expo laminado en caliente
DESCRIPTION
presentacionTRANSCRIPT

Universidad
politécnica salesiana
Laminado en Caliente
Laminación
Se conoce como laminación o laminado al proceso industrial por medio del cual se reduce el espesor de una lámina de metal o de materiales semejantes con la aplicación de presión mediante el uso de distintos procesos, como la laminación de anillos o el laminado de perfiles. Por tanto, este proceso se aplica sobre materiales con un buen nivel de maleabilidad. La máquina que realiza este proceso se le conoce como laminador.
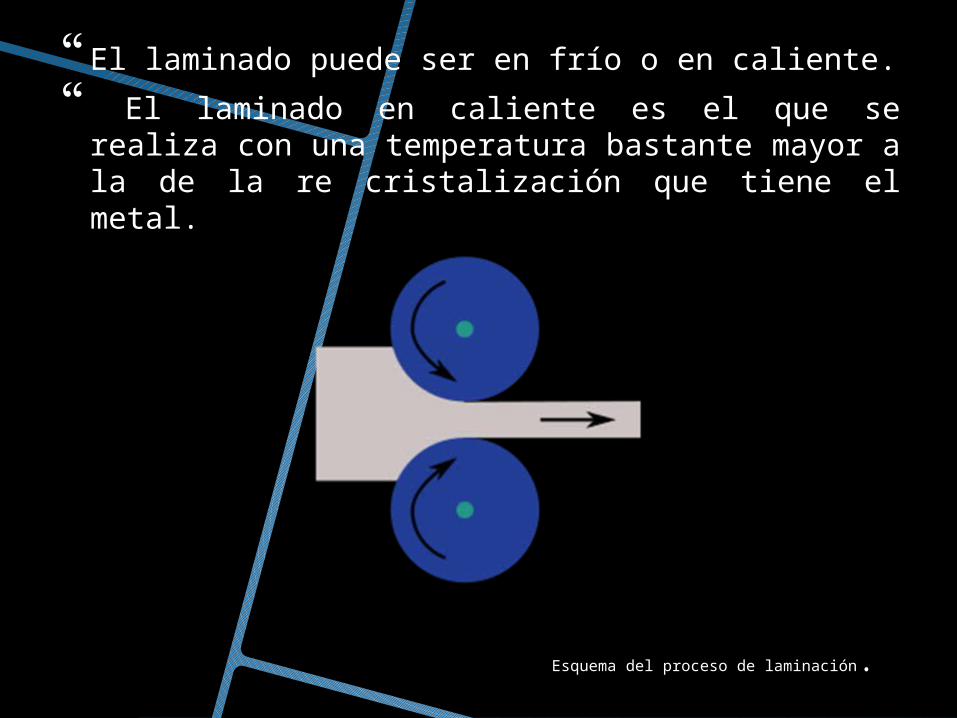
El laminado puede ser en frío o en caliente.
El laminado en caliente es el que se realiza con una temperatura bastante mayor a la de la re cristalización que tiene el metal.
Esquema del proceso de laminación.
