exploring market potential of ammonia absorption refrigeration plant
DESCRIPTION
ammonia ref plantTRANSCRIPT

1
A
PROJECT REPORT
ON
“EXPLORING MARKET POTENTIAL OF AMMONIA
ABSORPTION REFRIGERATION PLANT IN DAIRY, COLD
STORAGES, & FISH PROCESSING INDUSTRY.”
FOR
“TRANSPARENT ENERGY SYSTEMS PVT.LTD”
SUBMITTED BY
AJINKYA P BHARASWADKAR
UNDER THE GUIDANCE OF
Dr. Vandana H. Gote
SUBMITTED TO
“UNIVERSITY OF PUNE”
IN PARTIAL FULFILLMENT OF THE REQUIREMENT FOR THE
AWARD OF THE DEGREE OF
MASTERS OF BUSINESS ADMINISTRATION (MBA)
THROUGH
VISHWAKARMA INSTITUTE OF MANAGEMENT
2
ACKNOWLEDGEMENT
I express great pleasure in introducing my project report titled Exploring Market Potential of
Ammonia Absorption Refrigeration Plant in Dairy, Cold Storages, & Fish Processing industry.
I take this opportunity to express my most sincere and heartfelt gratitude to Mr. B.G
Kulkarni (Director-Mktg. & Sales), Mr. S.B. Bhagwat (Vice President-HR) and Mr. Pankaj
Bhangale(Manager-Mktg.), Transparent Energy Systems Pvt. Ltd., Pune, for providing me with a
wonderful opportunity to execute this project in their esteemed organization and for patiently
mentoring and guiding me throughout the project.
This project would not have been successful without the precious guidance of our director Dr. Sharad
Joshi & my project guide Dr. Vandana H. Gote, to whom I express my sincere gratitude and all those
who have helped me directly and indirectly.
Moreover, I would also like to thank all the employees of Transparent Energy Systems Pvt.
Ltd. for their constant support and help.
Once again I express my gratitude to TRANSPARENT ENERGY SYSTEMS PVT.LTD., for
providing me this enviable opportunity to carry out the project.
Ajinkya P Bharaswadkar.

3
CONTENTS
Chapter Description Page No.
1. Executive Summary 1
2. Company Profile 4
3. Objectives & Scope of Project 13
4. Product Profile 15
5. Research Methodology 33
6. Research Analysis & Findings 36
7. Limitations 43
8. Conclusion 44
9 Recommendations 45
Annexure I
Bibliography
4
1. EXECUTIVE SUMMARY
The objective of the project is to determine the market potential and enquiry
generation for an industrial product i.e. Ammonia Absorption Refrigeration Plant
(AARP) in Dairy, Cold Storages, & Fish processing industry. The project was carried
out for TRANSPARENT ENERGY SYSTEMS PVT. LTD., Pune. Transparent Energy
Systems Pvt. Ltd. is one of the umbrella divisions of Transparent Group Of Companies.
Transparent Energy Systems Pvt. Ltd. has developed a novel Refrigeration System using
heat from exhaust gases and other sources of waste heat.
The company has been thinking of providing Ammonia Absorption Refrigeration System
in Dairy, Cold Storages, & Fish Processing industry. Hence the project was carried
out to determine the market potential for Ammonia Absorption Refrigeration Plant.
The field selected for the survey was the state of Gujarat as there is high intensity of the
targeted market segment due to availability of resources used in concerned industry.

5
Transparent Energy Systems Pvt. Ltd. has a turnover of 75 crores as per the
last financial year. The industries selected for sample size were segmented according to
size of the plant, quantity of products being manufactured daily/yearly, market share,
availability of waste heat from the manufacturing process etc.
The data collected during the project was secondary as well as primary data. The
secondary data was collected to create the database of the survey. The sources
used for secondary data are various magazines, governmental & non-governmental
publications and internet.
Primary data was collected through the questionnaire filled by industry visited. The
analysis was carried out on the basis of the information obtained from questionnaire. The
market potential was estimated by some assumptions for the Ammonia Absorption
Refrigeration Plant.
From the analysis it is concluded that the Ammonia Absorption Refrigeration Plant has a
very good potential Dairy and cold storages (other than grocery) and fisheries in the state
of Gujarat.
6
After undergoing the project it is understood that even the analysis shows good potential
for Ammonia Absorption Refrigeration Plant, to make it practical, the company has to
arrange some awareness programs such as demonstrations, exposing the product in
exhibitions, etc.

7
2. COMPANY PROFILE
Transparent Energy Systems Pvt. Ltd was incorporated on 16th April, 1986 with the
name of Vapour Energy Machines Pvt. Ltd. The first commercial production was started
in January, 1988.
The name of the company was changed from Vapour Energy Machine Private Limited to
Transparent Energy Systems Private Limited on 18th December, 1995.
Transparent Group of Companies are known as the technology leaders working in the
field of Co-generation systems, Ammonia Absorption Refrigeration Plants (AARP),
Water Recycling Plants, Super-efficient boilers and heaters, Waste Heat Recovery
Systems, Pollution Control Equipments, Drying Plants, Energy and Water Consultancy,
LiBr Chillers, Noise Abatement Products and Systems etc.
Transparent Energy Systems Pvt. Ltd. has acquired proficiency in the entire spectrum
of products and technologies covering all possible facets of Energy Efficiency,
Environment Conservation and Cogeneration Business. It has designed and implemented
over 150 installations of waste heat recovery and power generation alone for different
industries in India as well as numerous countries abroad.
The latest development of the company is a novel low pressure heat recovery and power
generation system using heat from exhaust gases of rotary kiln and clinker cooler in
cement industry. The company has received a patent from Government of India for the

