Évaluation des propriétés mécaniques et physiques des ... · Évaluation des propriétés...
TRANSCRIPT

Évaluation des propriétés mécanique et physiques des matériaux bitumineux recyclés produits par retraitement
en place
Mémoire
Jonas Depatie
Maîtrise en génie civil
Maître ès sciences (M.Sc.)
Québec, Canada
© Jonas Depatie, 2013


iii
Résumé
Pour répondre à une demande concernant la réutilisation des matériaux bitumineux, des
travaux, réalisés dans le cadre de la chaire de recherche i3C, ont évalué l'effet des granulats
bitumineux recyclés (GBR) sur le comportement mécanique de cinq mélanges de matériaux
recyclés (0, 30, 50, 60 et 70 % GBR). Les principaux objectifs de ce projet étaient de
caractériser le comportement résilient et en déformation permanente de ces matériaux ainsi
que d’évaluer la variabilité sur chantier et d’apporter des solutions novatrices aux
problèmes.
Des essais en laboratoire ont été réalisés sur les cinq mélanges et des essais sur le terrain
ont été entrepris sur deux chantiers dans la grande région de Québec et un dans la région de
Drummondville. Des essais en laboratoire sous charge roulante ont aussi été réalisés avec le
simulateur routier de l’Université Laval (SimUL). Les données recueillies sur le terrain au
déflectomètre à charge tombante (LWD) et au pénétromètre dynamique (DCP), ainsi qu’en
laboratoire en cellule triaxiale ont permis de documenter les caractéristiques et le
comportement mécanique des matériaux retraités.
Le projet a permis de montrer que les matériaux à teneur élevée en GBR sont plus sujets à
accumuler des déformations permanentes. L'utilisation de matériaux avec plus de 50 %
GBR peut donc augmenter les problèmes d'orniérage. Toutefois, dans le but de remédier à
ce préjudice, un modèle qui relie le taux de déformation (B) à la teneur en GBR et à la
contrainte déviatorique est proposé. Cette nouvelle approche permet de calculer le
renforcement des chaussées basé sur un rehaussement de l'épaisseur d’enrobé en vue de
diminuer la sensibilité à l’orniérage de couches retraitées.

v
Abstract
In order to respond to an increasing demand for re-using bituminous materials, this study,
carried out under the Research Chair i3C, has evaluated the effect of recycled asphalt
pavement (RAP) on the mechanical behavior of a recycled base materials for five different
RAP content (0 , 30, 50, 60 and 70% RAP). The main objectives of this project were to
characterize the resilient and permanent deformation of these materials as well as assessing
their variability on site and provide innovative solutions for the different issues.
Laboratory tests were conducted on the five mixtures and field trials were carried out on
three sites in the greater Quebec area. Some aspects were also tested in the road simulator
apparatus of Laval University (SimUL). The data collected in the field with the light weight
deflectometer (LWD) and the dynamic cone penetrometer (DCP) and also the triaxial cell
has documented the characteristics and mechanical behavior of recycled base material.
The project showed that materials with a higher RAP content are more likely to accumulate
permanent deformation. Using base materials with more than 50% RAP can increase
rutting problems. However, in order to overcome this prejudice, a model that relates the
rate of deformation (B), the RAP content and the deviatoric stress is proposed. This new
approach propose to evaluate the enhancement of the asphalt thickness needed to reduce the
sensitivity to rutting of a recycled base layer.


vii
Table des matières
Résumé iii
Abstract v
Table des matières vii
Liste des tableaux xiii
Liste des figures xvii
CHAPITRE 1: Introduction .................................................................................... 1
CHAPITRE 2: État des connaissances ................................................................... 5
2.1 La chaussée ............................................................................................................. 7
2.2 Utilisation des GBR au Québec .............................................................................. 9
2.3 Résultats d’études antérieures ............................................................................... 11
2.3.1 Effet des GBR sur les propriétés physiques ...................................................... 11
2.3.2 Effet des GBR sur la sensibilité à l’environnement .......................................... 15
2.3.3 Effet des GBR sur les propriétés mécaniques ................................................... 19
2.4 Retour sur les études antérieures .......................................................................... 36
CHAPITRE 3: Orientation de la recherche ......................................................... 37
3.1 Le projet ................................................................................................................ 40
3.1.1 Les Objectifs ..................................................................................................... 42
CHAPITRE 4: Description des matériaux ........................................................... 43
4.1 Généralités ............................................................................................................ 43
4.2 Échantillonnage .................................................................................................... 44

viii
4.3 Granulométrie reconstituée .................................................................................. 44
4.4 Caractérisation des matériaux .............................................................................. 46
CHAPITRE 5: Procédures, résultats et analyses des essais en laboratoire....... 49
5.1 Essais de rétention d’eau ...................................................................................... 49
5.1.1 Préparation de l’échantillon ............................................................................ 50
5.1.2 Instrumentation ................................................................................................ 50
5.1.3 Méthodologie .................................................................................................... 52
5.1.4 Résultats et analyses des essais de rétention d’eau ......................................... 53
5.2 Caractérisation du comportement réversible ........................................................ 57
5.2.1 Préparation de l’échantillon ............................................................................ 57
5.2.2 Instrumentation ................................................................................................ 58
5.2.3 Méthodologie .................................................................................................... 61
5.2.4 Résultats des essais de module réversible ........................................................ 63
5.2.5 Analyse des essais de module réversible .......................................................... 74
5.3 Caractérisation du comportement en déformation permanente ............................ 83
5.3.1 Préparation de l’échantillon ............................................................................ 84
5.3.2 Instrumentation ................................................................................................ 84
5.3.3 Méthodologie .................................................................................................... 85
5.3.4 Résultats de l’essai en déformation permanente .............................................. 87
5.3.5 Analyse du comportement en déformation permanente ................................... 92
5.4 Conclusion .......................................................................................................... 103

ix
CHAPITRE 6: Procédures, résultats et analyse des essais en chantier........... 105
6.1 Généralité ............................................................................................................ 105
6.2 Équipement ......................................................................................................... 107
6.2.1 Le pénétromètre au cône dynamique manuel et automatique (DCP) ............. 107
6.2.2 Le déflectomètre à masse tombante portable (LWD) ..................................... 109
6.2.3 Le nucléodensimètre ....................................................................................... 111
6.3 Méthodologie ...................................................................................................... 112
6.3.1 Échantillonnage .............................................................................................. 113
6.4 Résultats et analyses des essais sur matériaux de chantier ................................. 114
6.4.1 Variabilité longitudinale ................................................................................. 114
6.4.2 Variabilité verticale ........................................................................................ 118
6.4.3 Évaluation de la déformation permanente des matériaux de chantier ........... 131
6.5 Conclusion .......................................................................................................... 137
CHAPITRE 7: Essais en simulateur : procédures, résultats et analyses ........ 139
7.1 Le simulateur ...................................................................................................... 140
7.1.1 Description ...................................................................................................... 140
7.1.2 Préparation de l’échantillon ........................................................................... 145
7.1.3 Instrumentation ............................................................................................... 153
7.2 Résultats et analyses des essais en simulateur .................................................... 156
7.2.1 Analyse de l’influence de la teneur en GBR ................................................... 163

x
7.2.2 Analyse du bénéfice de l’utilisation d’une géogrille ...................................... 166
7.2.3 Paramètre de calage ...................................................................................... 168
7.3 Conclusion .......................................................................................................... 172
CHAPITRE 8: Rapport coûts-bénéfices ............................................................. 173
CHAPITRE 9: Discussion .................................................................................... 177
9.1 Applicabilité ....................................................................................................... 179
9.2 Limitations ......................................................................................................... 181
9.3 Travaux futurs .................................................................................................... 185
CHAPITRE 10: Conclusion ................................................................................... 187
Références ...................................................................................................... 189
Annexe A.
Résultats de l’essai de rétention d’eau et détermination des paramètres a, n et m des
modèles ........................................................................................................................... 187
Annexe B.
B.1. Caractérisation du module réversible des différents mélanges pour une fréquence
de chargement de 1 Hz ................................................................................................... 189
B.2. Caractérisation du module réversible des différents mélanges pour une fréquence
de chargement de 10 Hz ................................................................................................. 195
xi
Annexe C.
Exemple de rapport de l’analyse des contraintes en fonction de la profondeur réalisée
avec WinJulea pour une épaisseur d’enrobé de 100 mm ................................................ 201
Annexe D.
Résultats des analyses granulométriques des échantillons récupérés sur les différents
chantiers .......................................................................................................................... 206
Annexe E.
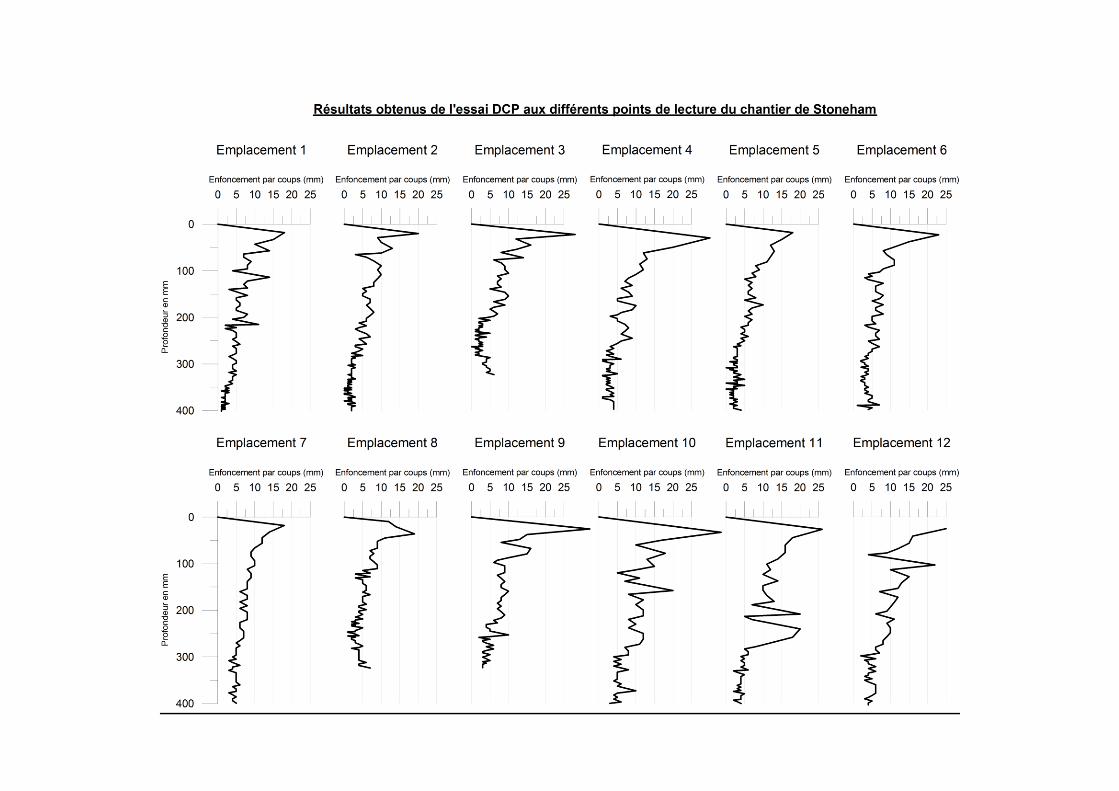
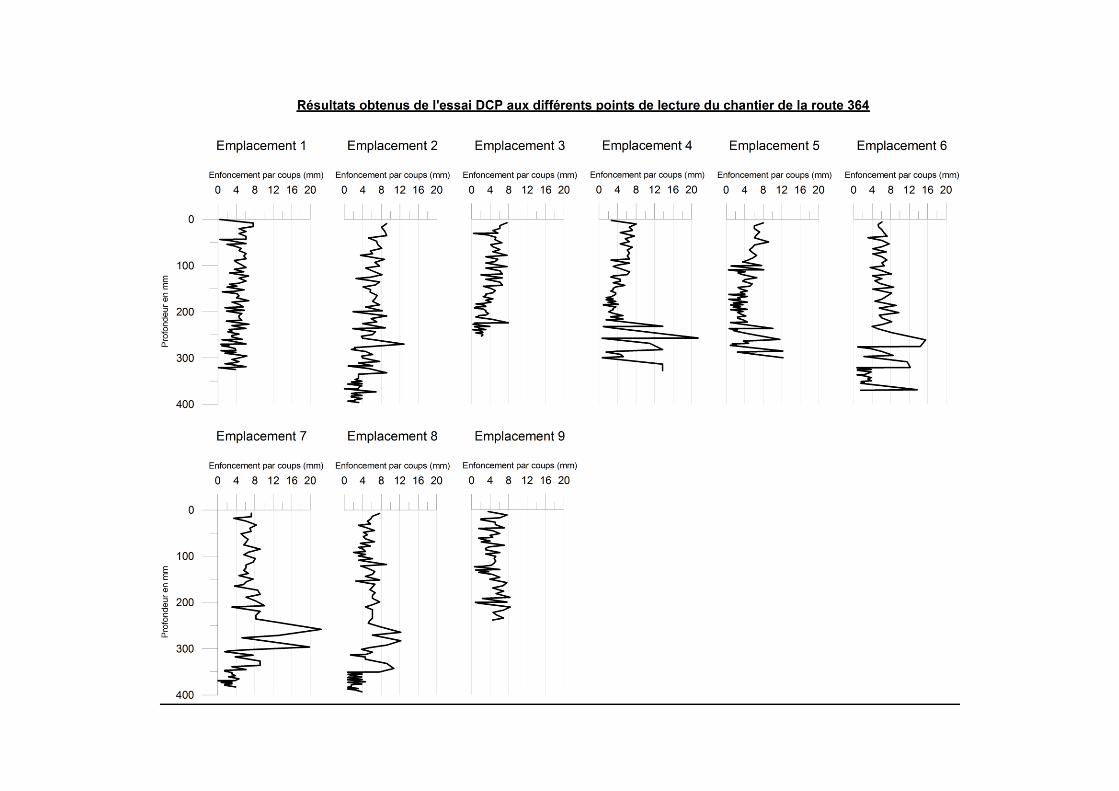
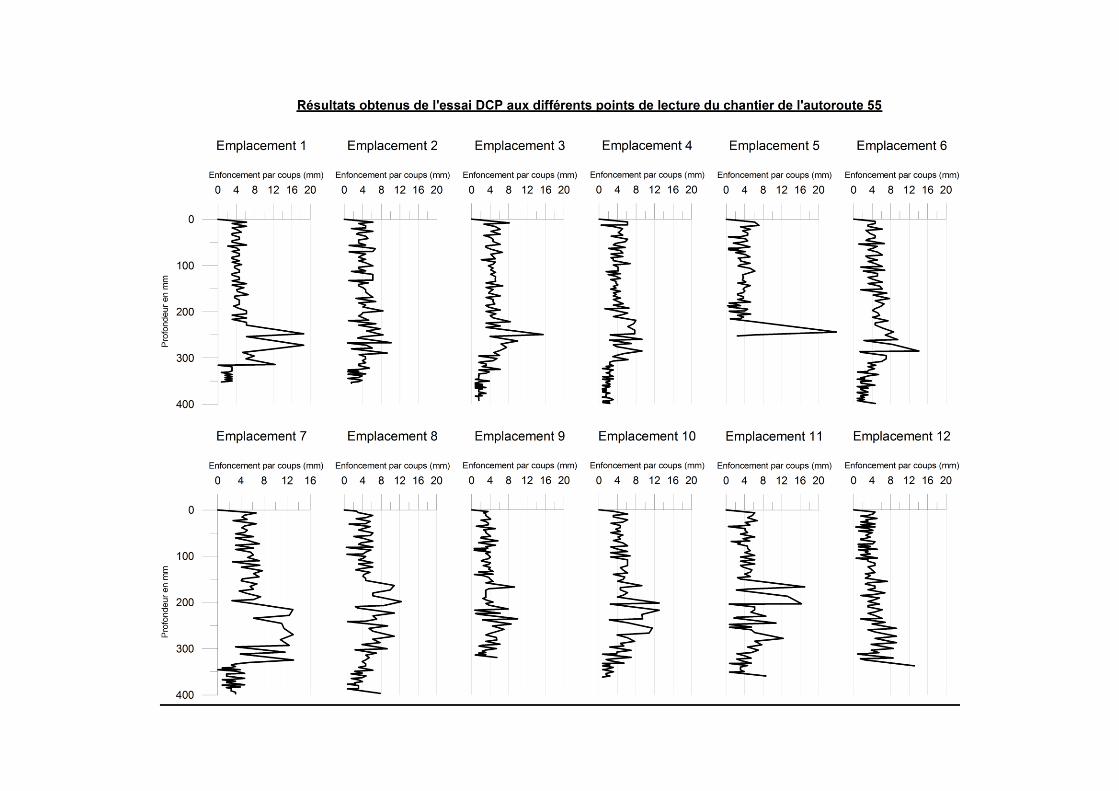
Résultats de l’essai au pénétromètre dynamique (DCP) réalisé aux différents
emplacements pour les trois chantiers à l’étude ............................................................. 210


xiii
Liste des tableaux
Tableau 2.1 : Résultats du Tube Suction Test (Saeed 2008) ................................................ 17
Tableau 2.2 : Différents modèles de déformation permanente mettant en relation le nombre
de cycles N ou la contrainte (Perez et coll., 2006) .......................................... 25
Tableau 3.1 : Synthèse des résultats des études antérieures ................................................. 37
Tableau 4.1 : Pourcentage passant des deux constituants ..................................................... 46
Tableau 4.2 : Résultats des essais de caractérisation ............................................................ 47
Tableau 5.1 : Pression d'air (ua) pour les différents paliers .................................................. 53
Tableau 5.2 : Caractéristiques volumétriques des échantillons soumis à l’essai de succion 54
Tableau 5.3 : États de contrainte lors de l'essai de module réversible .................................. 61
Tableau 5.4 : Caractéristiques volumétriques des échantillons ............................................ 68
Tableau 5.5 : Paramètres de la relation module-contrainte pour les différents échantillons 68
Tableau 5.6 : Effet de l’ajout de GBR sur les Mr pour 3 états de contraintes totales ........... 70
Tableau 5.7 : Paramètres de la relation module-contrainte des différents échantillons pour
une vitesse de chargement de 10 Hz ................................................................ 71
Tableau 5.8: Effet de l’ajout de GBR sur les Mr pour 3 états de contraintes totales sous une
fréquence de chargement de 10 Hz.................................................................. 72
xiv
Tableau 5.9 : Caractéristiques volumétriques et paramètres de la relation module-contrainte
pour les différents états de compaction ........................................................... 74
Tableau 5.10 : Pentes et ordonnées à l’origine des relations Mr-%GBR pour les trois états
de contrainte .................................................................................................... 78
Tableau 5.11 : Évaluation du ratio de contrainte pour les 3 séquences de l’essai de
déformation permanente ................................................................................. 86
Tableau 5.12: Caractéristiques des échantillons soumis à l'essai de déformation permanente
......................................................................................................................... 89
Tableau 5.13 : Paramètres des modèles de puissance .......................................................... 95
Tableau 5.14 : Paramètres des régressions linéaires des relations entre le B et le %GBR .. 97
Tableau 5.15 : Caractéristiques physiques des échantillons compactés à différentes
compacités ..................................................................................................... 101
Tableau 5.16 : Paramètres du modèle de puissance pour les différents échantillons de
l’étude de compaction ................................................................................... 102
Tableau 6.1 : Variation des résultats de LWD ................................................................... 116
Tableau 6.2 : Coefficients de variation pour les %Gros et %Fines de chaque chantier
retraité ........................................................................................................... 116
Tableau 6.3 : Variabilité des résultats de DCP moyen de la couche pour chaque chantier 118
Tableau 6.4 : Corrélations existantes entre le module et le DCPI (Boutet et Coll., 2010) 125
Tableau 6.5 : caractéristiques volumétriques des matériaux de chantiers .......................... 131

xv
Tableau 6.6 : Paramètres obtenus de la modélisation du comportement en déformation
permanente des matériaux de chantier et des essais 50%GBR et 60%GBR en
laboratoire ...................................................................................................... 134
Tableau 6.7 : Ratio des paramètres A et B des matériaux de chantier par rapport aux
matériaux 50%GBR et 60%GBR .................................................................. 134
Tableau 7.1 : Évaluation de la pression de contact lors des essais de calibration .............. 145
Tableau 7.2 : Caractéristiques des fondations recyclées pour les trois essais au simulateur
....................................................................................................................... 158

xvii
Liste des figures
Figure 2.1 : Illustration d'un retraitement en place (Bergeron 1996)...................................... 6
Figure 2.2: coupe structurale d'une chaussée souple (tirée de Gresse, 2009) ......................... 8
Figure 2.3: Diagramme ternaire de la classification des MR (tiré de la norme NQ2560-600)
......................................................................................................................... 10
Figure 2.4: Granulométrie des mélanges en fonction de la quantité en GBR (RAP en
anglais) (tiré de Gupta et coll. 2009) ............................................................... 13
Figure 2.5 : Courbe du degré de saturation en fonction de la succion du sol pour les
matériaux recyclés et vierges (Gupta et coll. 2009) ........................................ 18
Figure 2.6: Relation contrainte - déformation et module réversible suite à l’application d’un
cycle de chargement (modifié de Lekarp et coll. 2000) .................................. 19
Figure 2.7 : Relation entre la déformation plastique et le nombre de cycles de chargement
tiré de Lekarp et al, 2000 ................................................................................. 23
Figure 2.8 : Relation déformation - nombre de cycles pour un matériau granulaire de
composition granitique à 5 états de contraintes (du bas vers le haut, contrainte
déviatorique / contrainte totale : 0,06 ; 0,25; 0,40; 0,50; 0,57); tiré de Pan et
Tutumluer (2007) ............................................................................................. 24
Figure 2.9 : Graphiques présentant la relation entre le taux de déformation en fonction du
nombre de cycles de chargement pour les matériaux recyclés (bas) et les
matériaux vierges (haut) (Kootstra et coll. 2010) ............................................ 27
xviii
Figure 2.10 : Graphiques présentant la relation entre le taux de déformation en fonction du
nombre de cycles de chargement pour les matériaux recyclés stabilisé avec
cendres volantes. (Saeed et coll. 2001) ........................................................... 28
Figure 2.11 : pourcentage de déformation en fonction du rapport de contrainte pour les
différents mélanges de GBR et les matériaux vierges (Saeed et coll. 2001) .. 29
Figure 2.12 : Relation entre le pourcentage au CBR (axe verticale) et le contenu en GBR
(axe horizontal) dans le mélange (Guthrie et coll. 2007) ................................ 31
Figure 2.13: Relation entre le module réversible et la contrainte totale pour différentes
teneurs en GBR (Recycled asphalt pavement) tirée d’Alam et coll. (2010) ... 32
Figure 2.14 : Graphique démontrant les variations du module réversible en fonction de la
contrainte déviatorique et de la pression de confinement pour les mélanges
GBR 1,2,3 et 4 qui sont respectivement 25 % GBR, 50 % GBR, 75 % GBR et
100 % GBR pour les conditions à OMC (a) et à une plus faible teneur en eau
correspondante à 300 kPa de succion (b). (Gupta et coll. 2009) .................... 33
Figure 2.15: Résultats de FWD réalisés sur trois sections de route (A: GBR non-stabilisé;
B: GBR stabilisé ; C: calcaire (référence)) tiré de Sayed et coll. 2011 .......... 34
Figure 4.1 Courbes granulométriques des constituants et courbe visée ............................... 45
Figure 5.1 : Schéma du montage de l'essai de rétention d’eau (tiré de la norme LC 22-330)
......................................................................................................................... 51
Figure 5.2 : Montage utilisé pour ce projet .......................................................................... 52
Figure 5.3 : Résultats typique de l’essai de succion – 70%GBR ......................................... 55
Figure 5.4 : Courbes de rétention d’eau obtenues pour chaque échantillon ........................ 56

xix
Figure 5.5 : Étapes de préparation des échantillons: En A) marteau vibrant utilisé pour la
compaction, B) moule de compactage, C) échantillon une fois compacté et le
moule retiré, D) l’échantillon une fois les deux membranes installées, E)
installation des capteurs, F) échantillon dans la cellule de confinement et prêt
pour l’essai ....................................................................................................... 59
Figure 5.6 : Schéma du montage pour l'essai de module réversible (tiré de la norme LC 22-
400) .................................................................................................................. 60
Figure 5.7: Processus de saturation: A) Entrée de l'eau dans l'échantillon; B) Équilibration
de la succion à l'intérieur de l'échantillon; C) Circulation de l'eau dans
l'échantillon; D) Équilibration du niveau de l'eau (tiré de Bilodeau (2009)) .. 63
Figure 5.8 : Résultats typique d’un essai de module réversible – 30 % GBR ...................... 65
Figure 5.9 : Résultats des essais de module réversible ......................................................... 66
Figure 5.10 : Résultats de l’essai de module réversible pour les trois niveaux de compacités
à une teneur en eau saturée .............................................................................. 73
Figure 5.11 : Distribution théorique de la contrainte dans une fondation de 300 mm par
rapport à l’épaisseur d’enrobé ......................................................................... 76
Figure 5.12 : Relation entre le %GBR et les MR pour les trois états de contrainte totale .... 77
Figure 5.13: Relation entre les paramètres a et b de la relation module-contrainte et le
%GBR .............................................................................................................. 79
Figure 5.14 : Variation du MR entre l’état optimal et l’état saturé pour chaque échantillon
......................................................................................................................... 81
Figure 5.15 : Résultats de l’essai de module pour deux fréquences de chargement (vitesse),
1 Hz et 10Hz .................................................................................................... 82
xx
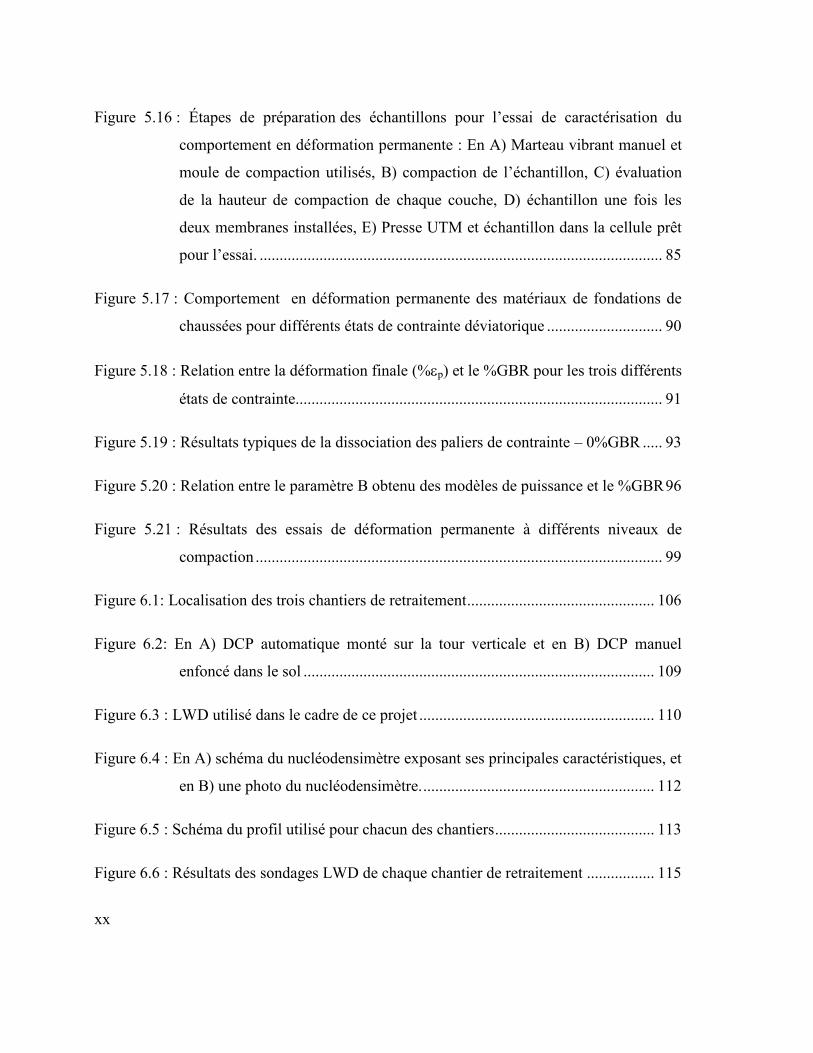
Figure 5.16 : Étapes de préparation des échantillons pour l’essai de caractérisation du
comportement en déformation permanente : En A) Marteau vibrant manuel et
moule de compaction utilisés, B) compaction de l’échantillon, C) évaluation
de la hauteur de compaction de chaque couche, D) échantillon une fois les
deux membranes installées, E) Presse UTM et échantillon dans la cellule prêt
pour l’essai. ..................................................................................................... 85
Figure 5.17 : Comportement en déformation permanente des matériaux de fondations de
chaussées pour différents états de contrainte déviatorique ............................. 90
Figure 5.18 : Relation entre la déformation finale (%p) et le %GBR pour les trois différents
états de contrainte............................................................................................ 91
Figure 5.19 : Résultats typiques de la dissociation des paliers de contrainte – 0%GBR ..... 93
Figure 5.20 : Relation entre le paramètre B obtenu des modèles de puissance et le %GBR 96
Figure 5.21 : Résultats des essais de déformation permanente à différents niveaux de
compaction ...................................................................................................... 99
Figure 6.1: Localisation des trois chantiers de retraitement ............................................... 106
Figure 6.2: En A) DCP automatique monté sur la tour verticale et en B) DCP manuel
enfoncé dans le sol ........................................................................................ 109
Figure 6.3 : LWD utilisé dans le cadre de ce projet ........................................................... 110
Figure 6.4 : En A) schéma du nucléodensimètre exposant ses principales caractéristiques, et
en B) une photo du nucléodensimètre. .......................................................... 112
Figure 6.5 : Schéma du profil utilisé pour chacun des chantiers ........................................ 113
Figure 6.6 : Résultats des sondages LWD de chaque chantier de retraitement ................. 115

xxi
Figure 6.7 : Variabilité du %Fines pour chantiers retraités et sections standards .............. 117
Figure 6.8 : Résultats typique d’un essai DCP – point 7 de A-55 ...................................... 120
Figure 6.9 : Variabilité de l’indice DCPI pour chacune des sous-couches de la fondation 122
Figure 6.10 : Représentation cartographique des modules en fonction de la profondeur pour
chacune des sections de chantiers retraités. En A) Autoroute 55, B) Route 364
et en C) Stoneham ......................................................................................... 128
Figure 6.11 : Représentation cartographique des modules en fonction de la profondeur pour
chacune des sections du chantier standard. En D) C-S 4+460 et en E) C-S
9+000 ............................................................................................................. 129
Figure 6.12 : Comportement en déformation permanente des matériaux de chantier pour les
trois états de contrainte totale (50, 100 et 150 kPa)....................................... 132
Figure 6.13 : Schéma des différentes couches modélisées lors de l’évaluation de l’influence
de la compaction ............................................................................................ 135
Figure 7.1 : Photo du simulateur ......................................................................................... 141
Figure 7.2 : Relation entre la charge appliquée et la pression dans le ballon pour les essais
au simulateur ................................................................................................. 143
Figure 7.3 : Empreintes de la roue obtenues avec différentes conditions de pression dans le
ballon et dans le pneu (Poupart, 2013) .......................................................... 144
Figure 7.4 : Pose des dalles de béton à l’aide du treuil ....................................................... 148
Figure 7.5 : Malaxeur utilisé pour mélanger les matériaux recyclés .................................. 150
Figure 7.6 : Compacteur Vibco utilisé lors de la compaction de la fondation et de l’enrobé
....................................................................................................................... 151

xxii
Figure 7.7 : installation de la géogrille dans la cuve .......................................................... 152
Figure 7.8 : Règle en biseau et niveau de référence utilisés pour la mesure de l’orniérage en
A) et en B), vernier utilisé pour l’évaluation de la déformation dans la
fondation ....................................................................................................... 154
Figure 7.9 : Schéma du simulateur intégrant les positions des prises de mesures (déflexion
et orniérage) .................................................................................................. 155
Figure 7.10 : Prise de mesure de l’orniérage ...................................................................... 156
Figure 7.11 : Photo de la surface de la chaussée suite à 50 000 cycles de chargements, tirée
de Poupart (2013) .......................................................................................... 157
Figure 7.12 : Analyse spatiale de la déformation finale globale de la chaussée (orniérage)
pour les trois cuves. ....................................................................................... 159
Figure 7.13 : Évolution du profil de l’ornière au centre de la chaussée (profil O3) de
chacune des cuves. En A) 50%GBR, B) 70%GBR et en C) 70%GBR +
géogrille ........................................................................................................ 160
Figure 7.14 : Déplacement de la fondation en fonction du nombre de chargements pour la
cuve à 50%GBR, 70%GBR et 70%GBR + géogrille ................................... 162
Figure 7.15 : Résultats de déformations (totale, fondation et enrobé) au centre de la cuve
(D2) pour les matériaux à 50 % et à 70%GBR ............................................. 164
Figure 7.16 : Déformation de la fondation pour les matériaux à 50 % et 70%GBR .......... 165
Figure 7.17 : Résultats de déformations (totale, fondation et enrobé) au centre de la cuve
(D2) pour les matériaux à 70%GBR et à 70%GBR+ géogrille .................... 167
xxiii
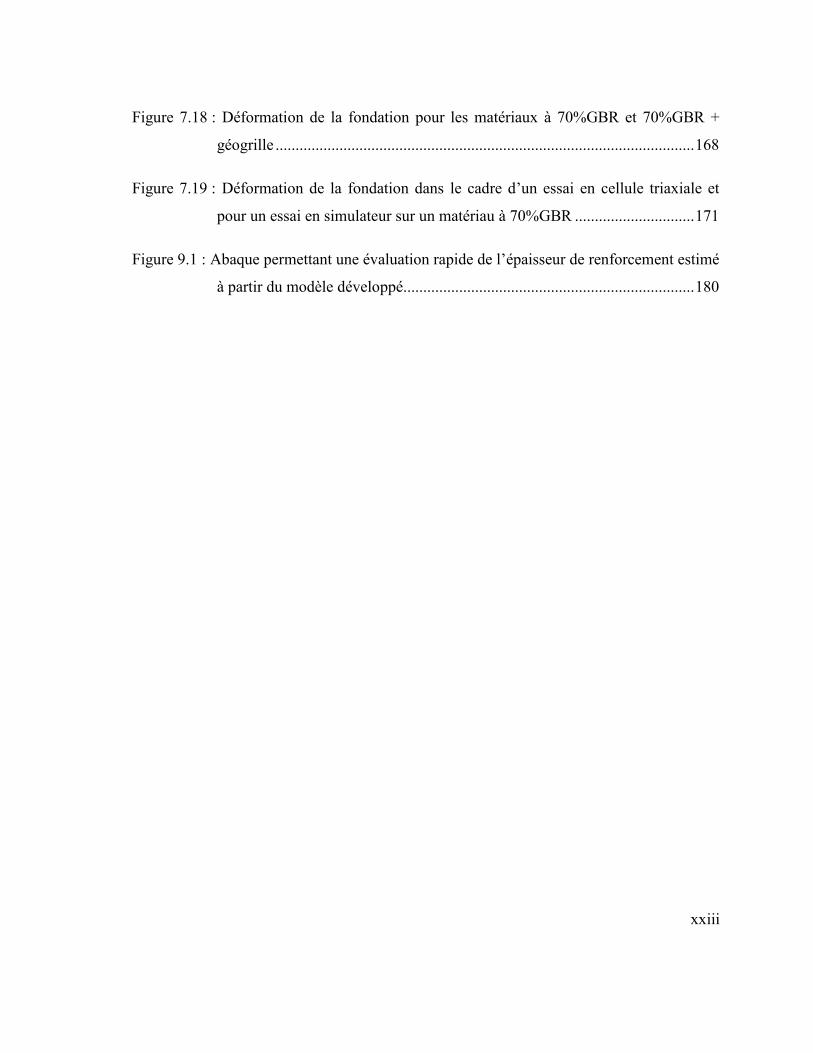
Figure 7.18 : Déformation de la fondation pour les matériaux à 70%GBR et 70%GBR +
géogrille ......................................................................................................... 168
Figure 7.19 : Déformation de la fondation dans le cadre d’un essai en cellule triaxiale et
pour un essai en simulateur sur un matériau à 70%GBR .............................. 171
Figure 9.1 : Abaque permettant une évaluation rapide de l’épaisseur de renforcement estimé
à partir du modèle développé......................................................................... 180


xxv
C’est ainsi qu’une page se tourne sur une étape de ma vie.

xxvii
Remerciements
J’aimerais tout d’abord remercier mon directeur Guy Doré et mes co-directeurs Jean-Pascal
Bilodeau et Benoit Fournier, qui m’ont donné la chance de participer à ce projet de maitrise
passionnant. Je suis très reconnaissant de la formation reçue.
Je ne pourrai jamais assez remercier Jean-Pascal Bilodeau et Jérôme Fachon qui, avec
enthousiasme, prenaient toujours le temps de répondre à chacune de mes interrogations, et
Dieu sait que j’en avais des questions. Leurs judicieux conseils, leur dévouement ainsi que
leurs motivation sans précédent m'ont permis de terminer le travail amorcé et de repousser
mes limites.
Je tiens également à souligner le travail de tous mes petits « helpers » qui ont su mettre la
main à la pâte dans l’accomplissement de ce projet. Merci particulièrement à Antoine
Fecteau qui en a sué un bon coup avec le SimUL et à Christian Juneau qui était toujours là
quand ça ne marchait pas.
Un merci très spécial à mes collègues au Ministère des Transports, Guy Bergeron, Félix
Doucet et Bruno Auger pour tout le support et l'intérêt porté à l'égard de mes recherches
ainsi qu’à tous les partenaires de la Chaire de recherche.
Ce travail n’aurait pu être possible sans le soutien et la présence de mes collègues de la
Chaire I3C qui ont su faire de ces deux dernières années une période de ma vie remplie de
rires et de bonheur. Merci à Joannie Poupart, Félix Gravel et Damien Grellet.
Mes remerciements s'adressent également à toute ma famille. Merci d'avoir cru en moi, de
m'avoir suivi avec intérêt et fierté tout au long de mes études, et ce, malgré la distance.
Merci à mes proches ami(e)s pour m'avoir supportée tout au long de cette aventure. Je
voudrais finalement remercier tout particulièrement mon amour pour m'avoir permis de
m'accrocher et de continuer jusqu'au bout de mes ambitions.
Je dois bien le reconnaître, sans vous tous, je n’aurais peut-être jamais atteint ce sommet,
Un gros MERCI à chacun, d’avoir parcouru avec moi, ce bout de chemin.


1
CHAPITRE 1: Introduction
Comme une forte proportion du réseau routier québécois a été construite dans les années
60-70, un important travail de réhabilitation est aujourd’hui à effectuer. Puisque la réfection
d’une route génère beaucoup de déchets et implique une grande consommation de
ressources minérales, les administrations routières doivent miser davantage sur le
recyclage. Avec tout près de 30 000 km de routes uniquement sous la juridiction
ministérielle, en plus d’importants réseaux routiers sous responsabilité municipale, le
Québec doit enfouir, chaque année, une grande quantité de déchets. Dans une fiche
informative préparée par Recyc-Québec en décembre 2009, on peut lire qu’en 2008, au
Québec, le secteur de la construction, de la rénovation et de la démolition (CRD) a généré
4,57 millions de tonnes de débris et de matériaux résiduels, ce qui représente 35 % des
matières résiduelles générées cette année-là dans la province. La grande partie de ces
résidus a été enfouie dans des dépôts de matériaux secs. Avec les années, ces dépôts
deviennent saturés. Il ne faut pas oublier aussi que les ressources naturelles ne cessent de
diminuer et le coût de transport associé ne cesse d’augmenter, ce qui est devenu un enjeu
important, entre autres sur l’île de Montréal.
Cette situation met en évidence l’importance de favoriser la réutilisation des matériaux lors
de la réhabilitation de chaussées. En réponse à ce problème, le Ministère des Transports du
Québec (MTQ) a entrepris, depuis 1992, une démarche visant à favoriser l’intérêt du
recyclage dans le domaine des chaussées. Malgré le potentiel élevé de réutilisation de ces
matériaux, il n’en demeure pas moins que leur performance dans la chaussée est encore
aujourd’hui méconnue ou ambiguë.
Plus récemment, des études ont été menées aux États-Unis et en Europe sur la performance
des matériaux recyclés contenant des granulats bitumineux, mais les conclusions tirées ne
permettent pas d’en faire la meilleure utilisation possible (Guthrie et coll. 2007; Gupta et
coll. 2009; Alam et coll. 2010; Haifang et Wu 2011). En effet, des essais réalisés en

2
laboratoire suggèrent que, lorsque mélangés à des granulats vierges à faible pourcentage,
ces matériaux devraient bien se comporter. Toutefois, des problèmes ont été observés à
l’étape de mise en place en chantier, notamment au niveau de la difficulté d’atteindre les
exigences de compacité voulue, et de la susceptibilité des matériaux recyclés à
l’accumulation importante de déformations permanentes.
Les déformations permanentes des matériaux recyclés en fondation, induites par le passage
répété des véhicules lourds, se traduisent en surface de la chaussée par un orniérage
structural réduisant ainsi le confort au roulement, induisant des efforts de tension dans le
revêtement bitumineux et la fissuration dans le sentier des roues. Ce phénomène se traduit
par une diminution de la durée de vie utile de la chaussée et de la sécurité des usagers et la
route (augmentation des risques d’aquaplanage). Les ingénieurs en chaussées reconnaissent
généralement que l’ajout de granulat bitumineux dans la fondation favorise un
vieillissement prématuré de la chaussée par la formation d’ornières, et ce, en raison de la
nature des granulats et en fonction de leur teneur dans le matériau de la fondation.
C’est dans cette optique que ce projet, réalisé dans le cadre de la Chaire de recherche sur
l’interaction charges lourdes-climat-chaussée (I3C), tentera d’amener une contribution aux
connaissances dans le domaine des matériaux bitumineux recyclés (GBR) dans la chaussée.
L’objectif principal est d’améliorer les connaissances sur le comportement mécanique des
matériaux recyclés. Plus particulièrement, l’étude vise les objectifs spécifiques suivants :
o Établir l’effet de la teneur en GBR sur le taux de déformation permanente;
o Établir l’effet de la teneur en GBR sur le module réversible;
o Évaluer l’effet du degré de compaction lors de la mise en œuvre sur la déformation
permanente;
o Identifier des solutions techniques aux problèmes.
3
Dans le but d’obtenir les résultats escomptés, une série d’essais en laboratoire et une étude
sur chantier seront réalisées sur ce type de matériau. Ces essais permettront de caractériser
les matériaux et de valider les résultats obtenus au cours des différentes études antérieures,
tout en fournissant une comparaison des performances dans la pratique.
Dans ce mémoire, le chapitre 2 présente une revue de la littérature concernant l’effet de
l’ajout de GBR sur les propriétés physiques, mécaniques et la sensibilité aux facteurs
environnementaux d’un matériau utilisé en fondation de chaussée, tout en portant une
attention particulière sur le comportement en déformation permanente. Dans ce chapitre, la
méthode de recyclage couramment utilisée, le retraitement en place (RP), et les démarches
entreprisent par le Québec depuis 1992 face au recyclage en place des chaussées souples
seront aussi exposées.
Le chapitre 3 reprend les conclusions tirées de la revue de littérature et présente la raison
d’être du projet, les objectifs et l’approche adoptée.
Le chapitre 4 présente la source, la technique d’échantillonnage et les caractéristiques
physiques des matériaux utilisés au cours de ce projet en incluant une description détaillée
de la reconstitution des différents mélanges basée sur la courbe granulométrique visée.
Le chapitre 5 expose la méthodologie expérimentale, l’instrumentation utilisée ainsi que
les résultats et analyses réalisés dans le cadre des essais en laboratoire. La relation teneur en
eau – succion matricielle, le comportement en élasticité et le comportement endéformation
permanente des différents mélanges sont abordés. À la lumière de ces résultats, un modèle
reliant le taux de déformation au %GBR et à la contrainte déviatorique est développé.
Le chapitre 6 présente la portion du projet réalisée en chantier. La procédure adoptée, les
essais réalisés et les résultats obtenus sont abordés. La variabilité des matériaux retraités est
évaluée et une analyse de l’influence de la compaction est aussi réalisée dans ce chapitre.
4
Le chapitre 7 expose la procédure suivie pour les essais en simulateur, les essais réalisés et
les résultats obtenus au simulateur. Au cours de ce chapitre, une méthode de mitigation est
testée et des paramètres de calage permettant de relier la déformation estimée à une
déformation sur chaussée réelle sont évalués.
Le chapitre 8 présente une évaluation du rapport coûts-bénéfices de deux méthodes de
renforcement proposées et une validation du modèle développé au simulateur.
Finalement, les chapitres 9 et 10 sont consacrés aux discussions et conclusions tirées de ce
projet et aux pistes de recherches à envisager afin de poursuivre l’avancement des
connaissances face à l’utilisation de granulats bitumineux recyclés en tant que matériau de
fondation.
5
CHAPITRE 2: État des connaissances
Le présent projet porte uniquement sur l’influence de l’ajout de granulat bitumineux dans
les fondations de chaussées souples et ne tient pas compte du recyclage des chaussées
rigides. Ce choix est dû au fait que moins de 5 % des routes du réseau routier du MTQ sont
constituées de chaussées rigides. L’intérêt des municipalités et du ministère est donc
davantage au recyclage en place des granulats bitumineux.
Le recyclage des matériaux de chaussées est une pratique de plus en plus utilisée au
Québec. La technique privilégiée permettant d’intervenir jusqu’à la fondation tout en y
introduisant des granulats bitumineux est le retraitement en place (RP ou FDR pour full
depth reclamation). Le retraitement en place consiste à fragmenter et récupérer l’enrobé
bitumineux sur toute son épaisseur en le mélangeant à une partie de la fondation granulaire
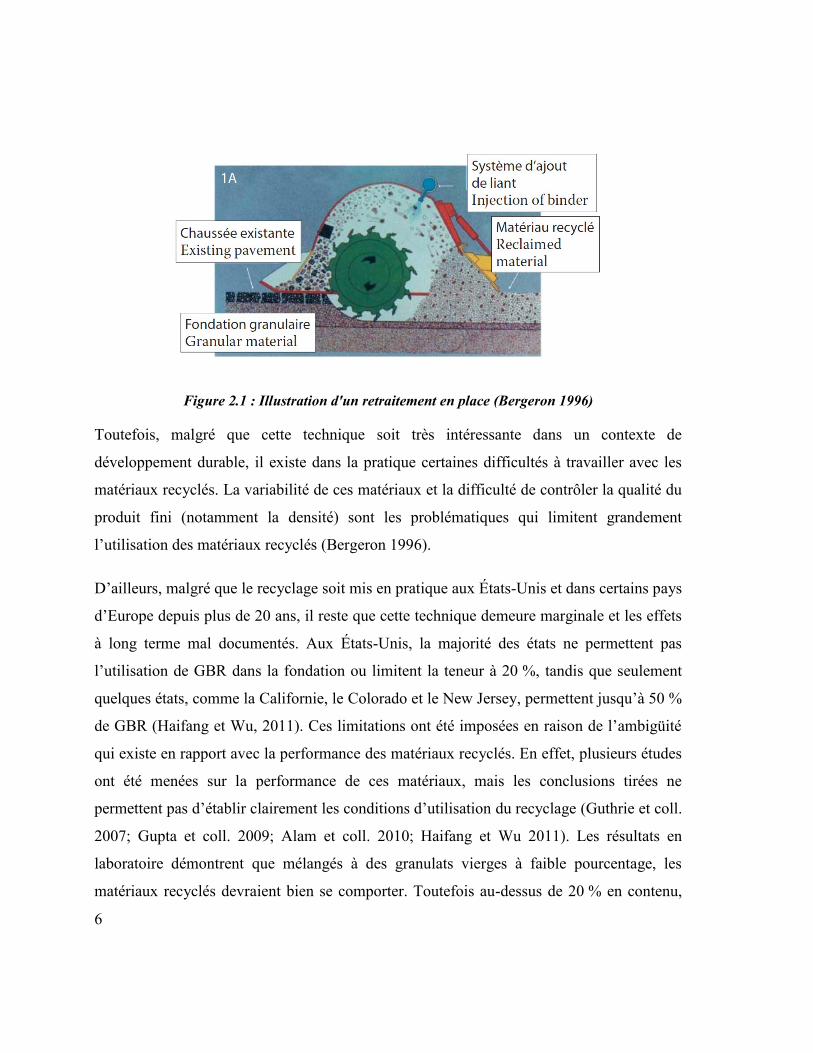
afin d’obtenir un nouveau matériau qui servira de nouvelle fondation (Figure 2.1). La
profondeur d’un retraitement en place est typiquement d’environ 300 mm et le mélange
visé consiste généralement à 50 % d’enrobé et 50 % de granulats de fondation. Dans les cas
où l’épaisseur de l’enrobé est supérieure à 150 mm, l’excédent doit être plané afin de ne pas
dépasser une teneur en granulats bitumineux de 50 %. Une fois bien mélangé, le matériau
est nivelé et densifié pour être ensuite recouvert d’un revêtement bitumineux. Cette
technique permet d’éliminer complètement, lors du décohésionnement, les fissures
présentes dans la partie supérieure de la chaussée (Bergeron 1996).
6
Figure 2.1 : Illustration d'un retraitement en place (Bergeron 1996)
Toutefois, malgré que cette technique soit très intéressante dans un contexte de
développement durable, il existe dans la pratique certaines difficultés à travailler avec les
matériaux recyclés. La variabilité de ces matériaux et la difficulté de contrôler la qualité du
produit fini (notamment la densité) sont les problématiques qui limitent grandement
l’utilisation des matériaux recyclés (Bergeron 1996).
D’ailleurs, malgré que le recyclage soit mis en pratique aux États-Unis et dans certains pays
d’Europe depuis plus de 20 ans, il reste que cette technique demeure marginale et les effets
à long terme mal documentés. Aux États-Unis, la majorité des états ne permettent pas
l’utilisation de GBR dans la fondation ou limitent la teneur à 20 %, tandis que seulement
quelques états, comme la Californie, le Colorado et le New Jersey, permettent jusqu’à 50 %
de GBR (Haifang et Wu, 2011). Ces limitations ont été imposées en raison de l’ambigüité
qui existe en rapport avec la performance des matériaux recyclés. En effet, plusieurs études
ont été menées sur la performance de ces matériaux, mais les conclusions tirées ne
permettent pas d’établir clairement les conditions d’utilisation du recyclage (Guthrie et coll.
2007; Gupta et coll. 2009; Alam et coll. 2010; Haifang et Wu 2011). Les résultats en
laboratoire démontrent que mélangés à des granulats vierges à faible pourcentage, les
matériaux recyclés devraient bien se comporter. Toutefois au-dessus de 20 % en contenu,
7
les tendances sont moins claires. C'est pourquoi la question demeure : dans quelles
conditions les mélanges contenant des matériaux recyclés utilisés en tant que matériaux
granulaires dans la fondation performent-ils de façon acceptable?
2.1 La chaussée
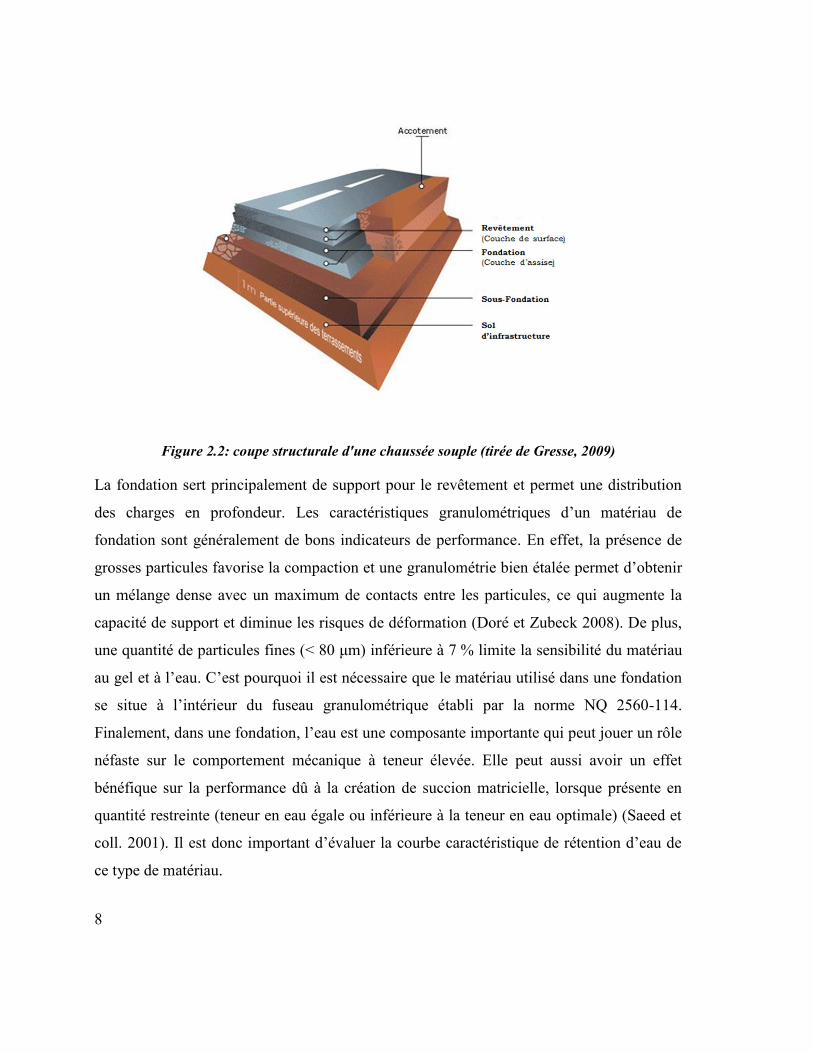
Avant de présenter les différents résultats, il est important de comprendre la constitution, le
fonctionnement et le comportement d’une chaussée. La chaussée est généralement
composée de quatre couches : le revêtement, la fondation, la sous-fondation et le sol
d’infrastructure. Chacune possèdent un rôle primordial face à la durabilité et la
performance de l’ensemble de la chaussée (Figure 2.2). Toutefois, lorsqu’il est question de
retraitement en place, seuls la fondation et le revêtement sont affectés. En effet, le sol
d’infrastructure et la sous-fondation demeureront inchangés et serviront de support pour la
nouvelle fondation recyclée. Il est donc nécessaire de bien comprendre le rôle et les
caractéristiques d’une fondation afin que les matériaux recyclés utilisés satisfassent ces
critères.
8
Figure 2.2: coupe structurale d'une chaussée souple (tirée de Gresse, 2009)
La fondation sert principalement de support pour le revêtement et permet une distribution
des charges en profondeur. Les caractéristiques granulométriques d’un matériau de
fondation sont généralement de bons indicateurs de performance. En effet, la présence de
grosses particules favorise la compaction et une granulométrie bien étalée permet d’obtenir
un mélange dense avec un maximum de contacts entre les particules, ce qui augmente la
capacité de support et diminue les risques de déformation (Doré et Zubeck 2008). De plus,
une quantité de particules fines (< 80 μm) inférieure à 7 % limite la sensibilité du matériau
au gel et à l’eau. C’est pourquoi il est nécessaire que le matériau utilisé dans une fondation
se situe à l’intérieur du fuseau granulométrique établi par la norme NQ 2560-114.
Finalement, dans une fondation, l’eau est une composante importante qui peut jouer un rôle
néfaste sur le comportement mécanique à teneur élevée. Elle peut aussi avoir un effet
bénéfique sur la performance dû à la création de succion matricielle, lorsque présente en
quantité restreinte (teneur en eau égale ou inférieure à la teneur en eau optimale) (Saeed et
coll. 2001). Il est donc important d’évaluer la courbe caractéristique de rétention d’eau de
ce type de matériau.
9
2.2 Utilisation des GBR au Québec
Depuis le début des années 1990, le Ministère des transports du Québec (MTQ) a entrepris
des démarches afin de comprendre et de gérer la problématique de la gestion des résidus de
béton bitumineux et béton de ciment. Le ministère a tout d’abord permis l’utilisation de
béton de ciment comme matériaux de remblai, mais gardait certaines réserves dans le cas
du béton bitumineux en raison du risque possible de contamination par lixiviation. Ce n’est
qu’en 1997 que des essais au ministère ont confirmé que les granulats de béton bitumineux
et de ciment ne pouvaient être considérés comme déchets dangereux au sens propre de la
Loi. Les matériaux ainsi acceptés pour l’utilisation dans la chaussée, le ministère a entrepris
les démarches afin de concevoir un guide permettant une réutilisation des matériaux basée
sur leurs performances. Ces démarches ont permis l’élaboration d’une classification sur les
matériaux recyclés contenant au moins deux des constituants suivant : béton de ciment
concassé, béton bitumineux concassé et granulats conventionnels (Marquis et coll. 1998).
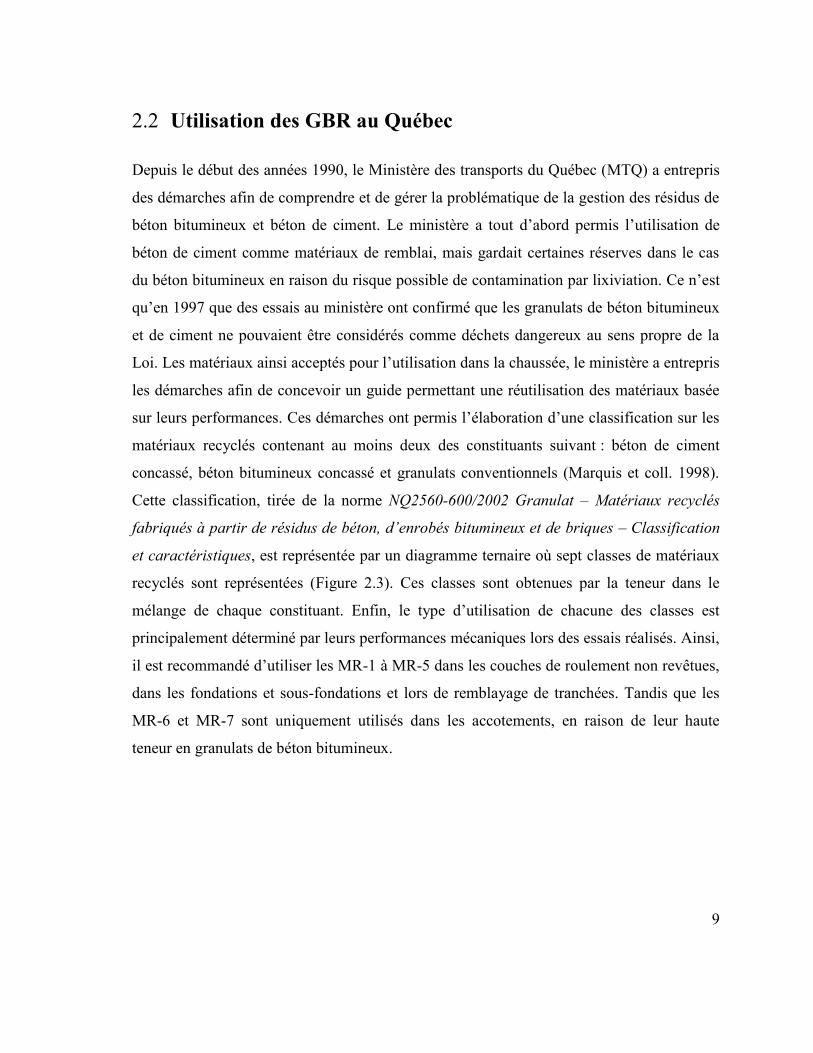
Cette classification, tirée de la norme NQ2560-600/2002 Granulat – Matériaux recyclés
fabriqués à partir de résidus de béton, d’enrobés bitumineux et de briques – Classification
et caractéristiques, est représentée par un diagramme ternaire où sept classes de matériaux
recyclés sont représentées (Figure 2.3). Ces classes sont obtenues par la teneur dans le
mélange de chaque constituant. Enfin, le type d’utilisation de chacune des classes est
principalement déterminé par leurs performances mécaniques lors des essais réalisés. Ainsi,
il est recommandé d’utiliser les MR-1 à MR-5 dans les couches de roulement non revêtues,
dans les fondations et sous-fondations et lors de remblayage de tranchées. Tandis que les
MR-6 et MR-7 sont uniquement utilisés dans les accotements, en raison de leur haute
teneur en granulats de béton bitumineux.
10
Figure 2.3: Diagramme ternaire de la classification des MR (tiré de la norme NQ2560-600)
Jusqu'à présent, les démarches entreprises semblent favoriser un meilleur contrôle et
récupération des résidus, mais en ce qui concerne les granulats bitumineux concassés, cette
classification a eu des répercussions majeures sur leur utilisation. En raison de leur pauvre
performance au test du California Bearing Ratio (CBR), le ministère leur a associé une
faible capacité portante, ce qui réduit la possibilité de les utiliser en fondation (Bergeron et
Martineau, 1995 ; Marquis et coll. 1998). Leur contenu dans le mélange a donc été limité à
50 %. Les matériaux à haute teneur en granulats bitumineux doivent être principalement
utilisés dans l’épaulement des routes, mais cette utilisation ne permet pas la réutilisation de
grande quantité de matériau.
Il est donc essentiel de vérifier ces résultats à l’aide d’essais représentant mieux les charges
qui sont induites par le passage de véhicules. En effet, l’essai CBR est un essai de
pénétration qui limite la portée ou la représentativité des résultats puisqu’il impose un taux
d’enfoncement constant dans le matériau ce qui se traduit, dans le cas des granulats
bitumineux, par un fluage car le bitume à tendance à relâcher les contraintes. Des études
récentes laissent croire que les matériaux constitués de granulats bitumineux, contrairement
à ce que laissent supposer les études basées sur l’essai CBR, possèdent un module
réversible comparable aux matériaux vierges, et ce, à des contenus en granulats bitumineux

11
aussi élevés que 50 % et possiblement même davantage (Guthrie et coll. 2007; Taha et coll.
1999; Saeed 2008).
2.3 Résultats d’études antérieures
Plusieurs études ont été effectuées sur les granulats bitumineux concassés en se basant sur
les différents facteurs qui influencent les couches de matériaux granulaires. Afin de bien
représenter les performances de ces granulats, les résultats des études ont toujours été
présentés en comparaison avec des matériaux vierges utilisés dans un chantier en cours. Les
connaissances obtenues des caractéristiques propres aux granulats bitumineux sont
présentées dans les sections qui suivent.
2.3.1 Effet des GBR sur les propriétés physiques
Les différentes propriétés physiques pouvant être affectées par l’ajout de GBR sont la
densité et la granulométrie ainsi que la durabilité et la ténacité des matériaux de fondation
(Saeed 2008).
2.3.1.1 La masse volumique sèche
Parmi les propriétés facilement identifiables, la masse volumique sèche a été évaluée dans
la majorité des études. Obtenue à partir de la méthode Proctor modifiée, définie dans la
norme ASTM D-1557-00, la masse volumique maximale sèche (MDD) des matériaux
recyclés est d’environ 2.08 g/cm3
pour les 100 % GBR, ce qui est inférieur aux matériaux
vierges évalués en moyenne à 2.20 g/cm3 dépendant du type de matériaux. Guthrie et coll.
(2007), Gupta et coll. (2009) ainsi que Locander (2009) ont obtenu un MDD pour un
matériau à100 % GBR de 2.08 g/cm3, 2.12 g/cm
3 et 2.05 g/cm
3, respectivement. De plus, à
partir de cette même méthode, les études citées ont obtenu des teneurs en eau optimale
(OMC) d’environ 4 % pour les 100 % GBR. En général, une augmentation en contenu de
GBR dans le mélange cause une diminution de la masse volumique maximale sèche et une

12
diminution de la teneur en eau maximum. Cette réduction s’explique principalement par la
présence de bitume dans le mélange. Le bitume occupe parfois jusqu’à 6 % en poids du
mélange, sa présence tend à faire diminuer la masse volumique. Pour terminer, les courbes
Proctor obtenues lors de certaines études laissent croire que l’eau a moins d’impact sur la
compaction des matériaux recyclés puisque les courbes sont beaucoup plus aplaties que
celles des matériaux granulaires standards (Locander 2009).
2.3.1.2 La granulométrie
En comparant la dégradation des GBR avec des matériaux vierges, les résultats d’études
démontrent que les GBR ne subissent pratiquement pas de dégradation lors de la mise en
place (construction). Ceci s’explique possiblement par la pellicule de bitume entourant les
particules qui absorbe les contraintes ainsi que les particules fines. Gupta et coll. (2009) ont
réalisé une analyse granulométrique de différents mélanges GBR/Vierge en fonction de la
quantité de GBR dans le mélange (Figure 2.4). Selon la courbe granulométrique,
l’augmentation de GBR augmente la quantité de matériaux grossiers, et diminue la
quantité de matériaux fins.

13
Figure 2.4: Granulométrie des mélanges en fonction de la quantité en GBR (RAP en anglais)
(tiré de Gupta et coll. 2009)
2.3.1.3 Durabilité et ténacité
La capacité du granulat à résister aux dégradations mécanique et chimique causées par
l’environnement, le transport, la mise en place, etc. est caractérisée par la ténacité et à la
durabilité de celui-ci. La ténacité du granulat caractérise sa résistance aux impacts durant le
transport, la compaction ainsi qu’aux contraintes répétitives subies tout au long de sa vie
utile. En effet, les contraintes intergranulaires deviennent très importantes lors du passage
d’un véhicule. Si la ténacité du granulat n’est pas adéquate pour l’utilisation qui en est faite,
le granulat subira une dégradation prématurée par attrition et fragmentation qui peut avoir
des répercussions considérables sur certaines propriétés du matériau. L’augmentation du
contenu en particules fines peut ainsi causer une diminution de la conductivité hydraulique
ainsi qu’une augmentation de la sensibilité à l’eau et au gel des matériaux de fondation
(Locander 2009).
Il existe plusieurs méthodes permettant de caractériser la ténacité et la résistance à l’usure
des granulats, mais les plus simples et les plus utilisés sont le test d’abrasion Los Angeles
(LA) et le test du Micro Deval (MD). En ce qui concerne le test d’abrasion LA, une perte

14
maximale de 50 %, selon la norme BNQ 2560-114, est la limite permise pour être
considérée comme performant. Une première étude a révélé une perte de 33,6 % pour les
GBR comparativement à une perte de 18,8% pour les granulats vierges (Taha et coll. 1999).
Contrairement à cette étude, Locander (2009) a obtenu une perte moyenne de 23,9 % et de
28,7 % pour les mélanges de matériaux recyclés et matériaux granulaires conventionnels,
respectivement. Malgré une différence importante entre les deux résultats, la limite du 50 %
est respectée dans tous les cas. En ce qui concerne la performance des GBR au test du
Micro Deval, Saeed (2008) ont observé une perte plus importante (7,50 % à 18,5 %) pour
les 100 % GBR que pour les GBR mélangés aux matériaux vierges (< 13,2 %). Les
résultats sont marginaux, en considérant qu’une perte supérieure à 17 % se traduit par une
faible performance sur le terrain. Dans ce cas, tous les mélanges de GBR, et seuls certains
matériaux vierges, rencontreraient ces exigences.
La résistance des particules aux cycles de mouillage et de gel-dégel est aussi un paramètre
très important qui vient influencer les performances des matériaux de chaussée. Afin
d’obtenir une mesure de ce paramètre, il est fréquent d’utiliser le sulfate soundness test (test
de résistance au sulfate) selon la norme ASTM C-88. Même si ce test démontre plutôt la
dégradation du granulat relativement aux pressions de la cristallisation du sulfate de
magnésium ou sodium, ce test donne un bon aperçu des dommages pouvant être causés par
des cycles de gel-dégel. Une étude réalisée par Saeed (2008) a révélé une faible perte
d’environ 2 % pour les matériaux GBR, comparable aux matériaux vierges lors de l’essai
canadian-thaw sur granulats (essai sur gros granulats afin de déterminer leur résistance à la
désintégration par des cycles de gel et dégel répétés avec une solution de chlorure de
sodium).

