first steps towards integrating maintenance with machine · pdf file ·...
TRANSCRIPT

School of Industrial Engineering and Management
Department of Production Engineering
First Steps Towards Integrating Maintenance with Machine Capability
Identifying Gaps, Challenges and Problems
A Master Thesis
by
Piotr Antoni Baksza
KTH Royal Institute of Technology
Stockholm
March 2017

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
ii
Copyright © Piotr Antoni Baksza, March 2017.
ALL RIGHTS RESERVED

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
iii
A B S T R A C T
This master thesis is part of the Data Analytic in Maintenance Planning (DAIMP) - in
particular the first project phase which focuses on data specification with equipment vendors.
This thesis addresses the lack of research about maintenance strategies and capability
verifications during the machine purchasing process. The research uses a qualitative
approach based on the case study of purchasing processes in two automotive companies.
The work structure is divided into four parts: 1. Literature review about capability studies,
maintenance strategies including smart manufacturing aspects and prognostic and health
management implementation as benchmarking model. 2. Description of the current state
based on the provided materials, limited by the companies' privacy policy. 3. Analysis of the
current state from the perspective of DAIMP requirements considering capability studies and
maintenance requirements. 4. Presentation of framework for future research in the next
phases of DAIMP project.
In its current state, the thesis analysis reveals differences in the purchasing process of
organizational structures, technical documentation, vendors’ requirements and technological
transfer. Therefore, a future framework should emphasize research cooperation with
machine manufacture as well as broadening research scope. Likewise, purchasing process
should be investigated in relation to companies’: self-assessment abilities, root cause
analysis and maintenance management system. Influence of the implementation activities on
the machine performance and final product quality should be explored together in order to
establish the link between these elements. The vendor-customer relation information flow
should be investigated as well as vendor’s products final quality audit to improve purchasing
process. Finally, this thesis emphasizes the need for further advanced technical knowledge
along with organizational cooperation between the industry and academics.
Keywords: Capability Studies, Maintenance Integration, Machine Purchasing Process

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
iv
S A M M A N F A T T N I N G
Detta examensarbete är en del av FFI-projektet Dataanalys inom underhållsplanering (Data Analytics in Maintenance Program - DAIMP), i synnerhet den första projektfasen, som fokuserar på dataspecifikationer kopplat till utrustningsleverantörer. Projektet DAIMP syftar till att öka produktivitet, robusthet och resurseffektivitet i produktionssystem genom datadriven underhållsplanering. Examensarbetet belyser och behandlar bristen på forskning om underhållsstrategier och avsaknad av verifieringsmöjligheter av maskiner och dess prestanda under inköpsprocessen. Undersökningen använder en kvalitativ metod som bygger på genomförda fallstudier av inköpsprocessen hos två fordonstillverkare. Arbetet är indelat i fyra delar: 1 En litteraturstudie med fokus på kompetens/kapabilitet och underhållsstrategier inkluderande olika aspekter på smart tillverkning genomfördes med en modell för prognoser och hälsofrågehantering som benchmarking; 2 Beskrivning av nuläget baserat på tillhandahållet material, begränsat av företagens sekretesspolicy; 3 Nulägesanalys sett utifrån DAIMP-kravens perspektiv med hänsyn taget till kapabilitets-studier och underhållskrav; 4 Sammanfattning och presentation av ramverket för den framtida forskningen under de kommande faserna av DAIMP projektet.
I dagsläget visar examensarbetets analys att det finns skillnader i inköpsprocessen beroende på organisationens struktur, teknisk dokumentation, leverantörers krav och använt system/metod för tekniköverföringen. Därför bör ett framtida ramverk även inkludera forskningssamarbete med maskintillverkare samt bredda forskningens omfång. Inköpsprocessen bör undersökas i förhållande till företagens arbete med: självutvärdering, rot-orsaks-analys och underhållssystem. Inverkan av implementeringsaktiviteter på maskinens prestanda och kvaliteten på slutprodukten bör undersökas parallellt för att kunna fastställa sambandet mellan dessa element. Informationsflödet i säljare-kund relationen bör utredas, liksom leverantörens slutgiltiga produktkvalitetskontroll för att förbättra inköps-processen. Slutligen betonar examensarbetet behovet av ytterligare avancerat tekniskt kunnande tillsammans med organisatoriskt samarbete mellan industrin och den akademiska världen.
Nyckelord: Kapabilitetsstudier, Underhållsintegration, Maskininköpsprocessen

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
v
A C K N O W L E D G E M E N T S
This Master Thesis is the culmination of my academic studies at KTH Royal Institute of
Technology and I would like to take this opportunity to thank all those who supported me
from the beginning of my master's degree.
In first place, I would like to mention my family whose involvement was invaluable in the
realization of all my plans - as their strength was my strength.
Christine and Grzegorz Skwirut for inviting me into their home as a family member, fully
supporting me throughout my time in Stockholm. It is mainly thanks to their commitment and
openness that I was able to fulfill my dreams of studying in Scandinavia, something for which
I will be forever grateful.
Amal Prashanth Charles and Harikishan Veluru Ramanaiah for their gratuitous help in every
aspect of studying abroad in a new, international environment. Their involvement and kind
approach was the best reflection of Indian culture that I have ever come across.
Julien Theron and Robert Louw for their constant and enthusiastic support of all of
my projects, enabling me to achieve exceptional academic results. In the same way, I extend
my thanks to Alba Zurriaga Carda, who selflessly shared her experience and supported me
in confronting the new Japanese academic reality during my exchange.
In terms of this Master Thesis, I am foremost thankful to my supervisors; Dr. Andreas
Archenti and Dr. Ulf Sandberg for giving me the chance to conduct research under their
auspices. I could have not completed it without their involvement and guidance throughout
the research period. Furthermore, I thank all DAIMP projects participants for their time and
valuable insights to the subjects of this thesis, and also to Anna Eklund for administration
support.
I am particularly obliged to Jakub Libiszewski who coordinated the editorial corrections - in
addition to Theodoros Laspas, Vanessa Gaudio, Aaron Dobos and Roa Eliwi whose
commitment was essential in the last phase of writing my thesis.
I would also like to express my final gratitude to the all staff and students of the School of
Industrial Engineering and Management for their hospitality and for introducing me to the
advanced world of Industrial Engineering.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
vi
Table of Content
1. Introduction ....................................................................................................................... 1
1.1 Research Background ................................................................................................. 1
1.2 Research Scope .......................................................................................................... 1
1.3 Case Study .................................................................................................................. 2
1.4 Research Objective ...................................................................................................... 2
1.5 Research Limitations ................................................................................................... 2
1.6 Research Structure ...................................................................................................... 3
2. Literature Review .............................................................................................................. 4
2.1 Capability ..................................................................................................................... 4
2.1.1 Process Capability ................................................................................................. 4
2.1.2 Machine Capability ................................................................................................ 5
2.1.3 Capability Studies .................................................................................................. 6
2.1.4 Variability Elements ............................................................................................... 8
2.1.5 Capability Limitations ............................................................................................. 8
2.1.6 Machining Errors ................................................................................................... 8
2.1.7 DAIMP Capability Definition ..................................................................................10
2.2 Maintenance Types .....................................................................................................11
2.2.1 Corrective Maintenance ........................................................................................11
2.2.2 Preventive Maintenance .......................................................................................11
2.2.3 Predictive Maintenance ........................................................................................12
2.2.4 Maintenance Work Classification ..........................................................................13
2.3 Smart Manufacturing ...................................................................................................13
2.3.1 Industry 4.0...........................................................................................................14
2.3.2 Purchasing Perspective ........................................................................................14
2.3.3 Maintenance Perspective .....................................................................................15
2.4 Prognostics and Health Management .........................................................................15
2.4.1 Dependability Analysis .........................................................................................17
2.4.2 Critical Component Identification ..........................................................................17
2.4.3 Implementation of PHM ........................................................................................18
2.4.4 Algorithms and Data Visualization ........................................................................18
2.5 Failure Analysis Methods ............................................................................................19
2.5.1 Failure Mode and Effects Analysis ........................................................................19
2.5.2 Support Tool Combination ....................................................................................20
3. Research Interviews .........................................................................................................21
3.1 Interview Questions ....................................................................................................21
3.1.1 General Implementation Process ..........................................................................21
3.1.2 Capability Studies .................................................................................................21
3.1.3 Quality Aspects ....................................................................................................22
3.1.4 Interview Answers ................................................................................................22
4. Company A ......................................................................................................................23
4.1 Investigation Perspective ............................................................................................23
4.2 Purchasing & Implementation Model ...........................................................................23
4.2.1 Gates Specification ...............................................................................................24
4.2.2 Machine Acceptance Tests ...................................................................................25

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
vii
5. Company B ......................................................................................................................28
5.1 Maintenance Integration ..............................................................................................28
5.1.1 Current State ........................................................................................................28
5.2 Maintenance Requirements ........................................................................................29
5.2.1 Instruction Content ...............................................................................................29
5.2.2 Drawings Requirements .......................................................................................30
5.3 Technology Transfer ...................................................................................................31
5.4 Acceptance Tests .......................................................................................................31
5.4.1 Pre Acceptance Test ............................................................................................32
5.4.2 Acceptance Test ...................................................................................................32
5.4.3 Availability Test ....................................................................................................32
6. Interview Summary ...........................................................................................................33
6.1 Company A .................................................................................................................33
6.1.1 Capability Studies .................................................................................................33
6.1.2 Maintenance Integration .......................................................................................34
6.1.3 Acceptance Tests .................................................................................................35
6.2 Company B .................................................................................................................35
6.2.1 Capability Studies .................................................................................................35
6.2.2 Maintenance Integration .......................................................................................35
6.2.3 Acceptance Tests .................................................................................................36
6.2.4 Technology Transfer .............................................................................................37
7. Framework for Future Research .......................................................................................38
7.1 Maintenance Integration Framework ...........................................................................38
7.2 Process Investigation ..................................................................................................39
7.2.1 Informative Aspect ................................................................................................39
7.2.2 Assessment Abilities .............................................................................................39
7.2.3 System Analysis ...................................................................................................40
7.2.4 Maintenance Management System ......................................................................41
7.2.5 Capability Studies .................................................................................................42
7.2.6 Employee Involvement .........................................................................................42
7.3 Customer-Vendor Cooperation ...................................................................................44
8. General Conclusions ........................................................................................................48
List of Figures ...................................................................................................................50
List of Tables ....................................................................................................................50
References .......................................................................................................................51
First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
viii
List of Abbreviations
CBM Condition Based Maintenance
DAIMP Data Analytic in Maintenance Planning
EEM Early Equipment Management
FM Fuzzy Methodology
FMEA Failure Mode and Effects Analysis
FQA Final Quality Audit
FTA Fault Tree Analysis
HAZOP Hazard and Operability Study
KPI Key Performance Indicator
LCC Life Cycle Cost
MTTR Mean Time To Repair
OEE Overall Equipment Effectiveness
OEM Original Equipment Manufacturer
PHM Prognostic and Health Management
PSM Product Safety Management
QFD Quality Function Deployment
RBD Reliability Block Diagrams
RCA Root Cause Analysis
RPI Risk Priority Number
VDM Value Driven Maintenance