8
boilers used in this kind of a system which is in addition to the numerous other patents
for its various systems and products.
The business divisions of Transparent Energy Systems Pvt. Ltd. includes the following
1. Heat Recovery Systems: -- Waste Heat Recovery Boilers and Systems.
2. Ammonia Absorption Refrigeration: -- Refrigeration up to -55° (know- how from
Mattes Engg. Germany)
3. Cogeneration Systems: -- Power, Heating and Chilling.
4. Boilers and Heaters: -- 95% super efficient oil/gas fuelled boilers, 89% super
efficient Agro fuelled/coal fired boilers, 93% super efficient
Thermic Fluid Heater/Hot air generators.
5. LiBr Chillers: -- Wide range of heat inputs viz.--Low and Medium pressure
steam/super heated hot water. Special proven design to
utilize heat from low temperature hot water of 55° C or
higher.
6. Evaporators & Water Recycling: -- Multistage evaporators/desalination.
7. Energy and Water Consultancy: -- Energy/Water conservation.
The other umbrella companies of Transparent Group of Companies are listed below:
9
Transparent Technologies Pvt. Ltd
- Dryers, Coolers, Granulators, Waste to Energy Incinators, Evaporators and
Concentrators.
Ecokleen Pollution Control Pvt. Ltd
- Pollution control, Flue gas desulphurization plants, Fume & Dust extraction plants, Air
Stripping Plants & Airborne solvent vapour Recovery Plant, Thermal Oxidation System
of Airborne Solvent Vapours, Bulk material handling.
Decimin Control Systems Pvt. Ltd.
- Noise Abatement Products and Systems (in collaboration with IAC-BOET STOPSON,
France)
10
Transparent Group of Companies are known as the technology leaders working in the
field of Co-generation systems, Ammonia Absorption Refrigeration Plants (AARP),
Water Recycling Plants, Super-efficient boilers and heaters, Waste Heat Recovery
Systems, Pollution Control Equipments, Drying Plants, Energy and Water Consultancy,
LiBr Chillers, Noise Abatement Products and Systems etc. It was incorporated in 1986
and the actual manufacturing started in 1988. The slogan of the company is Loyal to
resource conservation. Transparent Energy Systems has more than 20 years of
experience in field of energy conservation projects.
Transparent Energy Systems Pvt. Ltd. has acquired proficiency in the entire spectrum
of products and technologies covering all possible facets of Energy Efficiency,
Environment Conservation and Cogeneration Business. It has designed and implemented
over 150 installations of waste heat recovery and power generation alone for different
industries in India as well as numerous countries abroad.
The latest development of the company is a novel Ammonia Absorption Refrigeration
Plant in Dairy, cold storage & fish processing Industry. The company has received a
patent from the Government of India for the boilers used in energy savings which is in
addition to the numerous other patents for its various systems and products.
11
COMPANY POLICIES
MISSION:
To provide Sustainable solutions in Energy and Environment and be Loyal to Energy
Resource Conservation.
VISION:
To be globally respected high performance organization offering sustainable solutions in
energy and environment.
BUSINESS PHILOSOPHY:
Loyal To Energy Resource Conversation
On this principle Transparent Energy System has developed energy-efficient and eco-
friendly solutions for industry and commerce. For over 2 decades. Transparent Energy
Systems has been helping customers improve their processes, conserve energy, increase
their competitiveness and adhere to environmental norms.
Transparent Energy Systems equipments helps several tens of thousands of customers the
world over enjoy increased profitability, and earn community goodwill by:
• Maximizing energy efficiency and slashing operating costs.
• Minimizing waste.
• Recovering precious resource from waste.
• Keeping pollutants out of the water and the air.
12
BUSINESS AREAS:
In focus with the business mission; to provide Sustainable solutions in Energy and
Environment, and loyal to energy resource conservation Transparent Energy Systems
core business areas are
• Boilers and Heaters
• Absorption Cooling
• Water and Waste Solutions
• Chemicals for Energy and Environmental applications
• Captive Power and Cogeneration systems
• Air Pollution and Purification
Transparent Energy Systems provides standard products in these areas of business.
Drawing on decades of research and experience in process productivity improvement and
energy generation, Transparent also customizes integrated sustainable solutions for the
project requirements of a wide range of industries.

13
Marketing Policy
The company depends for its survival on its customers. The company believes that
everyone can contribute to customer satisfaction.
Guidelines and Norms for every employee in the organization, no matter in what function
or level he/she is in, have a responsibility towards the customer.
Everyone is expected to provide the best possible service to the next person in the chain
so that the ultimate service which we give to the customer is the best.
Everyone is expected to see the person, who requests his service as his customer.
In all situations, employees are expected to be courteous and responsive to external as
well as internal customers.
Every communication is to be acknowledged at the earliest even if a specific response or
decision may take a longer time.
The deadline or target date for finishing a task or for giving a decision should be
communicated along with the acknowledgement.
Anyone who has a problem, whether within the organization or outside, must be heard
and helped out to the best of one’s ability.
After action has been completed, a check for customer satisfaction must be undertaken,
as far as possible.

14
Every employee should ensure that commitments given to the customer are honoured and
we do not try and short-change the customer.
In whatever we do, we should aim for the highest quality and continuous improvement.
Quality Policy
Our Quality policy starts and ends with the customer as a focal point, understanding the
customer’s requirements, designing optimal solutions to meet those requirements,
building systems and processes in place to ensure quality at every stage, and achieving
our commitments on delivery and service before and after sales.
It is our endeavour to create a culture of Total Quality where continuous improvement of
our people, our processes and our products become a way of life.
15
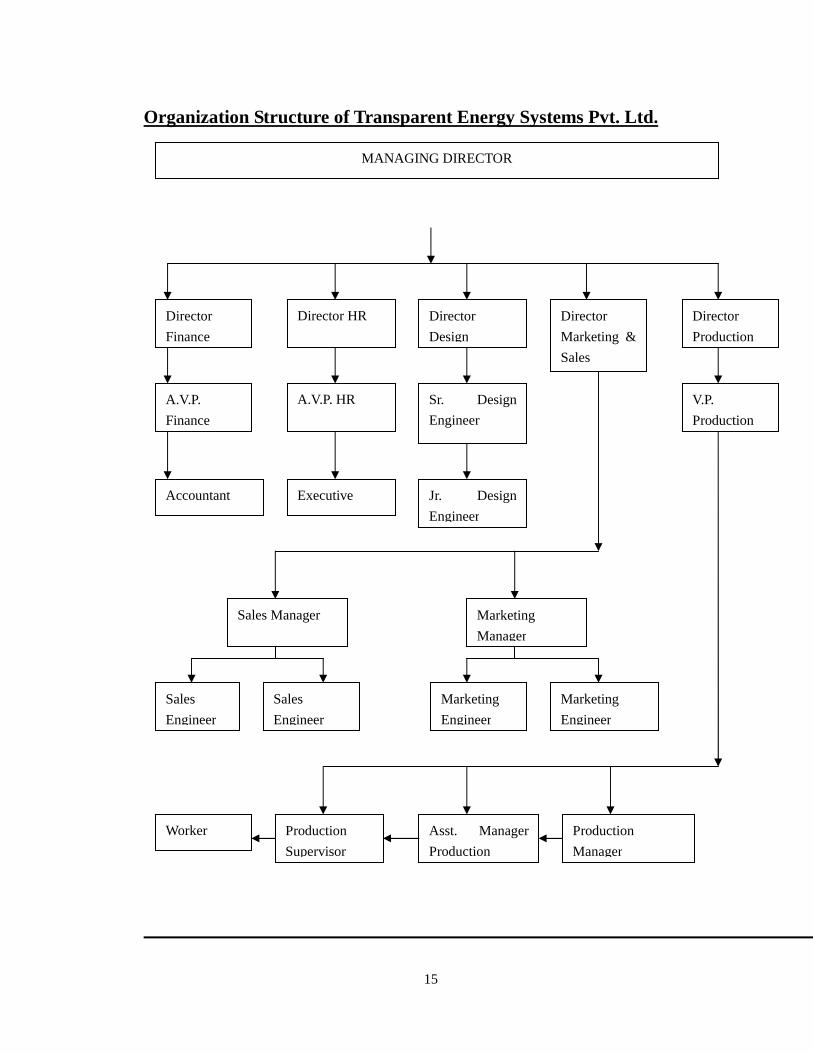
Organization Structure of Transparent Energy Systems Pvt. Ltd.
Director
Finance
Director HR Director
Design
Director
Marketing &
Sales
Director
Production
A.V.P.
Finance
A.V.P. HR Sr. Design
Engineer
Accountant Executive Jr. Design
Engineer
V.P.
Production
Sales Manager Marketing
Manager
Sales
Engineer
Sales
Engineer
Marketing
Engineer
Marketing
Engineer
Worker Production
Supervisor
Asst. Manager
Production
Production
Manager
MANAGING DIRECTOR

16
3. OBJECTIVE AND SCOPE OF THE PROJECT
TITLE OF THE PROJECT
Exploring Market Potential of Ammonia Absorption Refrigeration Plant in Dairy, Cold
Storages, & Fish Processing industry.
THE OBJECTIVES OF THE PROJECT ARE
• To find out geographically the location and required details of Dairy, Cold
Storages, & Fish Processing industry.
• To find out market potential for Ammonia Absorption Refrigeration
Plant in the Dairy, Cold Storages, & Fish Processing industry.
• To compare the existing refrigeration systems used by the companies.
• To educate the Dairy, Cold Storages, & Fish Processing companies about
the Ammonia Absorption Refrigeration Technology and its benefits.
• To find out the obstacles for implementing Ammonia Absorption
Refrigeration Technology.