15
2.3.2 Effet des GBR sur la sensibilité à l’environnement
2.3.2.1 Conductivité hydraulique
Il est reconnu que la conductivité hydraulique est influencée par la distribution
granulométrique des granulats, la densité de compaction et du degré de saturation ainsi que
la nature minéralogique des granulats, particulièrement des particules fines (Locander 2009,
Fredlund et Rahardjo 1993). Une couche de matériaux granulaires possédant une faible
conductivité hydraulique aura tendance à retenir l’eau et peut, lors de l’application de
charge répétée, développer des pressions interstitielles causant ainsi une diminution de la
capacité portante de la chaussée. De plus, une faible conductivité hydraulique augmentera
la susceptibilité au gel en favorisant la formation des lentilles de glace en période hivernale.
Une étude récente a démontré que pour obtenir une bonne performance face à la
conductivité hydraulique, il est important de contrôler la quantité de particules passant le
tamis #200. Ils ont reconnu que la limite à ne pas dépasser est 8 % (Saeed et coll. 2001).
Toutefois, cet aspect est moins pertinent dans le cas des GBR, car, comme mentionné
précédemment, ils possèdent une faible quantité de particules fines.
En théorie, la conductivité hydraulique d’un sol est une mesure de continuité des vides et
de la tortuosité des canaux d’écoulement (Vervoort et Cattle 2003). En effet, les espaces
vides du sol doivent être connectés afin de laisser écouler l’eau. Ainsi, pour caractériser la
conductivité hydraulique d’un sol, il est reconnu d’associer une mesure qui prend en
compte le temps que prend un volume d’eau pour traverser une surface, qui est aussi
équivalent à une longueur divisée par le temps ou une vitesse (m/s). Cette mesure est la
conductivité hydraulique qui est aussi connue comme étant le coefficient de conductivité
hydraulique k (Locander 2009). Selon des études réalisées par Locander (2009), la
conductivité hydraulique des GBR est comparable à la conductivité hydraulique des
matériaux vierges autant en condition saturée et non saturée. Au cours de ses études, il a
obtenu des conductivités hydrauliques pour les GBR de 6,95x10-3
cm/s en moyenne,
16
comparativement à 5,71x10-3
cm/s pour les matériaux conventionnels. Il a conclu que
l’augmentation en contenu de GBR a pour effet d’augmenter la conductivité hydraulique.
Donc, si les matériaux vierges apportent un drainage adéquat, alors les GBR apporteraient
un drainage supérieur.
Toutefois, bien que les résultats précédents prévoient de bonnes performances dans la
chaussée pour les matériaux recyclés, Saeed (2008) ont soulevé un problème associé à
l’arrachement de la pellicule de bitume enrobant le granulat. En effet, il est possible
qu’avec le temps, la pellicule de bitume s’arrache du granulat pour se retrouver dans les
pores du matériau et ainsi soulever des problèmes de conductivité hydraulique.
2.3.2.2 Susceptibilité à l’eau
Cette propriété permet d’estimer indirectement la susceptibilité au gel d’un matériau
puisqu’elle détermine sa capacité à retenir l’eau et sa perte de résistance en condition
saturée par rapport aux conditions sèches. Il est possible d’évaluer cette propriété par
différentes méthodes. Les tests réalisés sur ce sujet par les différentes études sont le « Tube
Suction Test », l’essai de résistance en tension indirecte ou « Indirect Tensile Strength »
(ITS) et la courbe caractéristique de rétention d’eau ou « Soil Water Retention
Characteristic Curve » (SWRCC).
Saeed (2008) ont réalisé un Tube Suction Test décrit dans Texas Test Method 144E, qui
consiste à évaluer l’affinité d’un matériau granulaire à l’eau, en le laissant tremper 10 jours
dans un bain d’eau. Selon les chercheurs, les matériaux avec une forte affinité sont en
mesure d’emmagasiner suffisamment d’eau par succion capillaire pour dépasser l’optimum,
ce qui crée une quantité d’eau libre dans la matrice. Cette augmentation de la teneur en eau
agit directement sur la résistance des matériaux par rapport aux charges de trafic et aux
cycles de gel-dégel. Afin de déterminer la quantité d’eau libre à tout moment dans
l’échantillon, des capteurs mesurent la constante diélectrique de la surface du matériau. Il
est reconnu qu’une constante diélectrique inférieure à 10 est associée à une bonne
performance sur le terrain, alors qu’une constante supérieure à 16 est associée à une

17
mauvaise performance. Au cours de ce test, les matériaux recyclés (100 % GBR et
mélange) ont montré de très faibles constantes diélectriques. À tout moment, cette
constante était sous 10 (Tableau 2.1).
Tableau 2.1 : Résultats du Tube Suction Test (Saeed 2008)
Dans le cas de Tabakovic et coll. (2010), un essai de tension indirecte (ITS) a été réalisé
pour déterminer la susceptibilité à l’eau. Cette méthode consiste à évaluer le ratio de la
résistance à la traction à l’état saturé sur la résistance à la traction à l’état sec. Le NRA,
National Road Authority en Irlande propose une limite inférieure pour ce ratio à 75 % et à
80 %, respectivement. En dessous de ces limites, ils considèrent que le matériau peut
présenter une sensibilité à l’eau. Dans le cas des matériaux recyclés testés pour des
contenus en GBR inférieur à 30 %, il n’y a aucune raison de croire que le matériau sera
sensible à l’eau. Toutefois, pour le matériau avec 30 % de GBR, le ratio tombe sous 90 %,
ce qui signifie qu’une augmentation du contenu en GBR pourrait rendre le mélange
vulnérable à l’eau (Tabakovic et coll. 2010). Toutefois, lors de l’application sur un modèle

18
grandeur nature, les résultats obtenus ont démontré que la rigidité du matériau augmentait
avec l’augmentation de la teneur en GBR.
Finalement, les chercheurs de l’équipe de Gupta et coll. (2009) ont démontré la
susceptibilité à l’eau en fonction de la rétention d’eau. La relation entre la quantité d’eau et
la force nécessaire pour retenir cette quantité est décrite par la Courbe caractéristique de
rétention d’eau (SWRCC). La rétention d’eau d’un matériau poreux reflète la distribution
des pores qui à son tour influence la conductivité hydraulique et sa résistance (Gupta et coll
2009). Les résultats montrent que, à une succion donnée, le degré de saturation diminue
avec l’augmentation de la teneur en GBR (Figure 2.5). Cette faible capacité à retenir l’eau
peut être attribuée à la faible quantité de matériau passant le tamis 200 et à la couche de
bitume recouvrant les granulats. Ainsi, des changements importants de degré de saturation
peuvent survenir sans grande augmentation de la succion matricielle. Autrement dit,
l’énergie nécessaire pour drainer un matériau recyclé est assez faible, en comparaison avec
des matériaux vierges.
Figure 2.5 : Courbe du degré de saturation en fonction de la succion du sol pour les matériaux
recyclés et vierges (Gupta et coll. 2009)
19
2.3.3 Effet des GBR sur les propriétés mécaniques
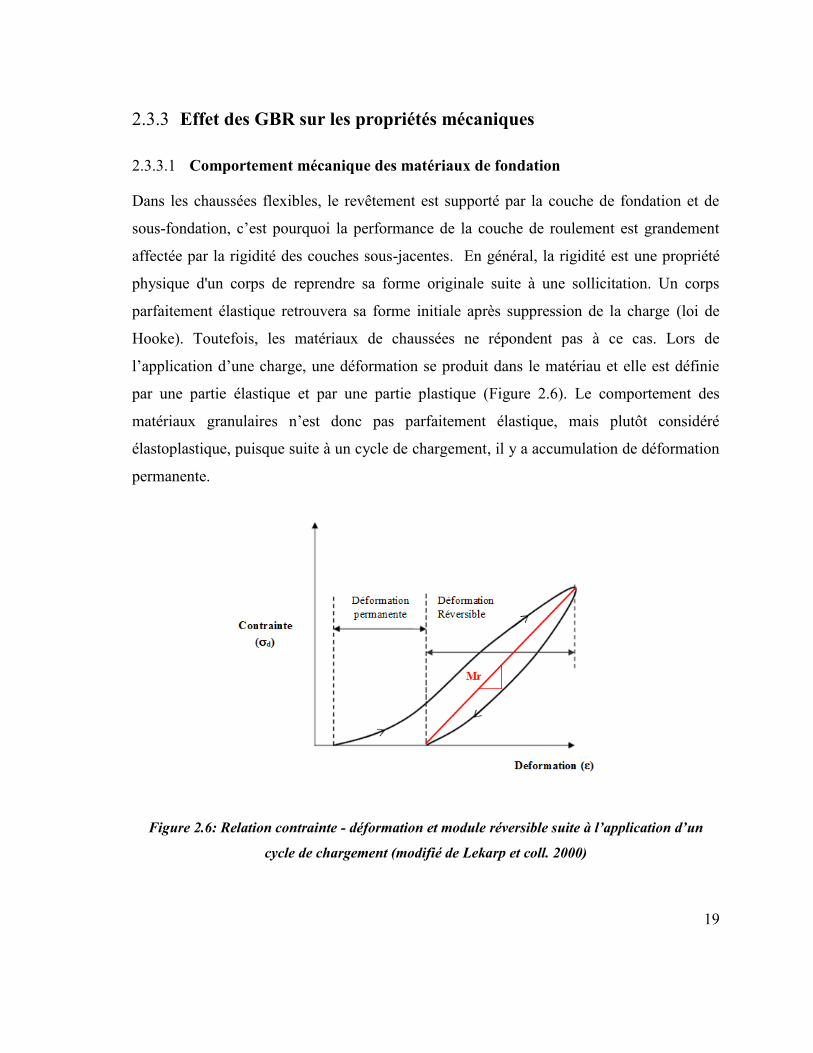
2.3.3.1 Comportement mécanique des matériaux de fondation
Dans les chaussées flexibles, le revêtement est supporté par la couche de fondation et de
sous-fondation, c’est pourquoi la performance de la couche de roulement est grandement
affectée par la rigidité des couches sous-jacentes. En général, la rigidité est une propriété
physique d'un corps de reprendre sa forme originale suite à une sollicitation. Un corps
parfaitement élastique retrouvera sa forme initiale après suppression de la charge (loi de
Hooke). Toutefois, les matériaux de chaussées ne répondent pas à ce cas. Lors de
l’application d’une charge, une déformation se produit dans le matériau et elle est définie
par une partie élastique et par une partie plastique (Figure 2.6). Le comportement des
matériaux granulaires n’est donc pas parfaitement élastique, mais plutôt considéré
élastoplastique, puisque suite à un cycle de chargement, il y a accumulation de déformation
permanente.
Figure 2.6: Relation contrainte - déformation et module réversible suite à l’application d’un
cycle de chargement (modifié de Lekarp et coll. 2000)
20
La partie réversible du chargement, liée à la rigidité du matériau granulaire, peut être
caractérisée par un paramètre, le module réversible (Mr). Ce module exprime la capacité du
matériau à retrouver son état initial, donc la partie récupérable (déformation réversible) de
la déformation totale. Le Mr est défini par le rapport entre la contrainte cyclique
déviatorique maximale (σd) et la déformation réversible (εr) (Figure 2.6). Ce paramètre est
largement utilisé afin de caractériser les différentes couches de chaussées lors des analyses
structurales et pour le dimensionnement puisqu’il permet d’évaluer la capacité de support
d’un matériau.
Équation 2,1
Le module réversible étant dépendant de la contrainte appliquée, c’est-à-dire que la rigidité
du matériau augmente de façon générale avec une augmentation de la contrainte moyenne,
il devient donc important d’évaluer le module d’un matériau à plusieurs états de contraintes
afin de caractériser le comportement mécanique dans son ensemble. La caractérisation du
Mr se fait à l’aide d’un essai triaxial à chargements répétés qui consiste en plusieurs
séquences de plusieurs cycles de chargement permettant de retirer les paramètres
importants pour l’analyse. Ces paramètres seront par la suite utilisés dans un des multiples
modèles permettant d’évaluer la relation entre le Mr et la contrainte pour un matériau
donné. Les modèles les plus couramment utilisés sont présentés à l’équation 2,2; 2,3 et 2,4.
Il est aussi possible d’évaluer indirectement le Mr d’un sol à partir d’une relation empirique
avec l’indice CBR obtenu suite à l’essai de pénétration ou sur le terrain par l’utilisation
d’un déflectomètre à masse tombante (falling weight deflectometer FWD).
Modèle K-
thêta Équation 2,2 2
1K
rM K
21
Modèle
MTQ Équation 2,3
Modèle
Uzan Équation 2,4
Où Mr est le module réversible; k1, k2, k3, c1, c2 et c3 sont des variables itératives; Pa est la
pression atmosphérique; θ est la contrainte totale et τoct le cisaillement octahédrique.
Comme le module réversible est couramment utilisé à des fins de dimensionnement en
caractérisant la capacité portante du matériau granulaire, il est important de savoir qu’il
existe plusieurs facteurs influençant cette réponse élastique. Les plus importants sont
l’historique des contraintes, la densité, la granulométrie et le contenu en fines, la teneur en
eau, la morphologie des grains ainsi que la durée, la fréquence et la séquence de
chargement. Ainsi, la rigidité du matériau augmente avec une augmentation de la pression
de confinement, de la densité et de la taille maximale des grains. Toutefois, la réponse
élastique diminue considérablement avec l’augmentation de la teneur en eau. Il est
généralement reconnu que la réponse élastique dans les conditions sèche et humide sont
similaires, mais en approchant de la saturation complète, le comportement élastique est
largement affecté (Lekarp et coll. 2000). De plus, la majorité du temps, il y aura diminution
du module réversible avec l’augmentation de la fréquence de chargement lorsque la teneur
en eau approche de la saturation, puisque des pressions interstitielles peuvent se
développer.
Parallèlement au module réversible, la déformation permanente est un élément très
important ducomportement élastoplastique des matériaux granulaires. Ce concept, comme
le module réversible, provient de la réponse physique d’un matériau lors de l’application
d’une charge. En effet, lors de l’application d’une charge, une déformation permanente
(irrécupérable) se produit dans le matériau (Figure 2.6). Il s’agit de la différence entre la
1 2 3r octM c c c
2 3
1 1
k k
octr a
a a
M k pp p
22
déformation maximale survenue et la partie réversible de la déformation totale (Lekarp et
coll. 2000). Sous l’application répétée d’un chargement, comme dans le cas des matériaux
utilisés au sein d’une chaussée, l’accumulation de déformations permanentes devient un
facteur de performance majeur à considérer puisqu’il en résulte un orniérage préamaturé de
la chaussée.
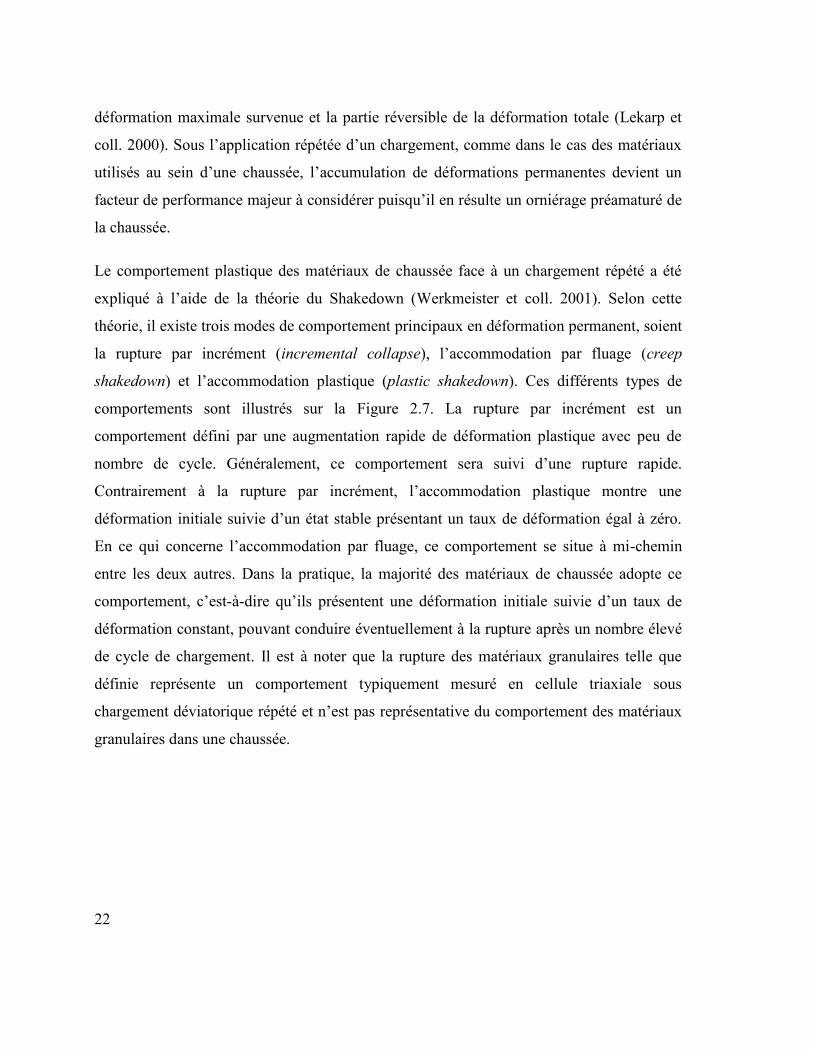
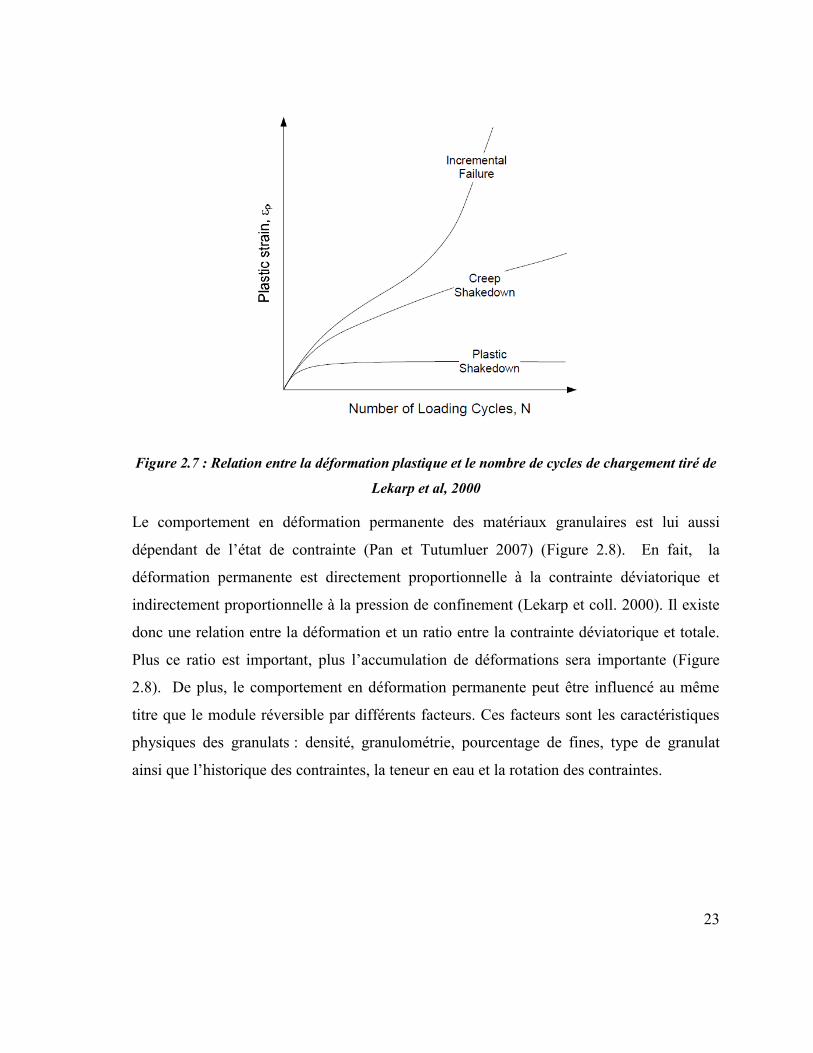
Le comportement plastique des matériaux de chaussée face à un chargement répété a été
expliqué à l’aide de la théorie du Shakedown (Werkmeister et coll. 2001). Selon cette
théorie, il existe trois modes de comportement principaux en déformation permanent, soient
la rupture par incrément (incremental collapse), l’accommodation par fluage (creep
shakedown) et l’accommodation plastique (plastic shakedown). Ces différents types de
comportements sont illustrés sur la Figure 2.7. La rupture par incrément est un
comportement défini par une augmentation rapide de déformation plastique avec peu de
nombre de cycle. Généralement, ce comportement sera suivi d’une rupture rapide.
Contrairement à la rupture par incrément, l’accommodation plastique montre une
déformation initiale suivie d’un état stable présentant un taux de déformation égal à zéro.
En ce qui concerne l’accommodation par fluage, ce comportement se situe à mi-chemin
entre les deux autres. Dans la pratique, la majorité des matériaux de chaussée adopte ce
comportement, c’est-à-dire qu’ils présentent une déformation initiale suivie d’un taux de
déformation constant, pouvant conduire éventuellement à la rupture après un nombre élevé
de cycle de chargement. Il est à noter que la rupture des matériaux granulaires telle que
définie représente un comportement typiquement mesuré en cellule triaxiale sous
chargement déviatorique répété et n’est pas représentative du comportement des matériaux
granulaires dans une chaussée.
23
Figure 2.7 : Relation entre la déformation plastique et le nombre de cycles de chargement tiré de
Lekarp et al, 2000
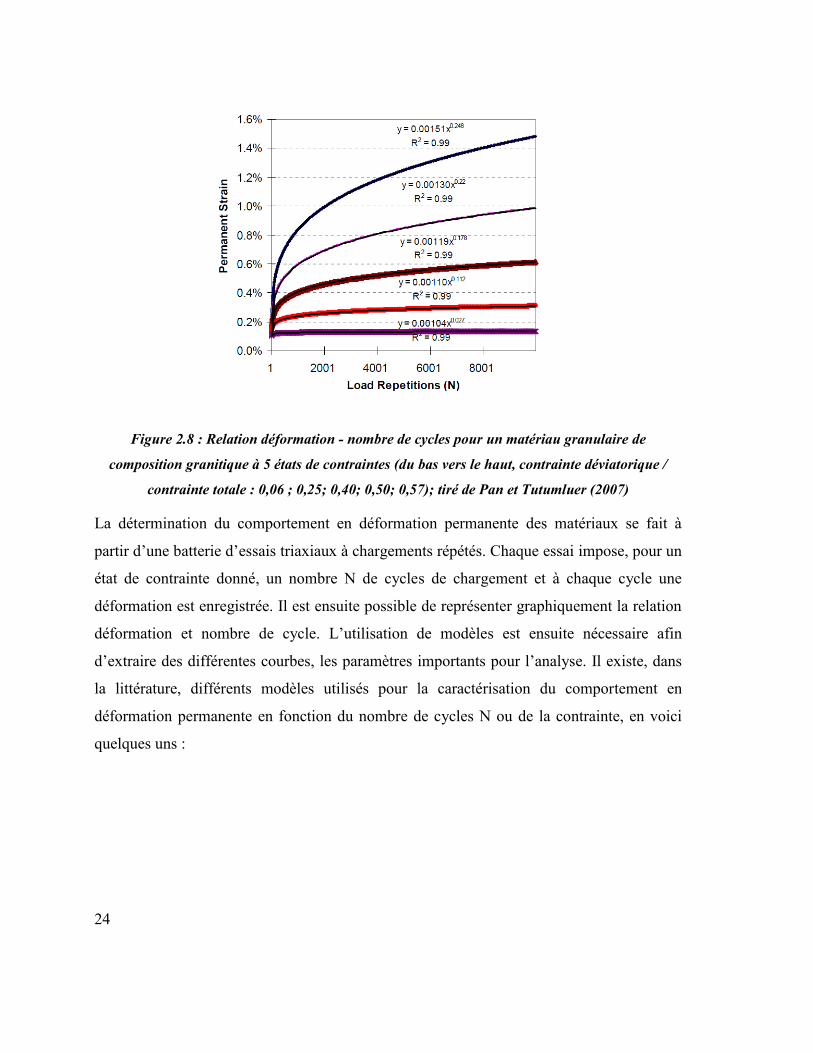
Le comportement en déformation permanente des matériaux granulaires est lui aussi
dépendant de l’état de contrainte (Pan et Tutumluer 2007) (Figure 2.8). En fait, la
déformation permanente est directement proportionnelle à la contrainte déviatorique et
indirectement proportionnelle à la pression de confinement (Lekarp et coll. 2000). Il existe
donc une relation entre la déformation et un ratio entre la contrainte déviatorique et totale.
Plus ce ratio est important, plus l’accumulation de déformations sera importante (Figure
2.8). De plus, le comportement en déformation permanente peut être influencé au même
titre que le module réversible par différents facteurs. Ces facteurs sont les caractéristiques
physiques des granulats : densité, granulométrie, pourcentage de fines, type de granulat
ainsi que l’historique des contraintes, la teneur en eau et la rotation des contraintes.
24
Figure 2.8 : Relation déformation - nombre de cycles pour un matériau granulaire de
composition granitique à 5 états de contraintes (du bas vers le haut, contrainte déviatorique /
contrainte totale : 0,06 ; 0,25; 0,40; 0,50; 0,57); tiré de Pan et Tutumluer (2007)
La détermination du comportement en déformation permanente des matériaux se fait à
partir d’une batterie d’essais triaxiaux à chargements répétés. Chaque essai impose, pour un
état de contrainte donné, un nombre N de cycles de chargement et à chaque cycle une
déformation est enregistrée. Il est ensuite possible de représenter graphiquement la relation
déformation et nombre de cycle. L’utilisation de modèles est ensuite nécessaire afin
d’extraire des différentes courbes, les paramètres importants pour l’analyse. Il existe, dans
la littérature, différents modèles utilisés pour la caractérisation du comportement en
déformation permanente en fonction du nombre de cycles N ou de la contrainte, en voici
quelques uns :

25
Tableau 2.2 : Différents modèles de déformation permanente mettant en relation le nombre de
cycles N ou la contrainte (Perez et coll., 2006)
Somme toute, la déformation permanente et le module réversible permettent, tous
les deux, de définir le comportement élastoplastique d’un matériau granulaire face à une
sollicitation répétée. Le module tient compte de la partie réversible et la déformation
permanente décrit la partie non-récupérable de la déformation totale. Toutefois, aux fins de
dimensionnement et de design, seul le Mr des matériaux granulaires est utilisé.. Le module
ne décrit pas à lui seul le comportement élastoplastique, c’est pourquoi davantage d’études
dans cet axe de recherche sont nécessaires. Mohammad et coll. (2006) ont prouvé que
malgré que le module réversible soit le paramètre le plus important dans la conception et
les études structurales, cette pratique n’est pas adéquate ou à tout le moins incomplète. En
effet, leur étude a démontré que le Mr diminuait avec une augmentation de la déformation
permanente (Mohammad et coll. 2006). Ces résultats confirment que l’utilisation du
module réversible seul ne décrit pas proprement la performance des matériaux granulaires.
Ils proposent plutôt l’ajout d’essais de déformation permanente afin de mieux caractériser
les matériaux.
26
2.3.3.2 Effets des GBR sur la déformation plastique (permanente)
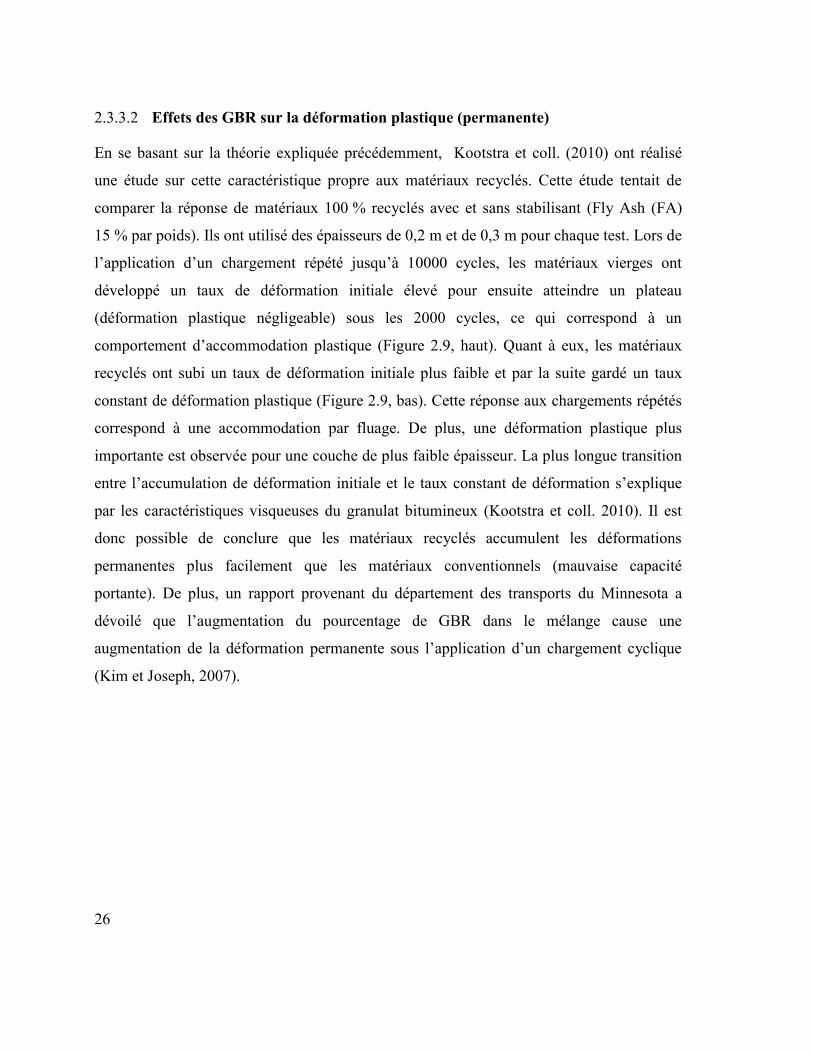
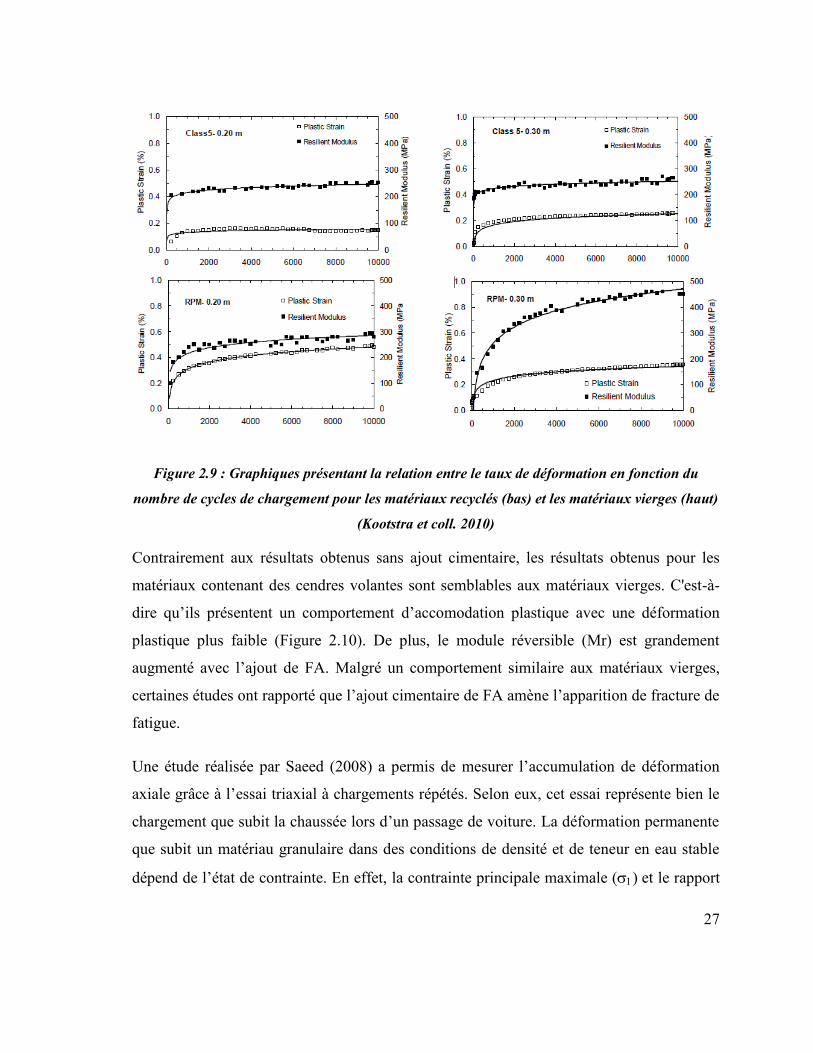
En se basant sur la théorie expliquée précédemment, Kootstra et coll. (2010) ont réalisé
une étude sur cette caractéristique propre aux matériaux recyclés. Cette étude tentait de
comparer la réponse de matériaux 100 % recyclés avec et sans stabilisant (Fly Ash (FA)
15 % par poids). Ils ont utilisé des épaisseurs de 0,2 m et de 0,3 m pour chaque test. Lors de
l’application d’un chargement répété jusqu’à 10000 cycles, les matériaux vierges ont
développé un taux de déformation initiale élevé pour ensuite atteindre un plateau
(déformation plastique négligeable) sous les 2000 cycles, ce qui correspond à un
comportement d’accommodation plastique (Figure 2.9, haut). Quant à eux, les matériaux
recyclés ont subi un taux de déformation initiale plus faible et par la suite gardé un taux
constant de déformation plastique (Figure 2.9, bas). Cette réponse aux chargements répétés
correspond à une accommodation par fluage. De plus, une déformation plastique plus
importante est observée pour une couche de plus faible épaisseur. La plus longue transition
entre l’accumulation de déformation initiale et le taux constant de déformation s’explique
par les caractéristiques visqueuses du granulat bitumineux (Kootstra et coll. 2010). Il est
donc possible de conclure que les matériaux recyclés accumulent les déformations
permanentes plus facilement que les matériaux conventionnels (mauvaise capacité
portante). De plus, un rapport provenant du département des transports du Minnesota a
dévoilé que l’augmentation du pourcentage de GBR dans le mélange cause une
augmentation de la déformation permanente sous l’application d’un chargement cyclique
(Kim et Joseph, 2007).
27
Figure 2.9 : Graphiques présentant la relation entre le taux de déformation en fonction du
nombre de cycles de chargement pour les matériaux recyclés (bas) et les matériaux vierges (haut)
(Kootstra et coll. 2010)
Contrairement aux résultats obtenus sans ajout cimentaire, les résultats obtenus pour les
matériaux contenant des cendres volantes sont semblables aux matériaux vierges. C'est-à-
dire qu’ils présentent un comportement d’accomodation plastique avec une déformation
plastique plus faible (Figure 2.10). De plus, le module réversible (Mr) est grandement
augmenté avec l’ajout de FA. Malgré un comportement similaire aux matériaux vierges,
certaines études ont rapporté que l’ajout cimentaire de FA amène l’apparition de fracture de
fatigue.
Une étude réalisée par Saeed (2008) a permis de mesurer l’accumulation de déformation
axiale grâce à l’essai triaxial à chargements répétés. Selon eux, cet essai représente bien le
chargement que subit la chaussée lors d’un passage de voiture. La déformation permanente
que subit un matériau granulaire dans des conditions de densité et de teneur en eau stable
dépend de l’état de contrainte. En effet, la contrainte principale maximale (et le rapport

28
de contrainte (sont deux paramètres importants qui influencent le comportement de
matériaux face aux déformations permanentes. Alors, pour une pression de confinement
donnée (la déformation permanente augmentera pour des valeurs plus élevées de
alors que pour un rapport de contrainte donné, la déformation permanente augmentera
avec une augmentation de et(Saeed et coll. 2001).
Figure 2.10 : Graphiques présentant la relation entre le taux de déformation en fonction du
nombre de cycles de chargement pour les matériaux recyclés stabilisé avec cendres volantes.
(Saeed et coll. 2001)
Afin de caractériser la réponse des matériaux recyclés par rapport aux chargements, ils ont
établi une relation entre le pourcentage de déformation et le rapport de contrainte
(Les résultats obtenus démontrent que les matériaux recyclés performent moins bien
face au chargement répété, puisque leur rapport de contrainte pour une déformation donnée
est plus faible, cela signifie qu’ils accumulent plus rapidement la déformation
comparativement aux matériaux vierges (Figure 2.11). Toutefois, les mélanges 50/50
montrent une performance plus élevée et comparable aux granulats vierges. De plus, en
comparant les résultats obtenus en condition humide et sèche, ils en sont venus à la

29
conclusion que les matériaux recyclés démontraient très peu de variation comportementale
pour les deux conditions, comparativement aux matériaux vierges. Ainsi, la performance
des GBR en condition sèche ou humide est comparable aux granulats vierges en condition
humide. Cette remarque vient appuyer les résultats obtenus en ce qui concerne la
susceptibilité à l’eau des matériaux recyclés.
Figure 2.11 : pourcentage de déformation en fonction du rapport de contrainte pour les
différents mélanges de GBR et les matériaux vierges (Saeed et coll. 2001)
Somme toute, la réponse des matériaux recyclés face à la déformation permanente semble
être plutôt défavorable comparativement aux matériaux vierges. Ils accumulent les
déformations plus rapidement et selon le concept du shakedown, ils le font à un taux
constant plus élevé qu’un matériau vierge. Afin de mieux comprendre le comportement des
matériaux recyclés par rapport aux déformations permanentes, il existe un autre indicateur
estimant le potentiel de déformation qui est le contenu en vide non compacté
(Uncompacted Void Content). Cet indicateur, fonction de la forme et de l’angularité des
particules ainsi que de la texture de surface, contribuerait à mieux cerner le phénomène de

30
déformation permanente dans les matériaux recyclés et les matériaux granulaires vierges
(Saeed et coll. 2001).
2.3.3.3 Effets des GBR sur la rigidité (stiffness)
À partir de la théorie sur la déformation élastique en relation avec la rigidité, différentes
études ont été menées afin de déterminer le comportement des matériaux recyclés par
rapport aux matériaux vierges. Taha et coll. (1999) ont réalisé des essais CBR sur les
matériaux recyclés. Les résultats montrent qu’une augmentation du contenu en GBR cause
une diminution de la valeur au CBR pouvant varier de 11 % pour les 100 % GBR jusqu'à
63 % pour un mix contenant 20 % de GBR (Figure 2.12). Le ministère des Transports de
l’Ontario (en 1984) ainsi que le laboratoire des chaussées du MTQ (en 1998) sont arrivés à
la même conclusion. De plus, Guthrie et coll. (2007) ont remarqué que la valeur au CBR
diminue avec l’augmentation en GBR. Ils ont associé ce phénomène à l’angularité des
particules des matériaux vierges et la granulométrie du matériau. L’angularité plus
importante des matériaux vierges en l’absence de la couche de bitume augmente la friction
entre les particules et par le fait même la résistance à de plus grandes charges (Guthrie et
coll. 2007). Les mêmes résultats ont été obtenus par le MTQ lors des premières
caractérisations des matériaux recyclés contenant des GBR. Ils ont obtenu une baisse
importante de l’indice CBR avec l’augmentation de la teneur en GBR (Bergeron et
Martineau 1995).

31
Figure 2.12 : Relation entre le pourcentage au CBR (axe verticale) et le contenu en GBR (axe
horizontal) dans le mélange (Guthrie et coll. 2007)
Gupta et coll. (2009) ont plutôt réalisé des essais en cellule triaxiale et sont parvenus à des
résultats contradictoires. Ils ont remarqué que les valeurs de Mr augmentent légèrement
avec une augmentation en % de GBR. Les travaux d’Alam et coll. (2010) sont aussi arrivés
aux mêmes conclusions (Figure 2.13). Ils ont aussi observé que pour tous les GBR, la
valeur de Mr à l’état non saturé, correspondant à une succion interstitielle de 300 kPa, était
de 1.1 à 1.3 fois plus élevée qu’à l’OMC. À une pression de confinement donnée, le Mr
diminue avec une augmentation de teneur en eau. À une teneur en eau et une pression de
confinement fixe, l’effet de l’addition de GBR sur le Mr est faible. De plus, Gupta et coll.
(2009) ont démontré que l’augmentation de la contrainte déviatorique n’a pratiquement
aucun effet sur le module réversible (Figure 2.14). Toutefois, une étude sur les matériaux
bitumineux a récemment établi que la vitesse de chargement influençait grandement le
nombre de cycles avant d’atteindre la rupture. En réalisant des tests avec des vitesses de
800 RPM et 3000 RPM à une température de 0oC, le nombre de cycles pour atteindre la
rupture était de beaucoup plus faible à 800 RPM qu’à 3000 RPM (Saal et Pell 1960). Donc
plus la vitesse est faible, plus la durée de vie est courte pour les matériaux bitumineux.
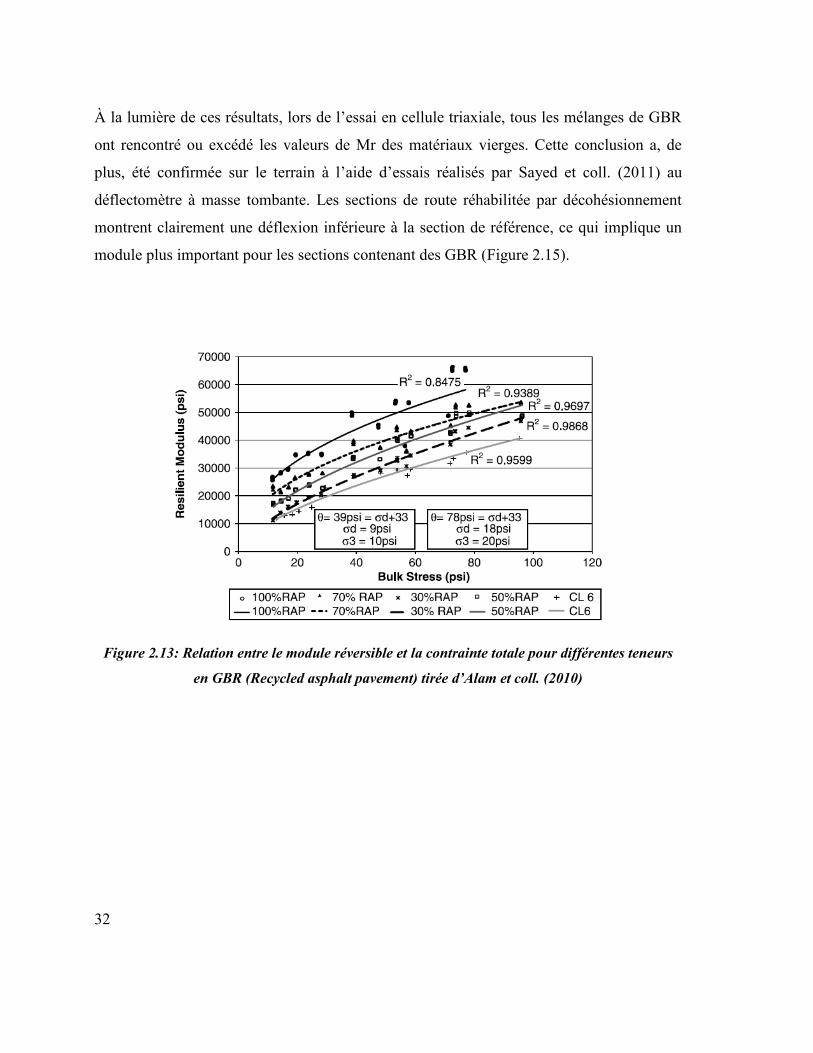
32
À la lumière de ces résultats, lors de l’essai en cellule triaxiale, tous les mélanges de GBR
ont rencontré ou excédé les valeurs de Mr des matériaux vierges. Cette conclusion a, de
plus, été confirmée sur le terrain à l’aide d’essais réalisés par Sayed et coll. (2011) au
déflectomètre à masse tombante. Les sections de route réhabilitée par décohésionnement
montrent clairement une déflexion inférieure à la section de référence, ce qui implique un
module plus important pour les sections contenant des GBR (Figure 2.15).
Figure 2.13: Relation entre le module réversible et la contrainte totale pour différentes teneurs
en GBR (Recycled asphalt pavement) tirée d’Alam et coll. (2010)
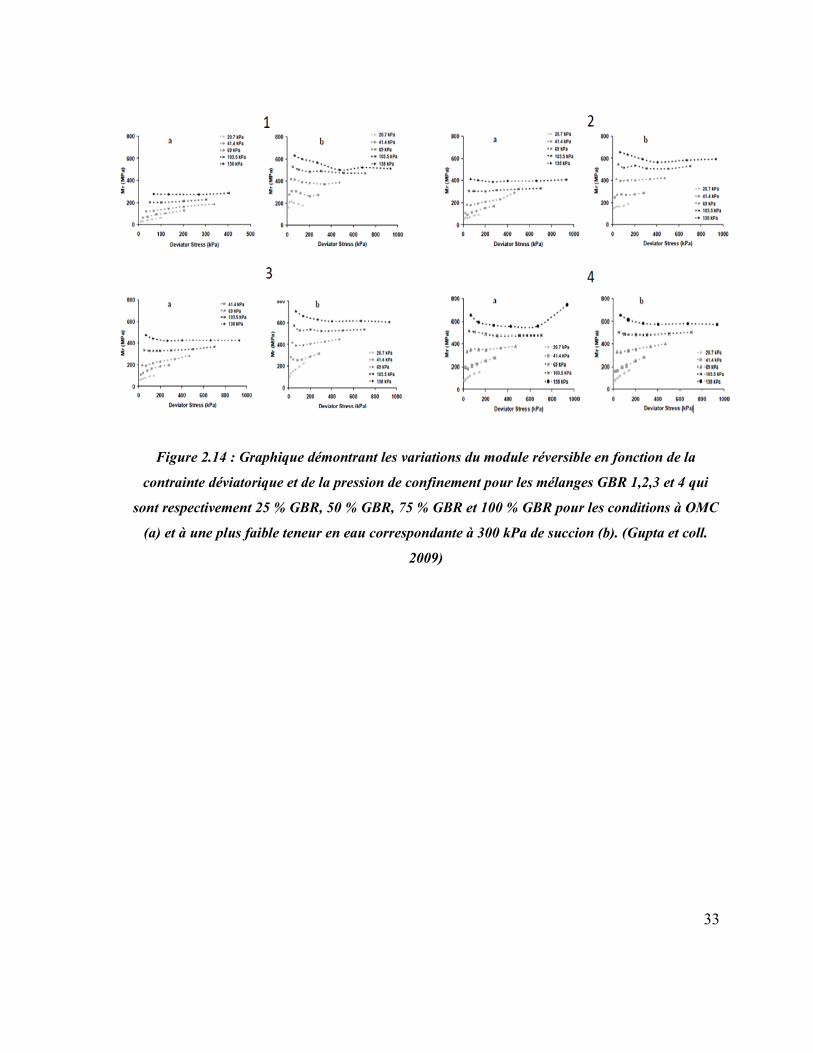
33
Figure 2.14 : Graphique démontrant les variations du module réversible en fonction de la
contrainte déviatorique et de la pression de confinement pour les mélanges GBR 1,2,3 et 4 qui
sont respectivement 25 % GBR, 50 % GBR, 75 % GBR et 100 % GBR pour les conditions à OMC
(a) et à une plus faible teneur en eau correspondante à 300 kPa de succion (b). (Gupta et coll.
2009)
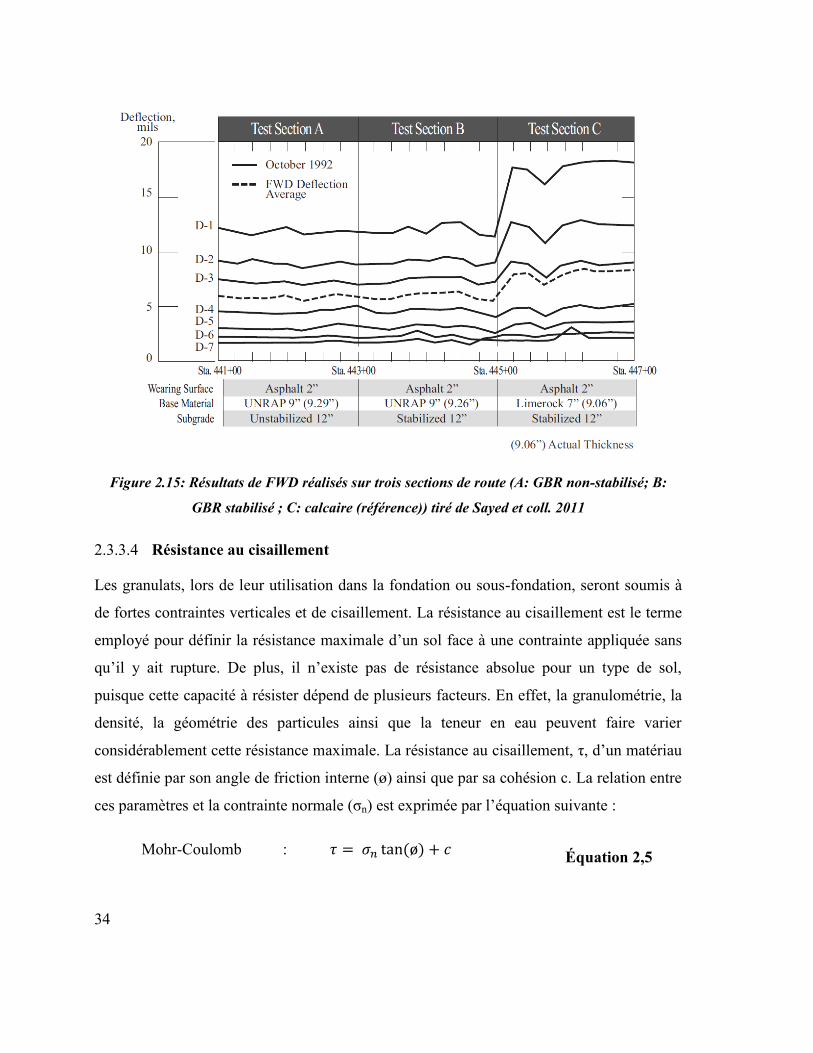
34
Figure 2.15: Résultats de FWD réalisés sur trois sections de route (A: GBR non-stabilisé; B:
GBR stabilisé ; C: calcaire (référence)) tiré de Sayed et coll. 2011
2.3.3.4 Résistance au cisaillement
Les granulats, lors de leur utilisation dans la fondation ou sous-fondation, seront soumis à
de fortes contraintes verticales et de cisaillement. La résistance au cisaillement est le terme
employé pour définir la résistance maximale d’un sol face à une contrainte appliquée sans
qu’il y ait rupture. De plus, il n’existe pas de résistance absolue pour un type de sol,
puisque cette capacité à résister dépend de plusieurs facteurs. En effet, la granulométrie, la
densité, la géométrie des particules ainsi que la teneur en eau peuvent faire varier
considérablement cette résistance maximale. La résistance au cisaillement, τ, d’un matériau
est définie par son angle de friction interne (ø) ainsi que par sa cohésion c. La relation entre
ces paramètres et la contrainte normale (σn) est exprimée par l’équation suivante :
Mohr-Coulomb : Équation 2,5

35
Afin de mesurer précisément la résistance au cisaillement d’un matériau, il est important
que les paramètres de l’analyse reflètent correctement les contraintes auxquelles le granulat
sera soumis. C’est pourquoi les essais statiques ne sont pas considérés pertinents, puisqu’ils
ne représentent pas les sollicitations auxquelles sont sujets les matériaux granulaires, soient
les impulsions causées par les charges passantes des roues de véhicule. De plus, il est rare
en pratique que les matériaux granulaires subissent des charges les amenant à la rupture.
Pour cette raison les chercheurs se concentrent davantage sur la résistance à la déformation
permanente. Cette dernière, qui est en lien avec la résistance au cisaillement, est une
caractéristique importante des matériaux granulaires, sinon plus importante que le module
réversible selon Barksdale (1991).
Néanmoins, certaines études ont été réalisées afin de caractériser la résistance au
cisaillement des matériaux recyclés. Saeed (2008) ainsi que Gupta et coll. (2009) ont réalisé
des essais statiques, afin d’obtenir des valeurs de cohésion, de l’angle de friction interne
ainsi que de la contrainte déviatorique maximale à la rupture des matériaux recyclés. Ils
obtiennent tous les deux des valeurs semblables soit des angles de friction interne variant
de 38 o à 49
o pour les matériaux recyclés, les mélanges 50/50 ainsi que les granulats
vierges. Toutefois, la cohésion et la contrainte déviatorique maximale à la rupture sont plus
faibles pour tous les 100 % GBR et les mélange 50/50. La plus faible cohésion peut
s’expliquer par la couche visqueuse de bitume qui entoure les grains, leur permettant ainsi
que glisser plus facilement les uns sur les autres et par la plus faible teneur en fines. Il
semble néanmoins y avoir une augmentation de la contrainte déviatorique maximum à la
rupture avec l’augmentation en contenu de GBR. Toutefois comme les contraintes sur le
terrain sont loin de la rupture, il est donc clair que les matériaux recyclés peuvent être de
bons substituts aux matériaux vierges dans la fondation ou sous-fondation

36
2.4 Retour sur les études antérieures
Somme toute, les matériaux recyclés semblent fournir une performance convenable,
puisque même les études les plus pessimistes ont démontré que les matériaux recyclés
présentent un module réversible équivalent aux granulats vierges. Il est donc possible de
croire que l’utilisation des matériaux recyclés n’aura pas d’impact majeur sur la rigidité des
couches de la chaussée. Par conséquent, du point de vue du dimensionnement de l’ouvrage
routier, des structures similaires devraient être obtenues puisque la conception de ce type
d’ouvrage, pour la rencontre de la durée de vie prévue, est basée sur la rigidité des couches.
Par contre, du point de vue de l’endommagement, les modèles utilisés à l’heure actuelle
sont probablement mal adaptés à la performance à long terme des chaussées contenant des
couches incluant en partie des matériaux recyclés.
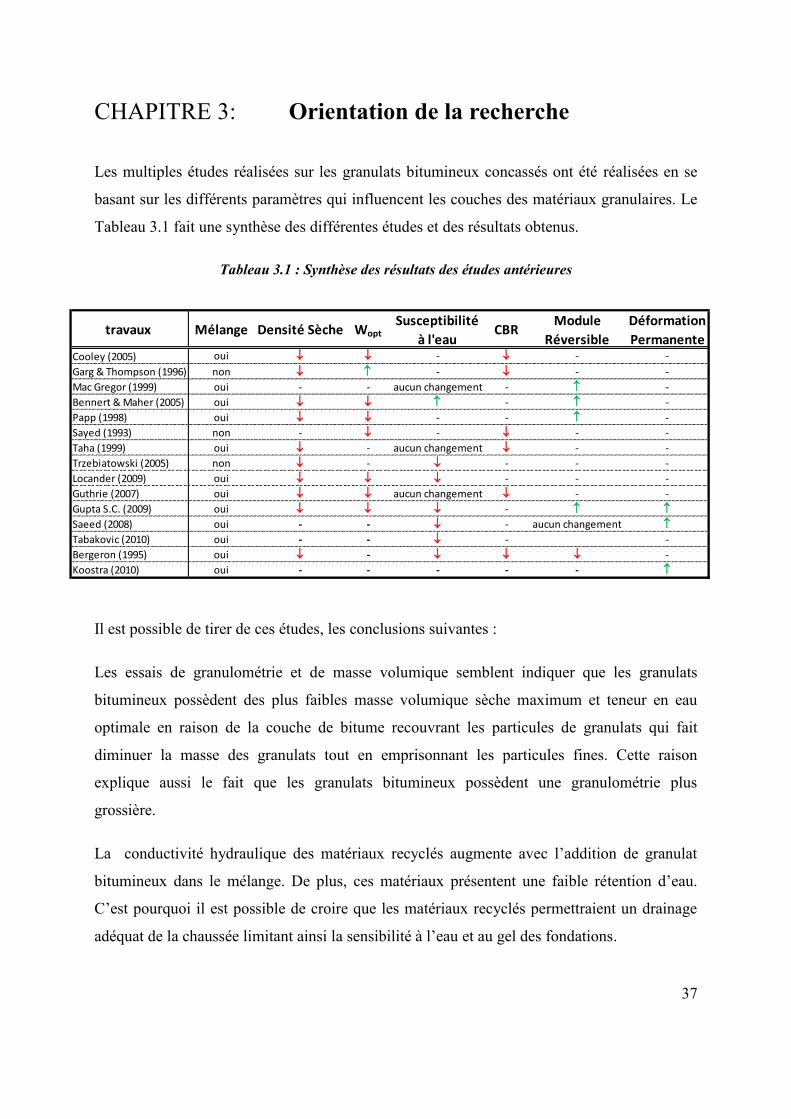
37
CHAPITRE 3: Orientation de la recherche
Les multiples études réalisées sur les granulats bitumineux concassés ont été réalisées en se
basant sur les différents paramètres qui influencent les couches des matériaux granulaires. Le
Tableau 3.1 fait une synthèse des différentes études et des résultats obtenus.
Tableau 3.1 : Synthèse des résultats des études antérieures
Il est possible de tirer de ces études, les conclusions suivantes :
Les essais de granulométrie et de masse volumique semblent indiquer que les granulats
bitumineux possèdent des plus faibles masse volumique sèche maximum et teneur en eau
optimale en raison de la couche de bitume recouvrant les particules de granulats qui fait
diminuer la masse des granulats tout en emprisonnant les particules fines. Cette raison
explique aussi le fait que les granulats bitumineux possèdent une granulométrie plus
grossière.
La conductivité hydraulique des matériaux recyclés augmente avec l’addition de granulat
bitumineux dans le mélange. De plus, ces matériaux présentent une faible rétention d’eau.
C’est pourquoi il est possible de croire que les matériaux recyclés permettraient un drainage
adéquat de la chaussée limitant ainsi la sensibilité à l’eau et au gel des fondations.
travaux Mélange Densité Sèche WoptSusceptibilité
à l'eauCBR
Module
Réversible
Déformation
PermanenteCooley (2005) oui - - -
Garg & Thompson (1996) non - - -
Mac Gregor (1999) oui - - aucun changement - -
Bennert & Maher (2005) oui - -
Papp (1998) oui - - -
Sayed (1993) non - - - -
Taha (1999) oui - aucun changement - -
Trzebiatowski (2005) non - - - -
Locander (2009) oui - - -
Guthrie (2007) oui aucun changement - -
Gupta S.C. (2009) oui -
Saeed (2008) oui - - - aucun changement
Tabakovic (2010) oui - - - -
Bergeron (1995) oui - -
Koostra (2010) oui - - - - -

38
En ce qui concerne les essais de durabilité et de ténacité, les granulats bitumineux semblent
démontrer des propriétés à la limite des normes en cours.
Le comportement des granulats bitumineux face aux déformations permanentes risque d’avoir
des conséquences sur la performance de la chaussée. Leur comportement est différent des
matériaux granulaires vierges puisqu’ils semblent présenter une augmentation des taux de
déformation suite à la phase de postcompaction.
Au niveau de leur comportement réversible, ils semblent démontrer des résultats semblables
ou supérieurs aux matériaux vierges. Toutefois les résultats basés sur des estimations du
module réversible à partir d’essais au CBR semblent démontrer le contraire. Comme quoi, il
serait important de vérifié la pertinence de réaliser ce type d’essai pour les granulats
bitumineux. De plus, dans le cas des essais au CBR, l’augmentation du pourcentage de
granulats bitumineux dans le mélange semble faire augmenter le Mr. Il est donc essentiel de
réaliser d’autres essais triaxiaux à charge répétée afin de vérifier ces résultats.
En considérant les différentes caractéristiques connues des granulats bitumineux, il devient
clair que l’utilisation de matériaux recyclés pourrait poser des problèmes éventuels surtout au
niveau de l’orniérage. En effet, leur forte conductivité hydraulique ainsi que leur faible
rétention d’eau laisse croire que leur utilisation fournira une performance adéquate face au
cycle de gel dégel et au cycle de mouillage. Lors de la période de gel, ils ne favoriseront pas
la remontée capillaire jusqu’au front de gel et la formation de lentilles de glaces. Lors de la
période de dégel, leur forte conductivité hydraulique permettra à l’eau de s’échapper de la
structure de chaussée, limitant ainsi la perte de capacité portante par la réduction de la succion
matricielle (Saeed 2008).
Les documents consultés portent à conclure que la performance en fatigue des chaussées
constituées de matériaux recyclés devrait être égale ou supérieure à celles constituées de
matériaux vierges. En effet, les études récentes ont démontré que le module réversible des
matériaux recyclés bitumineux est comparable sinon plus élevé que celui des matériaux
granulaires vierges. Cela indique que, si les conditions de mise en place sont appropriées, la
capacité de support d’une fondation contenant des granulats bitumineux recyclés sera tout
aussi bonne. De plus, la variation du comportement de la chaussée engendrée par un

39
changement environnemental devrait être limitée dans le cas des matériaux recyclés, puisque
leur susceptibilité à l’eau est faible et leurs modules réversibles en condition humide et en
condition sèche sont semblables (Saeed et coll. 2001).
Comme mentionné précédemment, le problème anticipé lors de l’utilisation de matériaux
recyclés dans une couche de fondation ou sous-fondation sera l’orniérage. Ce mode de rupture
est le plus apte à se manifester puisque les granulats bitumineux accumulent les déformations
permanentes plus facilement que les matériaux conventionnels. Il a été démontré que ces
matériaux présentent une déformation initiale par postcompaction suivie d’un taux de
déformation constant et relativement élevé (tous les matériaux routiers ont un taux de
déformation constant après post-compactage). L’orniérage sera donc le résultat de
l’accumulation constante de déformation, après quelques années de vie de service. Il est
important de mentionner que leur propension accrue à l’orniérage entraîne également une
flexion du revêtement qui se traduit par des effets néfastes sur leur comportement en fatigue.
Ces deux caractéristiques sont donc liées et leurs effets simultanés doivent être considérés. Le
comportement des matériaux recyclés face à la déformation permanente est principalement
occasionné par un plus faible angle de friction et par la présence de bitume qui facilite le
fluage des matériaux sous l’application des charges. Toutefois, il reste à préciser l’ampleur de
la déformation permanente et vérifier si elle est acceptable.
En connaissant maintenant les enjeux liés à l’utilisation de granulats bitumineux, il est
possible de déterminer la direction que prendra le projet dans le but d’améliorer les
connaissances actuelles dans les contextes d’exploitation Québécois et Canadien. Selon les
résultats documentés dans la littérature seule la susceptibilité aux déformations permanentes
semble demeurer un problème auquel il n’y a toujours pas de réponses concrètes. Il y a par
ailleurs peu d’information sur l’homogénéité des matériaux produits par retraitement en place
et sur la qualité de la mise en œuvre, notamment au niveau du compactage. C’est donc dans
cette optique que le projet a été défini.
40
3.1 Le projet
Étant donné la problématique identifiée, une série d’essais en laboratoire, en simulateur
routier et des études sur chantier seront réalisées sur ce type de matériau. Ces études
permettront de caractériser les matériaux et de quantifier leur performance mécanique au
moyen d’essais modernes, mieux adaptés à leurs caractéristiques particulières. Le projet
permettra en plus de pousser davantage des modes de caractérisation moins documentés
comme la déformation permanente et la rétention d’eau, ainsi que la variabilité des matériaux
et la densité obtenue en chantier.
Tout d’abord, suite aux limitations fixées par le ministère en raison des essais CBR réalisés
sur les GBR, il est essentiel de quantifier comment le module réversible est affecté par le
contenu en granulat bitumineux, à ce jour limité à 50%. Ce paramètre, qui est le principal
paramètre de conception en mécanique de chaussées et qui est obtenu à l’aide de l’essai
triaxial à chargements déviatoriques répétés, plus représentatif de la réalité, permet de
quantifier le comportement élastique des MR. Ce désir de mieux caractériser pour mieux
comprendre leur comportement, fait suite à la demande de plusieurs intervenants dans
l’industrie voulant augmenter l’utilisation de ce type de matériau. Il résulte aussi du fait
qu’après une vingtaine d’années d’utilisation du retraitement en place au Québec, plusieurs
chaussées subiront un deuxième et éventuellement un troisième cycle de retraitement
augmentant ainsi la teneur en GBR dans les fondations. Il est donc important de vérifier que
l’augmentation du contenu en GBR n’affecte pas de façon délétère la performance de la
chaussée.
En second lieu, le projet se concentrera sur le principal problème identifié, soit la déformation
permanente, qui demeure assez mal documentée. Il sera alors possible de mieux comprendre
les facteurs qui influencent ce phénomène et tenter d’évaluer ce qui peut être contrôlé dans la
pratique afin de minimiser les déformations plastiques. De plus, suite à des discussions avec
des intervenants de l’industrie, il semble que l’obtention du degré de compaction optimal soit
difficile à réaliser en chantier. Cette lacune peut occasionner une déformation précoce et
possiblement inégale du matériau qui n’est pas causée par le matériau en soi, mais plutôt par
une mauvaise mise en œuvre. En raison du manque de données, il est difficile de quantifier
précisément l’effet de ce plus faible compactage initiale sur la déformation permanente. Dans

41
le but de comprendre et minimiser ce problème, une attention particulière sera portée sur les
effets de la compaction, ainsi que sur la variabilité des MR et son impact sur la déformation
permanente.
Malgré que le projet porte une attention particulière sur les problèmes ressortis des récentes
études, il sera nécessaire d’évaluer ces matériaux dans leur ensemble. L’utilisation des MR
dans les chaussées signifie qu’ils devront faire face aux contraintes environnementales. Du
point de vue environnemental, l’eau est le principal paramètre qui influence le comportement
des matériaux de chaussées. La capacité au matériau de retenir l’eau en dit beaucoup sur la
susceptibilité au gel et à la perte de support qui peut en résulter. Il est donc important, en
raison de la faible quantité de données recueillies sur les MR, de réaliser des essais afin
d’évaluer leur comportement face à l’eau et ainsi être en mesure de valoriser leur utilisation
dans les fondations de chaussées.
42
3.1.1 Les Objectifs
À partir des différents besoins relevés, il est possible d’identifier les principaux objectifs du
projet. L’objectif principal est d’améliorer les connaissances au niveau du comportement, de
la mise en œuvre et de la performance des matériaux recyclés favorisant ainsi leur utilisation.
Pour atteindre cet objectif, le projet vise les objectifs spécifiques suivants :
Déterminer en laboratoire le comportement de différents mélanges de GBR concassés et
granulats vierges par des essais de déformation permanente, module réversible, CBR et
rétention d’eau ;
Quantifier en laboratoire les effets de différents niveaux de compaction sur la
déformation permanente et le module réversible pour un matériau composé à 50% de
GBR concassés ;
Caractériser sur divers chantiers les propriétés mécaniques, la variabilité de celles-ci,
ainsi que l’évolution de la densité des MR et son effet sur les autres propriétés ;
Caractériser en laboratoire la variabilité des propriétés physiques des MR échantillonnés
en chantier ;
Valider les résultats de déformation permanente par des essais en simulateur routier.
L’accomplissement de ce projet permettra une meilleure valorisation des résidus bitumineux.
La gestion de ces résidus touche différents sujets tels que l’environnement, la géotechnique et
la mécanique des matériaux routiers. En effet, la valorisation des granulats bitumineux permet
de réhabiliter ou même créer de nouvelles chaussées en réutilisant des matériaux sur place
diminuant ainsi l’utilisation des ressources naturelles et limitant les déchets se retrouvant dans
les dépôts.

