exzellente produktionsprozesse - tqu-group.com · lagerhaltung aller varianten. produktion in...
TRANSCRIPT

Exzellente Exzellente Produktionsprozesse Produktionsprozesse
QualitQualitäät, Produktivitt, Produktivitäät, t, VerfVerfüügbarkeit und Flexibilitgbarkeit und Flexibilitäätt

©TQU Verlag
Herausforderung für Unternehmen
Identifikation von Produktivität, Qualität, Verfügb arkeit und Flexibilität als unternehmerische Herausforderung.
Die traditionelle Produktion vieler Unternehmen ist und war geprägt von dem Gedanken gebrauchsfertige Waren auf die Konsum- und Investitionsgütermärkte zu bringen.
Die Herausforderung der Zukunft wird vor allem sein den Kunden individuell bedienen zu können.
Folgen: - kürzere Innovationszyklen- höhere Flexibilität in der Produktion- kürzeste Lieferzeiten- höchste Qualität

©TQU Verlag
Vermeintliche Lösungsansätze
� Diesen Herausforderungen wurde über die Jahre mit e iner großen Anzahl verschiedener Managementansätze versu cht zu begegnen.
� Dabei waren vor allem die japanischen Fertigungsmet hoden, immer wieder Thema und Basis von Ansätzen:Poka Yoke, Kanban, Lean Production, Lean Management , Just-in-Time, Produktion im Fluss und viele weitere Schlagworte kennzeichnen das heutige Verständnis de r Gestaltung von Produktionsabläufen im industriellen Sektor, welche nahezu alle dem Toyota Produktionssystem (Le an Production) zugesprochen werden.
Doch warum sind so viele Lean Initiativen im Sand verlaufen?
Toyota oft kopiert, aber nie erreicht?

©TQU Verlag
Die Produktivitätsfalle
� Im folgenden finden sich die Indikatoren einer exzellenten Produktherstellung und die Reaktion der Unternehmen auf die Kundenanforderungen.
� Der einzige betriebswirtschaftlich relevante Punkt für das Unternehmen ist die Produktivität, was aber gleichzeitig der einzige Punkt ist, der den Kunden nicht interessiert (� Verkäufermarkt).
Produkti-vität
Verfüg-barkeit
Flexibilität
Qualität

©TQU Verlag
Die Produktivitätsfalle I - Verfügbarkeit -
Kundenanspruch:
� Kunde möchte schneller an sein Produkt.
� Lieferzeit wird nicht mehr in dieser Dauer akzeptiert.
Verfüg-barkeit
Unternehmensreaktion:
� Größere Lagerhaltung an Fertig- und Halbfertigwaren
Folge für das Unternehmen:
� Höhere Kapitalbindung und geringere Flexibilität
� Rentabilität und Produktivität sinken

©TQU Verlag
Die Produktivitätsfalle II - Flexibilität -
Kundenanspruch:
� Kunden verlangen eine hohe Anzahl von Varianten.
� Individualisierung der Produkte nach Kundenwunsch.
Unternehmensreaktion:
� Lagerhaltung aller Varianten. Produktion in vermeintlich wirtschaftlichen Losgrößen.
� Bau größerer Fertigwaren-lager
Folge für das Unternehmen:
� Unverkaufte Produkte
� Rentabilität und Produktivität sinken
Flexibi-lität

©TQU Verlag
Die Produktivitätsfalle III - Qualität -
Kundenanspruch:
� Kunde verlangt makellose, funktionstüchtige Produkte.
� Nacharbeit schädigt Image.
Unternehmensreaktion:
� Klassische Qualitätssicherung durch Prüfen aller Merkmale –meist bis zur vermeintlichen 100% Prüfung
Folge für das Unternehmen:
� Höhere Lohnstückkosten
� Produktivität sinkt
Qualität

©TQU Verlag
Die Abkehr von der Abwärtsspirale der Produktivität
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Zeit
Pro
dukt
ivitä
t
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
VariantenerhöhungLieferzeitverkürzung
Produktivitätsschwund,d.h. andauernde
Verbesserungen sind notwendig
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Zeit
Pro
dukt
ivitä
t
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
Effizienzsteigerung
Qualitätssteigerung
VariantenerhöhungLieferzeitverkürzung
Produktivitätsschwund,d.h. andauernde
Verbesserungen sind notwendig

