for official use only - all documents
TRANSCRIPT

FILE COPYReport No. 1219-BD
Bangladesh: Survey of Steel, Pulp and Paper andLeather Tanning IndustriesNovember 30, 1976
Industrial Projects Department
FOR OFFICIAL USE ONLY
Document of the World Bank
This document has a restricted distribution and may be used by recipientsonly in the performance of their official duties. Its contents may nototherwise be disclosed without World Bank authorization.
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
Pub
lic D
iscl
osur
e A
utho
rized
CURRENCY EQUIVALENTS
The value of the Bangladesh Taka (Tk.) is officially setrelative to the Pound Sterling. From Ma 17, 1975 throughApril 25, 1976, the official value was 30.0 to the PoundSterling. Since the latter date the value has been changedon three occasiona, the most recent being on November 3, 1976,when it was set at 25.45 to the Pound Sterling. The Pound isfloating relative to the U.S. dollar and consequently the Taka-USdollar rate is subject to change. The exchange rate used in pre-paring the data for this report is Tk.15 - U.S.$1.
PRINCIPAL ABBREVIATIONS USED
BJMC - Bangladesh Jute Hills CorporationBTMC - Bangladesh Textile Hills CorporationTCB Trading Corporation of BangladeshBStMC - Bangladesh Steel Mill CorporationBTC - Bangladesh Tanneries CorporationBPBC - Bangladesh Paper and Board CorporationBFCPC - Bangladesh Fertilizer, Chemical and
Pharmaceutical CorporationBESC - Bangladesh Engineering and Ship-
building CorporationECIC - Bangladesh Chemical Industries
CorporationBSEC - Bangladesh Steel and Engineering
Corporation
FISCAL YEAR
July 1 through June 30
This report is based on the findings of an industrialsector mission which was in the field in December 1975, witha follow-up visit to Bangladesh in March 1976. Participatingin the work of the mission were Irwin Baskind (Chief),Ernst Bolte, Hugh McFarlane (IBRD/FAO Cooperative Program),L.F. Graham (Consultant), Ounnar Lunden (Conaultant) andRobert H. Parker (Consultant).

FOR OFFICIAL USE ONLY
BANGLADESH
SURVEY OF STEEL, PULP AND PAPER ANDLEATHER TANNING INDUSTRIES
TABLE OF CONTENTS
Page No.
SUMMARY OF CONCLUSIONS AND PRINCIPAL RECOMMENDATIONS i-ix
PART I: THE PRIMARY STEEL PRODUCING AND CONSUMING INDUJSTRIES
I. GENERAL CHARACTERISTICS OF THE BANGLADESHSTEEL INDUSTRY 1
Historical Background ........................... 1Company Structure, Ownership and Location ....... 1Current Consumption of Steel Products .... ....... 2Domestic Production and Imports .... ............. 4Steel Users: Current Total Consumption .... ..... 5Current Demand-Supply Situation .... ............. 6
II. CHITTAGONG STEEL MILL - STATUS AND CAPABILITY ............. 8
Plant Production Facilities ..................... 8Production Capacities and Capabilities .... ...... 9Costs, Prices and Profitability .... ............. 12Other Steel Products ............................ 14
III. RE-ROLLING MILLS - STATUS AND CAPABILITY .... ............. 16
Re-Rolling Mill Facilities and Products .... ..... 16Production Output and Capacity Utilization ...... 16Factors Affecting Performance .... ............... 17Structure of Costs .............................. 18Financial Results ............................... 19
IV. MEDIUM-TERM DEVELOPMENT PROSPECTS ........................ 21
Domestic Consumption Trends ..... ................ 21Improving Production Efficiency .... ............. 22Other Organizational Matters ..... ............... 25Strengthening CSM Management ..... ............... 26Proposed Expansion Project ..... ................. 27
This document has a rmtricted distribution and may be used by recipients only in the performanceof their official duties. Its contents may not otherwise be disclosed without World Bank authorization.

-2-
Page No.
ANNEX I Bangladesh Steel Mills Corporation - OrganizationChart . ............................................ 28
ANNEX II Flow Diagram of Chittagong Steel Mill .... ........ 29ANNEX III Bangladesh Steel Mills Corporation - Enterprises,
Products, Employees and Sales Value .30ANNEX IV Bangladesh Steel Mills Corporation - Re-rolling
Mills, Installed Capacity and Actual Capability 32ANNEX V Private Sector Re-rolling Mills - Production
and Capacity Utilization .......................... 33ANNEX VI Principal Public Sector Consumers of Steel ....... 34ANNEX VII Proposal for a Sponge Iron Project .... ........... 37
STATISTICAL APPENDIX
Table 1 Chittagong Steel Mill - Production and CapacityUtilization .39
Table 2 Chittagong Steel Mill - Net Sales and Stockby Product Type .40
Table 3 Chittagong Steel Mill - Requirement of SpareParts and Consumables .41
Table 4 Chittagong Steel Mill - Analysis of Reasons forLost Production Time .42
Table 5 Public Sector Re-rolling Mills - Productionand Capacity Utilization .43
Table 6 Imports of Primary Iron and Steel Goods,1973/74 and 1974/75 .44
Table 7 Imports of Iron and Steel Products, 1973/74and 1974/75 .45
Table 8 Import of Complex Iron and Steel Products,1973/74 and 1974/75 .47
Table 9 Bangladesh Steel Mills Corporation - Re-rollingMills Sales and Profits, 1972 to 1975 .48
PART II: THE PULP AND PAPER INDUSTRY
I. HISTORICAL BACKGROUND AND CURRENT STATISTICS .49
II. GENERAL MARKET CONDITIONS AND PRICES
Newsprint .52Printing and Writing Papers .54Other Paper Grades .56Pulp .56
-3-
Page No.
III. FACTORS AFFECTING PERFORMANCE
Utilization of Capacity ............................... 58
Mill Productivity ...................................... 58
Maintenance ................................. 58
Spare Parts ................................. 59Management .................................. 59
Labor ....................................... 60
Production Costs .................---------------- 60
Financial Results .63Fibrous Raw Materials .64
IV. MEASURES TO IMPROVE PERFORMANCE
Pricing Policy .66Technical Considerations .67Raw Material Supply .68Spare Parts .70Marketing .71
Printings and Writings .71Newsprint .71Pulp .72Changes in Product Line .72
Management .73
Industry Organization .74
ANNEX I Description of Mills .76ANNEX II Draft Terms of Reference for a Consultant .82
STATISTICAL APPENDIX
Table 1 Production, Export and Domestic Sales, Imports andApparent Consumption of Paper and Paperboard Products.. 85
Table 2 Imports of Newsprint in Selected Countries (1969-1973). 86
Table 3 Imports of Printings and Writings in SelectedCountries (1969-1973) ................................. 87
Table 4 Production of Printings and Writings in SelectedCountries (1969-1973) ................................. 88
Table 5 Average Direct Production Costs, Khulna NewsprintMlills ................................................. 89