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
1
1 . In t roduc t ion
This master’s thesis is part of the Data Analytic in Maintenance Planning (DAIMP) research
project (Grant no. 2015-06887). Research was conducted under supervision of Dr. Andreas
Archenti from KTH Royal Institute of Technology and Dr. Ulf Sandberg from Chalmers
University of Technology.
1.1 Research Background
Maintenance as a sub-discipline of engineering is important from a manufacturing
perspective as it allows production systems to perform continuously in its best initial state.
Therefore, along with industry standard developments and the need to increase efficiency
and sustainability awareness, maintenance strategy itself requires constant improvements.
Currently, there is a lack of research on maintenance strategies and capability verifications
during machine implementation process as well as on cooperation and communication
structures between equipment vendors and end customers. This thesis addresses these
topics in relation to the first DAIMP project phase which relates to data specification with
equipment vendors.
DAIMP is a research project responsible for developing a holistic maintenance approach in
relation to the smart manufacturing concept. The project’s first objective is to develop
maintenance-oriented research. The DAIMP project requires investigation as to whether
predictive, descriptive or prescriptive algorithms could be implemented into the production
systems and increase efficiency of maintenance strategies. New algorithm design aims to
process data into useful information, techniques and methods by building a connection -
starting from machine level up to the complex manufacturing system. Secondly, the goal is to
create a decision support system based on the algorithms’ results which would increase
efficiency by predicting any potential failures. In general, to advance the concept of big data
within involved companies is to change their way of maintenance work into data-driven
decisions and proactive maintenance. Overall, this is to assure that at least seventy percent
of all maintenance actions will be preventive maintenance based on predictive abilities. [1]
1.2 Research Scope
The research work is conducted within the framework of Phase I of the DAIMP project “WP1
– Data specification with equipment vendors”. This phase is related to both the purchasing
process of new machines and communications between vendor and end customer. To
assure that machine capability is assessed right from the start of the process is a core aspect
of this phase, something that also extends to the maintenance perspective being present.
Finally, all involved actions should be executed in a deterministic and controlled manner. [1]
Phase WP1’s scope focus on implementation and production system startup, as these
are essential for a proactive maintenance strategy. The ability to investigate the relationships
between system characteristics and product accuracy have to be assessed in order to
establish a system with complete control of process and its deviations. Therefore, the scope

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
2
of research includes purchasing, implementation and machine quality, comprising also of all
analytic tools and methodologies currently used by the participating companies. The
challenges and gaps, along the framework for next stages of the DAIMP project, are the
focus of this thesis. Thesis content relates to the maintenance techniques and concepts; the
implementation of which may potentially reorganize the way of collecting information at the
machine implementation phase.
1.3 Case Study
This research is based on the investigation of two companies in the automotive industry.
Both of them are international manufacturing companies considered as role models in terms
of quality solutions and product innovation strategies. Given the above criteria, they were
chosen as the basis for research, analysis and investigation.
Due to confidential aspects and for the purpose of clarification, this thesis paper will use
simplified names. Company A was visited at two of its factories; Factory A1 and Factory A2.
The second company referred to as Company B is represented by a single plant. More
information about provided case studies are presented in further chapters describing
interviews, analysis work carried out and results.
1.4 Research Objective
The research objective is to analyze the purchasing process of new machines including robot
systems. This is to investigate how the current process is performed from the perspective of
maintenance, machine capability studies and following aspects:
o Identification of currently used capability parameters and standards.
o Investigation of company's capability studies.
o Integration of maintenance perspective into the purchasing process.
o Investigation of customer-vendor relations.
o Framework for future research development.
The main objective of the thesis is to create foundations for future research in next phases of
DAIMP project.
1.5 Research Limitations
The main research limitations are related to the privacy policy of analyzed companies’
procedures, instructions and documents. The time available at the companies for interviews
and questions is also a research limitation. Due to those limitations, research was focused on
the general picture of the purchasing and implementation process and the quality subjects.
The research objectives are met proportionately to the given access to documents and
involvement of associated companies.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
3
1.6 Research Structure
The research methodology uses qualitative approach based on the case study. The master
thesis is divided into three sections: literature review, interview analysis and future framework
proposition. The research approach uses pre-prepared questions relating to the procedures
and current performance to attain a better understanding of which issues need to be
addressed. Furthermore, the thesis will contribute to creating a framework on how a
maintenance perspective should be studied within the purchasing process.
The majority of research work was conducted during visits at each company and working
remotely from Warsaw, Poland. Final results are expected to be presented at KTH Royal
Institute of Technology in Stockholm.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
4
2 . L i te ra ture Review
The thesis’ literature review focuses on presenting essential elements relating to machine
capability and maintenance integration. Literature is presented according to the research
structure: (i) capability studies revising the concept in relation to DAIMP requirements, (ii)
maintenance strategies outlining possible approaches, (iii) smart manufacturing, as the
machine capability and maintenance requirement corresponding to the leading DAIMP
references, (iv) prognostic and health management (PHM), as this concept has a set of
similar objectives to the DAIMP project and it is therefore presented as a framework in its
own right.
2.1 Capability
Capability relates to the process or machine and illustrates the ability to fulfill given
requirements. It measures the ability to produce an output within specification limits.
Capability indexes combine the measurement of output variability and comparisons of
achieved variability to the tolerance intervals. As performance assessment tool, it is mostly
used during implementation of the process or machine. [2-5]
2.1.1 Process Capability
Process capability is the long-term study on the stable process, which illustrates the quality
of process performance using Cp and Cpk indicators. Those indicators reveal process
performance in relation to the tolerance limits, including external to machine variation
sources. [3][4]
Cp (process capability) is the number of times the process spread fits into the tolerance
width. It is both an illustration of the current state as well as of the assessment of future
performance. The better the process performance, the higher the value of Cp achieved.
When calculating Cp index, the tolerance interval is related to the 6σ. However, a high Cp
does not guarantee that the process is near to the target value, that is why the Cpk index
was also introduced Fig. 2. [2-5]
𝐶𝑝 =Tolerance Interval
6𝛔=
(HI−LO)
6𝛔 (1)
HI (USL) - upper specification limit, LO (LSL) - lower specification limit

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
5
Cpk (capability process index) is the position of the process spread in relation to the
tolerance width. This index connects performance results to target value Fig. 1. [2][5]
𝐶𝑝𝑘 = Min (CPL, CPU) (2)
The lower process capability index (CPL) is defined as:
𝐶𝑃𝐿 = μ −LSL
3𝛔 (3)
The upper process capability index (CPU) is defined as:
𝐶𝑃𝑈 = μ −USL
3𝛔 (4)
Fig. 1. Cpk index. [5]
Fig. 2. The relation between Cp and Cpk. [2]
Reliable assessment requires the usage of both indexes as they provide knowledge of the
process in relation to its target and the size of the result spread, Fig. 2.
2.1.2 Machine Capability
Machine capability is measured during the short period of time and presented by Cm and
Cmk indexes. They reflect the previously described Cp and Cpk indexes. Machine capability
is used to assess the quality and performance of a single machine. It relates to single
machines, their individual figures and allows for deeper investigations of machine
components. Example of an internal procedure for capability studies illustrate Fig. 3.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
6
Fig. 3. Study of machine capability. [3]
2.1.3 Capability Studies
Capability study is a scientific method which use systematic approach such as control charts
to identify and eliminate the aberrant variation causes. The study objective is to achieve a
statistically controlled process. Results of capability measurements are often presented
graphically in the form of capability histograms or control charts. Capability studies can be
visualized by the flowchart Fig. 4 and differences tracked in Table 1. They illustrate the
general structure by which indexes should be used. [2][3]

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
7
Fig. 4. Capability studies flow chart [3]
Table 1. Main characteristics of Capability Studies.
Machine Capability Process Capability
Index Cm & Cmk Cp & Cpk
Influencing result Machine & Measurement All six factors
Stoppages Not to be included Included
Adjustments Not to be included Included
Nr. of components 20 - 50 (in succession) 50 - 250
Time Short Long
Source: [4]

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
8
2.1.4 Variability Elements
There are a wide range of elements which influence the results of capability measurements and cause variations in results, Fig. 5.
o Machine
o Measurement
o Method
o Operator
o Environment
o Material
Process capability as a long term complex measurement is influenced by all six categories
as is presented in the Fig. 5. During machine capability measuring, changes should be
allowed only in the machine and measurements while rest factors remain stable. Each
change of the external influences should be documented and analyzed. This will allow to
consider possible variation during optimization activities, provided that capability
specifications are not fulfilled. [3][6]
2.1.5 Capability Limitations
The methods of comparing process results to given tolerances that are currently used are
incomplete. The link between machine fixtures tool and manufacturing of products is not
established. There is insufficient understanding between dimensional, geometric accuracy of
the machined part and their link to machine system performance, and furthermore between
product deviations and machining system performance. Despite the fact that capability is
perceived as the main factor of repeatable and reliable accuracy standards, the complete
relation between part accuracy and capability in machining industry is not direct. [7-9]
The capability of each subsystem and component should be studied separately to assess
their influence on the overall process. Therefore, it is necessary to establish an efficient
maintenance system capability to identify and investigate the results of the system
performance correlation. It corresponds to the DAIMP first phase project assumptions,
namely that machine capability should be verified in a reliable, determined way right from the
moment of the machine being implemented into the system. [7]
2.1.6 Machining Errors
The main metrics for any measurements tools are accuracy, repeatability and resolution.
Within this, accuracy is the fundamental performance measure, understood as the degree of
conformance in relation to the correct value or standard. Measurement errors are
unavoidable, that is why they need to be addressed. Different types of errors affect the
Fig. 5. Ishikawa Diagram for capability studies. [2]