17
SCOPE OF THE PROJECT
• The project was carried out Dairy, Cold Storages, & Fish Processing
industry.
• The product selected for the project was Ammonia Absorption
Refrigeration Plant.
• The state of Gujarat was selected for operations.
The sample size of 22 is selected for the survey.
18
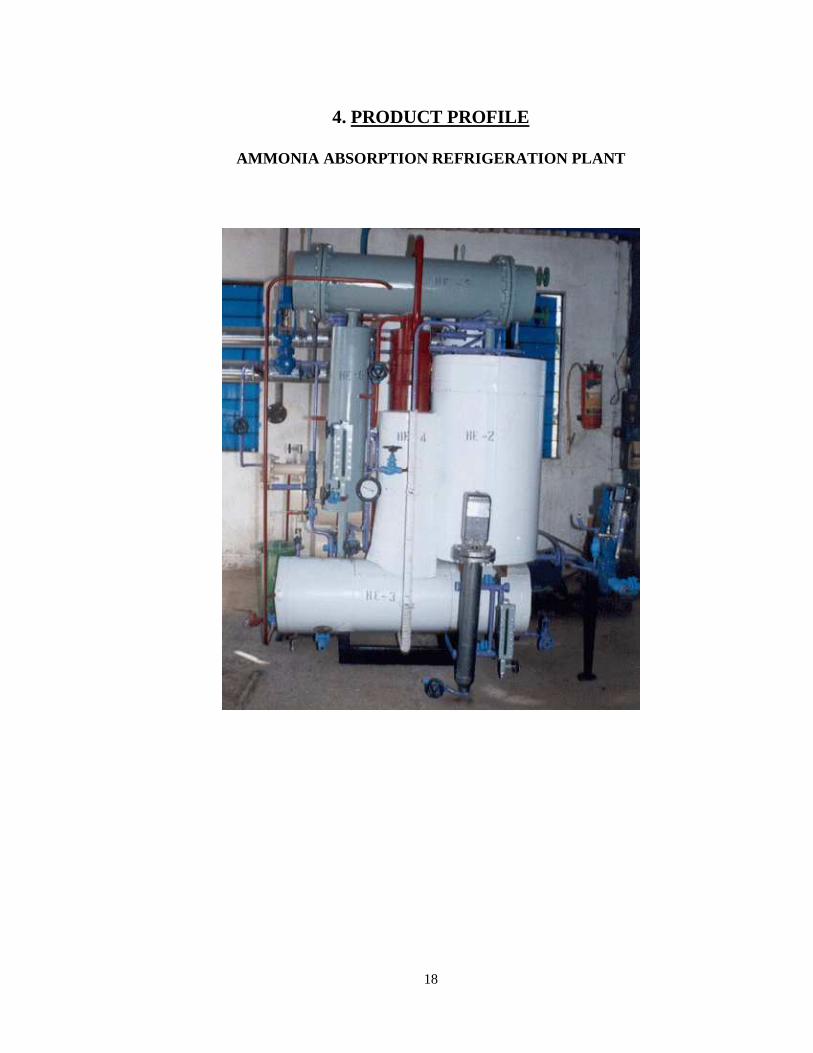
4. PRODUCT PROFILE
AMMONIA ABSORPTION REFRIGERATION PLANT

19
THEORETICAL BACKGROUND
Anhydrous Ammonia has been used for many years to perform all types of refrigeration
and air conditioning chores. Anhydrous means ammonia without water, Aqua Ammonia
is a solution of ammonia and water which is used in refrigeration and air conditioners that
are not a vapour compression type. Vapour compression systems use compressors to
compress the ammonia vapour. Absorption type systems do not use a compressor but
instead use a generator. This system shall be the crux of the project. It is assumed by the
Author that you have some knowledge of refrigeration and are aware of the cycles and
pressures of refrigeration in general.
The typical Ammonia Absorption Refrigeration plant with single stage absorption and
single stage desorption is shown in the block diagram given overleaf.
Transparent Energy Systems Pvt. Ltd. has acquired proficiency in the entire
spectrum of products and technologies covering all possible facets of Energy Efficiency,
Environment Conservation and Cogeneration Business. Transparent has developed a
novel Ammonia Absorption Refrigeration Technology for the Dairy, Cold Storages, &
Fish Processing industry.
20
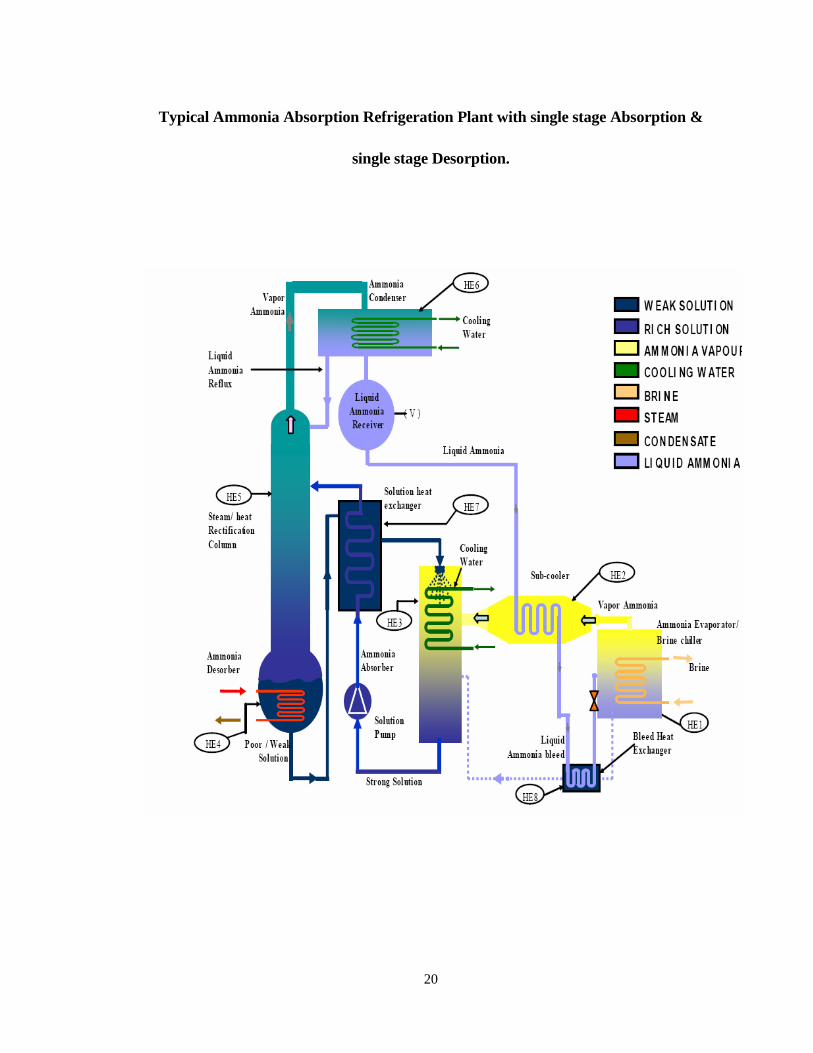
Typical Ammonia Absorption Refrigeration Plant with single stage Absorption &
single stage Desorption.
21
Explanation:-
• Liquid ammonia evaporates in the evaporator (HE1) to give the refrigeration
effect.
• Ammonia vapours from evaporator are used for sub-cooling (HE2) the liquid
ammonia supplied to evaporator. This improves energy efficiency of the plant.
• Ammonia vapours are absorbed in absorber (HE3). The heat of absorption is
removed by cooling water.
• The strong ammonia solution is pumped to desorber (HE4).
• Heat is supplied in the desorber to boil off the ammonia from strong solution.
These vapours also contain some water vapours due to affinity between ammonia
and water.
• The ammonia vapours are rectified (purified) in the rectifying column (HE5) and
generate pure ammonia vapours.
• These vapours are condensed (HE6) and liquid ammonia is stored in the receiver
(V).
• The receiver supplies liquid ammonia to evaporator Weak ammonia solution in
the desorber is sent to absorber for absorption.
• A solution heat exchanger (HE7) is provided to cool the weak solution before
entering the absorber and preheat the strong solution before entering the desorber.
This greatly improves of energy efficiency of the plant.