-4-
Page No.
Table 6 Average Direct Production Costs, Karnaphuli PaperMills . ................................................. 90
Table 7 Average Direct Production Costs, North Bengal PaperMills . ................................................. 91
PART III: THE LEATHER TANNING INDUSTRY
I. PAST DEVELOPMENT OF THE TANNING INDUSTRY .... ............... 92
II. PRESENT STATUS OF THE TANNING INDUSTRY ..................... 94
Production Capacity ................................... 94Production and Exports ................................ 95Raw Material Supply ................................... 95
III. EFFICIENCY OF THE TANNING INDUSTRY ......................... 98
Utilization of Capacity ............................... 98Technical Conditions and Performance of Tanneries ..... 98Labor and Management .................................. 99Cost Structure ........................................ 100Financial Performance ................................. 101
IV. MEASURES FOR FUTURE DEVELOPMENT ............................ 103
Supply of Raw Hides ................................... 103Price Increases ....................................... 103Processing of Finished Leather ........................ 104Change of Sector Organization ......................... 106Training Program ...................................... 106Incentives ............................................ 106
ANNEX I Tannery Processes .108
ANNEX II Projected Costs, Profits, and Sales of BangladeshTanneries Corporation for 1976 .109
ANNEX III Research, Development and Training Institutionsfor the Tanning Industry .110
SUMMARY OF CONCLUSIONS AND PRINCIPAL RECOMMENDATIONS
I. Steel Producing and Consuming Industries
i. The origins of the present day Bangladesh steel production arefound in the policies followed and measures taken during the 1960s by thePakistan Government to encourage the development of import substitutionindustries to serve the East and West Pakistan integrated market. Thelargest single enterprise in the steel sub-sector is the Chittagong SteelMill (CSM) which is publicly owned, under the control of the BangladeshSteel Mills Corporation (BStMC).l/ This mill, which converts pig iron andscrap, initiated operations in 1967 with capacity of 150,000 tons (steelingots) but was expanded to a rated capacity of 250,000 tons (steel ingots) in1970. In expectation of demand from the area of West Pakistan, the mill wasdesigned with a relatively large capacity for flat products (for both sheetand plate) along with a bar/billet shop of only some 55,000 tons.
ii. In addition to CSM, there are 29 re-rolling mills, of which 12are in the public sector (also controlled by BStMC) representing enter-prises which had been abandoned by their non-Bengali owners at the timeof independence. On a two shift-22 hour basis, the total capacity ofthese mills is estimated at almost 500,000 tons of which about 40% belongsto the public sector enterprises.
iii. CSM, both prior to and following independence, has operated atwell below rated capacity. In the first place, there are serious technicaldesign deficiencies in the melting shop which make it virtually impossibleto achieve full utilization of the four existing furnaces; effective capa-city for producing ingot steel appears to be no more than two-thirds of ratedcapacity. Since independence, and until this past year, foreign exchangeshortages, limiting availability of raw materials and spare parts practi-cally all of which are imported, have been the main constraints on produc-tion. The inappropriate product-mix design in relation to the pattern ofactaal demand in Bangladesh also has presented difficulties; as a conse-quence, utilization of capacity for producing sheet and plate has onlyoccasionally reached as high as 15 to 20% but the bar/billet shop, pro-ducing primarily billets, has been more fully utilized.
iv. Overall capacity utilization in the re-rolling mills has been ofthe order of 15% about the same as reached prior to independence. The publicsector units have had access to CSM billets and have been able to achievehigher rates; private sector mills have been completely dependent upon bil-let imports and have not fared as well due to the limited foreign exchangeallocated to meet their needs. Since late 1975, however, both sectors haveexperienced reduced demand; in spite of improving raw material supplies theynevertheless have had to cut back on production.
1/ On July 1, 1976, BStMC was merged with the Bangladesh Engineering andShipbuilding Corporation to create the Bangladesh Steel and EngineeringCorporation (BSEC).

- ii -
v. Steel consumption has been heavily concentrated in the publicsector, which accounts directly or indirectly for 80%; a major portion ofthis are non-flat rolled products for construction purposes. In 1974/75,there was a sharp decline in steel availability largely due to the foreign ex-change crisis of mid-1974. As a result of increased allocations and declinesin world prices for basic materials, output was able to expand in 1975/76.Preliminary data for that year, however, indicate only a small increase inpublic demand for steel, although measures taken to stimulate the economy andthe improved availability of cement appear to have increased demand in theprivate sector, mainly for construction. With stocks of finished steelproducts growing steadily in recent months, plans by the mills for furtheroutput expansion, as raw material supplies continued to improve, have had tobe modified.
vi. With demand heavily concentrated in the non-flat r 2lled products,CSM has modified its output mix and by specializing in 50 mm billet produc-tion in the bar/billet mill, it has been able to improve its performance.Nevertheless, December 1975 estimates of unit costs of billets (some US$295/ton excluding taxes and tariffs) exceed estimated c.i.f. imported billetsprices by about 50%.
vii. Existing official price policy permits BStMC to price its productsat average cost plus 10% without providing appropriate incentives to minimizecosts. As a consequence, CSM and the Corporation's re-rollers have earnedsubstantial profits; in turn, however, the high price levels have played arole in the current generally depressed demand situation. Little is knownof cost-price relationships among the private sector mills but with thecurrent capacity utilization at no more than 10%, some of the plants areprobably only marginally profitable.
viii. Steel consumption has declined sharply since independence and intotal is below that achieved during the 1960s. At 2 kg. per capita, it isone of the lowest levels in the world. While it is difficult to projectfuture consumption levels in view of the situation facing the country, a5% per annum increase would bring the total level by 1980 to that achievedprior to independence. It is also anticipated that the composition ofdemand will continue to favor non-flat rolled products which will in turnincrease demand for billets from CSM.
ix. The mill's existing capacity appears adequate to meet most of thesebillet needs, even without full utilization of effective capacity for ingotsteel production. There is, however, a question as to the economic justifica-tion of this production as compared to the alternative of importing billets.Under the particular price conditions obtaining for pig iron, scrap and steelbillets in December 1975 in world markets, CSM steel production may haveresulted in net foreign exchange dissavings. This would not be the case,however, if the analysis were to be undertaken using prices prevailing throughmost of the early years of the present decade; moreover, recent price quotationsfor pig iron and scrap suggest a favorable foreign exchange position again.
- iii -
x. There appear to be important areas for reducing costs and materialand fuel inputs in CSM through improving materials handling and achievingbetter fuel efficiency. Moreover, the plant suffers from insufficient main-tenance and spare parts supply hindering operations. In order to reach alevel of performance in the period through 1980 which would provide reason-able costs of production and ensure net foreign exchange savings, it is re-commended that CSM undertake, with appropriate expatriate assistance, aprogram for re-conditioning those units of the mills where the expectedcomposition of demand justifies this action; this would in essence be de-signed to correct for the past period of neglect in maintenance and repaircaused to a great extent by the foreign exchange shortage which limited im-ports of spare parts and consumables. The reconditioning would focus on:(a) achieving maximum efficiency from two working furnaces of the existingfour in the melting shop to provide about 120,000 tons of ingot steel;(b) billet production (up to a maximum of 100,000 tons) through proper useand specialization within the blooming and billet mills; (c) ceasing blacksheet rolling but continuing to galvanize corrugated sheet from importedblack sheet; and (d) one shift production of heavy plate as necessary tomeet demand requirements and rolling light plate using sheet bars shearedfrom the heavy plate. A preliminary estimate of the cost of this work isUS$5 million as compared to current average annual expenditure of less thanUS$1 million on spares and consumables.
xi. Concurrently with this effort, a technical study should be under-taken to examine the feasibility of obtaining longer-term improvements inoperating efficiency and increased production through rebalancing and modi-fying layout and work procedures. In the melting shop, the study would con-centrate on the costs of removing bottlenecks at the pitside and the bene-fits which could be achieved. Among the problems to be examined is inade-quate materials handling, requiring extensive reheating of ingot at theblooming mill. Concentrating on billet production to achieve higher levelsof output may also require some modifications in the billet/bar mills.General problems that should be examined include improving engineering main-tenance services, the possibility of standardization of selected equipmentitems and the possibility of developing the forge and foundry shop for somespare parts production.
xii. In view of the growing capability of CSM to meet billet require-ments, it will be necessary to elaborate a more efficient system for dis-tribution of these items. Until this year (1976), due to its restrictedoutput, CSM billet sales were limited to public sector re-rolling mills.The private sector mills obtained their supplies from imports, receivingforeign exchange entitlements within GOB's overall exchange allocations;actual imports were centralized through the Trading Corporation of Bangla-desh (TCB). In mid-1976, the Government announced a revision in its policyto permit private re-rollers to import directly 50% of their entitlements,the remainder to be purchased through TCB. While this policy has not yetbeen implemented, there is need for a further revision to take into accountthe possibility that the private re-rollers may obtain some of their sup-plies from CSM. Imports and marketing of steel will have to be coordinated

- iv -
in such a manner that CSM would appear as the primary source of supply as-suming that it has taken steps to raise its efficiency as outlined in para x;imports would be undertaken to cover that part of demand which cannot besatisfied by CSM.
xiii. CSM management has demonstrated considerable competence in over-coming technical difficulties in increasing production and in modifyingoutput mix to achieve better utilization of capacity in face of emergingsteel requirements of Bangladesh. However, there is need for intensifyingand broadening management training in areas other than production engineer-ing. There is particular need to strengthen the Marketing Department topermit it to play a role in production planning; one of the priority tasksof this group would be to prepare a detailed market study of the country'sprimary steel needs in the immediate future.
xiv. There appears to be no particular advantage in retaining in thepublic sector the 12 re-rolling mills which represent "abandoned" proper-ties previously owned by non-Bengalis. In view of the stated policy ofthe Government to disinvest small and medium enterprises in this situation,these mills would qualify for such disinvestment. Given the considerableexcess capacity in re-rolling, measures for disinvestment need to be com-bined with measures for concentrating production in the most efficientunits, particularly in view of the fact that a number of the mills in boththe public and private sector are obsolete.
II. Pulp and Paper Industry
xv. The Bangladesh pulp and paper industry consists primarily of fourmajor mills. The oldest installation established in 1953 is at Karnaphuli(KPM) with a rated capacity of 30,000 tons/year of printing and writingpaper. A newsprint mill was constructed at Khulna (KNM) in 1959 with arated capacity of 40,000 tons/year of newsprint to which was added in 1965capacity for 10,000 tons/year of mechanical printing paper. The North BengalPaper Mill (NBPM) was commissioned in 1970 but was not able to actually beginproduction for sale until 1973; its rated capacity is 18,000 tons/year ofprinting and writing paper. The most recent installation is a pulp mill atSylhet (SPPM) construction of which was initiated in 1970; trial productionof this mill began in 1975 but it has not yet begun production for sale. Itsrated capacity is 24,000 tons/year of reed or bamboo pulp and 6,000 tons/yearof jute pulp.
xvi. The industry was originally conceived to serve both the East andWest Pakistan markets. Consumption in Bangladesh accounts for less than 25%of installed capacity for newsprint and 30-40% of installed capacity for