43
CHAPITRE 4: Description des matériaux
4.1 Généralités
Les matériaux utilisés dans le cadre de ce projet sont des matériaux granulaires de fondations
recyclés à granulométrie reconstituée. Afin de représenter le mélange obtenu à partir de
retraitement en place, un résidu de planage ainsi que des granulats de calcaire de type MG 20
ont été échantillonnés. À partir de ces deux matériaux, il est prévu de réaliser une batterie
d’essais sur différents mélanges. Ces mélanges sont déterminés en fonction du contenu en
granulats bitumineux recyclés dans l’échantillon. Ainsi, cinq mélanges ont été étudiés : 0 %,
30 %, 50 %, 60 % et 70 %, ce qui représente le pourcentage en poids de GBR dans le
mélange. Le 0 % est défini comme le matériau de référence composé uniquement de granulats
calcaire. Il représente un matériau conventionnel fréquemment utilisé dans la région de
Québec. Les différents matériaux obtenus à partir du mélange des deux constituants satisfont
les critères du fuseau de spécification pour un matériau MG 20, spécifié par le Ministère des
Transports du Québec. Ces mélanges ont été fixés puisqu’ils représentaient un pourcentage de
GBR typique pouvant être retrouvé sur chantier. En effet, en raison de la méthode de
récupération, il n’est pas rare de retrouver 60 % de GBR dans une fondation retraitée. De
plus, lors d’un deuxième retraitement en place, il ne sera pas rare de retrouver 70-75% de
GBR dans la fondation. Toutefois il a été jugé non nécessaire d’évaluer le comportement
mécanique de mélanges au-delà de ce pourcentage.
Dans le but de limiter les variations de certains paramètres en laboratoire et d’isoler l’effet de
la teneur en granulats bitumineux recyclé (GBR), une seule source de matériau pour les deux
constituants a été retenue. Les deux constituants ont été échantillonnés à Québec.
En ce qui concerne le volet de terrain, les matériaux récupérés pour les essais mécaniques et
l’étude de variabilité proviennent directement de projets de réhabilitation. La description des
matériaux et les résultats de granulométrie seront abordés plus en détails au Chapitre 6.
Il est important de noter que les granulats bitumineux ne sont pas des produits directs de la
carrière. Ils sont acheminés depuis différents projets de réhabilitation et de reconstruction à la
ville de Québec. Ils proviennent généralement de la pulvérisation de la couche d’enrobé. En
44
grande partie du résidu de planage, l’enrobé est récupéré sur chantier de différentes façons,
pour être ensuite apporté à la carrière où il est tamisé et broyé pour obtenir un matériau
granulaire recyclé dont 100 % des particules de granulats sont enrobés de bitume. Il est donc
clair que le site d’entreposage à la carrière, où ont été récupérés les matériaux, contient un
mélange de granulats recyclés de nature différentes (granitique, schisteux, basaltique, etc.).
4.2 Échantillonnage
La méthode d’échantillonnage utilisée est celle prescrite par la norme LC 21-010 qui se réfère
à la norme canadienne CSA A23.2–7B « Échantillonnage aléatoire des matériaux de
construction ». Pour chacun des deux constituants, un palier de 20 m2
a été aménagé en marge
de la réserve à l’aide d’équipement mécanique afin d’éliminer le problème de ségrégation.
Les échantillons de chaque constituant ont ensuite été prélevés dans le plancher du palier à
plusieurs endroits. Environ 15 chaudières, d’une capacité de 35 kg chacune, ont été remplies
pour chaque matériau. Un deuxième échantillonnage a été effectué au cours de l’été 2011, soit
un an après le premier, dans le but de récupérer les matériaux nécessaires aux essais en
simulateur. Lors du deuxième échantillonnage, 6 barils de 150 litres ont été remplis. En tout,
près de 2800 kg de matériau ont été nécessaires à la bonne conduite de ce projet.
4.3 Granulométrie reconstituée
Toujours dans le but d’isoler l’effet de la teneur en GBR sur les propriétés d’un matériau
recyclé, il a été nécessaire d’utiliser une granulométrie reconstituée pour chacun des
mélanges. En effet, Bilodeau (2009) a démontré que la réponse mécanique d’un matériau face
aux sollicitations est en partie influencée par la granulométrie du matériau qui représente une
variable non négligeable. La reconstitution a été possible en séparant les deux constituants en
différentes fractions à l’aide des tamis standards, jusqu'à la fraction 0,630 mm. La
granulométrie des mélanges ultérieurs a donc été fixée jusqu’à cette fraction, car il s’avère
intéressant et assez facile de contrôler la granulométrie jusqu’à cette fraction. Les tamis
utilisés ont été les suivants : 20 mm, 14 mm, 10 mm, 5 mm, 2,5 mm, 1,25 mm et 0,630 mm.
La granulométrie reconstituée a été déterminée à partir des courbes granulométriques des
deux constituants. Trois essais granulométriques exécutés en suivant la norme LC 21-040 ont

45
été réalisés pour le granulat calcaire et le GBR afin d’obtenir une courbe moyenne pour
chaque matériau. La courbe moyenne de chaque constituant ainsi que le fuseau de
spécification MG-20 prescrit par le ministère des Transports du Québec sont présentés à la
Figure 4.1. Il est possible de remarquer que le granulat calcaire présente une granulométrie
plus grossière que le granulat recyclé. Afin d’éviter la perte de matériau, la granulométrie
reconstituée a été établie comme étant la courbe moyenne des deux constituants (Figure 4.1 et
Tableau 4.1) jusqu’à la fraction 0,630 mm.
Figure 4.1 Courbes granulométriques des constituants et courbe visée
Malgré un bon contrôle de la granulométrie jusqu’à 0,630 mm, il s’avère que le pourcentage
de passant 0,630 mm était trop important pour les GBR (23,6 %) comparativement aux
granulats calcaires (9,1 %). Donc, en augmentant la teneur en GBR dans les mélanges, la
variation en fines devenait un paramètre non négligeable. Afin de remédier à cette situation, il
a été nécessaire de laver une partie calculé de passant 0,630 mm de GBR afin d’éliminer la
variation de fines. Cette façon de faire a réduit la variation totale du pourcentage de fines
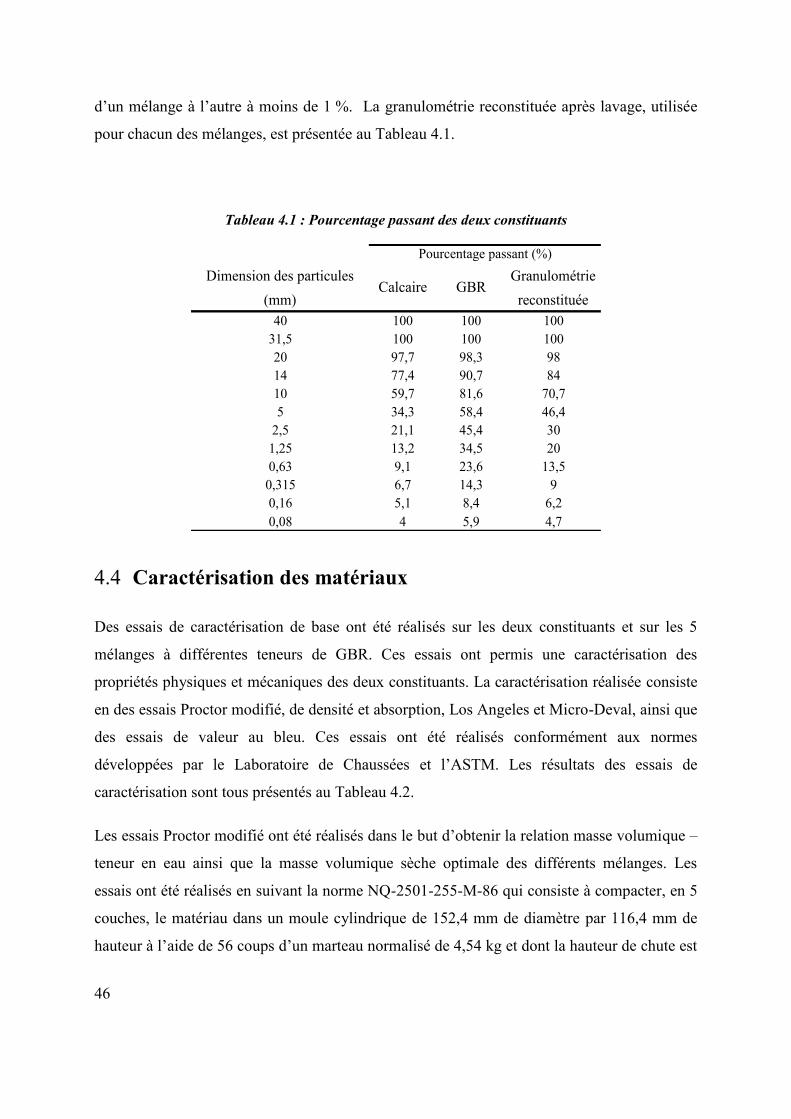
46
d’un mélange à l’autre à moins de 1 %. La granulométrie reconstituée après lavage, utilisée
pour chacun des mélanges, est présentée au Tableau 4.1.
Tableau 4.1 : Pourcentage passant des deux constituants
Dimension des particules Granulométrie
(mm) reconstituée
40 100 100 100
31,5 100 100 100
20 97,7 98,3 98
14 77,4 90,7 84
10 59,7 81,6 70,7
5 34,3 58,4 46,4
2,5 21,1 45,4 30
1,25 13,2 34,5 20
0,63 9,1 23,6 13,5
0,315 6,7 14,3 9
0,16 5,1 8,4 6,2
0,08 4 5,9 4,7
Pourcentage passant (%)
Calcaire GBR
4.4 Caractérisation des matériaux
Des essais de caractérisation de base ont été réalisés sur les deux constituants et sur les 5
mélanges à différentes teneurs de GBR. Ces essais ont permis une caractérisation des
propriétés physiques et mécaniques des deux constituants. La caractérisation réalisée consiste
en des essais Proctor modifié, de densité et absorption, Los Angeles et Micro-Deval, ainsi que
des essais de valeur au bleu. Ces essais ont été réalisés conformément aux normes
développées par le Laboratoire de Chaussées et l’ASTM. Les résultats des essais de
caractérisation sont tous présentés au Tableau 4.2.
Les essais Proctor modifié ont été réalisés dans le but d’obtenir la relation masse volumique –
teneur en eau ainsi que la masse volumique sèche optimale des différents mélanges. Les
essais ont été réalisés en suivant la norme NQ-2501-255-M-86 qui consiste à compacter, en 5
couches, le matériau dans un moule cylindrique de 152,4 mm de diamètre par 116,4 mm de
hauteur à l’aide de 56 coups d’un marteau normalisé de 4,54 kg et dont la hauteur de chute est

47
de 457 mm. La masse volumique sèche est obtenue suite au compactage par l’équation
suivante :
(
) Équation 4.1
Où d est à la masse volumique sèche, (
) représente la masse volumique humide
déterminée par le rapport masse humide (mh) sur volume du moule (v) et w correspond à la
teneur en eau. Lorsque plusieurs essais sont réalisés à différentes teneurs en eau, il est
possible d’obtenir le max correspondant à la masse volumique maximale que le sol peut
atteindre pour une teneur en eau optimale qui est définie par opt. Il est possible de remarquer
que plus la teneur en GBR augmente plus max diminue, ce qui est cohérent avec les résultats
présentés par d’autres auteurs. De plus, l’augmentation en GBR entraine une diminution de la
teneur en eau optimale (opt).
Tableau 4.2 : Résultats des essais de caractérisation
d max opt Abs Los Angeles Micro-Deval
(kg/m3) (%) (%) (%P) (%P)
0 2270 5,5 2,679 0,83 19,3 15,2 0,30
30 2260 5,0 2,611 1,24 21,7 17,0 0,32
50 2220 4,8 2,570 1,48 23,4 18,3 0,35
60 2210 4,2 2,528 1,49 24,2 18,9 0,34
VB%GBR Gsb
Les essais de densité et absorption ont été réalisés pour les deux constituants conformément
aux normes LC 21-065 et LC 21-067 correspondant aux essais sur granulats fins et grossiers,
respectivement. Ces deux caractéristiques ont été obtenues par l’évaluation de la masse des
granulats à trois états, soit sec, saturé et saturé surface sèche (SSS). En comparant ces masses
pour les différents états, il a été possible d’en déduire la densité brute des grains (Gsb) et
l’absorption (%Abs).
48
Ces caractéristiques ont été très utiles dans la préparation des matériaux lors des essais
mécaniques. Les résultats obtenus pour les deux constituants ont été utilisés
proportionnellement à la teneur en GBR de chaque mélange dans le but d’estimer la densité
moyenne des grains de chacun des mélanges. Les densités et absorptions de chaque mélange
sont affichées dans le Tableau 4.2. Les résultats montrent une diminution de la densité des
grains avec une augmentation de la teneur en GBR. Cette tendance est associée en grande
partie à la faible densité de la couche de bitume entourant les grains de GBR. Il est aussi
possible de voir une augmentation de l’absorption avec une augmentation de GBR. Ces
observations sont cohérentes avec les conclusions d’études antérieures.
Les essais de résistance à l’attrition (Micro-Deval) et à la fragmentation (Los-Angeles) ont été
réalisés en suivant les normes LC 21-070 et LC 21-400 respectivement. Les résultats ont
permis de catégoriser les matériaux dans la classe B (définie dans la norme) pour les deux
essais en raison de la distribution granulométrique des constituants. Ces essais ont été réalisés
sur les deux constituants et la détermination du pourcentage de pertes (%P) pour chacun des
mélanges a été évaluée en fonction de la teneur de chaque constituant dans le mélange. Il est
possible de voir une augmentation du %P pour les mélanges à haute teneur en GBR en raison
d’une plus faible résistance aux deux essais pour les GBR. Il n’a toutefois pas été possible
d’évaluer si cette plus faible résistance des GBR est liée au fait que ce sont des GBR ou à la
minéralogie (non connue) du granulat d’origine. Néanmoins, les %P obtenus à l’essai Los-
Angeles respectent tous la limite établie qui est de 50%, pour des matériaux de fondation. En
ce qui concerne la résistance des matériaux à l’attrition, ils sont tous considérés marginaux
puisque la limite du %P pour l’essai Micro-Deval est fixée à 17%.
Finalement, la valeur au bleu a été déterminée pour chacun des mélanges selon la norme
MTQ 2001. Cet essai consiste d’ajouter petit à petit une faible quantité d’une solution de bleu
de méthylène jusqu’à ce que le sol soit sursaturé. La quantité nécessaire de bleu pour
sursaturer 100 g de sol permet d’apprécier indirectement la teneur en argile dans le sol.
Les résultats de ces différents essais de caractérisation ont permis, entre autre, de définir les
paramètres utilisés au cours de la préparation des échantillons des essais mécaniques réalisés
dans les phases subséquentes du projet.
49
CHAPITRE 5: Procédures, résultats et analyses des
essais en laboratoire
Suite à la caractérisation des propriétés physiques des granulats calcaires, recyclés ainsi que
des différents mélanges étudiés, des essais visant à définir les caractéristiques mécaniques des
différents mélanges ont été réalisés. Les différents essais ont d’abord été effectués dans le but
d’évaluer l’effet de la teneur en GBR d’un matériau sur son comportement mécanique. Des
essais sur le terrain ainsi que des essais au simulateur ont aussi permis d’évaluer les propriétés
mécaniques des matériaux, mais seront abordés dans les prochains chapitres. En premier lieu,
des essais en laboratoire en environnement contrôlé, ont été réalisés afin de caractériser les
comportements hydrique et mécanique des matériaux recyclés. Des essais de rétention d’eau
visaient à déterminer les propriétés hydriques, tandis que des essais de module réversible et de
déformation permanente visaient à identifier les propriétés mécaniques sous chargement
répété des différentes teneurs en matériaux recyclés.
5.1 Essais de rétention d’eau
L’essai de rétention d’eau permet d’évaluer la capacité de drainage d’un matériau. En effet,
l’essai permet de déterminer la relation entre la succion matricielle et la teneur en eau et la
variation d’état de contrainte en condition saturée par rapport aux conditions de non saturation
dû au phénomène de succion matricielle. Cette capacité de rétention se traduit par la relation
entre une quantité d’eau et la force nécessaire pour retenir cette quantité au sein du matériau.
Cette relation est représentée par la courbe caractéristique de rétention d’eau du sol (SWRCC
en anglais) qui reflète la conductivité hydraulique du matériau (Fredlund et Rahardjo, 1993).
En utilisant différents mélanges à granulométrie constante, il a été possible d’obtenir la
sensibilité à l’eau des matériaux recyclés.
Le Ministère des Transports du Québec utilise la norme LC 22-330 pour la détermination du
potentiel de succion des sols et des matériaux granulaires. Toutefois, la méthode utilisée au
cours de ce projet diffère légèrement de la norme LC. Malgré quelques adaptations afin de
faciliter la prise de mesure, le principe reste le même c’est-à-dire que différents paliers de

50
pression sont imposés à l’échantillon initialement saturé et l’eau évacuée à chacun des paliers
est mesurée pour recréer la courbe caractéristique de rétention d’eau du matériau.
5.1.1 Préparation de l’échantillon
Selon la norme LC, l’échantillon est compacté dans un moule Proctor à la teneur en eau
optimum, déterminée à la suite d’un essai Proctor modifié, afin d’obtenir la compaction
maximale. Pour ce projet, les différents échantillons ont été compactés légèrement sous la
teneur en eau optimale, ce qui donne une compacité d’environ 95 %. Une fois l’échantillon
compacté selon la méthode du Proctor modifié, un coton-fromage est posé sur le dessus de
l’échantillon et est maintenu par un élastique, ce qui permettra, une fois l’échantillon retourné
et posé sur la plaque poreuse, d’éviter la perte de particules fines.
5.1.2 Instrumentation
L’échantillon est placé dans une chambre de pression illustrée sur le schéma de la Figure 5.1
tiré de la norme LC 22-330. L’échantillon repose sur la plaque de céramique poreuse munie
d’un drain sortant de la chambre de pression, afin de récupérer l’eau extraite de l’échantillon.
Il est important de mentionner que la plaque poreuse a préalablement été saturée. Sa
saturation est faite en la plaçant dans la chambre de pression remplie d’eau et en imposant une
pression constante de 1 bar, afin de faire circuler l’eau au travers de la plaque.
Contrairement à la norme, la prise de mesure, dans le cadre de ce projet, se fait en continu
sans sortir l’échantillon de la chambre de pression à chaque palier. C’est donc pour cette
raison que la chambre est déposée sur une balance numérique précise au centième de gramme
(0,01 g). La pression à l’intérieur de la chambre est contrôlée par un manomètre de 0 à 4 bars
relié en parallèle à une colonne d’eau et une colonne de mercure. La colonne d’eau est utilisée
pour plus de précision à des pressions inférieures à 20 kPa et à des pressions supérieures à
20 kPa jusqu’à 1 bar, la colonne de mercure est utilisée. Finalement, l’eau libérée par
l’échantillon au cours de l’essai et passant au travers de la plaque poreuse est récupérée à la
sortie de la chambre de pression dans une burette de 100 ml. Le montage de l’appareillage est
présenté à la Figure 5.2.
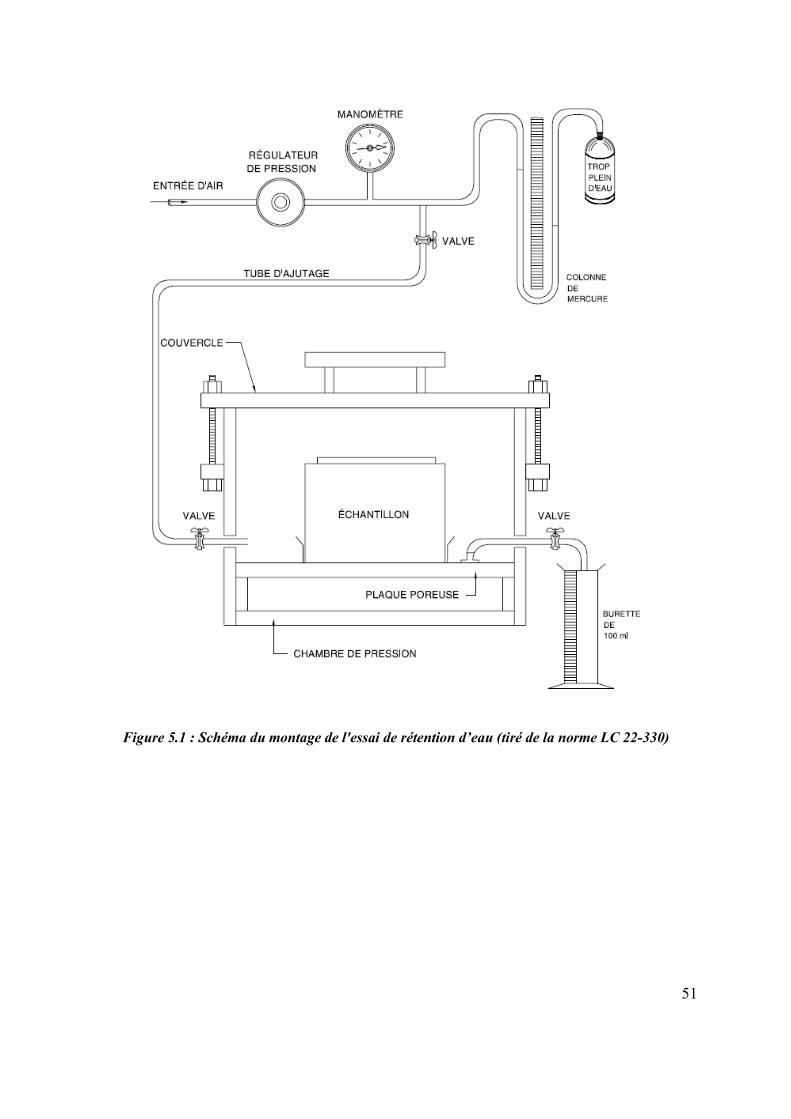
51
Figure 5.1 : Schéma du montage de l'essai de rétention d’eau (tiré de la norme LC 22-330)
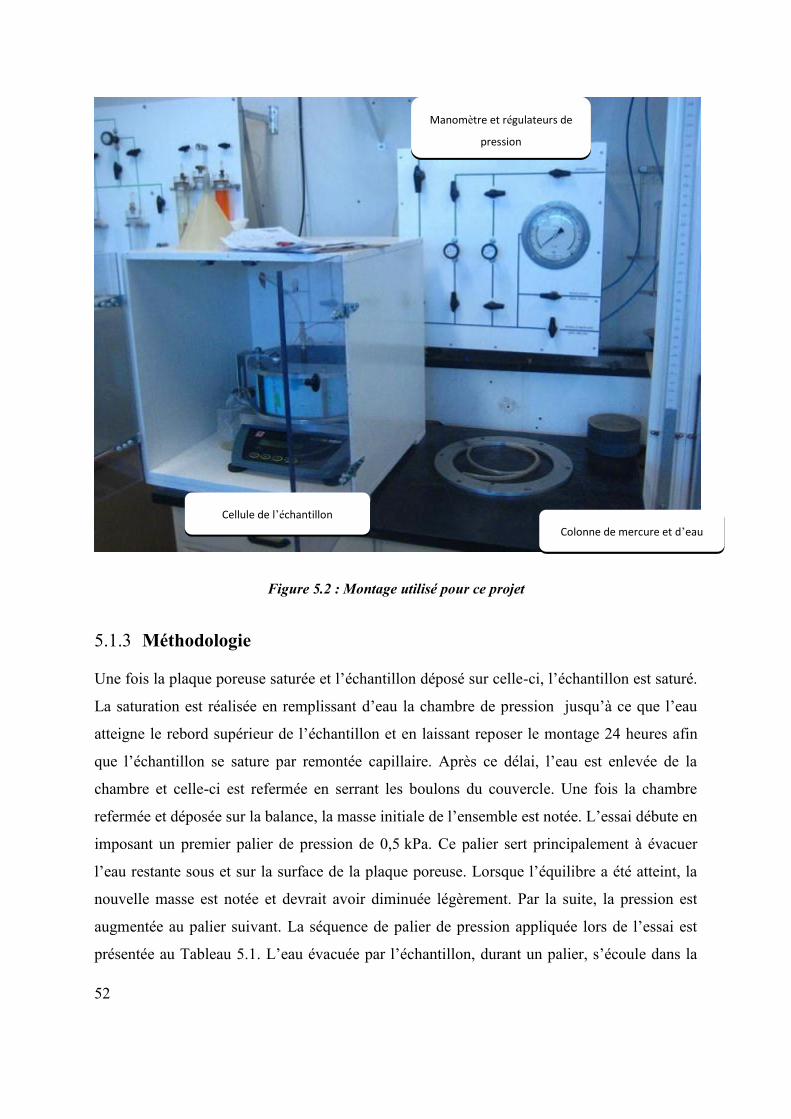
52
Figure 5.2 : Montage utilisé pour ce projet
5.1.3 Méthodologie
Une fois la plaque poreuse saturée et l’échantillon déposé sur celle-ci, l’échantillon est saturé.
La saturation est réalisée en remplissant d’eau la chambre de pression jusqu’à ce que l’eau
atteigne le rebord supérieur de l’échantillon et en laissant reposer le montage 24 heures afin
que l’échantillon se sature par remontée capillaire. Après ce délai, l’eau est enlevée de la
chambre et celle-ci est refermée en serrant les boulons du couvercle. Une fois la chambre
refermée et déposée sur la balance, la masse initiale de l’ensemble est notée. L’essai débute en
imposant un premier palier de pression de 0,5 kPa. Ce palier sert principalement à évacuer
l’eau restante sous et sur la surface de la plaque poreuse. Lorsque l’équilibre a été atteint, la
nouvelle masse est notée et devrait avoir diminuée légèrement. Par la suite, la pression est
augmentée au palier suivant. La séquence de palier de pression appliquée lors de l’essai est
présentée au Tableau 5.1. L’eau évacuée par l’échantillon, durant un palier, s’écoule dans la
Manomètre et régulateurs de
pression
Cellule de l’échantillon Colonne de mercure et d’eau

53
burette et la masse de la cellule de pression diminue. Lorsque la masse se stabilise pour plus
de 4 heures, la pression est augmentée au prochain palier. Lorsque l’équilibre a été atteint au
dernier palier (80 kPa), la masse est notée et le montage est défait en prenant soin de
récupérer l’échantillon de sol afin de réaliser une teneur en eau. Cette teneur en eau finale sera
utilisée dans le rétrocalcul de la saturation pour chacun des paliers, puisque la variation de
masse d’un palier à l’autre est directement associée à une variation de teneur en eau
(saturation). Il y a donc, pour chaque pression déterminée, une teneur en eau spécifique
associée à un matériau donné, qui est fonction du volume de ses pores.
Tableau 5.1 : Pression d'air (ua) pour les différents paliers
ua
(kPa)
1 1
2 2
3 5
4 10
5 20
6 50
7 80
Palier
5.1.4 Résultats et analyses des essais de rétention d’eau
Afin d’être en mesure de comparer les résultats sur les mêmes bases, il est important de
vérifier les caractéristiques volumétriques. Ces caractéristiques peuvent être exprimées à
l’aide du degré de compacité et de la porosité de chaque échantillon. Ces données, lors des
essais de rétention d’eau, sont présentées au Tableau 5.2. Il est possible de voir que seul
l’échantillon à 60 % GBR a été compacté sous 90% de ρmax. Les résultats typiques obtenus de
cet essai pour l’échantillon 70 % GBR sont présenté à la Figure 5.3. Les points représentent
les valeurs de teneur en eau rétrocalculées pour les différentes pressions d’air (paliers). Afin
d’obtenir la courbe caractéristique de rétention d’eau, le modèle de Fredlund et Xing (1994) a
été utilisé sur chacun des échantillons. Ce modèle est décrit à l’équation 5.1.
*
[ ⁄ ]+
Équation 5.1

54
Où θ et θs sont la teneur en eau et la teneur en eau saturée volumétrique, e est le logarithme
naturel = 2,718282 et m, n et a sont de paramètres de régressions décrivant la forme de la
courbe caractéristique de rétention d’eau. Le trait plein représente ce modèle exprimant la
relation entre la teneur en eau volumétrique et la succion matricielle mesuré. Dans tous les
cas, le modèle épouse bien les résultats obtenus. La modélisation de chaque échantillon est
compilée à l’annexe A.
Tableau 5.2 : Caractéristiques volumétriques des échantillons soumis à l’essai de succion
ρd ρd/ρmax n w
(kg/m3) (%) - (%)
0 2217 97,7 0,17 4,3
30 2133 94,4 0,18 4,1
50 2065 93,0 0,20 2,9
60 1948 88,2 0,23 5,1
70 2120 96,4 0,16 2,5
%GBR
Une fois le modèle établi pour chaque échantillon il a été possible de comparer la courbe
caractéristique de rétention d’un échantillon à l’autre afin de faire ressortir l’influence de la
teneur en GBR. La Figure 5.4 présente les différentes courbes de rétention pour chaque
échantillon. Il est possible de voir une certaine tendance sur cette figure. Il semble que plus la
teneur en GBR est élevée, plus le matériau se draine facilement. En effet, à plus faible teneur
en eau un matériau avec une teneur élevé en GBR (70 % GBR) développe une plus faible
succion matricielle qu’un matériau à faible teneur en GBR (0 % GBR). Toutefois, avant de
pousser davantage l’analyse il est important de mettre les choses en perspective et de
considérer les variations possibles de la teneur en eau au sein d’une fondation. Raimbault
(1986) ainsi que Janoo et Greatorex (2002) ont évalué, dans leurs travaux, les variations de
teneur en eau au cours de plusieurs années et en sont venus à une conclusion similaire : la
teneur en eau d’une fondation de chaussée varie généralement entre 3% et 10% avec des
pointes pouvant atteindre 20% en période de dégel.
En considérant ces conditions, il a été possible d’évaluer que l’influence de l’ajout de GBR
est très minime si les matériaux sont utilisés en fondation de chaussées. En effet, la différence
maximale de succion matricielle entre l’échantillon à 0 % GBR et l’échantillon à 70 % GBR,
pour les conditions de chaussées, est d’au plus 10 kPa. Cette différence montre que
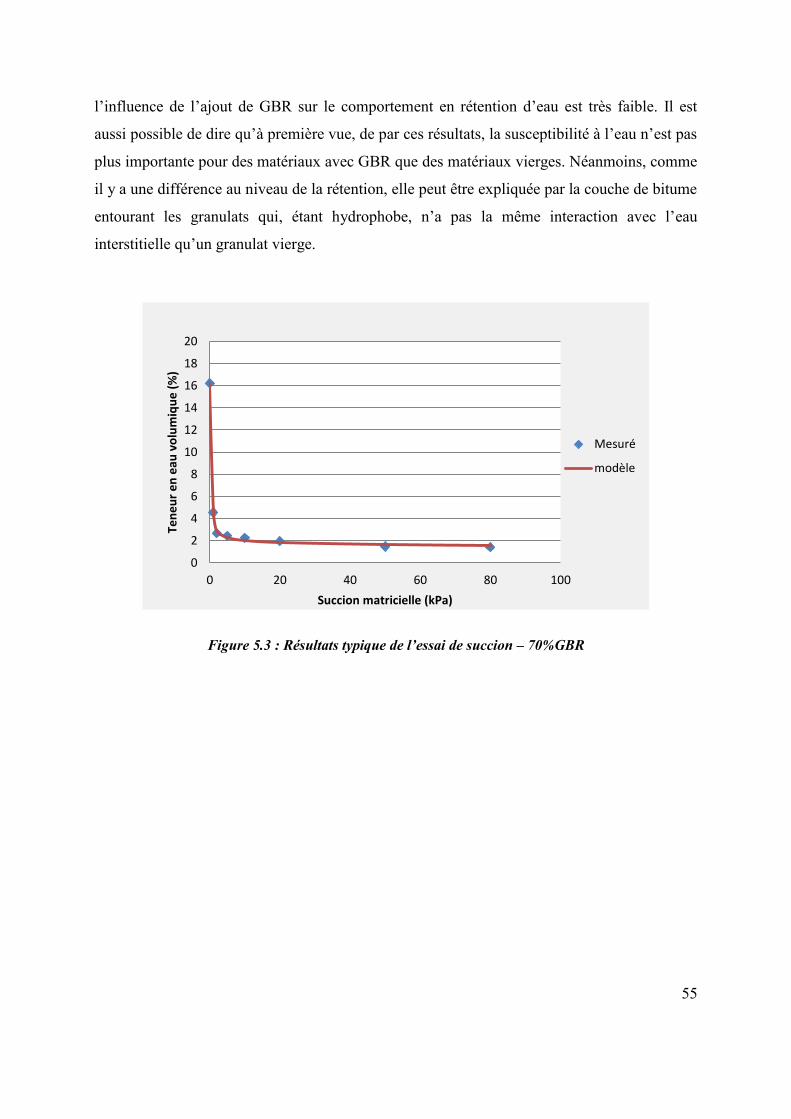
55
l’influence de l’ajout de GBR sur le comportement en rétention d’eau est très faible. Il est
aussi possible de dire qu’à première vue, de par ces résultats, la susceptibilité à l’eau n’est pas
plus importante pour des matériaux avec GBR que des matériaux vierges. Néanmoins, comme
il y a une différence au niveau de la rétention, elle peut être expliquée par la couche de bitume
entourant les granulats qui, étant hydrophobe, n’a pas la même interaction avec l’eau
interstitielle qu’un granulat vierge.
Figure 5.3 : Résultats typique de l’essai de succion – 70%GBR
0
2
4
6
8
10
12
14
16
18
20
0 20 40 60 80 100
Ten
eu
r e
n e
au v
olu
miq
ue
(%
)
Succion matricielle (kPa)
Mesuré
modèle

56
Figure 5.4 : Courbes de rétention d’eau obtenues pour chaque échantillon
57
5.2 Caractérisation du comportement réversible
La caractérisation du module réversible (MR) et du coefficient de poisson réversible (νR) des
différents mélanges de GBR – granulats calcaire a été réalisée au laboratoire du Ministère des
Transports du Québec selon la norme LC 22-400. Cette méthode d’essai est en grande partie
basée sur les méthodes nord-américaines AASHTO T307-99 et Française NF EN 13286-7. La
principale particularité de la méthode québécoise, c’est qu’elle quantifie l’effet des conditions
environnementales en faisant varier la saturation. Le principe de cet essai est de déterminer le
comportement mécanique d’un matériau soumis à un chargement répété. Comme le module
réversible est fonction de la contrainte, il est obtenu pour différents états de contraintes et
teneur en eau. Finalement, la relation non linéaire entre la contrainte totale appliquée sur
l’échantillon et le module réversible est représentée par une relation linéaire. Ce paramètre
est important puisqu’il est largement utilisé dans la pratique dans le dimensionnement des
chaussées.
5.2.1 Préparation de l’échantillon
Les étapes de préparation sont illustrées à la Figure 5.5. Selon la norme LC, l’échantillon est
compacté dans un moule en acier inoxydable de 150 mm de diamètre, auquel le plateau
inférieur, recouvert d’un géotextile non tissé et de deux papiers filtres, a été préalablement
fixé. L’échantillon humidifié à une teneur en eau de 2 % au-dessus de l’absorption, soit du
côté sec de l’optimum, est mis en place en sept couches compactées par un marteau vibrant
afin d’obtenir un échantillon de 300 mm (± 10 mm) de hauteur. Chaque couche est vibrée 30
secondes. Les paramètres volumiques initiaux de l’échantillon peuvent être extraits à partir
des dimensions et de la masse de celui-ci. L’échantillon est ensuite démoulé, en prenant bien
soin de ne pas l’endommager. Deux papiers filtres, un géotextile et le plateau de chargement
supérieur sont ensuite placés sur l’échantillon. Deux membranes de caoutchouc sont placées
autour de l’échantillon, et permettent une parfaite étanchéité par l’utilisation de graisse de
silicone et quatre joints toriques placés au niveau des plateaux de chargement inférieur et
supérieur.

58
5.2.2 Instrumentation
La Figure 5.6 présente un schéma tiré de la norme LC 22-400 d’un échantillon assemblé.
L’instrumentation de l’échantillon est comprend deux capteurs de déplacement vertical et un
capteur de déplacement radial. Les déplacements verticaux de l’échantillon, au cours de
l’essai, sont mesurés grâce aux deux capteurs LVDT (Linear variable displacement
transducer) placés dans l’axe longitudinal et positionnés à 180° l’un de l’autre. Ces capteurs
sont placés sur les 200 mm centraux de l’échantillon et sont maintenus en place par deux
collets d’aluminium retenu sur l’échantillon par des élastiques. Les déplacements radiaux sont
eux aussi mesurés à l’aide d’un LVDT placé au centre de l’échantillon. Ce capteur est retenu
en place par un fil ceinturant l’échantillon. Afin d’éviter de poinçonner l’échantillon, 7
prismes d’aluminium sont installés le long du fil. Seule la surface des prismes est en contact
avec l’échantillon, réduisant ainsi les risques d’endommagement. Le montage ceinturant
l’échantillon est mis sous tension à l’aide de joints toriques fixant ainsi le fil au centre de
l’échantillon tout en permettant un libre mouvement entre le LVDT et le plateau. Une fois les
capteurs en place, la chambre de confinement est installée sur l’échantillon et vissée pour
rendre le montage étanche. Par la suite, le montage est placé sous la presse hydraulique dans
l’axe de chargement. L’essai peut débuter après avoir vérifié qu’il n’y a aucune fuite en
appliquant une pression de confinement de 20 kPa.

59
Figure 5.5 : Étapes de préparation des échantillons: En A) marteau vibrant utilisé pour la
compaction, B) moule de compactage, C) échantillon une fois compacté et le moule retiré, D)
l’échantillon une fois les deux membranes installées, E) installation des capteurs, F) échantillon
dans la cellule de confinement et prêt pour l’essai
A) B) C)
D) E) F)

60
Figure 5.6 : Schéma du montage pour l'essai de module réversible (tiré de la norme LC 22-400)
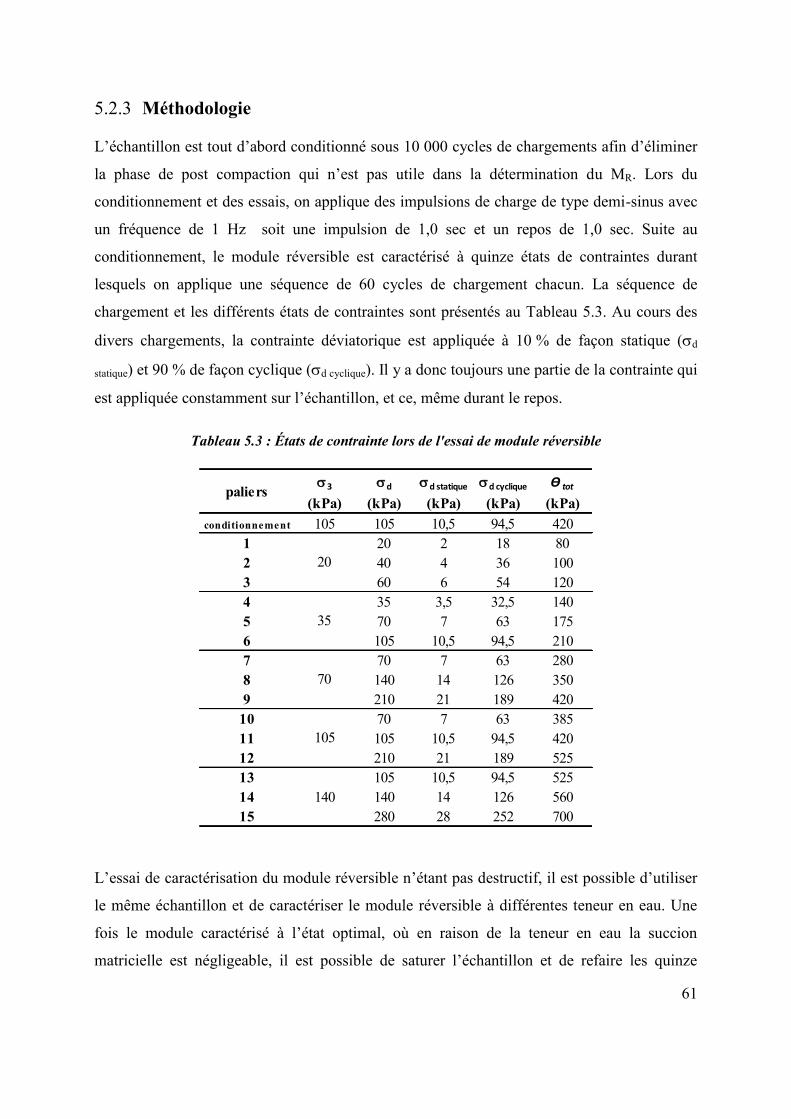
61
5.2.3 Méthodologie
L’échantillon est tout d’abord conditionné sous 10 000 cycles de chargements afin d’éliminer
la phase de post compaction qui n’est pas utile dans la détermination du MR. Lors du
conditionnement et des essais, on applique des impulsions de charge de type demi-sinus avec
un fréquence de 1 Hz soit une impulsion de 1,0 sec et un repos de 1,0 sec. Suite au
conditionnement, le module réversible est caractérisé à quinze états de contraintes durant
lesquels on applique une séquence de 60 cycles de chargement chacun. La séquence de
chargement et les différents états de contraintes sont présentés au Tableau 5.3. Au cours des
divers chargements, la contrainte déviatorique est appliquée à 10 % de façon statique (d
statique) et 90 % de façon cyclique (d cyclique). Il y a donc toujours une partie de la contrainte qui
est appliquée constamment sur l’échantillon, et ce, même durant le repos.
Tableau 5.3 : États de contrainte lors de l'essai de module réversible
L’essai de caractérisation du module réversible n’étant pas destructif, il est possible d’utiliser
le même échantillon et de caractériser le module réversible à différentes teneur en eau. Une
fois le module caractérisé à l’état optimal, où en raison de la teneur en eau la succion
matricielle est négligeable, il est possible de saturer l’échantillon et de refaire les quinze
3 d d statique d cyclique Ɵ tot
(kPa) (kPa) (kPa) (kPa) (kPa)
conditionnement 105 105 10,5 94,5 420
1 20 2 18 80
2 40 4 36 100
3 60 6 54 120
4 35 3,5 32,5 140
5 70 7 63 175
6 105 10,5 94,5 210
7 70 7 63 280
8 140 14 126 350
9 210 21 189 420
10 70 7 63 385
11 105 10,5 94,5 420
12 210 21 189 525
13 105 10,5 94,5 525
14 140 14 126 560
15 280 28 252 700
paliers
140
105
70
35
20
62
séquences d’essais afin de caractériser le comportement mécanique à cette nouvelle teneur en
eau. La teneur en eau initiale a été déterminée avec le reste du sol lors du compactage et la
masse humide de sol compacté dans le moule. Durant la saturation, la variation de masse
correspond à l’augmentation de la teneur en eau. On peut donc déterminer la teneur en eau par
pesage de la cellule triaxiale après saturation. La phase de conditionnement n’est pas
nécessaire puisqu’il n’y a plus de déformations permanentes possibles, car l’essai sollicite
seulement le matériau dans son état élastique.
La saturation de l’échantillon se fait par le plateau de chargement du bas et le débit d’eau
entrant est assez faible pour éviter la remontée de particules fines. La saturation se fait selon
différentes étapes présentées à la Figure 5.7. Tout au long de la saturation, la cellule triaxiale
repose sur une balance pour suivre l’évolution des teneurs en eau et une pression de
confinement de 20 kPa est appliquée sur l’échantillon afin d’éviter un changement de volume
(ballonnement). Tout d’abord, une succion de -90 kPa est appliquée au niveau du plateau
supérieur, afin de faciliter la remontée de l’eau au sein de l’échantillon. Une pression d’eau de
10 kPa est appliquée et la valve d’entrée d’eau du plateau inférieur est ouverte et ajustée de
façon à ce que l’échantillon se sature à un taux de 10 g/min. La valve du plateau supérieur
étant fermée, la succion diminue au fur et à mesure que l’échantillon se sature. Lorsque la
pression interstitielle s’approche de zéro, la valve du plateau supérieure est ouverte pour
laisser sortir l’eau. La saturation au taux de 10 g/min est maintenue jusqu’à ce qu’il n’y ait
plus de bulles d’air dans l’eau évacuée. À ce moment, l’entrée d’eau est fermée et une
pression de confinement de 150 kPa est appliquée sur l’échantillon afin d’extraire l’eau du
plateau supérieur. Finalement, le plateau inférieur est connecté à un récipient dont le niveau
d’eau est ajusté au centre de l’échantillon et la valve du plateau supérieur est ouverte à l’air et
la valve du plateau inférieur est ouverte au récipient. Il y a donc un principe de vase
communicant entre l’échantillon et le récipient. Ce montage est stable lorsque l’équilibre est
atteint, c’est-à-dire plus de changement de masse de l’échantillon. À ce moment, le centre de
l’échantillon est considéré être saturé à pression nulle. La caractérisation du module réversible
est réalisée à cette nouvelle teneur en eau selon la méthode décrite précédemment. À la fin de
la caractérisation, la masse de l’échantillon est notée afin de vérifier s’il y a eu des variations
de masse causées par l’essai.
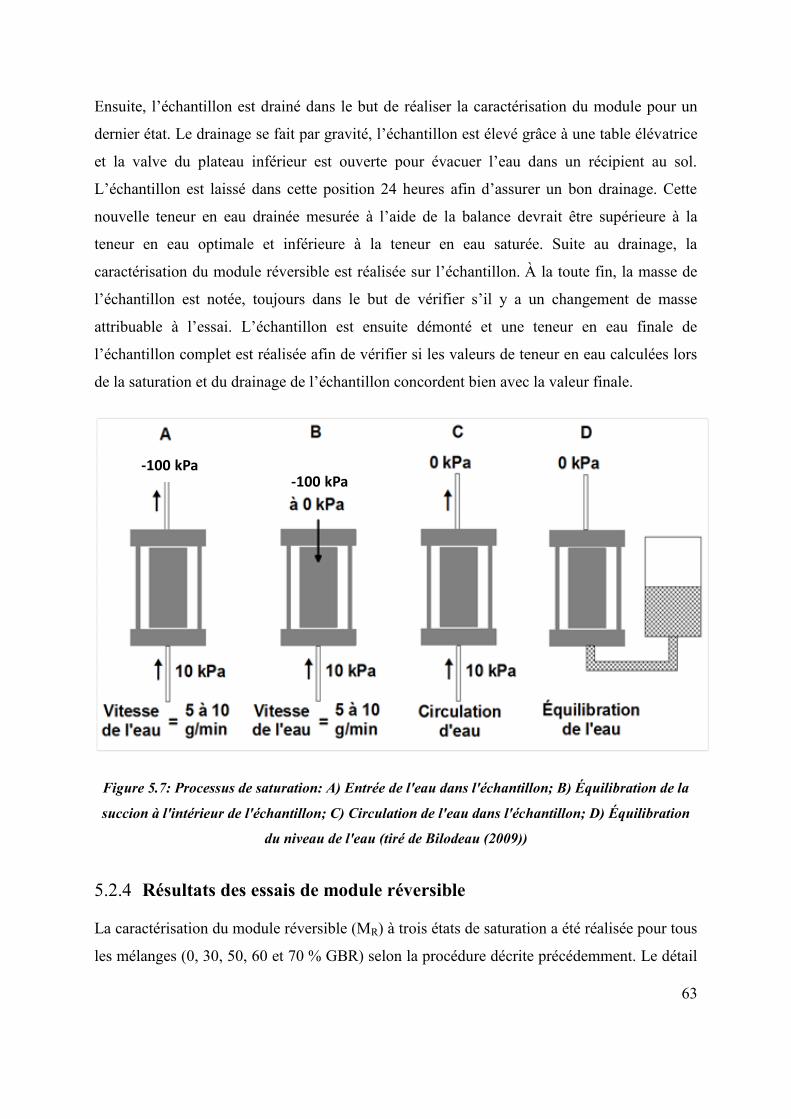
63
Ensuite, l’échantillon est drainé dans le but de réaliser la caractérisation du module pour un
dernier état. Le drainage se fait par gravité, l’échantillon est élevé grâce à une table élévatrice
et la valve du plateau inférieur est ouverte pour évacuer l’eau dans un récipient au sol.
L’échantillon est laissé dans cette position 24 heures afin d’assurer un bon drainage. Cette
nouvelle teneur en eau drainée mesurée à l’aide de la balance devrait être supérieure à la
teneur en eau optimale et inférieure à la teneur en eau saturée. Suite au drainage, la
caractérisation du module réversible est réalisée sur l’échantillon. À la toute fin, la masse de
l’échantillon est notée, toujours dans le but de vérifier s’il y a un changement de masse
attribuable à l’essai. L’échantillon est ensuite démonté et une teneur en eau finale de
l’échantillon complet est réalisée afin de vérifier si les valeurs de teneur en eau calculées lors
de la saturation et du drainage de l’échantillon concordent bien avec la valeur finale.
Figure 5.7: Processus de saturation: A) Entrée de l'eau dans l'échantillon; B) Équilibration de la
succion à l'intérieur de l'échantillon; C) Circulation de l'eau dans l'échantillon; D) Équilibration
du niveau de l'eau (tiré de Bilodeau (2009))
5.2.4 Résultats des essais de module réversible
La caractérisation du module réversible (MR) à trois états de saturation a été réalisée pour tous
les mélanges (0, 30, 50, 60 et 70 % GBR) selon la procédure décrite précédemment. Le détail
-100 kPa -100 kPa
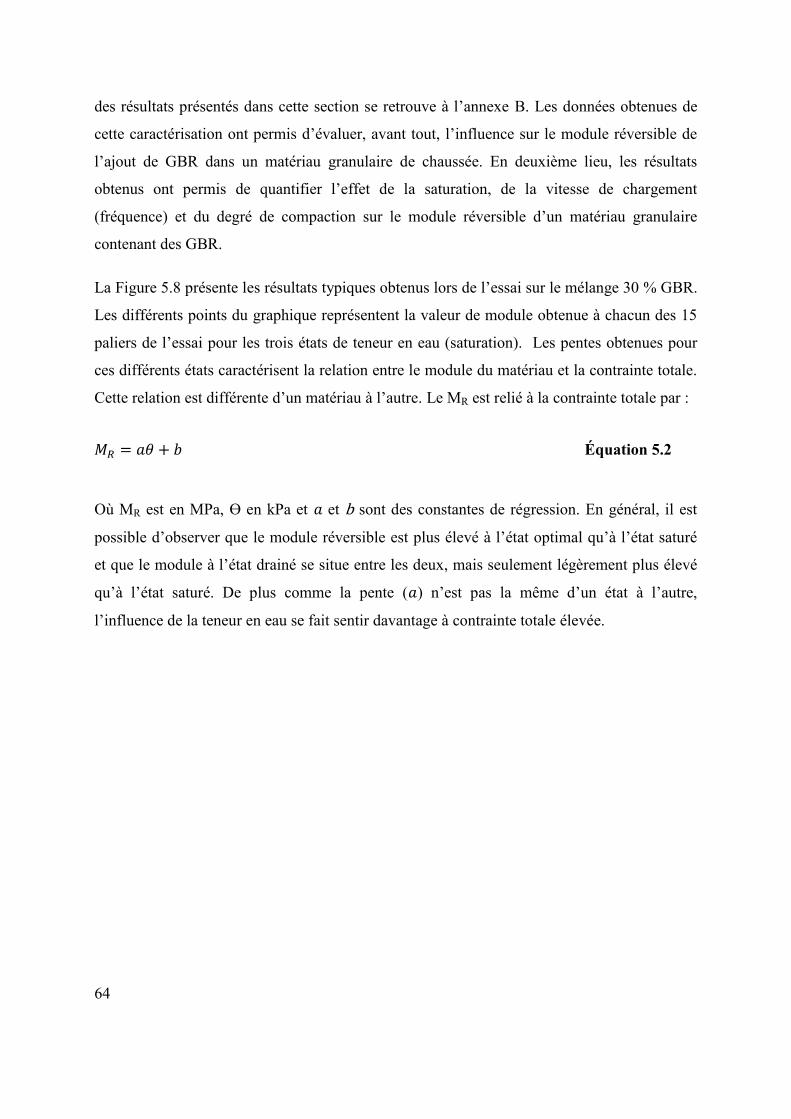
64
des résultats présentés dans cette section se retrouve à l’annexe B. Les données obtenues de
cette caractérisation ont permis d’évaluer, avant tout, l’influence sur le module réversible de
l’ajout de GBR dans un matériau granulaire de chaussée. En deuxième lieu, les résultats
obtenus ont permis de quantifier l’effet de la saturation, de la vitesse de chargement
(fréquence) et du degré de compaction sur le module réversible d’un matériau granulaire
contenant des GBR.
La Figure 5.8 présente les résultats typiques obtenus lors de l’essai sur le mélange 30 % GBR.
Les différents points du graphique représentent la valeur de module obtenue à chacun des 15
paliers de l’essai pour les trois états de teneur en eau (saturation). Les pentes obtenues pour
ces différents états caractérisent la relation entre le module du matériau et la contrainte totale.
Cette relation est différente d’un matériau à l’autre. Le MR est relié à la contrainte totale par :
Équation 5.2
Où MR est en MPa, Ɵ en kPa et et b sont des constantes de régression. En général, il est
possible d’observer que le module réversible est plus élevé à l’état optimal qu’à l’état saturé
et que le module à l’état drainé se situe entre les deux, mais seulement légèrement plus élevé
qu’à l’état saturé. De plus comme la pente ( ) n’est pas la même d’un état à l’autre,
l’influence de la teneur en eau se fait sentir davantage à contrainte totale élevée.
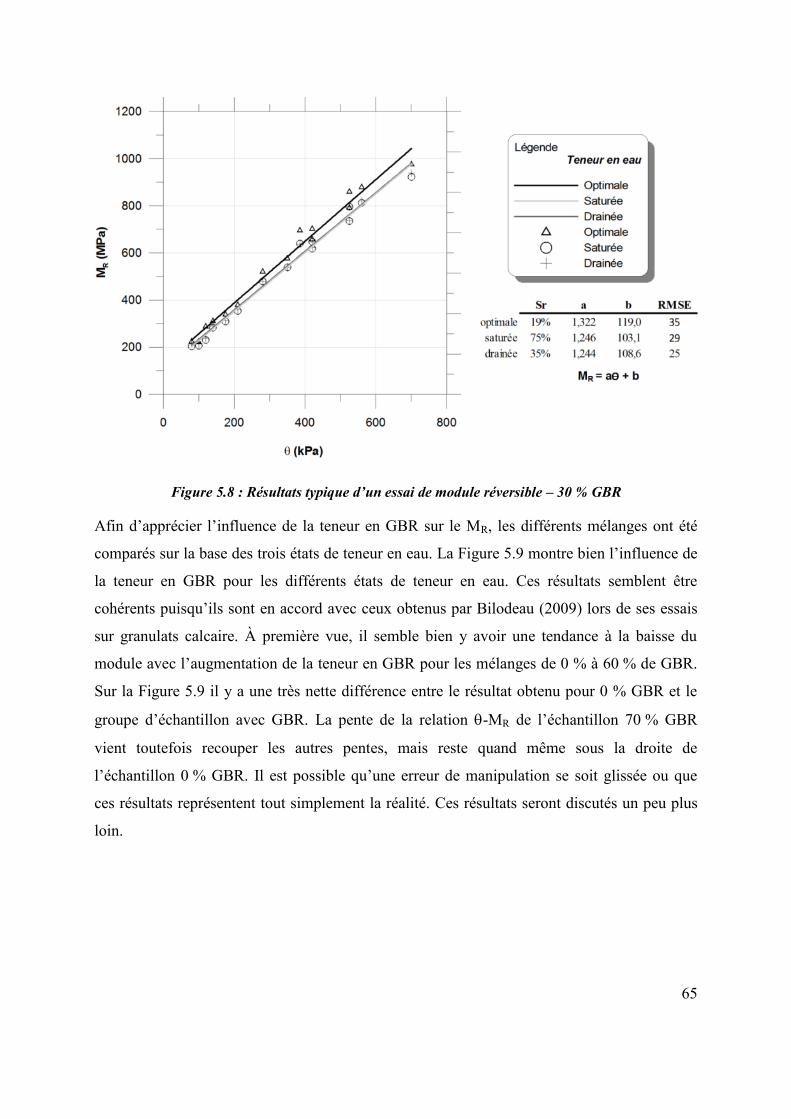
65
Figure 5.8 : Résultats typique d’un essai de module réversible – 30 % GBR
Afin d’apprécier l’influence de la teneur en GBR sur le MR, les différents mélanges ont été
comparés sur la base des trois états de teneur en eau. La Figure 5.9 montre bien l’influence de
la teneur en GBR pour les différents états de teneur en eau. Ces résultats semblent être
cohérents puisqu’ils sont en accord avec ceux obtenus par Bilodeau (2009) lors de ses essais
sur granulats calcaire. À première vue, il semble bien y avoir une tendance à la baisse du
module avec l’augmentation de la teneur en GBR pour les mélanges de 0 % à 60 % de GBR.
Sur la Figure 5.9 il y a une très nette différence entre le résultat obtenu pour 0 % GBR et le
groupe d’échantillon avec GBR. La pente de la relation -MR de l’échantillon 70 % GBR
vient toutefois recouper les autres pentes, mais reste quand même sous la droite de
l’échantillon 0 % GBR. Il est possible qu’une erreur de manipulation se soit glissée ou que
ces résultats représentent tout simplement la réalité. Ces résultats seront discutés un peu plus
loin.

66
Figure 5.9 : Résultats des essais de module réversible
Les caractéristiques volumétriques des 5 mélanges lors des essais sont présentées au

67
Tableau 5.4. La compacité de chacun des échantillons est semblable. Seuls les échantillons 30
et 70 % de GBR ont été compactés sous les 95 % de ρmax. Toutefois, dans le cas du 30 %
GBR, les résultats semblent être cohérents et en ce qui concerne le 70 % GBR sa porosité (n =
0,19) concorde avec les autres échantillons. Alors, il est possible que la variation au niveau de
la compacité soit attribuable à la méthode de compaction. En effet, la compaction des
échantillons se fait à l’aide d’un marteau vibrant, tandis que la caractérisation de la masse
volumique sèche maximale se fait à l’essai Proctor modifié. Comme les processus de
compaction diffère d’une méthode à l’autre, le compactage proctor modifié permettant un
meilleur réarrangement des particules, il n’est pas atypique que les valeur de compacité
obtenues s’éloigne de la valeur maximale lorsque les échantillons sont compactés au marteau
vibrant. D’ailleurs, le compactage à l’aide du marteau Proctor à tendance à être plus agressif,
donc briser davantage les particules, ce qui peut engendrer une surestimation de la masse
volumique sèche maximale. Alors, sur la base des caractéristiques volumétriques, les
échantillons ont tous subi l’essai de module réversible pour des états comparables.
68
Tableau 5.4 : Caractéristiques volumétriques des échantillons
Tableau 5.5 : Paramètres de la relation module-contrainte pour les différents échantillons
GBR ρd/ρmax n
(%) (%) -
0 95 0,19
30 93 0,20
50 95 0,18
60 95 0,18
70 94 0,19
GBR Sr a b R2
RMSE
(%) (%) - (MPa) - (MPa)
0 23 1,631 152,4 0,977 50
30 19 1,322 119,0 0,982 35
50 17 1,065 148,7 0,973 35
60 17 0,942 129,1 0,979 27
70 12 0,940 246,8 0,958 40
0 76 1,656 98,2 0,982 45
30 75 1,246 103,1 0,987 29
50 74 1,181 114,9 0,967 44
60 71 0,997 91,0 0,982 27
70 70 0,914 261,9 0,914 56
0 36 1,657 104,5 0,984 42
30 35 1,244 108,6 0,990 25
50 39 1,203 115,1 0,963 47
60 41 0,952 100,1 0,989 20
70 31 0,985 206,9 0,941 50
Op
tim
al
Dra
iné
Sa
turé

69
Les résultats des essais de module réversible sont présentés au Tableau 5.5. Les paramètres de
la relation module-contrainte ( et b) sont présentés pour les différents états de saturation, et
ce, pour chacun des mélanges. En général, les régressions linéaires ont un coefficient de
corrélation (R2) assez élevé qui est en moyenne de 0,971. Seules les régressions de
l’échantillon 70 % GBR à l’état saturé et drainé possèdent des R2 inférieurs à 0,95, soit 0,914
et 0,941, respectivement. Toutefois, lors de l’essai de module réversible, le critère de
tolérance pour la régression linéaire est de 0,90. Ce qui ressort de ces résultats est la possible
influence de la saturation sur le paramètre . Ceci pourrait confirmer l’influence très
importante de l’eau sur le module réversible. Cette influence probable sera discutée plus loin.
Finalement, dans le but de faciliter l’analyse et d’avoir des bases comparatives d’un
échantillon à l’autre, trois valeurs de module ont été extraites des régressions linéaires et
feront l’objet d’analyses. Les MR100, MR400 et le MR700 correspondent à ces trois valeurs de
module pour chacun des échantillons pour chaque état de saturation, obtenu à partir de la
régression linéaire pour des états de contrainte totale de 100, 400 et 700 kPa, respectivement.
Les contraintes totales 100, 400 et 700 kPa ont été choisies puisqu’elles représentent un état
de contrainte faible, moyen et élevé, respectivement. Le Tableau 5.6 présente les valeurs
MR100, MR400 et MR700 obtenues des essais de modules réversibles.
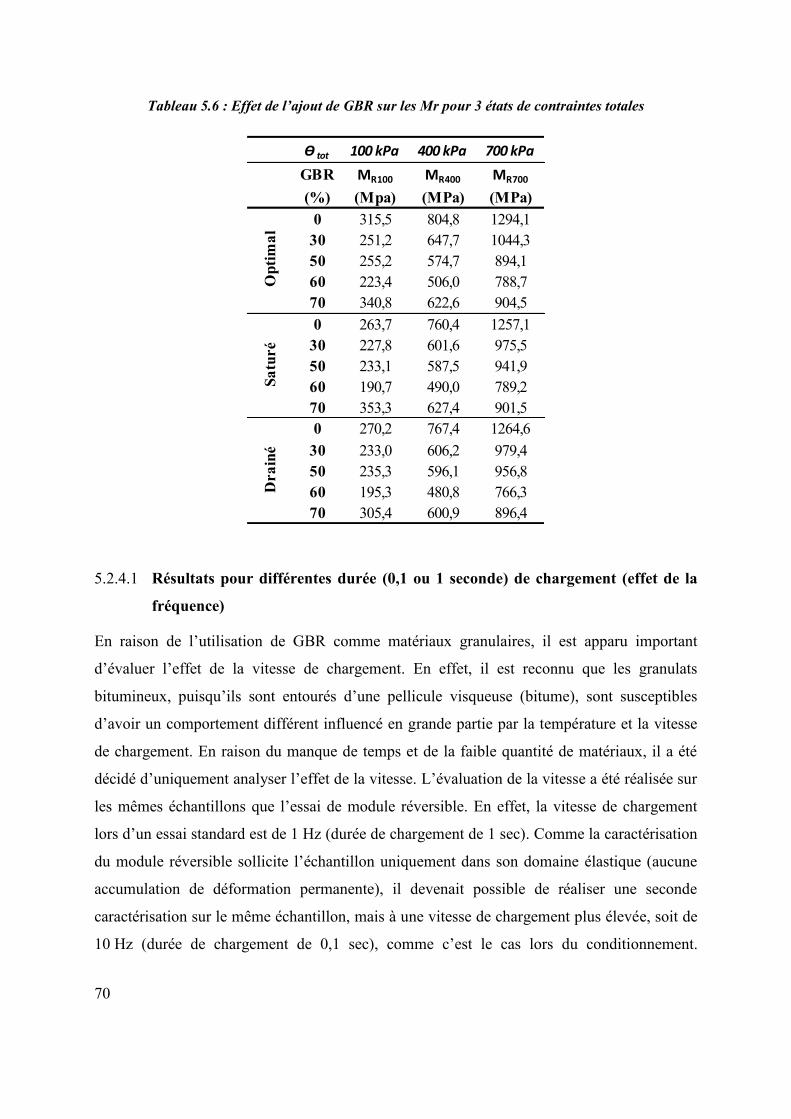
70
Tableau 5.6 : Effet de l’ajout de GBR sur les Mr pour 3 états de contraintes totales
5.2.4.1 Résultats pour différentes durée (0,1 ou 1 seconde) de chargement (effet de la
fréquence)
En raison de l’utilisation de GBR comme matériaux granulaires, il est apparu important
d’évaluer l’effet de la vitesse de chargement. En effet, il est reconnu que les granulats
bitumineux, puisqu’ils sont entourés d’une pellicule visqueuse (bitume), sont susceptibles
d’avoir un comportement différent influencé en grande partie par la température et la vitesse
de chargement. En raison du manque de temps et de la faible quantité de matériaux, il a été
décidé d’uniquement analyser l’effet de la vitesse. L’évaluation de la vitesse a été réalisée sur
les mêmes échantillons que l’essai de module réversible. En effet, la vitesse de chargement
lors d’un essai standard est de 1 Hz (durée de chargement de 1 sec). Comme la caractérisation
du module réversible sollicite l’échantillon uniquement dans son domaine élastique (aucune
accumulation de déformation permanente), il devenait possible de réaliser une seconde
caractérisation sur le même échantillon, mais à une vitesse de chargement plus élevée, soit de
10 Hz (durée de chargement de 0,1 sec), comme c’est le cas lors du conditionnement.
Ɵ tot 100 kPa 400 kPa 700 kPa
GBR MR100 MR400 MR700
(%) (Mpa) (MPa) (MPa)
0 315,5 804,8 1294,1
30 251,2 647,7 1044,3
50 255,2 574,7 894,1
60 223,4 506,0 788,7
70 340,8 622,6 904,5
0 263,7 760,4 1257,1
30 227,8 601,6 975,5
50 233,1 587,5 941,9
60 190,7 490,0 789,2
70 353,3 627,4 901,5
0 270,2 767,4 1264,6
30 233,0 606,2 979,4
50 235,3 596,1 956,8
60 195,3 480,8 766,3
70 305,4 600,9 896,4
Op
tim
al
Sa
turé
Dra
iné
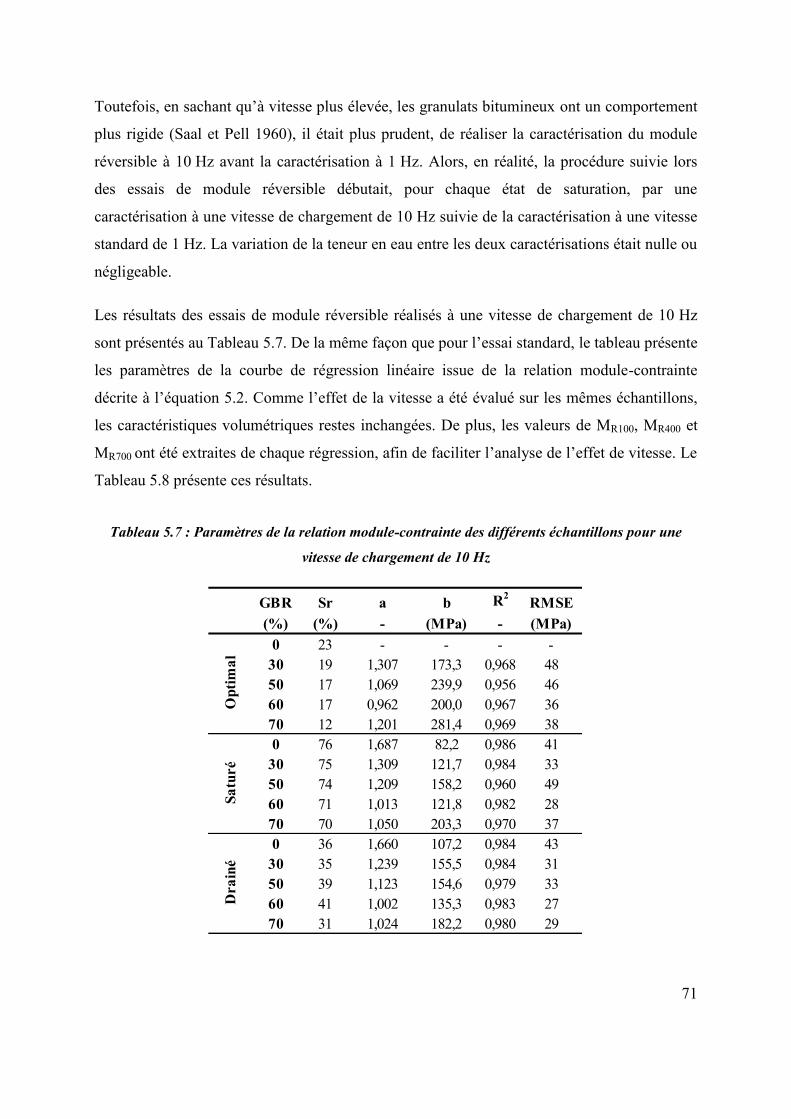
71
Toutefois, en sachant qu’à vitesse plus élevée, les granulats bitumineux ont un comportement
plus rigide (Saal et Pell 1960), il était plus prudent, de réaliser la caractérisation du module
réversible à 10 Hz avant la caractérisation à 1 Hz. Alors, en réalité, la procédure suivie lors
des essais de module réversible débutait, pour chaque état de saturation, par une
caractérisation à une vitesse de chargement de 10 Hz suivie de la caractérisation à une vitesse
standard de 1 Hz. La variation de la teneur en eau entre les deux caractérisations était nulle ou
négligeable.
Les résultats des essais de module réversible réalisés à une vitesse de chargement de 10 Hz
sont présentés au Tableau 5.7. De la même façon que pour l’essai standard, le tableau présente
les paramètres de la courbe de régression linéaire issue de la relation module-contrainte
décrite à l’équation 5.2. Comme l’effet de la vitesse a été évalué sur les mêmes échantillons,
les caractéristiques volumétriques restes inchangées. De plus, les valeurs de MR100, MR400 et
MR700 ont été extraites de chaque régression, afin de faciliter l’analyse de l’effet de vitesse. Le
Tableau 5.8 présente ces résultats.
Tableau 5.7 : Paramètres de la relation module-contrainte des différents échantillons pour une
vitesse de chargement de 10 Hz
GBR Sr a b R2
RMSE
(%) (%) - (MPa) - (MPa)
0 23 - - - -
30 19 1,307 173,3 0,968 48
50 17 1,069 239,9 0,956 46
60 17 0,962 200,0 0,967 36
70 12 1,201 281,4 0,969 38
0 76 1,687 82,2 0,986 41
30 75 1,309 121,7 0,984 33
50 74 1,209 158,2 0,960 49
60 71 1,013 121,8 0,982 28
70 70 1,050 203,3 0,970 37
0 36 1,660 107,2 0,984 43
30 35 1,239 155,5 0,984 31
50 39 1,123 154,6 0,979 33
60 41 1,002 135,3 0,983 27
70 31 1,024 182,2 0,980 29
Op
tim
al
Sa
turé
Dra
iné
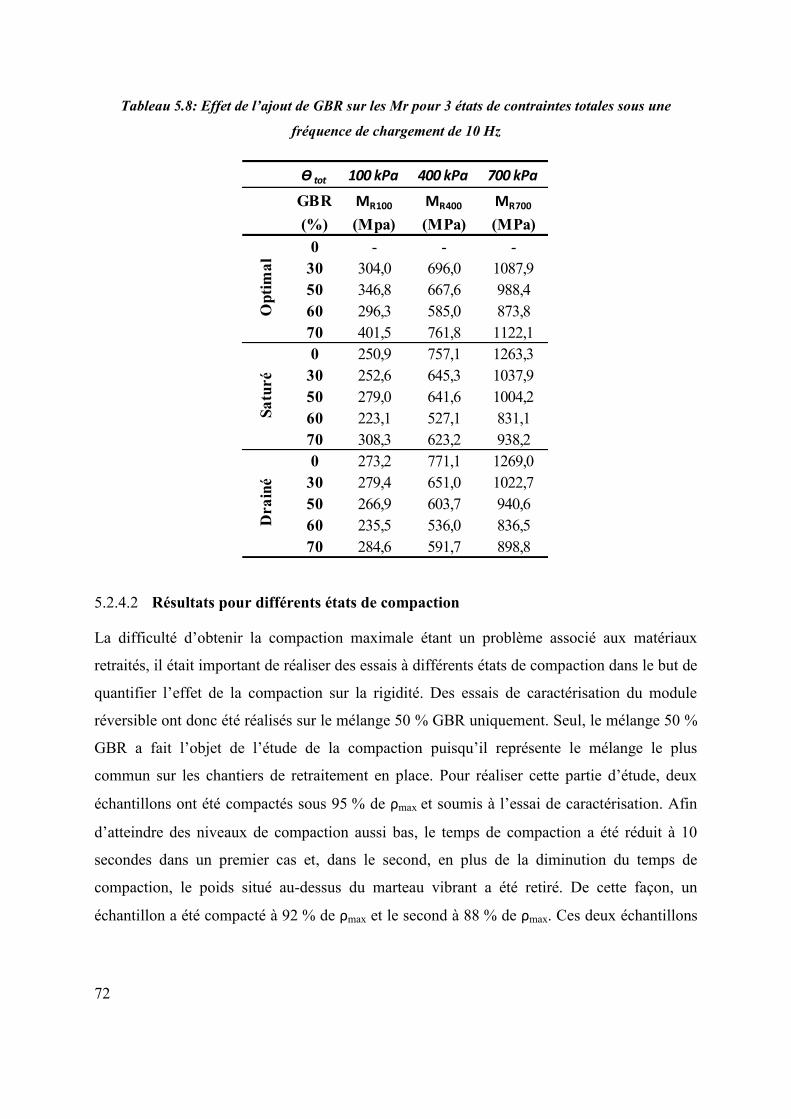
72
Tableau 5.8: Effet de l’ajout de GBR sur les Mr pour 3 états de contraintes totales sous une
fréquence de chargement de 10 Hz
5.2.4.2 Résultats pour différents états de compaction
La difficulté d’obtenir la compaction maximale étant un problème associé aux matériaux
retraités, il était important de réaliser des essais à différents états de compaction dans le but de
quantifier l’effet de la compaction sur la rigidité. Des essais de caractérisation du module
réversible ont donc été réalisés sur le mélange 50 % GBR uniquement. Seul, le mélange 50 %
GBR a fait l’objet de l’étude de la compaction puisqu’il représente le mélange le plus
commun sur les chantiers de retraitement en place. Pour réaliser cette partie d’étude, deux
échantillons ont été compactés sous 95 % de ρmax et soumis à l’essai de caractérisation. Afin
d’atteindre des niveaux de compaction aussi bas, le temps de compaction a été réduit à 10
secondes dans un premier cas et, dans le second, en plus de la diminution du temps de
compaction, le poids situé au-dessus du marteau vibrant a été retiré. De cette façon, un
échantillon a été compacté à 92 % de ρmax et le second à 88 % de ρmax. Ces deux échantillons
Ɵ tot 100 kPa 400 kPa 700 kPa
GBR MR100 MR400 MR700
(%) (Mpa) (MPa) (MPa)
0 - - -
30 304,0 696,0 1087,9
50 346,8 667,6 988,4
60 296,3 585,0 873,8
70 401,5 761,8 1122,1
0 250,9 757,1 1263,3
30 252,6 645,3 1037,9
50 279,0 641,6 1004,2
60 223,1 527,1 831,1
70 308,3 623,2 938,2
0 273,2 771,1 1269,0
30 279,4 651,0 1022,7
50 266,9 603,7 940,6
60 235,5 536,0 836,5
70 284,6 591,7 898,8
Dra
iné
Op
tim
al
Sa
turé

73
ont ensuite été comparés à l’échantillon 50 % GBR (essai standard) qui avait atteint 95 % de
compacité.
Les résultats de l’essai de module réversible pour les trois niveaux de compacité à une teneur
en eau saturée, sont présentés à la Figure 5.10. À première vue, ces résultats semblent être
cohérents avec l’hypothèse de départ qui estimait une baisse de module avec une diminution
de la compacité. En effet, une plus faible compaction peut engendrer un mauvais emboitement
des particules, donc une moins bonne répartition de la charge et contact grains à grains. Les
paramètres des courbes de régression des échantillons 88 %, 92 % et 95 % (50 % GBR) de
compacité sont présentés au Tableau 5.9. On retrouve aussi, dans ce tableau, les
caractéristiques volumétriques des échantillons ainsi que leur saturation au terme des
différents paliers de teneur en eau de l’essai. Il est possible de remarquer une augmentation
considérable de porosité de l’ordre de 0,06 entre l’échantillon à 95 % et celui à 88 % de
compacité. L’échantillon compacté à 88 % contient donc 6 % plus de vides que l’échantillon à
95 %. Comme la masse d’eau ajoutée aux matériaux initialement secs est la même pour les
trois échantillons, il est cohérent qu’à compactage plus faible la porosité soit plus importante.
Figure 5.10 : Résultats de l’essai de module réversible pour les trois niveaux de compacités à une
teneur en eau saturée
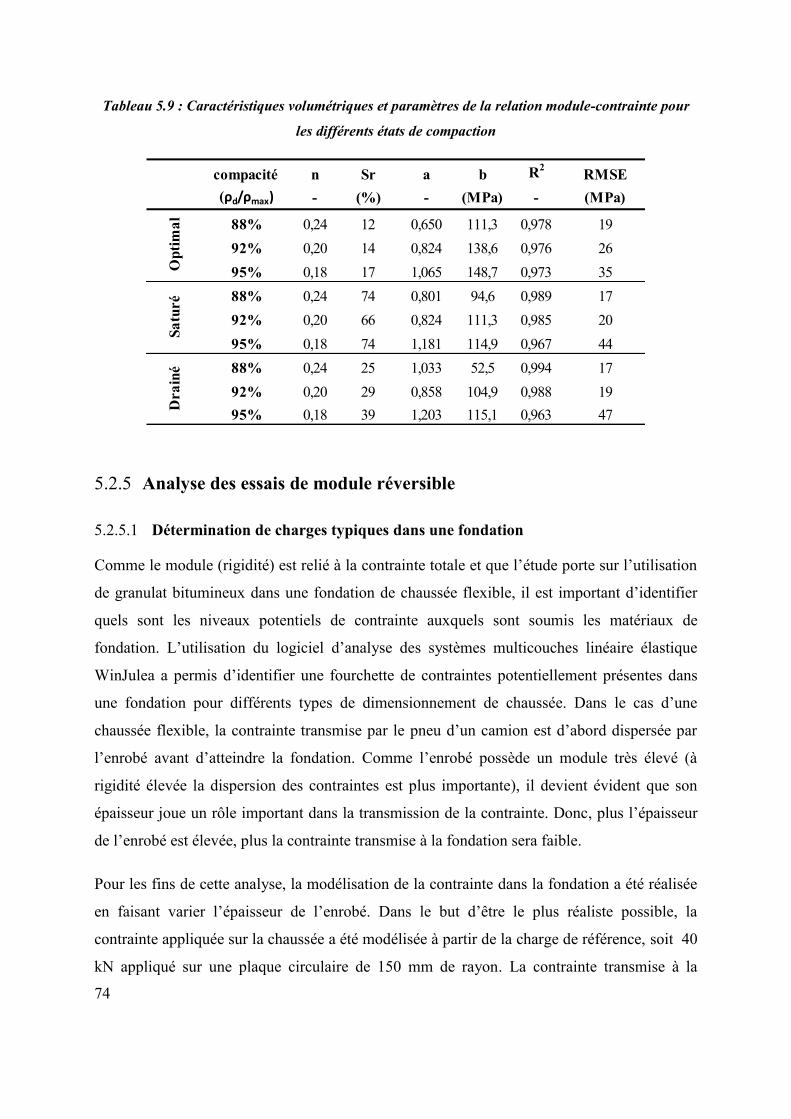
74
Tableau 5.9 : Caractéristiques volumétriques et paramètres de la relation module-contrainte pour
les différents états de compaction
5.2.5 Analyse des essais de module réversible
5.2.5.1 Détermination de charges typiques dans une fondation
Comme le module (rigidité) est relié à la contrainte totale et que l’étude porte sur l’utilisation
de granulat bitumineux dans une fondation de chaussée flexible, il est important d’identifier
quels sont les niveaux potentiels de contrainte auxquels sont soumis les matériaux de
fondation. L’utilisation du logiciel d’analyse des systèmes multicouches linéaire élastique
WinJulea a permis d’identifier une fourchette de contraintes potentiellement présentes dans
une fondation pour différents types de dimensionnement de chaussée. Dans le cas d’une
chaussée flexible, la contrainte transmise par le pneu d’un camion est d’abord dispersée par
l’enrobé avant d’atteindre la fondation. Comme l’enrobé possède un module très élevé (à
rigidité élevée la dispersion des contraintes est plus importante), il devient évident que son
épaisseur joue un rôle important dans la transmission de la contrainte. Donc, plus l’épaisseur
de l’enrobé est élevée, plus la contrainte transmise à la fondation sera faible.
Pour les fins de cette analyse, la modélisation de la contrainte dans la fondation a été réalisée
en faisant varier l’épaisseur de l’enrobé. Dans le but d’être le plus réaliste possible, la
contrainte appliquée sur la chaussée a été modélisée à partir de la charge de référence, soit 40
kN appliqué sur une plaque circulaire de 150 mm de rayon. La contrainte transmise à la
compacité n Sr a b R2
RMSE
(ρd/ρmax) - (%) - (MPa) - (MPa)
88% 0,24 12 0,650 111,3 0,978 19
92% 0,20 14 0,824 138,6 0,976 26
95% 0,18 17 1,065 148,7 0,973 35
88% 0,24 74 0,801 94,6 0,989 17
92% 0,20 66 0,824 111,3 0,985 20
95% 0,18 74 1,181 114,9 0,967 44
88% 0,24 25 1,033 52,5 0,994 17
92% 0,20 29 0,858 104,9 0,988 19
95% 0,18 39 1,203 115,1 0,963 47
Dra
iné
Op
tim
al
Sa
turé

75
chaussée était donc été 564,5 kPa. Quatre différentes épaisseurs d’enrobé ont été utilisées,
représentant des épaisseurs typiques d’enrobé sur les routes flexibles du Québec. Ces
épaisseurs sont 100, 150, 200 et 250 mm. Au niveau des modules, bien qu’il est connu que le
module de l’enrobé varie avec la température, les valeurs proposées par le logiciel de
dimensionnement Chaussée 2 ont été utilisées. Alors, le module de l’enrobé et de la fondation
lors de cette modélisation, ont été fixés à 3000 et 250 MPa, respectivement. Le rapport de
cette analyse pour une chaussée avec 100 mm d’enrobé est présenté à l’annexe C.
La Figure 5.11 présente la dispersion théorique de la contrainte dans une fondation de
300 mm pour différentes épaisseurs d’enrobé. Il est possible de remarquer que, pour toutes les
configurations, la contrainte est maximale à la surface et diminue avec la profondeur. De plus,
même pour une chaussée revêtue avec seulement 100 mm d’enrobé, la contrainte verticale
transmise au sommet de la fondation ne dépasse pas 250 kPa et diminue de près de 100 kPa
dans les 100 premiers millimètres de celle-ci. En général, en bas de couche, et ce peu importe
l’épaisseur d’enrobé, la contrainte se situe autour de 50 kPa. Il est donc possible de dire que la
fourchette de contraintes auxquelles les fondations de chaussée du Québec peuvent être
soumises, varie en moyenne entre 50 kPa et 250 kPa. Ces deniers résultats sont très
importants puisque les prochaines analyses, tout au long de ce mémoire, tiendront compte de
cette variation potentielle de contraintes dans une fondation de chaussée.

