for information, contact: jessica bridges, cae iom...
TRANSCRIPT

105 North Virginia Avenue, Suite 204 Falls Church, VA 22046
www.uschpa.org
Document prepared by:
For information, contact:
Jessica Bridges, CAE IOM Executive Director
[email protected] 703-348-2249
Installation information extracted from U.S. Department of Energy CHP Installation Database.
Case studies supplied by the U.S. Department of Energy Clean Energy Application Centers.

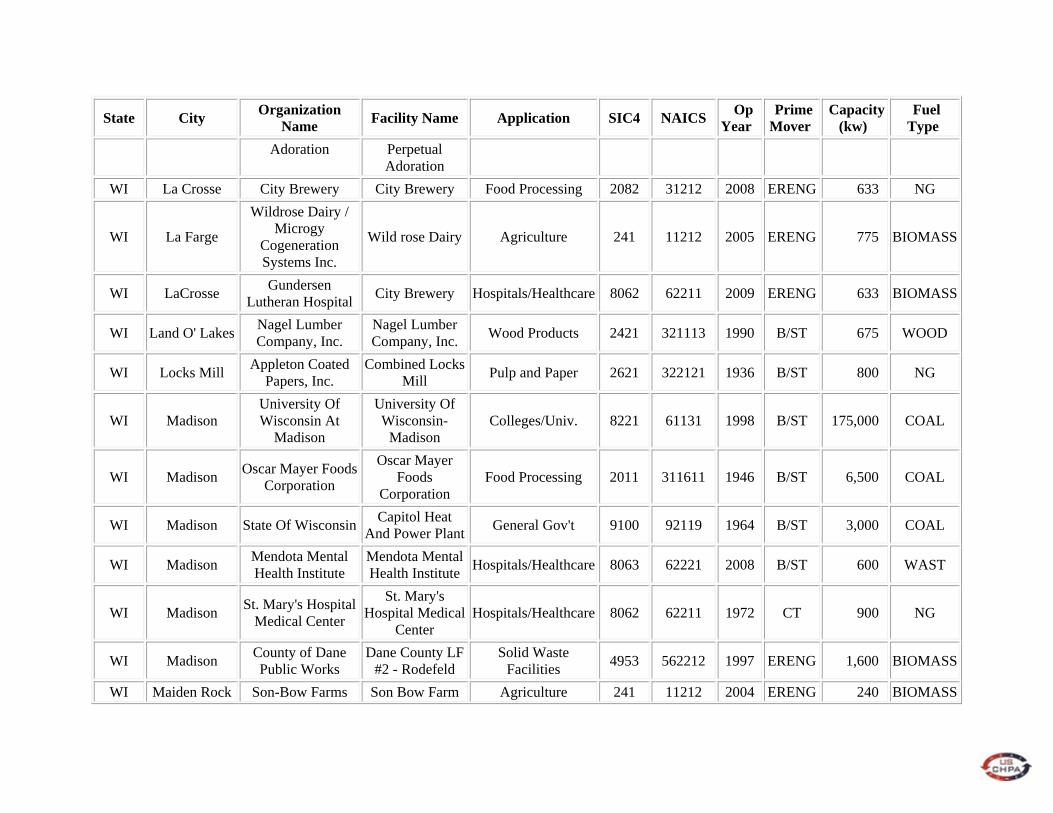
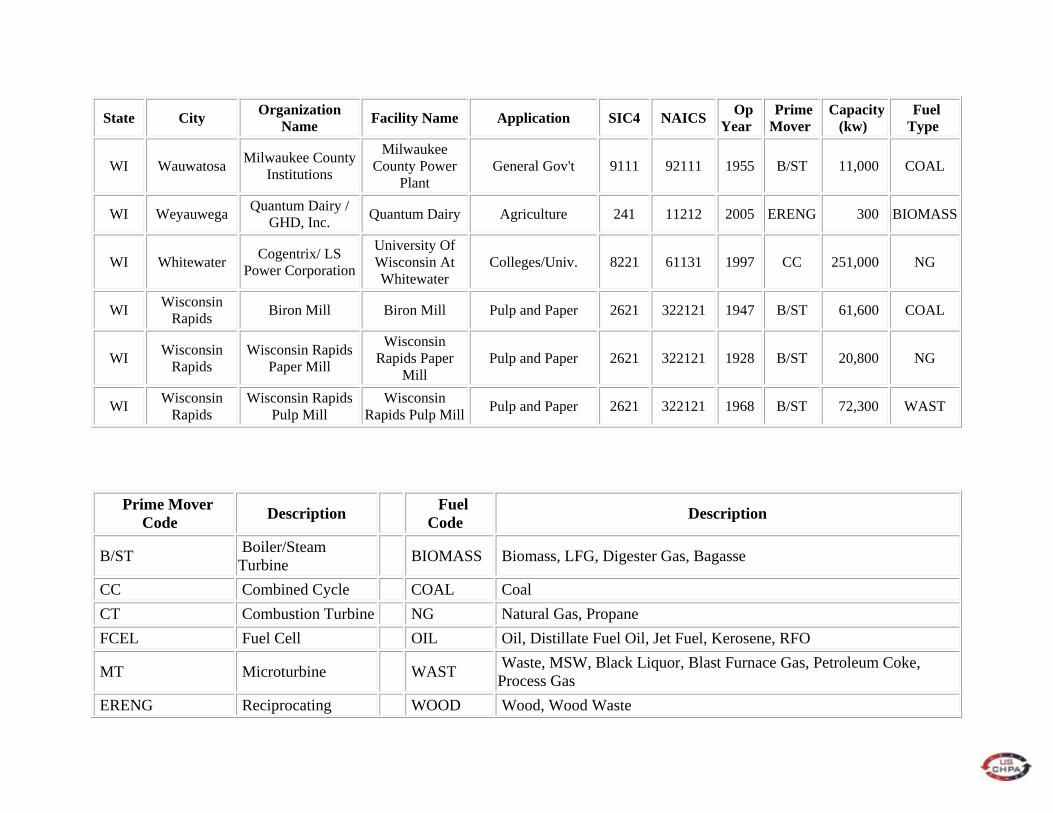
Combined Heat and Power Units located in Wisconsin
State City Organization Name Facility Name Application SIC4 NAICS Op
Year Prime Mover
Capacity (kw)
Fuel Type
WI Alto Double S. Dairy Double S. Dairy Agriculture 241 11212 2001 ERENG 200 BIOMASS
WI Amhurst Deere Ridge Dairy Deere Ridge Dairy Agriculture 241 11212 2000 ERENG 150 BIOMASS
WI Appleton Outagamie County
Outagamie County Landfill
Cogeneration Facility
Solid Waste Facilities 4953 562212 1991 ERENG 2,400 BIOMASS
WI Bangor Webster Industries Webster Industries Wood Products 2421 321113 1998 B/ST 550 WOOD
WI Beloit Beloit Memorial Hospital
Beloit Memorial Hospital Hospitals/Healthcare 8062 62211 2000 ERENG 3,000 NG
WI Campbellsport Clover Hill Dairy Clover Hill Dairy Agriculture 241 11212 2006 ERENG 225 BIOMASS
WI Chili Norm-E-Lane Norm-E-Lane Agriculture 241 11212 2008 ERENG 600 BIOMASS
WI Chilton Holsum Elm Dairy Holsum Elm Dairy Agriculture 241 11212 2006 ERENG 1,200 BIOMASS
WI Chippewa Falls
Wastewater Treatment Plant
Wastewater Treatment Plant
Wastewater Treatment 4952 562111 2003 MT 60 BIOMASS
WI Combined Locks
Combined Locks Energy Center
Appleton Coated Paper Mill Pulp and Paper 2621 322121 2002 CT 50,000 NG
WI Denmark Stencil Farm Stencil Farm Agriculture 241 11212 2004 ERENG 140 BIOMASS
WI Depere Depere Energy
LLC/Polsky Energy/Skygen
International Paper Nicolet
Divsn-Ph I Pulp and Paper 2621 322121 1999 CT 180,000 NG
WI Elk Mound 5 Star Dairy / Microgy Five Star Dairy Agriculture 241 11212 2005 ERENG 775 BIOMASS

State City Organization Name Facility Name Application SIC4 NAICS Op
Year Prime Mover
Capacity (kw)
Fuel Type
Cogeneration Systems Inc.
WI Elm Grove Burleigh Elementary School
Burleigh Elementary
School Schools 8211 61111 2002 MT 30 NG
WI Fond du Lac Vir-Clar Farm Vir-Clar Farm Agriculture 241 11212 2003 ERENG 340 BIOMASS
WI Franksville Maple Leaf Duck Farm
Maple Leaf Duck Farm Agriculture 291 11299 2002 ERENG 200 BIOMASS
WI Green Bay Fort Howard Paper Corporation Green Bay Mill Pulp and Paper 2621 322121 1929 B/ST 82,000 COAL
WI Green Valley Green Valley Dairy Green Valley Dairy Agriculture 241 11212 2007 ERENG 600 BIOMASS
WI Hilbert Holsum Dairy Holsum Dairy Agriculture 241 11212 2002 ERENG 1,900 BIOMASS
WI Jamesville Wastewater Treatment Facility
Wastewater Treatment
Facility
Wastewater Treatment 4952 22132 2000 ERENG 400 BIOMASS
WI Kaukauna
Thilmany Pulp & Paper
Co/International Paper
Thilmany Pulp & Paper Co Pulp and Paper 2621 322121 1940 B/ST 19,440 COAL
WI Kaukauna Tinedale Farms Tinedale Farms Agriculture 241 11212 2004 ERENG 375 BIOMASS
WI Kaukauna Kaukauna
Wastewater Treatment Plant
Kaukauna WWTP
Wastewater Treatment 4952 22132 2002 MT 30 BIOMASS
WI Kewaskum Volm Farm Volm Farm Agriculture 241 11212 2009 ERENG 225 BIOMASS
WI Kimberly Midtec Paper Corporation Kimberly Mill Pulp and Paper 2621 322121 1968 B/ST 30,000 NG
WI La Crosse Franciscan Sisters of Perpetual
Franciscan Sisters of District Energy 4961 22133 2002 B/ST 250 OTR
State City Organization Name Facility Name Application SIC4 NAICS Op
Year Prime Mover
Capacity (kw)
Fuel Type
Adoration Perpetual Adoration
WI La Crosse City Brewery City Brewery Food Processing 2082 31212 2008 ERENG 633 NG
WI La Farge
Wildrose Dairy / Microgy
Cogeneration Systems Inc.
Wild rose Dairy Agriculture 241 11212 2005 ERENG 775 BIOMASS
WI LaCrosse Gundersen Lutheran Hospital City Brewery Hospitals/Healthcare 8062 62211 2009 ERENG 633 BIOMASS
WI Land O' Lakes Nagel Lumber Company, Inc.
Nagel Lumber Company, Inc. Wood Products 2421 321113 1990 B/ST 675 WOOD
WI Locks Mill Appleton Coated Papers, Inc.