- v -
printing and writing papers. With the loss of the West Pakistan markets, 1/the country has had difficulty in finding alternative export markets, althoughduring the period of tight world supply in 1973-74 it was able to export rela-tively substantial quantities, particularly of newsprint. However, recentdeclines in international demand have resulted in sharp reduction of exportsales.
xvii. Even during the period of high demand, the industry's output wasunable to reach more than 50% of capacity due primarily to the poor operat-ing conditions of the three mills concerned. In the case of the older mills(Khulna and Karnaphuli), their physical conditions have deteriorated to thepoint where substantial expenditure will probably be necessary (particularlyat the latter) to rehabilitate them to achieve current rated capacity. Atthe North Bengal mill, serious difficulties have already been encountered inwater, power and raw material supplies to the extent that output has beenable to reach only 25% of capacity.
xviii. The study has concluded that before any action program can beformulated to ensure the future viability of this industry, major effortswill have to be made to re-assess market conditions for the various productsand to appraise the actual operating conditions of the three units which arein operation.
xix. In the case of Karnaphuli (KPM) the necessary feasibility studyto determine rehabilitation needs is being undertaken by a consultant teamfinanced under the IDA First Technical Assistance Credit (409-BD). Itsreport is expected by the end of 1976. For Khulna (KNM), the CanadianInternational Development Agency (CIDA) is providing assistance; in a firstphase, a technical expert was sent (September) to assess immediate spare partsrequirements for maintaining a reasonable level of output for the next sixmonths. Later this year, a team will analyze the overall situation of themill to determine the extent of rehabilitation requirements in the light ofits assessment of market developments and raw material and other supplyconditions. An extensive management assistance program is being provided byKreditanstadt fur Wiederaufbau (KfW) to the Sylhet pulp mill in the first twoyears of its operations including technical production and marketing aspects.
xx. The only major installation which is not currently receiving assis-tance in solving operational and associated problems is the North BengalPaper Mill (NBPM). The Government has agreed to employ qualified consul-tants to re-assess the overall situation of the mill. Given expected develop-ments in world demand for paper and newsprint, and especially the conditionsprevailing in potential nearby markets, there appear to be excellent prospectsfor developing exports of newsprint and, to a lesser extent, paper products.Improvements in quality are essential and will have to be accompanied by
1/ In the trade agreement with Pakistan completed in May 1976, there isprovision for some paper exports from Bangladesh. This is presumablya short-term arrangement and prospects for longer-term development ofthis trade require further analysis.

- vi -
aggressive marketing efforts. CIDA is considering providing technical assis-tance in the marketi.ng field at Khulna while a marketing advisor is beingprovided by KfW to Sylhet.
xxi. Because of their poor physical and/or operating conditions andlow capacity utilization, the three paper and newsprint mills have incurredhigh unit operating costs since independence. The situation was aggravatedby the policy adopted by the Government which fixed selling prices, particu-larly for domestically marketed newsprint, at well below costs of production.In April 1976 the Government announced an increase in the local newsprintprice to a level above current operating costs (from an average of about3,300 taka/ton to 5,600 taka/ton) and its intention to raise other paperprices (from an average of about 7,100 taka/ton to an expected level of9,400 taka/ton). The Government also acted to ease somewhat the criticalcash shortage of the Corporation by converting some of the existing short-term debt of KPM to equity. The operating deficits resulting from theprevious price policy had created a serious cash flow problem such thatthe mills had on occasion not been able to cover the local counterpart cur-rency requirements for imported spare parts made available through foreignassistance programs.
xxii. The main fibrous raw materials of the industry are bamboo (usedat Sylhet and KPM), bagasse (at NBPM) and indigenous hardwoods (used at KNMand KPM). The quality of the bamboo has deteriorated somewhat and while thesupply does not create major difficulties at this time, should mill produc-tion rise, there could be fiber supply problems at KPM. The supply ofbagasse for NBPM will require re-assessment. Some concern is also beingexpressed over hardwood supplies. The CIDA team to assess Khulna will includea review of this problem; the i.mprovement in raw material supplies for Karnap-huli is one of the objectives of a major regional development program in thatarea being undertaken by the Swedish International Development Agency (SIDA).In connection with these aspects, consideration is being given by these millsto using pulp produced at Sylhet which originally had been expected to beexported to West Pakistan; SPPM anticipates no difficulty in exporting itsproduction of high grade jute pulp for which external demand is relativelystrong.
xxii.i. The organization of the industry has also presented various prob-lems hindering efficient performance of the mi.lls. Since independence thethree paper and newsprint mills have been controlled by the Bangladesh Paperand Board Corporation (BPBC) which also controlled some small related enter-prises. On the other hand, the Sylhet pulp mill was controlled by theBangladesh Forest Industries Development Corporation (BFIDC). In January1976, the Government announced its intention to transfer Sylhet to BPBCwhile at the same time announcing the merger of BPBC with two other Corpora-tions (Bangladesh, Fertilizer, Chemical and Pharmaceutical Corporation andBangladesh Tanning Corporation).I/ The transfer of the Sylhet mill was delayed
1/ The formal merger of these three corporations, to create the BangladeshChemical Industries Corporation, (BCIC), occurred on July 1, 1976.

- vii -
causing considerable confusion over organizational responsibilities and delay-ing the completion of arrangements for external assistance.
xxiv. In accordance with the recently published guidelines definingthe relationships among the Government, the Public Sector Corporations andthe individual enterprises, it is expected that the mills will be givenconsiderable operational autonomy. As the new merged Corporation controllingthese mills includes a very large number of units producing heterogenousitems, there is some concern that the coordination required to make thepulp and paper industry a viable one will be made even more difficult. TheGovernment has agreed that, within the Planning Cell of the new merged cor-poration, a special unit for the industry will be established to monitorlong-term developments. This unit will be responsible for periodic reportingon the developments of the industry and for keeping the Association informedof the progress achieved under the current assistance programs.
xxv. In the meantime, given the fact that studies are underway orplanned to appraise performance at the four major mills, it is essentialthat steps be taken to ensure the coordination of these efforts. In partic-ular, it is necessary that the decisions made as a result of the recommenda-tions of the individual studies take into account the overall developmentstrategy of the industry. For this purpose, the Government has agreed to theappointment of a senior pulp and paper industry consultant to assist in theevaluation of the individual studies, in the overall assessment of fibrousmaterial supplies (including possible transfers among mills) and of marketpossibilities, and in the elaboration of a longer-term development plan forthe industry. The adviser will be attached to the Planning Cell mentioned inthe previous paragraph.
xxvi. In addition to reviewing the existing product mix of the industry,the advisor will assist in reviewing new product possibilities; particularimportance is attached to an assessment of potential for producing highgrade dissolving pulp to be used in manufacturing polynosic fibers for thelocal textile industry which could reduce the import requirements of thelatter.
III. Leather Tanning Industry
xxvii. The tanning industry in Bangladesh produces semi-finished "wetblue" leather for exports and finished leather for the local market. Leatherexports reached Tk 219 million in 1974/75 and for 1975/76 are provisionallyestimated at Tk 350 million, taking a third place in export earnings afterjute and jute products. Revenues from exports of goat leather are about Tk250 million and Tk 100 million result from exports of cow leather. Domesticconsumption of finished leather (practically all cow leather) is small, atabout Tk 20 million per year.
- viii -
xxviii. There are over 200 tanneries in the country, most of them smalland with primitive tanning equipment. Only about 40 mechanized larger tan-neries are exporting their products. Twenty-four, mostly large tannerieswhich have been nationalized as abandoned property after independence, formpart of the Bangladesh Tanneries Corporation (BTC), a public sector corpora-tion;1/ the remaining tanneries are privately owned. Recently, the Govern-ment put up for sale some of its facilities.
xxix. Utilization of installed tanning capacity has been extremely lowat about 30%. Tanneries in the public sector have utilized less than 20%of their capacity due to poor operating condition of equipment, inexperienceof management and staff and lack of working capital to buy raw materials;private tanneries have reached about 50% capacity utilization on average.In May 1975, all public tanneries were closed down; eight tanneries werereopened in January 1976. The Government plans to sell 12 of its tanneries;however, considering the past performance of public tanneries it may beadvisable to return all tanneries to private ownership. The new tanneryplanned by the Government with external assistance will represent an importantstep toward production and export of finished leather.
xxx. The tanneries are generally in poor physical condition due to inade-quate maintenance and improper operation of equipment. The staff is mostlyinexperienced and the different chemical and mechanical operations of thetanning process are performed without the necessary understanding and preci-sion. However, while the local market for finished leather has sufferedfrom bad product quality, export demand has been strong due to the highquality of the raw hides, particularly goatskins.
xxxi. About 95% on average of the total production costs of wet blueleather for export are raw material costs for hides and imported chemicals.The value added in tanning is extremely low, demonstrating the present limitedeconomic function of the industry.
xxxii. The organization of the hide trade has an adverse effect on quan-tity, quality and costs of production of the tanning industry. Slaughteringis widely dispersed throughout the country and costs associated with collec-tion and transport are high. Thus, producers get a small share of the revenuesfrom skin sales and receive little price incentives to supply a maximumquantity of hides of good quality. Many hides, particularly from cows, do notreach the tanneries or are damaged due to improper flaying and insufficientcuring. Ways to improve operations of the hide trade should be studied with aview to a possible involvement of cooperatives or similar organizations.
1/ In July 1976, BTC was merged with the Bangladesh Paper and BoardCorporation and the Bangladesh Fertilizer, Chemical and PharmaceuticalCorporation to form the Bangladesh Chemical Industries Corporation(BCIC).

