramentas altas tensotildees satildeo predominantes sendo de extrema importacircncia
atenuaacute-las buscando operaccedilotildees que auxiliem a melhor forma de escoamento do material
durante o processo A extrusatildeo a frio possui essa caracteriacutestica e com o auxiacutelio da simulaccedilatildeo
numeacuterica pelos Meacutetodos dos Elementos Finitos e dos Volumes Finitos torna-se possiacutevel uma
melhor anaacutelise para o desenvolvimento de peccedilas assimeacutetricas com geometria complexa e
proacutexima da peccedila acabada Esses recursos somados a grande experiecircncia de uma forjaria com
destacada atuaccedilatildeo no segmento de extrudados permitiu desenvolver um processo de extrusatildeo
a frio de engrenagens ciliacutendricas retas com a precisatildeo de forma de seu dentado no mesmo niacutevel
conseguido por operaccedilotildees de usinagem de acabamento de superfiacutecie
Para obtenccedilatildeo de produtos de precisatildeo tais como engrenagens o processo de extrusatildeo a frio
torna-se uma praacutetica comumente utilizada Todavia natildeo eacute somente a variaacutevel responsaacutevel pelo
resultado A colaboraccedilatildeo de variaacuteveis adjacentes tais como materiais tratamento teacutermico e a
fabricaccedilatildeo de ferramentas satildeo fundamentais O desenvolvimento tecnoloacutegico e controle de
qualidade desde o iniacutecio do processo ateacute o produto satildeo indispensaacuteveis para obter resultados
positivos na extrusatildeo a frio os quais satildeo relacionados com materiais de alta qualidade e teacutecnicas
de corte e lubrificaccedilatildeo de geratrizes Estas etapas satildeo sucedidas por processos de usinagem e
tratamento teacutermico O conjunto destes processos unido agrave extrusatildeo a frio tem alcanccedilado um
importante avanccedilo tecnoloacutegico na fabricaccedilatildeo de engrenagens de precisatildeo
21
A motivaccedilatildeo que impulsiona os estudos em conjunto com outras aacutereas de manufatura gera
grande valor agregado Estes desenvolvimentos levam agrave viabilidade comercial de perfis de
dentes de engrenagem de alta qualidade prontos para a aplicaccedilatildeo Contudo para a aplicaccedilatildeo
onde a extrema alta qualidade dos dentes natildeo eacute necessaacuteria tais como diferenciais automotivas
os perfis de engrenagem extrudados podem ser aplicados sem necessidade de usinagem
posterior Quando se trata de engrenagens para caixa de sistemas de transmissatildeo a precisatildeo
dimensional tem somente sido alcanccedilada com operaccedilotildees de usinagem adicionais Alguns
processos consideram operaccedilotildees de calibraccedilatildeo a frio apoacutes a extrusatildeo dos dentes com
temperatura
No processo de manufatura de pinhotildees para impulsores de partida a engrenagem dos
pinhotildees eacute produzida por extrusatildeo a frio em accedilo baixo carbono ligado ao boro A sequecircncia das
operaccedilotildees aplica ao produto acabado uma seacuterie de deformaccedilotildees em relaccedilatildeo ao seu perfil de
projeto as quais se excederem a maacutexima toleracircncia permitida podem afetar a funcionalidade
da engrenagem O grau de qualidade de engrenagem eacute definido a partir dos desvios de forma
que o flanco do dente apresenta em relaccedilatildeo ao seu perfil teoacuterico
O sistema de precisatildeo de engrenagens com perfil de evolvente abrange um grande campo de
engrenagens a partir de dentes com excepcional precisatildeo ateacute dentes de qualidade muito comum
Doze graus de qualidade de precisatildeo identificados por seu nuacutemero respectivo em ordem
decrescente de precisatildeo satildeo estabelecidas pela norma ISO 1328-1
No processo de extrusatildeo a frio existem diversas variaacuteveis que podem contribuir para o
acreacutescimo de erro ao produto resultante Estas variaacuteveis vatildeo desde o projeto de ferramenta sua
fabricaccedilatildeo materiais selecionados e resistecircncia de montagem agraves condiccedilotildees de mateacuteria-prima a
ser extrudada maquinaacuterio e efeitos de deformaccedilatildeo de material A precisatildeo do dente extrudado
depende da precisatildeo de fabricaccedilatildeo da cavidade da matriz e sua forma eacute comprometida
principalmente por dois fatores
A deformaccedilatildeo na regiatildeo elaacutestica da matriz devido agraves altas tensotildees de extrusatildeo
A expansatildeo teacutermica quando os extrudados satildeo conduzidos agrave elevada temperatura bem
como contraccedilotildees apoacutes o retorno agrave temperatura ambiente
Baseado no exposto estudos considerando os fatores da cadeia de manufatura de
engrenagens satildeo realizados utilizando a estrutura de ferramentaria e linha de produccedilatildeo por
extrusatildeo a frio da empresa ZEN SA
22
11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO
As tendecircncias na extrusatildeo a frio de precisatildeo para peccedilas complexas em accedilo ao carbono levam
ao aumento consideraacutevel das cargas no ferramental Em paralelo requisitos econocircmicos exigem
a otimizaccedilatildeo do desempenho e vida uacutetil das matrizes de extrusatildeo Dentre os variados meacutetodos
para melhoria destas propriedades o cintamento ou inclusatildeo de aneacuteis das matrizes de extrusatildeo
eacute um paracircmetro chave no projeto da ferramenta
Estudos referentes agrave deformaccedilatildeo de ferramenta durante as operaccedilotildees de extrusatildeo satildeo
fundamentais para a previsatildeo da qualidade final da engrenagem A repetibilidade na fabricaccedilatildeo
das ferramentas de extrusatildeo eacute muito importante para garantir a qualidade da peccedila extrudada na
induacutestria Nesta pesquisa um meacutetodo ineacutedito de fabricaccedilatildeo de ferramentas de extrusatildeo eacute
sugerido para garantir a precisatildeo dimensional da peccedila extrudada e o aumento da resistecircncia agraves
tensotildees radiais da ferramenta O efeito da deformaccedilatildeo elaacutestica da ferramenta atraveacutes da
aplicaccedilatildeo dos aneacuteis de cintamento e operaccedilotildees de extrusatildeo seraacute apresentada utilizando a anaacutelise
por elementos finitos 3D Baseado na amplitude da deformaccedilatildeo elaacutestica definida pela
simulaccedilatildeo o perfil de eletrodo para o processo de eletroerosatildeo pode ser definido Mediccedilotildees em
maacutequina tridimensional seratildeo realizadas para a ferramenta e a peccedila extrudada com o objetivo
de comparar experimental e analiticamente os resultados apoacutes a deformaccedilatildeo plaacutestica
O objetivo geral deste estudo eacute demonstrar a capacidade do processo de extrusatildeo a frio de
produzir engrenagens de alta precisatildeo comparado aos processos de usinagem onde os desvios
de microgeometria do dentado atingem graus de qualidade especificados para sistemas de
transmissatildeo automotivos por exemplo A extrusatildeo a frio eacute um processo jaacute adotado para a
produccedilatildeo de engrenagens Contudo para ferramentas convencionais de extrusatildeo os desvios
atingidos ficam aqueacutem dos requisitos de maior rigor do setor automotivo necessitando de
processos posteriores de acabamento O ineditismo deste trabalho estaacute no desenvolvimento de
um conceito de ferramenta de extrusatildeo a frio que permita produzir engrenagens na sua forma
final com qualidade de perfil de evolvente equivalente aos processos convencionais de
acabamento tais como a retificaccedilatildeo reduzindo o custo de produccedilatildeo e justificando-o
O objetivo especiacutefico desta tese eacute definir um de projeto inovador de ferramenta fabricaccedilatildeo
de matrizes eletroerosatildeo e sequecircncia de processo por extrusatildeo a frio para produccedilatildeo de
engrenagens ciliacutendricas de dentes retos com alta precisatildeo de perfil de evolvente do dente O
efeito dos aneacuteis de cintamento utilizado em ferramentas para aumento da resistecircncia agraves tensotildees
do processo de extrusatildeo a frio eacute analisado sob diferentes meacutetodos de aplicaccedilatildeo
23
12 ROTEIRO DE DESENVOLVIMENTO
O diagrama mostrado na figura 1 mostra as etapas executadas neste trabalho
Figura 1 ndash Fluxograma das etapas de desenvolvimento
SELECcedilAtildeO DA ENGRENAGEM PARA ANAacuteLISE
Definiccedilatildeo do perfil de engrenagem para anaacutelises definiccedilatildeo
da sequecircncia de processo de fabricaccedilatildeo
CONTROLE GEOMEacuteTRICO DA
ENGRENAGEM
Definiccedilatildeo dos desvios
dimensionais ISO 1328 caacutelculo de
toleracircncias grau de qualidade
DEFINICcedilAtildeO DOS ANEacuteIS DE
CINTAMENTO
Aplicaccedilatildeo dos aneacuteis de cintamento
principais materiais utilizados meacutetodos
de montagem
DEFINICcedilAtildeO DO PROCESSO
Seleccedilatildeo de equipamentos para a
fabricaccedilatildeo de eletrodos
eletroerosatildeo a fio e penetraccedilatildeo projeto
dos eletrodos prensa para a
extrusatildeo
PROJETO DA FERRAMENTA
DE EXTRUSAtildeO A FRIO
Descriccedilatildeo dos componentes
materiais caacutelculo da forccedila interferecircncias
diacircmetros de montagem anaacutelise de viabilidade do
projeto
MATEacuteRIA-PRIMA
Definiccedilatildeo de material para engrenagem
extrudada ensaios para determinaccedilatildeo
da curva de escoamento
SIMULACcedilAtildeO NUMEacuteRICA DO
PROCESSO
Anaacutelise de preenchimento da
cavidade desvios de forma apoacutes a
extrusatildeo efeitos do cintamento
convencional e por enrolamento de tiras
RESULTADOS
Produccedilatildeo de amostras de engrenagens
comparando aneacuteis de cintamento
convencionais e de enrolamento por
tiras
ANAacuteLISE EXPERIMENTAL
Fabricaccedilatildeo de eletrodos de
precisatildeo e matriz de extrusatildeo de
engrenagem por eletroerosatildeo por
penetraccedilatildeo
24
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA
21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO MECAcircNICA A FRIO
A conformaccedilatildeo mecacircnica a frio eacute a denominaccedilatildeo geneacuterica para processos nos quais eacute
aplicada uma forccedila externa agrave mateacuteria-prima fazendo-a adquirir a forma desejada por
deformaccedilatildeo plaacutestica A designaccedilatildeo a frio refere-se ao fato de que durante o processamento o
material conformado encontra-se em temperaturas (na maioria dos casos a temperatura
ambiente) que natildeo provocam a sua recristalizaccedilatildeo Assim os produtos conformados a frio
apresentam-se encruados com um niacutevel de resistecircncia mecacircnica aumentado
A deformaccedilatildeo elaacutestica de ferramentas de conformaccedilatildeo tem efeito direto sobre a dimensatildeo
final da peccedila conformada Para prever as alteraccedilotildees dimensionais em uma peccedila conformada
devem ser verificados a amplitude da deformaccedilatildeo elaacutestica e seu comportamento Pesquisas
relacionadas agrave deformaccedilatildeo elaacutestica em ferramentas de conformaccedilatildeo tecircm sido conduzidas sob o
ponto de vista experimental e de anaacutelise numeacuterica Matsubara e Kudo [1] determinaram a
distribuiccedilatildeo de pressatildeo na interface entre ferramentas e materiais usando um dispositivo de
sensoriamento simples e um meacutetodo de caacutelculo proposto de distribuiccedilatildeo de tensatildeo durante a
conformaccedilatildeo a frio [2] Para mediccedilatildeo de deformaccedilatildeo na cavidade da matriz em operaccedilotildees de
conformaccedilatildeo um transdutor de deslocamento capacitivo ou strain gauge pode ser aplicado
[3][4] Com o desenvolvimento do meacutetodo de anaacutelise numeacuterica as anaacutelises elaacutestica e elasto-
plaacutestica de deformaccedilatildeo foram aplicadas para obter as distribuiccedilotildees de tensatildeo por Raddad e
Kocanda [5] Aleacutem disto Lee e Lee [6-8] realizaram simulaccedilotildees numeacutericas e experimentais
para comparar os resultados em ferramentas de conformaccedilatildeo a frio Todos os comportamentos
de deformaccedilatildeo da ferramenta nas operaccedilotildees de conformaccedilatildeo descarregamento e ejeccedilatildeo foram
investigados e medidos com o auxiacutelio de strain gauge e condiccedilotildees de anaacutelises numeacutericas
otimizadas foram sugeridas para minimizar o tempo de anaacutelise em complexas mediccedilotildees
tridimensionais Rosochowski and Balendra [9] estudaram comportamentos resultantes do
descarregamento das ferramentas para prever a precisatildeo dimensional da peccedila apoacutes a
conformaccedilatildeo
211 Condiccedilotildees gerais do processo de extrusatildeo
O processo de extrusatildeo permite que um componente simples como um tarugo ou geratriz
seja plasticamente conformado entre as ferramentas (matrizes de extrusatildeo) para que se obtenha
o perfil final desejado Em outras palavras um componente de geometria simples eacute
25
transformado em um outro complexo conformado por ferramentas que possuem a geometria
desejada e aplicam pressatildeo ao material metaacutelico deformando-o [10]
Os fenocircmenos fiacutesicos que descrevem uma operaccedilatildeo de extrusatildeo satildeo difiacuteceis de serem
expressos por relaccedilotildees quantitativas Fenocircmenos como o escoamento de metais o atrito na
interface ferramenta-peccedila a geraccedilatildeo e a transferecircncia de calor durante o escoamento plaacutestico
do metal e seu relacionamento com a microestrutura propriedades e as condiccedilotildees de processo
apresentam dificuldades de previsatildeo e anaacutelise [11]
O principal objetivo de qualquer meacutetodo de anaacutelise que considere os fenocircmenos
anteriormente descritos eacute auxiliar o projeto de extrusatildeo envolvendo essencialmente as
seguintes etapas
a) estabelecer as relaccedilotildees cinemaacuteticas (forma velocidades taxas de deformaccedilotildees) entre as
regiotildees extrudada e natildeo extrudada a fim de prever o escoamento metaacutelico
b) estabelecer o limite de conformabilidade a fim de determinar se eacute ou natildeo possiacutevel a
extrusatildeo da peccedila metaacutelica sem a geraccedilatildeo de falhas internas ou superficiais
c) prever as forccedilas e tensotildees necessaacuterias para efetuar a operaccedilatildeo de extrusatildeo a fim de que o
ferramental e equipamento possam ser projetados ou selecionados
212 Tipos de processos de extrusatildeo
Os processos baacutesicos que envolvem extrusatildeo a frio satildeo classificados de acordo com a direccedilatildeo
de escoamento do material como a extrusatildeo direta e a inversa Ainda em funccedilatildeo do formato
final da peccedila como a extrusatildeo de geratrizes em forma de cilindros maciccedilos ou de cilindros com
furo Limites de deformaccedilatildeo relativa e verdadeira para accedilos convencionais na extrusatildeo direta a
frio satildeo informados na tabela 1
A seguir a legenda auxilia a representaccedilatildeo ao discriminar cada item da figura 2 para as
referidas operaccedilotildees
I Antes da extrusatildeo
II Apoacutes a extrusatildeo
a) Punccedilatildeo superior b) Inserto
c) Material extrudado d) Extrator
e) Punccedilatildeo inferior f) Matriz
26
Figura 2 ndash Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio [12]
Tabela 1 ndash Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta [12]
213 Extrusatildeo a frio de accedilos
A extrusatildeo a frio eacute realizada sem preacute-aquecimento da mateacuteria-prima ou das ferramentas que
satildeo aquecidas durante o processo devido principalmente agrave velocidade de deformaccedilatildeo e ao
atrito Neste caso agrave medida que o metal eacute extrudado ocorre o encruamento sua resistecircncia
mecacircnica aumenta e a ductilidade diminui [13] podendo ocorrer falhas por ruptura antes de se
atingir as dimensotildees finais desejadas caso a deformaccedilatildeo seja excessiva
27
Para que se evitem essas dificuldades as operaccedilotildees de extrusatildeo a frio em geral satildeo realizadas
em etapas com operaccedilotildees de tratamento teacutermico intermediaacuterias as quais permitem uma maior
flexibilidade para a obtenccedilatildeo de produtos com variados graus de encruamento [14]
Normalmente o accedilo fornecido em bobinas jaacute se apresenta no estado coalescido Apoacutes as
operaccedilotildees iniciais para a formaccedilatildeo da geratriz e o tratamento teacutermico intermediaacuterio haacute a
lubrificaccedilatildeo pois a condiccedilatildeo de atrito entre a matriz e o material de trabalho eacute de grande
importacircncia na extrusatildeo da peccedila O lubrificante deve aceitar altas pressotildees da ordem de 2000
Nmm2 na extrusatildeo do accedilo para minimizar o atrito entre a ferramenta e o material sob
deformaccedilatildeo Os processos de ensaboamento e aplicaccedilatildeo de bissulfeto de molibdecircnio satildeo
largamente utilizados em geratrizes obtidas em prensas de muacuteltiplos estaacutegios mecacircnicas ou
hidraacuteulicas
Quando comparado a outros processos a extrusatildeo a frio apresenta as seguintes vantagens
[15]
Grande economia de mateacuteria-prima
Possibilidade de produzir peccedilas de geometria complexa com tempo reduzido de processo
(figura 3)
Grande precisatildeo de medidas e geometrias com elevada qualidade superficial
Melhoria das caracteriacutesticas mecacircnicas das peccedilas extrudadas a frio mediante
aproveitamento do aumento de dureza e do fibramento mecacircnico favoraacutevel
Figura 3 ndash Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio [16]
28
22 FERRAMENTA PARA EXTRUSAtildeO A FRIO
As ferramentas de extrusatildeo a frio satildeo normalmente compostas por punccedilotildees responsaacuteveis
pela compressatildeo da mateacuteria-prima matrizes superior e inferior e aneacuteis de cintamento os quais
tecircm papel importante no controle das dimensotildees do extrudado e na vida uacutetil da matriz As
figuras 4a e 4b ilustram dois exemplos de conjuntos de ferramentais utilizados sejam eles em
prensas hidraacuteulicas ou excecircntricas
a) b)
Figura 4 ndash Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior
b) Sistema de extraccedilatildeo inferior [13]
A estrutura tiacutepica das ferramentas de extrusatildeo a frio considera aleacutem das matrizes que
proporcionam a geometria final da peccedila punccedilotildees extratores e aneacuteis de cintamento Os aneacuteis de
cintamento satildeo responsaacuteveis pelo preacute-tensionamento da ferramenta onde a mesma eacute colocada
em estado de tensotildees compressivas com o objetivo de reduzir o ponto de tensatildeo maacutexima apoacutes
a aplicaccedilatildeo dos esforccedilos de extrusatildeo Estes componentes satildeo fabricados em accedilos raacutepido accedilos-
ferramenta agrave diferentes durezas ou mesmo metal-duro
221 Punccedilotildees
Os punccedilotildees podem ser divididos em dois grupos principais
a) punccedilotildees simples ndash tecircm a funccedilatildeo de pressionar o material em direccedilatildeo agraves paredes da matriz
O criteacuterio fundamental para escolha de materiais para este tipo de punccedilatildeo eacute a alta resistecircncia agrave
compressatildeo Accedilos como D2 Vanadis 4 e S290 da Bohler-Uddeholm satildeo indicados
29
b) punccedilotildees de recalque - aleacutem de comprimir o material em direccedilatildeo agrave matriz inferior tambeacutem
tecircm a funccedilatildeo de conformar a cabeccedila do extrudado Os materiais destes punccedilotildees devem aleacutem
de apresentar alta resistecircncia agrave compressatildeo possuir grande resistecircncia ao desgaste Accedilos como
K340 K390 M2 S390 (Bohler-Uddeholm) e VF 800AT (Villares) satildeo exemplos de aplicaccedilotildees
para esta classe de punccedilatildeo
Punccedilatildeo de furaccedilatildeo eacute o componente que penetra na furaccedilatildeo de uma peccedila ciliacutendrica oca e
fornece a forma agrave parede interna de uma peccedila tubular Este punccedilatildeo estaacute sujeito ao desgaste e agrave
alta solicitaccedilatildeo de compressatildeo portanto o material selecionado para esta ferramenta deve
apresentar alta resistecircncia ao desgaste e elevado limite de escoamento Os accedilos AISI M2 S790
e K360 satildeo largamente utilizados O punccedilatildeo extrator conforma a base da peccedila e geralmente eacute
utilizado tambeacutem para extrair a peccedila para fora da matriz
No caso de punccedilotildees para extrusatildeo a frio deve ser considerado que devido aos esforccedilos a
que estatildeo submetidos a ruptura ocorre com maior frequecircncia quanto maior for a relaccedilatildeo (hz
Oslashinterno) onde hz eacute a profundidade da perfuraccedilatildeo e Oslashinterno o diacircmetro interno Na produccedilatildeo em
seacuterie se deve respeitar para os accedilos a relaccedilatildeo hz Oslashinterno lt 25
A norma VDI 3186 [17] recomenda a seguinte sequecircncia para o dimensionamento de um
punccedilatildeo seja de recalque ou furaccedilatildeo
a) determinaccedilatildeo da pressatildeo conf as normas VDI 3185[18] vols1 2 e 3 e 3138 vol 2 [19]
b) projeto da forma externa e das medidas
c) escolha de um material para ferramenta adequado levando em consideraccedilatildeo a tenacidade
exigida a durabilidade os custos e as possibilidades da produccedilatildeo
A folga entre o punccedilatildeo e a matriz normalmente eacute dimensionada entre 002 e 005 mm para
processos a frio Este paracircmetro tem grande importacircncia pois deve sempre permitir o aumento
do diacircmetro do punccedilatildeo pela deformaccedilatildeo elaacutestica
222 Matrizes
As matrizes de extrusatildeo satildeo as ferramentas responsaacuteveis pela definiccedilatildeo da geometria da
seccedilatildeo transversal do produto extrudado Devido aos esforccedilos de extrusatildeo as matrizes satildeo
submetidas a tensotildees internas elevadas Assim devem ser projetadas e construiacutedas com
materiais que apresentem elevada resistecircncia agrave compressatildeo bem como elevada tenacidade
Os accedilos ferramenta satildeo classificados de acordo com suas caracteriacutesticas metaluacutergicas
principais ou de acordo com sua aplicaccedilatildeo A classificaccedilatildeo do American Iron and Steel Institute
30
(AISI) eacute a mais utilizada pela induacutestria de ferramentaria e tem se mostrado uacutetil para a seleccedilatildeo
do produto Apesar de existirem diversos tipos de accedilos ferramenta normatizados
internacionalmente para inuacutemeras aplicaccedilotildees e solicitaccedilotildees a induacutestria trabalha com uma gama
reduzida de opccedilotildees Satildeo preferidos aqueles que possuem suas propriedades e desempenhos
consagrados ao longo do tempo como por exemplo os accedilos AISI H13 AISI D2 e AISI M2
Contudo fabricantes tecircm sugerido ao mercado ligas de accedilo que trazem benefiacutecios agraves aplicaccedilotildees
tais como CALDIE K340 (Bohler-Uddeholm) e Cryodur 2379 (Schmolz-Bickenbach)
As normas VDI 3176 [20] e VDI 3186 [21] apresentam os criteacuterios para dimensionamento
de matrizes de extrusatildeo
Para o projeto das matrizes devem ser considerados dois aspectos principais
1) A tensatildeo e a forccedila de extrusatildeo exigidas
2) O projeto e a geometria das matrizes e aneacuteis de cintamento
Geralmente as matrizes de extrusatildeo satildeo submetidas a elevadas tensotildees que normalmente
natildeo satildeo suportadas pelos materiais empregados em sua fabricaccedilatildeo Por isso as matrizes satildeo
geralmente preacute-tensionadas atraveacutes do uso de aneacuteis de cintamento de modo a aumentar sua
resistecircncia agrave tensatildeo radial na cavidade da matriz
Aleacutem do uso de aneacuteis de cintamento podem-se adotar variados procedimentos para a
construccedilatildeo das matrizes os quais satildeo mostrados na figura 5
lsquo Figura 5 ndash Formas construtivas para matrizes de extrusatildeo direta [20]
31
223 Estado de tensotildees
No processo de extrusatildeo existe na zona de deformaccedilatildeo um estado triaxial de tensotildees [22]
Na extrusatildeo de peccedilas com simetria axial as trecircs tensotildees principais satildeo
bull Tensatildeo axial σz
bull Tensatildeo radial σr
bull Tensatildeo tangencial σt
Atraveacutes da Teoria Elementar da Plasticidade pode-se avaliar qualitativamente a relaccedilatildeo que
existe entre as tensotildees principais A figura 6 mostra a distribuiccedilatildeo de tensotildees para o caso de
uma extrusatildeo direta de geratriz com furo interno
Figura 6 ndash Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo [22]
Pela Teoria de Escoamento de Tresca pode-se calcular a tensatildeo radial σr que seraacute a tensatildeo
atuante na parede lateral da cavidade da matriz Este valor eacute importante para o caacutelculo dos aneacuteis
de cintamento da ferramenta de extrusatildeo A tensatildeo axial σz eacute calculada em funccedilatildeo da forccedila de
extrusatildeo
224 Aneacuteis de cintamento
A tensatildeo radial resultante na cavidade das matrizes durante a extrusatildeo atinge niacuteveis que
muitas vezes podem ultrapassar o limite elaacutestico dos materiais empregados em sua fabricaccedilatildeo
Pode-se aumentar a capacidade de resistecircncia agraves tensotildees internas dessas matrizes utilizando-se
um anel de cintamento mediante a prensagem a frio do nuacutecleo ou pela dilataccedilatildeo teacutermica do
anel de cintamento Entatildeo eacute exercida uma pressatildeo axial sobre a superfiacutecie de contato que coloca
o nuacutecleo sob preacute-tensotildees tangenciais e radiais
Quando a resistecircncia agrave pressatildeo de uma ferramenta com preacute-tensatildeo simples for insuficiente
pode-se alcanccedilar uma elevaccedilatildeo da resistecircncia com um segundo anel de cintamento sempre se
32
observando que natildeo eacute permitido ultrapassar os limites elaacutesticos do nuacutecleo e dos aneacuteis Um
aspecto de grande importacircncia destacado para o projeto das matrizes refere-se ao
dimensionamento dos aneacuteis de cintamento [21] A resistecircncia do anel de cintamento eacute dada
pelas suas dimensotildees tensatildeo de escoamento e dureza do material Os materiais normalmente
empregados para os aneacuteis devem apresentar boa tenacidade e ductilidade a dureza de utilizaccedilatildeo
deve ser menor que as matrizes responsaacuteveis pela formaccedilatildeo da peccedila proporcionando o
comportamento elaacutestico da ferramenta Quanto mais afastado do nuacutecleo da ferramenta menor
seraacute a dureza do anel O anel dos sistemas simples apresenta uma dureza aproximada de 48
HRC Para os sistemas duplos o anel interno eacute endurecido dentro de uma faixa de 52-54 HRC
e o anel externo na faixa de 46-48 HRC Os accedilos utilizados para a fabricaccedilatildeo dos aneacuteis variam
entre AISI S1 AISI H13 VMO e W360 (Bohler-Uddeholm)
A tabela 2 mostra a recomendaccedilatildeo para a quantidade de aneacuteis a serem aplicados em uma
ferramenta de acordo com a tensatildeo radial na cavidade O esquema da ferramenta eacute mostrado na
figura 7
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo [20]
Tabela 2 ndash Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento [20]
Tensatildeo radial (σr)
Nmm2
Nuacutemero de aneacuteis
requeridos Dd Diacircmetro de montagem
σr lt 1000
1000 lt σr lt 1600
1600 lt σr lt 2200
2200 lt σr
nenhum
um
dois
trecircs
4 a 5
4 a 6
4 a 6
4 a 6
d1=dA D=dA2B
d1=09radic119863 119889 d2=09radic119863 1198891
33
Onde A eacute uma constante calculada pela equaccedilatildeo (1) [23]
A = [12 (1 + 1119861 ) minus 119880]12 eq (1)
sendo 119861 = 119896119891119898119886119905119903119894119911119896119891119888119894119899119905 e 119880 = 120590119903119896119891119898119886119905119903119894119911
A interferecircncia diametral para montagem dos componentes representadas por z1 e z2 eacute dada
pelas equaccedilotildees (2) e (3)
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) eq (2)
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) eq (3)
sendo 119861119888 = 11989611989111988811989411989911990511198961198911198881198941198991199052 e Ac eacute calculado pela equaccedilatildeo (1) em funccedilatildeo de Bc
Deve-se destacar que para cada caso de porta-ferramentas de prensa devido ao uso de
conjuntos padronizados o diacircmetro D poderaacute variar Desta forma os caacutelculos dos demais
diacircmetros de interferecircncia devem ser considerados a partir desta restriccedilatildeo
A geometria das superfiacutecies de contato entre os aneacuteis pode ser ciliacutendrica ou cocircnica Para
grandes interferecircncias prefere-se a forma cocircnica que facilita bastante a montagem da matriz
com os aneacuteis Deve-se verificar especialmente no caso de superfiacutecies cocircnicas que o nuacutecleo natildeo
seja expulso pelas forccedilas de prensagem extraccedilatildeo ou separaccedilatildeo
A figura 8 apresenta o criteacuterio para a escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de
interferecircncia de acordo com a relaccedilatildeo entre o comprimento e o diacircmetro da matriz
225 Dimensionamento de punccedilotildees e matrizes
Devido aos esforccedilos desenvolvidos durante a conformaccedilatildeo a frio de engrenagens
basicamente de extrusatildeo e recalque as ferramentas mais solicitadas satildeo os punccedilotildees e as
matrizes
De um modo geral no projeto dessas ferramentas deve-se considerar
a) as matrizes devem possuir anel de cintamento simples ou muacuteltiplo conforme solicitaccedilatildeo
b) os punccedilotildees devem ser os mais curtos possiacuteveis para evitar flambagem
34
c) na extrusatildeo o punccedilatildeo deve ser cuidadosamente guiado sobre a matriz para evitar
excentricidade
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia [20]
A fim de evitar sobrecargas das ferramentas de extrusatildeo eacute sugerida a pressatildeo real limite para
matrizes e punccedilotildees [24]
a) valores-limite para a tensatildeo radial (σr) na cavidade das matrizes
sem anel de cintamento σr lt 1000 Nmm2
com anel de cintamento simples e nuacutecleo de accedilo σr lt 1600 Nmm2
com anel de cintamento simples e nuacutecleo de metal duro σr lt 1500 Nmm2
com anel de cintamento duplo e nuacutecleo de accedilo σr lt 2200 Nmm2
com anel de cintamento duplo e nuacutecleo de metal duro σr lt 2000 Nmm2
b) valores-limite para a tensatildeo axial (σz) em punccedilotildees de recalque e furaccedilatildeo
punccedilotildees em accedilo-ferramenta σz lt 1800 Nmm2
punccedilotildees para extrusatildeo a frio em accedilo raacutepido altamente ligado σz lt 2500 Nmm2
226 Revestimentos para ferramentas de extrusatildeo
A extrusatildeo direta de perfis de engrenagens envolve grande quantidade de energia de
deformaccedilatildeo devido ao atrito o que provoca um desgaste excessivo nas paredes da cavidade da
matriz Considerando a estabilidade de geometria necessaacuteria para engrenagens automotivas o
desgaste ocorrido em matrizes de extrusatildeo em uma produccedilatildeo seriada pode prejudicar a
funcionalidade do produto em sua aplicaccedilatildeo A soluccedilatildeo utilizada em larga escala para minimizar
35
o desgaste eacute o aumento da dureza superficial atraveacutes da deposiccedilatildeo de filme fino Estes filmes
satildeo formados normalmente por materiais ceracircmicos de alta dureza
Segundo estudos realizados por Vetter (1996) [25] os revestimentos satildeo beneacuteficos natildeo
apenas para diminuir o desgaste de ferramentas mas tambeacutem melhorar a qualidade superficial
do produto extrudado aumentar a produtividade e diminuir o uso de lubrificantes
Os filmes mais utilizados em ferramentas de extrusatildeo a frio satildeo aplicados pelo meacutetodo de
deposiccedilatildeo fiacutesica de vapor (PVD - Physical Vapor Deposition) A aplicaccedilatildeo de revestimentos
por este meacutetodo eacute realizada a temperaturas na faixa de 250degC a 500degC permitindo que os
substratos natildeo percam suas propriedades mecacircnicas devido a um alto aquecimento O processo
PVD consiste em evaporar o material soacutelido por aquecimento atraveacutes de feixe de eleacutetrons ou
por iacuteons positivos e depositaacute-lo no substrato [26]
A maioria dos revestimentos aplicados por PVD eacute formada por DLC (Diamond Like
Carbon) nitretos (ex TiN CrN TiNAl) carbetos (ex TiC CrC) oacutexidos (ex alumina) ou
ainda uma combinaccedilatildeo destes como o TiCNAl A espessura de deposiccedilatildeo do filme varia entre
4 μm e 6 μm O revestimento utilizado nas ferramentas envolvidas neste trabalho tem o nome
comercial de Advanced Alcrona fornecido pela Oerlikon Balzers
A camada Advanced significa uma base obtida por nitretaccedilatildeo gasosa a qual aumenta a
dureza de superfiacutecie e sua resistecircncia agrave compressatildeo O revestimento Alcrona PRO fornece alta
estabilidade teacutermica proteccedilatildeo contra o desgaste abrasivo e alta dureza [27]
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO
A forccedila de extrusatildeo direta ou indireta eacute calculada pela equaccedilatildeo (4) 119865 = 1198600119896119891119898120593120578119865 eq (4)
O fator de rendimento (120578119865) varia entre 04 para geometrias mais complexas com pequenas
deformaccedilotildees e 07 para geometrias simples com grandes deformaccedilotildees [28]
Para casos em que a matriz apresenta acircngulos de transiccedilatildeo entre geometrias que facilitam o
escoamento a forccedila de extrusatildeo pode ser calculada pela equaccedilatildeo (5) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (5)
A expressatildeo final apoacutes o sinal de adiccedilatildeo da equaccedilatildeo (5) representa a forccedila de atrito entre o
material extrudado e a parede da matriz
36
O trabalho de extrusatildeo eacute dado pelas equaccedilotildees (6) e (7)
119879119903 = 119865 119878119882 eq (6)
Onde SW = h0 - hk eq (7)
231 Aumento de temperatura por trabalho de extrusatildeo
Durante a extrusatildeo ocorre a transformaccedilatildeo do trabalho de extrusatildeo em aumento de
temperatura Esse aumento de temperatura devido ao trabalho de extrusatildeo (120599119862) eacute calculado pela
equaccedilatildeo (8) 120599119862 = 119896119891120593119888119872 120588 119886 eq (8)
onde a eacute a parcela de energia transformada em calor
Pela teoria da definiccedilatildeo desta expressatildeo a perda na distorccedilatildeo da rede cristalina devido agrave
austenita retida e natildeo transformada em calor eacute de 10 [22]
24 O ATRITO NA EXTRUSAtildeO A FRIO
Nas uacuteltimas deacutecadas uma explicaccedilatildeo fiacutesica para o comportamento do atrito foi definida
como ldquoTeoria Adesivardquo Esta teoria define que a aacuterea de contato verdadeira eacute uma pequena
parcela da aacuterea de contato aparente A aacuterea de contato verdadeira eacute formada pela rugosidade
desta forma com o aumento das forccedilas de extrusatildeo maior eacute a contribuiccedilatildeo da rugosidade no
contato entre superfiacutecies [29] Em operaccedilotildees de extrusatildeo o atrito tem grande influecircncia devido
ao seu efeito sobre as forccedilas de conformaccedilatildeo mecacircnica (ou energia) e escoamento de material
na cavidade da matriz assim como a qualidade do produto e a vida uacutetil da ferramenta A
precisatildeo dos modelos de atrito eacute ainda desconhecida e torna complexa a definiccedilatildeo de um modelo
uacutenico que inclua todos os paracircmetros de deformaccedilatildeo para todas as operaccedilotildees de conformaccedilatildeo
mecacircnica Erinosho e Akinlabi (2016) [30] estudaram o efeito do atrito na aacuterea de contato
deformada durante operaccedilotildees de conformaccedilatildeo
O atrito eacute um dos paracircmetros mais significativos a serem considerados na extrusatildeo direta
devido ao escoamento de material ocorrer ao longo da cavidade da matriz entatildeo a contribuiccedilatildeo
da energia necessaacuteria ao esforccedilo final pode ser alta Domiacutenguez e Claver (2015) [31]
conduziram estudos por simulaccedilatildeo numeacuterica com o software DEFORM para investigar os
efeitos do atrito no processo de extrusatildeo direta utilizando o accedilo AISI 1010 A figura 9 mostra a
geometria da geratriz e matriz de extrusatildeo utilizados na simulaccedilatildeo numeacuterica computacional
37
Figura 9 ndash Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional [31]
O atrito tem efeito importante sobre os esforccedilos resultantes na extrusatildeo direta A forccedila devido
ao atrito resultante do processo de extrusatildeo eacute obtida pela equaccedilatildeo (9)
Ff = Fc + Fd eq (9)
Quando a geratriz eacute pressionada ao longo da cavidade da matriz na extrusatildeo direta a forccedila
de extrusatildeo eacute diretamente relacionada agrave forccedila devido ao atrito entre as paredes da cavidade da
matriz superior e a geratriz (Fc) e entre a matriz de extrusatildeo e a geratriz (Fd)
Para avaliar esta influecircncia duas condiccedilotildees extremas foram consideradas na simulaccedilatildeo
computacional o fator de atrito maacuteximo (m = 1) e a condiccedilatildeo de atrito ausente (m = 0) Assim
com as forccedilas de extrusatildeo resultantes das duas situaccedilotildees limite o efeito da forccedila devido ao atrito
pocircde ser obtido e analisado Na figura 10 o efeito da forccedila devido ao atrito eacute representado pelo
caacutelculo da diferenccedila entre as forccedilas resultantes das duas condiccedilotildees limites para a extrusatildeo direta
Figura 10 ndash Forccedila devido ao fator de
atrito (m) na extrusatildeo direta [31]
38
A teoria de Amontons-Coulomb eacute aplicada para o caacutelculo da tensatildeo de cisalhamento (τ)
entre a geratriz e as paredes da matriz nos processos de extrusatildeo [32] A lei do atrito de Coulomb
utiliza o coeficiente de atrito (μ) para quantificar a interface de atrito e eacute expressa pela equaccedilatildeo
(10) 120591 = 120583 119875 para 0le 120583 le0577 eq (10)
onde P eacute a tensatildeo normal de contato entre as superfiacutecies
A tabela 3 mostra valores referenciais de atrito para a extrusatildeo direta
Tabela 3 ndash Valores referenciais para o coeficiente de atrito micro [33]
Descriccedilatildeo do processo Extrusatildeo direta
Peccedilas maciccedilas Peccedilas com furaccedilatildeo
Coeficiente de atrito (micro) 004 a 008 01 a 0125
Neste trabalho o valor utilizado para o coeficiente de atrito para o caacutelculo da forccedila de
extrusatildeo foi 01
A teoria da adesatildeo determina que a tensatildeo de cisalhamento maacutexima na interface de contato
entre o material e a matriz eacute a tensatildeo limite de elasticidade do material em cisalhamento puro
[34] Contudo nos processos de extrusatildeo em geral a tensatildeo normal de contato entre o material
e a ferramenta pode superar este valor Entatildeo uma vez atingida a tensatildeo de escoamento em
cisalhamento do material um aumento no valor da tensatildeo normal implica em diminuiccedilatildeo do
atrito Neste caso em que altas tensotildees de contato estatildeo envolvidas o atrito deve ser expresso
pela equaccedilatildeo (11) 119898 = 120591119896 para 0 le 119898 le 1 eq (11)
onde m eacute o fator de atrito e k eacute a tensatildeo limite de elasticidade em cisalhamento puro
Esta forma eacute conhecida como Lei de Prandtl e determina que a tensatildeo de cisalhamento devida
ao atrito eacute independente da tensatildeo de contato entre as superfiacutecies A Lei de Prandtl deve ser
aplicada sempre que as tensotildees de contato sejam elevadas onde o coeficiente de atrito μ deixa
de ter significado fiacutesico
Na extrusatildeo a frio de engrenagens a forccedila devido ao atrito tem alto impacto no aumento das
tensotildees resultantes do ciclo de conformaccedilatildeo do material No desenvolvimento desta tese as
engrenagens analisadas sofrem uma reduccedilatildeo de aacuterea superior agrave 40 o que envolve altas tensotildees
de contato entre a geratriz e as paredes da matriz Desta forma a Lei de Prandtl seraacute adotada
para as anaacutelises de simulaccedilatildeo por elementos finitos onde o fator de atrito seraacute considerado
39
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE
EXTRUSAtildeO A FRIO
O conceito de cintamento das matrizes eacute reconhecido na induacutestria da conformaccedilatildeo e deve
ser entendido neste contexto como tensotildees compressivas (tipicamente radiais) sendo aplicadas
nas ferramentas O objetivo do cintamento das matrizes eacute reduzir o niacutevel de tensotildees criacuteticas as
quais a ferramenta sofreraacute sob o impacto de profundos esforccedilos Quanto mais eficiente o
cintamento mais a matriz seraacute colocada em um estado de tensotildees compressivas como ilustrado
na figura 11
Sendo
a) Tensotildees compressivas nulas onde natildeo haacute preacute-tensionamento da matriz Matrizes
monobloco satildeo um exemplo
b) Moderadas onde haacute a preacute-tensionamento Matrizes com um anel de cintamento podem
ser citadas
c) Alto estado de tensotildees compressivas atraveacutes de alto niacutevel de preacute-tensionamento Neste
caso dois ou mais aneacuteis de cintamento com interferecircncias rigorosas de montagem e materiais
de alta resistecircncia satildeo utilizados
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo [35]
A importacircncia do cintamento aumenta com a carga da ferramenta Quanto maior a carga de
conformaccedilatildeo maiores satildeo os niacuteveis de tensotildees na ferramenta Haacute uma tendecircncia geral em
relaccedilatildeo agraves altas cargas de conformaccedilatildeo nas matrizes de extrusatildeo as quais satildeo uma consequecircncia
derivada do alto grau de acabamento deste processo surgimento de materiais de baixa
conformabilidade alta velocidade de deformaccedilatildeo das peccedilas entre outros Consequentemente
a importacircncia do cintamento de matrizes tem crescido na induacutestria da conformaccedilatildeo mecacircnica
Para uma melhor definiccedilatildeo do cintamento tambeacutem entendido como preacute-tensionamento de
matrizes eacute necessaacuterio verificar o comportamento tensatildeodeformaccedilatildeo da matriz Esta definiccedilatildeo
considera o ciclo completo de carga da matriz de extrusatildeo inclusive o intervalo de tensotildees e
40
seu movimento fiacutesico ou comportamento de deformaccedilatildeo Como visto na figura 12 o ponto de
repouso da matriz de extrusatildeo seraacute a partir de um determinado niacutevel de tensotildees compressivas
o qual eacute definido pela interferecircncia de montagem Quanto maior o niacutevel de preacute-tensionamento
maior a tensatildeo compressiva resultante na matriz Durante o processo de extrusatildeo da peccedila a
matriz eacute tensionada e vai de um estado compressivo de tensotildees ateacute tensotildees de traccedilatildeo O ponto
final do ciclo de extrusatildeo determina o pico maacuteximo de tensotildees pelos quais a matriz passaraacute
durante o processo Apoacutes o maacuteximo estado de tensotildees natildeo haacute cargas sobre a matriz e ela
retorna ao seu estado inicial de preacute-tensionamento A distacircncia entre o ponto de preacute-
tensionamento e o maacuteximo estado de tensotildees determina o intervalo total de tensotildees Quanto
maiores os esforccedilos de extrusatildeo maior o intervalo total de tensotildees
Figura 12 ndash Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo [35]
Simultaneamente com a compressatildeo dos aneacuteis de cintamento a matriz tambeacutem passa por
contraccedilatildeo fiacutesica Quanto maior o preacute-tensionamento maior a contraccedilatildeo da matriz de extrusatildeo
Entretanto a habilidade de comprimir a matriz eacute determinada pelas propriedades do material
da matriz e os demais componentes da ferramenta Sistemas de ferramentas com alta rigidez
defletem menos que sistemas a base de accedilos convencionais Como exemplo o moacutedulo de
Young (E) de uma matriz de WC-Co conhecida como metal duro eacute aproximadamente 22
maior que uma matriz de accedilo sendo respectivamente 460 GPa e 215 GPa Consequentemente
a matriz de WC-Co iraacute defletir em meacutedia 40 menos que uma matriz de accedilo com as mesmas
dimensotildees e cavidade Quanto menor o intervalo de deformaccedilatildeo menor o intervalo de tensotildees
devido agrave reduzida expansatildeo da matriz durante o processo de extrusatildeo
A vida uacutetil de uma matriz ou seja o nuacutemero de ciclos de extrusatildeo ateacute a sua falha por ruptura
depende da interaccedilatildeo entre a forccedila sobre a ferramenta e a sua capacidade de resistecircncia agrave carga
A forccedila sobre matrizes de extrusatildeo eacute determinada pelo nuacutemero de interaccedilotildees entre paracircmetros
41
tais como tipo de processo de extrusatildeo lubrificaccedilatildeo temperatura propriedades do material da
geratriz perfil da geratriz geometria do extrudado e estaacutegios de conformaccedilatildeo A figura 13
representa uma matriz de extrusatildeo de engrenagem montada com um anel de cintamento
Figura 13 ndash Matriz de extrusatildeo com um anel de cintamento Fonte Do autor
A tarefa de todo o projetista de extrudados eacute manter a carga sobre a ferramenta de extrusatildeo
em um niacutevel moderado de forma a obter um bom desempenho de processo incluindo alta e
previsiacutevel vida uacutetil das ferramentas de extrusatildeo O preacute-tensionamento eacute um paracircmetro de
desenvolvimento efetivo para conseguir sistemas de ferramentas de alto desempenho sendo
que este paracircmetro influencia diretamente o comportamento tensatildeodeformaccedilatildeo da matriz de
extrusatildeo O preacute-tensionamento oacutetimo da matriz pode ser atingido no equiliacutebrio entre a rigidez
da mesma e os demais componentes da ferramenta bem como o correto niacutevel de interferecircncia
Em linhas gerais quanto menores as tensotildees de traccedilatildeo sob o ponto maacuteximo da carga de
processo menor seraacute o comportamento de deformaccedilatildeo da matriz de extrusatildeo e melhor seraacute a
condiccedilatildeo de alto desempenho da ferramenta Aleacutem disso sistemas de ferramentas de alta rigidez
reduzem consideravelmente a variaccedilatildeo dimensional da matriz com o objetivo de melhorar a
precisatildeo da peccedila extrudada e reduzir desvios dimensionais
A figura 14 e ilustra as principais caracteriacutesticas da natureza complexa de ferramentas de
extrusatildeo de alta performance
42
Figura 14 ndash Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo [16]
Em princiacutepio o preacute-tensionamento pode ser realizado por dois meacutetodos geneacutericos como
mostrado na figura 15 O meacutetodo mais comumente usado eacute o que considera o aquecimento dos
aneacuteis externos agrave matriz onde o anel de cintamento eacute expandido (por exemplo agrave 400ordmC) e
montado na matriz de extrusatildeo O preacute-tensionamento eacute entatildeo o efeito resultante de
encolhimento do anel de cintamento apoacutes seu resfriamento e consequente fechamento sobre a
superfiacutecie externa da matriz de extrusatildeo Este meacutetodo eacute largamente utilizado na induacutestria de
conformaccedilatildeo sendo limitado pelo coeficiente de expansatildeo bem como a tensatildeo de escoamento
do material aplicado no anel de cintamento
O outro meacutetodo eacute o preacute-tensionamento por compressatildeo a frio onde a matriz de extrusatildeo eacute
inserida no anel de cintamento com o auxiacutelio de uma prensa de montagem A principal limitaccedilatildeo
da montagem por compressatildeo a frio eacute a tensatildeo de escoamento dos materiais da matriz de
extrusatildeo e o anel de cintamento A utilizaccedilatildeo de lubrificantes nas interfaces dos aneacuteis de
cintamento e matrizes eacute importante para a integridade dos componentes da ferramenta
Figura 15 ndash Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) [36]
43
O comportamento tensatildeodeformaccedilatildeo do sistema da ferramenta pode ser influenciado pelo
aumento da massa e mais efetivamente pela alteraccedilatildeo das propriedades dos materiais do
sistema da ferramenta O uso de WC-Co para a matriz de extrusatildeo eacute a forma mais efetiva de
aumentar a rigidez global do sistema da ferramenta devido ao alto ponto do moacutedulo de Young
Uma abordagem alternativa para obter ferramentas de extrusatildeo de alta rigidez seria integrar
materiais com WC-Co como parte do sistema de preacute-tensionamento por exemplo fabricar o
anel interno do sistema duplo de aneacuteis com este material
O sistema de preacute-tensionamento de matrizes por enrolamento de tiras de accedilo desenvolvido
pela empresa STRECON faz uso desta estrateacutegia Aleacutem da utilizaccedilatildeo de aneacuteis de cintamento
com moacutedulo de Young elevado a teacutecnica consiste em ldquoenrolarrdquo tiras de accedilo de 01 mm de
espessura sobre o nuacutecleo da ferramenta colocando-o sobre profundo estado de tensotildees
compressivas As tiras de accedilo mantecircm o comportamento elaacutestico ateacute tensotildees de 2000 Nmm2
As interferecircncias de montagem satildeo superiores agraves utilizadas em aneacuteis de cintamento
convencionais sendo de 07 a 11 [37] A figura 16 ilustra a estrutura do sistema por
enrolamento de tiras STRECON
Figura 16 ndash Representaccedilatildeo de ferramenta montada com sistema STRECON [38]
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO
Accedilos ao boro satildeo largamente utilizados em componentes de alta resistecircncia A presenccedila de
pequenos teores de boro em accedilos com 02 a 04 de carbono permite obter uma temperabilidade
meacutedia ideal para obtenccedilatildeo dos valores necessaacuterios de dureza e resistecircncia apoacutes tecircmpera
principalmente em peccedilas de pequena seccedilatildeo O boro eacute adicionado aos accedilos em pequenas
quantidades (ppm) para aumentar a sua conformabilidade e temperabilidade evitando a
nucleaccedilatildeo da ferrita atraveacutes de sua segregaccedilatildeo nos contornos de gratildeo da austenita Embora
exista uma incerteza enquanto ao teor ideal de boro sobre a efetividade na temperabilidade
pode se dizer que este valor estaacute entre 10 e 30 ppm sendo o teor oacutetimo entre 15 e 20 ppm
