fermenter design performanceoptimisationconstructionconfigurationcontrol microbial biotechnological...
TRANSCRIPT


Fermenter Design
Performance Optimisation Construction Configuration Control
Microbial biotechnological processing
Types of ProcessFermentation Design
Bio reactor

Vessel or tank in which whole cells or cell-free enzymes transform raw materials into desirable biochemical products and/or less undesirable by-products
Also termed a Bioreactor
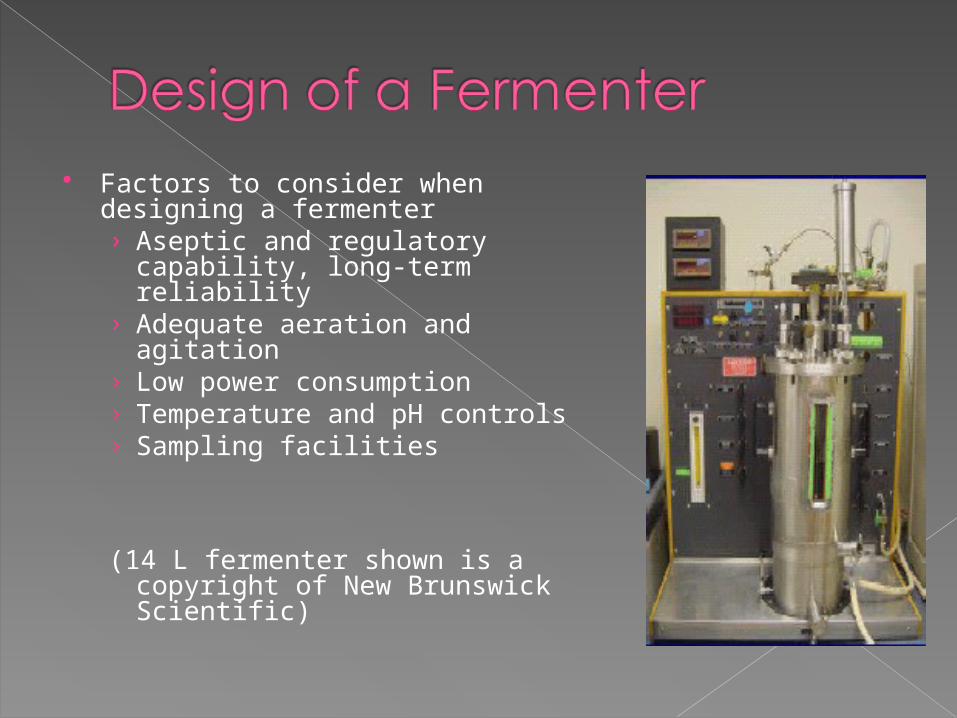
Factors to consider when designing a fermenter› Aseptic and regulatory
capability, long-term reliability
› Adequate aeration and agitation
› Low power consumption› Temperature and pH controls› Sampling facilities
(14 L fermenter shown is a copyright of New Brunswick Scientific)

The basic function of a fermenter is to provide a suitable environment in which an organism can efficiently produce a target product that may be - gene of interest- cell biomass, - a metabolite, - bioconversion product.

closed and open. › A closed system implies that all the nutrient components are
added at the beginning of the fermentation process and, as a result, the growth rate of the contained organisms will eventually proceed to zero either due to diminishing nutrients or accumulation of toxic waste products. A modification of the batch process is the fed batch system. Here, volumes of nutrients may be added to augment depletion of nutrients. Overall, the system, however, remains closed .
› In contrast to the above type, in the open system, organisms and nutrients can continuously enter and leave the fermenter.

What it should be capable of: Biomass concentration must remain
high Maintain sterile conditions Efficient power consumption Effective agitation Heat removal Sampling facilities

Fermenters range from simple stirred tanks to complex integrated systems involving varying levels of computer input.
Fermenter design involves sciences like Microbiology, Biochemistry, Chemical Engineering, Mechanical Engineering, Economics, Fermentation technology.
There are 3 groups of bioreactor currently used for industrial productions;
- non-stirred, non-aerated- non-stirred, aerated- stirred, aerated
(Beer and wine)
(Antibiotics)
(Biomass, eg Pruteen)

› All materials must be corrosion resistant to prevent trace metal contamination of the process
› Materials must be non-toxic so that slight dissolution of the material or components do not inhibit culture growth
› Materials of the fermenter must withstand repeated sterilization with high pressure steam
› Fermenter stirrer system and entry ports be sufficiently robust not to be deformed under mechanical stress
› Visual inspection of the medium and culture is advantageous, transparent materials should be used

A microbial fermentation can be viewed as a three-phase system, involving liquid-solid, gas-solid, and gas-liquid reactions.
The liquid phase contains dissolved nutrients, dissolved substrates and dissolved metabolites.
The solid phase consists of individual cells, pellets, insoluble substrates, or precipitated metabolic products.
The gaseous phase provides a reservoir for oxygen supply and for CO2 removal.