- ix -
xxxiii. Private tanneries are highly profitable, while tanneries in thepublic sector are losing money. Direct revenues from exports of semi-finishedwet blue leather do not cover costs of production, but the systems of exportperformance licenses and rebates make leather exports profitable. Productionof finished leather for the local market is also profitable. The present(March 1976) export performance license system gives no incentive to improveoperations of the tanneries or to process finished leather for export. A moreefficient export promotion system would provide for a phased program forreduced incentives for export of wet blue leather and relatively higherincentives for export of finished leather.
xxxiv. There are excellent prospects to increase earnings of foreignexchange from leather exports. A program should be developed to increasethe degree of processing from wet blue to "crust" and finished leather forexport. This program would-include a change in the export incentive system,disinvestment of public tanneries, foreign technical assistance and localefforts to train tanners of the necessary high technical standard, and prep-arations for joint ventures with foreign tanners and importers of leatherwho would supply technical and marketing expertise.
xxxv. In connection with the import policy for July-December 1976 whichwas issued in July, the Government announced an increase in export incentivesfor finished leather and leather products; export performance licenses forthese items have been raised above the level granted for semi-finished lea-ther. While these are useful first steps in the required restructuring of theindustry, it is necessary to elaborate a longer-term policy to achieve thispurpose.


PART I: THE PRIMARY STEEL PRODUCING AND CONSUMING INDUSTRIES
CHAPTER I. GENERAL CHARACTERISTICS OF THEBANGLADESH STEEL INDUSTRY
A. Historical Background
1.1 In the late 1950's, the area now Bangladesh had only eight enter-prises in the basic metals industries. These were re-rolling mills producingin total about 8,000 tons per year of rolled products from imported billets.The output of the plants covered only a small percentage of the country'srequirements at the time.
1.2 As part of the second Five Year Plan, it was decided to expand theiron and steel industry to meet the internal demand. In 1963 an agreement wasreached between the government-owned East Pakistan Industrial DevelopmentCorporation's Iron and Steel Works, now the Chittagong Steel Mills Limited(CSM), and Kobe Steel Limited of Japan to set up a steel melting plant, basedon three open hearth furnaces using imported pig iron and scrap, with acapacity of 150,000 tons of steel ingot per year and steel rolling mills andgalvanizing plant. The first open hearth furnace was commissioned in February1967 and the other two shortly thereafter. In the same year a contract forexpansion up to a capacity of 250,000 tons per year of steel ingot was signedwhich was completed by the end of 1970. Total investment cost of the plantwas Tk 500 million or approximately US$100 million based on the exchange rateapplicable at that time; about half the expenditure was in foreign exchange.
1.3 For a variety of reasons, including serious layout defects, technicalproduction problems and over-optimistic assessment of continuous running time,the steel plant capacity utilization in its first four years of operationdropped from 45% in the first year to 27%, or 40,100 tons in 1970/71. Thedisturbances experienced at the time of the struggle for independence alsocontributed to the poor performance in that year.
1.4 During the 1960's there was also a substantial expansion of pri-vate sector re-rolling mills and for production of a variety of metal products,including simple fabricated items such as nails and baling. This growthlargely reflected the Government's incentive and other policies for promotingcapital investment and resulted in considerable excess capacity (see ChapterIII).
B. Company Structure, Ownership and Location
Public Sector
1.5 The steel industry of Bangladesh currently revolves mainlyaround the Bangladesh Steel Mills Corporation (BStMC) which is government

- 2 -
owned. 1/ This Corporation controls the steel mill, 12 re-rolling plants(which were abandoned by their non-Bengali owners at the time of indepen-dence), several foundries and steel fabrication units and two aluminum pro-ducts enterprises. In 1974/75 the Corporation employed about 7,000 wage andsalary earners and had sales of Tk. 591.1 million. Approximately 50% of bothemployees and sales are related to the Chittagong Steel Mill. A detailedbreakdown of the Corporation's enterprises showing locations, products, numberof employees and sales is in Annex III.
1.6 Although each of the Corporation's enterprises has a manager re-sponsible for achieving production and financial targets and an accountantto control finance and costs, there is a strong centralized control. Market-ing also has been centralized in the Corporation, and in programming produc-tion of re-rolling mills account is taken of customer destination of products.Production targets, which are set centrally, have in the past been largely aquestion of allocating available billets according to past performance andcapacity. Products pricing is also carried out centrally by submission ofrecommendations to the Price Advisory Board of the Ministry of Commerce.While CSM has some capacity for producing rolled products, most of its salesare in the form of billets supplied to the public sector re-rolling mills.The private sector mills obtain their billet supplies from the governmentimporting agency, the Trading Corporation of Bangladesh (TCB).
Private Sector
1.7 In the absence of a recent census of industry it is difficultto be certain of the actual position in the private sector. However, dis-cussions with the General Secretary of the Re-rolling Mills Associationindicated that there are 17 re-rolling mills operating in the private sector.Five are located in Chittagong, ten in Dacca and two in Khulna. Their totaloutput has been at an average annual level of 22,500 tons over the past threeyears. No information on employment or sales was available for the privatesector, but based on public sector ratios the mission estimates employmentat about 1,100 and sales at some Tk 150 million. A list of the private sectorre-rolling mills together with details of products and capacities is shown asAnnex V.
C. Current Consumption of Steel Products
1.8 Based on import data provided by the Bangladesh Bureau of Statis-tics and information from the Bangladesh Steel Mills Corporation and theRe-Rolling Mills Association, an estimate has been made of total apparentconsumption of both primary steel products and the steel content of finished
1/ In July, 1976, BStMC was merged with the Bangladesh Engineeringand Ship-building Corporation (BESC) to form the Bangladesh Steel andEngineering Corporation (BSEC).

