fertigungstechnik - xobor
TRANSCRIPT
Prüfungsvorbereitung Fertigungstechnik
Frage/Antwortkatalog zum Teil 2 – Spanende Formung
(Prof. Dietrich)
www.cybervice.de - 1 -
Übersicht 1. Grundlagen 1.1 Wie wird das Spanen nach DIN 8589 definiert und beschreiben Sie das Ordnungssystem? 1.2. Erläutern Sie die folgenden Grundbegriffe: Arbeitsebene, Vorschubrichtungswinkel, Wirkrichtungswinkel. 1.3. Erläutern Sie mittels Skizze die Eingriffs- und Spanungsgrößen beim Längsdrehen (Vorschub f, Spanungsdicke h, Spanungsquerschnitt A, Schnitttiefe und Einstellwinkel pa κ )! 1.4. Skizzieren Sie einen Drehmeißel und bezeichnen Sie die Flächen und Schneiden! 1.5. Geben Sie die den Zusammenhang zwischen Spanwinkel, Keilwinkel und Freiwinkel am Drehmeißel (Werkzeugbezugssystem DIN 6581) an! 1.7. Nennen Sie die Einflussgrößen auf die Schnittkraft und charakterisieren Sie die Haupteinflussgrößen! 1.8. Welchen Einfluss hat die Schnittgeschwindigkeit , der Vorschub f und die Schnitttiefe auf die Hauptschnittkraft und auf die Leistung P?
Cv pa
CF 1.9. Erläutern Sie die Begriffe Standvermögen, Standbedingung, Standkriterium und Standgröße an folgenden Beispiel: TVB 0,3:300 = 30 min! 1.10. Welchen Einfluss hat der Spanwinkel auf die Schnittkraft ? CF 1.11. Erläutern Sie den Spanbildungsprozess und geben Sie die Spanarten an! 1.12. Was verstehen Sie unter Aufbauschneidenbildung und wie kann diese vermieden werden? 1.13. Welche Spanformen treten beim Drehen auf und wie sind diese unter Verwendung der Spanraumzahl zu beurteilen! 1.14. Geben Sie die Einsatzgebiete, Vor- und Nachteile folgender Schneidstoffe an: - Schnellarbeitsstahl - Hartmetall - Schneidkeramik - PKD (polykristalliner Diamant) und CBN (cubisches Bornitrid). 1.15. Beschreiben Sie die Ursachen, Mechanismen und Auswirkungen des Werkzeugverschleißes! 1.16. Was ist eine T - - Gerade (Taylorgerade) und wozu wird sie verwendet? Cv 1.17. Welche Optimierungsstrategien in der Fertigung sind Ihnen bekannt und geben Sie den prinzipiellen Verlauf der Fertigungskosten je Werkstück in Abhängigkeit von der Schnittgeschwindigkeit an! 1.18. Geben Sie qualitativ den funktionalen Zusammenhang zwischen Fertigungszeit und Fertigungskosten je Werkstück in Abhängigkeit von der Standzeit an! 1.19. Was verstehen Sie unter der spezifischen Schnittkraft ?
1.1ck
www.cybervice.de - 2 -

2. Drehen 2.1. Welche Einteilung der Drehverfahren kennen Sie? 2.2. Aus welchen Größen kann man die theoretische Rauhtiefe berechnen? t,thR 2.3. Geben Sie drei verschiedene Werkzeugformen für das Drehen an und erläutern Sie die damit auszuführenden Bearbeitungsaufgaben! 2.4. Wie bestimmt man die Hauptzeit beim Längs-Runddrehen und wie berechnet man die Hauptschnittkraft und die Antriebsleistung beim Längs-Runddrehen?
cF
2.6. Was verstehen Sie unter einer Wendeschneidplatte und was ist zu deren Einsatz erforderlich? Welche Wirkung haben Beschichtungen (TiN, TiC)? 3. Bohren 3.1. Geben Sie den Unterschied zwischen Bohren, Senken und Reiben an! 3.2. Welche Einteilung der Bohrverfahren ist Ihnen bekannt? 3.3. Was verstehen Sie unter dem Vorschub ? zf 3.4. Wie kann man die Hauptzeit beim Bohren aus den an der Bohrmaschine eingestellten Werten errechnen? 3.5. Wie kann das Drehmoment M, die Antriebsleistung P und die Schnittkraft F beim Bohren mit einem Wendelbohrer berechnet werden? (Berechnung!) 4. Fräsen 4.1. Welche Einteilung der Fräsverfahren ist Ihnen bekannt? 4.2. Was versteht man unter Gleich - und Gegenlauffräsen (Skizze)? Geben Sie Vor- und Nachteile an! 4.3. Nach welchen Gesichtspunkten werden Fräswerkzeuge eingeteilt und welche Fräswerkzeugtypen sind Ihnen bekannt? 4.4. Welche Schnittgrößen können an einer normalen Fräsmaschine eingestellt werden? Was ist der Unterschied zum HSC-Fräsen? 4.5. Geben Sie die Anwendungsgebiete folgender Fräswerkzeuge an: Messerkopf, Walzenfräser, Walzenstirnfräser, Scheibenfräser und Schaftfräser! 4.6. Welche Werkzeugwerkstoffe werden hauptsächlich verwendet? 5. Hobeln und Stoßen 5.1. Geben Sie den Unterschied zwischen Hobeln und Stoßen an! 5.2. Was ist bei der Berechnung der Hauptzeit besonders zu berücksichtigen?
www.cybervice.de - 3 -

6. Räumen 6.1. Geben Sie die Vor - und Nachteile des Verfahrens Räumen im Vergleich zu anderen spanenden Verfahren an! 6.2. Erläutern Sie den prinzipiellen Aufbau eines Innenräumwerkzeuges! 6.3. Geben Sie charakteristische Werkstückflächen an, die durch Räumen erzeugt werden können! 7. Schleifen 7.1 Geben Sie eine Einteilung der Schleifverfahren! 7.2. Nennen Sie Anforderungen an Schleifwerkzeuge! 7.3. Welche Schleif- und Bindemittel kennen Sie? Geben Sie eine qualitative Einschätzung! 7.5. Warum ist ein Abrichten der Schleifscheiben erforderlich und welche Werkzeuge kommen dafür zum Einsatz? 7.6. Beschreiben Sie die Spanbildung beim Schleifvorgang! 7.7 Skizzieren Sie das Verfahren Innenlochtrennen (ID-Trennschleifen) von Silicium-Wafer! 7.8 Erläutern Sie die Besonderheiten dieses Verfahrens! 8. Honen 8.1 Geben Sie eine Einteilung der Honverfahren! 8.2. Unterscheiden Sie zwischen dem Langhubhonen und dem Kurzhubhonen und diskutieren Sie die Anwendungsfälle! 9. Läppen 9.1 Geben Sie eine Einteilung der Läppverfahren! 9.2. Nennen Sie die Vorteile des Läppens! 9.3. Beschreiben Sie das Verfahren Drahtläppen für die Herstellung von Si-Wafer! 10. Gestaltung spanend herzustellender Werkstücke 10.1. Nennen Sie Grundsätze zum fertigungsgerechten Gestalten! 10.2. Nennen Sie Ursachen für Form- und Lageabweichungen!
