final oerlikon manmade fibers seminar
TRANSCRIPT
Oerlikon Manmade Fibers SeminarSilvassa
Silvassa, 20th February 2014

Part 1 - Technical Session
AgendaTechnical Session
1 14:30 - 14:35 hrs – Welcome speech | Khurshed Thanawalla
214:35 - 14:50 hrs – Evaluating the textile value chain |
Markus Reichwein
314:50 - 15:10 hrs – Innovations in new spinning technology |
Detlev Schulz / Stephan Faulstich
415:10 - 15:25 hrs – Integrated Solutions for the Manmade Fiber
Industry: Poly-condensation | Achim Debener
5 15:25 - 15:45 hrs – New Staple Fiber Solutions | Max Hergenreder
615:45 - 16:05 hrs – Partnering for Performance – new Service Solutions |
Ramakant Katre
716:05 - 16:25 hrs – Logistics - Key to an efficient filament yarn
production | Volker Schmid
8 16:25 - 16:55 hrs – Break
Page 3

AgendaTechnical Session
1 14:30 - 14:35 hrs – Welcome speech | Khurshed Thanawalla
214:35 - 14:50 hrs – Evaluating the textile value chain |
Markus Reichwein
314:50 - 15:10 hrs – Innovations in new spinning technology |
Detlev Schulz / Stephan Faulstich
415:10 - 15:25 hrs – Integrated Solutions for the Manmade Fiber
Industry: Poly-condensation | Achim Debener
5 15:25 - 15:45 hrs – New Staple Fiber Solutions | Max Hergenreder
615:45 - 16:05 hrs – Partnering for Performance – new Service Solutions |
Ramakant Katre
716:05 - 16:25 hrs – Logistics - Key to an efficient filament yarn
production | Volker Schmid
8 16:25 - 16:55 hrs – Break
Page 4

Oerlikon Manmade Fibers Seminar
Khurshed ThanawallaCountry Representative - India OerlikonChairman & Managing DirectorOerlikon Textile India Pvt. Ltd
� Is Managing Director of Oerlikon Textile India Pvt Ltd. Since 2007.
� His association with Oerlikon began in 1985 as Managing Director, Barmag India Pvt Ltd.
� Recently in 2011 Mr. Thanawalla has been nominated on the Panel of Experts for formulating and drafting the textile machinery and components section of the 11th Five Year Plan.
� Mr. Thanawalla has a Bachelor of Commerce from the University of Bombay.
Page 5

AgendaTechnical Session
1 14:30 - 14:35 hrs – Welcome speech | Khurshed Thanawalla
214:35 - 14:50 hrs – Evaluating the textile value chain |
Markus Reichwein
314:50 - 15:10 hrs – Innovations in new spinning technology |
Detlev Schulz / Stephan Faulstich
415:10 - 15:25 hrs – Integrated Solutions for the Manmade Fiber
Industry: Poly-condensation | Achim Debener
5 15:25 - 15:45 hrs – New Staple Fiber Solutions | Max Hergenreder
615:45 - 16:05 hrs – Partnering for Performance – new Service Solutions |
Ramakant Katre
16:05 - 16:25 hrs – Logistics - Key to an efficient filament yarn production | Volker Schmid
7 16:25 - 16:55 hrs – Break
Page 6

Oerlikon Manmade Fibers Seminar
Markus ReichweinSenior ManagerProduktmanagement ApparelOerlikon Manmade Fibers
� Is the responsible for the Product management Apparel within Oerlikon Manmade Fibers since 2012.
� He joined Barmag in 1994 and the Barmag POY Research Team in 2000.
� In 2011 Markus Reichwein took over the responsibility for the IDY Research Team and the IDY machine concepts as a Senior Manager.
� After studying mechanical engineering he graduated with a Dipl. Ing. Degree.
Page 7

Oerlikon Manmade Fibers Seminar
Evaluating the textile value chain
Summary:
In today’s manmade fiber business environment with high competition and overcapacity it is increasingly important for the companies actively approaching the manmade fiber market to exactly know their customer demands and future trends and to have the right production concept in place to react on new requirements. The product management of Oerlikon Manmade Fibers evaluates the downstream needs, fabric trends and market conditions to be a competent partner for our customers and ensuring unique benefits and superior values with our technology.
Page 8
Evaluating the textile value chainProductmanagement Oerlikon Manmade FibersSilvassa, 20th February 2014
Agenda
1 Productmanagement in OMF
2 Trends and Opportunities in the Indian and Worldwide Apparel Industry
3 Example: Ecofriendly Textiles
4 Example: Increasing quality demand in downstream
Page 10
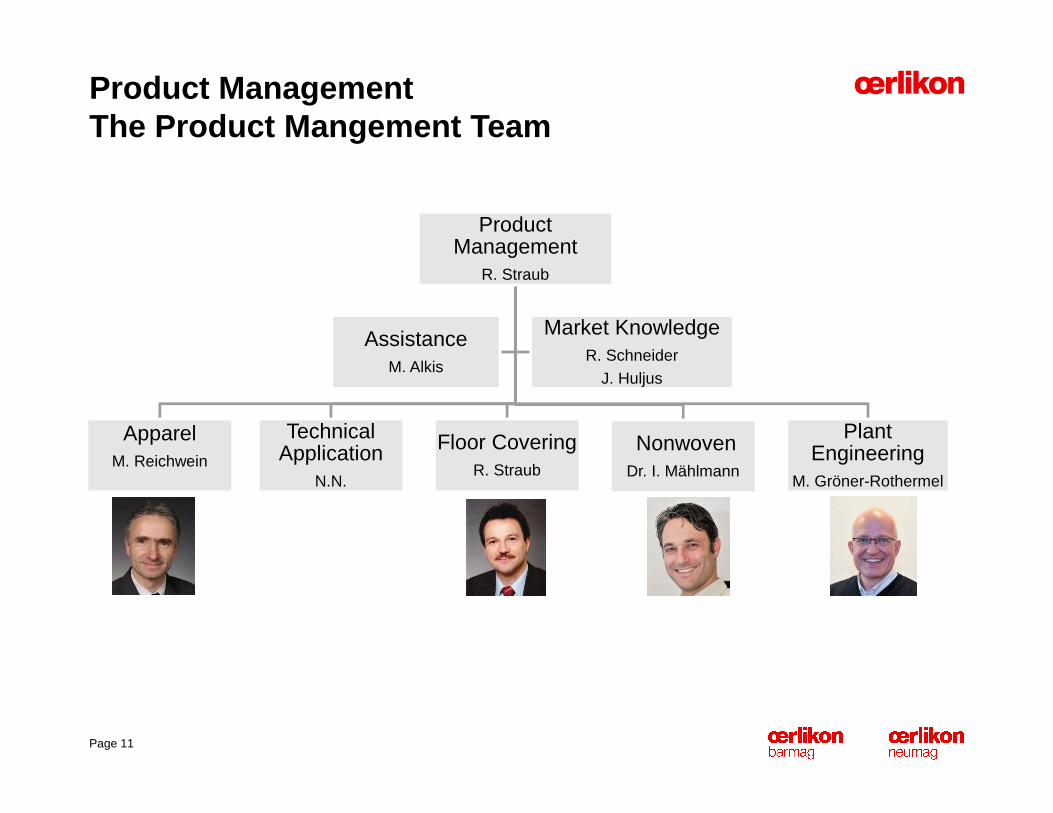
Product ManagementThe Product Mangement Team
Product Management
R. Straub
ApparelM. Reichwein
Technical Application
N.N.
Floor Covering R. Straub
Nonwoven Dr. I. Mählmann
Plant Engineering
M. Gröner-Rothermel
AssistanceM. Alkis
Market KnowledgeR. Schneider
J. Huljus
Page 11
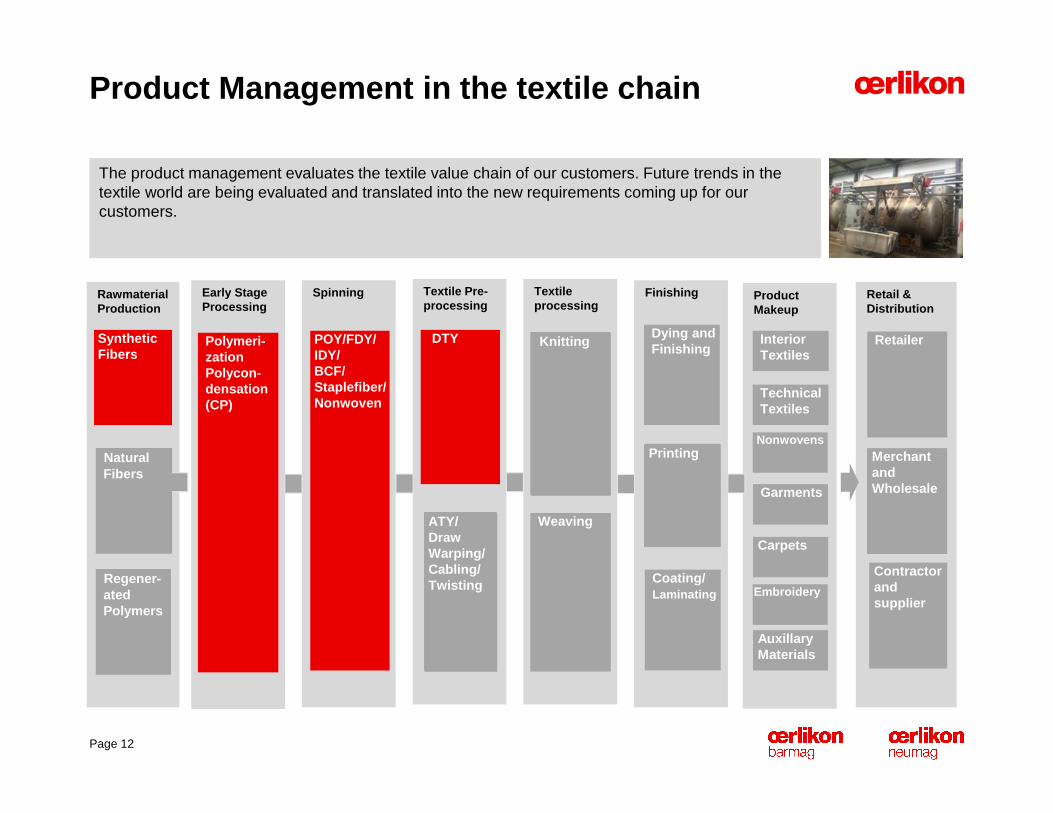
Product Management in the textile chain
RawmaterialProduction
Early Stage Processing
Spinning Textile Pre-processing
Textile processing
Finishing Retail & Distribution
ProductMakeup
Synthetic Fibers
NaturalFibers
Regener-atedPolymers
Polymeri-zationPolycon-densation(CP)
POY/FDY/IDY/BCF/Staplefiber/Nonwoven
DTY Knitting
Weaving
Dying andFinishing
Printing
Coating/ Laminating
InteriorTextiles
Technical Textiles
Nonwovens
Garments
Retailer
MerchantandWholesale
Contractorandsupplier
ATY/ Draw Warping/Cabling/ Twisting
Knitting
Printing
Carpets
Embroidery
AuxillaryMaterials
ATY/ Draw Warping/Cabling/ Twisting
The product management evaluates the textile value chain of our customers. Future trends in the textile world are being evaluated and translated into the new requirements coming up for our customers.
Page 12

Indian Apparel Industry Changing trends and opportunities
Need-Based clothing
� Shirts
� Trousers
� Jackets
� Sarees
Occasion Specific Dressing
� Sports / Gym Wear
� Occasion specific ethnic wear
� Casual wear
� Office Wear
� Night Wear
� Party Wear
� Work Wear
Detail Oriented
� Design based assortments foroccasion wear
� Fast fashion
� Eco friendly apparel
� Functionalization of garments
Smart and Ecofriendly textiles
Past Today Future Trend
� Retail moves closer to production
� Production moves in low costcountries or closer to end consumer
Page 13

piece dyeing
(dyeing of fabrics or finished products)
dope dyeing
(mixing colors into the polymer)
package dyeing
(dyeing of FDY or DTY bobbins)
Ecofriendly Textiles
Page 14
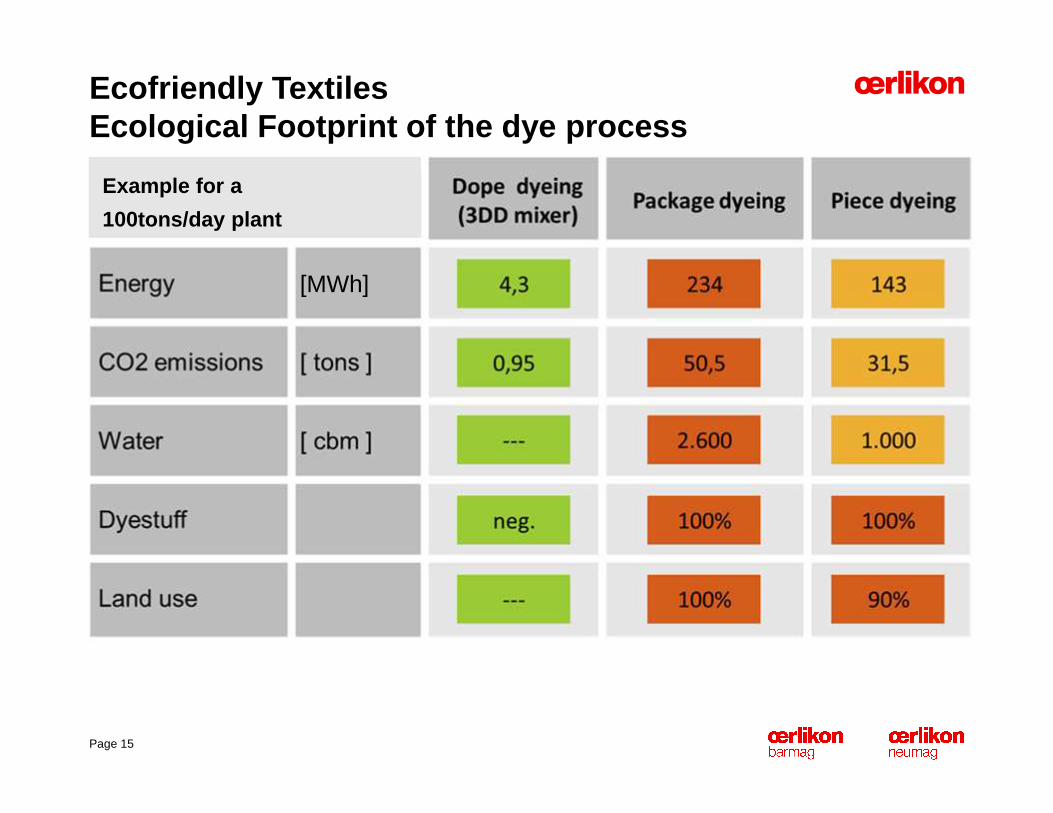
Example: a 100 tpd plant per ton
Ecofriendly TextilesEcological Footprint of the dye process
[MWh]
Example for a
100tons/day plant
Page 15

The powered 3DD mixer
Situation
Bobbin or fabric dyeing
Consumes a lot of electrical
energy, water, space and time.
Moreover the process generates
CO2 emissions and effluents.
Profile of the (powered) 3DD mixer
� The 3DD mixer is either attached to an extruder as a screw and cylinder extension.
� In direct spinning lines it is a stand alone hot melt extruder with a dynamic mixing function. It is used for feeding master batches or liquid additives in throughput volumes > 100 kg/h. .
Achievements
� almost no energy consumption� almost no C02 emissions� no water usage - no effluents� almost no space consumption� no time consumption
Savings
� Approx 140 MWh / 100ton of yarn/fabric� 30 tons of CO2 / 100ton� 1.000 m3 of water / 100ton vs. fabric
dyeing process
Ecofriendly Textiles
Page 16
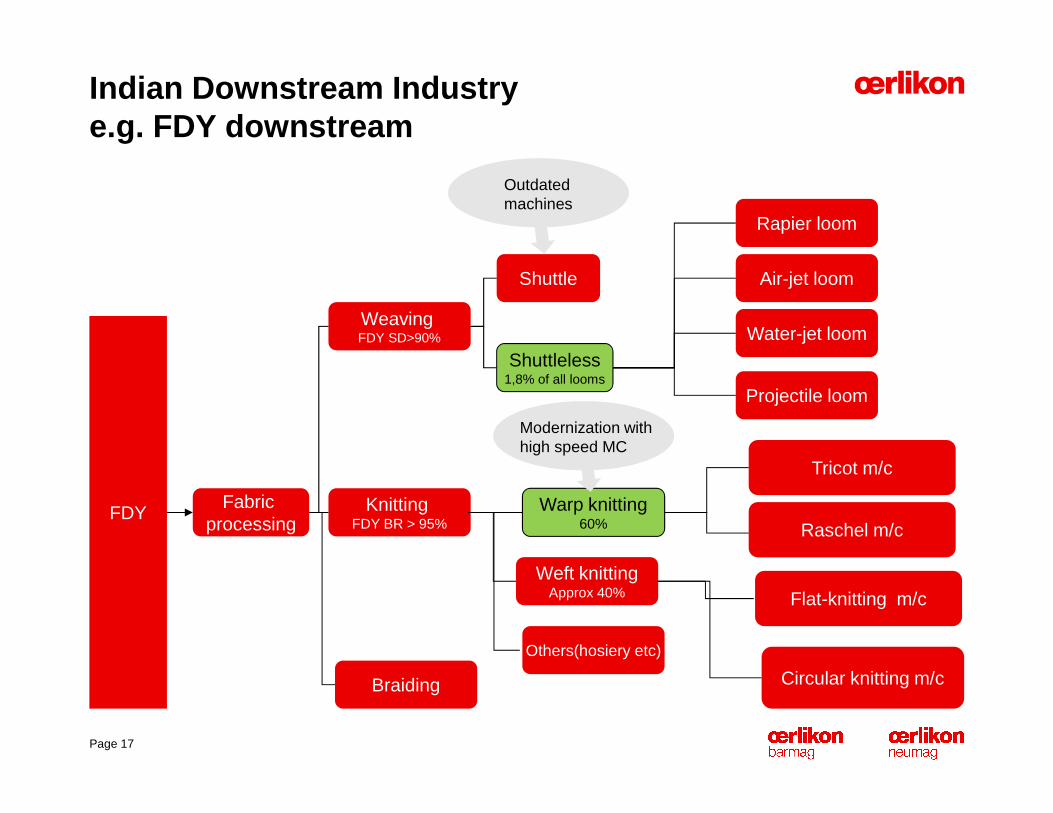
Circular knitting m/c
FDYFabric
processing
Weaving FDY SD>90%
Knitting FDY BR > 95%
Braiding
Rapier loom
Air-jet loom
Water-jet loom
Projectile loom
Warp knitting60%
Weft knittingApprox 40% Flat-knitting m/c
Tricot m/c
Raschel m/c
Shuttle
Shuttleless1,8% of all looms
Others(hosiery etc)
Indian Downstream Industrye.g. FDY downstream
Outdatedmachines
Modernization withhigh speed MC
Page 17
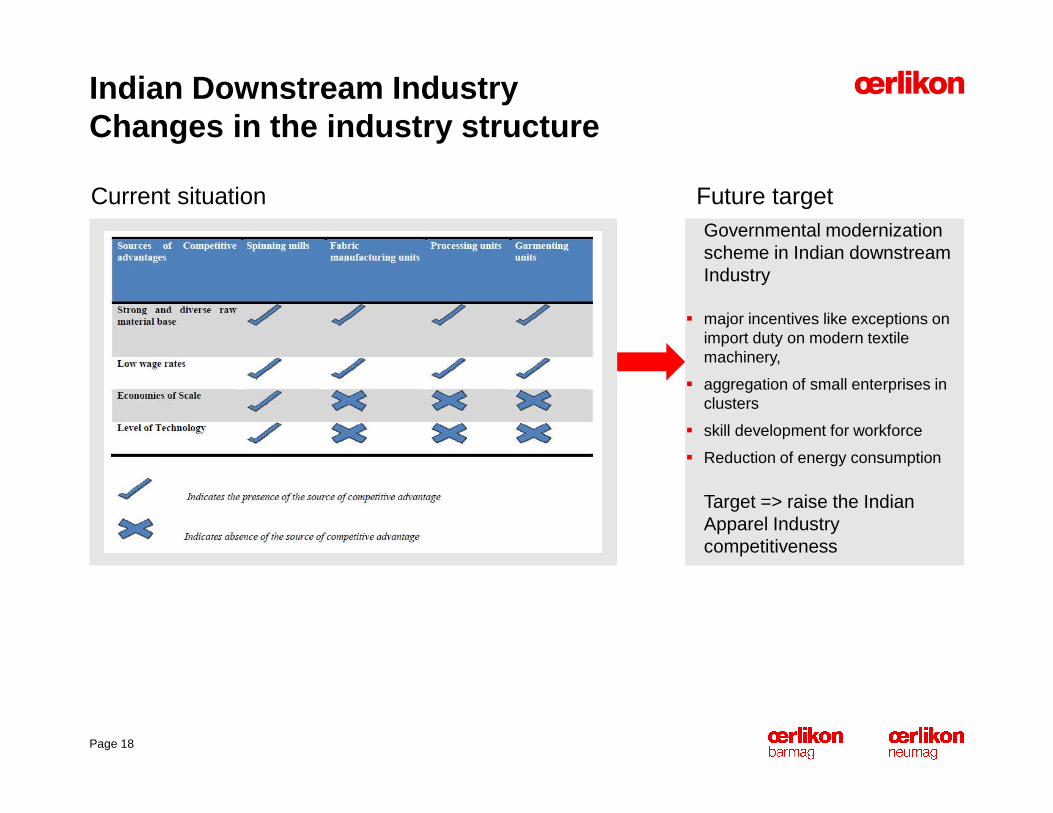
Indian Downstream Industry Changes in the industry structure
Governmental modernization scheme in Indian downstream Industry
� major incentives like exceptions on import duty on modern textile machinery,
� aggregation of small enterprises in clusters
� skill development for workforce
� Reduction of energy consumption
Target => raise the Indian Apparel Industry competitiveness
Current situation Future target
Page 18
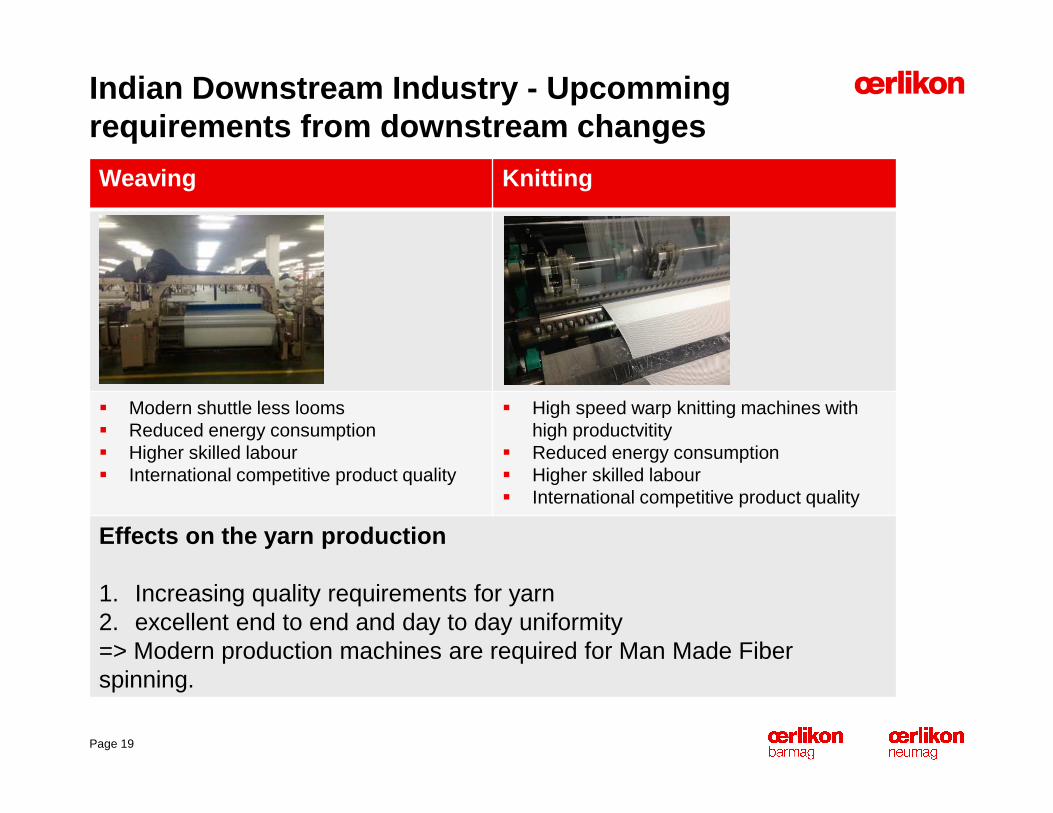
Indian Downstream Industry - Upcommingrequirements from downstream changes
Weaving Knitting
� Modern shuttle less looms� Reduced energy consumption� Higher skilled labour� International competitive product quality
� High speed warp knitting machines withhigh productvitity
� Reduced energy consumption� Higher skilled labour� International competitive product quality
Effects on the yarn production
1. Increasing quality requirements for yarn2. excellent end to end and day to day uniformity=> Modern production machines are required for Man Made Fiber spinning.
Page 19