- 3 -
steel products for the periods 1973/74 and 1974/75. 1/ These consumptionfigures are for steel only, excluding cast iron pipes and foundry products,and are as follows:
(in thousand tons)1973/74 1974/75
Sales of goods produced from domestic steel 49.4 47.4Sales of goods from re-rolling of importedbillet 30.9 12.9
Import of finished steel goods (sheet,rail, plate, etc.) 67.0 53.3
Sub-total primary steel products 147.3 113.6
Simple semi-finished products (structuralparts, nuts, bolts, tooling) 12.7 7.7
Intermediate finished products (locksmithwares, chains, springs and leaves) 0.7 0.6
Complex products (pump, truck chains,bicycle parts, etc.) 27.0 12.5
Sub-total finished and semi-finished 40.4 20.8
TOTAL 187.7 134.4
Source: Mission estimates.
1.9 A study prepared by BStMC has estimated average primary steelconsumption in the country during the period 1965-71 at 160,000 tons peryear; the 1974/75 level of consumption of about 134,000 tons thus representsa substantial decline from pre-independence. At less than two kilograms percapita, this level represents one of the lowest in the world.
1/ Publi-shed dat-aawn steel pr otuction->i-n-;angl'adesh tend to be mislead-ing. For extamp1res, the Bangila'cresn Montnly Statistics Bulletin showeda total-production of steel i-n:,the vear 1973/74 of 125,526 tons.How-ever, closer-.-examination reveals' that there is a considerable amountof double countine such that the billet, sheet bar and slab outputs areincluded as well as tne proaucts produced 'from these, including sheet,reinforcing bars and flat bars.
- 4-
D. Domestic Production and Imports
Primary Steel Products
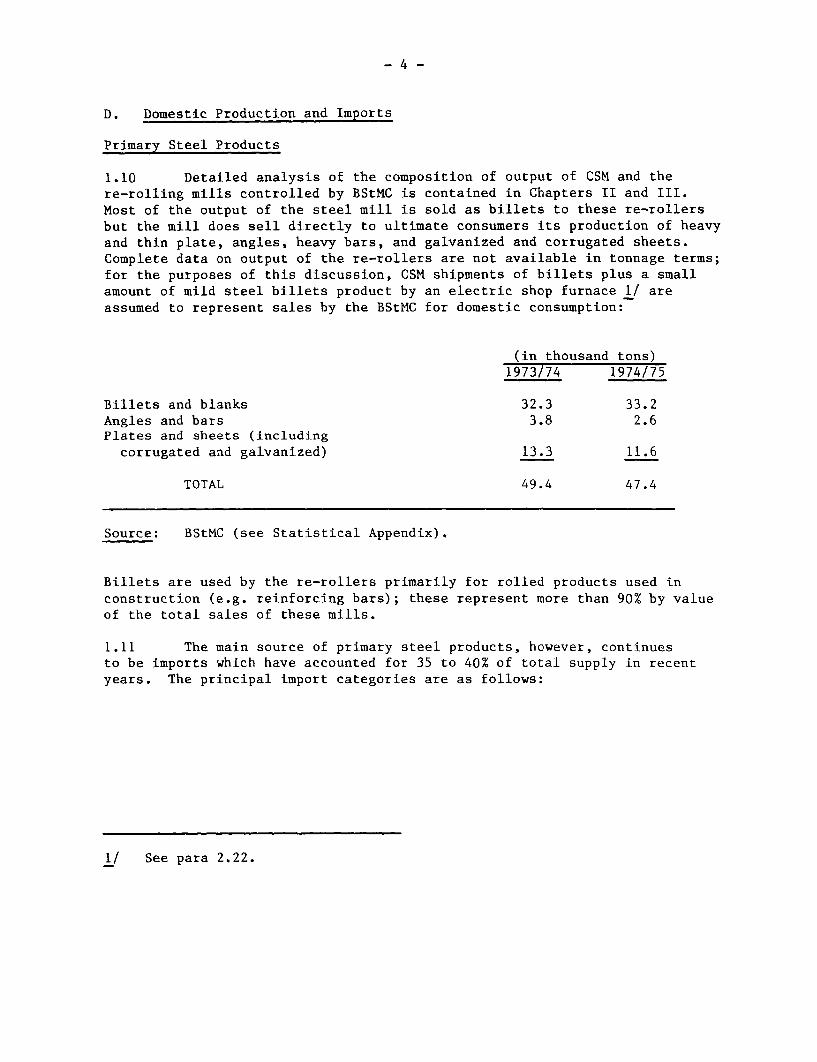
1.10 Detailed analysis of the composition of output of CSM and there-rolling mills controlled by BStMC is contained in Chapters II and III.Most of the output of the steel mill is sold as billets to these re-rollersbut the mill does sell directly to ultimate consumers its production of heavyand thin plate, angles, heavy bars, and galvanized and corrugated sheets.Complete data on output of the re-rollers are not available in tonnage terms;for the purposes of this discussion, CSM shipments of billets plus a smallamount of mild steel billets product by an electric shop furnace 1/ areassumed to represent sales by the BStMC for domestic consumption:
(in thousand tons)1973/74 1974/75
Billets and blanks 32.3 33.2Angles and bars 3.8 2.6Plates and sheets (including
corrugated and galvanized) 13.3 11.6
TOTAL 49.4 47*4
Source: BStMC (see Statistical Appendix).
Billets are used by the re-rollers primarily for rolled products used inconstruction (e.g. reinforcing bars); these represent more than 90% by valueof the total sales of these mills.
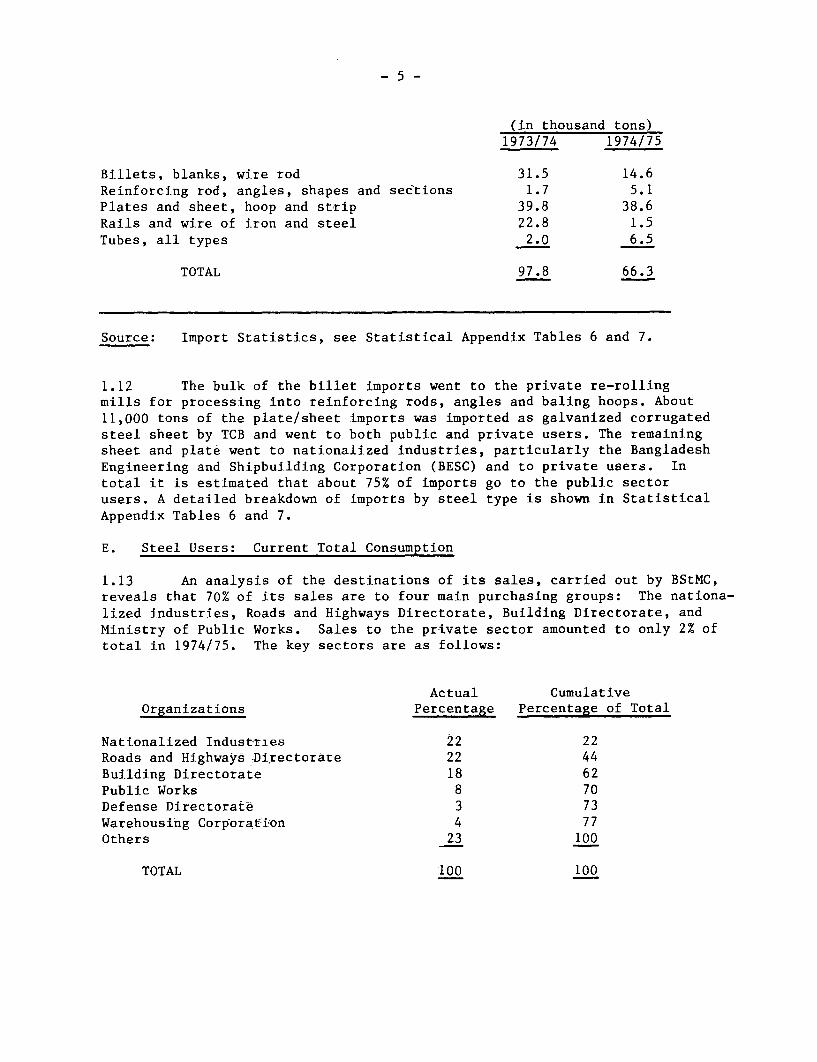
1.11 The main source of primary steel products, however, continuesto be imports which have accounted for 35 to 40% of total supply in recentyears. The principal import categories are as follows:
1/ See para 2.22.
-5-
(in thousand tons)1973/74 1974/75
Billets, blanks, wire rod 31.5 14.6Reinforcing rod, angles, shapes and sections 1.7 5.1Plates and sheet, hoop and strip 39.8 38.6Rails and wire of iron and steel 22.8 1.5Tubes, all types 2.0 6.5
TOTAL 97.8 66.3
Source: Import Statistics, see Statistical Appendix Tables 6 and 7.
1.12 The bulk of the billet imports went to the private re-rollingmills for processing into reinforcing rods, angles and baling hoops. About11,000 tons of the plate/sheet imports was imported as galvanized corrugatedsteel sheet by TCB and went to both public and private users. The remainingsheet and plate went to nationalized industries, particularly the BangladeshEngineering and Shipbuilding Corporation (BESC) and to private users. Intotal it is estimated that about 75% of imports go to the public sectorusers. A detailed breakdown of imports by steel type is shown in StatisticalAppendix Tables 6 and 7.
E. Steel Users: Current Total Consumption
1.13 An analysis of the destinations of its sales, carried out by BStMC,reveals that 70% of its sales are to four main purchasing groups: The nationa-lized industries, Roads and Highways Directorate, Building Directorate, andMinistry of Public Works. Sales to the private sector amounted to only 2% oftotal in 1974/75. The key sectors are as follows:
Actual CumulativeOrganizations Percentage Percentage of Total
Nationalized Industties 22 22Roads and Highways ,Di.rectorare 22 44Building Directorate 18 62Public Works 8 70Defense Directorat-e 3 73Warehousing Corporat4-on 4 77Others 23 100
TOTAL 100 100