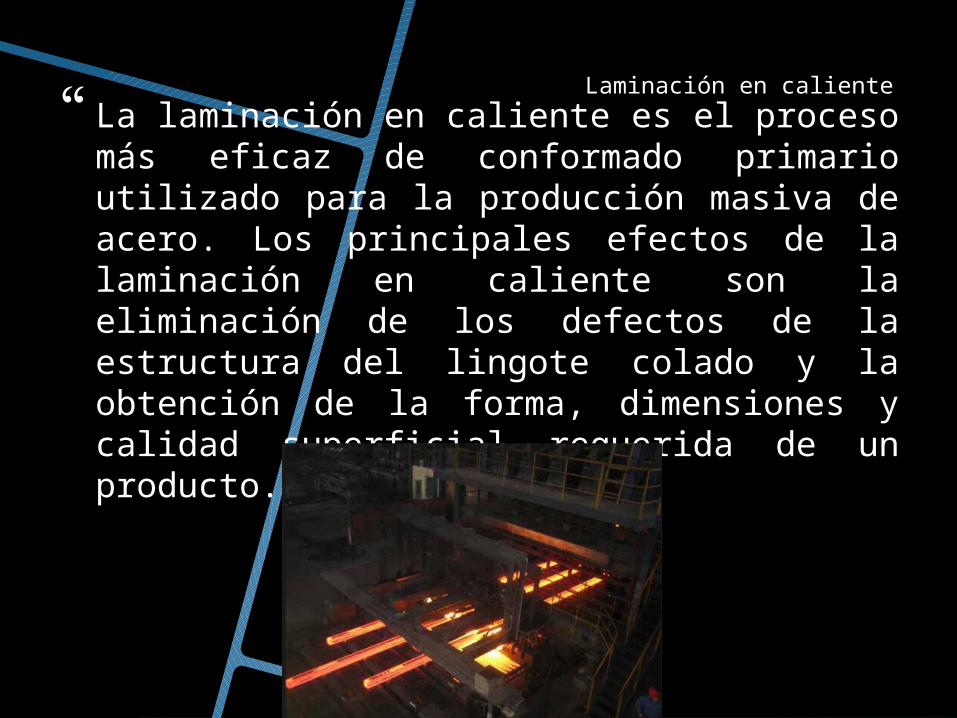
Laminación en caliente
La laminación en caliente es el proceso más eficaz de conformado primario utilizado para la producción masiva de acero. Los principales efectos de la laminación en caliente son la eliminación de los defectos de la estructura del lingote colado y la obtención de la forma, dimensiones y calidad superficial requerida de un producto.

La primera operación de cualquier proceso de laminación en caliente es el calentamiento de la pieza a la temperatura de deformación correcta. Durante el calentamiento y el laminado en caliente, se forma una cascarilla (capa de óxido) en la superficie de la pieza que debe ser eliminada sistemáticamente.
El descascarillado puede realizarse mecánicamente (por aplastamiento durante una operación de trabajado en caliente) o por rociado con agua a alta presión.
Proceso de Fabricación
El proceso de laminación consta de cinco fases que son:
Precalentamiento
Desbaste
Acabado
Enfriado
Cizallado

Precalentado La laminación empieza con el calentamiento
de la palanquilla en el horno re-calentador a una temperatura de trabajo que varía entre los 1100ºC y los 1200°C.
Esta genera una capa superficial denominada “cascarilla” la cual, es necesario retirar con agua a alta presión e iniciar el proceso de laminación en el desbaste.
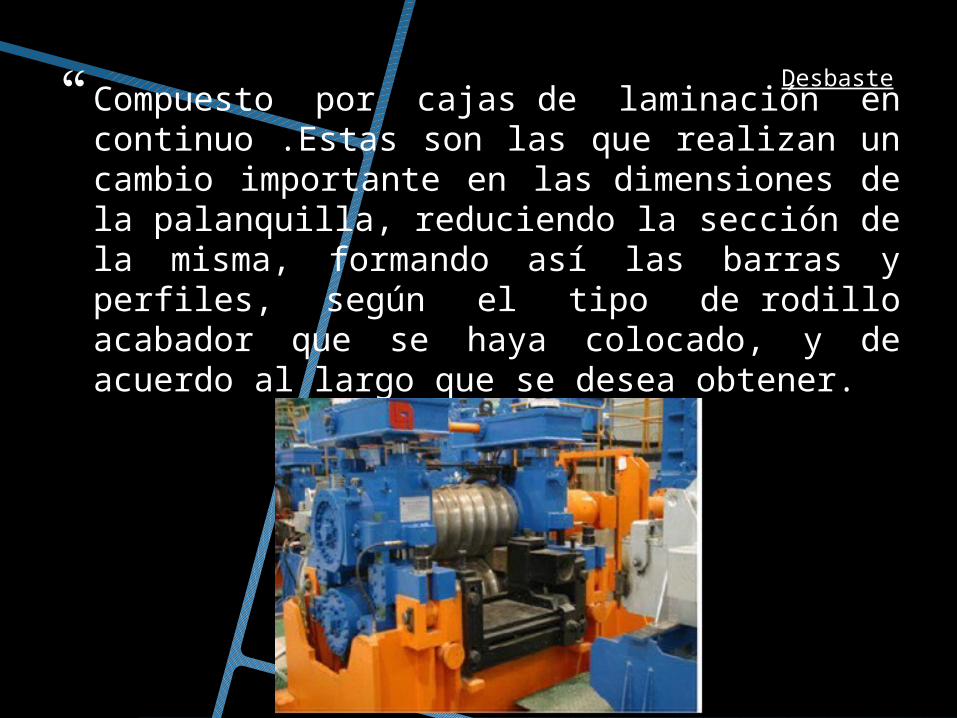
DesbasteCompuesto por cajas de laminación en continuo .Estas son las que realizan un cambio importante en las dimensiones de la palanquilla, reduciendo la sección de la misma, formando así las barras y perfiles, según el tipo de rodillo acabador que se haya colocado, y de acuerdo al largo que se desea obtener.