Thank you.
AgendaTechnical Session
1 14:30 - 14:35 hrs – Welcome speech | Khurshed Thanawalla
214:35 - 14:50 hrs – Evaluating the textile value chain |
Markus Reichwein
314:50 - 15:10 hrs – Innovations in new spinning techn ology |
Detlev Schulz / Stephan Faulstich
415:10 - 15:25 hrs – Integrated Solutions for the Manmade Fiber
Industry: Poly-condensation | Achim Debener
5 15:25 - 15:45 hrs – New Staple Fiber Solutions | Max Hergenreder
615:45 - 16:05 hrs – Partnering for Performance – new Service Solutions |
Ramakant Katre
716:05 - 16:25 hrs – Logistics - Key to an efficient filament yarn
production | Volker Schmid
16:25 - 16:55 hrs – Break
Page 21
Oerlikon Manmade Fibers Seminar
Detlev SchulzDipl. Ing. Senior ManagerR&D Filament Processing
� Detlev Schulz is responsible for process technology of FDY spinning machines.
� In 1989 he joined Oerlikon Barmag's R&D department.
� In 1993 he was appointed team leader spinning machines.
� Since 1995 he is head of R&D FDY.
� Detlev Schulz holds a Diploma of applied Physics from the University of Wuppertal (Germany).
Page 22
Oerlikon Manmade Fibers Seminar
Stefan FaulstichHead of R&D Tex. of Oerlikon Barmag
� Is responsibility for R&D POY since 2011.
� Joined Barmag in 1990 as a start-up engineer for texturizing machines.
� In 2001 appointed as Head of Quality Management of the BU-TEX.
� Moved into the R&D department of Oerlikon Barmag in 2007 as Head of R&D Tex.
� Stefan Faulstich holds a Diploma (Master) of applied Physics from the University in Iserlohn (Germany).
Page 23

Oerlikon Manmade Fibers Seminar
Innovations in new spinning technology
Summary:
Since two years in China and one year in India the WINGS FDY technology is established in the market. The lecture informs about experience in machine operation and downstream performance.
Page 24
Agenda
WINGS FDY Silvassa 2014Page 25
1 What is WINGS FDY?
2 Machines in the market
3 Benefits of WINGS FDY
4 Performance examples
5 Summary
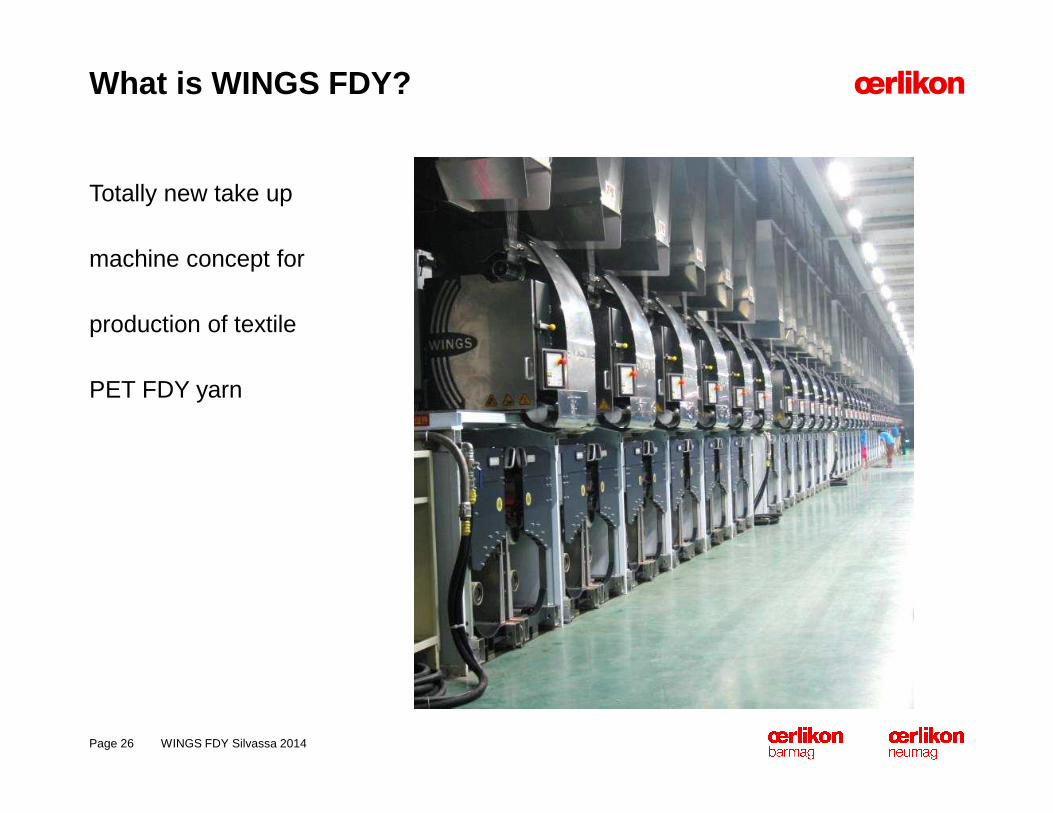
What is WINGS FDY?
Totally new take up
machine concept for
production of textile
PET FDY yarn
WINGS FDY Silvassa 2014Page 26
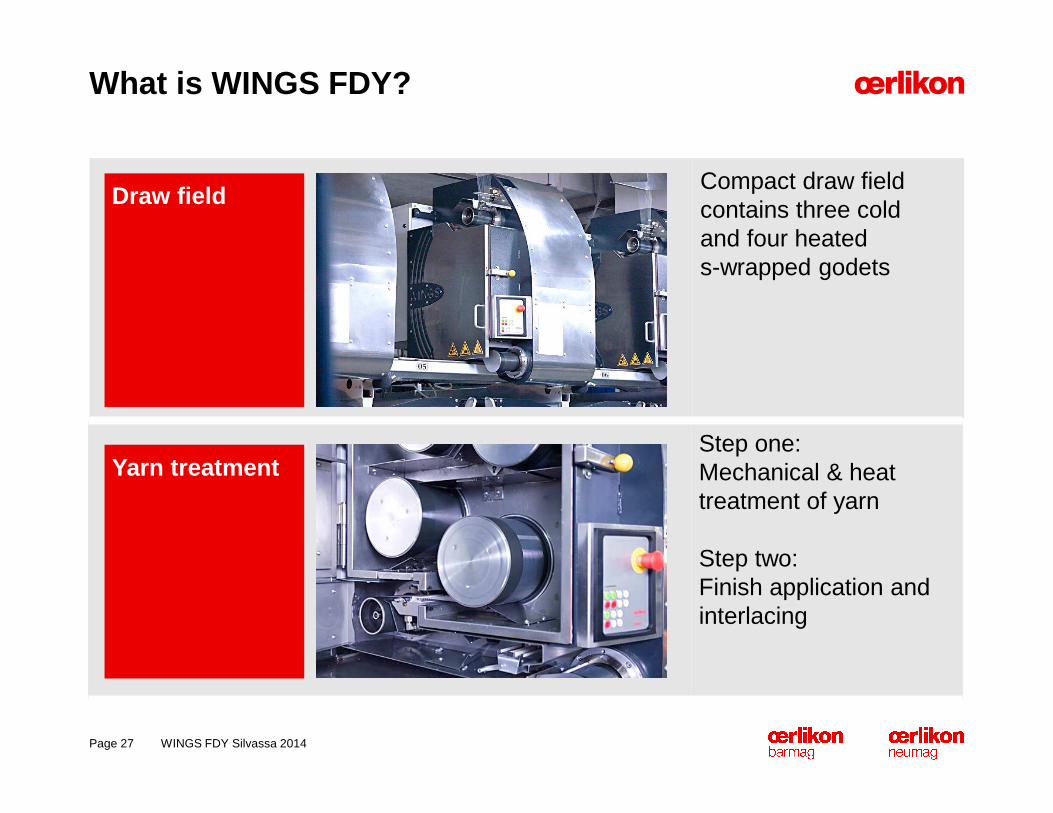
Compact draw field contains three cold and four heateds-wrapped godets
What is WINGS FDY?
WINGS FDY Silvassa 2014Page 27
Draw field
Step one:Mechanical & heattreatment of yarn
Step two:Finish application and interlacing
Yarn treatment
WINGS FDY Silvassa 2014Page 28
1 What is WINGS FDY?
2 Machines in the market
3 Benefits of WINGS FDY
4 Performance examples
5 Summary