Combined Locks Mill Pulp and Paper 2621 322121 1936 B/ST 800 NG
WI Madison University Of Wisconsin At
Madison
University Of Wisconsin-
Madison Colleges/Univ. 8221 61131 1998 B/ST 175,000 COAL
WI Madison Oscar Mayer Foods Corporation
Oscar Mayer Foods
Corporation Food Processing 2011 311611 1946 B/ST 6,500 COAL
WI Madison State Of Wisconsin Capitol Heat And Power Plant General Gov't 9100 92119 1964 B/ST 3,000 COAL
WI Madison Mendota Mental Health Institute
Mendota Mental Health Institute Hospitals/Healthcare 8063 62221 2008 B/ST 600 WAST
WI Madison St. Mary's HospitalMedical Center
St. Mary's Hospital Medical
Center Hospitals/Healthcare 8062 62211 1972 CT 900 NG
WI Madison County of Dane Public Works
Dane County LF #2 - Rodefeld
Solid Waste Facilities 4953 562212 1997 ERENG 1,600 BIOMASS
WI Maiden Rock Son-Bow Farms Son Bow Farm Agriculture 241 11212 2004 ERENG 240 BIOMASS
State City Organization Name Facility Name Application SIC4 NAICS Op
Year Prime Mover
Capacity (kw)
Fuel Type
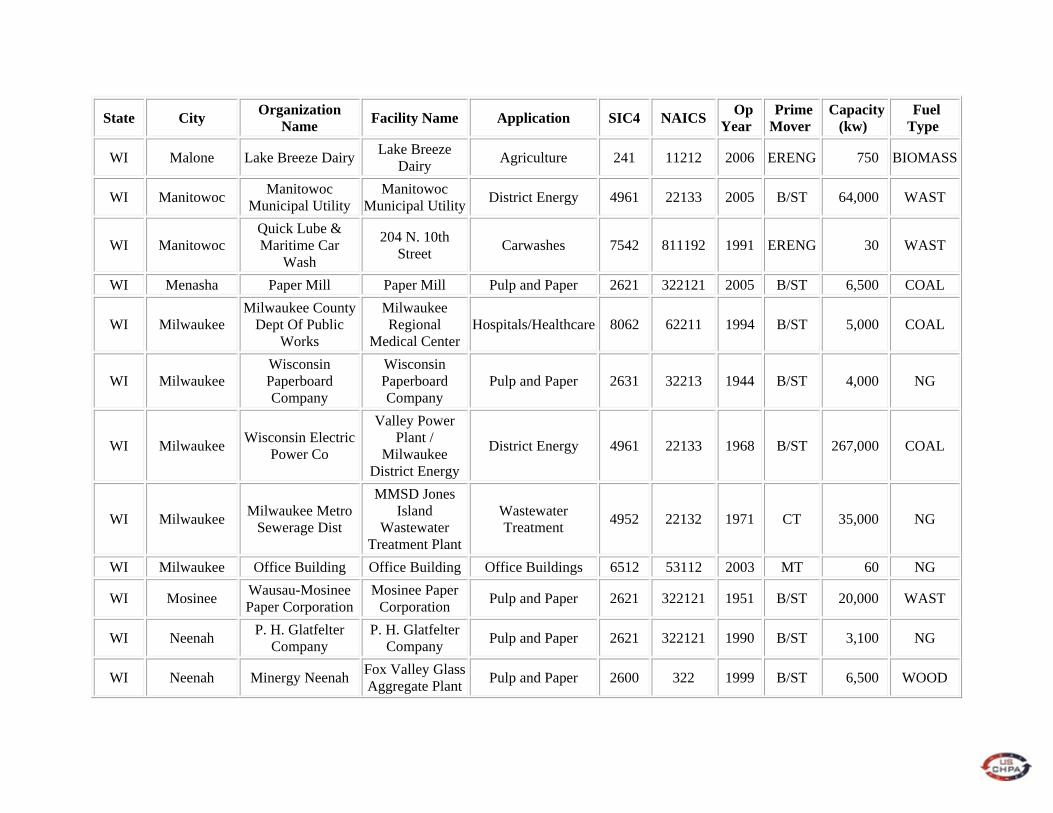
WI Malone Lake Breeze Dairy Lake Breeze Dairy Agriculture 241 11212 2006 ERENG 750 BIOMASS
WI Manitowoc Manitowoc Municipal Utility
Manitowoc Municipal Utility District Energy 4961 22133 2005 B/ST 64,000 WAST
WI Manitowoc Quick Lube & Maritime Car
Wash
204 N. 10th Street Carwashes 7542 811192 1991 ERENG 30 WAST
WI Menasha Paper Mill Paper Mill Pulp and Paper 2621 322121 2005 B/ST 6,500 COAL
WI Milwaukee Milwaukee County
Dept Of Public Works
Milwaukee Regional
Medical CenterHospitals/Healthcare 8062 62211 1994 B/ST 5,000 COAL
WI Milwaukee Wisconsin Paperboard Company
Wisconsin Paperboard Company
Pulp and Paper 2631 32213 1944 B/ST 4,000 NG
WI Milwaukee Wisconsin Electric Power Co
Valley Power Plant /
Milwaukee District Energy
District Energy 4961 22133 1968 B/ST 267,000 COAL
WI Milwaukee Milwaukee Metro Sewerage Dist
MMSD Jones Island
Wastewater Treatment Plant
Wastewater Treatment 4952 22132 1971 CT 35,000 NG
WI Milwaukee Office Building Office Building Office Buildings 6512 53112 2003 MT 60 NG
WI Mosinee Wausau-Mosinee Paper Corporation
Mosinee Paper Corporation Pulp and Paper 2621 322121 1951 B/ST 20,000 WAST
WI Neenah P. H. Glatfelter Company
P. H. Glatfelter Company Pulp and Paper 2621 322121 1990 B/ST 3,100 NG
WI Neenah Minergy Neenah Fox Valley Glass Aggregate Plant Pulp and Paper 2600 322 1999 B/ST 6,500 WOOD
State City Organization Name Facility Name Application SIC4 NAICS Op
Year Prime Mover
Capacity (kw)
Fuel Type
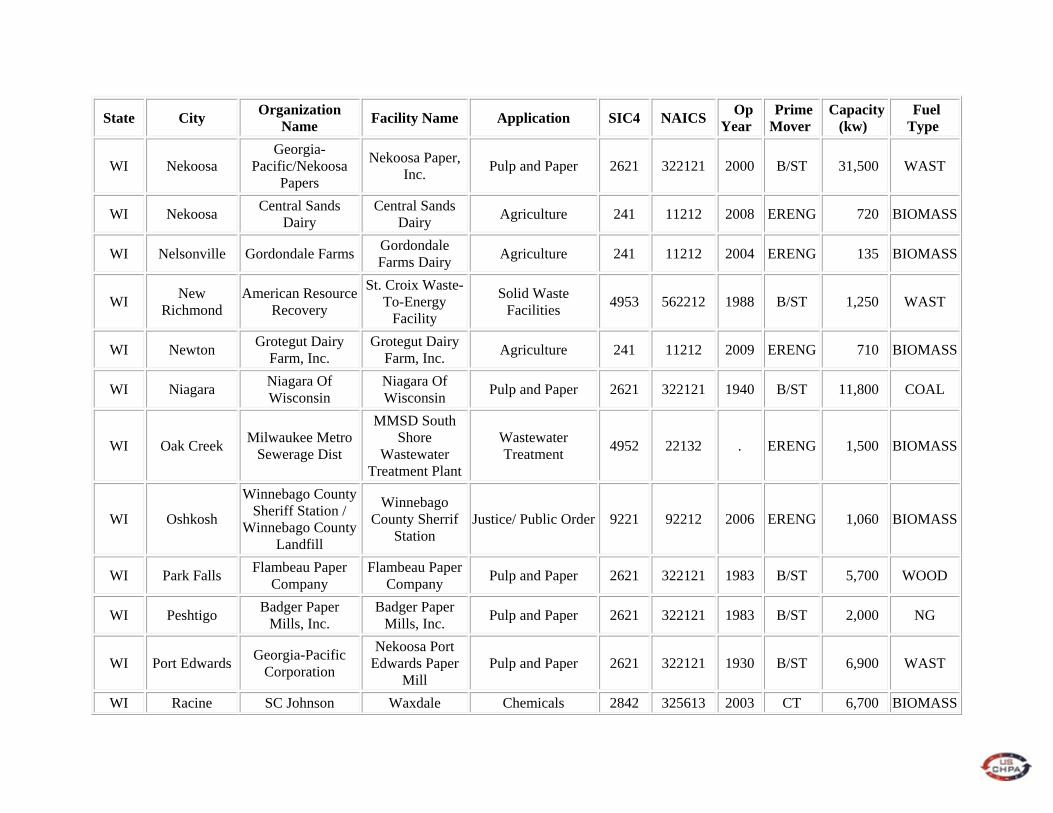
WI Nekoosa Georgia-
Pacific/Nekoosa Papers
Nekoosa Paper, Inc. Pulp and Paper 2621 322121 2000 B/ST 31,500 WAST
WI Nekoosa Central Sands Dairy
Central Sands Dairy Agriculture 241 11212 2008 ERENG 720 BIOMASS
WI Nelsonville Gordondale Farms Gordondale Farms Dairy Agriculture 241 11212 2004 ERENG 135 BIOMASS
WI New Richmond
American Resource Recovery
St. Croix Waste-To-Energy
Facility
Solid Waste Facilities 4953 562212 1988 B/ST 1,250 WAST
WI Newton Grotegut Dairy Farm, Inc.
Grotegut Dairy Farm, Inc. Agriculture 241 11212 2009 ERENG 710 BIOMASS
WI Niagara Niagara Of Wisconsin
Niagara Of Wisconsin Pulp and Paper 2621 322121 1940 B/ST 11,800 COAL
WI Oak Creek Milwaukee Metro Sewerage Dist
MMSD South Shore
Wastewater Treatment Plant
Wastewater Treatment 4952 22132 . ERENG 1,500 BIOMASS
WI Oshkosh
Winnebago County Sheriff Station /
Winnebago County Landfill
Winnebago County Sherrif
Station Justice/ Public Order 9221 92212 2006 ERENG 1,060 BIOMASS
WI Park Falls Flambeau Paper Company
Flambeau Paper Company Pulp and Paper 2621 322121 1983 B/ST 5,700 WOOD
WI Peshtigo Badger Paper Mills, Inc.
Badger Paper Mills, Inc. Pulp and Paper 2621 322121 1983 B/ST 2,000 NG
WI Port Edwards Georgia-Pacific Corporation
Nekoosa Port Edwards Paper
Mill Pulp and Paper 2621 322121 1930 B/ST 6,900 WAST
WI Racine SC Johnson Waxdale Chemicals 2842 325613 2003 CT 6,700 BIOMASS
State City Organization Name Facility Name Application SIC4 NAICS Op
Year Prime Mover
Capacity (kw)
Fuel Type
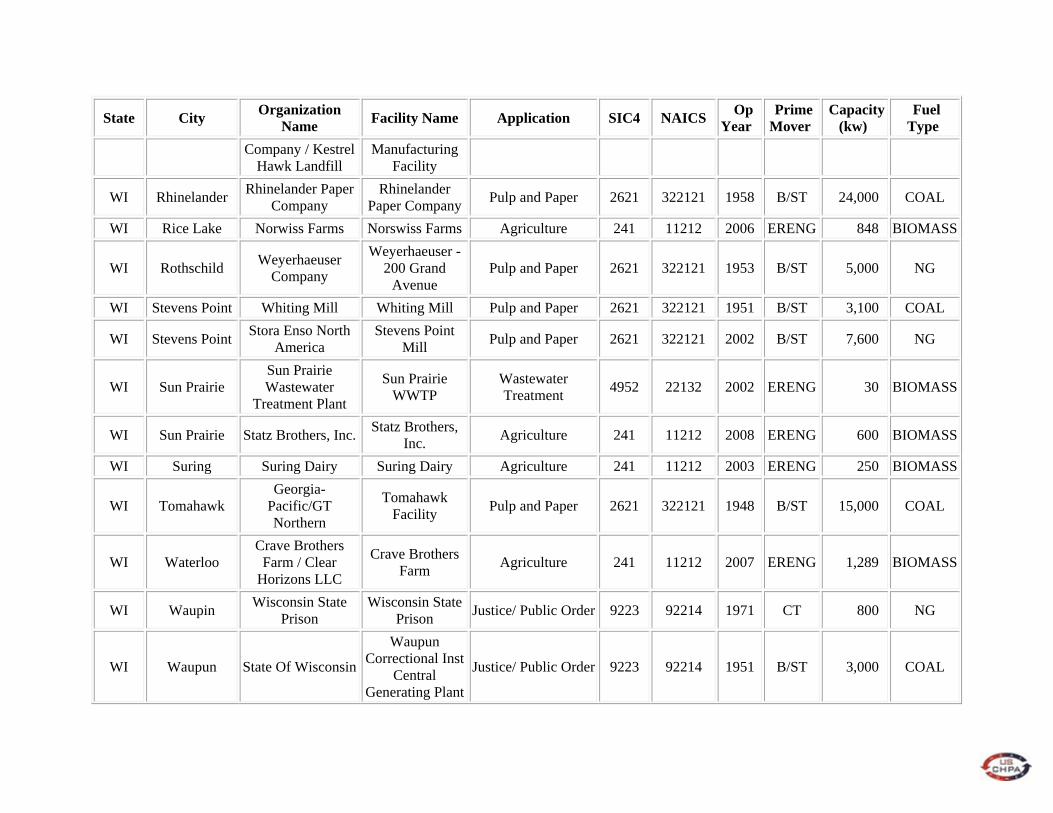
Company / Kestrel Hawk Landfill
Manufacturing Facility
WI Rhinelander Rhinelander Paper Company
Rhinelander Paper Company Pulp and Paper 2621 322121 1958 B/ST 24,000 COAL
WI Rice Lake Norwiss Farms Norswiss Farms Agriculture 241 11212 2006 ERENG 848 BIOMASS
WI Rothschild Weyerhaeuser Company
Weyerhaeuser - 200 Grand
Avenue Pulp and Paper 2621 322121 1953 B/ST 5,000 NG
WI Stevens Point Whiting Mill Whiting Mill Pulp and Paper 2621 322121 1951 B/ST 3,100 COAL
WI Stevens Point Stora Enso North America
Stevens Point Mill Pulp and Paper 2621 322121 2002 B/ST 7,600 NG
WI Sun Prairie Sun Prairie Wastewater
Treatment Plant
Sun Prairie WWTP
Wastewater Treatment 4952 22132 2002 ERENG 30 BIOMASS
WI Sun Prairie Statz Brothers, Inc. Statz Brothers, Inc. Agriculture 241 11212 2008 ERENG 600 BIOMASS
WI Suring Suring Dairy Suring Dairy Agriculture 241 11212 2003 ERENG 250 BIOMASS
WI Tomahawk Georgia-
Pacific/GT Northern
Tomahawk Facility Pulp and Paper 2621 322121 1948 B/ST 15,000 COAL
WI Waterloo Crave Brothers
Farm / Clear Horizons LLC
Crave Brothers Farm Agriculture 241 11212 2007 ERENG 1,289 BIOMASS
