fibers - ufuftp.feq.ufu.br/.../survey_of_industrial_chemistry/72465_17.pdf · structure and...
TRANSCRIPT

Chapter 17
Fibers
1. HISTORY, ECONOMICS, AND TYPES OFFIBERS
Fibers have been used for thousands of years to make various textiles.For centuries certain natural products have been known to make excellentfibers. Probably the first synthetic fiber experiment came with the work ofChristian Schonbein, who made cellulose trinitrate in 1846. After breaking aflask of nitric and sulfuric acids, he wiped up the mess with a cotton apronand hung it in front of the stove to dry. Cellulose trinitrate was developed byHilaire de Chardonnet as a substitute for silk in 1891, but it was veryflammable and was soon nicknamed "mother-in-law silk," being anappropriate gift for only disliked persons. When rayon came along in 1892,"Chardonnet silk" was soon forgotten. Then the entirely synthetic fiberscame, with the pioneering work of W. Carothers at Du Pont synthesizing thenylons in 1929-30. Commercialization occurred in 1938. Polyesters weremade by Whinfield and Dixon in the U.K. in 1941. They werecommercialized in 1950.
It is important to understand the different types of fibers. Classes are bestdifferentiated based on both the origin of the fiber and its structure. Thestructure and chemistry of many of these polymers was discussed earlier inChapter 14. Table 17.1 contains a list of the three important types offibers—natural, cellulosic, and noncellulosic—as well as a list of specificpolymers as examples of each type. The ones marked with an asterisk arethe most important.
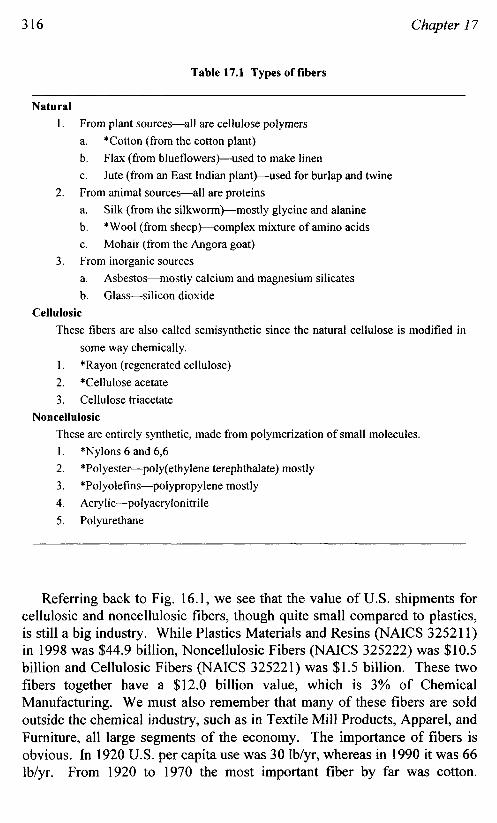
Table 17.1 Types of fibers
Natural1. From plant sources—all are cellulose polymers
a. * Cotton (from the cotton plant)
b. Flax (from blueflowers)—used to make linen
c. Jute (from an East Indian plant)—used for burlap and twine
2. From animal sources—all are proteins
a. Silk (from the silkworm)—mostly glycine and alanine
b. *Wool (from sheep)—complex mixture of amino acids
c. Mohair (from the Angora goat)3. From inorganic sources
a. Asbestos—mostly calcium and magnesium silicates
b. Glass—silicon dioxideCellulosic
These fibers are also called semisynthetic since the natural cellulose is modified in
some way chemically.
1. *Rayon (regenerated cellulose)
2. *Cellulose acetate
3. Cellulose triacetateNoncellulosic
These are entirely synthetic, made from polymerization of small molecules.
1. *Nylons 6 and 6,6
2. *Polyester—poly(ethylene terephthalate) mostly
3. *Polyolefms—polypropylene mostly
4. Acrylic—polyacrylonitrile
5. Polyurethane
Referring back to Fig. 16.1, we see that the value of U.S. shipments forcellulosic and noncellulosic fibers, though quite small compared to plastics,is still a big industry. While Plastics Materials and Resins (NAICS 325211)in 1998 was $44.9 billion, Noncellulosic Fibers (NAICS 325222) was $10.5billion and Cellulosic Fibers (NAICS 325221) was $1.5 billion. These twofibers together have a $12.0 billion value, which is 3% of ChemicalManufacturing. We must also remember that many of these fibers are soldoutside the chemical industry, such as in Textile Mill Products, Apparel, andFurniture, all large segments of the economy. The importance of fibers isobvious. In 1920 U.S. per capita use was 30 Ib/yr, whereas in 1990 it was 66Ib/yr. From 1920 to 1970 the most important fiber by far was cotton.