Anel de cintamento interno Matriz de extrusatildeo
Tiras de accedilo Anel de cintamento
externo
44
Dentre os accedilos utilizados na fabricaccedilatildeo de elementos de fixaccedilatildeo e engrenagens o SAE
10B22 o qual eacute utilizado no desenvolvimento desta tese tem grande aplicaccedilatildeo substituindo
accedilos de meacutedio carbono ou os convencionais baixa liga como o SAE 5135 Sua composiccedilatildeo
quiacutemica contendo boro e um teor consideraacutevel de manganecircs atribui a esta liga boa
temperabilidade e excelente resposta agrave processos termoquiacutemicos como cementaccedilatildeo e
carbonitretaccedilatildeo combinando desta forma as propriedades de dureza e resistecircncia ao desgaste
com tenacidade e ductilidade [39]
Resultados de ensaios mecacircnicos para um accedilo ABNT 1020 com teores de boro na condiccedilatildeo
de laminado a quente demonstram que as propriedades mecacircnicas natildeo sofreram alteraccedilatildeo
significativa com exceccedilatildeo do limite de escoamento que diminui cerca de 4 em relaccedilatildeo ao
accedilo sem boro A diminuiccedilatildeo do limite de escoamento juntamente com a natildeo alteraccedilatildeo
significativa das outras propriedades sugere usos especiacuteficos para esses accedilos devido a sua maior
fase plaacutestica como por exemplo para peccedilas que necessitam de extrusatildeo a frio [40]
O SAE 10B22 estaacute entre os accedilos baixo carbono utilizados para extrusatildeo a frio e com
elementos liga para cementaccedilatildeo Este accedilo eacute amplamente utilizado na extrusatildeo a frio para a
produccedilatildeo de engrenagens eixos parafusos e demais peccedilas onde haacute exigecircncia de dureza
superficial obtida pelo processo de cementaccedilatildeo ou carbonitretaccedilatildeo As curvas de escoamento
verdadeiras do SAE 10B22 foram simuladas pelo software JMatPro o qual tem a capacidade
de calcular uma variedade de propriedades de materiais de ligas metaacutelicas [41] As curvas foram
simuladas nas temperaturas 20degC 100degC 200degC e 300degC e velocidades de deformaccedilatildeo 001 s-
1 1 s-1 e 10 s-1 Satildeo mostradas nas figuras 17 18 e 19 A tabela 4 informa a composiccedilatildeo quiacutemica
utilizada como dado de entrada para a geraccedilatildeo dos resultados Os valores calculados pelo
software de acordo com a sua composiccedilatildeo quiacutemica informada ANEXOS A B e C foram
utilizados para traccedilar as curvas
Considerando a temperatura de 20degC a simulaccedilatildeo das curvas revela tensotildees de escoamento
de 1701 Nmm2 1905 Nmm2 e 2012 Nmm2 para as respectivas velocidades de deformaccedilatildeo
001 s-1 1 s-1 e 10 s-1 quando a deformaccedilatildeo verdadeira eacute igual agrave zero
Tabela 4 ndash Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro [41]
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 0232 0893 0242 0180 008 0042 00059 0233 00015 0008 0020
45
Figura 17 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1
Fonte JMatPro [41]
Figura 18 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1 Fonte JMatPro [41]
00
1000
2000
3000
4000
5000
6000
7000
00
020
040
060
080
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
460
480
500
600
70
Ten
satildeo
de
esco
amen
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
00
1000
2000
3000
4000
5000
6000
7000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
man
ento
(k
f) [
Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
46
Figura 19 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro [41]
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS
Neste capiacutetulo seraacute abordada a forma em que os requisitos sobre a geometria das engrenagens
devem ser especificados e o entendimento dos meacutetodos utilizados para controlar a geometria
das engrenagens Seraacute dada ecircnfase agrave norma ISO 1328 partes 1 e 2 [42] [43] a qual eacute comumente
utilizada para classificaccedilatildeo de engrenagens
271 Normas para especificaccedilatildeo de engrenagens
As normas especiacuteficas para o controle de toleracircncias geomeacutetricas de engrenagens satildeo
publicadas pelos mais diversos sistemas de normas segundo a competitividade no mercado
para este tipo de aplicaccedilatildeo Eacute o cliente que opta pela norma que melhor atende as suas
necessidades encontrando a sua disposiccedilatildeo uma seacuterie de documentos que tratam do assunto
dentre estes se podem citar ISO AGMA DIN JIS BSI ABNT e outras No Brasil as normas
da ABNT em alguns aspectos como definiccedilotildees de partes funcionais e paracircmetros geomeacutetricos
se assemelham agrave ISO 1328 o que jaacute natildeo ocorre com as normas AGMA por esta apresentar uma
estrutura simboacutelica proacutepria que em muito se diferencia da ISO e ABNT
Na tabela 5 haacute uma seleccedilatildeo das mais importantes normas utilizadas sendo que suas
principais diferenccedilas se referem
00
1000
2000
3000
4000
5000
6000
7000
8000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
amen
to (
kf)
[Nm
m2]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
47
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos [44]
NORMA ASSUNTO
ISO 1328 ndash 1 e 2 (20131997) Engrenagens Ciliacutendricas ndash Sistema de
precisatildeo ISO
AGMA ndash 2000-A88 (1988) Manual de Inspeccedilatildeo e Classificaccedilatildeo de
Engrenagens
DIN - 3962 (1978) Toleracircncias para Dentes de Engrenagens
Ciliacutendricas
JIS - B 1702 (1976) Precisatildeo para Engrenagens Retas e
Helicoidais
BSI - BS 436 (1986) Engrenagens Retas e Helicoidais ndash Forma
baacutesica Passo e Precisatildeo
ABNT - NBR10095 (1989) Engrenagem Ciliacutendrica de Evolvente ndash
Precisatildeo Dimensional
272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328
A ISO 1328 trata das toleracircncias geomeacutetricas de engrenagens ciliacutendricas de dentes retos
fornecendo limites para os principais paracircmetros caracteriacutesticos da geometria das engrenagens
a serem controladas e delimita para cada tipo de aplicaccedilatildeo os erros maacuteximos permissiacuteveis Esta
norma tambeacutem trata dos desvios das engrenagens associados aos paracircmetros caracteriacutesticos
tomados isoladamente e dos desvios das engrenagens do ponto de vista funcional ou seja
avalia conjuntamente todos os desvios isolados eventualmente existentes nas superfiacutecies das
engrenagens
Duas satildeo as vantagens da referida norma uma eacute a sua associaccedilatildeo com materiais didaacuteticos de
grande reconhecimento neste campo de atuaccedilatildeo [45] [46] o que a torna de faacutecil compreensatildeo e
menos propensa a erros de interpretaccedilatildeo e a outra eacute que seu conteuacutedo estaacute de acordo com o
Sistema Internacional de Unidades [47] que eacute o sistema oficialmente reconhecido no Brasil
A norma cita paracircmetros caracteriacutesticos os quais satildeo elementos de controle da geometria das
engrenagens Devido a fenocircmenos de fabricaccedilatildeo que posteriormente seratildeo detalhados as
superfiacutecies das engrenagens sofrem variaccedilotildees em relaccedilatildeo a sua geometria considerada ideal
Estes desvios de acordo com as suas dimensotildees tornam-se de difiacutecil identificaccedilatildeo e
comprometem a funcionalidade do conjunto coroapinhatildeo
273 Desvios isolados
Os desvios isolados satildeo as variaccedilotildees dos paracircmetros caracteriacutesticos geomeacutetricos que ocorrem
na superfiacutecie das engrenagens Suas principais causas satildeo
48
forma defeituosa do perfil da matriz de extrusatildeo
deficiente lubrificaccedilatildeo durante o processo de extrusatildeo
uso de matrizes com cavidades danificadas ou desgastadas
vibraccedilatildeo excessiva das prensas de extrusatildeo
deformaccedilotildees elaacutesticas das ferramentas de extrusatildeo durante o processo
274 Desvios de passo individual (fpt) acumulado (fpk) e total (Fp)
O desvio de passo individual representado por fpt na figura 20 corresponde a diferenccedila
algeacutebrica entre o passo medido e o correspondente passo teoacuterico de um setor que abranja uma
determinada quantidade inteira de passos (K) Devido agrave facilidade utiliza-se o flanco dos dentes
como referecircncia para a mediccedilatildeo O passo primitivo eacute o comumente avaliado e eacute medido sobre
a circunferecircncia primitiva [48] Pela ISO 1328-1 o passo tambeacutem pode ser medido sobre uma
circunferecircncia de referecircncia que passa pela altura meacutedia dos dentes ou seja o ponto meacutedio
entre o topo e a raiz do dente
O setor avaliado natildeo deve ser maior que 18 da circunferecircncia de referecircncia ou seja 2leKle
Z8 onde Z eacute o nuacutemero de dentes De outra forma o desvio de passo acumulado pode ser
entendido como a soma algeacutebrica dos passos individuais no setor avaliado
O desvio de passo total (Fp) que corresponde ao maacuteximo valor do desvio de passo
acumulado (fpk) de qualquer setor de circunferecircncia em relaccedilatildeo a um determinado flanco de
dente
Figura 20 ndash Desvios de passo das engrenagens [42]
275 Desvios de perfil (Fα ffα fHα)
Na figura 21 o desvio de perfil corresponde ao afastamento do perfil evolvente real obtido
do processo de fabricaccedilatildeo do perfil ideal gerado a partir da respectiva circunferecircncia de bases
49
[49] As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer no ponto meacutedio do comprimento
total do dente
O desvio de perfil eacute caracterizado por trecircs paracircmetros desvio total de perfil (Fα) desvio de
forma de perfil (ffα) e desvio angular de perfil (fHα) Na figura 22 tem-se uma representaccedilatildeo
graacutefica destes desvios A linha sinuosa corresponde ao perfil real detectado pelo sistema de
mediccedilatildeo
Figura 21 ndash Desvio de perfil [42]
No graacutefico de desvio de forma de perfil verifica-se o quanto o perfil real atinge seus limites
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular de
perfil o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico Por
uacuteltimo quando se busca apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama de
desvio total de perfil que possui intrinsecamente os dois resultados anteriores sendo mais
conservativo
Figura 22 ndash Desvios de perfil segundo ISO 1328-1 [42]
50
276 Desvios de linha de flanco (Fβ ffβ fHβ)
A figura 23 mostra o desvio de flanco corresponde ao afastamento do flanco do dente obtido
no processo de fabricaccedilatildeo do flanco resultante da extrusatildeo do perfil evolvente ideal no sentido
axial da engrenagem As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer na altura da
circunferecircncia de referecircncia e no sentido axial
Figura 23 ndash Desvio de linha de flanco [42]
Da mesma forma que o desvio de perfil o desvio da linha de flanco eacute caracterizado por trecircs
paracircmetros desvio total da linha de flanco (Fβ) desvio de forma da linha de flanco (ffβ) e desvio
angular da linha de flanco (fHβ) figura 24 respectivamente A linha sinuosa corresponde ao
flanco real detectado pelo sistema de mediccedilatildeo na altura da circunferecircncia de referecircncia
Figura 24 ndash Desvios da linha de flanco segundo ISO 1328-1 [42]
A interpretaccedilatildeo do desvio da linha de flanco eacute similar ao desvio de perfil Assim do graacutefico
de desvio de forma da linha de flanco verifica-se o quanto o flanco real atinge seus limites
51
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular da
linha de flanco o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico
Por uacuteltimo ao ser necessaacuteria apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama
de desvio total da linha de flanco que possui intrinsecamente os dois resultados anteriores e eacute
mais conservativo
277 Batimento radial (Fr)
O batimento radial (Fr) eacute a maior variaccedilatildeo da distacircncia em relaccedilatildeo ao eixo de giro da
engrenagem de uma esfera ou cone colocado sequencialmente entre os vatildeos da engrenagem
estabelecendo um contato com os flancos dos dentes adjacentes Corresponde a amplitude total
da variaccedilatildeo lida no sistema de mediccedilatildeo quando da verificaccedilatildeo do erro de concentricidade Se
natildeo houvesse irregularidades no dente da engrenagem o batimento radial seria igual ao dobro
do erro de concentricidade (caso existisse) ou seja o erro total de giro [50]
Segundo a norma 1328-2 [43] o batimento radial corresponde agrave amplitude maacutexima dos
desvios individuais (erro detectado em cada vatildeo de dente) figura 25 Verifica-se que os erros
estatildeo distribuiacutedos em torno de uma senoacuteide cuja amplitude corresponde a duas vezes o erro de
concentricidade
Figura 25 ndash Batimento radial [43]
278 Graus de qualidade
Os graus de qualidade variam para cada sistema de norma Na ISO 1328 exceto pelo desvio
composto radial que possui 9 graus de qualidade (4 eacute o grau mais exigente e 12 eacute o menos
exigente) os demais paracircmetros caracteriacutesticos possuem 13 graus de qualidade (0 eacute o grau mais
exigente e 12 eacute o menos exigente) [51]
52
Para classificaccedilatildeo de uma engrenagem com relaccedilatildeo ao seu grau de qualidade alguns
paracircmetros de projeto satildeo considerados pela norma ISO 1328 sendo entre eles o diacircmetro de
referecircncia e o moacutedulo Definidos esses paracircmetros de projeto para cada um dos paracircmetros
caracteriacutesticos jaacute mencionados pode-se estabelecer uma toleracircncia cujo valor dependeraacute do
grau de qualidade selecionado e vice-versa estabelecendo-se a toleracircncia necessaacuteria e obtendo-
se o grau de qualidade Na tabela 6 tem-se um exemplo do grau de qualidade para o desvio
total de perfil (Fα) Para efeito de construccedilatildeo da tabela considerando-se um grau de qualidade
igual a 5 os valores das toleracircncias satildeo determinados empiricamente e aplicados na equaccedilatildeo
(12)
119865prop = 32radic119898119896 + 022radicempty119901 + 07 eq (12)
Os valores de toleracircncias superiores por exemplo para o grau 6 satildeo obtidos a partir da
toleracircncia de grau 5 multiplicado por radic2 as toleracircncias do grau 7 satildeo obtidos a partir das
toleracircncias do grau 6 multiplicado radic2 e assim sucessivamente ateacute o grau 12 Para os valores
inferiores ao grau de qualidade 5 utiliza-se o mesmo raciociacutenio exceto pelo fato de se dividir
cada resultado de toleracircncia por radic2 Assim conclui-se que para melhorar um grau de qualidade
de uma engrenagem basta dividir por radic2 a toleracircncia do determinado grau de qualidade em
questatildeo por quantas vezes se quer melhorar a qualidade do item
Tabela 6 ndash Grau de qualidade para desvio de perfil [43]
Diacircmetro
primitivo
Oslashp (mm)
Moacutedulo
(N)
Grau de qualidade (Q)
0 1 2 3 4 5 6 7 8 9 10 11 12
Fα (μm)
5le Oslashp le20 05leNle2 08 11 16 23 32 46 65 90 130 180 260 370 520
2leNle35 12 17 23 33 47 65 95 130 190 260 370 530 750
20leOslashple50
05leNle2 09 13 18 26 36 50 75 100 150 210 290 410 580
2leNle35 13 18 25 36 50 70 100 140 200 290 400 570 810
35leNle6 16 22 31 44 60 90 120 180 250 350 500 700 990
6leNle10 19 27 38 55 75 110 150 220 310 430 610 870 1230
Ao se tratar da metrologia de engrenagem torna-se agraves vezes muito difiacutecil entender o que
se estaacute medindo caso natildeo se conheccedila o seu processo fiacutesico Tratar os resultados de um relatoacuterio
de um determinado paracircmetro geomeacutetrico apenas como valor numeacuterico com certeza natildeo agrega
valor para melhoria do processo Por exemplo ao se determinar o batimento radial e este
apresentar um valor elevado pode conduzir o metrologista a concluir que os desvios sejam
provenientes de incorreccedilotildees nos dentes mas na verdade pode se tratar de um erro de
53
concentricidade que possui um comportamento senoidal Neste caso interferir no processo para
corrigir imperfeiccedilotildees dos dentes de uma matriz de extrusatildeo seria uma decisatildeo errada pois na
verdade o problema eacute relativo a um erro de concentricidade entre o eixo de rotaccedilatildeo da
engrenagem e a circunferecircncia de base Assim tem-se o conhecimento tecnoloacutegico e a
metrologia fortemente ligados para a soluccedilatildeo de problemas da engenharia
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO
O processo de eletroerosatildeo eacute utilizado na fabricaccedilatildeo de ferramentas em geral e proporciona
reduccedilatildeo de custo tempo de execuccedilatildeo e melhoria de acabamento superficial sendo muitas vezes
o uacutenico processo aplicaacutevel quando os ferramentais jaacute se encontram temperados e revenidos
Entretanto o processo deve ser cuidadosamente controlado em seus paracircmetros de operaccedilatildeo
pois podem causar modificaccedilotildees microestruturais importantes na superfiacutecie usinada
diminuindo a resistecircncia a fratura e induzindo agrave formaccedilatildeo de trincas superficiais que podem se
propagar e promover a fratura catastroacutefica da ferramenta
Assim o processo final de fabricaccedilatildeo do ferramental exige a usinagem de precisatildeo do accedilo
em geometria complexa na condiccedilatildeo de elevada dureza onde os processos convencionais de
usinagem por remoccedilatildeo de cavaco natildeo satildeo mais aplicaacuteveis Nesta etapa o processo de usinagem
por eletroerosatildeo (EDM ndash Electrical Discharge Machining) eacute amplamente aplicado O processo
de eletroerosatildeo se tornou a tecnologia mais importante na induacutestria de manufatura para a
obtenccedilatildeo de formas complexas utilizando o corte a fio ou a penetraccedilatildeo como os procedimentos
mais difundidos Desenvolvido no final da deacutecada de 40 do seacuteculo passado tem sido aceito em
todo o mundo como um processo padratildeo para a fabricaccedilatildeo de ferramentais
Os processos de EDM satildeo largamente utilizados na fabricaccedilatildeo de matrizes de extrusatildeo de
engrenagens Eletroerosatildeo por fio (Wire EDM) bem como por penetraccedilatildeo (Die Sinking) satildeo
responsaacuteveis pela usinagem de eletrodos e fabricaccedilatildeo das cavidades das matrizes
respectivamente e devem possuir um controle de geometria e acabamento eficaz Se a
usinagem de eletrodos apresentar um erro de forma grosseiro este seraacute levado adiante na erosatildeo
por penetraccedilatildeo das matrizes [52]
A EDM eacute um processo teacutermico com um mecanismo complexo de remoccedilatildeo de metal O
mecanismo primaacuterio faz uso da energia que se transforma em energia teacutermica por uma seacuterie
discreta de descargas eleacutetricas que ocorrem entre o eletrodo e a ferramenta imersa em um fluido
dieleacutetrico O sistema gera um canal de plasma entre o caacutetodo e o anodo capaz de levar a
54
temperatura a niacuteveis proacuteximos de 8000 ~ 12000ordmC Como resultado ocorre a vaporizaccedilatildeo e
fusatildeo do metal na superfiacutecie resultando em transformaccedilotildees metaluacutergicas que alteram o perfil de
tensotildees residuais e microestrutural podendo levar ao trincamento e fratura Desta forma a
EDM tem um papel importante na integridade superficial e na vida do ferramental
Os principais processos utilizados na induacutestria de ferramentais satildeo a eletroerosatildeo a fio e a
eletroerosatildeo por penetraccedilatildeo Estes processos satildeo ilustrados na figura 26
Figura 26 ndash Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas [52]
281 Eletrodo para ferramenta de extrusatildeo
Quanto aos materiais a serem utilizados nos eletrodos eacute conhecido que a remoccedilatildeo de material
na eletroerosatildeo eacute dada por evaporaccedilatildeo a altas temperaturas logo deveratildeo ser escolhidos
materiais que suportem tais temperaturas de modo a minimizar o desgaste do eletrodo Por
outro lado o material deve permitir finalizar a peccedila com a qualidade e dimensional requeridos
Para que um material possa ser utilizado no eletrodo teraacute que ser capaz de conduzir corrente
eleacutetrica uma vez que teraacute sempre que existir a passagem de corrente a fim de ser possiacutevel uma
descarga na peccedila tendo como limite maacuteximo de resistividade eleacutetrica 100 Ωcm [53] Outra
qualidade que o material deveraacute possuir seraacute o elevado ponto de fusatildeo dado que o processo
pressupotildee uma transformaccedilatildeo de energia eleacutetrica em energia teacutermica podendo a descarga
eleacutetrica originar temperaturas na ordem dos 20000 ordmC [54] Poreacutem a escolha do material em
relaccedilatildeo ao ponto de fusatildeo deveraacute sempre considerar o material da peccedila a ser usinada Isto eacute se
o material da peccedila tiver um baixo ponto de fusatildeo entatildeo o ponto de fusatildeo do material do eletrodo
tambeacutem natildeo deveraacute ser alto Obviamente outro dos fatores que influenciam a escolha final dos
materiais eacute de natureza financeira O material deve ser o mais viaacutevel economicamente e deve
igualmente ser facilmente fabricado via processos convencionais uma vez que ambos estes
fatores vatildeo influenciar diretamente no custo final do eletrodo Consequentemente no custo da
matriz
55
O cobre eacute reconhecido entre outras qualidades pela sua oacutetima conduccedilatildeo eleacutetrica
oferecendo no entanto alguns problemas no esmerilhamento e no fresamento devido ao
substancial nuacutemero de rebarbas Revela-se um material estaacutevel em condiccedilotildees de descarga
eleacutetrica sendo um material que no accedilo-ferramenta utilizado em matrizes de extrusatildeo consegue
acabamentos de elevada qualidade
Existem no entanto variadas ligas de cobre utilizadas para o processo de eletroerosatildeo Este
estudo apoacutes avaliaccedilotildees com diferentes alternativas foi concentrado em duas ligas de cobre
especiacuteficas Satildeo elas
Cobre eletroliacutetico Largamente utilizado na induacutestria eleacutetrica [55] e na induacutestria mecacircnica
como eletrodo-ferramenta no processo de eletroerosatildeo Seu uso eacute dado quando satildeo necessaacuterios
acabamentos de superfiacutecies lisas na peccedila de trabalho Para certas aplicaccedilotildees o cobre eacute a melhor
escolha devido agrave sua facilidade para ser altamente polido [56] Essa caracteriacutestica de polimento
faz com que o eletrodo de cobre seja o preferido em processos de acabamento fino garantindo
uma menor rugosidade
Cobre-tungstecircnio combina a elevada condutividade do cobre com o alto ponto de fusatildeo do
tungsteacutenio O seu uso origina um elevado rendimento na usinagem de matrizes e um desgaste
baixo Contudo eacute um material caro e natildeo eacute de faacutecil processamento Desta forma eacute utilizado
apenas em algumas situaccedilotildees quando se revelar necessaacuteria a preservaccedilatildeo de detalhes ou entatildeo
em situaccedilotildees em que eacute necessaacuteria alta precisatildeo tais como o corte de perfis de engrenagem
282 Desgaste do eletrodo
O desgaste que o eletrodo iraacute sofrer durante o processo de eletroerosatildeo natildeo eacute de faacutecil
previsatildeo dependendo de vaacuterios paracircmetros O principal paracircmetro de referecircncia seraacute a
capacidade que o eletrodo tem de resistir aos danos teacutermicos Tambeacutem sua densidade
polaridade ou ainda as frequecircncias a serem utilizadas na eletroerosatildeo A geometria final da
superfiacutecie usinada seraacute principalmente afetada pelo desgaste do eletrodo e o seu afastamento
(gap) em relaccedilatildeo agrave matriz O conhecimento do comportamento do desgaste do eletrodo e a
distribuiccedilatildeo do seu afastamento agrave geometria da cavidade da matriz pode minimizar a incidecircncia
de erros nos perfis de engrenagem [57]
O desgaste do eletrodo eacute proporcional ao nuacutemero de descargas eleacutetricas Assim eacute maior nas
operaccedilotildees de desbaste do que nas operaccedilotildees de acabamento devido agrave maior necessidade de
remoccedilatildeo de material Para conseguir o menor desgaste possiacutevel da sequecircncia de eletrodos a
56
estrateacutegia eacute reduzir o tempo da operaccedilatildeo de acabamento efetuando o desbaste ateacute a peccedila estar
tatildeo proacutexima das dimensotildees finais desejadas quanto possiacutevel [58]
A taxa de desgaste das ligas de cobre comumente utilizadas nos eletrodos exige que mais de
um eletrodo seja utilizado na produccedilatildeo de cada cavidade uma vez que rapidamente perdem as
suas dimensotildees iniciais Tal fator contribui para que o custo total da fabricaccedilatildeo dos eletrodos
atinja muitas vezes mais de 50 e por vezes ateacute 80 do custo total de fabricaccedilatildeo de matrizes
por eletroerosatildeo
A tabela 7 apresenta dados experimentais em relaccedilatildeo ao desgaste sofrido pelo eletrodo
fabricado nas duas ligas de cobre utilizadas neste estudo
Tabela 7 ndash Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado [59]
Material do eletrodo
Polaridade Material usinado Desgaste das
arestas
Cobre eletroliacutetico
+ Accedilo 2 ndash 10
- Titacircnio 20 ndash 40
- WC-Co 35 ndash 60 - Cobre 35 ndash 45
- Cobre-tungstecircnio 40 ndash 60
Cobre-tungstecircnio
+ Accedilo 1 ndash 10 - Cobre 20 ndash 40 - Cobre-tungstecircnio 30 ndash 50 - Titacircnio 15 ndash 25 - WC-Co 35 ndash 50
29 SIMULACcedilAtildeO COMPUTACIONAL
Apesar das vantagens do processo de extrusatildeo a elevada produtividade estaacute em geral
associada agrave utilizaccedilatildeo de uma variedade de velocidades de deformaccedilatildeo com influecircncia direta
na tensatildeo de escoamento do material a extrudar Esta eacute uma das principais dificuldades para
quem trabalha com simulaccedilatildeo numeacuterica dos processos de conformaccedilatildeo pois nem sempre as
propriedades do material cadastrado no software satildeo as mesmas daquele material que eacute utilizado
na fabricaccedilatildeo da peccedila isso se deve as variaccedilotildees nas condiccedilotildees da obtenccedilatildeo da mateacuteria prima
Em virtude disto eacute recomendado fazer ensaios que determinam a verdadeira tensatildeo de
escoamento do material
O Meacutetodo de Elementos Finitos (FEM) pode simular o processo industrial de extrusatildeo e
avaliar as condiccedilotildees do processo ou dos paracircmetros de projeto e os resultados satildeo utilizados
para o melhor direcionamento na continuidade do projeto podendo ser testados e analisados
57
sob diversas situaccedilotildees e repetidas vezes em um curto espaccedilo de tempo o que representa
economia por se tratar de testes computacionais [60]
291 Elementos finitos aplicados agrave extrusatildeo a frio
O primeiro registro de utilizaccedilatildeo do termo ldquoelemento finitordquo foi atraveacutes de Clough (1960)
[61] sendo que os primeiros desenvolvimentos do meacutetodo de elementos finitos ocorrem na
deacutecada de 1950 atraveacutes dos trabalhos de Turner (1956) [62] Nos anos 60 iniciaram-se as
primeiras aplicaccedilotildees do meacutetodo efetuadas na resoluccedilatildeo de problemas de anaacutelise estrutural com
utilizaccedilotildees de domiacutenio das tecnologias de fabricaccedilatildeo e na deacutecada de 70 desenvolveu-se uma
formulaccedilatildeo alternativa chamada de formulaccedilatildeo do escoamento plaacutestico ou ldquoflow formulationrdquo
Essa formulaccedilatildeo caracteriza o escoamento dos materiais metaacutelicos em deformaccedilatildeo plaacutestica de
uma forma anaacuteloga ao escoamento dos fluidos viscosos incompressiacuteveis a qual serve de base
para programas de elementos finitos
Atualmente pode-se dizer que os programas de simulaccedilatildeo se tornaram uma ferramenta
praacutetica e essencial para o desenvolvimento e otimizaccedilatildeo da tecnologia de processos de
deformaccedilatildeo plaacutestica Inuacutemeros programas comerciais baseados em diferentes meacutetodos de
soluccedilatildeo estatildeo disponiacuteveis no mercado Os meacutetodos de soluccedilatildeo mais empregados satildeo elementos
finitos volumes finitos elementos de contorno
A Tabela 8 apresenta alguns dos principais softwares utilizados para este fim com a
informaccedilatildeo do respectivo fabricante Cada um deles entregaraacute resultados de forma particular
Tabela 8 ndash Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores
Software Desenvolvedor
EESY-FORM CPM GmbH DEFORM Scientific Forming Technologies Corporation FORGE Transvalor SA
MARC AUTOFORGE MARC Analysis Research Corporation SIMUFACT MSC Software Corporation
QFORM Quantor MSC SUPERFORGE MSC Software Corporation
Alguns preacute-requisitos satildeo fundamentais para a obtenccedilatildeo de bons resultados na simulaccedilatildeo
independente do software a ser utilizado Entre estes preacute-requisitos a introduccedilatildeo no banco de
dados do programa de valores confiaacuteveis para as propriedades fiacutesicas e mecacircnicas e das
condiccedilotildees de contorno tais como
Propriedades fiacutesicas densidade relativa (ρ) calor especiacutefico (119888119872 ) condutividade
teacutermica (к)
58
Propriedades mecacircnicas tensatildeo de escoamento (kf) moacutedulo de elasticidade (E)
coeficiente de Poisson (ν)
Condiccedilotildees de contorno coeficiente ou fator de atrito (μ ou m) coeficientes de
transferecircncia de calor entre peccedila e matriz (hpeccedila-matriz) entre peccedila e ambiente (hpeccedila-ambiente) e entre
matriz e ambiente (hmatriz-ambiente)
Encontrar informaccedilotildees relativas a paracircmetros que possam contribuir com a caracterizaccedilatildeo
de processos e materiais eacute possiacutevel em publicaccedilotildees da especialidade poreacutem julgar a qualidade
ou relevacircncia destes paracircmetros torna-se uma tarefa um tanto complexa Snape at al [63]
investigaram como determinar a sensibilidade do meacutetodo dos elementos finitos agrave variaccedilotildees em
diferentes paracircmetros de entrada a curva de escoamento do material a transferecircncia de calor
bem como o coeficiente de atrito entre peccedila e ferramenta
A curva de escoamento que caracteriza o material eacute de interesse fundamental na plasticidade
pois descreve o seu comportamento em deformaccedilatildeo plaacutestica Este comportamento eacute
influenciado por fatores tais como a deformaccedilatildeo verdadeira 120593 a velocidade de deformaccedilatildeo
e a temperatura T aleacutem de caracteriacutesticas intriacutensecas do material como microestrutura e
composiccedilatildeo quiacutemica
Considerando a importacircncia das variaacuteveis citadas acima para uma representaccedilatildeo numeacuterica
eficiente realizam-se ensaios para obter as propriedades corretas e adequadas que devem ser
inseridas no software Os ensaios mais utilizados satildeo o ensaio de compressatildeo ensaio do anel
e de torccedilatildeo
Nos ensaios de compressatildeo os corpos de prova satildeo submetidos a um esforccedilo axial
distribuiacutedo de modo uniforme em toda a sua seccedilatildeo transversal O ensaio pode ser executado em
maacutequina universal de ensaios com a adaptaccedilatildeo de duas placas planas sendo uma fixa e outra
moacutevel Entre elas o corpo de prova eacute apoiado e mantido fixo durante a compressatildeo A resposta
fornecida deste tipo de ensaio eacute dada pela deformaccedilatildeo linear obtida pela medida da distacircncia
entre as placas que comprimem o corpo de prova em funccedilatildeo da carga de compressatildeo aplicada
em cada instante Nesta tese o ensaio de compressatildeo seraacute utilizado para determinaccedilatildeo da curva
de escoamento verdadeira do accedilo utilizado como mateacuteria-prima nos experimentos e simulaccedilotildees
numeacutericas A simulaccedilatildeo por elementos finitos seraacute utilizada para verificar o comportamento da
matriz de extrusatildeo apoacutes a conformaccedilatildeo e o efeito nas dimensotildees da engrenagem extrudada
59
3 MATERIAIS E MEacuteTODOS
A fabricaccedilatildeo de cavidades de matrizes de precisatildeo pelo processo de EDM (Electrical
Discharge Machining) requer primeiramente a fabricaccedilatildeo de eletrodos de precisatildeo
Um estudo para fabricaccedilatildeo de eletrodos de precisatildeo foi iniciado Duas teacutecnicas alternativas
de fabricaccedilatildeo do perfil evolvente foram estudadas sendo uma delas o corte por eletroerosatildeo ao
fio onde os paracircmetros e maquinaacuterio ideal foram determinados experimentalmente O
microfresamento dos eletrodos atraveacutes centro de microusinagem foi avaliado como teacutecnica
alternativa e mostrou potencial na fabricaccedilatildeo de eletrodos Os eletrodos fabricados seratildeo
aplicados na erosatildeo por penetraccedilatildeo da matriz de extrusatildeo de engrenagem MT-3673 O desenho
da matriz a qual eacute fabricada em accedilo K340 e dureza entre 58 e 60 HRC pode ser visto na figura
27 A matriz eacute erodida montada em aneacuteis de cintamento os quais seratildeo mostrados na sequecircncia
Figura 27 ndash Desenho da matriz MT-3673 para a extrusatildeo de engrenagem
31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DOS
ELETRODOS E CAVIDADE DE MATRIZ
Na fabricaccedilatildeo por eletroerosatildeo a fio dos eletrodos estudados no presente projeto foram
utilizadas trecircs maacutequinas com diferentes niacuteveis de precisatildeo As trecircs maacutequinas satildeo modelos do
portfoacutelio da fabricante GF Machining Solutions a qual eacute detentora da marca Agie-Charmilles
A primeira maacutequina eacute o modelo de entrada do fabricante modelo CUT 20 P seguida pelos
modelos CUT 2000 S e CUT 300 mS Os dados relativos a estes equipamentos relevantes no
presente estudo satildeo mostrados nas Figuras 28 29 e 30
60
Figura 28 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 20P [64]
Figura 29 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S [65]
Figura 30 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS [66]
A maacutequina utilizada para os ensaios de eletroerosatildeo por penetraccedilatildeo foi o modelo FORM
X400 do mesmo fabricante Esta maacutequina possui um avanccedilado sistema de termo-estabilizaccedilatildeo
o qual controla a temperatura dos pontos de aquecimento durante o processo de erosatildeo Isto
minimiza alteraccedilotildees dimensionais na estrutura da maacutequina e o consequente impacto nas
dimensotildees dos componentes apoacutes a erosatildeo A figura 31 ilustra de eletroerosatildeo por penetraccedilatildeo
FORM X400
61
Figura 31 ndash Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 [67]
O processo alternativo eacute o de microfresamento em centro de microusinagem de cinco eixos
do fabricante KERN modelo Pyramid Nano Os dados referentes a este equipamento satildeo
mostrados na figura 32
Figura 32 ndash Centro de microusinagem 5 eixos KERN Pyramid Nano [68]
Para uma seleccedilatildeo mais direcionada dos paracircmetros de corte a serem utilizados nos processos
de usinagem uma anaacutelise por espectrometria de emissatildeo oacuteptica foi realizada em um dos tarugos
de cobre O cobre eletroliacutetico eacute seguramente o material mais utilizado para eletrodos de erosatildeo
por penetraccedilatildeo A composiccedilatildeo quiacutemica do tarugo em cobre eletroliacutetico segue na tabela 9
311 Eletrodos fabricados por microusinagem
Foram utilizados eletrodos constituiacutedos de cobre eletroliacutetico com alto grau de pureza
(9950) De acordo com a literatura por possuir alta ductilidade ao ser usinado
mecanicamente o cobre puro apresenta forte tendecircncia agrave formaccedilatildeo de aresta posticcedila de corte
(APC) bem como empastamento e formaccedilatildeo de cavacos longos e espiralados no caso do
62
torneamento Por estes motivos o mesmo eacute considerado um material de baixa usinabilidade e
assim requer um estudo de paracircmetros de usinagem mais detalhado em especial para operaccedilotildees
de microfresamento
Tabela 9 ndash Composiccedilatildeo quiacutemica do material para os eletrodos em cobre
Elemento quiacutemico Teor ( em massa)
Cobre Cu 9950
Zinco Zn 006
Chumbo Pb 005
Manganecircs Mn 005
Carbono C 005
Estanho Sn 004
Ferro Fe 003
Alumiacutenio Al 003
Outros lt002
Um dos aspectos considerados criacuteticos no microfresamento eacute o fato da ordem de grandeza
do avanccedilo por dente (fz) se aproximar do valor do raio de gume da ferramenta (rβ) Quando a
razatildeo fzrβ se aproxima de 25 a espessura criacutetica do cavaco de cobre eacute atingida [69][70]
fazendo com que o material natildeo seja mais removido e sim amassado sob a superfiacutecie
danificando suas caracteriacutesticas de acabamento e propiciando a formaccedilatildeo de rebarbas
Outro aspecto considerado criacutetico no processo de usinagem mecacircnica do eletrodo eacute a fixaccedilatildeo
do tarugo na maacutequina-ferramenta Devido agrave proximidade entre o comprimento do tarugo e do
eletrodo final houve a necessidade de dimensionamento de um sistema de fixaccedilatildeo de accedilo
composto por pino e bucha roscados Apoacutes a usinagem do furo central da peccedila (tolerado em
1000+001 mm) bem como dos diacircmetros externos contidos na mesma a montagem no sistema
de fixaccedilatildeo eacute realizada conforme ilustrado na figura 33 O diacircmetro do pino foi retificado na
medida nominal de 998 mm para que o encaixe seja justo o suficiente para eliminar vibraccedilotildees
provenientes da usinagem e natildeo haja danificaccedilatildeo do diacircmetro interno da peccedila jaacute usinado na
medida final nesta etapa do processo A uacutenica variaacutevel controlada pelo operador no processo
de fixaccedilatildeo eacute o torque aplicado ao pino o qual se traduz diretamente em torccedilatildeo da peccedila e
indiretamente em compressatildeo da mesma atraveacutes do efeito da rosca
No experimento de usinagem mecacircnica do eletrodo o torque considerado suficiente para
fixaccedilatildeo segura do tarugo pelo teacutecnico responsaacutevel foi medido com o auxiacutelio de uma chave
63
equipada com torquiacutemetro e natildeo ultrapassou o valor de 14 Nm o que natildeo representa efeitos
significativos na retilinidade do tarugo do eletrodo
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO
O eletrodo EL-0331 faz parte de um conjunto de trecircs eletrodos utilizados para usinar a matriz
de extrusatildeo a frio MT-3673 (fig 27) a qual possui nove dentes moacutedulo (mk) igual agrave 211 e
acircngulo de pressatildeo (αp) 12deg Cada eletrodo possui um afastamento (offset) especiacutefico em relaccedilatildeo
ao perfil final da cavidade da matriz onde os mesmos tecircm funccedilotildees de desbaste e acabamento
A tabela 10 informa os valores de afastamento dos respectivos eletrodos
Tabela 10 ndash Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 Coacutedigo Aplicaccedilatildeo na usinagem de erosatildeo por penetraccedilatildeo
EL-0331 Desbaste inicial
EL-0330 Erosatildeo intermediaacuteria
EL-0987 Acabamento
A operaccedilatildeo de desbaste inicial tem a funccedilatildeo de usinar o perfil de engrenagem a partir do
material da matriz tratado termicamente ainda em bruto Desta forma o eletrodo EL-0331 eacute o
que sofre o maior desgaste O desgaste sofrido pelo eletrodo ao longo do processo de usinagem
atribui imperfeiccedilotildees agrave geometria do dente de engrenagem na cavidade A intensidade destas
imperfeiccedilotildees seraacute tatildeo maior quanto maior for o desgaste do eletrodo A estrateacutegia para
minimizar o desgaste do eletrodo de desbaste inicial eacute mudar a mateacuteria-prima do mesmo para
uma liga que apresenta maior resistecircncia ao desgaste Para o EL-0331 foi aplicado o cobre-
tungstecircnio Aos demais o cobre eletroliacutetico foi aplicado A figura 34 mostra o perfil do eletrodo
EL-0331 sendo o responsaacutevel pela erosatildeo de desbaste inicial A regiatildeo interna do eletrodo
64
possui uma face paralela ao eixo horizontal que tem a funccedilatildeo de guia para posicionamento do
eletrodo em maacutequina bem como referenciamento entre os trecircs eletrodos utilizados em
sequecircncia As figuras 35 e 36 mostram os eletrodos EL-0330 e EL-0987 respectivamente
Figura 34 ndash Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331
Figura 35 ndash Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330
Assim os eletrodos EL-0331 EL-0330 e EL-0987 nesta sequecircncia satildeo utilizados para a
fabricaccedilatildeo da cavidade da matriz MT-3673 quando montada em seus respectivos aneacuteis de
cintamento
65
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE
TIRAS DE ACcedilO
Este capiacutetulo descreve os ferramentais utilizados para fabricaccedilatildeo por extrusatildeo a frio de
pinhotildees para impulsor de partida O resultado comparativo entre o dimensional resultante de
engrenagens obtidas por matrizes com sistema convencional de aneacuteis de cintamento duplo e
uma matriz com sistema de aneacuteis de alta resistecircncia obtida por enrolamento de tiras
desenvolvido pela empresa STRECON seraacute mostrado no capiacutetulo que segue
Figura 36 ndash Eletrodo para acabamento por penetraccedilatildeo EL-0987
331 Dados do processo de extrusatildeo
A figura 37 ilustra o sistema convencional de duplo anel de cintamento utilizado nos ensaios
de extrusatildeo Este sistema convencional de aneacuteis de cintamento eacute montado com os componentes
descritos na tabela 11
A matriz possui diacircmetro da cavidade (d) = 2670 mm e diacircmetro do anel externo (D) =
15995 mm As figuras 38a) e 38b) mostram as dimensotildees da geratriz que foi definida com
base nas dimensotildees da cavidade e massa do extrudado e o comprimento final do pinhatildeo
extrudado O material extrudado eacute o SAE 10B22 para o qual a expressatildeo do caacutelculo da tensatildeo
de escoamento (119896119891) eacute mostrada pela equaccedilatildeo (13) 119896119891 = 119862 120593119899 eq (13)
onde C eacute a constante de resistecircncia ao escoamento estabelecida em 539 Nmm2 e n o iacutendice de
encruamento eacute igual agrave 0261 para accedilos baixo carbono [71]
66
Figura 37 ndash Sistema convencional de aneacuteis de cintamento duplo
Tabela 11 ndash Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo
Posiccedilatildeo Descriccedilatildeo Funccedilatildeo
1 Anel de cintamento externo Proporciona a interface de montagem agrave
prensa
2 Anel de cintamento interno Proporciona a resistecircncia do conjunto de
ferramentas
3 Matriz de extrusatildeo do corpo
ciliacutendrico do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
4 Matriz de extrusatildeo da engrenagem
do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
5 Placa de fixaccedilatildeo das matrizes Aplica o preacute-tensionamento das matrizes no
sentido axial
6 Placa de apoio das matrizes Sustenta o conjunto e o apoia nas placas do
porta-ferramentas
7 Extrator Funccedilatildeo de extraccedilatildeo da geratriz da cavidade
da matriz
8 Punccedilatildeo de recalque Pressiona o material contra as paredes da
cavidade da matriz
9 Punccedilatildeo de furaccedilatildeo Proporciona a forma final do furo central da
peccedila
67
a) b)
Figura 38 ndash Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673
332 Caacutelculo da forccedila de extrusatildeo no processo
A forccedila de extrusatildeo necessaacuteria para a produccedilatildeo do pinhatildeo da figura 38b pode ser calculada
pela equaccedilatildeo (14) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (14)
calcula-se as aacutereas inicial A0 e deformada A1 1198600 = 1205874 lowast (2622 minus 1342) = 3979 1198981198982 1198601 = 22605 1198981198982 (informaccedilatildeo atraveacutes do software CAD utilizado fig 38b)
Assim o caacutelculo da deformaccedilatildeo verdadeira (φ) eacute dado pela equaccedilatildeo (15)
120593 = 119897119899 (11986001198601) = 119897119899 ( 397922605) = 0565 eq (15)
De acordo com as curvas fornecidas pelo software JMatPro para o accedilo 10B22 considerando
a temperatura igual agrave 20degC e velocidade de deformaccedilatildeo 1 s-1 verifica-se no ANEXO B que
kf0=1905 Nmm2 para φ=0 Desta forma com a equaccedilatildeo (16) calcula-se a tensatildeo de escoamento
meacutedia (kfm) 119896119891119898 = 1198961198910+11989611989112 = 1905+539(0565)02612 = 3275 1198731198981198982 eq (16)
Considerando o coeficiente de atrito μ=01 (ver tabela 3) a forccedila de extrusatildeo necessaacuteria para
a fabricaccedilatildeo do pinhatildeo eacute
68
119865 = 3979 3275 0565 (1 + 201119904119890119899(2(90minus20180 )120587) + 23 (90minus20180 )1205870565 ) + 120587 262 01 1905 145
= 5479438 N asymp 548 kN
O trabalho de extrusatildeo eacute dado pela equaccedilatildeo (6) 119879119903 = 119865 119878119908 = 548 (00208 minus 00145) = 345119896119873 119898
O aumento de temperatura devido ao trabalho de extrusatildeo eacute calculado atraveacutes da equaccedilatildeo
(8) sendo 119888119872= 5024 NmmgordmC [72] 120599119862 = 119896119891120593119888119872 120588 119886 = 3275 119873119898119898205655024119873119898119898119892 783 11990910minus3 1198921198981198983 (09) = 423 ordmC
A tensatildeo axial (120590119911) na cavidade da matriz eacute calculada pela equaccedilatildeo (17) 120590119911 = 1198651198600 = 5479438 1198733979 1198981198982 = 13771 1198731198981198982 eq (17)
De acordo com Tresca se pode calcular a tensatildeo radial atraveacutes da equaccedilatildeo (18)
kf = σz ndash σr eq (18)
sendo σz = -13771 Nmm2 σr = σz - kfm rarr σr = - 13771 ndash 3275 = -17046 Nmm2
333 Dimensionamento dos aneacuteis para sistema convencional de cintamento
Conforme informado na tabela 2 satildeo recomendados dois aneacuteis para tensotildees radiais no
intervalo de 1600 agrave 2200 Nmm2 De acordo com as caracteriacutesticas apresentadas da ferramenta
os diacircmetros de montagem d1 e d2 satildeo determinados a seguir 1198891 = radic119863 119889 = radic15995 267 = 653 119898119898 1198892 = radic119863 1198891 = radic15995 653 = 1022 119898119898
A matriz de extrusatildeo da engrenagem eacute fabricada em accedilo-ferramenta K340 cuja tensatildeo de
escoamento (119896119891119898119886119905119903119894119911) eacute 2700 Nmm2 [73] em um intervalo de dureza de 61 a 63 HRC Para
o anel de cintamento interno eacute utilizado o AISI S1 com tensatildeo de escoamento (1198961198911198881198941198991199051) igual
agrave 1900 Nmm2 [74] O anel de cintamento externo foi dimensionado em accedilo AISI H13 o qual
apresenta tensatildeo de escoamento (1198961198911198881198941198991199052) de 1450 Nmm2 endurecido agrave 48HRC [75]
Assume-se que o moacutedulo de elasticidade (E) eacute 210000 Nmm2 As interferecircncias de montagem
z1 e z2 satildeo calculadas abaixo atraveacutes da equaccedilotildees 2 e 3
69
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) = 653lowast2700210000 ( 127001900 minus (radic12 (1 + 127001900 ) minus 21232700)2)
1199111 = 0535 119898119898
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) = 1022lowast1900210000 ( 119001450 minus (radic12 (1 + 119001450 ) minus 21232700)2)
1199112 = 0617 119898119898
A interferecircncia relativa εf entre uma matriz e um anel de cintamento ou entre aneacuteis de
cintamento natildeo deve ser superior agrave 06 [76] A anaacutelise eacute realizada atraveacutes da equaccedilatildeo (19) 120576119891119894 = 119911119889119894 eq (19)
Desta forma 1205761198911 = 0535653 = 00081 = 081 1205761198912 = 06171022 = 0006 = 06
De acordo com os resultados a interferecircncia 1199111 sugerida natildeo atende a recomendaccedilatildeo A
interferecircncia 1199112 satisfaz a equaccedilatildeo (19) poreacutem no limite Para as duas interferecircncias calculadas
haacute o risco de quebra prematura dos aneacuteis de cintamento eou matriz caso estes valores sejam
seguidos
O software Eesy-DieOpt V 212 [77] foi utilizado para corrigir o caacutelculo dos resultados A
figura 39 mostra a interface de caacutelculo do software O sistema com 2 aneacuteis (frio) foi selecionado
Os diacircmetros da cavidade da matriz e o diacircmetro externo do segundo anel foram os dados de
entrada O Eesy-DieOpt possui uma biblioteca especiacutefica de materiais natildeo sendo possiacutevel a
ediccedilatildeo dos mesmos Desta forma accedilos similares aos utilizados na realidade foram selecionados
Para a matriz foi utilizado o accedilo-raacutepido M2 (DIN 13343) para o primeiro anel o X40CrMoV51
(DIN 12344) com 539 HRC O segundo anel foi analisado com o accedilo X38CrMoV51 (DIN
12343) com 464 HRC
O resultado do software sugere um diacircmetro de montagem do primeiro anel (d1) com 50 mm
e interferecircncia (z1) 0385 mm O segundo anel tem diacircmetro de montagem (d2) sugerido de 84
mm e interferecircncia (z2) 0434 mm Contudo de acordo com a figura 27 a matriz MT-3673
possui diacircmetro externo de 531 mm na extremidade superior O diacircmetro d1 deve ser
determinado pela matriz superior a qual eacute responsaacutevel pelo corpo ciliacutendrico do pinhatildeo e que
70
faz contato com a matriz MT-3673 O diacircmetro externo da matriz superior eacute 523 mm como
pode ser visto na figura 40 Para satisfazer a equaccedilatildeo (18) e considerando a interferecircncia relativa
de 055 a interferecircncia z1 calculada eacute 0286 mm
Figura 39 ndash Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673
Figura 40 ndash Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo
Os diacircmetros de montagem e interferecircncias sugeridos pelo software podem ser vistos na
tabela 12
71
A tensatildeo radial na cavidade da matriz calculada pelo software devido ao preacute-tensionamento
eacute 14529 Nmm2
Tabela 12 ndash Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo AISI H13 D = 15995
2 Anel de cintamento interno AISI S1 d2 = 840 0434
3 Matriz superior M2 d1 = 523 0286
4 Matriz inferior K340 0286
5 Anel de compensaccedilatildeo VF 800 AT
6 Placa de apoio AISI M2
7 Porca de travamento SAE 4340
334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo
O sistema STRECON de aneacuteis de cintamento eacute montado com os componentes descritos a
seguir
1 Anel de cintamento interno primaacuterio
Contato direto com as matrizes
Fabricada accedilo-ferramenta AISI S1 52-54 HRC