www.cybervice.de - 4 -
1. Grundlagen 1.1 Wie wird das Spanen nach DIN 8589 definiert und beschreiben Sie das Ordnungssystem? DIN 8589: Spanen ist ein Abtrennen von Werkstoffteilchen (Spänen) unter Einwirkung äußerer Kräfte mit Hilfe von keilförmigen Werkzeugschneiden. Die Spanabnahme erfolgt durch die Schnittbewegung zwischen Werkzeugschneide und Werkstück. Ordnungssystem: - geometrisch bestimmte Schneide – die Schneiden eines Werkzeuges sind in ihrer Lage und Form genau bestimmt Beispiel: Bohrer, Drehmeißel - geometrisch unbestimmte Schneide – die Schneiden eines Werkzeuges habe alle unterschiedliche Formen Beispiel: Körner einer Schleifscheibe 1.2. Erläutern Sie die folgenden Grundbegriffe: Arbeitsebene, Vorschubrichtungswinkel, Wirkrichtungswinkel. Arbeitsebene: gedachte Bezugsebene, die durch die Vektoren der Schnittgeschwindigkeit und
Vorschubgeschwindigkeit(en) durch den jeweils betrachteten Scheitelpunkt gelegt wird
Vorschubrichtungswinkel: Winkel zwischen Vorschubrichtung und Schnittrichtung
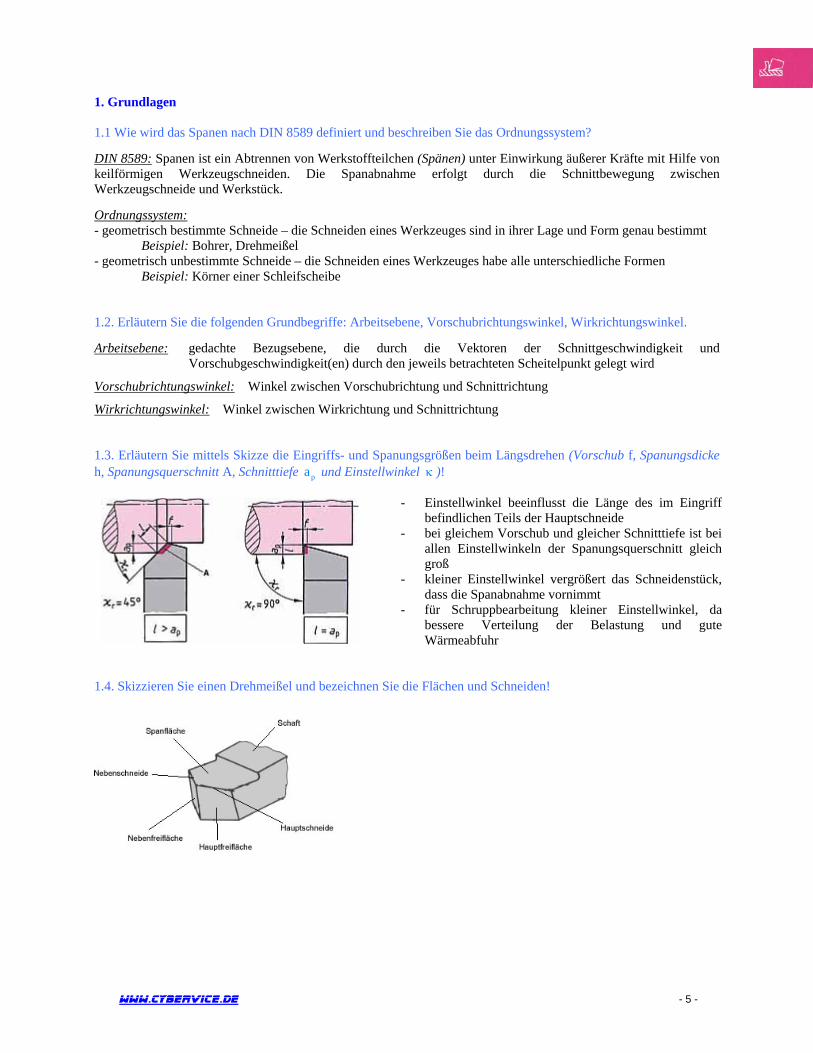
Wirkrichtungswinkel: Winkel zwischen Wirkrichtung und Schnittrichtung 1.3. Erläutern Sie mittels Skizze die Eingriffs- und Spanungsgrößen beim Längsdrehen (Vorschub f, Spanungsdicke h, Spanungsquerschnitt A, Schnitttiefe und Einstellwinkel pa κ )!
- Einstellwinkel beeinflusst die Länge des im Eingriff befindlichen Teils der Hauptschneide
- bei gleichem Vorschub und gleicher Schnitttiefe ist bei allen Einstellwinkeln der Spanungsquerschnitt gleich groß
- kleiner Einstellwinkel vergrößert das Schneidenstück, dass die Spanabnahme vornimmt
- für Schruppbearbeitung kleiner Einstellwinkel, da bessere Verteilung der Belastung und gute Wärmeabfuhr
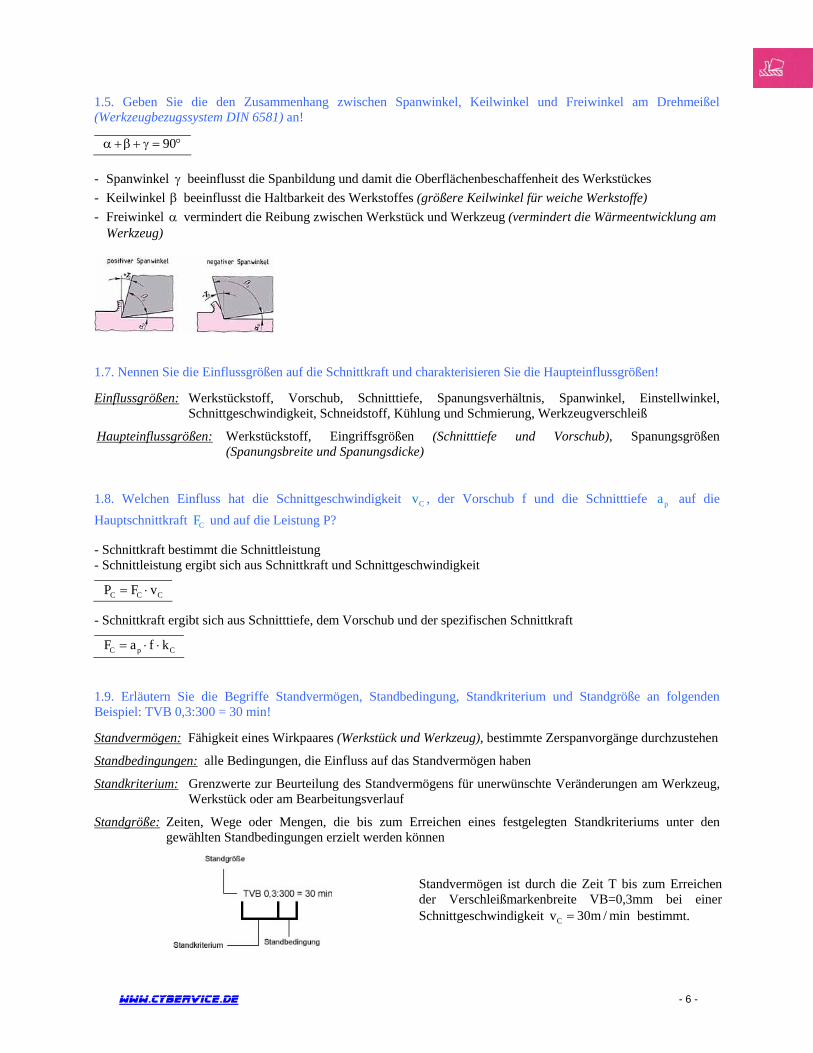
1.4. Skizzieren Sie einen Drehmeißel und bezeichnen Sie die Flächen und Schneiden!
www.cybervice.de - 5 -
1.5. Geben Sie die den Zusammenhang zwischen Spanwinkel, Keilwinkel und Freiwinkel am Drehmeißel (Werkzeugbezugssystem DIN 6581) an!
90α +β+ γ = ° - Spanwinkel γ beeinflusst die Spanbildung und damit die Oberflächenbeschaffenheit des Werkstückes - Keilwinkel β beeinflusst die Haltbarkeit des Werkstoffes (größere Keilwinkel für weiche Werkstoffe) - Freiwinkel vermindert die Reibung zwischen Werkstück und Werkzeug (vermindert die Wärmeentwicklung am
Werkzeug) α
1.7. Nennen Sie die Einflussgrößen auf die Schnittkraft und charakterisieren Sie die Haupteinflussgrößen! Einflussgrößen: Werkstückstoff, Vorschub, Schnitttiefe, Spanungsverhältnis, Spanwinkel, Einstellwinkel,
Schnittgeschwindigkeit, Schneidstoff, Kühlung und Schmierung, Werkzeugverschleiß
Haupteinflussgrößen: Werkstückstoff, Eingriffsgrößen (Schnitttiefe und Vorschub), Spanungsgrößen (Spanungsbreite und Spanungsdicke)
1.8. Welchen Einfluss hat die Schnittgeschwindigkeit , der Vorschub f und die Schnitttiefe auf die Hauptschnittkraft und auf die Leistung P?
Cv pa
CF - Schnittkraft bestimmt die Schnittleistung - Schnittleistung ergibt sich aus Schnittkraft und Schnittgeschwindigkeit
C CP F v= ⋅ C - Schnittkraft ergibt sich aus Schnitttiefe, dem Vorschub und der spezifischen Schnittkraft
C pF a f k= ⋅ ⋅ C 1.9. Erläutern Sie die Begriffe Standvermögen, Standbedingung, Standkriterium und Standgröße an folgenden Beispiel: TVB 0,3:300 = 30 min! Standvermögen: Fähigkeit eines Wirkpaares (Werkstück und Werkzeug), bestimmte Zerspanvorgänge durchzustehen
Standbedingungen: alle Bedingungen, die Einfluss auf das Standvermögen haben
Standkriterium: Grenzwerte zur Beurteilung des Standvermögens für unerwünschte Veränderungen am Werkzeug, Werkstück oder am Bearbeitungsverlauf
Standgröße: Zeiten, Wege oder Mengen, die bis zum Erreichen eines festgelegten Standkriteriums unter den gewählten Standbedingungen erzielt werden können
Standvermögen ist durch die Zeit T bis zum Erreichen der Verschleißmarkenbreite VB=0,3mm bei einer Schnittgeschwindigkeit Cv 30m / min= bestimmt.