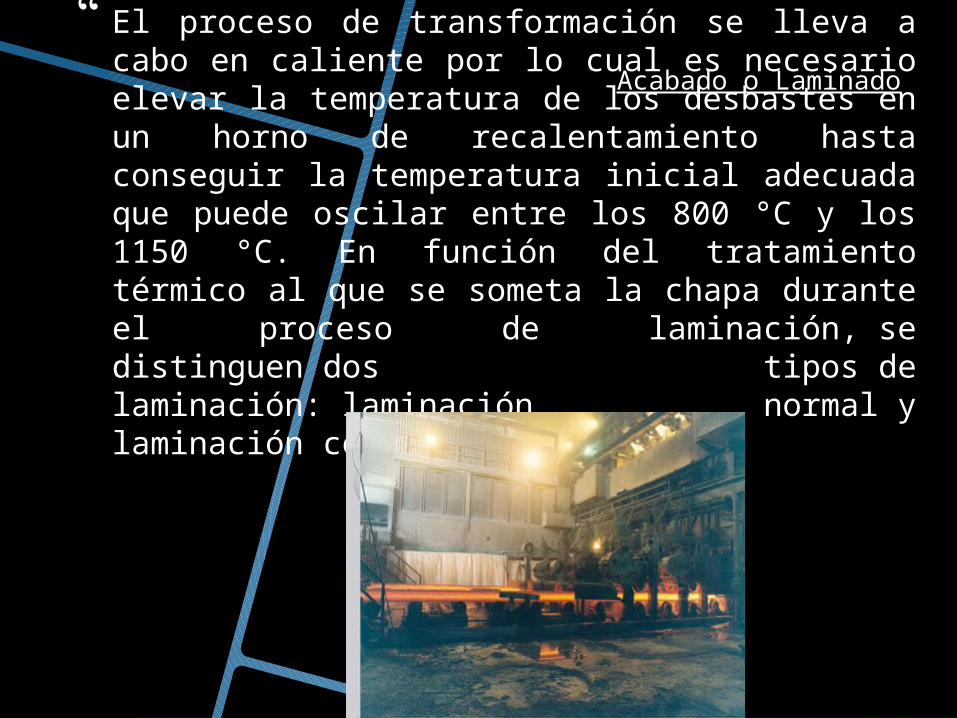
Acabado o Laminado El proceso de transformación se lleva a cabo en
caliente por lo cual es necesario elevar la temperatura de los desbastes en un horno de recalentamiento hasta conseguir la temperatura inicial adecuada que puede oscilar entre los 800 °C y los 1150 °C. En función del tratamiento térmico al que se someta la chapa durante el proceso de laminación, se distinguen dos tipos de laminación: laminación normal y laminación controlada.