76
Figure 5.11 : Distribution théorique de la contrainte dans une fondation de 300 mm par rapport à
l’épaisseur d’enrobé
5.2.5.2 Influence de l’ajout de GBR
Dans le but d’identifier l’influence de la teneur en GBR dans les mélanges, les résultats de
MR100, MR400 et le MR700 ont été analysés. La Figure 5.12 présente la relation entre la teneur en
GBR des échantillons et les modules obtenus pour les trois états de contraintes totales. Il est
possible de voir, sur cette figure, des changements de pente d’un état de contrainte à l’autre. À
faible contrainte (100 kPa), l’influence semble être moins marquée, et ce, pour toutes les
teneurs en eau. Il est même possible de voir une légère augmentation des modules avec
l’augmentation de la teneur en GBR pour un état saturé. En ce qui concerne les niveaux de
contraintes moyens et élevés (400 et 700 kPa), l’augmentation du GBR% affecte à la baisse
les valeurs de module. Il y a donc une différence d’influence des GBR qui est fonction de la
contrainte.
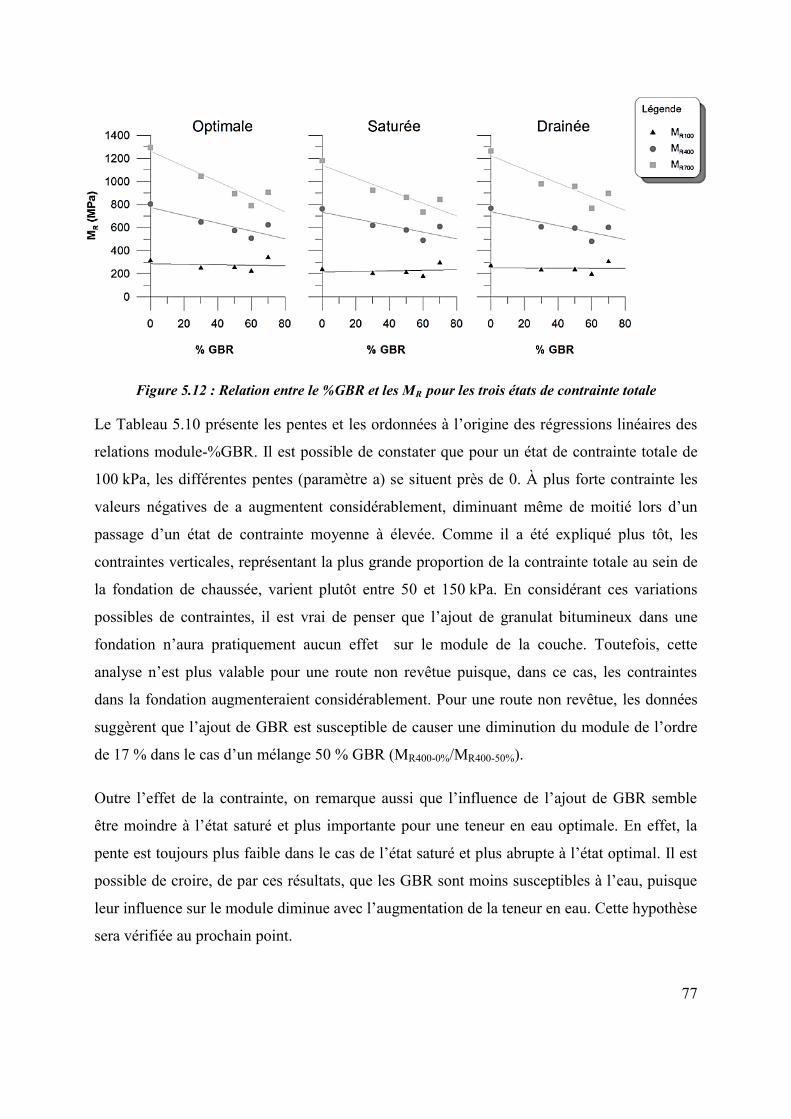
77
Figure 5.12 : Relation entre le %GBR et les MR pour les trois états de contrainte totale
Le Tableau 5.10 présente les pentes et les ordonnées à l’origine des régressions linéaires des
relations module-%GBR. Il est possible de constater que pour un état de contrainte totale de
100 kPa, les différentes pentes (paramètre a) se situent près de 0. À plus forte contrainte les
valeurs négatives de a augmentent considérablement, diminuant même de moitié lors d’un
passage d’un état de contrainte moyenne à élevée. Comme il a été expliqué plus tôt, les
contraintes verticales, représentant la plus grande proportion de la contrainte totale au sein de
la fondation de chaussée, varient plutôt entre 50 et 150 kPa. En considérant ces variations
possibles de contraintes, il est vrai de penser que l’ajout de granulat bitumineux dans une
fondation n’aura pratiquement aucun effet sur le module de la couche. Toutefois, cette
analyse n’est plus valable pour une route non revêtue puisque, dans ce cas, les contraintes
dans la fondation augmenteraient considérablement. Pour une route non revêtue, les données
suggèrent que l’ajout de GBR est susceptible de causer une diminution du module de l’ordre
de 17 % dans le cas d’un mélange 50 % GBR (MR400-0%/MR400-50%).
Outre l’effet de la contrainte, on remarque aussi que l’influence de l’ajout de GBR semble
être moindre à l’état saturé et plus importante pour une teneur en eau optimale. En effet, la
pente est toujours plus faible dans le cas de l’état saturé et plus abrupte à l’état optimal. Il est
possible de croire, de par ces résultats, que les GBR sont moins susceptibles à l’eau, puisque
leur influence sur le module diminue avec l’augmentation de la teneur en eau. Cette hypothèse
sera vérifiée au prochain point.
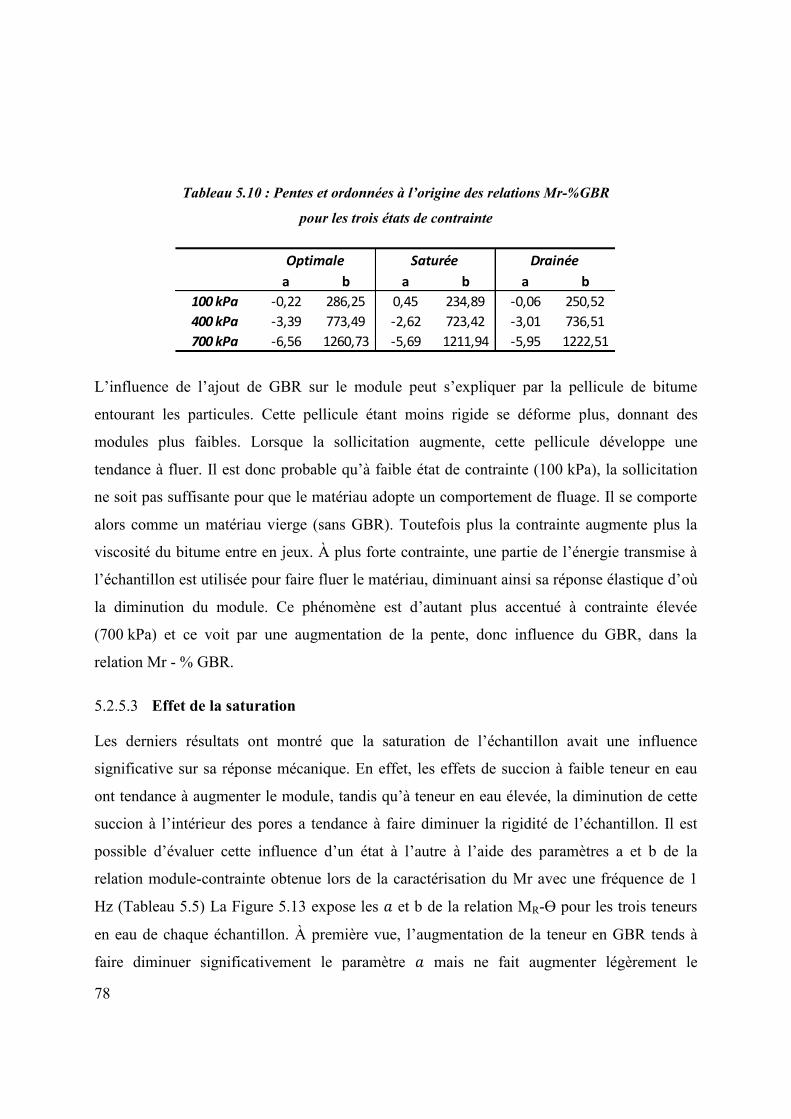
78
Tableau 5.10 : Pentes et ordonnées à l’origine des relations Mr-%GBR
pour les trois états de contrainte
L’influence de l’ajout de GBR sur le module peut s’expliquer par la pellicule de bitume
entourant les particules. Cette pellicule étant moins rigide se déforme plus, donnant des
modules plus faibles. Lorsque la sollicitation augmente, cette pellicule développe une
tendance à fluer. Il est donc probable qu’à faible état de contrainte (100 kPa), la sollicitation
ne soit pas suffisante pour que le matériau adopte un comportement de fluage. Il se comporte
alors comme un matériau vierge (sans GBR). Toutefois plus la contrainte augmente plus la
viscosité du bitume entre en jeux. À plus forte contrainte, une partie de l’énergie transmise à
l’échantillon est utilisée pour faire fluer le matériau, diminuant ainsi sa réponse élastique d’où
la diminution du module. Ce phénomène est d’autant plus accentué à contrainte élevée
(700 kPa) et ce voit par une augmentation de la pente, donc influence du GBR, dans la
relation Mr - % GBR.
5.2.5.3 Effet de la saturation
Les derniers résultats ont montré que la saturation de l’échantillon avait une influence
significative sur sa réponse mécanique. En effet, les effets de succion à faible teneur en eau
ont tendance à augmenter le module, tandis qu’à teneur en eau élevée, la diminution de cette
succion à l’intérieur des pores a tendance à faire diminuer la rigidité de l’échantillon. Il est
possible d’évaluer cette influence d’un état à l’autre à l’aide des paramètres a et b de la
relation module-contrainte obtenue lors de la caractérisation du Mr avec une fréquence de 1
Hz (Tableau 5.5) La Figure 5.13 expose les et b de la relation MR-Ɵ pour les trois teneurs
en eau de chaque échantillon. À première vue, l’augmentation de la teneur en GBR tends à
faire diminuer significativement le paramètre mais ne fait augmenter légèrement le
a b a b a b
100 kPa -0,22 286,25 0,45 234,89 -0,06 250,52
400 kPa -3,39 773,49 -2,62 723,42 -3,01 736,51
700 kPa -6,56 1260,73 -5,69 1211,94 -5,95 1222,51
Optimale Saturée Drainée
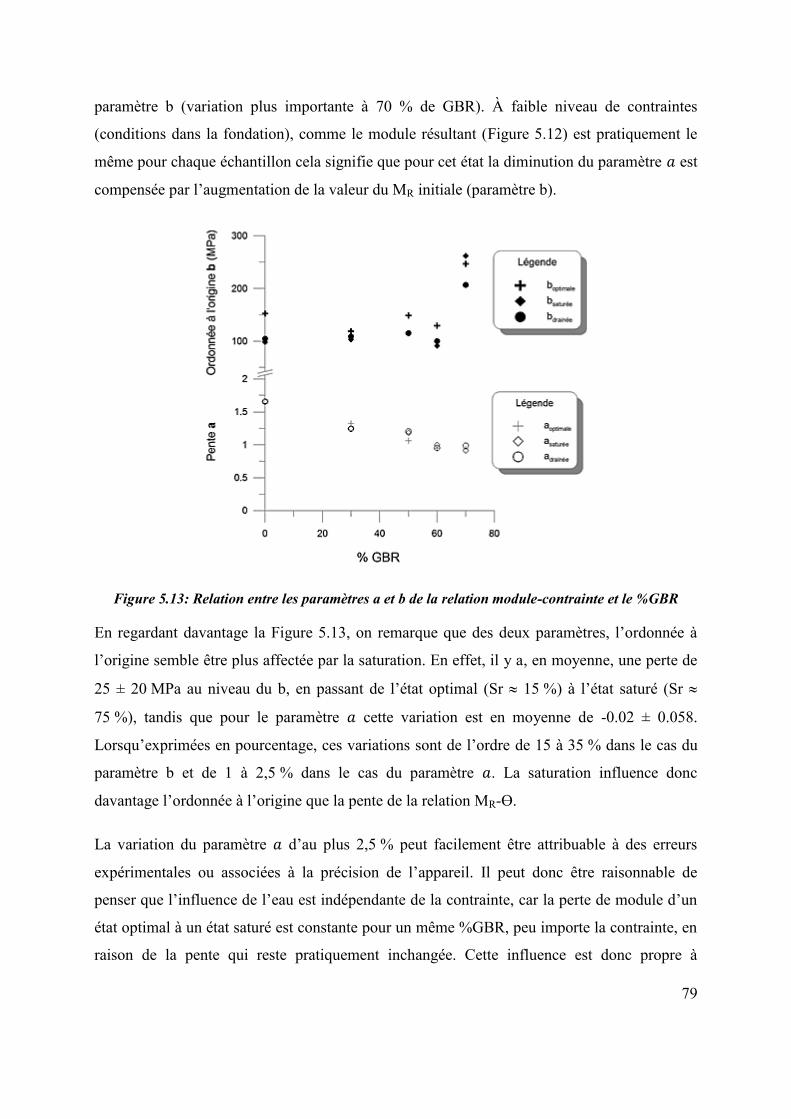
79
paramètre b (variation plus importante à 70 % de GBR). À faible niveau de contraintes
(conditions dans la fondation), comme le module résultant (Figure 5.12) est pratiquement le
même pour chaque échantillon cela signifie que pour cet état la diminution du paramètre est
compensée par l’augmentation de la valeur du MR initiale (paramètre b).
Figure 5.13: Relation entre les paramètres a et b de la relation module-contrainte et le %GBR
En regardant davantage la Figure 5.13, on remarque que des deux paramètres, l’ordonnée à
l’origine semble être plus affectée par la saturation. En effet, il y a, en moyenne, une perte de
25 ± 20 MPa au niveau du b, en passant de l’état optimal (Sr 15 %) à l’état saturé (Sr
75 %), tandis que pour le paramètre cette variation est en moyenne de -0.02 ± 0.058.
Lorsqu’exprimées en pourcentage, ces variations sont de l’ordre de 15 à 35 % dans le cas du
paramètre b et de 1 à 2,5 % dans le cas du paramètre . La saturation influence donc
davantage l’ordonnée à l’origine que la pente de la relation MR-Ɵ.
La variation du paramètre d’au plus 2,5 % peut facilement être attribuable à des erreurs
expérimentales ou associées à la précision de l’appareil. Il peut donc être raisonnable de
penser que l’influence de l’eau est indépendante de la contrainte, car la perte de module d’un
état optimal à un état saturé est constante pour un même %GBR, peu importe la contrainte, en
raison de la pente qui reste pratiquement inchangée. Cette influence est donc propre à
80
l’échantillon par ses propriétés physiques régissant l’interaction eau-granulats. Il devient donc
intéressant et possible d’évaluer l’influence de la saturation sur la teneur en GBR dans le
mélange. L’augmentation de la teneur en GBR a nécessairement un rôle important à jouer
dans cette interaction, puisque la pellicule de bitume entourant certains granulats devient
l’interface en contact avec l’eau. Dans ce cas-ci, comme les niveaux de saturation sont
semblables d’un échantillon à l’autre (± 5 %), il est possible de quantifier la perte de module
en fonction du % GBR directement. Cette évaluation se fait en comparant le MR100 de l’état
optimal à celui obtenu à l’état saturé. La Figure 5.14 illustre la perte de module (MR) pour
chaque mélange lors d’un passage d’un état à l’autre. On remarque que pour des teneurs en
GBR inférieur à 50 %, ces mélanges possèdent un MR inférieur au mélange de granulats
calcaire. Au-dessus de 50 % GBR, les deux mélanges sont davantage influencés par
l’augmentation de la saturation. Il est donc possible de s’attendre à ce que la sensibilité du
module aux variations de teneur en eau des mélanges de 50 % GBR et moins se comportent
de la même façon ou mieux que des matériaux traditionnels. Comme mentionné plus haut,
cette différence de comportement face à la teneur en eau est possiblement associée à
l’interaction bitume-eau. À des teneurs plus faibles que 50 % GBR, comme la majorité des
grains ne sont pas entourés de cette pellicule, il est probable que c’est le comportement
naturel qui prend le dessus, mais au-dessus de 50 % GBR la majorité des grains sont entourés
de bitume. Cette nouvelle interface n’interagit pas de la même façon avec l’eau et le
comportement du mélange diffère légèrement.

81
Figure 5.14 : Variation du MR entre l’état optimal et l’état saturé pour chaque échantillon
5.2.5.4 Effet de la vitesse de chargement (fréquence)
Un autre aspect qui méritait d’être abordé lors de la caractérisation des GBR, en raison de leur
comportement visqueux, fut l’effet de la vitesse de chargement. En effet, les matériaux
visqueux, tels que les granulats bitumineux, adoptent un comportement différent en fonction
de la vitesse de chargement et de la température. Au cours de cette étude, seul l’aspect vitesse
de chargement a été évalué pour la caractérisation du module réversible. Pour évaluer l’effet
de la vitesse, les essais de modules, comme mentionné plus haut, ont été réalisés à deux
fréquences de chargement, soit 1Hz qui est la fréquence standard et à 10 Hz représentant une
vitesse de chargement plus élevée. La compilation des résultats obtenus est présentée à
l’annexe B.2. Le même travail a été réalisé sur les résultats des essais à 10 Hz, c’est-à-dire
que les modules pour trois états de contrainte totale ont été analysés (MR100, MR400 et MR700).
La Figure 5.15 présente les résultats de module à l’état saturé pour ces trois états de
contraintes, et ce, pour chacune des vitesses. Il est possible de voir, sur cette figure, une légère
augmentation de la rigidité pour une fréquence de chargement de 10 Hz. De plus, les résultats
montrent un certain parallélisme entre les régressions obtenues à 1 Hz et à 10 Hz. Il semble
donc y avoir une augmentation de la rigidité propre à l’état de contrainte, mais qui demeure
constante peu importe la teneur en GBR. Ceci signifie que contrairement à ce qui était attendu
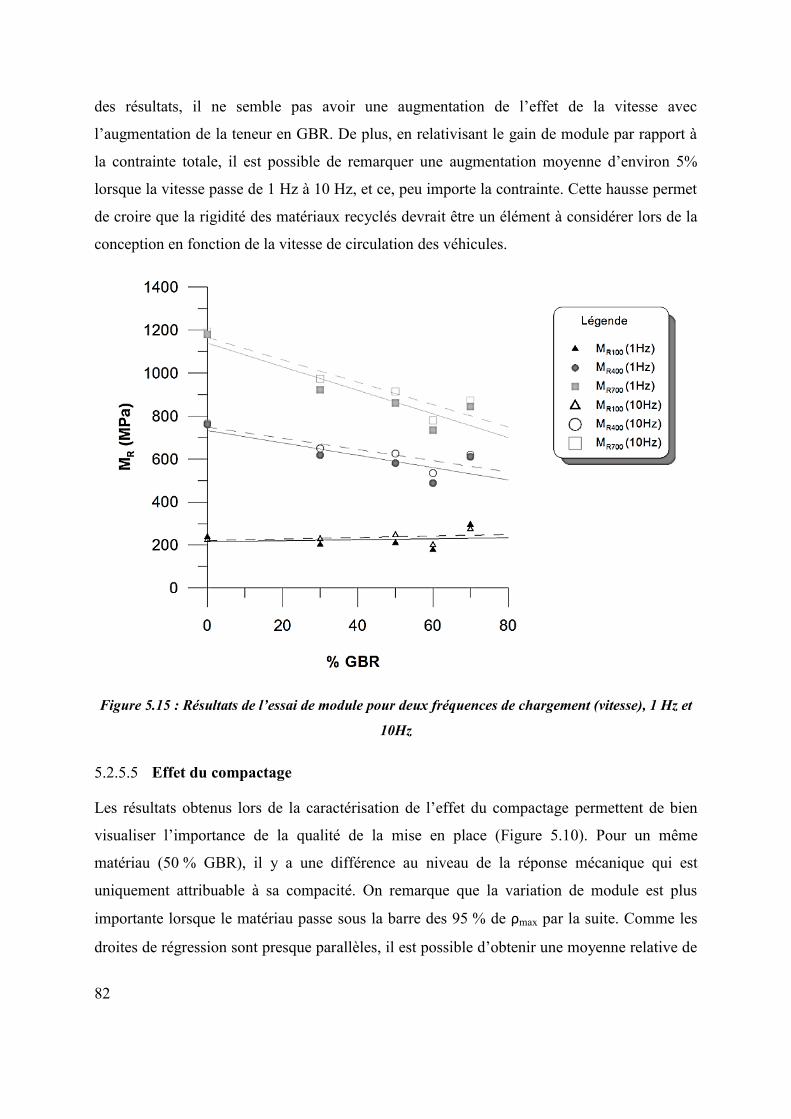
82
des résultats, il ne semble pas avoir une augmentation de l’effet de la vitesse avec
l’augmentation de la teneur en GBR. De plus, en relativisant le gain de module par rapport à
la contrainte totale, il est possible de remarquer une augmentation moyenne d’environ 5%
lorsque la vitesse passe de 1 Hz à 10 Hz, et ce, peu importe la contrainte. Cette hausse permet
de croire que la rigidité des matériaux recyclés devrait être un élément à considérer lors de la
conception en fonction de la vitesse de circulation des véhicules.
Figure 5.15 : Résultats de l’essai de module pour deux fréquences de chargement (vitesse), 1 Hz et
10Hz
5.2.5.5 Effet du compactage
Les résultats obtenus lors de la caractérisation de l’effet du compactage permettent de bien
visualiser l’importance de la qualité de la mise en place (Figure 5.10). Pour un même
matériau (50 % GBR), il y a une différence au niveau de la réponse mécanique qui est
uniquement attribuable à sa compacité. On remarque que la variation de module est plus
importante lorsque le matériau passe sous la barre des 95 % de ρmax par la suite. Comme les
droites de régression sont presque parallèles, il est possible d’obtenir une moyenne relative de

83
cette perte de rigidité. Selon ces résultats, un matériau retraité perd en moyenne 22.4 % et
27.4 % de sa rigidité lorsqu’il est compacté à 92 % et 88 % de ρmax respectivement, plutôt
qu’à 95 % de ρmax tel qu’exigé normalement dans le cas des fondations. Pour être plus précis,
en considérant les contraintes auxquelles les fondations sont soumises (entre 50 kPa et
150 kPa au centre de la fondation), lorsque la capacité atteint 92 % le matériau a encouru une
perte équivalente à 16 % de sa rigidité et cette perte est de 23 % lorsque sa compacité atteint
88 %. Toutefois, il est plus rare d’obtenir des niveaux de compaction aussi bas que 88 %,
puisque ceci correspond environ à un matériau mis en place sans compactage. Obtenir une
compacité de 92 %, en revanche, est plus commun surtout lorsqu’on considère l’épaisseur
d’une couche de matériaux retraités qui est généralement de 300 mm. La relation entre le
module et la compacité du matériau pour une contrainte équivalente à celle retrouvée en
moyenne dans la fondation (100 kPa) est décrite par :
Équation 5.3
Étant donné la faible quantité de données, cette analyse se voulait principalement à informer
de l’importance de la compaction. La pertinence de cette évaluation sera toutefois démontrée
plus loin lors de l’analyse des données de chantiers.
5.3 Caractérisation du comportement en déformation
permanente
La caractérisation du comportement en déformation permanente vient compléter la
caractérisation du comportement mécanique des matériaux recyclés. En effet, à un nombre de
cycles de chargement élevé, le matériau ne subit plus uniquement des déformations
réversibles puisque les déformations plastiques prennent une place plus importante. Il devient
donc nécessaire d’évaluer la susceptibilité d’un matériau recyclé aux déformations
permanentes pour des états de contrainte représentatifs d’une fondation de chaussée. L’essai
en déformation permanente est bien documenté dans la norme européenne NF EN 13286-7,
toutefois la procédure réalisée au cours de ce projet n’est pas directement tirée de cette norme.
Elle s’inspire en partie des travaux de Gidel et coll. (2001) et la méthodologie utilisée dans les
84
travaux de maitrise de Poupart (2013). Ces récents travaux, contrairement à la norme, ont
montré différentes méthodes d’analyse d’essais par paliers multiples. Il est important de
comprendre que les résultats obtenus à la suite d’essais par paliers multiples peuvent différer
d’un essai par palier unique pour lequel un seul niveau de chargement est appliqué. Le
principe de l’essai en déformation permanente est donc d’étudier l’évolution des déformations
plastiques avec le nombre de cycles de chargement, et ce, pour une succession de chemin de
contraintes. La procédure suivie diffère de la norme et des récents travaux au niveau du
nombre de cycles par état de contrainte, du nombre de séquence et des contraintes appliquées.
5.3.1 Préparation de l’échantillon
L’échantillon est préparé de la même façon que pour un essai de caractérisation du module
réversible. Toutefois, les couches, lors du compactage, ne sont pas vibrées 30 secondes par un
marteau vibrant automatique, mais plutôt par marteau vibrant manuel, jusqu’à l’obtention de
la hauteur voulue (300 mm), soit 7 couches de 42,85 mm de hauteur pour obtenir une
compacité de 95 % et plus. La Figure 5.16 illustre les différentes étapes de la préparation de
l’échantillon.
5.3.2 Instrumentation
Contrairement à l’essai de caractérisation du module réversible, seuls les déplacements
verticaux sont enregistrés et analysés. Deux capteurs LVDT placés à l’extérieur de la cellule
enregistrent les déplacements verticaux. Ces capteurs sont positionnés à 180° un de l’autre sur
des tiges fixées à la cellule triaxiale. Un plateau, quant à lui, fixé à l’axe de chargement et sur
lequel sont déposés les capteurs, se déplace au fur et à mesure que l’échantillon se déforme.
Le déplacement enregistré par les capteurs est donc égal à la déformation verticale au centre
de l’échantillon. Une fois l’échantillon et la cellule triaxiale installés sous l’axe de chargement
et les capteurs ajustés, une pression de confinement de 20 kPa est appliquée sur l’échantillon
afin de vérifier s’il y a présence de fuites.

85
Figure 5.16 : Étapes de préparation des échantillons pour l’essai de caractérisation du
comportement en déformation permanente : En A) Marteau vibrant manuel et moule de
compaction utilisés, B) compaction de l’échantillon, C) évaluation de la hauteur de compaction de
chaque couche, D) échantillon une fois les deux membranes installées, E) Presse UTM et
échantillon dans la cellule prêt pour l’essai.
5.3.3 Méthodologie
L’échantillon subira, au cours d’un essai, trois états de contrainte différents où 100 000 cycles
de chargement seront appliqués à chaque état. Les différentes séquences de contraintes ont été
choisies en règle avec les résultats obtenus de l’analyse mécaniste (contraintes au sein de la
fondation) et les principes mis à jour dans les récentes études. En faisant varier l’épaisseur de
d’enrobé bitumeux et en imposant des modules typiques pour les différentes couches,
A) B) C)
D) E)

86
l’analyse mécaniste renvoyait une distribution réaliste des contraintes sur toute la profondeur
de la fondation variant entre 50 et 150 kPa. De plus, il a été démontré dans les travaux de
Gidel et coll. (2001), qu’un lien étroit existe entre le ratio de variation des contraintes (q/p)
d’une séquence à l’autre et les déformations finales (p). Ces auteurs en sont venus à une
analyse possible qui est uniquement vraie si le ratio est maintenu constant d’une séquence à
l’autre. Une façon rapide de garder ce ratio constant est de maintenir la pression de
confinement constante (3). C’est donc pour cette raison que la pression de confinement d’un
palier à l’autre a été fixée à 20 kPa. Les contraintes retenues conformément à l’analyse
mécaniste et au ratio de variation de contrainte, pour les trois séquences, sont présentées au
Tableau 5.11. Le ratio des contraintes est évalué par la différence, pour chacun des paliers,
entre la contrainte de chargement cyclique et la contrainte statique appliquée en tout temps.
Tableau 5.11 : Évaluation du ratio de contrainte pour les 3 séquences de l’essai de déformation
permanente
1 3 q p ratio
(kPa) (kPa) (kPa) (kPa) qp
statique 25 5 21,67
charge 70 50 36,67
statique 30 10 23,33
charge 120 100 53,33
statique 35 15 25
charge 170 150 70
Paliers
150 kPa
100 kPa
50 kPa
État
20
20
20 3
3
3
Comme mentionnés plus haut, 100 000 cycles de chargement sont appliqués pour chacun des
paliers. La fréquence de chargement est de 2 Hz, soit une impulsion de 500 millisecondes et
un repos de 500 millisecondes. De la même façon que pour l’essai de caractérisation du
module, la forme de l’impulsion est de type demi-sinus et la contrainte déviatorique est
appliquée à 10 % de façon statique (d statique) et 90 % de façon cyclique (d cyclique). Il y a donc
toujours une partie de la contrainte qui est appliquée constamment sur l’échantillon, et ce,

87
même durant le repos. En ce qui concerne la prise de mesure de la déformation, elle est
définie par une loi logarithmique, c’est-à-dire que l’espacement entre deux prises de mesure
est très rapproché au début de l’essai et augmente avec le nombre de cycles.
L’essai se termine lorsque tous les paliers ont été réalisés (300 000 cycles) À la fin de l’essai,
l’échantillon est démonté et retiré des membranes de caoutchouc afin de réaliser une teneur en
eau sur l’ensemble de l’échantillon. Contrairement à l’essai de caractérisation du module,
l’essai en déformation est destructif, car l’échantillon entre dans un état plastique et accumule
des déformations qui sont irréversibles. Il n’est donc pas réaliste de changer l’état de
saturation dans le but de comparer l’effet de l’eau.
5.3.4 Résultats de l’essai en déformation permanente
La caractérisation du comportement en déformation permanente a été réalisée pour chacun
des mélanges selon la procédure décrite précédemment. Les données obtenues de cette
caractérisation ont permis d’évaluer, avant tout, l’influence de l’ajout de GBR sur l’évolution
de la déformation plastique d’un matériau de chaussée soumis à un nombre de chargements
(N). En deuxième lieu, les résultats ont permis de quantifier l’effet de la compaction sur le
développement de la déformation permanente.
Les caractéristiques volumétriques des 5 mélanges lors des essais sont présentées au
88
Tableau 5.12. La compacité de chacun des échantillons est semblable. Seul l’échantillon 0 %
GBR a été compacté au-dessus de 92 % de ρmax. La faible compacité des mélanges est en
grande partie associée à la méthode de compaction. En effet, comme il a été mentionné plus
tôt la caractérisation de la masse volumique sèche maximale (ρmax) se fait à l’essai Proctor
modifié tandis que la compaction des échantillons s’est faite manuellement à l’aide d’un
marteau vibrant. Selon des essais à l'interne à l'UL, il est généralement acquis que la
compaction au marteau vibrant permet d'obtenir environ 95 % de la masse volumique sèche
obtenue lorsque la compaction selon la méthode Proctor modifiée est effectuée. Donc, malgré
des compacités tournant autour de 90 %, il est fort probable que l’échantillon soit bien
compacté.

89
Tableau 5.12: Caractéristiques des échantillons soumis à l'essai de déformation permanente
La Figure 5.17 présente les résultats obtenus lors de l’essai sur les 5 mélanges de GBR. Les
différentes courbes représentent l’évolution de la déformation permanente (p%) au cours des
multiples chargements. On remarque facilement sur la figure les changements d’état de
contrainte correspondant à une augmentation drastique de la déformation sur un faible nombre
de chargements (N) suivi d’un changement de pente. De plus, il est possible de voir que
l’échantillon 0 % GBR semble adopter un comportement assez stable et plus la teneur en
GBR augmente plus l’accumulation de déformation devient importante. Ces résultats obtenus
suite à la caractérisation du comportement en déformation permanente sont éloquents et
démontrent qu’il y a un effet non négligeable de la teneur en GBR sur la déformation à long
terme. Ceci est entre autres illustré à Figure 5.18 avec les déformations permanentes
enregistrées à la fin des cycles 100 000, 200 000 et 300 000 (fin de chaque état de contrainte)
et ce, pour les cinq teneurs en GBR.
Il est possible de voir que pour un état de contrainte de 50 kPa, la déformation induite après
100 000 cycles de chargement est très similaire d’un matériau à l’autre, soit environ 0,20 %.
Pour les niveaux de contraintes plus élevés, il semble y avoir deux tendances qui distinguent
les matériaux avec moins de 50 % de GBR de ceux avec plus de 50 %. Les matériaux avec
moins de 50 % de GBR semblent montrer la même déformation au bout des cycles 200 000 et
300 000 soit des déformations respectives d’environ 1,25 de 1,75 fois la déformation subie
par le matériau vierge (0-100). Ces résultats montrent que le comportement face à la
déformation permanente pour les matériaux composés de moins de 50 % de GBR ne semble
pas être affecté par la teneur en GBR. Dans le cas des matériaux composés de plus de 50 % de
GBR, leur réponse à la déformation permanente est beaucoup plus importante. Le mélange à
60 % de GBR (60-40) montre une déformation finale 2,15 et 4,88 fois plus importante que le
GBR ρd ρd/ρmax Sr n w
(%) (kg/m3) (%) (%) - (%)
0 2155 95 29 0,20 3,4
30 2067 91 28 0,21 4,1
50 1942 87* 20 0,24 4,0
60 1996 90 15 0,21 3,1
70 1938 90 11 0,22 3,0
* explications fournies à la section 5.3.5.3

90
matériau vierge pour des contraintes respectives de 100 kPa et 150 kPa, tandis que le mélange
à 70 % de GBR montre, pour les mêmes états de contrainte, des déformations finales 2,88 et
8,28 fois plus élevées que le matériau vierge.
Figure 5.17 : Comportement en déformation permanente des matériaux de fondations de chaussées
pour différents états de contrainte déviatorique

91
Figure 5.18 : Relation entre la déformation finale (%p) et le %GBR pour les trois différents états
de contrainte
92
5.3.5 Analyse du comportement en déformation permanente
5.3.5.1 Dissociation des paliers
On remarque sur la Figure 5.17, qu’au sein de chaque palier (50, 100 et 150 kPa), la
déformation augmente rapidement pour se stabiliser suivant une pente. Ce comportement en
déformation permanente est propre à chaque échantillon et est en lien direct avec la teneur en
GBR de celui-ci. La compréhension du comportement relatif à la teneur en GBR a été
expliquée par l’analyse paramétrique des données. En dissociant chacun des paliers, il
devenait possible de modéliser l’évolution de la déformation en fonction du nombre de
chargements de chaque mélange. Il existe différents modèles pour définir la déformation
permanente, mais selon les travaux effectués par Bilodeau et coll. (2011), la première partie
du modèle de Dresden, équivalent au modèle de Sweere, s’est révélée être le plus simple et
précis pour les données à l’étude (Équation 5.4).
Équation 5.4
Dans ce modèle, est la déformation permanente en pourcentage au cycle de
chargement N, et les paramètres A et B sont des constantes de régression. L’utilisation de ce
modèle permet d’obtenir par régression linéaire le A et B de chacun des paliers, et ce, pour
chaque échantillon. Dans ce modèle, le paramètre A renseigne sur la déformation à 1000
cycles et le paramètre B renseigne sur le taux de déformation à un nombre de chargement
élevé. La Figure 5.19 présente les résultats typiques obtenus suite à la dissociation des paliers
de contraintes pour l’échantillon 0 % GBR. On remarque que le modèle de puissance utilisé
est généralement bien adapté aux données, et ce peu importe la contrainte. De plus, le palier
de contrainte où l’échantillon a subi les plus grandes déformations semble correspondre à la
plus faible contrainte appliquée (50 kPa). En effet, l’échantillon subit généralement plus de
déformation au début de l’essai, puisque lors des premiers chargements, les particules se
réorganisent les unes par rapport aux autres et se déplacent légèrement sous la charge. De
plus, des déformations parasites, telles au niveau de l’interface entre l’échantillon et le plateau
de chargement, sont susceptibles de se produire au premier palier. Au second et dernier palier,
cette imbrication a déjà été réalisée et les déformations initiales, exprimées par le paramètre
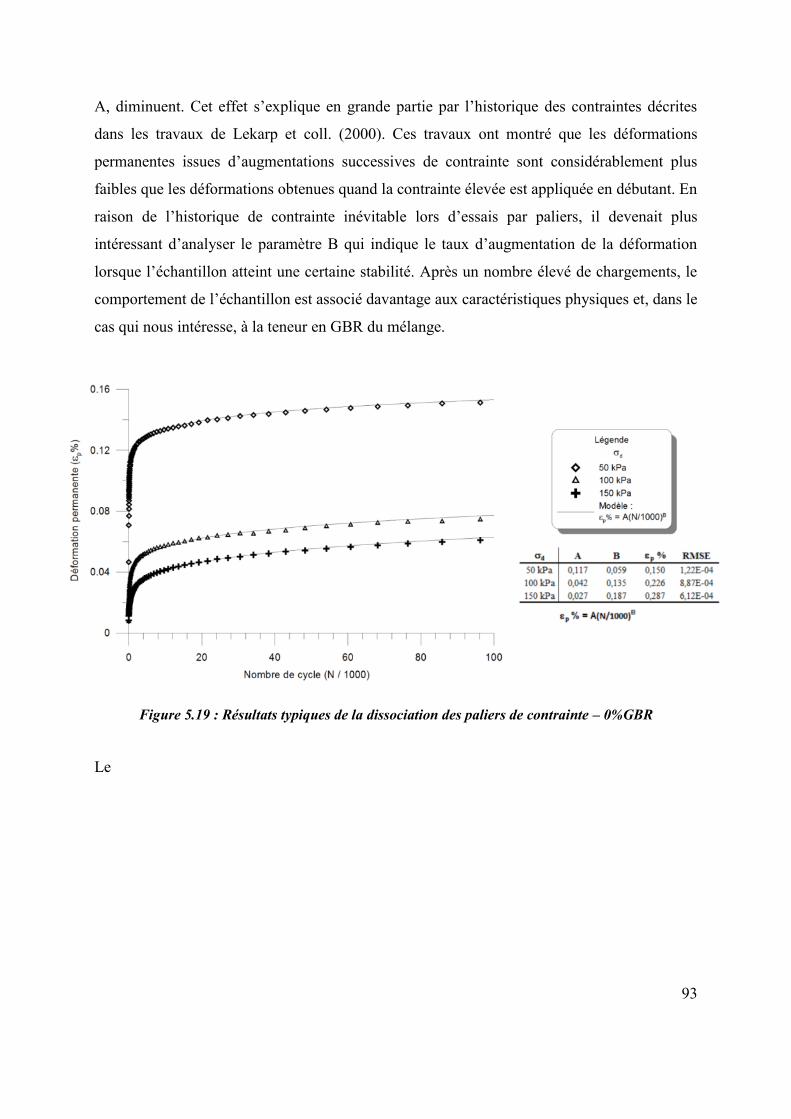
93
A, diminuent. Cet effet s’explique en grande partie par l’historique des contraintes décrites
dans les travaux de Lekarp et coll. (2000). Ces travaux ont montré que les déformations
permanentes issues d’augmentations successives de contrainte sont considérablement plus
faibles que les déformations obtenues quand la contrainte élevée est appliquée en débutant. En
raison de l’historique de contrainte inévitable lors d’essais par paliers, il devenait plus
intéressant d’analyser le paramètre B qui indique le taux d’augmentation de la déformation
lorsque l’échantillon atteint une certaine stabilité. Après un nombre élevé de chargements, le
comportement de l’échantillon est associé davantage aux caractéristiques physiques et, dans le
cas qui nous intéresse, à la teneur en GBR du mélange.
Figure 5.19 : Résultats typiques de la dissociation des paliers de contrainte – 0%GBR
Le
94
Tableau 5.13 présente les différents paramètres du modèle de Dresden appliqué sur
l’ensemble des données. Ce qui ressort principalement de l’analyse paramétrique est
l’augmentation du paramètre B associée à l’augmentation de la teneur en GBR au sein d’un
même palier. Cet élément semble davantage refléter l’influence de la teneur en GBR que le
paramètre A puisqu’il est principalement contrôlé par les caractéristiques de l’échantillon
plutôt que des agents extérieurs comme l’historique de contrainte et la compacité initiale de
celui-ci. Il est donc plus intéressant de pousser l’analyse de l’influence de l’ajout de GBR par
rapport au paramètre B. Cette analyse a été réalisée sur la base d’une comparaison relative,
puisque chaque échantillon a subi le même cheminement de contrainte et les résultats obtenus
reflètent ce cheminement.
La Figure 5.20 montre la relation entre le paramètre B et la teneur en GBR pour les trois
paliers de contrainte. On remarque aisément le point d’inflexion situé à la teneur en GBR de
50 %. En dessous de 50 % GBR, l’augmentation du taux de déformation est plus faible que
pour un matériau à plus de 50 % GBR, et ce, peu importe la contrainte. Cette augmentation du
taux de déformation au-dessus de 50 % GBR est en grande partie expliquée de la même façon
que dans le cas de l’essai de module. Pour des teneurs inférieures à 50 % GBR, comme la
majorité des grains ne sont pas entourés de cette pellicule, il est probable que c’est le
comportement naturel qui prend le dessus; mais au-dessus de 50 % GBR, la majorité des
grains sont entourés de bitume. Comme cette couche est visqueuse de nature, le mélange
devient beaucoup plus sensible à la déformation.
Cette tendance laisse donc croire que l’utilisation de matériaux à plus de 50 % GBR dans les
chaussées pourrait accentuer les problèmes d’orniérage si aucun changement aux méthodes de
conception traditionnelles n’est effectué afin de diminuer la contrainte au sein de la couche de
fondation. À l’opposé, les matériaux composés de moins de 50 % GBR présentent
sensiblement le même comportement que les matériaux vierges, mais l’écart augmente avec
l’augmentation de la contrainte. L’effet de la teneur en GBR devient donc particulièrement
important à contrainte élevée.
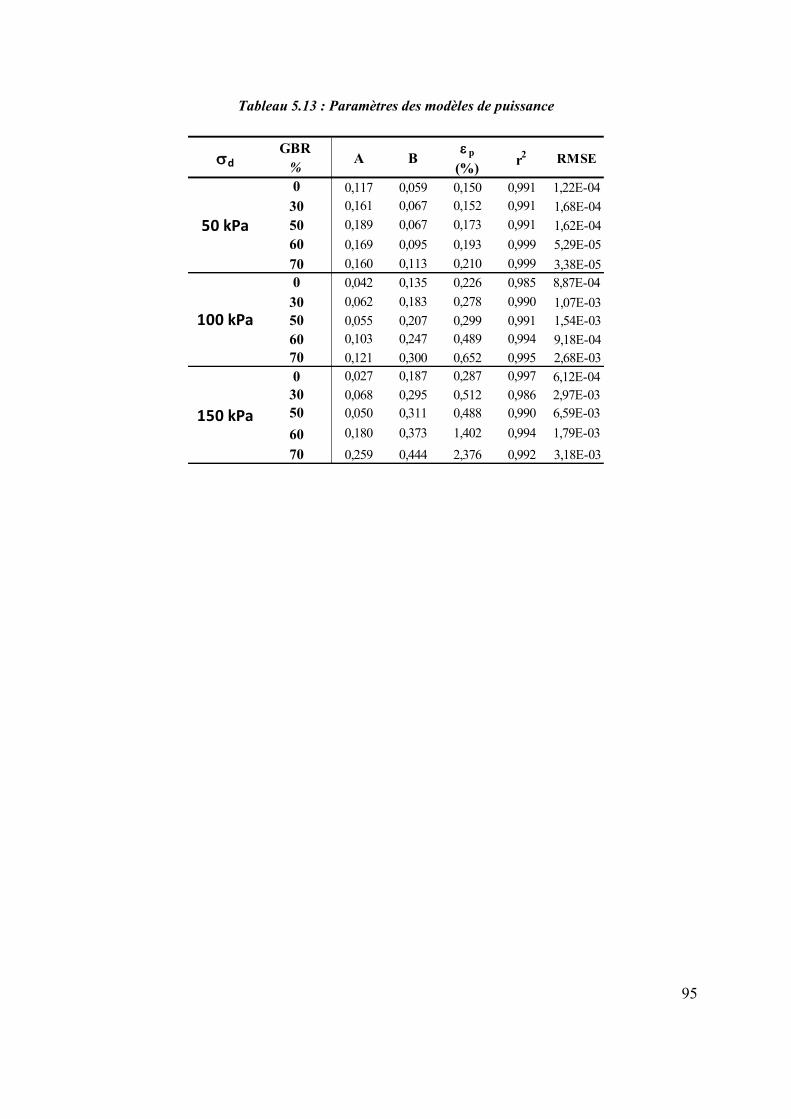
95
Tableau 5.13 : Paramètres des modèles de puissance
dGBR
%A B
p
(%)r
2 RMSE
0 0,117 0,059 0,150 0,991 1,22E-04
30 0,161 0,067 0,152 0,991 1,68E-04
50 0,189 0,067 0,173 0,991 1,62E-04
60 0,169 0,095 0,193 0,999 5,29E-05
70 0,160 0,113 0,210 0,999 3,38E-05
0 0,042 0,135 0,226 0,985 8,87E-04
30 0,062 0,183 0,278 0,990 1,07E-03
50 0,055 0,207 0,299 0,991 1,54E-03
60 0,103 0,247 0,489 0,994 9,18E-04
70 0,121 0,300 0,652 0,995 2,68E-03
0 0,027 0,187 0,287 0,997 6,12E-04
30 0,068 0,295 0,512 0,986 2,97E-03
50 0,050 0,311 0,488 0,990 6,59E-03
60 0,180 0,373 1,402 0,994 1,79E-03
70 0,259 0,444 2,376 0,992 3,18E-03
50 kPa
100 kPa
150 kPa

96
Figure 5.20 : Relation entre le paramètre B obtenu des modèles de puissance et le %GBR
5.3.5.2 Relation bilinéaire
Comme mentionnées dans les travaux de Perez et coll. 2006, Jeon et coll. 2008 et Saeed 2008,
l’ajout de granulats bitumineux dans les matériaux de fondation rend la structure plus
susceptible aux déformations permanentes. Dans le but d’éliminer ce préjudice, il est possible
d’extraire, de ce graphique, un modèle exprimant le paramètre B en fonction de la teneur en
GBR et de la contrainte au sein de la fondation. En effet, les lignes tracées dans à la Figure
5.20 représente les différentes relations linéaires qui existe entre le %GBR et le paramètre B.
Il y a donc, pour chaque état de contrainte, une relation bilinéaire dont le point d’inflexion se
situe à 50 % GBR. De part et d’autre de ce changement de pente, il y a trois points servant à
extraire la relation linéaire. Pour chaque état de contrainte, les données du paramètre B sont
donc alignées le long de deux droites de pente a et d’origine b. Les paramètres des différentes
régressions sont présentés au Tableau 5.14. Toutefois, ces relations relient uniquement le
%GBR et le paramètre B. Ainsi, chaque relation est associée à un d. Afin de regrouper
chacun des modèles dans un modèle global intégrant la contrainte, il a été nécessaire d’utiliser

97
les relations possibles entre les a et b obtenus. Les pentes et les ordonnées à l’origine étant
fonction de la contrainte (augmentation des a et b avec une augmentation de la contrainte) il a
été possible d’extraire les régressions linéaires entre les a, b et d de part et d’autre du 50 %
GBR. En utilisant les paramètres des relations entre a, b et d, il devenait possible de ramener
les régressions sous un seul modèle bilinéaire (% GBR 50 et % GBR ≥ 50 %) intégrant la
contrainte aux termes a et b. Ce modèle bilinéaire est décrit par :
{
Équation 5.5
Où représente la contrainte déviatorique en kPa et %GBR représente la teneur en GBR en
pourcentage. Cette relation permet, entre autres, pour un certain matériau recyclé, de corriger
l’épaisseur d’enrobé bitumeux afin d’obtenir dans la fondation une contrainte telle que le taux
de déformation à cet état de contrainte est comparable à un matériau vierge (0 % GBR).
Tableau 5.14 : Paramètres des régressions linéaires des relations entre le B et le %GBR
Pour comprendre l’utilisation de ce modèle, il est possible d’utiliser un exemple. En
considérant une structure de chaussée déjà établie et en connaissant les modules des couches
(MR typique de Chaussée 2), il est possible, à l’aide d’un logiciel mécaniste (exemple
WinJULEA), d’estimer les contraintes verticales (1) et horizontales (3) au sein de la couche
d régression a b r 2 RMSE
linéaire (%)
0-50%GBR 1,73E-04 0,0595 0,859 5,96E-06
50-70%GBR 2,30E-03 -0,0462 0,982 1,94E-05
0-50%GBR 1,49E-03 0,1348 0,994 1,75E-05
50-70%GBR 4,63E-03 -0,0261 0,993 2,86E-05
0-50%GBR 2,62E-03 0,1933 0,914 7,87E-04
50-70%GBR 6,65E-03 0,0231 0,998 1,38E-05
50 kPa
100 kPa
150 kPa

98
de fondation pour ainsi déterminer la contrainte déviatorique (d). En sachant que nous
souhaitons que le matériau utilisé en fondation se comporte comme un matériau vierge, on
vient évaluer le B avec la contrainte moyenne de la couche et un % GBR égal à zéro. Le B
obtenu correspond donc à un taux de déformation tolérable pour la structure puisqu’estimé
pour des matériaux vierge. Maintenant, il suffit tout simplement de venir imposer le B ainsi
obtenu et le % GBR souhaité pour déterminer la contrainte limite moyenne de la couche
sachant qu’il est souhaité que le matériau se déforme au même taux qu’un matériau vierge.
Une fois la contrainte obtenue, dans un logiciel mécaniste, l’épaisseur d’enrobé bitumineux
est ajustée afin d’obtenir cette contrainte au sein de la couche de fondation. Dans ce cas
l’augmentation de l’enrobé diminuera la contrainte à un point tel que le matériau recyclé
utilisé se comportera de la même façon que le matériau vierge dans la structure initiale.
Ce genre de modèle est très intéressant et souhaitable dans un contexte de développement
durable puisqu’il permet d’éliminer le préjudice potentiel lié à l’utilisation des matériaux
recyclés par l’emploi d’une méthode de mitigation, soit l’augmentation de l’épaisseur
d’enrobé. Le nombre de données utilisées pour le développement du modèle pourra être
bonifié dans des recherches futures. Bien que les relations possèdent des corrélations très
élevées, il serait nécessaire d’ajouter d’autres types de granulats et d’ajouter davantage de
résultats à l’analyse dans le but de la rendre plus universelle lorsqu’on parle de GBR.
5.3.5.3 Effet de compaction sur le comportement en déformation permanente
Comme ce fut le cas pour les essais de module réversible, l’évaluation de l’effet de la
compaction sur le comportement en déformation permanente a aussi fait l’objet d’étude. Des
essais de déformation permanente supplémentaires ont été réalisés pour des niveaux de
compaction différents, toujours dans le cas du mélange 50 % GBR. Encore une fois, seul cet
échantillon a fait l’objet de l’étude de compaction puisqu’il représente le mélange le plus
commun lors de travaux de retraitement en place. Un premier échantillon a été compacté à
96 % de ρmax, correspondant à un niveau de compaction élevé et le second échantillon a été
compacté à un niveau de compaction faible, soit 87 % de ρmax. Les deux échantillons ont subi
la même procédure d’essai que les mélanges précédents. Leurs caractéristiques physiques et
volumétriques sont présentées au Tableau 5.15. La Figure 5.21 montre les résultats obtenus
pour les essais à différentes valeurs de compaction. Il est possible de remarquer que

99
l’échantillon compacté sous 90 % de ρmax est beaucoup plus susceptible à la déformation
permanente. Toutefois, il est impossible de déterminer quelle relation existe entre la
compacité et la déformation puisque la compacité du 50 % GBR* reste inconnue (* :
échantillon utilisé lors de lors de la caractérisation du comportement en déformation
permanente). En effet, les résultats obtenus au niveau de la compaction se sont avérés faux
pour cet échantillon. La compacité calculée du 50 % GBR* était de 87 %, cependant, en
comparant les résultats en déformation, il est possible de s’apercevoir qu’il ne s’agit pas de la
bonne valeur de compaction. D’ailleurs, pour obtenir une compacité de 87 %, les couches
doivent être compactées moins de 10 secondes sans appliquer de poids sur le marteau, sinon
cet état est dépassé. Il est donc évident que l’erreur dans la valeur de compacité est due à une
erreur de calcul. Ne sachant toutefois pas la vraie compacité de l’échantillon, il devient
difficile d’établir une relation. Toutefois, de par les résultats, il est possible de penser que
l’échantillon 50 % GBR* est compacté au-dessus de 90 % de ρmax en raison de son
comportement en déformation comparable à l’échantillon compacté à 96 % de ρmax.
Figure 5.21 : Résultats des essais de déformation permanente à différents niveaux de compaction

100
De la même façon que pour les résultats des mélanges précédents, les paliers des essais à
différentes compaction ont été dissociés pour en extraire les paramètres A et B du modèle de
Dresden. Ces paramètres sont présentés au
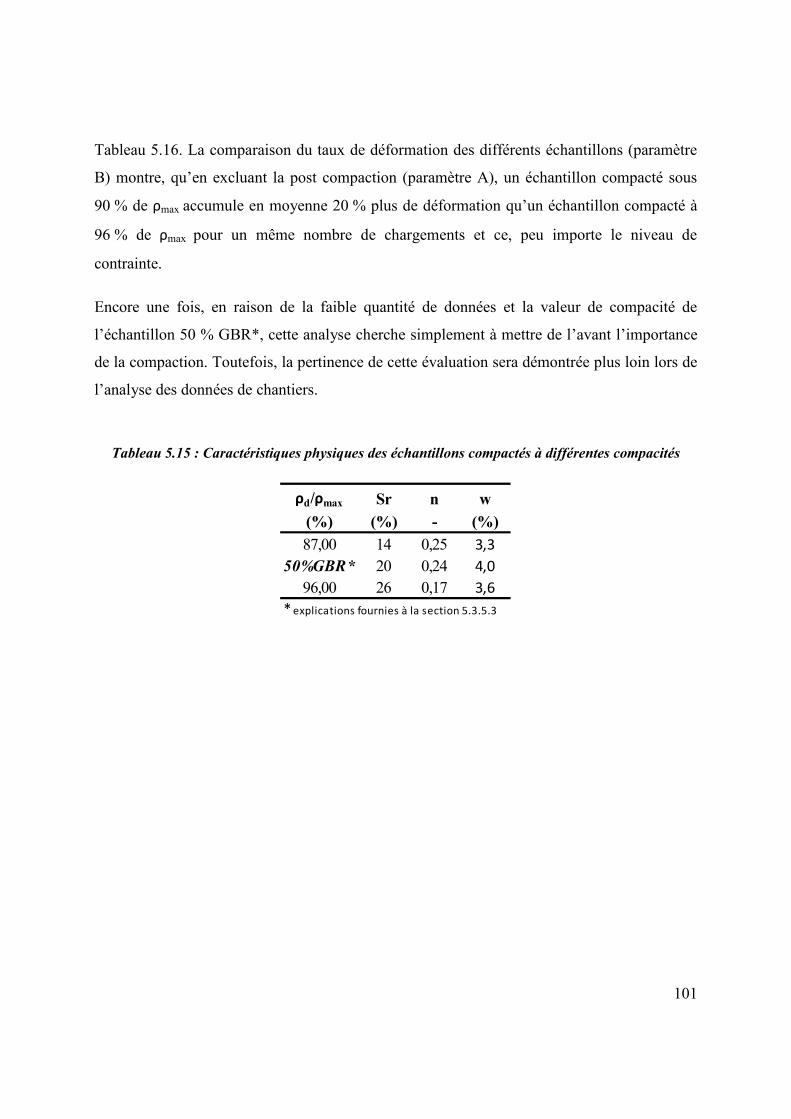
101
Tableau 5.16. La comparaison du taux de déformation des différents échantillons (paramètre
B) montre, qu’en excluant la post compaction (paramètre A), un échantillon compacté sous
90 % de ρmax accumule en moyenne 20 % plus de déformation qu’un échantillon compacté à
96 % de ρmax pour un même nombre de chargements et ce, peu importe le niveau de
contrainte.
Encore une fois, en raison de la faible quantité de données et la valeur de compacité de
l’échantillon 50 % GBR*, cette analyse cherche simplement à mettre de l’avant l’importance
de la compaction. Toutefois, la pertinence de cette évaluation sera démontrée plus loin lors de
l’analyse des données de chantiers.
Tableau 5.15 : Caractéristiques physiques des échantillons compactés à différentes compacités
ρd/ρmax Sr n w
(%) (%) - (%)
87,00 14 0,25 3,3
50%GBR * 20 0,24 4,0
96,00 26 0,17 3,6
* explications fournies à la section 5.3.5.3
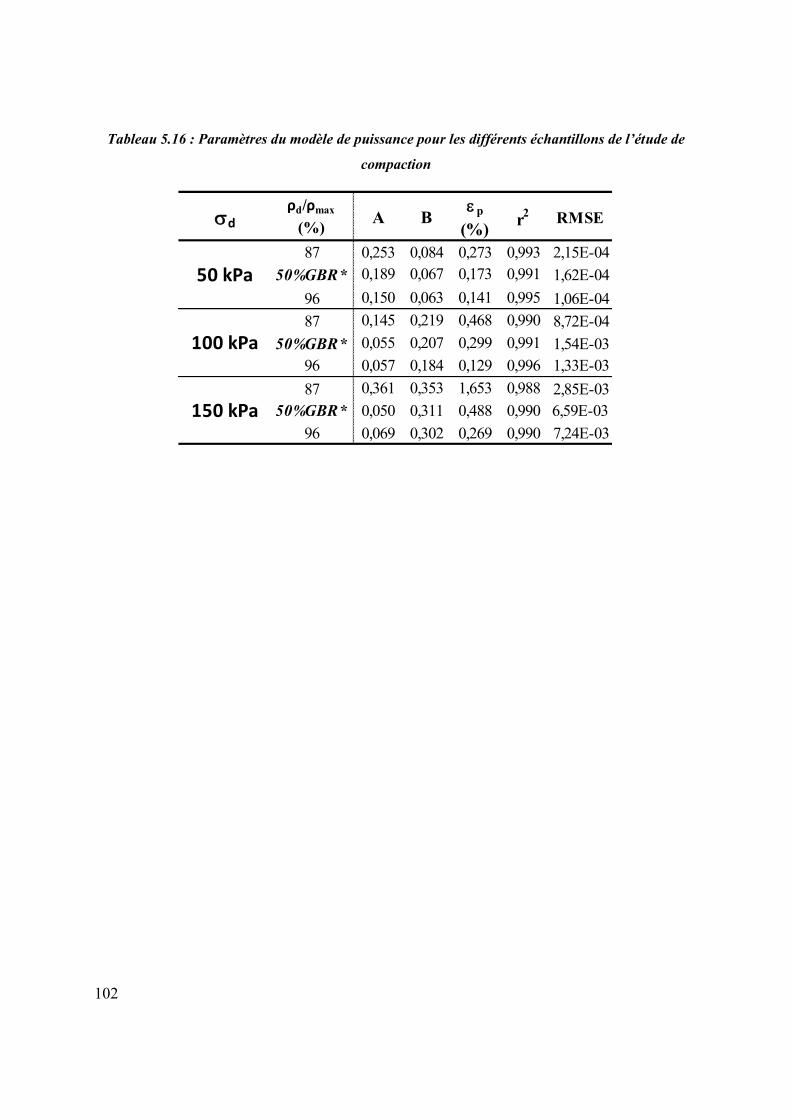
102
Tableau 5.16 : Paramètres du modèle de puissance pour les différents échantillons de l’étude de
compaction
dρd/ρmax
(%)A B
p
(%)r
2 RMSE
87 0,253 0,084 0,273 0,993 2,15E-04
50%GBR * 0,189 0,067 0,173 0,991 1,62E-04
96 0,150 0,063 0,141 0,995 1,06E-04
87 0,145 0,219 0,468 0,990 8,72E-04
50%GBR * 0,055 0,207 0,299 0,991 1,54E-03
96 0,057 0,184 0,129 0,996 1,33E-03
87 0,361 0,353 1,653 0,988 2,85E-03
50%GBR * 0,050 0,311 0,488 0,990 6,59E-03
96 0,069 0,302 0,269 0,990 7,24E-03
50 kPa
100 kPa
150 kPa
103
5.4 Conclusion
Au cours de ce chapitre, plusieurs propriétés ont été évaluées dans le but premier d’apprécier
l’influence de l’ajout de GBR sur chacune de ces propriétés. Il a été vu que l’ajout de GBR
n’avait pas une très grande influence sur la susceptibilité à l’eau du matériau et la même
conclusion a été faite en ce qui concerne le module réversible lorsqu’évalué pour des
conditions chaussée. Au niveau de la déformation permanente, les résultats ont montré que
l’augmentation de GBR dans un matériau favorise l’accumulation de déformation. Toutefois,
afin de pallier à ce préjudice, un modèle, reliant le taux de déformation permanente (B) au %
GBR et à la contrainte, a été créé. Ce modèle, utilisé dans un utilitaire de calcul, permet
d’apporter une correction structurale afin d’obtenir le taux de déformation souhaité. Il souffre
cependant d’un nombre limité de données expérimentales. Néanmoins, cette méthode
palliative est d’un grand intérêt dans un contexte de développement durable et l’évaluation du
rapport coût-bénéfice sera évaluée plus loin dans ce mémoire. Au final, les essais réalisés en
laboratoire ont permis d’obtenir plusieurs données sur les matériaux encore méconnus qui
seront utilisées comme base comparative pour les essais en chantier et au simulateur. Le
prochain chapitre permettra d’apprécier, dans des conditions de mise en place sur différents
chantiers, le comportement des matériaux recyclés.