www.cybervice.de - 6 -
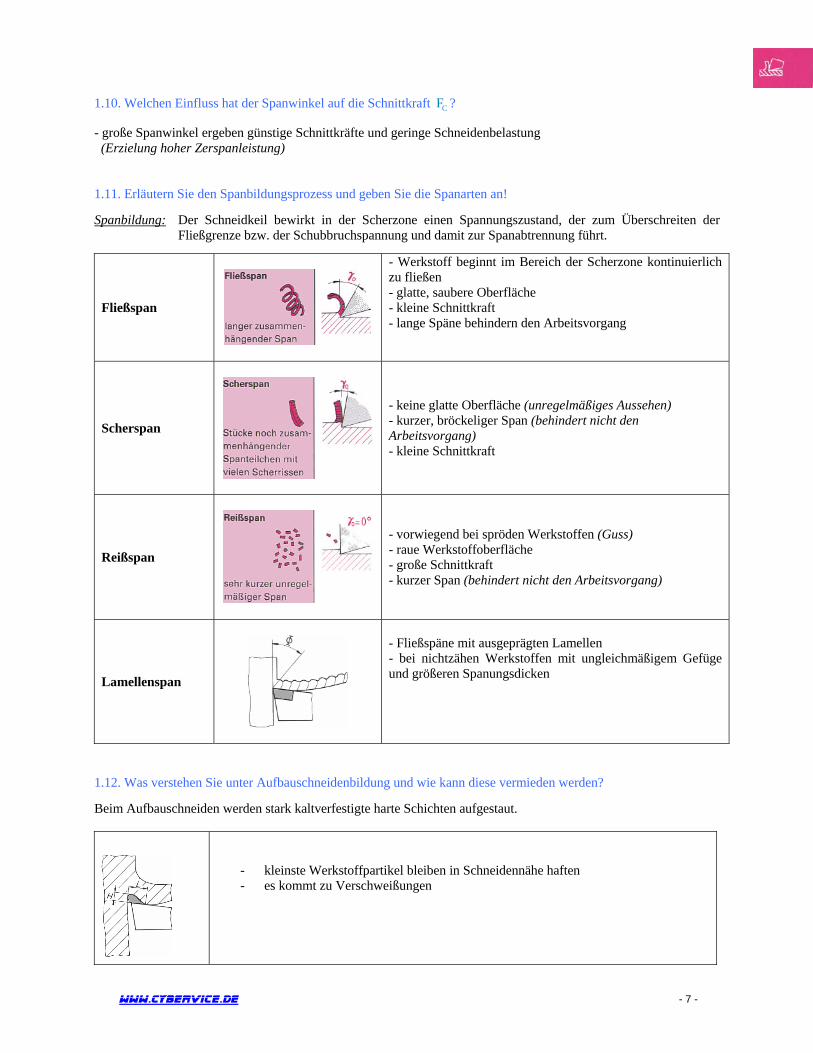
1.10. Welchen Einfluss hat der Spanwinkel auf die Schnittkraft ? CF - große Spanwinkel ergeben günstige Schnittkräfte und geringe Schneidenbelastung (Erzielung hoher Zerspanleistung) 1.11. Erläutern Sie den Spanbildungsprozess und geben Sie die Spanarten an! Spanbildung: Der Schneidkeil bewirkt in der Scherzone einen Spannungszustand, der zum Überschreiten der
Fließgrenze bzw. der Schubbruchspannung und damit zur Spanabtrennung führt.
Fließspan
- Werkstoff beginnt im Bereich der Scherzone kontinuierlich zu fließen - glatte, saubere Oberfläche - kleine Schnittkraft - lange Späne behindern den Arbeitsvorgang
Scherspan
- keine glatte Oberfläche (unregelmäßiges Aussehen) - kurzer, bröckeliger Span (behindert nicht den Arbeitsvorgang) - kleine Schnittkraft
Reißspan
- vorwiegend bei spröden Werkstoffen (Guss) - raue Werkstoffoberfläche - große Schnittkraft - kurzer Span (behindert nicht den Arbeitsvorgang)
Lamellenspan
- Fließspäne mit ausgeprägten Lamellen - bei nichtzähen Werkstoffen mit ungleichmäßigem Gefüge und größeren Spanungsdicken
1.12. Was verstehen Sie unter Aufbauschneidenbildung und wie kann diese vermieden werden? Beim Aufbauschneiden werden stark kaltverfestigte harte Schichten aufgestaut.
- kleinste Werkstoffpartikel bleiben in Schneidennähe haften - es kommt zu Verschweißungen
www.cybervice.de - 7 -
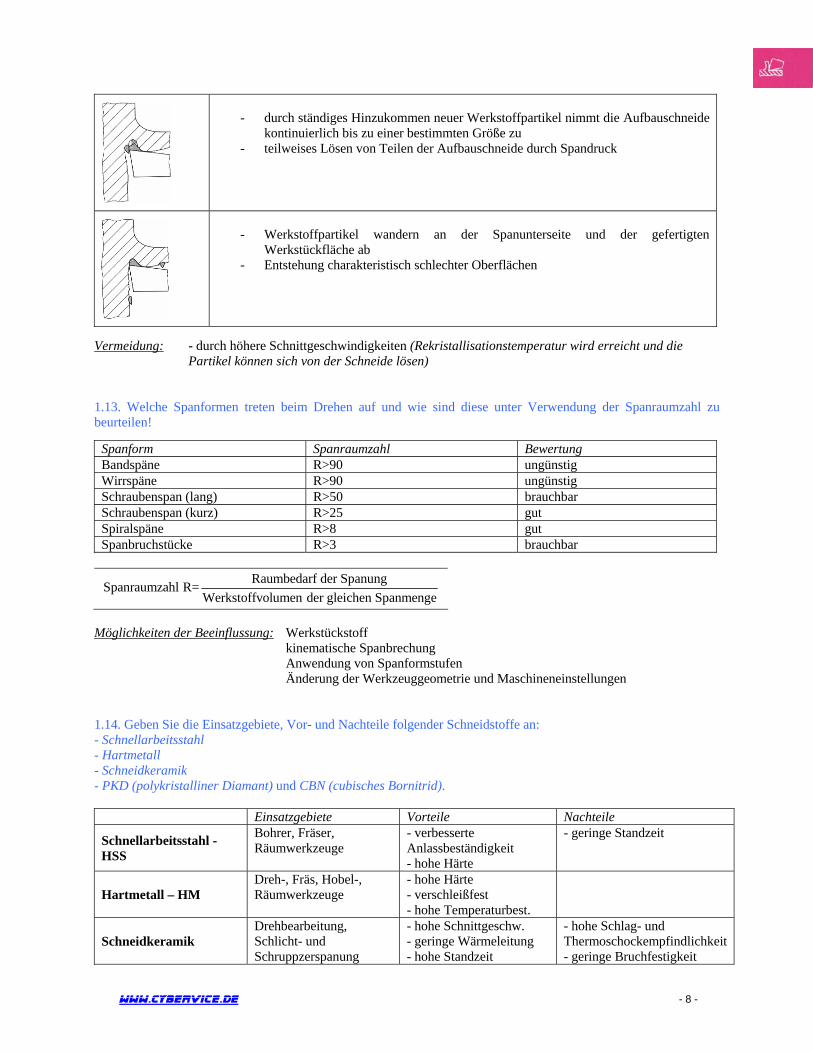
- durch ständiges Hinzukommen neuer Werkstoffpartikel nimmt die Aufbauschneide
kontinuierlich bis zu einer bestimmten Größe zu - teilweises Lösen von Teilen der Aufbauschneide durch Spandruck
- Werkstoffpartikel wandern an der Spanunterseite und der gefertigten
Werkstückfläche ab - Entstehung charakteristisch schlechter Oberflächen
Vermeidung: - durch höhere Schnittgeschwindigkeiten (Rekristallisationstemperatur wird erreicht und die
Partikel können sich von der Schneide lösen) 1.13. Welche Spanformen treten beim Drehen auf und wie sind diese unter Verwendung der Spanraumzahl zu beurteilen!
Spanform Spanraumzahl Bewertung Bandspäne R>90 ungünstig Wirrspäne R>90 ungünstig Schraubenspan (lang) R>50 brauchbar Schraubenspan (kurz) R>25 gut Spiralspäne R>8 gut Spanbruchstücke R>3 brauchbar
Raumbedarf der SpanungSpanraumzahl R=
Werkstoffvolumen der gleichen Spanmenge
Möglichkeiten der Beeinflussung: Werkstückstoff kinematische Spanbrechung Anwendung von Spanformstufen Änderung der Werkzeuggeometrie und Maschineneinstellungen 1.14. Geben Sie die Einsatzgebiete, Vor- und Nachteile folgender Schneidstoffe an: - Schnellarbeitsstahl - Hartmetall - Schneidkeramik - PKD (polykristalliner Diamant) und CBN (cubisches Bornitrid).
Einsatzgebiete Vorteile Nachteile
Schnellarbeitsstahl - HSS
Bohrer, Fräser, Räumwerkzeuge
- verbesserte Anlassbeständigkeit - hohe Härte
- geringe Standzeit
Hartmetall – HM Dreh-, Fräs, Hobel-, Räumwerkzeuge
- hohe Härte - verschleißfest - hohe Temperaturbest.
Schneidkeramik Drehbearbeitung, Schlicht- und Schruppzerspanung
- hohe Schnittgeschw. - geringe Wärmeleitung - hohe Standzeit
- hohe Schlag- und Thermoschockempfindlichkeit - geringe Bruchfestigkeit
www.cybervice.de - 8 -
PKD
Leichtmetalle Schwermetalle Edelmetalle Kunststoffe nichtmetallische WS Zerspanung von AS-Leg.