WI Waupin Wisconsin State Prison
Wisconsin State Prison Justice/ Public Order 9223 92214 1971 CT 800 NG
WI Waupun State Of Wisconsin
Waupun Correctional Inst
Central Generating Plant
Justice/ Public Order 9223 92214 1951 B/ST 3,000 COAL
State City Organization Name Facility Name Application SIC4 NAICS Op
Year Prime Mover
Capacity (kw)
Fuel Type
WI Wauwatosa Milwaukee County Institutions
Milwaukee County Power
Plant General Gov't 9111 92111 1955 B/ST 11,000 COAL
WI Weyauwega Quantum Dairy / GHD, Inc. Quantum Dairy Agriculture 241 11212 2005 ERENG 300 BIOMASS
WI Whitewater Cogentrix/ LS Power Corporation
University Of Wisconsin At Whitewater
Colleges/Univ. 8221 61131 1997 CC 251,000 NG
WI Wisconsin Rapids Biron Mill Biron Mill Pulp and Paper 2621 322121 1947 B/ST 61,600 COAL
WI Wisconsin Rapids
Wisconsin Rapids Paper Mill
Wisconsin Rapids Paper
Mill Pulp and Paper 2621 322121 1928 B/ST 20,800 NG
WI Wisconsin Rapids
Wisconsin Rapids Pulp Mill
Wisconsin Rapids Pulp Mill Pulp and Paper 2621 322121 1968 B/ST 72,300 WAST
Prime Mover Code Description Fuel
Code Description
B/ST Boiler/Steam Turbine BIOMASS Biomass, LFG, Digester Gas, Bagasse
CC Combined Cycle COAL Coal CT Combustion Turbine NG Natural Gas, Propane FCEL Fuel Cell OIL Oil, Distillate Fuel Oil, Jet Fuel, Kerosene, RFO
MT Microturbine WAST Waste, MSW, Black Liquor, Blast Furnace Gas, Petroleum Coke, Process Gas
ERENG Reciprocating WOOD Wood, Wood Waste
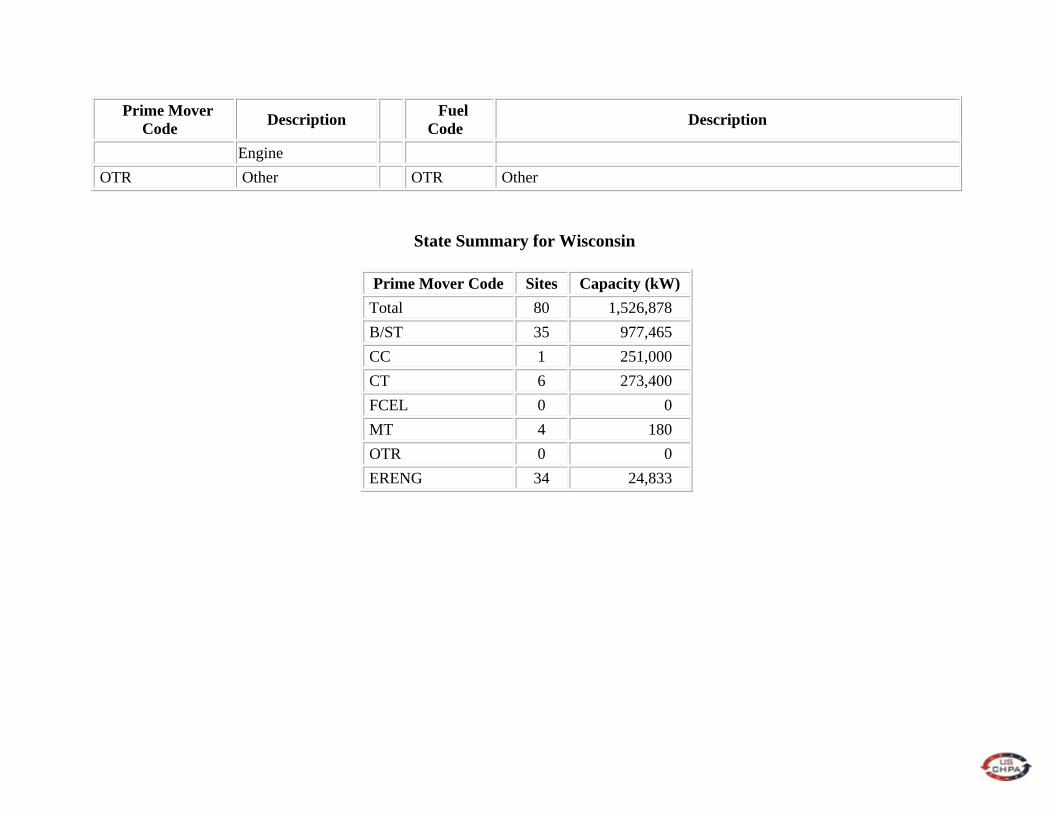
Prime Mover Code Description Fuel
Code Description
Engine OTR Other OTR Other
State Summary for Wisconsin
Prime Mover Code Sites Capacity (kW) Total 80 1,526,878 B/ST 35 977,465 CC 1 251,000 CT 6 273,400 FCEL 0 0 MT 4 180 OTR 0 0 ERENG 34 24,833
Project Profile
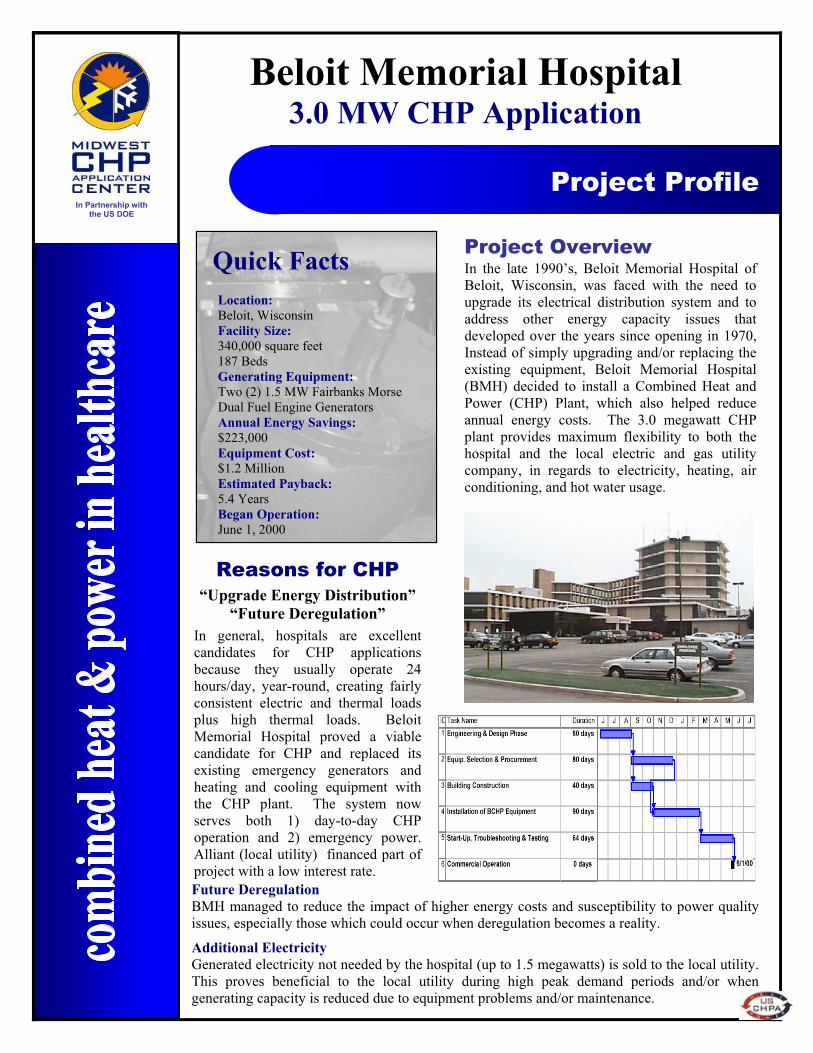
Project Overview In the late 1990’s, Beloit Memorial Hospital of Beloit, Wisconsin, was faced with the need to upgrade its electrical distribution system and to address other energy capacity issues that developed over the years since opening in 1970, Instead of simply upgrading and/or replacing the existing equipment, Beloit Memorial Hospital (BMH) decided to install a Combined Heat and Power (CHP) Plant, which also helped reduce annual energy costs. The 3.0 megawatt CHP plant provides maximum flexibility to both the hospital and the local electric and gas utility company, in regards to electricity, heating, air conditioning, and hot water usage.
In Partnership with the US DOE
Beloit Memorial Hospital 3.0 MW CHP Application
Reasons for CHP “Upgrade Energy Distribution”
“Future Deregulation” In general, hospitals are excellent candidates for CHP applications because they usually operate 24 hours/day, year-round, creating fairly consistent electric and thermal loads plus high thermal loads. Beloit Memorial Hospital proved a viable candidate for CHP and replaced its existing emergency generators and heating and cooling equipment with the CHP plant. The system now serves both 1) day-to-day CHP operation and 2) emergency power. Alliant (local utility) financed part of project with a low interest rate.
Quick Facts Location: Beloit, Wisconsin Facility Size: 340,000 square feet 187 Beds Generating Equipment: Two (2) 1.5 MW Fairbanks Morse Dual Fuel Engine Generators Annual Energy Savings: $223,000 Equipment Cost: $1.2 Million Estimated Payback: 5.4 Years Began Operation: June 1, 2000
Future Deregulation BMH managed to reduce the impact of higher energy costs and susceptibility to power quality issues, especially those which could occur when deregulation becomes a reality.
Additional Electricity Generated electricity not needed by the hospital (up to 1.5 megawatts) is sold to the local utility. This proves beneficial to the local utility during high peak demand periods and/or when generating capacity is reduced due to equipment problems and/or maintenance.
CHP plant reduces impact
of higher energy costs and power
quality issues towards future deregulation
Dual fuel Fairbanks
Morse engines meet
WI DHFS emergency
power and CHP requirements
$223,000AnnualEnergySavings
For further information, contact:
Midwest CHP Application Center 851 S. Morgan Street Chicago, IL 60607-7054
Phone: (312) 413-3835 Fax: (312) 996-5620
www.CHPCenterMW.org
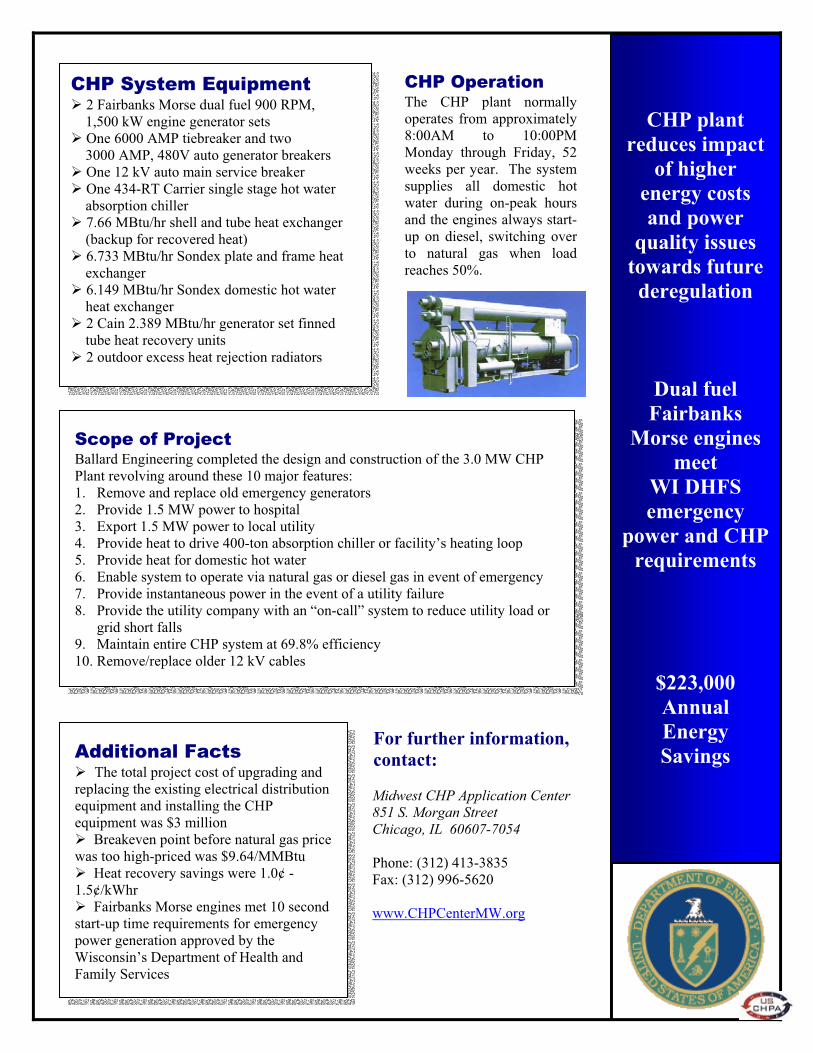
CHP System Equipment � 2 Fairbanks Morse dual fuel 900 RPM, 1,500 kW engine generator sets � One 6000 AMP tiebreaker and two 3000 AMP, 480V auto generator breakers � One 12 kV auto main service breaker � One 434-RT Carrier single stage hot water absorption chiller � 7.66 MBtu/hr shell and tube heat exchanger (backup for recovered heat) � 6.733 MBtu/hr Sondex plate and frame heat exchanger � 6.149 MBtu/hr Sondex domestic hot water heat exchanger � 2 Cain 2.389 MBtu/hr generator set finned tube heat recovery units � 2 outdoor excess heat rejection radiators
CHP Operation The CHP plant normally operates from approximately 8:00AM to 10:00PM Monday through Friday, 52 weeks per year. The system supplies all domestic hot water during on-peak hours and the engines always start-up on diesel, switching over to natural gas when load reaches 50%.