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
9
quality of machine performance and the extent of an error is a measure of its accuracy. [10-
12]
Machining systems, errors can be classified into two major groups: quasi-static errors and
dynamic errors. Quasi-static errors might be detected in the machine, fixture or workpiece
due to the machine structure itself. Their characteristics vary very slowly over time or not at
all, and with main source being either: geometric, kinematic, thermal or cutting force induced
errors etc. [11-13]
Fig. 6. Machining system accuracy and precision. [13]
The second major group, dynamic errors, are dependent on the particular operating
conditions of the machine. These are caused by sources such as spindle error motion,
vibrations of the machine structure, controller errors and the cutting process, especially when
it comes to machine tools for material removal processes. Fig. 6. illustrates how the machine
geometric, kinematic and dynamic characteristics are affected by different types of errors and
factors. The machining system is defined in terms of capability by the positional, static,
dynamic and thermal accuracy as seen in Fig. 7. [13][14]
First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
10
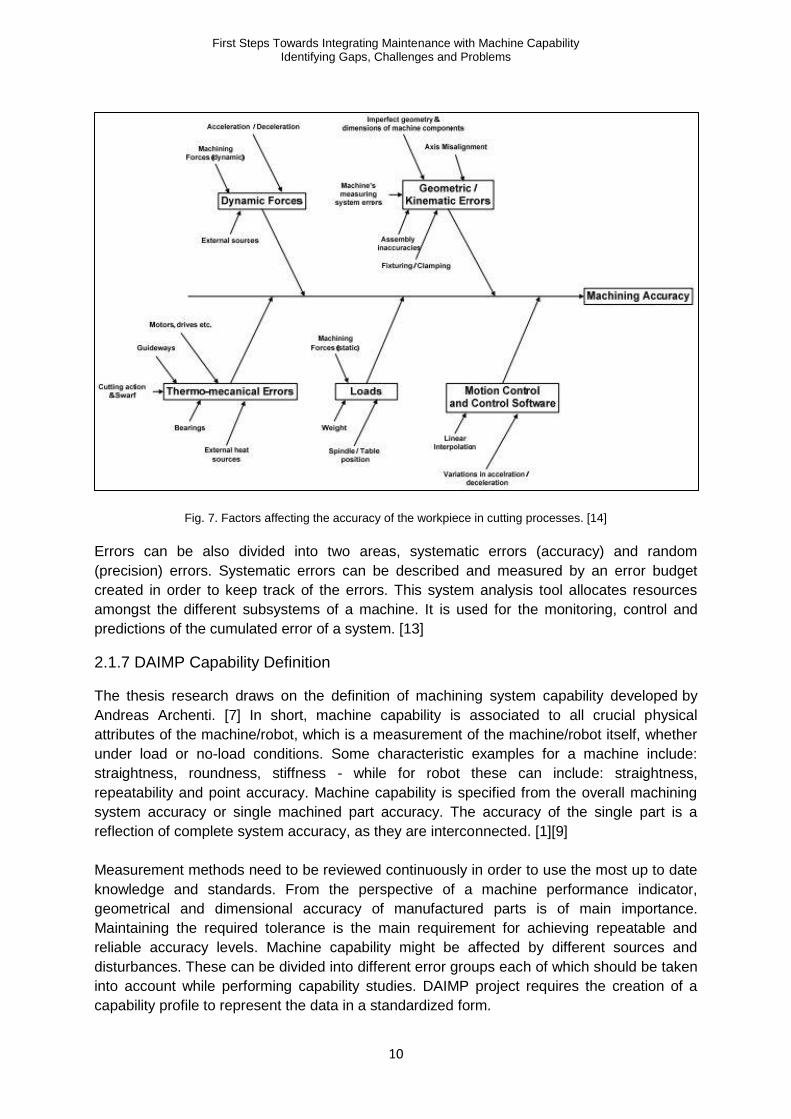
Fig. 7. Factors affecting the accuracy of the workpiece in cutting processes. [14]
Errors can be also divided into two areas, systematic errors (accuracy) and random
(precision) errors. Systematic errors can be described and measured by an error budget
created in order to keep track of the errors. This system analysis tool allocates resources
amongst the different subsystems of a machine. It is used for the monitoring, control and
predictions of the cumulated error of a system. [13]
2.1.7 DAIMP Capability Definition
The thesis research draws on the definition of machining system capability developed by
Andreas Archenti. [7] In short, machine capability is associated to all crucial physical
attributes of the machine/robot, which is a measurement of the machine/robot itself, whether
under load or no-load conditions. Some characteristic examples for a machine include:
straightness, roundness, stiffness - while for robot these can include: straightness,
repeatability and point accuracy. Machine capability is specified from the overall machining
system accuracy or single machined part accuracy. The accuracy of the single part is a
reflection of complete system accuracy, as they are interconnected. [1][9]
Measurement methods need to be reviewed continuously in order to use the most up to date
knowledge and standards. From the perspective of a machine performance indicator,
geometrical and dimensional accuracy of manufactured parts is of main importance.
Maintaining the required tolerance is the main requirement for achieving repeatable and
reliable accuracy levels. Machine capability might be affected by different sources and
disturbances. These can be divided into different error groups each of which should be taken
into account while performing capability studies. DAIMP project requires the creation of a
capability profile to represent the data in a standardized form.
First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
11
2.2 Maintenance Types
Maintenance aims consist of ensuring: (i) factory functionality e.g. reliability, availability, etc.,
(ii) factory and environmental safety, (iii) measuring machine system achieves its design life
(vi) cost effectiveness and effective use of resources. [15]
Maintenance actions can be generally divided into main two sections: corrective and
preventive. This division emphasizes the time when each action is taken. Actions taken after
failure are part of the corrective process, while actions taken in advance to avoid failure are
called preventive maintenance.
2.2.1 Corrective Maintenance
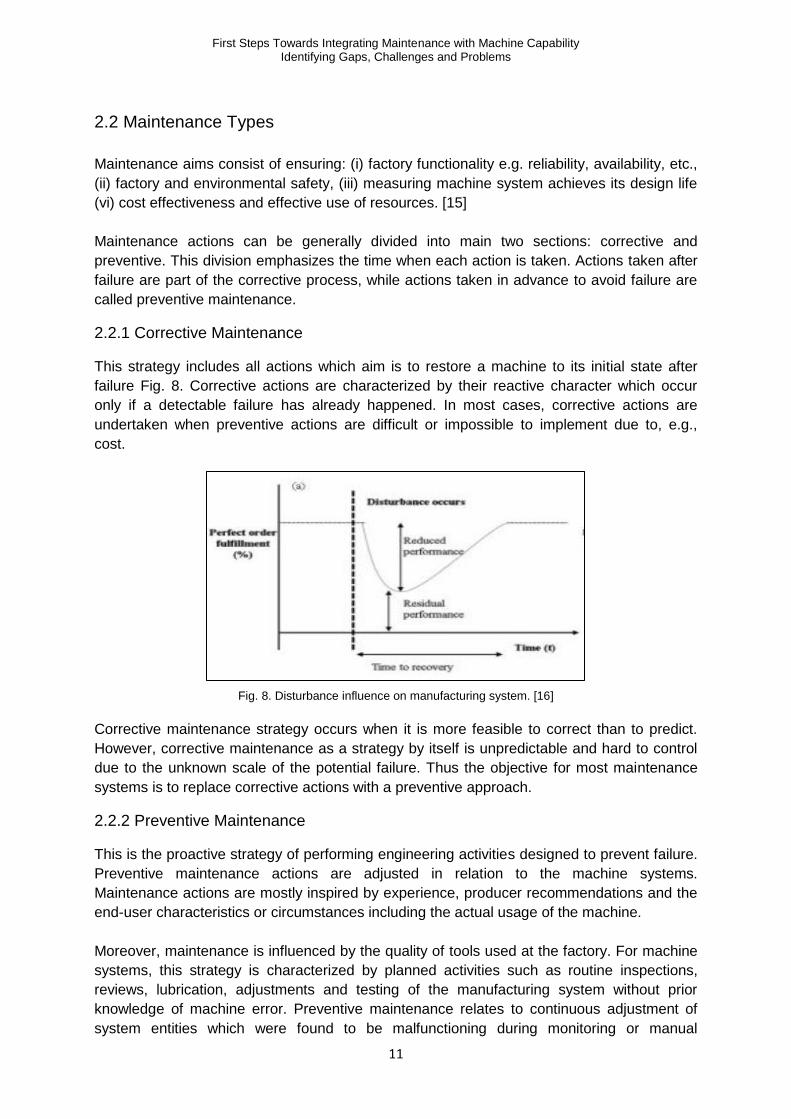
This strategy includes all actions which aim is to restore a machine to its initial state after
failure Fig. 8. Corrective actions are characterized by their reactive character which occur
only if a detectable failure has already happened. In most cases, corrective actions are
undertaken when preventive actions are difficult or impossible to implement due to, e.g.,
cost.
Fig. 8. Disturbance influence on manufacturing system. [16]
Corrective maintenance strategy occurs when it is more feasible to correct than to predict.
However, corrective maintenance as a strategy by itself is unpredictable and hard to control
due to the unknown scale of the potential failure. Thus the objective for most maintenance
systems is to replace corrective actions with a preventive approach.
2.2.2 Preventive Maintenance
This is the proactive strategy of performing engineering activities designed to prevent failure.
Preventive maintenance actions are adjusted in relation to the machine systems.
Maintenance actions are mostly inspired by experience, producer recommendations and the
end-user characteristics or circumstances including the actual usage of the machine.
Moreover, maintenance is influenced by the quality of tools used at the factory. For machine
systems, this strategy is characterized by planned activities such as routine inspections,
reviews, lubrication, adjustments and testing of the manufacturing system without prior
knowledge of machine error. Preventive maintenance relates to continuous adjustment of
system entities which were found to be malfunctioning during monitoring or manual

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
12
inspections in order to prevent from major failure. The ideal result is a longer failure-free
production and also an increase of life expectancy of the maintained machine, higher
reliability and generally higher performance. [17]
Fig. 9. Maintenance transformation map. [18]
Maintenance systems have developed tremendously through time. Condition Based
Maintenance (CBM), also known as predictive maintenance, is today a major foundation for a
maintenance strategy. It is based on collecting and processing data by monitoring conditions
of machines to execute only the required maintenance activities both at the right time and at
the right place. The maintenance development trends are to suit current complex systems
and continuously raise performance and efficiency. Fig. 9. presents maintenance useable in
relation to system complexity and strategy uncertainty. [17][18]
2.2.3 Predictive Maintenance
While prevention is based on the scheduled maintenance actions, the preventive approach goes one step further in managing maintenance based on assessment of future machine performance.
Fig. 10. Differencing perception of diagnostics and prognostics. [18]
Fig. 10. illustrates how predictive maintenance can optimize the cost of maintenance and set
timely actions. This technique is data driven, as it uses algorithms to evaluate when and what
actions need to be taken to avoid failure. Predictive maintenance applies engineering
resources only as required actions are performed. Data for prediction maintenance is
collected from various testing techniques such as vibration analysis, infrared testing, oil
analysis and many other techniques. [18-20]

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
13
2.2.4 Maintenance Work Classification
The figure below presents a case study of potential a production machine where proactive
maintenance is implemented. Additionally, apart from distinguishing predictive and
preventive, it also shows planned maintenance actions:
Fig. 11. Classification of maintenance activities. [19]
It is evident that preventive actions are the results of predictive analysis, e.g. results of oil
sampling trigger lubrication Fig. 11. In this case, lubrication only happens when oil sensors
detect any deviation from the preset oil standard. Planned actions are the outcomes of
detecting systems stepping in where correct actions cannot be administered right away. The
same could be said for situations when it is more feasible to plan an action in advance than
constantly monitor their performance. [18][19]
Oil and vibration analysis are widely used due to their capacity to describe machine
performance. Other techniques such as acoustic emission, temperature analysis and
ultrasonic are currently in common usage. Sensor fusion techniques allow for the collection
and interpretation of information from different sources. [16][19]
2.3 Smart Manufacturing
The DAIMP project is, in its principles, closely related to the concept of smart manufacturing
as it sets a future goal for production. In order to prepare future factories for their
implementation, the optimization of each production field must be done. This also applies to
maintenance, which has to be even further integrated into the production system.
In this way, smart manufacturing relates to a fully integrated and optimized production
system. This concept refers to collecting, analyzing and sharing information to establish data-
driven decisions. Current technology allows us to implement sensors and connections to the
manufacturing equipment where it is possible. The more accurate and reliable information