- hohe Widerstandsfähigkeit - hohe Oberflächengüte - isotrope Eigenschaften - wenig Stossempfindlichkeit
- keine Bearbeitung von Stahl und Gusseisen möglich - hohe Kosten
CBN
- Stähle mit Härte von 54 – 68 HRC - hochwarmfeste Legierungen
- hohe Druck- und Biegefestigkeit - chemische Beständigkeit - Thermostabilität - hohe Oberflächengüte
- hohe Kosten - geringe Zähigkeit
1.15. Beschreiben Sie die Ursachen, Mechanismen und Auswirkungen des Werkzeugverschleißes! Ursachen: - mechanische und thermische Beanspruchung des Werkstoffes
Mechanismen: - Adhäsion - Diffusion - Oxidation - mechanischer Abrieb - plastische Verformung - Rissbildung
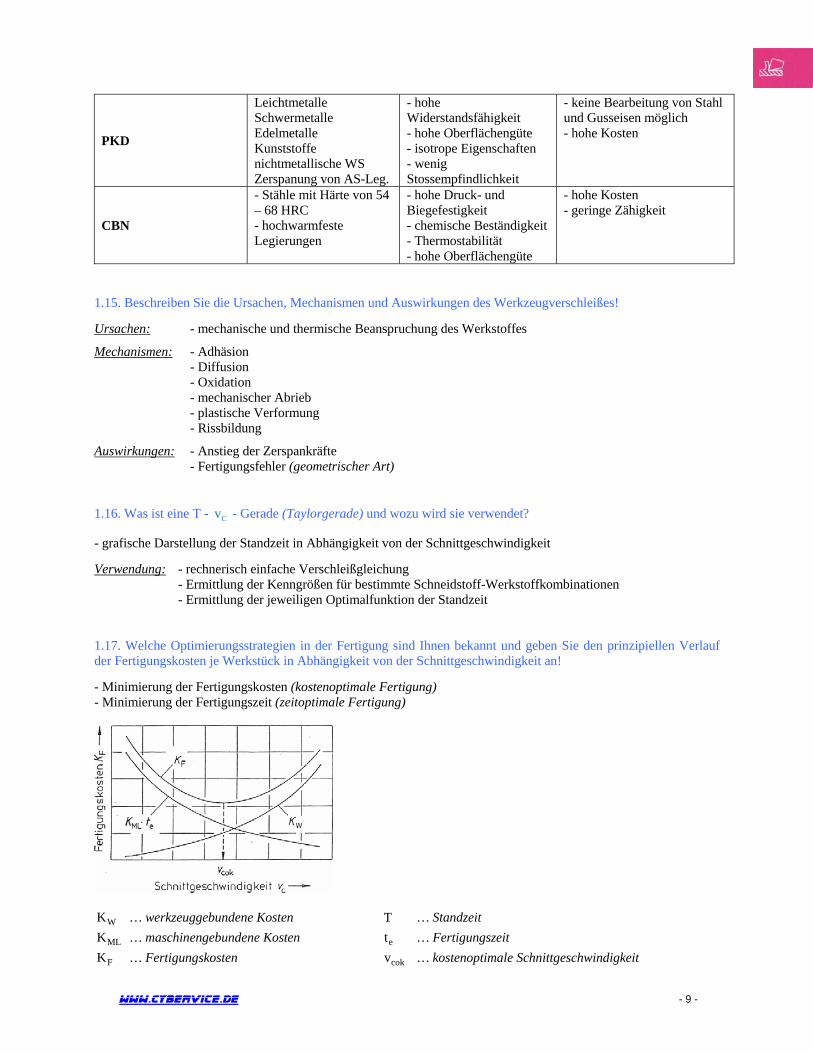
Auswirkungen: - Anstieg der Zerspankräfte - Fertigungsfehler (geometrischer Art) 1.16. Was ist eine T - - Gerade (Taylorgerade) und wozu wird sie verwendet? Cv - grafische Darstellung der Standzeit in Abhängigkeit von der Schnittgeschwindigkeit Verwendung: - rechnerisch einfache Verschleißgleichung - Ermittlung der Kenngrößen für bestimmte Schneidstoff-Werkstoffkombinationen - Ermittlung der jeweiligen Optimalfunktion der Standzeit 1.17. Welche Optimierungsstrategien in der Fertigung sind Ihnen bekannt und geben Sie den prinzipiellen Verlauf der Fertigungskosten je Werkstück in Abhängigkeit von der Schnittgeschwindigkeit an! - Minimierung der Fertigungskosten (kostenoptimale Fertigung) - Minimierung der Fertigungszeit (zeitoptimale Fertigung)
WK … werkzeuggebundene Kosten … Standzeit T
MLK … maschinengebundene Kosten … Fertigungszeit et
FK … Fertigungskosten … kostenoptimale Schnittgeschwindigkeit cokv
www.cybervice.de - 9 -
1.18. Geben Sie qualitativ den funktionalen Zusammenhang zwischen Fertigungszeit und Fertigungskosten je Werkstück in Abhängigkeit von der Standzeit an! Ein Erreichen des Fertigungszeitminimismus ist mit einer Erhöhung der Fertigungskosten verbunden.
WK … werkzeuggebundene Kosten … Standzeit T
MLK … maschinengebundene Kosten … kostenoptimale Standzeit okT
FK … Fertigungskosten …zeitoptimale Standzeit. otT 1.19. Was verstehen Sie unter der spezifischen Schnittkraft ?
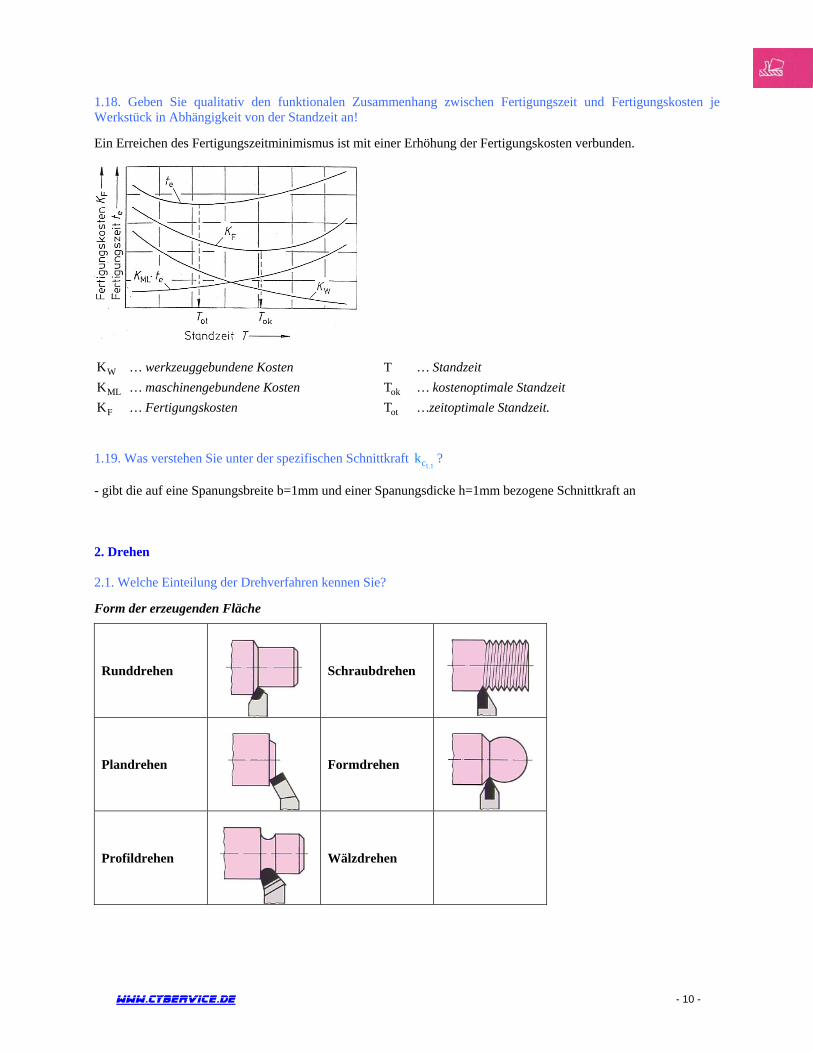
1.1ck - gibt die auf eine Spanungsbreite b=1mm und einer Spanungsdicke h=1mm bezogene Schnittkraft an 2. Drehen 2.1. Welche Einteilung der Drehverfahren kennen Sie? Form der erzeugenden Fläche
Runddrehen
Schraubdrehen
Plandrehen
Formdrehen
Profildrehen
Wälzdrehen
www.cybervice.de - 10 -
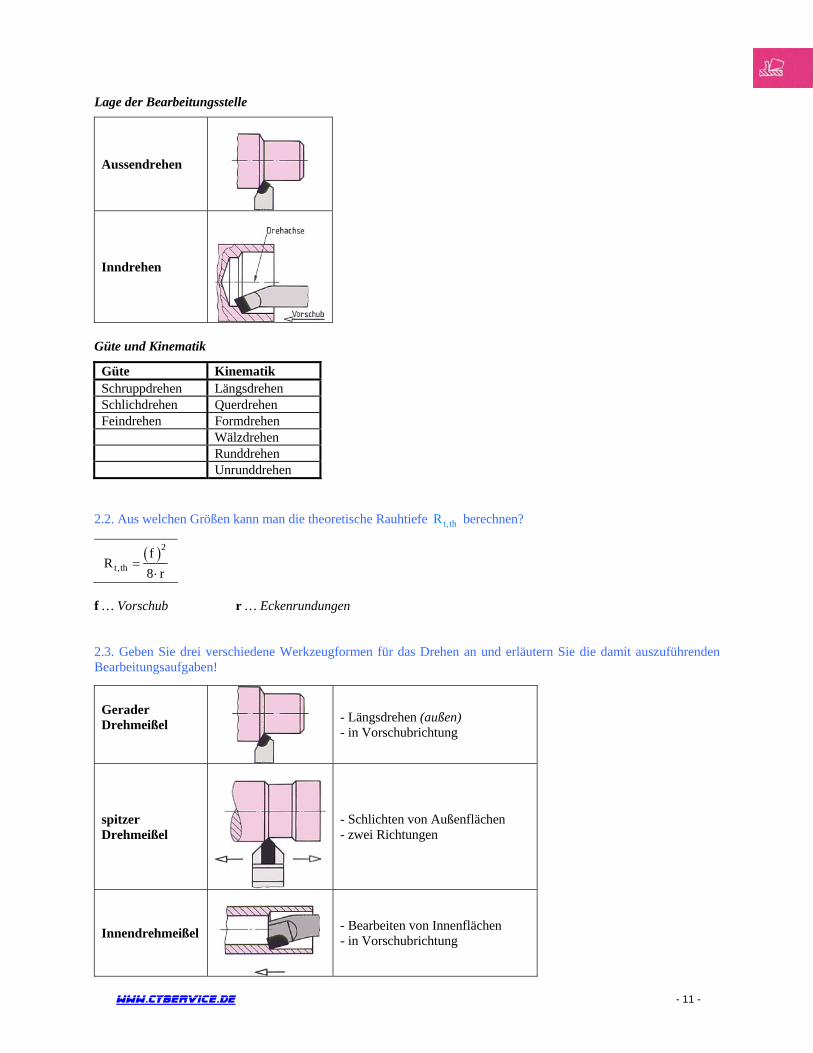
Lage der Bearbeitungsstelle
Aussendrehen
Inndrehen
Güte und Kinematik
Güte Kinematik Schruppdrehen Längsdrehen Schlichdrehen Querdrehen Feindrehen Formdrehen Wälzdrehen Runddrehen Unrunddrehen
2.2. Aus welchen Größen kann man die theoretische Rauhtiefe berechnen? t,thR
( )2t,th
fR
8 r=
⋅