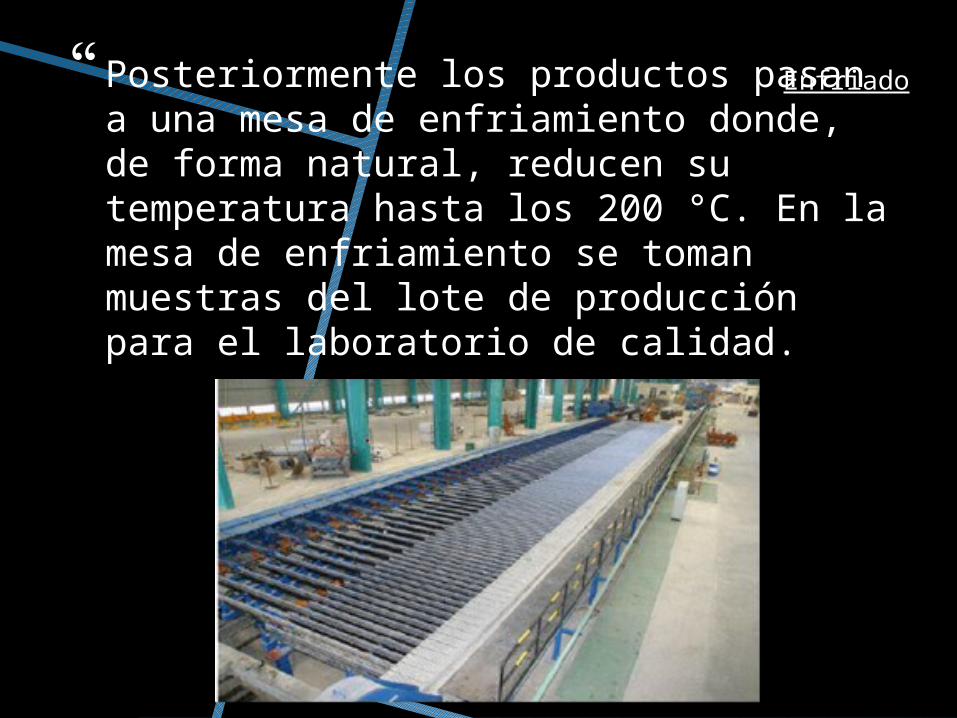
EnfriadoPosteriormente los productos pasan a una mesa de enfriamiento donde, de forma natural, reducen su temperatura hasta los 200 °C. En la mesa de enfriamiento se toman muestras del lote de producción para el laboratorio de calidad.

Cizallado Al final de la mesa de enfriamiento se encuentra la
cizalla que da el corte a la medida comercial para las varillas o perfiles que se estén laminando, éstos son atados y etiquetados para posteriormente almacenarlos en la bodega de producto terminado y planificar su distribución en el mercado, debidamente empaquetados y etiquetados, con un código de barras que permite conocer sus características, evitando así errores en la entrega y garantizando un total control de la calidad del producto.

Proceso de Laminado en Caliente
Lubricante para el proceso y sistema de aplicación
La laminación en caliente de las aleaciones ferrosas se efectúa por lo general sin lubricantes, aunque se puede usar el grafito. Se usan soluciones en base agua para enfriar los rodillos y para romper la cascarilla sobre el material laminado.

Sistema de aplicación
El sistema de lubricación consta de cabezales localizados arriba y abajo de los rodillos de la mesa de salida. El flujo de agua es del tipo laminar y aspersión en los cabezales superiores y laminar en los inferiores.
Los tipos de lubricación con los cuales operan estas zonas son:
Aspersión: En este tipo de enfriamiento se aplica una película constante de agua a todo lo ancho de la superficie superior de la cinta; la zona que opera por aspersión consiste de dos cabezales superiores y ocho cabezales inferiores, los cabezales superiores en conjunto aplican a la cinta 120 m3/hr de agua, mientras que el conjunto de cabezales inferiores suministra 160 m3 /hr de agua de enfriamiento.
Grueso: Este tipo de enfriamiento consiste de dos cabezales superiores y ocho cabezales inferiores por zona; el conjunto de cabezales superiores suministran 140 m3/hr de agua, mientras que el conjunto de cabezales inferiores suministran a la cinta 160 m /hr de agua de enfriamiento. La mesa de salida cuenta con 5 zonas de enfriamiento grueso.