105
CHAPITRE 6: Procédures, résultats et analyse des
essais en chantier
6.1 Généralité
Une des principales questions soulevées par l’utilisation de matériaux recyclés par
retraitement en place porte sur leur variabilité, possiblement plus importante que dans le cas
de matériaux conventionnels. Afin de fournir un élément de réponse, un volet de terrain a été
ajouté au projet suite à des discussions avec plusieurs intervenants. Le suivi de segments de
routes faisant l’objet d’un procédé de retraitement en place a donc été entrepris dans le cadre
de ce projet. Trois chantiers de la région ont été choisis dans le but d’y réaliser une étude de
variabilité des paramètres physiques et mécaniques en place de ce type de matériau. Dans le
cadre des essais en laboratoire, seule une source de granulat a été évaluée; toutefois, dans le
cadre de la partie terrain, trois sources différentes ont pu être étudiées. En effet les trois
chantiers se retrouvent tous dans différents contextes géologiques. La Figure 6.1 présente la
localisation des différents chantiers étudiés.
Le chantier A est situé sur la rue des Hiboux à Stoneham (STO). À cet endroit, les granulats
utilisés dans la fondation ont une composition granitique. Le chantier B, situé au sud de
Drummondville sur l’Autoroute 55 (A-55), possède une fondation composée principalement
de shales très friables. Finalement, le chantier C est localisé sur la route 364 (Rt-364) au nord
de St-Marc-des-carrières, tout près de Saint-Alban. Les granulats composant la fondation à cet
endroit sont principalement des granulats calcaires. Comme les granulats pulvérisés par
retraitement de l’enrobé composent 50 % du mélange granulaire de la nouvelle fondation
recyclée, et que la source de ces granulats est difficilement identifiable, il a été plus simple
pour ce projet de ne pas évaluer plus en détails la composition des granulats recyclés
récupérés sur les trois chantiers. Seuls des essais en laboratoire de granulométrie et de densité
ont été effectués sur ces matériaux, car le but ici n’était pas de caractériser le comportement,
mais plutôt de quantifier leur variabilité. De plus, la réalisation d’une étude comparative, en
termes de performance mécanique, devenait difficile puisque les matériaux de chaque chantier
sont différents tant au niveau de la granulométrie, composition, teneur en bitume, etc. Il était
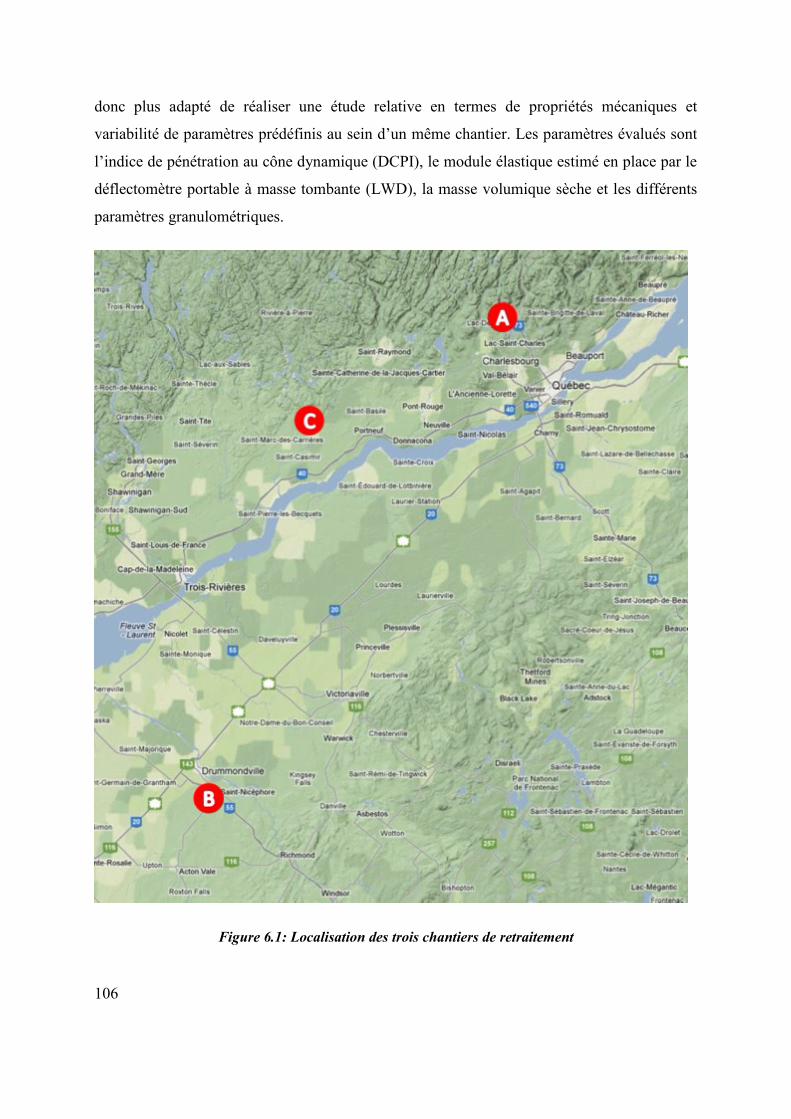
106
donc plus adapté de réaliser une étude relative en termes de propriétés mécaniques et
variabilité de paramètres prédéfinis au sein d’un même chantier. Les paramètres évalués sont
l’indice de pénétration au cône dynamique (DCPI), le module élastique estimé en place par le
déflectomètre portable à masse tombante (LWD), la masse volumique sèche et les différents
paramètres granulométriques.
Figure 6.1: Localisation des trois chantiers de retraitement

107
Un second objectif de ces essais en chantier était d’évaluer la compaction et son évolution au
cours de la mise en place. En effet, certains intervenants du domaine ont manifesté leur
inquiétude face à la compaction globale de la couche retraitée en raison de son épaisseur (
300 mm). En général, sur des chantiers conventionnels, l’épaisseur maximale d’une couche à
compacter est d’environ 200 mm, soit 100 mm de moins qu’une couche retraitée. La
procédure des essais a donc tenu compte de l’évolution du module élastique et de la masse
volumique sèche de la couche en fonction du nombre de passages de rouleau compacteur.
6.2 Équipement
En chantier, des mesures ont été prises sur une section de route afin de permettre une
comparaison avec les résultats obtenus en laboratoire. Le pénétromètre dynamique (DCP), le
déflectomètre portable à masse tombante (LWD) et le nucléodensimètre ont été les outils
utilisés lors de la cueillette des données. Ces appareils ont permis de quantifier la réponse
mécanique de la couche granulaire, de déterminer sa densité ainsi que de vérifier la variabilité
horizontale et verticale des propriétés mécaniques et d’état de ces matériaux.
6.2.1 Le pénétromètre au cône dynamique manuel et automatique (DCP)
Le pénétromètre au cône dynamique (DCP) est un instrument très utile pour évaluer, à faible
coût, la résistance et la rigidité in situ de tout type de sol, mais généralement des sols à grains
fins ou des matériaux de fondations et sous-fondations. En effet, puisqu’il se porte facilement
et qu’il est simple d’utilisation, il n’est pas rare d’utiliser le DCP dans le but d'évaluer les
caractéristiques pour chacune des couches de la chaussée (épaisseur, propriétés mécaniques).
Malgré sa simplicité, il n’en reste pas moins que l’outil et la méthode sont normalisés dans la
norme ASTM D 6951-03. De plus, beaucoup d’études ont été réalisées avec cet outil, mettant
au jour plusieurs relations empiriques reliant l’indice de pénétration (DCPI) à différents
paramètres, tels que l’indice de capacité portante californien (CBR) et le module élastique des
matériaux en place (Boutet et coll. 2010). Toutefois, lors de l’utilisation des multiples
relations empiriques, il est important de respecter les plages de valeurs dans lesquelles les
résultats sont valides et applicables à une relation empirique donnée.
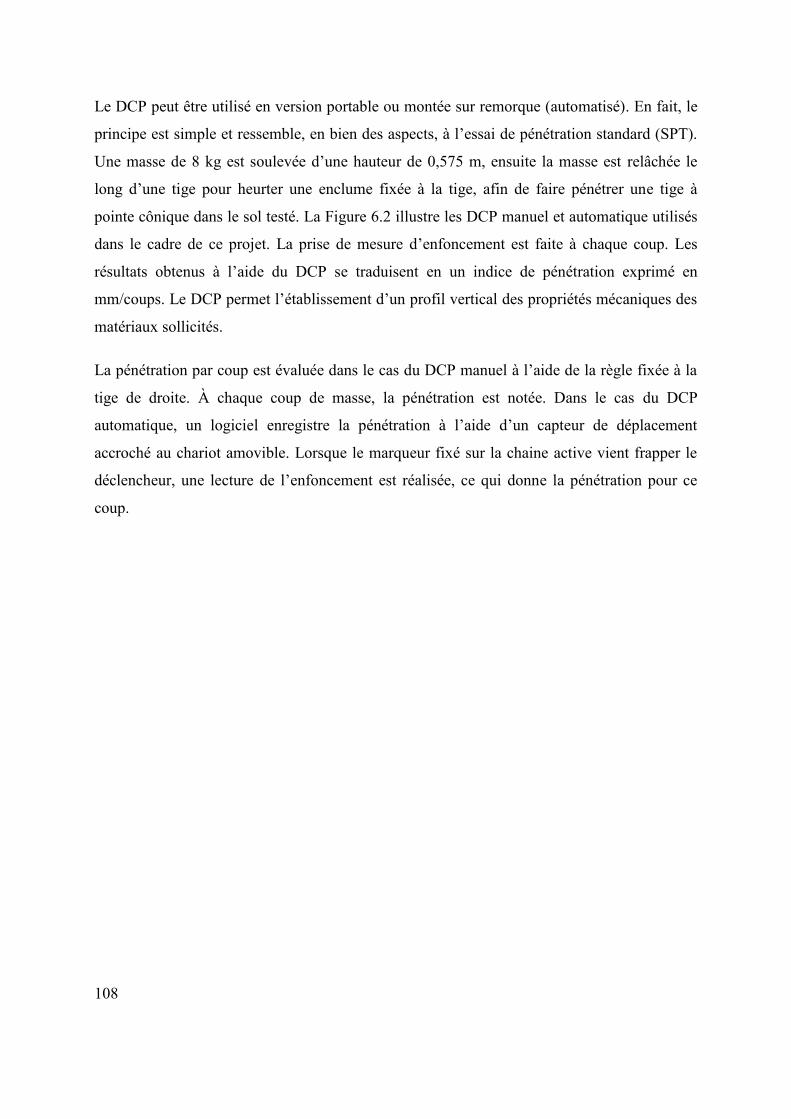
108
Le DCP peut être utilisé en version portable ou montée sur remorque (automatisé). En fait, le
principe est simple et ressemble, en bien des aspects, à l’essai de pénétration standard (SPT).
Une masse de 8 kg est soulevée d’une hauteur de 0,575 m, ensuite la masse est relâchée le
long d’une tige pour heurter une enclume fixée à la tige, afin de faire pénétrer une tige à
pointe cônique dans le sol testé. La Figure 6.2 illustre les DCP manuel et automatique utilisés
dans le cadre de ce projet. La prise de mesure d’enfoncement est faite à chaque coup. Les
résultats obtenus à l’aide du DCP se traduisent en un indice de pénétration exprimé en
mm/coups. Le DCP permet l’établissement d’un profil vertical des propriétés mécaniques des
matériaux sollicités.
La pénétration par coup est évaluée dans le cas du DCP manuel à l’aide de la règle fixée à la
tige de droite. À chaque coup de masse, la pénétration est notée. Dans le cas du DCP
automatique, un logiciel enregistre la pénétration à l’aide d’un capteur de déplacement
accroché au chariot amovible. Lorsque le marqueur fixé sur la chaine active vient frapper le
déclencheur, une lecture de l’enfoncement est réalisée, ce qui donne la pénétration pour ce
coup.

109
Figure 6.2: En A) DCP automatique monté sur la tour verticale et en B) DCP manuel enfoncé dans
le sol
6.2.2 Le déflectomètre à masse tombante portable (LWD)
Cet instrument est utilisé afin d’évaluer le module élastique (MR-LWD) d’un matériau
granulaire ou d’un sol en place. La Figure 6.3 présente le LWD utilisé au cours de ce projet.
Le LWD évalue le module élastique du sol en place par la mesure de la déflexion induite par
un chargement (masse tombante) sur une plaque circulaire. Puisqu’il s’agit d’un essai non
destructif, l’utilisation du LWD permet un suivi et une vérification des paramètres du sol lors
de la mise en place.
A) B)
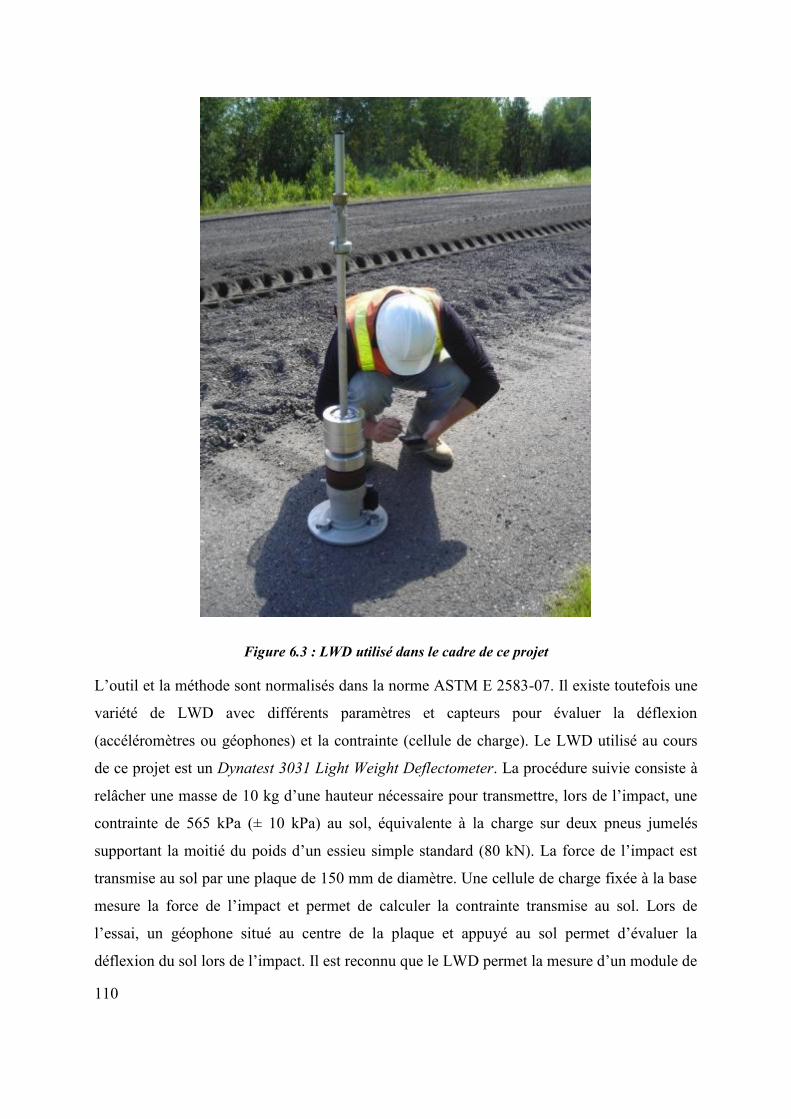
110
Figure 6.3 : LWD utilisé dans le cadre de ce projet
L’outil et la méthode sont normalisés dans la norme ASTM E 2583-07. Il existe toutefois une
variété de LWD avec différents paramètres et capteurs pour évaluer la déflexion
(accéléromètres ou géophones) et la contrainte (cellule de charge). Le LWD utilisé au cours
de ce projet est un Dynatest 3031 Light Weight Deflectometer. La procédure suivie consiste à
relâcher une masse de 10 kg d’une hauteur nécessaire pour transmettre, lors de l’impact, une
contrainte de 565 kPa (± 10 kPa) au sol, équivalente à la charge sur deux pneus jumelés
supportant la moitié du poids d’un essieu simple standard (80 kN). La force de l’impact est
transmise au sol par une plaque de 150 mm de diamètre. Une cellule de charge fixée à la base
mesure la force de l’impact et permet de calculer la contrainte transmise au sol. Lors de
l’essai, un géophone situé au centre de la plaque et appuyé au sol permet d’évaluer la
déflexion du sol lors de l’impact. Il est reconnu que le LWD permet la mesure d’un module de
111
surface avec une profondeur d’influence d’environ 1,5 fois le diamètre de la plaque utilisée
pour l’essai ASTM E 2583-07, soit, dans ce cas-ci, environ 225mm. Ainsi en connaissant, la
déflexion maximale, la force maximale, ainsi que les différents paramètres du LWD, il est
possible de déterminer le module global du sol à l’aide des équations 6,1 et 6,2 suivantes
(Siekmeirer et coll. 2009) :
( )
Équation 6,1
Équation 6,2
Où :
En général, pour évaluer le module à un endroit, cinq chutes de masse sont nécessaires. Deux
pour assurer un bon contact entre la plaque et le sol et les trois suivantes pour obtenir une
moyenne du module.
6.2.3 Le nucléodensimètre
Le nucléodensimètre est un appareil utilisant une source radioactive afin de mesurer la densité
d’un sol et sa teneur en eau. Cet appareil est grandement utilisé sur les chantiers québécois en
raison de sa précision et de sa rapidité de prise de mesure. La Figure 6.4 montre un schéma et
une photo d’un nucléodensimètre (Troxler 4640 B). Cet appareil est muni de 2 sources
radioactives. Une première, composé de Césium 137 et la seconde d’un mélange
d’Américium 241 et de Béryllium. La première source permet de déterminer la masse
MR-LWD = module de Young (MPa)
rp = rayon de la plaque (m)
= contrainte maximale appliquée au sol (MPa)
ν = coefficient de Poisson pour le sol
R = rigidité de la plaque (0.79 pour rigide, 1.0 pour flexible)
= déflexion maximale du sol (μm)
F = Force maximale appliquée sur le sol (kN)

112
volumique par rayonnement gamma et la seconde source évalue, par la décélération des
neutrons émis, la teneur en eau du matériau. En fonction de la position de la source et du
récepteur, le volume de sol évalué ne sera pas le même. Dans le cas de la source de Césium
qui est fixée à la tige et enfoncée dans le sol, la lecture de la masse volumique globale se fait
pour le volume de sol situé entre la source et le détecteur positionné à l’arrière de l’appareil,
soit sur une profondeur égale à l’enfoncement de la tige. Dans le cas de la source mixte, elle
évalue la teneur en eau de la surface du matériau, car la source et le récepteur sont situés sous
l’appareil.
Figure 6.4 : En A) schéma du nucléodensimètre exposant ses principales caractéristiques, et en B)
une photo du nucléodensimètre.
La prise de mesure à l’aide du nucléodensimètre est très simple. Il suffit d’abord de faire un
avant-trou dans le sol et d’y insérer la tige. L’essai est ensuite lancé. Au bout d’une minute de
lecture de donnée, l’appareil renvoie la masse volumique humide (ρ), la masse volumique
sèche (ρd) et la teneur en eau (w) in situ.
6.3 Méthodologie
La méthodologie des essais sur chantiers consistait à prendre des mesures sur un profil
linéaire d’environ 44 mètres. Douze points de mesure séparés de 4 mètres étaient placés sur ce
A) B)
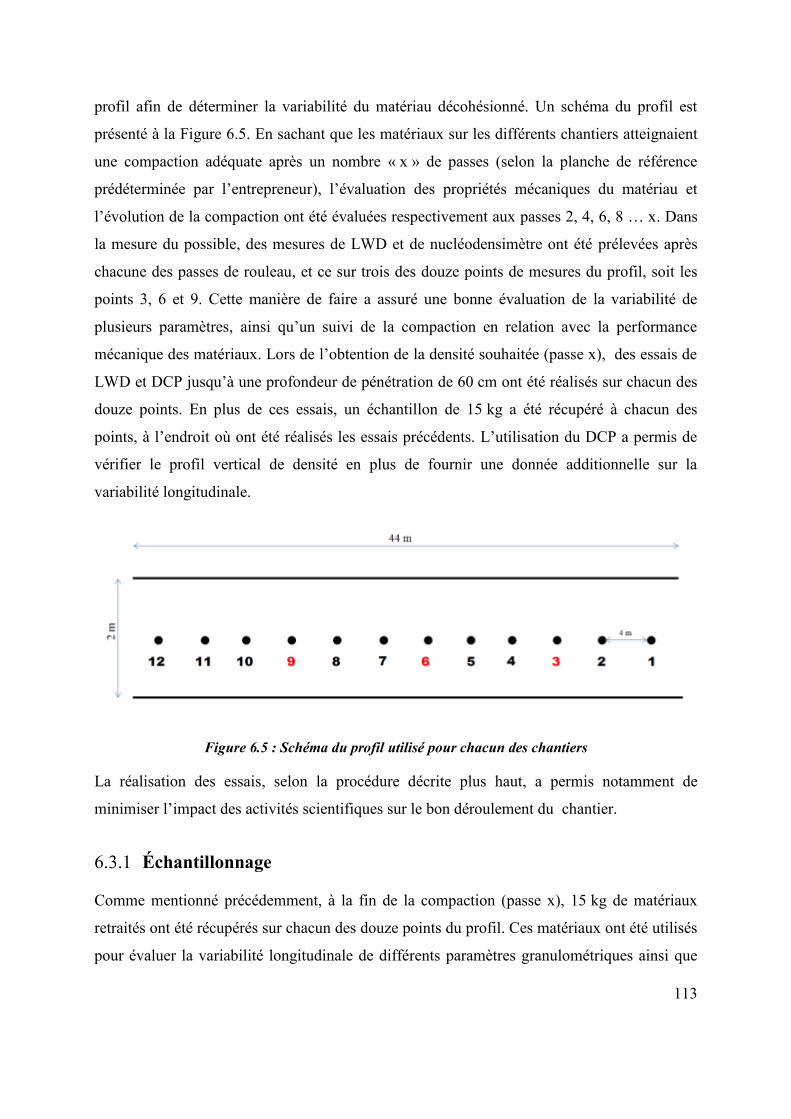
113
profil afin de déterminer la variabilité du matériau décohésionné. Un schéma du profil est
présenté à la Figure 6.5. En sachant que les matériaux sur les différents chantiers atteignaient
une compaction adéquate après un nombre « x » de passes (selon la planche de référence
prédéterminée par l’entrepreneur), l’évaluation des propriétés mécaniques du matériau et
l’évolution de la compaction ont été évaluées respectivement aux passes 2, 4, 6, 8 … x. Dans
la mesure du possible, des mesures de LWD et de nucléodensimètre ont été prélevées après
chacune des passes de rouleau, et ce sur trois des douze points de mesures du profil, soit les
points 3, 6 et 9. Cette manière de faire a assuré une bonne évaluation de la variabilité de
plusieurs paramètres, ainsi qu’un suivi de la compaction en relation avec la performance
mécanique des matériaux. Lors de l’obtention de la densité souhaitée (passe x), des essais de
LWD et DCP jusqu’à une profondeur de pénétration de 60 cm ont été réalisés sur chacun des
douze points. En plus de ces essais, un échantillon de 15 kg a été récupéré à chacun des
points, à l’endroit où ont été réalisés les essais précédents. L’utilisation du DCP a permis de
vérifier le profil vertical de densité en plus de fournir une donnée additionnelle sur la
variabilité longitudinale.
Figure 6.5 : Schéma du profil utilisé pour chacun des chantiers
La réalisation des essais, selon la procédure décrite plus haut, a permis notamment de
minimiser l’impact des activités scientifiques sur le bon déroulement du chantier.
6.3.1 Échantillonnage
Comme mentionné précédemment, à la fin de la compaction (passe x), 15 kg de matériaux
retraités ont été récupérés sur chacun des douze points du profil. Ces matériaux ont été utilisés
pour évaluer la variabilité longitudinale de différents paramètres granulométriques ainsi que

114
pour la réalisation d’un essai de déformation permanente sur les matériaux de chaque
chantier.
6.4 Résultats et analyses des essais sur matériaux de chantier
Les essais réalisés, sur les trois chantiers, ont permis de récupérer un nombre considérable de
données. Les relevés ont été effectués afin d’estimer la variabilité longitudinale, la variabilité
verticale dans la couche retraitée ainsi que la réponse mécanique (MR-LWD) des matériaux
recyclés. Par la suite, ces résultats ont été comparés aux mêmes paramètres pour des
matériaux standards dans le but de valider ou non les hypothèses sur les propriétés
mécaniques des matériaux recyclés. En effet, les résultats obtenus ont été comparés avec des
données récupérées sur l’autoroute 40, près de Cap-Santé, dans le cadre d’un projet de
doctorat réalisé antérieurement. Des essais de DCP et de granulométrie avaient été réalisés sur
deux sections de route de 60 mètres sur des matériaux vierges. Ces données ont été d’une aide
importante dans l’évaluation de la variabilité puisqu’ils ont permis d’avoir un comparatif
valable et ainsi bien définir l’influence du retraitement. Les données recueillies proviennent
de deux sections de l’autoroute 40 qui étaient, comme dans le cadre de notre projet, séparées
en 12 points espacés de 4 m. Les deux sections sont C-S 4+460 et C-S 9+000, représentant
des localisations associées au tracé de l’autoroute.
6.4.1 Variabilité longitudinale
La variabilité longitudinale a pu être estimée à partir des modules de surface de la couche
retraitée obtenue avec le LWD, des essais de granulométrie et des indices DCP de chacun des
chantiers. Les modules de surface de la couche retraitée ont été mesurés sur chacun des 12
points. Bien qu’il n’y ait pas de comparatif de MR-LWD pour les sections de chantier standard
(Cap-Santé), il n’en demeure pas moins que les résultats de LWD renseignent sur le module
de surface en place pour un matériau retraité et de sa variabilité au sein d’un même chantier.
La Figure 6.6 expose les résultats obtenus de l’essai LWD pour chacun des chantiers de
matériaux retraités. Il est possible de voir que l’ordre de grandeur des modules mesurés à
l’aide du LWD est semblable d’un chantier à l’autre. De plus, sur cette figure, la moyenne et
l’écart-type des mesures récupérées sont illustrés. Ces deux paramètres sont aussi très
similaires d’un chantier à l’autre (

115
Tableau 6.1). L’utilisation du coefficient de variation comme outils de comparaison permet de
relativiser l’écart-type par rapport à la moyenne. Ainsi, il devient possible de comparer deux
paramètres qui n’ont pas le même ordre de grandeur et comparer la variabilité de ceux-ci.
Pour les MR-LWD, le coefficient de variation montre que pour chaque chantier, la variation du
module est la même, soit d’environ 10%. De par ces résultats, il est possible de penser que la
variabilité est assez faible longitudinalement au sein d’un même chantier.
Figure 6.6 : Résultats des sondages LWD de chaque chantier de retraitement
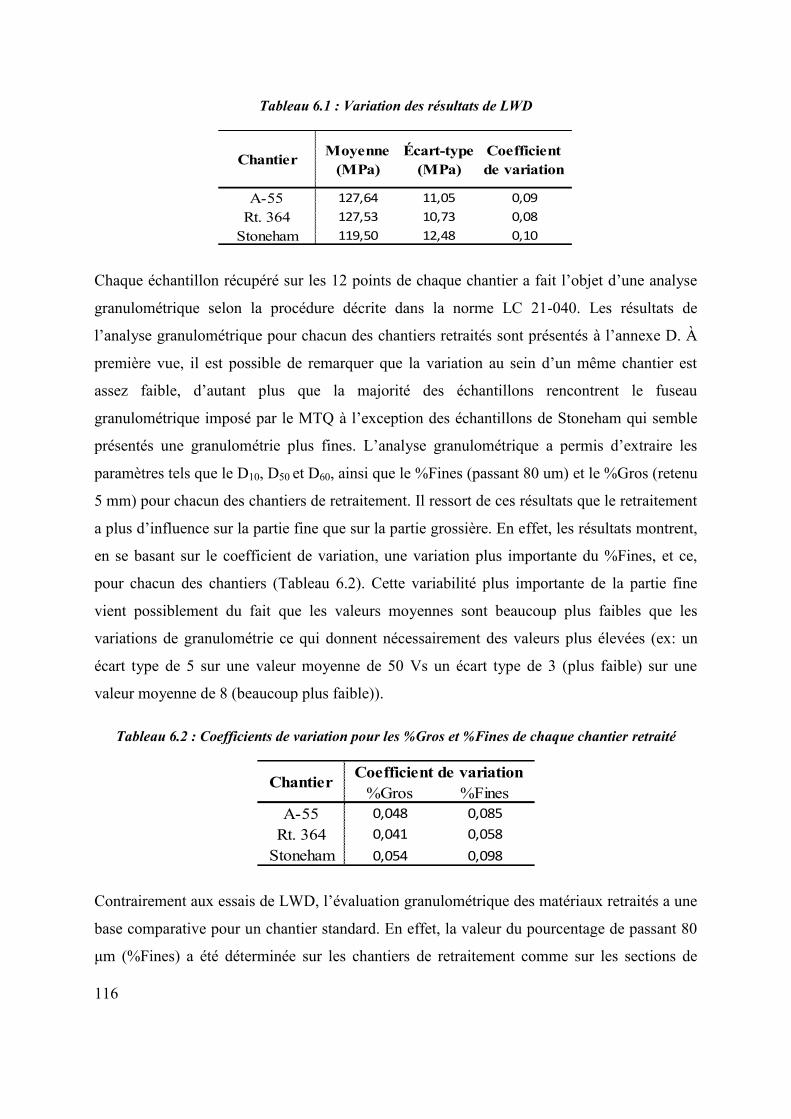
116
Tableau 6.1 : Variation des résultats de LWD
ChantierMoyenne
(MPa)
Écart-type
(MPa)
Coefficient
de variation
A-55 127,64 11,05 0,09
Rt. 364 127,53 10,73 0,08
Stoneham 119,50 12,48 0,10
Chaque échantillon récupéré sur les 12 points de chaque chantier a fait l’objet d’une analyse
granulométrique selon la procédure décrite dans la norme LC 21-040. Les résultats de
l’analyse granulométrique pour chacun des chantiers retraités sont présentés à l’annexe D. À
première vue, il est possible de remarquer que la variation au sein d’un même chantier est
assez faible, d’autant plus que la majorité des échantillons rencontrent le fuseau
granulométrique imposé par le MTQ à l’exception des échantillons de Stoneham qui semble
présentés une granulométrie plus fines. L’analyse granulométrique a permis d’extraire les
paramètres tels que le D10, D50 et D60, ainsi que le %Fines (passant 80 um) et le %Gros (retenu
5 mm) pour chacun des chantiers de retraitement. Il ressort de ces résultats que le retraitement
a plus d’influence sur la partie fine que sur la partie grossière. En effet, les résultats montrent,
en se basant sur le coefficient de variation, une variation plus importante du %Fines, et ce,
pour chacun des chantiers (Tableau 6.2). Cette variabilité plus importante de la partie fine
vient possiblement du fait que les valeurs moyennes sont beaucoup plus faibles que les
variations de granulométrie ce qui donnent nécessairement des valeurs plus élevées (ex: un
écart type de 5 sur une valeur moyenne de 50 Vs un écart type de 3 (plus faible) sur une
valeur moyenne de 8 (beaucoup plus faible)).
Tableau 6.2 : Coefficients de variation pour les %Gros et %Fines de chaque chantier retraité
%Gros %Fines
A-55 0,048 0,085
Rt. 364 0,041 0,058
Stoneham 0,054 0,098
Coefficient de variationChantier
Contrairement aux essais de LWD, l’évaluation granulométrique des matériaux retraités a une
base comparative pour un chantier standard. En effet, la valeur du pourcentage de passant 80
μm (%Fines) a été déterminée sur les chantiers de retraitement comme sur les sections de
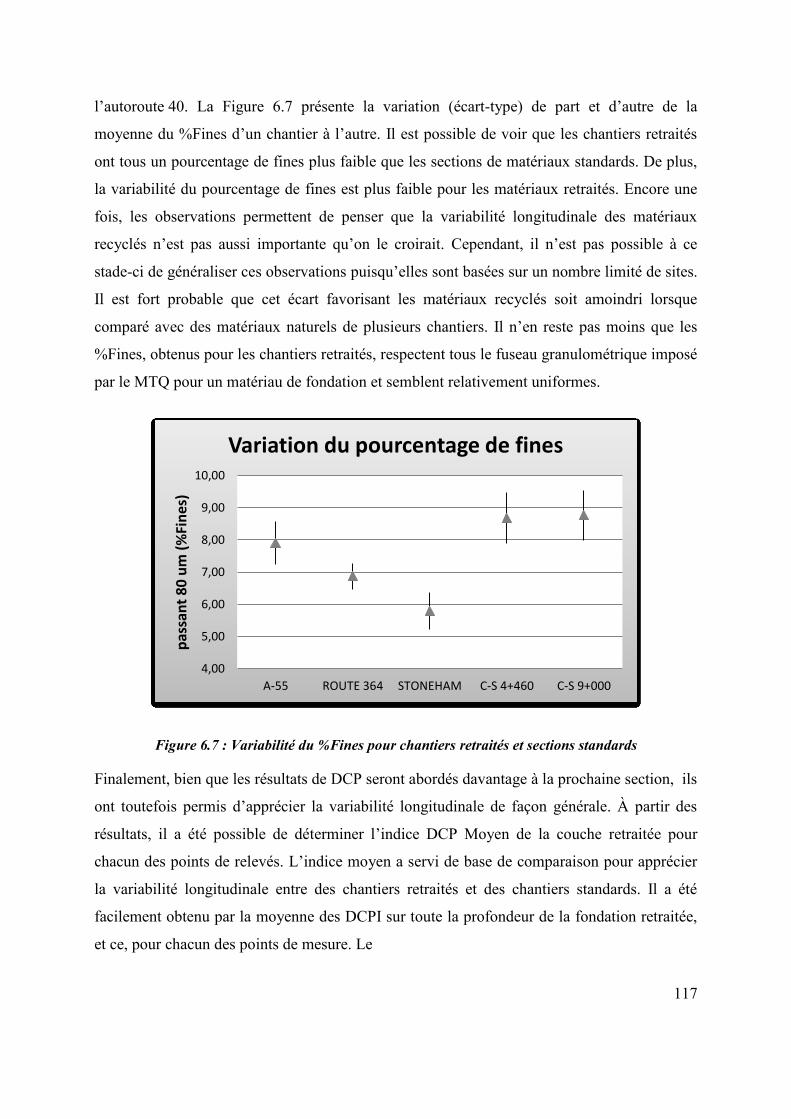
117
l’autoroute 40. La Figure 6.7 présente la variation (écart-type) de part et d’autre de la
moyenne du %Fines d’un chantier à l’autre. Il est possible de voir que les chantiers retraités
ont tous un pourcentage de fines plus faible que les sections de matériaux standards. De plus,
la variabilité du pourcentage de fines est plus faible pour les matériaux retraités. Encore une
fois, les observations permettent de penser que la variabilité longitudinale des matériaux
recyclés n’est pas aussi importante qu’on le croirait. Cependant, il n’est pas possible à ce
stade-ci de généraliser ces observations puisqu’elles sont basées sur un nombre limité de sites.
Il est fort probable que cet écart favorisant les matériaux recyclés soit amoindri lorsque
comparé avec des matériaux naturels de plusieurs chantiers. Il n’en reste pas moins que les
%Fines, obtenus pour les chantiers retraités, respectent tous le fuseau granulométrique imposé
par le MTQ pour un matériau de fondation et semblent relativement uniformes.
Figure 6.7 : Variabilité du %Fines pour chantiers retraités et sections standards
Finalement, bien que les résultats de DCP seront abordés davantage à la prochaine section, ils
ont toutefois permis d’apprécier la variabilité longitudinale de façon générale. À partir des
résultats, il a été possible de déterminer l’indice DCP Moyen de la couche retraitée pour
chacun des points de relevés. L’indice moyen a servi de base de comparaison pour apprécier
la variabilité longitudinale entre des chantiers retraités et des chantiers standards. Il a été
facilement obtenu par la moyenne des DCPI sur toute la profondeur de la fondation retraitée,
et ce, pour chacun des points de mesure. Le
4,00
5,00
6,00
7,00
8,00
9,00
10,00
A-55 ROUTE 364 STONEHAM C-S 4+460 C-S 9+000
pas
san
t 8
0 u
m (
%Fi
nes
)
Variation du pourcentage de fines
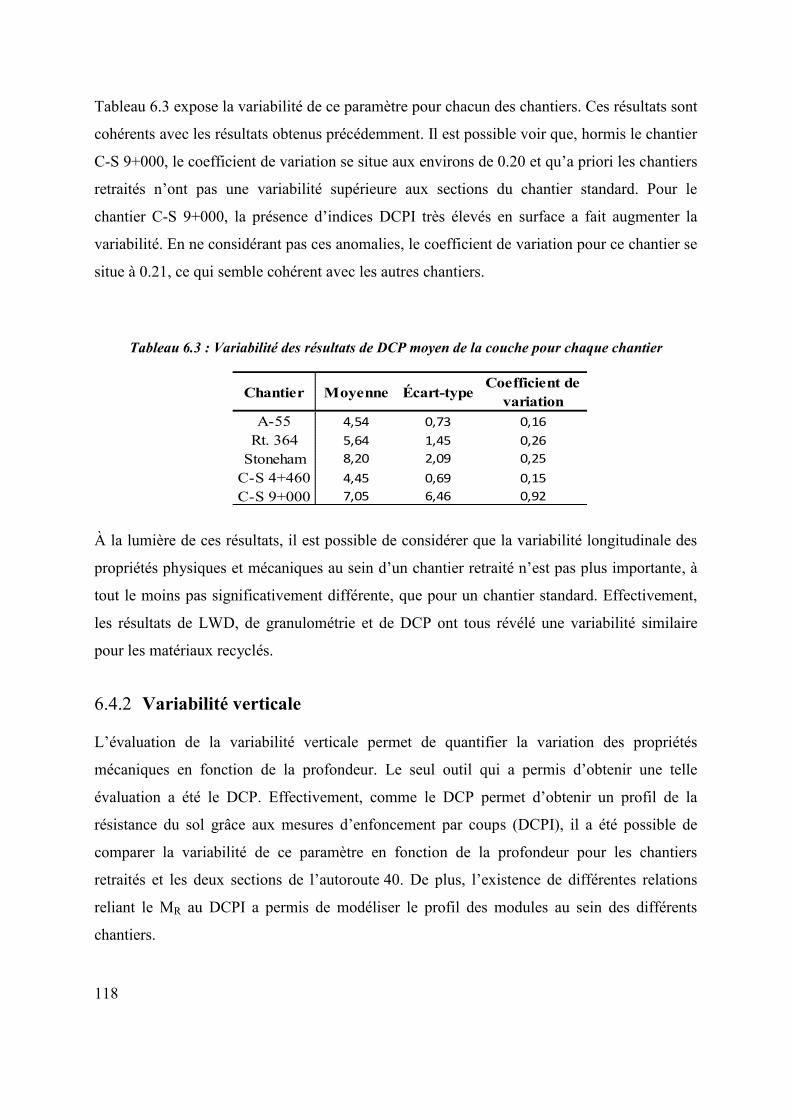
118
Tableau 6.3 expose la variabilité de ce paramètre pour chacun des chantiers. Ces résultats sont
cohérents avec les résultats obtenus précédemment. Il est possible voir que, hormis le chantier
C-S 9+000, le coefficient de variation se situe aux environs de 0.20 et qu’a priori les chantiers
retraités n’ont pas une variabilité supérieure aux sections du chantier standard. Pour le
chantier C-S 9+000, la présence d’indices DCPI très élevés en surface a fait augmenter la
variabilité. En ne considérant pas ces anomalies, le coefficient de variation pour ce chantier se
situe à 0.21, ce qui semble cohérent avec les autres chantiers.
Tableau 6.3 : Variabilité des résultats de DCP moyen de la couche pour chaque chantier
Chantier Moyenne Écart-typeCoefficient de
variation
A-55 4,54 0,73 0,16
Rt. 364 5,64 1,45 0,26
Stoneham 8,20 2,09 0,25
C-S 4+460 4,45 0,69 0,15
C-S 9+000 7,05 6,46 0,92
À la lumière de ces résultats, il est possible de considérer que la variabilité longitudinale des
propriétés physiques et mécaniques au sein d’un chantier retraité n’est pas plus importante, à
tout le moins pas significativement différente, que pour un chantier standard. Effectivement,
les résultats de LWD, de granulométrie et de DCP ont tous révélé une variabilité similaire
pour les matériaux recyclés.
6.4.2 Variabilité verticale
L’évaluation de la variabilité verticale permet de quantifier la variation des propriétés
mécaniques en fonction de la profondeur. Le seul outil qui a permis d’obtenir une telle
évaluation a été le DCP. Effectivement, comme le DCP permet d’obtenir un profil de la
résistance du sol grâce aux mesures d’enfoncement par coups (DCPI), il a été possible de
comparer la variabilité de ce paramètre en fonction de la profondeur pour les chantiers
retraités et les deux sections de l’autoroute 40. De plus, l’existence de différentes relations
reliant le MR au DCPI a permis de modéliser le profil des modules au sein des différents
chantiers.
119
La Figure 6.8 présente les résultats typiques obtenus à la suite de l’essai DCP sur le point 7 du
chantier de l’autoroute 55. Ce graphique illustre l’indice de pénétration (mm/coups) en
fonction de la profondeur. L’ensemble des profils de DCPI pour chacun des chantiers est
présenté à l’annexe E. Comme mentionné précédemment, le profil DCPI permet d’obtenir une
quantification de l’épaisseur des couches et de la rigidité de celles-ci. En effet, sur la Figure
6.8, il est possible de voir un changement dans la mesure de l’enfoncement par coups à une
profondeur d’environ 300 mm. Cette profondeur correspond bien avec la base de la couche
retraitée. En dessous de 300 mm, le sol n’a pas été affecté par le décohésionnement et reste
aussi bien et uniformément compacté. Effectivement, l’indice DCPI permet d’avoir une bonne
appréciation de l’état de compaction du sol, puisque la résistance à l’enfoncement de la pointe
est en lien direct avec la compacité, un sol plus lâche donnant typiquement des valeurs DCPI
plus élevées. Il est aussi possible de constater, sur la figure, que la couche retraitée semble
avoir une variabilité plus élevée, en termes de DCPI, comparativement à la fondation (≥
300 mm) en place, qui semble montrer une certaine stabilité au niveau de ce paramètre.
Finalement, il est possible de faire une dernière observation concernant la variation au sein de
la couche retraitée à partir de la figure typique 6.8 de l’enfoncement par coups pour un
chantier retraité. Il est possible de voir que le fond de la couche retraitée (200-300 mm)
semble présenter un indice de pénétration moyen plus élevé que le reste de la couche. Cette
observation a été faite sur la majorité des profils DCPI des chantiers retraités. Cette
augmentation de l’enfoncement par coup en fond de couche est probablement associée à la
méthode de mise en œuvre des matériaux recyclés. En raison de l’épaisseur plus grande de la
couche à compacter, les matériaux à la base de la couche ne sont pas aussi sollicités par le
compacteur. Il en ressort donc une moins bonne compaction du fond de couche, et par le fait
même une diminution de la résistance à l’enfoncement.
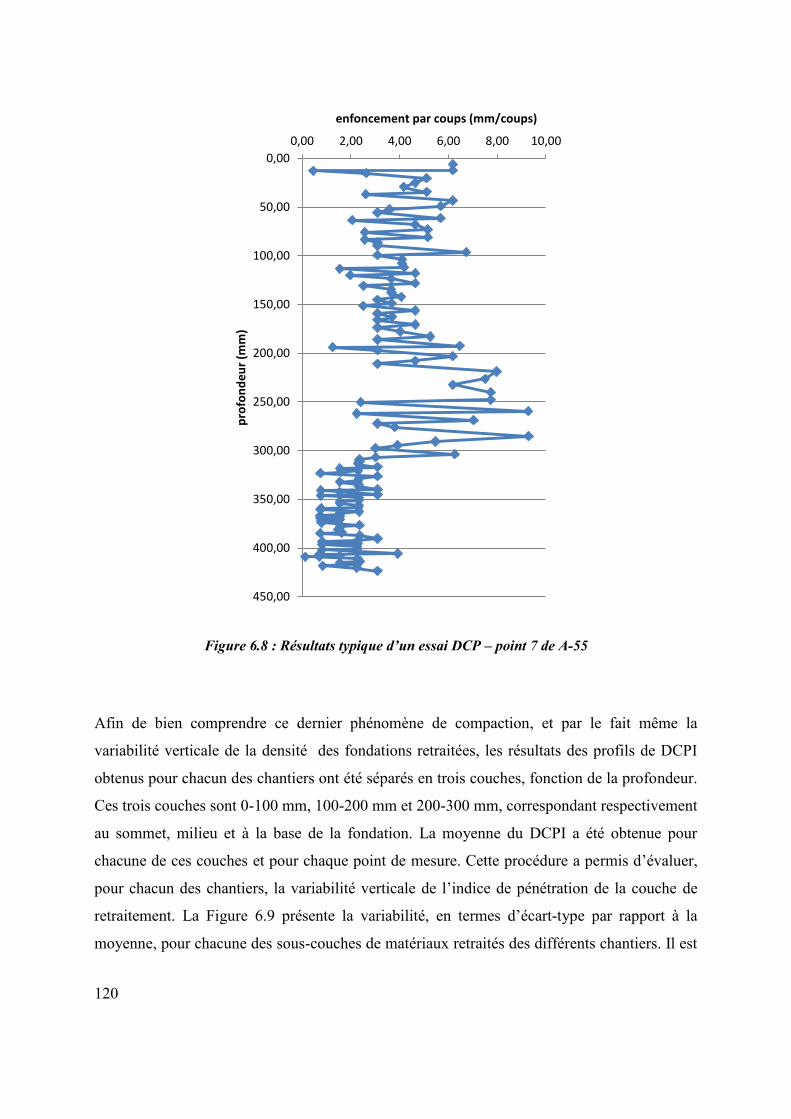
120
Figure 6.8 : Résultats typique d’un essai DCP – point 7 de A-55
Afin de bien comprendre ce dernier phénomène de compaction, et par le fait même la
variabilité verticale de la densité des fondations retraitées, les résultats des profils de DCPI
obtenus pour chacun des chantiers ont été séparés en trois couches, fonction de la profondeur.
Ces trois couches sont 0-100 mm, 100-200 mm et 200-300 mm, correspondant respectivement
au sommet, milieu et à la base de la fondation. La moyenne du DCPI a été obtenue pour
chacune de ces couches et pour chaque point de mesure. Cette procédure a permis d’évaluer,
pour chacun des chantiers, la variabilité verticale de l’indice de pénétration de la couche de
retraitement. La Figure 6.9 présente la variabilité, en termes d’écart-type par rapport à la
moyenne, pour chacune des sous-couches de matériaux retraités des différents chantiers. Il est
0,00
50,00
100,00
150,00
200,00
250,00
300,00
350,00
400,00
450,00
0,00 2,00 4,00 6,00 8,00 10,00
pro
fon
de
ur
(mm
)
enfoncement par coups (mm/coups)
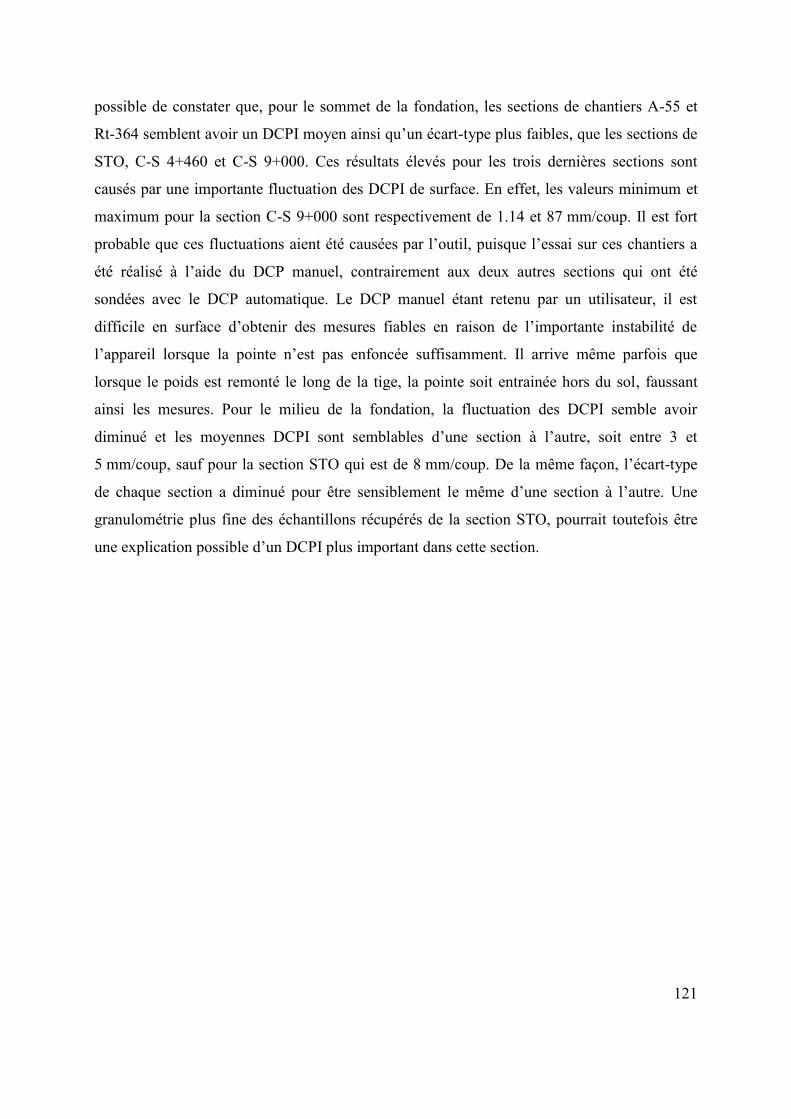
121
possible de constater que, pour le sommet de la fondation, les sections de chantiers A-55 et
Rt-364 semblent avoir un DCPI moyen ainsi qu’un écart-type plus faibles, que les sections de
STO, C-S 4+460 et C-S 9+000. Ces résultats élevés pour les trois dernières sections sont
causés par une importante fluctuation des DCPI de surface. En effet, les valeurs minimum et
maximum pour la section C-S 9+000 sont respectivement de 1.14 et 87 mm/coup. Il est fort
probable que ces fluctuations aient été causées par l’outil, puisque l’essai sur ces chantiers a
été réalisé à l’aide du DCP manuel, contrairement aux deux autres sections qui ont été
sondées avec le DCP automatique. Le DCP manuel étant retenu par un utilisateur, il est
difficile en surface d’obtenir des mesures fiables en raison de l’importante instabilité de
l’appareil lorsque la pointe n’est pas enfoncée suffisamment. Il arrive même parfois que
lorsque le poids est remonté le long de la tige, la pointe soit entrainée hors du sol, faussant
ainsi les mesures. Pour le milieu de la fondation, la fluctuation des DCPI semble avoir
diminué et les moyennes DCPI sont semblables d’une section à l’autre, soit entre 3 et
5 mm/coup, sauf pour la section STO qui est de 8 mm/coup. De la même façon, l’écart-type
de chaque section a diminué pour être sensiblement le même d’une section à l’autre. Une
granulométrie plus fine des échantillons récupérés de la section STO, pourrait toutefois être
une explication possible d’un DCPI plus important dans cette section.
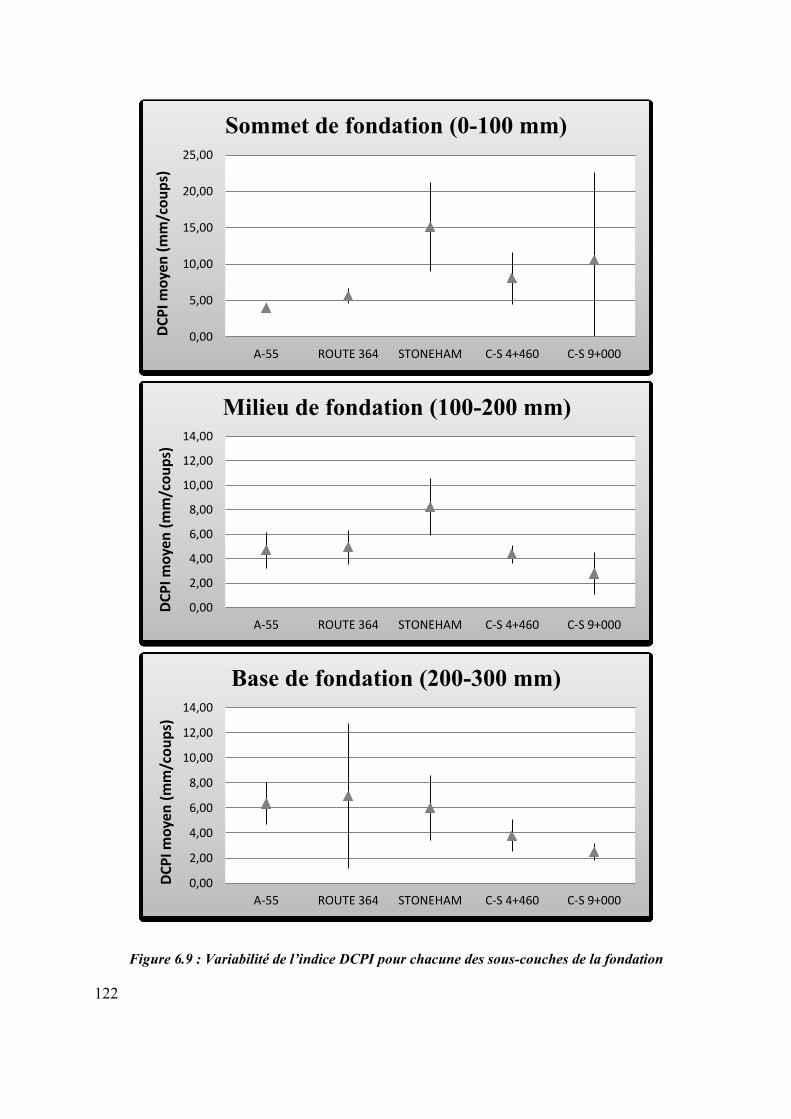
122
Figure 6.9 : Variabilité de l’indice DCPI pour chacune des sous-couches de la fondation
0,00
5,00
10,00
15,00
20,00
25,00
A-55 ROUTE 364 STONEHAM C-S 4+460 C-S 9+000
DC
PI m
oye
n (
mm
/co
up
s)
Sommet de fondation (0-100 mm)
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
A-55 ROUTE 364 STONEHAM C-S 4+460 C-S 9+000
DC
PI m
oye
n (
mm
/co
up
s)
Milieu de fondation (100-200 mm)
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
A-55 ROUTE 364 STONEHAM C-S 4+460 C-S 9+000
DC
PI m
oye
n (
mm
/co
up
s)
Base de fondation (200-300 mm)
123
Finalement, à la base de la fondation, il y a une faible mais notable augmentation de la
variabilité et de la moyenne des DCPI pour les chantiers retraités A-55 et Route 364. Les
sections de chantiers composées de matériaux vierges exposent, quant à eux, une faible
variabilité et un plus faible indice DCPI.
D’un point de vue global, il est possible de remarquer une augmentation de l’indice DCPI
moyen en fonction de la profondeur pour les chantiers retraités, passant de 4 mm/coups au
sommet à plus de 6 mm/coups en fond de couche. À l’inverse, les sections de l’autoroute 40
ont montré une constance dans la valeur moyenne de DCPI pour chacune des couches, en
excluant les anomalies de surface. Il est donc possible de penser que l’épaisseur plus
importante d’une fondation retraitée a vraisemblablement une influence directe sur la
compaction, rendant plus difficile la compaction en fond de couche et diminuant par le fait
même sa rigidité et sa résistance. Ce problème n’est pas observé pour les sections standards
dont l’épaisseur à compacter ne dépasse généralement pas 200 mm. En dernier lieu, les
résultats obtenus au DCP sont cohérents avec les résultats de LWD puisque, malgré qu’ils ne
mesurent pas la même chose, ces deux essais donnent une appréciation de la rigidité du
matériau et dans les deux cas, la section STO présentait la plus faible rigidité (faible MR-LWD
et DCPI moyen élevé).
124
6.4.2.1 Analyse relation DCPI - MR
Dans le but d’apprécier davantage les résultats de l’essai DCP et de les rendre plus facilement
interprétables, chaque DCPI a été transformé en une valeur de MR, à l’aide des relations
existantes. Plusieurs relations empiriques ont été élaborées au fil des ans, et ce, par différents
chercheurs. Le Tableau 6.4, tiré de Boutet et coll. (2010), présente les différentes relations
possibles selon le type de sol. Toutefois, dans le cadre de cette étude, comme les matériaux
analysés étaient des matériaux granulaires étalés, aucune des relations présentées ne
s’appliquait à ce type de sol. Les valeurs de modules prédites étaient considérablement trop
élevées pour être utilisées (de l’ordre de 16 000 MPa). Ces résultats aberrants étaient en partie
causés par la plage de valeurs des DCPI qui ne rencontrait pas les conditions de
développement de ces relations. Seule la relation de niveau 1 de Boutet et coll. (2010), pour
matériaux granulaires, donnait des valeurs de module réalistes. Cette relation prédit un
module de LWD (ELWD) à partir du DCPI. Cette relation s’exprime par :
Équation 6,3

125
Tableau 6.4 : Corrélations existantes entre le module et le DCPI (Boutet et Coll., 2010)
126
Bien que cette relation présente un R2 de 0.42 et un RMSE de 45, il s’avère qu’elle donne des
résultats assez cohérents. En effet, les ELWD prédits ont été comparés avec les modules MR-
LWD obtenus sur les chantiers. Comme, l’essai au LWD a donné une valeur de module de
surface (MR-LWD) pour chacun des points de mesure, la moyenne des ELWD prédits sur la
hauteur totale de la fondation a été utilisée comme base comparative. Il s’est avéré que pour
chacun des chantiers retraités, l’écart moyen entre la valeur réelle et la valeur de module
prédit ne dépassait pas 16 MPa avec un coefficient de variation pour chaque chantier de
l’ordre de 0.15. En considérant ce faible écart, il est possible de dire que la relation de type 1
est valide et adéquate pour les matériaux utilisés dans le cadre de ce projet, puisqu’elle a
permis de transformer les DCPI obtenus en un paramètre plus facilement interprétable, le MR.
La validation de la relation ELWD-DCPI a permis d’obtenir un profil du module en fonction de
la profondeur sur chacune des sections de chantiers à partir des résultats de l’essai DCPI. Afin
de mieux visualiser ces profils de MR, les résultats ont été traités dans un logiciel de
représentation cartographique, Surfer. Ce logiciel a permis une analyse spatiale de la
variabilité, pour obtenir comme produit final, un graphique 2D présentant les valeurs de Mr
avec la profondeur le long du profil de chaque section de chantier. Ces graphiques sont
présentés à la
Figure 6.10 et la Figure 6.11. En regardant ces graphiques, la première chose qui frappe est la
présence de modules plus élevés pour les sections de chantier standard. La section C-S 9+000
présente des modules se situant entre 200 et 240 MPa dans la fondation. Pour ce qui est de la
section C-S 4+460, malgré qu’elle ne présente pas des modules aussi élevés, elle montre un
profil constant sur toute la fondation. À l’inverse, les sections de chantiers retraités semblent
présenter des zones de plus faible rigidité à la base de la fondation. Effectivement, la section
de l’autoroute 55 exhibe une zone d’environ 110 MPa sur toute la longueur de la section à une
profondeur située entre 200 et 300 mm. De la même façon, la section de la route 364 montre
une zone d’environ 100 MPa dans les 15 derniers mètres de la section à une profondeur située
entre 200 et 300 mm. Pour les deux dernières sections, il devient de plus en plus clair que ces
zones de faible rigidité peuvent être associées à un problème de compaction puisqu’il n’y
aucune autre raison qui pourrait expliquer une succession de modules élevés en surface suivie
de zones à faible compacité situées en fond de couche et d’une augmentation des modules

127
correspondants à la profondeur limite de retraitement. Ces anomalies ne sont pas présentent
dans les sections de l’autoroute 40.
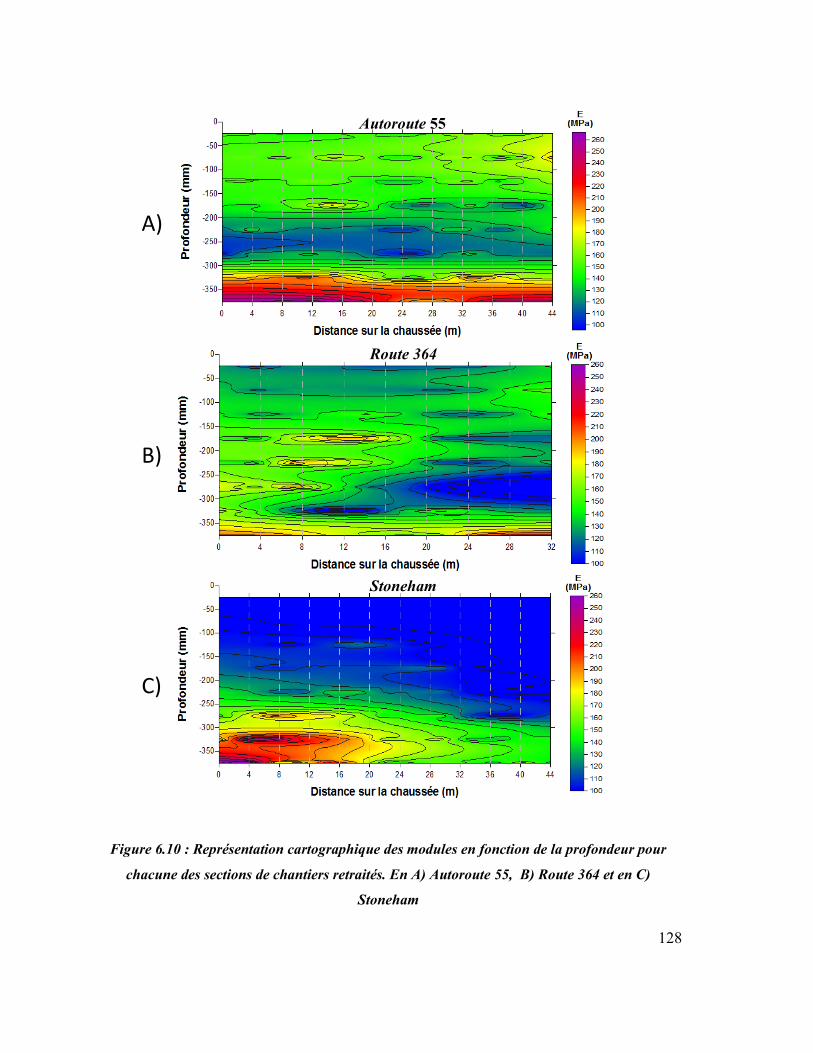
128
Figure 6.10 : Représentation cartographique des modules en fonction de la profondeur pour
chacune des sections de chantiers retraités. En A) Autoroute 55, B) Route 364 et en C)
Stoneham
A)
B)
C)
Autoroute 55
Route 364
Stoneham
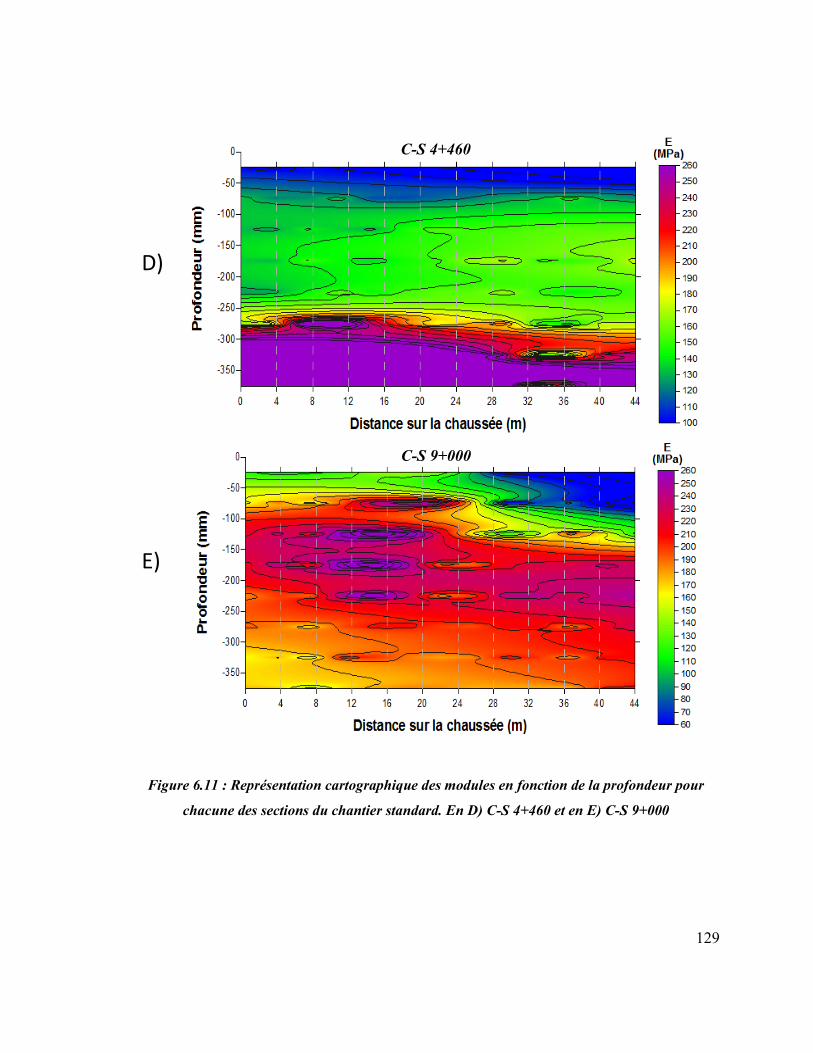
129
Figure 6.11 : Représentation cartographique des modules en fonction de la profondeur pour
chacune des sections du chantier standard. En D) C-S 4+460 et en E) C-S 9+000
D)
E)
C-S 4+460
C-S 9+000

130
En ce qui concerne la section de Stoneham, il semble qu’une grande partie de la fondation
possède un module sous 100 MPa, ce qui soulève des questions quant à la capacité portante
de la route. Il est possible que la compaction n’ait pas été suffisante, mais il serait étonnant
qu’en surface ce soit si peu compacté. Il est donc probable que ces faibles modules soient le
résultat d’erreurs de mesure. En effet, il s’avère que ce chantier fut le premier réalisé dans
le cadre de ce projet et le seul où le DCP manuel fut utilisé. Il est donc fort possible que des
erreurs de manipulation, lorsque la pointe était près de la surface, aient engendré différentes
erreurs. Une autre explication possible pour ces résultats plus faibles pour les matériaux de
Stoneham peut être attribuée à leur granulométrie. En comparant la granulométrie des
différents matériaux, il est possible de noter un coefficient d’uniformité (Cu) plus faible
pour les granulats de Stoneham. Il est aussi probable que les matériaux à cet endroit, en
raison de leur granulométrie plus fine, soient moins résistants à la pénétration et que la
transformation des DCPI en ELWD ait accentué davantage l’écart. Ceci étant dit, les résultats
sont cohérents avec les autres sections retraitées puisque les modules sont plus faibles pour
cette section que pour les sections de chantier standard.
D’après ces dernières observations, il est possible de dire que les matériaux produits par
retraitement ne possèdent pas une variabilité significativement plus importante que les
matériaux standards. Toutefois, la méthode de mise en place actuelle, qui nécessite la
compaction d’une couche de 300 mm d’épaisseur, semble ne pas être adéquate pour ce
genre de matériaux. Cette trop grande épaisseur de fondation rend la compaction des
derniers 100 mm difficilement réalisable. De ce fait, les matériaux en fond de couche ne
présentent pas les caractéristiques de conception souhaitées au niveau de la résistance et de
la compacité. Cette moins bonne mise en place laisse croire que les matériaux recyclés par
retraitement en place seront plus susceptibles de se déformer lors de la phase de post
compaction, à l’ouverture de la route à la circulation.