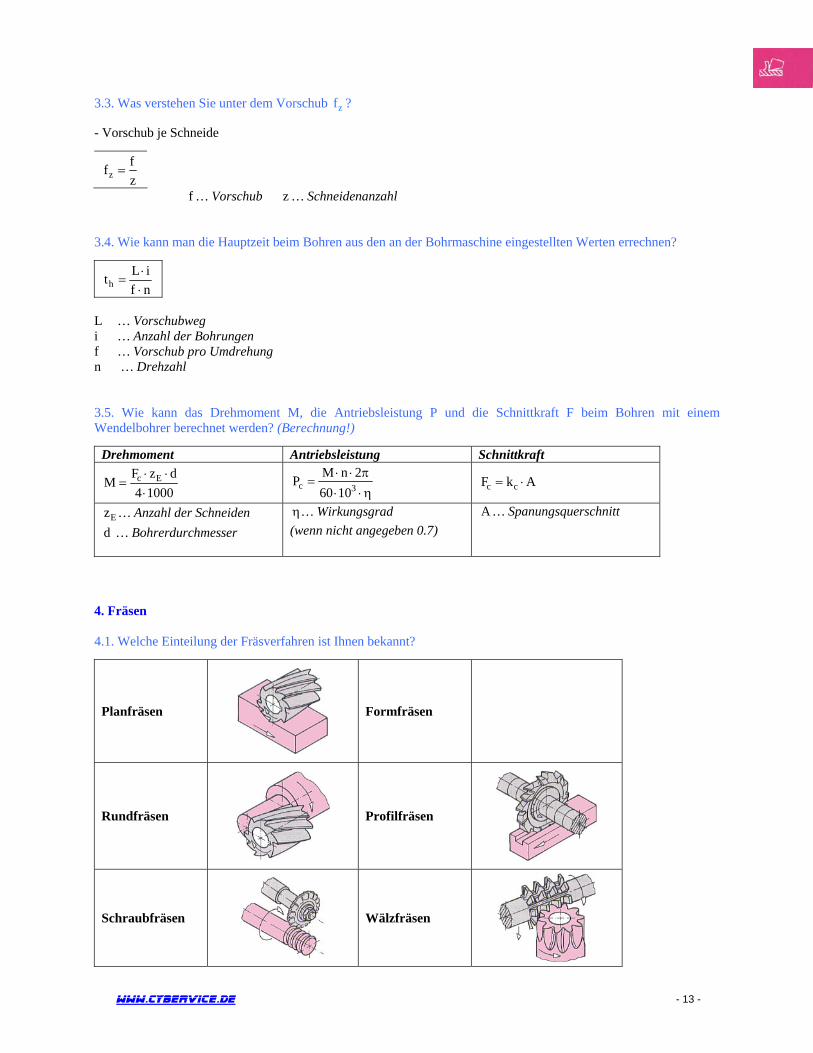
f … Vorschub r … Eckenrundungen 2.3. Geben Sie drei verschiedene Werkzeugformen für das Drehen an und erläutern Sie die damit auszuführenden Bearbeitungsaufgaben!
Gerader Drehmeißel
- Längsdrehen (außen) - in Vorschubrichtung
spitzer Drehmeißel
- Schlichten von Außenflächen - zwei Richtungen
Innendrehmeißel
- Bearbeiten von Innenflächen - in Vorschubrichtung
www.cybervice.de - 11 -

2.4. Wie bestimmt man die Hauptzeit beim Längs-Runddrehen und wie berechnet man die Hauptschnittkraft und die Antriebsleistung beim Längs-Runddrehen?
cF
Hauptzeit Hauptschnittkraft Antriebsleistung
h c at t t t= + + ü c c cF k A= ⋅ c cP F v= ⋅
ct … Schnittzeit
at … Anlaufzeit
üt … Überlaufzeit
ck … spezifische Schnittkraft A … Spanungsquerschnitt
cv … Schnittgeschwindigkeit
2.6. Was verstehen Sie unter einer Wendeschneidplatte und was ist zu deren Einsatz erforderlich? Welche Wirkung haben Beschichtungen (TiN, TiC)?
- Wendeplatten erlauben einen schnelleren Schneidenwechsel unter Wegfall der Kosten für Nachschleifarbeiten - werden fast ausschließlich zur Serienfertigung eingesetzt - Hartmetalle aus Titankarbid oder –nitrid sind härter und verschleißfester
3. Bohren 3.1. Geben Sie den Unterschied zwischen Bohren, Senken und Reiben an! Bohren: Die Spanabnahme beim Bohren erfolgt durch das Zusammenwirken einer kreisförmigen Schnittbewegung und einer geradlinigen Vorschubbewegung. Senken: Senken ist ein dem Bohren verwandtes spanendes Bearbeiten. Durch Senken erhalten zylindrische Löcher ihre zur Aufnahme von Verbindungselementen (wie Schrauben, Niete, Stifte) notwendige Form. Reiben: Reiben nutzt man zur Herstellung von geringer Maßtoleranz, hoher Formgenauigkeit und hoher Oberflächengüte bei Bohrungen. 3.2. Welche Einteilung der Bohrverfahren ist Ihnen bekannt? Plansenken (Senken für zylindrische Schraubenköpfe)
Flachsenker mit festem oder auswechselbaren oder ohne Führungszapfen
Rundbohren (Bohren von Löchern z.B. für Bolzen oder Stifte) Spiralbohrer, Wendeplattenbohrer, Reibahle
Schraubbohren (Bohren von Innengewinde für Schrauben) Gewindebohrer
Profilbohren (Senken für Senkschrauben) Spiralbohrer, Zentrierbohrer beim Drehen, Kegelsenker mit oder ohne Führungszapfen
Formbohren (Bohren von ovalen Bohrungen) Schaftfräser
www.cybervice.de - 12 -
3.3. Was verstehen Sie unter dem Vorschub ? zf - Vorschub je Schneide
zffz
=
f … Vorschub z … Schneidenanzahl 3.4. Wie kann man die Hauptzeit beim Bohren aus den an der Bohrmaschine eingestellten Werten errechnen?
hL itf n⋅
=⋅
L … Vorschubweg i … Anzahl der Bohrungen f … Vorschub pro Umdrehung n … Drehzahl 3.5. Wie kann das Drehmoment M, die Antriebsleistung P und die Schnittkraft F beim Bohren mit einem Wendelbohrer berechnet werden? (Berechnung!)