©TQU Verlag
Lösung: Ein strategisches Produktionskonzept
Pro
dukt
ions
stra
tegi
e
Pro
dukt
ions
syst
emM
anag
en d
er R
esso
urce
nO
ptim
iere
n de
r A
bläu
fe
Kun
dene
rgeb
niss
eG
esch
äfts
erge
bnis
se
Lernen

©TQU Verlag
Produktionsstrategie
Die zentrale Frage dabei ist: Wann kann dem Produkt ein Kundenname zugeordnet werden?
Dies hat wesentliche Auswirkungen auf die folgenden Abläufe.Beispiel: Kanban findet in einer prognosebezogenen Produktion ausschließlich bei Verbrauchsmaterial Anwendung!
prognosebezogene Produktion auftragsbezogene Produktion
Kundenentkopplungspunkt
Beschaffung Fertigung Montage Logistik Handel

©TQU Verlag
Inhalte eines modernen Produktionssystems
Prinzipien
ElementeWerkzeuge

©TQU Verlag
Wie lässt sich eine exzellente Produktherstellung angehen?
Frei nach einem indischen Sprichwort entsteht dabei die wichtigste Frage:
Wie isst man einen Elefanten?
Am besten Biss für Biss!
Auf dem Weg zu einer exzellenten Produktherstellung bedeutet dies:
1. Die Aufstellung finden! (Produktionsstrategie)2. Den ersten Spielzug machen! (Qualitätssteigerung oder
Produktivitätssteigerung)3. Aus den Ergebnissen den nächsten Zug ableiten! (Weitergehend an
Qualität, Produktivität, Flexibilität oder Verfügbarkeit arbeiten)

©TQU Verlag
Variante 1: Projektvorgehen im Detail für Qualität
Im folgenden findet sich das Vorgehen für eine Qualitätsoffensive mit dem Werkzeug Poka Yoke zur Gestaltung von fehlhandlungssicheren Prozessen.
Überblick:
Projektorganisation
Eignungscheck
Fehlhandlung charakterisieren
Lösungsideen finden
Lösungen ausarbeiten
Lösung umsetzen
Projektergebnisse
Bestehende Fehler
Projektorganisation
Eignungscheck
Fehlhandlung charakterisieren
Lösungsideen finden
Lösungen ausarbeiten
Lösung umsetzen
Projektergebnisse
Bestehende Fehler