2 Anel de cintamento interno secundaacuterio
Proporciona alta rigidez (ν = 023)
Em WC-Co 13-15 Co 85-88 HRa E = 540000 Nmm2
3 Tiras de accedilo de alta resistecircncia com espessura de 01 mm
Proporciona a resistecircncia e controla a distribuiccedilatildeo do preacute-tensionamento
Feito em accedilo mola especial (natildeo divulgado pela STRECON)
62-64 HRC E = 225000 Nmm2 kf gt 2000 Nmm2 ν = 030
4 Anel de cintamento externo
Proporciona a interface de montagem agrave prensa
Accedilo utilizado ORVAR 45-48 HRC
O desenho esquemaacutetico do sistema STRECON aplicado nos ensaios onde os aneacuteis de
cintamento do sistema convencional satildeo substituiacutedos por componentes descritos acima pode
ser visto na figura 41
72
Figura 41 ndash Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos experimentos
O sistema STRECON oferece agrave ferramenta a resistecircncia em duas direccedilotildees radial e axial O
preacute-tensionamento radial eacute obtido por interferecircncia de montagem enquanto que o axial eacute
garantido pelo fechamento da ferramenta sob alta carga axial durante a montagem da
ferramenta A ferramenta eacute montada com um anel de compressatildeo fabricado em WC-Co o qual
em conjunto com o conceito final deste sistema assegura uma rigidez de aproximadamente 400
GPa A capacidade de resistecircncia agraves cargas de trabalho estaacute entre 50 e 100 acima de sistemas
com aneacuteis convencionais
O sistema eacute montado com um anel de cintamento feito por tiras de accedilo de alta resistecircncia o
qual proporciona uma resistecircncia significativamente superior ao sistema com aneacuteis
convencionais A tensatildeo de escoamento das tiras eacute aproximadamente 2100 Nmm2 agrave
temperatura ambiente e endurecida agrave 62-64 HRC Considerando ferramentas de mesma
dimensatildeo o sistema eacute duas vezes mais resistente que um sistema de anel simples e 17 vezes
em relaccedilatildeo ao sistema de duplo anel [78]
A reduccedilatildeo da amplitude da tensatildeo tangencial na superfiacutecie da cavidade da matriz pode ser
obtida pelo aumento da rigidez dos aneacuteis de cintamento A razatildeo baixa entre os moacutedulos de
elasticidade da matriz e dos aneacuteis leva a uma reduzida contribuiccedilatildeo da tensatildeo tangencial devido
agrave tensatildeo radial [79]
335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON
O comportamento mecacircnico e o desempenho das ferramentas de extrusatildeo podem ser
analisados de diferentes formas
73
1 Na simulaccedilatildeo numeacuterica de escoamento do material a matriz e os aneacuteis de cintamento
satildeo considerados como componentes deformaacuteveis
2 Com o objetivo de reduzir o tempo de simulaccedilatildeo os componentes da ferramenta podem
ser considerados como corpos riacutegidos na simulaccedilatildeo computacional A distribuiccedilatildeo de
pressatildeo resultante na superfiacutecie da matriz varia durante o processo de extrusatildeo e eacute
derivado da anaacutelise de escoamento do material A distribuiccedilatildeo de pressatildeo maacutexima na
superfiacutecie da matriz eacute entatildeo transferida a um modelo onde os componentes da
ferramenta satildeo (elaacutesticos ou elasto-plaacutesticos) corpos deformaacuteveis
3 Se a distribuiccedilatildeo de pressatildeo maacutexima na superfiacutecie da matriz jaacute eacute conhecida atraveacutes de
experimentos praacuteticos ou equaccedilotildees empiacutericas esta variaacutevel pode ser diretamente
aplicada a um modelo onde os componentes da ferramenta satildeo corpos deformaacuteveis
O esquema de uma tiacutepica matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON
E+ eacute mostrado na figura 42a Os aneacuteis de cintamento consistem em um anel interno de WC-Co
as tiras de accedilo e o anel externo em accedilo-ferramenta As superfiacutecies interna do nuacutecleo e a externa
da matriz satildeo cocircnicas para favorecer a montagem A figura 42b mostra a malha por elementos
finitos que representa a matriz e os aneacuteis de cintamento [80]
a) b)
Figura 42 ndash Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel interno e externo e matriz [80]
Enquanto o anel interno eacute remalhado separadamente as tiras de accedilo e o anel externo do
sistema STRECON podem ser considerados como um corpo uacutenico Para reproduzir os seus
efeitos sobre o comportamento da matriz natildeo haacute necessidade de modelaacute-los em separado A
simplificaccedilatildeo do modelo ao utilizar caracteriacutesticas simeacutetricas eacute recomendada No caso de
engrenagens apenas uma seccedilatildeo pode ser analisada
No sistema STRECON E+ o anel interno eacute fabricado em WC-Co Valores tiacutepicos das
propriedades mecacircnicas destes aneacuteis de cintamento satildeo vistos na seccedilatildeo 332
74
A interferecircncia de montagem deve ser definida considerando a melhor performance da
matriz ou seja a reduccedilatildeo de tensotildees criacuteticas de extrusatildeo bem como as tensotildees maacuteximas
permitidas pelos aneacuteis de cintamento A interferecircncia eacute similar agrave dos aneacuteis de cintamento
convencionais 04 a 06 O principal benefiacutecio do sistema STRECON E+ eacute fornecido pelo
anel interno o qual aplicaraacute um preacute-tensionamento superior aos aneacuteis convencionais Aleacutem
disto sua alta rigidez permite uma baixa expansatildeo dimensional da matriz e reduz a amplitude
da deformaccedilatildeo plaacutestica ciacuteclica o que reduz o risco de ruptura por fadiga
34 PRENSA MECAcircNICA
Os ensaios de extrusatildeo foram realizados em prensa mecacircnica de junta articulada (knuckle
joint press) do fabricante Komatsu modelo MKN 450 A A prensa tem capacidade de forccedila
igual 450 toneladas agrave 10 mm do seu ponto morto inferior e velocidade angular maacutexima de 55
rpm A prensa possui alimentaccedilatildeo automaacutetica de geratrizes por calha e dispositivo de
movimentaccedilatildeo por garras A figura 43 mostra a visatildeo geral da maacutequina A figura 44 evidencia
a aacuterea de prensagem
Figura 43 ndash Prensa mecacircnica MKN 450 A Komatsu com capacidade de forccedila 450 toneladas
O pinhatildeo da figura 38 eacute produzido nesta prensa a uma velocidade angular de 35 rpm Desta
forma a velocidade angular (ω) eacute 35 (212058760) = 367 rads A velocidade da ferramenta (VF) eacute
funccedilatildeo da velocidade tangencial (Vt) do volante e eacute calculada pela equaccedilatildeo (20)
119881119865 = 119881119905 radic1 minus (1 minus ℎ0minusℎ119896119877119881 )2 = 367450radic1 minus [1 minus (208minus145)450 ]2 = 275 119898119898119904 eq (20)
sendo 119881119905 = 120596 119877119881 onde 119877119881 eacute o raio do volante da prensa 119877119881 = 450 119898119898 (ANEXOS G e H)
A velocidade de deformaccedilatildeo () no final da extrusatildeo eacute = 119881119865ℎ119896 = 275145 = 19119904minus1 eq (21)
Figura 44 ndash Transfer de alimentaccedilatildeo e aacuterea de prensagem
75
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS
351 Accedilo ao Boro SAE 10B22
O material utilizado neste estudo para obtenccedilatildeo do extrudado eacute o accedilo ligado ao Boro SAE
10B22 produzido pela Gerdau Accedilos Finos Piratini unidade de Charqueadas na forma de fio
maacutequina bitola de diacircmetro 312 mm Apoacutes o processo padratildeo de laminaccedilatildeo o material eacute
submetido ao tratamento teacutermico de recozimento para que seja atingido o grau de esferoidizaccedilatildeo
meacutedio de 90 O fio maacutequina eacute conformado por trefilaccedilatildeo para atingir a bitola de utilizaccedilatildeo de
297 mm Desta forma satildeo importantes as suas propriedades de dureza e resistecircncia mecacircnica
A tabela 13 apresenta a composiccedilatildeo quiacutemica de fornecimento informada pelo fabricante em
certificado de qualidade (ANEXO I) A composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 para
os principais elementos de liga eacute informada na tabela 14
Tabela 13 ndash Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 019 088 024 015 008 004 0005 016 00018 0005 0006
Tabela 14 ndash Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 [81]
C Mn Si B
10B22 018 ndash 023 070 ndash 100 015-030 00005 ndash 0003
Comparando os teores dos elementos de liga apresentados pelas tabelas 4 e 13 em relaccedilatildeo agrave
composiccedilatildeo nominal da tabela 14 se verifica que o accedilo utilizado nos experimentos teve seu
teor de carbono (C) proacuteximo da miacutenima especificaccedilatildeo O teor de C utilizado para simulaccedilatildeo no
JMatPro foi no limite maacuteximo Os teores de manganecircs (Mn) o qual proporciona o aumento do
limite de resistecircncia agrave traccedilatildeo foram similares bem como o Boro (B) responsaacutevel pelo aumento
da temperabilidade Os demais elementos tambeacutem tiveram seus teores similares sendo que
alguns satildeo residuais de fabricaccedilatildeo
A tabela 15 apresenta os resultados de dureza resistecircncia a traccedilatildeo (σtr) descarbonetaccedilatildeo
meacutedia de superfiacutecie e tamanho de gratildeo (TG) aleacutem de resultados de reduccedilatildeo de aacuterea (RA)
bandeamento e grau de esferoidizaccedilatildeo de lote de fornecimento deste material apoacutes a trefilaccedilatildeo
e recozimento realizados pela usina
Tabela 15 ndash Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos
Dureza
(HB)
σtr
(Nmm2) RA () Bandeamento
Grau de
esferoidizaccedilatildeo
()
Camada meacutedia
descarbonetada
(mm)
TG
Resultados Maacutex 152
481 701 2 80 023 6
76
352 Curvas de escoamento verdadeiras
A determinaccedilatildeo das curvas de escoamento verdadeiras do SAE 10B22 foi realizada com a
utilizaccedilatildeo do sistema de inspeccedilatildeo termomecacircnica Gleeble 3800 localizado no Instituto de
Conformaccedilatildeo Mecacircnica (IFU) da Universidade de Stuttgart Alemanha As velocidades de
deformaccedilatildeo analisadas foram 005 s-1 1 s-1 e 10s-1 para as temperaturas ambiente (20degC)
100degC 200degC 300degC 400degC e 500degC Para todos os paracircmetros foram realizados trecircs testes
Os corpos de prova ciliacutendricos foram aquecidos por Conduccedilatildeo antes de serem conformados A
temperatura das amostras foi controlada por dois termopares soldados em suas superfiacutecies A
figura 45 mostra as dimensotildees do corpo de prova utilizado
Figura 45 ndash Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo
da curva de escoamento
Para minimizar o atrito tiras de grafite foram colocadas entre as faces dos corpos de prova
e o punccedilatildeo de prensagem do equipamento O aquecimento dos corpos de prova foi agrave taxa de 15
degCs e mantido por 10 segundos para garantir a homogeneidade de temperatura da amostra A
deformaccedilatildeo elaacutestica da maacutequina foi ajustada em funccedilatildeo da forccedila Apoacutes as curvas de escoamento
verdadeiras foram calculadas utilizando o diagrama de Avanccedilo de Ferramenta X Forccedila e a
geometria do corpo de prova Considerando a maacutexima deformaccedilatildeo verdadeira de φ = 07 as
curvas de escoamento foram obtidas de acordo com o modelo de Hollomon-Ludwik a qual eacute
apresentado pela equaccedilatildeo (12) Este modelo eacute comumente empregado nos processos de
conformaccedilatildeo mecacircnica A figura 46 mostra a regiatildeo de teste do equipamento Gleeble 3800
77
Figura 46 ndash Aacuterea de ensaio do equipamento Gleeble 3800 Fonte IFU Stuttgart
Sabe-se que a constante de resistecircncia ao escoamento (C) e o iacutendice de encruamento (n)
tendem a zero de acordo com o aumento da temperatura Os valores obtidos pelo equipamento
no ensaio de compressatildeo para os corpos de prova em accedilo SAE 10B22 foram utilizados para
traccedilar as curvas de escoamento verdadeiras (ANEXOS D E e F)
As curvas de escoamento verdadeiras foram traccediladas conforme valores obtidos nos ensaios
de compressatildeo As curvas satildeo mostradas nas figuras 47 48 e 49
Ao comparar-se os resultados obtidos pelo ensaio de compressatildeo para as velocidades de
deformaccedilatildeo 1 s-1 e 10 s-1 (ANEXOS E e F) com os dados de simulaccedilatildeo do software JMatPro
para as mesmas velocidades de deformaccedilatildeo (ANEXOS B e C) se verifica uma diferenccedila
significativa entre dados de simulaccedilatildeo e resultados experimentais Como exemplo para a
deformaccedilatildeo verdadeira igual a 018 na velocidade de deformaccedilatildeo 10 s-1 a 20degC a tensatildeo de
escoamento apresentada pelo JMatPro seraacute 5256 Nmm2 O ensaio de compressatildeo apresentou
a tensatildeo de escoamento igual agrave 6782 Nmm2 sob os mesmos paracircmetros
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 005 s-1 Fonte IFU Stuttgart
0
100
200
300
400
500
600
700
800
900
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
kf)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
78
De acordo com a comparaccedilatildeo realizada verifica-se a necessidade da utilizaccedilatildeo de meacutetodos
experimentais para a validaccedilatildeo das propriedades mecacircnicas obtidas via softwares dedicados
com o objetivo de evitar resultados inconsistentes na simulaccedilatildeo numeacuterica computacional
O accedilo SAE 10B22 foi submetido a experimentos de extrusatildeo a frio com a utilizaccedilatildeo das
matrizes e aneacuteis de cintamento calculados nas seccedilotildees anteriores O resultado dos experimentos
eacute mostrado nos capiacutetulos a seguir
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1
Fonte IFU Stuttgart
Figura 49 - Curva de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte IFU Stuttgart
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
79
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO
A FRIO
A anaacutelise por elementos finitos foi realizada sobre um pinhatildeo utilizado em impulsor de
partida para motores de arranque de automoacuteveis do mercado original automotivo Este pinhatildeo
possui treze dentes moacutedulo 267 e massa igual a 58 gramas Observa-se que este pinhatildeo natildeo
eacute o mesmo abordado pela figura 38b o qual possui nove dentes e moacutedulo igual agrave 211 As
duas referecircncias de pinhotildees foram escolhidas para os estudos por apresentarem alta demanda
de produccedilatildeo na linha da empresa ZEN SA
O pinhatildeo e suas dimensotildees satildeo mostrados nas figuras 50a e 50b
a) b)
Figura 50 ndash Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D
A figura 51 mostra a vista em corte da matriz que produz o referido pinhatildeo por extrusatildeo a
frio A matriz eacute definida pelo coacutedigo MT-6313
A MT-6313 eacute fabricada em accedilo Vanadis 4 Extra com dureza situada no intervalo de 59-61
HRC Possui a mesma sequecircncia de fabricaccedilatildeo da MT-3673 sendo eletrodos usinados por
eletroerosatildeo ao fio e aplicados em maacutequina de erosatildeo por penetraccedilatildeo Contudo a cavidade desta
matriz eacute fabricada por dois eletrodos onde um eacute aplicado ao desbaste inicial e outro ao
acabamento
Figura 51 ndash Desenho da matriz MT-6313
80
A figura 52 mostra a matriz MT-6313 montada com os seus respectivos aneacuteis de cintamento
Os diacircmetros de montagem e interferecircncias para esta matriz c om sistema duplo de aneacuteis de
cintamento pode ser visto na tabela 16 Interferecircncias foram calculadas pelo Eesy-DieOpt [77]
Tabela 16 ndash Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo VMO D = 19995
2 Anel de cintamento interno AISI H13 d2 = 1050 0301 3 Matriz superior AISI M2 d1 = 677 0406
4 Matriz inferior Vanadis 4
Extra 0406
5 Placa de apoio AISI S1
6 Porca de travamento SAE 4340
7 Extrator SAE 4340
8 Punccedilatildeo de recalque AISI M2
9 Punccedilatildeo de furaccedilatildeo VF 800 AT
10 Placa de compensaccedilatildeo AISI S1
O produto resultante da sequecircncia de operaccedilotildees de manufatura no processo atual conforme
figura 53 apresenta variaccedilotildees com amplitudes que elevam o grau de qualidade da engrenagem
Cada uma das variaacuteveis descritas no capiacutetulo 27 eacute medida e de acordo com o resultado atribui
Figura 52 ndash Matriz MT-6313 montada
em sistema de aneacuteis de cintamento
duplo
81
um grau de qualidade agrave engrenagem A variaacutevel que sofre maior impacto eacute o comprimento de
heacutelice O grau de qualidade de engrenagem meacutedia resultante do processo de extrusatildeo a frio se
situa entre Q9 e Q11 Apoacutes o processo de usinagem e operaccedilotildees de tratamento teacutermico como
cementaccedilatildeo tecircmpera e revenimento as distorccedilotildees aplicadas agrave peccedila deslocam o grau de
qualidade para o intervalo entre Q10 e Q12
Para aplicaccedilotildees do mercado original automotivo engrenagens com grau de qualidade no
intervalo citado anteriormente natildeo satildeo aceitas devido agrave possibilidade de ruiacutedo de engrenamento
e desgaste prematuro do flanco do dente [82]
Figura 53 ndash Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida
A incidecircncia de erro no extrudado surge no processo inicial a fabricaccedilatildeo de ferramentas
O meacutetodo de fabricaccedilatildeo ou mesmo os equipamentos utilizados para este fim satildeo determinantes
para a qualidade resultante da engrenagem Aliada a materiais de alta qualidade teacutecnicas de
corte de geratrizes e ciclos eficientes de recristalizaccedilatildeo a fabricaccedilatildeo de ferramentas eacute a chave
para a extrusatildeo de precisatildeo
A qualidade da engrenagem extrudada a frio deve ser melhorada para ao final do processo
de manufatura o dentado apresentar o grau de qualidade de engrenagem desejado igual a Q8
Com base neste objetivo a figura 54 estabelece a meta para o processo de extrusatildeo a frio
Figura 54 ndash Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328
Entende-se que de acordo com os erros agregados agraves engrenagens pelos processos
posteriores agrave extrusatildeo a frio ao manter os desvios das engrenagens produzidas por extrusatildeo a
frio com classificaccedilatildeo maacutexima igual agrave Q7 seraacute possiacutevel a obtenccedilatildeo do grau de qualidade final
Q8 apoacutes os processos de manufatura sequentes com seus devidos ajustes
102
5 ANAacuteLISE EXPERIMENTAL
51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
A usinagem por eletroerosatildeo se deu inicialmente em duas etapas onde foram utilizadas as
maacutequinas da GF Agie Charmilles CUT 20 P e CUT 2000 S Apoacutes foi adicionada uma terceira
etapa utilizando o modelo CUT 300 mS Esta maacutequina estaacute no mesmo niacutevel de precisatildeo da CUT
2000 S poreacutem possui um sistema interno de estabilizaccedilatildeo teacutermica em relaccedilatildeo ao ambiente
Sabe-se que a temperatura tem influecircncia direta nos resultados da precisatildeo dimensional apoacutes a
erosatildeo
Para ambas as maacutequinas os tarugos de cobre foram furados de duas formas diferentes
respectivamente com dois e quatro pontos conforme mostrado nas figuras 83a e 83b A furaccedilatildeo
tem a funccedilatildeo de permitir a passagem do fio de erosatildeo para corte do perfil desejado do eletrodo
Estes furos foram feitos atraveacutes da maacutequina de usinagem para furo raacutepido modelo Resitron RT
Drill 350 para posterior fixaccedilatildeo nas maacutequinas de eletroerosatildeo a fio O perfil de engrenagem eacute
baseado em um modelo do eletrodo EL-0330 jaacute citado no item 32
Com um nuacutemero maior de furaccedilotildees para passagem de fio os tarugos tecircm uma fixaccedilatildeo riacutegida
diminuindo a vibraccedilatildeo durante o processo de erosatildeo
Figura 83 ndash Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos
A fabricaccedilatildeo do eletrodo utilizando a maacutequina CUT 20 P se deu em duas etapas
primeiramente o furo interno foi realizado e em seguida os perfis dos dentes foram usinados
Ambas as etapas satildeo constituiacutedas de quatro sub-etapas denominadas MainCut e TrimCut 1 a 3
103
Estas sub-etapas satildeo anaacutelogas aos processos de desbaste preacute-acabamento e acabamento da
usinagem mecacircnica
A fim de utilizar uma maacutequina com maior precisatildeo de fabricaccedilatildeo foi utilizada a maacutequina de
eletroerosatildeo CUT 2000 S Neste processo para a fabricaccedilatildeo para os dois modelos de tarugos
(2 furos na periferia e um central e 4 furos na periferia e um furo central) o furo central e os
dentes foram fabricados simultaneamente sendo utilizadas 5 etapas de corte (MainCut e
TrimCut 1 a 4)
Para buscar os melhores resultados com a maacutequina CUT 2000 S foram utilizados tarugos
com furos iniciais diferentes poreacutem com os mesmos paracircmetros No primeiro foi utilizado o
tarugo com dois furos para passagem do fio No segundo foram utilizados 4 furos com o
objetivo de manter a peccedila mais riacutegida durante a usinagem
Para ambas as maacutequinas foi utilizado fio com 025 mm de diacircmetro poreacutem para a CUT 20
P o material do fio eacute de latatildeo e para a CUT 2000 S o fio eacute de latatildeo com revestimento de zinco
Cobra Cut A Todas as sub-etapas foram realizadas no moacutedulo de usinagem de precisatildeo das
maacutequinas Este paracircmetro para iniacutecio da usinagem serve apenas como balizamento para que a
mesma busque em seu banco de dados tecnoloacutegico os melhores paracircmetros para o corte do
material da peccedila em questatildeo
Pode-se efetuar no entanto uma anaacutelise qualitativa das sub-etapas Com a evoluccedilatildeo do
processo de acabamento as seguintes tendecircncias satildeo notadas
Diminuiccedilatildeo da corrente de descarga e da largura de pulso como efeitos tem-se uma
reduccedilatildeo da taxa de remoccedilatildeo local de material e consequentemente da pressatildeo de lavagem
necessaacuteria e velocidade do fio na regiatildeo de corte bem como melhora nas caracteriacutesticas
geomeacutetricas e de superfiacutecie (rugosidade camada branca micro trincas e zona termicamente
afetada) e menor risco de ruptura do fio durante o processo A compensaccedilatildeo da reduccedilatildeo na
taxa de remoccedilatildeo local do material se daacute com o aumento da velocidade de avanccedilo do cabeccedilote
sendo que para a maacutequina CUT 2000 S as velocidades diminuem com o nuacutemero de repasses
de acabamento
Aumento da tensatildeo do fio e reduccedilatildeo do offset com o aumento da tensatildeo do fio apesar
de um acreacutescimo no risco de ruptura do mesmo durante o processo haacute um ganho relevante
em termos de uniformidade da regiatildeo de corte e concordacircncia com a programaccedilatildeo de
posicionamento do cabeccedilote Aleacutem disso os paracircmetros eleacutetricos e de duraccedilatildeo do pulso
causam uma reduccedilatildeo da folga entre peccedila e eletrodo durante o processo que eacute a grandeza
104
corrigida pelo sistema de controle da maacutequina para geraccedilatildeo da geometria final da peccedila
desejada Com a folga reduzida se reduz tambeacutem a probabilidade de incidecircncia de erros
geomeacutetricos provenientes desta fonte
A figura 84 mostra o eletrodo de acabamento cortado neste experimento pela maacutequina CUT
2000 S
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S
O modelo GF Agie-Charmilles CUT 300 mS foi utilizado na sequecircncia Com o seu sistema
de termo-estabilizaccedilatildeo bem como a precisatildeo de corte aplicada pela mesma se teve como
objetivo melhorar os resultados obtidos pelas etapas anteriores de usinagem
Duas referecircncias de eletrodos foram usinadas por esta maacutequina sendo os eletrodos de
coacutedigos EL-0926 e EL-0330 O eletrodo EL-0926 possui onze dentes e moacutedulo 3 e eacute fabricado
em cobre eletroliacutetico Pode ser visto na figura 85
Para esta referecircncia de eletrodo trecircs amostras foram usinadas e demonstraram avanccedilo na
precisatildeo dos flancos de seus dentes Os perfis de engrenagem resultantes da fabricaccedilatildeo de cada
eletrodo foram medidos em maacutequina tridimensional utilizando o software Quindos Gear
conforme a ISO 1328-12013 As variaacuteveis medidas e sua descriccedilatildeo satildeo apresentadas na tabela
26
105
Figura 85 ndash Desenho do eletrodo EL-0926
Tabela 26 ndash Desvios de flanco de dente de engrenagem [42]
Simbologia (μm) Descriccedilatildeo 119891119867120572 Desvio angular de perfil 119865120572 Desvio total de perfil 119891119891120572 Desvio de forma de perfil 119891119867120573 Desvio angular de linha de flanco 119865120573 Desvio total de linha de flanco 119891119891120573 Desvio de forma de linha de flanco 119891119901119905 Desvio de passo individual 119865119901 Desvio de passo total 119865119903 Desvio de batimento radial
Q Grau de qualidade de engrenagem
O perfil de engrenagem do eletrodo EL-0926 tem onze dentes Desta forma a metodologia
de coleta de dados definida foi a mediccedilatildeo individual dos dois flancos de cada dente e a avaliaccedilatildeo
do grau de qualidade de engrenagem resultante do maior valor encontrado sobre trecircs grupos
consecutivos O grupo 1 eacute formado pelos dentes 1 2 3 e 4 O grupo 2 eacute composto pelos dentes
5 6 7 e 8 Os demais dentes compotildeem o grupo 3 Foram usinadas trecircs amostras do eletrodo
EL-0926 Os eletrodos usinados na maacutequina CUT 300 mS satildeo mostrados na figura 86a 86b e
86c
106
a) b) c)
Figura 86 ndash Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3
As trecircs amostras do eletrodo satildeo idecircnticas contudo os seus resultados de desvios
dimensionais e grau de qualidade foram especiacuteficos em cada amostra Os resultados
dimensionais referente aos trecircs eletrodos satildeo mostrados nas tabelas 27 28 e 29
Tabela 27 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 1)
Grau de qualidade de engrenagem eletrodo EL-0926
esquerdo direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
3 2 4 3 3 2 119943119919120630 3 4 2 2 2 4
2 2 4 4 2 2 119917120630 3 3 2 2 2 2
1 1 1 1 1 1 119943119943120630 1 3 1 2 1 1
0 1 0 1 1 1 119943119919120631 1 0 1 0 0 0
0 1 0 1 0 1 119917120631 1 0 1 0 1 0
0 1 0 1 1 1 119943119943120631 1 1 1 4 1 1
3 3 119943119953119957 6 4
3 6 119917119953 6 3
5 8 119917119955
a variaacutevel 119865119903 independe de flanco direito ou esquerdo
107
Tabela 28 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 2)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo Direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 0 4 3 3 2 119943119919120630 3 5 5 6 3 4
0 1 3 3 1 2 119917120630 4 3 4 4 3 3
1 1 2 2 2 1 119943119943120630 1 1 1 0 1 1
0 0 0 0 0 0 119943119919120631 0 0 1 1 1 0
1 1 0 1 1 2 119917120631 1 1 1 1 1 0
2 1 2 1 3 2 119943119943120631 1 2 1 1 1 1
2 4 119943119953119957 3 4
1 3 119917119953 5 3
3 4 119917119955
Tabela 29 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 3)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo direito
Q
11109 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
91011 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 3 2 3 2 119943119919120630 3 4 3 5 4 5
2 2 1 2 2 2 119917120630 3 3 3 3 3 3
0 1 1 1 1 1 119943119943120630 1 0 2 2 1 0
0 0 0 1 0 0 119943119919120631 1 1 1 0 1 1
1 1 1 1 0 1 119917120631 1 4 4 1 1 0
1 1 1 1 1 1 119943119943120631 1 4 3 1 1 0
4 4 119943119953119957 3 4
3 6 119917119953 8 4
5 8 119917119955
108
O conjunto de trecircs eletrodos EL-0330 EL-0331 e EL-0987 foi usinado na maacutequina CUT
300 mS Os resultados de desvios geomeacutetricos para os eletrodos satildeo mostrados nas tabelas 30
31 e 32
Tabela 30 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331 na CUT 300 mS em CuW
Grau de qualidade de engrenagem eletrodo EL-0331
Esquerdo Direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
4 0 4 2 4 2 119943119919120630 2 3 2 3 1 3
4 3 4 3 4 4 119917120630 4 4 4 4 4 4
5 3 5 2 5 4 119943119943120630 4 5 3 5 3 5
3 1 3 1 3 2 119943119919120631 -1 0 1 0 0 0
8 3 8 14 8 14 119917120631 3 3 3 3 1 3
9 2 9 14 9 14 119943119943120631 3 4 3 4 1 4
4 3 119943119953119957 5 6
2 4 119917119953 6 4
5 7 119917119955
Tabela 31 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0330
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 1 5 2 5 4 119943119919120630 2 6 2 6 5 6
5 2 5 3 5 6 119917120630 4 5 4 5 5 5
6 2 6 2 6 5 119943119943120630 3 4 3 4 3 4
5 2 5 3 5 -4 119943119919120631 -4 5 -3 5 0 5
4 4 4 3 4 4 119917120631 4 6 7 6 1 6
5 4 5 1 5 1 119943119943120631 2 6 7 6 1 6
5 4 119943119953119957 4 5
4 7 119917119953 4 2
5 9 119917119955
109
Tabela 32 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
6 -4 6 4 6 -5 119943119919120630 5 6 3 6 3 6
6 9 6 5 6 7 119917120630 6 5 6 5 3 5
6 6 6 5 6 4 119943119943120630 4 5 5 5 3 5
2 -1 2 -2 2 2 119943119919120631 1 2 5 2 0 2
4 2 4 4 4 2 119917120631 5 4 5 4 2 4
5 2 5 4 5 2 119943119943120631 6 6 -1 6 2 6
9 18 119943119953119957 15 9
7 21 119917119953 19 7
8 22 119917119955
A tabela 33 mostra o resultado dos desvios do eletrodo EL-0987 apoacutes a utilizaccedilatildeo do mesmo
na usinagem da cavidade da matriz MT-3673
Tabela 33 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 apoacutes a erosatildeo por penetraccedilatildeo
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 6 7 7 8 12 119943119919120630 12 9 5 6 3 4
6 7 5 6 7 10 119917120630 11 7 7 6 4 4
4 3 4 4 5 5 119943119943120630 7 7 7 5 5 5
5 4 5 5 5 4 119943119919120631 5 5 5 5 3 4
4 4 4 5 4 5 119917120631 5 4 5 4 5 5
2 2 5 4 5 4 119943119943120631 4 5 4 5 5 6
7 9 119943119953119957 7 6
7 19 119917119953 19 7
9 35 119917119955
110
Comparando os resultados das tabelas 32 e 33 se verifica que houve piora nos desvios
geomeacutetricos de engrenagem do eletrodo de acabamento Isto significa que um possiacutevel
aproveitamento para uma segunda matriz de precisatildeo estaria descartado
52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE
ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
A anaacutelise experimental entre diferentes sistemas de aneacuteis de cintamento foi conduzida sobre
o pinhatildeo citado na figura 38b o qual eacute produzido pela matriz MT-3673 (fig 27) O produto
resultante de extrusatildeo a frio eacute um pinhatildeo utilizado em motores de partida automotivos O
modelo utilizado para anaacutelise de fabricaccedilatildeo dos eletrodos na seccedilatildeo anterior eacute baseado nos
dados de engrenagem deste pinhatildeo sendo ele com nove dentes moacutedulo (mk) 211 acircngulo de
pressatildeo (αp) igual agrave 12ordm e comprimento de flanco de 8 mm conforme figura 87 As ferramentas
utilizadas nos ensaios satildeo mostradas na figura 88
Figura 87 ndash Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON
Figura 88 ndash Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional
b) Sistema STRECON
111
A ferramenta com sistema convencional possui dois aneacuteis de cintamento feitos em accedilos AISI
S1 e H13 respectivas interferecircncias de montagem de 0286 e 0434 mm entre matrizes e anel
1 e anel 1 e anel 2 respectivamente
As matrizes foram fabricadas de acordo com o mesmo procedimento conforme mostrado
no diagrama da figura 89
Figura 89 ndash Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio
521 Resultados
Os respectivos desvios de flanco de engrenagem resultantes nas cavidades das matrizes satildeo
mostrados nas tabelas 34 e 35 As cavidades das matrizes destas tabelas foram usinadas por
uma maacutequina de eletroerosatildeo por penetraccedilatildeo modelo Agietron Advance 3 ano 2003 Para esta
usinagem foram utilizados os eletrodos fabricados pela CUT 2000 S obtidos nos primeiros
ensaios de fabricaccedilatildeo
De acordo com a ISO 1328-1 quanto menor a escala de grau de qualidade maior a qualidade
do perfil de engrenagem Assim atraveacutes dos resultados das tabelas 34 e 35 eacute possiacutevel verificar
que haacute uma melhoria nos resultados do ferramental com aneacuteis de compressatildeo de alta resistecircncia
O grau de qualidade de engrenagem resultante do ferramental com o sistema STRECON se
mostrou superior ao do sistema convencional A maior resistecircncia agrave deformaccedilatildeo do sistema
STRECON demonstrou maior precisatildeo no resultado
As ferramentas foram colocadas em produccedilatildeo em prensa excecircntrica de 450 toneladas
Amostras foram medidas e mostraram uma tendecircncia que refletiu os resultados de suas
respectivas matrizes As tabelas 36 e 37 mostram os resultados de uma amostra de pinhatildeo obtido
por cada uma das matrizes
Usinagem dos componentes
Tratamento teacutermico
Retificaccedilatildeo e Montagem
Fabricaccedilatildeo dos eletrodos por
eletroerosatildeo ao fio
Eletroerosatildeo por penetraccedilatildeo da
cavidade
Polimento e Revestimento
Superficial
112
Tabela 34 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento convencional
Grau de qualidade de engrenagem para ferramenta com aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 18 11 31 119891119867120572 21 10 20 10 11 8
8 14 8 18 10 30 119865120572 21 9 21 9 13 7
2 1 6 6 6 5 119891119891120572 4 5 4 5 3 4
8 10 8 10 9 16 119891119867120573 10 8 17 9 14 9
7 10 7 9 8 17 119865120573 11 7 17 9 14 8
2 1 4 2 4 2 119891119891120573 3 4 2 2 1 1
10 23 119891119901119905 24 10
11 69 119865119901 64 10
10 52 119865119903
Tabela 35 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 1 8 11 6 5 119891119867120572 13 9 12 8 13 9
2 2 7 11 6 9 119865120572 12 7 12 7 12 7
3 2 4 3 5 5 119891119891120572 3 4 2 3 1 1
1 1 5 3 6 5 119891119867120573 2 4 4 5 1 0
3 2 4 4 5 5 119865120573 4 4 5 5 1 0
3 2 2 1 3 2 119891119891120573 2 2 2 3 1 0
7 9 119891119901119905 9 7
7 21 119865119901 19 7
7 16 119865119903
Os resultados mostram que a qualidade da cavidade quando montada em aneacuteis de
cintamento convencionais diminui em relaccedilatildeo aos desvios de perfil heacutelice e passo Contudo
este ensaio bem como o apresentado pela tabela 35 foi realizado em maacutequina que possui erro
113
de posicionamento e acabamento superficial elevados Desta forma eacute possiacutevel a obtenccedilatildeo de
melhores resultados dimensionais em caso da utilizaccedilatildeo de maacutequina de maior precisatildeo
Tabela 36 ndash Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento convencionais
Grau de qualidade de engrenagem para pinhatildeo produzido c aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 13 10 18 10 19 119891119867120572 20 10 21 10 20 10
9 23 10 28 10 27 119865120572 26 10 24 9 28 10
9 16 9 16 9 18 119891119891120572 18 9 12 8 16 9
5 3 5 4 6 5 119891119867120573 57 6 6 6 3 5
6 6 8 13 7 12 119865120573 13 8 24 7 7 6
6 4 8 11 8 9 119891119891120573 12 9 12 8 5 6
8 10 119891119901119905 11 8
6 13 119865119901 11 5
9 30 119865119903
Tabela 37 ndash Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para pinhatildeo produzido com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 23 10 20 119891119867120572 24 11 24 11 20 10
9 22 10 28 10 27 119865120572 32 10 28 10 25 9
8 13 8 11 8 11 119891119891120572 11 8 11 8 12 8
2 1 3 2 2 1 119891119867120573 2 3 2 3 1 2
4 3 7 11 6 8 119865120573 12 8 8 7 3 4
4 2 8 11 8 8 119891119891120573 11 8 10 8 3 5
5 4 119891119901119905 3 4
3 5 119865119901 6 4
6 9 119865119903
Baseado nas informaccedilotildees das tabelas 36 e 37 uma nova alternativa de equipamento de
eletroerosatildeo por penetraccedilatildeo foi testada A maacutequina FORM X400 tambeacutem do cataacutelogo do
fabricante GF Agie Charmilles foi utilizada A FORM X400 possui um sistema de termo-
estabilizaccedilatildeo integrado que permite corrigir os pontos localizados de aquecimento assim como
114
a CUT 300 mS Em paralelo um otimizado sistema de controle permite reduzir o desgaste do
eletrodo
A matriz MT-3673 foi novamente escopo deste teste e os eletrodos EL-0331 EL-0330 e
EL-0987 desta vez utilizando uma maacutequina modelo FORM X400 A diferenccedila aplicada neste
ensaio foi a utilizaccedilatildeo de trecircs eletrodos sendo o primeiro para desbaste e os dois restantes para
acabamento Os eletrodos EL-0331 EL-0330 e EL-0987 apresentados nas tabelas 30 31 e 32
foram utilizados Neste teste foram adicionados dispositivos de fixaccedilatildeo do fabricante 3R Estes
dispositivos permitem realizar o setup dos trecircs eletrodos em uma mesma posiccedilatildeo de referecircncia
em relaccedilatildeo agrave matriz O objetivo foi minimizar a atribuiccedilatildeo dos erros de posicionamento dos
eletrodos entre cada etapa de usinagem Os eletrodos foram fixados em uma haste fabricada
com desvio de batimento radial maacuteximo de 0005 mm Os mesmos foram fixados nas hastes e
montados nos ldquopalletsrdquo 3R A figura 82a mostra o eletrodo montado na haste e pallet 3R Apoacutes
a montagem do eletrodo o conjunto foi adaptado a uma base plana montada em maacutequina de
mediccedilatildeo tridimensional com 0003 mm de paralelismo entre faces inferior e superior conforme
a figura 90b
a) b)
Figura 90 ndash a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional
A mediccedilatildeo em maacutequina tridimensional tem a funccedilatildeo de encontrar os erros nos eixos X e Y
do perfil de engrenagem em relaccedilatildeo ao centro de fixaccedilatildeo O conhecimento destes erros permite
fazer as devidas compensaccedilotildees dos eixos na programaccedilatildeo da FORM X400 O procedimento eacute
realizado para garantir que os eletrodos sejam posicionados no mesmo centro de fixaccedilatildeo
A erosatildeo da cavidade da matriz MT-3673 de acordo com o procedimento citado na maacutequina
FORM X400 apresentou os desvios informados na tabela 38 O ANEXO J mostra o relatoacuterio
de mediccedilatildeo realizada em maacutequina ZEISS atraveacutes do software GEAR PRO involute
115
Tabela 38 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 4 5 1 5 3 119891119867120572 2 4 2 4 0 4
4 4 4 3 4 4 119865120572 3 3 3 3 1 3
3 2 3 3 3 2 119891119891120572 2 3 2 3 1 3
2 0 2 -1 2 1 119891119867120573 5 4 -1 4 1 4
5 3 5 4 5 5 119865120573 4 5 4 5 4 5
6 3 6 4 6 5 119891119891120573 2 6 5 6 4 6
3 2 119891119901119905 4 5
2 4 119865119901 5 3
5 8 119865119903
A matriz foi desmontada dos aneacuteis de cintamento por enrolamento de tiras e aplicado o
revestimento PVD Produzir amostras sem a aplicaccedilatildeo de revestimento poderia representar
dano agrave superfiacutecie da cavidade da matriz e comprometer a integridade da engrenagem extrudada
Apoacutes a aplicaccedilatildeo do revestimento PVD e remontagem houve modificaccedilatildeo no grau de qualidade
dos dentes de engrenagem A tabela 39 mostra o grau de qualidade da cavidade da matriz apoacutes
a aplicaccedilatildeo do revestimento PVD O anexo L mostra o relatoacuterio de mediccedilatildeo da cavidade apoacutes
o revestimento A numeraccedilatildeo da posiccedilatildeo dos dentes foi mantida em relaccedilatildeo agrave tabela 38
Tabela 39 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 5 3 5 3 119891119867120572 2 5 3 5 -1 5
4 2 4 3 4 2 119865120572 3 5 5 5 2 5
4 1 4 3 4 2 119891119891120572 2 5 4 5 1 5
3 0 3 -1 3 2 119891119867120573 -4 5 2 5 -1 5
5 4 5 5 5 6 119865120573 5 5 5 5 5 5
6 3 6 5 6 6 119891119891120573 -4 6 5 6 5 6
7 8 119891119901119905 8 7
6 15 119865119901 17 6
7 18 119865119903
116
A comparaccedilatildeo entre os resultados das tabelas 38 e 39 mostra que houve um decreacutescimo no
grau de qualidade da cavidade da matriz A aplicaccedilatildeo do revestimento na superfiacutecie pode ter
aumentado a irregularidade de forma A montagem da ferramenta tambeacutem pode ter
influenciado bem como o fato de os aneacuteis de cintamento jaacute terem passado por vaacuterios ciclos de
produccedilatildeo montagem e desmontagem o que provoca a sua deformaccedilatildeo plaacutestica
O desvio de forma de perfil (ffα) passou de grau Q3 para graus Q4 (lado esquerdo) e Q5 (lado
direito) O desvio angular de perfil (fHα) passou de grau Q4 para Q5 no lado direito mantendo-
se estaacutevel no lado esquerdo O desvio angular de linha de flanco (fHβ) sofreu decreacutescimo de um
ponto no grau de qualidade passando de Q2 para Q3 (lado esquerdo) e Q4 para Q5 (lado
direito) Os desvios individual de passo (fpt) e batimento radial (Fr) passaram ao grau de
qualidade Q7
Os graacuteficos das figuras 91a e 91b mostram a variaccedilatildeo do grau de qualidade (Q) em funccedilatildeo
dos desvios dimensionais de engrenagem para a MT-3673 antes e poacutes aplicaccedilatildeo do PVD O
maior grau de qualidade encontrado entre os flancos direito e esquerdo foi indicado nos
graacuteficos
a) b)
Figura 91 ndash Grau de qualidade (Q) X desvios dimensionais da MT-3673
Os paretos mostrados na figura 91 indicam que na usinagem por eletroerosatildeo da MT-3673
o desvio angular de linha de flanco (ffβ) sofreu a maior variaccedilatildeo no desvio dimensional
resultando no maior grau de qualidade (Q6) e mantendo-se apoacutes o PVD O desvio de forma de
perfil (ffα) e desvio passo total (Fp) atingiram o melhor grau de qualidade (Q) poreacutem apoacutes o
PVD houve um decreacutescimo de Q2 e Q3 niacuteveis respectivamente nesta variaacutevel O desvio de
passo individual (fpt) e desvio de batimento radial (Fr) atingiram os maiores desvios
dimensionais apoacutes o PVD e o seu grau de qualidade final foi Q7
A ferramenta foi colocada na prensa excecircntrica jaacute mencionada neste trabalho e amostras de
pinhotildees foram produzidas tal como mostrado na figura 92
117
Figura 92 ndash Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida
Foram produzidas 20 amostras de pinhotildees e a tabela 40 mostra o resultado do grau de
qualidade alcanccedilado em uma das amostras Este resultado foi semelhante para as demais
amostras O anexo M mostra o relatoacuterio de mediccedilatildeo do referido pinhatildeo
Para os desvios de perfil (ffα fHα e Fα) o pinhatildeo atingiu o grau de qualidade Q7 com dois
pontos acima da cavidade da matriz Os desvios de passo (fpt e Fp) reproduziram a cavidade da
matriz com grau de qualidade Q7 Os desvios de heacutelice (ffβ fHβ e Fβ) atenderam ao grau de
qualidade Q6 Importante observar que ateacute a tabela 37 os resultados foram atraveacutes do software
Quindos onde o grau de qualidade era atribuiacutedo a cada grupo de quatro dentes O GEAR PRO
verifica o maior desvio entre os nove dentes e atribui o grau a partir deste resultado
Tabela 40 ndash Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para pinhatildeo com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 -1 7 7 7 8 119891119867120572 6 7 -6 7 -7 7
7 8 7 12 7 12 119865120572 10 7 9 7 9 7
7 7 7 8 7 9 119891119891120572 7 7 4 7 5 7
6 -3 6 5 6 6 119891119867120573 -2 4 -3 4 2 4
6 4 6 8 6 8 119865120573 5 5 5 5 5 5
6 4 6 5 6 6 119891119891120573 4 6 6 6 5 6
7 10 119891119901119905 9 7
7 20 119865119901 23 7
8 20 119865119903
118
O graacutefico da figura 93 mostra o grau de qualidade (Q) devido aos desvios dimensionais de
uma amostra de pinhatildeo produzido pela MT-3673 com a aplicaccedilatildeo de PVD Os desvios de perfil
(ffα fHα Fα) atingiram o grau Q7 os desvios de linha de flanco (ffβ fHβ Fβ) resultaram em grau
Q6 e os desvios de passo (fpt Fp) o grau Q7 O desvio de batimento radial (Fr) apresentou Q8
Figura 93 ndash Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673
A Tabela 41 apresenta os resultados de comparaccedilatildeo entre um eletrodo de referecircncia de
coacutedigo EL-0330 o qual eacute usinado por eletroerosatildeo em processo atual e os eletrodos usinados
por microusinagem e por eletroerosatildeo a fio (utilizando as trecircs maacutequinas e os dois diferentes
tarugos para a CUT 2000 S) tendo como base para comparaccedilatildeo as informaccedilotildees fornecidas na
mediccedilatildeo de cada um dos principais paracircmetros Foram analisados os dados de todos os dentes
medidos (ambos os lados direito e esquerdo) e o respectivo grau de qualidade maacuteximo atingido
para cada um dos paracircmetros relevantes As mediccedilotildees foram realizadas nas dependecircncias da
empresa ZEN onde foi utilizada uma maacutequina tridimensional com o software Quindos Para
comparaccedilatildeo os eletrodos foram enviados para a Fundaccedilatildeo CERTI e medidos em maacutequina
ZEISS e software GearPRO
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo
Desvio
Grau de qualidade do eletrodo
Referecircncia (EL-0330)
Microfresamento Eletroerosatildeo
CUT 20P
Eletroerosatildeo CUT 2000 S CUT 300 mS
Tarugo 2 furos
Tarugo 4 furos Mediccedilatildeo
ZEN Mediccedilatildeo
Certi
Perfil fHα 9 11 11 7 7 6 5 Fα 8 10 10 6 6 7 5 ffα 7 9 8 7 7 6 5
Heacutelice fHβ 4 4 7 2 3 1 2 Fβ 8 4 7 3 6 1 1 ffβ 7 5 7 4 6 1 0
Passo Fp 4 4 12 5 4 2 4 fp 5 7 11 8 6 5 4
Batimento radial Fr 6 4 12 7 4 3 5
Grau de qualidade
9 11 12 8 7 7 5
119
Para avaliar a qualidade superficial dos perfis obtidos trecircs mediccedilotildees de rugosidade foram
realizadas em dois dentes de cada um dos eletrodos Este procedimento eacute ilustrado na figura 94
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados
Devido agrave curvatura do perfil evolvente apenas um comprimento limitado (~1 mm) pocircde ser
aferido no perfilocircmetro A Tabela 42 apresenta os resultados de rugosidade para eletrodo
Tabela 42 ndash Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados
Ra (microm) Microfresamento Eletroerosatildeo a fio
Dente 1 Dente 2 Dente 1 Dente 2 M1 06214 05482 02154 03095 M2 05082 05452 02477 02488 M3 05298 04979 02833 02418
Meacutedia 05418 02578
Os resultados das tabelas 41 e 42 mostram que o processo de microfresamento eacute promissor
para a fabricaccedilatildeo de eletrodos em cobre poreacutem necessita de maior pesquisa e otimizaccedilatildeo de
seus paracircmetros onde os passes consecutivos e deslocados lateralmente (ae) tecircm impacto no
crescente desvio de forma de perfil dos dentes da engrenagem
No caso dos eletrodos referecircncia e usinado por microfresamento o desvio angular de perfil
(fHα) eacute a caracteriacutestica mais criacutetica e portanto determinante do grau de qualidade geral do
eletrodo Para a fabricaccedilatildeo por eletroerosatildeo com a CUT 20 P o desvio de passo acumulado
(Fp) o batimento radial (Fr) e desvio angular (fHα) satildeo as caracteriacutesticas mais criacuteticas Jaacute a
fabricaccedilatildeo por eletroerosatildeo com a CUT 2000 S o maior desvio foi no passo (Fr) sendo que
provavelmente houve um deslocamento da peccedila durante a sua usinagem
A inclusatildeo da maacutequina CUT 300 mS nesta pesquisa proporcionou resultados superiores em
relaccedilatildeo aos obtidos pelas maacutequinas anteriores Os resultados das tabelas 27 a 32 evidenciam a
superioridade do processo desenvolvido para a usinagem com este modelo de maacutequina A CUT
300 mS aleacutem de possuir maior precisatildeo de posicionamento e acabamento em relaccedilatildeo agraves demais
maacutequinas tambeacutem possui sistema interno de estabilizaccedilatildeo de temperatura em relaccedilatildeo ao
ambiente Estas caracteriacutesticas aliadas agrave conceitos particulares de projeto de engrenagem
contribuem para a obtenccedilatildeo de uma melhor qualidade de engrenagem dos eletrodos
120
6 DISCUSSOtildeES DOS RESULTADOS
O desenvolvimento da ferramenta de extrusatildeo de engrenagens de precisatildeo a frio considerou
etapas que passaram pela simulaccedilatildeo numeacuterica do comportamento dos aneacuteis de cintamento e o
seu resultado no produto de extrusatildeo definiccedilatildeo das etapas de usinagem por eletroerosatildeo para a
fabricaccedilatildeo de eletrodos e cavidade de matriz e a determinaccedilatildeo das curvas de escoamento do accedilo
SAE 10B22 utilizado na fabricaccedilatildeo dos pinhotildees para impulsor de partida citados descritos neste
trabalho
As curvas mostradas nas figuras 17 18 e 19 referentes ao accedilo SAE 10B22 e obtidas atraveacutes
do software JMatPro quando comparadas com as curvas obtidas atraveacutes do ensaio de
compressatildeo (fig 47 48 e 49) mostram divergecircncias no comportamento tensatildeo-deformaccedilatildeo o
que demonstra que ensaios experimentais satildeo importantes para validar os resultados de
simulaccedilatildeo computacional Considerando a deformaccedilatildeo verdadeira (φ) de 002 agrave T=20ordmC e
velocidade de deformaccedilatildeo () de 1 s-1 o software JMatPro indica a tensatildeo de escoamento igual
a 3434 Nmm2 O ensaio de compressatildeo mostrou uma tensatildeo de escoamento de 4111 Nmm2
No caso da utilizaccedilatildeo das curvas do JMatPro nas simulaccedilotildees os esforccedilos de extrusatildeo seriam
menores visto que as o erro destas curvas em relaccedilatildeo agraves obtidas por ensaio eacute deslocado em
direccedilatildeo a zero ou seja as tensotildees de escoamento simuladas satildeo menores Isto pode causar erro
no dimensionamento do projeto da ferramenta e principalmente dos aneacuteis de cintamento
Kang et al (2007) [84] estudou o efeito da deformaccedilatildeo elaacutestica sobre matrizes de extrusatildeo
A deformaccedilatildeo elaacutestica ocorre devido agraves etapas de carregamento descarregamento e extraccedilatildeo
da peccedila Portanto a dimensatildeo final da engrenagem seraacute diferente daquela fabricada para a
cavidade da matriz O conceito de preacute-tensionamento de matrizes por enrolamento de tiras
proporciona maior resistecircncia agraves altas tensotildees de extrusatildeo direta a frio em comparaccedilatildeo com os
sistemas convencionais e consequente reduccedilatildeo da deformaccedilatildeo elaacutestica da matriz como
estudado por Groenbaek e Nielsen (1997) [78]
A simulaccedilatildeo computacional mostrou que quanto maior o estado de tensotildees compressivas da
matriz com a accedilatildeo dos aneacuteis de cintamento menor seraacute a sua deformaccedilatildeo elaacutestica Os desvios
dimensionais devido agrave expansatildeo da matriz satildeo reduzidos Aliado a maior precisatildeo na fabricaccedilatildeo
de geometria da cavidade da matriz por eletroerosatildeo os desvios de flanco da engrenagem
extrudada a frio seratildeo minimizados A tabela 17 mostrou que o deslocamento ocorrido nas
matrizes e aneacuteis de cintamento apoacutes o preacute-tensionamento foi superior para a ferramenta
montada com os aneacuteis por enrolamento de tiras havendo uma maior contraccedilatildeo nas matrizes