Drehmoment Antriebsleistung Schnittkraft
c EF z dM
4 1000⋅ ⋅
=⋅
c 3M n 2P60 10
⋅ ⋅ π=
⋅ ⋅η c cF k A= ⋅
Ez … Anzahl der Schneiden d … Bohrerdurchmesser
η… Wirkungsgrad (wenn nicht angegeben 0.7)
A … Spanungsquerschnitt
4. Fräsen 4.1. Welche Einteilung der Fräsverfahren ist Ihnen bekannt?
Planfräsen
Formfräsen
Rundfräsen
Profilfräsen
Schraubfräsen
Wälzfräsen
www.cybervice.de - 13 -
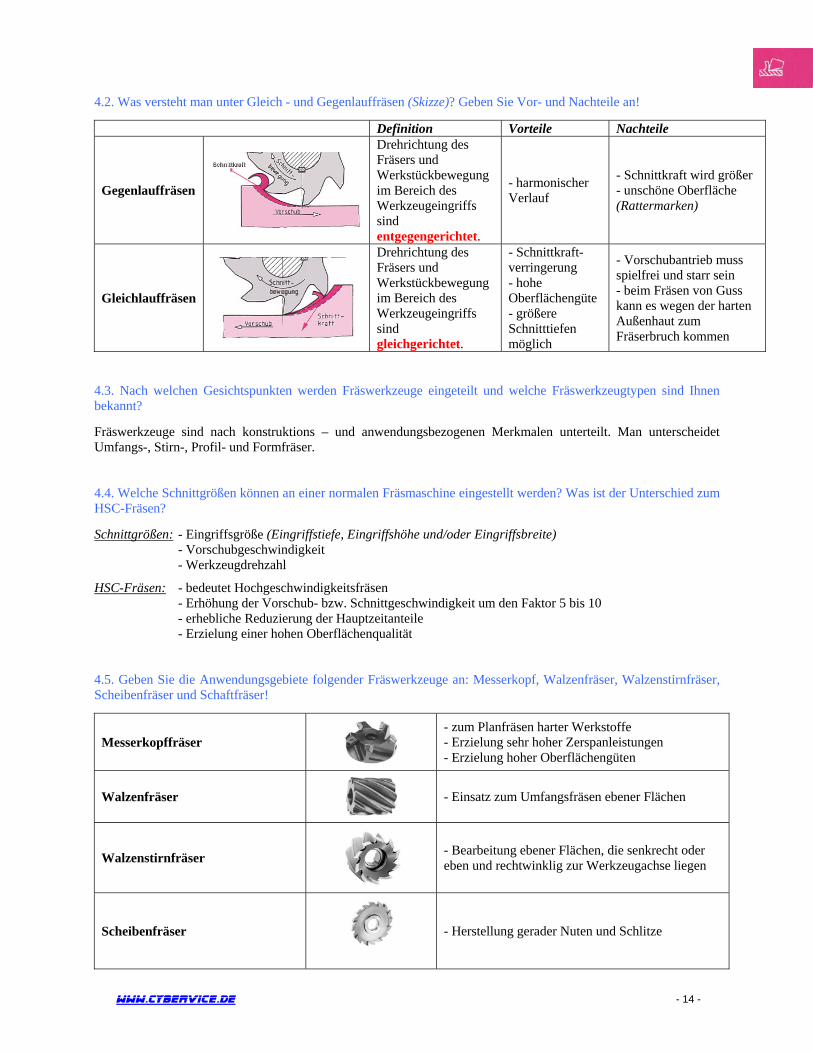
4.2. Was versteht man unter Gleich - und Gegenlauffräsen (Skizze)? Geben Sie Vor- und Nachteile an!
Definition Vorteile Nachteile
Gegenlauffräsen
Drehrichtung des Fräsers und Werkstückbewegung im Bereich des Werkzeugeingriffs sind entgegengerichtet.
- harmonischer Verlauf
- Schnittkraft wird größer - unschöne Oberfläche (Rattermarken)
Gleichlauffräsen
Drehrichtung des Fräsers und Werkstückbewegung im Bereich des Werkzeugeingriffs sind gleichgerichtet.
- Schnittkraft-verringerung - hohe Oberflächengüte - größere Schnitttiefen möglich
- Vorschubantrieb muss spielfrei und starr sein - beim Fräsen von Guss kann es wegen der harten Außenhaut zum Fräserbruch kommen
4.3. Nach welchen Gesichtspunkten werden Fräswerkzeuge eingeteilt und welche Fräswerkzeugtypen sind Ihnen bekannt? Fräswerkzeuge sind nach konstruktions – und anwendungsbezogenen Merkmalen unterteilt. Man unterscheidet Umfangs-, Stirn-, Profil- und Formfräser. 4.4. Welche Schnittgrößen können an einer normalen Fräsmaschine eingestellt werden? Was ist der Unterschied zum HSC-Fräsen? Schnittgrößen: - Eingriffsgröße (Eingriffstiefe, Eingriffshöhe und/oder Eingriffsbreite) - Vorschubgeschwindigkeit - Werkzeugdrehzahl
HSC-Fräsen: - bedeutet Hochgeschwindigkeitsfräsen - Erhöhung der Vorschub- bzw. Schnittgeschwindigkeit um den Faktor 5 bis 10 - erhebliche Reduzierung der Hauptzeitanteile - Erzielung einer hohen Oberflächenqualität 4.5. Geben Sie die Anwendungsgebiete folgender Fräswerkzeuge an: Messerkopf, Walzenfräser, Walzenstirnfräser, Scheibenfräser und Schaftfräser!
Messerkopffräser
- zum Planfräsen harter Werkstoffe - Erzielung sehr hoher Zerspanleistungen - Erzielung hoher Oberflächengüten
Walzenfräser
- Einsatz zum Umfangsfräsen ebener Flächen
Walzenstirnfräser
- Bearbeitung ebener Flächen, die senkrecht oder eben und rechtwinklig zur Werkzeugachse liegen
Scheibenfräser
- Herstellung gerader Nuten und Schlitze
www.cybervice.de - 14 -
Schaftfräser
- zur Bearbeitung kleiner Flächen, Nuten, Langlöcher und Taschen
4.6. Welche Werkzeugwerkstoffe werden hauptsächlich verwendet? - Schnellarbeitsstahl (HSS) - Hartmetall (HM) - HSS und HM mit TiN-Beschichtung 5. Hobeln und Stoßen 5.1. Geben Sie den Unterschied zwischen Hobeln und Stoßen an!
Hobeln und Stossen ist Spanen mit wiederholter, meist geradliniger Schnittbewegung und schrittweiser, senkrecht zur Schnittrichtung liegender Vorschubbewegung. Unterschiede: - Hobeln – Schnittbewegung vom Werkstück - Stossen – Schnittbewegung durch Werkzeug
5.2. Was ist bei der Berechnung der Hauptzeit besonders zu berücksichtigen? - Schnitt- und Rückhubgeschwindigkeit sind nicht konstant (Werkzeug bzw. Werkstück wird bei jedem Hub
beschleunigt und muss danach wieder abgebremst werden) - bei der Berechnung geht man daher von einer mittleren Schnitt- und Rückhubbewegung aus
H Hh
c r
b b L Lt in f f v v
⎛ ⎞= ⋅ = ⋅ +⎜ ⎟⋅ ⎝ ⎠
i⋅
Hb … Hubbreite … Doppelhubzahl nf … Vorschub pro Doppelhub … Anzahl der Werkzeugschnitte i
cv … Schnittgeschwindigkeit … Rückhubgeschwindigkeit rvL … Vorschubweg 6. Räumen 6.1. Geben Sie die Vor - und Nachteile des Verfahrens Räumen im Vergleich zu anderen spanenden Verfahren an!