Scope of Project Ballard Engineering completed the design and construction of the 3.0 MW CHP Plant revolving around these 10 major features: 1. Remove and replace old emergency generators 2. Provide 1.5 MW power to hospital 3. Export 1.5 MW power to local utility 4. Provide heat to drive 400-ton absorption chiller or facility’s heating loop 5. Provide heat for domestic hot water 6. Enable system to operate via natural gas or diesel gas in event of emergency 7. Provide instantaneous power in the event of a utility failure 8. Provide the utility company with an “on-call” system to reduce utility load or grid short falls 9. Maintain entire CHP system at 69.8% efficiency 10. Remove/replace older 12 kV cables
Additional Facts � The total project cost of upgrading and replacing the existing electrical distribution equipment and installing the CHP equipment was $3 million � Breakeven point before natural gas price was too high-priced was $9.64/MMBtu � Heat recovery savings were 1.0¢ -1.5¢/kWhr � Fairbanks Morse engines met 10 second start-up time requirements for emergency power generation approved by the Wisconsin’s Department of Health and Family Services
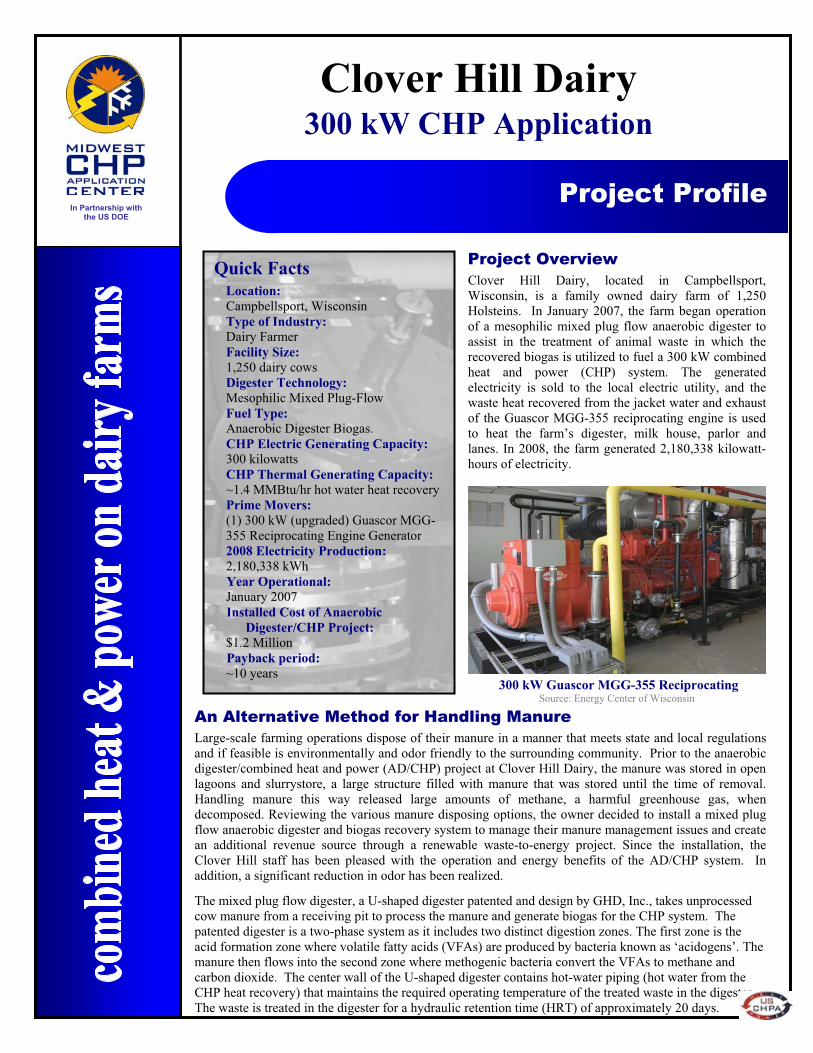
Project Overview Clover Hill Dairy, located in Campbellsport, Wisconsin, is a family owned dairy farm of 1,250 Holsteins. In January 2007, the farm began operation of a mesophilic mixed plug flow anaerobic digester to assist in the treatment of animal waste in which the recovered biogas is utilized to fuel a 300 kW combined heat and power (CHP) system. The generated electricity is sold to the local electric utility, and the waste heat recovered from the jacket water and exhaust of the Guascor MGG-355 reciprocating engine is used to heat the farm’s digester, milk house, parlor and lanes. In 2008, the farm generated 2,180,338 kilowatt-hours of electricity.
300 kW Guascor MGG-355 Reciprocating Source: Energy Center of Wisconsin
An Alternative Method for Handling ManureLarge-scale farming operations dispose of their manure in a manner that meets state and local regulations and if feasible is environmentally and odor friendly to the surrounding community. Prior to the anaerobic digester/combined heat and power (AD/CHP) project at Clover Hill Dairy, the manure was stored in open lagoons and slurrystore, a large structure filled with manure that was stored until the time of removal. Handling manure this way released large amounts of methane, a harmful greenhouse gas, when decomposed. Reviewing the various manure disposing options, the owner decided to install a mixed plug flow anaerobic digester and biogas recovery system to manage their manure management issues and create an additional revenue source through a renewable waste-to-energy project. Since the installation, the Clover Hill staff has been pleased with the operation and energy benefits of the AD/CHP system. In addition, a significant reduction in odor has been realized.
The mixed plug flow digester, a U-shaped digester patented and design by GHD, Inc., takes unprocessed cow manure from a receiving pit to process the manure and generate biogas for the CHP system. The patented digester is a two-phase system as it includes two distinct digestion zones. The first zone is the acid formation zone where volatile fatty acids (VFAs) are produced by bacteria known as ‘acidogens’. The manure then flows into the second zone where methogenic bacteria convert the VFAs to methane and carbon dioxide. The center wall of the U-shaped digester contains hot-water piping (hot water from the CHP heat recovery) that maintains the required operating temperature of the treated waste in the digester. The waste is treated in the digester for a hydraulic retention time (HRT) of approximately 20 days.
Quick Facts Location: Campbellsport, Wisconsin Type of Industry: Dairy Farmer Facility Size: 1,250 dairy cows Digester Technology: Mesophilic Mixed Plug-Flow Fuel Type: Anaerobic Digester Biogas. CHP Electric Generating Capacity: 300 kilowatts CHP Thermal Generating Capacity: ~1.4 MMBtu/hr hot water heat recovery Prime Movers: (1) 300 kW (upgraded) Guascor MGG-355 Reciprocating Engine Generator 2008 Electricity Production: 2,180,338 kWh Year Operational: January 2007 Installed Cost of Anaerobic
Digester/CHP Project: $1.2 Million Payback period: ~10 years
In Partnership with the US DOE
Clover Hill Dairy 300 kW CHP Application
Project Profile

From Digestion to Clean, Renewable PowerFrom the digestion process, an anaerobic digester gas (biogas) is produced. The biogas at Clover Hill Dairy is collected and treated with a passive hydrogen sulfide (H2S) removal system and a chilling unit to remove H2S and condensate. The treated biogas can then be utilized to fuel the CHP genset to produce electricity and useful heat. Clover Hill Dairy sells the generated electricity to the local utility, We Energies, under a power purchase agreement. By providing We Energies with electricity generated from a clean, renewable resource, Clover Hill Dairy displaces the fossil fuel used to generate electricity by the utility power plants, and therefore displaces harmful greenhouse gas emissions. The recovered heat, in the form of hot water, is collected from both the engine jacket liquid cooling system, and from the engine air exhaust system. Approximately 30-60% of this recovered heat is utilized in the AD system to maintain the required temperature of the digester. The remaining available recovered is used by Clover Hill Dairy to supplement the farm’s hot water production and for in-floor heating of the farm’s milk house, parlor and lanes. The staff is also investigating other opportunities to utilize the recovered heat.
Basic Anaerobic Digester System Flow Diagram Source:www.ghdinc.net
Digester Selection ProcessThe type of digester selected for a dairy farm application is dependent on the total solids content of the manure and the manure collection system. The figure to the right shows the U.S. Environmental Protection Agency’s (EPA) AgSTAR recommendations of digester types based on the manure handling. The three digester types presented in the figure are Covered Lagoon, Complete Mix, and Plug Flow. The total solids content at Clover Hill Dairy is 6%. The digester type installed at Clover Hill Dairy is GHD’s patented two-stage mixed plug-flow digester that incorporates the technology concepts of both the compete mix and plug flow digesters.
Patented GHD Digester Design Schematic Source: www.ghdinc.net
The digester effluent exiting the digester is pumped from the effluent pit of the AD vessel to a manure solids separator. The mechanical manure separator separates the digested waste stream into solid and liquid fractions. The liquid, now with the majority of the large solids removed, flows into the farm’s storage lagoon. The viscosity of the liquid effluent is such, as opposed to the raw manure influent, that it can be pumped through an irrigation nozzle for field spreading. The nutrients are taken from an organic-state to an inorganic state, making the liquid “plant-accessible”. This is why the liquid coming from the digester can be applied to growing crop without burning the leaves. The solids are dewatered to approximately a 35% solid material. The separated solids, having the same odor and pathogen reduction characteristics as the liquid stream, are utilized by the farm for bedding replacement (an expense reduction). Use of the separated solids for bedding typically comprises about 40-60% of the generated separated solids from a typical farm. Clover Hill Dairy uses approximately 70 tons a weeks of the separated solids for bedding and field application, and sells 30-35 tons per week at $20 per ton to area dairy farms for bedding.
Appropriate Manure Characteristics for Specific Digester Systems Source: US EPA AgSTAR
Revised 080509
For further information contact: Midwest CHP Application Center 1309 S Halsted St Chicago, IL 60607-7054 Phone: (312) 996-4382 Fax: (312) 996-5620 www.CHPCenter.org

Project Profile
Quick Facts Location:La Crosse, Wisconsin
Projected Annual Energy Savings:$55,000
Installed Cost: $450,000
Estimated Payback: 8 Years
CHP Generating Capacity: 150 kW
Prime Movers: (2) Turbosteam backpressure steam turbine-generators (100 kW and 150 kW units)
Initial System Online: December, 2002
Facility Size: 1,300,000 square feet
The CHP Solution at FSPA During a major upgrade to the steam plant in the early 1990’s, consideration was given to the installation of a backpressure steam generator to produce on-site electricity. The CHP notion was well received by the FSPA since the Order places a high value on efficiency, conservation and environmentally friendly concepts:
� Environmental Impact CHP technologies reduce annual plant emissions by 410 tons of CO2, 4675 lbs. of SOxand 4391 lbs. of NOx.
� Leadership Role in the Community FSPA desires to take a leadership role in the community, using a CHP installation as a model for other local businesses.
� Energy Savings FSPA plans to reduce their energy costs $55,000 annually.
Project Overview The Franciscan Sisters of Perpetual Adoration (FSPA) operate a medium sized district heating plant located in La Crosse, Wisconsin. The plant has been in operation since 1905 and today provides heat to Franciscan Skemp Healthcare Medical Center, Viterbo University, and St. Rose Convent, over 1.3 millions square feet of building space. In 1996, FSPA began implementing a Combined Heat and Power (CHP) application to the district heating plant to take advantage of the high pressure steam and its potential to generate on-site electricity to the convent. In 2002, a 150 kW backpressure steam turbine was installed on-sitefollowed by another 100 kW turbine installation in 2003. The total project estimates $55,000 annual savings and an eight year simple payback.
The chapel of St. Rose Convent
In Partnership with the US DOE
Franciscan Sisters of Perpetual Adoration
100 kW & 150 kW Steam Turbine Generators
$55,000AnnualEnergySavings
Estimated8 YearSimple
Payback
10% of InstallationCosts for100 kW Turbine
Supplied by State Funded
Program
What is Combined Heat and Power? Combined Heat and Power (CHP) refers to an integrated system that is located at or near a building or facility. The CHP system provides at least a portion of the building’s electric load and utilizes the thermal energy from the electric generation equipment to provide space heating, space cooling, domestic hot water, dehumidification, sterilization, and/or process heat.
What is a backpressure steam turbine-generator? A backpressure steam turbine-generator is a pressure reducing component of high-pressure steam making the steam suitable for producing hot water or steam that goes to radiators or various processes. The wasted energy is captured by the turbine as electricity. The back pressure turbine can often replace the static reducing valve.
Additional Facts First Cost … 10% of the installation costs for the 100 kW turbine-generator were supplied by Wisconsin’s Focus On Energy fund, a state public benefits program that promotes energy efficiency, reliability, renewable energy and environmental energy benefits.