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
14
the manufacturer has, the more controlled and optimized their process can be. Moreover, it
allows the manufacturer to meet the market demand with customized products, short
production series, high quality standards and cost optimization. Smart manufacturing is
related to the following concepts:
o Big Data - Processing of large amounts of data in order to transform them into useful
information upon which decisions will be taken. Big data is characterized by velocity,
variety and volume. Velocity refers to the frequency of the collected data, variety to
the diversity of collected data and volume represents the amount of collected data.
[21][22]
o Advanced robotics - Self-aware machines that are capable of improving and adjusting
their performance based on the information they collect. With a developed range of
sensors for each of their crucial function, connected to entire production system.
Advanced machines are characterised by what they can develop through behaviour
going beyond their initially programmed functions. [23]
o Cyber resources - Processing to the industry by completely integrated cyber entities,
such as internet, sensors, data transmission and cloud processing. Leveraging
abilities of online storage and processing power.
2.3.1 Industry 4.0
Industry 4.0 as an idea is promoted by the German government, which in principle, shares
certain similarities with the smart manufacturing concept. Its aim is to create intelligent, data-
driven factories (smart factory) which work in a flexible, efficient and sustainable manner.
Industry 4.0 is often related to valuable connections between all entities in the industry
market. The foundations of Industry 4.0 relate back to the concept of cyber-physical system
and internet capabilities. [24-26]
In order to use Industry 4.0 in a meaningful way, it needs to be based on both well-
established cyber and physical foundations. The cyber side of these foundations relates to
the protocols used to categorize data, the algorithms used to manage and predict as well as
all the software elements used within the system. Physical foundations refer to the hardware
of the system; the machine itself, sensors and all the managed physical elements and the
ones that also provide all the information to the system. From the machine park perspective,
it is about a complex connection of a single machine to the entire system. [26]
2.3.2 Purchasing Perspective
Purchasing and implementation are the first processes involved when handling a machine by
the customer. In these early stages, it is crucial to know what and how data should be
collected, where and what sensors should be placed and what should they measure in order
to give the most reliable information. This information can then be used as base for data
algorithms. Wrongly implemented sensors, or failing to collect reliable data, can cause even
more issues as maintenance and performance predictions will be made on their basis.
Therefore, it is in the interest of the client to have a close cooperation with the vendor, seeing
that they will have the biggest impact on the machine design. The vendor also has strong
knowledge about the machines delivered, which extends to their strengths and weaknesses,
often coupled with resources that can implement the best possible maintenance plan.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
15
In this manner, smart manufacturing reflects full integration of data sharing, performance
evaluation as well as forecasts between customers and vendors. Most of the currently used
machines are already considered to be smart. However, the way in which they are used and
connected to entire manufacturing systems in order attain greatest possible value and profit
is a matter for the end-users. In the implementation process, machines need to have a
verified capability before they are installed and joined up to the rest of a manufacturing
system. This is in order to make sure that initial starting point of the machine is well-founded.
2.3.3 Maintenance Perspective
Maintenance is linked to smart manufacturing by its function. Integrated predictive
maintenance is an example of the applied smart manufacturing where machines are
integrated into one system. Machine performance is continuously monitored to provide data
to predictive algorithms. When a system’s complexity increases, it affects as well machine
interdependence as well as the need for transparent and integrated production sub-systems.
Machine information are of no use if they are not analyzed in a way that gives context and
understanding to the overall situation in real time.
Fig. 12. Maintenance performance indicators in the OEE metric. [15]
One of the figures the DAIMP project evaluated against is OEE Fig. 12. It is currently used by
companies to evaluate their production performance. However, this indicator solely provides
production efficiency without showing the relationship between the presented performance
and the cost of achieving it. It also does not include machine condition in relation to the
inspection data, as to differentiate between processes and machine degradation.
2.4 Prognostics and Health Management
The DAIMP project takes inspiration from PHM as the concepts overlap in many areas. PHM
is a broad term that includes condition-based monitoring, prognostic and diagnostic activities.
Its goal is to decrease onerous maintenance actions and at the same time increasing cost
effectiveness, availability and safety.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
16
Fig. 13. Condition monitoring procedure flowchart from ISO 17359. [27]
Fig. 13. illustrates how to establish condition monitoring; the flow chart is divided between
sections with guidelines and comments about each step executed. It can be used as a model
during the implementation process ensuring that condition monitoring, part of preventive
maintenance, is well-observed throughout.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
17
While investigating implementation processes, the PHM concept may be thought of as a road
map in assessment where maintenance activities are important for purchased machines.
PHM is based on the collection and processing of maintenance-related data about all
subsystems or the process as a whole. This concept addresses the lack of standardized
terms, visibility, uniformity and consistency in the currently used methods and tools. PHM
emphasizes the need for compatibility and interoperability of used techniques. [27]
PHM system isolates the most critical element of the system and monitors its performance to
predict a potential progression of the fault. The advantage of using the PHM system is that
the connection between machine health analytics is done through a machine-cyber interface.
This can be compared to a social network as the connection is on the cyber level. [27][28]
2.4.1 Dependability Analysis
A PHM system is determined by what type of components and subsystems need to be
analyzed, redesigned, changed or monitored. Dependability analysis investigates the whole
machine system, its subsystems as well as components from the perspective of reliability,
availability and maintainability. There are a various range of methods to identify a system’s
failure modes. [27]
o Bottom-up
This method is used to identify potential failure at the component level. Those
findings are later used to assess the corresponding effect on higher level machine
performance up to the entire system. Examples of bottom-up analysis include: Failure
Mode and Effects Analysis (FMEA), Hazard and Operability Study (HAZOP).
o Top-down
This method predicts or uses malfunctions examples of the investigation down to its
roots causes. Examples of top-down analysis can be: Reliability Block Diagrams
(RBD), Fault Tree Analysis (FTA), Markov analysis, Petri net analysis.
2.4.2 Critical Component Identification
To establish efficient maintenance practices from the time of machine implementation, critical
components of each system and subsystem have to be identified. Fig. 14. presents the
frequency of failure in relation to the average downtime of analyzed components. This
presentation allows the efficiency of the adopted strategy to be assessed. The vertical and
horizontal lines divide the chart into four sections, and they are determined by the user in
relation to production and maintenance. [27]
Section 1 - The most frequent amount of failures with the longest downtimes at the same
time. Those components required change and redesign. Section 2 - High frequency of failure
and short downtime time. Section 3 - Low frequency of failure with low downtime per failure.
Currently used solutions meeting the performance goals are satisfactory. Section 4 - Low
frequency of failure; however a high downtime per failure. Critical components from a
maintenance perspective as predictive actions need to be established to prevent large
unexpected failure.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
18
Fig. 14. Four quadrant chart for identification of critical components. [18]
2.4.3 Implementation of PHM
There is a similarity between the implementation of PHM in the industry and DAIMP WP1
assumptions. Each one focuses on establishing reliable work structures from early stages in
the life-cycle. In their implementation, we can use experience gathered from Lean
Manufacturing tools, e.g. the 5S approach, see Fig. 15.
Fig. 15. PHM Implementation method [18]
5S is a principle methodology for the workplace organization. In short, it refers to five
keywords that are used in work perspective. It is a work philosophy which allows to focus
only on the most important elements in order to distinguish and prioritize different items.
Sort Streamline
Set in order Smart Processing
Shine Synchronize & See
Standardize Standardize
Sustain Sustain
2.4.4 Algorithms and Data Visualization
Effective functionality of PHM requires the selection of the most suitable algorithm to process
the provided data. There is a wide variation of commonly used algorithms. The first selection
criterion is user knowledge or experience. However, this selection process should be
developed by the usage of automatic benchmarking tools which would take into
consideration both application attributes as well as the proficiency and unique requirements
of the user. Quality Function Deployment (QFD) is one method for selecting algorithms,
suitable for quality management, product design and decision making processes. [18]
First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
19
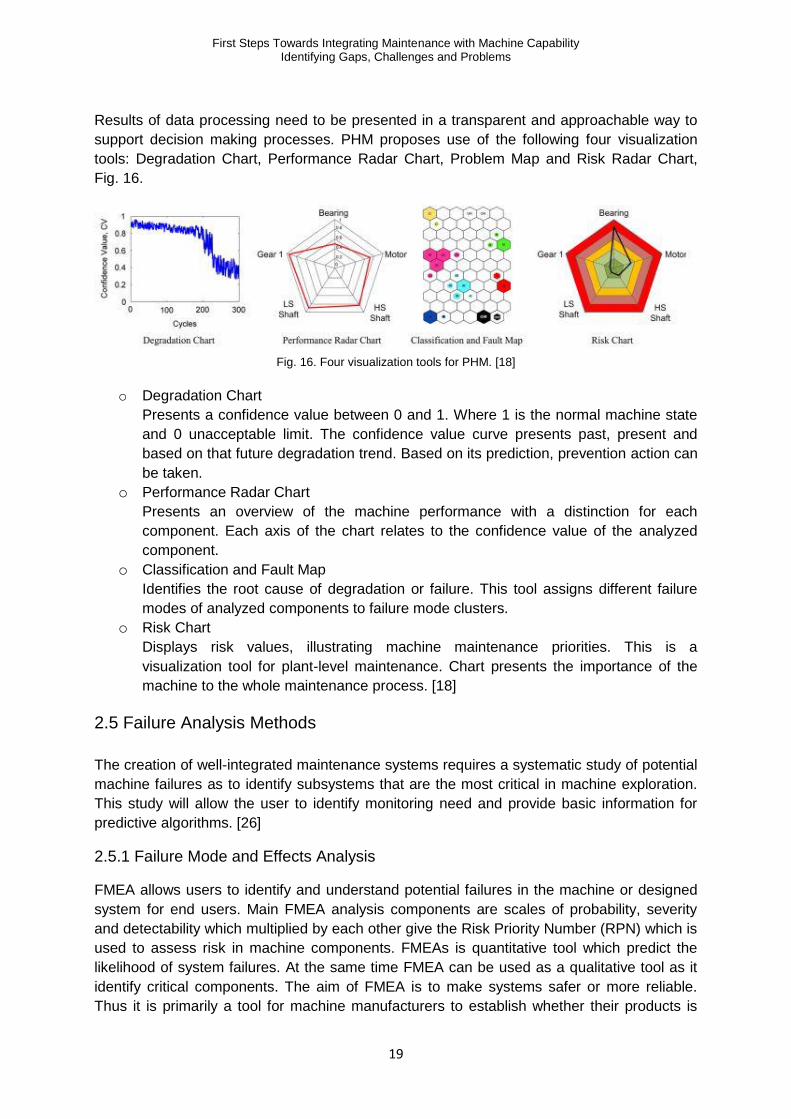
Results of data processing need to be presented in a transparent and approachable way to
support decision making processes. PHM proposes use of the following four visualization
tools: Degradation Chart, Performance Radar Chart, Problem Map and Risk Radar Chart,
Fig. 16.
Fig. 16. Four visualization tools for PHM. [18]
o Degradation Chart
Presents a confidence value between 0 and 1. Where 1 is the normal machine state
and 0 unacceptable limit. The confidence value curve presents past, present and
based on that future degradation trend. Based on its prediction, prevention action can
be taken.
o Performance Radar Chart
Presents an overview of the machine performance with a distinction for each
component. Each axis of the chart relates to the confidence value of the analyzed
component.
o Classification and Fault Map
Identifies the root cause of degradation or failure. This tool assigns different failure
modes of analyzed components to failure mode clusters.
o Risk Chart
Displays risk values, illustrating machine maintenance priorities. This is a
visualization tool for plant-level maintenance. Chart presents the importance of the
machine to the whole maintenance process. [18]
2.5 Failure Analysis Methods
The creation of well-integrated maintenance systems requires a systematic study of potential
machine failures as to identify subsystems that are the most critical in machine exploration.
This study will allow the user to identify monitoring need and provide basic information for
predictive algorithms. [26]
2.5.1 Failure Mode and Effects Analysis
FMEA allows users to identify and understand potential failures in the machine or designed
system for end users. Main FMEA analysis components are scales of probability, severity
and detectability which multiplied by each other give the Risk Priority Number (RPN) which is
used to assess risk in machine components. FMEAs is quantitative tool which predict the
likelihood of system failures. At the same time FMEA can be used as a qualitative tool as it
identify critical components. The aim of FMEA is to make systems safer or more reliable.
Thus it is primarily a tool for machine manufacturers to establish whether their products is

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
20
safe and competent in each function, as a basic function of FMEA is to improve design and
to build a safer and more suitable product. [27]
From a maintenance perspective FMEA reflects how much a machine can be trusted, what
self-control and self-monitoring the machine has. Furthermore it shows the different kinds of
failures that can happen to a machine and how they can be prevented or predicted. Finally it
shows what the machine’s path from its initial design to final stage was, taking into
consideration changes due to FMEA analysis results.
2.5.2 Support Tool Combination
One concept of current maintenance studies is to support its decision by three
supplementary methodologies i.e. RCA, FMEA, and FM. This combination allows the building
of an integrated framework for failure analysis of systems, which is beneficial for
maintenance engineers. It raises efficiency in dealing with analysis, design and optimization
issues. [29][30]
Root Cause Analysis (RCA) is a common term for methods aiming to find the initial source of
each failure. RCA identifies what, how and why the investigated action had happened, and
how to take actions to prevent a recurrence. It uses the deductive (backward logic)
techniques used in analysis failures. The process involves investigation, data collection and
chart illustration to identify the initial root and present a recommendation generation and
implementation. [29][30]
Both RCA and FMEA methods are identifying incompatibility, their different kinds and
causes, and their probability. Combining both methods is beneficial as it allows the user to
achieve a holistic picture of the machine. The methods are similar in the following aspects,
identifying incompatibility in their different kinds and causes, and their probability. They use
opposite investigation structures however they require the supplementation of similar data.
Both of them lead to the creation of specific improvement actions.
Fuzzy Methodology (FM) - using basic tenets of the fuzzy sets theory for risk assessment to
obtain a flexible and meaningful method to assess risk related to machine components
failure modes. The traditional FMEA determines the risk priorities of failure modes using
indicators of probability, severity and detectability. This may not be realistic in real
applications, as a different combination of indicators bring the same RPN value, while a
hidden risk value is different. In some cases it might be a waste of resources or maintenance
while on the other hand it might lead to the disregarding of important issues. It comes from
the fact that all tree risk factors are assumed to be equally important. This may not be the
case when considering a practical application of FMEA which is a foundation for many
maintenance actions. This is a research topic for future development to be verified if currently
used FMEA standards are updated with the most reliable academic solutions. [30-33]

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
21
3 . Research In te rview s
The main source of information for the research thesis comes from interviews conducted at
the factories of the participating companies.
Interviews were held with cross-functional teams at each plant. Interview participants came
from maintenance engineering, quality and purchasing departments. The interview agenda
was based on the previously prepared questions regarding capability and maintenance
integration. Based on interview answers, observations and their subsequent analysis, it was
possible to identify gaps and challenges which could be taken into consideration in
development of the processes used today by the companies. Research interviews were
completed within two factories of Company A, Factory A1 and Factory A2 one factory of
Company B.
3.1 Interview Questions
Interview content was discussed and prepared during master thesis kick-off meeting with
Andreas Archenti and Ulf Sandberg in Stockholm in late October 2016. Interview questions
were divided into three sections; general implementation process, capability studies and
maintenance integration.
3.1.1 General Implementation Process
Overall questions about the company’s purchasing and implementation process were asked
to understand the structure of the process and its driving logic. This was to investigate the
basis of what analysis tools, gates, measurements decisions and implementation adjustment
are being made. Structure of questions allowed to assess the process from a holistic
perspective, with some insight into the details of each implementation phase.
3.1.2 Capability Studies
Questions focused on how machine capability verification is handled during the
implementation process and the current state of company’s involvement in the capability
measurements. They also give possibilities to investigate which standards and procedures
are used when measurements are being implemented.
o Who is responsible of capability definition?
o How are capability studies performed?
o What are the standards, norms, procedures?
o When capability studies are performed in this phase?
o When capability studies are performed after final acceptance?

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
22
3.1.3 Quality Aspects
Understanding the general approach to all through to quality issues allows to create a
comprehensive picture of the current state of affairs. Investigations here cover how
maintenance activities are being performed. The following questions have been asked:
Machinery
o Which performance indicators are used today?
o Which capability parameters are used?
o What are the requirements for accuracy levels?
o What ISO standard (internal, vendor) are used as reference points?
o What are measurement, identification and monitoring methods used?
Quality Issues
o How does erroneous parts detection system works?
o How does error handling flow process looks like?
o How responsibility is distributed between different departments?
o How are quality issues documented? How does information flow looks like?
o How error handling process influence maintenance activities?
o Does quality system allows to directly address responsible machine part?
o Is it possible to define what action to initiate/try with the errors?
3.1.4 Interview Answers
Answers for research questions were provided during interview and later by providing
instructions related to the implementation process that was being used. Based on those
answers, it was possible to develop an illustration of the current state of affairs.
Due to privacy concerns, the scope of available documents was limited. As the scope of
each interview answer was different, Company A and Company B cases were investigated
separately. Where it was possible, a suitable comparison between the two Company A
plants, and between Company A and Company B was made.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
23
4 . Compan y A
Company A implementation model is based on Early Equipment Management (EEM) and
Product Safety Management (PSM) flow. This approach is used to achieve satisfactory
results during the purchase of a new machine. PSM-EEM flow support engineers with set of
measurement, analysis, decision assistance tools which are used at different stages of new
machine implementation.
4.1 Investigation Perspective
1. Capability Studies
Investigation on how capability studies are performed throughout implementation process.
Analysis whether capability studies are taking into consideration machine systems’
complexity, errors influence on the final results and single components capability.
2. Maintenance
Integration of maintenance within purchasing process including actions which are taken into
consideration during implementation process and how this process influences maintenance
plans. Current correlation between early implementation and maintenance during regular
production.
4.2 Purchasing & Implementation Model
The purchasing process is divided into main seven phases. Each step supports the whole process, with their engineering activities, Fig. 17.
Fig. 17. EEM process flow. [internal source]
Investigation → Research and analysis of potential purchase.
Feasibility Study → Designation of project applicability and benefits.
Final Development → Adapting chosen solution to internal requirements.
Industrialization → Development with preparation for industrialization.
Trimming in → Implementation and realization of the project objectives.
Follow up → Review of achieving the end effects.
Every phase is summarized with a final report and this document is the starting point for
future implementation development. Starting from the first investigation phase where the
concept of the new machine is arising up to six following closely connected phases with

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
24
multiple verification checkpoints presented as a gate within them. Gates are marking spots
for the process and allow for further process development.
Fig. 18. EEM activities. [internal source]
4.2.1 Gates Specification
The gate presents a set of actions which needs to be taken at the following step of machine
implementation; those actions are related to project and design revision, specific
measurements and inspections. Fig. 19. presents overview of gate’s content.
Fig. 19. Implementation Gates. [internal source]
Same actions are repeated during different gates, to check measurement results under
different conditions (e.g. at vendor facility or later at customer). Each gate is formalized with
report and payments according to the purchasing contract. Looking at provided documents,

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
25
implementation and purchase process can be described in three different processes
corresponding to each other Fig. 20.
Fig. 20. Implementation process interactions.
First process is the seven main phases of EEM-PSM. Second process is implementation
gates which go along with the main phases. Third process can be perceived from the
perspective of acceptance tests: pre acceptance test, acceptance test and warranty test.
These tests are included into the process gates, they describe measurements and actions
taken to accept purchase with more detail and depth.
4.2.1 Machine Acceptance Tests
Technical Instruction is an internal document which acts as a guideline for the tests
performed during the implementation process. It is divided into several chapters, each of
them describing different aspects of the test procedure. It includes details such as
information about the type, standards and procedures for acceptance tests of new
machinery. It also outlines the communication standards between the two sides using
comment and notes section of instructions.
Machine verification is done through a four-step procedure with three performed tests. The
whole process starts from the verification of the machine’s specifications provided by the
potential supplier. Machine acceptance tests are divided between the specification test, pre
acceptance test, acceptance test and warranty period test.
I. Specification Test
Standard control of the delivery according to the purchase order. Test refers to the
specifications which are not covered by acceptance tests.
II. Pre Acceptance Test
Primary test, performed at the supplier's location, set to verify that information provided by
supplier within purchasing offer is accurate. Tests are performed by the supplier in the
presence of company’s representatives. All company requirements are available earlier and
it is the supplier’s responsibility is to adjust machine before the test presentation.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
26
III. Acceptance Test
Test at the end-customer facility made to verify if all installations were made correctly. The
test is performed in the same manner as pre acceptance test.
IV. Warranty Period Test
Test is performed in order to assure that all machine capabilities are reliable before the end
of warranty period. The content of the test is the same as pre acceptance and acceptance
tests.
Fig. 21. Technical instruction content. [internal source]
Fig. 21 - during pre acceptance, acceptance and warranty test following tests are performed:
1. Geometrical measurements 5. Deflections
2. Spindle speed 6. Positioning / Reliability accuracy
3. Feed rate 7. Circular interpolation
4. Vibration 8. Spindle error motions / Thermal stability
Table 2. is presenting the test with corresponding internal and external standards attached to
it. The Technical Instruction is in principle an internal standard and only a few are done
according to ISO standards. None of them is done with both ISO or Internal Standards.
Furthermore, any other standards are not presented (e.g. Swedish, European) within the
Test Instruction.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
27
Table 2. Test standards of Instructions.
Test ISO Standard Internal Stand.
Geometrical measurements - yes
Spindle speed - -
Feed rate - -
Vibration - -
Deflections - -
Positioning & Repeatability accuracy ISO 230-2 -
Circular interpolation ISO 230-4 -
Spindle error motions
Thermal stability
ISO 230-7,
ISO 230-3
-
-
[internal source]

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
28
5 . Compan y B
Main source of information about Company B case comes from a factory visit and a single
main document about machine implementation which was provided for the need of this
research. It was used for analysis of the current state of machine purchasing and
implementation, maintenance approach and capabilities studies. The investigation
perspective, as in the previous case study, is focused on how maintenance and capability is
presented during the visit and interviews. This is secondary to the other aspects such as
quality and technology transfer.
The analyzed document contains all requirements which need to be fulfilled by the supplier
while delivering robot controlled systems. It is the responsibility of each supplier to fulfil the
requirements, making it accurate and thereby reflect current implementation approach.
5.1 Maintenance Integration
This section describes the maintenance systems currently used as well as maintenance
requirements for purchased products.
5.1.1 Current State
Currently, the maintenance department is using KPIs to monitor maintenance performance.
All data is collected by internal maintenance management system.
o Number of failures.
o Failure length.
o Number of corrective work orders.
o Time spent on corrective work orders.
o Time spent on preventive maintenance.
o Material costs.
Based on them, the Value Driven Maintenance (VDM) analyses are prepared to visualize the
outcome of the monthly maintenance performance. This tool allows to identify the
maintenance bottlenecks. The aim of this technique is to measure local maintenance KPI’s
and identify long-term deviations and problems. Reporting usually happens during regular
meetings with the local maintenance managers. During these meetings current results are
presented and discussed and future actions are agreed on.
The VDM tool is divided into four categories: failures, corrective, predictive and costs. These
categories are presented in a TOP 5 issues list, in the following time periods: 3 months, 6
months, 1 year. The VDM tool contains a special list presenting how many times a specific
equipment is mentioned in the report. This allows to sort out the most significant bottlenecks
in each unit. Each piece of equipment may be analyzed to assess whether its performance is
improving, decreasing or is being maintained at a stable level. Furthermore, disturbance
logging systems is collecting data regarding the failure KPIs. These are used to measure the
technical availability of machines in the plant.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
29
Maintenance projects are using the DMAIC structure: Define, Measure, Analyze, Improve
and Control. This improvement cycle is used to manage local Six Sigma projects:
Define scope, objectives, resources and affected KPIs.
Measure data from maintenance management and disturbance system.
Analyze usage of seven basic tools of quality (7QC).
Improve implementation of improvements as results of analyze phase.
Control verification of improvements.
5.2 Maintenance Requirements
Supplier is required to specify a detailed maintenance instruction. This may include a present
detailed program for preventive maintenance, inspections, periodic replacements and
lubrication plan etc.
The content of maintenance instruction related to the machine needs e.g. include the
inspection points with the information when and how it should be inspected. Suitable aids for
inspection should be described, such as instruments, gauges, tools etc. There is the
requirement to enclose an explanation how to perform function checks, test program design
etc. It is the supplier’s responsibility to ensure there are strategies for handling each potential
error, including instructions relating to both hardware and software systems. In terms of
software, the supplier must present the software development structure and tools, e.g.,
version handling, mapping of module relationship.
The corrective maintenance instruction needs to be provided for all repairable or
exchangeable units. This document should include views, drawings and related documents
and all recommendations for tools, inspections and measurements, tightening torque etc.
Moreover, management instructions for handling waste from maintenance process and other
air pollution, waste water, waste coming from cleaning process etc.
Structure of the maintenance plan and documents needs to be organized in a modular way
to be able to link maintenance actions to the corresponding documentation, e.g., in a data
base. It must be compatible with the service data base currently used. All design information
needs to be provided: design specifications, complete layout, safety design, display pictures
on operator screen interface, calibration equipment and calibration routines, electrical
drawings of the complete package, mechanical drawings for assemblies, subassemblies and
components, pneumatic drawings, media supply installation drawing and layout, detailed
installation drawings of all equipment to be provided.
5.2.1 Instruction Content
Machine Components
Documentation about machine components bought from all sub-suppliers need to be
presented with all other types of valuable information. Component documentation should be
presented both digital and paper copies. The supplier is also obliged to state Mean Time To
Repair (MTTR) for all components of the purchase.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
30
Life Cycle Cost (LCC)
Cost of machine spare parts for the complete purchase needs to be attached. Cost analysis
should include machine usage every following year based on availability template. Life cycle
cost is a part of supplier requirements for cost presentations.
Calibration
Supplier needs to include calibration report data for all equipment with instructions allowing
the final customer perform all calibration on their own. Detailed description for calibration of
units should be provided, including when and how to perform this step, with all supporting
illustrations and diagrams. There is a requirement relating to the usage of completely
automatic methods for calibration. In those cases, an additional requirement for calibration in
range of 1 [mm] with a supplementary sensor for position validation is also compulsory, that
being other than an ocular inspection.
Calibration tests are divided into three steps; first during installation of equipment, second
and third during regular performance. There should be automatic functions for calibration
check-up reflected both in software and hardware. There should not be a need for further
calibration of machine measurement, seeing that reliable calibration is an assurance of
quality of measurement in the first place.
5.2.2 Drawings Requirements
Mechanical Drawings
Mechanical drawings of all parts, spare parts, assembly, subassembly and components must
feature. The information package needs to contain pneumatic schema and a part list must be
included. Provided drawings need to use internal company drawing number system.
Pneumatic and hydraulic documentations are defined as mechanical documentation.
Detailed drawings need to be provided at stages where the company makes them a
requirement.
Electrical Drawings
Electrical documentation needs to be provided according to the internal requirements. It
should be possible for a line builder to adapt the documentation for each possible
application. Machine documentation needs to have its own set of electrical drawings.
Drawings need to illustrate all components that do not belong to the standard documentation
of the machine.
Warranty & Safety
Supplier is obliged to provide support within 3 hours after error has been reported during the
warranty period. This requirement must be valid 24 hours/day and 7 days a week. Warranty
period includes spare parts according to intervals 1, 2, 3, 5 years and lifetime (8 years).
Warranty sections need to include specification and cost of spare parts, repair on site, bug
fixes/malfunctions.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
31
Safety requirements related to internal plant standards, company standards, ISO norms and
both Swedish and European machine norms. Supplier needs to provide safety instructions
for following scenarios:
o Normal running of equipment.
o Sudden interruption in running equipment.
o Structure and function of the built-in safety systems.
o Safety during repair and maintenance.
5.3 Technology Transfer
The supplier is responsible for training of machine usage and maintenance. Training routine
is divided for electrical, mechanical and software maintenance components. All training
documentation are to be made available at least one month before delivery.
The supplier is responsible for delivering a comprehensive schedule, trainers and facilities for
their equipment. All materials and training must be in user language. Optimal solution is to
perform training sessions at the final customer plant. Educational material must be provided
with materials allowing for self-learning.
Training session should include presentation of both practical and theoretical examples.
Training should contain all needed materials e.g. suitable tools for practical training and test
material for competence verification (diagnostic test). Training has to be provided for the
following aspects: (i) basic operator, (ii) function package specialist, (iii) preventive
maintenance training (electrical, mechanical, software), (iv) customer internal teacher
(course structure and time plan), (v) line builder (installation and setup training, basic
application guidelines). Training needs to contain: installation, commissioning and function
testing, mechanical maintenance, electrical maintenance.
5.4 Acceptance Tests
The acceptance tests are a logical verification of the purchased machine, similar to previous
case divided into four steps. In this case, the first step is called direct analysis of FMEA - next
three test are as follow; pre acceptance, acceptance, and availability test. General conditions
for performing a test are:
o Perform at the vendor facility.
o Company participation required.
o Easily to repeat test conditions.
o Everything delivered with test protocol.
o Noted faults and deviations corrected before delivery.
FMEA
The first step of the technical machine acceptance is review of the failure mode and effects
analysis results. This is the base document for further analysis, so if FMEA was not created
earlier, the supplier is obliged to perform it. The scope of requested FMEA is defined by the
final customer.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
32
5.4.1 Pre Acceptance Test
The purpose of this element is to verify all main machine functions. It is the entrance check-
up phase to validate whether machine is capable of the required functions. Pre acceptance
test includes Function Test and Performance Test.
Function Test
It is done according to the agreed protocol. Every Function Package must be tested. Factory
B representative must have the opportunity to participate. The function test is divided into
three main parts; (i) the inspection of documents, (ii) test of personal safety, (iii) main running
test program of robot to verify its specification. All tests should be done during realistic
production conditions, insofar as it is possible. This test should include an examination of
critical components and functions highlighted by previous FMEA analysis.
Performance tests
Each function package/robot type should be tested, with Factory B participation. The
following examples are test for accuracy performance; absolute accuracy, repeatability and
test of application performance; air flow, water flow, water pressure drop, weld performance.
Test of accuracy performance related to:
o Accuracy - results should be within +/- 1 [mm] according to Global Robot
Specification. If achieving such tolerance is impossible than for reasons other than
inaccuracy, this should be clearly stated.
o Repeatability - is set on +/- 2 [mm] tolerance in relation to ISO Standard 9283. If it is
not possible to achieve stated requirements, then clear reasons for inaccuracy need
to be given.
5.4.2 Acceptance Test
The main reasons for creating this verification gate is to conduct tests which are not possible
to conduct at the supplier side. Tests are performed at the facility after complete installation.
General conditions are similar to those for pre acceptance test. In this case, the supplier
performs test while Factory B is a participant. The test should be done with conditions easy
to repeat. Factory must be informed if the supplier will not be able to perform any of the
agreed measurements. All additional safety functions should be tested. The supplier is
obliged to correct all faults and deviations that may result from the test.
5.4.3 Availability Test
The supplier must state the availability of the complete equipment. The availability must be
calculated from availability data from parts of the package e.g. robot, control cabinet,
application cabinet, media panel, dress pack, power source and included in the compliance
response. The availability for the complete function package must be specified on main
component/spare part level, based on a given template from the customer. The source for
the availability results numbers must be presented (theoretical calculations/measured in
production).

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
33
6 . In te rview Summar y
6.1 Company A
Company A was investigated at two separate plants. It was assumed that they follow similar
work standards, procedures and routines. However, while analyzing provided documents
both entities have to be treated separately as they refer to different organization approaches.
6.1.1 Capability Studies
The capability studies emphasize following aspects:
o Study Bases
o Supplier Involvement
Study Bases
o The interviews revealed that each factory uses a different foundation for capability
studies. This fact reduces company A overall system compatibility. Factory A2 is not
familiar with test instructions used at and provided by Factory A1. Those instructions
refer to the internal company standard for measurements and they should have clear
reference base from the beginning.
o Capability measurements do not have clear correspondence to more than one quality
standard. Capability measurements are not characterized completely by standards on
different levels i.e. global, European, Swedish, internal, other, etc.
o Factory A1 relied on employees’ superior knowledge combined with experience in the
field of capability measurements and metrics. For employees at Factory A2, as seen
in some cases, capability handling is based on the supplier approach only. They feel
less confident within the topic of capability measurements and very tight
requirements.
o There is no established link between implementation process measurement results
and feedback action and thus how test results should trigger further investigation,
maintenance strategies and quality improvements.
Supplier Involvement
o In the provided documents vendors have no requirements of standardizing tolerance
indicators for each machine parameter.
o Capability studies do not include focus on the single subsystems and components of
each machine. There is no detailed analysis how other Original Equipment
Manufacturer (OEM) used as component in a machine might affect final reliability or
machine capability.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
34
6.1.2 Maintenance Integration
Current state summary of purchase process integration with maintenance approach
emphasize following aspects:
I. Maintenance Strategy
II. Maintenance Engineer's Perspective
III. Technology Transfer
IV. Analytical Tools
I. Maintenance Strategy
In Factory A1, separate engineers are responsible for each purchasing and implementation
phase, creating system of internal company suppliers and customers. Within this system,
one team handles the project, and once their task is fulfilled, it handed over to another team.
The opposite is true in Factory A2, where maintenance engineers combine responsibilities
for both purchasing and implementation and handle maintenance activities while running in
production.
There is no requirements for the supplier to present an initial maintenance plan or
maintenance solutions and strategies. It is assumed that maintenance specification comes in
with the machine documentation, however in none of the presented documents long-term
maintenance perspective is visible.
II. Maintenance Engineer's Perspective
The perspective of maintenance engineers is not included. Maintenance engineer
requirements are not stated and therefore it is impossible to assess if purchasing process is
capable of fulfilling its needs. Integration of the machine into the already existing
maintenance system is not included. How machine maintenance system is going to
cooperate with company's systems is not a part of the implementation process.
III. Technology Transfer
Machine’s technology has its strengths as well as weak points. The knowledge of this fact is
the initial trigger for greater focus and a more directed maintenance plan. In the available
documents, there is little emphasis on how information flow between supplier and factory
should look like. Supplier's responsibility for collecting performance data after implementation
is not given.
IV. Analytical Tools
A wide range of analysis is performed on each step of purchasing process, however how
data output is collected and analyzed is not clear. Each of the perform actions should be part
of the database for predictive maintenance. Therefore, the relationship between used
analytical techniques and data output should be standardized.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
35
6.1.3 Acceptance Tests
o It is not stated how listed EEM activities should be followed up by further action. It is
assumed that the final report of each phase assures that each one of the activities
were successfully fulfilled. However, each activity should be used as a platform for
further usage in analysis of the machine.
o Each of the analytic activities have value from a maintenance perspective; what is
important is that data will not be just collected and processed for current acceptance
needs but how it will also actually trigger further actions.
o FMEA is listed in the presentation of EEM-PSM purchasing process, however no
further details are presented and in test instruction, where it is not even mentioned.
FMEA have a critical role in fulfilling a platform for the maintenance system with
valuable information about the machine performance and specification. Therefore,
one could argue that more emphasis could be put on this tool.
6.2 Company B
6.2.1 Capability Studies
Provided documentation is insufficient to analyze capability studies. There is no information
about process nor machine capability studies. Link between capability indicators and the
product, machining process, machine is not established.
Information about variable elements of any measurement may come down to the particular
circumstances e.g. operator knowledge might be found in section about training or general
conditions in acceptance tests sections. However, they are not linked together or described
in an integrated way.
6.2.2 Maintenance Integration
The current state can be summarized based on the provided documents listing the
maintenance requirements for supplier to be fulfilled. In summary, other capability studies
emphasize following aspects:
I. Overall View
II. Instruction Content
III. Maintenance Tools
I. Overall View
o Maintenance department activities are to a great extent based on the digital
maintenance management system. This system integrates all used machines and
collect and process performance data to support maintenance engineers decisions.
o Maintenance team uses general maintenance indicators and two systems of
improvement projects, which are currently suitable for the production needs.
o Customer maintenance department distinguishes corrective and preventive
maintenance action. In the same manner, it outlines maintenance requirements in the
purchasing instructions. However, there is no emphasis on the predictive
maintenance in order to improve efficiency of entire system.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
36
II. Instruction Content
o Provided documents clearly state supplier responsibility for providing predictive
maintenance in the field of electrical, mechanical, software maintenance. General
requirements are listed. There are no detail requirements related to the goals of
maintenance strategies.
o It is not clear if LCC analysis includes cost of different maintenance strategies, with
amount of potentially saved or spend resources to better adjust strategy to quality
needs and abilities.
o Supplier, by providing complex maintenance information, makes ground for
maintenance engineers at the final customer factory. This could be developed by an
additional maintenance document with requirements presenting current maintenance
systems directly.
III. Maintenance Tools
o Purchasing instructions do not make the supplier obliged to propose most suitable
KPIs for the purchased machines. The supplier does not need to state KPIs which
allow for the most efficient ways in monitoring machine performance. Furthermore,
their working mechanism is not described and explained to the customer. This would
allow to connect suppliers recommendations to the currently used standards.
o FMEA is the most useful within in design phase of the project. Instruction does not
present industry standards with performing FMEA. There are no requirements for
standardized and digitized way, as it is the base for understanding potential failure
and proactive actions, something which should be taken in order to prevent them.
There is no clear strategy how FMEA results, previous experience or supplier
recommendations should affect maintenance strategies.
6.2.3 Acceptance Tests
o Pre acceptance test might have different content than acceptance test. The first is
done at supplier side, the second one at the final factory. Different test content reduce
ability for results comparison, as tests are then different.
o If the supplier performs tests in both cases, then the learning outcome for internal
employees is reduced.
o Both tests are performed by the supplier, while the ability to self-perform calibrations
and machine capability verification is crucial for future assurance of line quality.
Internal employee's ability to correctly perform the tests on new machine should be
taken into the consideration while establishing system of entrance tests.
o Terms of easily repeatable test conditions seems vague. The Ishikawa Diagram
illustrating each measurement affecting component is not included.
o Request for spare parts at least 20 years after delivery represents the kind of
maximum time perspective with which the following equipment is bought. However,
how it corresponds to the assumptions of the machine life is not presented.
o Requirements related to assurance and quality of calibrations are not presented. Nor
are standards or norms relating to performing calibration.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
37
6.2.4 Technology Transfer
o Guidelines and principles for electrical, mechanical and software maintenance have
to be revised. This will allow the creation of measureable goals for training system.
Internal company education structure should be assessed in relation to supplier
structure to achieve their compatibility.
o If documentation and training is delivered at least one month before installation, in
this time the company should be able to prepare itself for conducting tests on its own.
o There is an outlined experience exchange during installation and warranty period.
Experience exchange method should be investigated in order to make the most out of
them.
o The supplier is responsible for ensuring strategies for handling each potential error. In
these cases, this might be a solid base of prediction maintenance. Each potential
failure should have an outlined way of predicting upcoming failure and a technique of
monitoring it. Based on this list, one can develop some expertise on the most fragile
and important elements of machine, something that allows to predict potential failure,
instead of fixing the error after it had happened.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
38
7 . Framew ork for Future Research
This research topic has potential for further investigation. Therefore, this chapter proposes
the framework for potential future work in the topic of maintenance integration and capability
studies within the purchasing process.
7.1 Maintenance Integration Framework
This thesis introduces the concept of the Maintenance Integration Framework as a
supportive perspective in further investigation. In the investigated case studies, maintenance
engineers were interested in the purchase process from the time when the vendor is required
to fulfill maintenance document requirements. From this point, the maintenance perspective
is present through the life usage of the machine. Currently made tests, analysis and
measurements are not sufficiently interconnected. The vendor’s involvement is rigid and
limited to providing general information required for machine acceptance. This approach is
missing a holistic view on the system components influencing maintenance systems.
Fig. 22. Maintenance Integration Framework.
Integrated maintenance research Fig. 22. covers the entire area of machine life. This
approach develops cooperation with the vendor to provide the most reliable input data for
customer’s maintenance system. It emphasizes data sharing and technology transfer
between vendor’s machine production system and customer implementation process.
Research investigation of maintenance integration required active presence both customer
and supplier even if the supplier is not included in the scope of DAIMP project participants.
The purchase process can function effectively as long as its components are properly
adapted to its objectives. Therefore, research will require access to information from
purchase, production and quality departments to create complex analysis.
Within this approach, investigation of end-customer maintenance management system is
performed to understand what input data it requires and how systems can benefit the most
from the purchase process. This maintenance perspective looks further into the vendors’
system: valuable information internal procedures and analysis.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
39
7.2 Process Investigation
Complete assessment of the purchase process could only be based on real case studies
from previous purchases. This would allow to review the entire input and outcome of
purchase process. Future research should take the following aspects into consideration:
I. Informative Aspect
II. Assessment Abilities
III. System Analysis
IV. Maintenance Management System
7.2.1 Informative Aspect
Additional knowledge about the purchase strategy of the whole company is needed to
assess whether the principles on which the purchase process is built are sufficiently for
efficient goals of the DAIMP project. The following aspects would be valuable to assess:
o Compatibility of the purchasing process across the company.
o Purchasing process variability in relation to purchase scope.
7.2.2 Assessment Abilities
If the company is able to reliably measure its own processes then they can be controlled and
improved. It should be verified if the purchase process is compatible in all departments.
Company’s tools for self-assessment and feedback mechanisms about quality of their
solutions should be reviewed. As well as the following aspects which would measure the
performance of the purchasing process:
o Methods for evaluation quality and efficiency of the purchasing process.
o Internal feedback loop from the perform process.
o Time evolution of the purchase process through different projects.
o Procedures, escalation charts, process flows of the general purchase phase.
Machine purchase is a project which can be generally characterized by its scope, cost and
time frames. Case study of those three elements will provide feedback to improve purchase
standards and redesign the process. Given this, following aspects should be investigated:
o Initial scope of the project to the final scope.
o Resources spent on complete process.
o Resource on each phase, gate, analysis tool.
o Flexibility of the purchase process solutions.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
40
7.2.3 System Analysis
A comparison of how activities included in the purchase process affect production system
should include:
1. Machine Quality; performance and failure rate.
2. Finished Part; quality and overall production performance.
Those two aspects have to be investigated together, as to establish a link between them. A
comparison of the purchasing process in relation to production system performance which
will allow one to assess the value of the purchase activities Fig. 23.
Fig. 23. Purchase process analysis from production system perspective.
The purchase process is a reflection of production needs and the ability to fulfil them is the
final validation. Investigation should be made in two directions: bottom-top (forward logic)
and top-bottom (backward logic). Both approaches should be combined to create a holistic
picture of the current state.
An investigation of results from the quality department with focus on information flow and
data content should be conducted. To assess which data, sensors, analysis which were
missing in order to prevent from failure. It is assumed that if the management system would
be fulfilled with a sufficient amount of reliable data, it would be able to predict and prevent
failure from happening. The investigation should cover the most critical machine and system
elements.
Fig. 24. Failure Analysis.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
41
Results of the investigation Fig. 24. will assess feasibility of currently used solutions. This will
allow to redesign maintenance strategies to ensure a reliable maintenance strategy right
from the beginning of the machine usage.
Research should include recent maintenance action to understand which source system is
absorbing information, correspondingly how data from analysis, tests and measurements is
processed and transferred. Visualization will allow to clearly track relationships and
connections between analysis and future actions Fig. 25.
Fig. 25. Purchase analysis in relation to maintenance actions.
Investigation should include every document, procedures, standards which part of the
purchasing process. This will allow to understand how maintenance actions (e.g. planned
maintenance actions, predictive or corrective actions) are constructed. It also allows to track
which analysis output data does not contribute to any further actions or which maintenance
actions are not influenced by any previous purchase activities. Creation of these
visualizations will increase transparency, understanding and logic of used maintenance
management system. The long term perspective of this analysis should develop to the big
picture of the entire company systems.
7.2.4 Maintenance Management System
The purchasing process can be integrated with maintenance perspective as long as the
system is based on perspective which is reliable and compatible. Therefore, the maintenance
management should be investigated from the following fields:
I. Case Study
Case study should be built to investigate purchased machine compatibility to the current
maintenance management system. It should include a comparison of the company’s data
collecting and processing system to the machine capabilities. An analysis of whether the
maintenance system’s abilities are sufficient for a purchase machine and if the machine
design allows to be effectively used with the current system. The machine modular design
should be assessed from a perspective of further development, for example machine
maximum abilities for sensor implementation.
II. FMEA
FMEA is brought under closer investigation as this tool appears in documents provided by
each plant where interviews were held. Used optimization tools already connected to
purchasing processes will create a working model representing how the factories - and
vendors - actually execute the work. The provided documents demonstrate that a usage of

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
42
purchased machine FMEA results is the only common aspect between analyzed factories.
Therefore, even further investigation in FMEA standards, norms and formal requirements for
this techniques should be made. Furthermore, calculations of indicators such as MTTR are
presented very briefly, therefore, the best solutions against misinterpreting and
misunderstanding those indicators should be investigated.
III. Maintenance Strategies
Research should include a comparison of different maintenance strategies. This will broaden
the number of possible maintenance solutions. The simulation of results and cost of different
strategies: corrective, planned, predictive actions their hybrids and combinations. This will
visualize the maintenance strategy influence on the production system before its
implementation. The current system should be revised in the following aspects: system
capacity, structure logic, available functions, maintenance work classification, predictive
algorithms, visualization tools, decision support tools.
IV. Internal Limitations
An investigation of the limitations for preventive and predictive applications should be
conducted. It is possible that the company has ideas and concepts to improve the already
existing state, however due to some undefined or unmeasured obstacles, it is not able to
develop its solutions. It should investigate how improvement and change culture is
established at the associated companies.
7.2.5 Capability Studies
Each analyzed company unit has their own particular pattern of describing capability studies.
Investigation towards standardization of methodology and procedures should be made and
implementation of both internal and external standards for each performed actions during
capability studies. The following issues should be investigated within capability studies
scope:
o Compatibility of Data Handling
o Used Algorithms
o Correlation: Analysis Results - Future Actions
o Calibration Equipment
o Knowledge and Experience
o Variability Elements Influence
7.2.6 Employee Involvement
An investigation of the employee's roles which are involved in purchasing process. Special
emphasis on maintenance engineers role in the process, their input and influence to the
project scope and progress. An investigation should be started from the analysis of machine
responsibility charts during different stages of its life. For everybody included in the process,
the following aspects could be analyzed:
o Duties and responsibilities
o Hierarchy and relationships
o Knowledge and formal preparation

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
43
o Experience

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
44
7.3 Customer-Vendor Cooperation
In the future research, relations between vendor and customers need to be analyzed as their
quality is the major factor affecting the ability for performing valuable capability studies and
maintenance integration.
The impact should be put on analysis of the data transfer between machine vendor and
customer during different stages of machine life. The purchasing phase is just a section of
complete relations, however, during this phase, relationships are established and
determined.
In the discussed purchasing phase, both perspective of end customer and vendor should be
included. Analysis of the purchase process should be compared with the selling process and
final quality process from the vendor’s perspective Fig. 26. A comparison of these processes
will allow to identify similarities and differences in the organization and technical aspects.
This information will be beneficial for both side for improvements of their processes. It should
be analyzed how the purchase process can benefit the most from earlier processes of the
vendor.
Fig. 26. Relation analysis model during purchase phase.
To increase the amount of valuable data and at the same time optimize resources involved in
purchase process close link between vendor should be established. The following aspects
should be analyzed to assess the most beneficial relations methods:
I. Information Flow
II. Machine Final Quality Audit (FQA)
III. Acceptance Tests
I. Information Flow
In general, how information is transferred between vendor and customer. What are the
channels used to exchange information? Investigation of technology solutions allowing
automatic data absorption from vendor systems to the end-customer maintenance system
needs. The investigation for possibilities to establish big data approach in the vendor-
customer relations.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
45

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
46
Customer Perspective
Beyond implementation, the future method of data transfer during the production phases
should be agreed and investigate to make it the most beneficial for both sides. It should be
investigated what information (currently considered as confidential) is the most valuable for
end-customer maintenance system. Information about machine’s strengths and weaknesses
from the real production experiences of other customers.
Vendor Perspective
It should be investigated how to make information exchange beneficial for the supplier. What
would be the vendor’s natural outcome of closer cooperation, scope of shared data from
purchasing process which could be made available for suppliers.
As future work should be conducted both with the cooperation of machine vendor. Overall
vendor opinion about purchase process would be interesting. It is assumed that vendor wish
to sell his product in the most smooth way. Therefore optimization of performed acceptance
test would be in the vendor’s interests. Together with vendor it should be assets which
information about machine are the most valuable.
II. Machine Final Quality Audit (FQA)
Documents of analyses in this thesis did not include how to optimally use vendor quality
systems. However, they would provide valuable information into the management system
and experience base. For example, the results of machine FQA might be treated as one
additional stage for the acceptance tests. A final quality tests should verify performance of
the machine on the vendor’s side by vendor employees, they exist major similarities between
this test and pre acceptance test. Methodology of performing those tests is valuable input on
how a machine is being assessed by vendor themselves.
Benefits from such an investigation should cover FQA of machines performed at the end of
production by the vendor. Capabilities studies are core aspect of each machine purchase
process. Understanding of the vendor’s approach to capability studies will allow to optimize
acceptance test procedures.
III. Other Studies
Pre Acceptance & Acceptance Test
A comparison of the pre acceptance test to the FQA should be closely investigated as both
tests are performed at the supplier side and are made by the supplier. Furthermore vendor is
obligated to achieve and present of positive results of tests specified by the customer.
Requirements for acceptance test are send in advance and interesting inside would come
from supplier feedback about test content. Supplier engineers about relevance of tests
content. Results of all trails in way for achieving positive result, how machine was adjusted to
meet test requirements.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
47
Warranty Period Test
Warranty test is an example of preventive maintenance, where maintenance activity is set
based on the time period instead of the state of a maintained machine. It should be assessed
how to imp prediction oriented warranty test.
Investigation of the warranty agreement from a maintenance perspective should be made. It
should be closely investigated how responsibilities, cost escalation procedures, rights and
obligations are set. What is the current most optimized strategy for warranty policy from the
customer’s point of view? What kind of strategies is the vendor offering? Comparison and
analysis should be made right from a purchase phase perspective.
Supplier Audit
To accept vendor as accepted supplier it must undergo verification audit. Results of the
supplier vendor should be revised to identify information relevant to the supplier’s capability
studies and maintenance integration. Audit procedures should be verified to assure that
suppliers’ procedures fulfil the end-customer’s quality requirements. This will allow for
a greater sense of confidence in vendors’ measurements, which would allow for acceptance
test redesign.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
48
8 . Genera l Conc lus ions
I. Further research is needed to expand beyond the analysis of just given information, such
as being incorporated with open access to procedures, instructions and documents of
maintenance, production, quality and purchase department. This will allow to create analysis
of their interdependence in relation to machine maintenance systems.
II. Machine vendors need to be included in the project to analyze the research topic from
their point of view. Vendor processes and opinions should be treated as valuable feedback.
III. Advanced technical knowledge along with organizational cooperation between the
industry and academics is needed to tackle the integration of maintenance with machine
capability and purchase process due to complexity.
Future Work Framework Proposal
I. Maintenance Integration Framework
The thesis introduces a novel visualization of integrated maintenance framework to
emphasize cooperation with vendors to provide the most reliable input data for customer
maintenance systems. This approach relates to the entire area of machine life, sharing data
between vendor and customer from both machine production and implementation phase.
From this perspective their process should be further analyzed.
II. Analysis of the Purchasing Process
Further investigation in the following aspects should be conducted: general content, the
ability to self-assess, comparison of process outcome to production results, maintenance
management system perspective and employee’s responsibilities. Thorough knowledge
about processes will validate a customer’s ability to reliably measure and improve process
performance. A future study would review as well a company's continuous improvement
culture in the case of purchase process. management systems currently in use have to be
assessed and reviewed. The purchasing process can be integrated well with the
maintenance perspective as long as it is reliable and compatible.
This thesis investigates the process of activities that influence production systems in order to
assess process completely and create a foundation for future improvements. This thesis
emphasizes impact of process tests, documents and analysis results on machine quality,
maintenance, failure rate and the produced part quality with overall production performance.
Those two aspects have to be investigated together, to establish the link between machine
performance and the product quality. Analysis should be made in two directions; bottom-top
and top-bottom while illustrating with relevant examples.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
49
III. Customer-Vendor Cooperation
The thesis proposes a model for investigation feedback with the customer - vendor relations.
These interactions need to be analyzed as their quality is a major factor affecting the ability
for performing valuable capability studies and maintenance integration. The following aspects
should be closely analyzed: information flow, supplier’s audit results and warranty
agreements. Valuable output will come from a comparison of machine final quality audit to
acceptance tests as both methods validate machine capability and they should be
compatible.

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
50
List of Figures
Fig. 1. Cpk index. ...................................................................................................................5
Fig. 2. The relation between Cp and Cpk................................................................................5
Fig. 3. Study of machine capability. ........................................................................................6
Fig. 4. Capability studies flow chart ........................................................................................7
Fig. 5. Ishikawa Diagram for capability studies. ......................................................................8
Fig. 6. Machining system accuracy and precision ...................................................................9
Fig. 7. Factors affecting the accuracy of the workpiece in cutting processes. ....................... 10
Fig. 8. Disturbance influence on manufacturing system. ....................................................... 11
Fig. 9. Maintenance transformation map. ............................................................................. 12
Fig. 10. Differencing perception of diagnostics and prognostics. .......................................... 12
Fig. 11. Classification of maintenance activities. ................................................................... 13
Fig. 12. Maintenance performance indicators in the OEE metric. ......................................... 15
Fig. 13. Condition monitoring procedure flowchart from ISO 17359. ..................................... 16
Fig. 14. Four quadrant chart for identification of critical components. ................................... 18
Fig. 15. PHM Implementation method .................................................................................. 18
Fig. 16. Four visualization tools for PHM. ............................................................................. 19
Fig. 17. EEM process flow. ................................................................................................... 23
Fig. 18. EEM activities. ......................................................................................................... 24
Fig. 19. Implementation Gates. ............................................................................................. 24
Fig. 20. Implementation process interactions. ....................................................................... 25
Fig. 21. Technical instruction content. .................................................................................. 26
Fig. 22. Maintenance Integration Framework. ....................................................................... 38
Fig. 23. Purchase process analysis from production system perspective. ............................ 40
Fig. 24. Failure Analysis. ...................................................................................................... 40
Fig. 25. Purchase analysis in relation to maintenance actions. ............................................. 41
Fig. 26. Relation analysis model during purchase phase. ..................................................... 44
List of Tables
Table 1. Main characteristics of Capability Studies. ................................................................7
Table 2. Test standards of Instructions. ................................................................................ 27

First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
51
References
[1] A. Skoogh, “Data Analytics in Maintenance Planning - DAIMP”, in Application within FFI - Hållbar Produktion as Project Description, unpublished, (2015-12-05).
[2] K. Rezaie, B. Ostadi and M.R. Taghizadeh, “Applications of Process Capability and Process Performance Indices” in Journal of Applied Sciences, 6 (5), pp. 1186-1191, (2006).
[3] “9. Machine and Process Capability”, in Quality Management in the Bosch Group Technical Statistics, Robert Bosch GmbH, 3. Edition, (01.07.2004), (Online), Available:http://www.q-das.com/uploads/tx_sbdownloader/BoschHeft9_E_01.pdf
[4] M. Nielsen, “Glossary”, in Statistical Process Control (SPC), (Online), Available:http://www.statisticalprocesscontrol.info/glossary.html
[5] “Error proofed production Five steps to achieve zero fault fastening”, Atlas Copco, Printed in Sweden, (TR Tryck 2008:1).
[6] C. Perkins, et al., “Practical Implementation of Machine tool Metrology and Maintenance Management Systems” in Journal of Physics: Conference Series, (2012).
[7] A. Archenti, “A Computational Framework for Control of Machining System Capability From Formulation to Implementation”, Doctoral Thesis, Department of Production Engineering Machine and Process Technology, KTH Royal Institute of Technology, Stockholm, Sweden, (2011).
[8] A. Larsson, “Capability in Machining Systems”, Licentiate Thesis, Production System Department of Production Engineering, Royal Institute of Technology, Stockholm, Sweden, (2002).
[9] A. Archenti, “Prediction of machined part accuracy from machining system capability” CIRP annals, vol. 63, no. 1, pp. 505. (2014).
[10] J. Stevenson, “Accuracy, Repeatability, and Resolution in Machine Vision”, in The Xiris Blog, (posted: June 05, 2013), (Online), Available: http://blog.xiris.com/blog/bid/295766/Accuracy-Repeatability-and-Resolution-in-Machine-Vision
[11] M. Rahou, A. Cheikh and F. Sebaa, “Real Time Compensation of Machining Errors for Machine Tools NC based on Systematic Dispersion”, in World Academy of Science, Engineering and Technology 56 (2009).
[12] M. Mottonen, et al., “Manufacturing Process Capability and Specification Limits”, The Open Industrial and Manufacturing Engineering Journal, 2008:1, pp. 29-36.
[13] T. Laspas, “Modeling and measurement of geometric error of machine tools Methodology and implementation”, Master Thesis, School of Industrial Engineering and Management Department of Production Engineering, Royal Institute of Technology, Stockholm, Sweden, (2014).
[14] C. Frangoudis “Controlling the dynamic characteristics of machining systems through consciously designed joint interfaces”, Licentiate Thesis, Department of Production Engineering, Royal Institute of Technology, Stockholm, Sweden, (2014).
[15] P. Muchiri, et al., “Development of maintenance function performance measurement. Framework and indicators” in International Journal of Production Economics 131(1): pp. 295-302, (May 2011).
[16] K. Jung. et al., “Mapping Strategic Goals and Operational Performance Metrics for Smart Manufacturing Systems”, Procedia Computer Science, Volume 44, pp. 184-193, (2015).
[17] N. Mrad, et al., “Condition-Based Maintenance” in International Journal of Aerospace Engineering, Volume 2013, Article ID 348532, (2013).
First Steps Towards Integrating Maintenance with Machine Capability Identifying Gaps, Challenges and Problems
52
[18] J. Lee, et al., “Prognostics and health management design for rotary machinery systems — Reviews, methodology and applications”, in Mechanical Systems and Signal Processing, Volume 42, Issue 1, pp. 314-334 (01/2014).
[19] ”Preventive and Predictive Maintenance”, for LifeCycleEngineering (Online), Available:https://www.lce.com/pdfs/The-PMPdM-Program-124.pdf
[20] “An Intelligent Integrated System Scheme for Machine Tool Diagnostics” in The International Journal of Advanced Manufacturing Technology, Volume 18, Issue 11, pp. 836-841, (2001).
[21] J. Lee, H.A. Kao and S. Yang, “Service Innovation and Smart Analytics for Industry 4.0 and Big Data Environment” Procedia CIRP Volume 16, pp. 3-8, (2014).
[22] J. Leveling, M. Edelbrock and B. Otto, "Big data analytics for supply chain management". IEEE International Conference on Industrial Engineering and Engineering Management (IEEM): pp. 918-922, (2014).
[23] C. Leiva, “On the Journey to a Smart Manufacturing Revolution”, for Industry Week, published: Dec 30, 2015, (Online), Available: http://www.industryweek.com/systems-integration/journey-smart-manufacturing-revolution?page=2
[24] J. Jacinto, “Smart Manufacturing? Industry 4.0? What’s It All About?”, published: July 31, 2014 (Online), Available: http://www.totallyintegratedautomation.com/2014/07/smart-manufacturing-industry-4-0-whats/
[25] M. Brettel, et al., “How Virtualization, Decentralization and Network Building Change the Manufacturing Landscape: An Industry 4.0 Perspective” International Journal of Mechanical, Aerospace, Industrial, Mechatronic and Manufacturing Engineering Vol. 8, No. 1 pp. 37-44 (2014).
[26] B.Bagheri , H.A. Kao and J. Lee, “A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems” for IFAC-PapersOnLine Volume 48, Issue 3, pp.1622-1627, (2015).
[27] G.W. Vogl, B.A. Weiss and M.A. Donmez, “Standards for prognostics and health management (PHM) techniques within manufacturing operations” National Institute of Standards and Technology, (2014).
[28] Z.S. Chen, Y. M. Yang, Z. Hu, “A Technical Framework and Roadmap of Embedded Diagnostics and Prognostics for Complex Mechanical Systems in Prognostics and Health Management Systems”, IEEE Transactions on Reliability, vol. 61, issue: 2, pp. 314-322, (2012).
[29] ”What is Reliability Centered Maintenance?”, for High Technology Solutions for the Producers, Distributors and Users of Electronic Power - Cadick Corporation, (Online), Available: http://www.mainsaver.com/pdf/Reliability_Centered_Maintenance_White_Paper.pdf
[30] R. K. Sharma, P. Sharma ”System failure behavior and maintenance decision making using, RCA, FMEA and FM” in Journal of Quality in Maintenance Engineering, Vol. 16 Issue: 1, pp. 64-88, (2010).
[31] J. J. Rooney, L. N. Vanden Heuvel, “Root Cause Analysis For Beginners” in Quality Progress, pp. 45-53, (2004).
[32] R. K. Sharma, D. Kumar, P. Kumar, “Systematic failure mode effect analysis (FMEA) using fuzzy linguistic modelling” in International Journal of Quality & Reliability Management Vol. 22 No. 9, pp. 986-1004, (2005).
[33] Y.M. Wang, et al., “Risk evaluation in failure mode and effects analysis using fuzzy weighted geometric mean” in Expert Systems with Applications 36 pp. 1195-1207, (2009).