WINGS FDY machines in the market
� About 300 WINGS FDY positions running in India
� About 1300 WINGS FDY positions running in China
� About 1000 positions with 32 ends
� About 600 positions with 24 ends
� Productivity: ~ 2,000 tons/day
� Main products:• 50 - 100 den (..150 den)• 1 - 3 dpf
WINGS FDY Silvassa 2014Page 29
WINGS FDY Silvassa 2014Page 30
1 What is WINGS FDY?
2 Machines in the market
3 Benefits of WINGS FDY
4 Performance examples
5 Summary
Benefits of WINGS FDY
� Energy saving
� One operator string-up
� Identical yarn properties
� Proven for downstream
� Good performance
� Short time for first startup
WINGS FDY Silvassa 2014Page 31
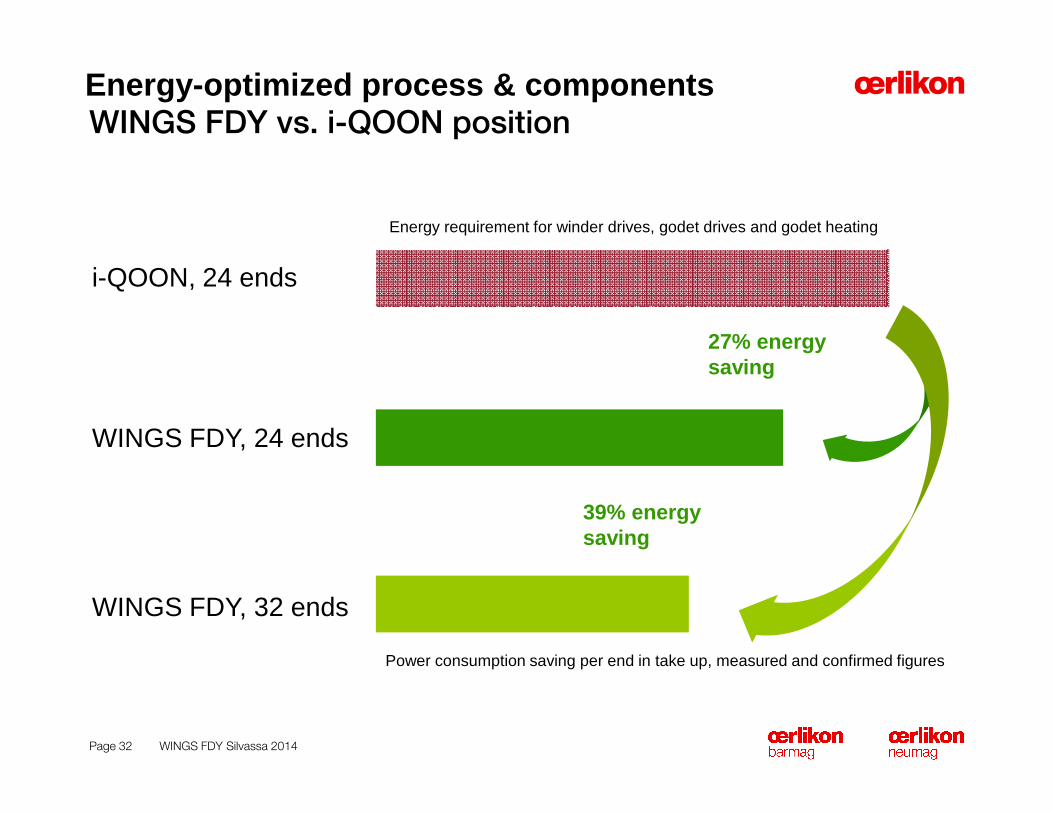
WINGS FDY vs. i-QOON position
i-QOON, 24 ends
WINGS FDY, 24 ends
Energy requirement for winder drives, godet drives and godet heating
Energy-optimized process & components
WINGS FDY Silvassa 2014Page 32
27% energysaving
WINGS FDY, 32 ends
39% energysaving
Power consumption saving per end in take up, measured and confirmed figures
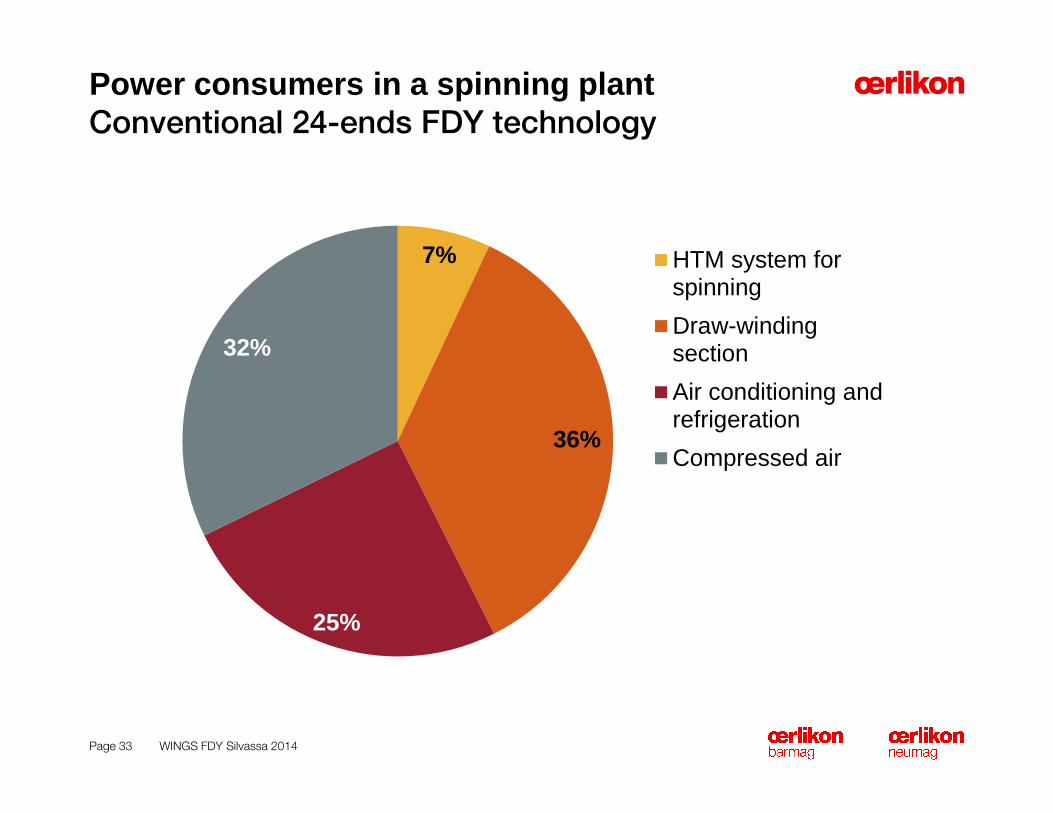
Conventional 24-ends FDY technology
Power consumers in a spinning plant
WINGS FDY Silvassa 2014Page 33
7%
36%
25%
32%
HTM system forspinning
Draw-windingsection
Air conditioning andrefrigeration
Compressed air
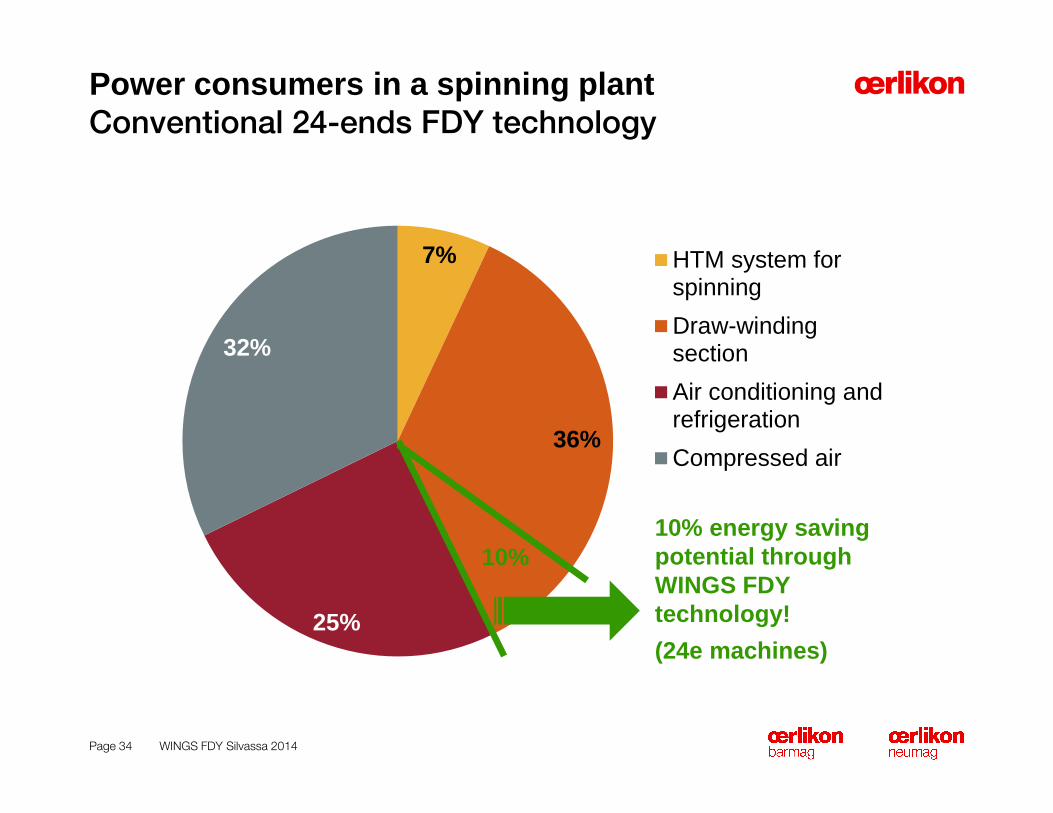
Conventional 24-ends FDY technology
Power consumers in a spinning plant
WINGS FDY Silvassa 2014Page 34
7%
36%
25%
32%
HTM system forspinning
Draw-windingsection
Air conditioning andrefrigeration
Compressed air
10% energy savingpotential throughWINGS FDY technology!
(24e machines)
10%
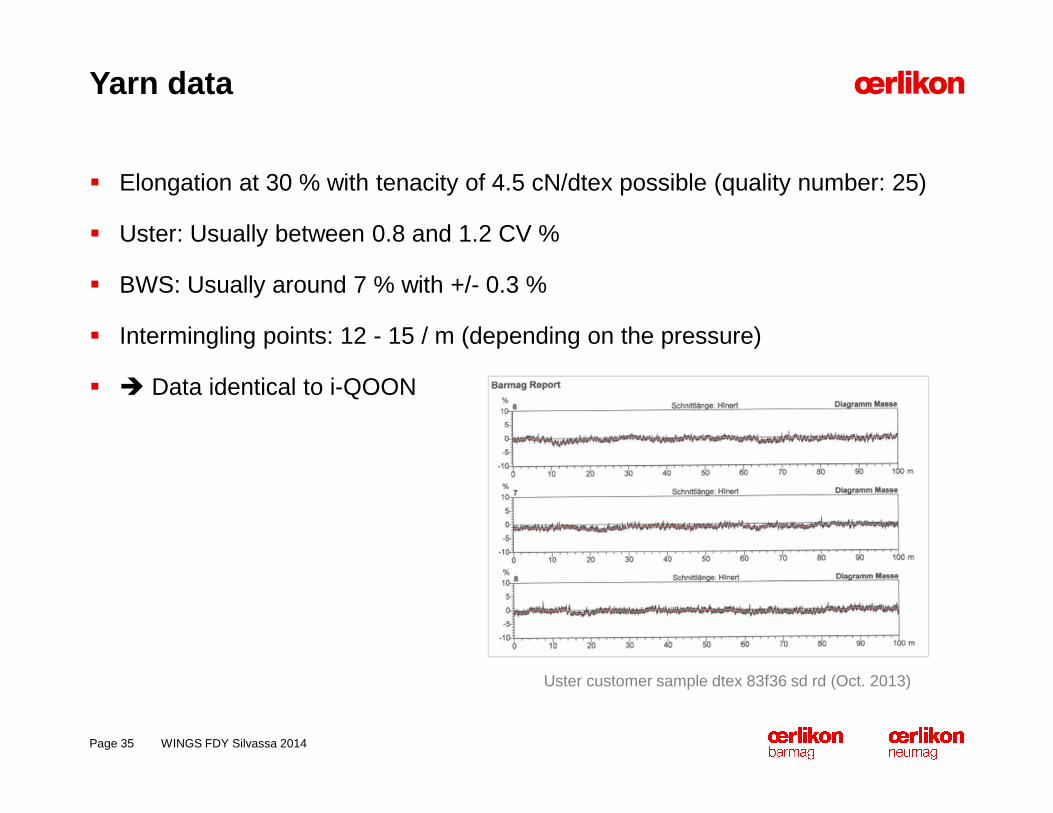
Yarn data
� Elongation at 30 % with tenacity of 4.5 cN/dtex possible (quality number: 25)
� Uster: Usually between 0.8 and 1.2 CV %
� BWS: Usually around 7 % with +/- 0.3 %
� Intermingling points: 12 - 15 / m (depending on the pressure)
� � Data identical to i-QOON
WINGS FDY Silvassa 2014Page 35
Uster customer sample dtex 83f36 sd rd (Oct. 2013)
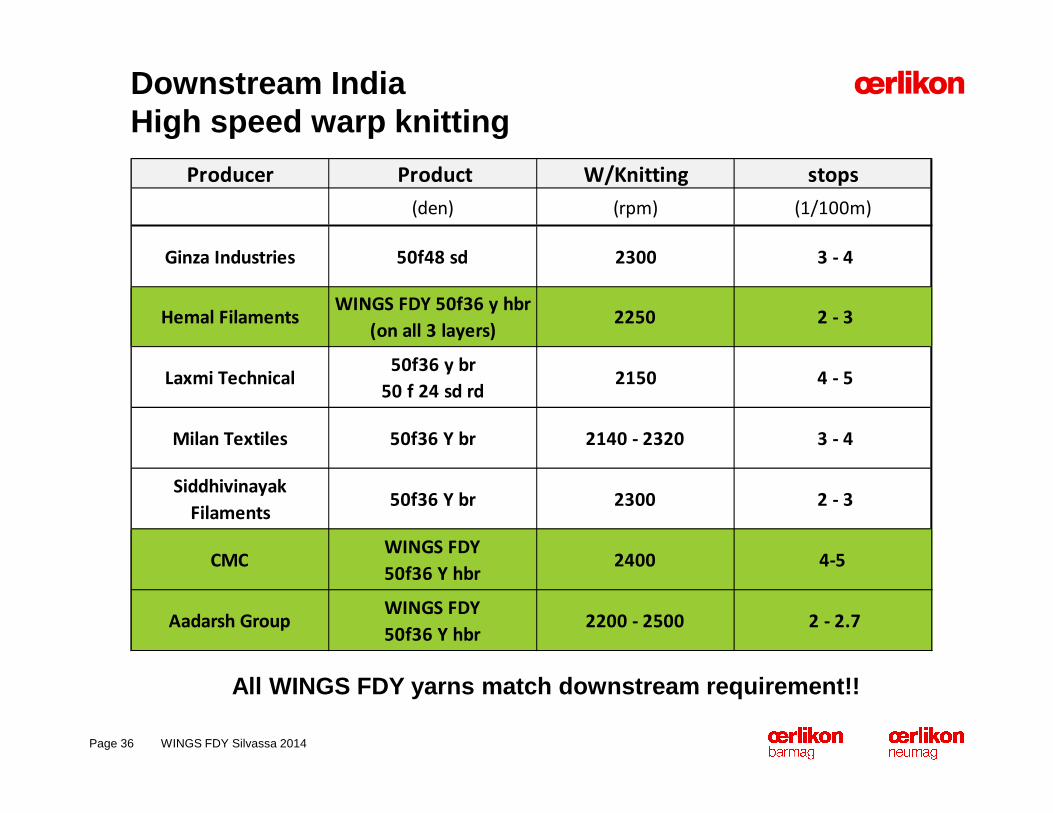
Downstream IndiaHigh speed warp knitting
WINGS FDY Silvassa 2014Page 36
All WINGS FDY yarns match downstream requirement!!
Producer Product W/Knitting stops
(den) (rpm) (1/100m)
Ginza Industries 50f48 sd 2300 3 - 4
Hemal FilamentsWINGS FDY 50f36 y hbr
(on all 3 layers)2250 2 - 3
Laxmi Technical50f36 y br
50 f 24 sd rd2150 4 - 5
Milan Textiles 50f36 Y br 2140 - 2320 3 - 4
Siddhivinayak
Filaments50f36 Y br 2300 2 - 3
CMCWINGS FDY
50f36 Y hbr2400 4-5
Aadarsh GroupWINGS FDY
50f36 Y hbr2200 - 2500 2 - 2.7
Producer Product W/Knitting stops
(den) (rpm) (1/100m)
Ginza Industries 50f48 sd 2300 3 - 4
Hemal FilamentsWINGS FDY 50f36 y hbr
(on all 3 layers)2250 2 - 3
Laxmi Technical50f36 y br
50 f 24 sd rd2150 4 - 5
Milan Textiles 50f36 Y br 2140 - 2320 3 - 4
Siddhivinayak
Filaments50f36 Y br 2300 2 - 3
CMCWINGS FDY
50f36 Y hbr2400 4-5
Aadarsh GroupWINGS FDY
50f36 Y hbr2200 - 2500 2 - 2.7
WINGS FDY Silvassa 2014Page 37
1 What is WINGS FDY?
2 Machines in the market
3 Benefits of WINGS FDY
4 Performance examples
5 Summary
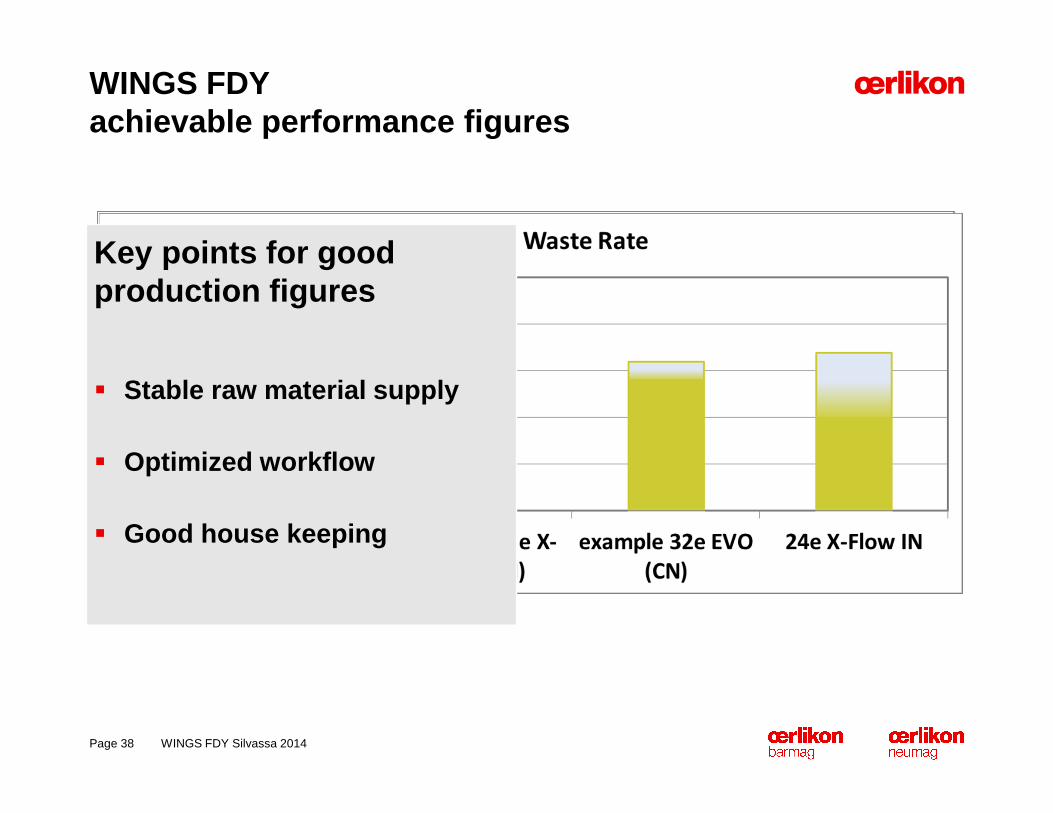
WINGS FDY achievable performance figures
WINGS FDY Silvassa 2014Page 38
Key points for good production figures
� Stable raw material supply
� Optimized workflow
� Good house keeping
WINGS FDY Silvassa 2014Page 39
1 What is WINGS FDY?
2 Machines in the market
3 Benefits of WINGS FDY
4 Performance examples
5 Summary
Summary
WINGS FDY Silvassa 2014Page 40
WINGS FDY is a new and compact take up machine for PET FDY
There is good production performance and downstream performance with WINGS FDY yarn
There is huge conversion cost saving through energy saving, and quick operation

Thank you.
WINGS FDY Silvassa 2014Page 41
WINGS POY 1800
Silvassa, 20th February 2014Stephan Faulstich
Agenda
Wings 1800 Silvassa 2014Page 43
1 Evolution of winders - Why 12 end?
2 Major points of R&D
3 Inspection intervals
4 Pilot project WINGS 1800/12 end
5 Performance data Pilot project
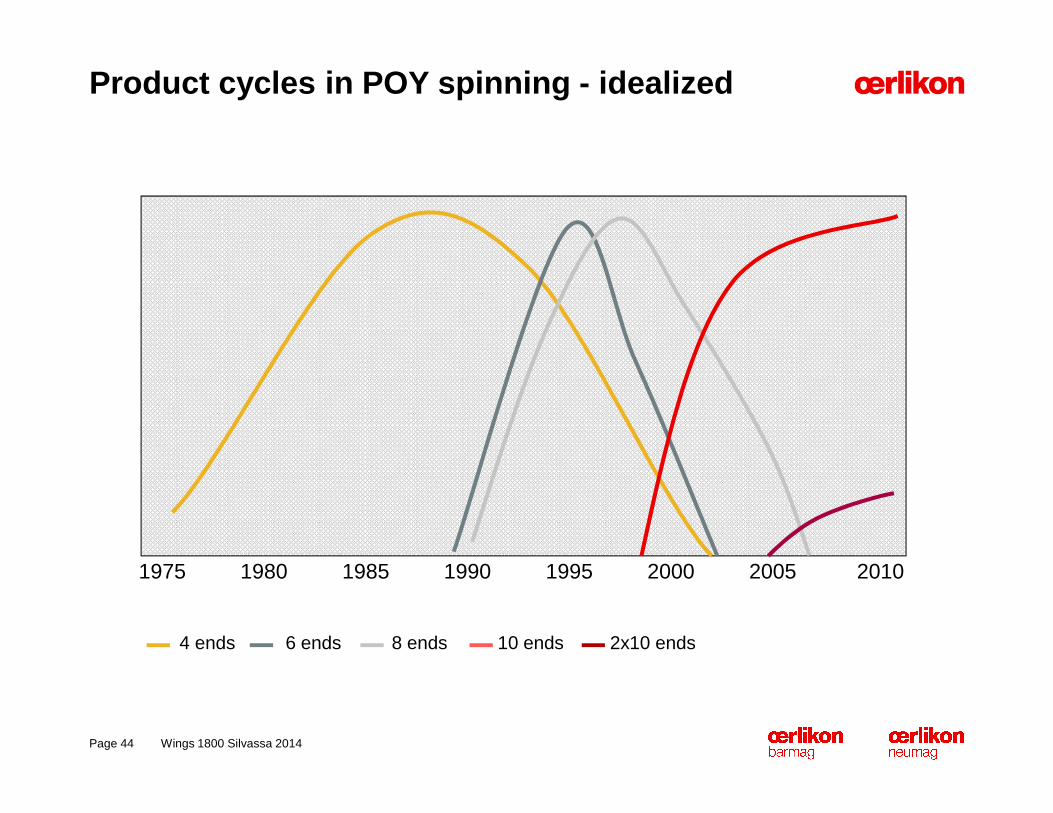
Product cycles in POY spinning - idealized
Wings 1800 Silvassa 2014Page 44
1975 1980 1985 1990 1995 2000 2005 2010
4 ends 6 ends 8 ends 10 ends 2x10 ends
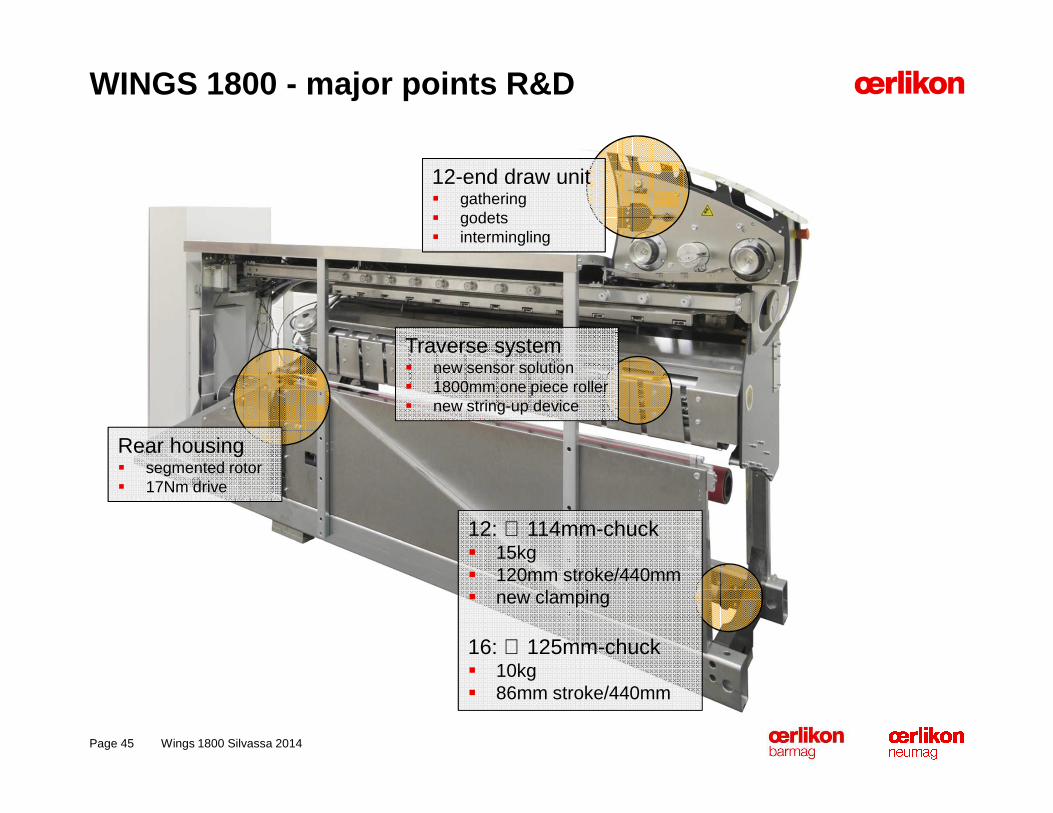
WINGS 1800 - major points R&D
Wings 1800 Silvassa 2014Page 45
12-end draw unit� gathering� godets� intermingling
Traverse system� new sensor solution� 1800mm one piece roller� new string-up device
12: ∅ 114mm-chuck� 15kg� 120mm stroke/440mm� new clamping
16: ∅ 125mm-chuck� 10kg� 86mm stroke/440mm
Rear housing� segmented rotor� 17Nm drive
Wings 1800 Silvassa 2014Page 46
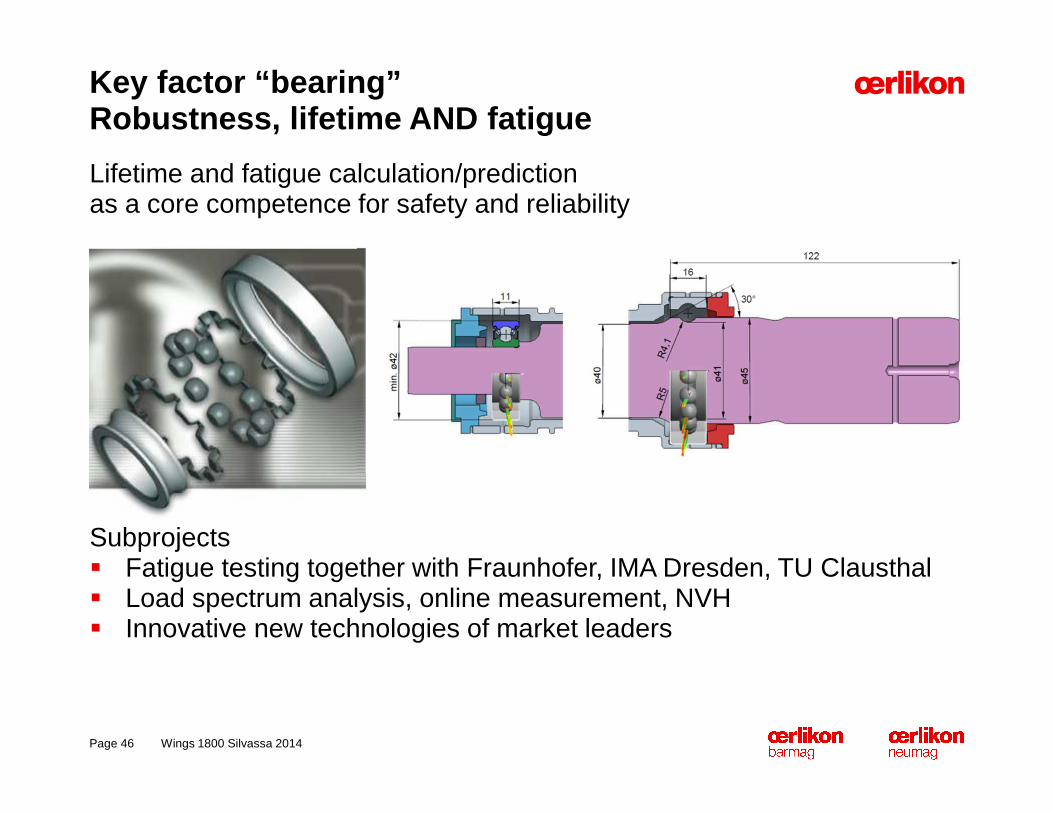
Key factor “bearing”Robustness, lifetime AND fatigue
Lifetime and fatigue calculation/prediction as a core competence for safety and reliability
Subprojects� Fatigue testing together with Fraunhofer, IMA Dresden, TU Clausthal� Load spectrum analysis, online measurement, NVH� Innovative new technologies of market leaders
Wings 1800 Silvassa 2014Page 47
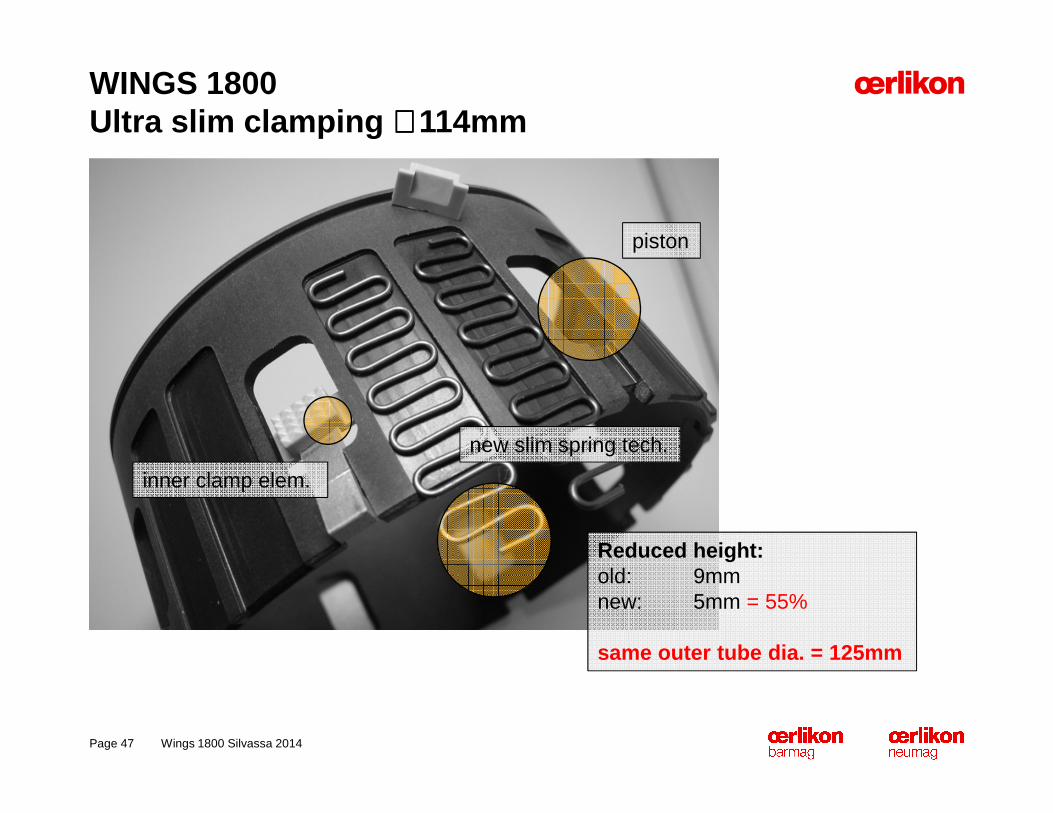
WINGS 1800 Ultra slim clamping ∅∅∅∅114mm
piston
new slim spring tech.
inner clamp elem.
Reduced height:old: 9mmnew: 5mm = 55%
same outer tube dia. = 125mm