Year
Figure 17.1 U.S. production of fibers. (Source: Chemical and Engineering News,
Chemical and Economics Handbook, and the U.S. Department of Agriculture/Foreign
Agriculture Service)
However, synthetic fibers (cellulosic and noncellulosic) increased muchmore rapidly in importance, with cellulosics booming between World Wars Iand II and noncellulosics dominating after World War II, while all that timecotton showed only a steady pace in comparison. The more recentcompetition between the various fibers in the United States is given in Fig.17.1. Nylon was originally the most important synthetic (1950-1971) butpolyester now leads the market (197!-present). For a few years (1970-1980)acrylics were third in production, but since 1980 polyolefms have beenrapidly increasing. Polyolefms are now second only to polyester in syntheticfiber production. Cotton, being an agricultural crop, certainly demonstratesits variable production with factors such as weather and the economy. It isan up-and-down industry much more so than the synthetics.
The student should also review Chapter 1, Table 1.16, where the toppolymer production is given numerically. Overall a 1.8% per year growthwas recorded for 1990-2000 in synthetic fibers. A net decrease in thecellulosics of 3.6% per year shows their diminishing importance. Acrylicsalso decreased 3.9% annually in this period. The rising star is polyolefms,which increased 5.8% per year in the past decade.
CottonPolyesterPolyolefmsNylonAcrylics
Bill
ion
s o
f P
ound
s

U.S. price trends show that cotton and polyester are the most popular forgood reason: they are the cheapest. Nylon and acrylic have had priceincreases over the last few years, part of which may be due to improvementsand safeguards needed to manufacture their precursors acrylonitrile,butadiene, and benzene, which are on carcinogen lists.
2. PROPERTIES OF FIBERS
It is important to understand some common terms used in this industrybefore studying fiber properties or individual fibers. The term fiber refers toa one-dimensional structure, something that is very long and thin, with alength at least 100 x its diameter. Fibers can be either staple fibers ormonofilaments. Staple fibers are bundles of parallel short fibers.Monofilaments are extruded long lengths of synthetic fibers. Monofilamentscan be used as single, large diameter fibers (such as in fishing line) or can bebundled and twisted and used in applications similar to staple fibers.
Fabrics are two-dimensional materials made from fibers. Their primarypurpose is to cover things and they are commonly used in clothes, carpets,curtains, and upholstery. The motive for covering may be aesthetic, thermal,or acoustic. Fabrics are made out of yarns or twisted bundles of fibers. Thespinning of yarns can occur in two ways: staple fibers can be twisted into athread ("spun yarn") or monofilaments can be twisted into a similar usablethread ("filament yarn" or "continuous filament yarn"). All these definitionsare important in order to understand the conversation of the fiber industry.
The tensile properties of fibers are not usually expressed in terms oftensile strength (lb/in2 or kg/cm2). The strength of a fiber is more oftendenoted by tenacity. Tenacity (or breaking tenacity) is the breaking strengthof a fiber or yarn in force per unit denier (Ib/denier or g/denier). A denier isthe weight in grams of 9,000 m of fiber at 7O0F and 65% relative humidity.A denier defines the linear density of a fiber since it depends on the densityand the diameter of a fiber. To give you an idea of common values ofdeniers for fibers, most commercially useful fibers are 1-15 denier, yarns are15-1600 denier, and monofilament (when used singly) can be anywhere from15 denier on up. Table 17.2 lists common values of tenacity for variousfibers and compares these values to tensile strength. Tenacities can beconverted into tensile strength in pounds per inch square by the followingformula:
tensile strength (lb/in2) = tenacity (g/denier) x density (g/cm2) x 12,791
Note that tenacity values for most fibers range from 1-8 g/denier.