131
6.4.3 Évaluation de la déformation permanente des matériaux de
chantier
Tel que mentionné précédemment, des échantillons ont été récupérés sur chacun des points
de mesure des sections retraitées pour réaliser des analyses granulométriques et évaluer la
sensibilité à la déformation permanente des matériaux de chantier. Cette étude, réalisée
conformément à la procédure expliquée au chapitre précédent, a permis de vérifier le
comportement en laboratoire de matériaux produits sur le chantier. Les caractéristiques
volumétriques de chaque échantillon sont présentées au Tableau 6.5.
Tableau 6.5 : caractéristiques volumétriques des matériaux de chantiers
La Figure 6.12 présente les résultats obtenus lors de l’essai triaxial pour les matériaux des
trois sections de chantier retraités. Les résultats des essais 50 et 60 % GBR ont aussi été
ajoutés à la figure dans le but d’avoir un comparatif pour des teneurs en GBR similaire.
Dans un premier lieu, il est possible de remarquer que le comportement des matériaux des
chantiers de l’autoroute 55 et de la route 364 se compare bien avec un matériau dont la
teneur en GBR se situe entre 50% et 60 %. En effet, pour les trois différents paliers, les
déformations permanentes des matériaux retraités se situent dans le même ordre de
grandeur. Cette observation permet de valider la teneur en GBR des chantiers qui était
prévue à 50 %. La faible variation entre ces deux chantiers et le 50 % GBR testé
précédemment peut être causée par la méthode de retraitement. Bien que la teneur en GBR
est prévue pour 50 %, il est très difficile sur le chantier de contrôler la teneur en GBR,
puisque plusieurs facteurs entrent en jeu. Effectivement, l’épaisseur d’enrobé est estimée
par des sondages généralement espacés de 200 m sur chacune des voies avec un décalage
de 100 m entre les voies adjacentes (Bergeron 1996), il est donc fort probable, qu’à certains

132
endroits, l’épaisseur soit plus importante qu’estimée et que cela engendre une augmentation
de la teneur en GBR. Ceci étant dit, il s’avère que selon les résultats de déformation
permanente, les matériaux des chantiers de l’autoroute 55 et de la route 364 se comportent
comme prévu en considérant leur pourcentage de GBR.
Figure 6.12 : Comportement en déformation permanente des matériaux de chantier pour les trois
états de contrainte totale (50, 100 et 150 kPa)
Dans le cas des matériaux du chantier de Stoneham, lorsqu’on considère la déformation
permanente finale, ils semblent être largement plus susceptibles à la déformation
permanente. Toutefois, en regardant de plus près, il est possible de voir que ce décalage
important par rapport aux autres matériaux est causé initialement par une post compaction
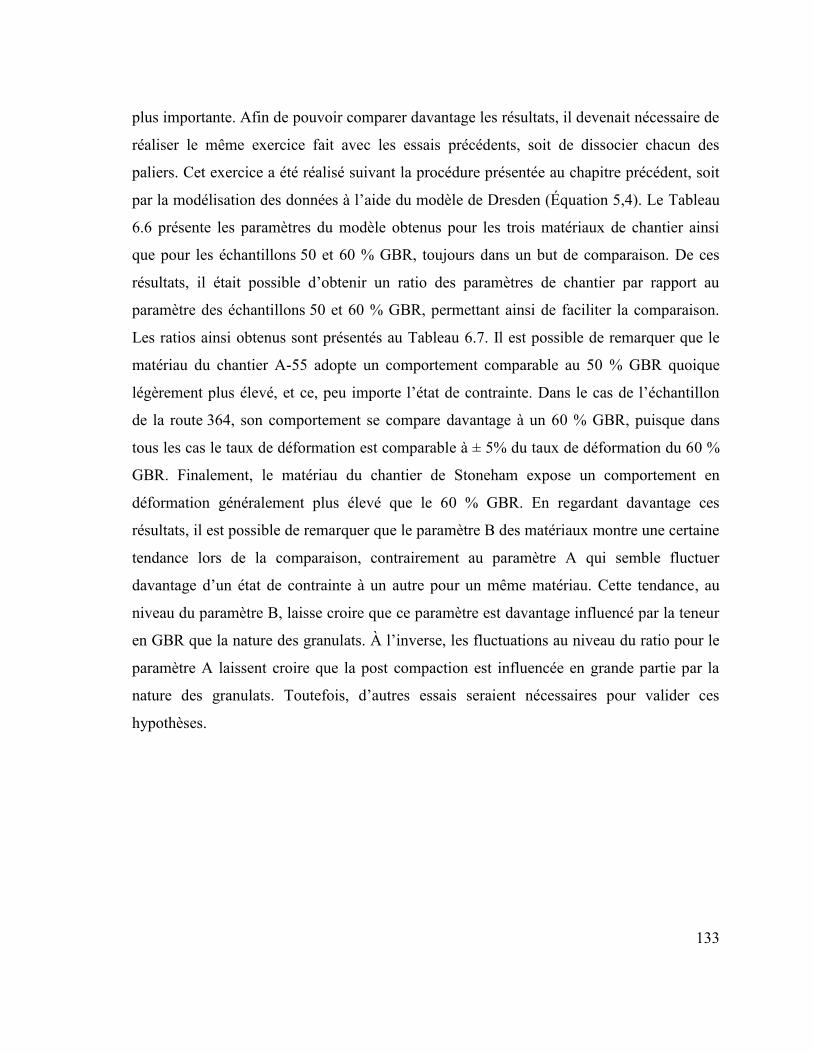
133
plus importante. Afin de pouvoir comparer davantage les résultats, il devenait nécessaire de
réaliser le même exercice fait avec les essais précédents, soit de dissocier chacun des
paliers. Cet exercice a été réalisé suivant la procédure présentée au chapitre précédent, soit
par la modélisation des données à l’aide du modèle de Dresden (Équation 5,4). Le Tableau
6.6 présente les paramètres du modèle obtenus pour les trois matériaux de chantier ainsi
que pour les échantillons 50 et 60 % GBR, toujours dans un but de comparaison. De ces
résultats, il était possible d’obtenir un ratio des paramètres de chantier par rapport au
paramètre des échantillons 50 et 60 % GBR, permettant ainsi de faciliter la comparaison.
Les ratios ainsi obtenus sont présentés au Tableau 6.7. Il est possible de remarquer que le
matériau du chantier A-55 adopte un comportement comparable au 50 % GBR quoique
légèrement plus élevé, et ce, peu importe l’état de contrainte. Dans le cas de l’échantillon
de la route 364, son comportement se compare davantage à un 60 % GBR, puisque dans
tous les cas le taux de déformation est comparable à ± 5% du taux de déformation du 60 %
GBR. Finalement, le matériau du chantier de Stoneham expose un comportement en
déformation généralement plus élevé que le 60 % GBR. En regardant davantage ces
résultats, il est possible de remarquer que le paramètre B des matériaux montre une certaine
tendance lors de la comparaison, contrairement au paramètre A qui semble fluctuer
davantage d’un état de contrainte à un autre pour un même matériau. Cette tendance, au
niveau du paramètre B, laisse croire que ce paramètre est davantage influencé par la teneur
en GBR que la nature des granulats. À l’inverse, les fluctuations au niveau du ratio pour le
paramètre A laissent croire que la post compaction est influencée en grande partie par la
nature des granulats. Toutefois, d’autres essais seraient nécessaires pour valider ces
hypothèses.
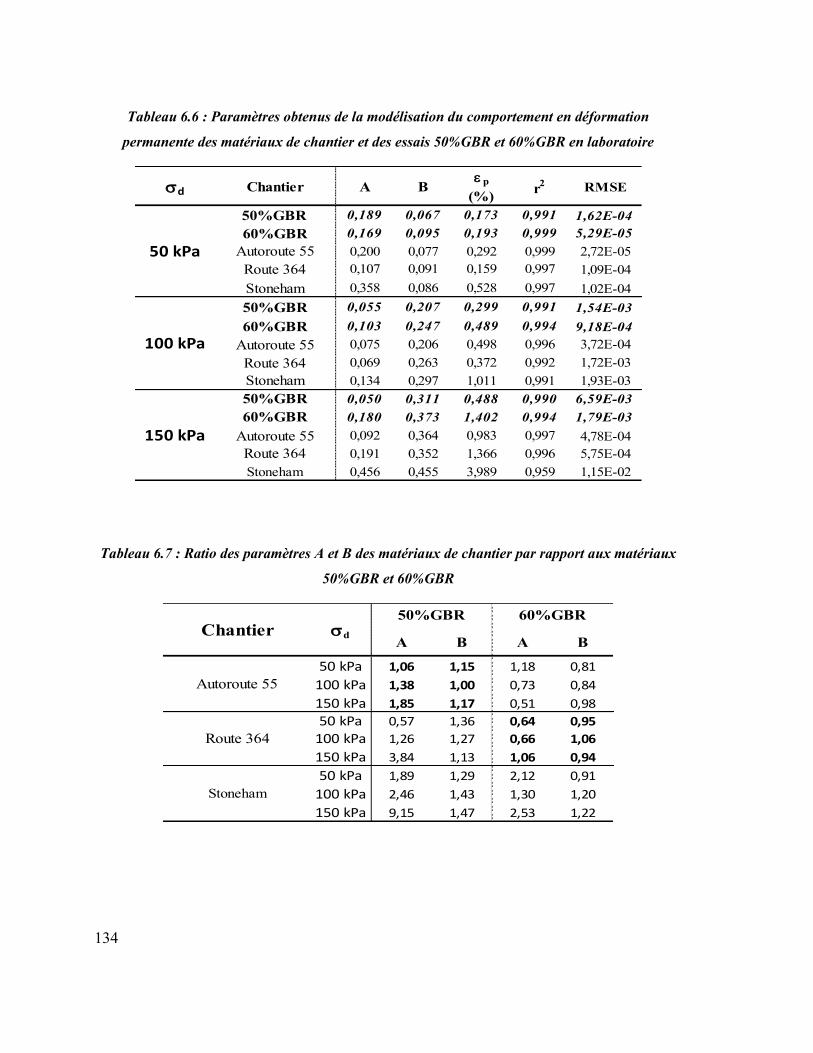
134
Tableau 6.6 : Paramètres obtenus de la modélisation du comportement en déformation
permanente des matériaux de chantier et des essais 50%GBR et 60%GBR en laboratoire
d Chantier A B p
(%)r
2 RMSE
50%GBR 0,189 0,067 0,173 0,991 1,62E-04
60%GBR 0,169 0,095 0,193 0,999 5,29E-05
Autoroute 55 0,200 0,077 0,292 0,999 2,72E-05
Route 364 0,107 0,091 0,159 0,997 1,09E-04
Stoneham 0,358 0,086 0,528 0,997 1,02E-04
50%GBR 0,055 0,207 0,299 0,991 1,54E-03
60%GBR 0,103 0,247 0,489 0,994 9,18E-04
Autoroute 55 0,075 0,206 0,498 0,996 3,72E-04
Route 364 0,069 0,263 0,372 0,992 1,72E-03
Stoneham 0,134 0,297 1,011 0,991 1,93E-03
50%GBR 0,050 0,311 0,488 0,990 6,59E-03
60%GBR 0,180 0,373 1,402 0,994 1,79E-03
Autoroute 55 0,092 0,364 0,983 0,997 4,78E-04
Route 364 0,191 0,352 1,366 0,996 5,75E-04
Stoneham 0,456 0,455 3,989 0,959 1,15E-02
150 kPa
100 kPa
50 kPa
Tableau 6.7 : Ratio des paramètres A et B des matériaux de chantier par rapport aux matériaux
50%GBR et 60%GBR
A B A B
50 kPa 1,06 1,15 1,18 0,81
100 kPa 1,38 1,00 0,73 0,84
150 kPa 1,85 1,17 0,51 0,98
50 kPa 0,57 1,36 0,64 0,95
100 kPa 1,26 1,27 0,66 1,06
150 kPa 3,84 1,13 1,06 0,94
50 kPa 1,89 1,29 2,12 0,91
100 kPa 2,46 1,43 1,30 1,20
150 kPa 9,15 1,47 2,53 1,22
Route 364
Stoneham
Chantier d
50%GBR 60%GBR
Autoroute 55
135
6.4.3.1 Influence de la compaction sur la déformation permanente en chantier
Avec les résultats obtenus au niveau de la variabilité en profondeur des matériaux retraités
et de ceux obtenus dans l’étude du comportement en déformation permanente, il devenait
possible d’évaluer l’effet potentiel de la zone moins bien compactée en fond de couche sur
la déformation permanente en chantier. En effet, comme il a été démontré au chapitre
précédent, la compacité de l’échantillon influence directement le comportement en
déformation du matériau. L’effet de la compaction a été quantifié par la subdivision de la
couche de fondation en posant une couche bien compactée (95% ρmax) équivalente au 2/3
de la fondation, soit entre 0 et 200 mm, et une couche moins bien compactée (90% ρmax)
équivalente au 1/3 restant de la fondation (fond de couche), soit entre 200 et 300 mm. La
Figure 6.13 illustre l’approche utilisée.
2/3 fondation v = 100 kPa
95% ρmax
1/3 fondation v = 50 kPa
90% ρmax
enrobé
450 mm
350 mm
150 mm
0 mm
Figure 6.13 : Schéma des différentes couches modélisées lors de l’évaluation de l’influence de la
compaction
Pour arriver à déterminer cette influence potentielle de la compaction sur le taux de
déformation (paramètre B) en chantier, il a été nécessaire d’évaluer la contrainte au centre
de chacune des sous-couches de fondation, puisque le comportement en déformation est
fortement relié à la contrainte. Pour éviter de faire plusieurs itérations, les calculs ont été

136
basés sur une épaisseur d’enrobé égale à 150 mm. La contrainte au centre de la couche a été
déterminée à l’aide du logiciel WinJULEA. En utilisant la Figure 5.11, la contrainte
verticale de la première sous-couche a été déterminée à 100 kPa et celle du fond de couche
à 50 kPa. En considérant que la contrainte verticale est essentiellement égale à la contrainte
totale (σv représente environ 85% de θ), les taux de déformation étaient déjà connus puisque
ces états de contraintes ont déjà fait l’objet d’une analyse lors des essais par paliers sur les
matériaux retraités. Ainsi, en connaissant le paramètre B de chacune des sous-couches pour
un état de compaction optimal, il était seulement nécessaire d’estimer ce paramètre pour la
sous-couche ayant une compacité de 90% ρmax. La détermination du paramètre B à la base
de la fondation a été réalisée à l’aide des résultats obtenus dans le cadre de l’étude de l’effet
de la compaction sur le comportement en déformation permanente décrite à la section 5.3.5.
En effet, selon les résultats obtenus, pour un état de contrainte totale de 50 kPa (condition
estimée en fond de couche), il existe un ratio de 1.3 entre le B à 90% ρmax et le B à 95%
ρmax.
En estimant la valeur B de la couche globale qui considère les effets de compaction et en la
comparant à la valeur de B s’il n’y avait pas de retraitement, soit que toute la couche est
compactée à 95% ρmax, il a été possible de constater une augmentation moyenne pour
chacun des chantiers de 5% du taux de déformation permanente. Bien que minime, ce
résultat approximatif laisse sous-entendre que la déformation permanente sera plus
importante pour un matériau retraité en raison de la mauvaise compaction des 100 derniers
millimètres de la fondation. Ces résultats restent très approximatifs, en raison de toutes les
simplifications utilisées dans le calcul, mais cette analyse était nécessaire afin de démontrer
l’influence potentielle de la zone moins bien compactée à la base de la fondation.

137
6.5 Conclusion
À la lumière de ces résultats, il est possible de dire que la variabilité générale des matériaux
retraités, pour les trois chantiers considérés dans cette étude, n’est pas significativement
plus grande que pour les matériaux standards. Toutefois, la présence d’une zone moins bien
compactée à la base de la fondation des matériaux recyclés a été identifiée et caractérisée.
Cette couche de faible compacité semble être causée, en grande partie, par un compactage
insuffisant car les méthodes de compactages usuelles (équipements et patron de
compactage) ne sont pas adaptées à ce type de matériau. Finalement, l’évaluation du
comportement en déformation permanente a permis de valider les résultats de laboratoire
déjà obtenus puisque les matériaux de chantier se sont comportés comme un matériau dont
la teneur en GBR se situait entre 50 % et 60 %. Une dernière analyse a permis d’évaluer
l’influence potentielle de la zone de plus faible compacité et suggère qu’elle peut hausser le
taux de déformation (paramètre B) d’environ 5%.


139
CHAPITRE 7: Essais en simulateur : procédures,
résultats et analyses
La dernière partie du projet a porté sur l’évaluation du comportement en déformation
permanente des matériaux recyclés sur un modèle réduit de chaussée. Ce modèle réduit a
été réalisé dans le simulateur routier (SimUL) au laboratoire de géotechnique. Comme le
principal problème associé à l’utilisation des GBR est relié à leur comportement en
déformation permanente, il devenait essentiel de bien évaluer ce comportement avec des
essais qui se rapprochaient davantage de la réalité. En effet, il est difficile d’appliquer
directement les résultats obtenus en cellule triaxiale pour prédire le comportement des
chaussées réelles (Gidel et coll. 2001). Cette application difficile est due au fait qu’en
chaussée, les matériaux possèdent un historique de contrainte très complexe (phase initiale
de construction, chargement variable, variation climatique, etc.) qui est impossible de
reproduire en cellule triaxiale. L’utilisation d’un simulateur permet donc de se rapprocher
davantage des effets de terrains, tels que les mouvements d’une roue en rotation et le
climat. Il a donc été envisagé de réaliser quelques essais dans le simulateur routier afin de
valider les résultats de déformation permanente obtenus en cellule triaxiale et de déterminer
un facteur de calage entre ces essais et des conditions de chargement plus représentatives en
incluant des effets saisonniers.
Cette étude a toutefois été limitée à quelques cas de teneurs en granulats bitumineux
concassés. Ainsi, deux teneurs en GBR ont été testées, soit 50 % et 70 %. Le mélange à
50% de GBR a été choisi puisqu’il représente le mélange le plus commun sur les chantiers
de retraitement en place. Le mélange à 70 % de GBR a, quant à lui, été choisi puisqu’il
représente une valeur probable pour des chantiers qui subiront un deuxième
décohésionnement et pour lesquels il n’y a moins d’informations disponibles à ce jour. Des
moyens sont néanmoins mises en place actuellement pour éviter d’atteindre une valeur

140
aussi élevée en % GBR, notamment l’ajout de granulats vierges (MG 20) sur le revêtement
avant le décohésionnement afin de maintenir un ration de 50 % de GBR. De plus, dans le
but d’apporter des solutions au problème de déformations permanentes, une méthode
palliative a été évaluée sur le mélange à 70 % de GBR. Comme le renforcement de la
couche d’enrobé a déjà fait l’objet d’une étude au cours de ce projet et que la stabilisation
de la fondation n’était pas réalisable en raison du temps de cure trop élevé, il a été décidé
d’évaluer les effets de l’introduction d’une géogrille au tiers inférieur de la fondation. En
tout, trois essais en simulateur ont été réalisés. Grâce à ces différents essais, il a été possible
d’évaluer à la fois l’influence de l’ajout de GBR et l’utilisation d’une méthode palliative.
7.1 Le simulateur
7.1.1 Description
Une photo du simulateur est présentée à la Figure 7.1. La cuve contenant l’échantillon fait
1,8 m de longueur par 0,6 m de largeur sur 0,6 m de profondeur. Elle est surmontée d’une
roue fixée à un système de rails et poulies lui permettant de faire un mouvement aller-retour
au sommet de la cuve. Trois secondes sont nécessaires pour que la roue fasse un aller-
retour. En raison des forces engendrées lors des changements de direction, un bâtit renforci
par des contreventements et des amortisseurs permet de garder le système stable autour de
la cuve. Afin de se rapprocher davantage de la réalité, le système est muni d’un rail
transversal déplaçant la roue sur 200 mm de part et d’autre du centre de l’échantillon. Ce
déplacement transversal se fait suivant une loi normale. Il y a donc un passage plus
fréquent au centre de l’échantillon.
La roue utilisée possède un rayon de 23 cm et une largeur de 150 mm. Comparativement
aux roues standards de véhicules lourds, celle-ci possède sensiblement la même largeur
mais son rayon est de beaucoup plus petit. Toutefois, dans le but de ne pas obtenir un effet
de poinçonnement sur la chaussée, une phase de calibration a été nécessaire afin d’obtenir
une contrainte appliquée sur la surface de 565 kPa, soit équivalent à la contrainte transmise
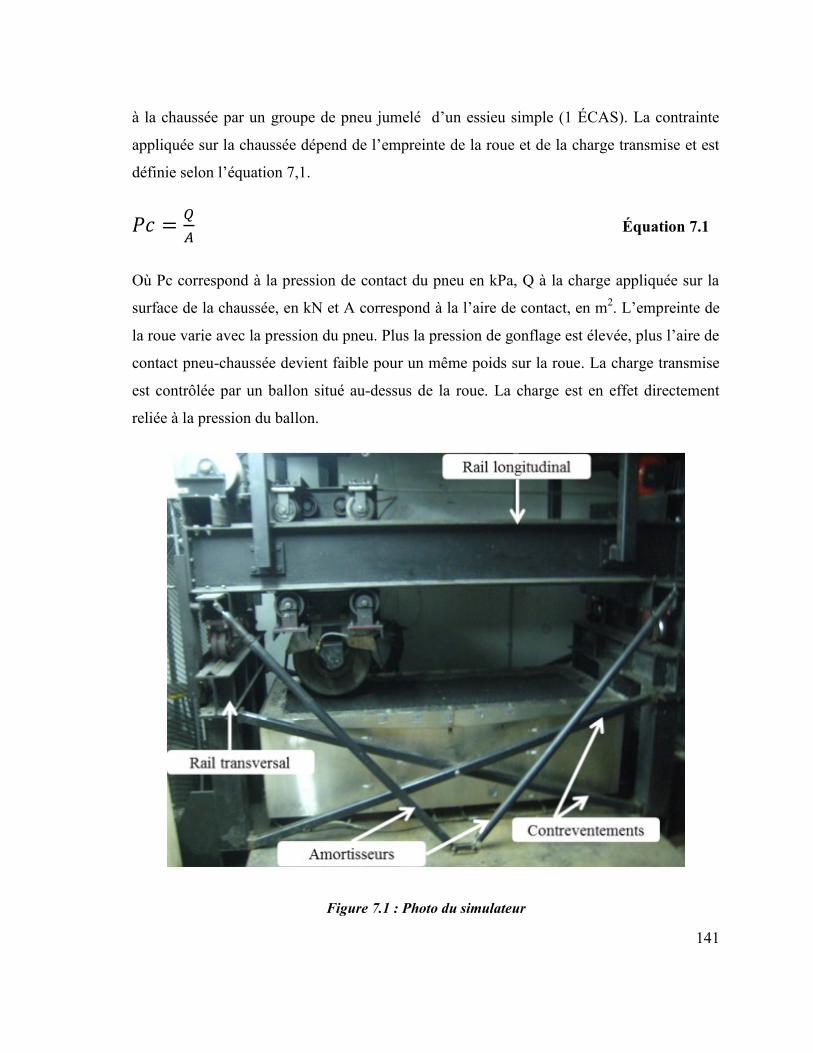
141
à la chaussée par un groupe de pneu jumelé d’un essieu simple (1 ÉCAS). La contrainte
appliquée sur la chaussée dépend de l’empreinte de la roue et de la charge transmise et est
définie selon l’équation 7,1.
Équation 7.1
Où Pc correspond à la pression de contact du pneu en kPa, Q à la charge appliquée sur la
surface de la chaussée, en kN et A correspond à la l’aire de contact, en m2. L’empreinte de
la roue varie avec la pression du pneu. Plus la pression de gonflage est élevée, plus l’aire de
contact pneu-chaussée devient faible pour un même poids sur la roue. La charge transmise
est contrôlée par un ballon situé au-dessus de la roue. La charge est en effet directement
reliée à la pression du ballon.
Figure 7.1 : Photo du simulateur
142
7.1.1.1 Étalonnage
Le travail d’étalonnage a été effectué dans les travaux de Poupart (2013). Dans ces travaux,
la pression du ballon a été mise en relation avec la charge à l’aide d’un capteur de force.
Tel que mentionnée plus haut, la charge est en effet proportionnelle à la pression du ballon
(Figure 7.2). La surface de contact du pneu a par ailleurs été analysée à l’aide du logiciel
d’analyse d’image, IMAGEJ, en fonction de la pression du ballon et de la pression du pneu
pour obtenir une relation entre la pression du pneu et l’aire de contact. Les différentes
empreintes ainsi obtenues sont présentées à la Figure 7.3. Une fois les deux relations
obtenues, il est possible de déterminer le couple de pression ballon-pneu pour reproduire au
mieux la pression de référence d’un essieu simple. La
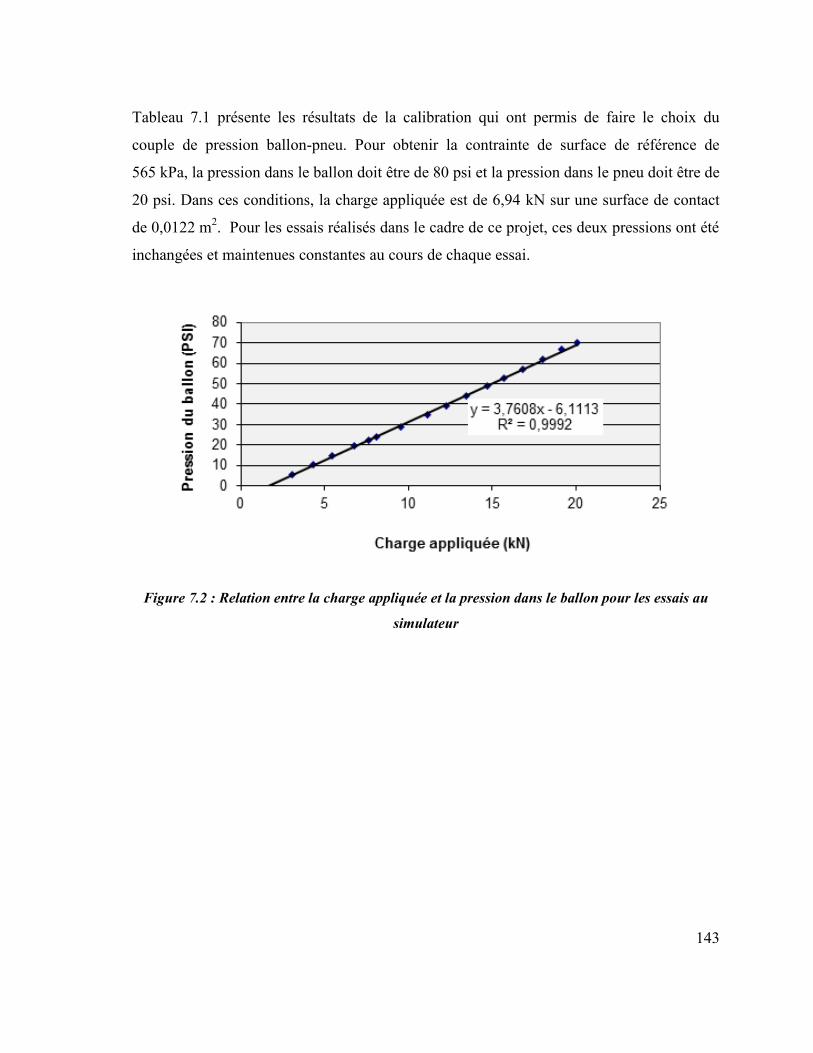
143
Tableau 7.1 présente les résultats de la calibration qui ont permis de faire le choix du
couple de pression ballon-pneu. Pour obtenir la contrainte de surface de référence de
565 kPa, la pression dans le ballon doit être de 80 psi et la pression dans le pneu doit être de
20 psi. Dans ces conditions, la charge appliquée est de 6,94 kN sur une surface de contact
de 0,0122 m2. Pour les essais réalisés dans le cadre de ce projet, ces deux pressions ont été
inchangées et maintenues constantes au cours de chaque essai.
Figure 7.2 : Relation entre la charge appliquée et la pression dans le ballon pour les essais au
simulateur

144
Figure 7.3 : Empreintes de la roue obtenues avec différentes conditions de pression dans le
ballon et dans le pneu (Poupart, 2013)

145
Tableau 7.1 : Évaluation de la pression de contact lors des essais de calibration
(kPa) (kPa) (kN) (m²) (kPa)
10 80 4,20 9,51E-03 441,69
30 80 9,33 1,52E-02 614,98
50 80 14,47 1,92E-02 754,32
10 90 4,20 6,97E-03 602,83
30 90 9,33 1,36E-02 685,60
50 90 14,47 1,87E-02 774,12
Pression
de contact
Aire
de contact
Charge
appliquée
Pression
du Pneu
Pression
du ballon
7.1.2 Préparation de l’échantillon
7.1.2.1 Dimensionnement des couches
L’accumulation des déformations permanentes au sein de la chaussée est directement reliée
au type de matériaux granulaires utilisé en fondation et sous fondation ainsi qu’au niveau
de compaction de ces derniers. Il est nécessaire d’avoir des matériaux capables de dissiper
les contraintes à un point où le sol d’infrastructure puisse les supporter. Généralement, lors
du dimensionnement de chaussée, les paramètres importants à considérer sont l’épaisseur et
la rigidité (module) des différentes couches. Ces paramètres contrôlent la déformation
verticale au sommet de l’infrastructure. Comme le simulateur représente un modèle réduit
d’une route, il était nécessaire de reproduire au mieux ces paramètres. Il est toutefois
difficile de seulement réduire l’échelle et d’obtenir les paramètres souhaités puisqu’il est
connu que plus l’épaisseur de la couche d’enrobé est faible, moins elle contribuera à la
dissipation des efforts et plus les structures granulaires se déformeront, étant soumises à des
contraintes plus élevées (Huang 2004). Il y a donc eu un travail de dimensionnement des
couches à réaliser à l’intérieur du simulateur.
146
De plus, comme l’étude visait à isoler le comportement en déformation plastique de la
fondation, des matériaux de sous-fondations ayant un comportement essentiellement
élastique et n’accumulant pas de déformation permanente significative ont été utilisés. Il
s’est avéré que des dalles de béton rigides (100 000 MPa), étaient le matériau idéal pour
éviter les déformations dans la couche inférieure. Toutefois, sur chantier, la déflexion
verticale au sommet de la sous-fondation est généralement de l’ordre de 0.2 mm pour les
routes du Québec. L’ajout d’une couche de caoutchouc (10 MPa), au-dessus des dalles de
béton, a semblé être une solution adéquate pour obtenir à la fois une déflexion respectant le
critère de 0,2 mm et un comportement essentiellement élastique ne permettant pas
l’accumulation de déformations permanentes.
Le travail de dimensionnement a été réalisé dans les travaux de Poupart (2013). Dans son
étude, le logiciel WinJulea a été utilisé afin de dimensionner l’épaisseur des couches en
fonction de la profondeur de la cuve et du critère de 0,2 mm de déflexion verticale en
sommet de la sous-fondation. Les intrants de ce logiciel de conception mécaniste sont la
charge, la pression de contact, ainsi que le module réversible du matériau et l’épaisseur de
chacune des couches. Comme la charge et la pression de contact étaient déjà définies lors
de la calibration et que les modules des matériaux étaient déjà estimés par des valeurs
types, il a simplement suffi de faire varier l’épaisseur des couches. Plusieurs analyses ont
été réalisées afin d’obtenir une configuration respectant les critères et dont les résultats
respectent les standards. La configuration retenue a été de 260 mm de dalles de béton,
25 mm de tapis de caoutchouc et de 245 mm de fondation (matériaux recyclés) recouverte
de 60 mm d’enrobé.
7.1.2.2 Mise en place des couches
Les dalles de béton étaient insérées en premier dans la cuve, après avoir saupoudré le fond
de la cuve de sable propre afin de faciliter la mise à niveau des dalles. Les dalles étaient
insérées par un système de treuil permettant de facilement déplacer et déposer les dalles
sans les briser (Figure 7.4). Cinq étages de dalles ont été nécessaires afin de combler les
260 mm voulus. Entre chaque étage, du sable était saupoudré toujours dans le but de
147
faciliter la mise de niveau. Le tapis de caoutchouc a été déposé au-dessus des dalles de
façon à couvrir toute la surface de la cuve. Une passe de compacteur électrique a été
effectuée pour assurer une bonne stabilité de la couche de sous-fondation. La fondation
composée de matériaux recyclés a ensuite été mise en place sur le tapis.
Tel que mentionné au chapitre 4, un deuxième échantillonnage a été effectué à la carrière
de Carrière Union, pour récupérer les matériaux nécessaires afin de réaliser les trois essais
au simulateur. En tout, six barils de 200 litres remplis de matériaux, dont trois barils de
granulats calcaires MG-20 et trois barils de GBR issus du même lot que les matériaux du
premier échantillonnage, ont été récupérés.
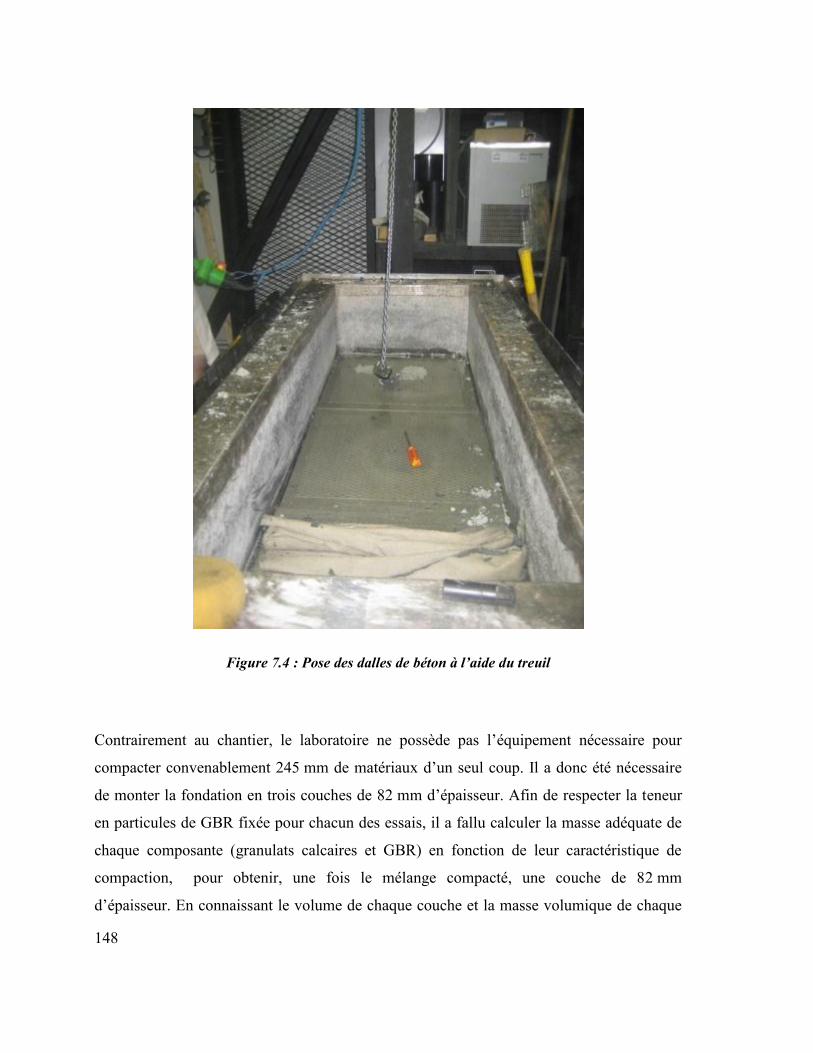
148
Figure 7.4 : Pose des dalles de béton à l’aide du treuil
Contrairement au chantier, le laboratoire ne possède pas l’équipement nécessaire pour
compacter convenablement 245 mm de matériaux d’un seul coup. Il a donc été nécessaire
de monter la fondation en trois couches de 82 mm d’épaisseur. Afin de respecter la teneur
en particules de GBR fixée pour chacun des essais, il a fallu calculer la masse adéquate de
chaque composante (granulats calcaires et GBR) en fonction de leur caractéristique de
compaction, pour obtenir, une fois le mélange compacté, une couche de 82 mm
d’épaisseur. En connaissant le volume de chaque couche et la masse volumique de chaque
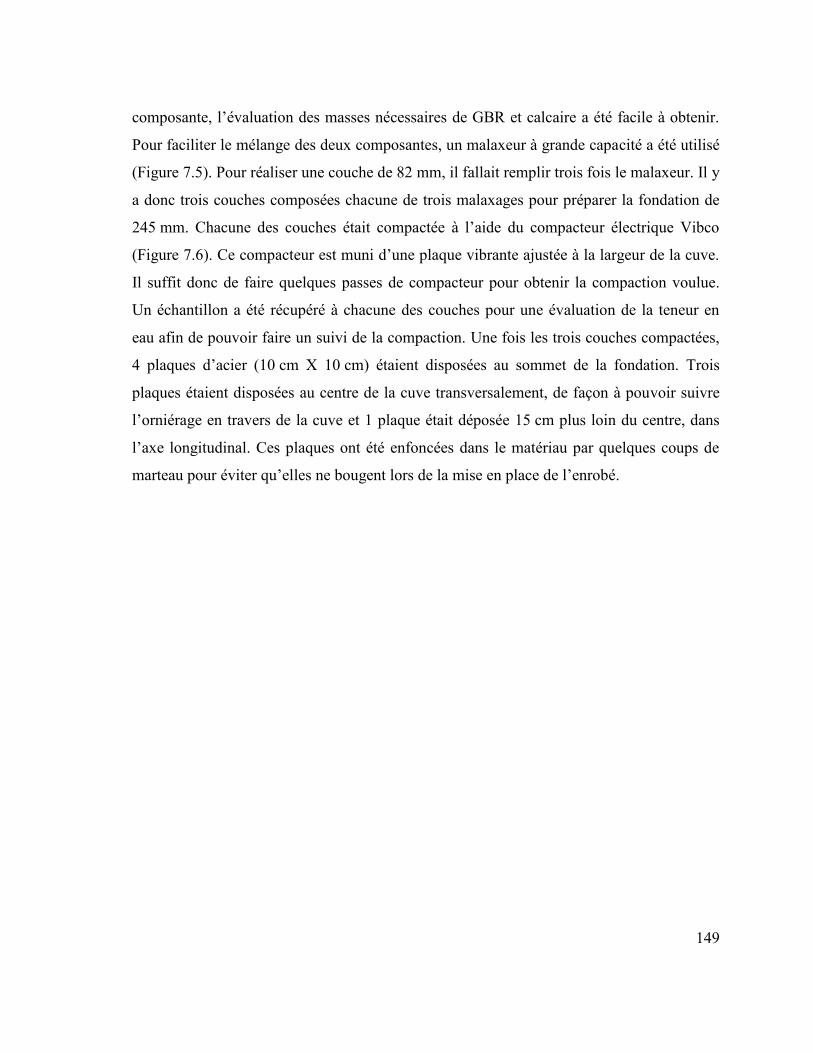
149
composante, l’évaluation des masses nécessaires de GBR et calcaire a été facile à obtenir.
Pour faciliter le mélange des deux composantes, un malaxeur à grande capacité a été utilisé
(Figure 7.5). Pour réaliser une couche de 82 mm, il fallait remplir trois fois le malaxeur. Il y
a donc trois couches composées chacune de trois malaxages pour préparer la fondation de
245 mm. Chacune des couches était compactée à l’aide du compacteur électrique Vibco
(Figure 7.6). Ce compacteur est muni d’une plaque vibrante ajustée à la largeur de la cuve.
Il suffit donc de faire quelques passes de compacteur pour obtenir la compaction voulue.
Un échantillon a été récupéré à chacune des couches pour une évaluation de la teneur en
eau afin de pouvoir faire un suivi de la compaction. Une fois les trois couches compactées,
4 plaques d’acier (10 cm X 10 cm) étaient disposées au sommet de la fondation. Trois
plaques étaient disposées au centre de la cuve transversalement, de façon à pouvoir suivre
l’orniérage en travers de la cuve et 1 plaque était déposée 15 cm plus loin du centre, dans
l’axe longitudinal. Ces plaques ont été enfoncées dans le matériau par quelques coups de
marteau pour éviter qu’elles ne bougent lors de la mise en place de l’enrobé.

150
Figure 7.5 : Malaxeur utilisé pour mélanger les matériaux recyclés
L’enrobé utilisé pour les essais au simulateur est de type EB-10. Il a été récupéré à la
carrière Ray-Car tout près de St-Flavien au Québec. Pour les essais, environ 500 kg
d’enrobé ont été échantillonnés de trois différentes bennes de camions afin d’obtenir un bon
échantillonnage selon la norme LC 21-010. L’enrobé échantillonné était versé dans des
boîtes de carton identifiées. Il a été calculé que 18 boîtes d’environ 8 kg étaient nécessaires
pour la couche d’enrobé compactée de 60 mm requise pour chaque essai. Les 18 boîtes
nécessaires à un essai étaient mises dans un four à 150°C pendant 24 heures avant la mise
en place. Encore bien chaudes, les boîtes étaient vidées sur la fondation et étendue à l’aide
d’une truelle. Une fois la couche bien égalisée, elle était compactée à l’aide du compacteur
électrique dont la plaque avait été préalablement huilée. Une fois l’enrobé bitumineux
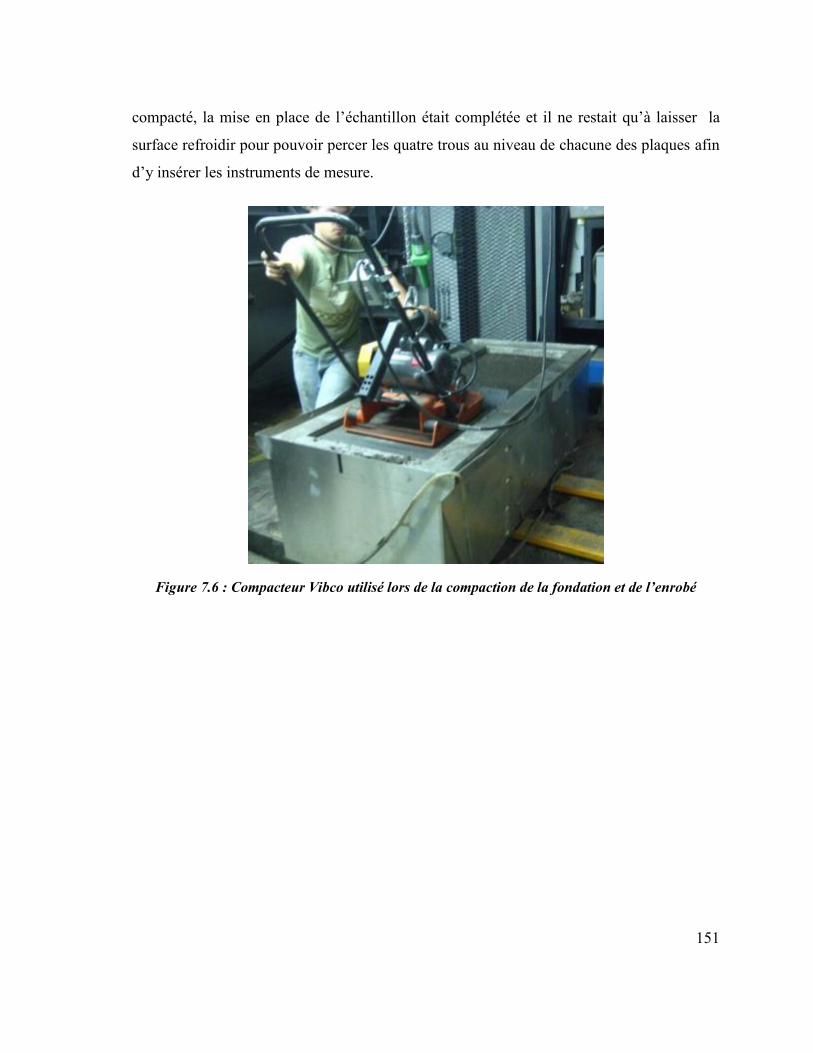
151
compacté, la mise en place de l’échantillon était complétée et il ne restait qu’à laisser la
surface refroidir pour pouvoir percer les quatre trous au niveau de chacune des plaques afin
d’y insérer les instruments de mesure.
Figure 7.6 : Compacteur Vibco utilisé lors de la compaction de la fondation et de l’enrobé
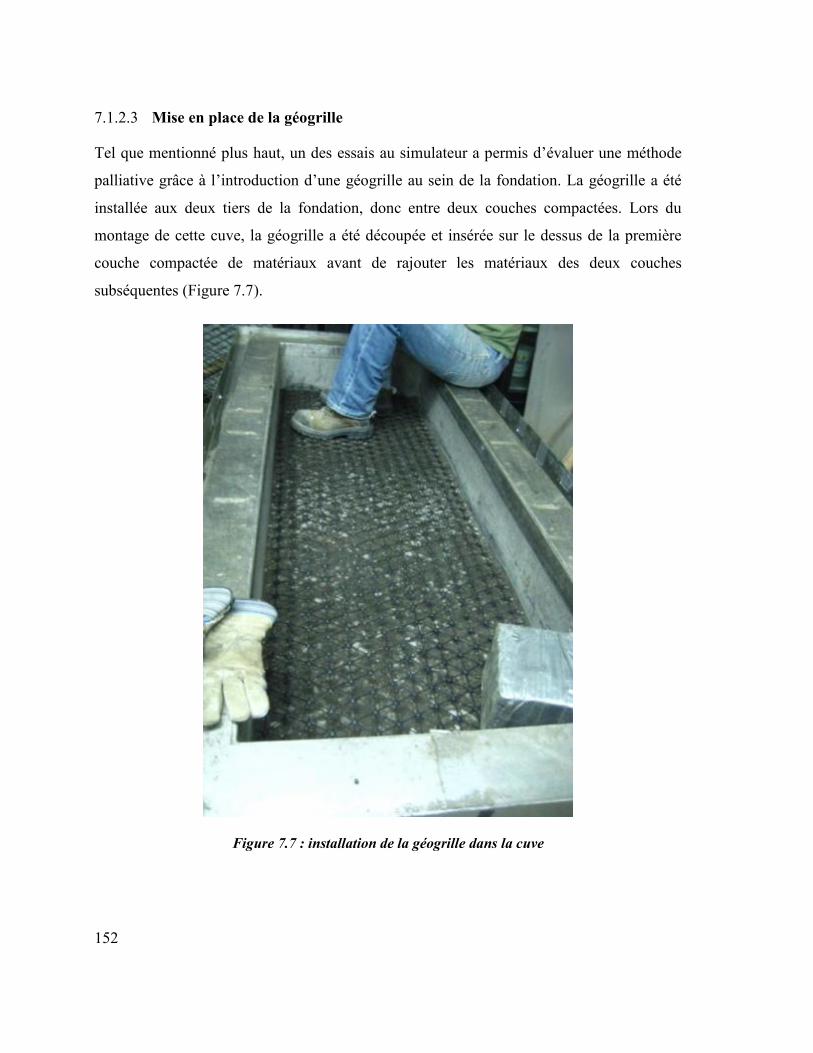
152
7.1.2.3 Mise en place de la géogrille
Tel que mentionné plus haut, un des essais au simulateur a permis d’évaluer une méthode
palliative grâce à l’introduction d’une géogrille au sein de la fondation. La géogrille a été
installée aux deux tiers de la fondation, donc entre deux couches compactées. Lors du
montage de cette cuve, la géogrille a été découpée et insérée sur le dessus de la première
couche compactée de matériaux avant de rajouter les matériaux des deux couches
subséquentes (Figure 7.7).
Figure 7.7 : installation de la géogrille dans la cuve
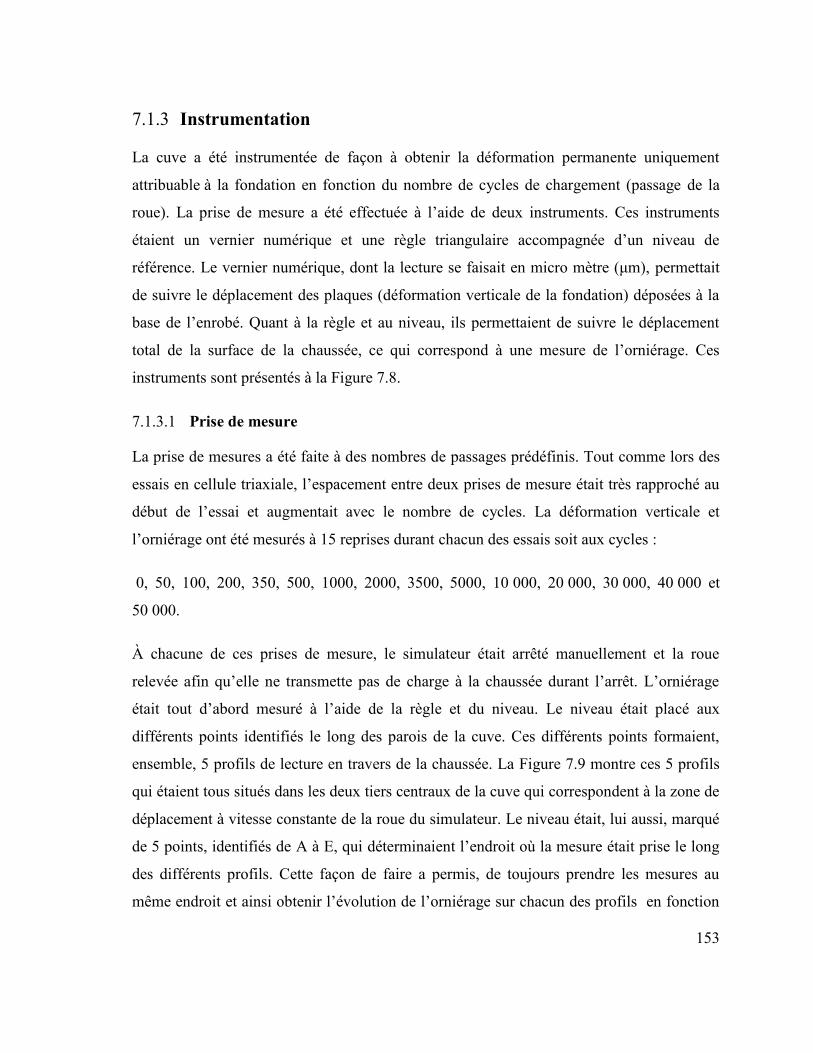
153
7.1.3 Instrumentation
La cuve a été instrumentée de façon à obtenir la déformation permanente uniquement
attribuable à la fondation en fonction du nombre de cycles de chargement (passage de la
roue). La prise de mesure a été effectuée à l’aide de deux instruments. Ces instruments
étaient un vernier numérique et une règle triangulaire accompagnée d’un niveau de
référence. Le vernier numérique, dont la lecture se faisait en micro mètre (μm), permettait
de suivre le déplacement des plaques (déformation verticale de la fondation) déposées à la
base de l’enrobé. Quant à la règle et au niveau, ils permettaient de suivre le déplacement
total de la surface de la chaussée, ce qui correspond à une mesure de l’orniérage. Ces
instruments sont présentés à la Figure 7.8.
7.1.3.1 Prise de mesure
La prise de mesures a été faite à des nombres de passages prédéfinis. Tout comme lors des
essais en cellule triaxiale, l’espacement entre deux prises de mesure était très rapproché au
début de l’essai et augmentait avec le nombre de cycles. La déformation verticale et
l’orniérage ont été mesurés à 15 reprises durant chacun des essais soit aux cycles :
0, 50, 100, 200, 350, 500, 1000, 2000, 3500, 5000, 10 000, 20 000, 30 000, 40 000 et
50 000.
À chacune de ces prises de mesure, le simulateur était arrêté manuellement et la roue
relevée afin qu’elle ne transmette pas de charge à la chaussée durant l’arrêt. L’orniérage
était tout d’abord mesuré à l’aide de la règle et du niveau. Le niveau était placé aux
différents points identifiés le long des parois de la cuve. Ces différents points formaient,
ensemble, 5 profils de lecture en travers de la chaussée. La Figure 7.9 montre ces 5 profils
qui étaient tous situés dans les deux tiers centraux de la cuve qui correspondent à la zone de
déplacement à vitesse constante de la roue du simulateur. Le niveau était, lui aussi, marqué
de 5 points, identifiés de A à E, qui déterminaient l’endroit où la mesure était prise le long
des différents profils. Cette façon de faire a permis, de toujours prendre les mesures au
même endroit et ainsi obtenir l’évolution de l’orniérage sur chacun des profils en fonction

154
du nombre de chargements. La mesure se faisait en glissant la règle en biseau sous le
niveau à l’endroit indiqué jusqu’au blocage de la règle (Figure 7.10). À ce moment, la
lecture était faite sur le dessus de la règle avec une précision de 0,25 mm. Cette mesure
représentait la hauteur comprise entre la surface de l’enrobé et le niveau de référence. En
tout, 25 points de mesure d’orniérage étaient effectués lors de chaque prise de mesure.
Figure 7.8 : Règle en biseau et niveau de référence utilisés pour la mesure de l’orniérage en A) et
en B), vernier utilisé pour l’évaluation de la déformation dans la fondation
Suite à l’évaluation de l’orniérage, la déformation verticale de la fondation était mesurée à
l’aide du vernier. La base du vernier était appuyée sur le dessus du niveau de référence
placé au-dessus des quatre trous percés dans l’enrobé. La pointe du vernier était alors

155
enfoncée dans le trou jusqu’à ce qu’elle rejoigne la plaque (Figure 7.8). À ce moment, une
lecture de la distance sur l’écran électronique du vernier était réalisée. La mesure était
reprise trois fois dans le but d’obtenir une moyenne. Cette procédure était répétée à chacun
des trous percés. Une fois l’évaluation de la déformation verticale réalisée, la roue était
redescendue sur la chaussée et le simulateur était reparti jusqu’au prochain cycle de mesure.
Figure 7.9 : Schéma du simulateur intégrant les positions des prises de mesures (déflexion et
orniérage)
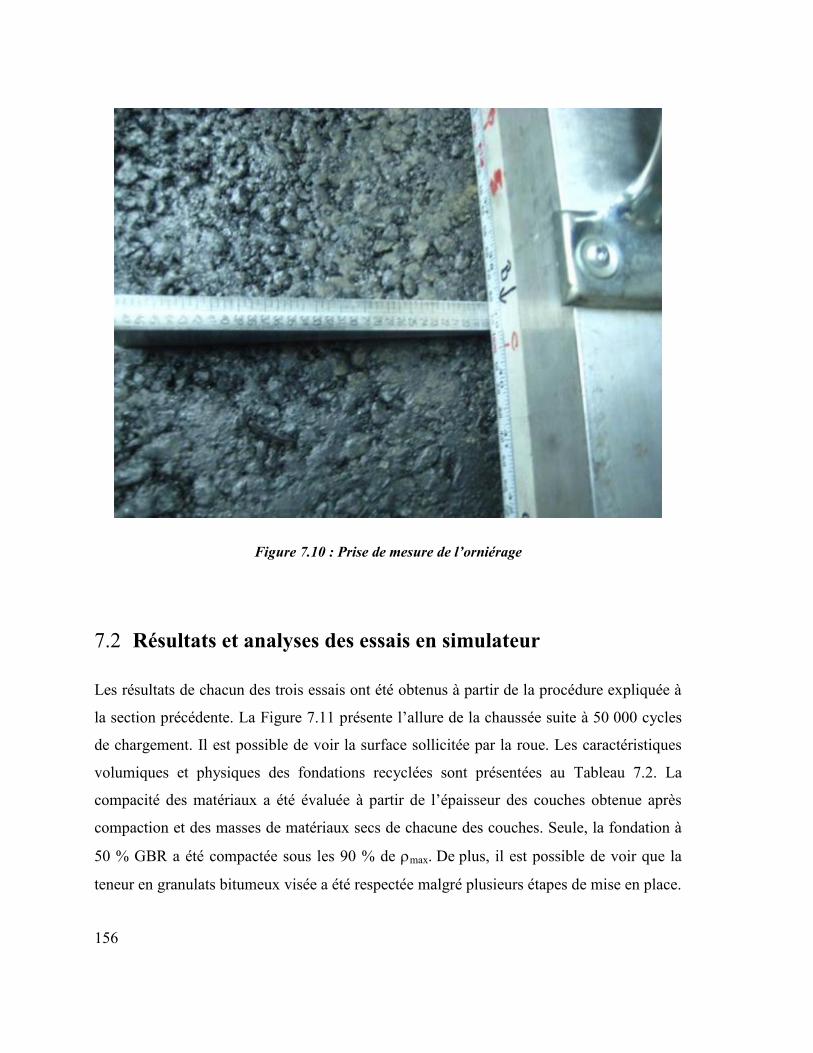
156
Figure 7.10 : Prise de mesure de l’orniérage
7.2 Résultats et analyses des essais en simulateur
Les résultats de chacun des trois essais ont été obtenus à partir de la procédure expliquée à
la section précédente. La Figure 7.11 présente l’allure de la chaussée suite à 50 000 cycles
de chargement. Il est possible de voir la surface sollicitée par la roue. Les caractéristiques
volumiques et physiques des fondations recyclées sont présentées au Tableau 7.2. La
compacité des matériaux a été évaluée à partir de l’épaisseur des couches obtenue après
compaction et des masses de matériaux secs de chacune des couches. Seule, la fondation à
50 % GBR a été compactée sous les 90 % de max. De plus, il est possible de voir que la
teneur en granulats bitumeux visée a été respectée malgré plusieurs étapes de mise en place.
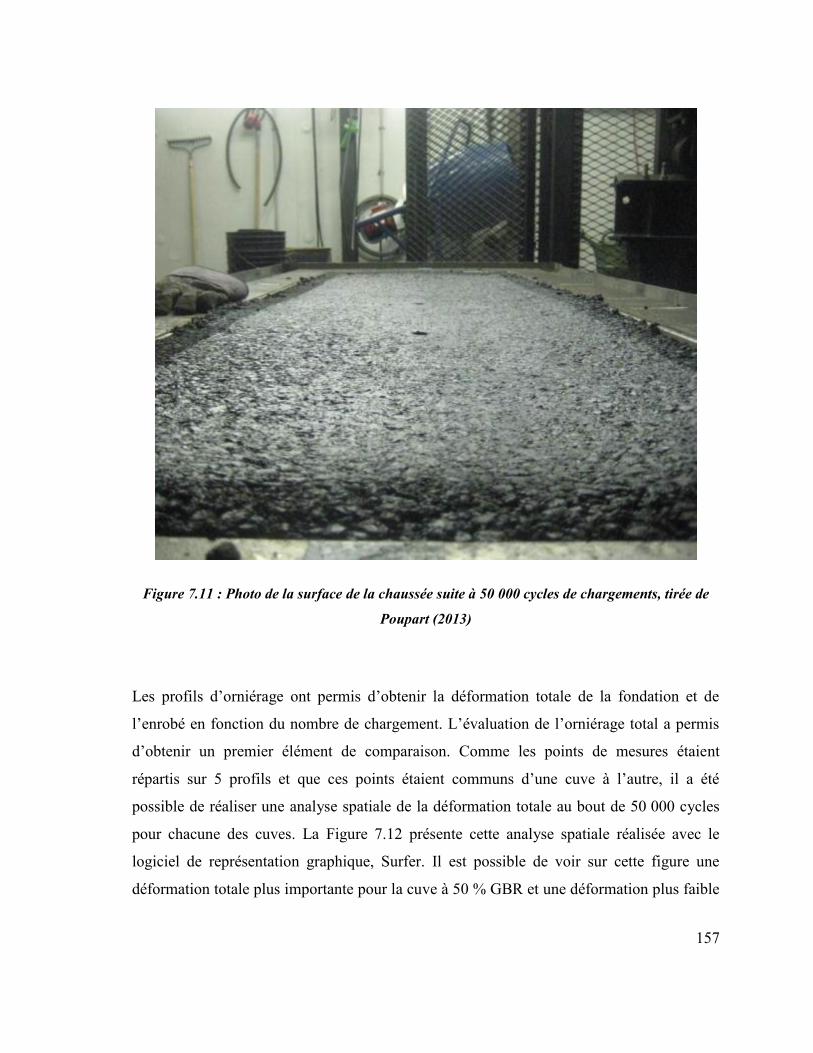
157
Figure 7.11 : Photo de la surface de la chaussée suite à 50 000 cycles de chargements, tirée de
Poupart (2013)
Les profils d’orniérage ont permis d’obtenir la déformation totale de la fondation et de
l’enrobé en fonction du nombre de chargement. L’évaluation de l’orniérage total a permis
d’obtenir un premier élément de comparaison. Comme les points de mesures étaient
répartis sur 5 profils et que ces points étaient communs d’une cuve à l’autre, il a été
possible de réaliser une analyse spatiale de la déformation totale au bout de 50 000 cycles
pour chacune des cuves. La Figure 7.12 présente cette analyse spatiale réalisée avec le
logiciel de représentation graphique, Surfer. Il est possible de voir sur cette figure une
déformation totale plus importante pour la cuve à 50 % GBR et une déformation plus faible

158
pour la cuve avec la géogrille. Il est aussi possible de remarquer que le centre de la
chaussée subit une plus grande déformation que les bords de la cuve, en raison d’un
nombre de passages plus important à cet endroit. Les ronds concentriques présents sur les
trois figures ne représentent de toutes évidence pas la réalité, puisqu’il n’y a pas de
poinçonnement sur la surface de la chaussée. Ces ronds proviennent possiblement d’une
interpolation faite par le logiciel en raison de la trop grande distance entre les profils.
Tableau 7.2 : Caractéristiques des fondations recyclées pour les trois essais au simulateur
d fondation d /max
(Kg/m3) (%) (%)
50%GBR 48,9 1956,3 89 4,10
70%GBR 70,3 1861,5 93 3,30
70%GBR + géogrille 69,3 1846,7 92 3,40
Simulateur %GBR
réel
Bien qu’intéressante, cette dernière analyse spatiale présente uniquement la déformation
finale en surface. Donc, dans le but d’apprécier la variation du profil d’orniérage dans le
temps, une évaluation des profils de déformation en fonction du nombre de cycles de
chargement a été réalisée. Comme certains des profils étaient situés près des zones
d’accélération et décélération de la roue (Figure 7.9), il a été plus facile de comparer
uniquement le profil central situé au centre de la chaussée. En effet, le centre de la
chaussée, selon l’information dont nous disposons, est considéré être le seul endroit où la
vitesse est réellement constante. La Figure 7.13 présente les profils d’orniérages centraux à
différents cycles de chargements pour chacune des cuves. Il est possible de remarquer que
les profils d’orniérage sont différents d’une cuve à l’autre. Le profil de la cuve possédant la
géogrille montre une déformation beaucoup plus restreinte au centre de la chaussée. Dans le
cas de la cuve à 70 % GBR, l’orniérage est plus important d’un côté par rapport à l’autre. Il
est aussi possible de remarquer que jusqu’à 1000 cycles, la déformation au centre de la
chaussée était du même ordre d’une cuve à l’autre.
159
Figure 7.12 : Analyse spatiale de la déformation finale globale de la chaussée (orniérage) pour
les trois cuves.
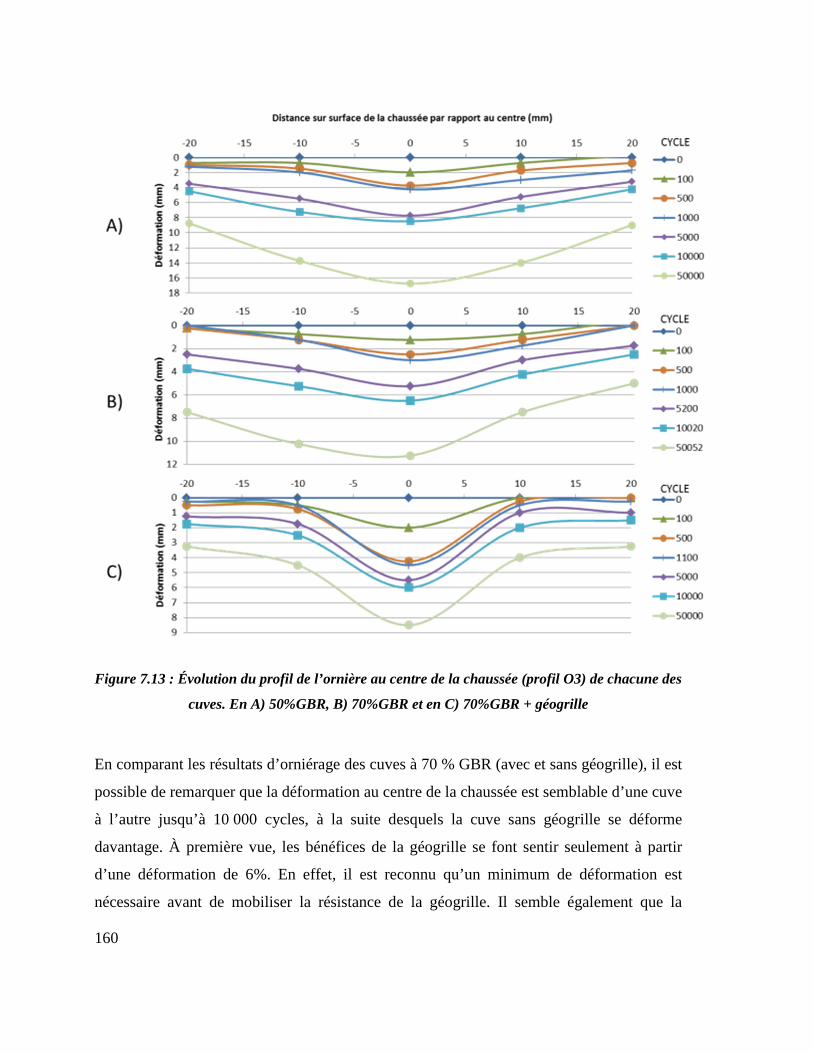
160
Figure 7.13 : Évolution du profil de l’ornière au centre de la chaussée (profil O3) de chacune des
cuves. En A) 50%GBR, B) 70%GBR et en C) 70%GBR + géogrille
En comparant les résultats d’orniérage des cuves à 70 % GBR (avec et sans géogrille), il est
possible de remarquer que la déformation au centre de la chaussée est semblable d’une cuve
à l’autre jusqu’à 10 000 cycles, à la suite desquels la cuve sans géogrille se déforme
davantage. À première vue, les bénéfices de la géogrille se font sentir seulement à partir
d’une déformation de 6%. En effet, il est reconnu qu’un minimum de déformation est
nécessaire avant de mobiliser la résistance de la géogrille. Il semble également que la
161
déformation au sein de l’échantillon avec géogrille est davantage concentrée en son centre,
puisqu’il n’y a pas de différence entre la déformation au centre de l’échantillon pour la
cuve avec et sans géogrille, mais une déformation plus importante de part et d’autre du
centre de l’échantillon pour la cuve sans géogrille. Comme quoi la géogrille n’aurait pas
d’apport bénéfique directement sous la charge, mais plutôt dans la dispersion de la charge.
En plus des mesures d’orniérage total, des mesures du déplacement de la fondation ont été
enregistrées au cours de ces essais. Les résultats de ces mesures sont présentés à la Figure
7.14.