internas de 005 mm em relaccedilatildeo agraves matrizes preacute-tensionadas pelo sistema de duplo anel
121
As tensotildees tangencial (σt) axial (σz) e radial (σr) satildeo superiores para a ferramenta por
enrolamento de tiras Desta forma a tensatildeo equivalente (σe) na regiatildeo interna da cavidade da
matriz eacute aproximadamente quatro vezes superior ao sistema de duplo anel Esta caracteriacutestica
proporciona uma menor deformaccedilatildeo elaacutestica dos componentes da ferramenta durante o ciclo de
extrusatildeo da engrenagem A tensatildeo equivalente (σe) calculada pela teoria de von Mises
correspondeu aos resultados de simulaccedilatildeo numeacuterica o que mostra o alinhamento com a teoria
A simulaccedilatildeo numeacuterica do pinhatildeo extrudado pela matriz por enrolamento de tiras mostrou o
ponto 2 onde haacute a transiccedilatildeo do perfil da geratriz para formaccedilatildeo do dente como o de
concentraccedilatildeo das maiores tensotildees e desta forma maior tensatildeo equivalente (σe)
Pode-se notar que no atual estaacutegio de maturidade do processo apenas o eletrodo fabricado
pelo processo de eletroerosatildeo a fio utilizando a maacutequina CUT 300 mS obteve resultado melhor
(Q 5) quando comparado com o eletrodo referecircncia (Q 9) Diversos fatores contribuiacuteram para
este resultado sendo um deles quando utilizado o eletrodo com mais pontos de entrada do fio
para a erosatildeo Isto se deve ao fato de com mais pontos de ancoragem da engrenagem no material
que seraacute removido a peccedila se manteacutem mais riacutegida garantindo melhor qualidade do corte por
eletroerosatildeo
bull A maacutequina de erosatildeo por penetraccedilatildeo FORM X400 proporcionou evoluccedilatildeo nos resultados
dimensionais O desvio de perfil (α) o qual era o de mais baixa qualidade teve melhora
significativa O desvio de forma de flanco (ffβ) sofreu uma variaccedilatildeo em um dos dentes e
apresentou grau Q6 Os demais desvios de Passo (Fp) e Batimento Radial (Fr) atingiram
o grau de qualidade Q5
bull A utilizaccedilatildeo do terceiro eletrodo com afastamento reduzido em relaccedilatildeo ao perfil final da
cavidade foi fundamental na melhoria dos resultados Este eletrodo teve a funccedilatildeo de
remover uma miacutenima camada de material e corrigir as deformaccedilotildees maiores provenientes
das etapas anteriores
bull Os pinhotildees reproduzidos atenderam ao grau de qualidade Q7 havendo um desvio como
esperado em relaccedilatildeo ao grau de qualidade obtido na cavidade da engrenagem apoacutes a
extraccedilatildeo Verificou-se que o grau de qualidade da cavidade da matriz sofreu piora com
a desmontagem e aplicaccedilatildeo do revestimento PVD Esta etapa do processo necessita de
ajustes para poder aplicar o menor erro possiacutevel ao resultado da usinagem por penetraccedilatildeo
da cavidade Em paralelo a melhoria no posicionamento dos eletrodos e referecircncias de
usinagem da ferramenta podem melhorar o grau de qualidade da cavidade reduzir seus
erros apoacutes o revestimento PVD e obter um pinhatildeo com maior precisatildeo
122
7 CONCLUSOtildeES
Os resultados das tabelas 34 35 36 e 37 evidenciaram que a diferenccedila meacutedia de dois graus
de qualidade de engrenagem da cavidade das matrizes e o seu produto de extrusatildeo A
deformaccedilatildeo elaacutestica do ferramental a qual proporciona uma deformaccedilatildeo plaacutestica no extrudado
satildeo fatores que contribuem para variaccedilatildeo do grau de qualidade do perfil de engrenagem do
pinhatildeo
Individualmente a matriz montada com os aneacuteis de compressatildeo STRECON e usinada na
maacutequina FORM X400 apresentou desvios de perfil (Q de 10 para 5) desvios de linha de flanco
(Q de 8 para 5) desvios de passo (Q de 8 para 3) e batimento radial (Q de 9 para 5) reduzidos
em relaccedilatildeo a com aneacuteis convencionais e usinados pela maacutequina Agietron Advance 3 o que
resultou em grau de qualidade de engrenagem de maior precisatildeo Os resultados dos pinhotildees
produzidos pela ferramenta do processo original com aneacuteis de cintamento convencionais e
maacutequina de erosatildeo de menor precisatildeo quando comparados com os pinhotildees dos aneacuteis por
enrolamento de tiras e matriz usinada pela FORM X400 tiveram melhora significativa Os
desvios de perfil tiveram seu grau de qualidade melhorado de Q10 para Q7 desvios de linha de
flanco de Q8 para Q6 Os desvios de passo (Q de 8 para 7) e batimento radial (Q de 9 para 8)
foram prejudicados pela etapa de desmontagem e revestimento da matriz que elevou estes
desvios da cavidade
A simulaccedilatildeo numeacuterica foi realizada em uma primeira etapa para verificaccedilatildeo do efeito dos
aneacuteis de cintamento no produto de extrusatildeo A segunda etapa de simulaccedilatildeo onde o aumento do
preacute-tensionamento na ferramenta foi aplicado devido ao aumento da interferecircncia de
montagem mostrou que eacute possiacutevel minimizar o efeito do comportamento elaacutestico da ferramenta
com o correto dimensionamento dos aneacuteis de cintamento A anaacutelise por simulaccedilatildeo numeacuterica
dos dois sistemas de preacute-tensionamento mostrou que o sistema por enrolamento de tiras
proporciona uma rigidez global superior ao sistema convencional de duplo anel O efeito dos
aneacuteis por enrolamento de tiras foi fundamental na melhoria da qualidade de engrenagem
extrudada a frio
Estudos indicaram que a usinagem de precisatildeo de eletrodos e cavidade da matriz baseado
na geometria dos flancos e a consequente reduccedilatildeo dos seus desvios podem resultar em graus de
qualidade de engrenagem superiores nos produtos de extrusatildeo a frio Estes conceitos apoiados
pela tecnologia adequada de fabricaccedilatildeo de ferramentas a qual estaacute relacionada ao maquinaacuterio
utilizado para fabricaccedilatildeo bem como a mediccedilatildeo correta do que eacute fabricado satildeo fundamentais
para atingir o grau de qualidade de engrenagem desejada
123
8 SUGESTOtildeES PARA TRABALHOS FUTUROS
O processo proposto para a fabricaccedilatildeo de ferramentas de precisatildeo mostrou-se robusto e
eficiente Contudo outras teacutecnicas de fabricaccedilatildeo de eletrodos podem ser estudadas
principalmente a tecnologia de microfresamento vista neste estudo poreacutem pouco explorada
O microfresamento para a fabricaccedilatildeo de eletrodos apresentou potencial e pode ser refinado
Este eacute um estudo sugerido para continuidade
A tecnologia de preacute-tensionamento de ferramentas desenvolvida pela empresa STRECON eacute
eficiente e atribui maior resistecircncia ao ferramental Entretanto o sistema eacute considerado de alto
custo se comparado com o sistema de aneacuteis convencionais O estudo por simulaccedilatildeo
computacional e ensaios praacuteticos para definiccedilatildeo de uma tecnologia de mais baixo custo e
rendimento similar estaria no escopo dos proacuteximos trabalhos
A velocidade de deformaccedilatildeo tem impacto direto na qualidade resultante da engrenagem
extrudada A aplicaccedilatildeo de prensas com sistema de servo-acionamento onde as curvas de
atuaccedilatildeo da prensa podem ser programadas em conjunto com uma ferramenta fabricada com
alta precisatildeo eacute um escopo de proacuteximos estudos a serem realizados
Outro importante ingrediente eacute o custo envolvido da ferramenta O custo das matrizes estaacute
entre 10 e 15 do custo do extrudado entretanto o custo indireto pode ser superior agrave 70 Isto
inclui o custo dos materiais e usinagem das matrizes O custo variaacutevel na conclusatildeo das matrizes
eacute importante Se a qualidade da matriz for comprometida isto pode parar uma produccedilatildeo Em
resumo a reduccedilatildeo de sucata e a longa vida uacutetil de ferramentas satildeo a mais efetiva forma de
reduccedilatildeo de energia e custos os quais satildeo objetivo de qualquer especialista de processos ou
supervisor de planta Metas como estas satildeo essenciais para a sobrevivecircncia de forjarias em
longo prazo bem como a sustentabilidade de uma nova geraccedilatildeo de componentes proacuteximos de
sua forma final com alta precisatildeo
O controle de custos de fabricaccedilatildeo relacionado com gerenciamento da vida uacutetil de
ferramentas de extrusatildeo eacute escopo para estudos futuros
124
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS
[1] MATSUBARA S KUDO H Devising and calibration of a simple sensor for determining
pressure distribution on tool-workpiece interfaces J Jpn Soc Technol Plasticity 32 p 589-
596 1991
[2] MATUSUBARA S KUDO H Non-uniform pressure distribution on punch nose surface
in axisymmetric cold forging process J Jpn Soc Technol Plasticity 32 p 874-879 1991
[3] MURATA Y Measurement of die deformation in forging by capacitive displacement
transducer in Proceedings on the Fourth International Conference on Technology of Plasticity
pp 1216-1221 1993
[4] HILLERY MT An embedded-strain-gauge technique of stress analysis in rod drawing
Journal of Materials Processing Technology 47 p 1-12 1993
[5] RADDAD B KOCANDA A On the strength criteria for high stressed ring-shaped dies
in Proceedings of the Fourth International Conference on Technology of Plasticity p 5-9
1993
[6] LEE YS LEE JH Experimental and analytical evaluation for elastic deformation
behaviors of cold forging tool Journal of Materials Processing Technology 127 p 73ndash82 2002
[7] LEE YS LEE JH Analysis of the elastic characteristics at forging die for the cold
forged dimensional accuracy Journal of Materials Processing Technology 130131 p 532ndash
539 2002
[8] LEE YS LEE JH Finite element modeling approaches to the accurate dimensional
prediction for a cold-forged part J Eng Manuf 218 p 1709ndash1722 2004
[9] ROSOCHOWSKI A BALENDRA R Secondary yielding of forged components due to
unloading Journal of Materials Processing Technology 115 p 233ndash239 2001
[10] BRESCIANNI E et al Conformaccedilatildeo Plaacutestica dos Metais 4a Ediccedilatildeo Editora da
Unicamp Campinas 1991
[11] ALTAN T Conformaccedilatildeo de Metais Fundamentos e Aplicaccedilotildees Publicaccedilatildeo EESCUSP
Satildeo CarlosSP 1999
[12] SCHULER Metal Forming Handbook Springer-Verlag Berlin Heidelberg 1998
125
[13] BILLIGMANN J FELDMANN H D Estampado y prensado a maacutequina 2a ediccedilatildeo
Ed Reverteacute 1979
[14] DIETER G E Metalurgia Mecacircnica 2ordf Ediccedilatildeo Editora Guanabara Dois RJ 1981
[15] MEIDERT M HANSEL M Net-shape cold forging to close tolerances under QS 9000
aspects Journal of Materials Processing Technology v 98 p 150-154 2000
[16] LANGE K CSER L GEIGER M KALS JAG Tool Life and Tool Quality in Bulk
Metal Forming CIRP Annals 41 p 667-675 1992
[17] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance of
Punches and Mandrels Verein Deutscher Ingenieure vol 2 1974
[18] VDI 3185 Calculation of the obtained punch force and the greatest extrusion force for
rod and solid extrusion of steel at room temperature Verein Deutscher Ingenieure 1970
[19] VDI 3138 Cold Forging of Steel ndash Application Examples of Products Economical Views
Verein Deutscher Ingenieure vol 3 1999
[20] VDI 3176 Prestressed Dies for Cold Forging Verein Deutscher Ingenieure vol 3 1985
[21] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance
Calculation of Dies (Dies Assemblies) Verein Deutscher Ingenieure vol 3 1974
[22] SCHAEFFER L Forjamento ndash Introduccedilatildeo ao Processo Porto Alegre Imprensa Livre
2006
[23] TSCHAumlTSCH H Handbuch Umformtechnik Darmstadt Hoppenstedt Technik Tabellen
Verlag 1984
[24] DRAKE R THROOP J Source Book on Cold Forming American Society for Metals
Metals Park Ohio 1975
[25] VETTER J et al Hard coatings for lubrication reduction in metal forming Surface and
Coatings Technology vol 86-87 p 739-747 1996
[26] SMITH L Thin-Film Deposition Principles and Practice p 3-4 1995
[27] OERLIKON BALZERS Disponiacutevel em lthttpswwwoerlikoncomecomaXLfilesbalzers
oerlikon_HQ163EN_BALINIT_DUPLEX_Seriepdfgt Acessado em agosto de 2018
[28] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1972
126
[29] BOWDEN F B TABOR D The Friction and Lubrication of Solids Part 1 Oxford
University Press Oxford 1950
[30] ERINOSHO M F AKINLABI E T Study of Friction during Forging Operation
Proceedings of the World Congress on Engineering Vol II June 29 ndash July 1st London 2016
[31] GARCIacuteA-DOMIacuteNGUEZ A CLAVER J CAMACHO A M SEBASTIAacuteN M A
Comparative Analysis of Extrusion Processes by Finite Element Analysis 25th DAAAM
International Symposium on Intelligent Manufacturing and Automation 2014 published by
Procedia Engineering vol 100 p 74ndash83 2015
[32] ZHANG Q FELDER E BRUSCHI S Evaluation of friction condition in cold forging
by using T-shape compression test Journal of Materials Processing Technology 209 p 5720-
5729 2009
[33] GEIGER R WOSKA R Fliesspressen Carl Hansen Verlag Munchen Wien 1984
[34] RODRIGUES J MARTINS P Tecnologia Mecacircnica Tecnologia da Deformaccedilatildeo
Plaacutestica vol 1 ndash Fundamentos Teoacutericos Lisboa Escolar editora 2005
[35] LUND E ANDRESEN H JEPSEN C Tool Optimization by Means of Effective
Prestressing System STRECON AS Sonderborg Denmark 2015
[36] TEKKAYA E et al History and Future of Cold Forging in Europe Presentation at the
40th International Cold Forging Group Plenary Meeting Padova Italy September 2007
[37] NICHIDAI CORPORATION Disponiacutevel em lthttpwwwnichidaijpenglish
catalogpdfStreconpdfgt Acesso em agosto de 2018
[38] ANDRESEN H LUND E Tooling Solutions for Cold and Warn Forging Applications
for Automotive and other Segments Uddeholm Automotive Seminar 2008
[39] MODIANO S CARRENtildeO J A FUGIVA RA C S BENEDETTI A V Effect of
hydrogen charging on the stability of SAE 10B22 steel surface in alkaline solution
Electrochimica Acta Brazil v 51 n 4 p 641-648 2005
[40] CASARIN S J Caracterizaccedilatildeo da temperabilidade de accedilo C-Mn microligado ao Boro
atraveacutes de dilatometria e curvas de transformaccedilatildeo de fases por resfriamento contiacutenuo EESC
USP 1996
[41] SENTE SOFTWARE Disponiacutevel em lthttpswwwsentesoftwarecoukgt Acesso em
agosto de 2018
127
[42] ISO 1328-1 Cylindrical Gears - ISO system of flank tolerance classification Part 1
Definitions and allowable values of deviations relevant to flanks of gear teeth 2013
[43] ISO 1328-2 Cylindrical Gears - ISO system of accuracy ndash Part 2 Definitions and
allowable values of deviations relevant to radial composite deviations and runout information
1997
[44] QUALITY TRANSMISSION COMPONENT Elements of Metric Gear Technology
Disponiacutevel em httpwwwqtcgearscom
[45] DUDLEY D W Handbook of Practical Gear Design McGRAW-HILL New York
First Edition 1954
[46] DUDLEY D W Gear Handbook The Design Manufactured and Application of
Applications New York McGRAW-HILL First Edition 1962
[47] NBR 12230 Sistema Internacional Prescriccedilatildeo para sua aplicaccedilatildeo Rio de Janeiro ABNT
24 p 1992
[48] VDIVDE 2613 Pitch Testing on Gearings ndash Spur Gear (Cylindrical Gear) Worm wheels
Bevel gears 1983
[49] VDIVDE 2612 Testing of Involute Cylindrical Gears -Tooth trace testing Part 2 1980
[50] SANTOS JUNIOR M J IRIGOYEN E R C Metrologia Dimensional teoria e praacutetica
Porto Alegre Ed UniversidadeUFRGS ISBN 85-7025-308-7 1995 222 p
[51] PINTO A Velocidade Perifeacuterica de Engrenagens Recife 2001 Disponiacutevel em
lthttpwwwupemecanicahpgigcombrvelperifpdfgt Acesso em agosto 2016
[52] KRANZ R WENDL F WUPPER Influence of EDM conditions on the toughness of
tool steels Thyssen Edelst Techn Ber 5 p 100-105 1990
[53] MARAFONA J D Processos de electroerosatildeo por penetraccedilatildeo e fio Faculdade de
Engenharia da Universidade do Porto Porto 2002
[54] McGEOUGH J A Advanced Methods of Machining Chapman and Hall Cambridge
1988
[55] FERRARESI D Usinagem dos metais Satildeo Paulo EdgardBluumlcher 1v 1970-2000
[56] AMORIM F L Tecnologia de Eletroerosatildeo por Penetraccedilatildeo da Liga de Alumiacutenio AMP
8000 e da Liga de Cobre CuBe para Ferramentas de Moldagem de Materiais Plaacutesticos Tese
128
(Doutorado em Engenhara Mecacircnica) Departamento de Engenharia Mecacircnica Universidade
Federal de Santa Catarina ndash UFSC Florianoacutepolis Brasil 147f 2002
[57] FLANtildeO O AYESTA I IZQUIERDO B SAacuteNCHEZ J A RAMOS J M
Experimental study on the influence of electrode geometry and electrode path on wear pattern
in EDM 19th CIRP Conference on Electro Physical and Chemical Machining Spain Procedia
CIRP 68 p 405 ndash 410 2018
[58] GUITRAU E P The EDM Handbook Hanser Gardner Publications Cincinnati 1997
[59] DAVIM J P Princiacutepios da Maquinagem Livraria Almedina Coimbra 1995
[60] HENTZ E A SCHAEFFER L KNOLL P K Influecircncia da Curva de Escoamento na
Simulaccedilatildeo Computacional do Processo de Forjamento a Quente da Liga de Titacircnio Ti-6al-4v
Ciecircncia amp Engenharia v 16 n 12 p 53-59 2007
[61] CLOUGH R The Finite Element Method in Place Stress Analysis In Anais da 2
Conference on Electronic Method International Computationrdquo Pittsburgh American Society
of Civil Engineers p 345-378 1960
[62] TURNER M CLOUGH R MARTIN H TOPP I Stiffness and Deflection Analysis of
Complex Structures Journal of the Aeronautical Sciences v 23 n 9 p 805-821 1956
[63] SNAPE G CLIFT S BRAMLEY A Parametric sensitivity analyze for FEA of hot
steel forging Journal of Materials Processing Technology Amsterdan v 125-126 p 353-360
2002
[64] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-20-phtmlgt Acessado em agosto de 2016
[65] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-2000-phtmlgt Acessado em setembro de 2016
[66] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-300-mshtmlgt Acessado em fevereiro de 2017
[67] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcontentdamgfac
proddbedmdie-sinkingdeagiecharmilles-form-x-400-600_depdfgt Acessado em janeiro de 2018
[68] KERN-MICROTECHNIK Disponiacutevel em lthttpwwwkern-microtechnikcomenmachine-tool-
manufactureproductskern-pyramid-nanogt Acessado em junho de 2016
129
[69] LAI X et al Modelling and analysis of micro scale milling considering size effect micro
cutter edge radius and minimum chip thickness International Journal of Machine Tools amp
Manufacture 48 (2008) 1-14
[70] SON S M et al Effects of the friction coefficient on the minimum cutting thickness in
micro cutting International Journal of Machine Tools amp Manufacture 45 (2005) 529535
[71] DIETER G E Mechanical Metallurgy McGraw-Hill Book Co 3rd edition 1988
[72] ENGINEERS EDGE Disponiacutevel em lthttpswwwengineersedgecommaterialsspecific
_heat_capacity_of_metals_13259htmgt Acessado em fevereiro de 2019
[73] ACcedilOS BOumlHLER-UDDEHOLM Disponiacutevel em lthttpwwwbohler-uddeholmcombr
mediaK340DEpdfgt Acessado em agosto de 2018
[74] NIAKI K S VAHDAT S E Optimization of Tensile Properties of AISI S1 Tool Steel
The Indian Institute of Metals ndash IIM 2015
[75] JONES B V Temperature and Stress Effect Modeling in Fatigue of H13 Tool Steel at
Elevated Temperatures with Applications in Friction Stir Welding Brigham Young University
Department of Mechanical Engineering 2015
[76] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1973
[77] CPM GmbH Disponiacutevel em lthttpswwwcpmgmbhcomgt Software licenciado
[78] GROENBAEK J NIELSEN E B Stripwound containers for combined radial and axial
prestressing STRECON Technology Journal of Materials Processing Technology Journal of
Materials Processing Technology 71 p 30-35 1997
[79] GROENBAEK J NIELSEN E B New Developments in the Design of High
Performance Stripwound Cold Forging Tools Journal of Materials Processing Technology 46
p 87-97 1994
[80] HINSEL C BISGAARD A ANDRESEN H How to model STRECON stripwound
containers in the FE analysis of forging dies STRECON AS 2013
[81] CRUZ M OLIVEIRA C Efeito da composiccedilatildeo quiacutemica da atmosfera cementante e
dos ciclos termoquiacutemicos na microestrutura e dureza de accedilos baixo carbono cementados e
temperados Dissertaccedilatildeo de Mestrado UFSC Florianoacutepolis 2014
130
[82] CASTRO R M Criteacuterio de projeto para engrenagens helicoidais aplicadas em
transmissotildees mecacircnicas veiculares 2005 220 f Dissertaccedilatildeo (Mestrado Profissionalizante em
Engenharia Automotiva) Escola Politeacutecnica da USP Satildeo Paulo 2005
[83] ASM HANDBOOK Failure Analysis and Prevention ASM International vol 11 2002
[84] KANG J H LEE K O JE J S KANG S S Spur Gear Forging Tool Manufacturing
Method considering Elastic Deformation due to Shrink Fitting Journal of Materials Processing
Technology p 187-188 2007
[85] HO K H NEWMAN T S State of the art electrical discharge machining (EDM)
International Journal of Machine Tools amp Manufacture 43 p 1287 ndash 1300 2003
[86] STEVE C SOMMER P Complete EDM Handbook wwwReliableEDMcom 2015
[87] REBELO J C MORAO DIAS A KREMER D LEBRUN J L Influence of EDM
pulse energy on the surface integrity of martensitic steels Journal of Materials Processing
Technology 84 p 90-96 1998
[88] MENDANHA A Estudo da resistecircncia agrave fratura do accedilo ferramenta para trabalho a frio
do accedilo AISI D2 Dissertaccedilatildeo de Mestrado Escola Politeacutecnica da USP 2004
[89] CUSANELLI G HESSLER-WYSER A BOBARD F DEMELLAYER R PEREZ
R FLUumlKIGER R Microstructure at submicron scale of the white layer produced by EDM
technique Journal of Materials Processing Technology 149 p 289-295 2004
[90] BUumlLENT EKMEKCI Residual stresses and white layer in electric discharge machining
(EDM) Applied Surface Science 253 p 9234-9240 2007
[91] PINEDO C E MEDANHA A GOLDENSTEIN H Influecircncia da microestrutura da
mateacuteria-prima e do tratamento teacutermico na resistecircncia agrave fratura do accedilo AISI D2 Associaccedilatildeo
Brasileira de Metalurgia e Materiais p 54-64 2006
[92] AMORIM F L e WEINGAERTNER WL The behavior of graphite and copper
electrodes on the finish die-sinking electrical discharge machining (EDM) of AISI P20 tool
steel Journal of the Brazilian Society of Mechanical Sciences and Engineering J Braz Soc
Mech Sci amp Eng vol29 no4 Rio de Janeiro 2007
[93] ARANTES L J Avaliaccedilatildeo do Desempenho de Fluidos Dieleacutetricos no Processo de
Usinagem por Descarga Eleacutetricas Dissertaccedilatildeo de Mestrado Universidade Federal de
Uberlacircndia MG 2001
131
[94] BUTTON S Planejamento do processo e projeto de ferramentas para o forjamento a
frio UNICAMP Dpto de Engenharia Mecacircnica 1999
[95] JHA B RAM K eRAO M An overview of technology and research in electrode design
and manufacturing in sinking electrical discharge machining Journal of Engineering Science
and Technology Review 4 (2) pg 118-130 2011
[96] DROZDA T J WICK C Tool and manufacturing engineers handbook 4 ed Dearborn
Society of Manufacturing Engineers 5 v 1983
[97] KLOCKE F KOumlNIG W Fertigungsverfahren 1 Drehen Fraumlsen Bohren 8ordm Auflage
Springer Berlin 2008
[98] KRATOCHVIL R Fresamento de Acabamento em Altas Velocidades de Corte para
Eletrodos de Grafita Industrial Dissertaccedilatildeo de Mestrado Universidade Federal de Santa
Catarina 2004
[99] SOMMER C SOMMER S Complete EDM Handbook Advance Pub
httpwwwreliableedmcomComplete-EDM-Handbookphp 2005
[100] OSAKADA K Cold Forging in Japan Presentation at the 40th International Cold
Forging Group Plenary Meeting Padova Italy September 2007
[101] GROENBAEK J HINSEL C Improved Fatigue Life and Accuracy of Precision
Forging Dies by Advanced Stripwound Prestressing System SME Clinic on Precision Forging
Technology Columbus Ohio USA Nov 10 2000
[102] GROENBAEK J HINSEL C Optimization of Tool Life amp Performance Through
Advanced Material and Prestress Design NACFG Conference Columbus Ohio USA
September 2003
[103] HAumlNSEL M e GEIGER R Leightweight Construction Using Near-Net-Shape Cold
Forgings Technische Mitteilungen Krupp 2 p 83-90 1995
[104] SCHAEFFER L Conformaccedilatildeo dos Metais ndash Metalurgia amp Mecacircnica Editora Riegel
1995
[105] BIGNETTI RA Comparaccedilatildeo entre Simulaccedilotildees pelos Meacutetodos de Elementos Finitos
(FEM) e das Tiras (Slab Method) e Resultados Experimentais no Forjamento a Frio em Accedilo
Inoxidaacutevel AISI 304 Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
132
[106] KUDO H NAKAGAWA T TAMURA K Cropping of Steel Bar ndash ist mechanism
and pratice ICFG - International Cold Forging Group 1967-1992 Objetives History Published
Documents CIRP Paris 1992
[107] KRUumlGER LN Anaacutelise de Paracircmetros na Obtenccedilatildeo de Curvas de Escoamento
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[108] GILAPA GMM Conformaccedilatildeo de Precisatildeo do Accedilo Inoxidaacutevel Austeniacutetico ABNT 304
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[109] ESPINOZA MM Influecircncia dos Tratamentos Teacutermicos na Plasticidade do Accedilo AISI
1050 para a Conformaccedilatildeo a Frio Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1997
[110] ROBERTS GA CARY RA Tool Steels 4ordf Ed ASM p 493 ndash 494 1980
[111] KAMMERER M Produccedilatildeo de Peccedilas Extrudadas Complexas com Materiais natildeo
Convencionais Anais do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo
Regner e L Schaeffer Porto Alegre pg 66-80 1988
[112] GEIGER R State of the Art and Future Developments in Precision Cold Forging Anais
do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo Regner e L Shaeffer
Porto Alegre pg 92-110 1988
[113] BEHRENS B-A MATTHIAS T CZORA M POELMEYER J AHRENS M
Improving the accuracy of numerical investigations of multi-stage sheet metal processes by
coupling a process FE analysis with the machine simulation In Denkena B (edtr) Proc 1st
Int Conf on Process Machine Interactions PMI Hannover Germany p 133-139 2008
[114] BERGER C SCHEERER H ELLERMEIER J Modern materials for forming and
cutting tools ndash overview Mat-wiss u Werkstofftech 41 p 5-1 2010
[115] BOBZIN K LUGSCHEIDER E PINtildeERO C New PVD-coating concepts for highly
stressed tools for environmentally compatible manufacturing processes Mat-wiss u
Werkstofftech 35 1011 p 851-857 2004
[116] BRECHER C SCHAPP L TANNERT M Simulation-aided optimization of
multistage dies ndash Coupled simulation of forging processes with non-linear-elastic machine
models In Denkena B (edtr) Proc 1st Int Conf on Process Machine Interactions PMI
Hannover Germany p 167-174 2008
133
[117] ENGEL U GEIGER M KROISS T VOumlLKL R Process-machine interactions in
cold forging ndash calculation of press tooling stiffness and its integration into FE process
simulation In Yang DY (edtr) Proc of the 9th International Conference on Technology of
Plasticity (ICTP) Gyeongju Korea p 1735-1740 2008
[118] GENSERT H Thread forming In Proc 43rd ICFG Plenary Meeting 13-14
Darmstadt Germany Sep 2010
[119] GROSSMANN K WIEMER H Maschine Werkzeug und Prozess ndash ein ganzheitliches
System In Proc 6th Saumlchsische Fachtagung Umformtechnik Dresden Germany p 210-227
1999
[120] GROSSMANN K HARDTMANN A WIEMER H An advanced forming process
model including the interactions between machine tool and process In Denkena B (edtr)
Proc of 1st Int Conf on Process Machine Interactions PMI Hannover Germany p 125-132
2008
[121] GROENBAEK J RAP ndash Robot Assisted Polishing ndash roboterunterstuumltztes Polieren von
Umformwerkzeugen 23 Jahresteffen der Kaltmassivumformer VDI Duumlsseldorf Jan 2008
English Powerpoint version Workshop ldquoSteel polishingrdquo Fraunhofer Institute for Production
Technology Aachen Oct 2008
[122] GROENBAEK J AYGEN M High performance die technology that supports high
service life and parts of high accuracy JSTP Forging Group Meeting 21 Nagoya JPN 2009
[123] HAumlNSEL M Der Werkzeugbau im Spannungsfeld von Markt- und
Kundenanforderungen in der Kaltmassivumformung 3 Boumlhler Werkzeugstahl-Symposium
Neue Entwicklungen im Werkzeugbau Heidelberg DE 15-16 Mar 2006
[124] HINSEL C Anforderungen an Werkzeugstaumlhle in der Massivumformung hinsichtlich
Fertigung und Einsatzbedingungen 4 Boumlhler Werkzeugstahl-Symposium Mannheim
Germany 8-9 April 2008
[125] HINSEL C Surface characterization of cold forging tools ICFG Workshop ldquoSurface
Finishing of Cold Forging Toolsrdquo Sonderborg Denmark 16 April 2008
[126] HOFMANN T RAEDT H-W Net shape splines and near net shape gears by forging
In Yoshida Y Matsumoto R Proc 5th JSTP International Seminar on Precision Forging
Kyoto Japan 16-19 p 87-92 March 2009
134
[127] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part One General Aspects of
Tool Life (ICFG Doc No 1402) Bamberg Meisenbach 2002
[128] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Two Quality
Requirements for Tool Manufacturing (ICFG Doc No 1604) Bamberg Meisenbach 2004
[129] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Three Application of
PM- steel and tungsten carbide material for cold forging tools - a comparison between Europe
amp Japan (ICFG Doc No 1706) Bamberg Meisenbach 2006
[130] KLOCKE F GERSCHWILER K CORDES S FRITSCH R PVD coating systems
for environmentally friendly machining In International Symposium on Friction Wear and
Wear Protection 09-11 April 2008 p 541-546 Aachen 2009
[131] KROISS T ENGEL U MERKLEIN M Modelling of the behavior of a cold forging
process considering the deflection of tooling system and press In Altintas Y (edtr) Proc
2nd Int Conf on Process Machine Interactions PMI Vancouver Canada 2010
[132] KUGLER P GROPP S DIERKEN R GOTTSCHLING S Temperature controlled
surface hardening of industrial toolsmdashexperiences with 4 kW-diode-laser In Geiger M Otto
A Proc 3rd Laser Assisted Net Shape Eng LANE Erlangen Germany p 191ndash198 2001
[133] MERKLEIN M Manufacturing of complex functional components with variants by
using a new sheet metal forming process In Ruan X-Y (edtr) Proc of 42nd ICFG Plenary
Meeting Shanghai 2009
[134] MERKLEIN M KOCH J SCHNEIDER T OPEL S VIERZIGMANN U
Manufacturing of complex functional components with variants by using a new metal forming
process ndash sheet-bulk metal forming Int J Material Forming 3 p 347-350 2010
[135] wwwutfsciencede III2011 Engel U et al Tooling solutions p 2424 Verlag
Meisenbach GmbH Franz-Ludwig-Straszlige 7a 96047 Bamberg wwwumformtechniknet
[136] QUINTENZ G RAEDT H-W Global manufacturing excellence of lightweight
transmission components 3rd CTI Symposium Automotive Transmission North America
Detroit (MI) USA 12-14 May 2009
[137] RAEDT H-W Advanced design and manufacturing of forged components for
automotive applications JSAE Spring Congress Pacifico Yokohama Japan 23 May 2008
135
10 ANEXOS
ANEXO A
Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22 (=001 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 001 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1707 1222 904 744 658 614
002 3231 2732 2351 2107 1924 1771
006 3989 3489 3084 2803 2570 2355
010 4406 3913 3503 3203 2942 2690
012 4566 4078 3665 3359 3088 2822
016 4830 4351 3938 3622 3332 3042
020 5046 4576 4164 3840 3536 3225
022 5141 4676 4265 3937 3626 3307
026 5312 4856 4446 4113 3791 3454
030 5463 5016 4608 4271 3938 3586
032 5533 5089 4683 4344 4006 3648
036 5662 5227 4823 4480 4133 3762
040 5781 5353 4952 4605 4251 3867
042 5836 5412 5013 4665 4306 3917
046 5941 5525 5128 4777 4412 4011
050 6039 5630 5236 4883 4511 4100
060 6260 5867 5481 5122 4735 4301
070 6452 6076 5696 5334 4933 4478
136
ANEXO B
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1905 1371 1019 840 743 692
002 3434 2907 2505 2248 2055 1893
006 4198 3678 3259 2967 2725 2501
010 4616 4108 3687 3379 3110 2850
012 4775 4274 3853 3539 3260 2986
016 5039 4550 4131 3809 3512 3214
020 5253 4777 4361 4032 3722 3403
022 5348 4877 4463 4131 3815 3487
026 5517 5058 4647 4312 3984 3639
030 5667 5218 4812 4472 4135 3775
032 5736 5292 4888 4546 4204 3838
036 5864 5430 5029 4685 4335 3956
040 5981 5556 5160 4813 4455 4064
042 6036 5616 5221 4874 4512 4115
046 6140 5729 5338 4988 4620 4212
050 6237 5834 5447 5096 4721 4303
060 6453 6071 5694 5339 4950 4509
070 6643 6278 5911 5554 5152 4691
137
ANEXO C
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
000 2012 1451 1082 892 789 735
002 3541 2998 2585 2321 2123 1957
006 4306 3775 3348 3051 2805 2577
010 4723 4208 3780 3468 3196 2931
012 4882 4374 3948 3631 3348 3069
016 5144 4651 4229 3904 3604 3301
020 5358 4878 4460 4129 3816 3493
022 5452 4978 4562 4229 3910 3578
026 5621 5159 4748 4411 4081 3733
030 5769 5320 4913 4573 4234 3871
032 5838 5394 4990 4648 4304 3935
036 5965 5531 5132 4788 4436 4054
040 6081 5657 5263 4917 4558 4163
042 6135 5717 5325 4978 4615 4215
046 6238 5829 5442 5093 4724 4314
050 6334 5934 5551 5202 4826 4406
060 6549 6170 5799 5446 5057 4614
070 6736 6377 6016 5662 5261 4798
138
ANEXO D
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=005 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 005 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 3878 3794 3667 3530 3386 3237
006 4872 4766 4607 4435 4254 4067
010 5417 5299 5122 4931 4730 4522
014 5808 5683 5493 5288 5072 4849
018 6120 5987 5787 5571 5344 5109
020 6255 6119 5915 5694 5462 5222
022 6380 6242 6033 5808 5571 5326
026 6605 6462 6246 6013 5768 5514
030 6804 6657 6435 6194 5942 5680
034 6983 6832 6604 6357 6098 5830
038 7146 6992 6758 6506 6241 5966
040 7223 7066 6831 6575 6307 6030
042 7296 7138 6900 6642 6372 6091
046 7436 7275 7032 6769 6493 6207
050 7565 7402 7154 6887 6606 6316
054 7687 7521 7270 6998 6713 6417
058 7802 7633 7378 7103 6813 6513
060 7857 7687 7430 7153 6861 6559
062 7911 7740 7481 7202 6908 6604
066 8014 7841 7579 7296 6998 6690
070 8113 7937 7672 7385 7084 6772
139
ANEXO E
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 4111 4022 3888 3743 3590 3432
006 5165 5053 4884 4702 4510 4311
010 5743 5618 5431 5228 5015 4794
014 6158 6025 5823 5606 5377 5141
018 6488 6347 6135 5906 5665 5416
020 6631 6488 6271 6037 5791 5536
022 6764 6617 6396 6157 5906 5646
026 7002 6851 6622 6375 6115 5846
030 7214 7057 6822 6567 6299 6022
034 7404 7243 7001 6740 6465 6180
038 7576 7412 7165 6897 6616 6325
040 7658 7492 7242 6971 6687 6392
042 7736 7568 7315 7042 6755 6458
046 7883 7712 7455 7176 6884 6581
050 8021 7847 7585 7302 7004 6696
054 8150 7973 7707 7419 7117 6803
058 8272 8092 7822 7530 7223 6905
060 8330 8150 7878 7583 7274 6954
062 8387 8205 7931 7635 7324 7001
066 8496 8312 8035 7735 7419 7093
070 8601 8415 8134 7830 7511 7180
140
ANEXO F
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 42985 42054 40650 39131 37537 35884
006 53996 52826 51063 49155 47152 45076
010 60036 58736 56775 54654 52426 50118
014 64379 62985 60882 58608 56219 53744
018 67827 66358 64143 61746 59230 56622
020 69327 67825 65561 63112 60540 57874
022 70712 69181 66871 64373 61749 59031
026 73207 71622 69231 66644 63928 61114
030 75415 73781 71318 68653 65856 62956
034 77400 75723 73195 70461 67589 64614
038 79208 77492 74905 72106 69168 66123
040 80055 78322 75707 72878 69908 66831
042 80870 79119 76477 73620 70620 67511
046 82412 80627 77935 75024 71966 68798
050 83851 82035 79296 76333 73223 69999
054 85201 83356 80573 77563 74402 71126
058 86474 84602 81777 78722 75514 72189
060 87085 85199 82355 79278 76047 72699
062 87680 85781 82917 79819 76566 73196
066 88825 86902 84000 80862 77567 74152
070 89917 87969 85032 81856 78520 75063
141
ANEXO G
Desenho do sistema de acionamento de junta articulada do martelo da prensa mecacircnica utilizada nos experimentos
Fonte Manual Komatsu MKN 450 A
142
ANEXO H
Lista de peccedilas do sistema de acionamento do martelo da prensa
143
ANEXO I
Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela Gerdau Accedilos Finos Piratini em julho de 2018
144
ANEXO J
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg1
145
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg2
146
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg3
147
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg4
148
ANEXO L
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg1
149
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg2
150
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg3
151
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg4
152
ANEXO M
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg1
153
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg2
154
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg3
155
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg4
VIII
LISTA DE FIGURAS
Figura 1 - Fluxograma das etapas de desenvolvimento 23
Figura 2 - Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio 26
Figura 3 - Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio 27
Figura 4 - Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior b) Sistema de extraccedilatildeo inferior 28
Figura 5 - Formas construtivas para matrizes de extrusatildeo direta 30
Figura 6 - Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo 31
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo 32
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia 34
Figura 9 - Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional 37
Figura 10 - Forccedila devido ao fator de atrito (m) na extrusatildeo direta 37
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo 39
Figura 12 - Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo 40
Figura 13 - Matriz de extrusatildeo com um anel de cintamento 41
Figura 14 - Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo 42
Figura 15 - Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) 42
Figura 16 - Representaccedilatildeo de ferramenta montada com sistema STRECON 43
Figura 17 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1 Fonte JMatPro 45
Figura 18 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1 s-1 Fonte JMatPro 45
Figura 19 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro 46
Figura 20 - Desvios de passo das engrenagens 48
Figura 21 - Desvio de perfil 49
Figura 22 - Desvios de perfil segundo ISO 1328-1 49
Figura 23 - Desvio de linha de flanco 50
Figura 24 - Desvios da linha de flanco segundo ISO 1328-1 50
Figura 25 - Batimento radial 51
Figura 26 - Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas 54
IX
Figura 27 - Desenho da matriz MT-3673 para a extrusatildeo de engrenagem 59
Figura 28 - Maacutequina de eletroerosatildeo a fio modelo CUT 20P 60
Figura 29 - Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S 60
Figura 30 - Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS 60
Figura 31 - Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 61
Figura 32 - Centro de microusinagem 5 eixos KERN Pyramid Nano 61
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento 63
Figura 34 - Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331 64
Figura 35 - Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330 64
Figura 36 - Eletrodo para acabamento por penetraccedilatildeo EL-0987 65
Figura 37 - Sistema convencional de aneacuteis de cintamento duplo 66
Figura 38 - Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673 67
Figura 39 - Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673 70
Figura 40 - Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo 70
Figura 41 - Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos
experimentos 72
Figura 42 - Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel
interno e externo e matriz
73
Figura 43 - Prensa mecacircnica Komatsu com capacidade de forccedila 450 toneladas 74
Figura 44 - Transfer de alimentaccedilatildeo e aacuterea de prensagem 74
Figura 45 - Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo da curva de
escoamento 76
Figura 46 - Aacuterea de ensaio do equipamento Geeble 3800 Fonte IFU Stuttgart 77
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 005s-1 77
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de
deformaccedilatildeo 1s-1 78
Figura 49 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10s-1 78
Figura 50 - Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D 79
Figura 51 - Desenho da matriz MT-6313 79
Figura 52 - Matriz MT-6313 montada em sistema de aneacuteis de cintamento duplo 80
Figura 53 - Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida 81
X
Figura 54 - Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328 81
Figura 55 - Vista em corte do ferramental de extrusatildeo a frio direta 83
Figura 56 - Ferramenta simplificada para simulaccedilatildeo a) Vista frontal lado direito em corte b) Vista isomeacutetrica em corte 84
Figura 57 - Dados de entrada para a simulaccedilatildeo numeacuterica 84
Figura 58 - Esforccedilo resultante da operaccedilatildeo de extrusatildeo a frio do pinhatildeo 85
Figura 59 - Representaccedilatildeo esquemaacutetica do avanccedilo de ferramenta da simulaccedilatildeo numeacuterica 85
Figura 60 - Modelo utilizado na segunda simulaccedilatildeo Ajuste dos diacircmetros do anel de cintamento interno 86
Figura 61 - Dados de entrada para a segunda simulaccedilatildeo numeacuterica 86
Figura 62 - Deslocamento radial aplicado apoacutes o ajuste de interferecircncia de montagem 87
Figura 63 - Metodologia de avaliaccedilatildeo dos desvios dimensionais resultantes da simulaccedilatildeo numeacuterica 88
Figura 64 - Anaacutelise dos desvios entre modelo de projeto e peccedila de simulaccedilatildeo numeacuterica 88
Figura 65 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral esquerda) 89
Figura 66 - Desvios dimensionais do flanco do dente de engrenagem (vista lateral direita) 89
Figura 67 - Desvios dimensionais do flanco do dente de engrenagem Segunda simulaccedilatildeo (vista lateral esquerda) 90
Figura 68 - Tensatildeo de escoamento (119896119891) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do pinhatildeo 91
Figura 69 - Deformaccedilatildeo verdadeira (120593) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a)Vista de topo do dente b) Vista lateral do dente c) Vista do diacircmetro interno do
pinhatildeo 91
Figura 70 - Velocidade de deformaccedilatildeo () do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 71 - Distribuiccedilatildeo de temperatura (119879) do dente de engrenagem apoacutes simulaccedilatildeo da extrusatildeo a frio a) Vista de topo do dente b) Vista do diacircmetro interno do pinhatildeo 92
Figura 72 - Configuraccedilatildeo de malha para simulaccedilatildeo do preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 93
Figura 73 - Deslocamento radial devido ao preacute-tensionamento de matrizes de engrenagem a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
94
Figura 74 - Tensatildeo axial (σz) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo
95
Figura 75 - Tensatildeo tangencial (σt) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
XI
Figura 76 - Tensatildeo radial (σr) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 96
Figura 77 - Tensatildeo equivalente (σe) resultante do preacute-tensionamento a) Sistema de aneacuteis de cintamento duplo b) Sistema de aneacuteis por enrolamento de tiras de accedilo 97
Figura 78 - Tensatildeo radial (σr) resultante no dente de engrenagem extrudado 98
Figura 79 - Tensatildeo tangencial (σt) resultante no dente de engrenagem extrudado 99
Figura 80 - Tensatildeo axial (σz) resultante no dente de engrenagem extrudado 100
Figura 81 - Tensatildeo equivalente (σe) resultante no dente de engrenagem extrudado 101
Figura 82 - Deformaccedilatildeo verdadeira (φ) resultante no dente de engrenagem extrudado 101
Figura 83 - Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos 102
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S 104
Figura 85 - Desenho do eletrodo EL-0926 105
Figura 86 - Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3 106
Figura 87 - Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON 110
Figura 88 - Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional b) Sistema STRECON 110
Figura 89 - Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio 111
Figura 90 - a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional 114
Figura 91 - Grau de qualidade (Q) X desvios dimensionais da MT-3673 116
Figura 92 - Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida 117
Figura 93 - Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673 118
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados 119
XII
LISTA DE TABELAS
Tabela 1 - Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta 26
Tabela 2 - Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento 32
Tabela 3 - Valores referenciais para o coeficiente de atrito micro 38
Tabela 4 - Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro 44
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos 47
Tabela 6 - Grau de qualidade para desvio de perfil 52
Tabela 7 - Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado 56
Tabela 8 - Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores 57
Tabela 9 - Composiccedilatildeo quiacutemica do material para os eletrodos em cobre 62
Tabela 10 - Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 63
Tabela 11 - Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo 66
Tabela 12 - Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212 71
Tabela 13 - Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 14 - Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 75
Tabela 15 - Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos 75
Tabela 16 - Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313 80
Tabela 17 - Deslocamento radial da ferramenta devido ao niacutevel de preacute-tensionamento 94
Tabela 18 - Tensatildeo axial (σz) devido ao preacute-tensionamento da matriz por diferentes sistemas 95
Tabela 19 - Tensatildeo tangencial (σt) devido ao preacute-tensionamento da matriz por diferentes sistemas 96
Tabela 20 - Tensatildeo radial (σr) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 21 - Tensatildeo equivalente (σe) devido ao preacute-tensionamento da matriz por diferentes sistemas 97
Tabela 22 - Tensatildeo radial (σr) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 23 - Tensatildeo tangencial (σt) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 24 - Tensatildeo axial (σz) no dente de engrenagem do sistema por enrolamento de tiras 99
Tabela 25 - Tensatildeo equivalente (σe) no dente de engrenagem do sistema por enrolamento de tiras 100
Tabela 26 - Desvios de flanco de engrenagem 105
XIII
Tabela 27 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 1) 106
Tabela 28 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 2) 107
Tabela 29 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926
usinado na CUT 300 mS (AMOSTRA 3) 107
Tabela 30 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331
na CUT 300 mS em CuW 108
Tabela 31 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330
na CUT 300 mS 108
Tabela 32 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
na CUT 300 mS 109
Tabela 33 - Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987
apoacutes a erosatildeo por penetraccedilatildeo 109
Tabela 34 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento convencional 112
Tabela 35 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de
ferramenta com sistema de aneacuteis de cintamento STRECON 112
Tabela 36 - Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento convencionais 113
Tabela 37 - Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo
produzido com sistema de aneacuteis de cintamento STRECON 113
Tabela 38 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 115
Tabela 39 - Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD 115
Tabela 40 - Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 117
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo 118
Tabela 42 - Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados 119
XIV
LISTA DE SIacuteMBOLOS
Siacutembolo Denominaccedilatildeo Unidade a Parcela de energia transformada em calor [] ae Avanccedilo lateral de usinagem no microfresamento [mm] A0 Aacuterea da geratriz [mm] A1 Aacuterea final extrudada [mm] A Constante para caacutelculo do diacircmetro d1 do primeiro anel de cintamento [-] Ac Constante para caacutelculo do diacircmetro d2 do segundo anel de cintamento [-] B Constante para caacutelculo de A do primeiro anel de cintamento [-] Bc Constante para caacutelculo de Ac do segundo anel de cintamento [-] 119888119872 Calor especiacutefico [JkgdegC] C Constante da lei de Hollomon-Ludwik kf = Cφn [Nmm2] d Diacircmetro interno da cavidade da matriz [mm] D Diacircmetro externo do conjunto matrizanel [mm] d0 Diacircmetro externo da geratriz [mm] d1 Diacircmetro externo da matriz [mm] d2 Diacircmetro externo do primeiro anel [mm] dz Diacircmetro apoacutes extrusatildeo direta [mm] E Moacutedulo de elasticidade [Nmm2] E+ Modelo dos aneacuteis de cintamento STRECON [-] F Forccedila de extrusatildeo [kN] Fc Forccedila de atrito entre a cavidade da matriz superior e a geratriz [kN] Fd Forccedila de atrito entre as paredes da matriz de extrusatildeo e a geratriz [kN] Ff Forccedila devido ao atrito [kN] ffα Desvio de Forma de Perfil [μm] fHα Desvio Angular de Perfil [μm] Fα Desvio Total de Perfil [μm] fβ Desvio Individual de Heacutelice [μm] fHβ Desvio Angular de Heacutelice [μm] Fβ Desvio Total de Heacutelice [μm] Fp Desvio Total de Passo [μm] fpt Desvio Individual de Passo [μm] Fr Desvio de Batimento Radial [μm] fZ Avanccedilo de usinagem por dente [mmin] h Avanccedilo de punccedilatildeo de extrusatildeo [mm] h0 Altura da geratriz [mm] hk Altura natildeo deformada do material extrudado [mm] hz Profundidade do furo do extrudado [mm] hpeccedila-matriz Coeficiente de transferecircncia de calor entre peccedila e matriz [Wm2degC]
hpeccedila-ambiente Coeficiente de transferecircncia de calor entre peccedila e ambiente [Wm2degC]
hmatriz-ambiente Coeficiente de transferecircncia de calor entre matriz e ambiente [Wm2degC]
K Quantidade de Passos de engrenagem [-] 119896 Tensatildeo limite de elasticidade em cisalhamento puro [Nmm2]
XV
119896119891 Tensatildeo de escoamento [Nmm2] 1198961198910 Tensatildeo de escoamento inicial (p φ=0) [Nmm2] 119896119891119898 Tensatildeo de escoamento meacutedia [Nmm2] 119896119891119898119886119905119903119894119911 Tensatildeo de escoamento do material da matriz [Nmm2] 119896119891119888119894119899119905 Tensatildeo de escoamento do material da ferramenta de anel uacutenico [Nmm2] 1198961198911198881198941198991199051 Tensatildeo de escoamento do material do primeiro anel [Nmm2] 1198961198911198881198941198991199052 Tensatildeo de escoamento do material do segundo anel [Nmm2]