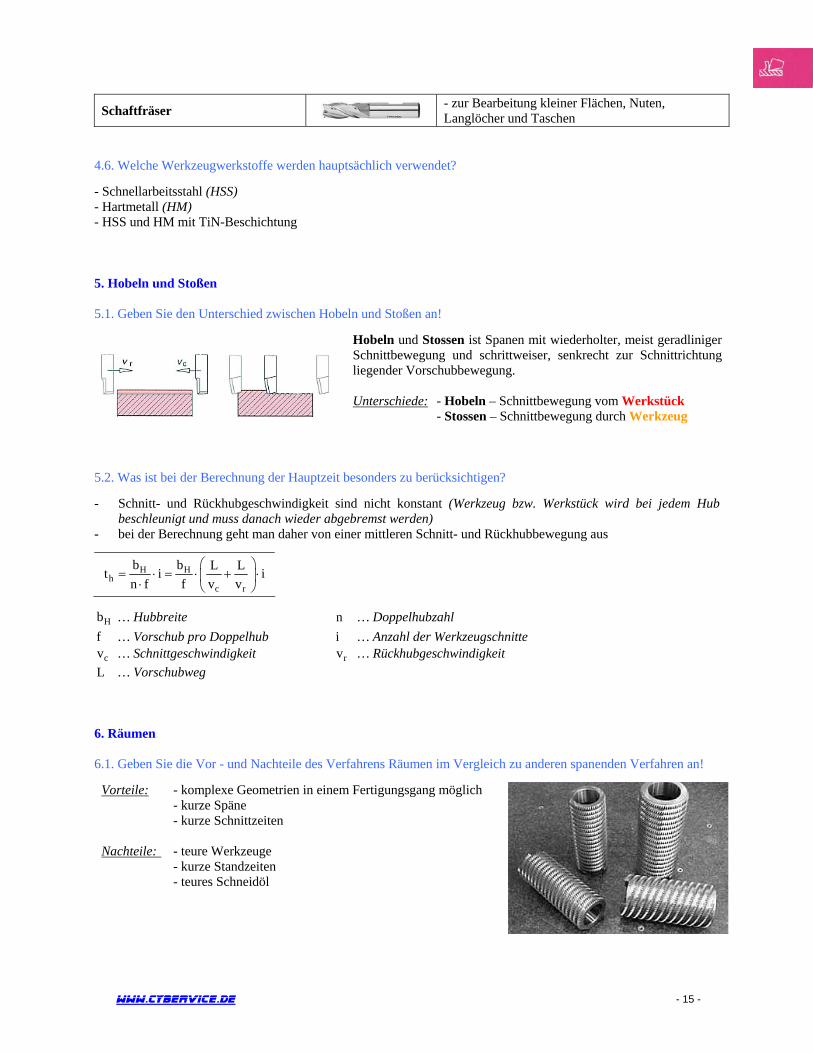
Vorteile: - komplexe Geometrien in einem Fertigungsgang möglich - kurze Späne - kurze Schnittzeiten
Nachteile: - teure Werkzeuge - kurze Standzeiten - teures Schneidöl
www.cybervice.de - 15 -

6.2. Erläutern Sie den prinzipiellen Aufbau eines Innenräumwerkzeuges!
- meist einteiliger Aufbau, am Schaft eingespannt Aufbau: - Schaft - Aufnahme - Zahnungsteil, unterteilt in Schrupp-, Schlicht- und Reserveteil - Führungsstück - Endstück 6.3. Geben Sie charakteristische Werkstückflächen an, die durch Räumen erzeugt werden können! - Innen-Rund-Flächen - Innen-Profil-Flächen - Außen-Planflächen 7. Schleifen 7.1 Geben Sie eine Einteilung der Schleifverfahren!
Planschleifen
Wälzschleifen
Rundschleifen
Profilschleifen
Schraubschleifen
Formschleifen
www.cybervice.de - 16 -
7.2. Nennen Sie Anforderungen an Schleifwerkzeuge! - ausreichende Härte und Schneidfähigkeit - Zähigkeit, um schlagartige Belastung zu ertragen - Sprödigkeit, damit das Korn nach dem Abstumpfen splittert und neue scharfe Schneidkanten frei werden - thermische und chemische Widerstandsfähigkeit 7.3. Welche Schleif- und Bindemittel kennen Sie? Geben Sie eine qualitative Einschätzung! Schleifmittel: - natürliche Kornwerkstoffe (Natur-Diamant, Quarz, Granat, Natur-Korund) - künstliche Kornwerkstoffe (Elektrokorund, SiC, synthetischer Diamant, CBN, Borcarbid-BC) Einschätzung: - die Art des Schleifmittels wählt man nach dem zu schleifenden Werkstoff aus
- bevorzugt werden in der Metallbearbeitung die künstlichen Kornwerkstoffe (mit Ausnahme von Diamant) eingesetzt, da sie eine höhere Härte und Sprödigkeit wie ihre Pendanten aufweisen
Bindemittel: - anorganische Bindemittel (keramische , mineralische oder metallische) - organische Bindemittel (harzartige (kunst- oder naturhaltig) oder kautschukartige) Einschätzung: - das Bindemittel beeinflusst die Festigkeit, Elastizität und Wärmeempfindlichkeit des Schleifwerkzeugs
- organische Bindemittel werden meist zum Schrupp- oder Trennschleifen genutzt - anorganische Bindemittel setzt man meist zum Schlichten oder dem Schleifen harter Werkstoffe ein, da sie eine hohe Festigkeit und Stoßunempflindlichkeit besitzen
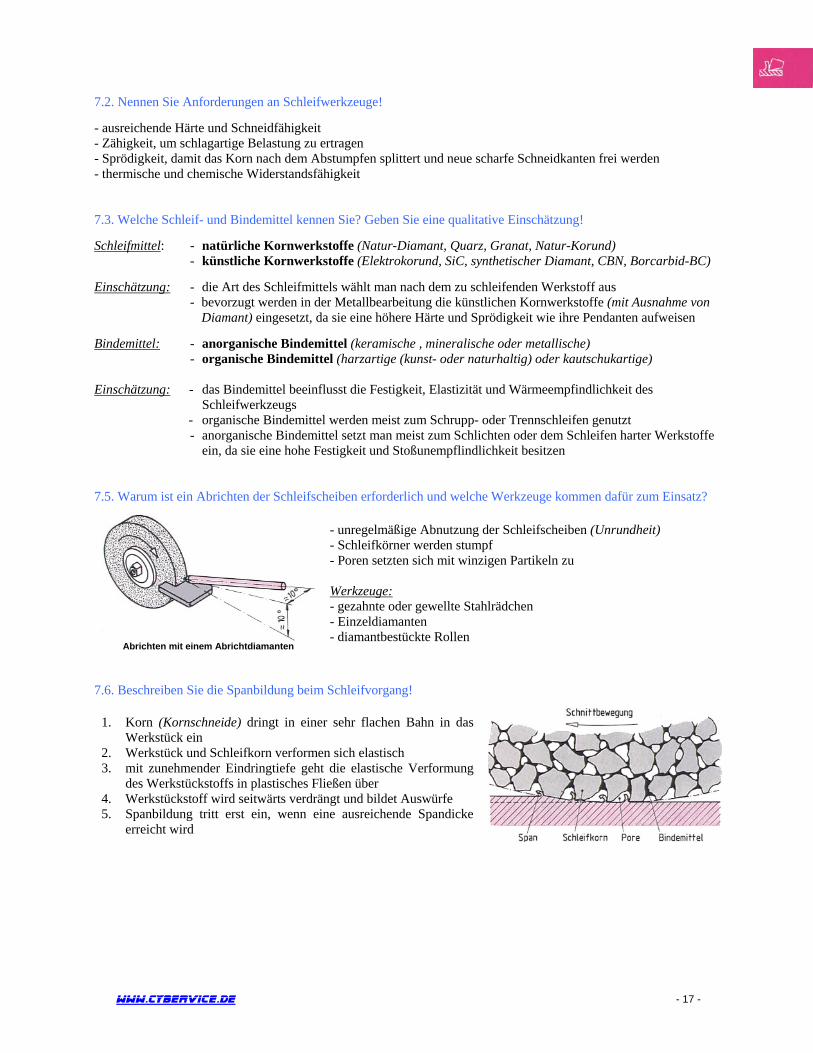
7.5. Warum ist ein Abrichten der Schleifscheiben erforderlich und welche Werkzeuge kommen dafür zum Einsatz?
Abrichten mit einem Abrichtdiamanten
- unregelmäßige Abnutzung der Schleifscheiben (Unrundheit) - Schleifkörner werden stumpf - Poren setzten sich mit winzigen Partikeln zu Werkzeuge: - gezahnte oder gewellte Stahlrädchen - Einzeldiamanten - diamantbestückte Rollen