Table 17.2 Physical Properties of Typical Fibers
Polymer
CelluloseCottonRayonHigh-tenacity rayonCellulose diacetateCellulose triacetate
ProteinsSilkWool
Nylon 6,6PolyesterPolyacrylonitrile (acrylic)Polyurethane (Spandex)Polypropylene (polyolefm)AsbestosGlass
Tenacity(g/denier)
2.1-6.31.5-2.43.0-5.01.1-1.41.2-1.4
2.8-5.21.0-1.74.5-6.04.4-5.02.3-2.6
0.77.01.37.7
Tensile ElongationStrength (%)(kg/cm2)
3000-90002000-30005000-60001000-15001000-1500
3000-60001000-20004000-60005000-60002000-3000
630560021002100
3-1015-309-20
25-4525-40
13-3120-50
2619-2320-28
5752525
3Source: Seymour/Carraher
In general, you should recall that the tensile strength and modulus offibers must be much higher than that for plastics and their elongation mustbe much lower. Synthetic fibers are usually stretched and orienteduniaxially to increase their degree of parallel chains and increase theirstrength and modulus.
What makes a polymer a good fiber? This is not an easy question toanswer. If one fact can be singled out as being important, it would be that allfibrous polymers must have strong intermolecular forces of one type oranother. Usually this means hydrogen bonding or dipole-dipole interactions,shown on the following page for various types of fibers.
Besides the high tenacity, a number of other properties are considerednecessary for most fiber applications. Although no one polymer is superiorin all of these categories, the list in Table 17.3 represents ideals for polymersbeing screened as fibers.

Table 17.3 Ideal Properties of Polymers for Fiber Applications
1. High tensile strength, tenacity, and modulus2. Low elongation3. Proper Tg and Tm. A low T8 aids in easy orientation of the fiber. The Tm
should be above 20O0C to accept ironing (as a textile) but below 30O0C to bespinnable.
4. Stable to chemicals, sunlight, and heat5. Nonflammable6. Dyeable7. Resilient (elastic) with a high flex life (flexible lifetime)8. No static electrical build-up9. Hydrophilic (adsorbs water and sweat easily)10. Warm or cool to the touch as desired11. Good "drape" (flexible on the body) and "hand" (feel on the body)12. No shrinking or creasing except where intentional13. Resistance to wear after repeated washing and ironing
hydrogen bonding: dipole-dipole:
cellulosics proteins, nylons polyesters acrylics
3. IMPORTANT FIBERS
A study of the fiber industry is not complete without some knowledge ofthe characteristics of individual fibers. Since each is so different it isdifficult to generalize or compare directly. This section presents a summaryof each important fiber, including pertinent information on theirmanufacture, properties, uses, and current economics in a brief, informal andconcise manner.

(a pure form of cellulose)1. Fewer processing steps, cheaper than wool2. Good hand3. Wears hard and long4. Easily dyed via free hydroxy groups5. Absorbs water but dries easily. If preshrunk, it is stable to washing
and ironing more than other fibers.6. Hydrophilic—cool and comfortable. Comfort never matched by
synthetics. Used especially in towels and drying cloths.7. Disadvantages: creases easily, requiring frequent ironing;
agricultural variables in growing the plant; brown lung disease inworkers in mills; waste about 10% in harvest; variable strength;unpredictable price
3.1.2 Wool
(protein, mostly keratin, a complex mixture of amino acids)1. Processing requires 20 stages, therefore very expensive2. Good resilience (elasticity) because orientation changes a-keratin
(helical protein) into p-keratin (zigzag). Example: woolen carpetrecovers even after years of heavy furniture.
3. Good warmth due to natural crimp (many folds and waves) whichretains air, therefore a good insulator
4. Hydrophilic—absorbs perspiration away from body and iscomfortable, not sweaty
5. Dyed easily since it has acidic and basic groups in the amino acid6. Disadvantages: expensive; retains water by hydrogen bonding with
washing, causing shrinkage; many people allergic to protein
3.1 Natural
3.1.1 Cotton