L Comprimento total de matriz [mm] Lα Comprimento de perfil [μm] LAE Comprimento de perfil entre os pontos A e E [μm] LAF Comprimento de perfil entre os pontos A e F [μm] Ld1 Grau de esbeltez [-] m Fator de atrito [-] mk Moacutedulo de engrenagem [-] n Iacutendice de encruamento [-] P Tensatildeo normal de contato entre superfiacutecies [Nmm2] pt Passo de engrenagem [μm] Q Grau da qualidade de engrenagem [-] R Deslocamento na matriz devido aos aneacuteis de cintamento [mm] RV Raio do volante da prensa [mm] RA Reduccedilatildeo de aacuterea [] rβ Raio de gume da ferramenta de usinagem [μm] SW Avanccedilo do punccedilatildeo mm T Temperatura [degC] Tr Trabalho de extrusatildeo Nm U Constante para caacutelculo de A sobre aneacuteis de cintamento [-] VF Velocidade da ferramenta mms Vt Velocidade tangencial mms X Desvio dimensional do dente de engrenagem [μm] Z Nuacutemero de dentes de engrenagem [-] z1 Interferecircncia de montagem entre matriz e primeiro anel de cintamento [mm] z2 Interferecircncia de montagem entre 1ordm e 2ordm segundo aneacuteis de cintamento [mm]
LISTA DE SIacuteMBOLOS GREGOS
α Acircngulo de concordacircncia entre matriz inferior e superior [deg] αp Acircngulo de pressatildeo [deg] μ Coeficiente de atrito [-]
ν Coeficiente de Poisson [-]
к Condutividade teacutermica WmK
ρ Densidade relativa [gcm3] Ɛ Deformaccedilatildeo relativa [] φ Deformaccedilatildeo verdadeira [-] Oslashmontagem Diacircmetro de montagem dos aneacuteis e matrizes [mm]
XVI
Oslashexterno Diacircmetro externo da geratriz [mm] Oslashinterno Diacircmetro interno da geratriz [mm] Oslashp Diacircmetro primitivo da engrenagem [mm] δ0 Espessura de parede de geratriz [mm] δ1 Espessura final de parede do extrudado [mm] 120578119865 Fator de rendimento do processo de extrusatildeo [-] Ɛf Interferecircncia relativa entre matriz e anel de cintamento []
σtr Resistecircncia agrave traccedilatildeo [Nmm2]
ξ Resistividade eleacutetrica [μΩm]
σz Tensatildeo axial [Nmm2]
σe Tensatildeo equivalente [Nmm2]
σr Tensatildeo radial [Nmm2]
σt Tensatildeo tangencial [Nmm2]
τ Tensatildeo de cisalhamento na interface geratrizferramenta [Nmm2]
ω Velocidade angular rads Velocidade de deformaccedilatildeo [1s]
XVII
LISTA DE ABREVIATURAS
ABNT Associaccedilatildeo Brasileira de Normas Teacutecnicas
AGMA American Gear Manufacturers Association
AISI American Iron and Steel Institute
APC Aresta Posticcedila de Corte
ASTM American Society for Testing and Materials
BS British Standards
BSI British Standards Institution
DIN Deutches Institut fuumlr Normung (German Institute of Standardization)
DLC Diamond Like Carbon
EDM Electrical Discharge Machining
EL Eletrodo
IACS International Annealed Copper Standard
gpm Golpes por minuto
ISO International Organization for Standardization
IT International Tolerance
JIS Japanese Industrial Standards
MT Matriz
ppm Partes por milhatildeo
PVD Physical Vapor Deposition
TG Tamanho de Gratildeo
SAE Society of Automotive Engineers
ZTA Zona Termicamente Afetada
XVIII
RESUMO
O trabalho tem como finalidade o desenvolvimento do processo o projeto e a fabricaccedilatildeo do
ferramental de uma engrenagem extrudada a frio utilizando o accedilo SAE 10B22 As matrizes
foram fabricadas em accedilo-ferramenta K340 com dureza no intervalo de 60 ndash 62 HRC Os aneacuteis
de cintamento foram fabricados em accedilos de maior tenacidade tais como AISI S1 e AISI H13
O punccedilatildeo de recalque foi fabricado em accedilo AISI M2 bem como o punccedilatildeo de furaccedilatildeo em accedilo
VF800 AT Os estudos sobre eletroerosatildeo a fio e por penetraccedilatildeo foram conduzidos para
desenvolver uma metodologia de fabricaccedilatildeo de eletrodos e matrizes de extrusatildeo de precisatildeo
para engrenagens Tambeacutem avaliou-se a diferenccedila entre maacutequinas de usinagem por
eletroerosatildeo a fio e microfresamento de diferentes capacidades de precisatildeo resultando na
determinaccedilatildeo de um roteiro especiacutefico para a obtenccedilatildeo de eletrodos com alto acabamento e
precisatildeo de forma A aplicaccedilatildeo de aneacuteis de cintamento com o objetivo de preacute-tensionamento
das ferramentas foi analisada para dois cenaacuterios sendo um deles o meacutetodo convencional
baseado em sistema de aneacuteis duplos com accedilo-ferramenta e o outro um sistema de cintamento
por enrolamento de tiras de accedilo de alta resistecircncia O sistema de alta resistecircncia apresentou
melhor resultado no controle das distorccedilotildees dimensionais do dente de engrenagem O preacute-
tensionamento das ferramentas foi fundamental para atingir os resultados de melhoria de
qualidade esperados Os resultados obtidos na anaacutelise numeacuterica e no procedimento
experimental demonstraram que o processo proposto neste trabalho eacute capaz de produzir
engrenagens ciliacutendricas retas por extrusatildeo com grau de qualidade conforme a ISO 1328
similar agravequelas obtidas por processos convencionais de usinagem como hobbing shaving e
retificaccedilatildeo Para desvios de perfil foi possiacutevel alterar o grau de qualidade da cavidade da matriz
de 10 para 5 a qual resultou em uma melhoria na engrenagem extrudada de grau de qualidade
11 para 7
Palavras-chave extrusatildeo a frio simulaccedilatildeo numeacuterica engrenagem matriz de extrusatildeo
usinagem por eletroerosatildeo
XIX
ABSTRACT
The research aims to develop the process of production the project and tooling
manufacturing of high precise cold extruded gears based on the SAE 10B22 steel Dies were
manufactured in tool steel K340 in a range of hardness from 60 up to 62 HRC The shrink rings
were manufactured in steel grades with greater toughness like AISI S1 and AISI H13 In
addition the upsetting punch was manufactured in high speed steel AISI M2 as well as the
hole punch with the steel VF 800 AT The studies regarding wire electrical discharge machining
and die sinking were carried out to develop a manufacturing method for precise extrusion dies
of gears Also the differences between wire discharge machining equipments in different
precision levels were evaluated to stablish a specific routine to produce high precise electrodes
The application of shrink rings for prestressing of the tooling was evaluated based on two
methods being one of them the more usual with double shrink rings made by tool steel and the
other one is the stripwinding technique The stripwinding technique has showed a better
performance regarding dimensional scattering of the gear teeth Prestressing of the tools was
important to reach the expected results of quality improvement of gears Results which were
obtained in the finite element analysis and experimental procedure demonstrated that the
proposed process in this study is able to produce spur gears by cold extrusion with an accuracy
grade according ISO 1328 similar to those produced by additional machining processes such
like hobbing shaving and grinding For profile deviation was possible to change the gear
accuracy grade of die cavity from 10 to 5 which allowed to obtain an accuracy grade equal to 7
for the cold extruded gear
Keywords cold extrusion numerical simulation gear extrusion die electrical discharge
machining
20
1 INTRODUCcedilAtildeO
Nos anos recentes o setor automotivo tem apresentado diversas propostas de melhoria da
qualidade e aumento de eficiecircncia aplicada a toacutepicos como consumo de combustiacutevel e sistemas
de transmissatildeo Os fabricantes de automoacuteveis tecircm a desafiadora missatildeo de reduzir o peso e
aumentar a resistecircncia de cada componente em funccedilatildeo dos exigentes sistemas de transmissatildeo
da atualidade Em linhas gerais os produtos podem obter maior resistecircncia mecacircnica atraveacutes
da tecnologia de extrusatildeo Aleacutem disto a extrusatildeo a frio eacute a tecnologia recomendada para atingir
a maior precisatildeo dimensional do produto
A extrusatildeo a frio merece uma atenccedilatildeo especial na fabricaccedilatildeo de peccedilas com geometrias
complexas pois existem limitaccedilotildees no grau de deformaccedilatildeo da mateacuteria prima trabalhada bem
como limitaccedilotildees da proacutepria ferramenta a qual eacute solicitada mecanicamente Por se tratar de
deformaccedilatildeo a frio de peccedilas de accedilo esse processo requer uma alta quantidade de energia
mecacircnica que resulta em altas tensotildees entre peccedila e ferramentas provocando a deformaccedilatildeo das
matrizes Nessas ferramentas altas tensotildees satildeo predominantes sendo de extrema importacircncia
atenuaacute-las buscando operaccedilotildees que auxiliem a melhor forma de escoamento do material
durante o processo A extrusatildeo a frio possui essa caracteriacutestica e com o auxiacutelio da simulaccedilatildeo
numeacuterica pelos Meacutetodos dos Elementos Finitos e dos Volumes Finitos torna-se possiacutevel uma
melhor anaacutelise para o desenvolvimento de peccedilas assimeacutetricas com geometria complexa e
proacutexima da peccedila acabada Esses recursos somados a grande experiecircncia de uma forjaria com
destacada atuaccedilatildeo no segmento de extrudados permitiu desenvolver um processo de extrusatildeo
a frio de engrenagens ciliacutendricas retas com a precisatildeo de forma de seu dentado no mesmo niacutevel
conseguido por operaccedilotildees de usinagem de acabamento de superfiacutecie
Para obtenccedilatildeo de produtos de precisatildeo tais como engrenagens o processo de extrusatildeo a frio
torna-se uma praacutetica comumente utilizada Todavia natildeo eacute somente a variaacutevel responsaacutevel pelo
resultado A colaboraccedilatildeo de variaacuteveis adjacentes tais como materiais tratamento teacutermico e a
fabricaccedilatildeo de ferramentas satildeo fundamentais O desenvolvimento tecnoloacutegico e controle de
qualidade desde o iniacutecio do processo ateacute o produto satildeo indispensaacuteveis para obter resultados
positivos na extrusatildeo a frio os quais satildeo relacionados com materiais de alta qualidade e teacutecnicas
de corte e lubrificaccedilatildeo de geratrizes Estas etapas satildeo sucedidas por processos de usinagem e
tratamento teacutermico O conjunto destes processos unido agrave extrusatildeo a frio tem alcanccedilado um
importante avanccedilo tecnoloacutegico na fabricaccedilatildeo de engrenagens de precisatildeo
21
A motivaccedilatildeo que impulsiona os estudos em conjunto com outras aacutereas de manufatura gera
grande valor agregado Estes desenvolvimentos levam agrave viabilidade comercial de perfis de
dentes de engrenagem de alta qualidade prontos para a aplicaccedilatildeo Contudo para a aplicaccedilatildeo
onde a extrema alta qualidade dos dentes natildeo eacute necessaacuteria tais como diferenciais automotivas
os perfis de engrenagem extrudados podem ser aplicados sem necessidade de usinagem
posterior Quando se trata de engrenagens para caixa de sistemas de transmissatildeo a precisatildeo
dimensional tem somente sido alcanccedilada com operaccedilotildees de usinagem adicionais Alguns
processos consideram operaccedilotildees de calibraccedilatildeo a frio apoacutes a extrusatildeo dos dentes com
temperatura
No processo de manufatura de pinhotildees para impulsores de partida a engrenagem dos
pinhotildees eacute produzida por extrusatildeo a frio em accedilo baixo carbono ligado ao boro A sequecircncia das
operaccedilotildees aplica ao produto acabado uma seacuterie de deformaccedilotildees em relaccedilatildeo ao seu perfil de
projeto as quais se excederem a maacutexima toleracircncia permitida podem afetar a funcionalidade
da engrenagem O grau de qualidade de engrenagem eacute definido a partir dos desvios de forma
que o flanco do dente apresenta em relaccedilatildeo ao seu perfil teoacuterico
O sistema de precisatildeo de engrenagens com perfil de evolvente abrange um grande campo de
engrenagens a partir de dentes com excepcional precisatildeo ateacute dentes de qualidade muito comum
Doze graus de qualidade de precisatildeo identificados por seu nuacutemero respectivo em ordem
decrescente de precisatildeo satildeo estabelecidas pela norma ISO 1328-1
No processo de extrusatildeo a frio existem diversas variaacuteveis que podem contribuir para o
acreacutescimo de erro ao produto resultante Estas variaacuteveis vatildeo desde o projeto de ferramenta sua
fabricaccedilatildeo materiais selecionados e resistecircncia de montagem agraves condiccedilotildees de mateacuteria-prima a
ser extrudada maquinaacuterio e efeitos de deformaccedilatildeo de material A precisatildeo do dente extrudado
depende da precisatildeo de fabricaccedilatildeo da cavidade da matriz e sua forma eacute comprometida
principalmente por dois fatores
A deformaccedilatildeo na regiatildeo elaacutestica da matriz devido agraves altas tensotildees de extrusatildeo
A expansatildeo teacutermica quando os extrudados satildeo conduzidos agrave elevada temperatura bem
como contraccedilotildees apoacutes o retorno agrave temperatura ambiente
Baseado no exposto estudos considerando os fatores da cadeia de manufatura de
engrenagens satildeo realizados utilizando a estrutura de ferramentaria e linha de produccedilatildeo por
extrusatildeo a frio da empresa ZEN SA
22
11 OBJETIVOS E JUSTIFICATIVA DO TRABALHO
As tendecircncias na extrusatildeo a frio de precisatildeo para peccedilas complexas em accedilo ao carbono levam
ao aumento consideraacutevel das cargas no ferramental Em paralelo requisitos econocircmicos exigem
a otimizaccedilatildeo do desempenho e vida uacutetil das matrizes de extrusatildeo Dentre os variados meacutetodos
para melhoria destas propriedades o cintamento ou inclusatildeo de aneacuteis das matrizes de extrusatildeo
eacute um paracircmetro chave no projeto da ferramenta
Estudos referentes agrave deformaccedilatildeo de ferramenta durante as operaccedilotildees de extrusatildeo satildeo
fundamentais para a previsatildeo da qualidade final da engrenagem A repetibilidade na fabricaccedilatildeo
das ferramentas de extrusatildeo eacute muito importante para garantir a qualidade da peccedila extrudada na
induacutestria Nesta pesquisa um meacutetodo ineacutedito de fabricaccedilatildeo de ferramentas de extrusatildeo eacute
sugerido para garantir a precisatildeo dimensional da peccedila extrudada e o aumento da resistecircncia agraves
tensotildees radiais da ferramenta O efeito da deformaccedilatildeo elaacutestica da ferramenta atraveacutes da
aplicaccedilatildeo dos aneacuteis de cintamento e operaccedilotildees de extrusatildeo seraacute apresentada utilizando a anaacutelise
por elementos finitos 3D Baseado na amplitude da deformaccedilatildeo elaacutestica definida pela
simulaccedilatildeo o perfil de eletrodo para o processo de eletroerosatildeo pode ser definido Mediccedilotildees em
maacutequina tridimensional seratildeo realizadas para a ferramenta e a peccedila extrudada com o objetivo
de comparar experimental e analiticamente os resultados apoacutes a deformaccedilatildeo plaacutestica
O objetivo geral deste estudo eacute demonstrar a capacidade do processo de extrusatildeo a frio de
produzir engrenagens de alta precisatildeo comparado aos processos de usinagem onde os desvios
de microgeometria do dentado atingem graus de qualidade especificados para sistemas de
transmissatildeo automotivos por exemplo A extrusatildeo a frio eacute um processo jaacute adotado para a
produccedilatildeo de engrenagens Contudo para ferramentas convencionais de extrusatildeo os desvios
atingidos ficam aqueacutem dos requisitos de maior rigor do setor automotivo necessitando de
processos posteriores de acabamento O ineditismo deste trabalho estaacute no desenvolvimento de
um conceito de ferramenta de extrusatildeo a frio que permita produzir engrenagens na sua forma
final com qualidade de perfil de evolvente equivalente aos processos convencionais de
acabamento tais como a retificaccedilatildeo reduzindo o custo de produccedilatildeo e justificando-o
O objetivo especiacutefico desta tese eacute definir um de projeto inovador de ferramenta fabricaccedilatildeo
de matrizes eletroerosatildeo e sequecircncia de processo por extrusatildeo a frio para produccedilatildeo de
engrenagens ciliacutendricas de dentes retos com alta precisatildeo de perfil de evolvente do dente O
efeito dos aneacuteis de cintamento utilizado em ferramentas para aumento da resistecircncia agraves tensotildees
do processo de extrusatildeo a frio eacute analisado sob diferentes meacutetodos de aplicaccedilatildeo
23
12 ROTEIRO DE DESENVOLVIMENTO
O diagrama mostrado na figura 1 mostra as etapas executadas neste trabalho
Figura 1 ndash Fluxograma das etapas de desenvolvimento
SELECcedilAtildeO DA ENGRENAGEM PARA ANAacuteLISE
Definiccedilatildeo do perfil de engrenagem para anaacutelises definiccedilatildeo
da sequecircncia de processo de fabricaccedilatildeo
CONTROLE GEOMEacuteTRICO DA
ENGRENAGEM
Definiccedilatildeo dos desvios
dimensionais ISO 1328 caacutelculo de
toleracircncias grau de qualidade
DEFINICcedilAtildeO DOS ANEacuteIS DE
CINTAMENTO
Aplicaccedilatildeo dos aneacuteis de cintamento
principais materiais utilizados meacutetodos
de montagem
DEFINICcedilAtildeO DO PROCESSO
Seleccedilatildeo de equipamentos para a
fabricaccedilatildeo de eletrodos
eletroerosatildeo a fio e penetraccedilatildeo projeto
dos eletrodos prensa para a
extrusatildeo
PROJETO DA FERRAMENTA
DE EXTRUSAtildeO A FRIO
Descriccedilatildeo dos componentes
materiais caacutelculo da forccedila interferecircncias
diacircmetros de montagem anaacutelise de viabilidade do
projeto
MATEacuteRIA-PRIMA
Definiccedilatildeo de material para engrenagem
extrudada ensaios para determinaccedilatildeo
da curva de escoamento
SIMULACcedilAtildeO NUMEacuteRICA DO
PROCESSO
Anaacutelise de preenchimento da
cavidade desvios de forma apoacutes a
extrusatildeo efeitos do cintamento
convencional e por enrolamento de tiras
RESULTADOS
Produccedilatildeo de amostras de engrenagens
comparando aneacuteis de cintamento
convencionais e de enrolamento por
tiras
ANAacuteLISE EXPERIMENTAL
Fabricaccedilatildeo de eletrodos de
precisatildeo e matriz de extrusatildeo de
engrenagem por eletroerosatildeo por
penetraccedilatildeo
24
2 ESTADO DA ARTE E REVISAtildeO BIBLIOGRAacuteFICA
21 SOBRE O PROCESSO DE CONFORMACcedilAtildeO MECAcircNICA A FRIO
A conformaccedilatildeo mecacircnica a frio eacute a denominaccedilatildeo geneacuterica para processos nos quais eacute
aplicada uma forccedila externa agrave mateacuteria-prima fazendo-a adquirir a forma desejada por
deformaccedilatildeo plaacutestica A designaccedilatildeo a frio refere-se ao fato de que durante o processamento o
material conformado encontra-se em temperaturas (na maioria dos casos a temperatura
ambiente) que natildeo provocam a sua recristalizaccedilatildeo Assim os produtos conformados a frio
apresentam-se encruados com um niacutevel de resistecircncia mecacircnica aumentado
A deformaccedilatildeo elaacutestica de ferramentas de conformaccedilatildeo tem efeito direto sobre a dimensatildeo
final da peccedila conformada Para prever as alteraccedilotildees dimensionais em uma peccedila conformada
devem ser verificados a amplitude da deformaccedilatildeo elaacutestica e seu comportamento Pesquisas
relacionadas agrave deformaccedilatildeo elaacutestica em ferramentas de conformaccedilatildeo tecircm sido conduzidas sob o
ponto de vista experimental e de anaacutelise numeacuterica Matsubara e Kudo [1] determinaram a
distribuiccedilatildeo de pressatildeo na interface entre ferramentas e materiais usando um dispositivo de
sensoriamento simples e um meacutetodo de caacutelculo proposto de distribuiccedilatildeo de tensatildeo durante a
conformaccedilatildeo a frio [2] Para mediccedilatildeo de deformaccedilatildeo na cavidade da matriz em operaccedilotildees de
conformaccedilatildeo um transdutor de deslocamento capacitivo ou strain gauge pode ser aplicado
[3][4] Com o desenvolvimento do meacutetodo de anaacutelise numeacuterica as anaacutelises elaacutestica e elasto-
plaacutestica de deformaccedilatildeo foram aplicadas para obter as distribuiccedilotildees de tensatildeo por Raddad e
Kocanda [5] Aleacutem disto Lee e Lee [6-8] realizaram simulaccedilotildees numeacutericas e experimentais
para comparar os resultados em ferramentas de conformaccedilatildeo a frio Todos os comportamentos
de deformaccedilatildeo da ferramenta nas operaccedilotildees de conformaccedilatildeo descarregamento e ejeccedilatildeo foram
investigados e medidos com o auxiacutelio de strain gauge e condiccedilotildees de anaacutelises numeacutericas
otimizadas foram sugeridas para minimizar o tempo de anaacutelise em complexas mediccedilotildees
tridimensionais Rosochowski and Balendra [9] estudaram comportamentos resultantes do
descarregamento das ferramentas para prever a precisatildeo dimensional da peccedila apoacutes a
conformaccedilatildeo
211 Condiccedilotildees gerais do processo de extrusatildeo
O processo de extrusatildeo permite que um componente simples como um tarugo ou geratriz
seja plasticamente conformado entre as ferramentas (matrizes de extrusatildeo) para que se obtenha
o perfil final desejado Em outras palavras um componente de geometria simples eacute
25
transformado em um outro complexo conformado por ferramentas que possuem a geometria
desejada e aplicam pressatildeo ao material metaacutelico deformando-o [10]
Os fenocircmenos fiacutesicos que descrevem uma operaccedilatildeo de extrusatildeo satildeo difiacuteceis de serem
expressos por relaccedilotildees quantitativas Fenocircmenos como o escoamento de metais o atrito na
interface ferramenta-peccedila a geraccedilatildeo e a transferecircncia de calor durante o escoamento plaacutestico
do metal e seu relacionamento com a microestrutura propriedades e as condiccedilotildees de processo
apresentam dificuldades de previsatildeo e anaacutelise [11]
O principal objetivo de qualquer meacutetodo de anaacutelise que considere os fenocircmenos
anteriormente descritos eacute auxiliar o projeto de extrusatildeo envolvendo essencialmente as
seguintes etapas
a) estabelecer as relaccedilotildees cinemaacuteticas (forma velocidades taxas de deformaccedilotildees) entre as
regiotildees extrudada e natildeo extrudada a fim de prever o escoamento metaacutelico
b) estabelecer o limite de conformabilidade a fim de determinar se eacute ou natildeo possiacutevel a
extrusatildeo da peccedila metaacutelica sem a geraccedilatildeo de falhas internas ou superficiais
c) prever as forccedilas e tensotildees necessaacuterias para efetuar a operaccedilatildeo de extrusatildeo a fim de que o
ferramental e equipamento possam ser projetados ou selecionados
212 Tipos de processos de extrusatildeo
Os processos baacutesicos que envolvem extrusatildeo a frio satildeo classificados de acordo com a direccedilatildeo
de escoamento do material como a extrusatildeo direta e a inversa Ainda em funccedilatildeo do formato
final da peccedila como a extrusatildeo de geratrizes em forma de cilindros maciccedilos ou de cilindros com
furo Limites de deformaccedilatildeo relativa e verdadeira para accedilos convencionais na extrusatildeo direta a
frio satildeo informados na tabela 1
A seguir a legenda auxilia a representaccedilatildeo ao discriminar cada item da figura 2 para as
referidas operaccedilotildees
I Antes da extrusatildeo
II Apoacutes a extrusatildeo
a) Punccedilatildeo superior b) Inserto
c) Material extrudado d) Extrator
e) Punccedilatildeo inferior f) Matriz
26
Figura 2 ndash Representaccedilatildeo esquemaacutetica das operaccedilotildees do processo de extrusatildeo a frio [12]
Tabela 1 ndash Limites importantes da extrusatildeo a frio de acordo com a vida econocircmica da ferramenta [12]
213 Extrusatildeo a frio de accedilos
A extrusatildeo a frio eacute realizada sem preacute-aquecimento da mateacuteria-prima ou das ferramentas que
satildeo aquecidas durante o processo devido principalmente agrave velocidade de deformaccedilatildeo e ao
atrito Neste caso agrave medida que o metal eacute extrudado ocorre o encruamento sua resistecircncia
mecacircnica aumenta e a ductilidade diminui [13] podendo ocorrer falhas por ruptura antes de se
atingir as dimensotildees finais desejadas caso a deformaccedilatildeo seja excessiva
27
Para que se evitem essas dificuldades as operaccedilotildees de extrusatildeo a frio em geral satildeo realizadas
em etapas com operaccedilotildees de tratamento teacutermico intermediaacuterias as quais permitem uma maior
flexibilidade para a obtenccedilatildeo de produtos com variados graus de encruamento [14]
Normalmente o accedilo fornecido em bobinas jaacute se apresenta no estado coalescido Apoacutes as
operaccedilotildees iniciais para a formaccedilatildeo da geratriz e o tratamento teacutermico intermediaacuterio haacute a
lubrificaccedilatildeo pois a condiccedilatildeo de atrito entre a matriz e o material de trabalho eacute de grande
importacircncia na extrusatildeo da peccedila O lubrificante deve aceitar altas pressotildees da ordem de 2000
Nmm2 na extrusatildeo do accedilo para minimizar o atrito entre a ferramenta e o material sob
deformaccedilatildeo Os processos de ensaboamento e aplicaccedilatildeo de bissulfeto de molibdecircnio satildeo
largamente utilizados em geratrizes obtidas em prensas de muacuteltiplos estaacutegios mecacircnicas ou
hidraacuteulicas
Quando comparado a outros processos a extrusatildeo a frio apresenta as seguintes vantagens
[15]
Grande economia de mateacuteria-prima
Possibilidade de produzir peccedilas de geometria complexa com tempo reduzido de processo
(figura 3)
Grande precisatildeo de medidas e geometrias com elevada qualidade superficial
Melhoria das caracteriacutesticas mecacircnicas das peccedilas extrudadas a frio mediante
aproveitamento do aumento de dureza e do fibramento mecacircnico favoraacutevel
Figura 3 ndash Exemplos da variedade geomeacutetrica de peccedilas metaacutelicas produzidas por extrusatildeo a frio [16]
28
22 FERRAMENTA PARA EXTRUSAtildeO A FRIO
As ferramentas de extrusatildeo a frio satildeo normalmente compostas por punccedilotildees responsaacuteveis
pela compressatildeo da mateacuteria-prima matrizes superior e inferior e aneacuteis de cintamento os quais
tecircm papel importante no controle das dimensotildees do extrudado e na vida uacutetil da matriz As
figuras 4a e 4b ilustram dois exemplos de conjuntos de ferramentais utilizados sejam eles em
prensas hidraacuteulicas ou excecircntricas
a) b)
Figura 4 ndash Exemplos de ferramentais para extrusatildeo a frio a) Sistema de extraccedilatildeo superior e inferior
b) Sistema de extraccedilatildeo inferior [13]
A estrutura tiacutepica das ferramentas de extrusatildeo a frio considera aleacutem das matrizes que
proporcionam a geometria final da peccedila punccedilotildees extratores e aneacuteis de cintamento Os aneacuteis de
cintamento satildeo responsaacuteveis pelo preacute-tensionamento da ferramenta onde a mesma eacute colocada
em estado de tensotildees compressivas com o objetivo de reduzir o ponto de tensatildeo maacutexima apoacutes
a aplicaccedilatildeo dos esforccedilos de extrusatildeo Estes componentes satildeo fabricados em accedilos raacutepido accedilos-
ferramenta agrave diferentes durezas ou mesmo metal-duro
221 Punccedilotildees
Os punccedilotildees podem ser divididos em dois grupos principais
a) punccedilotildees simples ndash tecircm a funccedilatildeo de pressionar o material em direccedilatildeo agraves paredes da matriz
O criteacuterio fundamental para escolha de materiais para este tipo de punccedilatildeo eacute a alta resistecircncia agrave
compressatildeo Accedilos como D2 Vanadis 4 e S290 da Bohler-Uddeholm satildeo indicados
29
b) punccedilotildees de recalque - aleacutem de comprimir o material em direccedilatildeo agrave matriz inferior tambeacutem
tecircm a funccedilatildeo de conformar a cabeccedila do extrudado Os materiais destes punccedilotildees devem aleacutem
de apresentar alta resistecircncia agrave compressatildeo possuir grande resistecircncia ao desgaste Accedilos como
K340 K390 M2 S390 (Bohler-Uddeholm) e VF 800AT (Villares) satildeo exemplos de aplicaccedilotildees
para esta classe de punccedilatildeo
Punccedilatildeo de furaccedilatildeo eacute o componente que penetra na furaccedilatildeo de uma peccedila ciliacutendrica oca e
fornece a forma agrave parede interna de uma peccedila tubular Este punccedilatildeo estaacute sujeito ao desgaste e agrave
alta solicitaccedilatildeo de compressatildeo portanto o material selecionado para esta ferramenta deve
apresentar alta resistecircncia ao desgaste e elevado limite de escoamento Os accedilos AISI M2 S790
e K360 satildeo largamente utilizados O punccedilatildeo extrator conforma a base da peccedila e geralmente eacute
utilizado tambeacutem para extrair a peccedila para fora da matriz
No caso de punccedilotildees para extrusatildeo a frio deve ser considerado que devido aos esforccedilos a
que estatildeo submetidos a ruptura ocorre com maior frequecircncia quanto maior for a relaccedilatildeo (hz
Oslashinterno) onde hz eacute a profundidade da perfuraccedilatildeo e Oslashinterno o diacircmetro interno Na produccedilatildeo em
seacuterie se deve respeitar para os accedilos a relaccedilatildeo hz Oslashinterno lt 25
A norma VDI 3186 [17] recomenda a seguinte sequecircncia para o dimensionamento de um
punccedilatildeo seja de recalque ou furaccedilatildeo
a) determinaccedilatildeo da pressatildeo conf as normas VDI 3185[18] vols1 2 e 3 e 3138 vol 2 [19]
b) projeto da forma externa e das medidas
c) escolha de um material para ferramenta adequado levando em consideraccedilatildeo a tenacidade
exigida a durabilidade os custos e as possibilidades da produccedilatildeo
A folga entre o punccedilatildeo e a matriz normalmente eacute dimensionada entre 002 e 005 mm para
processos a frio Este paracircmetro tem grande importacircncia pois deve sempre permitir o aumento
do diacircmetro do punccedilatildeo pela deformaccedilatildeo elaacutestica
222 Matrizes
As matrizes de extrusatildeo satildeo as ferramentas responsaacuteveis pela definiccedilatildeo da geometria da
seccedilatildeo transversal do produto extrudado Devido aos esforccedilos de extrusatildeo as matrizes satildeo
submetidas a tensotildees internas elevadas Assim devem ser projetadas e construiacutedas com
materiais que apresentem elevada resistecircncia agrave compressatildeo bem como elevada tenacidade
Os accedilos ferramenta satildeo classificados de acordo com suas caracteriacutesticas metaluacutergicas
principais ou de acordo com sua aplicaccedilatildeo A classificaccedilatildeo do American Iron and Steel Institute
30
(AISI) eacute a mais utilizada pela induacutestria de ferramentaria e tem se mostrado uacutetil para a seleccedilatildeo
do produto Apesar de existirem diversos tipos de accedilos ferramenta normatizados
internacionalmente para inuacutemeras aplicaccedilotildees e solicitaccedilotildees a induacutestria trabalha com uma gama
reduzida de opccedilotildees Satildeo preferidos aqueles que possuem suas propriedades e desempenhos
consagrados ao longo do tempo como por exemplo os accedilos AISI H13 AISI D2 e AISI M2
Contudo fabricantes tecircm sugerido ao mercado ligas de accedilo que trazem benefiacutecios agraves aplicaccedilotildees
tais como CALDIE K340 (Bohler-Uddeholm) e Cryodur 2379 (Schmolz-Bickenbach)
As normas VDI 3176 [20] e VDI 3186 [21] apresentam os criteacuterios para dimensionamento
de matrizes de extrusatildeo
Para o projeto das matrizes devem ser considerados dois aspectos principais
1) A tensatildeo e a forccedila de extrusatildeo exigidas
2) O projeto e a geometria das matrizes e aneacuteis de cintamento
Geralmente as matrizes de extrusatildeo satildeo submetidas a elevadas tensotildees que normalmente
natildeo satildeo suportadas pelos materiais empregados em sua fabricaccedilatildeo Por isso as matrizes satildeo
geralmente preacute-tensionadas atraveacutes do uso de aneacuteis de cintamento de modo a aumentar sua
resistecircncia agrave tensatildeo radial na cavidade da matriz
Aleacutem do uso de aneacuteis de cintamento podem-se adotar variados procedimentos para a
construccedilatildeo das matrizes os quais satildeo mostrados na figura 5
lsquo Figura 5 ndash Formas construtivas para matrizes de extrusatildeo direta [20]
31
223 Estado de tensotildees
No processo de extrusatildeo existe na zona de deformaccedilatildeo um estado triaxial de tensotildees [22]
Na extrusatildeo de peccedilas com simetria axial as trecircs tensotildees principais satildeo
bull Tensatildeo axial σz
bull Tensatildeo radial σr
bull Tensatildeo tangencial σt
Atraveacutes da Teoria Elementar da Plasticidade pode-se avaliar qualitativamente a relaccedilatildeo que
existe entre as tensotildees principais A figura 6 mostra a distribuiccedilatildeo de tensotildees para o caso de
uma extrusatildeo direta de geratriz com furo interno
Figura 6 ndash Distribuiccedilatildeo de tensotildees na zona de deformaccedilatildeo para extrusatildeo direta de geratriz com furo [22]
Pela Teoria de Escoamento de Tresca pode-se calcular a tensatildeo radial σr que seraacute a tensatildeo
atuante na parede lateral da cavidade da matriz Este valor eacute importante para o caacutelculo dos aneacuteis
de cintamento da ferramenta de extrusatildeo A tensatildeo axial σz eacute calculada em funccedilatildeo da forccedila de
extrusatildeo
224 Aneacuteis de cintamento
A tensatildeo radial resultante na cavidade das matrizes durante a extrusatildeo atinge niacuteveis que
muitas vezes podem ultrapassar o limite elaacutestico dos materiais empregados em sua fabricaccedilatildeo
Pode-se aumentar a capacidade de resistecircncia agraves tensotildees internas dessas matrizes utilizando-se
um anel de cintamento mediante a prensagem a frio do nuacutecleo ou pela dilataccedilatildeo teacutermica do
anel de cintamento Entatildeo eacute exercida uma pressatildeo axial sobre a superfiacutecie de contato que coloca
o nuacutecleo sob preacute-tensotildees tangenciais e radiais
Quando a resistecircncia agrave pressatildeo de uma ferramenta com preacute-tensatildeo simples for insuficiente
pode-se alcanccedilar uma elevaccedilatildeo da resistecircncia com um segundo anel de cintamento sempre se
32
observando que natildeo eacute permitido ultrapassar os limites elaacutesticos do nuacutecleo e dos aneacuteis Um
aspecto de grande importacircncia destacado para o projeto das matrizes refere-se ao
dimensionamento dos aneacuteis de cintamento [21] A resistecircncia do anel de cintamento eacute dada
pelas suas dimensotildees tensatildeo de escoamento e dureza do material Os materiais normalmente
empregados para os aneacuteis devem apresentar boa tenacidade e ductilidade a dureza de utilizaccedilatildeo
deve ser menor que as matrizes responsaacuteveis pela formaccedilatildeo da peccedila proporcionando o
comportamento elaacutestico da ferramenta Quanto mais afastado do nuacutecleo da ferramenta menor
seraacute a dureza do anel O anel dos sistemas simples apresenta uma dureza aproximada de 48
HRC Para os sistemas duplos o anel interno eacute endurecido dentro de uma faixa de 52-54 HRC
e o anel externo na faixa de 46-48 HRC Os accedilos utilizados para a fabricaccedilatildeo dos aneacuteis variam
entre AISI S1 AISI H13 VMO e W360 (Bohler-Uddeholm)
A tabela 2 mostra a recomendaccedilatildeo para a quantidade de aneacuteis a serem aplicados em uma
ferramenta de acordo com a tensatildeo radial na cavidade O esquema da ferramenta eacute mostrado na
figura 7
Figura 7 - Representaccedilatildeo do uso de aneacuteis de cintamento para matrizes de extrusatildeo [20]
Tabela 2 ndash Recomendaccedilatildeo para aplicaccedilatildeo de aneacuteis de cintamento [20]
Tensatildeo radial (σr)
Nmm2
Nuacutemero de aneacuteis
requeridos Dd Diacircmetro de montagem
σr lt 1000
1000 lt σr lt 1600
1600 lt σr lt 2200
2200 lt σr
nenhum
um
dois
trecircs
4 a 5
4 a 6
4 a 6
4 a 6
d1=dA D=dA2B
d1=09radic119863 119889 d2=09radic119863 1198891
33
Onde A eacute uma constante calculada pela equaccedilatildeo (1) [23]
A = [12 (1 + 1119861 ) minus 119880]12 eq (1)
sendo 119861 = 119896119891119898119886119905119903119894119911119896119891119888119894119899119905 e 119880 = 120590119903119896119891119898119886119905119903119894119911
A interferecircncia diametral para montagem dos componentes representadas por z1 e z2 eacute dada
pelas equaccedilotildees (2) e (3)
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) eq (2)
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) eq (3)
sendo 119861119888 = 11989611989111988811989411989911990511198961198911198881198941198991199052 e Ac eacute calculado pela equaccedilatildeo (1) em funccedilatildeo de Bc
Deve-se destacar que para cada caso de porta-ferramentas de prensa devido ao uso de
conjuntos padronizados o diacircmetro D poderaacute variar Desta forma os caacutelculos dos demais
diacircmetros de interferecircncia devem ser considerados a partir desta restriccedilatildeo
A geometria das superfiacutecies de contato entre os aneacuteis pode ser ciliacutendrica ou cocircnica Para
grandes interferecircncias prefere-se a forma cocircnica que facilita bastante a montagem da matriz
com os aneacuteis Deve-se verificar especialmente no caso de superfiacutecies cocircnicas que o nuacutecleo natildeo
seja expulso pelas forccedilas de prensagem extraccedilatildeo ou separaccedilatildeo
A figura 8 apresenta o criteacuterio para a escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de
interferecircncia de acordo com a relaccedilatildeo entre o comprimento e o diacircmetro da matriz
225 Dimensionamento de punccedilotildees e matrizes
Devido aos esforccedilos desenvolvidos durante a conformaccedilatildeo a frio de engrenagens
basicamente de extrusatildeo e recalque as ferramentas mais solicitadas satildeo os punccedilotildees e as
matrizes
De um modo geral no projeto dessas ferramentas deve-se considerar
a) as matrizes devem possuir anel de cintamento simples ou muacuteltiplo conforme solicitaccedilatildeo
b) os punccedilotildees devem ser os mais curtos possiacuteveis para evitar flambagem
34
c) na extrusatildeo o punccedilatildeo deve ser cuidadosamente guiado sobre a matriz para evitar
excentricidade
Figura 8 - Criteacuterio para escolha do acircngulo de inclinaccedilatildeo da superfiacutecie de interferecircncia [20]
A fim de evitar sobrecargas das ferramentas de extrusatildeo eacute sugerida a pressatildeo real limite para
matrizes e punccedilotildees [24]
a) valores-limite para a tensatildeo radial (σr) na cavidade das matrizes
sem anel de cintamento σr lt 1000 Nmm2
com anel de cintamento simples e nuacutecleo de accedilo σr lt 1600 Nmm2
com anel de cintamento simples e nuacutecleo de metal duro σr lt 1500 Nmm2
com anel de cintamento duplo e nuacutecleo de accedilo σr lt 2200 Nmm2
com anel de cintamento duplo e nuacutecleo de metal duro σr lt 2000 Nmm2
b) valores-limite para a tensatildeo axial (σz) em punccedilotildees de recalque e furaccedilatildeo
punccedilotildees em accedilo-ferramenta σz lt 1800 Nmm2
punccedilotildees para extrusatildeo a frio em accedilo raacutepido altamente ligado σz lt 2500 Nmm2
226 Revestimentos para ferramentas de extrusatildeo
A extrusatildeo direta de perfis de engrenagens envolve grande quantidade de energia de
deformaccedilatildeo devido ao atrito o que provoca um desgaste excessivo nas paredes da cavidade da
matriz Considerando a estabilidade de geometria necessaacuteria para engrenagens automotivas o
desgaste ocorrido em matrizes de extrusatildeo em uma produccedilatildeo seriada pode prejudicar a
funcionalidade do produto em sua aplicaccedilatildeo A soluccedilatildeo utilizada em larga escala para minimizar
35
o desgaste eacute o aumento da dureza superficial atraveacutes da deposiccedilatildeo de filme fino Estes filmes
satildeo formados normalmente por materiais ceracircmicos de alta dureza
Segundo estudos realizados por Vetter (1996) [25] os revestimentos satildeo beneacuteficos natildeo
apenas para diminuir o desgaste de ferramentas mas tambeacutem melhorar a qualidade superficial
do produto extrudado aumentar a produtividade e diminuir o uso de lubrificantes
Os filmes mais utilizados em ferramentas de extrusatildeo a frio satildeo aplicados pelo meacutetodo de
deposiccedilatildeo fiacutesica de vapor (PVD - Physical Vapor Deposition) A aplicaccedilatildeo de revestimentos
por este meacutetodo eacute realizada a temperaturas na faixa de 250degC a 500degC permitindo que os
substratos natildeo percam suas propriedades mecacircnicas devido a um alto aquecimento O processo
PVD consiste em evaporar o material soacutelido por aquecimento atraveacutes de feixe de eleacutetrons ou
por iacuteons positivos e depositaacute-lo no substrato [26]
A maioria dos revestimentos aplicados por PVD eacute formada por DLC (Diamond Like
Carbon) nitretos (ex TiN CrN TiNAl) carbetos (ex TiC CrC) oacutexidos (ex alumina) ou
ainda uma combinaccedilatildeo destes como o TiCNAl A espessura de deposiccedilatildeo do filme varia entre
4 μm e 6 μm O revestimento utilizado nas ferramentas envolvidas neste trabalho tem o nome
comercial de Advanced Alcrona fornecido pela Oerlikon Balzers
A camada Advanced significa uma base obtida por nitretaccedilatildeo gasosa a qual aumenta a
dureza de superfiacutecie e sua resistecircncia agrave compressatildeo O revestimento Alcrona PRO fornece alta
estabilidade teacutermica proteccedilatildeo contra o desgaste abrasivo e alta dureza [27]
23 CAacuteLCULO DA FORCcedilA E TRABALHO DE EXTRUSAtildeO
A forccedila de extrusatildeo direta ou indireta eacute calculada pela equaccedilatildeo (4) 119865 = 1198600119896119891119898120593120578119865 eq (4)
O fator de rendimento (120578119865) varia entre 04 para geometrias mais complexas com pequenas
deformaccedilotildees e 07 para geometrias simples com grandes deformaccedilotildees [28]
Para casos em que a matriz apresenta acircngulos de transiccedilatildeo entre geometrias que facilitam o
escoamento a forccedila de extrusatildeo pode ser calculada pela equaccedilatildeo (5) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (5)
A expressatildeo final apoacutes o sinal de adiccedilatildeo da equaccedilatildeo (5) representa a forccedila de atrito entre o
material extrudado e a parede da matriz
36
O trabalho de extrusatildeo eacute dado pelas equaccedilotildees (6) e (7)
119879119903 = 119865 119878119882 eq (6)
Onde SW = h0 - hk eq (7)
231 Aumento de temperatura por trabalho de extrusatildeo
Durante a extrusatildeo ocorre a transformaccedilatildeo do trabalho de extrusatildeo em aumento de
temperatura Esse aumento de temperatura devido ao trabalho de extrusatildeo (120599119862) eacute calculado pela
equaccedilatildeo (8) 120599119862 = 119896119891120593119888119872 120588 119886 eq (8)
onde a eacute a parcela de energia transformada em calor
Pela teoria da definiccedilatildeo desta expressatildeo a perda na distorccedilatildeo da rede cristalina devido agrave
austenita retida e natildeo transformada em calor eacute de 10 [22]
24 O ATRITO NA EXTRUSAtildeO A FRIO
Nas uacuteltimas deacutecadas uma explicaccedilatildeo fiacutesica para o comportamento do atrito foi definida
como ldquoTeoria Adesivardquo Esta teoria define que a aacuterea de contato verdadeira eacute uma pequena
parcela da aacuterea de contato aparente A aacuterea de contato verdadeira eacute formada pela rugosidade
desta forma com o aumento das forccedilas de extrusatildeo maior eacute a contribuiccedilatildeo da rugosidade no
contato entre superfiacutecies [29] Em operaccedilotildees de extrusatildeo o atrito tem grande influecircncia devido
ao seu efeito sobre as forccedilas de conformaccedilatildeo mecacircnica (ou energia) e escoamento de material
na cavidade da matriz assim como a qualidade do produto e a vida uacutetil da ferramenta A
precisatildeo dos modelos de atrito eacute ainda desconhecida e torna complexa a definiccedilatildeo de um modelo
uacutenico que inclua todos os paracircmetros de deformaccedilatildeo para todas as operaccedilotildees de conformaccedilatildeo
mecacircnica Erinosho e Akinlabi (2016) [30] estudaram o efeito do atrito na aacuterea de contato
deformada durante operaccedilotildees de conformaccedilatildeo
O atrito eacute um dos paracircmetros mais significativos a serem considerados na extrusatildeo direta
devido ao escoamento de material ocorrer ao longo da cavidade da matriz entatildeo a contribuiccedilatildeo
da energia necessaacuteria ao esforccedilo final pode ser alta Domiacutenguez e Claver (2015) [31]
conduziram estudos por simulaccedilatildeo numeacuterica com o software DEFORM para investigar os
efeitos do atrito no processo de extrusatildeo direta utilizando o accedilo AISI 1010 A figura 9 mostra a
geometria da geratriz e matriz de extrusatildeo utilizados na simulaccedilatildeo numeacuterica computacional
37
Figura 9 ndash Geometria da ferramenta de extrusatildeo direta utilizada na simulaccedilatildeo numeacuterica computacional [31]
O atrito tem efeito importante sobre os esforccedilos resultantes na extrusatildeo direta A forccedila devido
ao atrito resultante do processo de extrusatildeo eacute obtida pela equaccedilatildeo (9)
Ff = Fc + Fd eq (9)
Quando a geratriz eacute pressionada ao longo da cavidade da matriz na extrusatildeo direta a forccedila
de extrusatildeo eacute diretamente relacionada agrave forccedila devido ao atrito entre as paredes da cavidade da
matriz superior e a geratriz (Fc) e entre a matriz de extrusatildeo e a geratriz (Fd)
Para avaliar esta influecircncia duas condiccedilotildees extremas foram consideradas na simulaccedilatildeo
computacional o fator de atrito maacuteximo (m = 1) e a condiccedilatildeo de atrito ausente (m = 0) Assim
com as forccedilas de extrusatildeo resultantes das duas situaccedilotildees limite o efeito da forccedila devido ao atrito
pocircde ser obtido e analisado Na figura 10 o efeito da forccedila devido ao atrito eacute representado pelo
caacutelculo da diferenccedila entre as forccedilas resultantes das duas condiccedilotildees limites para a extrusatildeo direta
Figura 10 ndash Forccedila devido ao fator de
atrito (m) na extrusatildeo direta [31]
38
A teoria de Amontons-Coulomb eacute aplicada para o caacutelculo da tensatildeo de cisalhamento (τ)
entre a geratriz e as paredes da matriz nos processos de extrusatildeo [32] A lei do atrito de Coulomb
utiliza o coeficiente de atrito (μ) para quantificar a interface de atrito e eacute expressa pela equaccedilatildeo
(10) 120591 = 120583 119875 para 0le 120583 le0577 eq (10)
onde P eacute a tensatildeo normal de contato entre as superfiacutecies
A tabela 3 mostra valores referenciais de atrito para a extrusatildeo direta
Tabela 3 ndash Valores referenciais para o coeficiente de atrito micro [33]
Descriccedilatildeo do processo Extrusatildeo direta
Peccedilas maciccedilas Peccedilas com furaccedilatildeo
Coeficiente de atrito (micro) 004 a 008 01 a 0125
Neste trabalho o valor utilizado para o coeficiente de atrito para o caacutelculo da forccedila de
extrusatildeo foi 01
A teoria da adesatildeo determina que a tensatildeo de cisalhamento maacutexima na interface de contato
entre o material e a matriz eacute a tensatildeo limite de elasticidade do material em cisalhamento puro
[34] Contudo nos processos de extrusatildeo em geral a tensatildeo normal de contato entre o material
e a ferramenta pode superar este valor Entatildeo uma vez atingida a tensatildeo de escoamento em
cisalhamento do material um aumento no valor da tensatildeo normal implica em diminuiccedilatildeo do
atrito Neste caso em que altas tensotildees de contato estatildeo envolvidas o atrito deve ser expresso
pela equaccedilatildeo (11) 119898 = 120591119896 para 0 le 119898 le 1 eq (11)
onde m eacute o fator de atrito e k eacute a tensatildeo limite de elasticidade em cisalhamento puro
Esta forma eacute conhecida como Lei de Prandtl e determina que a tensatildeo de cisalhamento devida
ao atrito eacute independente da tensatildeo de contato entre as superfiacutecies A Lei de Prandtl deve ser
aplicada sempre que as tensotildees de contato sejam elevadas onde o coeficiente de atrito μ deixa
de ter significado fiacutesico
Na extrusatildeo a frio de engrenagens a forccedila devido ao atrito tem alto impacto no aumento das
tensotildees resultantes do ciclo de conformaccedilatildeo do material No desenvolvimento desta tese as
engrenagens analisadas sofrem uma reduccedilatildeo de aacuterea superior agrave 40 o que envolve altas tensotildees
de contato entre a geratriz e as paredes da matriz Desta forma a Lei de Prandtl seraacute adotada
para as anaacutelises de simulaccedilatildeo por elementos finitos onde o fator de atrito seraacute considerado
39
25 O EFEITO DO PREacute-TENSIONAMENTO APLICADO AgraveS MATRIZES DE
EXTRUSAtildeO A FRIO
O conceito de cintamento das matrizes eacute reconhecido na induacutestria da conformaccedilatildeo e deve
ser entendido neste contexto como tensotildees compressivas (tipicamente radiais) sendo aplicadas
nas ferramentas O objetivo do cintamento das matrizes eacute reduzir o niacutevel de tensotildees criacuteticas as
quais a ferramenta sofreraacute sob o impacto de profundos esforccedilos Quanto mais eficiente o
cintamento mais a matriz seraacute colocada em um estado de tensotildees compressivas como ilustrado
na figura 11
Sendo
a) Tensotildees compressivas nulas onde natildeo haacute preacute-tensionamento da matriz Matrizes
monobloco satildeo um exemplo
b) Moderadas onde haacute a preacute-tensionamento Matrizes com um anel de cintamento podem
ser citadas
c) Alto estado de tensotildees compressivas atraveacutes de alto niacutevel de preacute-tensionamento Neste