162
Figure 7.14 : Déplacement de la fondation en fonction du nombre de chargements pour la cuve à
50%GBR, 70%GBR et 70%GBR + géogrille
Pour chacune des cuves, les mesures de déplacement ont été réalisées grâce aux plaques
d’acier placées à l’interface de la fondation et de l’enrobé. La Figure 7.14 présente la
déformation (%) en fonction du nombre de chargements pour chaque point de mesure (D1 à
D4). De ces résultats, il est possible d’arriver aux mêmes conclusions que pour l’orniérage,
soit que le matériau à 50 % GBR a présenté la déformation la plus importante et le matériau
exhibant la plus faible déformation a été le 70 % GBR avec géogrille. Il est aussi possible
163
de remarquer que pour chaque cuve, le taux de déformation (cycles élevés) semble être le
même d’un point de mesure à l’autre. De plus, il est possible de constater que la
déformation permanente est généralement plus faible pour les points D1 et D3, ce qui est
bien évident pour l’essai à 50 % GBR. Cette tendance est due à la position de ces plaques
dans la chaussée. Effectivement, les plaques D1 et D3 sont placés de part et d’autre de l’axe
longitudinal de la cuve et comme ces endroits sont moins souvent sollicités par le
chargement, ils montrent une plus faible déformation.
En raison d’un passage plus fréquent de la roue au centre de l’échantillon et d’une variation
dans la déformation de part et d’autre du centre de la chaussée, les prochaines analyses ont
été réalisées sur une base commune, soit sur le point central de la chaussée. Ce point central
est à l’occurrence D2, tel que représenté sur le schéma de la cuve (Figure 7.9). À cet
endroit, il y a eu une mesure du déplacement de la fondation et une mesure de l’orniérage.
Il est donc possible d’évaluer, à la fois, la déformation de la fondation et la déformation de
l’enrobé, et ce, pour chacune des planches d’essais.
7.2.1 Analyse de l’influence de la teneur en GBR
L’analyse de l’influence de la teneur en GBR a été réalisée en comparant les résultats
obtenus de la cuve à 50 % GBR et de la cuve à 70 % GBR. La Figure 7.15 présente les
résultats obtenus au point D2. La déformation totale est exprimée par les résultats
d’orniérage, la déformation de la fondation est exprimée par les mesures de déflexion
(vernier) et la déformation de l’enrobé est obtenue à partir de la différence entre la
déformation totale et la déformation de la fondation. L’évaluation de la déformation de
l’enrobé a été possible puisqu’on considére que la sous-fondation, composée de dalles de
béton et du tapis de caoutchouc, a un comportement essentiellement élastique, ce qui
implique qu’il n’y a pas d’accumulation significative de déformation permanente.
Les résultats obtenus se sont avérés contraires à nos attentes. Effectivement, les
déformations subies par la fondation à 50 % GBR sont supérieures aux déformations subies
par la fondation à 70 % GBR. Comme la déformation de l’enrobé est du même ordre dans

164
les deux cas, soit environ 2 à 3 mm, il n’a pas été possible d’associer ce problème à un
fluage plus important de l’enrobé dans le cas du 50 % GBR. Puisqu’il est improbable qu’un
matériau incorporant 50 % GBR se déforme davantage qu’un matériau à 70 % GBR
lorsque soumis aux mêmes conditions, il semble que les résultats obtenus cachent un
problème associé à la fondation. L’explication la plus probable de ces résultats réside dans
l’état de compaction de la fondation composée de 50 % GBR. En effet, cette fondation a été
compactée à seulement 89 % de max, en raison d’un bris du compacteur.
Figure 7.15 : Résultats de déformations (totale, fondation et enrobé) au centre de la cuve (D2)
pour les matériaux à 50 % et à 70%GBR
Afin d’évaluer l’influence de cette faible compaction sur les données obtenues, il a été
possible d’utiliser les résultats des essais sur matériaux préparés à différents niveaux de
compaction en cellule triaxiale. Les essais ont indiqué que peu importe le niveau de
contrainte, un même matériau compacté à 90 % plutôt que 95 % de max, voyait sa valeur
de B augmenter de 15 %. En considérant que les effets d’échelle, la différence de contrainte
induite par la roue ainsi que le semi-confinement présent lors des essais au simulateur n’ont
qu’un faible effet sur ce ratio, il a été possible de faire une première approximation des
résultats qui, selon les résultats en cellule triaxiale, auraient dû être obtenus si la compacité

165
avait été de 95 %. La Figure 7.16 montre le pourcentage de déformation (p%) uniquement
dans la fondation obtenue en fonction du nombre de cycles pour les essais à 50 % GBR et
70 % GBR. Cette figure supporte l’hypothèse d’une mauvaise compaction puisqu’il est
possible d’apercevoir une plus grande post compaction au niveau du 50 % GBR, qui peut-
être en grande partie expliquée par un réarrangement important des particules. En faisant
passer le modèle de Dresden, il est possible d’obtenir les valeurs pour les paramètres A et B
de chacun des essais. En appliquant la correction au paramètre B de 15 % pour l’essai à 50
% GBR, en raison de sa faible compacité, il est possible de faire passer la valeur B de 0,465
à une valeur Bestimé de 0,395. Cette nouvelle valeur approximative de Bestimé se retrouve
donc inférieure au B obtenu de l’essai 70 % GBR, ce qui est beaucoup plus cohérent avec
les études antérieures et les résultats de l’essai triaxial.
Figure 7.16 : Déformation de la fondation pour les matériaux à 50 % et 70%GBR
Grâce à cette analyse, il a été possible d’expliquer les résultats incohérents de départ et de
les associer à un problème de compaction dans la fondation à 50 % GBR. Toutefois en
166
raison de ce problème, il n’a pas été possible d’évaluer l’effet de la teneur en GBR sur le
comportement en déformation permanente lors des essais en simulateur.
7.2.2 Analyse du bénéfice de l’utilisation d’une géogrille
Un aspect très intéressant abordé avec les essais au simulateur a été l’évaluation du
comportement des matériaux recyclés avec l’ajout d’une géogrille. La géogrille est une
méthode palliative pouvant utilisée afin de réduire les déformations au sein d’un matériau.
Les orifices de la grille permettent une imbrication des particules de granulats à travers la
grille, ce qui facilite la répartition de la charge lorsque le sol est sollicité ponctuellement.
Cette technique utilise la résistance en traction de la grille afin de minimiser le fluage
latéral suite à la post-compaction du sol (Barksdale et al. 1989).
L’évaluation de l’influence de l’ajout d’une géogrille a été réalisée sur les matériaux à 70 %
GBR. La Figure 7.17 présente les résultats obtenus au niveau des déformations (mm)
totales, de la fondation et de l’enrobé. Encore une fois, il est possible d’observer que
l’enrobé s’est déformé de la même façon lors des deux essais, soit entre 2 et 4 mm. De ce
fait, il est possible d’attribuer la majorité de la différence au niveau de la déformation
uniquement à une différence de comportement de la fondation. Cette affirmation se voit très
bien à la Figure 7.17, car effectivement la déformation de la fondation avec renforcement
(géogrille) est beaucoup plus faible que la déformation de la fondation sans renforcement.
Comme les mêmes matériaux ont été utilisés dans les deux essais et qu’ils ont été soumis
aux mêmes conditions, il semble clair que le bénéfice associé à la chaussée renforcée est
uniquement dû à l’ajout de la géogrille. En comparant la déformation enregistrée pour la
structure intacte et la structure renforcée à chacune des prises de mesure, il s’est avéré que
le ratio p-renforcie/p-vierge était en moyenne de 0,53. Ceci signifie que peu importe le nombre
de cycles ou la durée de vie de la chaussée, il a été possible de diminuer d’environ de
moitié la déformation dans la fondation en introduisant une géogrille aux deux tiers de la
fondation recyclée. Ce gain d’environ 50 % semble assez élevé, mais en consultant d’autres
études réalisées sur ce sujet, il a été possible de trouver d’autres auteurs qui ont obtenu des

167
résultats similaires. Mohammad et al. (2008) ont obtenus un gain supérieur à 30 % lors de
leurs études sur une fondation de granulats de composition calcaire renforcée avec géogrille
et Tang (2011) a obtenu un gain moyen de 40 % pour un autre type de granulat lors d’essais
en simulateur.
Dans un autre ordre d’idées, l’influence de la géogrille sur le paramètre B du modèle de
comportement a aussi été évaluée. La modélisation des résultats est présentée à la Figure
7.18. Il est possible de remarquer que la déformation pour le matériau avec géogrille se
stabilise après 10 000 cycles, ce qui rend la modélisation à l’aide du modèle de Dresden
plus difficile. Néanmoins, à partir de ces modélisations, il a été possible d’estimer une
diminution du paramètre B de l’ordre de 25 % lors de l’ajout d’une géogrille. Ces résultats
montrent que la géogrille diminue la déformation au sein de la fondation en mobilisant sa
résistance en traction.
Figure 7.17 : Résultats de déformations (totale, fondation et enrobé) au centre de la cuve (D2)
pour les matériaux à 70%GBR et à 70%GBR+ géogrille

168
Figure 7.18 : Déformation de la fondation pour les matériaux à 70%GBR et 70%GBR + géogrille
D’après ces résultats, il semble que l’ajout d’une géogrille puisse avoir une influence aussi
bénéfique que de réduire de 50 % la déformation au sein de la fondation. Toutefois, en
raison de la difficulté à introduire une géogrille lors d’un procédé de retraitement en place,
il est possible que cette solution, malgré les gains potentiels importants au niveau du
comportement, ne soit pas rentable du point de vue du rapport coûts-bénéfices. Une
évaluation des coûts et du procédé de mise en place est donc nécessaire et sera discutée plus
loin. Néanmoins, les essais réalisés ont été en mesure de bien montrer l’influence de l’ajout
d’une géogrille dans une fondation recyclée.
7.2.3 Paramètre de calage
En dernier lieu, les essais de simulateur ont permis d’estimer un paramètre de calage entre
les résultats de déformation permanente obtenus en cellule triaxiale et ceux obtenus en
simulateur. Comme les essais au simulateur représentent davantage les conditions de
chaussée réelles, mais sont plus fastidieux à réaliser, il a été jugé pertinent de développer un

169
paramètre de calage permettant d’estimer au mieux le comportement réel avec des essais en
cellule triaxiale qui sont plus rapides et moins coûteux. Ce paramètre a été obtenu à partir
d’une comparaison entre les résultats de l’essai au simulateur et ceux obtenus sous la presse
triaxiale pour le matériau à 70 % GBR. Afin de réaliser une comparaison la plus juste
possible, la contrainte au sein de la fondation, lors de l’essai au simulateur, a fait l’objet
d’une analyse. Toujours grâce au logiciel WinJulea, la contrainte verticale transmise par la
roue sur toute la hauteur de la fondation a été déterminée. La contrainte moyenne sur toute
la couche, selon les dimensions des couches et les paramètres typiques utilisés, a été
évaluée à 137 kPa. À partir de cette analyse, nous avons comparé les résultats du simulateur
avec les résultats obtenus au dernier palier (150 kPa) de l’essai en cellule triaxiale.
La Figure 7.19 présente les résultats obtenus de l’essai en cellule et en simulateur pour un
matériau à 70 % GBR. Il est possible de voir que les déformations enregistrées (p%) sont
plus importantes dans le cas du simulateur. De plus, la post-compaction (paramètre A) est
aussi plus élevée à l’essai au simulateur. À première vue, il semble que le simulateur soit
plus agressif sur les matériaux de fondation que l’essai en cellule triaxiale. Toutefois, il est
important de se rappeler que le palier de 150 kPa, dans le cas de l’essai sous la presse
triaxiale, est le dernier palier appliqué, ce qui signifie que la post compaction a déjà été
absorbée par les paliers précédents. Il est également possible de remarquer que le paramètre
B semble être assez similaire pour les deux essais, avec une différence dans la valeur de B
de 2.5 %.
Ces comparaisons ont permis d’obtenir les paramètres de calage α et β permettant d’évaluer
la déformation permanente au simulateur à partir des résultats de l’essai en cellule triaxiale.
Le modèle calé est présenté à l’équation 7.2.
(
)
Où, α = 2.17 et β = 1.025 Équation 7.2

170
Dans ce modèle est la déformation permanente, N représente le nombre de cycles de
chargement, A et B sont les paramètres du modèle d’un essai triaxial et α et β sont les
paramètres de calage. En comparant ces paramètres de calage à ceux obtenus par Poupart
(2013), il a été possible de soulever une incohérence au niveau du paramètre α. Poupart
(2013) a plutôt obtenu un paramètre α égal à 1. En effet, elle a montré que lorsqu’un seul
palier de contrainte était appliqué au niveau de l’essai en cellule triaxiale, alors la post
compaction était équivalente à la post-compaction obtenue au simulateur. Comme ce ne fut
pas le cas lors de ce projet, il est possible de croire qu’effectivement le fait d’avoir utilisé
les résultats du dernier palier puisse avoir engendré cette différence au niveau de la post
compaction. En considérant cette approche, le modèle permettant d’évaluer la déformation
permanente au simulateur devrait plutôt être celui exprimé par l’équation 7.3.
Équation 7.3
De par cette équation, il devient donc possible d’évaluer la déformation au simulateur qui
représente mieux la déformation réelle engendrée sur une chaussée à partir d’essais
triaxiaux, plus facile et rapide à réaliser.

171
Figure 7.19 : Déformation de la fondation dans le cadre d’un essai en cellule triaxiale et pour un
essai en simulateur sur un matériau à 70%GBR
172
7.3 Conclusion
Au cours de ce chapitre, il a été possible d’évaluer le comportement en déformation
permanente de matériaux recyclés à l’aide du simulateur routier de l’Université Laval, un
appareil permettant de se rapprocher des conditions réelles de chargement d’une chaussée.
Les résultats obtenus ont permis notamment d’apprécier le bénéfice de l’ajout d’une
géogrille dans la fondation, mais, en raison d’un problème de compacité, n’ont pas permis
d’évaluer convenablement l’effet de l’ajout de GBR sur le comportement en déformation
permanente. En effet, il a été possible d’obtenir une diminution d’environ 50 % de la
déformation avec l’ajout d’une géogrille située aux deux tiers de la fondation. De plus, les
résultats obtenus de l’essai à 70 % GBR ont permis d’obtenir un modèle permettant
d’estimer la déformation au simulateur à partir des essais en cellule triaxiale. Malgré
l’obtention de plusieurs données, il serait important de pousser davantage les essais au
simulateur afin d’obtenir des paramètres de calage plus robustes prenant en considération la
saturation et le type de granulats.
173
CHAPITRE 8: Rapport coûts-bénéfices
Ce chapitre a pour but de réaliser l’évaluation du rapport coûts-bénéfices des méthodes
susceptibles d’atténuer le problème de déformation permanente dans les matériaux recyclés
par retraitement en place des chaussées.
Afin de remédier à ce problème, nous avons identifié trois méthodes. Ces trois méthodes
sont le renforcement de l’enrobé (augmentation de l’épaisseur) qui permet de diminuer les
contraintes transmises en profondeur, le renforcement au sein de la fondation par
l’introduction d’une géogrille permettant d’augmenter la résistance en cisaillement du sol et
finalement la stabilisation des matériaux granulaires augmentant ainsi leur rigidité et
résistance à la déformation. Dans le cadre de ce projet seulement les deux premières
méthodes ont été abordées. La stabilisation, bien qu’appropriée, n’a pas été abordée en
raison de la difficulté à réaliser une évaluation expérimentale avec un procédé impliquant
un temps de cure élevé dans le cas de l’émulsion de bitume. De plus, cette méthode, bien
qu’utilisée plus souvent que la géogrille, restent néanmoins une méthode de mitigation
marginale au Québec. À titre indicatif, le MTQ a réalisé près de 2000 km de retraitement en
place sur 20 ans. Ces travaux comportent de la stabilisation sur environ 220 km. Ceci étant
dit, il a été possible d’évaluer l’applicabilité des deux méthodes par renforcement pour des
chaussées soumises à un retraitement en place.
Dans un premier temps il est important de comprendre que, lors d’un retraitement, les
matériaux utilisés dans la fondation retraitée sont déjà en place, il n’y a donc pas de
transport de matériau ni de manipulation des matériaux autre que le décohésionnement.
Effectivement, le retraitement en place consiste à récupérer l’enrobé bitumineux sur toute
son épaisseur ainsi qu’une partie de la fondation granulaire afin d’obtenir un nouveau
matériau qui servira de nouvelle fondation. Ceci signifie que s’il était envisagé d’ajouter
une géogrille aux deux tiers de la fondation il serait nécessaire de retirer une partie des
matériaux afin d’y déposer la géogrille, puis de remettre les matériaux retraités en place par
174
la suite. Cette manipulation additionnelle, dans le cas d’un renforcement par géogrille,
ferait augmenter considérablement les coûts de mise en place. De plus, il est important de
considérer les coûts additionnels qui seront engendrés lors de la réfection d’une chaussée
comportant une géogrille (enlèvement, mise au rebus, etc.). Une autre solution proposée
serait que, lors de la réfection d’une chaussée, il serait possible d’amener des matériaux
recyclés d’ailleurs afin de minimiser les étapes de manipulations. Mais dans ce cas-ci, ce
seraient les coûts de transports qui seront affectés à la hausse. Dans le cas d’un
rehaussement de l’épaisseur de l’enrobé, il s’avère que la mise en place de cette méthode
requiert uniquement une plus grande quantité d’enrobé. Il n’y a donc aucune manipulation
supplémentaire nécessaire.
Afin d’évaluer le rapport couts-bénéfice pour chacune des méthodes, une analyse a été
réalisée avec l’aide du logiciel Chaussée 2, développé par le MTQ. Ce logiciel a permis
d’estimer sommairement le coût d’une réfection en fonction de l’épaisseur de couches et
des types de matériaux. Donc, dans le but d’évaluer le rapport de coûts, une chaussée de
base avec une réfection de la partie supérieure de la chaussée (fondation et revêtement) a
été choisie. La structure de chaussée choisie représente une chaussée nationale typique dont
l’épaisseur d’enrobée fait 150 mm, reposant sur une fondation composée d’un MG-20
standard de 300 mm d’épaisseur. Cette réfection de chaussée présente un coût de
reconstruction totale estimée à 26,85$/m2. Il est important de comprendre que ce coût est
uniquement à titre de première estimation. Selon le guide de Chaussée 2 :
« Les coûts liés aux travaux de terrassement (volumes de déblai et de remblai), à la
géométrie de la chaussée de même qu’à la coupe transversale (largeur des accotements,
pente des talus de fossé) ne sont pas considérés par le logiciel. Également, les frais
rattachés à la signalisation de chantier, aux dispositifs de retenue et autres accessoires, de
même que la disposition des rebuts pendant les travaux constituent d’autres exemples de
coûts qui ne sont pas considérés par le logiciel ».
En connaissant ce coût de référence pour la réfection d’une chaussée typique, il a été
possible de comparer les coûts associés à l’utilisation des méthodes palliatives de

175
renforcement. Dans le cas d’une chaussée retraitée, le coût de mise en place serait de
22,65 $/m2, en considérant un coût pour les matériaux retraités de 1,50 $/m
2. Avec ce coût
plus faible, il est possible de rehausser l’enrobé d’environ 30 mm sans dépasser les coûts
d’une réfection à neuf (26,85 $/m2), après quoi il devient plus avantageux de reconstruire a
neuf. Néanmoins, il a été vu, selon l’abaque réalisé à partir du modèle reliant le B à la
contrainte et au %GBR, que dans le cas d’un matériau à 50 % GBR, seulement 16 mm de
rehaussement seraient nécessaire pour obtenir un taux de déformation comparable à un
MG-20. En considérant ce cas, le coût d’une chaussée retraitée (50 % GBR) avec un
rehaussement d’enrobé de 20 mm serait de 25,47 $/m2, soit une économie de 1,38 $/m
2 par
rapport à une réfection à neuf, et ce, pour une performance à long terme équivalente.
Dans le cas de l’utilisation d’une géogrille, le coût de base serait de 22,65 $/m2, puisqu’un
retraitement serait réalisé, mais où il faudrait ajouter un coût pour la géogrille et la
manipulation des matériaux lors de la mise en place. En considérant un coût typique de
2,95 $/m2
pour la géogrille et un coût de 2 $/m2
associé à la manipulation des matériaux, le
coût total d’une réfection de chaussée par retraitement avec introduction d’une géogrille
s’élèverait à près de 27,6 $/m2, soit près de 1 $/m
2 de plus qu’une réfection à neuf. Il
s’agirait donc, malgré un coût plus élevé, d’une solution potentiellement intéressante
puisque les résultats de ce projet ont montré une diminution de 53% de la déformation
lorsqu’un matériau à 70 % GBR était utilisé avec une géogrille. Il est donc clair que
l’utilisation d’une géogrille influence le comportement à long terme et la durée de vie de la
chaussée. En considérant cet aspect, selon les résultats, cette solution est probablement très
rentable.


177
CHAPITRE 9: Discussion
Ce chapitre sera consacré à la discussion des résultats obtenus. Jusqu’à maintenant, les
résultats ont été présentés en dissociant les résultats obtenus sur chantier, dans le
laboratoire et au simulateur. Dans ce chapitre, un regroupement des différents points
soulevés sera réalisé. De plus, le chapitre propose une revue critique des résultats et des
approches utilisées, ainsi que des travaux futurs pouvant être réalisés dans le but de bonifier
cette étude.
Le projet de recherche avait pour objectif principal l’évaluation des propriétés mécaniques
et physiques des matériaux composés de GBR et utilisés en fondations de chaussée. Un des
aspects importants étudiés était l’influence de l’ajout de GBR sur le comportement de ces
matériaux face à la déformation permanente, qui était leur principal problème soulevé dans
la littérature. Dans le but de quantifier cette influence, une approche méthodologique a été
proposée impliquant cinq mélanges de particule de granulats vierges et de granulats
recyclés en différente proportion.
L’étude du comportement réversible des matériaux recyclés a permis de démontrer que
l’influence du contenu en GBR pouvait être assez faible dans des états de contraintes
représentatifs des fondations de chaussées. En effet, la caractérisation du module réversible
a montré que pour des conditions de fondation de chaussées flexibles, l’ajout de GBR
n’avait pratiquement pas d’effet sur la réponse mécanique réversible du matériau. Cette
conclusion a aussi été validée sur les différents chantiers retraités, puisque les modules en
place obtenus avec le LWD étaient du même ordre de grandeur que les modules tirés
d’études réalisées sur matériaux vierges.
Le projet a aussi mis en évidence qu’il existe une très faible influence des GBR sur la
rétention d’eau des matériaux. Effectivement, bien qu’il ait été possible de voir une
différence au niveau des courbes caractéristiques de rétention, cette différence est beaucoup
178
trop faible pour engendrer une variation significative du comportement des matériaux
retraités sur chantier. Ce résultat est en accord avec les conclusions tirées de la littérature.
Sur chantier, les résultats ont montré une variabilité spatiale comparable aux matériaux
vierges, et ce, autant au niveau de la granulométrie que de la rigidité. Néanmoins, il a été
soulevé, qu’en raison de leur épaisseur plus importante à compacter, les matériaux retraités
présentaient une mauvaise compaction en fond de couche. Cette mauvaise compaction,
située généralement entre 200 mm et 300 mm de profondeur, a été mise en évidence sur
chacun des chantiers par les essais au DCP. L’effet de cette mauvaise compaction, en bas
de couche, a été évalué sommairement à 5 % d’augmentation du taux de déformation, à
l’aide d’un calcul simple tiré de résultats sur l’effet de la compacité. Il est ressorti des
résultats obtenus sur chantier qu’une révision des méthodes de compaction en chantier
serait nécessaire. Initialement, il a été proposé de tester le compacteur à pieds de mouton au
cours de ce projet, mais faute de moyens, l’idée n’a pas été retenue.
Finalement, il a été vu que le principal problème associé à l’ajout de GBR dans des
matériaux de fondation était au niveau de leur comportement en déformation permanente.
En effet, les résultats des essais triaxiaux comme ceux des essais en simulateur ont tous
montré une augmentation de la déformation avec une augmentation de la teneur en GBR.
Ce comportement a été expliqué en grande partie par la nature de la couche de bitume
entourant les particules de GBR. Effectivement, la nature visqueuse du bitume augmente la
propension des matériaux retraités à se déformer, et ce, malgré un niveau d’oxydation
(vieillissement du bitume) plus élevé pour des particule de granulats recyclés. Néanmoins,
il a été possible, au cours de ce projet, de valider deux méthodes de renforcement pouvant
réduire ce préjudice. L’utilisation d’une géogrille apparait être une méthode valable pour
réduire significativement la déformation au sein de la fondation. Cette méthode pose
cependant des problèmes importants de mise en place et de coût. D’un autre côté, le
renforcement par l’augmentation de l’épaisseur de l’enrobé s’est montré être une solution
avantageuse basée uniquement sur des principes mécaniques et dont l’applicabilité est très
large.

179
9.1 Applicabilité
Le plus grand potentiel d’application des résultats de recherche du projet réside dans
l’utilisation des résultats du comportement en déformation permanente afin de modéliser la
relation entre le taux de déformation (paramètre B), la contrainte (σd) et la teneur en
granulats bitumineux (% GBR). En effet, le comportement des matériaux recyclés face aux
déformations permanentes risque d’avoir des conséquences sur la performance de la
chaussée, notamment au niveau de l’orniérage.
Le modèle présenté à l’Équation 9.1, propose une relation bilinéaire entre ces trois
variables dont le point d’inflexion est situé à 50 % GBR. Ce modèle permet d’évaluer le
renforcement nécessaire afin d’éliminer le préjudice des GBR concernant la déformation
permanente.
{
Équation 9.1
En utilisant une approche de calcul en deux étapes, cette relation permet, pour un matériau
recyclé avec un % GBR connu, de corriger l’épaisseur de l’enrobé afin d'obtenir une
contrainte déviatorique dans la fondation telle que le taux de déformation à long terme (B)
à cet état de contrainte soit comparable à celui d’un matériau vierge (0 % GBR). Un
utilitaire de calcul a été développé en format EXCEL pour faciliter l’utilisation de cette
méthode de correction. Dans le but de rendre l’utilisation d’un tel modèle plus facile et
conviviale pour l’utilisateur, un abaque de calcul a été mis au point à partir de cet utilitaire
de calculs. L’abaque permet de visualiser le renforcement nécessaire (hauteur d’enrobé,
Heb, en mm) pour un % GBR donné, un type de bitume et son épaisseur initiale ainsi que la
température moyenne annuelle de l’air qui agit uniquement sur le module de l’enrobé. Un
aperçu de l’abaque est présenté à la Figure 9.1 pour un enrobé contenant du bitume de type
PG 70-28. À partir de cet abaque, il est facile pour un ingénieur d’évaluer le renforcement

180
nécessaire qu’il devrait considérer selon le dimensionnement et les matériaux recyclés qu’il
souhaite utiliser. Il est clair qu’un outil de ce genre facilite le travail de l’ingénieur de
conception et surtout permet de bonifier l’utilisation des matériaux retraités sans crainte
d’endommagement prématuré de la chaussée. Il est toutefois nécessaire d’obtenir davantage
de données sur la déformation permanente des granulats recyclés avant une utilisation
universel de cet abaque et approche.
Figure 9.1 : Abaque permettant une évaluation rapide de l’épaisseur de renforcement estimé à
partir du modèle développé
Une approche semblable est utilisée dans le logiciel CHAUSSÉE 2, où le dimensionnement
de la structure de chaussée peut être réalisé pour divers types de matériaux recyclés en
fondation. Dans le cas de ce logiciel, l’épaisseur de la structure de chaussée est optimisée
en fonction du module réversible de chaque matériau, et ce, pour un nombre de chargement
donné associé au type de route. Le module des matériaux recyclés utilisé en fondation étant
plus faible que les matériaux vierges standard, il est généralement nécessaire d’augmenter
0 20 40 60 80 100
30
50
70
Renforcement (mm)
%G
BR
Heb à renforcer (PG70-28 / Heb ini: 120 mm)
0 °C
10 °C
20 °C
30 °C
181
l’épaisseur de la couche d’enrobé pour rencontrer les critères de chargement fixés. Il est
clair que la finalité de l’approche est la même, soit une augmentation de la couche
d’enrobé, mais dans le cas du logiciel CHAUSSÉE 2, le dimensionnement ne tient pas
compte de la susceptibilité à la déformation permanente des matériaux recyclés.
Un autre aspect de ce projet ayant un potentiel d’application intéressant en contrôle de
qualité est l’identification du problème de mauvaise compaction en fond de couche
retraitée. Les résultats obtenus des essais DCP réalisés sur chantier ont permis de vérifier
l’état de compaction sur l’épaisseur globale de la couche. Sachant que les matériaux situés
dans les cent derniers millimètres n’atteignent pas la compacité souhaitée, il semble
nécessaire de remettre en question les méthodes de compaction et de contrôle utilisées
actuellement et de développer des méthodes mieux adaptées.
Le projet a par ailleurs permis de confirmer que la variabilité des propriétés physiques et
mécaniques des matériaux retraités ne semble pas être un problème. Cette constatation n’est
toutefois basée que sur l’observation de trois chantiers.
9.2 Limitations
Tout d’abord, il est important de comprendre que pour arriver à quantifier l’influence de
l’ajout de GBR, 5 mélanges ont été réalisés à partir de deux constituants (résidu de planage
et granulats 0-20 mm calcaire) mélangés à différentes teneurs. Les résultats obtenus et les
analyses réalisées à partir des essais en laboratoire ont tous été basés sur les mélanges de
ces deux constituants. Toutefois, malgré une faible variété de matériaux, les conclusions
tirées ont été faites dans le but d’englober l’ensemble des matériaux retraités possibles. Il
est donc important de nuancer les résultats obtenus et de bien prendre en considération que
ces analyses sont, à ce stade-ci, valables que pour des matériaux calcaires. Il est clair que
l’utilisation d’autres sources de granulats telles qu’une source granitique, basaltique, etc.
aurait pu faire l’objet de comparaison et de vérification des résultats. Cependant, afin de
proposer un programme expérimental réaliste dans le cadre d’un projet de maitrise, seule la
182
source de granulats a été étudiée. De plus, dans le but de limiter les variables et d’être en
mesure de bien isoler l’influence de la teneur en GBR sur le comportement, une seule
courbe granulométrique a été étudiée. La courbe granulométrique testée était de type 0-20
mm et avait un pourcentage de particules fines fixé à 4,5%, soit au centre du fuseau imposé
par le MTQ pour les matériaux de fondation. Il est possible de croire que l’étude de
différentes granulométries permettrait de mieux comprendre l’influence des GBR en
combinaison avec la distribution de la taille des grains.
Les résultats de modules réversibles ont montré quelques anomalies dans le cas des
matériaux à 50 % et 70 % GBR. Pour ces deux échantillons, malgré que les essais aient été
réalisés en suivant la norme, les résultats indiquaient des modules à l’état saturé plus
important qu’à l’état drainé. Théoriquement à plus faible saturation (état drainé) le matériau
devrait être plus rigide, mais ce ne fut pas le cas. De plus, le paramètre (pente) est
beaucoup plus élevé, pour ces échantillons, à l’état saturé, ce qui fait en sorte que la droite
de régression à l’état saturé recoupe les autres droites dans l’espace MR – θ. Il serait
important de refaire les essais pour ces deux mélanges afin de valider les résultats et de
confirmer les conclusions. Cette démarche n’a pu être réalisée dans le cadre de ce projet
faute de temps et de disponibilité de la presse triaxiale.
En ce qui concerne les résultats des essais de déformation permanente, il faut tout d’abord
mentionner que seul le comportement des matériaux à l’état près de l’optimum, soit pour un
niveau de saturation aux environs de 19 %, a été évalué. Les résultats obtenus reflètent
donc uniquement cet état. L’évaluation du comportement à l’état saturé et à différentes
températures serait essentielle dans le but de considérer les fluctuations saisonnières dans le
modèle produit. Il en va de même pour l’effet de la température. De plus, il faut savoir que
la relation bilinéaire proposée ne tient pas compte de la phase de post compaction,
puisqu’elle est basée uniquement sur le taux de déformation (paramètre B). Il s’agit donc
d’une relation davantage axée sur le type de comportement anticipé. En ce sens, la
déformation totale d’une fondation ne peut être estimée à partir de cette relation. Il pourrait
être intéressant, pour de futurs essais, d’estimer une relation au niveau du paramètre A dans

183
le but éventuel de calculer, de façon mécaniste, l’orniérage possible au sein d’une fondation
retraitée. En dernier lieu, cette relation bilinéaire a été obtenue à partir de 5 points de
données, par conséquent il serait important de valider cette relation avec plus
d’observations. Il est donc important de considérer ces limitations lors de l’utilisation des
conclusions de cette étude.
Au niveau des essais sur chantiers, il est clair qu’il existe des limitations concernant les
comparaisons réalisées entre les chantiers retraités et les sections de chantiers standards.
Effectivement, seules deux sections de la même autoroute ont été utilisées dans le cas des
données de chantiers standards. Il serait important, afin de valider les conclusions
concernant la variabilité des matériaux retraités, d’obtenir davantage de données de
différentes sections de chantiers standards.
L’utilisation du LWD afin d’évaluer le module en place s’est révélée être pertinente et
efficace. Facile à transporter et rapide d’utilisation, il a permis d’obtenir des mesures
précises de la rigidité des matériaux en place. De plus, comme il est reconnu que la
profondeur d’influence de cet instrument est d’environ 1,5 à 2 fois le diamètre de la plaque,
soit 225 à 300 mm, cet outil a permis de sonder l’épaisseur entière de la couche retraitée.
Par contre, il n’est pas possible d’en dire autant du DCP manuel. En effet, la pointe de cet
instrument se dévissait régulièrement et il était difficile de garder la tige droite. En raison
de ces problèmes, il est possible de croire que l’énergie fournie à la pointe à chaque coup
pouvait varier considérablement et influencer au même titre les résultats. Par contre, le
DCP automatique s’est avéré beaucoup plus performant. La tige restait toujours bien droite
et l’énergie fournie semblait être stable d’un coup à l’autre, comme en témoignent les
résultats. Pour les chantiers où le DCP automatique a été utilisé, les résultats apparaissent
plus fiables et consistants selon le type de sol. Il est recommandé d’utiliser cet instrument
dans le futur.
Les données de DCP ont permis d’apprécier la rigidité en place sur toute la profondeur de
la couche retraitée. Elles ont démontré la validité de l’indice DCPI pour fournir une
appréciation de la compaction de la couche. Toutefois, l’approche utilisée pour transformer

184
les DCPI en MR-LWD peut avoir introduit des erreurs susceptibles de fausser l’analyse des
résultats obtenus. En effet, plusieurs relations ont été testées pour cette transformation, mais
plusieurs donnaient des résultats aberrants. La relation retenue est celle qui possède la
précision la plus faible (R2 = 0,42). En général, les relations sont plutôt élaborées pour des
sols fins dont les DCPI sont assez élevés, c’est pourquoi il a été difficile d’obtenir de bons
résultats. Il serait peut-être intéressant de rechercher une relation spécifique aux matériaux
granulaires de chantier dont les valeurs de DCPI sont faibles. Néanmoins, les valeurs de MR
obtenues semblent être raisonnables et cohérentes avec les valeurs de MR global évaluées à
l’aide du LWD. L’utilisation des MR a permis de bien mettre en évidence l’état de
compaction relative sur chaque chantier.
Lors des essais de simulateur, le bris du compacteur a probablement amené des erreurs non
négligeables au niveau de la compaction des matériaux des différentes cuves. Lors de la
première cuve, il a fallu terminer la compaction de l’enrobé à l’aide d’un marteau vibrant
manuel. Lors de la deuxième cuve, le moteur utilisé ne semblait pas être adéquat et ne
fournissait pas l’énergie voulue. Finalement, à la suite d’un deuxième remplacement, il
semble que le bon moteur fut bien installé et la compaction désirée a été atteinte. Il est donc
possible que ces défectuosités aient engendré des variations dans l’état de compaction des
matériaux d’une cuve à l’autre et pourraient expliquer certains des résultats obtenus. Il
aurait été important, dans un but comparatif, d’utiliser les mêmes méthodes de compaction
d’une fois à l’autre.
Le vernier et la règle utilisés lors des essais au simulateur se sont avérés des instruments
très utiles et précis pour mesurer les déformations au sein de la chaussée. En effet,
l’utilisation de la règle et de l’étalon semble être une méthode valable pour mesurer la
déformation totale. Les points de référence sur la règle et sur la cuve ont permis de prendre
des mesures aux mêmes endroits à la surface facilitant ainsi l’évaluation de l’évolution de
l’orniérage. Le vernier, quant à lui, permet à l’aide des plaques d’acier situées au sommet
de la couche de fondation, de bien évaluer la déformation de la fondation. Toutefois,
comme la lecture est plus précise, nous avons constaté au cours des essais que les lectures
185
variaient d’un utilisateur à l’autre. Comme la déformation est assez faible et que les
variations de lecture sont assez élevées, il serait recommandé dans le futur de faire prendre
les lectures par le même utilisateur. Néanmoins, ces méthodes semblent être adéquates pour
le type de mesure souhaitée.
La position dans laquelle les plaques d’acier ont été positionnées semble être adéquate et en
utilisant les résultats du profil central d’orniérage, il a été possible d’évaluer à la fois la
déformation de l’enrobé, de la fondation et la déformation totale.
Finalement, il serait important de refaire quelques essais au simulateur, car en raison des
problèmes de compaction, seuls les résultats des fondations à 70 % GBR ont été retenus
dans l’analyse des résultats. Il est clair que le comportement de ces matériaux à teneur
élevée en GBR n’est pas représentatif des matériaux retraités actuels. De même, il pourrait
être intéressant de réaliser des essais à différents états de saturation et de température de
compactage car cette dernière à potentiellement un rôle important sur la masse volumique
de l’échantillon.
9.3 Travaux futurs
Les différents points soulevés au cours de cette discussion ont permis de mettre en évidence
des pistes de recherches futures qui pourraient être abordées dans le but d’approfondir les
connaissances sur les matériaux retraités. En effet, ce projet a permis de caractériser plus en
détails les GBR et leur influence sur les propriétés mécaniques des matériaux. Des pistes
possibles de recherches pouvant contribuer à l’amélioration des connaissances, pourraient
être :
- La réalisation d’essais en déformation permanente à différents états de saturation.
Effectivement, il serait souhaitable d’évaluer l’influence de la saturation sur le
comportement des matériaux retraités.

186
- L’évaluation des propriétés mécaniques avec d’autres sources de granulats
permettrait d’étendre les conclusions faites pour un plus grand ensemble de
matériaux.
- L’évaluation de la compaction des matériaux en chantier à l’aide de différents
compacteurs. En effet, il a été montré que le fond de la couche retraitée était moins
bien compacté en raison de son épaisseur. Il serait donc intéressant d’évaluer
différentes méthodes de compaction et de voir leur effet.
- Suivi de la déformation permanente sur chantiers retraités afin de valider les
modèles obtenus des essais au simulateur dans le but d’obtenir des paramètres de
calages entre les essais en laboratoire et les déformations réelles en chantier.
- Vérifier l’applicabilité de l’utilisation de l’essai DCP dans le but de mesurer la
compaction sur chantier. Comme la compaction est essentielle pour obtenir un bon
comportement mécanique et qu’elle est facilement contestable lorsqu’une planche
de référence est utilisée, il serait souhaitable de développer une méthodologie à
partir d’un instrument de mesure approprié pour valider l’état de compaction réel et
non la compaction relative.

187
CHAPITRE 10: Conclusion
D’un point de vue de développement durable, le recyclage des matériaux routiers est une
solution possible et appropriée afin de réduire la production de déchets reliée à la
construction routière. En effet, le recyclage de la couche de l’enrobé dans une nouvelle
fondation de chaussée par retraitement en place réduit l'utilisation des ressources non
renouvelables et par le fait même les coûts associés à la gestion des déchets. Cependant, il y
a encore une certaine réticence à réutiliser ces matériaux en tant que matériaux de
fondation, principalement en raison de la mauvaise connaissance ou compréhension de leur
comportement mécanique, en particulier en ce qui concerne la déformation permanente.
Ainsi, pour répondre à ce besoin, le projet, réalisé dans le cadre de la Chaire de recherche
i3C, a été axé sur l'effet des granulats bitumineux recyclés (GBR) sur le comportement
mécanique des matériaux recyclés (0, 30, 50, 60 et 70 % GBR).
Des essais en laboratoire ont permis d’évaluer le comportement au niveau de la
déformation permanente et du module réversible de 5 mélanges de GBR. En chantier,
l’étude a porté sur la variabilité de ces matériaux et de l’état de la compaction de la couche
retraitée. De plus, l’influence des GBR a été évaluée au simulateur et une méthode
palliative a aussi été testée. À partir des résultats obtenus dans cette étude, certaines
observations et conclusions peuvent être faites.
Les essais en déformation permanente ont montré que les matériaux à teneur élevée en
GBR accumulent plus facilement la déformation. L’étude suggère que l'utilisation de
matériaux à plus de 50 % GBR peut augmenter les problèmes d'orniérage au niveau des
chaussées souples. Par ailleurs, les résultats des essais triaxiaux ont permis de développer
une relation entre le taux de déformation, le % GBR et la contrainte déviatorique. Cette
relation permet d’évaluer un renforcement d’enrobé nécessaire pour que les matériaux
recyclés utilisés se comportent adéquatement. Les résultats de module réversible laissent
croire que la rigidité des matériaux recyclés est comparable à la rigidité des matériaux
188
vierges pour des conditions de chaussées typiques, soit revêtue d’enrobé et dont la
fondation est compactée de manière adéquate.
En ce qui concerne la variabilité des propriétés physiques et mécaniques des matériaux sur
chantier, les résultats obtenus ont infirmé les inquiétudes soulevées. En effet, les matériaux
retraités ne semblent pas présenter une variabilité plus élevée que les matériaux vierges.
Toutefois, il a été possible de mettre en évidence que le fond de couche retraitée est
particulièrement affecté par un mauvais compactage. L’épaisseur trop élevée de la couche
retraitée (300 mm) favorise une plus faible compacité en profondeur. Il serait donc
souhaitable, dans de futurs travaux, de revoir les méthodes de compaction dans le but
d’atténuer ce phénomène.
À partir des résultats de simulateur, il a été possible d’évaluer les bénéfices de l’utilisation
d’une géogrille. Les données montrent que la géogrille contribue au bon comportement de
la fondation et diminue considérablement l’orniérage, mais lorsque l’on considère les
difficultés de mise en place d’une géogrille dans le contexte d’un retraitement, le
renforcement par rehaussement de l’enrobé devient une solution mieux adaptée.
L’accomplissement de ce projet devrait permettre une meilleure valorisation des résidus
bitumineux. Les travaux réalisés ont permis d’améliorer les connaissances au niveau du
comportement, de la mise en œuvre et de la performance des GBR favorisant ainsi leur
utilisation. Néanmoins, il reste encore beaucoup de pistes d’études, pouvant être réalisées
dans une démarche visant la bonne compréhension du comportement mécanique des
matériaux composés de granulats bitumineux.

189
Références
2560-114 (2002). Travaux de génie civil - Granulats, Bureau de normalisation du Québec
B.N.Q.: 37.
2560-600/2002, B.N.Q. (2002). Granulats - Matériaux recyclés fabriqués à partir de résidus de
béton, d'enrobés bitumineux et de briques - Classification et caractéristiques, Bureau
de normalisation du Québec: 37.
Alam, T. B., Abdelrahman, M. et Schram, S. A. (2010). Laboratory characterisation of
recycled asphalt pavement as a base layer. International Journal of Pavement
Engineering 11(2): 123-131.
American Society for Testing and Materials. (2005). Soundness of Aggregates by Use of
Sodium Sulfate or Magnesium Sulfate. Standard C-88, ASTM, Philadelphia, Pa, USA.
American Society for Testing and Materials. (2005). Standard Test Methods for Laboratory
Compaction Characteristics of Soil Using Modified Effort. Standard D 1557-00,
ASTM, Philadelphia, Pa, USA.
American Society for Testing and Materials. (2007). Standard Test Method for Measuring
Deflections with a Light Weight Deflectometer, ASTM E 2583-07, West
Conshohocken, PA, USA.
American Society for Testing and Materials. (2005). Standard Test Method for Use of the
Dynamic Cone Penetrometer in Shallow Pavement Applications, ASTM D 6951-
03,West Conshohocken, PA, USA.
Barksdale, R. D., Brown, S. F. et Chan, F. (1989). Potential benefits of geosynthetics in
flexible pavement systems. Washington, D.C., Transportation Research Board,
National Research Council.
Barksdale, R. D. 1991. The Aggregate Handbook. National Stone Association, Washington
D.C.
Bergeron G., et Martineau B. (1995). Étude du Comportement Mécanique et Hydraulique de
Matériaux Granulaires Contenant des Granulats Bitumineux (g.b.). 30 ième congrès
annuel de l'Association Québecoise du Transport et des Routes (AQTR). Hull. Tome
1: 173-194.
Bergeron, G. (1996). Retraitement en Place des Chaussées. S. d. Chaussées. Québec,
Ministère des Transports du Québec (MTQ). Guide Manuels et Techniques: 120.
190
Bilodeau, J.-P. (2009). Optimisation de la granulométrie des matériaux granulaires de
fondation des chaussées. Génie civil. Québec, Université Laval. Philosophiæ doctor
(Ph.D.): 465.
Bilodeau, J.-P., Doré, G. et Schwarz, C. (2011). Effect of seasonal frost conditions on the
permanent strain behaviour of compacted unbound granular materials used as base
course. International Journal of Pavement Engineering 12(5): 507-518.
Boutet, M., Doré, G., Bilodeau, J-P. et Pierre, P. (2010). Development of models for the
interpretation of the dynamic cone penetrometer data. International Journal of
Pavement Engineering 12(3): 201-214.
Doré, G. et Zubeck H. (2008). Cold Regions Pavement Engineering, McGraw-Hill
Professional. 1 edition: 432 p.
Fredlund, D. G. et Rahardjo, H. (1993). Soil mechanics for unsaturated soils, John Wiley &
Sons Inc, Toronto: 624p.
Fredlund, D.G., Xing, A. (1994). Equations for the soil-water characteristic curve. Canadian
Geotechnical Journal, 31(4) : 521-532.
Gidel, G., Hornych, P., et Chauvin, J-J. (2001). A new approach for investigating the
permanent deformation behaviour of unbound granular material using the repeated
load triaxial apparatus. Bulletin des Laboratoires des Ponts et Chaussées 233(4359): 5-
21.
Gupta, S. C., Kang, D. H. et Ranaivoson, A. (2009). Hydraulic and mechanical properties of
recycled materials Minnesota Dept. of Transportation, Research Services Section
Guthrie, W., Cooley, D. et Eggett, D. (2007). Effects of Reclaimed Asphalt Pavement on
Mechanical Properties of Base Materials. Transportation Research Record: Journal of
the Transportation Research Board 2005(-1): 44-52.
Haifang W. et Wu M. (2011). Evaluate High Percentage Recycled Asphalt Pavement as Base
Materials. T. N. R. C. (TransNow). University of Washington, Seattle, WA. Final
Technical Report: 142.
Huang, Y. H. (2004). Pavement Analysis and Design, Pearson Education, Limited.
Janoo, V. C. et Greatorex, A. (2002). Performance of Montana highway pavements during
spring thaw, Montana Dept. of Transportation.
Jeon, E., Steven, B. et Harvey, J. (2008). The evaluation of in-place recycled asphalt concrete
as an unbound granular base material. Advances in Transportation Geotechnics, CRC
Press. null.
Kim, W. et Joseph F. L. (2007). Resilient Modulus Strength of Base Course with Recycled
Bituminous Material. Minnesota Dept. of Transportation, Research Services Section.
Report no : 2007-05
191
Kootstra, B. R., Ebrahimi, A., Edil, T. B. et Benson, C. H. (2010). Plastic Deformation of
Recycled Base Materials, West Palm Beach, Florida, ASCE.
LC/MTQ. 2001. Granulats – Détermination de la résistance à l’abrasion au moyen de
l’appareil Los Angeles, Ministère des transports du Québec et Le Laboratoire des
Chaussées. LC 21-400.
LC/MTQ. 2002. Granulats – Détermination du pourcentage d’usure par attrition du gros
granulat au moyen de l’appareil Micro-Deval, Ministère des transports du Québec et
Le Laboratoire des Chaussées. LC 21-070.
LC/MTQ. 2007. Granulats – Détermination de la densité et de l’absorption du granulat fin,
Ministère des transports du Québec et Le Laboratoire des Chaussées. LC 21-065.
LC/MTQ. 2007. Granulats – Détermination de la densité et de l’absorption du gros granulat,
Ministère des transports du Québec et Le Laboratoire des Chaussées. LC 21-067.
LC/MTQ. 2007. Granulats – Détermination de la valeur au bleu de méthylène des sols et des
granulats, Ministère des transports du Québec et Le Laboratoire des Chaussées. LC
21-255.
Lekarp, F., Isacsson, U. et Dawson, A. (2000). State of the art. I: Resilient response of
unbound aggregates. Journal of Transportation Engineering-Asce 126(1): 66-75.
Lekarp, F., Isacsson, U. et Dawson, A. (2000). State of the art. II: Permanent strain response
of unbound aggregates. Journal of Transportation Engineering-Asce 126(1): 76-83.
Locander, R. (2009). Analysis of Using Reclaimed Asphalt Pavement (RAP) as a Base
Course Material. C. D. O. Transportation: 66.
Marquis, B., Bergeron, G., Pellerin, F., Bérubé, M.-A. et Décréon, A. (1998). État
d'Avancement de l'Étude sur l'Utilisation des Matériaux Recyclés dans les Chaussées.
33 ième congrès annuel de l'Association Québecoise du Transport et des Routes
(AQTR). Hôtel Loews le Concorde de Québec. Tome 1: 533-553.
Mohammad, L., Herath, A., Rasoulian, M. et Zhongjie, Z. (2006). Laboratory Evaluation of
Untreated and Treated Pavement Base Materials: Repeated Load Permanent
Deformation Test. Transportation Research Record: Journal of the Transportation
Research Board 1967(-1): 78-88.
Mohammad, L., Abu-Farsakh, M. et Nazzal, M. (2008). Characterizing the behavior of
geogrid-reinforced crushed limestone base materials using monotonic and cyclic load
tests. Efficient Transportation and Pavement Systems, CRC Press.
Pan, T., et Tutumluer E. (2007). Permanent Deformation and Strength Characteristics of
Crushed Aggregates Blended with Gravel. Transportation Research Board 86th
Annual Meeting. Washington DC, United States: 24p.
192
Perez, I., Medina, L. et Romana, M. G. (2006). Permanent deformation models for a granular
material used in road pavements. Construction & Building Materials 20(9): 790-
800.
Raimbault, G. (1986). Cycles annuels d’humidité dans une chaussée souple et son support,
Bulletin de liaison, Laboratoire des Ponts et Chaussées, no 145, p.79-84.
Saal, R. et Pell P. (1960). Fatigue of bituminous road mixes. Colloid & Polymer Science
171(1): 61-71.
Saeed, A., Hall, J. W. et Barker, W. R. (2001). Performance-related tests of aggregates for use
in unbound pavement layers. Washington, D.C., National Academy Press.
Saeed, A. (2008). Performance-Related Tests of Recycled Aggregates for Use in Unbound
Pavement Layers. B. National Research Council . Transportation Research.
Washington, D.C., National Academy Press: 61.
Sayed, S. M., Pulsifer, J. M. et Jackson, N. M. (2011). UNRAP: Are we ready for it? Journal
of Materials in Civil Engineering 23(2): 188-196.
Siekmeirer, J., Cassandra, P., Merth, S. et Jensen, J. (2009). Using the Dynamic Cone
Penetrometer and Light Weight Deflectometer for Construction Quality Assurance M.
D. o. Transportation, Office of Materials and Road Research 244.
Tabakovic, A., Gibney, A., McNally, C. et Gilchrist, M. D. (2010). Influence of Recycled
Asphalt Pavement on Fatigue Performance of Asphalt Concrete Base Courses. Journal
of Materials in Civil Engineering 22(6): 643-650.
Taha, R., Ali, G., Basma, A. et Al-Turk, O. (1999). Evaluation of Reclaimed Asphalt
Pavement Aggregate in Road Bases and Subbases. Transportation Research Record:
Journal of the Transportation Research Board 1652(-1): 264-269.
Tang, X. (2011). A study of permanent deformation behavior of geogrid-reinforced flexible
pavements using small scale accelerated pavement testing. Department of Civil and
Environnemental Engineering, The Pennsylvania State University. Doctor of
Philosophy: 230.
Vervoort, R. W. et Cattle S. R. (2003). Linking hydraulic conductivity and tortuosity
parameters to pore space geometry and pore-size distribution. Journal of Hydrology
272: 36-49.
Werkmeister, S., Dawson A. et Wellner F. (2001). Permanent Deformation Behavior of
Granular Materials and the Shakedown Concept. Transportation Research Record:
Journal of the Transportation Research Board 1757(-1): 75-81.
Annexe A.
Résultats de l’essai de rétention d’eau et détermination
des paramètres a, n et m des modèles

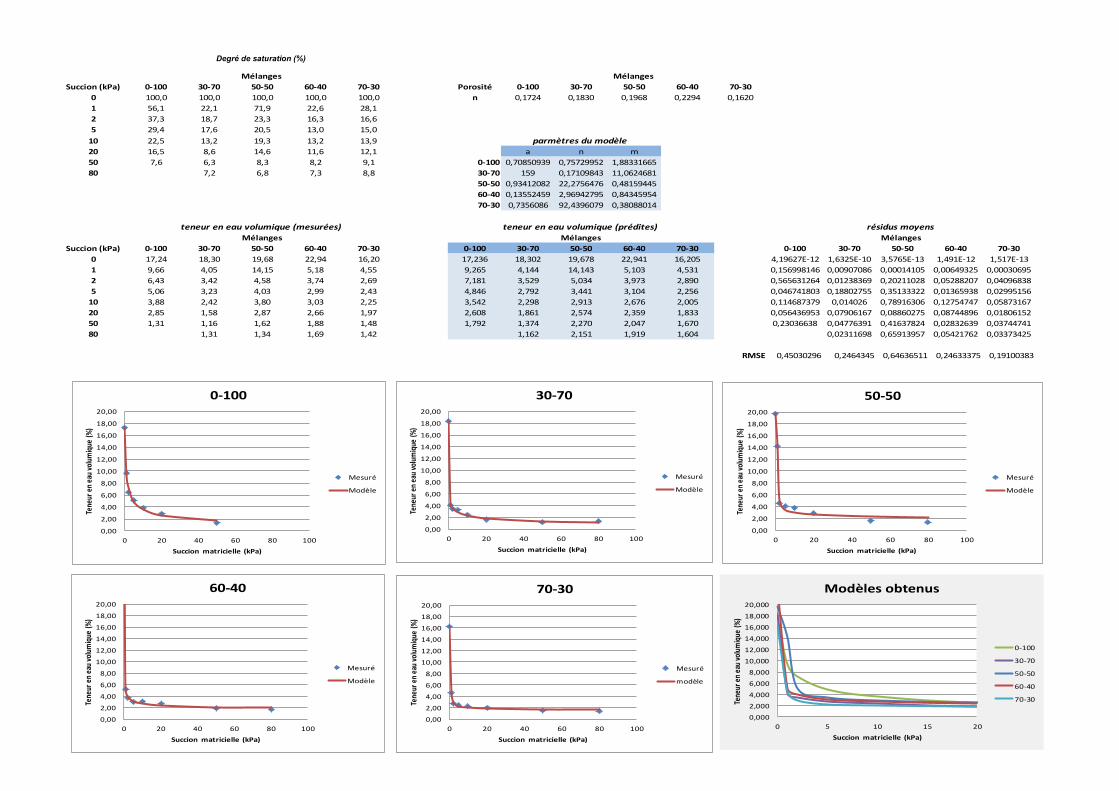
Succion (kPa) 0-100 30-70 50-50 60-40 70-30 Porosité 0-100 30-70 50-50 60-40 70-30
0 100,0 100,0 100,0 100,0 100,0 n 0,1724 0,1830 0,1968 0,2294 0,1620
1 56,1 22,1 71,9 22,6 28,1
2 37,3 18,7 23,3 16,3 16,6
5 29,4 17,6 20,5 13,0 15,0
10 22,5 13,2 19,3 13,2 13,9
20 16,5 8,6 14,6 11,6 12,1 a n m
50 7,6 6,3 8,3 8,2 9,1 0-100 0,70850939 0,75729952 1,88331665
80 7,2 6,8 7,3 8,8 30-70 159 0,17109843 11,0624681
50-50 0,93412082 22,2756476 0,48159445
60-40 0,13552459 2,96942795 0,84345954
70-30 0,7356086 92,4396079 0,38088014
Succion (kPa) 0-100 30-70 50-50 60-40 70-30 0-100 30-70 50-50 60-40 70-30 0-100 30-70 50-50 60-40 70-30
0 17,24 18,30 19,68 22,94 16,20 17,236 18,302 19,678 22,941 16,205 4,19627E-12 1,6325E-10 3,5765E-13 1,491E-12 1,517E-13
1 9,66 4,05 14,15 5,18 4,55 9,265 4,144 14,143 5,103 4,531 0,156998146 0,00907086 0,00014105 0,00649325 0,00030695
2 6,43 3,42 4,58 3,74 2,69 7,181 3,529 5,034 3,973 2,890 0,565631264 0,01238369 0,20211028 0,05288207 0,04096838
5 5,06 3,23 4,03 2,99 2,43 4,846 2,792 3,441 3,104 2,256 0,046741803 0,18802755 0,35133322 0,01365938 0,02995156
10 3,88 2,42 3,80 3,03 2,25 3,542 2,298 2,913 2,676 2,005 0,114687379 0,014026 0,78916306 0,12754747 0,05873167
20 2,85 1,58 2,87 2,66 1,97 2,608 1,861 2,574 2,359 1,833 0,056436953 0,07906167 0,08860275 0,08744896 0,01806152
50 1,31 1,16 1,62 1,88 1,48 1,792 1,374 2,270 2,047 1,670 0,23036638 0,04776391 0,41637824 0,02832639 0,03744741
80 1,31 1,34 1,69 1,42 1,162 2,151 1,919 1,604 0,02311698 0,65913957 0,05421762 0,03373425
RMSE 0,45030296 0,2464345 0,64636511 0,24633375 0,19100383
Mélanges
teneur en eau massique (mesurées)
teneur en eau volumique (mesurées) teneur en eau volumique (prédites) résidus moyens
Mélanges
parmètres du modèle
Mélanges
Mélanges Mélanges
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
0 20 40 60 80 100
Tene
ur e
n ea
u vo
lum
ique
(%)
Succion matricielle (kPa)
0-100
Mesuré
Modèle
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
0 20 40 60 80 100
Tene
ur e
n ea
u vo
lum
ique
(%)
Succion matricielle (kPa)
30-70
Mesuré
Modèle
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
0 20 40 60 80 100
Tene
ur e
n ea
u vo
lum
ique
(%)
Succion matricielle (kPa)
50-50
Mesuré
Modèle
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
0 20 40 60 80 100
Tene
ur e
n ea
u vo
lum
ique
(%)
Succion matricielle (kPa)
60-40
Mesuré
Modèle
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
20,00
0 20 40 60 80 100
Tene
ur e
n ea
u vo
lum
ique
(%)
Succion matricielle (kPa)
70-30
Mesuré
modèle
0,000
2,000
4,000
6,000
8,000
10,000
12,000
14,000
16,000
18,000
20,000
0 5 10 15 20
Tene
ur e
n ea
u vo
lum
ique
(%)
Succion matricielle (kPa)
Modèles obtenus
0-100
30-70
50-50
60-40
70-30
Degré de saturation (%)

Annexe B.
B.1. Caractérisation du module réversible des
différents mélanges pour une fréquence de
chargement de 1 Hz


MÉTHODE LC 22-400
DÉTERMINATION DU MODULE RÉVERSIBLE DES MATÉRIAUX GRANULAIRES
No. projet : AM-033-10 Type matériau : MG-20 Source : Carrière Union Fréquence de chargement : 1 Hz
Client : Jonas Depatie Mélange : 0-100 Pétrographie : Calcaire
No. échantillon : MG-009-10 Teneur eau : 2,8 % Porosité : 19 % Densité : 2,679 Teneur eau optimale : 5,0 %
Masse volumique : 2159 kg/m³ Saturation : 22 % Absorption : 0,8 % Masse vol. optimale : 2270 kg/m³
Teneur eau intiale : 2,9 % Saturation : 23 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 62 -11 7 80 9 287 0,17
20 4,0 36 127 -28 5 100 19 280 0,22
20 6,0 53 178 -47 3 119 28 301 0,27
35 3,6 32 82 -14 7 140 17 384 0,17
35 7,1 63 149 -33 7 175 33 422 0,22
35 10,6 95 202 -53 6 210 50 467 0,26
70 7,1 63 94 -15 8 280 33 669 0,16
70 14,2 126 169 -34 10 350 66 746 0,20
70 21,3 189 238 -57 11 420 99 795 0,24
105 7,1 63 73 -10 5 385 33 861 0,14
105 10,6 95 108 -17 8 420 50 879 0,15
105 21,2 189 194 -38 11 525 99 975 0,19
140 10,6 95 89 -13 5 525 50 1065 0,14
140 14,2 126 115 -17 7 560 66 1097 0,15
140 28,3 252 210 -38 11 700 132 1200 0,18
Teneur eau saturée : 7,7 % Saturation : 76 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 75 -14 8 80 9 240 0,19
20 4,0 36 150 -38 5 100 19 238 0,26
20 6,0 54 204 -61 4 120 28 262 0,30
35 3,6 32 92 -17 8 140 17 342 0,19
35 7,1 63 172 -42 7 175 33 367 0,24
35 10,7 95 227 -63 7 210 50 417 0,28
70 7,1 63 105 -18 9 280 33 602 0,17
70 14,2 126 190 -42 10 350 66 665 0,22
70 21,3 189 249 -61 11 421 99 761 0,25
105 7,1 63 77 -11 7 385 33 821 0,15
105 10,6 95 114 -19 10 420 50 831 0,16
105 21,3 189 203 -42 11 526 99 932 0,20
140 10,6 95 92 -14 8 525 50 1028 0,15
140 14,2 126 120 -19 9 560 66 1052 0,16
140 28,4 252 214 -41 11 701 132 1181 0,19
Teneur eau drainée : 3,9 % Saturation : 34 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 71 -13 7 80 9 252 0,18
20 4,0 36 145 -36 4 100 19 246 0,24 Sat. c1 c2 c3 R² RMSE n
20 6,0 54 197 -56 3 120 28 271 0,28 23% 156 1,957 -2,153 0,99 27 15
35 3,6 32 90 -16 8 140 17 350 0,18 76% 102 1,968 -2,059 1,00 19 15
35 7,1 63 170 -40 6 175 33 372 0,24 34% 108 1,955 -1,967 1,00 18 15
35 10,7 95 223 -60 6 210 50 425 0,27
70 7,1 63 105 -18 8 280 33 604 0,17 Sat. k1 k2 k3 R² RMSE n
70 14,2 126 189 -40 9 350 66 666 0,21 23% 2,49 0,841 -0,374 0,99 0,025 15
70 21,3 189 245 -59 10 420 99 771 0,24 76% 2,42 0,915 -0,383 0,99 0,025 15
105 7,1 63 77 -11 6 385 33 823 0,14 34% 2,43 0,889 -0,351 0,99 0,027 15
105 10,6 95 114 -18 8 420 50 832 0,16
105 21,3 189 202 -40 10 525 99 938 0,20 Sat. nr n Conditionnement 10 000 cycles
140 10,6 95 91 -13 6 525 50 1036 0,14 23% 0,19 0,04 15 No. p1 p2 p
140 14,2 126 119 -18 8 560 66 1058 0,15 76% 0,21 0,05 15 1
140 28,3 252 211 -39 10 700 132 1197 0,19 34% 0,20 0,05 15 2
Note :
Réalisé par : Jonas Depatie étu. Approuvé par : Félix Doucet, ing. M.Sc.A.
Date : Date :17 janvier 2011 17 janvier 2011
Service des matériaux d'infrastructures, Direction du Laboratoire des Chaussées, Ministère des Transports du Québec
2700, rue Einstein, Québec, G1P 3W8, (418) 644-0181
0
200
400
600
800
1000
1200
1400
0 200 400 600 800
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 23 %
Saturation : 76 %
Saturation : 34 %
100
1000
10000
10 100 1000
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 23 %
Saturation : 76 %
Saturation : 34 %
octr cccE 321
32
11
k
a
oct
k
a
arpp
pkE
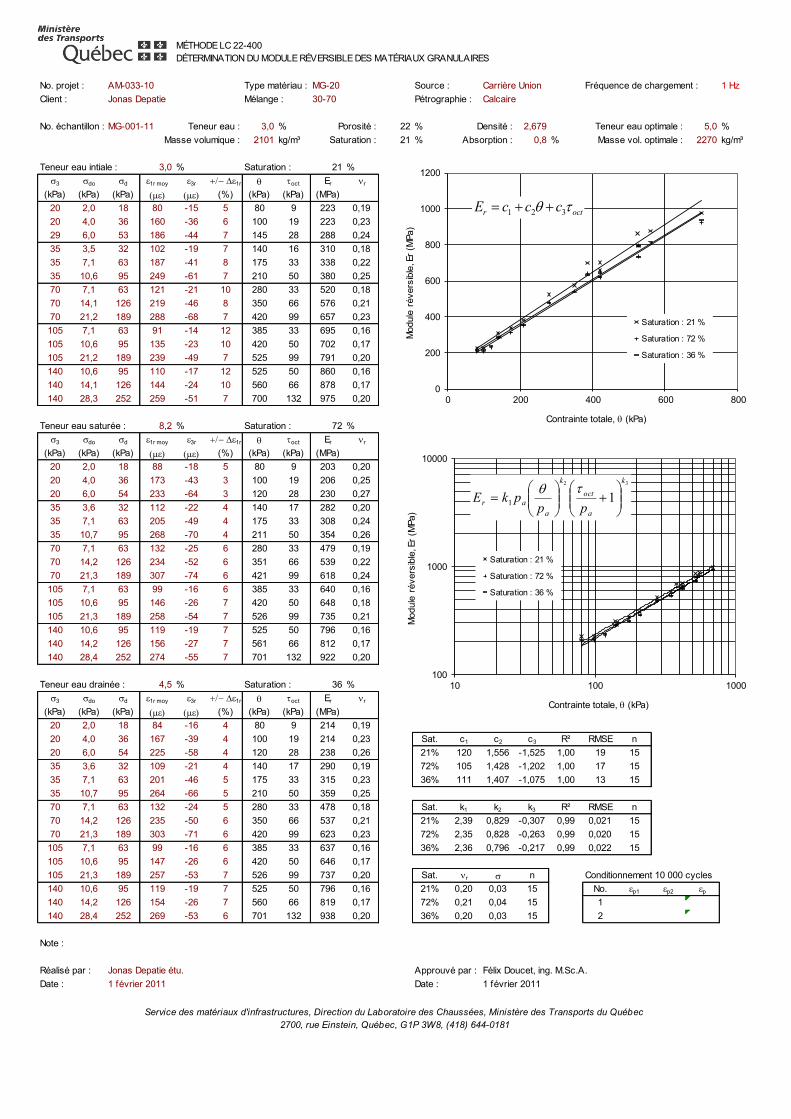
MÉTHODE LC 22-400
DÉTERMINATION DU MODULE RÉVERSIBLE DES MATÉRIAUX GRANULAIRES
No. projet : AM-033-10 Type matériau : MG-20 Source : Carrière Union Fréquence de chargement : 1 Hz
Client : Jonas Depatie Mélange : 30-70 Pétrographie : Calcaire
No. échantillon : MG-001-11 Teneur eau : 3,0 % Porosité : 22 % Densité : 2,679 Teneur eau optimale : 5,0 %
Masse volumique : 2101 kg/m³ Saturation : 21 % Absorption : 0,8 % Masse vol. optimale : 2270 kg/m³
Teneur eau intiale : 3,0 % Saturation : 21 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 80 -15 5 80 9 223 0,19
20 4,0 36 160 -36 6 100 19 223 0,23
29 6,0 53 186 -44 7 145 28 288 0,24
35 3,5 32 102 -19 7 140 16 310 0,18
35 7,1 63 187 -41 8 175 33 338 0,22
35 10,6 95 249 -61 7 210 50 380 0,25
70 7,1 63 121 -21 10 280 33 520 0,18
70 14,1 126 219 -46 8 350 66 576 0,21
70 21,2 189 288 -68 7 420 99 657 0,23
105 7,1 63 91 -14 12 385 33 695 0,16
105 10,6 95 135 -23 10 420 50 702 0,17
105 21,2 189 239 -49 7 525 99 791 0,20
140 10,6 95 110 -17 12 525 50 860 0,16
140 14,1 126 144 -24 10 560 66 878 0,17
140 28,3 252 259 -51 7 700 132 975 0,20
Teneur eau saturée : 8,2 % Saturation : 72 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 88 -18 5 80 9 203 0,20
20 4,0 36 173 -43 3 100 19 206 0,25
20 6,0 54 233 -64 3 120 28 230 0,27
35 3,6 32 112 -22 4 140 17 282 0,20
35 7,1 63 205 -49 4 175 33 308 0,24
35 10,7 95 268 -70 4 211 50 354 0,26
70 7,1 63 132 -25 6 280 33 479 0,19
70 14,2 126 234 -52 6 351 66 539 0,22
70 21,3 189 307 -74 6 421 99 618 0,24
105 7,1 63 99 -16 6 385 33 640 0,16
105 10,6 95 146 -26 7 420 50 648 0,18
105 21,3 189 258 -54 7 526 99 735 0,21
140 10,6 95 119 -19 7 525 50 796 0,16
140 14,2 126 156 -27 7 561 66 812 0,17
140 28,4 252 274 -55 7 701 132 922 0,20
Teneur eau drainée : 4,5 % Saturation : 36 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 84 -16 4 80 9 214 0,19
20 4,0 36 167 -39 4 100 19 214 0,23 Sat. c1 c2 c3 R² RMSE n
20 6,0 54 225 -58 4 120 28 238 0,26 21% 120 1,556 -1,525 1,00 19 15
35 3,6 32 109 -21 4 140 17 290 0,19 72% 105 1,428 -1,202 1,00 17 15
35 7,1 63 201 -46 5 175 33 315 0,23 36% 111 1,407 -1,075 1,00 13 15
35 10,7 95 264 -66 5 210 50 359 0,25
70 7,1 63 132 -24 5 280 33 478 0,18 Sat. k1 k2 k3 R² RMSE n
70 14,2 126 235 -50 6 350 66 537 0,21 21% 2,39 0,829 -0,307 0,99 0,021 15
70 21,3 189 303 -71 6 420 99 623 0,23 72% 2,35 0,828 -0,263 0,99 0,020 15
105 7,1 63 99 -16 6 385 33 637 0,16 36% 2,36 0,796 -0,217 0,99 0,022 15
105 10,6 95 147 -26 6 420 50 646 0,17
105 21,3 189 257 -53 7 526 99 737 0,20 Sat. nr n Conditionnement 10 000 cycles
140 10,6 95 119 -19 7 525 50 796 0,16 21% 0,20 0,03 15 No. p1 p2 p
140 14,2 126 154 -26 7 560 66 819 0,17 72% 0,21 0,04 15 1
140 28,4 252 269 -53 6 701 132 938 0,20 36% 0,20 0,03 15 2
Note :
Réalisé par : Jonas Depatie étu. Approuvé par : Félix Doucet, ing. M.Sc.A.
Date : Date :1 février 2011 1 février 2011
Service des matériaux d'infrastructures, Direction du Laboratoire des Chaussées, Ministère des Transports du Québec
2700, rue Einstein, Québec, G1P 3W8, (418) 644-0181
0
200
400
600
800
1000
1200
0 200 400 600 800M
odule
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 21 %
Saturation : 72 %
Saturation : 36 %
100
1000
10000
10 100 1000
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 21 %
Saturation : 72 %
Saturation : 36 %
octr cccE 321
32
11
k
a
oct
k
a
arpp
pkE
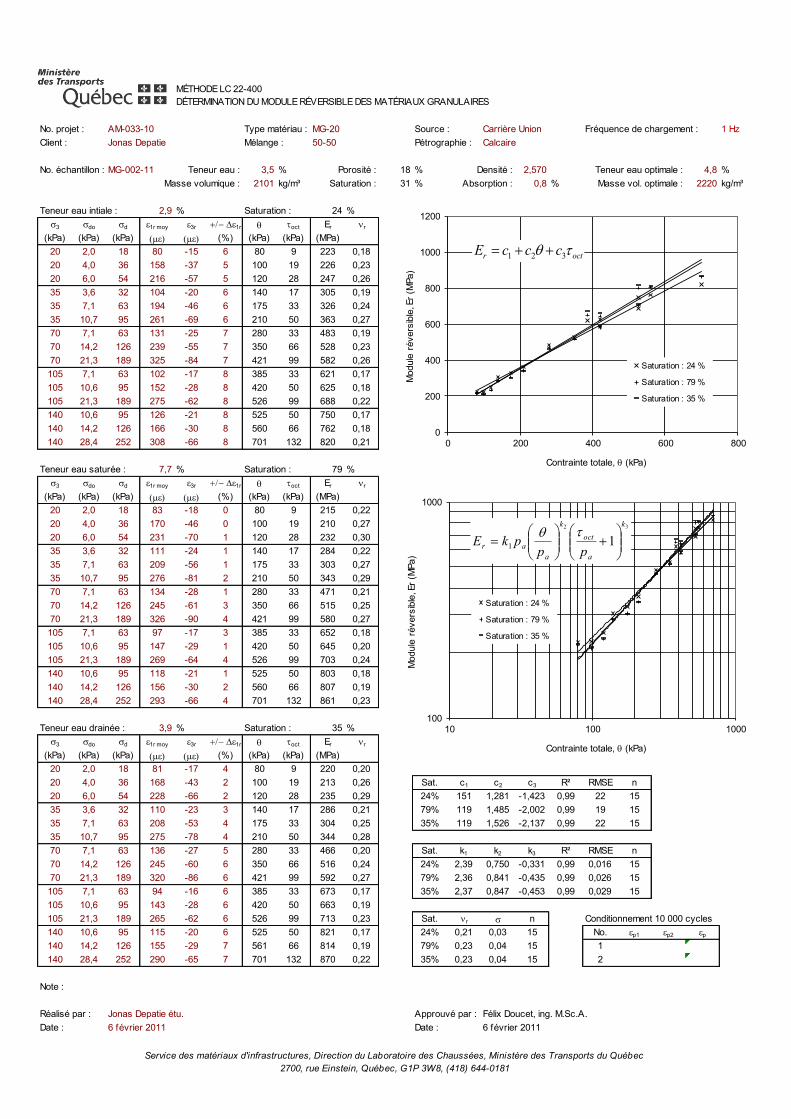
MÉTHODE LC 22-400
DÉTERMINATION DU MODULE RÉVERSIBLE DES MATÉRIAUX GRANULAIRES
No. projet : AM-033-10 Type matériau : MG-20 Source : Carrière Union Fréquence de chargement : 1 Hz
Client : Jonas Depatie Mélange : 50-50 Pétrographie : Calcaire
No. échantillon : MG-002-11 Teneur eau : 3,5 % Porosité : 18 % Densité : 2,570 Teneur eau optimale : 4,8 %
Masse volumique : 2101 kg/m³ Saturation : 31 % Absorption : 0,8 % Masse vol. optimale : 2220 kg/m³
Teneur eau intiale : 2,9 % Saturation : 24 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 80 -15 6 80 9 223 0,18
20 4,0 36 158 -37 5 100 19 226 0,23
20 6,0 54 216 -57 5 120 28 247 0,26
35 3,6 32 104 -20 6 140 17 305 0,19
35 7,1 63 194 -46 6 175 33 326 0,24
35 10,7 95 261 -69 6 210 50 363 0,27
70 7,1 63 131 -25 7 280 33 483 0,19
70 14,2 126 239 -55 7 350 66 528 0,23
70 21,3 189 325 -84 7 421 99 582 0,26
105 7,1 63 102 -17 8 385 33 621 0,17
105 10,6 95 152 -28 8 420 50 625 0,18
105 21,3 189 275 -62 8 526 99 688 0,22
140 10,6 95 126 -21 8 525 50 750 0,17
140 14,2 126 166 -30 8 560 66 762 0,18
140 28,4 252 308 -66 8 701 132 820 0,21
Teneur eau saturée : 7,7 % Saturation : 79 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 83 -18 0 80 9 215 0,22
20 4,0 36 170 -46 0 100 19 210 0,27
20 6,0 54 231 -70 1 120 28 232 0,30
35 3,6 32 111 -24 1 140 17 284 0,22
35 7,1 63 209 -56 1 175 33 303 0,27
35 10,7 95 276 -81 2 210 50 343 0,29
70 7,1 63 134 -28 1 280 33 471 0,21
70 14,2 126 245 -61 3 350 66 515 0,25
70 21,3 189 326 -90 4 421 99 580 0,27
105 7,1 63 97 -17 3 385 33 652 0,18
105 10,6 95 147 -29 1 420 50 645 0,20
105 21,3 189 269 -64 4 526 99 703 0,24
140 10,6 95 118 -21 1 525 50 803 0,18
140 14,2 126 156 -30 2 560 66 807 0,19
140 28,4 252 293 -66 4 701 132 861 0,23
Teneur eau drainée : 3,9 % Saturation : 35 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 81 -17 4 80 9 220 0,20
20 4,0 36 168 -43 2 100 19 213 0,26 Sat. c1 c2 c3 R² RMSE n
20 6,0 54 228 -66 2 120 28 235 0,29 24% 151 1,281 -1,423 0,99 22 15
35 3,6 32 110 -23 3 140 17 286 0,21 79% 119 1,485 -2,002 0,99 19 15
35 7,1 63 208 -53 4 175 33 304 0,25 35% 119 1,526 -2,137 0,99 22 15
35 10,7 95 275 -78 4 210 50 344 0,28
70 7,1 63 136 -27 5 280 33 466 0,20 Sat. k1 k2 k3 R² RMSE n
70 14,2 126 245 -60 6 350 66 516 0,24 24% 2,39 0,750 -0,331 0,99 0,016 15
70 21,3 189 320 -86 6 421 99 592 0,27 79% 2,36 0,841 -0,435 0,99 0,026 15
105 7,1 63 94 -16 6 385 33 673 0,17 35% 2,37 0,847 -0,453 0,99 0,029 15
105 10,6 95 143 -28 6 420 50 663 0,19
105 21,3 189 265 -62 6 526 99 713 0,23 Sat. nr n Conditionnement 10 000 cycles
140 10,6 95 115 -20 6 525 50 821 0,17 24% 0,21 0,03 15 No. p1 p2 p
140 14,2 126 155 -29 7 561 66 814 0,19 79% 0,23 0,04 15 1
140 28,4 252 290 -65 7 701 132 870 0,22 35% 0,23 0,04 15 2
Note :
Réalisé par : Jonas Depatie étu. Approuvé par : Félix Doucet, ing. M.Sc.A.
Date : Date :6 février 2011 6 février 2011
Service des matériaux d'infrastructures, Direction du Laboratoire des Chaussées, Ministère des Transports du Québec
2700, rue Einstein, Québec, G1P 3W8, (418) 644-0181
0
200
400
600
800
1000
1200
0 200 400 600 800
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 24 %
Saturation : 79 %
Saturation : 35 %
100
1000
10 100 1000
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 24 %
Saturation : 79 %
Saturation : 35 %
octr cccE 321
32
11
k
a
oct
k
a
arpp
pkE