©TQU Verlag
Projektorganisation
Eignungscheck
Fehlhandlung charakterisieren
Lösungsideen finden
Lösungen ausarbeiten
Lösung umsetzen
Projektergebnisse
Bestehende Fehler
Projektorganisation
Eignungscheck
Fehlhandlung charakterisieren
Lösungsideen finden
Lösungen ausarbeiten
Lösung umsetzen
Projektergebnisse
Bestehende Fehler
2. Fehlereingrenzung / EignungscheckHeckleuchte H50
FehlerbeschreibungEindeutige Beschreibung und Charakterisierung des Fehlers iVerwechseln der Heckleuchten bei den US und ECE Fahrzeugen.
Was ist die Fehlunktion / Folge des Fehlers (wie stellt sich der Fehler dar)? i
Unterschiedlicher Lichtaustritt!
Bedeutung des Fehlers (Bewertungsindex) R 2Erlöschen der Typgenehmigung.
Anzahl Fehlerbilder (Fehlerort und Fehlerart) 1Auftretenswahrscheinlichkeit (FMEA) R 5Sind Systematiken erkennbar? NeinWelche Systematiken sind konkret erkennbar? ikeine
Handelt es sich um einen attributiver Fehler? Ja
Identifikation des Fehlersgibt es örtliche Unterschiede bei der Fehlerentdeckung Ja
Sicherheit der Entdeckung 4Ist eine definierte Prüfung vorhanden? (welche) iDurch Identprüfung (Sichtprüfung), Fahrzeugaudit, FdP
Zeitlicher Abstand zwischen Entstehung und Entdeckung (ab wann erkennbar?, Anzahl der Prozessschritte, zeitlicher Abstand)
i
40 Takte bzw. ca. 45 Minuten oder gesamte Herstellung und evtl. Logistikprozess
Fehlerursachen / FehlhandlungenWas sind die Fehlerursachen? iTeil kann bei der Entnahme verwechselt werden. Leuchten sind "Schüttgut". Identifikation durch den Auftragszettel.
Menschlicher Einfluss Jaattributive Ursachen? JaAnzahl Ursachen 1Zeitraum zwischen Ursache und Fehlerentstehung sofortAnzahl Entstehungsorte 1
Fehlerentstehung / ProzessFindet eine eindeutige Zuordnung zwischen Teilen und Fahrzeug statt? Bauteil zu Fzg oder Sachnr zu Fzg
i
nein
Bew
ertu
ng
4.2. Auslösefunktiona) Kontaktmethoden
Das Fehlermerkmal kann durch Sensoren festgestellt werden. Je nach Art des Sensors kann der Kontakt berührend oder auch berührungslos sein.
Beispiel:Ein Anschlag der zu lange Schrauben aussortiert
Ideen:
Direkt, Prüfungen am WerkstückDer Fehler kann durch Sensoren festgestellt werden. Je nach Art des Sensors kann der Kontakt berührend oder auch berührungslos sein.
x Geometrie, Unsymetrische und einmalige Geometrie zur Vermeidung von Verdrehen und Verwechseln Paarbildung mit Karosserie
Länge, Prüfung der Länge
Gewicht
x Farbe, aufällige Kennzeichnung zu Überprüfung des Vorhandenseins oder der IdenditätLesen des Barcodes, Barcode ist vorhanden (nicht Prozesssicher zu lesen), Bereitstellung von den Leuchten ändern, da aktuell drei mal ca. 12-15 gegangen werden. Leuchten im Kofferraum vorher
Wärme
Elektrische Leitfähigkeit, elektrische Durchgangsmessung
Poka Yoke PrioritätszahlBedeutung x Auftretensw. x Behebungsaufwand 490
Prinzipiell für Poka Yoke geeignet: Ja
0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100%
Komplexe Aufgabenstellungweitere Analysen notwendig
Gut geeignet für Poka Yoke
Geeignet für Poka Yokeggf. weitere Analyse notwendig
Komplexität
4. IdeenbaukastenHeckleuchte H50
Auf dieser Seite können die gefundenen Ideen für die verschiedenen Systemfelder eingetragen werden.Hilfsmittel zur Erarbeitung von Lösungen ist der Ideenbaukasten
Fehlerquellenprüfung Prüfung mit Feedback (direkt)
Prüfung mit Feedback (indirekt)
Kontaktmethoden Konstantwertmethoden Schrittfolgemethoden Eingriffsmethode
- Lesen und Greifen näher zueinander bringen (auf US/ECE Kanada achten)
Scannen von Fahrzeugauftrag und Barcode bei der Teileentnahme Paarbildung mit Karosserie
Stecker lässt sich nicht montieren, Stecker/Karosserie Paarbildung
- Verbauort ECE und US räumlich trennen (gleich zu Kombi / Limousine)
Lesen des Barcodes, Barcode ist vorhanden
- Steckercodierung- Paarbildung Karosserie Heckleuchte
Lichtaustritt der Leuchte überprüfen (US- und ECE varianten unterscheiden sich beim Lichtaustritt)
- Kennzeichnung oben auf der Leuchte, damit der Mitarbeiter die Beschriftung beim Einbau automatisch nochmals liest.- Farbsticker, Farbpunkte
RegulierfunktionAuslösefunktionPrüfmethode
Warnmethode
SchrittfolgemethodenPrüfung mit Feedback (indirekt)
Fehlerquellenbeseitigung
KonstantwertmethodenPrüfung mit Feedback (direkt)
EingriffsmethodeKontaktmethodenFehlerquellenprüfung
RegulierfunktionAuslösefunktionPrüfmethode
Warnmethode
SchrittfolgemethodenPrüfung mit Feedback (indirekt)
Fehlerquellenbeseitigung
KonstantwertmethodenPrüfung mit Feedback (direkt)
EingriffsmethodeKontaktmethodenFehlerquellenprüfung
RegulierfunktionAuslösefunktionPrüfmethode
Variante 1:Tools für Poka Yoke
©TQU Verlag
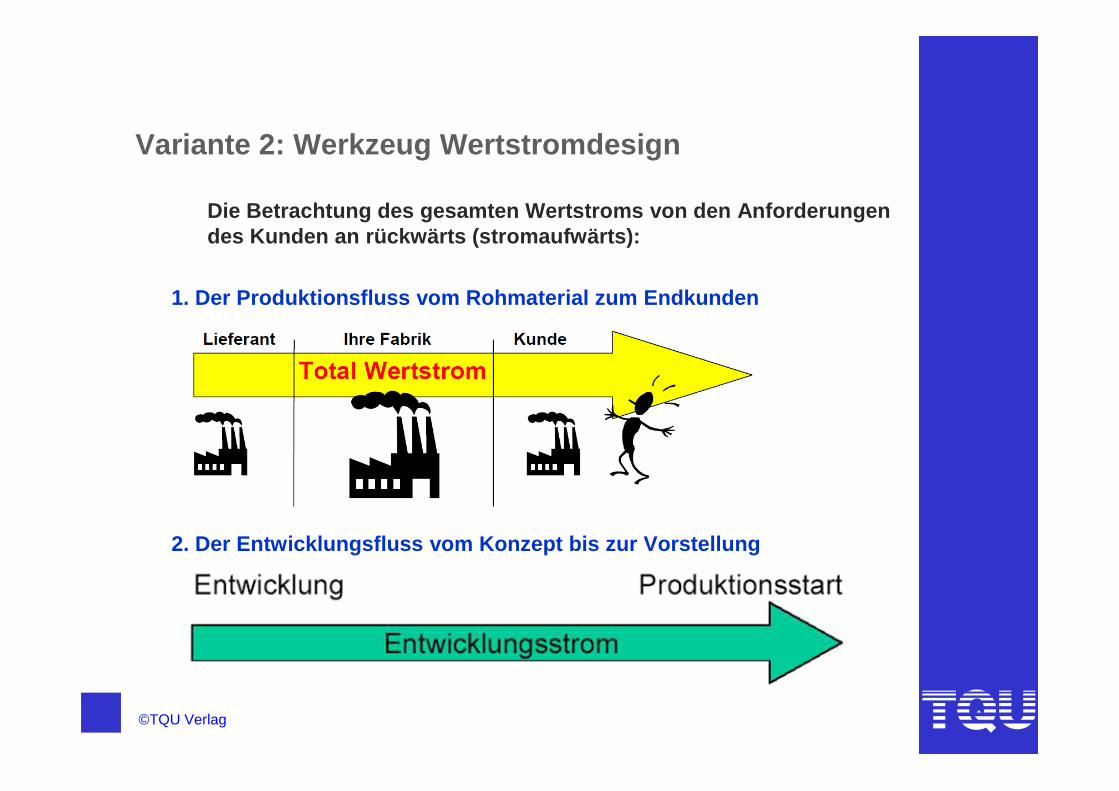
Variante 2: Werkzeug Wertstromdesign
Die Betrachtung des gesamten Wertstroms von den Anf orderungen des Kunden an rückwärts (stromaufwärts):
1. Der Produktionsfluss vom Rohmaterial zum Endkund en
2. Der Entwicklungsfluss vom Konzept bis zur Vorste llung