caso dois ou mais aneacuteis de cintamento com interferecircncias rigorosas de montagem e materiais
de alta resistecircncia satildeo utilizados
Figura 11 - Amplitude tensatildeo-deformaccedilatildeo para trecircs estaacutegios de cintamento de matrizes de extrusatildeo [35]
A importacircncia do cintamento aumenta com a carga da ferramenta Quanto maior a carga de
conformaccedilatildeo maiores satildeo os niacuteveis de tensotildees na ferramenta Haacute uma tendecircncia geral em
relaccedilatildeo agraves altas cargas de conformaccedilatildeo nas matrizes de extrusatildeo as quais satildeo uma consequecircncia
derivada do alto grau de acabamento deste processo surgimento de materiais de baixa
conformabilidade alta velocidade de deformaccedilatildeo das peccedilas entre outros Consequentemente
a importacircncia do cintamento de matrizes tem crescido na induacutestria da conformaccedilatildeo mecacircnica
Para uma melhor definiccedilatildeo do cintamento tambeacutem entendido como preacute-tensionamento de
matrizes eacute necessaacuterio verificar o comportamento tensatildeodeformaccedilatildeo da matriz Esta definiccedilatildeo
considera o ciclo completo de carga da matriz de extrusatildeo inclusive o intervalo de tensotildees e
40
seu movimento fiacutesico ou comportamento de deformaccedilatildeo Como visto na figura 12 o ponto de
repouso da matriz de extrusatildeo seraacute a partir de um determinado niacutevel de tensotildees compressivas
o qual eacute definido pela interferecircncia de montagem Quanto maior o niacutevel de preacute-tensionamento
maior a tensatildeo compressiva resultante na matriz Durante o processo de extrusatildeo da peccedila a
matriz eacute tensionada e vai de um estado compressivo de tensotildees ateacute tensotildees de traccedilatildeo O ponto
final do ciclo de extrusatildeo determina o pico maacuteximo de tensotildees pelos quais a matriz passaraacute
durante o processo Apoacutes o maacuteximo estado de tensotildees natildeo haacute cargas sobre a matriz e ela
retorna ao seu estado inicial de preacute-tensionamento A distacircncia entre o ponto de preacute-
tensionamento e o maacuteximo estado de tensotildees determina o intervalo total de tensotildees Quanto
maiores os esforccedilos de extrusatildeo maior o intervalo total de tensotildees
Figura 12 ndash Comportamento padratildeo de tensatildeo-deformaccedilatildeo no ponto criacutetico de uma matriz de extrusatildeo [35]
Simultaneamente com a compressatildeo dos aneacuteis de cintamento a matriz tambeacutem passa por
contraccedilatildeo fiacutesica Quanto maior o preacute-tensionamento maior a contraccedilatildeo da matriz de extrusatildeo
Entretanto a habilidade de comprimir a matriz eacute determinada pelas propriedades do material
da matriz e os demais componentes da ferramenta Sistemas de ferramentas com alta rigidez
defletem menos que sistemas a base de accedilos convencionais Como exemplo o moacutedulo de
Young (E) de uma matriz de WC-Co conhecida como metal duro eacute aproximadamente 22
maior que uma matriz de accedilo sendo respectivamente 460 GPa e 215 GPa Consequentemente
a matriz de WC-Co iraacute defletir em meacutedia 40 menos que uma matriz de accedilo com as mesmas
dimensotildees e cavidade Quanto menor o intervalo de deformaccedilatildeo menor o intervalo de tensotildees
devido agrave reduzida expansatildeo da matriz durante o processo de extrusatildeo
A vida uacutetil de uma matriz ou seja o nuacutemero de ciclos de extrusatildeo ateacute a sua falha por ruptura
depende da interaccedilatildeo entre a forccedila sobre a ferramenta e a sua capacidade de resistecircncia agrave carga
A forccedila sobre matrizes de extrusatildeo eacute determinada pelo nuacutemero de interaccedilotildees entre paracircmetros
41
tais como tipo de processo de extrusatildeo lubrificaccedilatildeo temperatura propriedades do material da
geratriz perfil da geratriz geometria do extrudado e estaacutegios de conformaccedilatildeo A figura 13
representa uma matriz de extrusatildeo de engrenagem montada com um anel de cintamento
Figura 13 ndash Matriz de extrusatildeo com um anel de cintamento Fonte Do autor
A tarefa de todo o projetista de extrudados eacute manter a carga sobre a ferramenta de extrusatildeo
em um niacutevel moderado de forma a obter um bom desempenho de processo incluindo alta e
previsiacutevel vida uacutetil das ferramentas de extrusatildeo O preacute-tensionamento eacute um paracircmetro de
desenvolvimento efetivo para conseguir sistemas de ferramentas de alto desempenho sendo
que este paracircmetro influencia diretamente o comportamento tensatildeodeformaccedilatildeo da matriz de
extrusatildeo O preacute-tensionamento oacutetimo da matriz pode ser atingido no equiliacutebrio entre a rigidez
da mesma e os demais componentes da ferramenta bem como o correto niacutevel de interferecircncia
Em linhas gerais quanto menores as tensotildees de traccedilatildeo sob o ponto maacuteximo da carga de
processo menor seraacute o comportamento de deformaccedilatildeo da matriz de extrusatildeo e melhor seraacute a
condiccedilatildeo de alto desempenho da ferramenta Aleacutem disso sistemas de ferramentas de alta rigidez
reduzem consideravelmente a variaccedilatildeo dimensional da matriz com o objetivo de melhorar a
precisatildeo da peccedila extrudada e reduzir desvios dimensionais
A figura 14 e ilustra as principais caracteriacutesticas da natureza complexa de ferramentas de
extrusatildeo de alta performance
42
Figura 14 ndash Caracteriacutesticas relacionadas agrave resistecircncia e desempenho de uma ferramenta de extrusatildeo [16]
Em princiacutepio o preacute-tensionamento pode ser realizado por dois meacutetodos geneacutericos como
mostrado na figura 15 O meacutetodo mais comumente usado eacute o que considera o aquecimento dos
aneacuteis externos agrave matriz onde o anel de cintamento eacute expandido (por exemplo agrave 400ordmC) e
montado na matriz de extrusatildeo O preacute-tensionamento eacute entatildeo o efeito resultante de
encolhimento do anel de cintamento apoacutes seu resfriamento e consequente fechamento sobre a
superfiacutecie externa da matriz de extrusatildeo Este meacutetodo eacute largamente utilizado na induacutestria de
conformaccedilatildeo sendo limitado pelo coeficiente de expansatildeo bem como a tensatildeo de escoamento
do material aplicado no anel de cintamento
O outro meacutetodo eacute o preacute-tensionamento por compressatildeo a frio onde a matriz de extrusatildeo eacute
inserida no anel de cintamento com o auxiacutelio de uma prensa de montagem A principal limitaccedilatildeo
da montagem por compressatildeo a frio eacute a tensatildeo de escoamento dos materiais da matriz de
extrusatildeo e o anel de cintamento A utilizaccedilatildeo de lubrificantes nas interfaces dos aneacuteis de
cintamento e matrizes eacute importante para a integridade dos componentes da ferramenta
Figura 15 ndash Principais meacutetodos de montagem para preacute-tensionamento de matrizes por aquecimento (esquerdo) e compressatildeo a frio (direito) [36]
43
O comportamento tensatildeodeformaccedilatildeo do sistema da ferramenta pode ser influenciado pelo
aumento da massa e mais efetivamente pela alteraccedilatildeo das propriedades dos materiais do
sistema da ferramenta O uso de WC-Co para a matriz de extrusatildeo eacute a forma mais efetiva de
aumentar a rigidez global do sistema da ferramenta devido ao alto ponto do moacutedulo de Young
Uma abordagem alternativa para obter ferramentas de extrusatildeo de alta rigidez seria integrar
materiais com WC-Co como parte do sistema de preacute-tensionamento por exemplo fabricar o
anel interno do sistema duplo de aneacuteis com este material
O sistema de preacute-tensionamento de matrizes por enrolamento de tiras de accedilo desenvolvido
pela empresa STRECON faz uso desta estrateacutegia Aleacutem da utilizaccedilatildeo de aneacuteis de cintamento
com moacutedulo de Young elevado a teacutecnica consiste em ldquoenrolarrdquo tiras de accedilo de 01 mm de
espessura sobre o nuacutecleo da ferramenta colocando-o sobre profundo estado de tensotildees
compressivas As tiras de accedilo mantecircm o comportamento elaacutestico ateacute tensotildees de 2000 Nmm2
As interferecircncias de montagem satildeo superiores agraves utilizadas em aneacuteis de cintamento
convencionais sendo de 07 a 11 [37] A figura 16 ilustra a estrutura do sistema por
enrolamento de tiras STRECON
Figura 16 ndash Representaccedilatildeo de ferramenta montada com sistema STRECON [38]
26 EXEMPLOS DE ACcedilOS PARA EXTRUSAtildeO A FRIO
Accedilos ao boro satildeo largamente utilizados em componentes de alta resistecircncia A presenccedila de
pequenos teores de boro em accedilos com 02 a 04 de carbono permite obter uma temperabilidade
meacutedia ideal para obtenccedilatildeo dos valores necessaacuterios de dureza e resistecircncia apoacutes tecircmpera
principalmente em peccedilas de pequena seccedilatildeo O boro eacute adicionado aos accedilos em pequenas
quantidades (ppm) para aumentar a sua conformabilidade e temperabilidade evitando a
nucleaccedilatildeo da ferrita atraveacutes de sua segregaccedilatildeo nos contornos de gratildeo da austenita Embora
exista uma incerteza enquanto ao teor ideal de boro sobre a efetividade na temperabilidade
pode se dizer que este valor estaacute entre 10 e 30 ppm sendo o teor oacutetimo entre 15 e 20 ppm
Anel de cintamento interno Matriz de extrusatildeo
Tiras de accedilo Anel de cintamento
externo
44
Dentre os accedilos utilizados na fabricaccedilatildeo de elementos de fixaccedilatildeo e engrenagens o SAE
10B22 o qual eacute utilizado no desenvolvimento desta tese tem grande aplicaccedilatildeo substituindo
accedilos de meacutedio carbono ou os convencionais baixa liga como o SAE 5135 Sua composiccedilatildeo
quiacutemica contendo boro e um teor consideraacutevel de manganecircs atribui a esta liga boa
temperabilidade e excelente resposta agrave processos termoquiacutemicos como cementaccedilatildeo e
carbonitretaccedilatildeo combinando desta forma as propriedades de dureza e resistecircncia ao desgaste
com tenacidade e ductilidade [39]
Resultados de ensaios mecacircnicos para um accedilo ABNT 1020 com teores de boro na condiccedilatildeo
de laminado a quente demonstram que as propriedades mecacircnicas natildeo sofreram alteraccedilatildeo
significativa com exceccedilatildeo do limite de escoamento que diminui cerca de 4 em relaccedilatildeo ao
accedilo sem boro A diminuiccedilatildeo do limite de escoamento juntamente com a natildeo alteraccedilatildeo
significativa das outras propriedades sugere usos especiacuteficos para esses accedilos devido a sua maior
fase plaacutestica como por exemplo para peccedilas que necessitam de extrusatildeo a frio [40]
O SAE 10B22 estaacute entre os accedilos baixo carbono utilizados para extrusatildeo a frio e com
elementos liga para cementaccedilatildeo Este accedilo eacute amplamente utilizado na extrusatildeo a frio para a
produccedilatildeo de engrenagens eixos parafusos e demais peccedilas onde haacute exigecircncia de dureza
superficial obtida pelo processo de cementaccedilatildeo ou carbonitretaccedilatildeo As curvas de escoamento
verdadeiras do SAE 10B22 foram simuladas pelo software JMatPro o qual tem a capacidade
de calcular uma variedade de propriedades de materiais de ligas metaacutelicas [41] As curvas foram
simuladas nas temperaturas 20degC 100degC 200degC e 300degC e velocidades de deformaccedilatildeo 001 s-
1 1 s-1 e 10 s-1 Satildeo mostradas nas figuras 17 18 e 19 A tabela 4 informa a composiccedilatildeo quiacutemica
utilizada como dado de entrada para a geraccedilatildeo dos resultados Os valores calculados pelo
software de acordo com a sua composiccedilatildeo quiacutemica informada ANEXOS A B e C foram
utilizados para traccedilar as curvas
Considerando a temperatura de 20degC a simulaccedilatildeo das curvas revela tensotildees de escoamento
de 1701 Nmm2 1905 Nmm2 e 2012 Nmm2 para as respectivas velocidades de deformaccedilatildeo
001 s-1 1 s-1 e 10 s-1 quando a deformaccedilatildeo verdadeira eacute igual agrave zero
Tabela 4 ndash Composiccedilatildeo quiacutemica utilizada para a accedilo SAE 10B22 na simulaccedilatildeo do software JMatPro [41]
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 0232 0893 0242 0180 008 0042 00059 0233 00015 0008 0020
45
Figura 17 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 001 s-1
Fonte JMatPro [41]
Figura 18 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1 Fonte JMatPro [41]
00
1000
2000
3000
4000
5000
6000
7000
00
020
040
060
080
100
120
140
160
180
200
220
240
260
280
300
320
340
360
380
400
420
440
460
480
500
600
70
Ten
satildeo
de
esco
amen
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
00
1000
2000
3000
4000
5000
6000
7000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
man
ento
(k
f) [
Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
46
Figura 19 ndash Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte JMatPro [41]
27 CONTROLE GEOMEacuteTRICO DE ENGRENAGENS
Neste capiacutetulo seraacute abordada a forma em que os requisitos sobre a geometria das engrenagens
devem ser especificados e o entendimento dos meacutetodos utilizados para controlar a geometria
das engrenagens Seraacute dada ecircnfase agrave norma ISO 1328 partes 1 e 2 [42] [43] a qual eacute comumente
utilizada para classificaccedilatildeo de engrenagens
271 Normas para especificaccedilatildeo de engrenagens
As normas especiacuteficas para o controle de toleracircncias geomeacutetricas de engrenagens satildeo
publicadas pelos mais diversos sistemas de normas segundo a competitividade no mercado
para este tipo de aplicaccedilatildeo Eacute o cliente que opta pela norma que melhor atende as suas
necessidades encontrando a sua disposiccedilatildeo uma seacuterie de documentos que tratam do assunto
dentre estes se podem citar ISO AGMA DIN JIS BSI ABNT e outras No Brasil as normas
da ABNT em alguns aspectos como definiccedilotildees de partes funcionais e paracircmetros geomeacutetricos
se assemelham agrave ISO 1328 o que jaacute natildeo ocorre com as normas AGMA por esta apresentar uma
estrutura simboacutelica proacutepria que em muito se diferencia da ISO e ABNT
Na tabela 5 haacute uma seleccedilatildeo das mais importantes normas utilizadas sendo que suas
principais diferenccedilas se referem
00
1000
2000
3000
4000
5000
6000
7000
8000
000
002
004
006
008
010
012
014
016
018
020
022
024
026
028
030
032
034
036
038
040
042
044
046
048
050
060
070
Ten
satildeo
de
esco
amen
to (
kf)
[Nm
m2]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
47
Tabela 5 - Normas associadas agrave toleracircncia geomeacutetrica de engrenagens ciliacutendricas de dentes retos [44]
NORMA ASSUNTO
ISO 1328 ndash 1 e 2 (20131997) Engrenagens Ciliacutendricas ndash Sistema de
precisatildeo ISO
AGMA ndash 2000-A88 (1988) Manual de Inspeccedilatildeo e Classificaccedilatildeo de
Engrenagens
DIN - 3962 (1978) Toleracircncias para Dentes de Engrenagens
Ciliacutendricas
JIS - B 1702 (1976) Precisatildeo para Engrenagens Retas e
Helicoidais
BSI - BS 436 (1986) Engrenagens Retas e Helicoidais ndash Forma
baacutesica Passo e Precisatildeo
ABNT - NBR10095 (1989) Engrenagem Ciliacutendrica de Evolvente ndash
Precisatildeo Dimensional
272 Especificaccedilatildeo de engrenagens ciliacutendricas usando a norma ISO 1328
A ISO 1328 trata das toleracircncias geomeacutetricas de engrenagens ciliacutendricas de dentes retos
fornecendo limites para os principais paracircmetros caracteriacutesticos da geometria das engrenagens
a serem controladas e delimita para cada tipo de aplicaccedilatildeo os erros maacuteximos permissiacuteveis Esta
norma tambeacutem trata dos desvios das engrenagens associados aos paracircmetros caracteriacutesticos
tomados isoladamente e dos desvios das engrenagens do ponto de vista funcional ou seja
avalia conjuntamente todos os desvios isolados eventualmente existentes nas superfiacutecies das
engrenagens
Duas satildeo as vantagens da referida norma uma eacute a sua associaccedilatildeo com materiais didaacuteticos de
grande reconhecimento neste campo de atuaccedilatildeo [45] [46] o que a torna de faacutecil compreensatildeo e
menos propensa a erros de interpretaccedilatildeo e a outra eacute que seu conteuacutedo estaacute de acordo com o
Sistema Internacional de Unidades [47] que eacute o sistema oficialmente reconhecido no Brasil
A norma cita paracircmetros caracteriacutesticos os quais satildeo elementos de controle da geometria das
engrenagens Devido a fenocircmenos de fabricaccedilatildeo que posteriormente seratildeo detalhados as
superfiacutecies das engrenagens sofrem variaccedilotildees em relaccedilatildeo a sua geometria considerada ideal
Estes desvios de acordo com as suas dimensotildees tornam-se de difiacutecil identificaccedilatildeo e
comprometem a funcionalidade do conjunto coroapinhatildeo
273 Desvios isolados
Os desvios isolados satildeo as variaccedilotildees dos paracircmetros caracteriacutesticos geomeacutetricos que ocorrem
na superfiacutecie das engrenagens Suas principais causas satildeo
48
forma defeituosa do perfil da matriz de extrusatildeo
deficiente lubrificaccedilatildeo durante o processo de extrusatildeo
uso de matrizes com cavidades danificadas ou desgastadas
vibraccedilatildeo excessiva das prensas de extrusatildeo
deformaccedilotildees elaacutesticas das ferramentas de extrusatildeo durante o processo
274 Desvios de passo individual (fpt) acumulado (fpk) e total (Fp)
O desvio de passo individual representado por fpt na figura 20 corresponde a diferenccedila
algeacutebrica entre o passo medido e o correspondente passo teoacuterico de um setor que abranja uma
determinada quantidade inteira de passos (K) Devido agrave facilidade utiliza-se o flanco dos dentes
como referecircncia para a mediccedilatildeo O passo primitivo eacute o comumente avaliado e eacute medido sobre
a circunferecircncia primitiva [48] Pela ISO 1328-1 o passo tambeacutem pode ser medido sobre uma
circunferecircncia de referecircncia que passa pela altura meacutedia dos dentes ou seja o ponto meacutedio
entre o topo e a raiz do dente
O setor avaliado natildeo deve ser maior que 18 da circunferecircncia de referecircncia ou seja 2leKle
Z8 onde Z eacute o nuacutemero de dentes De outra forma o desvio de passo acumulado pode ser
entendido como a soma algeacutebrica dos passos individuais no setor avaliado
O desvio de passo total (Fp) que corresponde ao maacuteximo valor do desvio de passo
acumulado (fpk) de qualquer setor de circunferecircncia em relaccedilatildeo a um determinado flanco de
dente
Figura 20 ndash Desvios de passo das engrenagens [42]
275 Desvios de perfil (Fα ffα fHα)
Na figura 21 o desvio de perfil corresponde ao afastamento do perfil evolvente real obtido
do processo de fabricaccedilatildeo do perfil ideal gerado a partir da respectiva circunferecircncia de bases
49
[49] As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer no ponto meacutedio do comprimento
total do dente
O desvio de perfil eacute caracterizado por trecircs paracircmetros desvio total de perfil (Fα) desvio de
forma de perfil (ffα) e desvio angular de perfil (fHα) Na figura 22 tem-se uma representaccedilatildeo
graacutefica destes desvios A linha sinuosa corresponde ao perfil real detectado pelo sistema de
mediccedilatildeo
Figura 21 ndash Desvio de perfil [42]
No graacutefico de desvio de forma de perfil verifica-se o quanto o perfil real atinge seus limites
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular de
perfil o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico Por
uacuteltimo quando se busca apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama de
desvio total de perfil que possui intrinsecamente os dois resultados anteriores sendo mais
conservativo
Figura 22 ndash Desvios de perfil segundo ISO 1328-1 [42]
50
276 Desvios de linha de flanco (Fβ ffβ fHβ)
A figura 23 mostra o desvio de flanco corresponde ao afastamento do flanco do dente obtido
no processo de fabricaccedilatildeo do flanco resultante da extrusatildeo do perfil evolvente ideal no sentido
axial da engrenagem As mediccedilotildees segundo a ISO 1328-1 deveratildeo ocorrer na altura da
circunferecircncia de referecircncia e no sentido axial
Figura 23 ndash Desvio de linha de flanco [42]
Da mesma forma que o desvio de perfil o desvio da linha de flanco eacute caracterizado por trecircs
paracircmetros desvio total da linha de flanco (Fβ) desvio de forma da linha de flanco (ffβ) e desvio
angular da linha de flanco (fHβ) figura 24 respectivamente A linha sinuosa corresponde ao
flanco real detectado pelo sistema de mediccedilatildeo na altura da circunferecircncia de referecircncia
Figura 24 ndash Desvios da linha de flanco segundo ISO 1328-1 [42]
A interpretaccedilatildeo do desvio da linha de flanco eacute similar ao desvio de perfil Assim do graacutefico
de desvio de forma da linha de flanco verifica-se o quanto o flanco real atinge seus limites
51
maacuteximos e miacutenimos Da mesma forma pode-se avaliar a partir do graacutefico de desvio angular da
linha de flanco o quanto o perfil real se aproximou ou se afastou angularmente do perfil teoacuterico
Por uacuteltimo ao ser necessaacuteria apenas uma avaliaccedilatildeo quantitativa pode-se fazer uso do diagrama
de desvio total da linha de flanco que possui intrinsecamente os dois resultados anteriores e eacute
mais conservativo
277 Batimento radial (Fr)
O batimento radial (Fr) eacute a maior variaccedilatildeo da distacircncia em relaccedilatildeo ao eixo de giro da
engrenagem de uma esfera ou cone colocado sequencialmente entre os vatildeos da engrenagem
estabelecendo um contato com os flancos dos dentes adjacentes Corresponde a amplitude total
da variaccedilatildeo lida no sistema de mediccedilatildeo quando da verificaccedilatildeo do erro de concentricidade Se
natildeo houvesse irregularidades no dente da engrenagem o batimento radial seria igual ao dobro
do erro de concentricidade (caso existisse) ou seja o erro total de giro [50]
Segundo a norma 1328-2 [43] o batimento radial corresponde agrave amplitude maacutexima dos
desvios individuais (erro detectado em cada vatildeo de dente) figura 25 Verifica-se que os erros
estatildeo distribuiacutedos em torno de uma senoacuteide cuja amplitude corresponde a duas vezes o erro de
concentricidade
Figura 25 ndash Batimento radial [43]
278 Graus de qualidade
Os graus de qualidade variam para cada sistema de norma Na ISO 1328 exceto pelo desvio
composto radial que possui 9 graus de qualidade (4 eacute o grau mais exigente e 12 eacute o menos
exigente) os demais paracircmetros caracteriacutesticos possuem 13 graus de qualidade (0 eacute o grau mais
exigente e 12 eacute o menos exigente) [51]
52
Para classificaccedilatildeo de uma engrenagem com relaccedilatildeo ao seu grau de qualidade alguns
paracircmetros de projeto satildeo considerados pela norma ISO 1328 sendo entre eles o diacircmetro de
referecircncia e o moacutedulo Definidos esses paracircmetros de projeto para cada um dos paracircmetros
caracteriacutesticos jaacute mencionados pode-se estabelecer uma toleracircncia cujo valor dependeraacute do
grau de qualidade selecionado e vice-versa estabelecendo-se a toleracircncia necessaacuteria e obtendo-
se o grau de qualidade Na tabela 6 tem-se um exemplo do grau de qualidade para o desvio
total de perfil (Fα) Para efeito de construccedilatildeo da tabela considerando-se um grau de qualidade
igual a 5 os valores das toleracircncias satildeo determinados empiricamente e aplicados na equaccedilatildeo
(12)
119865prop = 32radic119898119896 + 022radicempty119901 + 07 eq (12)
Os valores de toleracircncias superiores por exemplo para o grau 6 satildeo obtidos a partir da
toleracircncia de grau 5 multiplicado por radic2 as toleracircncias do grau 7 satildeo obtidos a partir das
toleracircncias do grau 6 multiplicado radic2 e assim sucessivamente ateacute o grau 12 Para os valores
inferiores ao grau de qualidade 5 utiliza-se o mesmo raciociacutenio exceto pelo fato de se dividir
cada resultado de toleracircncia por radic2 Assim conclui-se que para melhorar um grau de qualidade
de uma engrenagem basta dividir por radic2 a toleracircncia do determinado grau de qualidade em
questatildeo por quantas vezes se quer melhorar a qualidade do item
Tabela 6 ndash Grau de qualidade para desvio de perfil [43]
Diacircmetro
primitivo
Oslashp (mm)
Moacutedulo
(N)
Grau de qualidade (Q)
0 1 2 3 4 5 6 7 8 9 10 11 12
Fα (μm)
5le Oslashp le20 05leNle2 08 11 16 23 32 46 65 90 130 180 260 370 520
2leNle35 12 17 23 33 47 65 95 130 190 260 370 530 750
20leOslashple50
05leNle2 09 13 18 26 36 50 75 100 150 210 290 410 580
2leNle35 13 18 25 36 50 70 100 140 200 290 400 570 810
35leNle6 16 22 31 44 60 90 120 180 250 350 500 700 990
6leNle10 19 27 38 55 75 110 150 220 310 430 610 870 1230
Ao se tratar da metrologia de engrenagem torna-se agraves vezes muito difiacutecil entender o que
se estaacute medindo caso natildeo se conheccedila o seu processo fiacutesico Tratar os resultados de um relatoacuterio
de um determinado paracircmetro geomeacutetrico apenas como valor numeacuterico com certeza natildeo agrega
valor para melhoria do processo Por exemplo ao se determinar o batimento radial e este
apresentar um valor elevado pode conduzir o metrologista a concluir que os desvios sejam
provenientes de incorreccedilotildees nos dentes mas na verdade pode se tratar de um erro de
53
concentricidade que possui um comportamento senoidal Neste caso interferir no processo para
corrigir imperfeiccedilotildees dos dentes de uma matriz de extrusatildeo seria uma decisatildeo errada pois na
verdade o problema eacute relativo a um erro de concentricidade entre o eixo de rotaccedilatildeo da
engrenagem e a circunferecircncia de base Assim tem-se o conhecimento tecnoloacutegico e a
metrologia fortemente ligados para a soluccedilatildeo de problemas da engenharia
28 ELETROEROSAtildeO APLICADA Agrave FABRICACcedilAtildeO DE FERRAMENTAS DE
EXTRUSAtildeO
O processo de eletroerosatildeo eacute utilizado na fabricaccedilatildeo de ferramentas em geral e proporciona
reduccedilatildeo de custo tempo de execuccedilatildeo e melhoria de acabamento superficial sendo muitas vezes
o uacutenico processo aplicaacutevel quando os ferramentais jaacute se encontram temperados e revenidos
Entretanto o processo deve ser cuidadosamente controlado em seus paracircmetros de operaccedilatildeo
pois podem causar modificaccedilotildees microestruturais importantes na superfiacutecie usinada
diminuindo a resistecircncia a fratura e induzindo agrave formaccedilatildeo de trincas superficiais que podem se
propagar e promover a fratura catastroacutefica da ferramenta
Assim o processo final de fabricaccedilatildeo do ferramental exige a usinagem de precisatildeo do accedilo
em geometria complexa na condiccedilatildeo de elevada dureza onde os processos convencionais de
usinagem por remoccedilatildeo de cavaco natildeo satildeo mais aplicaacuteveis Nesta etapa o processo de usinagem
por eletroerosatildeo (EDM ndash Electrical Discharge Machining) eacute amplamente aplicado O processo
de eletroerosatildeo se tornou a tecnologia mais importante na induacutestria de manufatura para a
obtenccedilatildeo de formas complexas utilizando o corte a fio ou a penetraccedilatildeo como os procedimentos
mais difundidos Desenvolvido no final da deacutecada de 40 do seacuteculo passado tem sido aceito em
todo o mundo como um processo padratildeo para a fabricaccedilatildeo de ferramentais
Os processos de EDM satildeo largamente utilizados na fabricaccedilatildeo de matrizes de extrusatildeo de
engrenagens Eletroerosatildeo por fio (Wire EDM) bem como por penetraccedilatildeo (Die Sinking) satildeo
responsaacuteveis pela usinagem de eletrodos e fabricaccedilatildeo das cavidades das matrizes
respectivamente e devem possuir um controle de geometria e acabamento eficaz Se a
usinagem de eletrodos apresentar um erro de forma grosseiro este seraacute levado adiante na erosatildeo
por penetraccedilatildeo das matrizes [52]
A EDM eacute um processo teacutermico com um mecanismo complexo de remoccedilatildeo de metal O
mecanismo primaacuterio faz uso da energia que se transforma em energia teacutermica por uma seacuterie
discreta de descargas eleacutetricas que ocorrem entre o eletrodo e a ferramenta imersa em um fluido
dieleacutetrico O sistema gera um canal de plasma entre o caacutetodo e o anodo capaz de levar a
54
temperatura a niacuteveis proacuteximos de 8000 ~ 12000ordmC Como resultado ocorre a vaporizaccedilatildeo e
fusatildeo do metal na superfiacutecie resultando em transformaccedilotildees metaluacutergicas que alteram o perfil de
tensotildees residuais e microestrutural podendo levar ao trincamento e fratura Desta forma a
EDM tem um papel importante na integridade superficial e na vida do ferramental
Os principais processos utilizados na induacutestria de ferramentais satildeo a eletroerosatildeo a fio e a
eletroerosatildeo por penetraccedilatildeo Estes processos satildeo ilustrados na figura 26
Figura 26 ndash Principais processos de eletroerosatildeo na fabricaccedilatildeo de ferramentas [52]
281 Eletrodo para ferramenta de extrusatildeo
Quanto aos materiais a serem utilizados nos eletrodos eacute conhecido que a remoccedilatildeo de material
na eletroerosatildeo eacute dada por evaporaccedilatildeo a altas temperaturas logo deveratildeo ser escolhidos
materiais que suportem tais temperaturas de modo a minimizar o desgaste do eletrodo Por
outro lado o material deve permitir finalizar a peccedila com a qualidade e dimensional requeridos
Para que um material possa ser utilizado no eletrodo teraacute que ser capaz de conduzir corrente
eleacutetrica uma vez que teraacute sempre que existir a passagem de corrente a fim de ser possiacutevel uma
descarga na peccedila tendo como limite maacuteximo de resistividade eleacutetrica 100 Ωcm [53] Outra
qualidade que o material deveraacute possuir seraacute o elevado ponto de fusatildeo dado que o processo
pressupotildee uma transformaccedilatildeo de energia eleacutetrica em energia teacutermica podendo a descarga
eleacutetrica originar temperaturas na ordem dos 20000 ordmC [54] Poreacutem a escolha do material em
relaccedilatildeo ao ponto de fusatildeo deveraacute sempre considerar o material da peccedila a ser usinada Isto eacute se
o material da peccedila tiver um baixo ponto de fusatildeo entatildeo o ponto de fusatildeo do material do eletrodo
tambeacutem natildeo deveraacute ser alto Obviamente outro dos fatores que influenciam a escolha final dos
materiais eacute de natureza financeira O material deve ser o mais viaacutevel economicamente e deve
igualmente ser facilmente fabricado via processos convencionais uma vez que ambos estes
fatores vatildeo influenciar diretamente no custo final do eletrodo Consequentemente no custo da
matriz
55
O cobre eacute reconhecido entre outras qualidades pela sua oacutetima conduccedilatildeo eleacutetrica
oferecendo no entanto alguns problemas no esmerilhamento e no fresamento devido ao
substancial nuacutemero de rebarbas Revela-se um material estaacutevel em condiccedilotildees de descarga
eleacutetrica sendo um material que no accedilo-ferramenta utilizado em matrizes de extrusatildeo consegue
acabamentos de elevada qualidade
Existem no entanto variadas ligas de cobre utilizadas para o processo de eletroerosatildeo Este
estudo apoacutes avaliaccedilotildees com diferentes alternativas foi concentrado em duas ligas de cobre
especiacuteficas Satildeo elas
Cobre eletroliacutetico Largamente utilizado na induacutestria eleacutetrica [55] e na induacutestria mecacircnica
como eletrodo-ferramenta no processo de eletroerosatildeo Seu uso eacute dado quando satildeo necessaacuterios
acabamentos de superfiacutecies lisas na peccedila de trabalho Para certas aplicaccedilotildees o cobre eacute a melhor
escolha devido agrave sua facilidade para ser altamente polido [56] Essa caracteriacutestica de polimento
faz com que o eletrodo de cobre seja o preferido em processos de acabamento fino garantindo
uma menor rugosidade
Cobre-tungstecircnio combina a elevada condutividade do cobre com o alto ponto de fusatildeo do
tungsteacutenio O seu uso origina um elevado rendimento na usinagem de matrizes e um desgaste
baixo Contudo eacute um material caro e natildeo eacute de faacutecil processamento Desta forma eacute utilizado
apenas em algumas situaccedilotildees quando se revelar necessaacuteria a preservaccedilatildeo de detalhes ou entatildeo
em situaccedilotildees em que eacute necessaacuteria alta precisatildeo tais como o corte de perfis de engrenagem
282 Desgaste do eletrodo
O desgaste que o eletrodo iraacute sofrer durante o processo de eletroerosatildeo natildeo eacute de faacutecil
previsatildeo dependendo de vaacuterios paracircmetros O principal paracircmetro de referecircncia seraacute a
capacidade que o eletrodo tem de resistir aos danos teacutermicos Tambeacutem sua densidade
polaridade ou ainda as frequecircncias a serem utilizadas na eletroerosatildeo A geometria final da
superfiacutecie usinada seraacute principalmente afetada pelo desgaste do eletrodo e o seu afastamento
(gap) em relaccedilatildeo agrave matriz O conhecimento do comportamento do desgaste do eletrodo e a
distribuiccedilatildeo do seu afastamento agrave geometria da cavidade da matriz pode minimizar a incidecircncia
de erros nos perfis de engrenagem [57]
O desgaste do eletrodo eacute proporcional ao nuacutemero de descargas eleacutetricas Assim eacute maior nas
operaccedilotildees de desbaste do que nas operaccedilotildees de acabamento devido agrave maior necessidade de
remoccedilatildeo de material Para conseguir o menor desgaste possiacutevel da sequecircncia de eletrodos a
56
estrateacutegia eacute reduzir o tempo da operaccedilatildeo de acabamento efetuando o desbaste ateacute a peccedila estar
tatildeo proacutexima das dimensotildees finais desejadas quanto possiacutevel [58]
A taxa de desgaste das ligas de cobre comumente utilizadas nos eletrodos exige que mais de
um eletrodo seja utilizado na produccedilatildeo de cada cavidade uma vez que rapidamente perdem as
suas dimensotildees iniciais Tal fator contribui para que o custo total da fabricaccedilatildeo dos eletrodos
atinja muitas vezes mais de 50 e por vezes ateacute 80 do custo total de fabricaccedilatildeo de matrizes
por eletroerosatildeo
A tabela 7 apresenta dados experimentais em relaccedilatildeo ao desgaste sofrido pelo eletrodo
fabricado nas duas ligas de cobre utilizadas neste estudo
Tabela 7 ndash Desgaste do eletrodo em funccedilatildeo de seu material polaridade e material a ser usinado [59]
Material do eletrodo
Polaridade Material usinado Desgaste das
arestas
Cobre eletroliacutetico
+ Accedilo 2 ndash 10
- Titacircnio 20 ndash 40
- WC-Co 35 ndash 60 - Cobre 35 ndash 45
- Cobre-tungstecircnio 40 ndash 60
Cobre-tungstecircnio
+ Accedilo 1 ndash 10 - Cobre 20 ndash 40 - Cobre-tungstecircnio 30 ndash 50 - Titacircnio 15 ndash 25 - WC-Co 35 ndash 50
29 SIMULACcedilAtildeO COMPUTACIONAL
Apesar das vantagens do processo de extrusatildeo a elevada produtividade estaacute em geral
associada agrave utilizaccedilatildeo de uma variedade de velocidades de deformaccedilatildeo com influecircncia direta
na tensatildeo de escoamento do material a extrudar Esta eacute uma das principais dificuldades para
quem trabalha com simulaccedilatildeo numeacuterica dos processos de conformaccedilatildeo pois nem sempre as
propriedades do material cadastrado no software satildeo as mesmas daquele material que eacute utilizado
na fabricaccedilatildeo da peccedila isso se deve as variaccedilotildees nas condiccedilotildees da obtenccedilatildeo da mateacuteria prima
Em virtude disto eacute recomendado fazer ensaios que determinam a verdadeira tensatildeo de
escoamento do material
O Meacutetodo de Elementos Finitos (FEM) pode simular o processo industrial de extrusatildeo e
avaliar as condiccedilotildees do processo ou dos paracircmetros de projeto e os resultados satildeo utilizados
para o melhor direcionamento na continuidade do projeto podendo ser testados e analisados
57
sob diversas situaccedilotildees e repetidas vezes em um curto espaccedilo de tempo o que representa
economia por se tratar de testes computacionais [60]
291 Elementos finitos aplicados agrave extrusatildeo a frio
O primeiro registro de utilizaccedilatildeo do termo ldquoelemento finitordquo foi atraveacutes de Clough (1960)
[61] sendo que os primeiros desenvolvimentos do meacutetodo de elementos finitos ocorrem na
deacutecada de 1950 atraveacutes dos trabalhos de Turner (1956) [62] Nos anos 60 iniciaram-se as
primeiras aplicaccedilotildees do meacutetodo efetuadas na resoluccedilatildeo de problemas de anaacutelise estrutural com
utilizaccedilotildees de domiacutenio das tecnologias de fabricaccedilatildeo e na deacutecada de 70 desenvolveu-se uma
formulaccedilatildeo alternativa chamada de formulaccedilatildeo do escoamento plaacutestico ou ldquoflow formulationrdquo
Essa formulaccedilatildeo caracteriza o escoamento dos materiais metaacutelicos em deformaccedilatildeo plaacutestica de
uma forma anaacuteloga ao escoamento dos fluidos viscosos incompressiacuteveis a qual serve de base
para programas de elementos finitos
Atualmente pode-se dizer que os programas de simulaccedilatildeo se tornaram uma ferramenta
praacutetica e essencial para o desenvolvimento e otimizaccedilatildeo da tecnologia de processos de
deformaccedilatildeo plaacutestica Inuacutemeros programas comerciais baseados em diferentes meacutetodos de
soluccedilatildeo estatildeo disponiacuteveis no mercado Os meacutetodos de soluccedilatildeo mais empregados satildeo elementos
finitos volumes finitos elementos de contorno
A Tabela 8 apresenta alguns dos principais softwares utilizados para este fim com a
informaccedilatildeo do respectivo fabricante Cada um deles entregaraacute resultados de forma particular
Tabela 8 ndash Softwares de simulaccedilatildeo por elementos finitos e seus respectivos desenvolvedores
Software Desenvolvedor
EESY-FORM CPM GmbH DEFORM Scientific Forming Technologies Corporation FORGE Transvalor SA
MARC AUTOFORGE MARC Analysis Research Corporation SIMUFACT MSC Software Corporation
QFORM Quantor MSC SUPERFORGE MSC Software Corporation
Alguns preacute-requisitos satildeo fundamentais para a obtenccedilatildeo de bons resultados na simulaccedilatildeo
independente do software a ser utilizado Entre estes preacute-requisitos a introduccedilatildeo no banco de
dados do programa de valores confiaacuteveis para as propriedades fiacutesicas e mecacircnicas e das
condiccedilotildees de contorno tais como
Propriedades fiacutesicas densidade relativa (ρ) calor especiacutefico (119888119872 ) condutividade
teacutermica (к)
58
Propriedades mecacircnicas tensatildeo de escoamento (kf) moacutedulo de elasticidade (E)
coeficiente de Poisson (ν)
Condiccedilotildees de contorno coeficiente ou fator de atrito (μ ou m) coeficientes de
transferecircncia de calor entre peccedila e matriz (hpeccedila-matriz) entre peccedila e ambiente (hpeccedila-ambiente) e entre
matriz e ambiente (hmatriz-ambiente)
Encontrar informaccedilotildees relativas a paracircmetros que possam contribuir com a caracterizaccedilatildeo
de processos e materiais eacute possiacutevel em publicaccedilotildees da especialidade poreacutem julgar a qualidade
ou relevacircncia destes paracircmetros torna-se uma tarefa um tanto complexa Snape at al [63]
investigaram como determinar a sensibilidade do meacutetodo dos elementos finitos agrave variaccedilotildees em
diferentes paracircmetros de entrada a curva de escoamento do material a transferecircncia de calor
bem como o coeficiente de atrito entre peccedila e ferramenta
A curva de escoamento que caracteriza o material eacute de interesse fundamental na plasticidade
pois descreve o seu comportamento em deformaccedilatildeo plaacutestica Este comportamento eacute
influenciado por fatores tais como a deformaccedilatildeo verdadeira 120593 a velocidade de deformaccedilatildeo
e a temperatura T aleacutem de caracteriacutesticas intriacutensecas do material como microestrutura e
composiccedilatildeo quiacutemica
Considerando a importacircncia das variaacuteveis citadas acima para uma representaccedilatildeo numeacuterica
eficiente realizam-se ensaios para obter as propriedades corretas e adequadas que devem ser
inseridas no software Os ensaios mais utilizados satildeo o ensaio de compressatildeo ensaio do anel
e de torccedilatildeo
Nos ensaios de compressatildeo os corpos de prova satildeo submetidos a um esforccedilo axial
distribuiacutedo de modo uniforme em toda a sua seccedilatildeo transversal O ensaio pode ser executado em
maacutequina universal de ensaios com a adaptaccedilatildeo de duas placas planas sendo uma fixa e outra
moacutevel Entre elas o corpo de prova eacute apoiado e mantido fixo durante a compressatildeo A resposta
fornecida deste tipo de ensaio eacute dada pela deformaccedilatildeo linear obtida pela medida da distacircncia
entre as placas que comprimem o corpo de prova em funccedilatildeo da carga de compressatildeo aplicada
em cada instante Nesta tese o ensaio de compressatildeo seraacute utilizado para determinaccedilatildeo da curva
de escoamento verdadeira do accedilo utilizado como mateacuteria-prima nos experimentos e simulaccedilotildees
numeacutericas A simulaccedilatildeo por elementos finitos seraacute utilizada para verificar o comportamento da
matriz de extrusatildeo apoacutes a conformaccedilatildeo e o efeito nas dimensotildees da engrenagem extrudada
59
3 MATERIAIS E MEacuteTODOS
A fabricaccedilatildeo de cavidades de matrizes de precisatildeo pelo processo de EDM (Electrical
Discharge Machining) requer primeiramente a fabricaccedilatildeo de eletrodos de precisatildeo
Um estudo para fabricaccedilatildeo de eletrodos de precisatildeo foi iniciado Duas teacutecnicas alternativas
de fabricaccedilatildeo do perfil evolvente foram estudadas sendo uma delas o corte por eletroerosatildeo ao
fio onde os paracircmetros e maquinaacuterio ideal foram determinados experimentalmente O
microfresamento dos eletrodos atraveacutes centro de microusinagem foi avaliado como teacutecnica
alternativa e mostrou potencial na fabricaccedilatildeo de eletrodos Os eletrodos fabricados seratildeo
aplicados na erosatildeo por penetraccedilatildeo da matriz de extrusatildeo de engrenagem MT-3673 O desenho
da matriz a qual eacute fabricada em accedilo K340 e dureza entre 58 e 60 HRC pode ser visto na figura
27 A matriz eacute erodida montada em aneacuteis de cintamento os quais seratildeo mostrados na sequecircncia
Figura 27 ndash Desenho da matriz MT-3673 para a extrusatildeo de engrenagem
31 EQUIPAMENTOS UTILIZADOS NO ESTUDO PARA FABRICACcedilAtildeO DOS
ELETRODOS E CAVIDADE DE MATRIZ
Na fabricaccedilatildeo por eletroerosatildeo a fio dos eletrodos estudados no presente projeto foram
utilizadas trecircs maacutequinas com diferentes niacuteveis de precisatildeo As trecircs maacutequinas satildeo modelos do
portfoacutelio da fabricante GF Machining Solutions a qual eacute detentora da marca Agie-Charmilles
A primeira maacutequina eacute o modelo de entrada do fabricante modelo CUT 20 P seguida pelos
modelos CUT 2000 S e CUT 300 mS Os dados relativos a estes equipamentos relevantes no
presente estudo satildeo mostrados nas Figuras 28 29 e 30
60
Figura 28 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 20P [64]
Figura 29 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 2000 S [65]
Figura 30 ndash Maacutequina de eletroerosatildeo a fio modelo CUT 300 mS [66]
A maacutequina utilizada para os ensaios de eletroerosatildeo por penetraccedilatildeo foi o modelo FORM
X400 do mesmo fabricante Esta maacutequina possui um avanccedilado sistema de termo-estabilizaccedilatildeo
o qual controla a temperatura dos pontos de aquecimento durante o processo de erosatildeo Isto
minimiza alteraccedilotildees dimensionais na estrutura da maacutequina e o consequente impacto nas
dimensotildees dos componentes apoacutes a erosatildeo A figura 31 ilustra de eletroerosatildeo por penetraccedilatildeo
FORM X400
61
Figura 31 ndash Maacutequina de eletroerosatildeo por penetraccedilatildeo modelo FORM X400 [67]
O processo alternativo eacute o de microfresamento em centro de microusinagem de cinco eixos
do fabricante KERN modelo Pyramid Nano Os dados referentes a este equipamento satildeo
mostrados na figura 32
Figura 32 ndash Centro de microusinagem 5 eixos KERN Pyramid Nano [68]
Para uma seleccedilatildeo mais direcionada dos paracircmetros de corte a serem utilizados nos processos
de usinagem uma anaacutelise por espectrometria de emissatildeo oacuteptica foi realizada em um dos tarugos
de cobre O cobre eletroliacutetico eacute seguramente o material mais utilizado para eletrodos de erosatildeo
por penetraccedilatildeo A composiccedilatildeo quiacutemica do tarugo em cobre eletroliacutetico segue na tabela 9
311 Eletrodos fabricados por microusinagem
Foram utilizados eletrodos constituiacutedos de cobre eletroliacutetico com alto grau de pureza
(9950) De acordo com a literatura por possuir alta ductilidade ao ser usinado
mecanicamente o cobre puro apresenta forte tendecircncia agrave formaccedilatildeo de aresta posticcedila de corte
(APC) bem como empastamento e formaccedilatildeo de cavacos longos e espiralados no caso do
62
torneamento Por estes motivos o mesmo eacute considerado um material de baixa usinabilidade e
assim requer um estudo de paracircmetros de usinagem mais detalhado em especial para operaccedilotildees
de microfresamento
Tabela 9 ndash Composiccedilatildeo quiacutemica do material para os eletrodos em cobre
Elemento quiacutemico Teor ( em massa)
Cobre Cu 9950
Zinco Zn 006
Chumbo Pb 005
Manganecircs Mn 005
Carbono C 005
Estanho Sn 004
Ferro Fe 003
Alumiacutenio Al 003
Outros lt002
Um dos aspectos considerados criacuteticos no microfresamento eacute o fato da ordem de grandeza
do avanccedilo por dente (fz) se aproximar do valor do raio de gume da ferramenta (rβ) Quando a
razatildeo fzrβ se aproxima de 25 a espessura criacutetica do cavaco de cobre eacute atingida [69][70]
fazendo com que o material natildeo seja mais removido e sim amassado sob a superfiacutecie
danificando suas caracteriacutesticas de acabamento e propiciando a formaccedilatildeo de rebarbas
Outro aspecto considerado criacutetico no processo de usinagem mecacircnica do eletrodo eacute a fixaccedilatildeo
do tarugo na maacutequina-ferramenta Devido agrave proximidade entre o comprimento do tarugo e do
eletrodo final houve a necessidade de dimensionamento de um sistema de fixaccedilatildeo de accedilo
composto por pino e bucha roscados Apoacutes a usinagem do furo central da peccedila (tolerado em
1000+001 mm) bem como dos diacircmetros externos contidos na mesma a montagem no sistema
de fixaccedilatildeo eacute realizada conforme ilustrado na figura 33 O diacircmetro do pino foi retificado na
medida nominal de 998 mm para que o encaixe seja justo o suficiente para eliminar vibraccedilotildees
provenientes da usinagem e natildeo haja danificaccedilatildeo do diacircmetro interno da peccedila jaacute usinado na
medida final nesta etapa do processo A uacutenica variaacutevel controlada pelo operador no processo
de fixaccedilatildeo eacute o torque aplicado ao pino o qual se traduz diretamente em torccedilatildeo da peccedila e
indiretamente em compressatildeo da mesma atraveacutes do efeito da rosca
No experimento de usinagem mecacircnica do eletrodo o torque considerado suficiente para
fixaccedilatildeo segura do tarugo pelo teacutecnico responsaacutevel foi medido com o auxiacutelio de uma chave
63
equipada com torquiacutemetro e natildeo ultrapassou o valor de 14 Nm o que natildeo representa efeitos
significativos na retilinidade do tarugo do eletrodo
Figura 33 - Fixaccedilatildeo do eletrodo no microfresamento
32 ELETRODOS PARA EROSAtildeO POR PENETRACcedilAtildeO
O eletrodo EL-0331 faz parte de um conjunto de trecircs eletrodos utilizados para usinar a matriz
de extrusatildeo a frio MT-3673 (fig 27) a qual possui nove dentes moacutedulo (mk) igual agrave 211 e
acircngulo de pressatildeo (αp) 12deg Cada eletrodo possui um afastamento (offset) especiacutefico em relaccedilatildeo
ao perfil final da cavidade da matriz onde os mesmos tecircm funccedilotildees de desbaste e acabamento
A tabela 10 informa os valores de afastamento dos respectivos eletrodos
Tabela 10 ndash Eletrodos utilizados na fabricaccedilatildeo da matriz MT-3673 Coacutedigo Aplicaccedilatildeo na usinagem de erosatildeo por penetraccedilatildeo
EL-0331 Desbaste inicial
EL-0330 Erosatildeo intermediaacuteria
EL-0987 Acabamento
A operaccedilatildeo de desbaste inicial tem a funccedilatildeo de usinar o perfil de engrenagem a partir do
material da matriz tratado termicamente ainda em bruto Desta forma o eletrodo EL-0331 eacute o
que sofre o maior desgaste O desgaste sofrido pelo eletrodo ao longo do processo de usinagem
atribui imperfeiccedilotildees agrave geometria do dente de engrenagem na cavidade A intensidade destas
imperfeiccedilotildees seraacute tatildeo maior quanto maior for o desgaste do eletrodo A estrateacutegia para
minimizar o desgaste do eletrodo de desbaste inicial eacute mudar a mateacuteria-prima do mesmo para
uma liga que apresenta maior resistecircncia ao desgaste Para o EL-0331 foi aplicado o cobre-
tungstecircnio Aos demais o cobre eletroliacutetico foi aplicado A figura 34 mostra o perfil do eletrodo
EL-0331 sendo o responsaacutevel pela erosatildeo de desbaste inicial A regiatildeo interna do eletrodo
64
possui uma face paralela ao eixo horizontal que tem a funccedilatildeo de guia para posicionamento do
eletrodo em maacutequina bem como referenciamento entre os trecircs eletrodos utilizados em