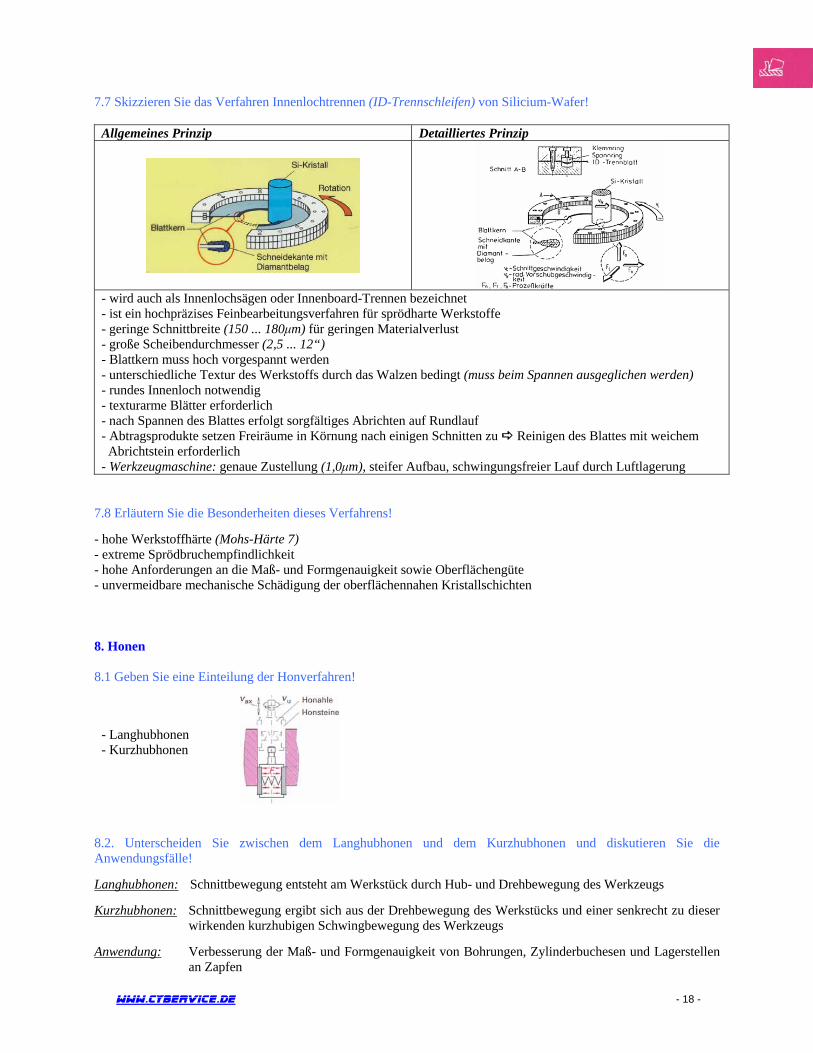
7.6. Beschreiben Sie die Spanbildung beim Schleifvorgang!
1. Korn (Kornschneide) dringt in einer sehr flachen Bahn in das Werkstück ein
2. Werkstück und Schleifkorn verformen sich elastisch 3. mit zunehmender Eindringtiefe geht die elastische Verformung
des Werkstückstoffs in plastisches Fließen über 4. Werkstückstoff wird seitwärts verdrängt und bildet Auswürfe 5. Spanbildung tritt erst ein, wenn eine ausreichende Spandicke
erreicht wird
www.cybervice.de - 17 -
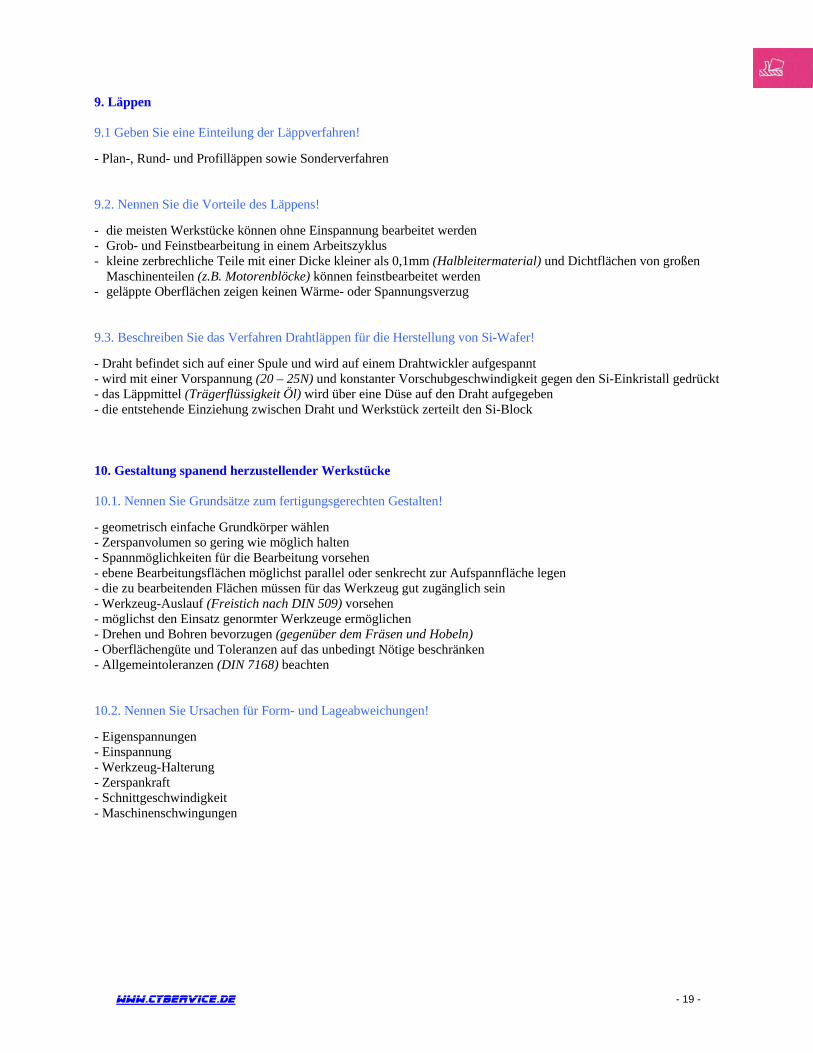
7.7 Skizzieren Sie das Verfahren Innenlochtrennen (ID-Trennschleifen) von Silicium-Wafer!
Allgemeines Prinzip Detailliertes Prinzip
- wird auch als Innenlochsägen oder Innenboard-Trennen bezeichnet - ist ein hochpräzises Feinbearbeitungsverfahren für sprödharte Werkstoffe - geringe Schnittbreite (150 ... 180μm) für geringen Materialverlust - große Scheibendurchmesser (2,5 ... 12“) - Blattkern muss hoch vorgespannt werden - unterschiedliche Textur des Werkstoffs durch das Walzen bedingt (muss beim Spannen ausgeglichen werden) - rundes Innenloch notwendig - texturarme Blätter erforderlich - nach Spannen des Blattes erfolgt sorgfältiges Abrichten auf Rundlauf - Abtragsprodukte setzen Freiräume in Körnung nach einigen Schnitten zu Reinigen des Blattes mit weichem Abrichtstein erforderlich - Werkzeugmaschine: genaue Zustellung (1,0μm), steifer Aufbau, schwingungsfreier Lauf durch Luftlagerung
7.8 Erläutern Sie die Besonderheiten dieses Verfahrens! - hohe Werkstoffhärte (Mohs-Härte 7) - extreme Sprödbruchempfindlichkeit - hohe Anforderungen an die Maß- und Formgenauigkeit sowie Oberflächengüte - unvermeidbare mechanische Schädigung der oberflächennahen Kristallschichten 8. Honen 8.1 Geben Sie eine Einteilung der Honverfahren!
- Langhubhonen - Kurzhubhonen
8.2. Unterscheiden Sie zwischen dem Langhubhonen und dem Kurzhubhonen und diskutieren Sie die Anwendungsfälle! Langhubhonen: Schnittbewegung entsteht am Werkstück durch Hub- und Drehbewegung des Werkzeugs Kurzhubhonen: Schnittbewegung ergibt sich aus der Drehbewegung des Werkstücks und einer senkrecht zu dieser
wirkenden kurzhubigen Schwingbewegung des Werkzeugs Anwendung: Verbesserung der Maß- und Formgenauigkeit von Bohrungen, Zylinderbuchesen und Lagerstellen
an Zapfen
www.cybervice.de - 18 -
9. Läppen 9.1 Geben Sie eine Einteilung der Läppverfahren! - Plan-, Rund- und Profilläppen sowie Sonderverfahren 9.2. Nennen Sie die Vorteile des Läppens! - die meisten Werkstücke können ohne Einspannung bearbeitet werden - Grob- und Feinstbearbeitung in einem Arbeitszyklus - kleine zerbrechliche Teile mit einer Dicke kleiner als 0,1mm (Halbleitermaterial) und Dichtflächen von großen
Maschinenteilen (z.B. Motorenblöcke) können feinstbearbeitet werden - geläppte Oberflächen zeigen keinen Wärme- oder Spannungsverzug 9.3. Beschreiben Sie das Verfahren Drahtläppen für die Herstellung von Si-Wafer! - Draht befindet sich auf einer Spule und wird auf einem Drahtwickler aufgespannt - wird mit einer Vorspannung (20 – 25N) und konstanter Vorschubgeschwindigkeit gegen den Si-Einkristall gedrückt - das Läppmittel (Trägerflüssigkeit Öl) wird über eine Düse auf den Draht aufgegeben - die entstehende Einziehung zwischen Draht und Werkstück zerteilt den Si-Block 10. Gestaltung spanend herzustellender Werkstücke 10.1. Nennen Sie Grundsätze zum fertigungsgerechten Gestalten! - geometrisch einfache Grundkörper wählen - Zerspanvolumen so gering wie möglich halten - Spannmöglichkeiten für die Bearbeitung vorsehen - ebene Bearbeitungsflächen möglichst parallel oder senkrecht zur Aufspannfläche legen - die zu bearbeitenden Flächen müssen für das Werkzeug gut zugänglich sein - Werkzeug-Auslauf (Freistich nach DIN 509) vorsehen - möglichst den Einsatz genormter Werkzeuge ermöglichen - Drehen und Bohren bevorzugen (gegenüber dem Fräsen und Hobeln) - Oberflächengüte und Toleranzen auf das unbedingt Nötige beschränken - Allgemeintoleranzen (DIN 7168) beachten 10.2. Nennen Sie Ursachen für Form- und Lageabweichungen! - Eigenspannungen - Einspannung - Werkzeug-Halterung - Zerspankraft - Schnittgeschwindigkeit - Maschinenschwingungen
www.cybervice.de - 19 -