Metallurgy technologyInspection intervals
Wings 1800 Silvassa 2014Page 48
No prescribed inspection by Barmag during more than 30 years of usage
Replacement of wear-parts by customer only
Wings 1800 Silvassa 2014Page 49
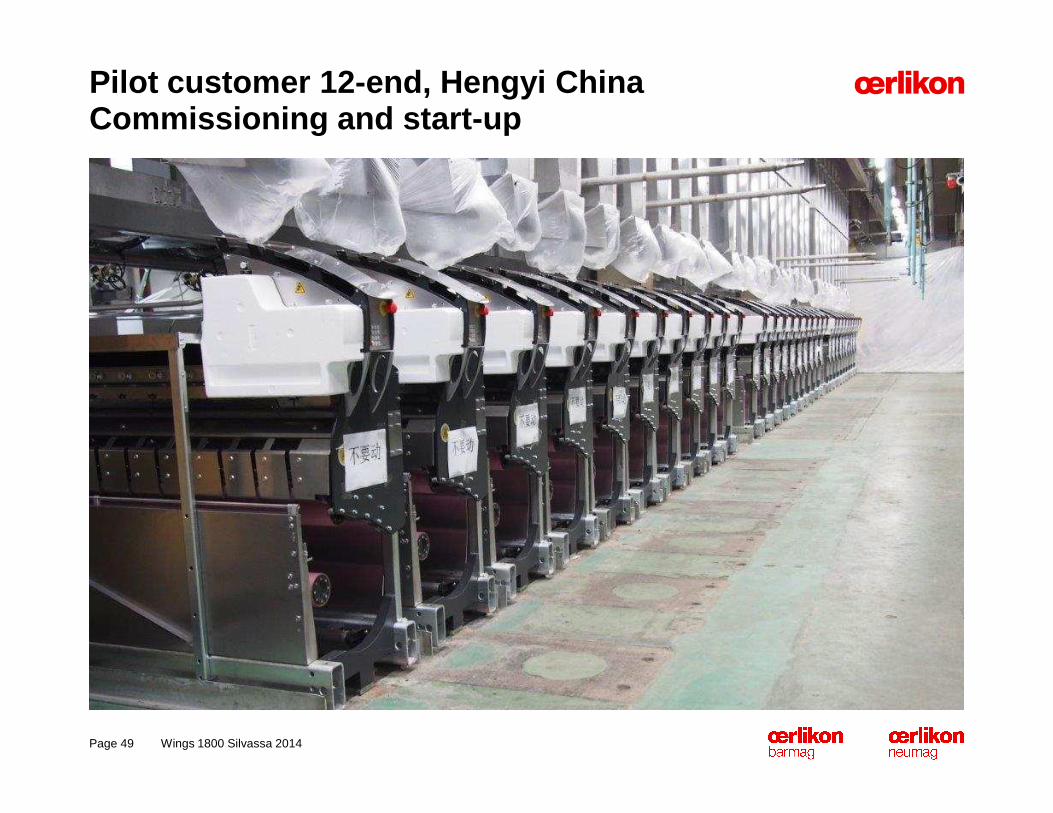
Pilot customer 12-end, Hengyi ChinaCommissioning and start-up

Wings 1800 Silvassa 2014Page 50
Pilot customer 12-end, Hengyi ChinaCommissioning and start-up

Wings 1800 Silvassa 2014Page 51
Pilot customer 12-end, Hengyi ChinaCommissioning and start-up
Wings 1800 Silvassa 2014Page 52
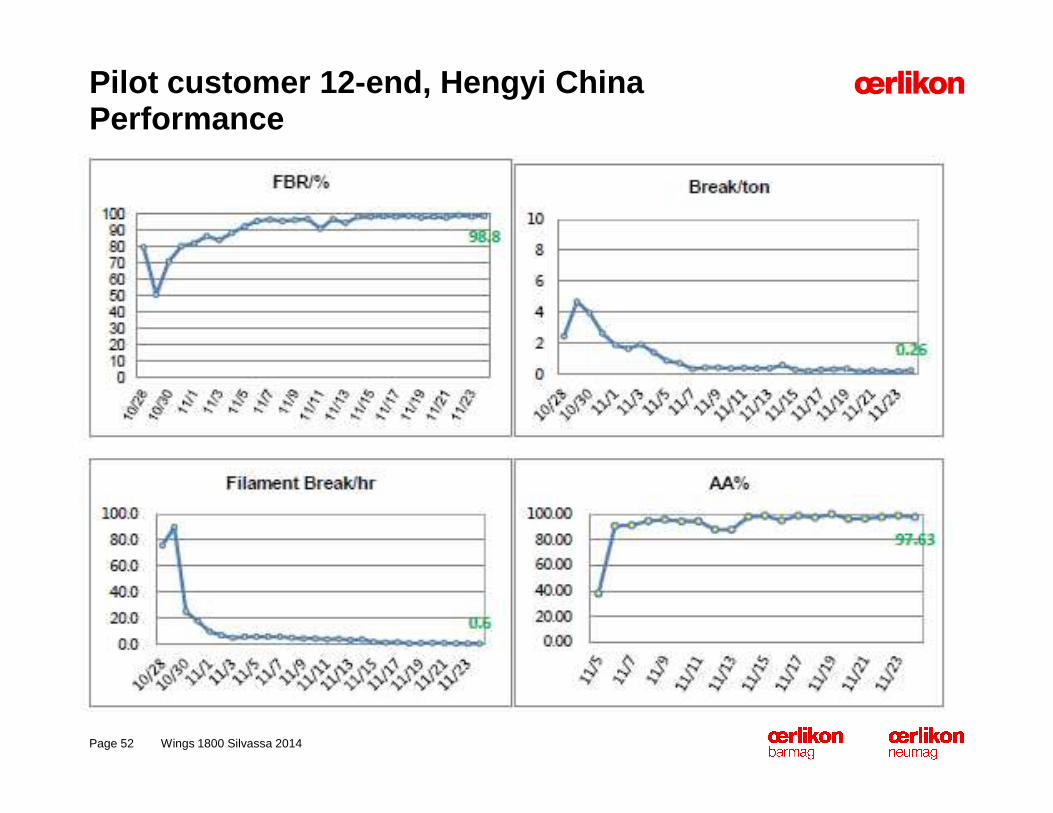
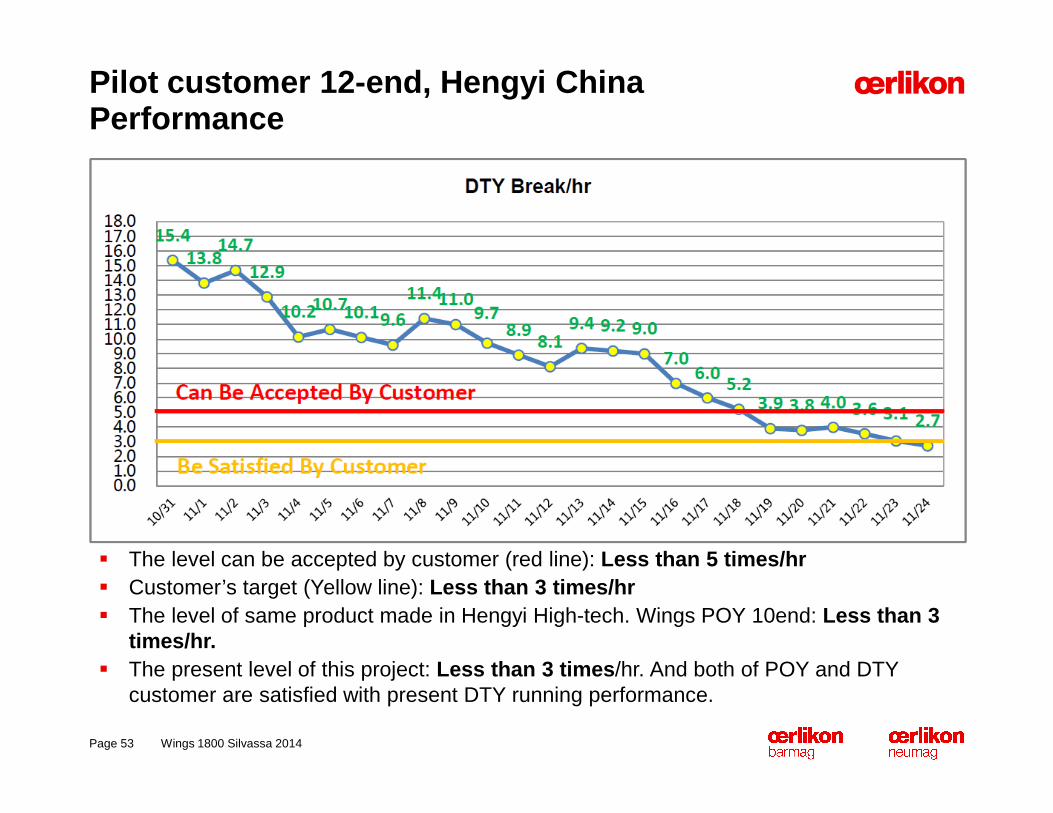
Pilot customer 12-end, Hengyi ChinaPerformance
Wings 1800 Silvassa 2014Page 53
Pilot customer 12-end, Hengyi ChinaPerformance
� The level can be accepted by customer (red line): Less than 5 times/hr� Customer’s target (Yellow line): Less than 3 times/hr� The level of same product made in Hengyi High-tech. Wings POY 10end: Less than 3
times/hr. � The present level of this project: Less than 3 times /hr. And both of POY and DTY
customer are satisfied with present DTY running performance.

Thank you.
Wings 1800 Silvassa 2014Page 54
AgendaTechnical Session
1 14:30 - 14:35 hrs – Welcome speech | Khurshed Thanawalla
214:35 - 14:50 hrs – Evaluating the textile value chain |
Markus Reichwein
314:50 - 15:10 hrs – Innovations in new spinning technology |
Detlev Schulz / Stephan Faulstich
415:10 - 15:25 hrs – Integrated Solutions for the Manma de Fiber
Industry: Poly-condensation | Achim Debener
5 15:25 - 15:45 hrs – New Staple Fiber Solutions | Max Hergenreder
615:45 - 16:05 hrs – Partnering for Performance – new Service Solutions |
Ramakant Katre
716:05 - 16:25 hrs – Logistics - Key to an efficient filament yarn
production | Volker Schmid
8 16:25 - 16:55 hrs – Break
Page 55