- 6 -
1.14 The private sector Re-Rolling Mills Association did not have anydetailed information on the destinations of sales of its members but estimatedthat 85% of its sales were linked to the public sector even though theydelivered large quantitites to private construction firms. The reason forthis was that the bulk of the work of private construction companies was forpublic enterprises who contract for labor and organization and supply thematerials themselves. The destination of sales in the public sector weremainly to the following:
Roads and HighwaysBuilding DirectorateAgricultural Inputs CorporationMinistry of CommunicationPort Authority
1.15 Of domestic primary steel production, 93% is directly or indirectlylinked with the public sector. If imports are taken into account, then 84% ofthe total consumption of primary steel goods in Bangladesh goes to the publicsector, mostly in construction. In view of this finding, it is clear thatfuture demand for steel in Bangladesh will be closely linked with the levelsof Government development expenditure on bridges'and highways, public buildingsand factories, and houses.
F. Current Demand-Supply Situation
1.16 Based essentially on imported inputs, the Bangladesh steel industryhas been extremely sensitive to foreign exchange availabiliti.es. From thetime of independence through 1974, the major constraint on output was thelimited supply of raw materials due mainly to the low level of foreign ex-change made available to the industry; rising prices starting in 1973 in worldmarkets for these inputs and delays in obtaining shipments presented addi-tional difficulties. At the same time, labor unrest, spare parts shortagesand the loss of some technical and management personnel also played somerole in the failure of output to rise above pre-independence levels.
1.17 Beginning in early 1975, there was a marked change in the environ-ment. Some liberalization of imports was undertaken by the Government, allo-cating increased foreign exchange to the sub-sector while raw material pricesin world markets began to decline and delays in shipping were reduced.In November 1975, CSM achieved its peak production level at an annual rateof 150,000 tons of ingot.
1.18 At the same time, however, demand conditions for finished goodsbegan to deteriorate, largely as a result of a reduced volume of purchases bythe government agencies accounting for the bulk of primary steel consumption.As shown in the tables in previous sections, the total volume of sales ofboth public and private sector enterprises declined in 1974/75 as comparedto 1973/74. Stocks of billets of CSM rose by more than 2,000 tons betweenJune 1974 and June 1975, and an additional 6,000 tons in the period July1975 through February 1976, reaching a level of over 12,000 tons.
1.19 Preliminary estimates of output in 1975/76 indicate a somewhathigher level of production as compared to the previous year at CSM as well asamong the re-rollers:. But sales have failed to increase as much as produc-tion. Towards the end of the fiscal year, CSM cut back sharply on its acti-vity in the face of growing stocks.
CHAPTER II. CHITTAGONG STEEL MILL - STATUS AND CAPABILITY
A. Plant Production Facilities
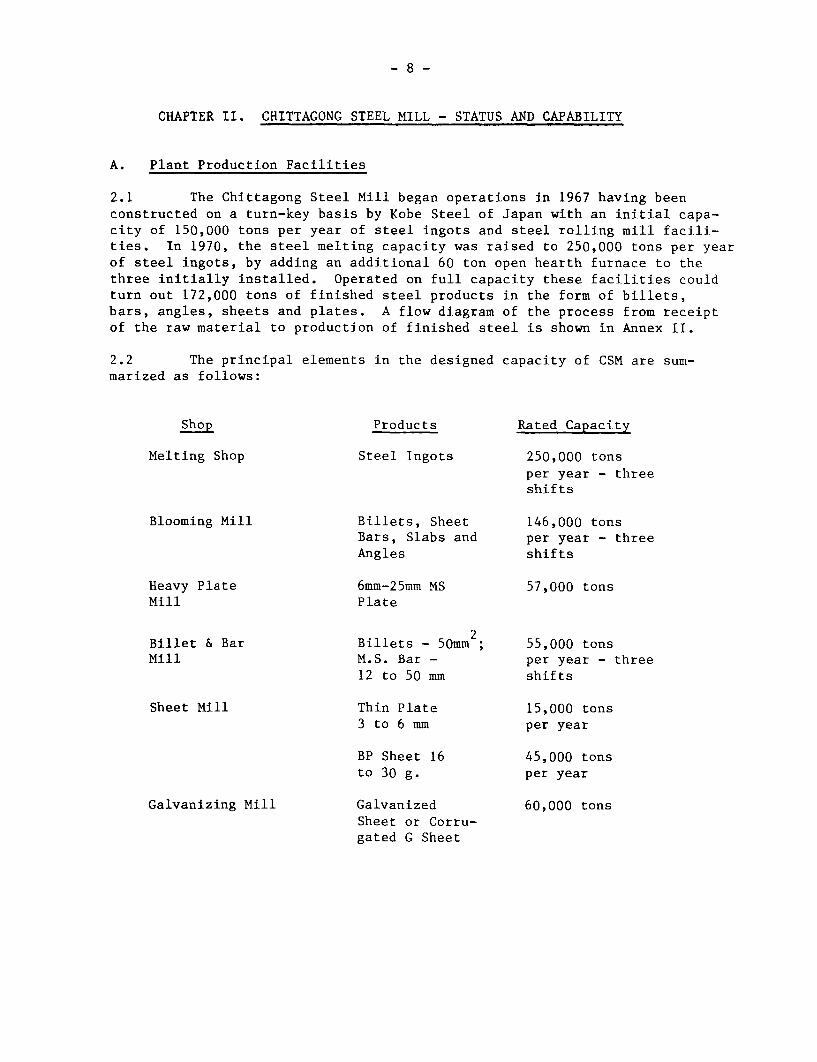
2.1 The Chittagong Steel Mill began operations in 1967 having beenconstructed on a turn-key basis by Kobe Steel of Japan with an initial capa-city of 150,000 tons per year of steel ingots and steel rolling mill facili-ties. In 1970, the steel melting capacity was raised to 250,000 tons per yearof steel ingots, by adding an additional 60 ton open hearth furnace to thethree initially installed. Operated on full capacity these facilities couldturn out 172,000 tons of finished steel products in the form of billets,bars, angles, sheets and plates. A flow diagram of the process from receiptof the raw material to production of finished steel is shown in Annex II.
2.2 The principal elements in the designed capacity of CSM are sum-marized as follows:
Shop Products Rated Capacity
Melting Shop Steel Ingots 250,000 tonsper year - threeshifts
Blooming Mill Billets, Sheet 146,000 tonsBars, Slabs and per year - threeAngles shifts
Heavy Plate 6mm-25mm MS 57,000 tonsMill Plate
Billet & Bar Billets - 50mm ; 55,000 tonsMill M.S. Bar - per year - three
12 to 50 mm shifts
Sheet Mill Thin Plate 15,000 tons3 to 6 mm per year
BP Sheet 16 45,000 tonsto 30 g. per year
Galvanizing Mill Galvanized 60,000 tonsSheet or Corru-gated G Sheet

-9-
B. Production Capacities and Capabilities
Melting Shop
2.3 Over the first eight months of 1975/76 the melting shop has beenworking at the highest level of utillization of installed capacity achievedsince 1967/68, which was the first full year of operation. Details of pastproduction and utilization are as follows:
1975/76Installed Est. based onCapacity 1969/70 1972/73 1973/74 1974/75 July to Feb.
Crude SteelIngot 250,000 54,138 67,968 73,670 76,410 103,000 1/
CapacityUtili-zation (three-shifts) (22%) (27%) (30%) (31%) (41%)
2.4 In its basic design the melting shop has an installed capacityof 250,000 tons per year of steel ingots from its four open hearth furnaces.However, its effective capacity is less than 200,000 tons per year basedon continuous operation of three furnaces, in three shifts. Four furnacescannot all be operated to their maximum capacity due to congestion in thepitside where cross travel cranes obstruct simultaneous operation and to thelimited space available for teeming, stripping, cooling and resetting theingot moulds.
2.5 The recent upturn in production is directly attributable to twofactors, i.e. removal of the raw material constraint and the initiativetaken by CSM management to relieve the problem of congestion and handlingin the steel casting bay by casting larger ingots.
Ingot Rolling Plant
2.6 There are two ro±itng rn1Lis that are teca direct by steel ingots,the blooming mill :and the heavy plate mill;'-utilization of the bloomingmill has steaaL-Ly i-ncreased sirnce independence, and currently it is runningat the highest-leveFl sihce 1968T/69. On the orner hand, the heavy platemill after reacning a utilllation of 16% -in 19-:73/74 has fallen off badlydue to a lack of demand for its prdoducts. Details of past production andutilization are shown below:
1/ More recent data from CSM indicate a crude steel output of 90,000tons for the year.