MÉTHODE LC 22-400
DÉTERMINATION DU MODULE RÉVERSIBLE DES MATÉRIAUX GRANULAIRES
No. projet : AM-033-10 Type matériau : MG-20 Source : Carrière Union Fréquence de chargement : 1 Hz
Client : Jonas Depatie Mélange : 60-40 Pétrographie : Calcaire
No. échantillon : MG-004-11 Teneur eau : 3,7 % Porosité : 15 % Densité : 2,550 Teneur eau optimale : 4,2 %
Masse volumique : 2158 kg/m³ Saturation : 28 % Absorption : 1,7 % Masse vol. optimale : 2210 kg/m³
Teneur eau intiale : 2,9 % Saturation : 17 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 90 -18 5 80 9 198 0,20
20 4,0 36 179 -45 5 100 19 199 0,25
20 6,0 53 246 -72 4 119 28 217 0,29
35 3,5 32 118 -23 5 140 16 268 0,20
35 7,1 63 220 -54 5 175 33 287 0,25
35 10,6 94 297 -84 3 210 49 318 0,28
70 7,1 63 150 -28 5 280 33 421 0,19
70 14,1 126 271 -64 3 350 66 465 0,23
70 21,2 189 365 -101 0 420 99 517 0,28
105 7,1 63 117 -20 6 385 33 539 0,17
105 10,6 94 173 -32 4 420 49 547 0,19
105 21,2 189 310 -72 1 525 99 609 0,23
140 10,6 95 144 -24 3 525 50 655 0,17
140 14,1 126 188 -34 2 560 66 668 0,18
140 28,3 252 345 -78 1 700 132 730 0,23
Teneur eau saturée : 6,8 % Saturation : 71 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 103 -24 10 80 9 174 0,23
20 4,0 36 200 -58 6 100 19 178 0,29
20 6,0 54 273 -89 5 120 28 196 0,33
35 3,5 32 134 -29 7 140 17 236 0,22
35 7,1 63 247 -67 6 175 33 256 0,27
35 10,6 95 326 -101 4 210 50 290 0,31
70 7,1 63 168 -34 5 280 33 376 0,20
70 14,2 126 297 -75 3 350 66 424 0,25
70 21,3 189 387 -113 1 420 99 489 0,29
105 7,1 63 122 -21 3 385 33 519 0,17
105 10,6 95 176 -34 3 420 50 537 0,19
105 21,3 189 313 -75 1 525 99 604 0,24
140 10,6 95 143 -25 0 525 50 662 0,17
140 14,2 126 189 -35 0 560 66 667 0,19
140 28,3 252 343 -79 0 700 132 735 0,23
Teneur eau drainée : 4,6 % Saturation : 41 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 103 -22 5 80 9 174 0,22
20 4,0 36 201 -56 5 100 19 177 0,28 Sat. c1 c2 c3 R² RMSE n
20 6,0 54 270 -85 5 120 28 198 0,32 17% 131 1,105 -1,074 0,99 18 15
35 3,6 32 133 -28 4 140 17 237 0,21 71% 93 1,186 -1,244 1,00 12 15
35 7,1 63 243 -65 4 175 33 260 0,27 41% 102 1,069 -0,777 1,00 13 15
35 10,7 95 322 -97 4 210 50 294 0,30
70 7,1 63 164 -32 4 280 33 385 0,20 Sat. k1 k2 k3 R² RMSE n
70 14,2 126 292 -71 2 350 66 433 0,24 17% 2,33 0,736 -0,278 0,99 0,018 15
70 21,3 189 381 -108 1 421 99 497 0,28 71% 2,28 0,807 -0,294 0,99 0,023 15
105 7,1 63 125 -21 3 385 33 505 0,17 41% 2,28 0,762 -0,196 0,99 0,018 15
105 10,6 95 184 -35 2 420 50 514 0,19
105 21,3 189 322 -76 1 526 99 587 0,24 Sat. nr n Conditionnement 10 000 cycles
140 10,6 95 152 -26 0 525 50 625 0,17 17% 0,22 0,04 15 No. p1 p2 p
140 14,2 126 198 -36 0 560 66 639 0,18 71% 0,24 0,05 15 1
140 28,4 252 347 -79 0 701 132 727 0,23 41% 0,23 0,05 15 2
Note :
Réalisé par : Jonas Depatie étu. Approuvé par : Félix Doucet, ing. M.Sc.A.
Date : Date :21 février 2011 21 février 2011
Service des matériaux d'infrastructures, Direction du Laboratoire des Chaussées, Ministère des Transports du Québec
2700, rue Einstein, Québec, G1P 3W8, (418) 644-0181
0
200
400
600
800
1000
0 200 400 600 800M
odule
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 17 %
Saturation : 71 %
Saturation : 41 %
100
1000
10 100 1000
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 17 %
Saturation : 71 %
Saturation : 41 %
octr cccE 321
32
11
k
a
oct
k
a
arpp
pkE
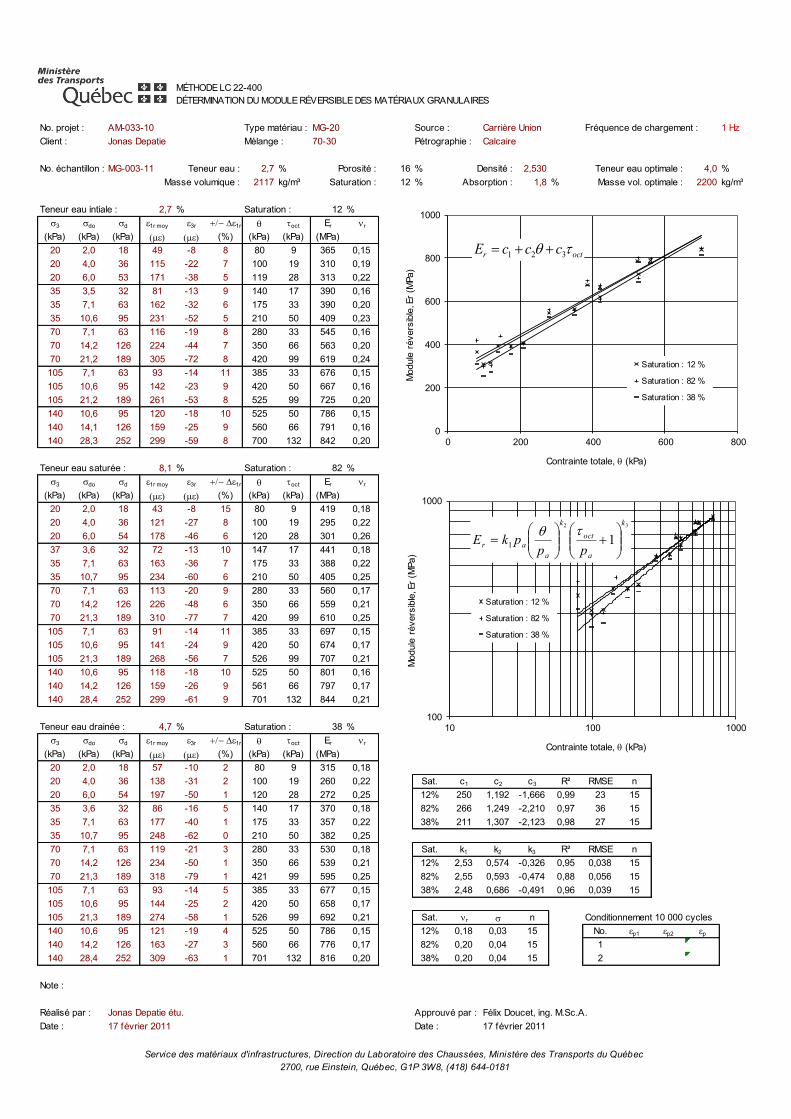
MÉTHODE LC 22-400
DÉTERMINATION DU MODULE RÉVERSIBLE DES MATÉRIAUX GRANULAIRES
No. projet : AM-033-10 Type matériau : MG-20 Source : Carrière Union Fréquence de chargement : 1 Hz
Client : Jonas Depatie Mélange : 70-30 Pétrographie : Calcaire
No. échantillon : MG-003-11 Teneur eau : 2,7 % Porosité : 16 % Densité : 2,530 Teneur eau optimale : 4,0 %
Masse volumique : 2117 kg/m³ Saturation : 12 % Absorption : 1,8 % Masse vol. optimale : 2200 kg/m³
Teneur eau intiale : 2,7 % Saturation : 12 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 49 -8 8 80 9 365 0,15
20 4,0 36 115 -22 7 100 19 310 0,19
20 6,0 53 171 -38 5 119 28 313 0,22
35 3,5 32 81 -13 9 140 17 390 0,16
35 7,1 63 162 -32 6 175 33 390 0,20
35 10,6 95 231 -52 5 210 50 409 0,23
70 7,1 63 116 -19 8 280 33 545 0,16
70 14,2 126 224 -44 7 350 66 563 0,20
70 21,2 189 305 -72 8 420 99 619 0,24
105 7,1 63 93 -14 11 385 33 676 0,15
105 10,6 95 142 -23 9 420 50 667 0,16
105 21,2 189 261 -53 8 525 99 725 0,20
140 10,6 95 120 -18 10 525 50 786 0,15
140 14,1 126 159 -25 9 560 66 791 0,16
140 28,3 252 299 -59 8 700 132 842 0,20
Teneur eau saturée : 8,1 % Saturation : 82 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 43 -8 15 80 9 419 0,18
20 4,0 36 121 -27 8 100 19 295 0,22
20 6,0 54 178 -46 6 120 28 301 0,26
37 3,6 32 72 -13 10 147 17 441 0,18
35 7,1 63 163 -36 7 175 33 388 0,22
35 10,7 95 234 -60 6 210 50 405 0,25
70 7,1 63 113 -20 9 280 33 560 0,17
70 14,2 126 226 -48 6 350 66 559 0,21
70 21,3 189 310 -77 7 420 99 610 0,25
105 7,1 63 91 -14 11 385 33 697 0,15
105 10,6 95 141 -24 9 420 50 674 0,17
105 21,3 189 268 -56 7 526 99 707 0,21
140 10,6 95 118 -18 10 525 50 801 0,16
140 14,2 126 159 -26 9 561 66 797 0,17
140 28,4 252 299 -61 9 701 132 844 0,21
Teneur eau drainée : 4,7 % Saturation : 38 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 57 -10 2 80 9 315 0,18
20 4,0 36 138 -31 2 100 19 260 0,22 Sat. c1 c2 c3 R² RMSE n
20 6,0 54 197 -50 1 120 28 272 0,25 12% 250 1,192 -1,666 0,99 23 15
35 3,6 32 86 -16 5 140 17 370 0,18 82% 266 1,249 -2,210 0,97 36 15
35 7,1 63 177 -40 1 175 33 357 0,22 38% 211 1,307 -2,123 0,98 27 15
35 10,7 95 248 -62 0 210 50 382 0,25
70 7,1 63 119 -21 3 280 33 530 0,18 Sat. k1 k2 k3 R² RMSE n
70 14,2 126 234 -50 1 350 66 539 0,21 12% 2,53 0,574 -0,326 0,95 0,038 15
70 21,3 189 318 -79 1 421 99 595 0,25 82% 2,55 0,593 -0,474 0,88 0,056 15
105 7,1 63 93 -14 5 385 33 677 0,15 38% 2,48 0,686 -0,491 0,96 0,039 15
105 10,6 95 144 -25 2 420 50 658 0,17
105 21,3 189 274 -58 1 526 99 692 0,21 Sat. nr n Conditionnement 10 000 cycles
140 10,6 95 121 -19 4 525 50 786 0,15 12% 0,18 0,03 15 No. p1 p2 p
140 14,2 126 163 -27 3 560 66 776 0,17 82% 0,20 0,04 15 1
140 28,4 252 309 -63 1 701 132 816 0,20 38% 0,20 0,04 15 2
Note :
Réalisé par : Jonas Depatie étu. Approuvé par : Félix Doucet, ing. M.Sc.A.
Date : Date :17 février 2011 17 février 2011
Service des matériaux d'infrastructures, Direction du Laboratoire des Chaussées, Ministère des Transports du Québec
2700, rue Einstein, Québec, G1P 3W8, (418) 644-0181
0
200
400
600
800
1000
0 200 400 600 800
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 12 %
Saturation : 82 %
Saturation : 38 %
100
1000
10 100 1000
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 12 %
Saturation : 82 %
Saturation : 38 %
octr cccE 321
32
11
k
a
oct
k
a
arpp
pkE


B.2. Caractérisation du module réversible des
différents mélanges pour une fréquence de
chargement de 10 Hz

204
MÉTHODE LC 22-400
DÉTERMINATION DU MODULE RÉVERSIBLE DES MATÉRIAUX GRANULAIRES
No. projet : AM-033-10 Type matériau : MG-20 Source : Carrière Union Fréquence de chargement : 10 Hz
Client : Jonas Depatie Mélange : 0-100 Pétrographie : Calcaire
No. échantillon : MG-009-10 Teneur eau : 2,8 % Porosité : 19 % Densité : 2,679 Teneur eau optimale : 5,0 %
Masse volumique : 2159 kg/m³ Saturation : 22 % Absorption : 0,8 % Masse vol. optimale : 2270 kg/m³
Teneur eau intiale : 7,4 % Saturation : 73 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
0 0 #DIV/0! #DIV/0!
Teneur eau saturée : 7,3 % Saturation : 72 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 17 78 -15 5 79 9 222 0,19
20 4,0 35 157 -39 5 99 19 225 0,25
20 6,0 54 206 -58 5 120 28 259 0,28
35 3,5 31 95 -17 7 140 16 328 0,18
35 7,1 63 177 -42 8 175 33 357 0,24
35 10,6 94 227 -60 8 210 49 416 0,27
70 7,1 63 108 -18 8 280 33 586 0,17
70 14,1 126 192 -41 11 350 66 655 0,21
70 21,1 189 246 -58 12 420 99 767 0,24
105 7,1 63 78 -11 5 385 33 811 0,14
105 10,6 95 115 -19 8 420 50 820 0,16
105 21,1 189 203 -40 12 525 99 930 0,20
140 10,6 95 92 -13 5 525 50 1030 0,14
140 14,1 126 120 -19 8 560 66 1049 0,15
140 28,1 252 211 -39 12 700 132 1193 0,19
Teneur eau drainée : 4,1 % Saturation : 36 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 17 67 -12 13 79 9 258 0,18
20 4,0 35 143 -35 9 99 18 245 0,24 Sat. c1 c2 c3 R² RMSE n
20 6,0 53 196 -55 8 119 28 272 0,28 73% ##### ##### ##### ##### ##### 0
35 3,6 31 88 -15 12 140 16 353 0,17 72% 86 1,969 -1,862 1,00 19 15
35 7,1 63 168 -39 11 175 33 374 0,23 36% 111 1,956 -1,961 1,00 18 15
35 10,6 94 219 -58 10 210 49 429 0,26
70 7,1 63 104 -17 13 280 33 608 0,16 Sat. k1 k2 k3 R² RMSE n
70 14,1 125 188 -39 13 350 66 668 0,21 73% ##### ##### ##### ##### ##### 0
70 21,2 188 243 -57 13 419 99 775 0,23 72% 2,40 0,932 -0,342 0,99 0,022 15
105 7,1 63 77 -11 11 385 33 826 0,14 36% 2,44 0,883 -0,348 0,99 0,029 15
105 10,6 95 114 -18 13 420 50 832 0,16
105 21,1 188 201 -39 14 524 99 939 0,20 Sat. nr n Conditionnement 10 000 cycles
140 10,6 95 91 -13 11 525 50 1042 0,14 73% #DIV/0! #DIV/0! 0 No. p1 p2 p
140 14,1 126 119 -18 12 560 66 1060 0,15 72% 0,20 0,04 15 1
140 28,2 251 209 -38 13 700 132 1202 0,18 36% 0,20 0,04 15 2
Note :
Réalisé par : Jonas Depatie étu. Approuvé par : Félix Doucet, ing. M.Sc.A.
Date : Date :17 janvier 2011 17 janvier 2011
Service des matériaux d'infrastructures, Direction du Laboratoire des Chaussées, Ministère des Transports du Québec
2700, rue Einstein, Québec, G1P 3W8, (418) 644-0181
0
200
400
600
800
1000
1200
1400
0 200 400 600 800M
odule
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 73 %
Saturation : 72 %
Saturation : 36 %
100
1000
10000
10 100 1000
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 73 %
Saturation : 72 %
Saturation : 36 %
octr cccE 321
32
11
k
a
oct
k
a
arpp
pkE

MÉTHODE LC 22-400
DÉTERMINATION DU MODULE RÉVERSIBLE DES MATÉRIAUX GRANULAIRES
No. projet : AM-033-10 Type matériau : MG-20 Source : Carrière Union Fréquence de chargement : 10 Hz
Client : Jonas Depatie Mélange : 30-70 Pétrographie : Calcaire
No. échantillon : MG-001-11 Teneur eau : 3,0 % Porosité : 20 % Densité : 2,610 Teneur eau optimale : 5,5 %
Masse volumique : 2101 kg/m³ Saturation : 19 % Absorption : 1,2 % Masse vol. optimale : 2260 kg/m³
Teneur eau intiale : 3,0 % Saturation : 19 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 17 67 -12 5 79 9 254 0,18
20 3,9 36 136 -29 7 100 19 262 0,21
20 5,9 54 187 -44 6 120 28 288 0,24
35 3,5 32 89 -16 6 140 16 355 0,18
35 7,0 64 161 -34 7 176 33 394 0,21
35 10,5 95 215 -51 6 210 50 440 0,24
70 7,0 64 106 -18 10 281 33 599 0,17
70 14,0 126 187 -38 7 350 66 673 0,20
70 21,1 188 271 -62 7 420 99 696 0,23
105 7,0 64 85 -13 13 386 33 753 0,15
105 10,5 95 125 -21 11 421 50 762 0,17
105 21,1 189 227 -45 7 525 99 832 0,20
140 10,5 95 105 -16 13 526 50 902 0,16
140 14,0 126 138 -23 11 560 66 919 0,17
140 28,2 252 254 -49 7 700 132 992 0,19
Teneur eau saturée : 8,2 % Saturation : 75 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 78 -16 8 80 9 229 0,20
20 4,0 36 159 -39 1 100 19 225 0,24
20 6,0 54 217 -58 2 120 28 248 0,27
35 3,6 32 100 -19 1 140 17 316 0,19
35 7,1 63 185 -43 2 176 33 342 0,23
35 10,6 95 247 -63 2 210 50 383 0,25
70 7,1 63 121 -22 2 280 33 524 0,18
70 14,1 126 218 -47 4 350 66 576 0,21
70 21,2 188 289 -69 4 419 99 650 0,24
105 7,1 63 93 -15 3 385 33 684 0,16
105 10,6 95 137 -24 4 420 50 690 0,18
105 21,2 189 240 -49 6 525 99 786 0,20
140 10,6 95 111 -18 5 525 50 856 0,16
140 14,1 126 144 -24 5 560 66 873 0,17
140 28,2 252 258 -50 6 700 132 975 0,19
Teneur eau drainée : 4,5 % Saturation : 35 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 17 65 -12 12 79 9 266 0,18
20 4,0 35 139 -30 0 99 18 254 0,22 Sat. c1 c2 c3 R² RMSE n
33 6,0 53 160 -34 3 157 28 332 0,21 19% 176 1,563 -1,694 0,98 35 15
35 3,6 31 93 -17 1 140 16 334 0,18 75% 125 1,528 -1,449 1,00 17 15
35 7,1 63 177 -39 3 175 33 354 0,22 35% 156 1,448 -1,358 1,00 16 15
35 10,6 94 240 -58 4 210 49 392 0,24
70 7,1 63 118 -21 4 280 33 532 0,17 Sat. k1 k2 k3 R² RMSE n
70 14,1 125 216 -45 5 350 66 580 0,21 19% 2,46 0,781 -0,352 1,00 0,016 15
70 21,2 188 286 -65 5 419 99 658 0,23 75% 2,39 0,816 -0,303 0,99 0,023 15
105 7,1 63 91 -14 4 385 33 693 0,15 35% 2,43 0,728 -0,238 0,98 0,028 15
105 10,6 94 136 -23 5 420 49 697 0,17
105 21,1 188 242 -48 6 524 99 779 0,20 Sat. nr n Conditionnement 10 000 cycles
140 10,6 95 112 -17 6 525 50 848 0,15 19% 0,19 0,03 15 No. p1 p2 p
140 14,1 126 146 -24 6 560 66 862 0,16 75% 0,21 0,04 15 1
140 28,2 251 258 -50 7 700 132 973 0,19 35% 0,19 0,03 15 2
Note :
Réalisé par : Jonas Depatie étu. Approuvé par : Félix Doucet, ing. M.Sc.A.
Date : Date :1 février 2011 1 février 2011
Service des matériaux d'infrastructures, Direction du Laboratoire des Chaussées, Ministère des Transports du Québec
2700, rue Einstein, Québec, G1P 3W8, (418) 644-0181
0
200
400
600
800
1000
1200
0 200 400 600 800
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 19 %
Saturation : 75 %
Saturation : 35 %
100
1000
10000
10 100 1000
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 19 %
Saturation : 75 %
Saturation : 35 %
octr cccE 321
32
11
k
a
oct
k
a
arpp
pkE
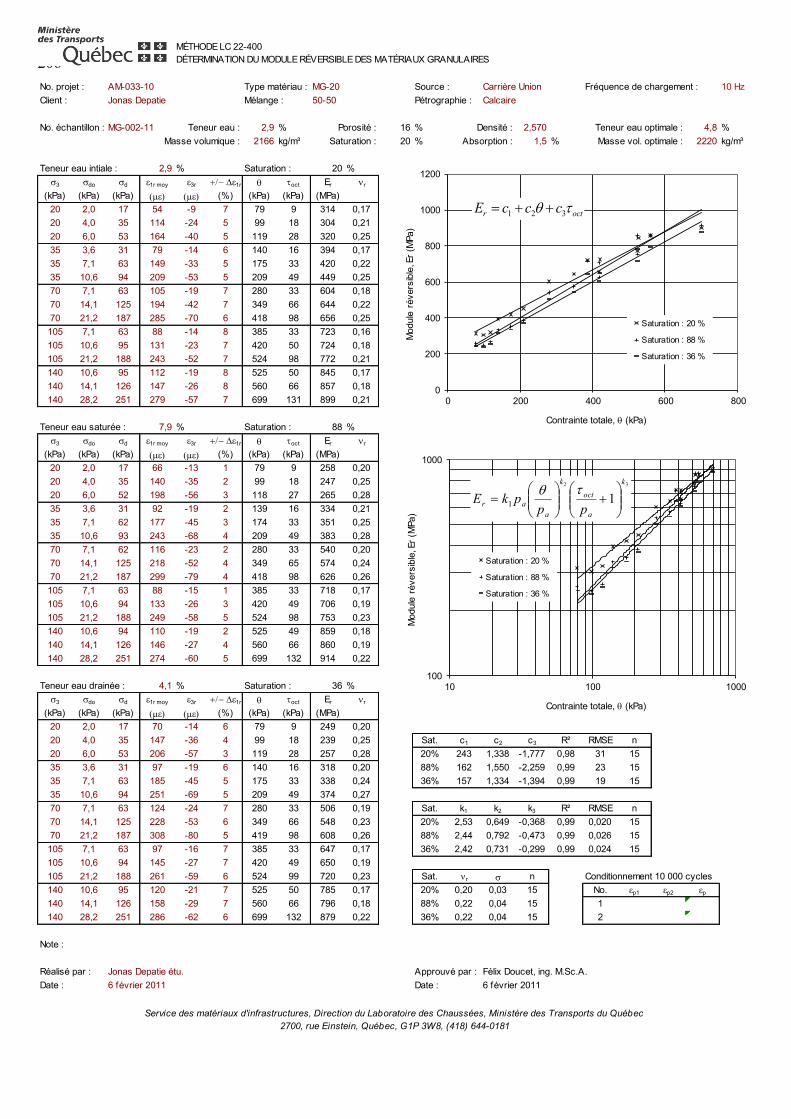
206
MÉTHODE LC 22-400
DÉTERMINATION DU MODULE RÉVERSIBLE DES MATÉRIAUX GRANULAIRES
No. projet : AM-033-10 Type matériau : MG-20 Source : Carrière Union Fréquence de chargement : 10 Hz
Client : Jonas Depatie Mélange : 50-50 Pétrographie : Calcaire
No. échantillon : MG-002-11 Teneur eau : 2,9 % Porosité : 16 % Densité : 2,570 Teneur eau optimale : 4,8 %
Masse volumique : 2166 kg/m³ Saturation : 20 % Absorption : 1,5 % Masse vol. optimale : 2220 kg/m³
Teneur eau intiale : 2,9 % Saturation : 20 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 17 54 -9 7 79 9 314 0,17
20 4,0 35 114 -24 5 99 18 304 0,21
20 6,0 53 164 -40 5 119 28 320 0,25
35 3,6 31 79 -14 6 140 16 394 0,17
35 7,1 63 149 -33 5 175 33 420 0,22
35 10,6 94 209 -53 5 209 49 449 0,25
70 7,1 63 105 -19 7 280 33 604 0,18
70 14,1 125 194 -42 7 349 66 644 0,22
70 21,2 187 285 -70 6 418 98 656 0,25
105 7,1 63 88 -14 8 385 33 723 0,16
105 10,6 95 131 -23 7 420 50 724 0,18
105 21,2 188 243 -52 7 524 98 772 0,21
140 10,6 95 112 -19 8 525 50 845 0,17
140 14,1 126 147 -26 8 560 66 857 0,18
140 28,2 251 279 -57 7 699 131 899 0,21
Teneur eau saturée : 7,9 % Saturation : 88 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 17 66 -13 1 79 9 258 0,20
20 4,0 35 140 -35 2 99 18 247 0,25
20 6,0 52 198 -56 3 118 27 265 0,28
35 3,6 31 92 -19 2 139 16 334 0,21
35 7,1 62 177 -45 3 174 33 351 0,25
35 10,6 93 243 -68 4 209 49 383 0,28
70 7,1 62 116 -23 2 280 33 540 0,20
70 14,1 125 218 -52 4 349 65 574 0,24
70 21,2 187 299 -79 4 418 98 626 0,26
105 7,1 63 88 -15 1 385 33 718 0,17
105 10,6 94 133 -26 3 420 49 706 0,19
105 21,2 188 249 -58 5 524 98 753 0,23
140 10,6 94 110 -19 2 525 49 859 0,18
140 14,1 126 146 -27 4 560 66 860 0,19
140 28,2 251 274 -60 5 699 132 914 0,22
Teneur eau drainée : 4,1 % Saturation : 36 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 17 70 -14 6 79 9 249 0,20
20 4,0 35 147 -36 4 99 18 239 0,25 Sat. c1 c2 c3 R² RMSE n
20 6,0 53 206 -57 3 119 28 257 0,28 20% 243 1,338 -1,777 0,98 31 15
35 3,6 31 97 -19 6 140 16 318 0,20 88% 162 1,550 -2,259 0,99 23 15
35 7,1 63 185 -45 5 175 33 338 0,24 36% 157 1,334 -1,394 0,99 19 15
35 10,6 94 251 -69 5 209 49 374 0,27
70 7,1 63 124 -24 7 280 33 506 0,19 Sat. k1 k2 k3 R² RMSE n
70 14,1 125 228 -53 6 349 66 548 0,23 20% 2,53 0,649 -0,368 0,99 0,020 15
70 21,2 187 308 -80 5 419 98 608 0,26 88% 2,44 0,792 -0,473 0,99 0,026 15
105 7,1 63 97 -16 7 385 33 647 0,17 36% 2,42 0,731 -0,299 0,99 0,024 15
105 10,6 94 145 -27 7 420 49 650 0,19
105 21,2 188 261 -59 6 524 99 720 0,23 Sat. nr n Conditionnement 10 000 cycles
140 10,6 95 120 -21 7 525 50 785 0,17 20% 0,20 0,03 15 No. p1 p2 p
140 14,1 126 158 -29 7 560 66 796 0,18 88% 0,22 0,04 15 1
140 28,2 251 286 -62 6 699 132 879 0,22 36% 0,22 0,04 15 2
Note :
Réalisé par : Jonas Depatie étu. Approuvé par : Félix Doucet, ing. M.Sc.A.
Date : Date :6 février 2011 6 février 2011
Service des matériaux d'infrastructures, Direction du Laboratoire des Chaussées, Ministère des Transports du Québec
2700, rue Einstein, Québec, G1P 3W8, (418) 644-0181
0
200
400
600
800
1000
1200
0 200 400 600 800M
odule
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 20 %
Saturation : 88 %
Saturation : 36 %
100
1000
10 100 1000
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 20 %
Saturation : 88 %
Saturation : 36 %
octr cccE 321
32
11
k
a
oct
k
a
arpp
pkE

MÉTHODE LC 22-400
DÉTERMINATION DU MODULE RÉVERSIBLE DES MATÉRIAUX GRANULAIRES
No. projet : AM-033-10 Type matériau : MG-20 Source : Carrière Union Fréquence de chargement : 10 Hz
Client : Jonas Depatie Mélange : 60-40 Pétrographie : Calcaire
No. échantillon : MG-004-11 Teneur eau : % Porosité : #DIV/0! % Densité : Teneur eau optimale : %
Masse volumique : kg/m³ Saturation : #DIV/0! % Absorption : % Masse vol. optimale : kg/m³
Teneur eau intiale : % Saturation : #DIV/0! %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 64 -12 4 80 9 277 0,18
20 4,0 35 136 -31 4 99 19 261 0,23
20 5,9 53 194 -52 4 119 28 274 0,27
35 3,5 31 92 -17 5 140 16 339 0,18
35 7,0 63 174 -40 4 175 33 362 0,23
35 10,6 94 243 -64 3 210 49 388 0,26
70 7,0 63 121 -22 6 280 33 523 0,18
70 14,1 126 223 -50 3 350 66 562 0,22
70 21,2 187 324 -84 2 419 98 579 0,26
105 7,0 63 101 -16 7 385 33 625 0,16
105 10,5 95 150 -27 5 420 50 632 0,18
105 21,1 188 276 -61 2 524 98 680 0,22
140 10,5 95 129 -21 4 525 50 736 0,16
140 14,1 126 168 -30 3 560 66 750 0,18
140 28,2 251 310 -67 0 699 131 809 0,22
Teneur eau saturée : % Saturation : #DIV/0! %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 17 88 -19 10 79 9 197 0,21
20 4,0 35 176 -47 8 99 19 201 0,27
20 6,0 53 240 -73 7 119 28 221 0,31
35 3,6 31 118 -25 8 140 16 265 0,21
35 7,0 63 217 -56 7 175 33 289 0,26
35 10,5 94 292 -86 6 210 49 322 0,29
70 7,0 63 143 -27 8 280 33 440 0,19
70 14,1 125 261 -61 5 350 66 481 0,23
70 21,1 188 352 -94 4 419 99 534 0,27
105 7,1 63 112 -19 7 385 33 565 0,17
105 10,5 94 165 -31 6 420 49 571 0,19
105 21,1 188 298 -68 4 524 99 631 0,23
140 10,5 95 138 -23 5 525 49 684 0,17
140 14,0 126 181 -33 4 560 66 697 0,18
140 28,1 251 323 -71 2 699 132 779 0,22
Teneur eau drainée : % Saturation : #DIV/0! %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
15 2,0 17 88 -20 10 64 9 197 0,23
15 4,0 35 179 -52 8 84 18 196 0,29 Sat. c1 c2 c3 R² RMSE n
15 6,0 53 245 -81 6 104 28 216 0,33 #DIV/0! 203 1,167 -1,355 0,99 25 15
35 3,6 31 107 -22 9 140 16 289 0,20 #DIV/0! 124 1,183 -1,124 0,99 17 15
36 7,1 63 204 -51 8 177 33 307 0,25 #DIV/0! 139 1,175 -1,172 1,00 14 15
35 10,6 94 281 -81 6 209 49 333 0,29
70 7,1 63 141 -27 9 280 33 448 0,19 Sat. k1 k2 k3 R² RMSE n
70 14,1 125 259 -61 5 349 66 483 0,23 #DIV/0! 2,46 0,649 -0,318 0,98 0,024 15
70 21,1 188 349 -94 3 419 98 537 0,27 #DIV/0! 2,33 0,762 -0,281 0,99 0,018 15
105 7,1 63 111 -18 7 385 33 570 0,17 #DIV/0! 2,37 0,695 -0,242 0,99 0,025 15
105 10,6 94 164 -30 5 420 49 576 0,19
105 21,1 188 294 -67 3 524 99 639 0,23 Sat. nr n Conditionnement 10 000 cycles
140 10,6 95 136 -23 3 525 50 693 0,17 #DIV/0! 0,21 0,04 15 No. p1 p2 p
140 14,1 126 178 -32 2 560 66 706 0,18 #DIV/0! 0,23 0,04 15 1
140 28,2 251 318 -71 1 699 132 788 0,22 #DIV/0! 0,23 0,05 15 2
Note :
Réalisé par : Jonas Depatie étu. Approuvé par : Félix Doucet, ing. M.Sc.A.
Date : Date :21 février 2011 21 février 2011
Service des matériaux d'infrastructures, Direction du Laboratoire des Chaussées, Ministère des Transports du Québec
2700, rue Einstein, Québec, G1P 3W8, (418) 644-0181
0
200
400
600
800
1000
0 200 400 600 800
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : #DIV/0! %
Saturation : #DIV/0! %
Saturation : #DIV/0! %
100
1000
10 100 1000
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : #DIV/0! %
Saturation : #DIV/0! %
Saturation : #DIV/0! %
octr cccE 321
32
11
k
a
oct
k
a
arpp
pkE
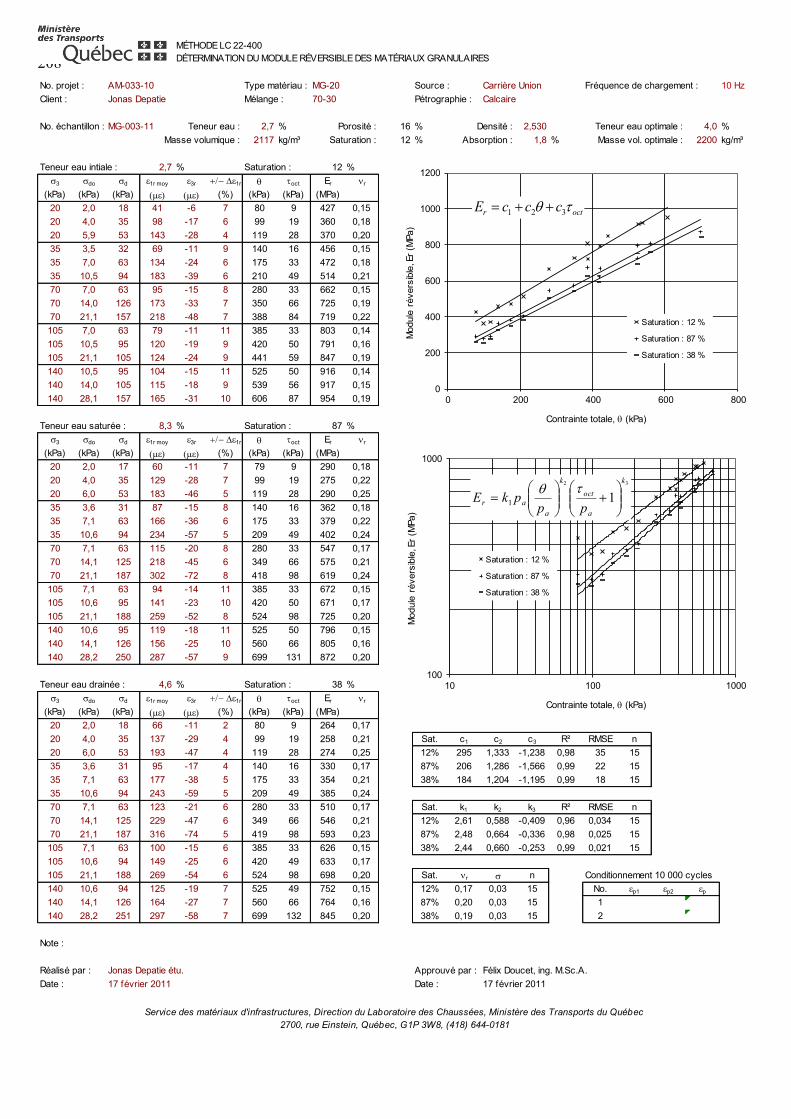
208
MÉTHODE LC 22-400
DÉTERMINATION DU MODULE RÉVERSIBLE DES MATÉRIAUX GRANULAIRES
No. projet : AM-033-10 Type matériau : MG-20 Source : Carrière Union Fréquence de chargement : 10 Hz
Client : Jonas Depatie Mélange : 70-30 Pétrographie : Calcaire
No. échantillon : MG-003-11 Teneur eau : 2,7 % Porosité : 16 % Densité : 2,530 Teneur eau optimale : 4,0 %
Masse volumique : 2117 kg/m³ Saturation : 12 % Absorption : 1,8 % Masse vol. optimale : 2200 kg/m³
Teneur eau intiale : 2,7 % Saturation : 12 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 41 -6 7 80 9 427 0,15
20 4,0 35 98 -17 6 99 19 360 0,18
20 5,9 53 143 -28 4 119 28 370 0,20
35 3,5 32 69 -11 9 140 16 456 0,15
35 7,0 63 134 -24 6 175 33 472 0,18
35 10,5 94 183 -39 6 210 49 514 0,21
70 7,0 63 95 -15 8 280 33 662 0,15
70 14,0 126 173 -33 7 350 66 725 0,19
70 21,1 157 218 -48 7 388 84 719 0,22
105 7,0 63 79 -11 11 385 33 803 0,14
105 10,5 95 120 -19 9 420 50 791 0,16
105 21,1 105 124 -24 9 441 59 847 0,19
140 10,5 95 104 -15 11 525 50 916 0,14
140 14,0 105 115 -18 9 539 56 917 0,15
140 28,1 157 165 -31 10 606 87 954 0,19
Teneur eau saturée : 8,3 % Saturation : 87 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 17 60 -11 7 79 9 290 0,18
20 4,0 35 129 -28 7 99 19 275 0,22
20 6,0 53 183 -46 5 119 28 290 0,25
35 3,6 31 87 -15 8 140 16 362 0,18
35 7,1 63 166 -36 6 175 33 379 0,22
35 10,6 94 234 -57 5 209 49 402 0,24
70 7,1 63 115 -20 8 280 33 547 0,17
70 14,1 125 218 -45 6 349 66 575 0,21
70 21,1 187 302 -72 8 418 98 619 0,24
105 7,1 63 94 -14 11 385 33 672 0,15
105 10,6 95 141 -23 10 420 50 671 0,17
105 21,1 188 259 -52 8 524 98 725 0,20
140 10,6 95 119 -18 11 525 50 796 0,15
140 14,1 126 156 -25 10 560 66 805 0,16
140 28,2 250 287 -57 9 699 131 872 0,20
Teneur eau drainée : 4,6 % Saturation : 38 %
3 do d 1r moy 3r 1r oct Er nr
(kPa) (kPa) (kPa) (m (m (%) (kPa) (kPa) (MPa)
20 2,0 18 66 -11 2 80 9 264 0,17
20 4,0 35 137 -29 4 99 19 258 0,21 Sat. c1 c2 c3 R² RMSE n
20 6,0 53 193 -47 4 119 28 274 0,25 12% 295 1,333 -1,238 0,98 35 15
35 3,6 31 95 -17 4 140 16 330 0,17 87% 206 1,286 -1,566 0,99 22 15
35 7,1 63 177 -38 5 175 33 354 0,21 38% 184 1,204 -1,195 0,99 18 15
35 10,6 94 243 -59 5 209 49 385 0,24
70 7,1 63 123 -21 6 280 33 510 0,17 Sat. k1 k2 k3 R² RMSE n
70 14,1 125 229 -47 6 349 66 546 0,21 12% 2,61 0,588 -0,409 0,96 0,034 15
70 21,1 187 316 -74 5 419 98 593 0,23 87% 2,48 0,664 -0,336 0,98 0,025 15
105 7,1 63 100 -15 6 385 33 626 0,15 38% 2,44 0,660 -0,253 0,99 0,021 15
105 10,6 94 149 -25 6 420 49 633 0,17
105 21,1 188 269 -54 6 524 98 698 0,20 Sat. nr n Conditionnement 10 000 cycles
140 10,6 94 125 -19 7 525 49 752 0,15 12% 0,17 0,03 15 No. p1 p2 p
140 14,1 126 164 -27 7 560 66 764 0,16 87% 0,20 0,03 15 1
140 28,2 251 297 -58 7 699 132 845 0,20 38% 0,19 0,03 15 2
Note :
Réalisé par : Jonas Depatie étu. Approuvé par : Félix Doucet, ing. M.Sc.A.
Date : Date :17 février 2011 17 février 2011
Service des matériaux d'infrastructures, Direction du Laboratoire des Chaussées, Ministère des Transports du Québec
2700, rue Einstein, Québec, G1P 3W8, (418) 644-0181
0
200
400
600
800
1000
1200
0 200 400 600 800M
odule
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 12 %
Saturation : 87 %
Saturation : 38 %
100
1000
10 100 1000
Module
révers
ible
, Er
(MPa)
Contrainte totale, (kPa)
Saturation : 12 %
Saturation : 87 %
Saturation : 38 %
octr cccE 321
32
11
k
a
oct
k
a
arpp
pkE


Annexe C.
Exemple de rapport de l’analyse des contraintes en
fonction de la profondeur réalisée avec WinJulea pour
une épaisseur d’enrobé de 100 mm

*** LAYERS STRUCTURE
LAYER THICKNESS MODULUS OF POISSON INTERFACE
NUMBER ELASTICITY RATIO CONDITION
1 100.00 3000.00 0.35 0.00
2 300.00 250.00 0.35 0.00
3 400.00 125.00 0.35 0.00
4 50.00 0.45
*** APPLIED LOADS
LOAD X Y LOAD CONTACT
NUMBER COORD COORD MAGNITUDE AREA
1 0.00 0.00 40000.00 70685.83
*** EVALUATION POINTS
POINT X Y
NUMBER COORD COORD
1 0.00 0.00
*** CALCULATION DEPTHS
DEPTH DEPTH
NUMBER
1 101.00
2 115.00
3 130.00
4 145.00
5 160.00
6 175.00
7 190.00
8 205.00
9 220.00
10 235.00
11 250.00
12 265.00
13 280.00
14 295.00
15 310.00
16 325.00
17 340.00
18 355.00
19 370.00
20 385.00
21 400.00
22 415.00
23 430.00
24 445.00
25 460.00
26 475.00
27 490.00
28 505.00
----------------------------------------------------------------------------------
----------------------------------------------------------------------------------
---------------------------------------------------------------------------------
---------------------------------------------------------------------------------
-------------------------------------------------
-------------------------------------------------
-------------------------------------------------
--------------------------------------------------

*** RESULTS
--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
DEPTH X-COORD Y-COORD STRESS-X STRESS-Y STRESS-Z SHEAR-XZ SHEAR-YZ SHEAR-XY
----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
0.101E+03 0.000E+00 0.000E+00 0.335E-01 0.335E-01 0.253E+00 0.000E+00 0.000E+00 0.000E+00
0.115E+03 0.000E+00 0.000E+00 0.255E-01 0.255E-01 0.234E+00 0.000E+00 0.000E+00 0.000E+00
0.130E+03 0.000E+00 0.000E+00 0.182E-01 0.182E-01 0.217E+00 0.000E+00 0.000E+00 0.000E+00
0.145E+03 0.000E+00 0.000E+00 0.122E-01 0.122E-01 0.200E+00 0.000E+00 0.000E+00 0.000E+00
0.160E+03 0.000E+00 0.000E+00 0.717E-02 0.717E-02 0.185E+00 0.000E+00 0.000E+00 0.000E+00
0.175E+03 0.000E+00 0.000E+00 0.293E-02 0.293E-02 0.170E+00 0.000E+00 0.000E+00 0.000E+00
0.190E+03 0.000E+00 0.000E+00 -0.729E-03 -0.729E-03 0.157E+00 0.000E+00 0.000E+00 0.000E+00
0.205E+03 0.000E+00 0.000E+00 -0.414E-02 -0.414E-02 0.145E+00 0.000E+00 0.000E+00 0.000E+00
0.220E+03 0.000E+00 0.000E+00 -0.702E-02 -0.702E-02 0.133E+00 0.000E+00 0.000E+00 0.000E+00
0.235E+03 0.000E+00 0.000E+00 -0.971E-02 -0.971E-02 0.122E+00 0.000E+00 0.000E+00 0.000E+00
0.250E+03 0.000E+00 0.000E+00 -0.123E-01 -0.123E-01 0.112E+00 0.000E+00 0.000E+00 0.000E+00
0.265E+03 0.000E+00 0.000E+00 -0.148E-01 -0.148E-01 0.103E+00 0.000E+00 0.000E+00 0.000E+00
0.280E+03 0.000E+00 0.000E+00 -0.173E-01 -0.173E-01 0.950E-01 0.000E+00 0.000E+00 0.000E+00
0.295E+03 0.000E+00 0.000E+00 -0.199E-01 -0.199E-01 0.874E-01 0.000E+00 0.000E+00 0.000E+00
0.310E+03 0.000E+00 0.000E+00 -0.226E-01 -0.226E-01 0.804E-01 0.000E+00 0.000E+00 0.000E+00
0.325E+03 0.000E+00 0.000E+00 -0.254E-01 -0.254E-01 0.740E-01 0.000E+00 0.000E+00 0.000E+00
0.340E+03 0.000E+00 0.000E+00 -0.284E-01 -0.284E-01 0.683E-01 0.000E+00 0.000E+00 0.000E+00
0.355E+03 0.000E+00 0.000E+00 -0.317E-01 -0.317E-01 0.631E-01 0.000E+00 0.000E+00 0.000E+00
0.370E+03 0.000E+00 0.000E+00 -0.353E-01 -0.353E-01 0.584E-01 0.000E+00 0.000E+00 0.000E+00
0.385E+03 0.000E+00 0.000E+00 -0.392E-01 -0.392E-01 0.544E-01 0.000E+00 0.000E+00 0.000E+00
0.400E+03 0.000E+00 0.000E+00 -0.806E-02 -0.806E-02 0.510E-01 0.000E+00 0.000E+00 0.000E+00
0.415E+03 0.000E+00 0.000E+00 -0.801E-02 -0.801E-02 0.480E-01 0.000E+00 0.000E+00 0.000E+00
0.430E+03 0.000E+00 0.000E+00 -0.798E-02 -0.798E-02 0.452E-01 0.000E+00 0.000E+00 0.000E+00
0.445E+03 0.000E+00 0.000E+00 -0.797E-02 -0.797E-02 0.427E-01 0.000E+00 0.000E+00 0.000E+00
0.460E+03 0.000E+00 0.000E+00 -0.798E-02 -0.798E-02 0.402E-01 0.000E+00 0.000E+00 0.000E+00
0.475E+03 0.000E+00 0.000E+00 -0.802E-02 -0.802E-02 0.380E-01 0.000E+00 0.000E+00 0.000E+00
0.490E+03 0.000E+00 0.000E+00 -0.808E-02 -0.808E-02 0.359E-01 0.000E+00 0.000E+00 0.000E+00
0.505E+03 0.000E+00 0.000E+00 -0.816E-02 -0.816E-02 0.339E-01 0.000E+00 0.000E+00 0.000E+00

--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
STRAIN-X STRAIN-Y STRAIN-Z SHEAR-XZ SHEAR-YZ SHEAR-XY DISPLT-X DISPLT-Y DISPLT-Z P.STRESS1
----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
-0.267E-03 -0.267E-03 0.917E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.574E+00 0.253E+00
-0.262E-03 -0.262E-03 0.866E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.561E+00 0.234E+00
-0.257E-03 -0.257E-03 0.817E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.548E+00 0.217E+00
-0.249E-03 -0.249E-03 0.767E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.537E+00 0.200E+00
-0.240E-03 -0.240E-03 0.719E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.525E+00 0.185E+00
-0.231E-03 -0.231E-03 0.672E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.515E+00 0.170E+00
-0.221E-03 -0.221E-03 0.628E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.505E+00 0.157E+00
-0.213E-03 -0.213E-03 0.590E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.496E+00 0.145E+00
-0.204E-03 -0.204E-03 0.551E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.488E+00 0.133E+00
-0.196E-03 -0.196E-03 0.516E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.480E+00 0.122E+00
-0.189E-03 -0.189E-03 0.484E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.472E+00 0.112E+00
-0.183E-03 -0.183E-03 0.455E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.465E+00 0.103E+00
-0.178E-03 -0.178E-03 0.429E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.459E+00 0.950E-01
-0.174E-03 -0.174E-03 0.405E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.452E+00 0.874E-01
-0.171E-03 -0.171E-03 0.385E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.446E+00 0.804E-01
-0.170E-03 -0.170E-03 0.367E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.441E+00 0.740E-01
-0.169E-03 -0.169E-03 0.353E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.435E+00 0.683E-01
-0.171E-03 -0.171E-03 0.341E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.430E+00 0.631E-01
-0.173E-03 -0.173E-03 0.333E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.425E+00 0.584E-01
-0.178E-03 -0.178E-03 0.327E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.420E+00 0.544E-01
-0.185E-03 -0.185E-03 0.453E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.415E+00 0.510E-01
-0.176E-03 -0.176E-03 0.429E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.409E+00 0.480E-01
-0.168E-03 -0.168E-03 0.407E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.402E+00 0.452E-01
-0.161E-03 -0.161E-03 0.386E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.396E+00 0.427E-01
-0.154E-03 -0.154E-03 0.367E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.391E+00 0.402E-01
-0.148E-03 -0.148E-03 0.349E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.385E+00 0.380E-01
-0.143E-03 -0.143E-03 0.332E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.380E+00 0.359E-01
-0.137E-03 -0.137E-03 0.317E-03 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.000E+00 0.375E+00 0.339E-01

--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
P.STRESS2 P.STRESS3 P.STRAIN1 P.STRAIN2 P.STRAIN3 MAX.SHEAR OCT.STRESS OCT.SHEAR
----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------
0.335E-01 0.335E-01 0.917E-03 -0.267E-03 -0.267E-03 0.110E+00 0.107E+00 0.103E+00
0.255E-01 0.255E-01 0.866E-03 -0.262E-03 -0.262E-03 0.104E+00 0.952E-01 0.985E-01
0.182E-01 0.182E-01 0.817E-03 -0.257E-03 -0.257E-03 0.994E-01 0.844E-01 0.937E-01
0.122E-01 0.122E-01 0.767E-03 -0.249E-03 -0.249E-03 0.941E-01 0.749E-01 0.887E-01
0.717E-02 0.717E-02 0.719E-03 -0.240E-03 -0.240E-03 0.888E-01 0.663E-01 0.837E-01
0.293E-02 0.293E-02 0.672E-03 -0.231E-03 -0.231E-03 0.836E-01 0.587E-01 0.788E-01
-0.729E-03 -0.729E-03 0.628E-03 -0.221E-03 -0.221E-03 0.787E-01 0.517E-01 0.742E-01
-0.414E-02 -0.414E-02 0.590E-03 -0.213E-03 -0.213E-03 0.744E-01 0.454E-01 0.701E-01
-0.702E-02 -0.702E-02 0.551E-03 -0.204E-03 -0.204E-03 0.700E-01 0.396E-01 0.660E-01
-0.971E-02 -0.971E-02 0.516E-03 -0.196E-03 -0.196E-03 0.659E-01 0.343E-01 0.622E-01
-0.123E-01 -0.123E-01 0.484E-03 -0.189E-03 -0.189E-03 0.623E-01 0.293E-01 0.587E-01
-0.148E-01 -0.148E-01 0.455E-03 -0.183E-03 -0.183E-03 0.591E-01 0.246E-01 0.557E-01
-0.173E-01 -0.173E-01 0.429E-03 -0.178E-03 -0.178E-03 0.562E-01 0.201E-01 0.530E-01
-0.199E-01 -0.199E-01 0.405E-03 -0.174E-03 -0.174E-03 0.536E-01 0.159E-01 0.506E-01
-0.226E-01 -0.226E-01 0.385E-03 -0.171E-03 -0.171E-03 0.515E-01 0.117E-01 0.486E-01
-0.254E-01 -0.254E-01 0.367E-03 -0.170E-03 -0.170E-03 0.497E-01 0.774E-02 0.469E-01
-0.284E-01 -0.284E-01 0.353E-03 -0.169E-03 -0.169E-03 0.483E-01 0.381E-02 0.456E-01
-0.317E-01 -0.317E-01 0.341E-03 -0.171E-03 -0.171E-03 0.474E-01 -0.102E-03 0.447E-01
-0.353E-01 -0.353E-01 0.333E-03 -0.173E-03 -0.173E-03 0.469E-01 -0.402E-02 0.442E-01
-0.392E-01 -0.392E-01 0.327E-03 -0.178E-03 -0.178E-03 0.468E-01 -0.800E-02 0.441E-01
-0.806E-02 -0.806E-02 0.453E-03 -0.185E-03 -0.185E-03 0.295E-01 0.116E-01 0.278E-01
-0.801E-02 -0.801E-02 0.429E-03 -0.176E-03 -0.176E-03 0.280E-01 0.107E-01 0.264E-01
-0.798E-02 -0.798E-02 0.407E-03 -0.168E-03 -0.168E-03 0.266E-01 0.976E-02 0.251E-01
-0.797E-02 -0.797E-02 0.386E-03 -0.161E-03 -0.161E-03 0.253E-01 0.890E-02 0.239E-01
-0.798E-02 -0.798E-02 0.367E-03 -0.154E-03 -0.154E-03 0.241E-01 0.809E-02 0.227E-01
-0.802E-02 -0.802E-02 0.349E-03 -0.148E-03 -0.148E-03 0.230E-01 0.732E-02 0.217E-01
-0.808E-02 -0.808E-02 0.332E-03 -0.143E-03 -0.143E-03 0.220E-01 0.658E-02 0.207E-01
-0.816E-02 -0.816E-02 0.317E-03 -0.137E-03 -0.137E-03 0.210E-01 0.587E-02 0.198E-01


Annexe D.
Résultats des analyses granulométriques des
échantillons récupérés sur les différents chantiers
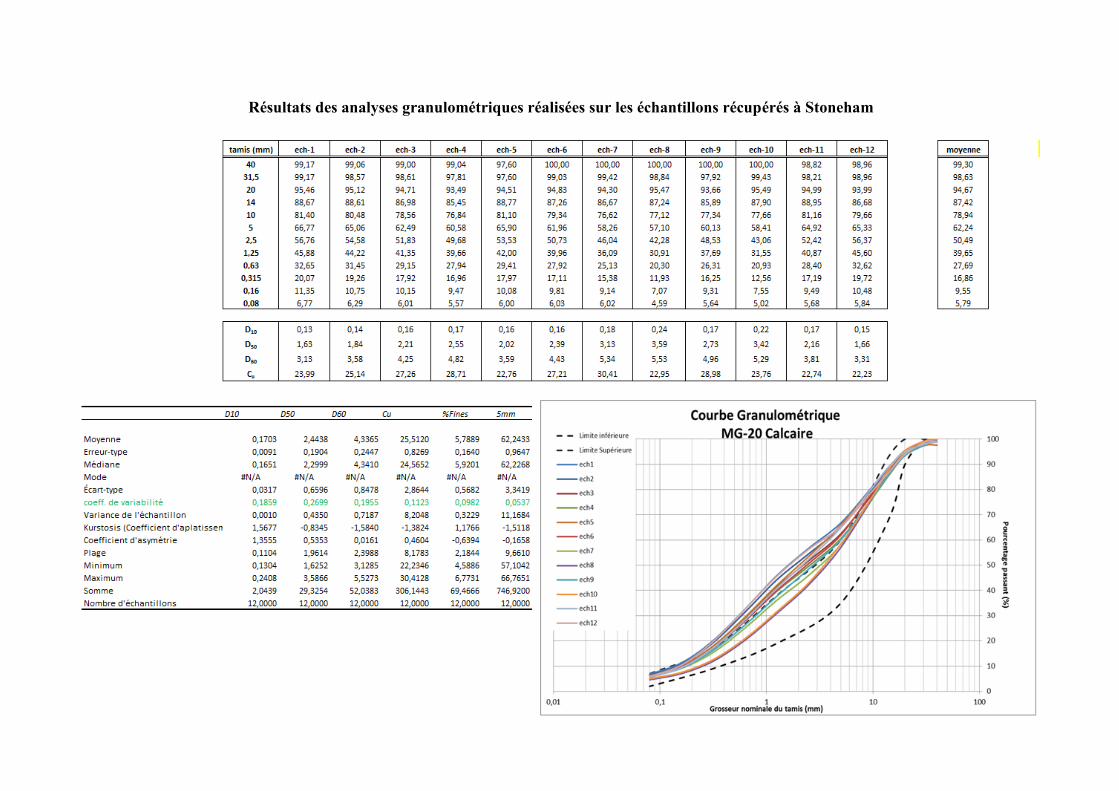
Résultats des analyses granulométriques réalisées sur les échantillons récupérés à Stoneham
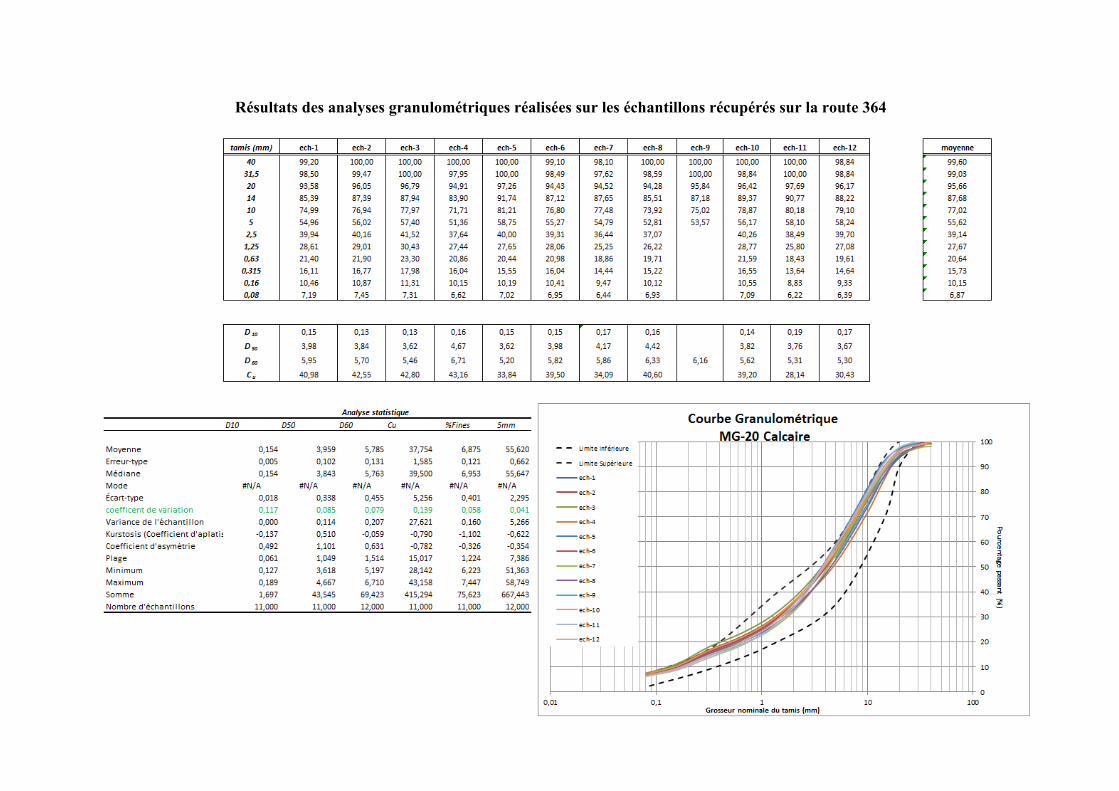
Résultats des analyses granulométriques réalisées sur les échantillons récupérés sur la route 364
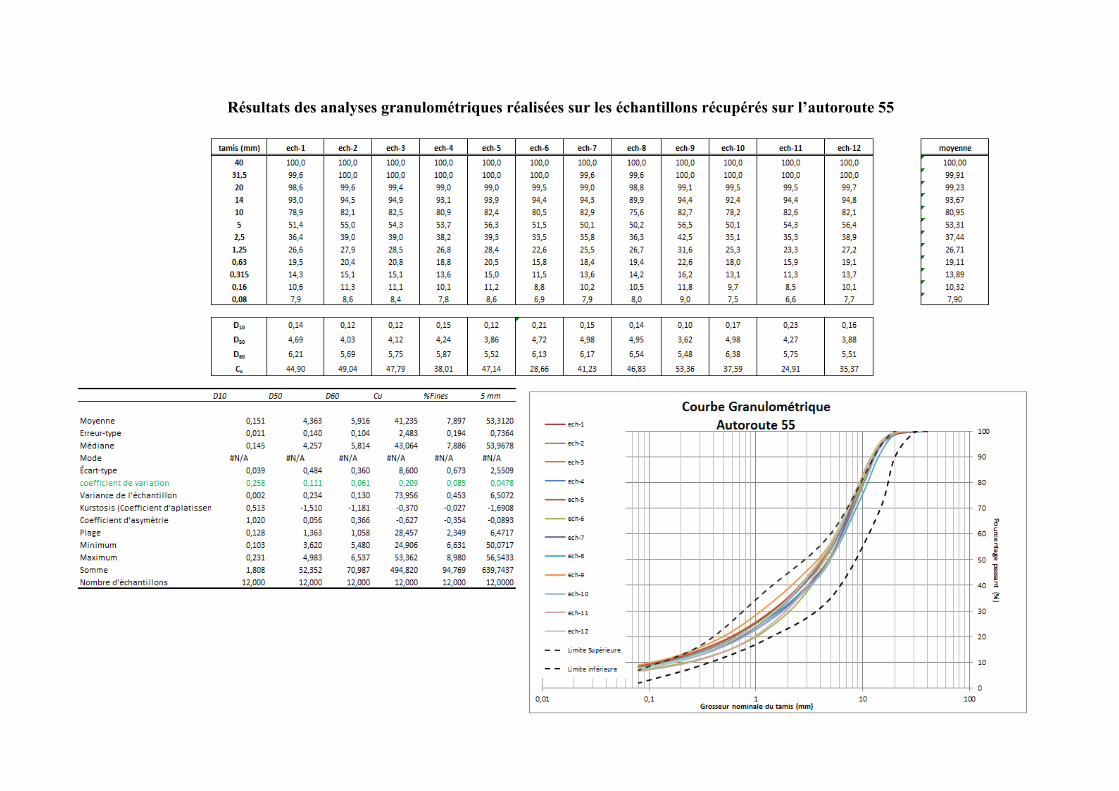
Résultats des analyses granulométriques réalisées sur les échantillons récupérés sur l’autoroute 55
Annexe E.
Résultats de l’essai au pénétromètre dynamique (DCP)
réalisé aux différents emplacements pour les trois
chantiers à l’étude