Oerlikon Manmade Fibers Seminar
Achim DebenerPolycondensation and plant design of Oerlikon’sManmade Fibers Segment
� Achim Debener is responsible for Polycondensation and plant design of Oerlikon’s Manmade Fibers Segment (former Textile) since 2010.
� In 1993 he already joined the company as Startup Engineer and site Manager for automation plants.
� In between he worked for four years as Head of Project Management and Purchase in the automotive industry.
� Achim Debener is graduated as Master of Engineering.
Page 56
Oerlikon Manmade Fibers
Silvassa, 20th February 2014
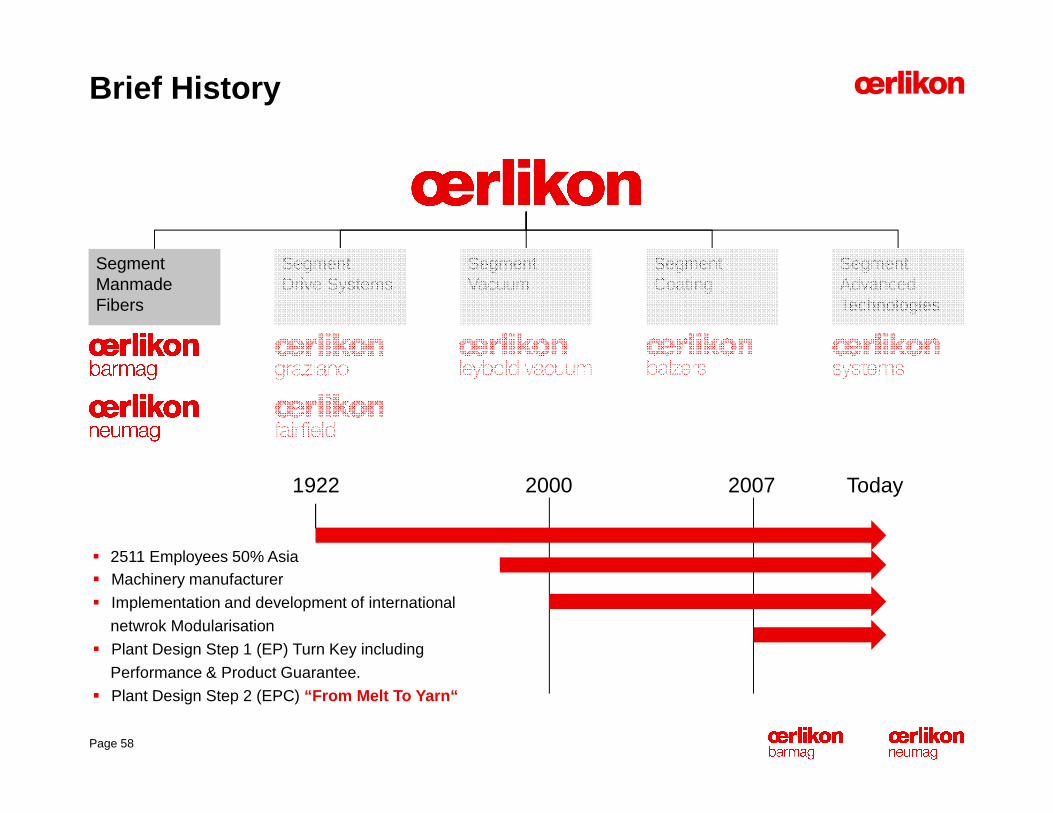
Brief History
Segment Manmade Fibers
SegmentAdvanced Technologies
SegmentDrive Systems
SegmentCoating
SegmentVacuum
� Machinery manufacturer
� Implementation and development of international
netwrok Modularisation
� Plant Design Step 1 (EP) Turn Key including
Performance & Product Guarantee.
� Plant Design Step 2 (EPC) “From Melt To Yarn“
1922 2000 2007 Today
� 2511 Employees 50% Asia
Page 58
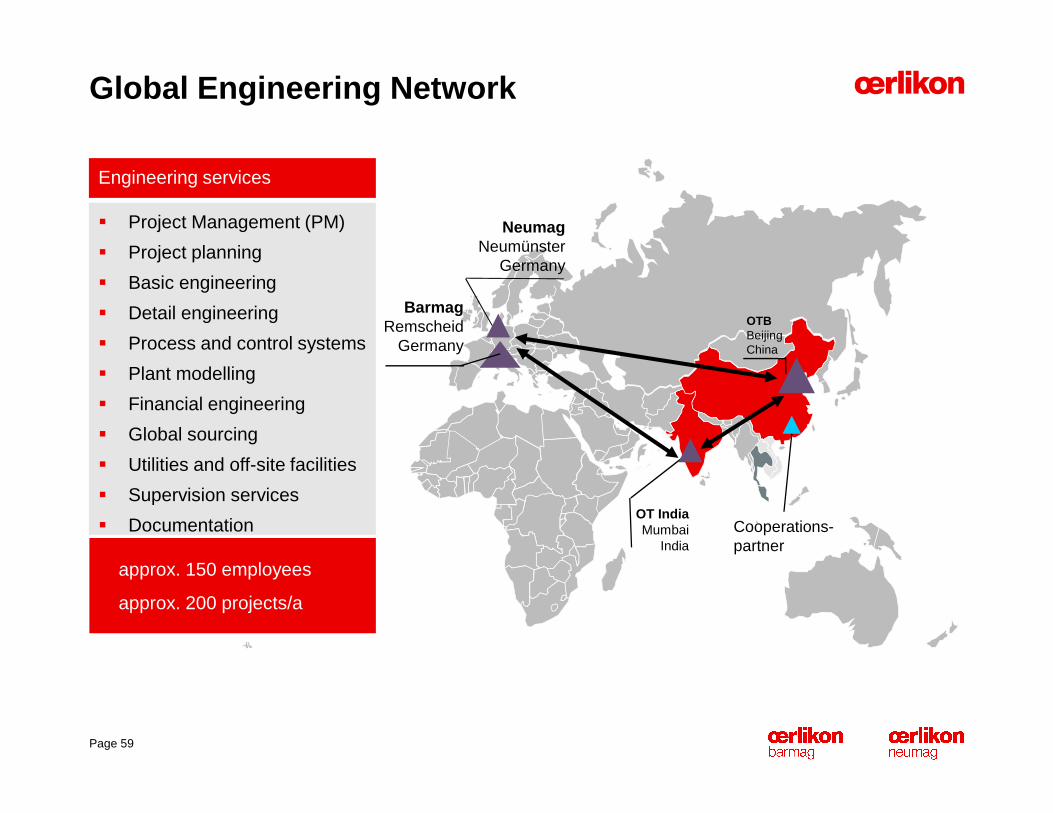
Global Engineering Network
BarmagRemscheid
Germany
OT IndiaMumbai
India
OTBBeijing China
Cooperations-partner
� Project Management (PM)
� Project planning
� Basic engineering
� Detail engineering
� Process and control systems
� Plant modelling
� Financial engineering
� Global sourcing
� Utilities and off-site facilities
� Supervision services
� Documentation
NeumagNeumünster
Germany
Engineering services
� approx. 150 employees
� approx. 200 projects/a
Page 59
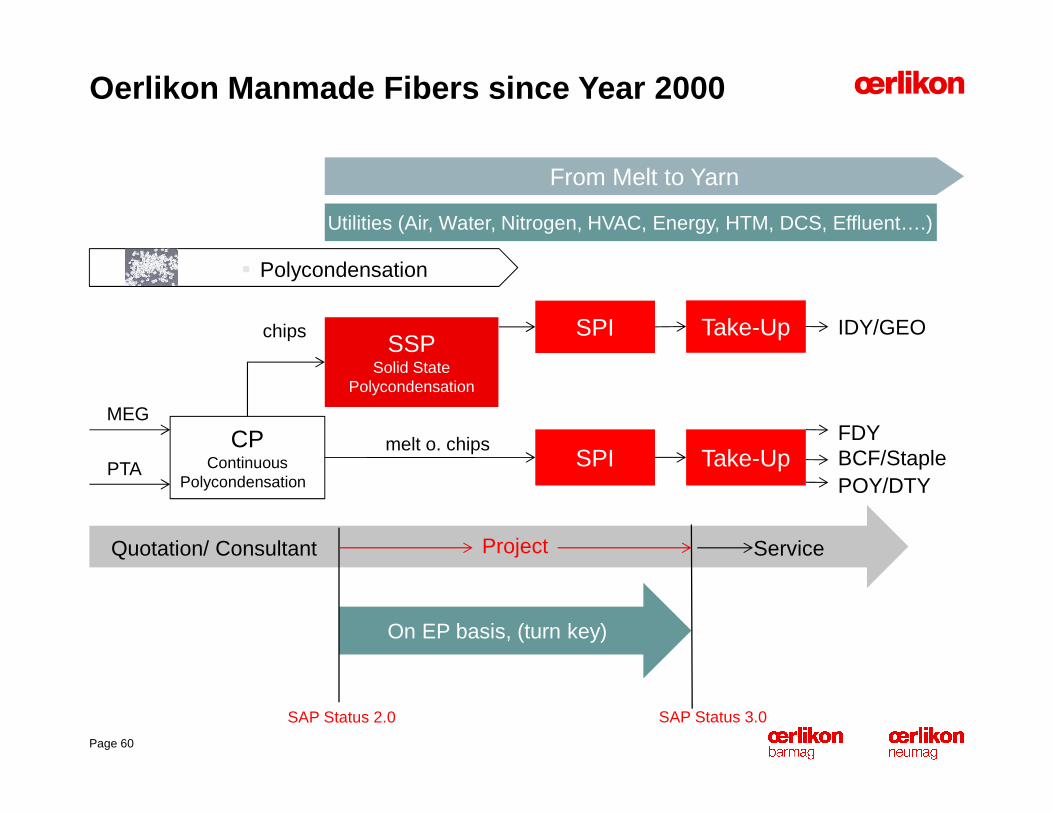
Oerlikon Manmade Fibers since Year 2000
Utilities (Air, Water, Nitrogen, HVAC, Energy, HTM, DCS, Effluent….)
CPContinuous
Polycondensationn
SSPSolid State
Polycondensation
SPI Take-Up
SPI Take-UpFDY
MEG
PTAmelt o. chips
chips
Quotation/ Consultant Project Service
On EP basis, (turn key)
SAP Status 2.0 SAP Status 3.0
BCF/StaplePOY/DTY
IDY/GEO
� Polycondensation
From Melt to Yarn
Page 60
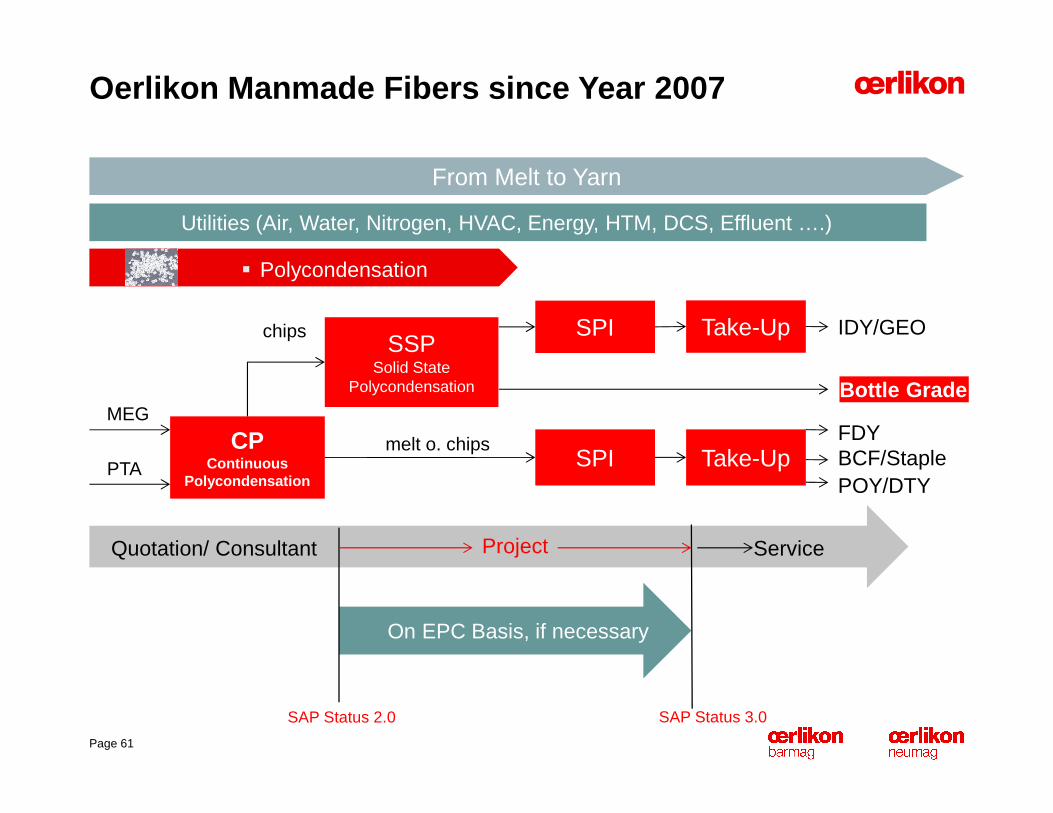
Oerlikon Manmade Fibers since Year 2007
Utilities (Air, Water, Nitrogen, HVAC, Energy, HTM, DCS, Effluent ….)
CPContinuous
Polycondensation
SSPSolid State
Polycondensation
SPI Take-Up
SPI Take-UpFDY
MEG
PTAmelt o. chips
chips
Quotation/ Consultant Project Service
On EPC Basis, if necessary
SAP Status 2.0 SAP Status 3.0
BCF/StaplePOY/DTY
IDY/GEO
� Polycondensation
From Melt to Yarn
Bottle Grade
Page 61
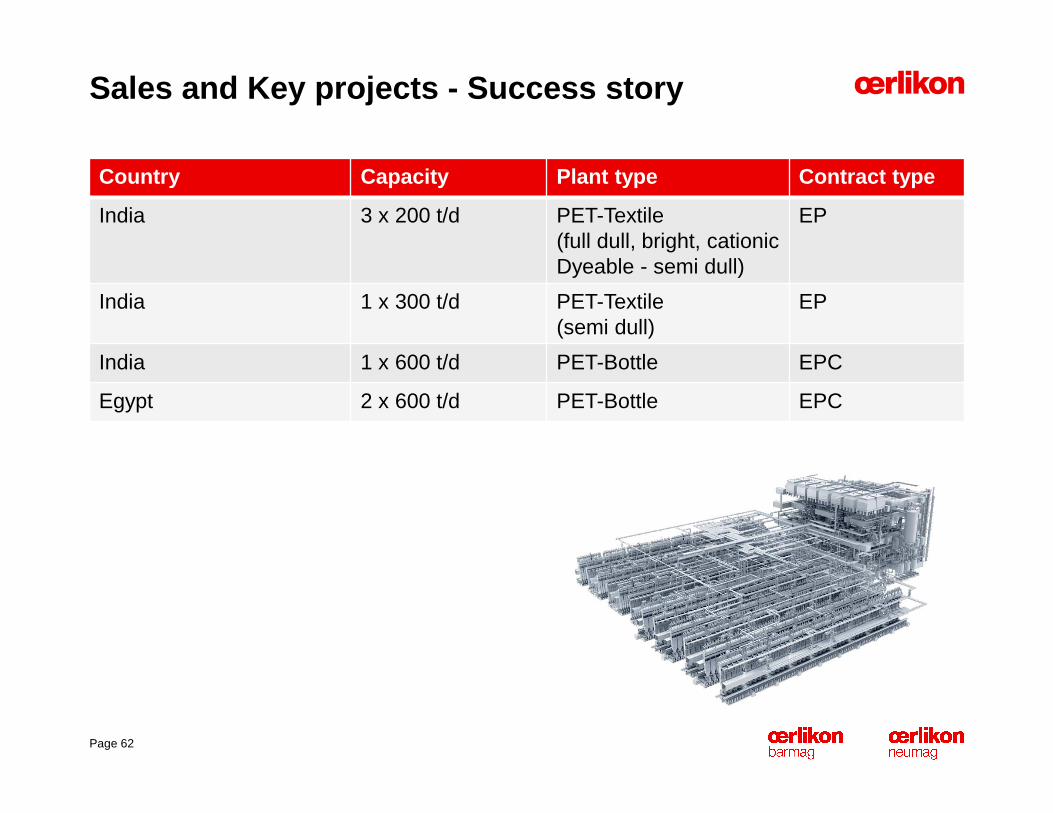
Sales and Key projects - Success story
Country Capacity Plant type Contract type
India 3 x 200 t/d PET-Textile(full dull, bright, cationicDyeable - semi dull)
EP
India 1 x 300 t/d PET-Textile(semi dull)
EP
India 1 x 600 t/d PET-Bottle EPC
Egypt 2 x 600 t/d PET-Bottle EPC
Page 62
Our next Step From - Melt to Yarn
Page 63

Oerlikon Manmade Fibers covers two Processes of the entire Value Production Chain
Petro-chemicals
Melt Yarn Raw fabric Treated fabric
End product Application
Raw material PolymerProcessing
(CP)
Spinning TextileProcessing
Finishing ProductMake-up
Retail &Distribution
PTAMEG
Capro-lactam
Polycon-densation
Poly-merization
POY/DTYFDYIDYBCF
Staple fiber Nonwoven
SSP for Bottle Grade
Knitting
Weaving
Interior Textiles
Technical Textiles
Nonwovens
Garments
Carpets
Dying and Finishing
Printing
Coating/ Laminating
Retailer
Merchant& Whole-sale
Con-tractor & Supplier
Page 64
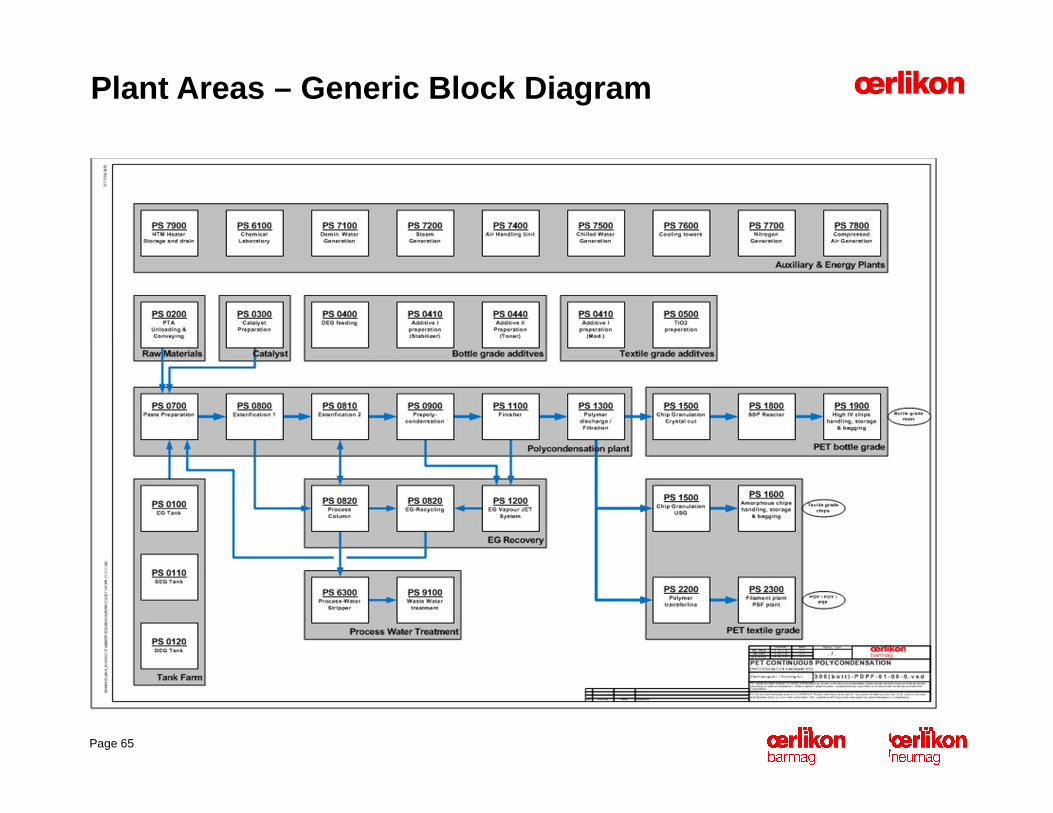
Plant Areas – Generic Block Diagram
Customer benefits
Page 65
Customer Benefits
OMF as
Solution Provider
OMF has a
competitive offering
� Technology provider over the complete chain
� Single Point responsibility from Concept to Commissioning
� Easier project management for customers, less interfaces, time management
� Service for financing, engineering project management to production
� Reliable partner
� World class procurement
� Global successful network, proven since many years within core business activities
� Global engineering footprint
� Ensures better return on investment (ROI)
Page 66
Customer Benefits
� More than 90 years of experience in the Polymer industry
� Access to global service network
� Technical Services
� Value Engineering to optimize CAPEX and OPEX
� Improved plant performance
� Better yarn quality due to overall development and R&D activities
Page 67
OMF offers
Other Value Addition

Thank you.
AgendaTechnical Session
1 14:30 - 14:35 hrs – Welcome speech | Khurshed Thanawalla
214:35 - 14:50 hrs – Evaluating the textile value chain |
Markus Reichwein
314:50 - 15:10 hrs – Innovations in new spinning technology |
Detlev Schulz / Stephan Faulstich
415:10 - 15:25 hrs – Integrated Solutions for the Manmade Fiber Industry:
Poly-condensation | Achim Debener
5 15:25 - 15:45 hrs – New Staple Fiber Solutions | Max He rgenreder
615:45 - 16:05 hrs – Partnering for Performance – new Service Solutions |
Ramakant Katre
716:05 - 16:25 hrs – Logistics - Key to an efficient filament yarn
production | Volker Schmid
8 16:25 - 16:55 hrs – Break
Page 69

Oerlikon Manmade Fibers Seminar
Max Hergenreder
� Is Sales Manager for Staple Fiber equipment, with Oerlikon Manmade Fibers since 2007 (Oerlikon Neumag site).
� He joined the company already in 2003 as student trainee.
� Max Hergenreder graduated in Industrial Engineering and Business Studies from the University of Applied Science “Nordakademie” (Germany).
Page 70

Oerlikon Manmade Fibers Seminar
New Staple Fiber Solutions
Summary:
For many years, there has been a trend to increase the capacity of staple fiber production lines to accommodate the steadily mounting global demand for synthetic fibers. The main focus was on the economical production as well as profitability as major interest for investors. This is as true today as it was then. Now, Oerlikon Neumag developed a revolutionary new and innovative staple fiber solution for small capacity which meets these criteria. The unique design offers various advantages to the customer. The technology is in general capable for a wide range of products with respect to different polymers, fiber properties or application fields. Processing of PET recycling material using bottle flakes is as possible as production of bico fibers. The line is perfectly suitable for economical production of small lots including spun dyed products. The target market for the products is the fast growing nonwoven industry where the most Indian players are small and medium-sized enterprises.
Page 71
Oerlikon Neumag ´sNew Staple Fiber Solutions
Silvassa, 20th February 2014Max Hergenreder
Agenda
1 Introduction – Staple Fiber Plants, Current Co ncepts
2 New Technology – Staple FORCE S1000
3 Applications fields – Nonwoven Markets
4 Technical Features
5 Your benefits
Page 73