Benefits… The CHP system serves 100% of the heating needs of the convent, medical center and university and 40% of the St. Rose Convent’s electric load (approx. 935,000 kWh of total 2,828,000 kWh)
For further information contact
Energy Resources Center 851 S. Morgan Street Chicago, IL 60607-7054
Phone: (312) 413-3835 Fax: (312) 996-5620
www.CHPCenterMW.org
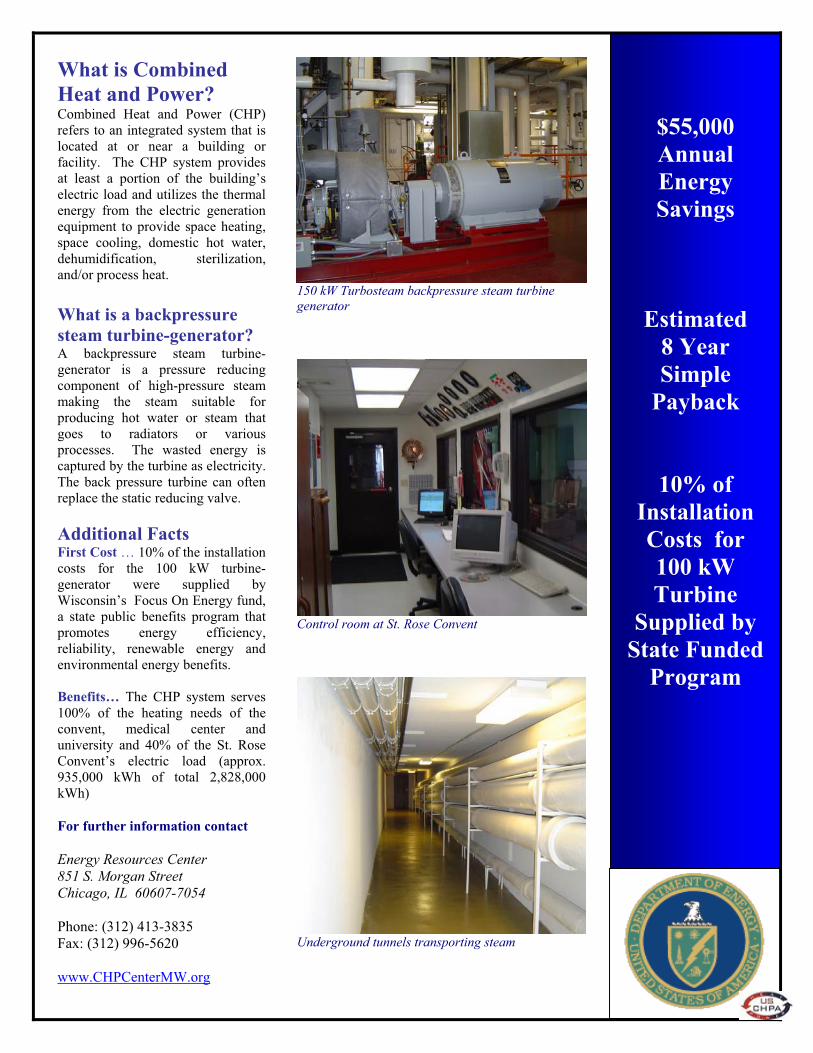
150 kW Turbosteam backpressure steam turbine generator
Control room at St. Rose Convent
Underground tunnels transporting steam
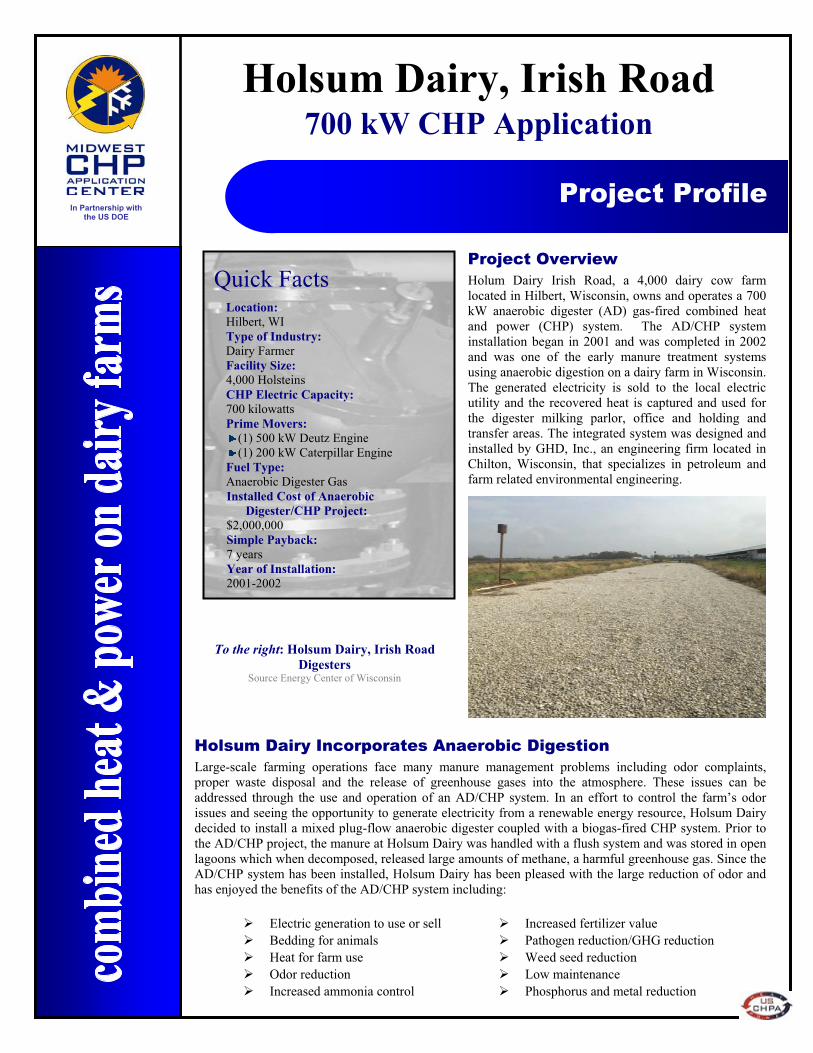
Project Overview Holum Dairy Irish Road, a 4,000 dairy cow farm located in Hilbert, Wisconsin, owns and operates a 700 kW anaerobic digester (AD) gas-fired combined heat and power (CHP) system. The AD/CHP system installation began in 2001 and was completed in 2002 and was one of the early manure treatment systems using anaerobic digestion on a dairy farm in Wisconsin. The generated electricity is sold to the local electric utility and the recovered heat is captured and used for the digester milking parlor, office and holding and transfer areas. The integrated system was designed and installed by GHD, Inc., an engineering firm located in Chilton, Wisconsin, that specializes in petroleum and farm related environmental engineering.
To the right: Holsum Dairy, Irish Road Digesters
Source Energy Center of Wisconsin
Holsum Dairy Incorporates Anaerobic Digestion Large-scale farming operations face many manure management problems including odor complaints, proper waste disposal and the release of greenhouse gases into the atmosphere. These issues can be addressed through the use and operation of an AD/CHP system. In an effort to control the farm’s odor issues and seeing the opportunity to generate electricity from a renewable energy resource, Holsum Dairy decided to install a mixed plug-flow anaerobic digester coupled with a biogas-fired CHP system. Prior to the AD/CHP project, the manure at Holsum Dairy was handled with a flush system and was stored in open lagoons which when decomposed, released large amounts of methane, a harmful greenhouse gas. Since the AD/CHP system has been installed, Holsum Dairy has been pleased with the large reduction of odor and has enjoyed the benefits of the AD/CHP system including:
� Electric generation to use or sell � Increased fertilizer value � Bedding for animals � Pathogen reduction/GHG reduction � Heat for farm use � Weed seed reduction � Odor reduction � Low maintenance � Increased ammonia control � Phosphorus and metal reduction
Quick Facts Location:Hilbert, WI Type of Industry: Dairy Farmer Facility Size: 4,000 Holsteins CHP Electric Capacity: 700 kilowatts Prime Movers:
(1) 500 kW Deutz Engine (1) 200 kW Caterpillar Engine
Fuel Type: Anaerobic Digester Gas Installed Cost of Anaerobic
Digester/CHP Project: $2,000,000Simple Payback: 7 years Year of Installation: 2001-2002
In Partnership with the US DOE
Holsum Dairy, Irish Road 700 kW CHP Application
Project Profile

Source:www.ghdinc.net Anaerobic Digester System Flow Diagram
generated electricity is used on-site by the farm with the excess power sold to the local utility, Wisconsin Public Service under a power purchase agreement. The recovered heat, in the form of hot water, is collected from both the engine jacket liquid cooling system and from the engine air exhaust system. A portion of this recovered heat is utilized in the AD system to maintain the required temperature of the digester at 100�F. The remaining recovered heat is used by the farm as a replacement for hot water production and for in-floor heating of the milking parlor, office, and holding and transfer areas. The farm also has a backup boiler that can run on diesel or biogas to supplement the existing heating system.
Once digested, the waste does not disappear. The majority of the volume remains, however the effluent that emerges after 22 days is not considered a waste by Holsum Dairy. A mechanical manure separator separates the effluent’s solids from the liquids. The liquid, a clear odorless stream, flows into the farm’s storage lagoon. The viscosity of the liquid effluent is such, as opposed to the raw manure influent, that it can be pumped through an irrigation nozzle for field spreading. The nutrients are taken from an organic-state to an inorganic state, making the liquid “plant-accessible”, meaning it can be applied to growing crop without burning the leaves. The separated solids, having the same odor and pathogen reduction characteristics as the liquid stream, are utilized by the farm for bedding replacement Use of the separated solids for bedding typically comprises about 40-60% of the separated solids from a typical farm. 1 The remainder can be sold to other farms.
Incentive for AD/CHP Applications If the above advantages of having a AD/CHP system were not enough for Holsum Dairy, there are still more. Holsum Dairy, along with its sister farm, Holsum Elm Dairy, receive “funding” from TerraPass for their AD/CHP project. Terra Pass is an organization committed to helping individuals and organizations be proactive in regards to climate change by funding projects using clean, renewable energy, such as farm-based AD/CHP systems. By selling carbon offset certificates, Holsum’s project becomes more economically feasible. Carbon offsets are measured by TerraPass in ‘pounds of carbon dioxide’ offset. Since Holsum’s project primarily offsets methane into the atmosphere, their project’s benefits are converted to ‘pounds of carbon dioxide equivalent’ to determine how many carbon offset certificates can be sold to TerraPass members.
Utilizing All that AD Can Offer Holsum Dairy utilizes two mesophilic mixed plug-flow digesters that are laid end to end. All the waste is collected in a receiving pit and sent to a concrete vessel. The manure is heated in an oxygen-free environment to convert volatile fatty acids into anaerobic digesterbiogas. The biogas consists primarily of CH4 (methane) and CO2 with trace amounts of compounds. Cow manure is well suited for anaerobic digestion as a single cow can produce enough waste to generate 0.1 to 0.2 kW from the generated biogas.
Holsum Dairy supplements the waste from its herd with waste from three area food processing facilities. The farm collects tipping fees for the 1 to 1.5 semi loads of waste product that they collect on a daily basis. The collected wastes include food waste, malt ingredients and slaughter-cow waste and are untreated prior to collection.
The biogas, generated from the digestion vessels, is utilized in two engine generator units, a 500 kW Deutz engine and a 200 kW Catapillar engine. The 700 kW of
Caterpillar Engine Generator Set Source: Energy Center of Wisconsin
For further information contact: Midwest CHP Application Center 1309 S Halsted St Chicago, IL 60607-7054 Phone: (312) 996-4382 Fax: (312) 996-5620 www.CHPCenterMW.org
“There are a lot of parts to the digester operation that make it financially feasible. It’s difficult to do it
without all these parts working
together. The sale of the power generated
by the digester, supplemented by the income from selling the carbon credits,
along with the use of compost from the
digester for bedding, has made it
financially feasible to install and maintain
the digesters.”