› Fermenter should be designed to exclude entrance of contaminating organisms as well as containing the desired organisms
› Culture volume should remain constant,
› Dissolved oxygen level must be maintained above critical levels of aeration and culture agitation for aerobic organisms
› Parameters such as temperature and pH must be controlled, and the culture volume must be well mixed.
› Therefore a need for control exists

Intensive properties - temperature, concentration, pressure, specific
heat
Extensive properties - mass, volume, entropy and energy
Mass and energy levels should be balanced at the start and finish of fermentations.
Combining this with determination of thermodynamic properties and rate equations we can build computer and mathematical models to control processes.

1. Bioreactor size - to provide required production capacity2. Mass transfer - to provide nutrients to cells, well dispersed, adequate oxygen etc3. Control systems
(a) temperature, pH, etc.(b) sterilisation/ aseptic operation(c) proper sampling(d) heat transfer - example sterilisation of
media4. Requirement for asepsis / containment

The inoculum is the starter culture that is injected into the fermenter› It must be of sufficient size for optimal growth
kinetics Since the production fermenter in
industrial fermentations is so large, the inoculum volume has to be quite large
- A seed fermenter is usually required to produce the inoculum volume
-The seed fermenter’s purpose is not to produce product but to prepare inoculum


In situ batch sterilization of liquid medium. In this process, the fermenter vessel containing medium is heated using steam and held at the sterilization temperature for a period of time; cooling water is then used to bring the temperature back to normal operating conditions
Temperature control during reactor operation. Metabolic activity of cells generates heat. Some microorganisms need extreme temperature conditions (e.g. thermophilic microorganisms)
Heat transfer configurations for bioreactors: jacketed vessel, external coil, internal helical coil, internal baffle-type coil, and external heat exchanger.

External jacket and coil give low heat transfer area. Thus, they are rarely used for industrial scale.
Internal coils are frequently used in production vessel; the coils can be operated with liquid velocity and give relatively large heat transfer area. But the coil interfere with the mixing in the vessel and make cleaning of the reactor difficult. Another problem is film growth of cells on the heat transfer surface.
External heat exchanger unit is independent of the reactor, easy to scale up, and provide best heat transfer capability. However, conditions of sterility must be met, the cells must be able to withstand the shear forces imposed during pumping, and in aerobic fermentation, the residence time in the heat exchanger must be small enough to ensure the medium does not become depleted of oxygen.

Batch and Chemostat . Batch: changing conditions - transient
(S, X, growth rate), high initial substrate, different phases of growth.
Chemostat: steady-state, constant low concentration of substrate, constant growth rate that can be set by setting the dilution rate (i.e. the feed flow rate) .
Chemostat more efficient. Batch more common.

Productivity Flexibility Control Genetic
stability Operability Economics Regulatory

Productivity: rate of product per time per volume. Chemostat better for growth associated products. Wasted time in batch process.
Flexibility: ability to make more than one product with the same reactor. Batch better.
Control: maintaining the same conditions for all of the product produced.

Genetic stability: maintaining the organism with the desired characteristics. Chemostat selects for fast growing mutants that may have the desired characteristics.
Operability: maintaining a sterile system. Batch better.
Regulatory: validating the process. Initially, many process batch, too expensive to re validate after clinical trials.

Fermentations of solid materials Low moisture levels Agricultural products or foods Smaller reactor volume Low contamination due to low
moisture Easy product separation Energy efficiency Differentiated microbiological
structures
In contrast to submerged fermentation, SSF is the cultivation of microorganisms under controlled conditions in the absence of free water.
Examples of SSF include industrial enzymes, fuels and nutrient enriched animal feeds.

Stanbury, P.F., A. Whitaker, and S. J. Hall, Principles of Fermentation Technology, 2nd ed., Butterworth Heinemann, Oxford, 2000.