sequecircncia As figuras 35 e 36 mostram os eletrodos EL-0330 e EL-0987 respectivamente
Figura 34 ndash Eletrodo para erosatildeo de desbaste inicial por penetraccedilatildeo EL-0331
Figura 35 ndash Eletrodo para erosatildeo intermediaacuteria por penetraccedilatildeo EL-0330
Assim os eletrodos EL-0331 EL-0330 e EL-0987 nesta sequecircncia satildeo utilizados para a
fabricaccedilatildeo da cavidade da matriz MT-3673 quando montada em seus respectivos aneacuteis de
cintamento
65
33 ANEacuteIS DE CINTAMENTO CONVENCIONAIS E POR ENROLAMENTO DE
TIRAS DE ACcedilO
Este capiacutetulo descreve os ferramentais utilizados para fabricaccedilatildeo por extrusatildeo a frio de
pinhotildees para impulsor de partida O resultado comparativo entre o dimensional resultante de
engrenagens obtidas por matrizes com sistema convencional de aneacuteis de cintamento duplo e
uma matriz com sistema de aneacuteis de alta resistecircncia obtida por enrolamento de tiras
desenvolvido pela empresa STRECON seraacute mostrado no capiacutetulo que segue
Figura 36 ndash Eletrodo para acabamento por penetraccedilatildeo EL-0987
331 Dados do processo de extrusatildeo
A figura 37 ilustra o sistema convencional de duplo anel de cintamento utilizado nos ensaios
de extrusatildeo Este sistema convencional de aneacuteis de cintamento eacute montado com os componentes
descritos na tabela 11
A matriz possui diacircmetro da cavidade (d) = 2670 mm e diacircmetro do anel externo (D) =
15995 mm As figuras 38a) e 38b) mostram as dimensotildees da geratriz que foi definida com
base nas dimensotildees da cavidade e massa do extrudado e o comprimento final do pinhatildeo
extrudado O material extrudado eacute o SAE 10B22 para o qual a expressatildeo do caacutelculo da tensatildeo
de escoamento (119896119891) eacute mostrada pela equaccedilatildeo (13) 119896119891 = 119862 120593119899 eq (13)
onde C eacute a constante de resistecircncia ao escoamento estabelecida em 539 Nmm2 e n o iacutendice de
encruamento eacute igual agrave 0261 para accedilos baixo carbono [71]
66
Figura 37 ndash Sistema convencional de aneacuteis de cintamento duplo
Tabela 11 ndash Descriccedilatildeo dos componentes da ferramenta com aneacuteis de cintamento duplo
Posiccedilatildeo Descriccedilatildeo Funccedilatildeo
1 Anel de cintamento externo Proporciona a interface de montagem agrave
prensa
2 Anel de cintamento interno Proporciona a resistecircncia do conjunto de
ferramentas
3 Matriz de extrusatildeo do corpo
ciliacutendrico do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
4 Matriz de extrusatildeo da engrenagem
do pinhatildeo Responsaacuteveis pela conformaccedilatildeo da geratriz
5 Placa de fixaccedilatildeo das matrizes Aplica o preacute-tensionamento das matrizes no
sentido axial
6 Placa de apoio das matrizes Sustenta o conjunto e o apoia nas placas do
porta-ferramentas
7 Extrator Funccedilatildeo de extraccedilatildeo da geratriz da cavidade
da matriz
8 Punccedilatildeo de recalque Pressiona o material contra as paredes da
cavidade da matriz
9 Punccedilatildeo de furaccedilatildeo Proporciona a forma final do furo central da
peccedila
67
a) b)
Figura 38 ndash Geratriz (a) e pinhatildeo extrudado (b) a frio pela matriz MT-3673
332 Caacutelculo da forccedila de extrusatildeo no processo
A forccedila de extrusatildeo necessaacuteria para a produccedilatildeo do pinhatildeo da figura 38b pode ser calculada
pela equaccedilatildeo (14) 119865 = 1198600 119896119891119898 120593 (1 + 2120583119904119890119899(2120572) + 23 120572120593) + 120587 1198890 120583 1198961198910 ℎ119896 eq (14)
calcula-se as aacutereas inicial A0 e deformada A1 1198600 = 1205874 lowast (2622 minus 1342) = 3979 1198981198982 1198601 = 22605 1198981198982 (informaccedilatildeo atraveacutes do software CAD utilizado fig 38b)
Assim o caacutelculo da deformaccedilatildeo verdadeira (φ) eacute dado pela equaccedilatildeo (15)
120593 = 119897119899 (11986001198601) = 119897119899 ( 397922605) = 0565 eq (15)
De acordo com as curvas fornecidas pelo software JMatPro para o accedilo 10B22 considerando
a temperatura igual agrave 20degC e velocidade de deformaccedilatildeo 1 s-1 verifica-se no ANEXO B que
kf0=1905 Nmm2 para φ=0 Desta forma com a equaccedilatildeo (16) calcula-se a tensatildeo de escoamento
meacutedia (kfm) 119896119891119898 = 1198961198910+11989611989112 = 1905+539(0565)02612 = 3275 1198731198981198982 eq (16)
Considerando o coeficiente de atrito μ=01 (ver tabela 3) a forccedila de extrusatildeo necessaacuteria para
a fabricaccedilatildeo do pinhatildeo eacute
68
119865 = 3979 3275 0565 (1 + 201119904119890119899(2(90minus20180 )120587) + 23 (90minus20180 )1205870565 ) + 120587 262 01 1905 145
= 5479438 N asymp 548 kN
O trabalho de extrusatildeo eacute dado pela equaccedilatildeo (6) 119879119903 = 119865 119878119908 = 548 (00208 minus 00145) = 345119896119873 119898
O aumento de temperatura devido ao trabalho de extrusatildeo eacute calculado atraveacutes da equaccedilatildeo
(8) sendo 119888119872= 5024 NmmgordmC [72] 120599119862 = 119896119891120593119888119872 120588 119886 = 3275 119873119898119898205655024119873119898119898119892 783 11990910minus3 1198921198981198983 (09) = 423 ordmC
A tensatildeo axial (120590119911) na cavidade da matriz eacute calculada pela equaccedilatildeo (17) 120590119911 = 1198651198600 = 5479438 1198733979 1198981198982 = 13771 1198731198981198982 eq (17)
De acordo com Tresca se pode calcular a tensatildeo radial atraveacutes da equaccedilatildeo (18)
kf = σz ndash σr eq (18)
sendo σz = -13771 Nmm2 σr = σz - kfm rarr σr = - 13771 ndash 3275 = -17046 Nmm2
333 Dimensionamento dos aneacuteis para sistema convencional de cintamento
Conforme informado na tabela 2 satildeo recomendados dois aneacuteis para tensotildees radiais no
intervalo de 1600 agrave 2200 Nmm2 De acordo com as caracteriacutesticas apresentadas da ferramenta
os diacircmetros de montagem d1 e d2 satildeo determinados a seguir 1198891 = radic119863 119889 = radic15995 267 = 653 119898119898 1198892 = radic119863 1198891 = radic15995 653 = 1022 119898119898
A matriz de extrusatildeo da engrenagem eacute fabricada em accedilo-ferramenta K340 cuja tensatildeo de
escoamento (119896119891119898119886119905119903119894119911) eacute 2700 Nmm2 [73] em um intervalo de dureza de 61 a 63 HRC Para
o anel de cintamento interno eacute utilizado o AISI S1 com tensatildeo de escoamento (1198961198911198881198941198991199051) igual
agrave 1900 Nmm2 [74] O anel de cintamento externo foi dimensionado em accedilo AISI H13 o qual
apresenta tensatildeo de escoamento (1198961198911198881198941198991199052) de 1450 Nmm2 endurecido agrave 48HRC [75]
Assume-se que o moacutedulo de elasticidade (E) eacute 210000 Nmm2 As interferecircncias de montagem
z1 e z2 satildeo calculadas abaixo atraveacutes da equaccedilotildees 2 e 3
69
1199111 = 1198891119896119891119898119886119905119903119894119911119864 (1119861 minus 1198602) = 653lowast2700210000 ( 127001900 minus (radic12 (1 + 127001900 ) minus 21232700)2)
1199111 = 0535 119898119898
1199112 = 1198892119896119891119888119894119899119905119864 ( 1119861119888 minus 1198601198882) = 1022lowast1900210000 ( 119001450 minus (radic12 (1 + 119001450 ) minus 21232700)2)
1199112 = 0617 119898119898
A interferecircncia relativa εf entre uma matriz e um anel de cintamento ou entre aneacuteis de
cintamento natildeo deve ser superior agrave 06 [76] A anaacutelise eacute realizada atraveacutes da equaccedilatildeo (19) 120576119891119894 = 119911119889119894 eq (19)
Desta forma 1205761198911 = 0535653 = 00081 = 081 1205761198912 = 06171022 = 0006 = 06
De acordo com os resultados a interferecircncia 1199111 sugerida natildeo atende a recomendaccedilatildeo A
interferecircncia 1199112 satisfaz a equaccedilatildeo (19) poreacutem no limite Para as duas interferecircncias calculadas
haacute o risco de quebra prematura dos aneacuteis de cintamento eou matriz caso estes valores sejam
seguidos
O software Eesy-DieOpt V 212 [77] foi utilizado para corrigir o caacutelculo dos resultados A
figura 39 mostra a interface de caacutelculo do software O sistema com 2 aneacuteis (frio) foi selecionado
Os diacircmetros da cavidade da matriz e o diacircmetro externo do segundo anel foram os dados de
entrada O Eesy-DieOpt possui uma biblioteca especiacutefica de materiais natildeo sendo possiacutevel a
ediccedilatildeo dos mesmos Desta forma accedilos similares aos utilizados na realidade foram selecionados
Para a matriz foi utilizado o accedilo-raacutepido M2 (DIN 13343) para o primeiro anel o X40CrMoV51
(DIN 12344) com 539 HRC O segundo anel foi analisado com o accedilo X38CrMoV51 (DIN
12343) com 464 HRC
O resultado do software sugere um diacircmetro de montagem do primeiro anel (d1) com 50 mm
e interferecircncia (z1) 0385 mm O segundo anel tem diacircmetro de montagem (d2) sugerido de 84
mm e interferecircncia (z2) 0434 mm Contudo de acordo com a figura 27 a matriz MT-3673
possui diacircmetro externo de 531 mm na extremidade superior O diacircmetro d1 deve ser
determinado pela matriz superior a qual eacute responsaacutevel pelo corpo ciliacutendrico do pinhatildeo e que
70
faz contato com a matriz MT-3673 O diacircmetro externo da matriz superior eacute 523 mm como
pode ser visto na figura 40 Para satisfazer a equaccedilatildeo (18) e considerando a interferecircncia relativa
de 055 a interferecircncia z1 calculada eacute 0286 mm
Figura 39 ndash Interface de caacutelculo do software Eesy-DieOpt para a matriz MT-3673
Figura 40 ndash Matriz MT-3673 montada em sistema de aneacuteis de cintamento duplo
Os diacircmetros de montagem e interferecircncias sugeridos pelo software podem ser vistos na
tabela 12
71
A tensatildeo radial na cavidade da matriz calculada pelo software devido ao preacute-tensionamento
eacute 14529 Nmm2
Tabela 12 ndash Accedilos utilizados na ferramenta de extrusatildeo e interferecircncias de montagem Fonte Eesy-DieOpt 212
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo AISI H13 D = 15995
2 Anel de cintamento interno AISI S1 d2 = 840 0434
3 Matriz superior M2 d1 = 523 0286
4 Matriz inferior K340 0286
5 Anel de compensaccedilatildeo VF 800 AT
6 Placa de apoio AISI M2
7 Porca de travamento SAE 4340
334 Aneacuteis de cintamento atraveacutes do enrolamento de tiras de accedilo
O sistema STRECON de aneacuteis de cintamento eacute montado com os componentes descritos a
seguir
1 Anel de cintamento interno primaacuterio
Contato direto com as matrizes
Fabricada accedilo-ferramenta AISI S1 52-54 HRC
2 Anel de cintamento interno secundaacuterio
Proporciona alta rigidez (ν = 023)
Em WC-Co 13-15 Co 85-88 HRa E = 540000 Nmm2
3 Tiras de accedilo de alta resistecircncia com espessura de 01 mm
Proporciona a resistecircncia e controla a distribuiccedilatildeo do preacute-tensionamento
Feito em accedilo mola especial (natildeo divulgado pela STRECON)
62-64 HRC E = 225000 Nmm2 kf gt 2000 Nmm2 ν = 030
4 Anel de cintamento externo
Proporciona a interface de montagem agrave prensa
Accedilo utilizado ORVAR 45-48 HRC
O desenho esquemaacutetico do sistema STRECON aplicado nos ensaios onde os aneacuteis de
cintamento do sistema convencional satildeo substituiacutedos por componentes descritos acima pode
ser visto na figura 41
72
Figura 41 ndash Esquema dos aneacuteis de cintamento do sistema STRECON utilizado nos experimentos
O sistema STRECON oferece agrave ferramenta a resistecircncia em duas direccedilotildees radial e axial O
preacute-tensionamento radial eacute obtido por interferecircncia de montagem enquanto que o axial eacute
garantido pelo fechamento da ferramenta sob alta carga axial durante a montagem da
ferramenta A ferramenta eacute montada com um anel de compressatildeo fabricado em WC-Co o qual
em conjunto com o conceito final deste sistema assegura uma rigidez de aproximadamente 400
GPa A capacidade de resistecircncia agraves cargas de trabalho estaacute entre 50 e 100 acima de sistemas
com aneacuteis convencionais
O sistema eacute montado com um anel de cintamento feito por tiras de accedilo de alta resistecircncia o
qual proporciona uma resistecircncia significativamente superior ao sistema com aneacuteis
convencionais A tensatildeo de escoamento das tiras eacute aproximadamente 2100 Nmm2 agrave
temperatura ambiente e endurecida agrave 62-64 HRC Considerando ferramentas de mesma
dimensatildeo o sistema eacute duas vezes mais resistente que um sistema de anel simples e 17 vezes
em relaccedilatildeo ao sistema de duplo anel [78]
A reduccedilatildeo da amplitude da tensatildeo tangencial na superfiacutecie da cavidade da matriz pode ser
obtida pelo aumento da rigidez dos aneacuteis de cintamento A razatildeo baixa entre os moacutedulos de
elasticidade da matriz e dos aneacuteis leva a uma reduzida contribuiccedilatildeo da tensatildeo tangencial devido
agrave tensatildeo radial [79]
335 Modelamento por elementos finitos do sistema por enrolamento de tiras de accedilo
STRECON
O comportamento mecacircnico e o desempenho das ferramentas de extrusatildeo podem ser
analisados de diferentes formas
73
1 Na simulaccedilatildeo numeacuterica de escoamento do material a matriz e os aneacuteis de cintamento
satildeo considerados como componentes deformaacuteveis
2 Com o objetivo de reduzir o tempo de simulaccedilatildeo os componentes da ferramenta podem
ser considerados como corpos riacutegidos na simulaccedilatildeo computacional A distribuiccedilatildeo de
pressatildeo resultante na superfiacutecie da matriz varia durante o processo de extrusatildeo e eacute
derivado da anaacutelise de escoamento do material A distribuiccedilatildeo de pressatildeo maacutexima na
superfiacutecie da matriz eacute entatildeo transferida a um modelo onde os componentes da
ferramenta satildeo (elaacutesticos ou elasto-plaacutesticos) corpos deformaacuteveis
3 Se a distribuiccedilatildeo de pressatildeo maacutexima na superfiacutecie da matriz jaacute eacute conhecida atraveacutes de
experimentos praacuteticos ou equaccedilotildees empiacutericas esta variaacutevel pode ser diretamente
aplicada a um modelo onde os componentes da ferramenta satildeo corpos deformaacuteveis
O esquema de uma tiacutepica matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON
E+ eacute mostrado na figura 42a Os aneacuteis de cintamento consistem em um anel interno de WC-Co
as tiras de accedilo e o anel externo em accedilo-ferramenta As superfiacutecies interna do nuacutecleo e a externa
da matriz satildeo cocircnicas para favorecer a montagem A figura 42b mostra a malha por elementos
finitos que representa a matriz e os aneacuteis de cintamento [80]
a) b)
Figura 42 ndash Matriz de extrusatildeo direta preacute-tensionada pelo sistema STRECON E+ a) Esquema da matriz preacute-tensionada b) Malha por elementos finitos das tiras de accedilo anel interno e externo e matriz [80]
Enquanto o anel interno eacute remalhado separadamente as tiras de accedilo e o anel externo do
sistema STRECON podem ser considerados como um corpo uacutenico Para reproduzir os seus
efeitos sobre o comportamento da matriz natildeo haacute necessidade de modelaacute-los em separado A
simplificaccedilatildeo do modelo ao utilizar caracteriacutesticas simeacutetricas eacute recomendada No caso de
engrenagens apenas uma seccedilatildeo pode ser analisada
No sistema STRECON E+ o anel interno eacute fabricado em WC-Co Valores tiacutepicos das
propriedades mecacircnicas destes aneacuteis de cintamento satildeo vistos na seccedilatildeo 332
74
A interferecircncia de montagem deve ser definida considerando a melhor performance da
matriz ou seja a reduccedilatildeo de tensotildees criacuteticas de extrusatildeo bem como as tensotildees maacuteximas
permitidas pelos aneacuteis de cintamento A interferecircncia eacute similar agrave dos aneacuteis de cintamento
convencionais 04 a 06 O principal benefiacutecio do sistema STRECON E+ eacute fornecido pelo
anel interno o qual aplicaraacute um preacute-tensionamento superior aos aneacuteis convencionais Aleacutem
disto sua alta rigidez permite uma baixa expansatildeo dimensional da matriz e reduz a amplitude
da deformaccedilatildeo plaacutestica ciacuteclica o que reduz o risco de ruptura por fadiga
34 PRENSA MECAcircNICA
Os ensaios de extrusatildeo foram realizados em prensa mecacircnica de junta articulada (knuckle
joint press) do fabricante Komatsu modelo MKN 450 A A prensa tem capacidade de forccedila
igual 450 toneladas agrave 10 mm do seu ponto morto inferior e velocidade angular maacutexima de 55
rpm A prensa possui alimentaccedilatildeo automaacutetica de geratrizes por calha e dispositivo de
movimentaccedilatildeo por garras A figura 43 mostra a visatildeo geral da maacutequina A figura 44 evidencia
a aacuterea de prensagem
Figura 43 ndash Prensa mecacircnica MKN 450 A Komatsu com capacidade de forccedila 450 toneladas
O pinhatildeo da figura 38 eacute produzido nesta prensa a uma velocidade angular de 35 rpm Desta
forma a velocidade angular (ω) eacute 35 (212058760) = 367 rads A velocidade da ferramenta (VF) eacute
funccedilatildeo da velocidade tangencial (Vt) do volante e eacute calculada pela equaccedilatildeo (20)
119881119865 = 119881119905 radic1 minus (1 minus ℎ0minusℎ119896119877119881 )2 = 367450radic1 minus [1 minus (208minus145)450 ]2 = 275 119898119898119904 eq (20)
sendo 119881119905 = 120596 119877119881 onde 119877119881 eacute o raio do volante da prensa 119877119881 = 450 119898119898 (ANEXOS G e H)
A velocidade de deformaccedilatildeo () no final da extrusatildeo eacute = 119881119865ℎ119896 = 275145 = 19119904minus1 eq (21)
Figura 44 ndash Transfer de alimentaccedilatildeo e aacuterea de prensagem
75
35 MATEacuteRIA PRIMA UTILIZADA NOS ESTUDOS
351 Accedilo ao Boro SAE 10B22
O material utilizado neste estudo para obtenccedilatildeo do extrudado eacute o accedilo ligado ao Boro SAE
10B22 produzido pela Gerdau Accedilos Finos Piratini unidade de Charqueadas na forma de fio
maacutequina bitola de diacircmetro 312 mm Apoacutes o processo padratildeo de laminaccedilatildeo o material eacute
submetido ao tratamento teacutermico de recozimento para que seja atingido o grau de esferoidizaccedilatildeo
meacutedio de 90 O fio maacutequina eacute conformado por trefilaccedilatildeo para atingir a bitola de utilizaccedilatildeo de
297 mm Desta forma satildeo importantes as suas propriedades de dureza e resistecircncia mecacircnica
A tabela 13 apresenta a composiccedilatildeo quiacutemica de fornecimento informada pelo fabricante em
certificado de qualidade (ANEXO I) A composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 para
os principais elementos de liga eacute informada na tabela 14
Tabela 13 ndash Composiccedilatildeo quiacutemica do accedilo SAE 10B22 utilizado nos experimentos
C Mn Si Cr Ni Mo V Cu B Co Al
10B22 019 088 024 015 008 004 0005 016 00018 0005 0006
Tabela 14 ndash Composiccedilatildeo quiacutemica nominal do accedilo SAE 10B22 [81]
C Mn Si B
10B22 018 ndash 023 070 ndash 100 015-030 00005 ndash 0003
Comparando os teores dos elementos de liga apresentados pelas tabelas 4 e 13 em relaccedilatildeo agrave
composiccedilatildeo nominal da tabela 14 se verifica que o accedilo utilizado nos experimentos teve seu
teor de carbono (C) proacuteximo da miacutenima especificaccedilatildeo O teor de C utilizado para simulaccedilatildeo no
JMatPro foi no limite maacuteximo Os teores de manganecircs (Mn) o qual proporciona o aumento do
limite de resistecircncia agrave traccedilatildeo foram similares bem como o Boro (B) responsaacutevel pelo aumento
da temperabilidade Os demais elementos tambeacutem tiveram seus teores similares sendo que
alguns satildeo residuais de fabricaccedilatildeo
A tabela 15 apresenta os resultados de dureza resistecircncia a traccedilatildeo (σtr) descarbonetaccedilatildeo
meacutedia de superfiacutecie e tamanho de gratildeo (TG) aleacutem de resultados de reduccedilatildeo de aacuterea (RA)
bandeamento e grau de esferoidizaccedilatildeo de lote de fornecimento deste material apoacutes a trefilaccedilatildeo
e recozimento realizados pela usina
Tabela 15 ndash Propriedades mecacircnicas do fio maacutequina em accedilo SAE 10B22 utilizado nos experimentos
Dureza
(HB)
σtr
(Nmm2) RA () Bandeamento
Grau de
esferoidizaccedilatildeo
()
Camada meacutedia
descarbonetada
(mm)
TG
Resultados Maacutex 152
481 701 2 80 023 6
76
352 Curvas de escoamento verdadeiras
A determinaccedilatildeo das curvas de escoamento verdadeiras do SAE 10B22 foi realizada com a
utilizaccedilatildeo do sistema de inspeccedilatildeo termomecacircnica Gleeble 3800 localizado no Instituto de
Conformaccedilatildeo Mecacircnica (IFU) da Universidade de Stuttgart Alemanha As velocidades de
deformaccedilatildeo analisadas foram 005 s-1 1 s-1 e 10s-1 para as temperaturas ambiente (20degC)
100degC 200degC 300degC 400degC e 500degC Para todos os paracircmetros foram realizados trecircs testes
Os corpos de prova ciliacutendricos foram aquecidos por Conduccedilatildeo antes de serem conformados A
temperatura das amostras foi controlada por dois termopares soldados em suas superfiacutecies A
figura 45 mostra as dimensotildees do corpo de prova utilizado
Figura 45 ndash Perfil do corpo de prova utilizado nos ensaios para a determinaccedilatildeo
da curva de escoamento
Para minimizar o atrito tiras de grafite foram colocadas entre as faces dos corpos de prova
e o punccedilatildeo de prensagem do equipamento O aquecimento dos corpos de prova foi agrave taxa de 15
degCs e mantido por 10 segundos para garantir a homogeneidade de temperatura da amostra A
deformaccedilatildeo elaacutestica da maacutequina foi ajustada em funccedilatildeo da forccedila Apoacutes as curvas de escoamento
verdadeiras foram calculadas utilizando o diagrama de Avanccedilo de Ferramenta X Forccedila e a
geometria do corpo de prova Considerando a maacutexima deformaccedilatildeo verdadeira de φ = 07 as
curvas de escoamento foram obtidas de acordo com o modelo de Hollomon-Ludwik a qual eacute
apresentado pela equaccedilatildeo (12) Este modelo eacute comumente empregado nos processos de
conformaccedilatildeo mecacircnica A figura 46 mostra a regiatildeo de teste do equipamento Gleeble 3800
77
Figura 46 ndash Aacuterea de ensaio do equipamento Gleeble 3800 Fonte IFU Stuttgart
Sabe-se que a constante de resistecircncia ao escoamento (C) e o iacutendice de encruamento (n)
tendem a zero de acordo com o aumento da temperatura Os valores obtidos pelo equipamento
no ensaio de compressatildeo para os corpos de prova em accedilo SAE 10B22 foram utilizados para
traccedilar as curvas de escoamento verdadeiras (ANEXOS D E e F)
As curvas de escoamento verdadeiras foram traccediladas conforme valores obtidos nos ensaios
de compressatildeo As curvas satildeo mostradas nas figuras 47 48 e 49
Ao comparar-se os resultados obtidos pelo ensaio de compressatildeo para as velocidades de
deformaccedilatildeo 1 s-1 e 10 s-1 (ANEXOS E e F) com os dados de simulaccedilatildeo do software JMatPro
para as mesmas velocidades de deformaccedilatildeo (ANEXOS B e C) se verifica uma diferenccedila
significativa entre dados de simulaccedilatildeo e resultados experimentais Como exemplo para a
deformaccedilatildeo verdadeira igual a 018 na velocidade de deformaccedilatildeo 10 s-1 a 20degC a tensatildeo de
escoamento apresentada pelo JMatPro seraacute 5256 Nmm2 O ensaio de compressatildeo apresentou
a tensatildeo de escoamento igual agrave 6782 Nmm2 sob os mesmos paracircmetros
Figura 47 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 005 s-1 Fonte IFU Stuttgart
0
100
200
300
400
500
600
700
800
900
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
kf)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
78
De acordo com a comparaccedilatildeo realizada verifica-se a necessidade da utilizaccedilatildeo de meacutetodos
experimentais para a validaccedilatildeo das propriedades mecacircnicas obtidas via softwares dedicados
com o objetivo de evitar resultados inconsistentes na simulaccedilatildeo numeacuterica computacional
O accedilo SAE 10B22 foi submetido a experimentos de extrusatildeo a frio com a utilizaccedilatildeo das
matrizes e aneacuteis de cintamento calculados nas seccedilotildees anteriores O resultado dos experimentos
eacute mostrado nos capiacutetulos a seguir
Figura 48 - Curvas de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 1 s-1
Fonte IFU Stuttgart
Figura 49 - Curva de escoamento verdadeiras do accedilo SAE 10B22 Velocidade de deformaccedilatildeo 10 s-1 Fonte IFU Stuttgart
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
000
10000
20000
30000
40000
50000
60000
70000
80000
90000
100000
00
2
00
6
01
01
4
01
8
02
2
02
6
03
03
4
03
8
04
2
04
6
05
05
4
05
8
06
2
06
6
07
Ten
satildeo
de e
scoa
men
to (
k f)
[Nm
m2 ]
Deformaccedilatildeo verdadeira (φ) [-]
T=20degC T=100degC T=200degC T=300degC T=400degC T=500degC
79
36 DESCRICcedilAtildeO DE PRODUTO EXTRUDADO E FERRAMENTA DE EXTRUSAtildeO
A FRIO
A anaacutelise por elementos finitos foi realizada sobre um pinhatildeo utilizado em impulsor de
partida para motores de arranque de automoacuteveis do mercado original automotivo Este pinhatildeo
possui treze dentes moacutedulo 267 e massa igual a 58 gramas Observa-se que este pinhatildeo natildeo
eacute o mesmo abordado pela figura 38b o qual possui nove dentes e moacutedulo igual agrave 211 As
duas referecircncias de pinhotildees foram escolhidas para os estudos por apresentarem alta demanda
de produccedilatildeo na linha da empresa ZEN SA
O pinhatildeo e suas dimensotildees satildeo mostrados nas figuras 50a e 50b
a) b)
Figura 50 ndash Pinhatildeo produzido por extrusatildeo a frio a) Modelo matemaacutetico 3D b) Desenho 2D
A figura 51 mostra a vista em corte da matriz que produz o referido pinhatildeo por extrusatildeo a
frio A matriz eacute definida pelo coacutedigo MT-6313
A MT-6313 eacute fabricada em accedilo Vanadis 4 Extra com dureza situada no intervalo de 59-61
HRC Possui a mesma sequecircncia de fabricaccedilatildeo da MT-3673 sendo eletrodos usinados por
eletroerosatildeo ao fio e aplicados em maacutequina de erosatildeo por penetraccedilatildeo Contudo a cavidade desta
matriz eacute fabricada por dois eletrodos onde um eacute aplicado ao desbaste inicial e outro ao
acabamento
Figura 51 ndash Desenho da matriz MT-6313
80
A figura 52 mostra a matriz MT-6313 montada com os seus respectivos aneacuteis de cintamento
Os diacircmetros de montagem e interferecircncias para esta matriz c om sistema duplo de aneacuteis de
cintamento pode ser visto na tabela 16 Interferecircncias foram calculadas pelo Eesy-DieOpt [77]
Tabela 16 ndash Descriccedilatildeo dos componentes utilizados na montagem da matriz MT-6313
Posiccedilatildeo Componente Material Oslashmontagem
(mm) Interferecircncia
(mm)
1 Anel de cintamento externo VMO D = 19995
2 Anel de cintamento interno AISI H13 d2 = 1050 0301 3 Matriz superior AISI M2 d1 = 677 0406
4 Matriz inferior Vanadis 4
Extra 0406
5 Placa de apoio AISI S1
6 Porca de travamento SAE 4340
7 Extrator SAE 4340
8 Punccedilatildeo de recalque AISI M2
9 Punccedilatildeo de furaccedilatildeo VF 800 AT
10 Placa de compensaccedilatildeo AISI S1
O produto resultante da sequecircncia de operaccedilotildees de manufatura no processo atual conforme
figura 53 apresenta variaccedilotildees com amplitudes que elevam o grau de qualidade da engrenagem
Cada uma das variaacuteveis descritas no capiacutetulo 27 eacute medida e de acordo com o resultado atribui
Figura 52 ndash Matriz MT-6313 montada
em sistema de aneacuteis de cintamento
duplo
81
um grau de qualidade agrave engrenagem A variaacutevel que sofre maior impacto eacute o comprimento de
heacutelice O grau de qualidade de engrenagem meacutedia resultante do processo de extrusatildeo a frio se
situa entre Q9 e Q11 Apoacutes o processo de usinagem e operaccedilotildees de tratamento teacutermico como
cementaccedilatildeo tecircmpera e revenimento as distorccedilotildees aplicadas agrave peccedila deslocam o grau de
qualidade para o intervalo entre Q10 e Q12
Para aplicaccedilotildees do mercado original automotivo engrenagens com grau de qualidade no
intervalo citado anteriormente natildeo satildeo aceitas devido agrave possibilidade de ruiacutedo de engrenamento
e desgaste prematuro do flanco do dente [82]
Figura 53 ndash Sequecircncia de fabricaccedilatildeo de pinhatildeo para impulsor de partida
A incidecircncia de erro no extrudado surge no processo inicial a fabricaccedilatildeo de ferramentas
O meacutetodo de fabricaccedilatildeo ou mesmo os equipamentos utilizados para este fim satildeo determinantes
para a qualidade resultante da engrenagem Aliada a materiais de alta qualidade teacutecnicas de
corte de geratrizes e ciclos eficientes de recristalizaccedilatildeo a fabricaccedilatildeo de ferramentas eacute a chave
para a extrusatildeo de precisatildeo
A qualidade da engrenagem extrudada a frio deve ser melhorada para ao final do processo
de manufatura o dentado apresentar o grau de qualidade de engrenagem desejado igual a Q8
Com base neste objetivo a figura 54 estabelece a meta para o processo de extrusatildeo a frio
Figura 54 ndash Objetivo de grau de qualidade de engrenagem para a extrusatildeo a frio conforme ISO 1328
Entende-se que de acordo com os erros agregados agraves engrenagens pelos processos
posteriores agrave extrusatildeo a frio ao manter os desvios das engrenagens produzidas por extrusatildeo a
frio com classificaccedilatildeo maacutexima igual agrave Q7 seraacute possiacutevel a obtenccedilatildeo do grau de qualidade final
Q8 apoacutes os processos de manufatura sequentes com seus devidos ajustes
102
5 ANAacuteLISE EXPERIMENTAL
51 USINAGEM POR ELETROEROSAtildeO A FIO DOS ELETRODOS PARA
FABRICACcedilAtildeO DAS MATRIZES
A usinagem por eletroerosatildeo se deu inicialmente em duas etapas onde foram utilizadas as
maacutequinas da GF Agie Charmilles CUT 20 P e CUT 2000 S Apoacutes foi adicionada uma terceira
etapa utilizando o modelo CUT 300 mS Esta maacutequina estaacute no mesmo niacutevel de precisatildeo da CUT
2000 S poreacutem possui um sistema interno de estabilizaccedilatildeo teacutermica em relaccedilatildeo ao ambiente
Sabe-se que a temperatura tem influecircncia direta nos resultados da precisatildeo dimensional apoacutes a
erosatildeo
Para ambas as maacutequinas os tarugos de cobre foram furados de duas formas diferentes
respectivamente com dois e quatro pontos conforme mostrado nas figuras 83a e 83b A furaccedilatildeo
tem a funccedilatildeo de permitir a passagem do fio de erosatildeo para corte do perfil desejado do eletrodo
Estes furos foram feitos atraveacutes da maacutequina de usinagem para furo raacutepido modelo Resitron RT
Drill 350 para posterior fixaccedilatildeo nas maacutequinas de eletroerosatildeo a fio O perfil de engrenagem eacute
baseado em um modelo do eletrodo EL-0330 jaacute citado no item 32
Com um nuacutemero maior de furaccedilotildees para passagem de fio os tarugos tecircm uma fixaccedilatildeo riacutegida
diminuindo a vibraccedilatildeo durante o processo de erosatildeo
Figura 83 ndash Eletrodos com furaccedilatildeo para passagem do fio para eletroerosatildeo a) Dois furos b) Quatro furos
A fabricaccedilatildeo do eletrodo utilizando a maacutequina CUT 20 P se deu em duas etapas
primeiramente o furo interno foi realizado e em seguida os perfis dos dentes foram usinados
Ambas as etapas satildeo constituiacutedas de quatro sub-etapas denominadas MainCut e TrimCut 1 a 3
103
Estas sub-etapas satildeo anaacutelogas aos processos de desbaste preacute-acabamento e acabamento da
usinagem mecacircnica
A fim de utilizar uma maacutequina com maior precisatildeo de fabricaccedilatildeo foi utilizada a maacutequina de
eletroerosatildeo CUT 2000 S Neste processo para a fabricaccedilatildeo para os dois modelos de tarugos
(2 furos na periferia e um central e 4 furos na periferia e um furo central) o furo central e os
dentes foram fabricados simultaneamente sendo utilizadas 5 etapas de corte (MainCut e
TrimCut 1 a 4)
Para buscar os melhores resultados com a maacutequina CUT 2000 S foram utilizados tarugos
com furos iniciais diferentes poreacutem com os mesmos paracircmetros No primeiro foi utilizado o
tarugo com dois furos para passagem do fio No segundo foram utilizados 4 furos com o
objetivo de manter a peccedila mais riacutegida durante a usinagem
Para ambas as maacutequinas foi utilizado fio com 025 mm de diacircmetro poreacutem para a CUT 20
P o material do fio eacute de latatildeo e para a CUT 2000 S o fio eacute de latatildeo com revestimento de zinco
Cobra Cut A Todas as sub-etapas foram realizadas no moacutedulo de usinagem de precisatildeo das
maacutequinas Este paracircmetro para iniacutecio da usinagem serve apenas como balizamento para que a
mesma busque em seu banco de dados tecnoloacutegico os melhores paracircmetros para o corte do
material da peccedila em questatildeo
Pode-se efetuar no entanto uma anaacutelise qualitativa das sub-etapas Com a evoluccedilatildeo do
processo de acabamento as seguintes tendecircncias satildeo notadas
Diminuiccedilatildeo da corrente de descarga e da largura de pulso como efeitos tem-se uma
reduccedilatildeo da taxa de remoccedilatildeo local de material e consequentemente da pressatildeo de lavagem
necessaacuteria e velocidade do fio na regiatildeo de corte bem como melhora nas caracteriacutesticas
geomeacutetricas e de superfiacutecie (rugosidade camada branca micro trincas e zona termicamente
afetada) e menor risco de ruptura do fio durante o processo A compensaccedilatildeo da reduccedilatildeo na
taxa de remoccedilatildeo local do material se daacute com o aumento da velocidade de avanccedilo do cabeccedilote
sendo que para a maacutequina CUT 2000 S as velocidades diminuem com o nuacutemero de repasses
de acabamento
Aumento da tensatildeo do fio e reduccedilatildeo do offset com o aumento da tensatildeo do fio apesar
de um acreacutescimo no risco de ruptura do mesmo durante o processo haacute um ganho relevante
em termos de uniformidade da regiatildeo de corte e concordacircncia com a programaccedilatildeo de
posicionamento do cabeccedilote Aleacutem disso os paracircmetros eleacutetricos e de duraccedilatildeo do pulso
causam uma reduccedilatildeo da folga entre peccedila e eletrodo durante o processo que eacute a grandeza
104
corrigida pelo sistema de controle da maacutequina para geraccedilatildeo da geometria final da peccedila
desejada Com a folga reduzida se reduz tambeacutem a probabilidade de incidecircncia de erros
geomeacutetricos provenientes desta fonte
A figura 84 mostra o eletrodo de acabamento cortado neste experimento pela maacutequina CUT
2000 S
Figura 84 - Eletrodo resultante do ensaio na CUT 2000 S
O modelo GF Agie-Charmilles CUT 300 mS foi utilizado na sequecircncia Com o seu sistema
de termo-estabilizaccedilatildeo bem como a precisatildeo de corte aplicada pela mesma se teve como
objetivo melhorar os resultados obtidos pelas etapas anteriores de usinagem
Duas referecircncias de eletrodos foram usinadas por esta maacutequina sendo os eletrodos de
coacutedigos EL-0926 e EL-0330 O eletrodo EL-0926 possui onze dentes e moacutedulo 3 e eacute fabricado
em cobre eletroliacutetico Pode ser visto na figura 85
Para esta referecircncia de eletrodo trecircs amostras foram usinadas e demonstraram avanccedilo na
precisatildeo dos flancos de seus dentes Os perfis de engrenagem resultantes da fabricaccedilatildeo de cada
eletrodo foram medidos em maacutequina tridimensional utilizando o software Quindos Gear
conforme a ISO 1328-12013 As variaacuteveis medidas e sua descriccedilatildeo satildeo apresentadas na tabela
26
105
Figura 85 ndash Desenho do eletrodo EL-0926
Tabela 26 ndash Desvios de flanco de dente de engrenagem [42]
Simbologia (μm) Descriccedilatildeo 119891119867120572 Desvio angular de perfil 119865120572 Desvio total de perfil 119891119891120572 Desvio de forma de perfil 119891119867120573 Desvio angular de linha de flanco 119865120573 Desvio total de linha de flanco 119891119891120573 Desvio de forma de linha de flanco 119891119901119905 Desvio de passo individual 119865119901 Desvio de passo total 119865119903 Desvio de batimento radial
Q Grau de qualidade de engrenagem
O perfil de engrenagem do eletrodo EL-0926 tem onze dentes Desta forma a metodologia
de coleta de dados definida foi a mediccedilatildeo individual dos dois flancos de cada dente e a avaliaccedilatildeo
do grau de qualidade de engrenagem resultante do maior valor encontrado sobre trecircs grupos
consecutivos O grupo 1 eacute formado pelos dentes 1 2 3 e 4 O grupo 2 eacute composto pelos dentes
5 6 7 e 8 Os demais dentes compotildeem o grupo 3 Foram usinadas trecircs amostras do eletrodo
EL-0926 Os eletrodos usinados na maacutequina CUT 300 mS satildeo mostrados na figura 86a 86b e
86c
106
a) b) c)
Figura 86 ndash Eletrodos resultantes do ensaio na maacutequina CUT 300 mS a) Amostra 1 b) Amostra 2 c) Amostra 3
As trecircs amostras do eletrodo satildeo idecircnticas contudo os seus resultados de desvios
dimensionais e grau de qualidade foram especiacuteficos em cada amostra Os resultados
dimensionais referente aos trecircs eletrodos satildeo mostrados nas tabelas 27 28 e 29
Tabela 27 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 1)
Grau de qualidade de engrenagem eletrodo EL-0926
esquerdo direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
3 2 4 3 3 2 119943119919120630 3 4 2 2 2 4
2 2 4 4 2 2 119917120630 3 3 2 2 2 2
1 1 1 1 1 1 119943119943120630 1 3 1 2 1 1
0 1 0 1 1 1 119943119919120631 1 0 1 0 0 0
0 1 0 1 0 1 119917120631 1 0 1 0 1 0
0 1 0 1 1 1 119943119943120631 1 1 1 4 1 1
3 3 119943119953119957 6 4
3 6 119917119953 6 3
5 8 119917119955
a variaacutevel 119865119903 independe de flanco direito ou esquerdo
107
Tabela 28 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 2)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo Direito
Q 11109
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 91011
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 0 4 3 3 2 119943119919120630 3 5 5 6 3 4
0 1 3 3 1 2 119917120630 4 3 4 4 3 3
1 1 2 2 2 1 119943119943120630 1 1 1 0 1 1
0 0 0 0 0 0 119943119919120631 0 0 1 1 1 0
1 1 0 1 1 2 119917120631 1 1 1 1 1 0
2 1 2 1 3 2 119943119943120631 1 2 1 1 1 1
2 4 119943119953119957 3 4
1 3 119917119953 5 3
3 4 119917119955
Tabela 29 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0926 usinado na CUT 300 mS (AMOSTRA 3)
Grau de qualidade de engrenagem eletrodo EL-0926
Esquerdo direito
Q
11109 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
91011 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 3 2 3 2 119943119919120630 3 4 3 5 4 5
2 2 1 2 2 2 119917120630 3 3 3 3 3 3
0 1 1 1 1 1 119943119943120630 1 0 2 2 1 0
0 0 0 1 0 0 119943119919120631 1 1 1 0 1 1
1 1 1 1 0 1 119917120631 1 4 4 1 1 0
1 1 1 1 1 1 119943119943120631 1 4 3 1 1 0
4 4 119943119953119957 3 4
3 6 119917119953 8 4
5 8 119917119955
108
O conjunto de trecircs eletrodos EL-0330 EL-0331 e EL-0987 foi usinado na maacutequina CUT
300 mS Os resultados de desvios geomeacutetricos para os eletrodos satildeo mostrados nas tabelas 30
31 e 32
Tabela 30 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0331 na CUT 300 mS em CuW
Grau de qualidade de engrenagem eletrodo EL-0331
Esquerdo Direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
4 0 4 2 4 2 119943119919120630 2 3 2 3 1 3
4 3 4 3 4 4 119917120630 4 4 4 4 4 4
5 3 5 2 5 4 119943119943120630 4 5 3 5 3 5
3 1 3 1 3 2 119943119919120631 -1 0 1 0 0 0
8 3 8 14 8 14 119917120631 3 3 3 3 1 3
9 2 9 14 9 14 119943119943120631 3 4 3 4 1 4
4 3 119943119953119957 5 6
2 4 119917119953 6 4
5 7 119917119955
Tabela 31 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0330 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0330
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 1 5 2 5 4 119943119919120630 2 6 2 6 5 6
5 2 5 3 5 6 119917120630 4 5 4 5 5 5
6 2 6 2 6 5 119943119943120630 3 4 3 4 3 4
5 2 5 3 5 -4 119943119919120631 -4 5 -3 5 0 5
4 4 4 3 4 4 119917120631 4 6 7 6 1 6
5 4 5 1 5 1 119943119943120631 2 6 7 6 1 6
5 4 119943119953119957 4 5
4 7 119917119953 4 2
5 9 119917119955
109
Tabela 32 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 na CUT 300 mS
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
6 -4 6 4 6 -5 119943119919120630 5 6 3 6 3 6
6 9 6 5 6 7 119917120630 6 5 6 5 3 5
6 6 6 5 6 4 119943119943120630 4 5 5 5 3 5
2 -1 2 -2 2 2 119943119919120631 1 2 5 2 0 2
4 2 4 4 4 2 119917120631 5 4 5 4 2 4
5 2 5 4 5 2 119943119943120631 6 6 -1 6 2 6
9 18 119943119953119957 15 9
7 21 119917119953 19 7
8 22 119917119955
A tabela 33 mostra o resultado dos desvios do eletrodo EL-0987 apoacutes a utilizaccedilatildeo do mesmo
na usinagem da cavidade da matriz MT-3673
Tabela 33 ndash Resultados de desvios e grau de qualidade de engrenagem para eletrodo EL-0987 apoacutes a erosatildeo por penetraccedilatildeo
Grau de qualidade de engrenagem eletrodo EL-0987
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 6 7 7 8 12 119943119919120630 12 9 5 6 3 4
6 7 5 6 7 10 119917120630 11 7 7 6 4 4
4 3 4 4 5 5 119943119943120630 7 7 7 5 5 5
5 4 5 5 5 4 119943119919120631 5 5 5 5 3 4
4 4 4 5 4 5 119917120631 5 4 5 4 5 5
2 2 5 4 5 4 119943119943120631 4 5 4 5 5 6
7 9 119943119953119957 7 6
7 19 119917119953 19 7
9 35 119917119955
110
Comparando os resultados das tabelas 32 e 33 se verifica que houve piora nos desvios
geomeacutetricos de engrenagem do eletrodo de acabamento Isto significa que um possiacutevel
aproveitamento para uma segunda matriz de precisatildeo estaria descartado
52 COMPARACcedilOtildeES ENTRE ENGRENAGENS EXTRUDADAS POR SISTEMA DE
ANEacuteIS DE CINTAMENTO CONVENCIONAL E POR ENROLAMENTO DE TIRAS
DE ACcedilO
A anaacutelise experimental entre diferentes sistemas de aneacuteis de cintamento foi conduzida sobre
o pinhatildeo citado na figura 38b o qual eacute produzido pela matriz MT-3673 (fig 27) O produto
resultante de extrusatildeo a frio eacute um pinhatildeo utilizado em motores de partida automotivos O
modelo utilizado para anaacutelise de fabricaccedilatildeo dos eletrodos na seccedilatildeo anterior eacute baseado nos
dados de engrenagem deste pinhatildeo sendo ele com nove dentes moacutedulo (mk) 211 acircngulo de
pressatildeo (αp) igual agrave 12ordm e comprimento de flanco de 8 mm conforme figura 87 As ferramentas
utilizadas nos ensaios satildeo mostradas na figura 88
Figura 87 ndash Pinhotildees para motor de partida por extrusatildeo a frio a) Aneacuteis convencionais b) Aneacuteis STRECON
Figura 88 ndash Ferramentas de extrusatildeo a frio utilizadas nos experimentos a) Sistema convencional
b) Sistema STRECON
111
A ferramenta com sistema convencional possui dois aneacuteis de cintamento feitos em accedilos AISI
S1 e H13 respectivas interferecircncias de montagem de 0286 e 0434 mm entre matrizes e anel
1 e anel 1 e anel 2 respectivamente
As matrizes foram fabricadas de acordo com o mesmo procedimento conforme mostrado
no diagrama da figura 89
Figura 89 ndash Sequecircncia de fabricaccedilatildeo das ferramentas de extrusatildeo a frio
521 Resultados
Os respectivos desvios de flanco de engrenagem resultantes nas cavidades das matrizes satildeo
mostrados nas tabelas 34 e 35 As cavidades das matrizes destas tabelas foram usinadas por
uma maacutequina de eletroerosatildeo por penetraccedilatildeo modelo Agietron Advance 3 ano 2003 Para esta
usinagem foram utilizados os eletrodos fabricados pela CUT 2000 S obtidos nos primeiros
ensaios de fabricaccedilatildeo
De acordo com a ISO 1328-1 quanto menor a escala de grau de qualidade maior a qualidade
do perfil de engrenagem Assim atraveacutes dos resultados das tabelas 34 e 35 eacute possiacutevel verificar
que haacute uma melhoria nos resultados do ferramental com aneacuteis de compressatildeo de alta resistecircncia
O grau de qualidade de engrenagem resultante do ferramental com o sistema STRECON se
mostrou superior ao do sistema convencional A maior resistecircncia agrave deformaccedilatildeo do sistema
STRECON demonstrou maior precisatildeo no resultado
As ferramentas foram colocadas em produccedilatildeo em prensa excecircntrica de 450 toneladas
Amostras foram medidas e mostraram uma tendecircncia que refletiu os resultados de suas
respectivas matrizes As tabelas 36 e 37 mostram os resultados de uma amostra de pinhatildeo obtido
por cada uma das matrizes
Usinagem dos componentes
Tratamento teacutermico
Retificaccedilatildeo e Montagem
Fabricaccedilatildeo dos eletrodos por
eletroerosatildeo ao fio
Eletroerosatildeo por penetraccedilatildeo da
cavidade
Polimento e Revestimento
Superficial
112
Tabela 34 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento convencional
Grau de qualidade de engrenagem para ferramenta com aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 18 11 31 119891119867120572 21 10 20 10 11 8
8 14 8 18 10 30 119865120572 21 9 21 9 13 7
2 1 6 6 6 5 119891119891120572 4 5 4 5 3 4
8 10 8 10 9 16 119891119867120573 10 8 17 9 14 9
7 10 7 9 8 17 119865120573 11 7 17 9 14 8
2 1 4 2 4 2 119891119891120573 3 4 2 2 1 1
10 23 119891119901119905 24 10
11 69 119865119901 64 10
10 52 119865119903
Tabela 35 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
0 1 8 11 6 5 119891119867120572 13 9 12 8 13 9
2 2 7 11 6 9 119865120572 12 7 12 7 12 7
3 2 4 3 5 5 119891119891120572 3 4 2 3 1 1
1 1 5 3 6 5 119891119867120573 2 4 4 5 1 0
3 2 4 4 5 5 119865120573 4 4 5 5 1 0
3 2 2 1 3 2 119891119891120573 2 2 2 3 1 0
7 9 119891119901119905 9 7
7 21 119865119901 19 7
7 16 119865119903
Os resultados mostram que a qualidade da cavidade quando montada em aneacuteis de
cintamento convencionais diminui em relaccedilatildeo aos desvios de perfil heacutelice e passo Contudo
este ensaio bem como o apresentado pela tabela 35 foi realizado em maacutequina que possui erro
113
de posicionamento e acabamento superficial elevados Desta forma eacute possiacutevel a obtenccedilatildeo de
melhores resultados dimensionais em caso da utilizaccedilatildeo de maacutequina de maior precisatildeo
Tabela 36 ndash Resultados de desvios de grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento convencionais
Grau de qualidade de engrenagem para pinhatildeo produzido c aneacuteis convencionais de cintamento
esquerdo direito
Q
9 Q
8765 Q
4321 DENTE 1234 Q
5678 Q
9 Q
X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 13 10 18 10 19 119891119867120572 20 10 21 10 20 10
9 23 10 28 10 27 119865120572 26 10 24 9 28 10
9 16 9 16 9 18 119891119891120572 18 9 12 8 16 9
5 3 5 4 6 5 119891119867120573 57 6 6 6 3 5
6 6 8 13 7 12 119865120573 13 8 24 7 7 6
6 4 8 11 8 9 119891119891120573 12 9 12 8 5 6
8 10 119891119901119905 11 8
6 13 119865119901 11 5
9 30 119865119903
Tabela 37 ndash Resultados de desvios e grau de qualidade de engrenagem para pinhatildeo produzido com sistema de aneacuteis de cintamento STRECON
Grau de qualidade de engrenagem para pinhatildeo produzido com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
9 14 10 23 10 20 119891119867120572 24 11 24 11 20 10
9 22 10 28 10 27 119865120572 32 10 28 10 25 9
8 13 8 11 8 11 119891119891120572 11 8 11 8 12 8
2 1 3 2 2 1 119891119867120573 2 3 2 3 1 2
4 3 7 11 6 8 119865120573 12 8 8 7 3 4
4 2 8 11 8 8 119891119891120573 11 8 10 8 3 5
5 4 119891119901119905 3 4
3 5 119865119901 6 4
6 9 119865119903
Baseado nas informaccedilotildees das tabelas 36 e 37 uma nova alternativa de equipamento de
eletroerosatildeo por penetraccedilatildeo foi testada A maacutequina FORM X400 tambeacutem do cataacutelogo do
fabricante GF Agie Charmilles foi utilizada A FORM X400 possui um sistema de termo-
estabilizaccedilatildeo integrado que permite corrigir os pontos localizados de aquecimento assim como
114
a CUT 300 mS Em paralelo um otimizado sistema de controle permite reduzir o desgaste do
eletrodo
A matriz MT-3673 foi novamente escopo deste teste e os eletrodos EL-0331 EL-0330 e
EL-0987 desta vez utilizando uma maacutequina modelo FORM X400 A diferenccedila aplicada neste
ensaio foi a utilizaccedilatildeo de trecircs eletrodos sendo o primeiro para desbaste e os dois restantes para
acabamento Os eletrodos EL-0331 EL-0330 e EL-0987 apresentados nas tabelas 30 31 e 32
foram utilizados Neste teste foram adicionados dispositivos de fixaccedilatildeo do fabricante 3R Estes
dispositivos permitem realizar o setup dos trecircs eletrodos em uma mesma posiccedilatildeo de referecircncia
em relaccedilatildeo agrave matriz O objetivo foi minimizar a atribuiccedilatildeo dos erros de posicionamento dos
eletrodos entre cada etapa de usinagem Os eletrodos foram fixados em uma haste fabricada
com desvio de batimento radial maacuteximo de 0005 mm Os mesmos foram fixados nas hastes e
montados nos ldquopalletsrdquo 3R A figura 82a mostra o eletrodo montado na haste e pallet 3R Apoacutes
a montagem do eletrodo o conjunto foi adaptado a uma base plana montada em maacutequina de
mediccedilatildeo tridimensional com 0003 mm de paralelismo entre faces inferior e superior conforme
a figura 90b
a) b)
Figura 90 ndash a) Eletrodo montado no pallet 3R b) Eletrodo montado na base para mediccedilatildeo em maacutequina tridimensional
A mediccedilatildeo em maacutequina tridimensional tem a funccedilatildeo de encontrar os erros nos eixos X e Y
do perfil de engrenagem em relaccedilatildeo ao centro de fixaccedilatildeo O conhecimento destes erros permite
fazer as devidas compensaccedilotildees dos eixos na programaccedilatildeo da FORM X400 O procedimento eacute
realizado para garantir que os eletrodos sejam posicionados no mesmo centro de fixaccedilatildeo
A erosatildeo da cavidade da matriz MT-3673 de acordo com o procedimento citado na maacutequina
FORM X400 apresentou os desvios informados na tabela 38 O ANEXO J mostra o relatoacuterio
de mediccedilatildeo realizada em maacutequina ZEISS atraveacutes do software GEAR PRO involute
115
Tabela 38 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 4 5 1 5 3 119891119867120572 2 4 2 4 0 4
4 4 4 3 4 4 119865120572 3 3 3 3 1 3
3 2 3 3 3 2 119891119891120572 2 3 2 3 1 3
2 0 2 -1 2 1 119891119867120573 5 4 -1 4 1 4