22
• The traces of water in the evaporator are bleed from evaporator to absorber
through Bleed heat Exchanger (HE8).
• Bleed Heat Exchanger further sub cools liquid ammonia and improves efficiency.
23
I) AMMONIA ABSORPTION REFRIGERATION TECHNOLOGY
• One of the oldest known method of refrigeration.
• Our principles M/s Hans Guentner GmbH & Co Absorptions Kaelte KG,
Germany are world leaders in Ammonia Absorption Refrigeration technology
with over 80 years of experience.
• Transparent Energy Systems & Hans Guentner have jointly developed Ammonia
absorption Refrigeration Plant for Indian market
• Ammonia Absorption Refrigeration has many applications in industries with a
large potential to save running cost, as it runs on low grade heat energy instead of
high grade electricity
• Also it has many other advantages viz. very low maintenance, long life, good part
load efficiency etc.

24
II) WHAT IS AMMONIA ABSORPTION REFRIGERATION PLANT (AARP)?
• AARP uses pure liquid ammonia as refrigerant and water as absorbent.
• Energy input for AARP is heat from various sources viz. Low Pressure
Steam/Superheated Water /Thermal Oil etc.
• Latent heat of vaporization of Liquid Ammonia is used for refrigeration in
evaporator.
• Pure liquid ammonia goes from Receiver to the evaporator. While going to the
evaporator, liquid ammonia is sub cooled in sub cooler by cold ammonia vapours
coming from evaporator. This gives energy efficiency.
• In the evaporator, necessary refrigeration effect is achieved.
• Ammonia vapours from Evaporator are absorbed by weak Ammonia water
solution in absorber.
• Heat of absorption is removed from absorber by cooling water.
• Ammonia rich water solution from Absorber is pumped to the rectifying column.
• While Ammonia rich water solution goes to rectifying column, it recovers heat in
solution Heat Exchanger from hot weak Ammonia Solution being returned back
to absorber. This renders energy efficiency.
• Ammonia from ammonia rich solution is boiled off in the desorber by supply of
heat.
• Rectifying column purifies ammonia vapours.
25
• Pure ammonia vapour is condensed to liquid form by cooling water in the
condenser.
• The pure ammonia liquid is stored in the Receiver.
• Part of the pure liquid ammonia is recycled to rectifying column as reflux to
maintain necessary purity of ammonia vapours.
• Various temperatures, pressures and flow control systems are installed on the
above processes to ensure safety, reliability and accuracy.
• AARP can give temperatures up to minus 60 C. Standardized models are
designed for 300 C Special construction for below 30 C to 60 C.
• AARP is fully automatic in operation and consumes thermal energy in proportion
to the refrigeration demand in 30 to 100% of their rated capacity. This excludes of
course the electric Pumps.
• AARP routinely achieves a turndown ratio of 30%. With additional equipment
and controls a turndown ratio down to 0% can be achieved.
• Evaporator design is done separately to suit the application.

26
III) EXCLUSIVE FEATURES OF AMMONIA ABSORPTION
REFRIGERATION PLANT (SYSTEM BORSIG)
A). Design & Material of Construction: -
1) Heat Exchangers to standard TEMA / AD Merck Blatter / ASME.
2) Thorough Fabrication stage inspection as per Quality Control Plan.
3) All heat exchangers are so designed that they have self cleaning feature to avoid
fouling.
4) System is fabricated and factory assembled & modular in construction. Therefore site
work is minimal.
5) System is standardized in design & is designed for wide operating parameters e.g.
NH3 Evaporation Temperature = +5 to -30C. Steam Pressure = 0 to 10 kg/cm2(g).
Therefore BORSIG System can be tuned to different parameters as the need be –
6) By fitting some additional components standard system BORRSIG can be used below
-30C up to -60C.
7) Operating settings can be changed without change of Hardware Components.

27
(B)Maintenance & Trouble Shooting:
1) A large number of isolation valves have been provided to facilitate quick inspection
and maintenance.
2) Filters and strainers can be cleaned without stopping system.
C) Safety & reliability: -
1. Reliable adequate control instruments for proper monitoring of various parameters &
interlocks.
2. System is controlled through full proof (fool proof?) PLC based control.
3. Each pressure vessel is protected by double safety valves with three way isolation
facility.
4. Safety valve can be maintained without stopping the system.
5. The components are thoroughly tested and inspected by TES before put to use.
28
D). Capacity & Operating Control of Parameters for Fluctuating Loads & Other
Parameters: -
1. System can modulate without loss of efficiency over 30 to 100% capacity.
2. System works automatically even on 0 to 100% load variation.
3. Proprietary try type distillation column operates reliably on wide fluctuations in load
WITHOUT loss of efficiency or stability.
4. Due to tray type rectifying column, System restarts quickly even on power failure for
20 minutes.
29
IV) TYPICAL INDUSTRIAL APPLICATIONS OF AMMONIA ABSO RPTION
REFRIGERATION PLANT
1. Cold Storage.
2. Freeze Drying.
3. Food Refrigeration.
4. Brine Cooling.
5. Vapor Ammonia Recovery Chemical Processes.
6. Ammonia Recovery from Liquor Ammonia from Chemical Processes.
7. Ice Making Plants.
8. Ice Cream Plants.
9. Meat Processing Industries.
10. Fish Processing Industries.
11. Dairies.
12. Refineries.
13. Fertilizer plants.
14. Bulk Drug Industries.
15. Pesticide Plant.
30
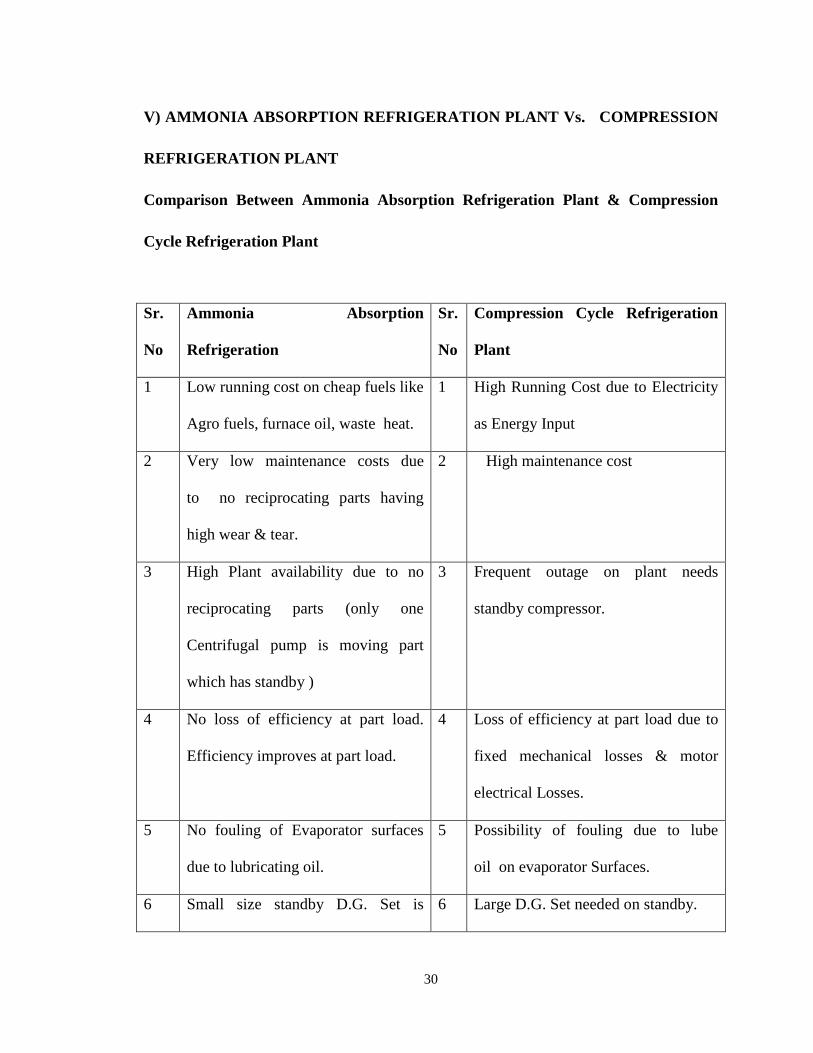
V) AMMONIA ABSORPTION REFRIGERATION PLANT Vs. COM PRESSION
REFRIGERATION PLANT
Comparison Between Ammonia Absorption Refrigeration Plant & Compression
Cycle Refrigeration Plant
Sr.
No
Ammonia Absorption
Refrigeration
Sr.
No
Compression Cycle Refrigeration
Plant
1 Low running cost on cheap fuels like
Agro fuels, furnace oil, waste heat.
1 High Running Cost due to Electricity
as Energy Input
2 Very low maintenance costs due
to no reciprocating parts having
high wear & tear.
2 High maintenance cost
3 High Plant availability due to no
reciprocating parts (only one
Centrifugal pump is moving part
which has standby )
3 Frequent outage on plant needs
standby compressor.
4 No loss of efficiency at part load.
Efficiency improves at part load.
4 Loss of efficiency at part load due to
fixed mechanical losses & motor
electrical Losses.
5 No fouling of Evaporator surfaces
due to lubricating oil.
5 Possibility of fouling due to lube
oil on evaporator Surfaces.
6 Small size standby D.G. Set is 6 Large D.G. Set needed on standby.

31
sufficient
7 Outdoor installation, hence low civil
structural costs.
7 Indoor installation is needed due
to
Electrical systems
8 Low foundation costs due to no
reciprocating parts.
8 High foundation costs due to
reciprocating Compressors.
9 Long life of plant of at least 25
years.
9 Low life of Compressor.
10 No loss of efficiency with usage 10 Loss of efficiency with usage due
to Compressor parts wear & tear.

32
VI). COMPARISON OF ENERGY CONSUMPTION AND RUNNING COST OF
AARP AS COMPARED TO COMPRESSION CYCLE PLANT.
BASIS OF DESIGN AND SYSTEM CONFIGURATION
No Description Technical
Specificatio
ns
Ammonia
Absorption
Refrigeration plant
Compression Cycle
Refrigeration plant
1 Technical Specifications
A Refrigeratio
n Load
TR 100 100 100 100
B Ammonia
Evaporation
Temp.
Deg. C -10 -30 -10 -30
Summer 28 28 28 28
Monsoon 32 32 32 32
Winter 24 24 24 24
C Cooling
Water
Temp.
(Deg.C.). Average 28 28 28 28
2 System
configuratio
n
AARP Model Modern Reciprocating
Compression Cycle
Plant
AMMONIA EVAPORATION TEMPERATURE = -100 C & -300 C
REQUIREMENT OF UTILITIES
No Description Technical
Specificati
ons
Ammonia
Absorption
Refrigeration plant
Compression Cycle
Refrigeration plant
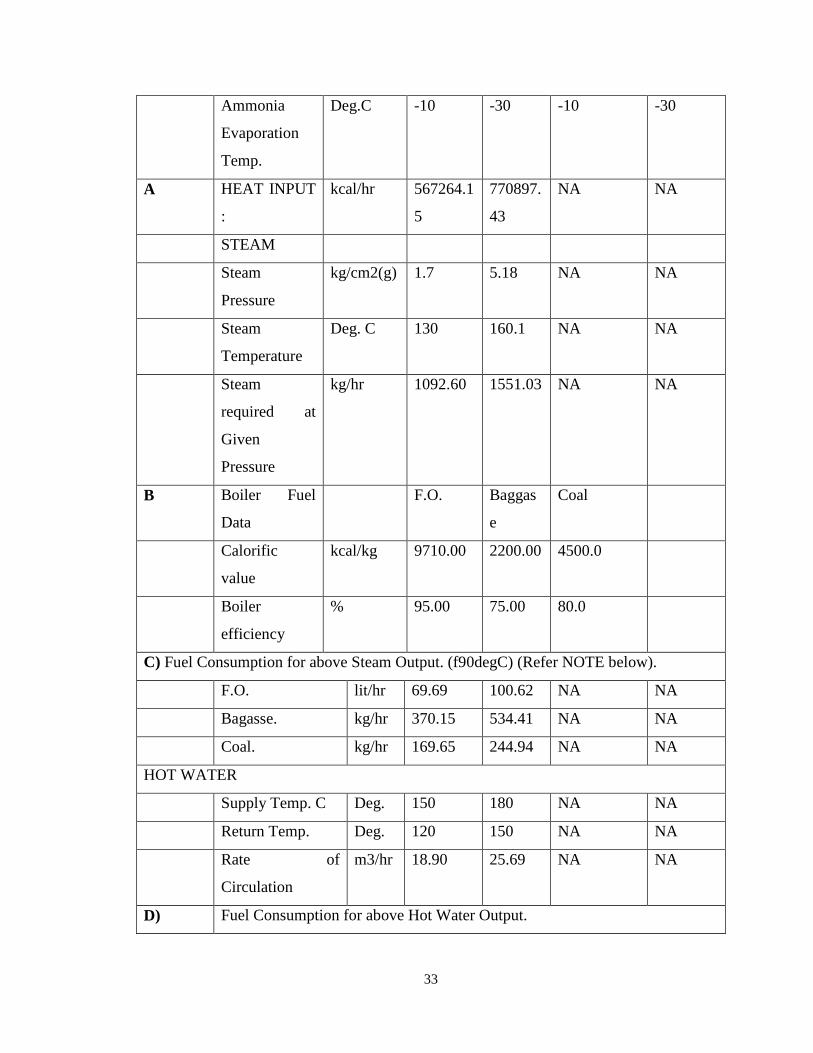
33
Ammonia
Evaporation
Temp.
Deg.C -10 -30 -10 -30
A HEAT INPUT
:
kcal/hr 567264.1
5
770897.
43
NA NA
STEAM
Steam
Pressure
kg/cm2(g) 1.7 5.18 NA NA
Steam
Temperature
Deg. C 130 160.1 NA NA
Steam
required at
Given
Pressure
kg/hr 1092.60 1551.03 NA NA
B Boiler Fuel
Data
F.O. Baggas
e
Coal
Calorific
value
kcal/kg 9710.00 2200.00 4500.0
Boiler
efficiency
% 95.00 75.00 80.0
C) Fuel Consumption for above Steam Output. (f90degC) (Refer NOTE below).
F.O. lit/hr 69.69 100.62 NA NA
Bagasse. kg/hr 370.15 534.41 NA NA
Coal. kg/hr 169.65 244.94 NA NA
HOT WATER
Supply Temp. C Deg. 150 180 NA NA
Return Temp. Deg. 120 150 NA NA
Rate of
Circulation
m3/hr 18.90 25.69 NA NA
D) Fuel Consumption for above Hot Water Output.
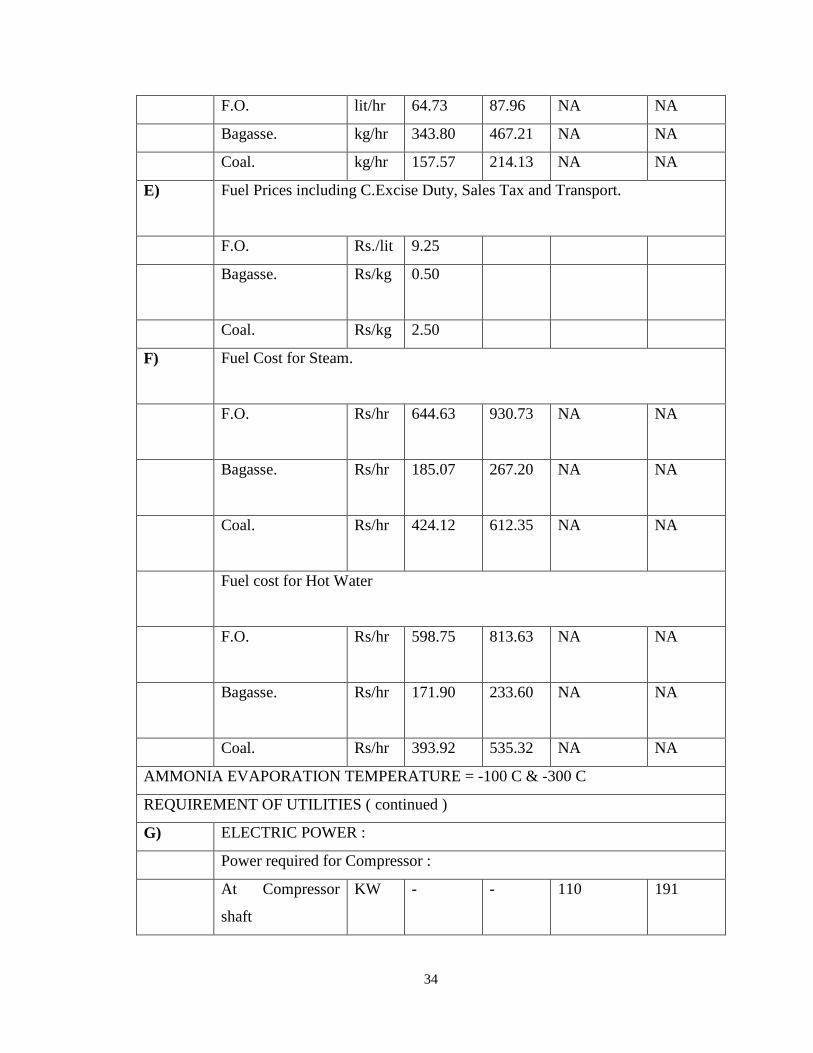
34
F.O. lit/hr 64.73 87.96 NA NA
Bagasse. kg/hr 343.80 467.21 NA NA
Coal. kg/hr 157.57 214.13 NA NA
E)
Fuel Prices including C.Excise Duty, Sales Tax and Transport.
F.O. Rs./lit 9.25
Bagasse.
Rs/kg 0.50
Coal. Rs/kg 2.50
F)
Fuel Cost for Steam.
F.O.
Rs/hr 644.63 930.73 NA NA
Bagasse.
Rs/hr 185.07 267.20 NA NA
Coal.
Rs/hr 424.12 612.35 NA NA
Fuel cost for Hot Water
F.O.
Rs/hr 598.75 813.63 NA NA
Bagasse.
Rs/hr 171.90 233.60 NA NA
Coal. Rs/hr 393.92 535.32 NA NA
AMMONIA EVAPORATION TEMPERATURE = -100 C & -300 C
REQUIREMENT OF UTILITIES ( continued )
G) ELECTRIC POWER :
Power required for Compressor :
At Compressor
shaft
KW - - 110 191

35
Belt losses ( 8% )
KW - - 8.8 15.28
Power required at
Motor shaft
KW - - 118.8 206.28
Power for
Solution Pumps
Motor.
KW 7.5 15 - -
Power for Cooling
water Pump.
KW 12.3 12.3 5.6 5.3
Total Power at
Motor Shaft
KW 19.8 27.3 124.4 211.6
Add Motor Losses (Motor Efficiency assumed 93%).
KW 1.5 2.1 9.4 15.9
Total Power at
Motor Terminals
KW 21.3 29.4 133.8 227.50
Add HT metering losses (Transformer efficiency
assumed 95%)
KW 1.1 1.5 6.7 11.40
Total Power Metered at incoming of HT Transformer
KW 22.4 30.9 140.5 238.9
H) Make-up-Water
Make-up-Water
M3/hr 1.50 1.85 0.68 0.80
Cost of make up water (@Rs.10.00 per m3/hr)
Rs. 15 18.50 6.80 8.00
36
5. RESEARCH METHODOLOGY
RESEARCH METHODOLOGY
The methodology is basically the set of rules, procedures, tools, and techniques used by
the researcher for realization of research objective. The process of designing research
study involves many interrelated decisions. The most significant decision is the choice of
research approach. This determines how the information will obtain.
There are three types of research approach: -
1) Exploratory research
2) Descriptive research
3) Causal research
These types differ significantly in terms of research purpose, research question,
precision of hypotheses that are formed and data collection method used.
1) Exploratory research: -
Exploratory research is seeking insight into general nature of a
problem, the possible decision alternatives and relevant variables that need
to be considered. The objective of exploratory research is to find out new
ideas flexibility, & ingenuity characterized by the investigation. In the
exploratory research emphasis is given on the finding practices and policies
that need changing and developing possible alternatives. Exploratory
research seeks to discover new relationships. Hence most of the marketing
37
research is of an exploratory type. Exploratory research defines problem,
which is then solved by conclusive research.
2) Descriptive research: -
Descriptive research gives emphasis on description & such studies are simply
fact gathering expedition. Descriptive studies attempt to obtain a complete &
accurate description of situation. Descriptive data are based as direct basis
for marketing decisions.
3) Causal approach: -
When it is necessary to show that one variable causes or determine the value
of other variable the causal research approach is used. In our research
approach the exploratory as well as descriptive approach is used to explore
the various ways of obtaining the information.
In planning and designing a specific research project it is necessary to
anticipate all the points that must be undertaken if the project is to be
successful in collecting valid and reliable information.
38
The steps in which the project was carried out were as follows: -
1) Define the problem and specify objective.
2) Developing research plan.
3) Design the data collection method.
4) Organize and carryout the field work.
5) Analyze the collected data.
6) Presentation of the project report.

39
6. RESEARCH ANALYSIS & FINDINGS
The survey was carried out in the state of Gujarat. The analysis has shown that all the
Dairy, Cold Storages, & Fish Processing industry located in these regions use Vapour
Compression Refrigeration System for their manufacturing processes. The power cost of
these industries is high due to the utilization of Vapour Compression Refrigeration
System. Hence the analysis has shown that there is a lot of energy saving potential by
utilizing our Ammonia Absorption Refrigeration Plant.
Different tabulations and graphs are made from the data collected during field survey

40
Current Refrigeration Method Used:
Current Refrigeration Method Used Response
Vapour Compression 18
AARP 2
None 2
Interpretation:
As there are 82 % of companies using Vapour compression Refrigeration there is good
scope for AARP.

41
Industrywise Distribution of Companies:
Type of Industry Dairy Cold Storages Fisheries Ice plant Refinery
No. 6 6 3 5 1
Interpretation:
1. There is good number of dairies, cold storages, & ice plants.
2. There is moderate number of fish processing companies.
42
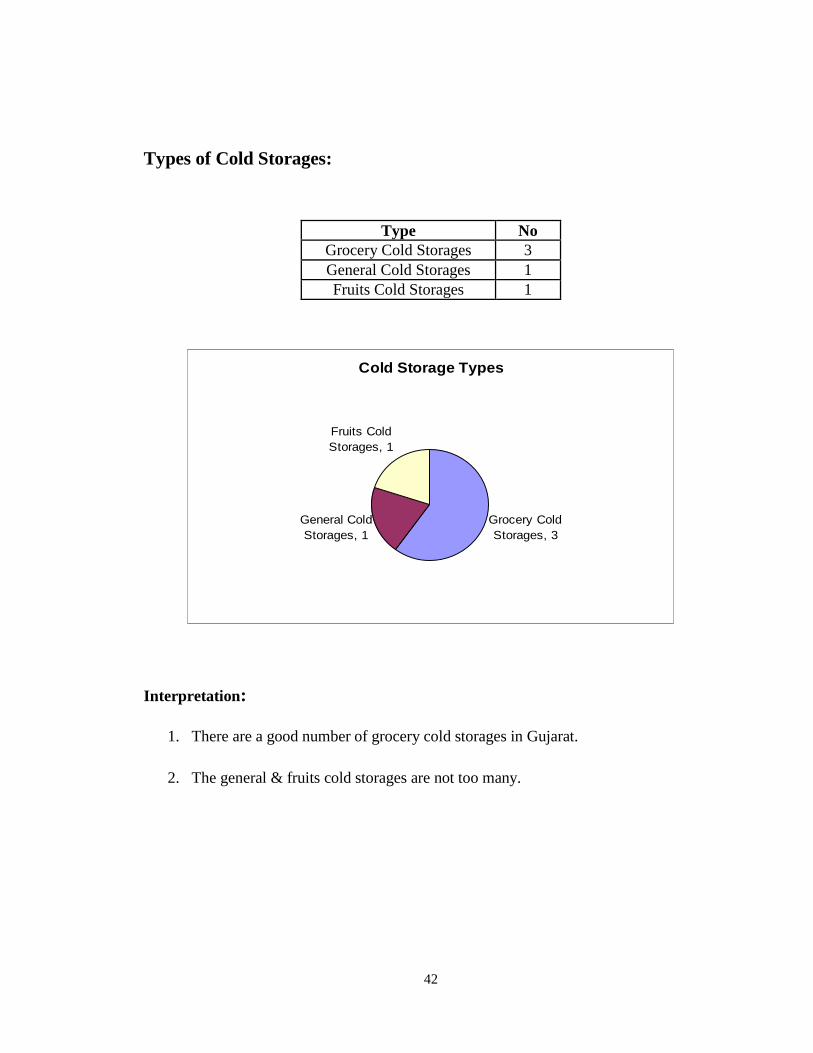
Types of Cold Storages:
Type No Grocery Cold Storages 3 General Cold Storages 1 Fruits Cold Storages 1
Cold Storage Types
Grocery Cold Storages, 3
General Cold Storages, 1
Fruits Cold Storages, 1
Interpretation :
1. There are a good number of grocery cold storages in Gujarat.
2. The general & fruits cold storages are not too many.

43
Types of Ice Plants:
Type No Industrial Ice Suppliers 3 Ice for Fishing 4
Intepretation:
1. The no of fishing ice suppliers is higher than industrial ice suppliers.
44
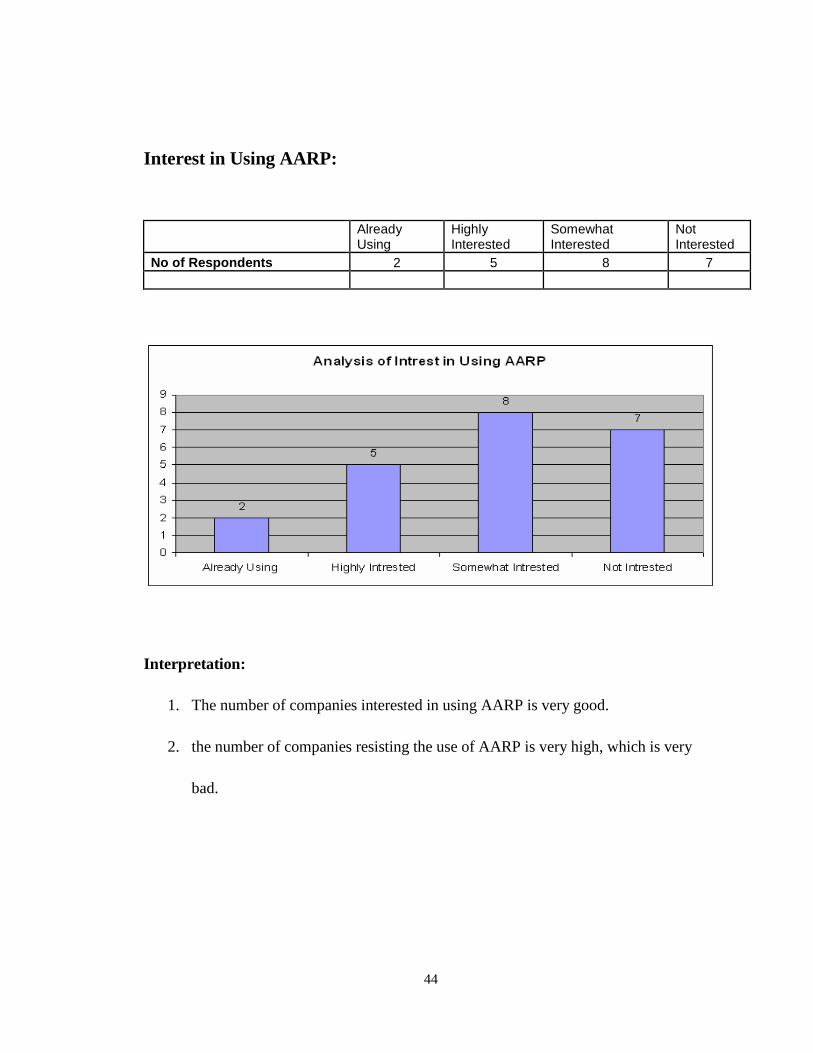
Interest in Using AARP:
Already Using
Highly Interested
Somewhat Interested
Not Interested
No of Respondents 2 5 8 7
Interpretation:
1. The number of companies interested in using AARP is very good.
2. the number of companies resisting the use of AARP is very high, which is very
bad.

45
FINDINGS
• 10% people knew Transparent.
• Gujarat has a sound Dairy industry.
• There is no shortage of Grid power in Gujarat.
• Dairy & Cold storages were found interested.
• Everyone wanted references of installations.
• There is good number of fishing ice suppliers in Gujarat.
46
7. LIMITATIONS OF THE PROJECT
No project is ideal. In reality I came across different problems which act as limitations of
the project such as-
1) Some of the respondents did not give other relevant information which was required
for the project.
2) Non-availability of official data.
3) There was time constraint (2 months). Hence total no. of plant visits was limited.
4) To keep the project cost minimum due to budget constraints.
5) Transportation problems due to rainy season.
47
8. CONCLUSION
After collecting data from the field research following conclusions is made.
1. There are a good numbers of Dairies, Cold Storages, & Fish Processing
companies in Gujarat.
2. There is a refrigeration requirement in the Dairy, Cold storages & Fish
Processing industries.
3. The existing refrigeration system used for manufacturing process is Vapour
compression refrigeration system the running cost of which is very high.
4. The Dairies, Cold Storages, & Fish Processing companies came to know about
the Ammonia Absorption Refrigeration Technology and its benefits.
48
9. RECOMMENDATIONS
1. As the Ammonia Absorption Technology is new the product demonstrations and
intensive product awareness programs should be carried out in trade shows, exhibitions
etc.
2. The product literatures and catalogues should be revised to make it more users
friendly.
3. For first installation of Ammonia Absorption Refrigeration Plant in Cold Storage &
Fish Processing industry, Transparent Energy Systems should provide financing facilities
and other monetary concessions in order to promote its product in other dairies & cold
storages.
4. Due to complex plant layouts and complex processes of storage in Cold storage
industries the period of warranty and free after sales services should be extended for
installation of AARP in cold storage sector.
5. As Transparent Energy Systems Pvt. Ltd are technologically sound but are not known
throughout India, hence intensive corporate brand promotion campaigns should be
carried out in order to develop confidence amongst the industrial buyers.
ANNEXURE
49
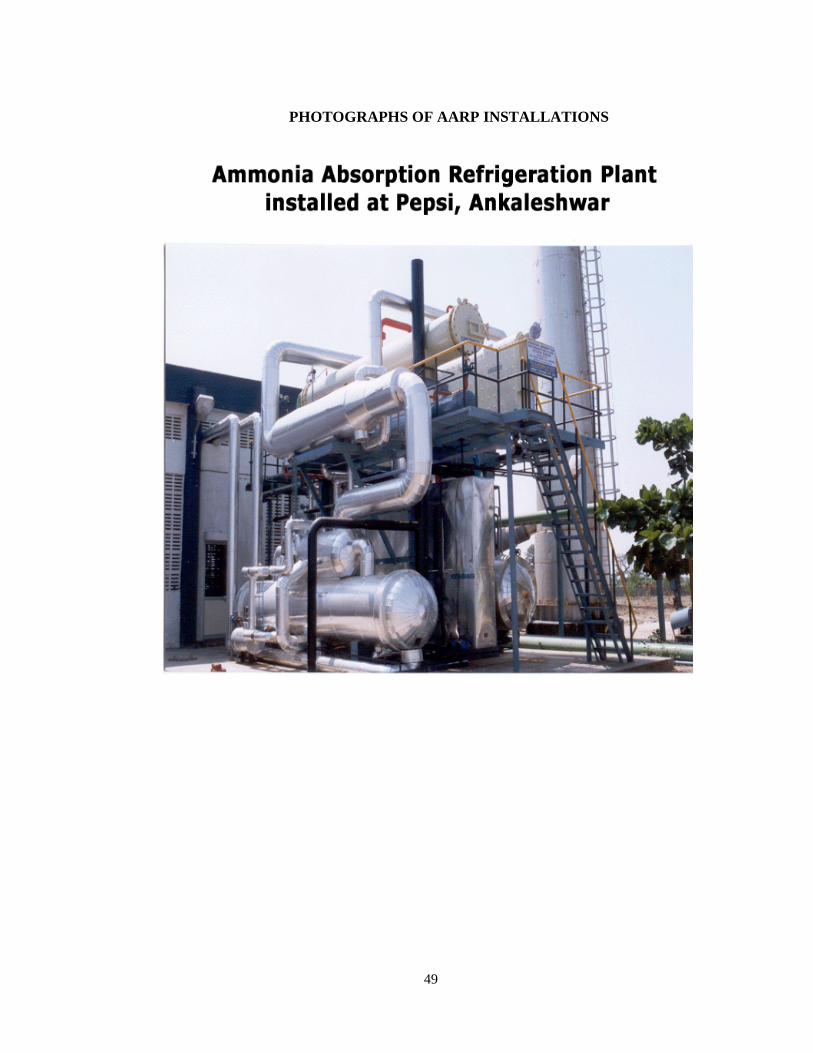
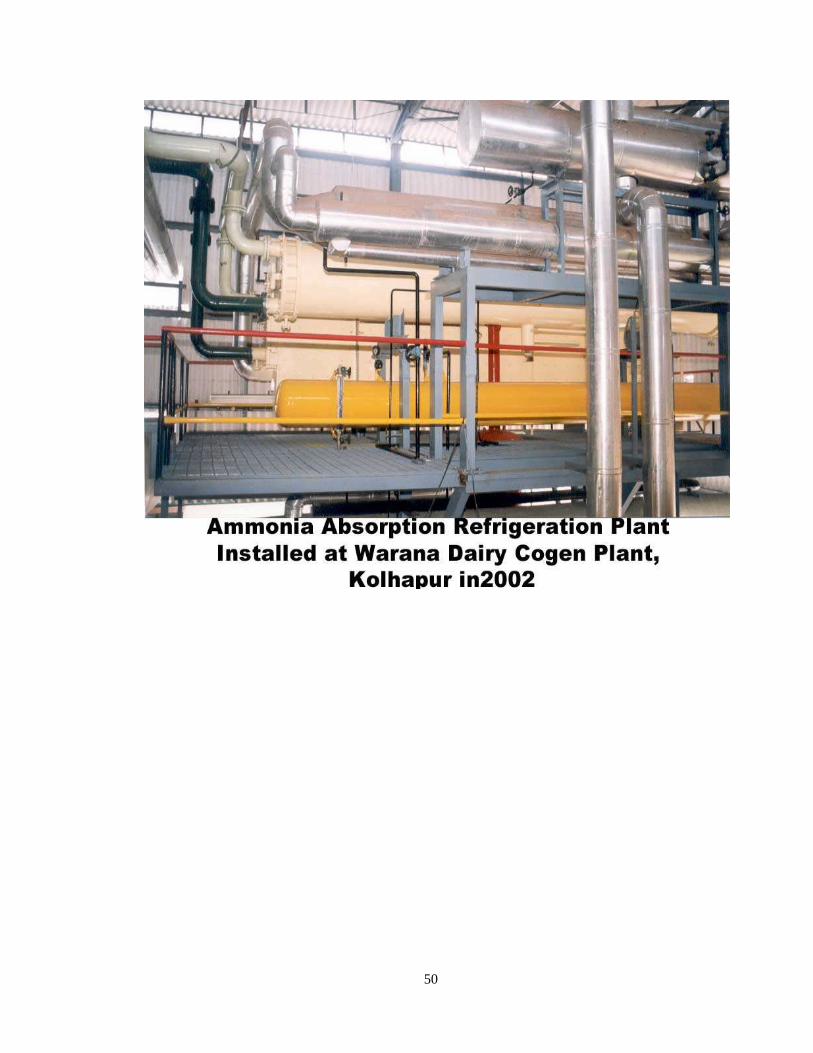
PHOTOGRAPHS OF AARP INSTALLATIONS
50

51
52
BIBLIOGRAPHY
1. Marketing Management- Second edition, Rajan Saxena.
2. Refrigeration & Air conditioning, R. S. Khurmi & J. K. Gupta.
3. www.google.com
4. www.doii.net
5. www.aifpa.net
6. Product literatures & catalogues of Transparent Energy Systems Pvt. Ltd.