food technology worldwide regulation of frying fats...
TRANSCRIPT
1366
FOOD TECHNOLOGY
Worldwide regulation of frying fats and oils
Frying oil qualityRecognizing Ihal the quality of friedfoods is affected by the quality of thefrying fat, the German Society for FatScience (Deutsche Gesellschafl furFeuwissenscnaft. DGF) organized twosymposia on frying fats and oils in the19705 (2.3). Following the 1979 sym-posium. the DGF proposed that polarcompounds be detennined as a com-plement to the traditional organoleptic(sensory) evaluation of frying oilquality. This method (4), involvingchromatography on a silica gel col-umn, became a standard referencemethod in a number of Europeancountries concerned with possiblehealth risk to consumers from improp-er or excessive use of fats and oils forfrying. Detennination of dimeric andpolymeric triglycerides (DPTG) bygel permeation Chromatography (5)also has become widely used for con-
Deep-fat frying is a complexmethod of food preparation inwhich many reactions take
place in the frying oil. resulting inoxidative and hydrolytic degradationand polymerization of the oil. A num-ber of studies carried out during thepast 50 years showed that thermallyoxidized oil can affect the growth oftest animals. On the other hand. addi-tional studies indicated that optimalfrying conditions cause no significantchange in the fatty acid compositionof frying oils and no toxicity in lestanimals. Safety and other aspects ofdeep-fat frying technology were dis-cussed at an Institute of Food Tech-nologists symposium in 1990 (I).
Table 1Laboratory quality control tests
Smoke point EpoxidesAcid value
vtscosuyVolatilesAnisidine valueColorFree fany acids
Carbonyl valueCyclic fany acidsDielectric constantTQ(a1polar compoundsFatly acid compositionPeroxide value
Iodine valueDPTGRefractive indexTBA testDiene value
TIW ~/ •..... prq1tlTOd frw INFORM by 1Ja.UIFlm,OII<. t1/tit< U.s. FotNItIIId Drq _.lion, ~. D.C, It 11 __ Oft G pR~OII......, tit< 1993AOCS_ Mutbtg and E>q>osi·_.FI,._u._~t1/tIt<AOCS.
402(a)(3)1. In addition, FDA's retailfood protection code (currently underrevision) contains a set of standards toassure hygienic practices and adequateoperation and maintenance of equip-ment in food establishments.
The U.S. Depanment of Agricul-ture (USDA) Food Safety and Inspec-tion Service's Meat and PoultryInspection Manual (6) contains somegeneral guidelines for frying meat andpoultry products. The USDA guide-lines allow antioxidants and antifoam-ing agents in frying fats. Largeamounts of sediment and free fattyacid content in excess of 2% "areusual indications that frying fats areunwholesome and require recondition-ing or replacement." The manual alsocontains guidelines for cleanup of fry-ing equipment. USDA recently initiat-ed a program to reevaluate the healthrisks from deep-fat frying.
Inquiries were made during1989-19921035 U.S. cities and a1150U.S. state health departments and foodcontrol agencies to determine whatlaws and regulations were availablefor controlling the use of frying fatsand oils in restaurants and food pro-cessing establishments. A total of 24cities and 36 states responded. Thereplies indicated mat there are no spe-cific regulations in U.S. cities andslates other than those assuring thatfats and oils used in food serviceestablishments are obtained fromapproved sources and are not adulter-ated. Many of the health departmentsresponded that there are no specificregulations for frying fats except asprovided in Title 2 I of the Code ofFederal Regulations and the FDA
trol of frying fat quality and isemployed as a routine regulatory testin The Netherlands.
Many laboratory tests have beenproposed for quality assessment offrying oils (Table I). Also. a numberof quick tests have become available.permitting inspectors and operators toscreen oils easily at the fryer. Theseinclude the Oxifrit Test (redox indica-tor) and the Fritest (carbonyl com-pounds) distributed by E. Merck,Darmstadt. Germany. and the Veri-Fryquick tests available from Libra labo-ratories. Metuchen. New Jersey.
U.S. regulationsThe Food and Drug Administration(FDA) has not established specific reg-ulations to control me quality of fryingoils since it has not been determinedthat frying oils used in deep-fryingoperations may be injurious to health.However. frying oils are subject to con-trol under the general provisions of theFederal Food, Drug and Cosmetic Act,which states that a food is consideredto be adulterated if it "contains anypoisonous or deleterious substance
which mayrender it inju-rious tohealth" (Sec.402(8)( I)). 0'if it "consistsin whole or inpart of filthy,putrid ordecomposedsubstance, orif it is other-wise unfit forfood" [Sec.
INFORM. Vol. 4. 00.12 (Decembef 1993)
1367
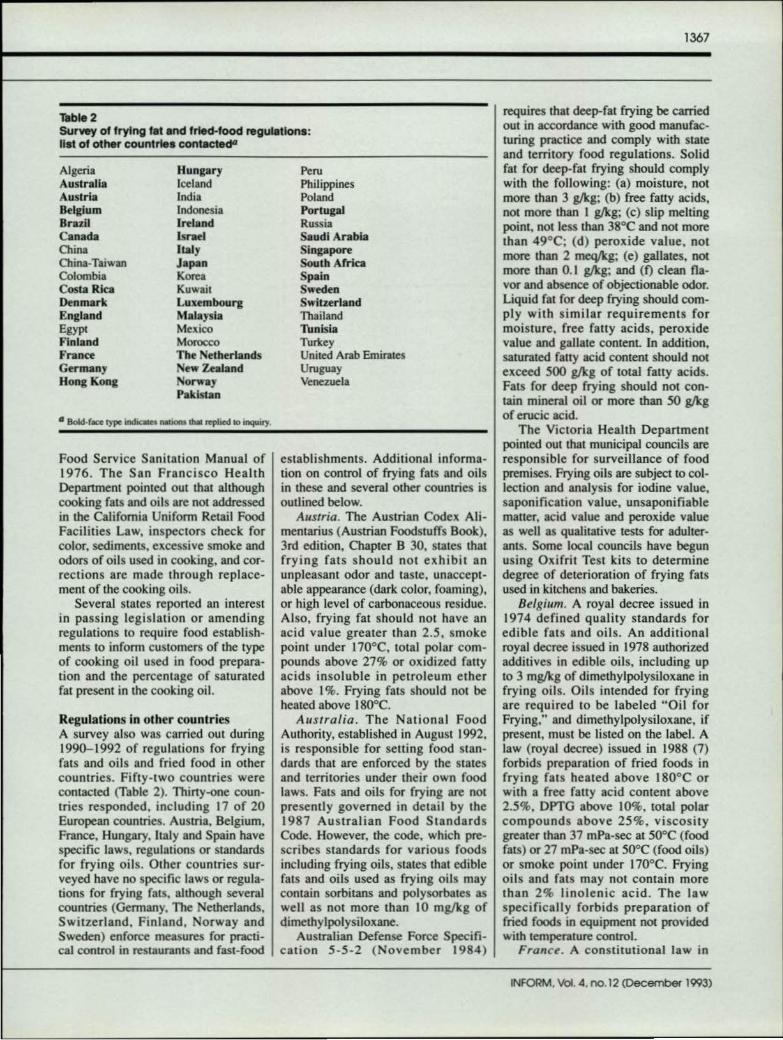
Table 2SUrvey 01 trying tat and trled-tood ",gul.Uona:list 01 other countries contaCfedO
AlgeriaAustraliaAustriaBelgiumBrazilCanadaChinaChina-TaiwanColombiaCosta RiaDenmarkEnglandEgyptfinlandfranceOe...manyHong Kong
HungaryIcelandIndiaIndonesiaIrelandIsraelItalyJapanxceeeKuwairLuxembourgMalaysiaMexicoM""",,.The NetherlandsNew ZealandNorwayPakistan
PeruPhilippinesPolandPortugalRussiaSaudi ArabiaSingaporeSouth AfricaSpainSwedenSwitzerlandThailandThnisiaTurkeyUnited Arab EmiratesUruguayVenezuela
Food Service Sanitation Manual of1976. The San Francisco HealthDepartment pointed OUI that althoughcooking rats and oils are not addressedin the California Unifonn Retail FoodFacilities Law, inspectors check forcolor, sediments, excessive smoke andodors of oils used in cooking. and cor-rections are made through replace-ment of the cooking oils.
Several states reported an interestin passing legislation or amendingregulations to require food establish-ments to inform customers of the typeof cooking oil used in food prepara-tion and the percentage of saturatedfat present in the cooking oil.
Regulations in other countriesA survey also was carried out during1990-1992 of regulations for fryingfats and oils and fried food in othercountries. Fifty-two countries werecontacted (Table 2). Thirty-one coun-tries responded. including J7 of 20European countries. Austria. Belgium,France, Hungary. Italy and Spain havespecific laws. regulations or standardsfor frying oils. Other countries sur-veyed have no specific laws or regula-tions for frying fats. although severalcoururies (Germany, The Netherlands.Switzerland. Finland. Norway andSweden) enforce measures for practi-cal control in restaurants and fast-food
establishments. Additional informa-tion on conrrol of frying fats and oilsin these and several other countries isoutlined below.
Austria. The Austrian Codex AIi-mentarius (Austrian Foodstuffs Book).3rd edition. Chapter B 30, stales thatfrying fats should not exhibit anunpleasant odor and taste, unaccept-able appearance (dark color. foaming).or high level of carbonaceous residue.Also, frying fat should not have anacid value greater than 2.5. smokepoint under 170"C, total polar com-pounds above 27% or oxidized fall),acids insoluble in petroleum etherabove I%. Frying fats should not beheated above 180"C.
Australia. The National FoodAuthority, established in August 1992.is responsible for selling food stan-dards that are enforced by the statesand territories under their own foodlaws. Fats and oils for frying are notpresently governed in detail by the1987 Australian Food StandardsCode. However, the code. which pre-scribes standards for various foodsincluding frying oils. slates that ediblefats and oils used as frying oils maycontain sorbitans and polysorbates aswell as not more than 10 mg/kg of4imethylpolysiloxanc.
Australian Defense Force Specifi-cation 5-5-2 (November 1984)
requires that deep-fat frying be carriedout in accordance with good manufac-turing practice and comply with stateand territory food regulations. Solidfat for deep-fat frying should complywith the following: (a) moisture, notmore than 3 g/kg; (b) free fatty acids,not more than I g/kg; (c) slip meltingpoint. not less than 38"C and not morethan 49°C; (d) peroxide value. notmore than 2 meq/kg; (e) gallates. netmore than 0.) g/kg; and (f) clean fla-vor and absence of objectionable odor.Liquid fat for deep frying should com-ply with similar requirements formoisture. free fatty acids, peroxidevalue and gallate content. In addition.saturated fatty acid content should notexceed 500 g/kg of total fatty acids.Fats for deep frying should not con-tain mineral oil or more than 50 g/kgof erucic acid.
The Victoria Health Departmentpointed out that municipal councils areresponsible for surveillance of foodpremises. Frying oils are subject to col-lection and analysis for iodine value.saponification value, unsaponifiablematter. acid value and peroxide valueas well as qualitative tests for adulter-ants. Some local councils have begunusing Oxifrit Test kits 10 determinedegree of deterioration of frying fatsused in kitchens and bakeries.
Belgium. A royal decree issued in1974 defined quality standards foredible fats and oils. An additionalroyal decree issued in 1978 authorizedadditives in edible oils, including upto 3 mg/kg of dimethylpolysiloxane infrying oils. Oils intended for fryingare required to be labeled "Oil forFrying," and dimethylpolysiloxane. ifpresent. must be listed on me label. Alaw (royal decree) issued in 1988 (7)forbids preparation of fried foods infrying fats heated above 180"e orwith a free fatty acid content above2.5%. DPTG above 10%, total polarcompounds above 25%, viscositygreater than 37 mPa-sec at 50"C (foodfats) or 27 mPa-sec at 50"e (food oils)or smoke point under no"e. Fryingoils and fats may not contain morethan 2% linolenic acid. The lawspecifically forbids preparation offried foods in equipment not providedwith temperature control.
France. A constitutional law in
INFORM, Vol. 4, 00.12 (December 1993)
1368
FOOD TECHNOLOGY
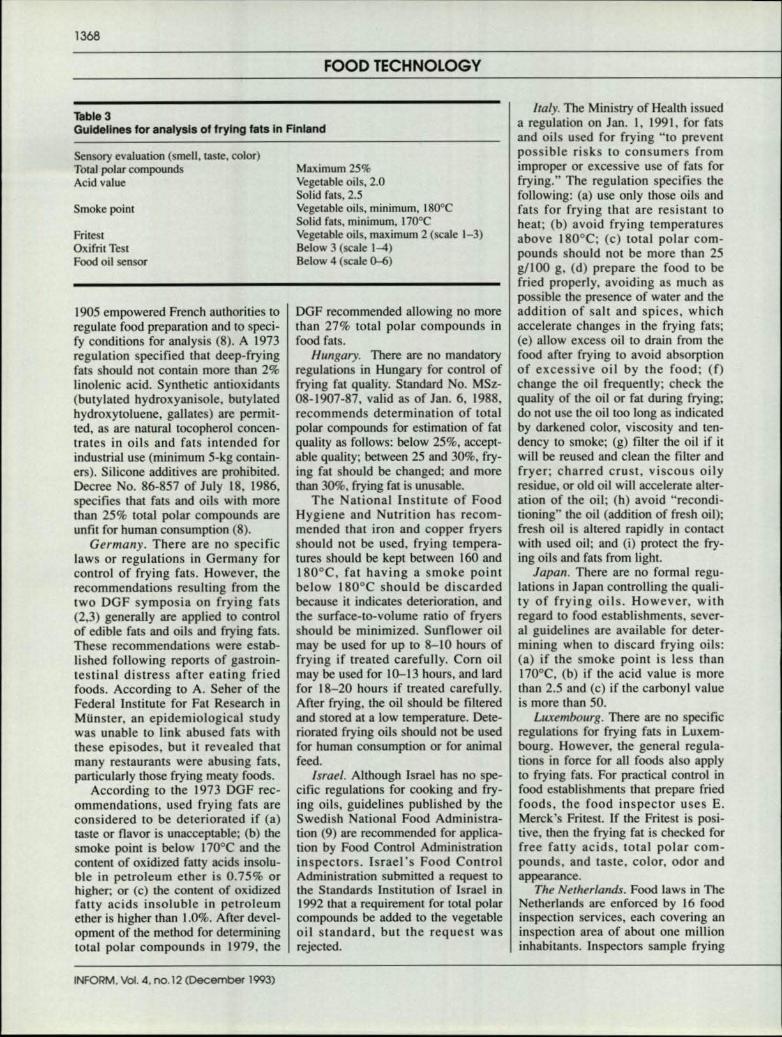
Table 3Guidelines for analysis of Irylng tats In Finland
Sensory evaluation (smell, taste. color)Toml polar compoundsAcid value
Smoke point
FritesrOxifril TestFood oil sensor
Maximum 25%Vegetable oils, 2,0Solid fats. 2.5Vegetable oils. minimum, ISO°CSolid fats. minimum, 170acVegetable oils, maximum 2 (scale 1-3)Below 3 (scale 1-4)Below 4 (scale 0-6)
1905 empowered French authorities toregulate food preparation and to speci-fy conditions for analysis (8). A 1973regulation specified that deep-fryingfats should nOI contain more than 2%linolenic acid. Synthetic antioxidants(butylated bydroxyamsote. butylatedhydroxy toluene, gallatcs) are permit-ted, as are natural tocopherol concen-trates in oils and fats intended forindustrial use (minimum 5-kg contain-ers). Silicone additives are prohibited.Decree No. 86-857 of July 18, 1986,specifies that fats and oils with morethan 25% total polar compounds areunfit for human consumption (8).