3.2 Cellulosic
3.2.1 Rayon
(regenerated cellulose from wood pulp, especially higher molecularweight "alpha" fraction not soluble in 18% caustic)
1. Manufacturea. Steeping 1 hr in 18% caustic gives "soda" cellulose,
(C6H10Os)n + NaOH ^ [(C6H10Os)2 -NaOH]n
where some C—OH are converted into C—OTsIa+
b. Reaction with CS2,
about 1 xanthate for each two glucose units, soluble in 6%NaOH for spinning, called "viscose rayon"
c. Ripening—slow hydrolysis
"viscose"—different molecular weight than starting cellulose,has some xanthate groups
d. Spinning—ZnSO4, H2SO4 bath.H2SO4 neutralizes NaOH of viscose solution. ZnSO4 givesintermediate which decomposes more slowly.

2. PropertiesDyeable (free hydroxy groups), hydrophilic (comfortable), stable,
low price, poor wash and wear characteristics3. Uses
Apparel, 31%; home furnishings (curtains, draperies, upholstery,mattress ticking), 24%; nonwovens (medical and surgical, wipesand towels, fabric softeners), 33%; miscellaneous, 12%.
4. EconomicsPeak production in 1950s, 1960s. Declined by 5.6%/yr in 1970-
1980, 4.9%/yr in 1980-1990, and 3.6%/yr in 1990-2000.
3.2.2 Acetate
1. Manufacturea. Esterification
b. "Ripening" with Mg(OAc)2, H2O
,. ^ Mg(OAc)2cellulose sulfoacetate —— > [C6H7O2(OH)O^5(AcO)2Os]n + MgSO4
Usually the primary carbon has the OH, secondary carbons theOAc. Cellulose triacetate has three OAc groups.

2. PropertiesLower tenacity than any other fiber because the bulky OAc group
keeps molecules far apartFree OH more easily dyed and more hydrophilic than triacetateRandom acetate groups make it less crystalline than triacetate. So
triacetate is better for ironing. But triacetate gives stiffer fabricswith inferior drape and hand.
Both are softer than rayon but not so strong, have poor creaseresistance, and are not colorfast.
3. UsesCigarette filters, 61%; yarn (especially for apparel, curtains,
draperies, bedspreads, quilt covers), 39%.4. Economics
Down 4.5%/yr from 1970-1980, 4.2%/yr from 1980-90, and 3.6%/yrfrom 1990-2000
3.3 Noncellulosic
3.3.1 Nylon 6 and 6,6
nylon 6 nylon 6,6
1. ManufactureNylon 6,6 developed by W. H. Carothers of Du Pont in 1930s.
Adipic acid, HMDA, 280-30O0C, 2-3 hr, vacuum. Trace ofacetic acid terminates chains with acid groups and controlsmolecular weight.
Nylon 6 developed by Paul Schlak in Germany in 1940.Caprolactam plus heat plus water as a catalyst.
Fibers are melt spun (no solvent) while still above Tm (= 265-27O0Cfor nylon 6,6 and 215-22O0C for nylon 6). Extruded through aspinerette.
Fibers oriented by stretching to 4 x original length by cold drawing(two pulleys at different speeds) or by spin drawing as it is beingcooled
2. PropertiesStrongest and hardest wearing of all fibers