IntroductionThree Strong Technologies
BCF Staple Fiber Nonwoven
Page 74
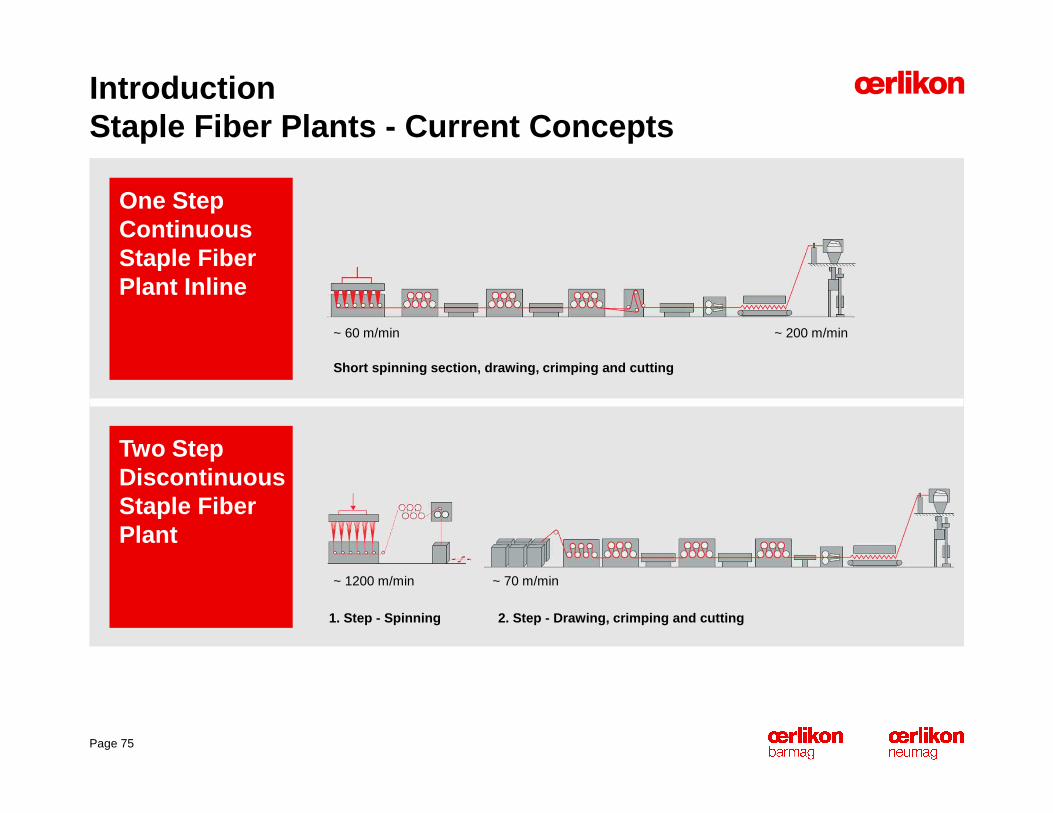
IntroductionStaple Fiber Plants - Current Concepts
One Step Continuous Staple Fiber Plant Inline
Two Step Discontinuous Staple Fiber Plant
Short spinning section, drawing, crimping and cutti ng
2. Step - Drawing, crimping and cutting1. Step - Spinning
~ 60 m/min ~ 200 m/min
~ 1200 m/min ~ 70 m/min
Page 75
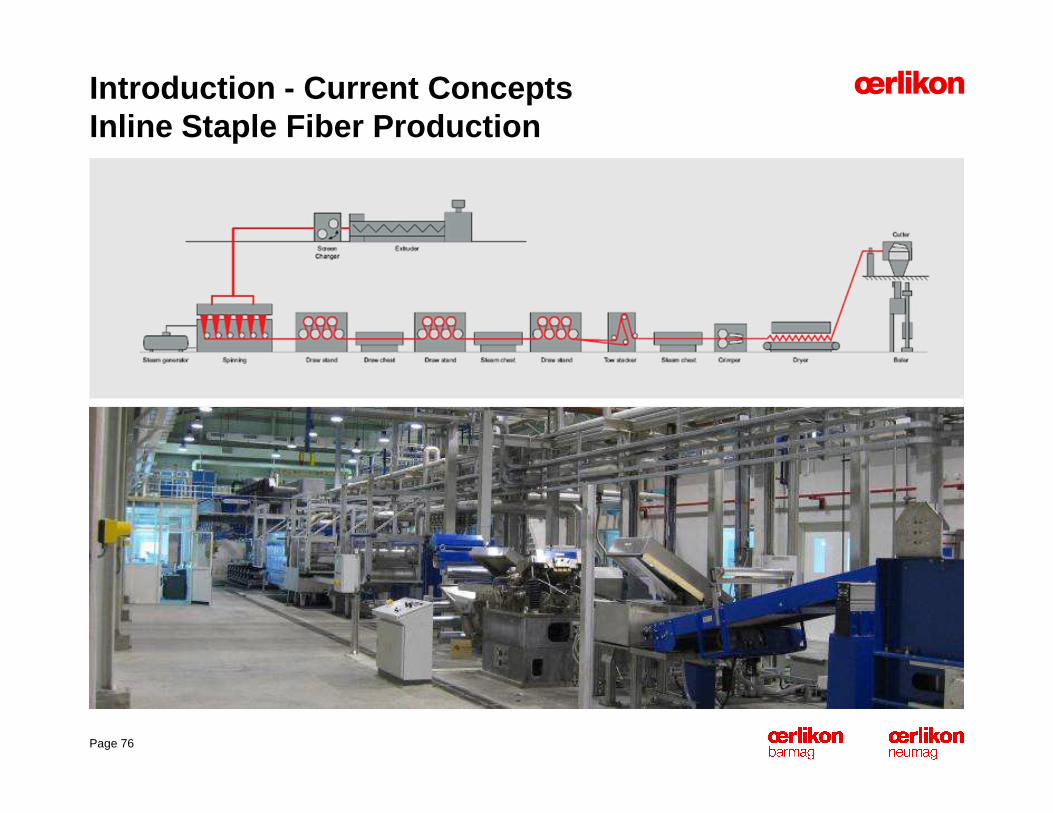
Introduction - Current ConceptsInline Staple Fiber Production
Page 76
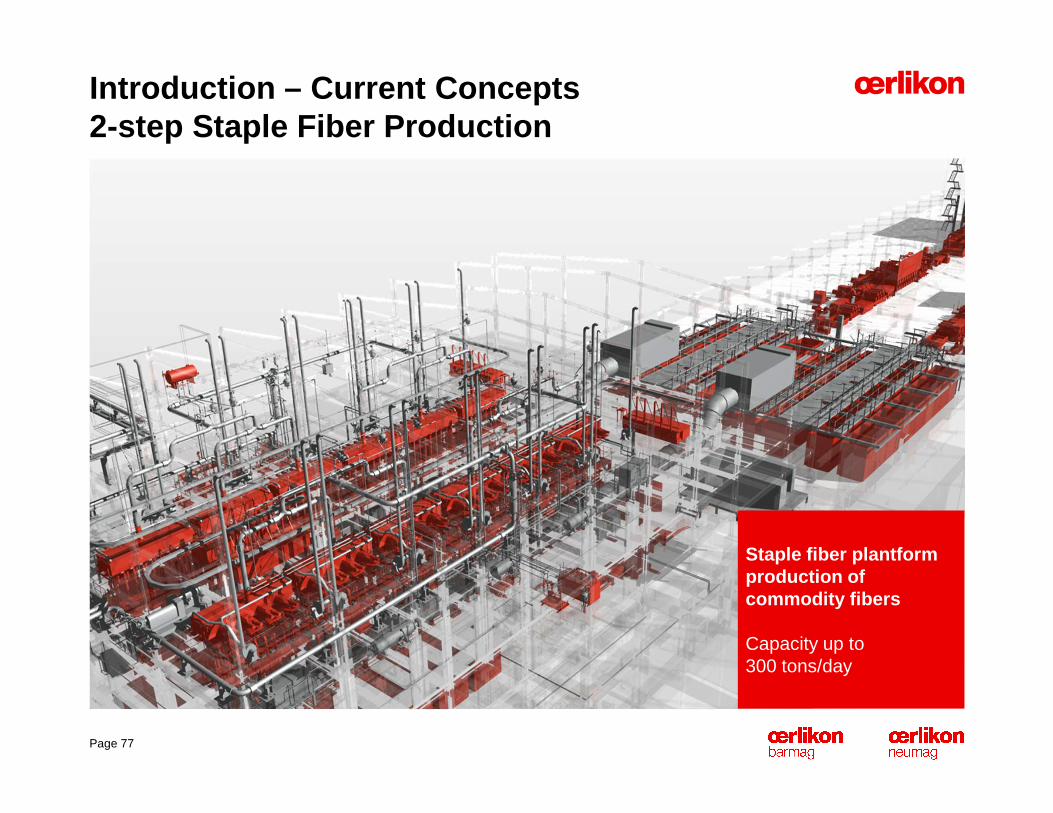
Introduction – Current Concepts2-step Staple Fiber Production
Staple fiber plantformproduction ofcommodity fibers
Capacity up to300 tons/day
Page 77
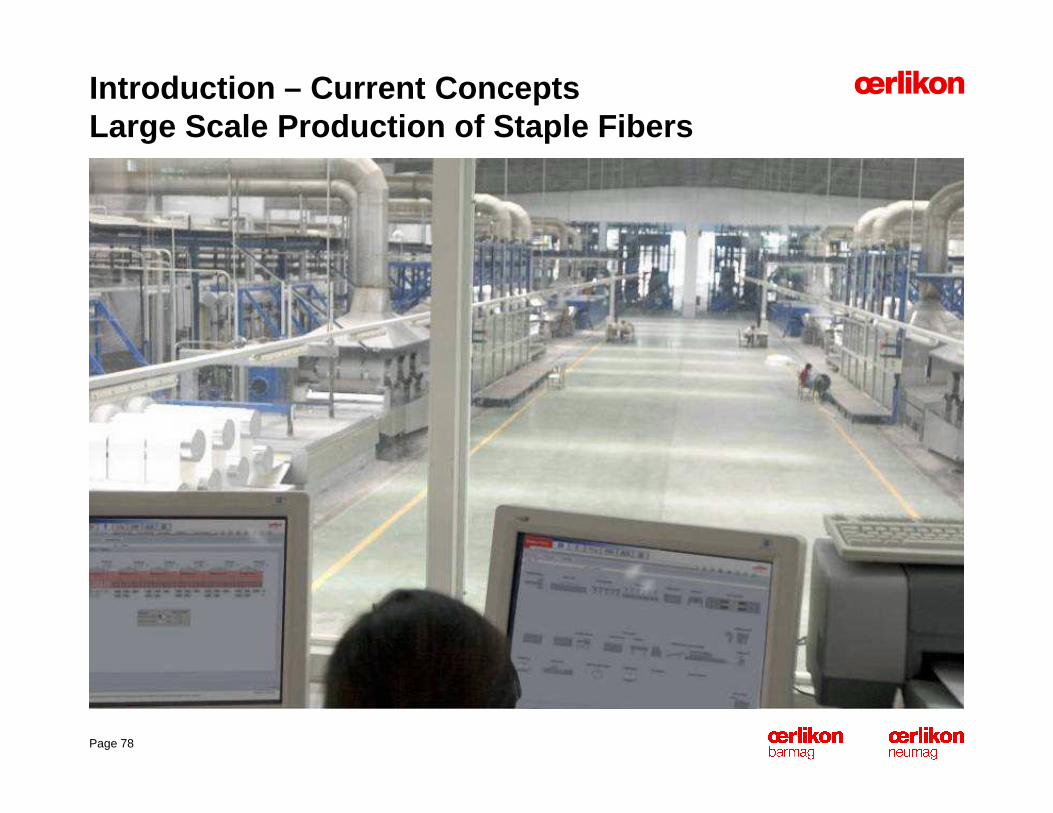
Introduction – Current ConceptsLarge Scale Production of Staple Fibers
Page 78
Agenda
1 Introduction – Staple Fiber Plants, Current Concepts
2 New Technology – Staple FORCE S1000
3 Applications fields – Nonwoven Markets
4 Technical Features
5 Your benefits
Page 79
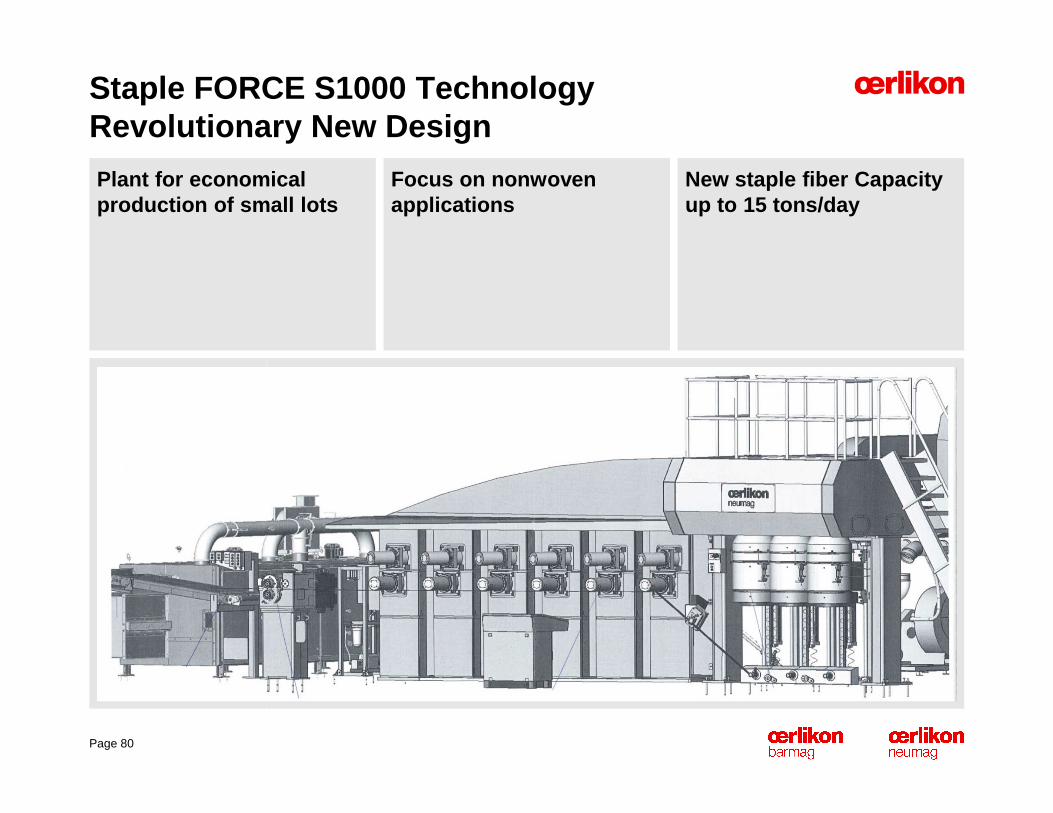
Staple FORCE S1000 TechnologyRevolutionary New Design
Plant for economicalproduction of small lots
New staple fiber Capacityup to 15 tons/day
Focus on nonwovenapplications
Page 80
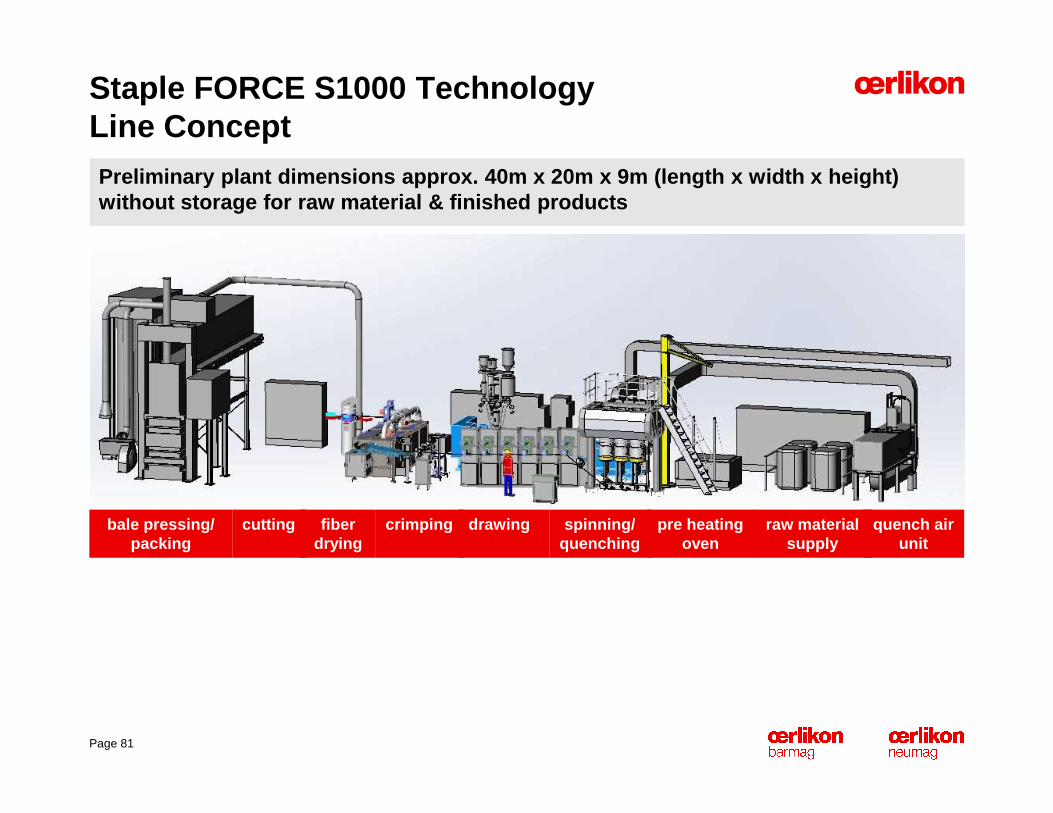
Staple FORCE S1000 TechnologyLine Concept
spinning/quenching
drawing raw material supply
pre heatingoven
quench airunit
crimpingfiberdrying
cuttingbale pressing/ packing
Preliminary plant dimensions approx. 40m x 20m x 9m (length x width x height) without storage for raw material & finished products
Page 81

Staple FORCE S1000Start-up of Pilot Line
Page 82
Agenda
1 Introduction – Staple Fiber Plants, Current Concepts
2 New Technology – Staple FORCE S1000
3 Applications fields – Nonwoven Markets
4 Technical Features
5 Your benefits
Page 83
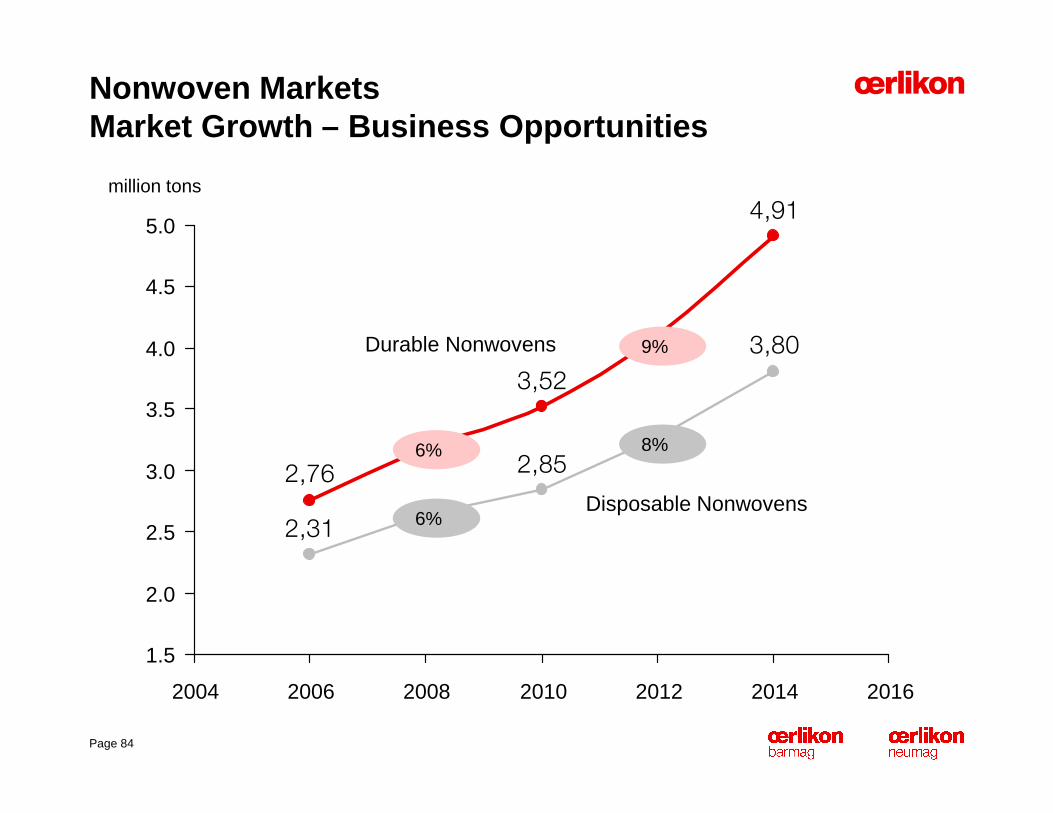
Nonwoven MarketsMarket Growth – Business Opportunities
4,91
3,52
2,76
3,80
2,85
2,31
5.0
2.0
4.0
1.5
3.5
2.5
3.0
4.5
2016201420122010200820062004
Disposable Nonwovens
Durable Nonwovens 9%
8%6%
6%
million tons
Page 84
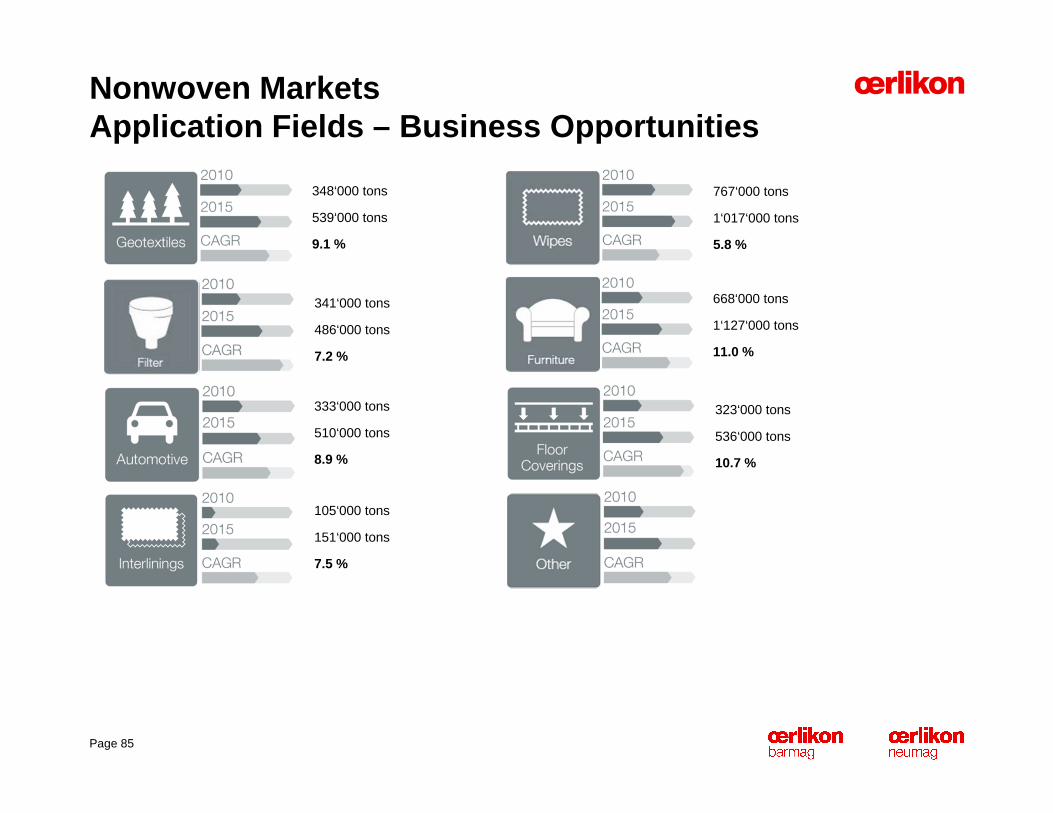
Nonwoven MarketsApplication Fields – Business Opportunities
348‘000 tons
539‘000 tons
9.1 %
333‘000 tons
510‘000 tons
8.9 %
105‘000 tons
151‘000 tons
7.5 %
341‘000 tons
486‘000 tons
7.2 %
323‘000 tons
536‘000 tons
10.7 %
767‘000 tons
1‘017‘000 tons
5.8 %
668‘000 tons
1‘127‘000 tons
11.0 %
Page 85
Current Status of Indian Market Nonwoven Industry – Demand
� The Indian nonwovens industry is still in its infancy, with output of about 220’000 tons/year
� Fast growing segment generated a lot of investments in the recent past
� Great potential for consumer products like feminine hygiene, wipes, medical and other nonwoven disposables
� Large markets for automotive, geotextiles, filter products and other technical textiles
� The Indian Technical Textiles market has grown from Rs. 42,000 crores (US$ 9.49 Bn) in 2007-08 to Rs. 57,000 crores ( US$ 12.9 Bn) in 2010-11 registering a CAGR of ~11%
� There are over 3000 units manufacturing technical textiles. Most of the producers are SME
Page 86
Current Status of Indian Market Fiber Industry – Supply
� Textile industry is the predominant segment. Main focus is on the production of PET commodity products (cotton-type fibers)
� Few big producers with medium-sized and high capacity lines
� R-PET gains significant market share, especially in fiberfill applications
� Supply of other fibers (PP, Bico) underdeveloped
Page 87
Agenda
1 Introduction – Staple Fiber Plants, Current Concepts
2 New Technology – Staple FORCE S1000
3 Applications fields – Nonwoven Markets
4 Technical Features
5 Your benefits
Page 88