Mediano: Este tipo de enfriamiento consiste de un cabezal superiores y cuatro cabezales inferiores en cada una de las 12 zonas; la capacidad de descarga de agua es la mitad de la del tipo grueso, el conjunto de cabezales superiores suministran 70 m3/hr de agua, mientras que el conjunto de cabezales inferiores suministran a la cinta 80 m3/hr de agua de enfriamiento2, Figura 2.11. La mesa de salida cuenta con 12 zonas de enfriamiento mediano.
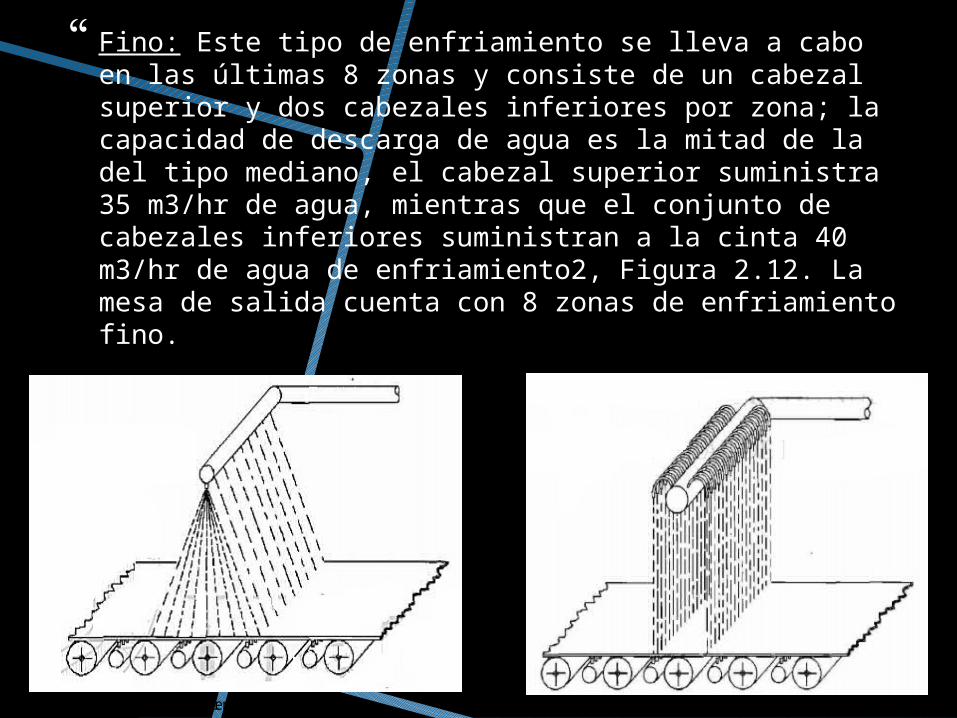
Fino: Este tipo de enfriamiento se lleva a cabo en las últimas 8 zonas y consiste de un cabezal superior y dos cabezales inferiores por zona; la capacidad de descarga de agua es la mitad de la del tipo mediano, el cabezal superior suministra 35 m3/hr de agua, mientras que el conjunto de cabezales inferiores suministran a la cinta 40 m3/hr de agua de enfriamiento2, Figura 2.12. La mesa de salida cuenta con 8 zonas de enfriamiento fino.
Enfriamiento por aspersión
Enfriamiento por flujo laminar
Enfriamiento por aspersión
Enfriamiento por flujo laminar

Sistemas de Aplicación
Barras de acero
Las barras de acero estructural son piezas de acero laminado, cuya sección transversal puede ser circular, hexagonal o cuadrada en todos los tamaños.
Planchas
Las planchas de acero estructural son productos planos de acero laminado en caliente con anchos de203 mm y 219 mm, y espesores mayores de 5,8 mm y mayores de4,5 mm, respectivamente.