5 3 5 4 5 5 119865120573 4 5 4 5 4 5
6 3 6 4 6 5 119891119891120573 2 6 5 6 4 6
3 2 119891119901119905 4 5
2 4 119865119901 5 3
5 8 119865119903
A matriz foi desmontada dos aneacuteis de cintamento por enrolamento de tiras e aplicado o
revestimento PVD Produzir amostras sem a aplicaccedilatildeo de revestimento poderia representar
dano agrave superfiacutecie da cavidade da matriz e comprometer a integridade da engrenagem extrudada
Apoacutes a aplicaccedilatildeo do revestimento PVD e remontagem houve modificaccedilatildeo no grau de qualidade
dos dentes de engrenagem A tabela 39 mostra o grau de qualidade da cavidade da matriz apoacutes
a aplicaccedilatildeo do revestimento PVD O anexo L mostra o relatoacuterio de mediccedilatildeo da cavidade apoacutes
o revestimento A numeraccedilatildeo da posiccedilatildeo dos dentes foi mantida em relaccedilatildeo agrave tabela 38
Tabela 39 ndash Resultados de desvios e grau de qualidade de engrenagem para cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 apoacutes a aplicaccedilatildeo do revestimento PVD
Grau de qualidade de engrenagem para ferramenta com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
5 2 5 3 5 3 119891119867120572 2 5 3 5 -1 5
4 2 4 3 4 2 119865120572 3 5 5 5 2 5
4 1 4 3 4 2 119891119891120572 2 5 4 5 1 5
3 0 3 -1 3 2 119891119867120573 -4 5 2 5 -1 5
5 4 5 5 5 6 119865120573 5 5 5 5 5 5
6 3 6 5 6 6 119891119891120573 -4 6 5 6 5 6
7 8 119891119901119905 8 7
6 15 119865119901 17 6
7 18 119865119903
116
A comparaccedilatildeo entre os resultados das tabelas 38 e 39 mostra que houve um decreacutescimo no
grau de qualidade da cavidade da matriz A aplicaccedilatildeo do revestimento na superfiacutecie pode ter
aumentado a irregularidade de forma A montagem da ferramenta tambeacutem pode ter
influenciado bem como o fato de os aneacuteis de cintamento jaacute terem passado por vaacuterios ciclos de
produccedilatildeo montagem e desmontagem o que provoca a sua deformaccedilatildeo plaacutestica
O desvio de forma de perfil (ffα) passou de grau Q3 para graus Q4 (lado esquerdo) e Q5 (lado
direito) O desvio angular de perfil (fHα) passou de grau Q4 para Q5 no lado direito mantendo-
se estaacutevel no lado esquerdo O desvio angular de linha de flanco (fHβ) sofreu decreacutescimo de um
ponto no grau de qualidade passando de Q2 para Q3 (lado esquerdo) e Q4 para Q5 (lado
direito) Os desvios individual de passo (fpt) e batimento radial (Fr) passaram ao grau de
qualidade Q7
Os graacuteficos das figuras 91a e 91b mostram a variaccedilatildeo do grau de qualidade (Q) em funccedilatildeo
dos desvios dimensionais de engrenagem para a MT-3673 antes e poacutes aplicaccedilatildeo do PVD O
maior grau de qualidade encontrado entre os flancos direito e esquerdo foi indicado nos
graacuteficos
a) b)
Figura 91 ndash Grau de qualidade (Q) X desvios dimensionais da MT-3673
Os paretos mostrados na figura 91 indicam que na usinagem por eletroerosatildeo da MT-3673
o desvio angular de linha de flanco (ffβ) sofreu a maior variaccedilatildeo no desvio dimensional
resultando no maior grau de qualidade (Q6) e mantendo-se apoacutes o PVD O desvio de forma de
perfil (ffα) e desvio passo total (Fp) atingiram o melhor grau de qualidade (Q) poreacutem apoacutes o
PVD houve um decreacutescimo de Q2 e Q3 niacuteveis respectivamente nesta variaacutevel O desvio de
passo individual (fpt) e desvio de batimento radial (Fr) atingiram os maiores desvios
dimensionais apoacutes o PVD e o seu grau de qualidade final foi Q7
A ferramenta foi colocada na prensa excecircntrica jaacute mencionada neste trabalho e amostras de
pinhotildees foram produzidas tal como mostrado na figura 92
117
Figura 92 ndash Aacuterea de montagem da ferramenta na prensa excecircntrica Amostra de pinhatildeo produzida
Foram produzidas 20 amostras de pinhotildees e a tabela 40 mostra o resultado do grau de
qualidade alcanccedilado em uma das amostras Este resultado foi semelhante para as demais
amostras O anexo M mostra o relatoacuterio de mediccedilatildeo do referido pinhatildeo
Para os desvios de perfil (ffα fHα e Fα) o pinhatildeo atingiu o grau de qualidade Q7 com dois
pontos acima da cavidade da matriz Os desvios de passo (fpt e Fp) reproduziram a cavidade da
matriz com grau de qualidade Q7 Os desvios de heacutelice (ffβ fHβ e Fβ) atenderam ao grau de
qualidade Q6 Importante observar que ateacute a tabela 37 os resultados foram atraveacutes do software
Quindos onde o grau de qualidade era atribuiacutedo a cada grupo de quatro dentes O GEAR PRO
verifica o maior desvio entre os nove dentes e atribui o grau a partir deste resultado
Tabela 40 ndash Resultados de desvios e grau de qualidade de pinhatildeo produzido por cavidade de matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400
Grau de qualidade de engrenagem para pinhatildeo com aneacuteis de cintamento STRECON
esquerdo direito
Q 9
Q 8765
Q 4321 DENTE 1234
Q 5678
Q 9
Q X(μm) X(μm) X(μm) DESVIO X(μm) X(μm) X(μm)
7 -1 7 7 7 8 119891119867120572 6 7 -6 7 -7 7
7 8 7 12 7 12 119865120572 10 7 9 7 9 7
7 7 7 8 7 9 119891119891120572 7 7 4 7 5 7
6 -3 6 5 6 6 119891119867120573 -2 4 -3 4 2 4
6 4 6 8 6 8 119865120573 5 5 5 5 5 5
6 4 6 5 6 6 119891119891120573 4 6 6 6 5 6
7 10 119891119901119905 9 7
7 20 119865119901 23 7
8 20 119865119903
118
O graacutefico da figura 93 mostra o grau de qualidade (Q) devido aos desvios dimensionais de
uma amostra de pinhatildeo produzido pela MT-3673 com a aplicaccedilatildeo de PVD Os desvios de perfil
(ffα fHα Fα) atingiram o grau Q7 os desvios de linha de flanco (ffβ fHβ Fβ) resultaram em grau
Q6 e os desvios de passo (fpt Fp) o grau Q7 O desvio de batimento radial (Fr) apresentou Q8
Figura 93 ndash Grau de qualidade (Q) X desvios dimensionais de pinhatildeo produzido pela MT-3673
A Tabela 41 apresenta os resultados de comparaccedilatildeo entre um eletrodo de referecircncia de
coacutedigo EL-0330 o qual eacute usinado por eletroerosatildeo em processo atual e os eletrodos usinados
por microusinagem e por eletroerosatildeo a fio (utilizando as trecircs maacutequinas e os dois diferentes
tarugos para a CUT 2000 S) tendo como base para comparaccedilatildeo as informaccedilotildees fornecidas na
mediccedilatildeo de cada um dos principais paracircmetros Foram analisados os dados de todos os dentes
medidos (ambos os lados direito e esquerdo) e o respectivo grau de qualidade maacuteximo atingido
para cada um dos paracircmetros relevantes As mediccedilotildees foram realizadas nas dependecircncias da
empresa ZEN onde foi utilizada uma maacutequina tridimensional com o software Quindos Para
comparaccedilatildeo os eletrodos foram enviados para a Fundaccedilatildeo CERTI e medidos em maacutequina
ZEISS e software GearPRO
Tabela 41 - Comparaccedilatildeo do grau de qualidade dos eletrodos de acordo com cada paracircmetro de mediccedilatildeo
Desvio
Grau de qualidade do eletrodo
Referecircncia (EL-0330)
Microfresamento Eletroerosatildeo
CUT 20P
Eletroerosatildeo CUT 2000 S CUT 300 mS
Tarugo 2 furos
Tarugo 4 furos Mediccedilatildeo
ZEN Mediccedilatildeo
Certi
Perfil fHα 9 11 11 7 7 6 5 Fα 8 10 10 6 6 7 5 ffα 7 9 8 7 7 6 5
Heacutelice fHβ 4 4 7 2 3 1 2 Fβ 8 4 7 3 6 1 1 ffβ 7 5 7 4 6 1 0
Passo Fp 4 4 12 5 4 2 4 fp 5 7 11 8 6 5 4
Batimento radial Fr 6 4 12 7 4 3 5
Grau de qualidade
9 11 12 8 7 7 5
119
Para avaliar a qualidade superficial dos perfis obtidos trecircs mediccedilotildees de rugosidade foram
realizadas em dois dentes de cada um dos eletrodos Este procedimento eacute ilustrado na figura 94
Figura 94 - Procedimento de mediccedilatildeo de rugosidade no perfil do dente dos eletrodos usinados
Devido agrave curvatura do perfil evolvente apenas um comprimento limitado (~1 mm) pocircde ser
aferido no perfilocircmetro A Tabela 42 apresenta os resultados de rugosidade para eletrodo
Tabela 42 ndash Mediccedilatildeo da rugosidade meacutedia (Ra) dos flancos de dentes dos eletrodos EL-0330 usinados
Ra (microm) Microfresamento Eletroerosatildeo a fio
Dente 1 Dente 2 Dente 1 Dente 2 M1 06214 05482 02154 03095 M2 05082 05452 02477 02488 M3 05298 04979 02833 02418
Meacutedia 05418 02578
Os resultados das tabelas 41 e 42 mostram que o processo de microfresamento eacute promissor
para a fabricaccedilatildeo de eletrodos em cobre poreacutem necessita de maior pesquisa e otimizaccedilatildeo de
seus paracircmetros onde os passes consecutivos e deslocados lateralmente (ae) tecircm impacto no
crescente desvio de forma de perfil dos dentes da engrenagem
No caso dos eletrodos referecircncia e usinado por microfresamento o desvio angular de perfil
(fHα) eacute a caracteriacutestica mais criacutetica e portanto determinante do grau de qualidade geral do
eletrodo Para a fabricaccedilatildeo por eletroerosatildeo com a CUT 20 P o desvio de passo acumulado
(Fp) o batimento radial (Fr) e desvio angular (fHα) satildeo as caracteriacutesticas mais criacuteticas Jaacute a
fabricaccedilatildeo por eletroerosatildeo com a CUT 2000 S o maior desvio foi no passo (Fr) sendo que
provavelmente houve um deslocamento da peccedila durante a sua usinagem
A inclusatildeo da maacutequina CUT 300 mS nesta pesquisa proporcionou resultados superiores em
relaccedilatildeo aos obtidos pelas maacutequinas anteriores Os resultados das tabelas 27 a 32 evidenciam a
superioridade do processo desenvolvido para a usinagem com este modelo de maacutequina A CUT
300 mS aleacutem de possuir maior precisatildeo de posicionamento e acabamento em relaccedilatildeo agraves demais
maacutequinas tambeacutem possui sistema interno de estabilizaccedilatildeo de temperatura em relaccedilatildeo ao
ambiente Estas caracteriacutesticas aliadas agrave conceitos particulares de projeto de engrenagem
contribuem para a obtenccedilatildeo de uma melhor qualidade de engrenagem dos eletrodos
120
6 DISCUSSOtildeES DOS RESULTADOS
O desenvolvimento da ferramenta de extrusatildeo de engrenagens de precisatildeo a frio considerou
etapas que passaram pela simulaccedilatildeo numeacuterica do comportamento dos aneacuteis de cintamento e o
seu resultado no produto de extrusatildeo definiccedilatildeo das etapas de usinagem por eletroerosatildeo para a
fabricaccedilatildeo de eletrodos e cavidade de matriz e a determinaccedilatildeo das curvas de escoamento do accedilo
SAE 10B22 utilizado na fabricaccedilatildeo dos pinhotildees para impulsor de partida citados descritos neste
trabalho
As curvas mostradas nas figuras 17 18 e 19 referentes ao accedilo SAE 10B22 e obtidas atraveacutes
do software JMatPro quando comparadas com as curvas obtidas atraveacutes do ensaio de
compressatildeo (fig 47 48 e 49) mostram divergecircncias no comportamento tensatildeo-deformaccedilatildeo o
que demonstra que ensaios experimentais satildeo importantes para validar os resultados de
simulaccedilatildeo computacional Considerando a deformaccedilatildeo verdadeira (φ) de 002 agrave T=20ordmC e
velocidade de deformaccedilatildeo () de 1 s-1 o software JMatPro indica a tensatildeo de escoamento igual
a 3434 Nmm2 O ensaio de compressatildeo mostrou uma tensatildeo de escoamento de 4111 Nmm2
No caso da utilizaccedilatildeo das curvas do JMatPro nas simulaccedilotildees os esforccedilos de extrusatildeo seriam
menores visto que as o erro destas curvas em relaccedilatildeo agraves obtidas por ensaio eacute deslocado em
direccedilatildeo a zero ou seja as tensotildees de escoamento simuladas satildeo menores Isto pode causar erro
no dimensionamento do projeto da ferramenta e principalmente dos aneacuteis de cintamento
Kang et al (2007) [84] estudou o efeito da deformaccedilatildeo elaacutestica sobre matrizes de extrusatildeo
A deformaccedilatildeo elaacutestica ocorre devido agraves etapas de carregamento descarregamento e extraccedilatildeo
da peccedila Portanto a dimensatildeo final da engrenagem seraacute diferente daquela fabricada para a
cavidade da matriz O conceito de preacute-tensionamento de matrizes por enrolamento de tiras
proporciona maior resistecircncia agraves altas tensotildees de extrusatildeo direta a frio em comparaccedilatildeo com os
sistemas convencionais e consequente reduccedilatildeo da deformaccedilatildeo elaacutestica da matriz como
estudado por Groenbaek e Nielsen (1997) [78]
A simulaccedilatildeo computacional mostrou que quanto maior o estado de tensotildees compressivas da
matriz com a accedilatildeo dos aneacuteis de cintamento menor seraacute a sua deformaccedilatildeo elaacutestica Os desvios
dimensionais devido agrave expansatildeo da matriz satildeo reduzidos Aliado a maior precisatildeo na fabricaccedilatildeo
de geometria da cavidade da matriz por eletroerosatildeo os desvios de flanco da engrenagem
extrudada a frio seratildeo minimizados A tabela 17 mostrou que o deslocamento ocorrido nas
matrizes e aneacuteis de cintamento apoacutes o preacute-tensionamento foi superior para a ferramenta
montada com os aneacuteis por enrolamento de tiras havendo uma maior contraccedilatildeo nas matrizes
internas de 005 mm em relaccedilatildeo agraves matrizes preacute-tensionadas pelo sistema de duplo anel
121
As tensotildees tangencial (σt) axial (σz) e radial (σr) satildeo superiores para a ferramenta por
enrolamento de tiras Desta forma a tensatildeo equivalente (σe) na regiatildeo interna da cavidade da
matriz eacute aproximadamente quatro vezes superior ao sistema de duplo anel Esta caracteriacutestica
proporciona uma menor deformaccedilatildeo elaacutestica dos componentes da ferramenta durante o ciclo de
extrusatildeo da engrenagem A tensatildeo equivalente (σe) calculada pela teoria de von Mises
correspondeu aos resultados de simulaccedilatildeo numeacuterica o que mostra o alinhamento com a teoria
A simulaccedilatildeo numeacuterica do pinhatildeo extrudado pela matriz por enrolamento de tiras mostrou o
ponto 2 onde haacute a transiccedilatildeo do perfil da geratriz para formaccedilatildeo do dente como o de
concentraccedilatildeo das maiores tensotildees e desta forma maior tensatildeo equivalente (σe)
Pode-se notar que no atual estaacutegio de maturidade do processo apenas o eletrodo fabricado
pelo processo de eletroerosatildeo a fio utilizando a maacutequina CUT 300 mS obteve resultado melhor
(Q 5) quando comparado com o eletrodo referecircncia (Q 9) Diversos fatores contribuiacuteram para
este resultado sendo um deles quando utilizado o eletrodo com mais pontos de entrada do fio
para a erosatildeo Isto se deve ao fato de com mais pontos de ancoragem da engrenagem no material
que seraacute removido a peccedila se manteacutem mais riacutegida garantindo melhor qualidade do corte por
eletroerosatildeo
bull A maacutequina de erosatildeo por penetraccedilatildeo FORM X400 proporcionou evoluccedilatildeo nos resultados
dimensionais O desvio de perfil (α) o qual era o de mais baixa qualidade teve melhora
significativa O desvio de forma de flanco (ffβ) sofreu uma variaccedilatildeo em um dos dentes e
apresentou grau Q6 Os demais desvios de Passo (Fp) e Batimento Radial (Fr) atingiram
o grau de qualidade Q5
bull A utilizaccedilatildeo do terceiro eletrodo com afastamento reduzido em relaccedilatildeo ao perfil final da
cavidade foi fundamental na melhoria dos resultados Este eletrodo teve a funccedilatildeo de
remover uma miacutenima camada de material e corrigir as deformaccedilotildees maiores provenientes
das etapas anteriores
bull Os pinhotildees reproduzidos atenderam ao grau de qualidade Q7 havendo um desvio como
esperado em relaccedilatildeo ao grau de qualidade obtido na cavidade da engrenagem apoacutes a
extraccedilatildeo Verificou-se que o grau de qualidade da cavidade da matriz sofreu piora com
a desmontagem e aplicaccedilatildeo do revestimento PVD Esta etapa do processo necessita de
ajustes para poder aplicar o menor erro possiacutevel ao resultado da usinagem por penetraccedilatildeo
da cavidade Em paralelo a melhoria no posicionamento dos eletrodos e referecircncias de
usinagem da ferramenta podem melhorar o grau de qualidade da cavidade reduzir seus
erros apoacutes o revestimento PVD e obter um pinhatildeo com maior precisatildeo
122
7 CONCLUSOtildeES
Os resultados das tabelas 34 35 36 e 37 evidenciaram que a diferenccedila meacutedia de dois graus
de qualidade de engrenagem da cavidade das matrizes e o seu produto de extrusatildeo A
deformaccedilatildeo elaacutestica do ferramental a qual proporciona uma deformaccedilatildeo plaacutestica no extrudado
satildeo fatores que contribuem para variaccedilatildeo do grau de qualidade do perfil de engrenagem do
pinhatildeo
Individualmente a matriz montada com os aneacuteis de compressatildeo STRECON e usinada na
maacutequina FORM X400 apresentou desvios de perfil (Q de 10 para 5) desvios de linha de flanco
(Q de 8 para 5) desvios de passo (Q de 8 para 3) e batimento radial (Q de 9 para 5) reduzidos
em relaccedilatildeo a com aneacuteis convencionais e usinados pela maacutequina Agietron Advance 3 o que
resultou em grau de qualidade de engrenagem de maior precisatildeo Os resultados dos pinhotildees
produzidos pela ferramenta do processo original com aneacuteis de cintamento convencionais e
maacutequina de erosatildeo de menor precisatildeo quando comparados com os pinhotildees dos aneacuteis por
enrolamento de tiras e matriz usinada pela FORM X400 tiveram melhora significativa Os
desvios de perfil tiveram seu grau de qualidade melhorado de Q10 para Q7 desvios de linha de
flanco de Q8 para Q6 Os desvios de passo (Q de 8 para 7) e batimento radial (Q de 9 para 8)
foram prejudicados pela etapa de desmontagem e revestimento da matriz que elevou estes
desvios da cavidade
A simulaccedilatildeo numeacuterica foi realizada em uma primeira etapa para verificaccedilatildeo do efeito dos
aneacuteis de cintamento no produto de extrusatildeo A segunda etapa de simulaccedilatildeo onde o aumento do
preacute-tensionamento na ferramenta foi aplicado devido ao aumento da interferecircncia de
montagem mostrou que eacute possiacutevel minimizar o efeito do comportamento elaacutestico da ferramenta
com o correto dimensionamento dos aneacuteis de cintamento A anaacutelise por simulaccedilatildeo numeacuterica
dos dois sistemas de preacute-tensionamento mostrou que o sistema por enrolamento de tiras
proporciona uma rigidez global superior ao sistema convencional de duplo anel O efeito dos
aneacuteis por enrolamento de tiras foi fundamental na melhoria da qualidade de engrenagem
extrudada a frio
Estudos indicaram que a usinagem de precisatildeo de eletrodos e cavidade da matriz baseado
na geometria dos flancos e a consequente reduccedilatildeo dos seus desvios podem resultar em graus de
qualidade de engrenagem superiores nos produtos de extrusatildeo a frio Estes conceitos apoiados
pela tecnologia adequada de fabricaccedilatildeo de ferramentas a qual estaacute relacionada ao maquinaacuterio
utilizado para fabricaccedilatildeo bem como a mediccedilatildeo correta do que eacute fabricado satildeo fundamentais
para atingir o grau de qualidade de engrenagem desejada
123
8 SUGESTOtildeES PARA TRABALHOS FUTUROS
O processo proposto para a fabricaccedilatildeo de ferramentas de precisatildeo mostrou-se robusto e
eficiente Contudo outras teacutecnicas de fabricaccedilatildeo de eletrodos podem ser estudadas
principalmente a tecnologia de microfresamento vista neste estudo poreacutem pouco explorada
O microfresamento para a fabricaccedilatildeo de eletrodos apresentou potencial e pode ser refinado
Este eacute um estudo sugerido para continuidade
A tecnologia de preacute-tensionamento de ferramentas desenvolvida pela empresa STRECON eacute
eficiente e atribui maior resistecircncia ao ferramental Entretanto o sistema eacute considerado de alto
custo se comparado com o sistema de aneacuteis convencionais O estudo por simulaccedilatildeo
computacional e ensaios praacuteticos para definiccedilatildeo de uma tecnologia de mais baixo custo e
rendimento similar estaria no escopo dos proacuteximos trabalhos
A velocidade de deformaccedilatildeo tem impacto direto na qualidade resultante da engrenagem
extrudada A aplicaccedilatildeo de prensas com sistema de servo-acionamento onde as curvas de
atuaccedilatildeo da prensa podem ser programadas em conjunto com uma ferramenta fabricada com
alta precisatildeo eacute um escopo de proacuteximos estudos a serem realizados
Outro importante ingrediente eacute o custo envolvido da ferramenta O custo das matrizes estaacute
entre 10 e 15 do custo do extrudado entretanto o custo indireto pode ser superior agrave 70 Isto
inclui o custo dos materiais e usinagem das matrizes O custo variaacutevel na conclusatildeo das matrizes
eacute importante Se a qualidade da matriz for comprometida isto pode parar uma produccedilatildeo Em
resumo a reduccedilatildeo de sucata e a longa vida uacutetil de ferramentas satildeo a mais efetiva forma de
reduccedilatildeo de energia e custos os quais satildeo objetivo de qualquer especialista de processos ou
supervisor de planta Metas como estas satildeo essenciais para a sobrevivecircncia de forjarias em
longo prazo bem como a sustentabilidade de uma nova geraccedilatildeo de componentes proacuteximos de
sua forma final com alta precisatildeo
O controle de custos de fabricaccedilatildeo relacionado com gerenciamento da vida uacutetil de
ferramentas de extrusatildeo eacute escopo para estudos futuros
124
9 REFEREcircNCIAS BIBLIOGRAacuteFICAS
[1] MATSUBARA S KUDO H Devising and calibration of a simple sensor for determining
pressure distribution on tool-workpiece interfaces J Jpn Soc Technol Plasticity 32 p 589-
596 1991
[2] MATUSUBARA S KUDO H Non-uniform pressure distribution on punch nose surface
in axisymmetric cold forging process J Jpn Soc Technol Plasticity 32 p 874-879 1991
[3] MURATA Y Measurement of die deformation in forging by capacitive displacement
transducer in Proceedings on the Fourth International Conference on Technology of Plasticity
pp 1216-1221 1993
[4] HILLERY MT An embedded-strain-gauge technique of stress analysis in rod drawing
Journal of Materials Processing Technology 47 p 1-12 1993
[5] RADDAD B KOCANDA A On the strength criteria for high stressed ring-shaped dies
in Proceedings of the Fourth International Conference on Technology of Plasticity p 5-9
1993
[6] LEE YS LEE JH Experimental and analytical evaluation for elastic deformation
behaviors of cold forging tool Journal of Materials Processing Technology 127 p 73ndash82 2002
[7] LEE YS LEE JH Analysis of the elastic characteristics at forging die for the cold
forged dimensional accuracy Journal of Materials Processing Technology 130131 p 532ndash
539 2002
[8] LEE YS LEE JH Finite element modeling approaches to the accurate dimensional
prediction for a cold-forged part J Eng Manuf 218 p 1709ndash1722 2004
[9] ROSOCHOWSKI A BALENDRA R Secondary yielding of forged components due to
unloading Journal of Materials Processing Technology 115 p 233ndash239 2001
[10] BRESCIANNI E et al Conformaccedilatildeo Plaacutestica dos Metais 4a Ediccedilatildeo Editora da
Unicamp Campinas 1991
[11] ALTAN T Conformaccedilatildeo de Metais Fundamentos e Aplicaccedilotildees Publicaccedilatildeo EESCUSP
Satildeo CarlosSP 1999
[12] SCHULER Metal Forming Handbook Springer-Verlag Berlin Heidelberg 1998
125
[13] BILLIGMANN J FELDMANN H D Estampado y prensado a maacutequina 2a ediccedilatildeo
Ed Reverteacute 1979
[14] DIETER G E Metalurgia Mecacircnica 2ordf Ediccedilatildeo Editora Guanabara Dois RJ 1981
[15] MEIDERT M HANSEL M Net-shape cold forging to close tolerances under QS 9000
aspects Journal of Materials Processing Technology v 98 p 150-154 2000
[16] LANGE K CSER L GEIGER M KALS JAG Tool Life and Tool Quality in Bulk
Metal Forming CIRP Annals 41 p 667-675 1992
[17] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance of
Punches and Mandrels Verein Deutscher Ingenieure vol 2 1974
[18] VDI 3185 Calculation of the obtained punch force and the greatest extrusion force for
rod and solid extrusion of steel at room temperature Verein Deutscher Ingenieure 1970
[19] VDI 3138 Cold Forging of Steel ndash Application Examples of Products Economical Views
Verein Deutscher Ingenieure vol 3 1999
[20] VDI 3176 Prestressed Dies for Cold Forging Verein Deutscher Ingenieure vol 3 1985
[21] VDI 3186 Tools for Cold Extrusion of Steels Design Manufacturing Maintenance
Calculation of Dies (Dies Assemblies) Verein Deutscher Ingenieure vol 3 1974
[22] SCHAEFFER L Forjamento ndash Introduccedilatildeo ao Processo Porto Alegre Imprensa Livre
2006
[23] TSCHAumlTSCH H Handbuch Umformtechnik Darmstadt Hoppenstedt Technik Tabellen
Verlag 1984
[24] DRAKE R THROOP J Source Book on Cold Forming American Society for Metals
Metals Park Ohio 1975
[25] VETTER J et al Hard coatings for lubrication reduction in metal forming Surface and
Coatings Technology vol 86-87 p 739-747 1996
[26] SMITH L Thin-Film Deposition Principles and Practice p 3-4 1995
[27] OERLIKON BALZERS Disponiacutevel em lthttpswwwoerlikoncomecomaXLfilesbalzers
oerlikon_HQ163EN_BALINIT_DUPLEX_Seriepdfgt Acessado em agosto de 2018
[28] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1972
126
[29] BOWDEN F B TABOR D The Friction and Lubrication of Solids Part 1 Oxford
University Press Oxford 1950
[30] ERINOSHO M F AKINLABI E T Study of Friction during Forging Operation
Proceedings of the World Congress on Engineering Vol II June 29 ndash July 1st London 2016
[31] GARCIacuteA-DOMIacuteNGUEZ A CLAVER J CAMACHO A M SEBASTIAacuteN M A
Comparative Analysis of Extrusion Processes by Finite Element Analysis 25th DAAAM
International Symposium on Intelligent Manufacturing and Automation 2014 published by
Procedia Engineering vol 100 p 74ndash83 2015
[32] ZHANG Q FELDER E BRUSCHI S Evaluation of friction condition in cold forging
by using T-shape compression test Journal of Materials Processing Technology 209 p 5720-
5729 2009
[33] GEIGER R WOSKA R Fliesspressen Carl Hansen Verlag Munchen Wien 1984
[34] RODRIGUES J MARTINS P Tecnologia Mecacircnica Tecnologia da Deformaccedilatildeo
Plaacutestica vol 1 ndash Fundamentos Teoacutericos Lisboa Escolar editora 2005
[35] LUND E ANDRESEN H JEPSEN C Tool Optimization by Means of Effective
Prestressing System STRECON AS Sonderborg Denmark 2015
[36] TEKKAYA E et al History and Future of Cold Forging in Europe Presentation at the
40th International Cold Forging Group Plenary Meeting Padova Italy September 2007
[37] NICHIDAI CORPORATION Disponiacutevel em lthttpwwwnichidaijpenglish
catalogpdfStreconpdfgt Acesso em agosto de 2018
[38] ANDRESEN H LUND E Tooling Solutions for Cold and Warn Forging Applications
for Automotive and other Segments Uddeholm Automotive Seminar 2008
[39] MODIANO S CARRENtildeO J A FUGIVA RA C S BENEDETTI A V Effect of
hydrogen charging on the stability of SAE 10B22 steel surface in alkaline solution
Electrochimica Acta Brazil v 51 n 4 p 641-648 2005
[40] CASARIN S J Caracterizaccedilatildeo da temperabilidade de accedilo C-Mn microligado ao Boro
atraveacutes de dilatometria e curvas de transformaccedilatildeo de fases por resfriamento contiacutenuo EESC
USP 1996
[41] SENTE SOFTWARE Disponiacutevel em lthttpswwwsentesoftwarecoukgt Acesso em
agosto de 2018
127
[42] ISO 1328-1 Cylindrical Gears - ISO system of flank tolerance classification Part 1
Definitions and allowable values of deviations relevant to flanks of gear teeth 2013
[43] ISO 1328-2 Cylindrical Gears - ISO system of accuracy ndash Part 2 Definitions and
allowable values of deviations relevant to radial composite deviations and runout information
1997
[44] QUALITY TRANSMISSION COMPONENT Elements of Metric Gear Technology
Disponiacutevel em httpwwwqtcgearscom
[45] DUDLEY D W Handbook of Practical Gear Design McGRAW-HILL New York
First Edition 1954
[46] DUDLEY D W Gear Handbook The Design Manufactured and Application of
Applications New York McGRAW-HILL First Edition 1962
[47] NBR 12230 Sistema Internacional Prescriccedilatildeo para sua aplicaccedilatildeo Rio de Janeiro ABNT
24 p 1992
[48] VDIVDE 2613 Pitch Testing on Gearings ndash Spur Gear (Cylindrical Gear) Worm wheels
Bevel gears 1983
[49] VDIVDE 2612 Testing of Involute Cylindrical Gears -Tooth trace testing Part 2 1980
[50] SANTOS JUNIOR M J IRIGOYEN E R C Metrologia Dimensional teoria e praacutetica
Porto Alegre Ed UniversidadeUFRGS ISBN 85-7025-308-7 1995 222 p
[51] PINTO A Velocidade Perifeacuterica de Engrenagens Recife 2001 Disponiacutevel em
lthttpwwwupemecanicahpgigcombrvelperifpdfgt Acesso em agosto 2016
[52] KRANZ R WENDL F WUPPER Influence of EDM conditions on the toughness of
tool steels Thyssen Edelst Techn Ber 5 p 100-105 1990
[53] MARAFONA J D Processos de electroerosatildeo por penetraccedilatildeo e fio Faculdade de
Engenharia da Universidade do Porto Porto 2002
[54] McGEOUGH J A Advanced Methods of Machining Chapman and Hall Cambridge
1988
[55] FERRARESI D Usinagem dos metais Satildeo Paulo EdgardBluumlcher 1v 1970-2000
[56] AMORIM F L Tecnologia de Eletroerosatildeo por Penetraccedilatildeo da Liga de Alumiacutenio AMP
8000 e da Liga de Cobre CuBe para Ferramentas de Moldagem de Materiais Plaacutesticos Tese
128
(Doutorado em Engenhara Mecacircnica) Departamento de Engenharia Mecacircnica Universidade
Federal de Santa Catarina ndash UFSC Florianoacutepolis Brasil 147f 2002
[57] FLANtildeO O AYESTA I IZQUIERDO B SAacuteNCHEZ J A RAMOS J M
Experimental study on the influence of electrode geometry and electrode path on wear pattern
in EDM 19th CIRP Conference on Electro Physical and Chemical Machining Spain Procedia
CIRP 68 p 405 ndash 410 2018
[58] GUITRAU E P The EDM Handbook Hanser Gardner Publications Cincinnati 1997
[59] DAVIM J P Princiacutepios da Maquinagem Livraria Almedina Coimbra 1995
[60] HENTZ E A SCHAEFFER L KNOLL P K Influecircncia da Curva de Escoamento na
Simulaccedilatildeo Computacional do Processo de Forjamento a Quente da Liga de Titacircnio Ti-6al-4v
Ciecircncia amp Engenharia v 16 n 12 p 53-59 2007
[61] CLOUGH R The Finite Element Method in Place Stress Analysis In Anais da 2
Conference on Electronic Method International Computationrdquo Pittsburgh American Society
of Civil Engineers p 345-378 1960
[62] TURNER M CLOUGH R MARTIN H TOPP I Stiffness and Deflection Analysis of
Complex Structures Journal of the Aeronautical Sciences v 23 n 9 p 805-821 1956
[63] SNAPE G CLIFT S BRAMLEY A Parametric sensitivity analyze for FEA of hot
steel forging Journal of Materials Processing Technology Amsterdan v 125-126 p 353-360
2002
[64] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-20-phtmlgt Acessado em agosto de 2016
[65] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-2000-phtmlgt Acessado em setembro de 2016
[66] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcountry_BRen
ProductsEDMwire-cut-edmhigh-speed-machiningcut-300-mshtmlgt Acessado em fevereiro de 2017
[67] GF MACHINING SOLUTIONS Disponiacutevel em lthttpwwwgfmscomcontentdamgfac
proddbedmdie-sinkingdeagiecharmilles-form-x-400-600_depdfgt Acessado em janeiro de 2018
[68] KERN-MICROTECHNIK Disponiacutevel em lthttpwwwkern-microtechnikcomenmachine-tool-
manufactureproductskern-pyramid-nanogt Acessado em junho de 2016
129
[69] LAI X et al Modelling and analysis of micro scale milling considering size effect micro
cutter edge radius and minimum chip thickness International Journal of Machine Tools amp
Manufacture 48 (2008) 1-14
[70] SON S M et al Effects of the friction coefficient on the minimum cutting thickness in
micro cutting International Journal of Machine Tools amp Manufacture 45 (2005) 529535
[71] DIETER G E Mechanical Metallurgy McGraw-Hill Book Co 3rd edition 1988
[72] ENGINEERS EDGE Disponiacutevel em lthttpswwwengineersedgecommaterialsspecific
_heat_capacity_of_metals_13259htmgt Acessado em fevereiro de 2019
[73] ACcedilOS BOumlHLER-UDDEHOLM Disponiacutevel em lthttpwwwbohler-uddeholmcombr
mediaK340DEpdfgt Acessado em agosto de 2018
[74] NIAKI K S VAHDAT S E Optimization of Tensile Properties of AISI S1 Tool Steel
The Indian Institute of Metals ndash IIM 2015
[75] JONES B V Temperature and Stress Effect Modeling in Fatigue of H13 Tool Steel at
Elevated Temperatures with Applications in Friction Stir Welding Brigham Young University
Department of Mechanical Engineering 2015
[76] JAHNKE H RETZKE R WEBER W Umformen und Schneiden VEB Verlag
Technik Berlin 1973
[77] CPM GmbH Disponiacutevel em lthttpswwwcpmgmbhcomgt Software licenciado
[78] GROENBAEK J NIELSEN E B Stripwound containers for combined radial and axial
prestressing STRECON Technology Journal of Materials Processing Technology Journal of
Materials Processing Technology 71 p 30-35 1997
[79] GROENBAEK J NIELSEN E B New Developments in the Design of High
Performance Stripwound Cold Forging Tools Journal of Materials Processing Technology 46
p 87-97 1994
[80] HINSEL C BISGAARD A ANDRESEN H How to model STRECON stripwound
containers in the FE analysis of forging dies STRECON AS 2013
[81] CRUZ M OLIVEIRA C Efeito da composiccedilatildeo quiacutemica da atmosfera cementante e
dos ciclos termoquiacutemicos na microestrutura e dureza de accedilos baixo carbono cementados e
temperados Dissertaccedilatildeo de Mestrado UFSC Florianoacutepolis 2014
130
[82] CASTRO R M Criteacuterio de projeto para engrenagens helicoidais aplicadas em
transmissotildees mecacircnicas veiculares 2005 220 f Dissertaccedilatildeo (Mestrado Profissionalizante em
Engenharia Automotiva) Escola Politeacutecnica da USP Satildeo Paulo 2005
[83] ASM HANDBOOK Failure Analysis and Prevention ASM International vol 11 2002
[84] KANG J H LEE K O JE J S KANG S S Spur Gear Forging Tool Manufacturing
Method considering Elastic Deformation due to Shrink Fitting Journal of Materials Processing
Technology p 187-188 2007
[85] HO K H NEWMAN T S State of the art electrical discharge machining (EDM)
International Journal of Machine Tools amp Manufacture 43 p 1287 ndash 1300 2003
[86] STEVE C SOMMER P Complete EDM Handbook wwwReliableEDMcom 2015
[87] REBELO J C MORAO DIAS A KREMER D LEBRUN J L Influence of EDM
pulse energy on the surface integrity of martensitic steels Journal of Materials Processing
Technology 84 p 90-96 1998
[88] MENDANHA A Estudo da resistecircncia agrave fratura do accedilo ferramenta para trabalho a frio
do accedilo AISI D2 Dissertaccedilatildeo de Mestrado Escola Politeacutecnica da USP 2004
[89] CUSANELLI G HESSLER-WYSER A BOBARD F DEMELLAYER R PEREZ
R FLUumlKIGER R Microstructure at submicron scale of the white layer produced by EDM
technique Journal of Materials Processing Technology 149 p 289-295 2004
[90] BUumlLENT EKMEKCI Residual stresses and white layer in electric discharge machining
(EDM) Applied Surface Science 253 p 9234-9240 2007
[91] PINEDO C E MEDANHA A GOLDENSTEIN H Influecircncia da microestrutura da
mateacuteria-prima e do tratamento teacutermico na resistecircncia agrave fratura do accedilo AISI D2 Associaccedilatildeo
Brasileira de Metalurgia e Materiais p 54-64 2006
[92] AMORIM F L e WEINGAERTNER WL The behavior of graphite and copper
electrodes on the finish die-sinking electrical discharge machining (EDM) of AISI P20 tool
steel Journal of the Brazilian Society of Mechanical Sciences and Engineering J Braz Soc
Mech Sci amp Eng vol29 no4 Rio de Janeiro 2007
[93] ARANTES L J Avaliaccedilatildeo do Desempenho de Fluidos Dieleacutetricos no Processo de
Usinagem por Descarga Eleacutetricas Dissertaccedilatildeo de Mestrado Universidade Federal de
Uberlacircndia MG 2001
131
[94] BUTTON S Planejamento do processo e projeto de ferramentas para o forjamento a
frio UNICAMP Dpto de Engenharia Mecacircnica 1999
[95] JHA B RAM K eRAO M An overview of technology and research in electrode design
and manufacturing in sinking electrical discharge machining Journal of Engineering Science
and Technology Review 4 (2) pg 118-130 2011
[96] DROZDA T J WICK C Tool and manufacturing engineers handbook 4 ed Dearborn
Society of Manufacturing Engineers 5 v 1983
[97] KLOCKE F KOumlNIG W Fertigungsverfahren 1 Drehen Fraumlsen Bohren 8ordm Auflage
Springer Berlin 2008
[98] KRATOCHVIL R Fresamento de Acabamento em Altas Velocidades de Corte para
Eletrodos de Grafita Industrial Dissertaccedilatildeo de Mestrado Universidade Federal de Santa
Catarina 2004
[99] SOMMER C SOMMER S Complete EDM Handbook Advance Pub
httpwwwreliableedmcomComplete-EDM-Handbookphp 2005
[100] OSAKADA K Cold Forging in Japan Presentation at the 40th International Cold
Forging Group Plenary Meeting Padova Italy September 2007
[101] GROENBAEK J HINSEL C Improved Fatigue Life and Accuracy of Precision
Forging Dies by Advanced Stripwound Prestressing System SME Clinic on Precision Forging
Technology Columbus Ohio USA Nov 10 2000
[102] GROENBAEK J HINSEL C Optimization of Tool Life amp Performance Through
Advanced Material and Prestress Design NACFG Conference Columbus Ohio USA
September 2003
[103] HAumlNSEL M e GEIGER R Leightweight Construction Using Near-Net-Shape Cold
Forgings Technische Mitteilungen Krupp 2 p 83-90 1995
[104] SCHAEFFER L Conformaccedilatildeo dos Metais ndash Metalurgia amp Mecacircnica Editora Riegel
1995
[105] BIGNETTI RA Comparaccedilatildeo entre Simulaccedilotildees pelos Meacutetodos de Elementos Finitos
(FEM) e das Tiras (Slab Method) e Resultados Experimentais no Forjamento a Frio em Accedilo
Inoxidaacutevel AISI 304 Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
132
[106] KUDO H NAKAGAWA T TAMURA K Cropping of Steel Bar ndash ist mechanism
and pratice ICFG - International Cold Forging Group 1967-1992 Objetives History Published
Documents CIRP Paris 1992
[107] KRUumlGER LN Anaacutelise de Paracircmetros na Obtenccedilatildeo de Curvas de Escoamento
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[108] GILAPA GMM Conformaccedilatildeo de Precisatildeo do Accedilo Inoxidaacutevel Austeniacutetico ABNT 304
Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1995
[109] ESPINOZA MM Influecircncia dos Tratamentos Teacutermicos na Plasticidade do Accedilo AISI
1050 para a Conformaccedilatildeo a Frio Dissertaccedilatildeo de Mestrado PPGEMUFRGS 1997
[110] ROBERTS GA CARY RA Tool Steels 4ordf Ed ASM p 493 ndash 494 1980
[111] KAMMERER M Produccedilatildeo de Peccedilas Extrudadas Complexas com Materiais natildeo
Convencionais Anais do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo
Regner e L Schaeffer Porto Alegre pg 66-80 1988
[112] GEIGER R State of the Art and Future Developments in Precision Cold Forging Anais
do IX Seminaacuterio Nacional de Forjamento Volume V Editores Paulo Regner e L Shaeffer
Porto Alegre pg 92-110 1988
[113] BEHRENS B-A MATTHIAS T CZORA M POELMEYER J AHRENS M
Improving the accuracy of numerical investigations of multi-stage sheet metal processes by
coupling a process FE analysis with the machine simulation In Denkena B (edtr) Proc 1st
Int Conf on Process Machine Interactions PMI Hannover Germany p 133-139 2008
[114] BERGER C SCHEERER H ELLERMEIER J Modern materials for forming and
cutting tools ndash overview Mat-wiss u Werkstofftech 41 p 5-1 2010
[115] BOBZIN K LUGSCHEIDER E PINtildeERO C New PVD-coating concepts for highly
stressed tools for environmentally compatible manufacturing processes Mat-wiss u
Werkstofftech 35 1011 p 851-857 2004
[116] BRECHER C SCHAPP L TANNERT M Simulation-aided optimization of
multistage dies ndash Coupled simulation of forging processes with non-linear-elastic machine
models In Denkena B (edtr) Proc 1st Int Conf on Process Machine Interactions PMI
Hannover Germany p 167-174 2008
133
[117] ENGEL U GEIGER M KROISS T VOumlLKL R Process-machine interactions in
cold forging ndash calculation of press tooling stiffness and its integration into FE process
simulation In Yang DY (edtr) Proc of the 9th International Conference on Technology of
Plasticity (ICTP) Gyeongju Korea p 1735-1740 2008
[118] GENSERT H Thread forming In Proc 43rd ICFG Plenary Meeting 13-14
Darmstadt Germany Sep 2010
[119] GROSSMANN K WIEMER H Maschine Werkzeug und Prozess ndash ein ganzheitliches
System In Proc 6th Saumlchsische Fachtagung Umformtechnik Dresden Germany p 210-227
1999
[120] GROSSMANN K HARDTMANN A WIEMER H An advanced forming process
model including the interactions between machine tool and process In Denkena B (edtr)
Proc of 1st Int Conf on Process Machine Interactions PMI Hannover Germany p 125-132
2008
[121] GROENBAEK J RAP ndash Robot Assisted Polishing ndash roboterunterstuumltztes Polieren von
Umformwerkzeugen 23 Jahresteffen der Kaltmassivumformer VDI Duumlsseldorf Jan 2008
English Powerpoint version Workshop ldquoSteel polishingrdquo Fraunhofer Institute for Production
Technology Aachen Oct 2008
[122] GROENBAEK J AYGEN M High performance die technology that supports high
service life and parts of high accuracy JSTP Forging Group Meeting 21 Nagoya JPN 2009
[123] HAumlNSEL M Der Werkzeugbau im Spannungsfeld von Markt- und
Kundenanforderungen in der Kaltmassivumformung 3 Boumlhler Werkzeugstahl-Symposium
Neue Entwicklungen im Werkzeugbau Heidelberg DE 15-16 Mar 2006
[124] HINSEL C Anforderungen an Werkzeugstaumlhle in der Massivumformung hinsichtlich
Fertigung und Einsatzbedingungen 4 Boumlhler Werkzeugstahl-Symposium Mannheim
Germany 8-9 April 2008
[125] HINSEL C Surface characterization of cold forging tools ICFG Workshop ldquoSurface
Finishing of Cold Forging Toolsrdquo Sonderborg Denmark 16 April 2008
[126] HOFMANN T RAEDT H-W Net shape splines and near net shape gears by forging
In Yoshida Y Matsumoto R Proc 5th JSTP International Seminar on Precision Forging
Kyoto Japan 16-19 p 87-92 March 2009
134
[127] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part One General Aspects of
Tool Life (ICFG Doc No 1402) Bamberg Meisenbach 2002
[128] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Two Quality
Requirements for Tool Manufacturing (ICFG Doc No 1604) Bamberg Meisenbach 2004
[129] TOOL LIFE amp TOOL QUALITY IN COLD FORGING ndash Part Three Application of
PM- steel and tungsten carbide material for cold forging tools - a comparison between Europe
amp Japan (ICFG Doc No 1706) Bamberg Meisenbach 2006
[130] KLOCKE F GERSCHWILER K CORDES S FRITSCH R PVD coating systems
for environmentally friendly machining In International Symposium on Friction Wear and
Wear Protection 09-11 April 2008 p 541-546 Aachen 2009
[131] KROISS T ENGEL U MERKLEIN M Modelling of the behavior of a cold forging
process considering the deflection of tooling system and press In Altintas Y (edtr) Proc
2nd Int Conf on Process Machine Interactions PMI Vancouver Canada 2010
[132] KUGLER P GROPP S DIERKEN R GOTTSCHLING S Temperature controlled
surface hardening of industrial toolsmdashexperiences with 4 kW-diode-laser In Geiger M Otto
A Proc 3rd Laser Assisted Net Shape Eng LANE Erlangen Germany p 191ndash198 2001
[133] MERKLEIN M Manufacturing of complex functional components with variants by
using a new sheet metal forming process In Ruan X-Y (edtr) Proc of 42nd ICFG Plenary
Meeting Shanghai 2009
[134] MERKLEIN M KOCH J SCHNEIDER T OPEL S VIERZIGMANN U
Manufacturing of complex functional components with variants by using a new metal forming
process ndash sheet-bulk metal forming Int J Material Forming 3 p 347-350 2010
[135] wwwutfsciencede III2011 Engel U et al Tooling solutions p 2424 Verlag
Meisenbach GmbH Franz-Ludwig-Straszlige 7a 96047 Bamberg wwwumformtechniknet
[136] QUINTENZ G RAEDT H-W Global manufacturing excellence of lightweight
transmission components 3rd CTI Symposium Automotive Transmission North America
Detroit (MI) USA 12-14 May 2009
[137] RAEDT H-W Advanced design and manufacturing of forged components for
automotive applications JSAE Spring Congress Pacifico Yokohama Japan 23 May 2008
135
10 ANEXOS
ANEXO A
Dados simulados das curvas de escoamento verdadeiras p o accedilo SAE 10B22 (=001 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 001 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1707 1222 904 744 658 614
002 3231 2732 2351 2107 1924 1771
006 3989 3489 3084 2803 2570 2355
010 4406 3913 3503 3203 2942 2690
012 4566 4078 3665 3359 3088 2822
016 4830 4351 3938 3622 3332 3042
020 5046 4576 4164 3840 3536 3225
022 5141 4676 4265 3937 3626 3307
026 5312 4856 4446 4113 3791 3454
030 5463 5016 4608 4271 3938 3586
032 5533 5089 4683 4344 4006 3648
036 5662 5227 4823 4480 4133 3762
040 5781 5353 4952 4605 4251 3867
042 5836 5412 5013 4665 4306 3917
046 5941 5525 5128 4777 4412 4011
050 6039 5630 5236 4883 4511 4100
060 6260 5867 5481 5122 4735 4301
070 6452 6076 5696 5334 4933 4478
136
ANEXO B
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
0 1905 1371 1019 840 743 692
002 3434 2907 2505 2248 2055 1893
006 4198 3678 3259 2967 2725 2501
010 4616 4108 3687 3379 3110 2850
012 4775 4274 3853 3539 3260 2986
016 5039 4550 4131 3809 3512 3214
020 5253 4777 4361 4032 3722 3403
022 5348 4877 4463 4131 3815 3487
026 5517 5058 4647 4312 3984 3639
030 5667 5218 4812 4472 4135 3775
032 5736 5292 4888 4546 4204 3838
036 5864 5430 5029 4685 4335 3956
040 5981 5556 5160 4813 4455 4064
042 6036 5616 5221 4874 4512 4115
046 6140 5729 5338 4988 4620 4212
050 6237 5834 5447 5096 4721 4303
060 6453 6071 5694 5339 4950 4509
070 6643 6278 5911 5554 5152 4691
137
ANEXO C
Dados simulados das curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1) Fonte JMatPro
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
000 2012 1451 1082 892 789 735
002 3541 2998 2585 2321 2123 1957
006 4306 3775 3348 3051 2805 2577
010 4723 4208 3780 3468 3196 2931
012 4882 4374 3948 3631 3348 3069
016 5144 4651 4229 3904 3604 3301
020 5358 4878 4460 4129 3816 3493
022 5452 4978 4562 4229 3910 3578
026 5621 5159 4748 4411 4081 3733
030 5769 5320 4913 4573 4234 3871
032 5838 5394 4990 4648 4304 3935
036 5965 5531 5132 4788 4436 4054
040 6081 5657 5263 4917 4558 4163
042 6135 5717 5325 4978 4615 4215
046 6238 5829 5442 5093 4724 4314
050 6334 5934 5551 5202 4826 4406
060 6549 6170 5799 5446 5057 4614
070 6736 6377 6016 5662 5261 4798
138
ANEXO D
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=005 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 005 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 3878 3794 3667 3530 3386 3237
006 4872 4766 4607 4435 4254 4067
010 5417 5299 5122 4931 4730 4522
014 5808 5683 5493 5288 5072 4849
018 6120 5987 5787 5571 5344 5109
020 6255 6119 5915 5694 5462 5222
022 6380 6242 6033 5808 5571 5326
026 6605 6462 6246 6013 5768 5514
030 6804 6657 6435 6194 5942 5680
034 6983 6832 6604 6357 6098 5830
038 7146 6992 6758 6506 6241 5966
040 7223 7066 6831 6575 6307 6030
042 7296 7138 6900 6642 6372 6091
046 7436 7275 7032 6769 6493 6207
050 7565 7402 7154 6887 6606 6316
054 7687 7521 7270 6998 6713 6417
058 7802 7633 7378 7103 6813 6513
060 7857 7687 7430 7153 6861 6559
062 7911 7740 7481 7202 6908 6604
066 8014 7841 7579 7296 6998 6690
070 8113 7937 7672 7385 7084 6772
139
ANEXO E
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=1 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 1 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 4111 4022 3888 3743 3590 3432
006 5165 5053 4884 4702 4510 4311
010 5743 5618 5431 5228 5015 4794
014 6158 6025 5823 5606 5377 5141
018 6488 6347 6135 5906 5665 5416
020 6631 6488 6271 6037 5791 5536
022 6764 6617 6396 6157 5906 5646
026 7002 6851 6622 6375 6115 5846
030 7214 7057 6822 6567 6299 6022
034 7404 7243 7001 6740 6465 6180
038 7576 7412 7165 6897 6616 6325
040 7658 7492 7242 6971 6687 6392
042 7736 7568 7315 7042 6755 6458
046 7883 7712 7455 7176 6884 6581
050 8021 7847 7585 7302 7004 6696
054 8150 7973 7707 7419 7117 6803
058 8272 8092 7822 7530 7223 6905
060 8330 8150 7878 7583 7274 6954
062 8387 8205 7931 7635 7324 7001
066 8496 8312 8035 7735 7419 7093
070 8601 8415 8134 7830 7511 7180
140
ANEXO F
Resultados do ensaio para as curvas de escoamento verdadeiras para o accedilo SAE 10B22 (=10 s-1)
Deformaccedilatildeo verdadeira (φ)
Velocidade de deformaccedilatildeo 10 s-1 () Tensatildeo de escoamento (Nmm2)
T = 20degC T = 100degC T = 200degC T = 300degC T = 400degC T = 500degC
002 42985 42054 40650 39131 37537 35884
006 53996 52826 51063 49155 47152 45076
010 60036 58736 56775 54654 52426 50118
014 64379 62985 60882 58608 56219 53744
018 67827 66358 64143 61746 59230 56622
020 69327 67825 65561 63112 60540 57874
022 70712 69181 66871 64373 61749 59031
026 73207 71622 69231 66644 63928 61114
030 75415 73781 71318 68653 65856 62956
034 77400 75723 73195 70461 67589 64614
038 79208 77492 74905 72106 69168 66123
040 80055 78322 75707 72878 69908 66831
042 80870 79119 76477 73620 70620 67511
046 82412 80627 77935 75024 71966 68798
050 83851 82035 79296 76333 73223 69999
054 85201 83356 80573 77563 74402 71126
058 86474 84602 81777 78722 75514 72189
060 87085 85199 82355 79278 76047 72699
062 87680 85781 82917 79819 76566 73196
066 88825 86902 84000 80862 77567 74152
070 89917 87969 85032 81856 78520 75063
141
ANEXO G
Desenho do sistema de acionamento de junta articulada do martelo da prensa mecacircnica utilizada nos experimentos
Fonte Manual Komatsu MKN 450 A
142
ANEXO H
Lista de peccedilas do sistema de acionamento do martelo da prensa
143
ANEXO I
Certificado de material do accedilo 10B22 utilizado nos experimentos Emitido pela Gerdau Accedilos Finos Piratini em julho de 2018
144
ANEXO J
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg1
145
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg2
146
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg3
147
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Pg4
148
ANEXO L
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg1
149
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg2
150
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg3
151
Relatoacuterio de mediccedilatildeo do grau de engrenagem de cavidade da MT-3673 fabricada em maacutequina FORM X400 Poacutes-revestimento Pg4
152
ANEXO M
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg1
153
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg2
154
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg3
155
Relatoacuterio de mediccedilatildeo do pinhatildeo obtido por matriz com sistema de aneacuteis de cintamento STRECON fabricada na FORM X400 Pg4