Germany. There are no specificlaws or regulations in Germany forcontrol of frying fats. However, therecommendations resulting from thetwo OGF symposia on frying fats(2.3) generally are applied to controlof edible fats and oils and frying fats.These recommendations were estab-lished following reports of gastroin-testinal distress after eating friedfoods. According to A. Seher of theFederal Institute for Fat Research inMUnster. an epidemiological studywas unable to link abused fats withthese episodes, but it revealed thatmany restaurants were abusing fats,particularly those frying meaty foods.
According to the 1973 OGF rec-ommendations, used frying fats areconsidered to be deteriorated if (a)taste or flavor is unacceptable; (b) thesmoke point is below 170"C and thecontent of oxidized fatty acids insolu-ble in petroleum ether is 0.75% orhigher; or (c) the content of oxidizedfatty acids insoluble in petroleumether is higher than 1.0%. After devel-opment of the method for determiningtotal polar compounds in 1979. the
DGF recommended allowing no morethan 27% total polar compounds infood fats.
Hungary. There are no mandatoryregulations in Hungary for control offrying fat quality. Standard No. MSz-08-1907-87, valid as of Jan. 6. 1988,recommends determination of totalpolar compounds for estimation of fatquality as follows: below 25%. accept-able quality; between 25 and 30%, fry-ing fat should be changed; and morethan 30%. frying fat is unusable.
The National Institute of FoodHygiene and Nutrition has recom-mended that iron and copper fryersshould not be used. frying tempera-tures should be kept between 160 and180"C, fat having a smoke pointbelow 180"C should be discardedbecause it indicates deterioration, andthe surface-to-volume ratio of fryersshould be minimized. Sunflower oilmay be used for up to 8-10 hours offrying if treated carefully. Corn oilmay be used for 10-13 hours. and lardfor 18-20 hours if treated carefully.After frying, the oil should be filteredand stored at a low temperature. Dete-riorated frying oils should ncr be usedfor human consumption or for animalfeed.
Israel. Although Israel has no spe-cific regulations for cooking and fry-ing oils, guidelines published by theSwedish National Food Administra-tion (9) are recommended for applica-tion by Food Control Administrationinspectors. Israel's Food ControlAdministration submitted a request tothe Standards Institution of Israel in1992 that a requirement for total polarcompounds be added to the vegetableoil standard, but the request wasrejected.
Italy. The Ministry of Health issueda regulation on Jan. 1, 1991. for fatsand oils used for frying "to preventpossible risks to consumers fromimproper or excessive use of fats forfrying." The regulation specifies thefollowing: (a) use only those oils andfats for frying that are resistant toheat: (b) ovoid frying temperaturesabove 180"C; (c) total polar com-pounds should not be more than 25g/IOO g, (d) prepare the food to befried properly. avoiding as much aspossible the presence of water and theaddition of salt and spices, whichaccelerate changes in the frying fats:(e) allow excess oil to drain from thefood after frying to avoid absorptionof excessive oil by the food; (f)change the oil frequently; check thequality of the oil or fat during frying;do not use the oil too long as indicatedby darkened color. viscosity and ten-dency to smoke; (g) filter the oil if itwill be reused and clean the filter andfryer; charred crust, viscous oilyresidue, or old oil will accelerate alter-ation of the oil; (h) avoid "recondi-tioning" the oil (addition of fresh oil);fresh oil is altered rapidly in contactwith used oil; and (i) protect the fry-ing oils and fats from light.
Japan. There are no formal regu-lations in Japan controlling the quali-ty of frying oils. However, withregard 10 food establishments. sever-al guidelines are available for deter-mining when to discard frying oils:(a) if the smoke point is less thanl70"C, (b) if the acid value is morethan 2.5 and (c) if the carbonyl valueis more than 50.
Luxembourg. There are no specificregulations for frying fats in Luxem-bourg. However, the general regula-tions in force for all foods also applyto frying fats. For practical control infood establishments that prepare friedfoods, the food inspector uses E.Merck's Fritesr. If the Fritest is posi-tive. then the frying fat is checked forfree fatly acids. total polar com-pounds. and taste, color. odor andappearance.
The Netherlands. Food laws in TheNetherlands are enforced by 16 foodinspection services, each covering aninspection area of about one millioninhabitants. Inspectors sample frying
INFORM, Vol. 4, 00.12 (December 1993)
1369
oil or fat in restaurants, snack bars,fish shops, etc. Samples are brought tothe laboratory where they are checkedfor odor, taste, acid value and DPTGcontent. The frying fat or oil is "unfitfor human consumption" if the acidvalue is higher than 4.5 and/or theDPTG content is higher than 16%.
Portugal. There are no specificregulations for frying fats and oils inPortugal. However, the Ministry ofAgriculture's Food Quality Instituteexamines frying and cooking oils forcolor and odor and by E. Merck'sFritest and Oxifrit Test and Libra Lab-oratories' Veri-Fry quick test. If posi-tive, the oils are analyzed for contentof total polar compounds.
Scandinavian countries. The Scan-dinavian countries have no specificlaws or regulations applicable to fry-ing fats. General regulations applica-ble to edible fats and oils apply to fry-ing fats. Norway's laws require foodsto be free of pollutants and toxic sub-stances, and specify that only toco-pherols and citric acid may be addedas antioxidants to fats and oils. Forpractical control in restaurants andfast-food establishments, Norwegianinspectors may use organoleptic eval-uation or the Fritest. In Sweden, theOxifrit Test is used as a quick test, andthe method for total polar compoundsis used as a reference method.
In Finland, fats are consideredspoiled when evaluation of color, odorand taste is less than I (on a scale of Ito 5), or when that acid value isgreater than 2.5 and the smoke point isless than 170°C (10). Vegetable oilsare spoiled when evaluation of color,odor and taste is less than I, or theFritest is greater man 2, the acid valueis greater than 2 and the smoke pointis below 180°C; or the iodine valuedecrease (compared to that of theunused oil) is greater than 16, the acidvalue is more than 2, and the smokepoint is below 180°C. These guide-lines have been in use since 1976.
In 1991, the National Food Admin-istration of Finland issued a circularletter to be observed by all publichealth boards in the country outliningprocedures for sampling and analysisof frying fats. Test criteria are shownin Table 3.
In addition, information is provid-
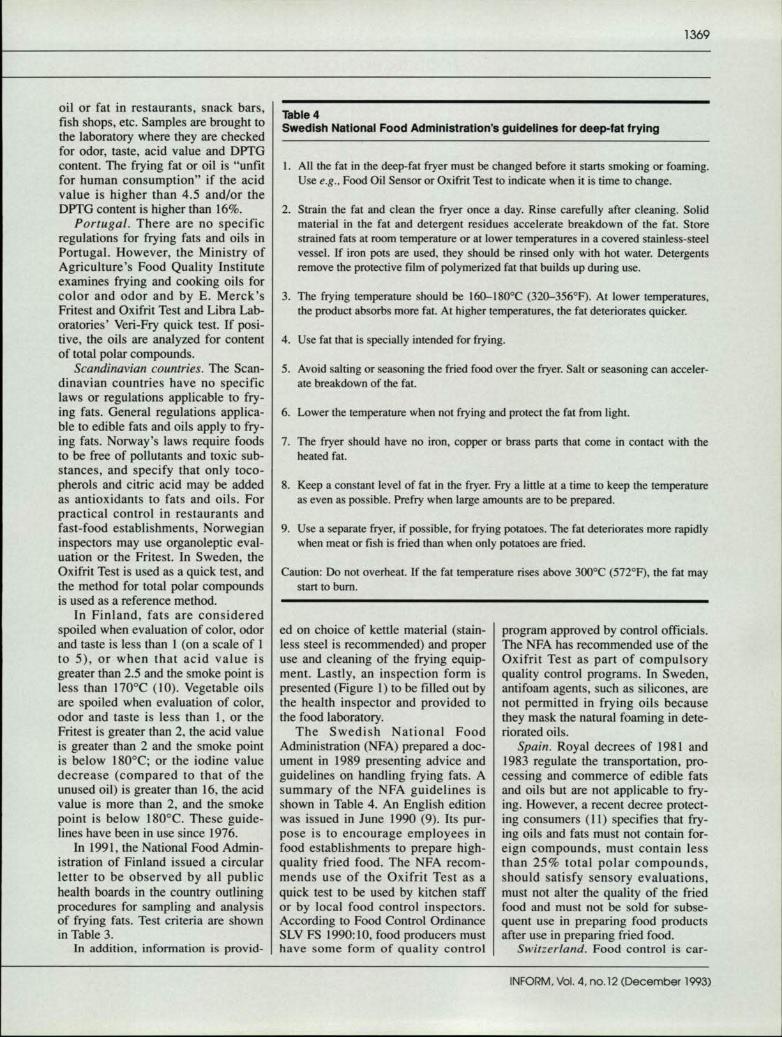
Table 4Swedish National Food Administration's guidelines for deep-fat frying
I. All the fat in the deep-fat fryer must be changed before it starts smoking or foaming.Use e.g., Food Oil Sensor or Oxifrit Test to indicate when it is time to change.
2. Strain the fat and clean the fryer once a day. Rinse carefully after cleaning. Solidmaterial in the fat and detergent residues accelerate breakdown of the fat. Storestrained fats at room temperature or at lower temperatures in a covered stainless-steelvessel. If iron pots are used, they should be rinsed only with hOIwater. Detergentsremove the protective film of polymerized fat that builds up during use.
3. The frying temperature should be 160-180°C (320-356°F). At lower temperatures,the product absorbs more fat. At higher temperatures, the fat deteriorates quicker.
4. Use fat thai is specially intended for frying.
5. Avoid salting or seasoning the fried food over the fryer. Salt or seasoning can acceler-ate breakdown of the fat.
6. Lower the temperature when nor frying and protect the fat from light.
7. The fryer should have no iron, copper or brass pans that come in contact with theheated fat.
8. Keep a constant level of fat in the fryer. Fry a little at a time to keep the temperatureas even as possible. Prefry when large amounts are to be prepared.
9. Use a separate fryer, if possible, for frying potatoes. The fat deteriorates more rapidlywhen meat or fish is fried than when only potatoes are fried.
Caution: Do not overheat. If the fat temperature rises above 300°C (572°F), the far maystart to bum.
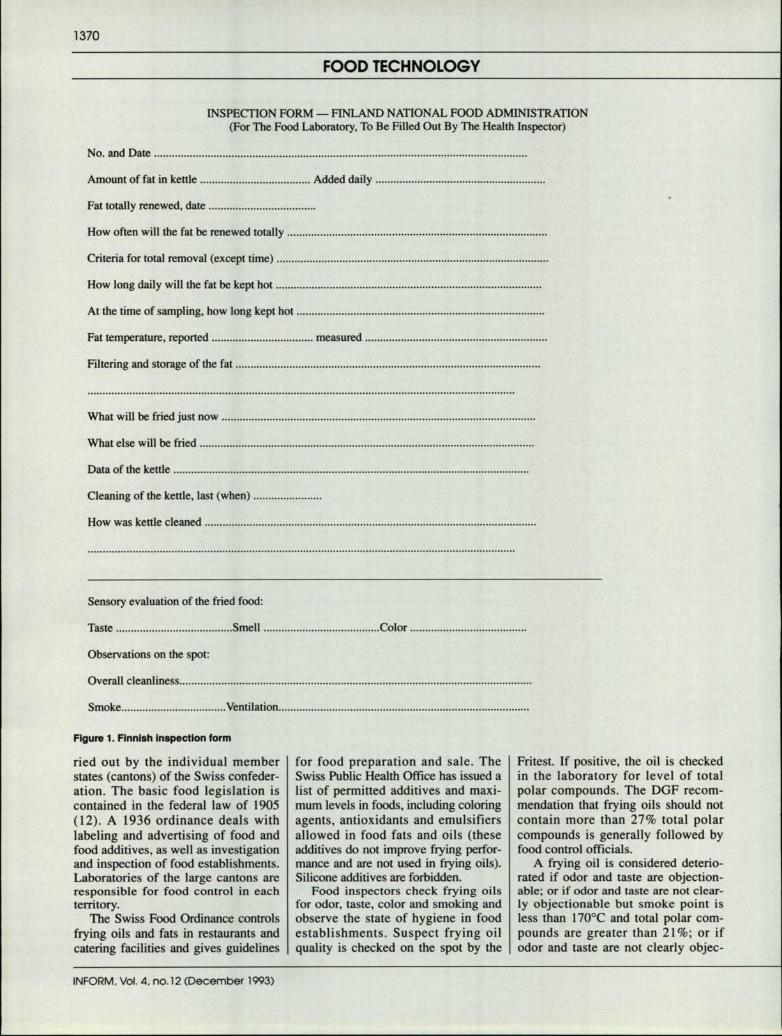
ed on choice of kettle material (stain-less steel is recommended) and properuse and cleaning of the frying equip-ment. Lastly, an inspection form ispresented (Figure 1) to be filled out bythe health inspector and provided tothe food laboratory.
The Swedish National FoodAdministration (NFA) prepared a doc-ument in 1989 presenting advice andguidelines on handling frying fats. Asummary of the NFA guidelines isshown in Table 4. An English editionwas issued in June 1990 (9). Its pur-pose is to encourage employees infood establishments to prepare high-quality fried food. The NFA recom-mends use of the Oxifrit Test as aquick test to be used by kitchen staffor by local food control inspectors.According to Food Control OrdinanceSLV FS 1990:10, food producers musthave some form of quality control
program approved by control officials.The NFA has recommended use of meOxifrit Test as part of compulsoryquality control programs. In Sweden,antifoam agents, such as silicones, arenot permitted in frying oils becausethey mask the natural foaming in dete-riorated oils.
Spain. Royal decrees of 1981 and1983 regulate the transportation, pro-cessing and commerce of edible fatsand oils but are not applicable to fry-ing. However, a recent decree protect-ing consumers (11) specifies that fry-ing oils and fats must not contain for-eign compounds, must contain lessthan 25% total polar compounds,should satisfy sensory evaluations,must not alter the quality of the friedfood and must not be sold for subse-quent use in preparing food productsafter use in preparing fried food.
Switzerland. Food control is car-
INFORM. Vol. 4. no.12 (December 1993)
1370
FOOD TECHNOLOGY
INSPECTION FORM - FINLAND NATIONAL FOOD ADMINISTRATION(For The Food Laboratory,To Be Filled Out By The Health Inspector)
No. and Date .
Fat totally renewed, date .
Amount of fat in kenle Added daily ..
How often will the fat be renewed totally ..
How long daily will the fat be kept hot .........
Criteria for total removal (except time) ..
At the time of sampling, how long kept hot.
Fat temperature, reported measured ..
Filtering and storage of the fat ..
What else will be fried ..
What will be fried just now .
Data of the kettle ..
Cleaning of the kettle, last (when)
How was kettle cleaned .
Sensory evaluation of the fried food:
Taste Smell
Observations on the sJXIt:
.................................Color .
Overall cleanliness .
Smoke Ventilation ..
Rgure 1. Rnnlsh Inspection form
ried out by the individual memberstates (cantons) of the Swiss confeder-ation. The basic food legislation iscontained in the federal law of 1905(12). A 1936 ordinance deals withlabeling and advertising of food andfood additives, as well as investigationand inspection of food establishments.Laboratories of the large cantons areresponsible for food control in eachterritory.
The Swiss Food Ordinance controlsfrying oils and fats in restaurants andcatering facilities and gives guidelines
for food preparation and sale. TheSwiss Public Health Office has issued alist of permitted additives and maxi-mum levels in foods, including coloringagents, antioxidants and emulsifiersallowed in food fats and oils (theseadditives do not improve frying perfor-mance and are not used in frying oils).Silicone additives are forbidden.
Food inspectors check frying oilsfor odor, taste, color and smoking andobserve the state of hygiene in foodestablishments. Suspect frying oilquality is checked on the spot by the
Fritest. If positive, the oil is checkedin the laboratory for level of totalpolar compounds. The OGF recom-men dation that frying oils should notcontain more than 27% total polarcompounds is generally followed byfood control officials.
A frying oil is considered deterio-rated if odor and taste are objection-able; or if odor and taste are not clear-ly objectionable but smoke point isless than l70"C and total polar com-pounds are greater than 21 %; or ifodor and taste are not clearly objec-
INFORM, Val. 4, nc.tz (December 1993)
uonabte but total polar compoundsexceed 27%. These criteria are basedon the assumption that a careful, expe-rienced cook pays attention not onlyto the quality of the frying oils, butalso to the hygiene of the kitchen. If afrying oil does not adhere to the rec-ommendations, the owner of a "clean"establishment will be warned to takecare of the frying oil in use. Theowner of a "dirty" establishment willbe asked to improve conditions aswell as the quality of the frying oil.
Formal laws and regulations forcontrol of frying fat quality have beenadopted by only a few countries.However, several other countriesemploy practical guidelines and testprocedures to control the quality offrying fats and fried foods. In addi-tion, there is increasing awareness thatgood frying practice and proper con-trol of frying fats improve the qualityand acceptability of fried foods. Use
Agriculture, Washington D.C.,Part 18. p. 154, March 1987.
7. Belgian State J. 20:1544 (1988);Rev. Franc. Corps Gras 38:224(1991).
8. J. Officiet de fa Republic Fran-caise 118 (170): July 24.1986, p.9126.
9. General Advice on Handling Fry-ing Fats (SLV FS 1990:2), Nation-al Food Administration. Box 622,S-751 26. Uppsala, Sweden.
10. Fette Setfen Anstrichm. 81:551(1979).
II. Quality Standard for Heated Fatsand Oils, Official State Bull.(Spain) No. 26. p. 2665. Jan. 31,1989.
12. Public Health in Europe 28,Food Safety Services, 2nd edn., p.177, WHO Regional Office forEurope, World Health Organiza-tion, Copenhagen. Denmark,1988. •
of guidelines for handling frying fatsand on-site tests to check fat qualityare useful tools for overall food sani-tation and quality control programsworldwide.
ReferencesI. Food Technol,45(2):67 (1991).2. Fette Seifen Anstrichm. 75:49
(1973).3. Fette Seifen Anstrichm, Special
Issue 81 :493 (1979).4. Official Methods and Recom-
mended Practices of the Ameri-can Oil Chemists' Society,Method Cd 20-91, American OilChemists' Society, Champaign,Illinois, 1992.
5. Ibid., Method Cd 22-91 (92),American Oil Chemists' Society,Champaign, Illinois, 1992.
6. Meat and Poultry InspectionManual. Food Safety and Inspec-tion Service, U.S. Department of
®
Higlt-Perfonnance VegetaWe Oilsand Specialty Cltemica's
Choose performance without sacrificingenvironmental compatibility. SUNYL 8
vegetable oil·based fluids are designedfor special lubricating end uses, and forserving as oleochemicalleed stocks.SUNYL fluids are:• Readily biodegradable• Vegetable oil-based. to minimize
eco-toxicity concerns• Thermally stable compared to
conventional vegetable oils• Commercially available worldwideCall today at 1-800-292-4786to learn more aboutSUNYL fluids.SVO Specialty Products, Inc.35585-B Curtis Blvd.Eastlake. OH 44095For Inforrnotion circle 1212
INFORM.Vol. 4. no.12 (December 1993)
1371
1372
FOOD TECHNOLOGY
Using nitrogen to stabilize soybean oilDuring the early I960s, it could bestated that "the use of nitrogen toprotect a product against oxidativerancidity during manufacture is anart which has been only sparselypracticed" (I). However. the emer-gence of soybean oil as the premieredible oil in the United States andthe world was based in part on theuse of nitrogen to protect the oilfrom oxidative deterioration. Earlyresearch (2) indicated the effect ofoxygen on soybean oil stability(Table I).
The conditions of exposureincluded 48 hours of storage underultraviolet light as well as fourweeks' storage in the dark at roomtemperature. This data emphasizedthe necessity to protect the oils frommanufacturer-to-consumer use andillustrated the relationship of temper-ature and conditions of storage.Development of peroxides in soy-
This article is based on a pnsenlalion by Timothy L.MOII,"s. Food QlItJlity and Safety Research, NationalCenler for Agricultural UtiliZOl;on Research. A.gric.,}-tIIrt! Research Servict', U.s.lhponnrelU of Agriculn.n.1815 N. University SI., Peoria, IL 61604. at tM Pad:A.limenJoirr '93 Conjnrllce held IIlM 22-24. /993. inChicago. InjomtQliOlf on 1M price and co1lU1Il of 1Mfull proceedings of 'he conference is available fromillnovation Expositions, 3 Intkpelldettce Way. Prince-lOIf. NJ 0854() (fax.: 609-520-8989).
bean oil can result in rancid andother off-flavors at peroxide valuesas low as 2 milliequivalent of perox-ide per 1.000 grams of oil (meq/kg)(3). Sample I, fully protected fromthe atmosphere, showed no oxidationeither under normal or acceleratedstorage. Other samples increased inperoxides in proportion to theamount of oxygen present in the
storage container. The effect ofincreased temperature on peroxideformation also was noted.
Later studies by Going (4)showed the beneficial impact ofnitrogen to maintain soybean oilquality during storage. Refinedbleached soybean oil (1.5 million lb)was thoroughly mixed in a nitrogen-blanketed tank, after which one-halfwas moved to an air-blanketed tank.Storage conditions are given in Table2. The two half-filled tanks-oneblanketed with air, the other withnitrogen-were stored at ambientconditions for five months. afterwhich samples were hydrogenated.deodorized and then evaluated forflavor stability by taste panel proce-dures.
Flavor stability also was deter-mined on the pilot-plant-producedshortening stock made from the twolots of stored oil. The plant-scalesamples were placed in storagebeginning in mid-summer and thuswere exposed to the highest tempera-tures during the early part of thestorage test. Peroxide developmentwas greatest during the first half ofthe test.
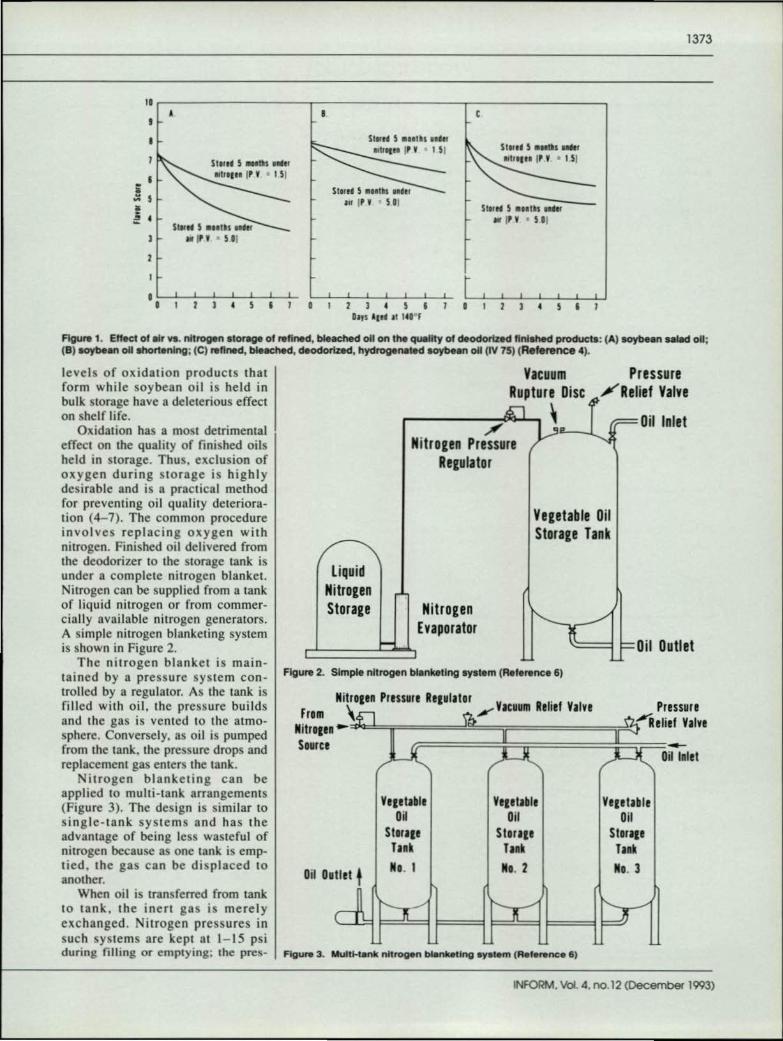
The effects of nitrogen and airstorage conditions. as they affect thequality of finished deodorized oils,are shown in Figure I. where flavorscore is plotted against days ofaccelerated storage at 60°C. Asfreshly deodorized oils. all experi-mental samples-irrespective ofplant storage or processing condi-tions-were blanketed with air.These results indicated that even low
Table 1Effect of oxygen on soybean 011 stability
Conditions or air exposure Peroxidevalue48hrUV 4wk
Zero @ 32.8°C @ 25°CSample ·c H~1234
-"'3894
121
o1.503.00
0.100.100.570.72
«1.1019.7025.1027.50
<0.1015.0018.5019.60
Q Cooling lime: b nonposUle
Table 2Conditions tor plant storage test on refined, bktached, soybean 011 (Reference 4)
Conditions Nitrogen AirOil temperature
-range 6O-73QF 64-78QF(15.6-33.9"C) ( 17.8-30.6"C)
-average 74.9°F 75.O"F(23.9QC) (23.9"C)
Avemge02content of tank heads pace 1.4% ,,%
Peroxide value: (meqt'kg)-initial 1.0 1.0-final 1.5 5.0
INFORM. Vol. 4. rc.tz (December 1993)
1373
Figure 1. ENKt ol.lr vs. nitrogen stonge of re'IMd, tMeached oil on the qu.lJty 01 deodoriud IIniahed products: (A) soybean salad 011;(8) soybean 011shortening; Ie) renned, ble.ched, deodorized, hydrogenllted aoybe.n 011(IV 75) (Reference 4).
•
•~·,•• • Sllnli ~ 8nlll ."~"_I' •• 5.11
levels of oxidation products thatform while soybean oil is held inbulk storage have a deleterious effecton shelf life.
Oxidation has a most detrimentaleffect on the quality of finished oilsheld in storage. Thus. exclusion ofoxygen during storage is highlydesirable and is a practical methodfor preventing oil quality deteriora-tion (4-7). The common procedureinvolves replacing oxygen withnitrogen. Finished oil delivered fromthe deodorizer to the storage tank isunder a complete nitrogen blanket.Nitrogen can be supplied from a lankof liquid nitrogen or from commer-cially available nitrogen generators.A simple nitrogen blanketing systemis shown in Figure 2.
The nitrogen blanket is main-tained by a pressure system con-trolled by a regulator. As the tank isfilled with oil, the pressure buildsand the gas is vented to the atmo-sphere. Conversely. as oil is pumpedfrom the tank. the pressure drops andreplacement gas enters the tank.
Nitrogen blanketing can beapplied to multi-tank arrangements(Figure 3). The design is similar tosingle-lank systems and has theadvantage of being less wasteful ofnitrogen because as one tank is emp-tied. the gas can be displaced toanother.
When oil is transferred from tankto tank, the inert gas is merelyexchanged. Nitrogen pressures insuch systems are kepi at 1-15 psiduring filling or emptying: the pres-
•St." S ••• Ih ... "1I11tt" In • I 51 SI,," 5 ... th IIHI
1I11'IU ['.' .• LSI
St".. 5 ... lIn H'"III I" • 511
• 2 1 4 S IiD"S AI" It 14'·'
Vacuum PressureRupture Disc ,,'R.li.f Val..01 ~ ....----,-!J<..J...." Folllnl.t
Nitrogen Plessur.'y <«R'gulatOi
Veg.tabl. OilStorage Tank
r>,liquid
NitlOgenStorage Nitrogen
[,ap",tarFOil Outl.t
Figure 2. Simple nitrogen blanketing system (Aelerenee 6)
NilrOlen Pressure Relulalor , R ,. , , ,From \. ,... aeuum e Ie I we
NilrolenSource
Pressureef VaIn
Oil O.
\.., c, .....'Reli- LJ( LJI
Velellble Veillable VeletableOil Oil Oil
Slorlle StOrlie StOllleTank Tan. Tank
11., t Ih.l .... 2 MD. 3
.A -.. ~ g
-Oil Inlet
Figure 3. Multi-tanknltrogan blankel1ng -val.m (Ral.rene. 6)
INFORM, Vol. 4, 1'10.12(December 1993)
1374
FOOD TECHNOLOGY
Blanketing
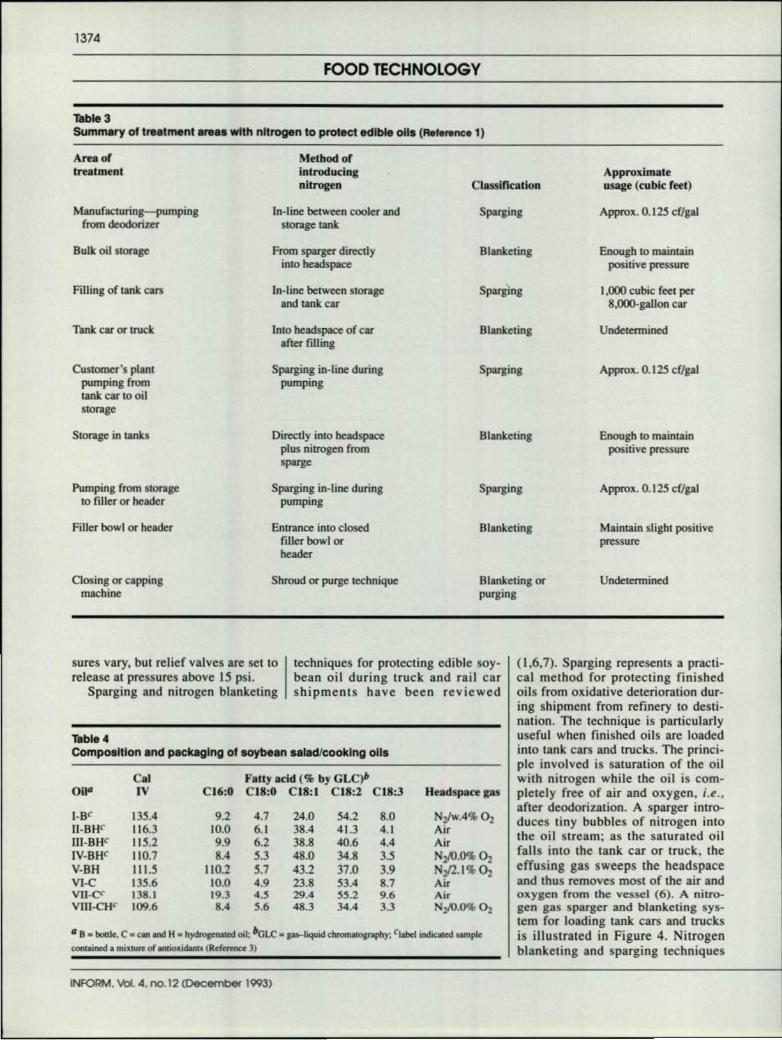
Table 3SUmmary of treatment areas wit ...nitrogen to protect edible oils (~",.nc.1)
Method ofintroducing Approximatenitrogen Classification usage (cubic reet)
In-line between cooler and Sparging Approx. 0.125 cf/galstorage tank
From speger directly Blanketing Enough 10 maintaininto headspace positive pressure
In-line between storage Sparjing 1,000 cubic feet perand tank car 8,OOO-galloncar
Into headspace of car Blanketing Undetenninedafter mling
Sparging in-line during Sparging Approx. 0.125 cf/galpumping
Area oftreatment
Manufacturing-pumpingfrom deodorizer
Bulk oil storage
Riling of tank cars
Tank car or truck
Customer's plantpumping fromtank car to oilstorage
Storage in tanks Directly into headspaceplus nitrogen fromsparge
Pumping from storageto filler or header
Sparging in-line duringpumping
Filler bowl or header Entrance into closedfiller bowl orbeeder
Closing or cappingmachine
Shroud or purge technique
Enough to maintainpositive pressure
Sparging Approx. 0.125 cf/gal
Blanketing Maintain slight positivepressure
Blanketing orpurging
Undetennined
sures vary, but relief valves are set 10release at pressures above 15 psi.
Sparging and nitrogen blanketing
techniques for protecting edible soy-bean oil during truck and rail carshipments have been reviewed
Table 4Composition and packaging 01 soybean .alad/co~lng 011.
Cal Fatty acid (% by GLC)!,Oila IV C16:0 C18:0 C18:1 C18:2 CI8:J Headspace gas
I_Bt"" 13.5.4 9.2 4.7 24.0 54.2 8.0 N:zIw.4%~U·BHt"" 116.3 10.0 6.1 38.4 41.3 4.1 AirUI-BHt"" 11.5.2 9.9 6.2 38.8 40.6 4.4 AirIV-BW 110.7 8.4 5.J 48.0 34.8 J.5 N:zfO.O% O2V-BH 111..5 110.2 5.7 43.2 37.0 J.9 N,!2.1% 0,VI·C 13.5.6 10.0 4.9 23.8 53.4 8.7 AirVU-C< t38.1 t9.3 4.' 29.4 55.2 9.• AirVDJ-CW' 109.6 8.4 5.• 48.J 34.4 3.3 N2I'O.0% o,a B_ baltic,C...... and H_ hydmgt:lLllted oil; bOle_ ps-liquid dIromatogJaphy: clabelindiauedu.mplc0DIIIaincd • mi~tun: of lInllo~idanu(RcfeftOCe J)
INFORM, Vol. 4. no.12 (December 1993)
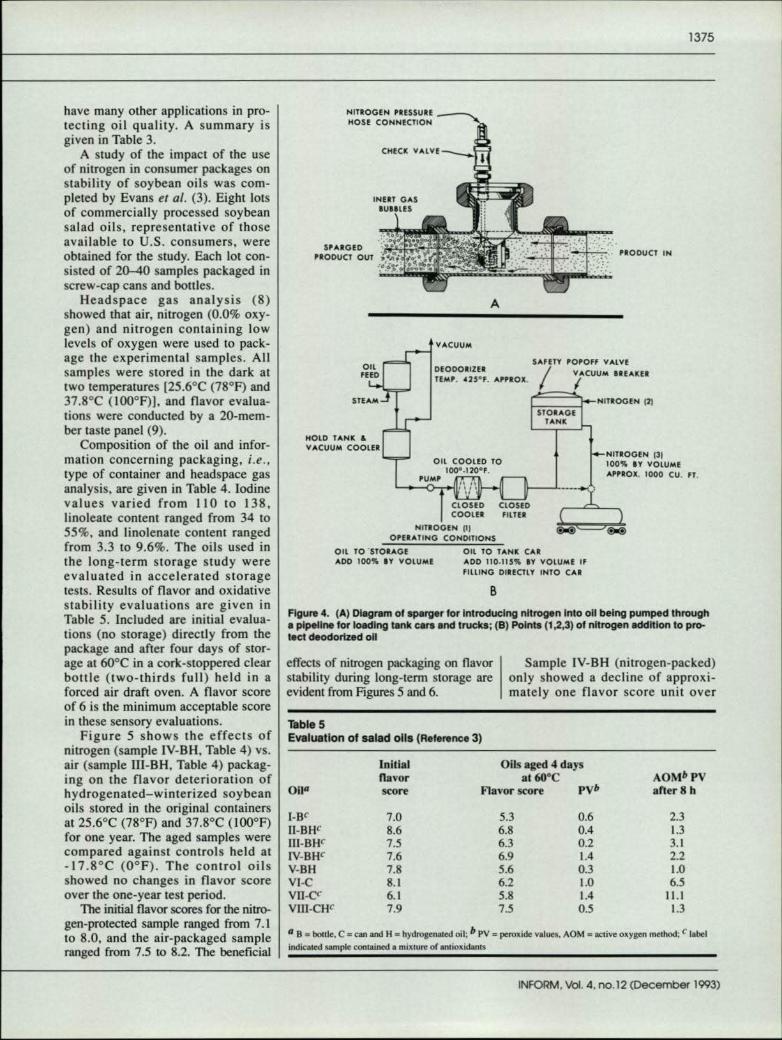
(1.6,7). Sparging represents a practi-cal mel hod for protecting finishedoils from oxidative deterioration dur-ing shipment from refinery to desti-nation. The technique is particularlyuseful when finished oils are loadedinto lank cars and trucks. The princi-ple involved is saturation of the oilwith nitrogen while the oil is com-pletely free of air and oxygen. i.e.,after deodorization. A sparger intro-duces tiny bubbles of nitrogen intothe oil stream; as the saturated oilralls into the tank car or truck, theeffusing gas sweeps the headspaceand thus removes most of the air andoxygen from the vessel (6). A nitro-gen gas sparger and blanketing sys-tem fer loading lank cars and trucksis illustrated in Figure 4. Nitrogenblanketing and sparging techniques
1375
have many other applications in pro-tecting oil quality. A summary isgiven in Table 3.
A study of the impact of the useof nitrogen in consumer packages onstability of soybean oils was com-pleted by Evans et ot. (3). Eight lotsof commercially processed soybeansalad oils, representative of thoseavailable 10 U.S. consumers, wereobtained for the study. Each lot con-sisted of 20-40 samples packaged inscrew-cap cans and bottles.
Headspace gas analysis (8)showed that air, nitrogen (0.0% oxy-gen) and nitrogen containing lowlevels of oxygen were used 10 pack-age the experimental samples. Allsamples were stored in the dark attwo temperatures {25.6°C (78DF) and37.8DC (lOODF»), and flavor evalua-tions were conducted by a 20-mem-ber taste panel (9).
Composition of the oil and infor-mation concerning packaging, i.e ..type of container and headspace gasanalysis, are given in Table 4. Iodinevalues varied from 110 to 138,linoleate content ranged from 34 to55%. and linolenate content rangedfrom 3.3 to 9.6%. The oils used inthe long-term storage study wereevaluated in accelerated storagetests. Results of flavor and oxidativestability evaluations are given inTable 5. Included are initial evalua-tions (no storage) directly from thepackage and after four days of stor-age at 60DC in a cork-stoppered clearbottle (two-thirds full) held in aforced air draft oven. A flavor scoreof 6 is the minimum acceptable scorein these sensory evaluations.
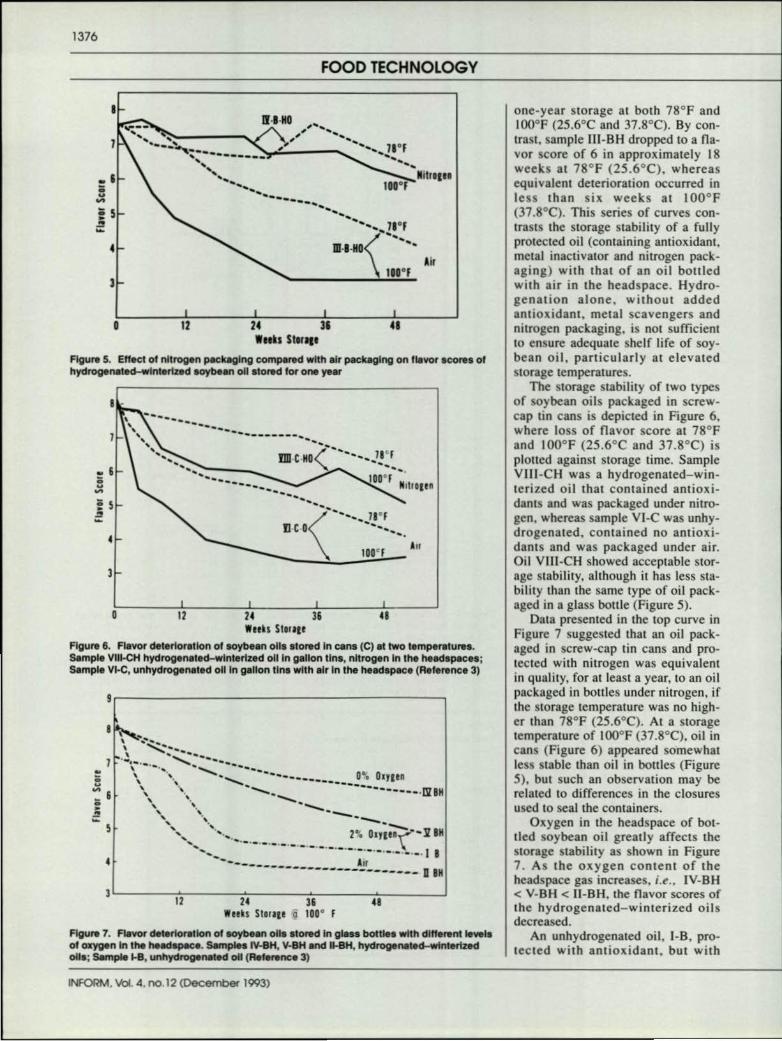
Figure 5 shows the effects ofnitrogen (sample IV-BH, Table 4) vs.air (sample lll-BH, Table 4) packag-ing on the flavor deterioration ofhydrogenated-winterized soybeanoils stored in the original containersat 25.6°C (78°F) and 37.8°C (100°F)for one year. The aged samples werecompared against controls held at-17 .8°C (0° F). The control oilsshowed no changes in flavor scoreover the one-year test period.
The initial flavor scores for the nitro-gen-protected sample ranged from 7.1to 8.0, and the air-packaged sampleranged from 7.5 to 8.2. The beneficial
NlnOGEN ~ussun1I0SE CONNECTION
S~""GfD •~'ODUCT OUT ~/:;. o'~'
.;-!'!t.' :.!.... .. ::-....
A
V ... CUUM
0"fEED
HOlD ' ...NII: ..V",CUUM COOLER
NITROGEN (3)100% U VOLUME...,nox. l00e CU. rr.
NIT.OGEI'< IIIO'U ...lING CONDITIONS
all TO 'STORAGE Oil TO l ...NII: C.......00 IOO'!r. n VOLUMf ...00 110.1U'!r. IY VOWME If
FIlliNG DIRECTLY INTO C....
BFigure 4. (A) Diagram of sparger for Introducing nitroQln Into 011being pumped through• pipeline for loading tank ClT8 and trucks; (8) Points (1,2,3) 01 nitrogen addition to pro-teet deodorized oil
effects of nitrogen packaging on Flavorstability during long-term storage areevident from Figures5 and 6.
Sample IV-BH (nitrogen-packed)only showed a decline of approxi-mately one flavor score unit over
Table 5Evaluation 01 salad oils (Reference 3)
Initial Oils aged 4 daysflavor at 600e AOMbpV
Oiltl score Flavor score PV' after 8 h
I_Bt: 7.0 5.3 0.6 2.3U-BHt: 8.6 6.8 0.4 1.3U1-BH':" 7.5 6.3 0.2 3.1IV-BW 7.6 6.9 1.4 2.2V-BH 7.8 5.6 0.3 1.0VI-C 8.1 6.2 1.0 6.5VlI-O" 6.1 5.B 1.4 11.1VU1-CW 7.9 7.5 0.5 1.3
/I B. bottle. C ~can and H .. hydrosennled DB; b PV _ pero~jdo valut$. AOM g ""live oxygen melOOd: C labelindicllCd Mmple comained .. mi~lUre or.mioxidanlS
INFORM.Vol. 4, no.12 (December 1993)
1376
FOOD TECHNOLOGY
I
1
"""__ II·.·HO ......- "':~----"" ,---, ~- .. :~_ .. _ ,-...... .. 11°F.. -------- ........ .............. lIitl'llI
........ 100°F.......-.._- ..------.'I.::?..l!~....\ II,oF
• Ail,24 31Inks SI,''I'
Agurw 5. Effect 01 nltrooen PKkaglng com~rwd with elr PKkaglng on '''vor .core' ofhydrooeneted-Wlnlerh:ed lIOybeen 011stored lor one year
, 12 ..I -
.,j
•
o 12 24 36 41Wnh SI.rall
Figure 6. FI....or del.rlor.tlon 01 soybean oils stored In cans (C) at two temperwtures.Semple ynl-CH hydrogenated-Wlnt.rlzed 011In gallon tins, nltrooen In the headSpacH;Sempl. YI-C, unhydrogenat.d 011In gilion tins with air In the h.adspltCe (Aeterence 3)
.r---------------------------,
•
I""..~~..\ ..\ .. .. ..
1 , _... .... \ '.. ........ D.D_ \ .... ............ .. -...... IUtn
oX 6 \, "'\ ..--- ..-- ........-----.mBH: ,~ .~.!! '\. '. "--... ,". -"
5 _._._._._._ ~.: Oln~ ll, 1M...... 8
...- A'------------ 2' D 1M
,L------,,~2------'27.------~,~,------1.,.-----~Wnks Stmu @' 1000
Figura 7. F.....or detarforwtlon of soyb.an oils stored In glass boU .. s with different lewis01 oxygen In the haadsptlC •. s.mpn IY·BH, Y·BH.nd II-BH, hydrooenat.d-wlntet1HdoIla; SemJ* I-B, unhydrogaMted 011(Relerenea 3)
one-year storage at both 78"F andlOO"F(25.6"C and 37.8"C). By con-trast, sample W-BH dropped to a fla-vor score of 6 in approximately 18weeks at 78°F (25.6°C), whereasequivalent deterioration occurred inless than six weeks at 100°F(37.8"C). This series of curves con-trasts the storage stability of a fullyprotected oil (containing antioxidant.metal inacrivator and nitrogen pack-aging) with that of an oil bottledwith air in the heads pace. Hydro-genation alone, without addedantioxidant, metal scavengers andnitrogen packaging, is not sufficientto ensure adequate shelf life of soy-bean oil, particularly at elevatedstorage temperatures.
The storage stability of IWO typesof soybean oils packaged in screw-cap tin cans is depicted in Figure 6.where loss of Flavor score at 78"Fand IOO"F (25.6°C and 37.8DC) isplotted against storage lime. SampleVIII·CH was a hydrogenated-win-terized oil that contained amioxt-darns and was packaged under nitro-gen. whereas sample VI-C was unhy-drogenated, contained no antioxi-dants and was packaged under air.Oil VIII-CH showed acceptable stor-age stability, although it has less sta-bility than the same type of oil pack-aged in a glass boule (Figure 5).
Data presented in the top curve inFigure 7 suggested that an oil pack-aged in screw-cap tin cans and pro-tected with nitrogen was equivalentin quality, for at least a year, to an oilpackaged in bottles under nitrogen, ifthe storage temperature was no high-er than 78°F (25.6°C). At a storagetemperature of 100°F (37.8"C), oil incans (Figure 6) appeared somewhatless stable than oil in bottles (Figure5), but such an observation may berelated to differences in the closuresused \0 seal the containers .
Oxygen in the beedspace of bot-tied soybean oil greatly affects t.hestorage stability as shown in Figure7. As the oxygen content of theheadspace gas increases, i.e., IV-BH< V-BH < ]J-BH. the flavor scores ofthe hydrogenated-winterized oilsdecreased.
An unhydrogenated oil, I-B, pro-tected with antioxidant, but with
INFORM. Vol. 4. no.12 (December 1993)
1377
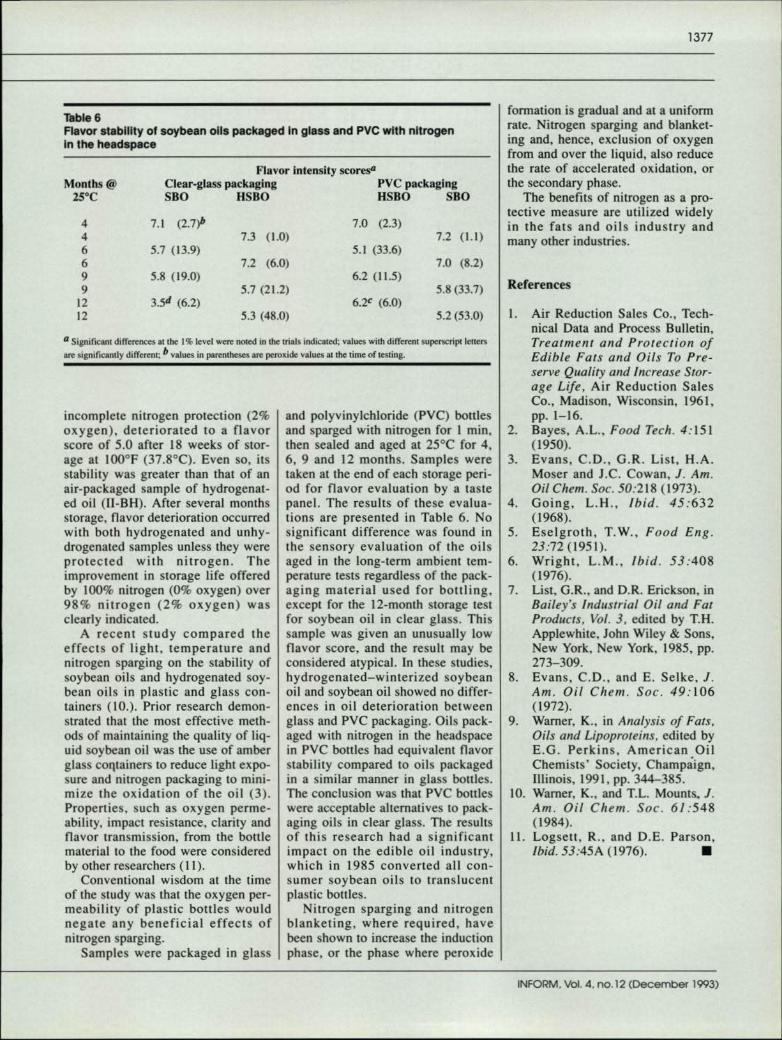
Table 6Ravor stability of soybean oils packaged In glass and PVC with nitrogenIn the headspace
Months@25°C
Flavor intensity scoreseClear-glass packaging PVC packagingSDO USDO USDO SDO
446699
1212
7.1 (2.,./, 7.0 (2.3)7.3 (1.0) 7.2 (1.1)
5.7 (13.9) 5.1 (33.6)7.2 (6.0) 7.0 (8.2)
5.8 (19.0) 6.2 (11.5)5.7 (21.2) 5.8 (33.7)
3,Sd (6.2) 6.2C (6.0)5.3 (48.0) 5.2 (53.0)
a SigniflCam differmc." .tthe 1'1. level W,,", noted in the trials indicated; values with diffcnmlsupel'!ol:rip' !ellcn;
an. ,ignificamly dlffe",ot; b values in parenthcse, IUl! pcro~11k valu." allhe limc of lesliog.
incomplete nitrogen protection (2%oxygen), deteriorated to a flavorscore of 5.0 after 18 weeks of stor-age at 100°F (37.8"C). Even so, itsstability was greater than that of anair-packaged sample of hydrogenat-ed oil (II-BH). After several monthsstorage. flavor deterioration occurredwith both hydrogenated and unhy-drogenated samples unless they wereprotected with nitrogen. Theimprovement in storage life offeredby 100% nitrogen (0% oxygen) over98% nitrogen (2% oxygen) wasclearly indicated.
A recent study compared theeffects of light, temperature andnitrogen sparging on the stability ofsoybean oils and hydrogenated soy-bean oils in plastic and glass con-tainers (10.). Prior research demon-strated that the most effective meth-ods of maintaining the quality of liq-uid soybean oil was the use of amberglass containers to reduce light expo-sure and nitrogen packaging to mini-mize the oxidation of the oil (3).Properties. such as oxygen perme-ability, impact resistance, clarity andflavor transmission, from the bottlematerial to the food were consideredby other researchers (II).
Conventional wisdom at the timeof the study was that the oxygen per-meability of plastic bottles wouldnegate any beneficial effects ofnitrogen sparging.
Samples were packaged in glass
and polyvinylchloride (PVC) bculesand sparged with nitrogen for I min,then sealed and aged at 25°C for 4,6, 9 and 12 months. Samples weretaken at the end of each storage peri-od for flavor evaluation by a tastepanel. The results of these evalua-tions are presented in Table 6. Nosignificant difference was found inthe sensory evaluation of the oilsaged in the tong-term ambient tem-perature tests regardless of the pack-aging material used for bottling.except for the 12-month storage testfor soybean oil in clear glass. Thissample was given an unusually lowflavor score. and the result may beconsidered atypical. In these studies.hydrogenated-winterized soybeanoil and soybean oil showed no differ-ences in oil deterioration betweenglass and PVC packaging. Oils pack-aged with nitrogen in the headspacein PVC bottles had equivalent flavorstability compared to oils packagedin a similar manner in glass bottles.The conclusion was that PVC bottleswere acceptable alternatives to pack-aging oils in clear glass. The resultsof this research had a significantimpact on the edible oil industry,which in 1985 converted all con-sumer soybean oils to translucentplastic bottles.
Nitrogen sparging and nitrogenblanketing, where required, havebeen shown to increase the inductionphase. or the phase where peroxide
fonnation is gradual and at a uniformrate. Nitrogen sparging and blanket-ing and, hence, exclusion of oxygenfrom and over the liquid, also reducethe rate of accelerated oxidation, orthe secondary phase.
The benefits of nitrogen as a pro-tective measure are utilized widelyin the fats and oils industry andmany other industries.
References
I. Air Reduction Sales Co., Tech-nical Data and Process Bulletin,Treatment and Protection ofEdible Fats and Oils To Pre-serve Quality and Increase Stor-age Life, Air Reduction SalesCo., Madison, Wisconsin, 1961,pp.I-16.
2. Bayes, A.L.. Food Tech. 4:151(1950).
3. Evans, C.O .• G.R. List, H.A.Moser and J.C. Cowan, J. Am.Oil Chern. Soc. 50:218 (1973).
4. Going, L.H., Ibid. 45:632(1968).
5. Eselgroth, T.W., Food Eng.23.72 (1951).
6. Wright. L.M .. Ibid. 53:408(1976).
7. List, G.R., and O.R. Erickson, inBailey's Industrial Oil and FatProducts, Vol. 3. edited by TH.Applewhite, John Wiley & Sons,New York, New York, 1985. pp.273-309.
8. Evans. C.O .• and E. Selke. J.Am. Oil Chern. Soc. 49:106(1972).
9. Warner, K .. in Analysis of Fats.Oils and Lipoproteins, edited byE.G. Perkins. American OilChemists' Society, Champaign,Illinois, 1991, pp. 344-385.
10. Warner, K., and TL. Mounts. J.Am. Oil Chern. Soc. 61 :548(1984).
11. Logsett, R., and D.E. Parson,Ibid. 53:45A (1976). •
INFORM. Vol. 4. no.12 (December 1993)
1378
FOOD TECHNOLOGY
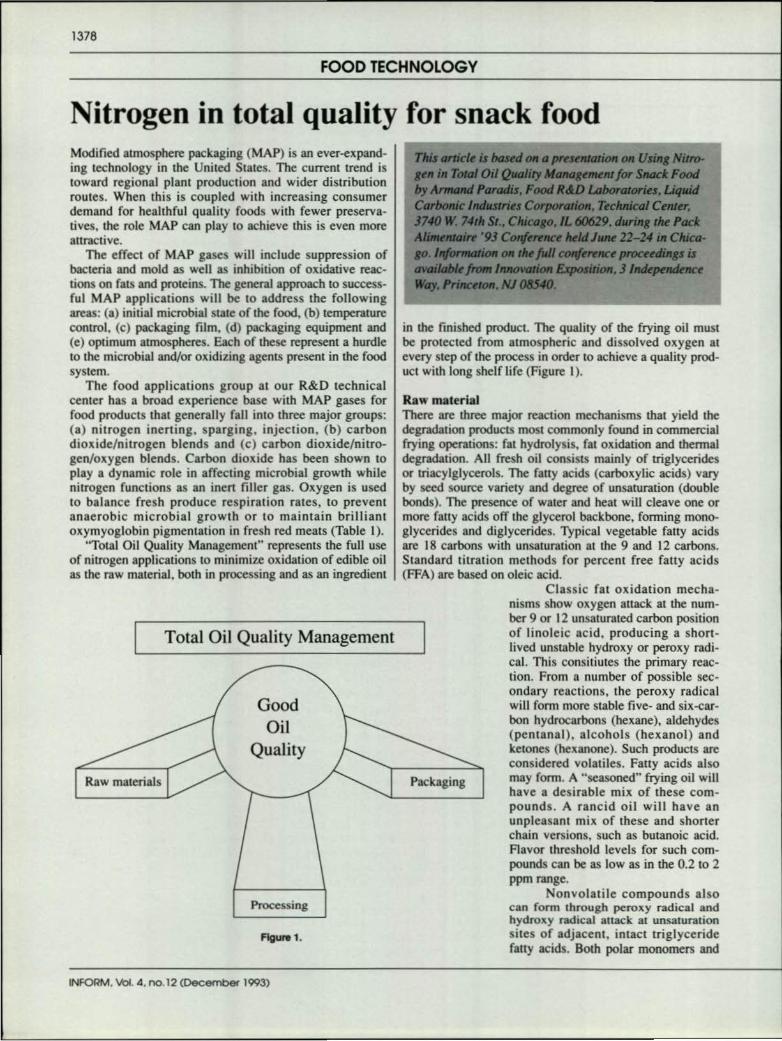
Nitrogen in total quality for snack foodModified atmosphere packaging (MAP) is an ever-expand-ing technology in the United States. The current trend istoward regional plant production and wider distributionroutes. When this is coupled with increasing consumerdemand for healthful quality foods with fewer preserva-tives. the role MAP can play to achieve this is even moreattractive.
The effect of MAP gases will include suppression ofbacteria and mold as well as inhibition of oxidative reac-tions on fats and proteins. Tbe general approach to success-ful MAP applications will be to address the followingareas: (a) initial microbial state of the food. (b) temperaturecontrol. (c) packaging film. (d) packaging equipment and(e) optimum atmospheres. Each of these represent a hurdleto the microbial and/or oxidizing agents present in the foodsystem.
The food applications group at our R&D technicalcenter has a broad experience base with MAP gases forfood products that generally fall into three major groups:(a) nitrogen inerting. sparging. injection, (b) carbondioxide/nitrogen blends and (c) carbon dioxide/nitro-gen/oxygen blends. Carbon dioxide has been shown toplaya dynamic role in affecting microbial growth whilenitrogen functions as an inert filler gas. Oxygen is usedto balance fresh produce respiration rates, to preventanaerobic microbial growth or 10 maintain brilliantoxymyoglobin pigmentation in fresh red meats (Table I).
"Total Oil Quality Management" represents the full useof nitrogen applications to minimize oxidation of edible oilas the raw material, both in processing and as an ingredient
TItU tIIfkk is __ 0IIII4 ~ 011U., Nifm..,.. hiTDltllOUQwaliqM_nljrw _ Food"'_PanIdb.FoodR4D~.UqoidC4tI>MIc I_COf'/IDI'dIIIM. r_c.,.,.,..T140Iv. _ 51.•C-,..IL 6OIi29 ........ tire PodA......." '9J COII{eJnu ItddJww 22-24;" CAiar-1IO.11I{oo-'" tIrofvll C#II#u--"""""" is--fr--/UptMIIiDo.j~.,. 1'1_.....NJOIU4O.
in the finished product. The quality of the frying oil mustbe protected from atmospheric and dissolved oxygen atevery step of the process in order 10 achieve a quality prod-uct with long shelf life (Figure 1).
Raw materialThere are three major reaction mechanisms thai yield thedegradation products most commonly found in commercialfrying operations: fat hydrolysis. fat oxidation and thermaldegradation. All fresh oil consists mainly of triglyceridesor triacylglycerols. The fatty acids (carboxylic acids) varyby seed source variety and degree of unsaturation (doublebonds). The presence of water and heat will cleave one ormore fatty acids off the glycerol backbone. forming mono-glycerides and diglycerides. Typical vegetable fatty acidsare 18 carbons with unsaturation at the 9 and 12 carbons.Standard titration methods for percent free fatty acids(FFA) are based on oleic acid.
Classic rat oxidation mecha-nisms show oxygen attack at the num-ber 9 or 12 unsaturated carbon positionof linoleic acid. producing a short-lived unstable hydroxy or peroxy radi-cal. This consulutes the primary reac-tion. From a number or possible sec-ondary reactions. the peroxy radicalwill form more stable five- and six-car-bon hydrocarbons (hexane), aldehydes(pentanal), alcohols (hexanol) andketones (hexanone). Such products areconsidered volatiles. Fatty acids also
Packaging may form. A "seasoned" frying oil willhave a desirable mix of these com-pounds. A rancid oil will have anunpleasant mix of these and shorterchain versions. such as butanoic acid.Flavor threshold levels for such com-pounds can be as low as in the 0.2 to 2ppm range.
Nonvolatile compounds alsocan form through peroxy radical andhydroxy radical attack at unsaturationsites of adjacent, intact triglyceridefany acids. Both polar monomers and
Total Oil Quality Management
GoodOil
Quality
Raw materials
Processing
Flgure 1.
INFORM, \otJI. 4, no.12 (December 1993)
1379
Table 1Gas mixture will depend on the product
N,NutsSnacksFruit juices
CO2 and N}SandwichesBakery itemsEntrees
CO2• N2 and O2Red meatFruitsVegetables
oxy-linked dimer and (rimers may form. In thermal abuseconditions. polymer formation will result in a darker, bitterand more viscous oil. This effect will carry over into thefinished product, especially since oil content can comprise30-40% of the product by weight.
The more common oil abuse indicators which are welldocumented and/or practiced in commercial plants are:peroxide valve (PV), FFA, polymers and polar com-pounds. PV and FFA are quick, reliable titration meth-ods. Their use is ubiquitous in snack food plants. Quickcolar-indicating spot test kits are available for FFA andpolar compound methods. Polymer assessment can beused to indicate excessive thermal abuse but is limited taa good analytical laboratory. Whichever method isemployed, the found values must be determined fromconsistent technique and a baseline of data tied to thequality and shelf life of the product. In addition, quality
criteria values for the raw material will not be the samefor in-process data.
The first opportunity to affect oil quality in the plantis upon receipt of the bulk oil. Ideally, oil is shippedunder a nitrogen blanket. This condition can be main-tained in-plant through nitrogen blanketing and/or sparg-ing. The key is to keep oxygen exposure to a minimum,with % O2 headspace <1.0% and dissolved oxygen <1mg/IOO mL (Figure 2).
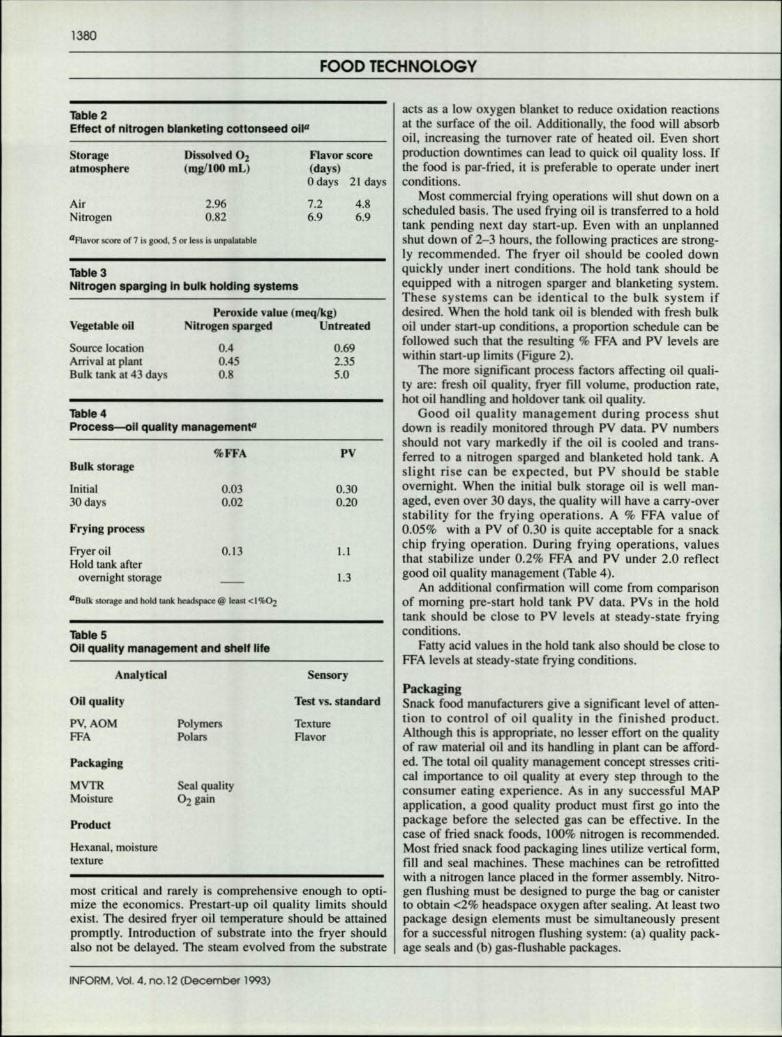
The effect of nitrogen blanketing can be demonstratedeasily through sensory testing of cottonseed oil stored for21 days under air and nitrogen. At the end of 21 days, theflavor score for the air sample is unpalatable, while thenitrogen-blanketed sample remains unchanged (Table 2).
The positive effect of nitrogen sparing systems in bulkholding systems is very convincing. Vegetable oil shippedunder nitrogen from the supplier maintains fresh oil quali-ty. Without nitrogen sparging, the PV would be beyondsome plants' upper range of the receiving specification.The untreated samples PVs stan out higher and continue 10climb significantly, even beyond a typical process limit by43 days (Table 3).
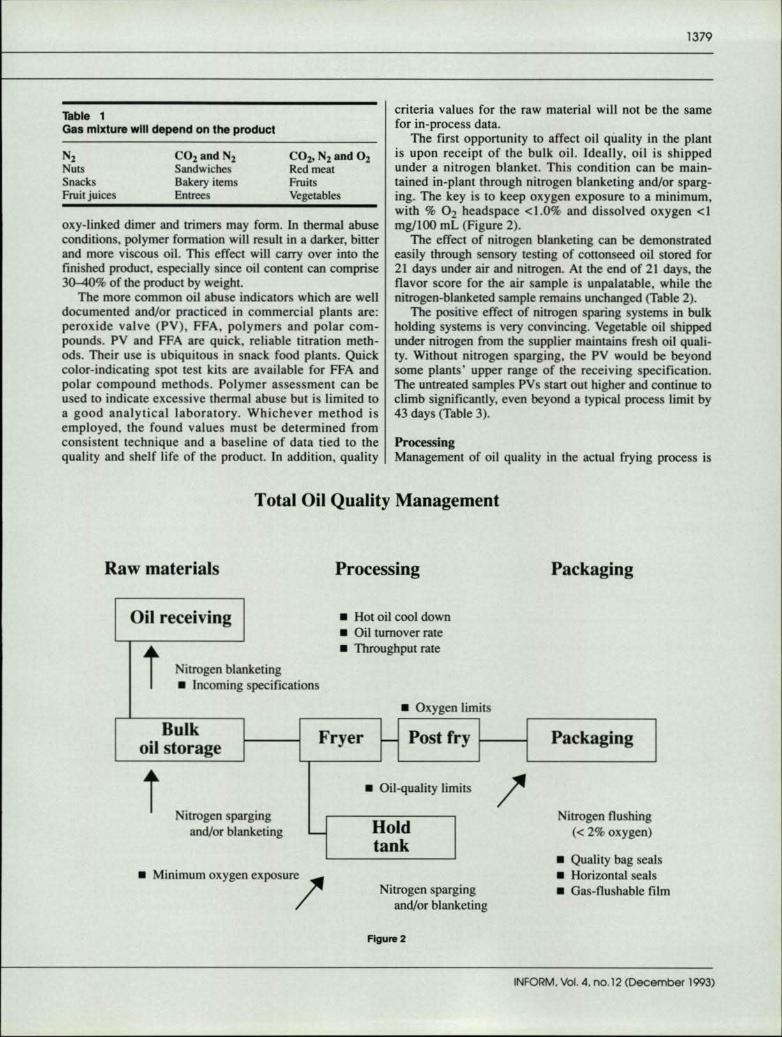
ProcessingManagement of oil quality in the actual frying process is
Total Oil Quality Management
Oil receiving
Processing Packaging
• Hot oil cool down• Oil turnover rate• Throughput rate
• Oxygen limits
Raw materials
i Nitrogen blanketing• Incoming specifications
Bulkoil storage Fryer Post fry I-----j Packaging
i Nitrogen spargingand/or blanketing
• Oil-quality limits
L Holdtank
Nitrogen flushing« 2% oxygen)
• Minimum oxygen exposure?• Quality bag seals• Horizontal seals• Gas-Ilushable filmNitrogen sparging
and/or blanketing
Figure 2
INFORM.VoL 4. nc.tz (December 1993)
1380
FOOD TECHNOLOGY
Table 2Effect 01 nitrogen blanketing cottonseed 0114
Storageatmosphere
Dissolved O2(nW1OO mL)
Flavor score(days)o days 21 days
AirNitrogen
2.960.82
7.26.9
Table 3Nitrogen sparglng In bulk holding systems
Peroxide value (meqlkg)Nitrogen sparged UntreatedVegetable oil
Source locationArrival at plantBulk tank at 43 days
0.40.450.8
0.692.355.0
Table 4Process--oil quality managementll
%FFA PVBulk storage
Initial30 days
0.030.02
0.300.20
Frying process
Fryer oilHold tank after
overnight storage
"(lulk Jlorage and hold Wlk Ilelldspa«@ ktll$l <l~
0.13 1.1
J.3
Table 5Oil quality management and shelf life
Analytical Sensory
Oil quality
PV.AOMFFA
Test vs, standard
PolymersPeters
TextureFlavor
Packaging
MVTRMoisture
Seal qualilY~gain
Product
Hexanal. moisturetexture
most critical and rarely is comprehensive enough to opti-mize the economics. Prestan-up oil quality limits shouldexist. The desired fryer oil temperature should be attainedpromptly. Introduction of substrate into the fryer shouldalso not be delayed. The steam evolved from the substrate
4.86.9
acts as a low oxygen blanket to reduce oxidation reactionsat the surface of the oil. Additionally, the food will absorboil, increasing the turnover rate of heated oil. Even shortproduction downtimes can lead to quick oil quality loss. Uthe food is par-fried. it is preferable to operate under inertconditions.
Most commercial frying operations will shut down on ascheduled basis. The used frying oil is transferred to a holdtank pending next day start-up. Even with an unplannedshut down of 2-3 hours, the following practices are strong-ly recommended. The fryer oil should be cooled downquickly under inert conditions. The hold tank should beequipped with a nitrogen sparger and blanketing system.These systems can be identical to the bulk system ifdesired. When the hold tank oil is blended with fresh bulkoil under start-up conditions. a proportion schedule can befollowed such that the resulting % FFA and PV levels arewithin start-up limits (figure 2).
The more significant process factors affecting oil quali-ty are: fresh oil quality. fryer fill volume. production rate,hot oil handling and holdover tank oil quality.
Good oil quality management during process shutdown is readily monitored through PV data. PV numbersshould not vary markedly if the oil is cooled and trans-ferred to a nitrogen sparged and blanketed hold tank. Aslight rise can be expected, but PV should be stableovernight. When the initial bulk storage oil is well man-aged, even over 30 days, the quality will have a carry-overstability for the frying operations. A % FFA value of0.05% with a PV of 0.30 is quite acceptable for a snackchip frying operation. During frying operations, valuesthat stabilize under 0.2% FFA and PV under 2.0 reflectgood oil quality management (Table 4).
An additional confirmation will come from comparisonof morning pre-SIan hold tank PV data. PVs in the holdtank should be close to PV levels at steady-state fryingconditions.
Fatty acid values in the hold tank also should be close toFFA levels at steady-stale frying conditions.
PackagingSnack food manufacturers give a significant level of atten-tion to control of oil quality in the finished product.Although this is appropriate, no lesser effort on the qualityof raw material oil and its handling in plant can be afford-ed. The total oil quality management concept stresses criti-cal importance to oil quality at every step through to theconsumer eating experience. As in any successful MAPapplication. a good quality product must first go into thepackage before the selected gas can be effective. In thecase of fried snack foods. 100% nitrogen is recommended.Most fried snack food packaging lines utilize vertical form,fill and seal machines. These machines can be retrofittedwith a nitrogen lance placed in the former assembly. Nitro-gen flushing must be designed to purge the bag or canisterto obtain <2% headspace oxygen after sealing. At least twopackage design elements must be simultaneously presentfor a successful nitrogen flushing system: (a) quality pack-age seals and (b) gas-flushable packages.
INFORM,Vol. 4. no.12 (December 1993)
1381
For flexible films, bag seals must be without folds,puckers or leaks. A good heat-sealing film is essential.Horizontal end seals guard against channel leaks. The filmmust be gas-flushable. This means the film will haveacceptable oxygen. aroma and moisture barrier properties(Figure 2).
The ultimate measure of a successful total oil qualitymanagement program is extended prod-uct shelf life. A thorough shelf life pro-gram will begin with assessment of in-plant analytical data and continuet.hrough to sensory acceptance testing.The analytical measures will assess oilquality (as mentioned earlier), packageperformance and product attributes.Moisture vapor transmission rates(MVTR) and oxygen transfer rates(OTR) can be tracked weekly in the shelflife test. Seal quality can be addressed bya simple water tank submersion method.Moisture content and objective texturemeasurements can indicate a sensorystale point. High oil content products willalso benefit from objective tests. such asthose for peroxides or hexanal thai indi-cate rancidity development.
Sensory methods have been developedby major snack food companies 10achieve a statistical measure of consumeracceptance in shelf-life testing. The morereliable methods will use a standard ref-erence product. The Food applicationsgroup at our R&D center utilizes thisapproach (Table 5).
As an example, data from one of ourshelf-life tests on potato chips is givenhere. Several flexible film Structureswere tested for nitrogen-flushed potatochips.
As expected. oxygen headspace track-ing in bags showed the lowest O2 gainsfor the highest barrier structure. Thelower-barrier film, although less expen-sive, was not considered as gas-flushable.The higher-barrier film had horizontalend seals. This typically has a positiveeffect in reducing oxygen gain.
Product packed under air in thelower barrier film was used as the refer-ence sample. All products were storedat 70°F. Percent moisture gain data fol-lowed a similar ranking among materi-als. Sensory testing of these samplestracked well with the analytical data. Inthis study, product in the higher barrierfilm reached a shelf-life endpoint of 90days based on flavor. aroma and tex-ture. Product packed in air reached a20-day shelf life. while inerted product
in the lower barrier film reached an intermediate 60 days(Table 6).
A careful cost analysis for packaging machine inertingmodifications, jaw seal changes and upgrades to higherbarrier packaging is important. The actual nitrogen cost istypically one-tenth the film upgrade cost. Many flexiblebag formers can be modified with gas flushing kits from
YOUR SOURCE FORNATIlRALOILS-1-800-AU-OILS.
If you're in the market for all-natural materials, including firstquality marine and vegetable oils, look no further.
At Arista we specialize in delivering the world's finest, all-naturalmarine and vegetable oils, at remarkably competitive prices.
From Almond to Wheat Germ, Cod Liver to Shark Liver,when you have a need for all-natural oils, tile nnme to remember isAriste ... naturally.
MARINEOILSCod LiverFish Li....er-Halibut LiverOmega-3 AcidsSalmonShark LiverSqualeneSqunlene
VEGETABLEOILSAlmond PeanutApricot PumpkinSeedAvocado Rice BnmCanola SllffiowcrCllSlor SesameGrapeseed SoybeanJojoba SunnowcrOli ...·e Wheot Germ
INDUSTRIAL OILSFishLinseed OilMethyt EstersVegetable Oil
Residue
Anma Indu!U';"'" Inc.· 108Z PO'll Rolli!, Ou.nen, CT 068201-8QO.ALL-OILS ·203-655-0881 • Telex: 9% 193. Fax: 203-65Ml328
For InformatIon circle 1180
INFORM. Vol. 4. no.12 (December 1993)
1382
FOOD TECHNOLOGY
Tabla 6Potato chip shelf life with 011quality management
G" Shelf lireFilm Seal nush (weeks)
Medium barrier Vertical Air 3-4Medium barrier Vertical <2%02 7-9High barrier Horizontal <2%0, 10-12+
the machine vendor. Shelf-life Jesting and film selectionwithin a range of prices can be coordinated and executedby our MAP group. Ultimately, customers can decide fromthe data and product samples if the payoff exceeds upgradeexpenses (fable 7).
The number of snack food companies packaging prod-ucts under nitrogen increases each year. In-market data oncompetitive samples with similar code dates can demon-strate the benefits of nitrogen flushing with high barrierfilm. Headspace oxygen data on such products correlateswell with our sensory experience. The freshest flavor prod-ucts have the lowest oxygen levels that are typically foundin the best package structure with nitrogen flushing. Mostin-plant nitrogen systems are capable of purging the pack-age down 10 0.8-1.5% oxygen. A high barrier film withgood seals at 10°F, 50% relative humidity, will maintainthe oxygen levels under 4% through 50 days and under 8%through 100 days.
As in any MAP application, the initial quality of thefood that goes into the package must be good. Nitrogenflushing of rancid product will not correct the inherentproblem of poor in-plant oil quality management. Westrongly recommend the total oil quality managementapproach. Nitrogen applications in three key areas must beaddressed: (a) raw materials, (b) processing and (c) pack-
Table 7Total 011quality management
Estimated costs in packaging
N2 bag flushHorizontal jaw sealsFilm upgrade"Fonner modificationslIHigh barrier film
5¢/Ib chips$100-$3005¢/Ib chips$1000-$3000
aging. There are at least four in-plant locations to consider:(a) oil receiving, (b) bulk storage, (c) hold tank and (d)bagmaker. Trained personnel must use good oil qualitymanagement (Figure 2).
A quick checklist to review with the customer is as fol-lows:
• incoming oil meets specification,• Nitrogen sparging and blanketing systems operational,• Oil quality (FFA and PV) levels meet prestart and
operating standards,• Quickly cool hot standing oil,• High barrier package and• Nitrogen flushing of package to deliver <2% O2It is our experience that when this oil quality approach
is presented to the customer, serious consideration is givento the full range of nitrogen applications.
Bibliography
Rancidity in Foods, Second Edition, edited by J.e. Allenand R.J. Hamilton, Elsevier Applied Science Publishers,Amsterdam, The Netherlands, 1989.
Handling and Storage of Oitseeas, Fats and Meals, H.B.W.Patterson, Elsevier Applied Science Publishers Ltd.,Barking, England, 1989. •
/!CX;S"Membership Certificates
The decision to join the American Oil Chemists' Society may havebeen one of the most important career choices you've made. Nowyou can display your personal certificate of membership in theleading international society in the fields of fats, oils and relatedmaterials.
Membership certificates are available for $25.00 by contactingthe membership department at AOeS.
Please send order with payment toAOCS. Ano: MembershipDepartment. P.O. Box 3489,Champaign, lL 61826-3489 USAor call (217) 359-2344.
INFORM. Vol. 4. no.12 (December 1993)
1383
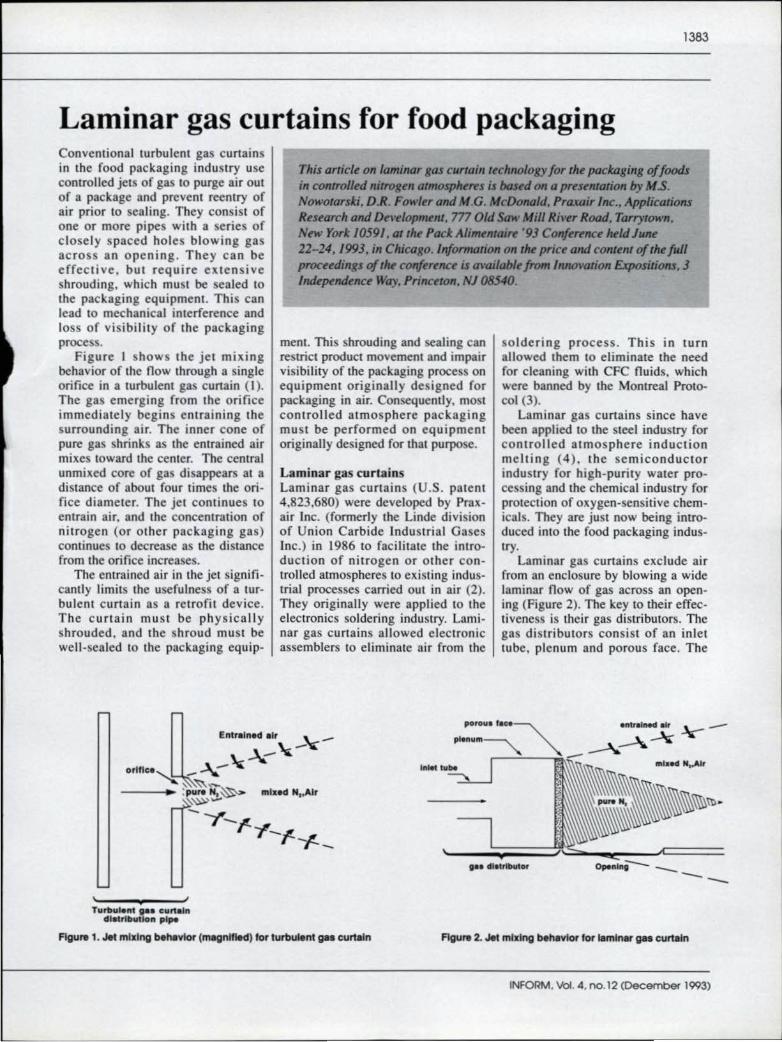
Laminar gas curtains for food packagingConventional turbulent gas curtainsin the food packaging industry usecontrolled jets of gas to purge air outof a package and prevent reentry ofair prior to sealing. They consist ofone or more pipes with a series ofclosely spaced holes blowing gasacross an opening. They can beeffective, but require extensiveshrouding, which must be scaled 10the packaging equipment. This canlead to mechanical interference andloss of visibility of the packagingprocess.
Figure I shows the jet mixingbehavior of the now through a singleorifice in a turbulent gas curtain (I),The gas emerging from the orificeimmediately begins entraining thesurrounding air. The inner cone ofpure gas shrinks as the entrained airmixes toward the center. The centralunmixed core of gas disappears at adistance of about four times the ori-fice diameter. The jet continues toentrain air. and the concentration ofnitrogen (or other packaging gas)continues to decrease as the distancefrom the orifice increases.
The entrained air in the jet signifi-cantly limits the usefulness of a tur-bulent curtain as a retrofit device.The curtain must be physicallyshrouded, and the shroud must bewell-sealed to the packaging equip-
'---'- ,TurbUlent g•• c,,,,.ln
dl.trfbuUon pip"
This article on laminar gas cW"lo;n lechnology for 1M pockiJging off ODdsin comro/l~d rUlrog~1ItIl1ttOspMI'rS;$ btu~d 011 a !J"Nlllation by M.s.Nowotorski. DR. Fowl~r ond M.G. McDonald. Proxair Inc .• AppIicotionsR~s~arch ond ~lopww"" m Old Saw Mill Riwr Rood. TorrylDWn.New York /0591. til 1M Pack Alimenlmrf! '93 Con/omu Nid 111M22-24.I99J. in ChiCtlgo. Information on 1M price IUIdconl~nl oftMftdlproc~eding$ of IN con/~rellC~ is avoiJab/~ from /1I1I01IOlionExpositiOlU. JItUkpentknu Way. Princ~ton. NI0854O.
menr. This shrouding and sealing canrestrict product movement and impairvisibility of the packaging process onequipment originally designed forpackaging in air. Consequently. mostcontrolled atmosphere packagingmust be performed on equipmentoriginally designed for that purpose.
Laminar gas curtainsLaminar gas curtains (U.S. patent4,823,680) were developed by Prax-air Inc. (formerly the Linde divisionof Union Carbide Industrial GasesInc.) in 1986 to facilitate the intro-duction of nitrogen or other con-trolled atmospheres to existing indus-trial processes carried out in air (2).They originally were applied to theelectronics soldering industry. Lami-nar gas curtains allowed electronicassemblers \0 eliminate air from the
soldering process. This in turnallowed them to eliminate the needfor cleaning with CFC fluids. whichwere banned by the Montreal Proto-col (3).
Laminar gas curtains since havebeen applied to the steel industry forcontrolled atmosphere inductionmelting (4). the semiconductorindustry for high-purity water pro-cessing and the chemical industry forprotection of oxygen-sensitive chem-icals. They are just now being intro-duced into the food packaging indus-try.
Laminar gas curtains exclude airfrom an enclosure by blowing a widelaminar flow of gas across an open-ing (Figure 2). The key to their effec-tiveness is their gas distributors. Thegas distributors consist of an inlettube. plenum and porous face. The
,
Agu ... t. Jet mixing beh.vtor (magnified) for turbulent gal curtain
II" dlet,lbuto,
Agu ... 2. Jet mixing behavk!r lor lamln.r gas curtain
INFORM. Vol. 4. nO.12 (December 1993)
1384
FOOD TECHNOLOGY
IIIII\\\\\\\\
I" .....j--~'~"~~".~':'~~-~-:;-~~=;====::~:::c~:====iCijn.ln --- _, ------, . ,
Nltroe-n Flow (elm)
porou. dl.trlbutor
Inl.t tube
FIgure 3. laminar gal curtain on thermoforming machine
.hroLid
mixed N"Alr
(10.15'11. 0,)
~ ,------,':::00::'.::'.::"::':::"::.' _) )
Agure 4. liJrbulenl gas curtain with shroud of Il'\ermo'ormlngmachine
The mixing behavior of the wideflow of laminar gas emerging from thegas distributor is the same as that ofthe flow out of an orifice in a turbu-
plenum generales the wide flow ofgas. The distributor damps QUI anyturbulence in the wide flow of gas,making it laminar.
"<n'
"••
"j,~----------c,.--------O>-c",~----------".Nltrog.n FI_ (elm)
FIgure 5. 18mlner curtain YS.turbulenl curtain for Iow--.lr entrein-men! product
lent gas curtain. but on a much largerscale. Air is entrained by the flow assoon as it leaves the distributor andmixes into the inner core of pure Nz.The flow is wide enough, however, sothat by the time the outside air mixesacross the inner core, the inner corehas passed over the opening beingprotected. Consequently, no air mixesinto the opening.
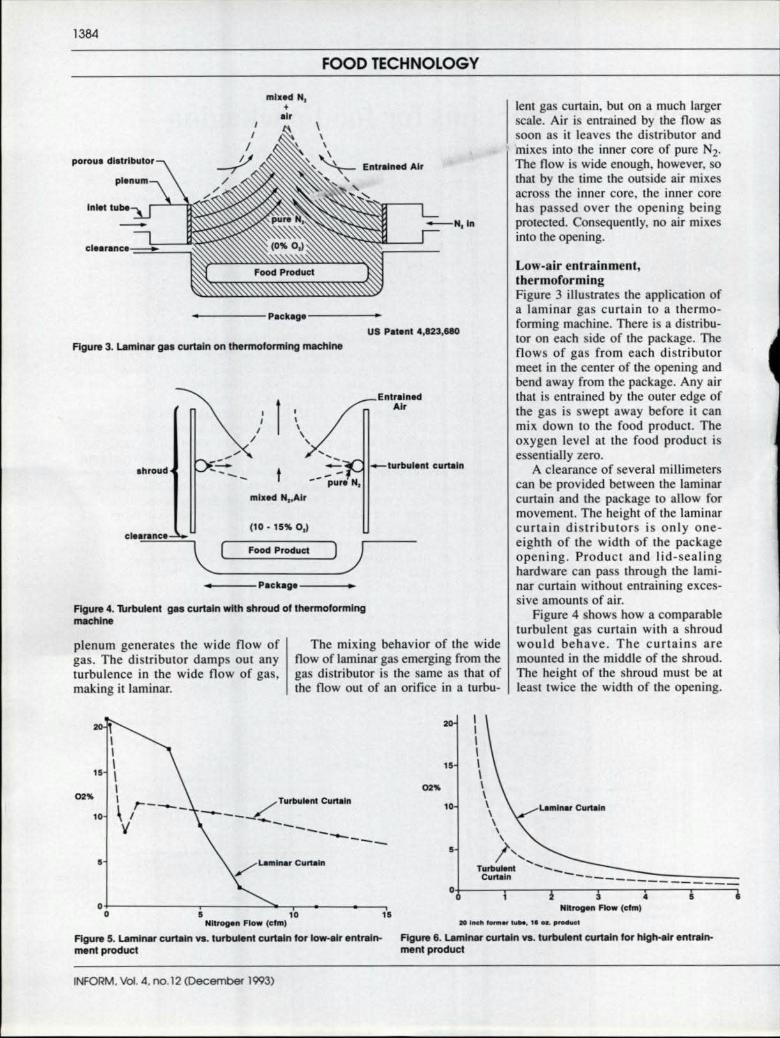
Low-air entrainment,tbermoformingFigure 3 illustrates the application ofa laminar gas curtain to a thermo-forming machine. There is a distribu-tor on each side of the package. Theflows of gas from each distributormeet in the center of the opening andbend away from the package. Any airthat is entrained by the outer edge ofthe gas is swept away before it canmix down to the food product. Theoxygen level at the food product isessentially zero.
A clearance of several millimeterscan be provided between the laminarcurtain and the package to allow formovement. The height of the laminarcurta in di stributors is only one-eighth of the width of the packageopening. Product and lid-sealinghardware can pass through the lami-nar curtain without entraining exces-sive amounts of air.
Figure 4 shows how a comparableturbulent gas curtain with a shroudwould behave. The curtains aremounted in the middle of the shroud.The height of the shroud must be atleast twice the width of the opening.
Laminar C.lltaln
... Ift.~"""'., I......\I ........""...,
Agul1l 6. laminar curtain vs. turbulent curtain for high-alr entrain-ment product
INFORM, Vol. 4. no.12 (December 1993)

1385
with either a I"(2.S-em) highlaminar curtainwith no addi-tional shroud orwith a turbulentcurtain centeredin a 10" (25.4.em) shroud. AO.25H (O.63-cm)gap is providedbelow the cur-tains 10 allowfor packagemovement.
For the laminar curtain. the oxy-gen level falls to zero «20 ppm) at 9cubic feel per minute (efm) (236liters per minute). It remains at zerono mailer how much the flow isincreased. Higher flows entrain moreair into the curtain, but the geometryof the flow stays the same and the airis swept away before it reaches theproduct.
For the turbulent curtain. the oxy-gen level at the package falls to about12% at a now of 1.6 cfm (44 litersper minute). Higher flows entrainrnore air and the oxygen level staysat 8-12%. A longer shroud and asmaller clearance gap would berequired (0 get lower oxygen levels.
(13-cm) wide by 30" (76.2 ern) longformer lube (shroud) is inerted witheither a I" (2.5 cm) high laminar cur-lain or with a turbulent curtain. Boththe laminar and turbulent curtain arelocated 20" down from the top open-ing in the former tube. There is nogap between the bottom of the fonn-ing tube and the packaging film.
As for the laminar curtain, theoxygen level in the package falls to2% at a flow of 4 cfm (105 liters perminute). Higher flows give loweroxygen levels, but at a higher cost.This behavior is different from whatis seen in the example with a low-airentrainment product and a shortshielding tube. The long former tubein this case improves the effective-ness of the laminar barrier. The oxy-gen level drops initially faster withincreasing flow rate. The potato chipproduct, however, entrains muchmore air than does the low-entrain-ment product. The oxygen level ulti-mately drops more slowly at higherflows than in the low-entrainmentexample.
For the turbulent curtain. the oxy-gen level in the package falls 10 2%at a flow of 2.4 cfm (63 titers perminute). This is significantly betterthan the laminar curtain. The turbu-lent curtain is better able to purge theair out of the chips as they fall. Out-side air entrainment is minimal due10 the very long fanner lube and thelight seal at the bottom with thepackaging film.
Rgure 7.ellk: tamtn.r 01' curt.ln
Significant amounts of air are stillentrained in the turbulent curtain,and the oxygen level at the foodproduct is 8-\5%.
A level of 8-15% oxygen is 100
high for most controlled atmospherefood packaging requirements. Conse-quently. turbulent curtains are inef-fective as retrofit devices on existingequipment. New machines designedfor controlled atmosphere packagingIncorporate additional doors and cur-tains to minimize air entrainment.They also are designed to minimizemechanical interference.
Figure 5 shows how the oxygenlevels attained by a laminar curtaincompare with those attained by a tur-bulent curtain in the simulated ther-moforming packaging applicationshown in Figures 3 and 4. A five-inch (l3-cm) opening is shrouded
High-air entrainment productFigure 6 shows how the oxygen lev-els attained by a laminar curtain com-
pares with thoseauained by a turbu-lent curtain in a sim-ulated rorrn-fitt-sealmachine packagingpotato chips. A 5H
Range or laminar curtain designsLaminar curtains can be custom-designed for a wide range of retrofit
Rgure 9. Ctrculllr IIImln.r gal curtainRgure 8.. lWo'llded laminar g•• curtain
INFORM. Vol. 4. 00.12 (December 1993)
1386
FOOD TECHNOLOGY
applications. Figures 7-9 illustratesome of the more common designs.
Figure 7 shows the basic gas dis-tributor. It is suitable for packageswith rectangular cross sections. A
tube in the rear feeds gas to theplenum, and this is distributed by theporous face. The entire right-handwall of the gas distributor is theporous face. All materials of con-
suucnon are 314 stainless steel. Theporous face can be cleaned by wipingand by immersion in disinfectantwater with a low-flow gas bubblingthrough it.
Figure 8 shows a two-sided rect-angular design with a sleeve seal 10 arectangular loading lube. This is suit-able for product feed tubes where lopclearance is minimal and where seal-ing with the package is nOI practical.The gas distributors on each side helpensure that the flow of gas is notblocked by incoming product orhardware.
Figure 9 shows a circular-shapedgas distributor. This is suitable forcircular packages and loading tubes.It is especially effective for inertingliquids.
Laminar gas curtains are a simplelow-cost method of introducing con-trolled atmosphere packaging toexisting equipment packaging in air.They are especially effective forinerting low air entrainment productwhere mechanical limitations do notallow doors, curtains, long shroudtubes or sealing with the packagingfilm. Oxygen levels of less than 1%in the package can be attained easily.
Laminar gas curtains can be cus-tomized to fit a wide range of inert-ing applications. They are in com-mercial service in electronic solder-ing. semiconductor. steel and chemi-cal industries. They are just nowbeing introduced into the food pack-aging industry.
ReferencesI. Perry. C.. Chemical Engineers
Handbook. 51h Edn .. McGrawHill. 1973. pp. 5-20.
2. Nowotarskt, M.S.. "Wide lami-nar Fluids Doors," U.S. Patent4.823,680. April 25, 1989.
3. Nowotarski, M.S.. and S.G. Kon-sowski. "Nitrogen Gased Flux-less Soldering," Surface MountTechnology4(10). October 1990.
4. Sharma. S.K.. and M.S.Nowotarski, "Laminar BarrierInerting for Induction Melting,"Modun Casting. AmericanFoundrymen's Society. Novem-ber 1990. •
111.a .... 1'_.11._1_iThe executivemanufacturer ofboiler forhermetically closedsteam systems up to95 bar (1350 psi),3025kW(lOx 10' BTU/H)for Edibles OilsIndustry processheating.
.,
Advantages withGEKA: more than20 years experience,approved systems,worldwide in theEdible ai/Industry.
GEKA ENERGY SYSTEMSGOTTFRIED KNEIFELGmbH & Co. KGGermany, DlesefstrafJe 80-76227 Karlsruhe-DurlachTelefon (0721) 405021Te~fax(0721)494331
For information circle .130
INfORM. VOl.4. no.12 (DeCember 1993)