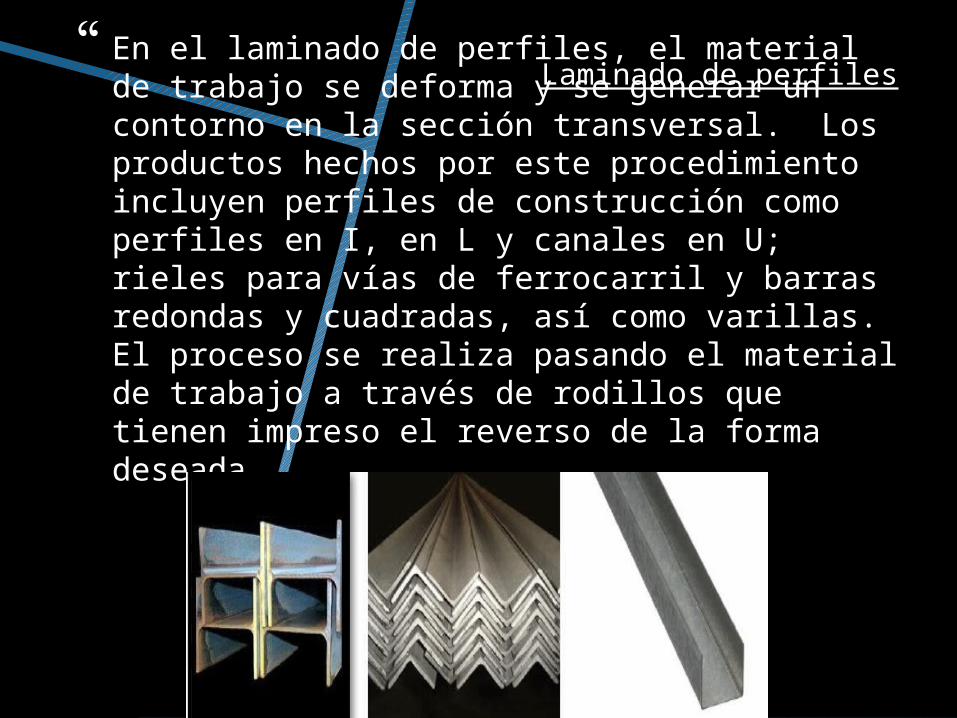
Laminado de perfiles En el laminado de perfiles, el material de trabajo se deforma y se generar un contorno en la sección transversal. Los productos hechos por este procedimiento incluyen perfiles de construcción como perfiles en I, en L y canales en U; rieles para vías de ferrocarril y barras redondas y cuadradas, así como varillas. El proceso se realiza pasando el material de trabajo a través de rodillos que tienen impreso el reverso de la forma deseada.
Justificación para esa aplicación
Conseguir una lubricación efectiva y limpieza de los productos laminados antes del bobinado. Se usa para enfriar los rodillos y para romper la cascarilla sobre el material laminado.
Se trata de un proceso automatizado conectado con la línea de producción que pone en marcha o apaga el sistema, de esta forma pueden lubricarse por ambas partes sin que el usuario cambie el tanque o el lubricante.

CONCLUCIONES
El principal factor que se debe controlar en el proceso de laminado en caliente, es la temperatura a la cual se está calentando el acero. Si el calentamiento es insuficiente el metal será más difícil de trabajar debido a que posee una menor ductilidad y maleabilidad propiedades que se le confieren al calentarlos a una temperatura adecuada.
El proceso de laminado en caliente debe seguir una secuencia: primero calentamiento, pasar la chapa por el tren de desbaste, luego por el tren de laminación y por último el tren de acabado. Si no se respeta esta secuencia se presentan diversos problemas tales como: desgaste excesivo de los rodillos de laminación, excesiva potencia para realizar el trabajo, etc.
RECOMENDACIONES
Se debería efectuar una presentación y un debate sobre este tema ya que es interesante compartir nuestros conocimientos con los compañeros
Todo acero tiene características de acuerdo a su aleación; y es aconsejable, en caso de duda, consultar con el catalogo.
Las láminas terminadas en caliente tienen una capa de óxido, o cascarilla, resultante del laminado en caliente, la cual debe ser removida cuando se requiera soldar.
Este tipo de material no se debe utilizar a la intemperie.