Technical FeaturesStaple FORCE S1000 Plant
Page 89
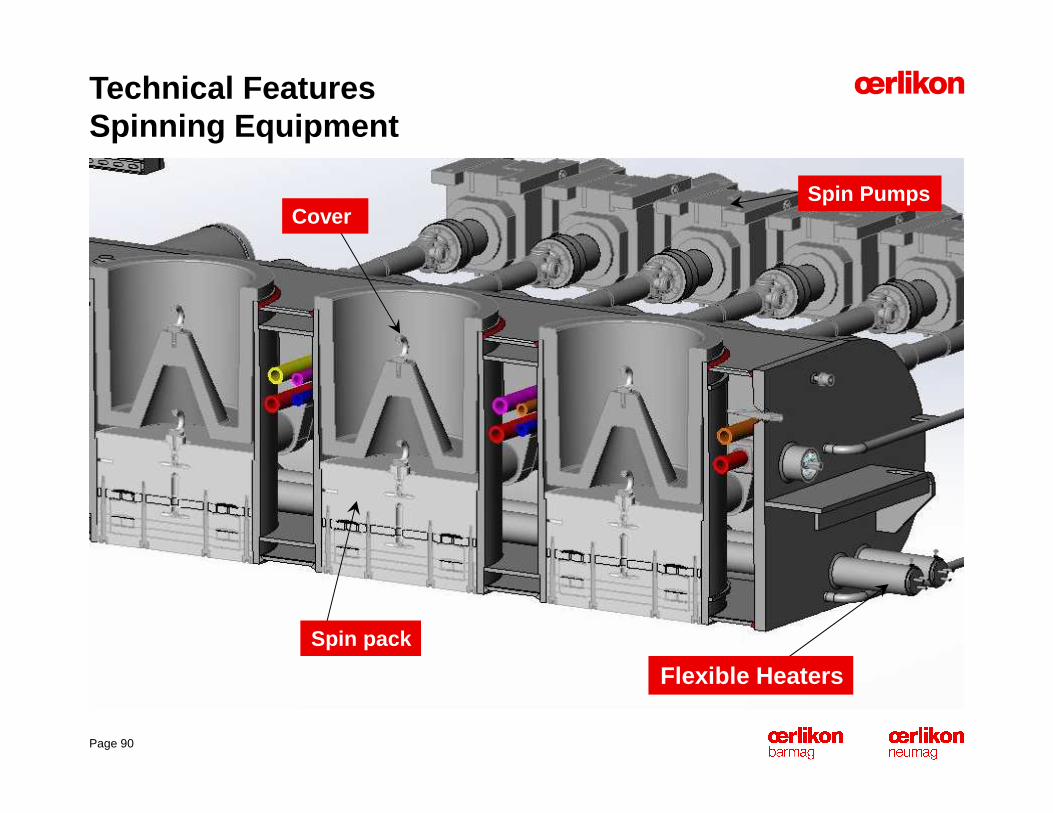
Technical Features Spinning Equipment
Cover Spin Pumps
Flexible Heaters
Spin pack
Page 90
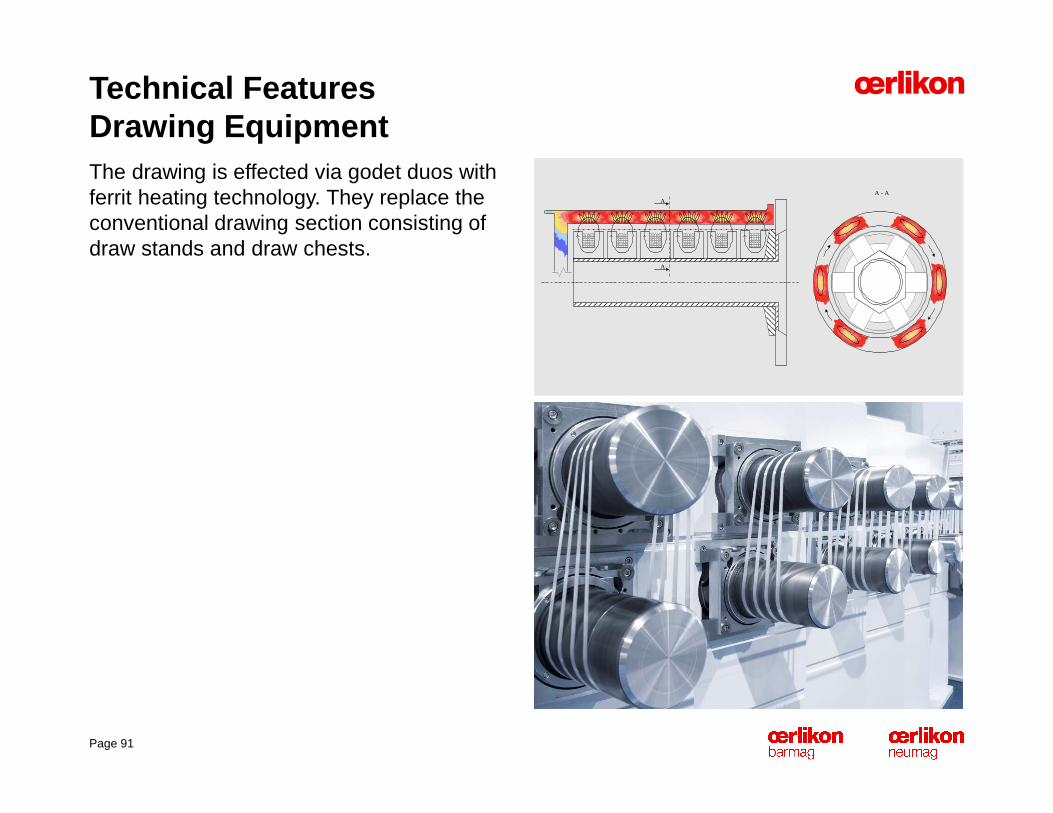
Technical FeaturesDrawing EquipmentThe drawing is effected via godet duos with ferrit heating technology. They replace the conventional drawing section consisting of draw stands and draw chests.
16,30
A - A
A
A
Page 91
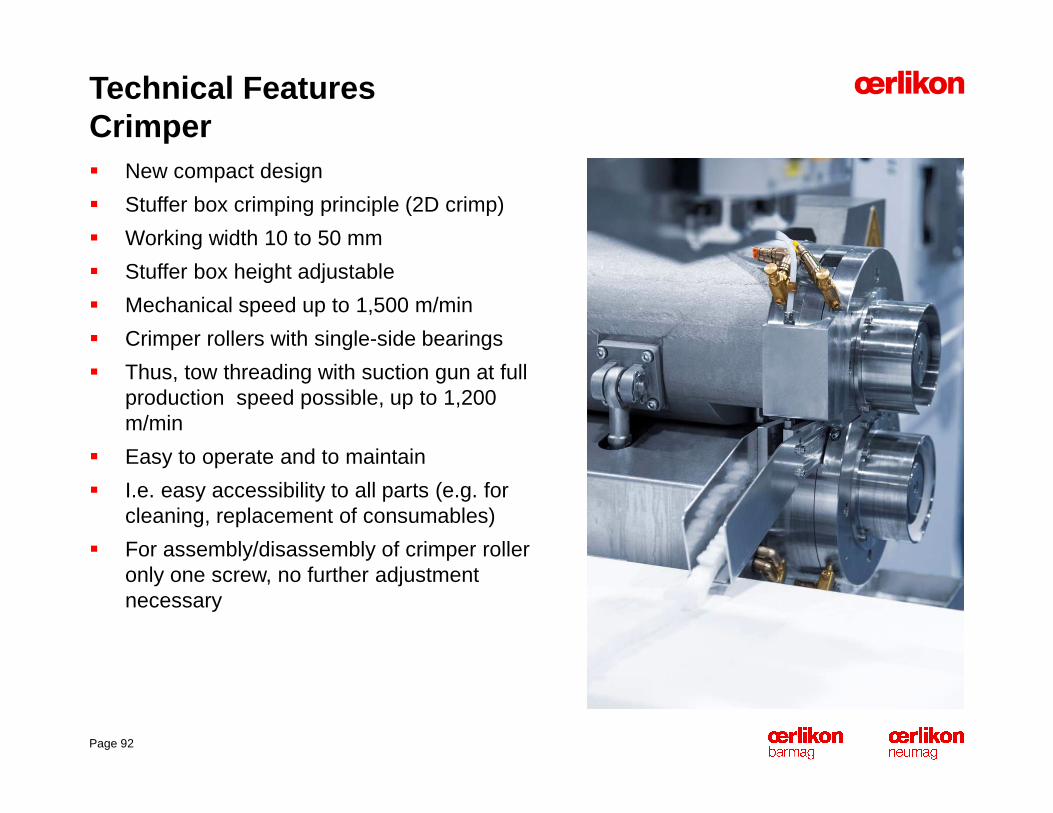
Technical FeaturesCrimper� New compact design
� Stuffer box crimping principle (2D crimp)
� Working width 10 to 50 mm
� Stuffer box height adjustable
� Mechanical speed up to 1,500 m/min
� Crimper rollers with single-side bearings
� Thus, tow threading with suction gun at fullproduction speed possible, up to 1,200 m/min
� Easy to operate and to maintain
� I.e. easy accessibility to all parts (e.g. forcleaning, replacement of consumables)
� For assembly/disassembly of crimper rolleronly one screw, no further adjustmentnecessary
Page 92

Technical FeaturesCutter� Well proven, reliable cutting technology
with horizontal Neumag cutting principle
� Cutting length down to 1.5 mm
� Cutting speed up to 2,500 m/min
� No machine stop for tow string-up
Page 93
Agenda
1 Introduction – Staple Fiber Plants, Current Concepts
2 New Technology – Staple FORCE S1000
3 Applications fields – Nonwoven Markets
4 Technical Features
5 Your benefits
Page 94
Your BenefitsStaple FORCE S1000 Technology
Low Energy Consumption/ Energy Savings
High Throughputs
Low Waste Rate
With up to 210 kg/h per spinning position, our new technology is an economical alternative for staple fiber production.
Due to simplified, dry drawing process, energy balance for utilities has been significantly improved.
High machine availability and low waste rate during product change
Page 95
Your BenefitsStaple FORCE S1000 Technology
User Friendly Design
Compact Plant Design
Competence in R&D
Minimum space requirements reduce initial investment
Due to easy handling, the plant can be operated by only two operators
Fully equipped (semi-)production pilot line with bicomponent capabilities
Full Scope Supply
Page 96
Your BenefitsStaple FORCE S1000 Technology
Outstanding Flexibility & Product Variety
Uniform fiber quality
BicomponentCapabilities
Higher spinning speed, robust quench system, superior crimp technology and reliable cutting equipment ensure uniformity of fiber properties.
Our bicomponent spinning technology runs successfully in more than 25 installations world-wide.
Page 97

Thank you.
AgendaTechnical Session
1 14:30 - 14:35 hrs – Welcome speech | Khurshed Thanawalla
214:35 - 14:50 hrs – Evaluating the textile value chain |
Markus Reichwein
314:50 - 15:10 hrs – Innovations in new spinning technology |
Detlev Schulz / Stephan Faulstich
415:10 - 15:25 hrs – Integrated Solutions for the Manmade Fiber Industry:
Poly-condensation | Achim Debener
5 15:25 - 15:45 hrs – New Staple Fiber Solutions | Max Hergenreder
615:45 - 16:05 hrs – Partnering for Performance - new Ser vice Solutions |
Ramakant Katre
716:05 - 16:25 hrs – Logistics - Key to an efficient filament yarn
production | Volker Schmid
8 16:25 - 16:55 hrs – Break
Page 99
Oerlikon Manmade Fibers Seminar
Ramakant Katre
Head of Service Oerlikon Textile India
� Is Head of Service, Oerlikon Textile India Pvt.Ltd since 1996.
� He joined the company in 1996 as Manager (Erection and commissioning Services) for Barmag Spinning Machines.
� Before he worked as Production Incharge in a Polyester Filament Yarn spinning plants.
� Ramakant Katre has a Master of Technology degree in Fiber Science and Technology from Indian Institute of Technology, Delhi, a premier Technological Institute in India.
Page 100
“There is only one proof of ability: action”
Planning
Executing
Start-up
– Marie von Ebner-Eschenbach
Barmag service already started in Baroda in early 1990s. Full Fledged Service Station was started in 1995.
Presently the Service Team from Baroda Service Station is not just only capable of trouble shooting the machines, but are experts for installations and start-up, project management, engineering, repair etc. in the area of spinning and texturizing machines.
Today they provide effective Service support for Oerlikon Barmag and Oerlikon Neumag machines in India as well as worldwide for the complete range of products
We started with DTY Service in early 1990s in Baroda with just 6 persons in customer service along with the first machine installation in India.
Today, out of about 95 employees, 40 are responsible for start-up, customer service, and repairs, 33 are taking care of on – site maintenance activity, with a support of 10 for spare part sales.
Apart from Repair shops at Baroda Service Station, On – Site Maintenance workshops are operative to take care of ACW and WINGS winders, Godets and pumps
OMF service history - India
Start-up
Process support
Technology

Core competencies
Partnering for PerformanceIndia Setup
Technical service
Service Station at Baroda is strategically
located very close to the major Man
Made Fiber producing area of Surat and
Silvassa/ Daman
Not only in Baroda, but as well at
customers workshops we repair and
maintain ACW and WINGS winders, Godets
and Pumps
Personal contact partner.
Dedicated service technician.
Remote diagnostics.
On your demand.
We started a process to reorganize our customer support in Oerlikon Manmade Fiber to meet our customers needs better.
Therefore we started having a detailed look not only into our technology, but as well to the different market needs.
We received valuable input from the interviews from our Indian customers.
We will increase our performance!
OMF Partnering for Performance
Detailed look
Partnering for
performance
Customer feedback
� When it’s out of warranty, it becomes very difficult to get concrete help from Barmag’s after-sales department. Now they are mostly interested in selling spare parts.
� Biggest pain points are spare part availability, lead times for orders, and repair return
� Current service structure and support level are driving a lot of issues for dissatisfaction
� No transparency regarding problem solving timeline, nor when things get done
� Experienced decreasing quality of Barmag machine spare parts, esp. outsourced spare parts
� For frequently occurring issues, it is too slow to wait for Barmag’supgrades, plus the costs paid to Barmag would be much higher than done in-house
Customer Complaints
Customers Recommendations
� A contracted “Barmag engineer on-site” model will be welcomed
� one person interface
� Guaranteed responce time
� willing to invest in potential tech consultation projects, to - Decrease operation costs- Increase energy efficiency- Improve product quality, by optimizing machine specs
� Need to see measurable results (cost and benefit analysis) for consulting
� Under an ideal model, we won’t need to ship any machines offsite for repair; everything can be repaired on-site.
� We already purchased a lot of testing equipment. If we invest more to set up a full scale service station on-site, supervised by Barmag engineer, that would be very convenient, and we can discuss about how each party should invest in this model.
We understood – Partnering for Performance
� Local stocks for higher availability, shorter lead times
� Increasing service employees targeting better customer intimacy(not only being available during installation of machines and for spare part sales
� More presence on-site during operations
� Efficiency improvements / Energy efficiency upgrades
� Proactive information about available solutions
� Ensuring succession solutions
� Recommendations/ support for preventive and predictive maintenance
� Quicker repair times
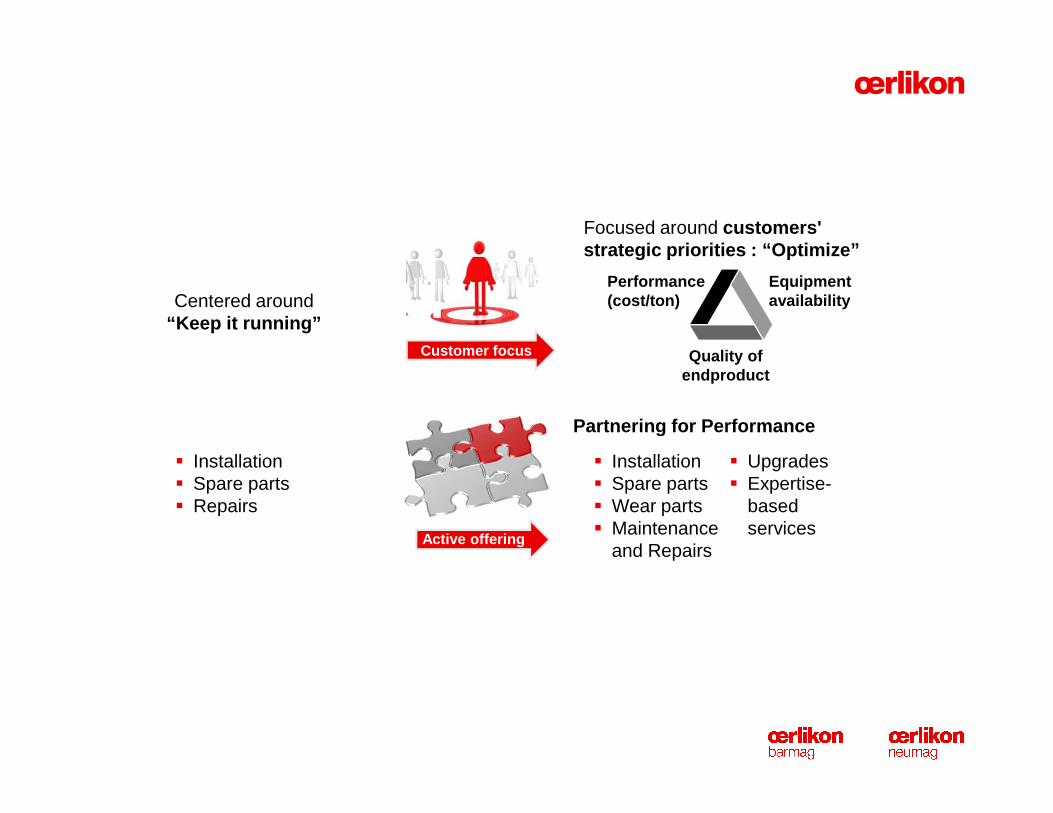
Centered around“Keep it running”
Focused around customers' strategic priorities : “Optimize”
Equipment availability
Performance(cost/ton)
Quality of endproduct
Customer focus
Active offering
Partnering for Performance
� Installation� Spare parts� Repairs
� Installation� Spare parts� Wear parts� Maintenance
and Repairs
� Upgrades� Expertise-
based services