- 10 -
19 75/76
Installed Est. based onCapacity 1969/70 1972/73 1973/74 1974/75 July to Feb.
Blooming Mill(tons) 146,000 50,505 48,236 46,175 56,654 79,000
(CapacityUtilization) (three shift) (35%) (33%) (32%) (39%) (54%)
Heavy PlateMill (tons) 57,000 - 6,168 8,852 6,838 -
(CapacityUtilization) (three shift) NIL (11%) (16%) (12%) NIL
Total IngotRolling(tons) 203,000 50,505 54,404 55,027 63,492 79,000
(CapacityUtilization) (25%) (27%) (27%) (32%) (39%)
2.7 The blooming mill installed capacity is 146,000 tons per yearbased on a three shift-25 day/month operation. Capacity utilization has
been affected by a high rate of breakdowns due to shortage of spares. In
1974/75 the percentage of delay time to total available working time was 47%and just over half of downtime was attributable to machinery breakdown. The
mill has been working on a two shift-16 hour day operation, which represents
an effective capacity of 85,000 tons per year, due in the early part of
1975 to a shortage of material but currently due to inadequate demand.
2.8 Production of heavy plate at CSM was started in 1971/72 to meetthe demands of a reconstruction program for ships and barges, destroyed
during the war of independence. Most of the production was of Lloyds qualityheavy plate and the peak was reached in 1973/74 when 8,852 tons were produced.However, since July 1975 there has been no production as stocks had risen at
that time to 7,000 tons, which is over one year's demand based on 1974/75sales. In 1974/75 it was running mainly on a one shift-8 hour basis.
Other Rolling Plant
2.9 A small amount of angles and large billets are directly rolledin the blooming mill. But most of the output of that mill is fed in largebillet form to the bar/billet mill and in sheet bar and slab to the sheet/
thin plate mills. Capacity utilization of the billet/bar mill has prog-ressively increased since independence and is currently operating at a pro-
duction level nearly 90% higher than in 1968/69 which was the highest achieved
prior to independence. On the other hand capacity utilization of the sheet/thin plate mills has been declining since independence. Details of past
production and utilization are shown below:
1975/76Installed Est. based onCapacity 1969/70 1972/73 1973/74 1974/75 July to Feb.
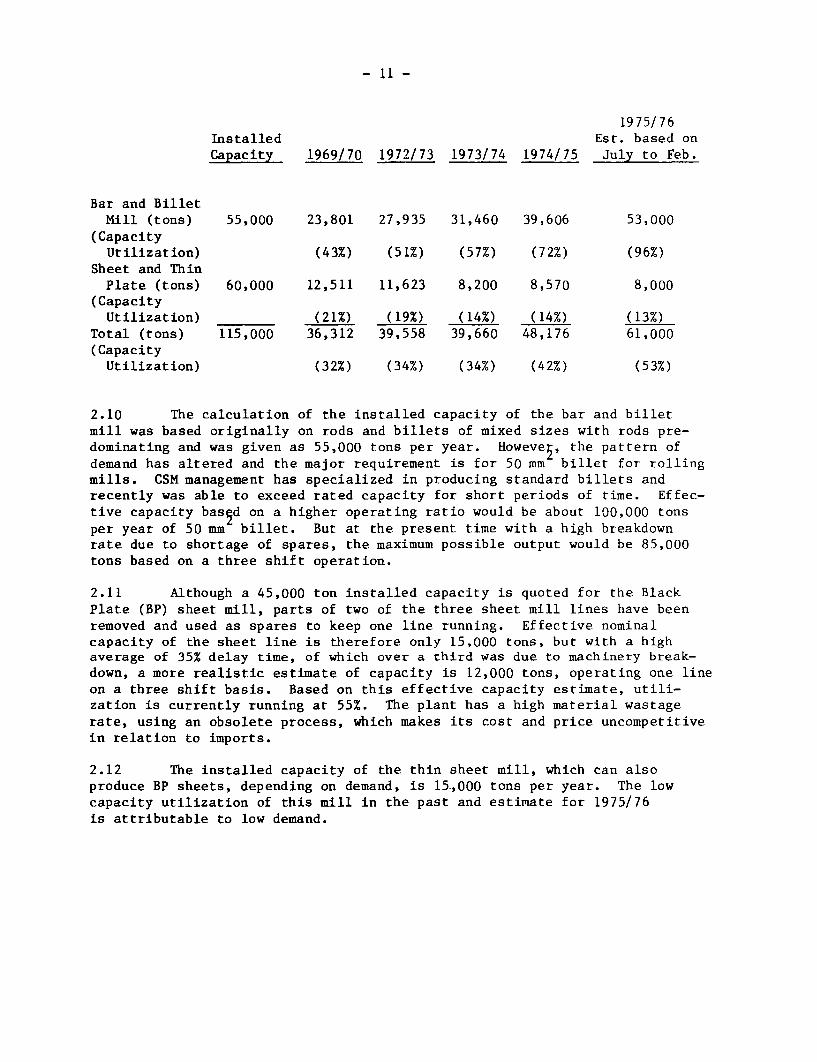
Bar and BilletMill (tons) 55,000 23,801 27,935 31,460 39,606 53,000
(CapacityUtilization) (43%) (51%) (57%) (72%) (96%)
Sheet and ThinPlate (tons) 60,000 12,511 11,623 8,200 8,570 8,000
(CapacityUtilization) (21%) (19%) (14%) (14%) (13%)
Total (tons) 115,000 36,312 39,558 39,660 48,176 61,000(CapacityUtilization) (32%) (34%) (34%) (42%) (53%)
2.10 The calculation of the installed capacity of the bar and billetmill was based originally on rods and billets of mixed sizes with rods pre-dominating and was given as 55,000 tons per year. Howeve5, the pattern ofdemand has altered and the major requirement is for 50 mm billet for rollingmills. CSM management has specialized in producing standard billets andrecently was able to exceed rated capacity for short periods of time. Effec-tive capacity basid on a higher operating ratio would be about 100,000 tonsper year of 50 mm billet. But at the present time with a high breakdownrate due to shortage of spares, the maximum possible output would be 85,000tons based on a three shift operation.
2.11 Although a 45,000 ton installed capacity is quoted for the BlackPlate (BP) sheet mill, parts of two of the three sheet mill lines have beenremoved and used as spares to keep one line running. Effective nominalcapacity of the sheet line is therefore only 15,000 tons, but with a highaverage of 35% delay time, of which over a third was due to machinery break-down, a more realistic estimate of capacity is 12,000 tons, operating one lineon a three shift basis. Based on this effective capacity estimate, utili-zation is currently running at 55%. The plant has a high material wastagerate, using an obsolete process, which makes its cost and price uncompetitivein relation to imports.
2.12 The installed capacity of the thin sheet mill, which can alsoproduce BP sheets, depending on demand, is 15,000 tons per year. The lowcapacity utilization of this mill in the past and estimate for 1975/76is attributable to low demand.

- 12 -
Galvanizing Shop
2.13 Output of the galvanizing shop has been severely curtailed by thelimited one line operation of the BP sheet mill that feeds it. Details ofproduction and utilization are shown below:
1975/76Installed Est. based onCapacity 1969/70 1972/73 1973/74 1974/75 July to Feb.
GalvanizingShop (tons) 60,000 7,343 6,888 4,731 4,139 8,000
(CapacityUtilization) (12%) (11%) (8%) (7%) (13%)
2.14 Although on a three shift basis the installed capacity of the threegalvanizing lines is 60,000 tons per year, output is limited if fed from theone line BP sheet mill. To increase utilization of this equipment it mightbe economic to import BP sheet for galvanizing; economic justification forallocating foreign exchange for this purpose would have to be examined andwould be dependent on differences in prices and in foreign exchange costs.
C. Costs, Prices and Profitability
Structure and Level of Costs
2.15 The costs of production of CSM products and their sales prices areconsiderably above world market levels. Proluction costs for the principalsaleable item of CSM, steel billets of 50 mm , were estimated by the mill inDecember 1975 at Tk 4728/ton (US$325) and the sales price was US$375 (Tk5450); the average European f.o.b. export quotation for the 4th quarter of1975 was US$170. 1/ The structure of CSM costs for that period has beenestimated as follows:
1/ Source: Metal Bulletin.