--- Kenn Buelow --- Co-Owner, Holsum
Dairy
Revised 080609 1 http://www.ghdinc.net/
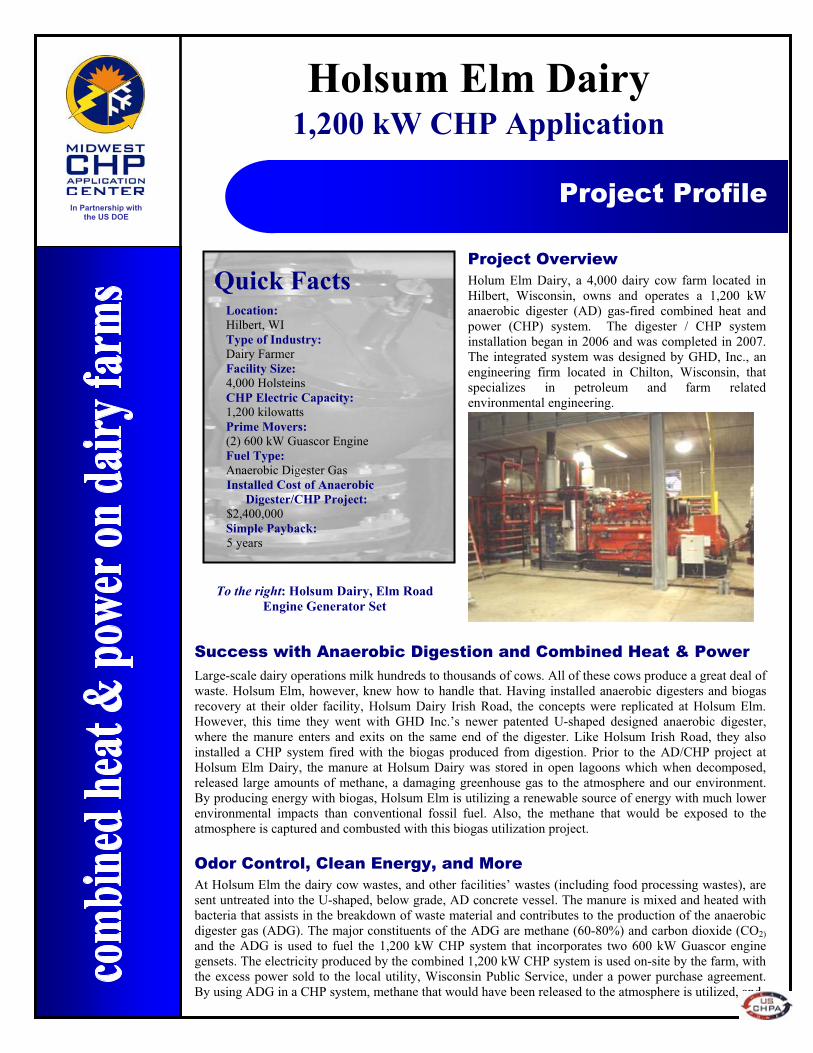
Project Overview Holum Elm Dairy, a 4,000 dairy cow farm located in Hilbert, Wisconsin, owns and operates a 1,200 kW anaerobic digester (AD) gas-fired combined heat and power (CHP) system. The digester / CHP system installation began in 2006 and was completed in 2007. The integrated system was designed by GHD, Inc., an engineering firm located in Chilton, Wisconsin, that specializes in petroleum and farm related environmental engineering.
To the right: Holsum Dairy, Elm Road Engine Generator Set
Success with Anaerobic Digestion and Combined Heat & PowerLarge-scale dairy operations milk hundreds to thousands of cows. All of these cows produce a great deal of waste. Holsum Elm, however, knew how to handle that. Having installed anaerobic digesters and biogas recovery at their older facility, Holsum Dairy Irish Road, the concepts were replicated at Holsum Elm. However, this time they went with GHD Inc.’s newer patented U-shaped designed anaerobic digester, where the manure enters and exits on the same end of the digester. Like Holsum Irish Road, they also installed a CHP system fired with the biogas produced from digestion. Prior to the AD/CHP project at Holsum Elm Dairy, the manure at Holsum Dairy was stored in open lagoons which when decomposed, released large amounts of methane, a damaging greenhouse gas to the atmosphere and our environment. By producing energy with biogas, Holsum Elm is utilizing a renewable source of energy with much lower environmental impacts than conventional fossil fuel. Also, the methane that would be exposed to the atmosphere is captured and combusted with this biogas utilization project.
Odor Control, Clean Energy, and More At Holsum Elm the dairy cow wastes, and other facilities’ wastes (including food processing wastes), are sent untreated into the U-shaped, below grade, AD concrete vessel. The manure is mixed and heated with bacteria that assists in the breakdown of waste material and contributes to the production of the anaerobic digester gas (ADG). The major constituents of the ADG are methane (60-80%) and carbon dioxide (CO2)and the ADG is used to fuel the 1,200 kW CHP system that incorporates two 600 kW Guascor engine gensets. The electricity produced by the combined 1,200 kW CHP system is used on-site by the farm, with the excess power sold to the local utility, Wisconsin Public Service, under a power purchase agreement. By using ADG in a CHP system, methane that would have been released to the atmosphere is utilized, and
Quick Facts Location:Hilbert, WI Type of Industry: Dairy Farmer Facility Size: 4,000 Holsteins CHP Electric Capacity: 1,200 kilowatts Prime Movers: (2) 600 kW Guascor Engine Fuel Type: Anaerobic Digester Gas Installed Cost of Anaerobic
Digester/CHP Project: $2,400,000Simple Payback: 5 years
In Partnership with the US DOE
Holsum Elm Dairy 1,200 kW CHP Application
Project Profile

“We originally installed the digesters to control odor and provide energy. The plan was to break
even on our investment. But since
installing the digesters, we have
been able to increase revenues and reduce
our cost.”
--- Kenn Buelow --- Co-owner, Holsum
Elm Dairy
Basic Anaerobic Digester/Combined Heat & Power System Flow Diagram Source: www.epa.gov/agstar
CO2, methane and other greenhouse gases are offset by providing electricity to the utility, and therefore the community, from a renewable resource instead of generating electricity from a typical coal-fired utility power plant. The heat which results from the electricity production is recovered, in the form of hot water. It is utilized in the AD system itself to maintain the required temperature of the digester. The remaining recovered heat meets the farm’s need for hot water and for in-floor heating of the milking parlor, office, shop, and holding and transfer areas. Once digested the manure takes the form of an odorless effluent. It is pumped from the effluent pit of the AD vessel to a manure solids separator. The mechanical manure separator separates the solids from the liquid fractions. The liquid from the manure separator, now with the majority of the large solids removed, flows into the farm’s storage lagoon. A large advantage of the effluent from the AD treatment process is that the viscosity of the effluent is such, as opposed to the raw manure influent, that the liquid effluent can be pumped through an irrigation nozzle for field spreading. Holsum Elm’s liquid effluent goes to farmers who grow feed for the dairy as crop fertilizer. 75% of the liquid is piped, and the rest is trucked; 95% of the effluent is transported within 4 miles. The separated solids, having the same odor and pathogen reduction characteristics as the liquid stream, can be used for bedding, potting soil and mulch. Holsum Dairy produces 16 semi loads of digested semi loads of digested solids per week. One third of the digested solids are used for the farms own bedding needs and the remaining two thirds is sold to 10 other area dairy farms at $15 per ton. Combined with the solids from their other dairy, Holsum saves $360,000 annually on bedding, by utilizing the solids on site and from sale to other farms. Co-owner of the farm, Kenn Buelow, is also looking into using the solids in other revenue streams such as pelleting for wood burning stoves, particle board and plastic piping.
AD/CHP Technologies to Fit Your Farm U.S. Environmental Protection Agency AgSTAR has identified that the most viable agricultural candidates for AD projects are dairies with 500 or more animals. Other factors to consider are how often the manure is collected and the solids content of the waste. Facilities with stable year-round manure production which collect at least 50% of their manure daily are well suited for these types of systems. According to AgSTAR, the digester technologies that can be utilized on a farm include covered lagoons, complete mix digesters and plug-flow digesters. Holsum Elm Dairy utilizes a two-stage mixed plug-flow digester system as this technology meets the farm’s requirements for treating the farm’s slurry manure with a total solids content of 3 to 10 percent. The ideal prime mover technologies for most dairy farms utilizing biogas from anaerobic digesters are reciprocating engines, microturbines, and fuel cells.
For further information contact:Midwest CHP Application Center 1309 S Halsted St. Chicago, IL 60607-7054
Phone: (312) 996-4382 Fax: (312) 996-5620 www.CHPCenterMW.org
Revised 080609 1 http://www.ghdinc.net/
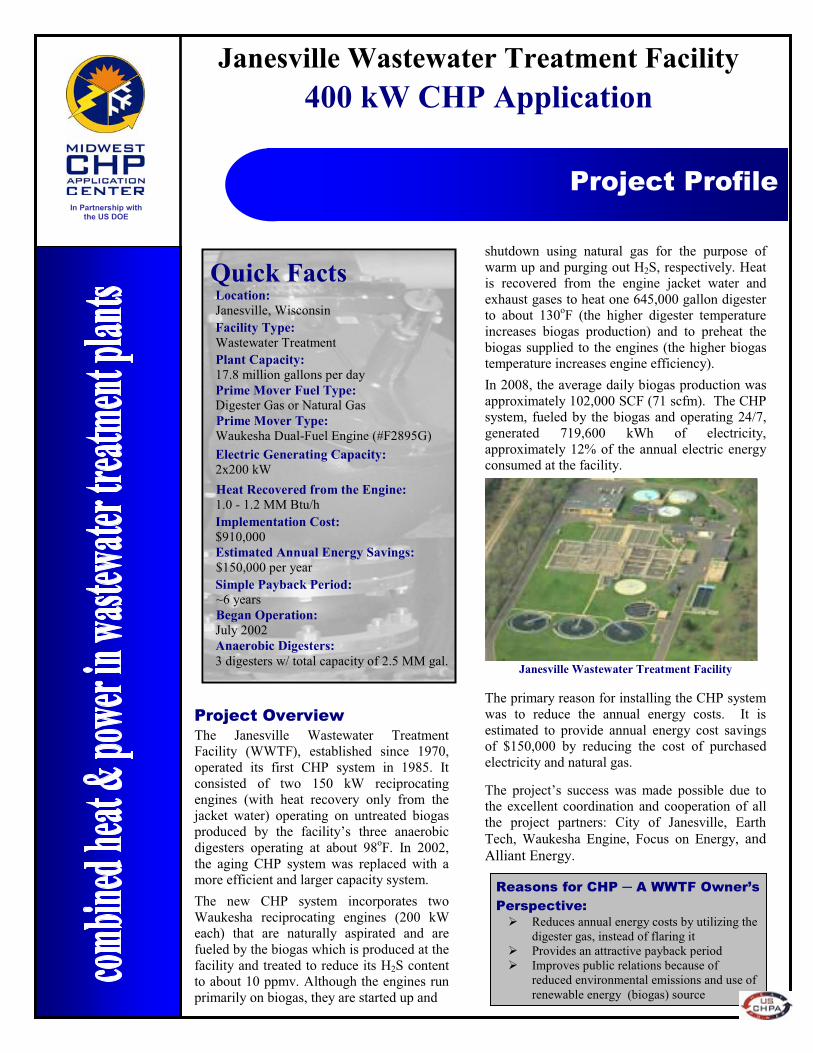
������������� The Janesville Wastewater Treatment Facility (WWTF), established since 1970, operated its first CHP system in 1985. It consisted of two 150 kW reciprocating engines (with heat recovery only from the jacket water) operating on untreated biogas produced by the facility’s three anaerobic digesters operating at about 98oF. In 2002, the aging CHP system was replaced with a more efficient and larger capacity system. The new CHP system incorporates two Waukesha reciprocating engines (200 kW each) that are naturally aspirated and are fueled by the biogas which is produced at the facility and treated to reduce its H2S content to about 10 ppmv. Although the engines run primarily on biogas, they are started up and
shutdown using natural gas for the purpose of warm up and purging out H2S, respectively. Heat is recovered from the engine jacket water and exhaust gases to heat one 645,000 gallon digester to about 130oF (the higher digester temperature increases biogas production) and to preheat the biogas supplied to the engines (the higher biogas temperature increases engine efficiency). In 2008, the average daily biogas production was approximately 102,000 SCF (71 scfm). The CHP system, fueled by the biogas and operating 24/7, generated 719,600 kWh of electricity, approximately 12% of the annual electric energy consumed at the facility.
Janesville Wastewater Treatment Facility
The primary reason for installing the CHP system was to reduce the annual energy costs. It is estimated to provide annual energy cost savings of $150,000 by reducing the cost of purchased electricity and natural gas.
The project’s success was made possible due to the excellent coordination and cooperation of all the project partners: City of Janesville, Earth Tech, Waukesha Engine, Focus on Energy, and Alliant Energy.
Quick Facts Location: Janesville, Wisconsin Facility Type: Wastewater Treatment Plant Capacity: 17.8 million gallons per day Prime Mover Fuel Type: Digester Gas or Natural Gas Prime Mover Type: Waukesha Dual-Fuel Engine (#F2895G) Electric Generating Capacity: 2x200 kW Heat Recovered from the Engine: 1.0 - 1.2 MM Btu/h Implementation Cost: $910,000Estimated Annual Energy Savings: $150,000 per year Simple Payback Period: ~6 years Began Operation: July 2002 Anaerobic Digesters: 3 digesters w/ total capacity of 2.5 MM gal.
In Partnership with the US DOE
Janesville Wastewater Treatment Facility 400 kW CHP Application
��������������
������������������� ������������������ Reduces annual energy costs by utilizing the
digester gas, instead of flaring it � Provides an attractive payback period � Improves public relations because of
reduced environmental emissions and use of renewable energy (biogas) source

Waukesha Engine
������������������All wastewater treatment/reclamation plants produce organic sludge that requires treatment prior to its disposal. The treatment can be aerobic (in the presence of oxygen) or anaerobic (in the absence of oxygen). The anaerobic process presents an opportunity for biogas production.
The anaerobic digestion process breaks down the organic waste contained in the sludge in a controlled, oxygen free
environment. The process produces two useful products: a sludge that is ready for land application and a biogas that contains up to 66% methane. Biogas is the most valuable product of anaerobic digestion. It is a fuel that can be:
� utilized in boilers for building / process heating � utilized in prime mover equipment (reciprocating engine, combustion turbine,
microturbine, etc.) for distributed generation (including CHP) � cleaned up to utility-grade gas and injected into the natural gas pipeline
The process also produces a wastewater stream that is rich in nitrogen content, has high biological and chemical oxygen demands, and generally requires further treatment prior to disposal. At the Janesville WWTF, this water is aerobically treated prior to its disposal from the plant.
Anaerobic digestion can be operated at one of two temperatures: 98oF (mesophilic) or 130oF(thermophilic). The thermophilic operation has a shorter residence time, increased biogas production, and provides better pathogen and virus destruction than the mesophilic digestion process due to the higher operating temperature. On the contrary, the mesophilic process has a lower installed cost, requires less energy input and a lower degree of operations and monitoring. Therefore, the selection of the process requires careful evaluation for each site. Today, the Janesville WWTF operates two digesters at mesophilic condition (heated by natural gas-fired boilers) and one digester operated at thermophilic conditions using the heat recovered from the engines. The third digester was converted over to the thermophilic process when the new CHP system was installed in 2002 to optimize biogas production and generating capacity.
�������!�The Janesville WWTF uses iron sponge scrubbers, a well proven commercial technology, for reducing the hydrogen sulfide (H2S) content of the biogas from the anaerobic digesters. Iron sponge consists of hydrated iron oxide impregnated onto redwood chips. Removal of H2S from the biogas reduces the corrosion of engine and boiler components. It also reduces the emissions of SOX in the combustion exhaust gases. At the Janesville WWTF, this gas cleaning approach reduces the H2S content of the biogas from 175 ppmv to 10 ppmv.
"������"�����#� Design sufficient capacity into the heat recovery heat
exchangers to prevent rejecting excess heat to radiators. � Design buildings with adequate space for maintenance
activities.
� ��#�The Janesville WWFT has been recognized with three awards for the operational excellence of the facility (including the CHP project): � 2007 Radebaugh Award of the State Water Env. Association � 2006 Innovation Award of the American Public Works � 2005 George Schroepfer Medal of the Water Env. Federation
For further information contact:
Midwest CHP Application Center 851 S. Morgan Street Chicago, IL 60607-7054
Phone: (312) 996-4382 Fax: (312) 996-5620 www.CHPCenterMW.org
“The CHP system has proved to be
very rewarding for the city of Janesville, Wisconsin. It saves
us about $150,000 in electricity and
natural gas costs. We are so much
encouraged by the success of the CHP system that we plan
to move forward with more such projects in the
future. ” Dennis Egge Superintendent
City of Janesville Wastewater Superintendent
Waukesha Engine
Rev. 032709
Project Profile
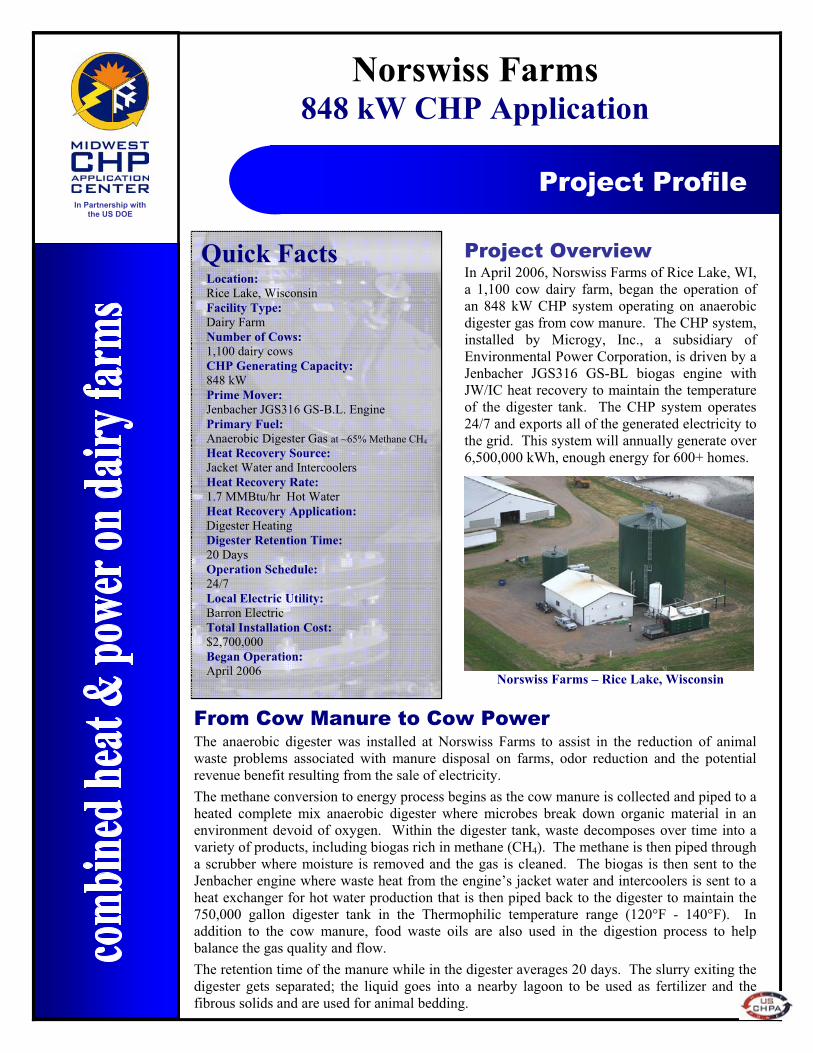
Quick Facts Location:Rice Lake, Wisconsin Facility Type: Dairy Farm Number of Cows: 1,100 dairy cows CHP Generating Capacity: 848 kW Prime Mover: Jenbacher JGS316 GS-B.L. Engine Primary Fuel: Anaerobic Digester Gas at ~65% Methane CH4
Heat Recovery Source: Jacket Water and Intercoolers Heat Recovery Rate: 1.7 MMBtu/hr Hot Water Heat Recovery Application: Digester Heating Digester Retention Time: 20 Days Operation Schedule: 24/7Local Electric Utility: Barron Electric Total Installation Cost: $2,700,000Began Operation: April 2006
Project Overview In April 2006, Norswiss Farms of Rice Lake, WI, a 1,100 cow dairy farm, began the operation of an 848 kW CHP system operating on anaerobic digester gas from cow manure. The CHP system, installed by Microgy, Inc., a subsidiary of Environmental Power Corporation, is driven by a Jenbacher JGS316 GS-BL biogas engine with JW/IC heat recovery to maintain the temperature of the digester tank. The CHP system operates 24/7 and exports all of the generated electricity to the grid. This system will annually generate over 6,500,000 kWh, enough energy for 600+ homes.
Norswiss Farms – Rice Lake, Wisconsin
Norswiss Farms 848 kW CHP Application
From Cow Manure to Cow Power The anaerobic digester was installed at Norswiss Farms to assist in the reduction of animal waste problems associated with manure disposal on farms, odor reduction and the potential revenue benefit resulting from the sale of electricity. The methane conversion to energy process begins as the cow manure is collected and piped to a heated complete mix anaerobic digester where microbes break down organic material in an environment devoid of oxygen. Within the digester tank, waste decomposes over time into a variety of products, including biogas rich in methane (CH4). The methane is then piped through a scrubber where moisture is removed and the gas is cleaned. The biogas is then sent to the Jenbacher engine where waste heat from the engine’s jacket water and intercoolers is sent to a heat exchanger for hot water production that is then piped back to the digester to maintain the 750,000 gallon digester tank in the Thermophilic temperature range (120°F - 140°F). In addition to the cow manure, food waste oils are also used in the digestion process to help balance the gas quality and flow. The retention time of the manure while in the digester averages 20 days. The slurry exiting the digester gets separated; the liquid goes into a nearby lagoon to be used as fertilizer and the fibrous solids and are used for animal bedding.
In Partnership with the US DOE
The Key Partnerships In 2003, a partnership was formed between Dairyland Power Cooperative and Microgy Energy Systems to develop five CHP projects in Wisconsin incorporating anaerobic digesters on dairy and swine farms. Dairyland is required by the Wisconsin Renewable Portfolio Standard to comprise 10% of its electric energy portfolio from renewable energy sources.
Dairyland Power Cooperative is a generation and transmission cooperative that provides wholesale electrical requirements and other services for 25 electric distribution cooperatives and 19 municipal utilities. Dairyland has a generating capacity exceeding 1,100 MW and more than 3,100 miles of transmission lines that provides service in 62 counties within Illinois, Iowa, Minnesota and Wisconsin. Barron Electric is the local distribution utility to Norswiss Farms.
Microgy, Inc. builds, owns and operates anaerobic digestion and energy production facilities which utilize agricultural and food by-product waste to cost-effectively produce methane-rich biogas, while helping to address waste management issues. Microgy’s agreement with Norswiss provides Microgy with the right to operate and maintain the digester for the duration of its operational life
Inland Energy Services is the authorized Midwest distributor for GE Energy's Jenbacher Gas Engines. Inland provides service, training and parts to the Norswiss Site for the Jenbacher JGS316 GS-B.L biogas engine system. Inland Energy Services has multiple locations in Michigan, Illinois, Indiana and Wisconsin.
“These farm projects will
produce a constant supply of energy.”
Ken Petersen General Manager Barron Electric
"There are now three farms which
have seen the advantages of adopting our
digester technology, and we expect many
more to follow." Andy Livingston
President Microgy, Inc.
"This alliance with Microgy enables
our Power Cooperative to
expand our renewable energy portfolio as part of our long-term plan, to use clean, cost-
effective sources of electricity."
William Berg President
Dairyland Power Cooperative
For further information, contact: Midwest CHP Application Center 851 S. Morgan Street Chicago, IL 60607-7054 Phone: (312) 413-3835
Fax: (312) 996-5620 www.CHPCenterMW.org
Revision 063006
Project Savings Norswiss Farms is expected to save over $70,000 per year on animal bedding, a by-product of the anaerobic digestion process. Norswiss Farms estimates additional savings due to increased cow comfort, a decrease in animal mortality and a better overall manure management plan. Norswiss Farms will experience revenue earnings from the sale of electricity to the grid.
Other Notes 59% CHP system efficiency o 36.9% electric efficiency o 22% from JW/IC heat recovery Norswiss Farms received $180,000 in project funding from the USDA 9006 Farm Bill of 2004. System simple payback is estimated at less than 10 years. System provides 190 MT per year of methane emission reduction at Norswiss Farms. Nearly 4,000 MT per year equivalent of green house gas emission (GHG) reduction.
Jenbacher Gas Engine
The Partnership � Onyx Waste Services, Inc.: Owns and
operates the landfill. They also supply methane gas from the landfill site.
� Dairyland Power: Owns the DG equipment, purchases the methane gas, and produces electricity from a renewable resource.
� Eau Claire Energy Cooperative: Distributes power to its cooperative members.
Benefits of CHP � Meet State Renewable Energy Requirements � Improve Electrical Reliability � Provide Clean Energy Source � Utilize an Opportunity Fuel
Three 1 MW Waukesha Reciprocating Engines
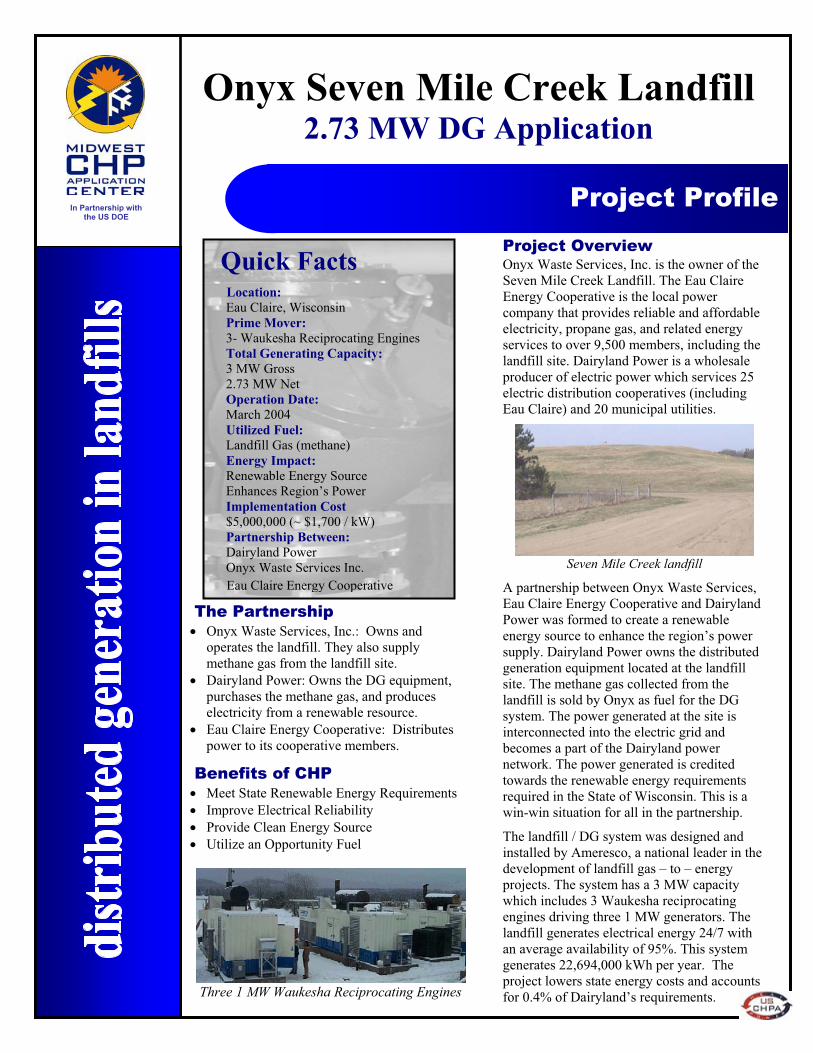
Project Overview Onyx Waste Services, Inc. is the owner of the Seven Mile Creek Landfill. The Eau Claire Energy Cooperative is the local power company that provides reliable and affordable electricity, propane gas, and related energy services to over 9,500 members, including the landfill site. Dairyland Power is a wholesale producer of electric power which services 25 electric distribution cooperatives (including Eau Claire) and 20 municipal utilities.
Seven Mile Creek landfill
A partnership between Onyx Waste Services, Eau Claire Energy Cooperative and Dairyland Power was formed to create a renewable energy source to enhance the region’s power supply. Dairyland Power owns the distributed generation equipment located at the landfill site. The methane gas collected from the landfill is sold by Onyx as fuel for the DG system. The power generated at the site is interconnected into the electric grid and becomes a part of the Dairyland power network. The power generated is credited towards the renewable energy requirements required in the State of Wisconsin. This is a win-win situation for all in the partnership.
The landfill / DG system was designed and installed by Ameresco, a national leader in the development of landfill gas – to – energy projects. The system has a 3 MW capacity which includes 3 Waukesha reciprocating engines driving three 1 MW generators. The landfill generates electrical energy 24/7 with an average availability of 95%. This system generates 22,694,000 kWh per year. The project lowers state energy costs and accounts for 0.4% of Dairyland’s requirements.
In Partnership with the US DOE
Onyx Seven Mile Creek Landfill 2.73 MW DG Application
Project Profile
Quick Facts Location: Eau Claire, Wisconsin Prime Mover: 3- Waukesha Reciprocating Engines Total Generating Capacity: 3 MW Gross 2.73 MW Net Operation Date: March 2004 Utilized Fuel: Landfill Gas (methane) Energy Impact: Renewable Energy Source Enhances Region’s Power Implementation Cost $5,000,000 (~ $1,700 / kW) Partnership Between: Dairyland Power Onyx Waste Services Inc. Eau Claire Energy Cooperative

A Schematic of the Dairyland Landfill to Energy Power Station
"Now, this is progress. We are making the world a cleaner place simply by making the electricity we all need in our modern lives with this new facility. Cooperative members want more renewable energy in their power supply, and Dairyland is excited to provide the latest in efficient renewable generation to their local energy cooperatives."
- Dairyland Power Cooperative President and CEO William Berg
"Turning this great renewable energy idea into reality required the cooperation of many people, working together. Eau Claire Energy Cooperative, Onyx, Ameresco and Dairyland staff pursued this opportunity jointly.As a team, we were able to bring this facility online, on-time for Dairyland members."
- Dairyland Project Manager Tony McKimmy
U.S. EPA Honors Ameresco and Dairyland Power for Landfill Gas
WorkEvery year, the U.S. Environmental Protection Agency (EPA) Landfill Methane Outreach Program (LMOP) recognizes noteworthy landfill - to - gas energy projects that have made significant contributions to the industry by using methane as a renewable resource to generate electricity, heat, hot water, and benefit the environment. In 2004, the Oynx Landfill project was recognized with awards issued to both Ameresco as “Industry Partner of the Year” and to Dairyland Power as “Energy Partner of the Year”
Providing Clean and Reliable Energy� Air quality will be enhanced by harnessing the
methane gas as a “green” fuel rather than flaring it to the atmosphere o This program will result in 13,000 less tons
of coal burned (equivalent to removing over 26,000 polluting cars from Wisconsin's roads) per year, improving air quality through reduced emissions.
� The facility produces a net 2.73 MW output from the 3 engine - generators on a 24/7 basis. o The electricity from the units can power the
equivalent of approximately 2,600 homes. o The landfill is capable of providing fuel to
generate up to 5 MW (potential expansion)
For further informationcontact:Midwest CHP Application Center
851 S. Morgan Street Chicago, IL 60607-7054
Phone: (312) 413-3835 Fax: (312) 996-5620
www.CHPCenterMW.org
Heat Recovery / CHP Option: The main purpose of developing these type projects in many areas of the country is to satisfy renewable energy generating requirements. Therefore, the design employed is often to install a distributed generation (DG) system at the landfill site and interconnect the electric power directly into the local grid. Utilization of the waste heat from the DG system is often times overlooked since there is little use for the heat at the landfill site and it is not practical to transport heat to the nearest thermal energy user (sometimes 1 to 3 miles away).
The Midwest CHP Application Center is encouraging developers of such projects to consider adding a good thermal energy user (hospital, high school, factory, etc.) as a project partner. The methane gas from the landfill can be transported to the end user site where the DG system can be located. Waste heat recovery equipment can then be added (now a CHP system), making full use of the renewable energy (70% to 80% efficiency) from the landfill. Many financial arrangements between the partners are feasible. Several such successful projects exist or are planned in the Midwest.
Revised 093005
Project Profile
Quick Facts Location: Madison, Wisconsin
Facility Size: 900,000 square feet 289 Beds
Prime Mover: One Solar Turbine GSC100 Dual Fuel
Generating Capacity: 900 kW
Operating Schedules: Peak Shaving
Began Operation: 1972
Equipment Durability: - Major overhaul in 1989 - Regularly scheduled maintenance
Project Overview St. Mary’s Hospital Medical Center of Madison, Wisconsin has generated its own electricity with a gas combustion turbine for over 30 years. Not only is the hospital generating electricity, the hospital is recovering exhaust heat from the gas turbine generator for heating applications throughout the hospital. The recovered heat increases the efficiency of the system providing environmental benefits and increased energy savings to the hospital. The recovered heat from the turbines turns a standard electric generating system into a Combined Heat and Power (CHP) application.
NOTE: The turbine has not been in daily operation since 2001 due to major overhaul required to system.
Plant building housing CHP equipment
In Partnership with the US DOE
St. Mary’s Hospital Medical Center 900 kW CHP Application
The CHP Solution atSt. Mary’s Hospital Medical Center
The three main driving factors for the 1972 installation of the natural gas-fired turbine-generator CHP application included the following:
� Energy Savings � Power Reliability � Power Outages
Waste heat is recovered from the turbine and used in the following parameters:
� Domestic Hot Water � Building Space Heat � Medical Equipment
Sterilization

What is Combined Heat and Power? Combined Heat and Power (CHP) refers to an integrated system that is located at or near a building or facility. The CHP system provides at least a portion of the building’s electric load and utilizes the thermal energy from the electric generation equipment to provide space heating, space cooling, domestic hot water, dehumidification, sterilization, and/or process heat. Over 200 hospital/healthcare facilities nationwide already experience the benefits of CHP.
Why CHP in hospitals?Hospitals present an excellent scenario for Combined Heat and Power applications due to their high electric demands and high thermal requirements along with the extended building occupancy.
What is a combustion turbine-generator?Combustion turbines are electric generating devices that produce high-temperature, high-pressure gas to induce shaft rotation by impingement of the gas on a series of specially designed blades.
For further information contact
Energy Resources Center 851 S. Morgan Street Chicago, IL 60607-7054
Phone: (312) 413-3835 Fax: (312) 996-5620
www.CHPCenterMW.org
System enclosure of natural gas-fired turbine-generator
Open enclosures of turbine-generator
Heat recovery boiler

Project Overview In April 2007, Winnebago County Solid Waste Management Board began the operation of a 1.06 megawatt combined heat and power (CHP) system located at the Winnebago County Sherriff’s Office in Oshkosh, Wisconsin. At the core of the CHP system is a single GE Jenbacher JMC320 engine generator with Cain exhaust heat recovery equipment. The electrical power generated by the CHP system is sold directly to the Wisconsin Public Service Corporation while the recovered heat from the engine generator supplements both heating and domestic hot water systems at the sheriffs office. The total project cost of the CHP system was approximately $1.2 million with a projected simple payback of less than three years.
Winnebago County Sheriff’s Office – Oshkosh, WI
BackgroundThe CHP system at the Winnebago County Sheriff’s Office is not the first LFGE (landfill-gas-to-energy) project for Winnebago County. Over $12 million has been invested on a gas collection system and electrical power generation equipment at its two landfill facilities. Since December 1999, the county has operated three 1MW distributed generators at it’s Snell Road Landfill. Therefore, generating electrical power at the sheriff’s office would not be a new concept for Winnebago County.
In 2006, county officials, working with local engineering firm EarthTech and engine distributor Inland Power Group, made the decision to increase the county’s landfill gas utilization by pumping gas from the Sunnyview Landfill to a newly built sheriff’s office on the east side of the landfill. Jim Morris, Landfill Manager for Winnebago County Gas Recovery, states “our landfill gas supply was rising; we needed to decide how to use it efficiently. Waste-heat recovery seemed like a good idea. We figured out the rough costs of doing this, and we liked what we saw.” Construction and installation of the 1.06 MW CHP plant commenced in November 2006 and the system was commissioned in April 2007.
The CHP installation provides some control over volatile energy costs. According to Morris, the sheriffs’ office can save anywhere from $50,000 to $100,000 annually in energy bills, depending on the price of natural gas. The county also performs their own operation and maintenance of the CHP plant and gas cleanup system.
Quick Facts Location: Oshkosh, Wisconsin Facility Size: 209,020 square feet CHP Electric Capacity: 1.06 Megawatts CHP Thermal Capacity: 4,700 MBtu per hour at 194ºF Prime Mover Type: GE Jenbacher JMC320 Heat Recovery Type: Cain Exhaust Heat Recovery Unit Fuel Type: Landfill Gas CHP Efficiency:
36.9% Electric Efficiency 47.8% Thermal Efficiency 84.6% Overall Efficiency
Installation Costs: $1.2 Million Annual Revenue/Savings: $400,000 to $500,000 Simple Payback: Less than 3 Years Began Operation: April 2007
In Partnership with the US DOE
Winnebago County Sheriff’s Office 1.06 MW CHP Application
Project Profile
$400,000To $500,000
AnnualRevenue/Savings
Projected Simple Payback Lessthan 3 years
“This is an extremely efficient use of our landfill gas. The county is glad to hear that we
are creating revenue and saving money in heating
costs.”
Jim Morris Landfill Manager for
Winnebago County Gas Recovery
Landfill Gas CleanupOne of the prerequisites for a successful LFGE project is to ensure the landfill gas is cleaned properly. Fortunately, the gas cleanup process at Winnebago County is a relatively simple process. Saturated gas is filtered and pre-cooled before being sent to an evaporator that chills it to about 35°F. This temperature drop causes condensation, removing the liquids from the gas. The gas is then reheated to 80°F with a dew point of 40°F.
The containments found in landfill gas (LFG) cannot be ignored either which include siloxanes, chemical compounds of silicone, oxygen, and carbon and hydrogen. In most applications, a comprehensive and costly gas-cleaning system is installed to remove containments from landfill gas. On the contrary, Winnebago County officials decided to increase the maintenance intervals at their gas cleanup plants rather than install an expensive gas-cleaning system, proving to be a more cost-effective solution for their operations.
Emissions Reduction According to the US EPA’s Landfill Methane Outreach Program (LMOP), the 1.06 MW CHP plant reduces annual emissions, on a direct (reduction of methane emitted directly by the landfill) and avoided (offset of carbon dioxide from the avoided use of fossil fuels) equivalent by:
0.0457 million metric tons of carbon dioxide equivalents (MMTCO2) 2,112 tons of methane (CH4) 6,038 tons of carbon dioxide (CO2)
These annual emissions reductions are equivalent to any one of the following benefits: Removing emissions equivalent to 8,839 road vehicles Planting 12,595 acres of forest Offsetting the use of 226 railcars of coal Averting electricity usage of 82,592 light bulbs
GE Jenbacher Container with Heat Recovery Equipment GE Jenbacher J320 Engine Generator
Key to LFG CHP Projects Today, the CHP plant at the Winnebago County Sheriff’s Office is only one of 14 CHP projects across the nation that is fueled by landfill gas. The small number of projects is attributed neither to the effectiveness or economic benefits of these types of applications, but rather to location. The location of both the landfill and end user is critical for the feasibility of a landfill gas-fueled CHP project. According to Jon Going, Sales Director with Inland Power Group, “these CHP projects are rare in the landfill industry not because they don’t make sense or that they’re not good projects. They’re rare for the main reason that typically a customer is not located right near a landfill that can utilize the heat. That is the main reason why these projects are still so rare.”
Revision 101507
For further information contact:
Midwest CHP Application Center 851 S. Morgan Street Chicago, IL 60607-7054
Phone: (312) 413-3835 Fax: (312) 996-5620 www.CHPCenterMW.org