Thank you.
File NamePage 109
AgendaTechnical Session
1 14:30 - 14:35 hrs – Welcome speech | Khurshed Thanawalla
214:35 - 14:50 hrs – Evaluating the textile value chain |
Markus Reichwein
314:50 - 15:10 hrs – Innovations in new spinning technology |
Detlev Schulz / Stephan Faulstich
415:10 - 15:25 hrs – Integrated Solutions for the Manmade Fiber Industry:
Poly-condensation | Achim Debener
5 15:25 - 15:45 hrs – New Staple Fiber Solutions | Max Hergenreder
615:45 - 16:05 hrs – Partnering for Performance – new Service Solutions |
Ramakant Katre
716:05 - 16:25 hrs – Logistics - Key to an efficient fil ament yarn
production | Volker Schmid
8 16:25 - 16:55 hrs – Break
Page 110
Bild
Oerlikon Manmade Fibers Seminar
Volker SchmidDirector Sales at AC-Automation
� Joined AC-Automation in 2009 with the takeover of product division “filament handling”
� Entered the filament automation department of AUTEFA automation in 1996
� Project design from 1996-1997
� Project Management 1998-2000
� Sales 2001-2003
� Director Sales 2004-2008
� Volker Schmid holds a Diploma in Mechanical Engineering from Augsburg University of Applied Science
Page 111

AC Automation
-With „Autefa-filaments“ technology-More than 25 years of experience-Highly-sophisticated solutions for latestdevelopments-Represented by OTIL in India with professional support-Approx. 70% market share in India-Member of the Atlantic C Group of companies-Completely privately owned by Mr. Rolf Gänz-Group activities: Logistics and bottling lines forthe beverage and food industry up to palletwarehousing
-
Quality – Made in Germany
AC Automation
Headquaters andadministration in
Bernkastel-Kues, Mosel Region
Engineering offices in Augsburg, Bavaria
Warehouse and dispatchcenter at Mülheim-Kärlich
-3 locations in Germany:
-
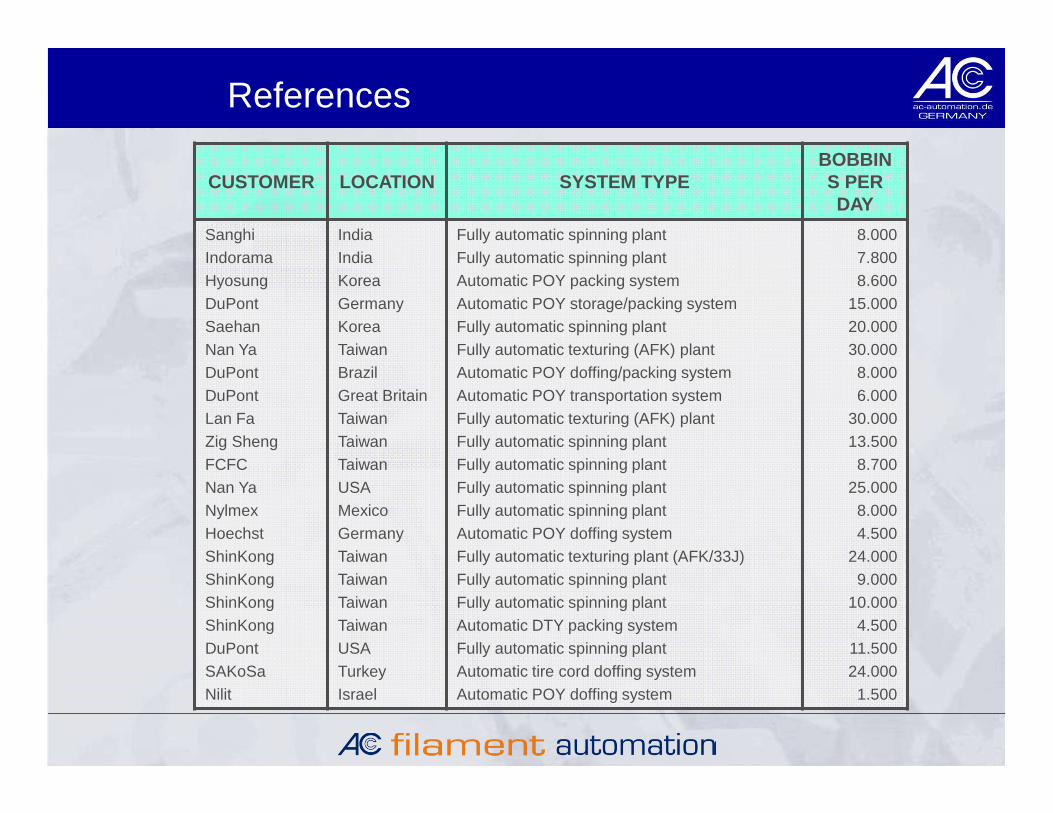
CUSTOMER LOCATION SYSTEM TYPEBOBBINS PER DAY
SanghiIndoramaHyosungDuPontSaehanNan YaDuPontDuPontLan FaZig ShengFCFCNan YaNylmexHoechstShinKongShinKongShinKongShinKongDuPontSAKoSaNilit
IndiaIndiaKoreaGermanyKoreaTaiwanBrazilGreat BritainTaiwanTaiwanTaiwanUSAMexicoGermanyTaiwanTaiwanTaiwanTaiwanUSATurkeyIsrael
Fully automatic spinning plantFully automatic spinning plantAutomatic POY packing systemAutomatic POY storage/packing systemFully automatic spinning plantFully automatic texturing (AFK) plantAutomatic POY doffing/packing systemAutomatic POY transportation systemFully automatic texturing (AFK) plantFully automatic spinning plantFully automatic spinning plantFully automatic spinning plantFully automatic spinning plantAutomatic POY doffing systemFully automatic texturing plant (AFK/33J)Fully automatic spinning plantFully automatic spinning plantAutomatic DTY packing systemFully automatic spinning plantAutomatic tire cord doffing systemAutomatic POY doffing system
8.0007.8008.600
15.00020.00030.0008.0006.000
30.00013.5008.700
25.0008.0004.500
24.0009.000
10.0004.500
11.50024.0001.500
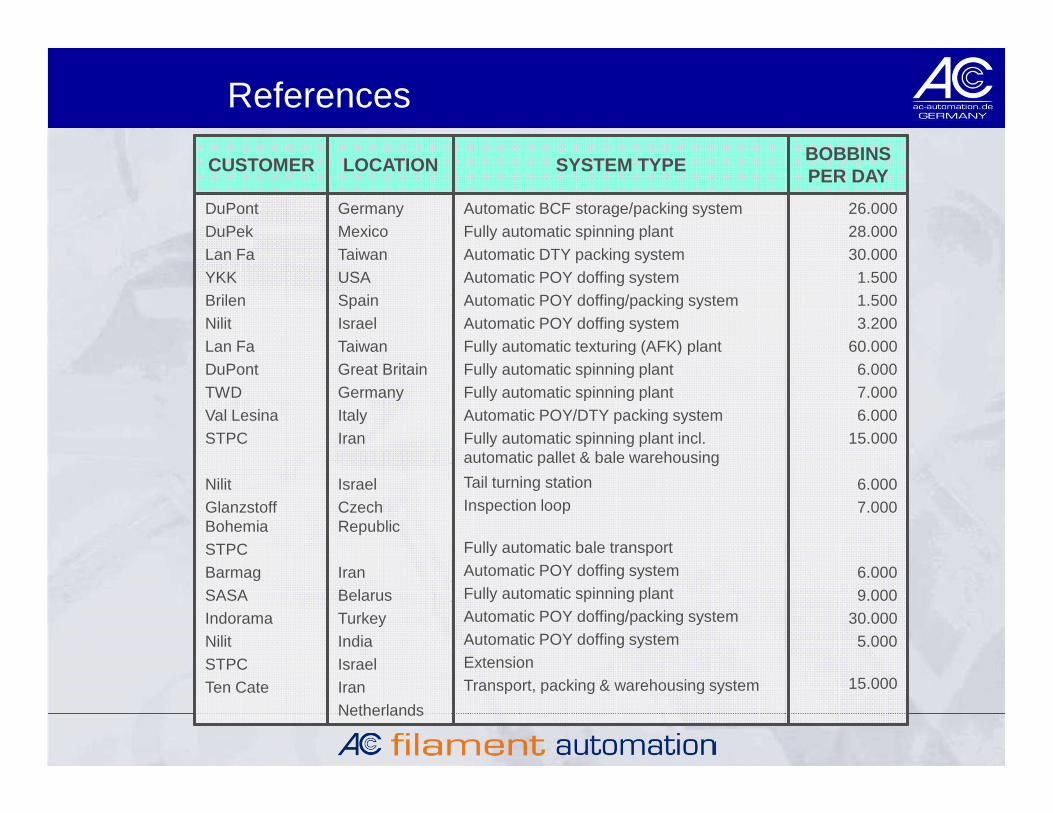
References
CUSTOMER LOCATION SYSTEM TYPEBOBBINS PER DAY
DuPontDuPekLan FaYKKBrilenNilitLan FaDuPontTWDVal LesinaSTPC
NilitGlanzstoff BohemiaSTPCBarmagSASAIndoramaNilitSTPCTen Cate
GermanyMexicoTaiwanUSASpainIsraelTaiwanGreat BritainGermanyItalyIran
IsraelCzech Republic
IranBelarusTurkeyIndiaIsraelIranNetherlands
Automatic BCF storage/packing systemFully automatic spinning plantAutomatic DTY packing systemAutomatic POY doffing systemAutomatic POY doffing/packing systemAutomatic POY doffing systemFully automatic texturing (AFK) plantFully automatic spinning plantFully automatic spinning plantAutomatic POY/DTY packing systemFully automatic spinning plant incl. automatic pallet & bale warehousing
Tail turning stationInspection loop
Fully automatic bale transportAutomatic POY doffing systemFully automatic spinning plantAutomatic POY doffing/packing systemAutomatic POY doffing systemExtensionTransport, packing & warehousing system
26.00028.00030.0001.5001.5003.200
60.0006.0007.0006.000
15.000
6.0007.000
6.0009.000
30.0005.000
15.000
References
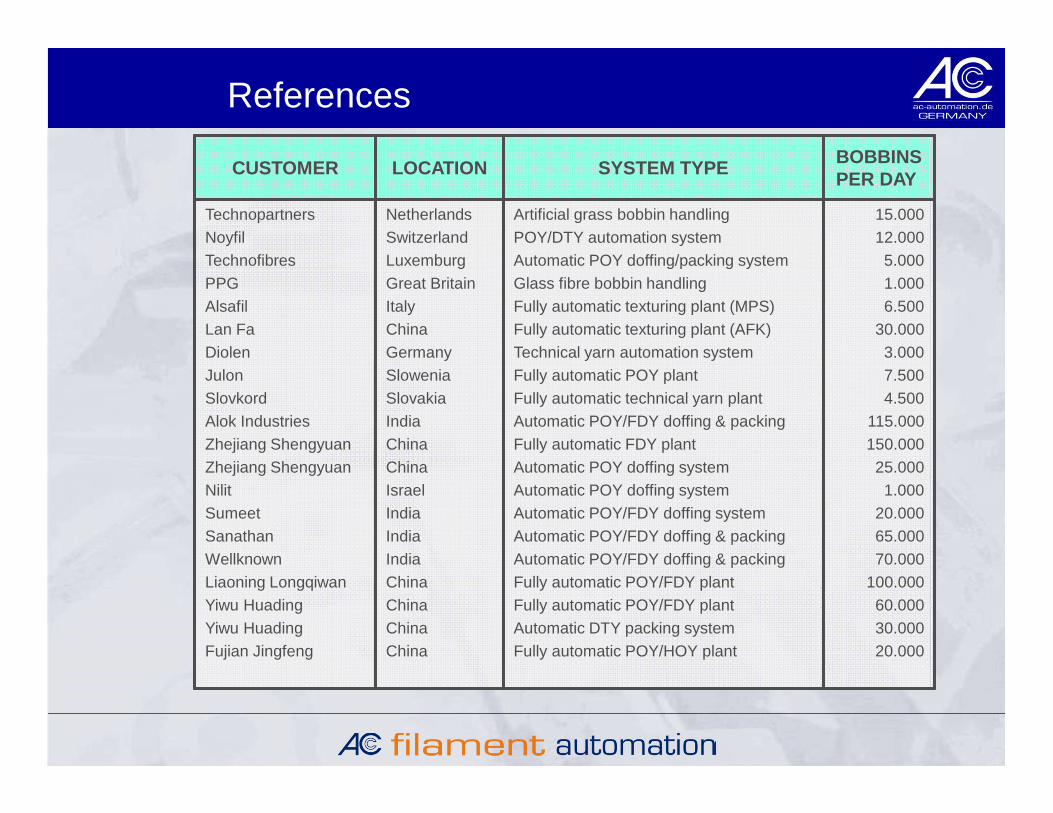
CUSTOMER LOCATION SYSTEM TYPEBOBBINS PER DAY
TechnopartnersNoyfilTechnofibresPPGAlsafilLan FaDiolenJulonSlovkordAlok IndustriesZhejiang ShengyuanZhejiang ShengyuanNilitSumeetSanathanWellknownLiaoning LongqiwanYiwu HuadingYiwu HuadingFujian Jingfeng
NetherlandsSwitzerlandLuxemburgGreat BritainItalyChinaGermanySloweniaSlovakiaIndiaChinaChinaIsraelIndiaIndiaIndiaChinaChinaChinaChina
Artificial grass bobbin handlingPOY/DTY automation systemAutomatic POY doffing/packing systemGlass fibre bobbin handlingFully automatic texturing plant (MPS)Fully automatic texturing plant (AFK)Technical yarn automation systemFully automatic POY plantFully automatic technical yarn plantAutomatic POY/FDY doffing & packingFully automatic FDY plantAutomatic POY doffing systemAutomatic POY doffing systemAutomatic POY/FDY doffing systemAutomatic POY/FDY doffing & packingAutomatic POY/FDY doffing & packingFully automatic POY/FDY plantFully automatic POY/FDY plantAutomatic DTY packing system Fully automatic POY/HOY plant
15.00012.0005.0001.0006.500
30.0003.0007.5004.500
115.000150.00025.0001.000
20.00065.00070.000
100.00060.00030.00020.000
References
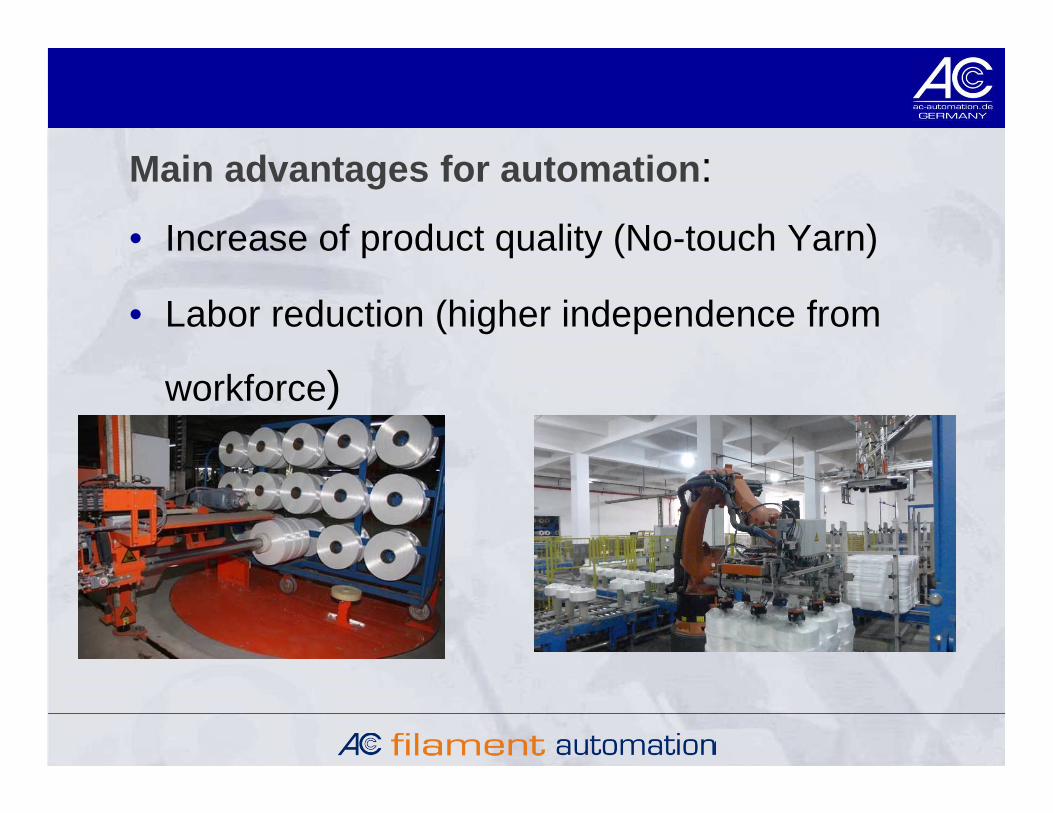
Main advantages for automation :
• Increase of product quality (No-touch Yarn)
• Labor reduction (higher independence from
workforce)
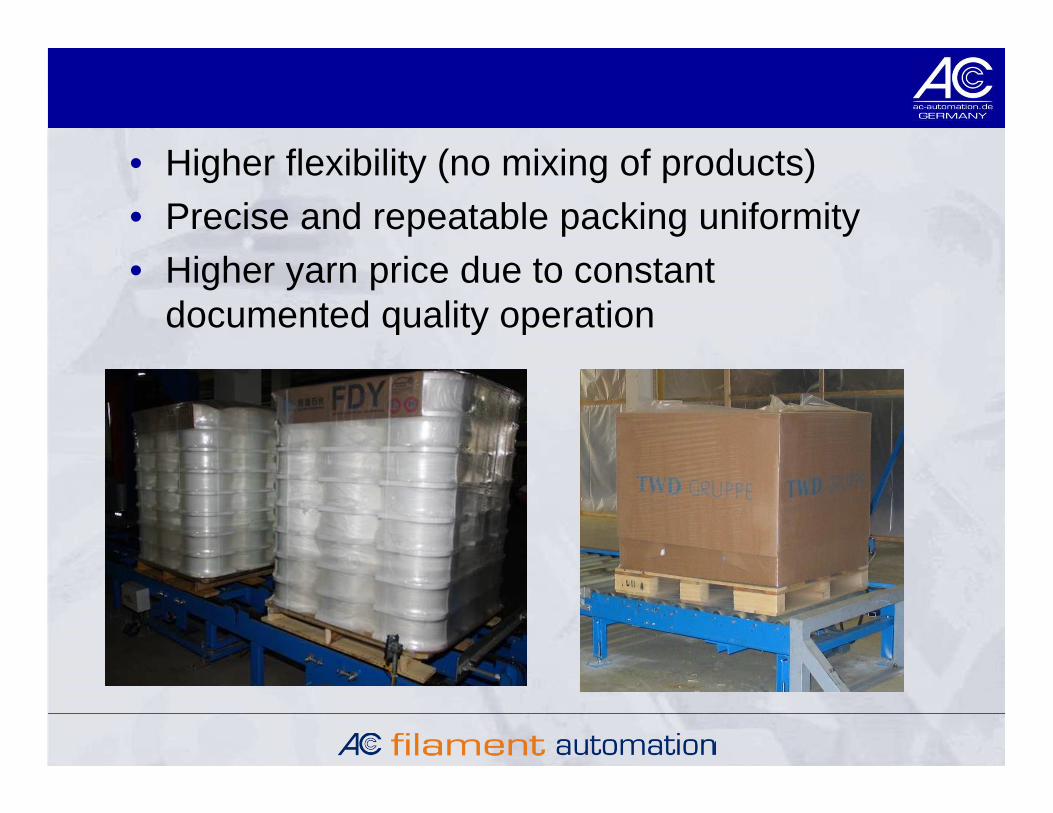
• Higher flexibility (no mixing of products)• Precise and repeatable packing uniformity• Higher yarn price due to constant
documented quality operation
• Two different types of filament automation :
– Semi-automatic solution still considering
some manual operational support. (e.g.
creel cart handling)
– Full-automation even including automatic
buffer system for product accumulation
with nearly none manual assist.
Semi-automatic solution (Animation)
Simulation of complete automationsystems prior detailed design:
• all physical parameters of a machine arebeing considered in a model (e.g. speed, acceleration, deceleration, weight …)
• Quantities of equipment, distances andproduction data is considered
• Results leads to conceptional improvementsand optimum final layout.
• Software can be tested prior site installation.
ERROR: ioerror
OFFENDING COMMAND: image
STACK: