explosive bonding gets biggest job yet
Post on 03-Dec-2016
221 views
TRANSCRIPT
E Q U I P M E N T
Explosive Bonding Gets Biggest Job Yet Nooter Corp. has completed fabrication of four chemical process vessels for Amoco
Du Pont is making rapid inroads into the clad plate market since it began commercial operation of its explosive bonding process last January. The company has already supplied several thousand square feet of titanium-clad plate to various equipment fabricators. Topping it off, Nooter Corp., of St. Louis, Mo., has just completed fabrication of four chemical process vessels from Du Pont's titanium-clad for Amoco Chemicals, marking the largest commercial application to date for the company's explosive bonded materials.
The vessels, which have been shipped to Amoco, are up to 23 ft. high, 8 ft. in diameter, and weigh 20,000 lb. Amoco says the units will be used at its Joliet, 111., plant for making aromatic acids. The firm has ordered four more such vessels from Nooter.
Du Pont is offering its titanium-clad in plates as large as 4 ft. by 13 ft. However, the company says it expects to produce sizes up to 8 ft. by 20 ft. Prices range from $3.45 a pound for 14-gage titanium (0.078 in.) on V8-in. carbon steel to $1.40 a pound for 14-gage titanium on 2-in. carbon steel.
There is some interest among fabricators for thinner titanium cladding, preferably 16 gage (0.063 in.), but problems in seam welding are delaying its use. Butt welds of titanium-clad (14-gage titanium and above) are made successfully at present by the double-V, silver-inlay, batten-strap technique.
In this technique, a silver inlay is used as an interconnecting weld between the titanium cladding and the carbon steel base plate. A titanium strap is then welded over the silver inlay.
Commercially Attractive. Du Pont says that of its various clads, explosive bonded titanium-clad has been the most attractive commercially and was a prime target because of problems associated with other techniques such
as direct rolling and brazing. Because of the high temperatures required for hot rolling, brittle inter-metallics are often formed at the titanium-steel interface. Customer experience shows that the low melting points of brazing compounds frequently cause cracking at welds during thermal cycling, Du Pont claims.
Du Pont points out that in addition to titanium-clad, it is also commercially producing other explosive bonded cladding, such as nickel and nickel alloys, copper and copper alloys, Hastel-loy alloy, stainless steel, and tantalum, on carbon steel. Some major applications for these clads are heat exchanger tube sheets and pressure vessels. In stainless steel clads, the company says, it will mainly be competi
tive in thicknesses over 2 in. For example, it just completed its largest clad plate for fabricating—9/32-in. stainless steel on 3-in. carbon steel measuring 10 ft. by 23 ft.
Du Pont says it is investigating the feasibility of forming complete vessel heads from large sheets of titanium-clad steel. This would avoid the costly technique of welding orange-peel segments now used to fabricate these heads. Test heads have already been made successfully, the firm adds.
A U.S. patent for explosive bonding was issued to Du Pont in June (U.S. 3,137,937). In the process, one metal layer is separated from an adjacent metal layer by a space of at least 0.001 in. and in a substantially parallel relationship. A layer of explosive having a detonation velocity of greater than 1200 meters per second but less than the highest sonic velocity of the metals in the system is placed on the outside surface of one of the metal layers. The explosion is initiated so that detonation is propagated parallel to the metallic layers. The explosion produces a pressure, upon collision of the metallic layers, that is greater than the lowest elastic limit of the metals in the system.
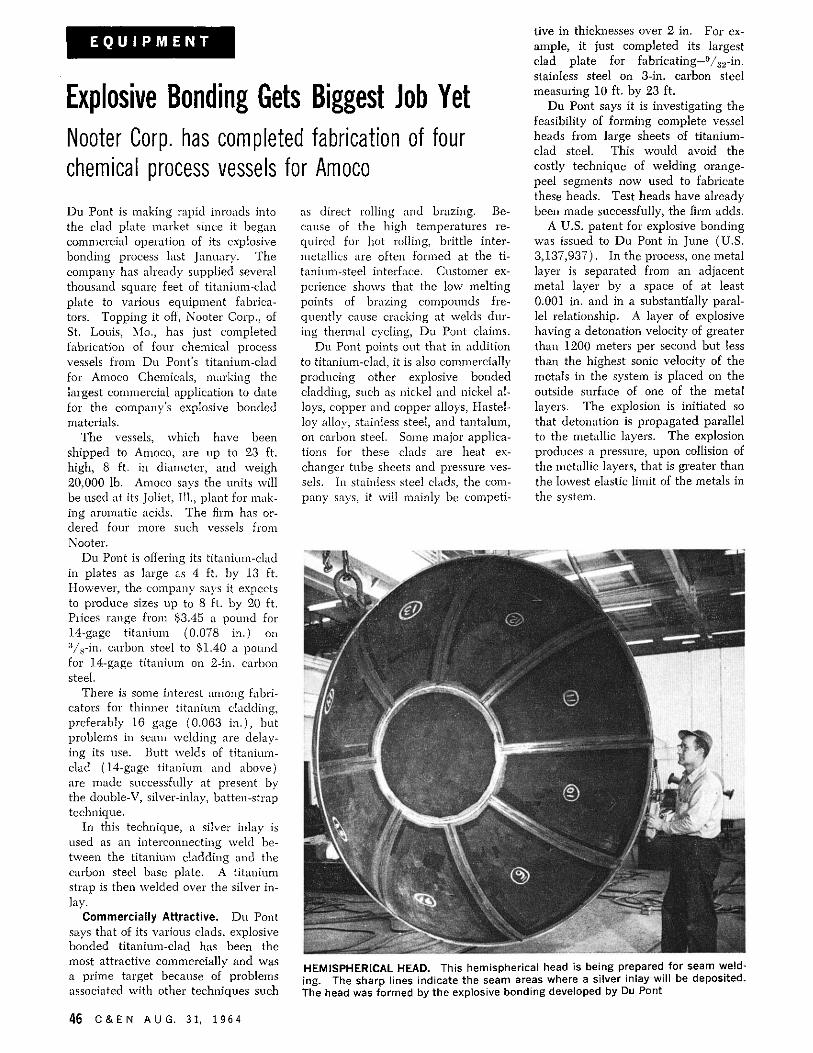
HEMISPHERICAL HEAD. This hemispherical head is being prepared for seam welding. The sharp lines indicate the seam areas where a silver inlay will be deposited. The head was formed by the explosive bonding developed by Du Pont
46 C & E N A U G . 31, 1964