Figure 17.2 Pilling chambers to test, by rapid rotation, the tendency of a fabric toform pills as in repeated washings and use. (Courtesy of Du Pont)
Heat stableDyeableDisadvantages: hydrophobic ("cold and clammy"), degraded by
UV, yellows with age, poor hand, tends to "pill" (gentle rubbingforms small nodules or pills, where surface fibers are raised, seeFig. 17.2)
3. UsesCarpets and rugs, 74%; industrial and other (tire cord and fabric,
rope and cord, belting and hose, sewing thread), 16%; apparel(especially hosiery, anklets, and socks), 10%
4. EconomicsProduction increased 5.7%/yr from 1970-1980, only 1.2%/yr from
1980-1990, and decreased 0.2%/yr from 1990-2000.The carpet and rug market has increased dramatically in recent
years.Nylon 6,6 is two thirds of the U.S. market, nylon 6 one third.

3.3.2 Polyester, Poly(ethylene terephthalate), PET
1. ManufactureDeveloped by Whinfield and Dixon in the U.K. Originally made by
transesterification of DMT and ethylene glycol in a 1:2.4 ratio,distillation of the methanol, then polymerization at 200-29O0Cin vacuo with SbOa as catalyst.
In early 1960s pure TA began to be used with excess ethylene glycolat 25O0C, 60 psi to form an oligomer with n = 1-6, followed bypolymerization as in the DMT method. Now both methods areused.
Melt spin like nylon, Tm = 250-2650COrientation above Tg of 8O0C to 300-400%
2. PropertiesStable in repeated launderingComplete wrinkle resistanceBlends compatibly with other fibers, especially cottonCan vary from low tenacity, high elongation to high tenacity, low
elongation by orientationDisadvantages: stiff fibers (aromatic rings), poor drape except with
cotton blends, hydrophobic, pilling, static charge buildup,absorbs oils and greases easily (stains)
3. UsesClothing (suits, pants, shirts, and dresses either nonblended or
blended with other fibers such as cotton), 50%; homefurnishings (carpets, pillows, bedspreads, hose, sewing thread,draperies, sheets, pillowcases), 20%; industrial (tire cords), 30%
4. EconomicsProduction increased 10.5%/yr from 1970-1980, decreased 2.2%/yr
from 1980-1990, and increased 1.9%/yr from 1990-2000.
3.3.3 Polyolefin

Figure 17.3 Spinning of fibers for use in carpets. (Courtesy of Du Pont)
1. ManufactureMostly isotactic polypropylene homopolymer, but some copolymer
with polyethylene, and some HDPEA high molecular weight is needed, 170,000-300,000, for good
mechanical strength because of weak intermolecular forces,only van der Waals.
Fiber produced by melt spinning2. Properties
Low density (0.91), the lowest of all commercial fibers, meaninglightness and high cover
Outstanding chemical resistance, serving industrial filtrationHigh abrasion resistance for floor covering, upholstery, and hosieryInsensitive to water, giving dimensional stability and fabric dryness
in contact with the skinResistance to mildew, microorganisms, and insectsGood insulator and electrical propertiesLowest thermal conductivity of commercial fibers, giving high
thermal insulation in textilesNo skin irritation or sensitization, non-toxic

Disadvantages: not easily dyeable, low resistance to oxidation—butadditives help, easily soiled, poor for ironing, poor for drycleaning
3. UsesIndustrial, including rope, twine, conveyor belts, carpet backing,
tarpaulin, awnings, cable, bristles; home textile applications,including floor covering, upholstery fabric, wall covering,blankets; apparel, especially sportswear and hosiery
4. EconomicsGrowth rate large, 11%/yr from 1970-1980, 9%/yr from 1980-1990,
and 5.8%/yr from 1990-2000Surpassed acrylics in 1980, nylon in 1998, and is catching up to
polyester
Suggested Readings
Kent, Riegel's Handbook of Industrial Chemistry, pp. 735-799.Wittcoff and Reuben, Industrial Organic Chemicals in Perspective. Part
Two: Technology, Formulation, and Use, pp. 104-125.