©TQU Verlag
Variante 2: Warum Wertstrom Mapping?
Kaizen Aktivitäten bringen oft nur isolierte Siege über die
Verschwendung und stehen nicht im Kontext einer systematischen
Optimierung der Prozesse im Sinne einer schlanken Produktion.
Kaizen Aktivitäten bringen oft nur isolierte Siege über die
Verschwendung und stehen nicht im Kontext einer systematischen
Optimierung der Prozesse im Sinne einer schlanken Produktion.

©TQU Verlag
Unser Beratungsspektrum
Aus dem Toyota ProduktionssystemsPoka YokeVisuelles ManagementTotal Productive Maintenance Konzept (TPM)Jidohka - AutonomationEinfache IT-SystemeStandardisierung5S-MethodeAndon AnzeigeSMEDLean LayoutOne-Piece-FlowKanbanJust-in-time (JIT)Heijunka
Aus dem Stand aktueller ProduktionssystemeArbeitsstrukturen und zielorientierte MitarbeiterFührungAufgaben und RollenEntwicklung von MitarbeiternGruppenarbeitArbeitssicherheit und UmweltbewusstseinProduktion im FlussPull-Produktion
FließfertigungAdressen und StellflächenProduktion in TaktzeitStückzahlenmanagementSMEDAutonomationLean LayoutSichere Prozesse und ProdukteSchnelle Problemerkennung und FehlerbeseitigungStabile Prozesse und ProdukteKundenorientierung intern/externKontinuierliche VerbesserungBeseitigen von VerschwendungKVP – kontinuierlicher VerbesserungsprozessProblemlösungstechnikenStandardisierungStandardisierte MethodenStandardisierte ProzesseVisuelles ManagementLernen/InnovationBenchmarkStruktur für Innovation