- 13 -
% of Total Cost
Pig iron and scrap 49.5Other raw materials (imported) 23.1
of which refractories (13.3)Consumables and spares 16.5
of which fuel and electricity (9.5)Manufacturing overhead 9.4
of which depreciation (2.6)Administrative overhead 1.6
a!100i.0
Source: BStMC; details do not add to total due to rounding.
a/ Does not include financial charges; on total sales,these are estimated at around 3%.
2.16 As a consequence of the accounting practices used by BStMC, thesedata are based on imported raw material prices and costs prior to devaluationsince these purchases were made before May 1975. However, it appears likelythat these costs have not substantially increased due to devaluation. In thefirst place, imports had been subject to a 20% tariff surcharge which waseliminated when the Taka was devalued. Secondly, pig iron and scrap priceshave experienced further declines as compared to the prices used in this cal-culation.
2.17 Based on the general structure of billet costs, these data suggesta high weight in total costs of fuel and other raw materials, particularlyrefractories. Much of this is apparently due to design deficiencies requiringexcessive re-heating and to the high scrap factor, due particularly to thediscontinuous nature of the billet casting but reflecting as well some in-efficiencies in the furnaces due to poor maintenance. As noted earlier, theseproblems are even more serious in the BP and in the plate mills where thescrap rate is considerably higher than in the billet mill.
2.18 Another factor contributing to high costs has been the inefficientmethods of unloading ships in Chittagong narbor, which restricts also thecontinuous flow of raw materials.
2.19 The cost data include a considerable proportion of sales taxes andimport duties paid to the Government; for example, import duties (including

- 14 -
the 20% surcharge removed after the May devaluation) amount to some Tk 7001/ or 16% of unit costs for billets. In addition, there are sales and othertaxes and duties. Overall for the entire BStMC, the total of these pay-ments amounted to 15% of total sales value in 1974/75.
2.20 In evaluating these data, one must also note the peculiar structureof import duties. A 10% duty is imposed on pig iron, while 40% is imposedon imported scrap and as much as 150% on imported dolomite. These rateswere originally established by the Government of Pakistan prior to indepen-dence and have not been modified since that time (except for the surcharges).
Prices and Profitability
2.21 Under current pricing policy, recommendations on prices for prod-ucts sold by the mill are submitted by the Corporation to a Price AdvisoryCommission which gives final approval. Current guidelines permit pricecalculations based on cost of production plus a 10% "profit" factor. Inthis situation it is not surprising that the mill has recorded substantialprofits in the last two years:
1972/73 1973/74 1974/75
Sales value (million Taka) 108.7 157.6 257.0Net profit (loss) (million Taka) (26.1) 28.3 25.0Profits/sales % (24.0) 18.0 9.7
D. Other Steel Products
2.22 In addition to the cast steel ingots produced by CSM, the MohammadiIron and Steel Works, a public sector enterprise, has an electric furnacewhich converts scrap to mild steel cast billets. It has a 6,000 ton peryear installed capacity and its effective capability is the same, based on athree shift operation. In 1974/75, production was at the level of 2,048 tons,giving a capacity utilization of 34%. Most of the output goes to localre-rolling mills in Chittagong. In 1974/75 net profits were only 2.5% ofsales.
2.23 BStMC also has under its control Husein Industries Limited, whichproduces black steel pipe of 1/2 to 1-1/2 inch diameter. It has a capacityof 3,000 ton per year which was built with the West Pakistan market in mindand consequently its utilization was only 3% in 1974/75; it has been makingcontinuous losses since being taken over after independence.
1/ Excluding the 20% surcharge, the normal tariffs on pig iron and scrapamount to Tk 200; duties paid for other imports are not separatelyidentified.

- 15 -
2.24 Prior to independence, two of the re-rolling mills now under thejurisdiction of BStMC had ordered small electric arc furnaces which weredelivered but never installed and remain in packing cases at the plants. TheCorporation has been considering setting up this machinery in one plantalong with ancillary equipment for heat treatment and forging. Consultantsare studying the feasibility of producing special steels.
- 16 -
CHAPTER III. RE-ROLLING MILLS - STATUS AND CAPABILITY
A. Re-rolling Mill Facilities and Products
3.1 Prior to independence all of the re-rolling mills in Bangladeshwere privately owned. At the present time, 12 re-rolling mills abandonedby their non-Bengali owners are controlled by the BStMC, leaving 17 re-rollingmills in the private sector. The output mix of the re-rolling mills variesfrom plant to plant but includes mild steel reinforcing rods, flats, angles,channel, and baling hoops. In addition, wire rods are made from billets foruse in wire drawing plants making nails, wood screws, barbed wire, etc.
B. Production Output and Capacity Utilization
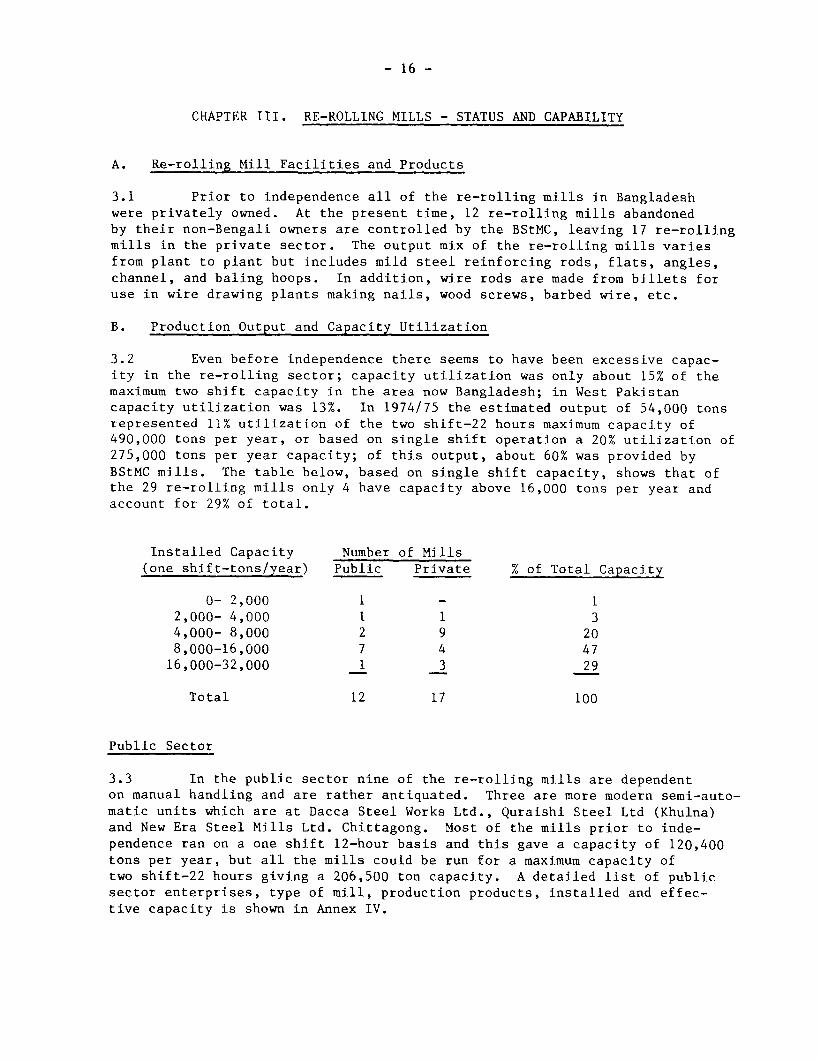
3.2 Even before independence there seems to have been excessive capac-ity in the re-rolling sector; capacity utilization was only about 15% of themaximum two shift capacity in the area now Bangladesh; in West Pakistancapacity utilization was 13%. In 1974/75 the estimated output of 54,000 tonsrepresented 11% utilization of the two shift-22 hours maximum capacity of490,000 tons per year, or based on single shift operation a 20% utilization of275,000 tons per year capacity; of this output, about 60% was provided byBStMC mills. The table below, based on single shift capacity, shows that ofthe 29 re-rolling mills only 4 have capacity above 16,000 tons per year andaccount for 29% of total.
Installed Capacity Number of Mills(one shift-tons/year) Public Private % of Total Capacity
0- 2,000 1 - 12,000- 4,000 1 1 34,000- 8,000 2 9 208,000-16,000 7 4 4716,000-32,000 1 3 29
Total 12 17 100
Public Sector
3.3 In the public sector nine of the re-rolling mills are dependenton manual handling and are rather antiquated. Three are more modern semi-auto-matic units which are at Dacca Steel Works Ltd., Quraishi Steel Ltd (Khulna)and New Era Steel Mills Ltd. Chittagong. Most of the mills prior to inde-pendence ran on a one shift 12-hour basis and this gave a capacity of 120,400tons per year, but all the mills could be run for a maximum capacity oftwo shift-22 hours giving a 206,500 ton capacity. A detailed list of publicsector enterprises, type of mill, production products, installed and effec-tive capacity is shown in Annex IV.
- 17 -
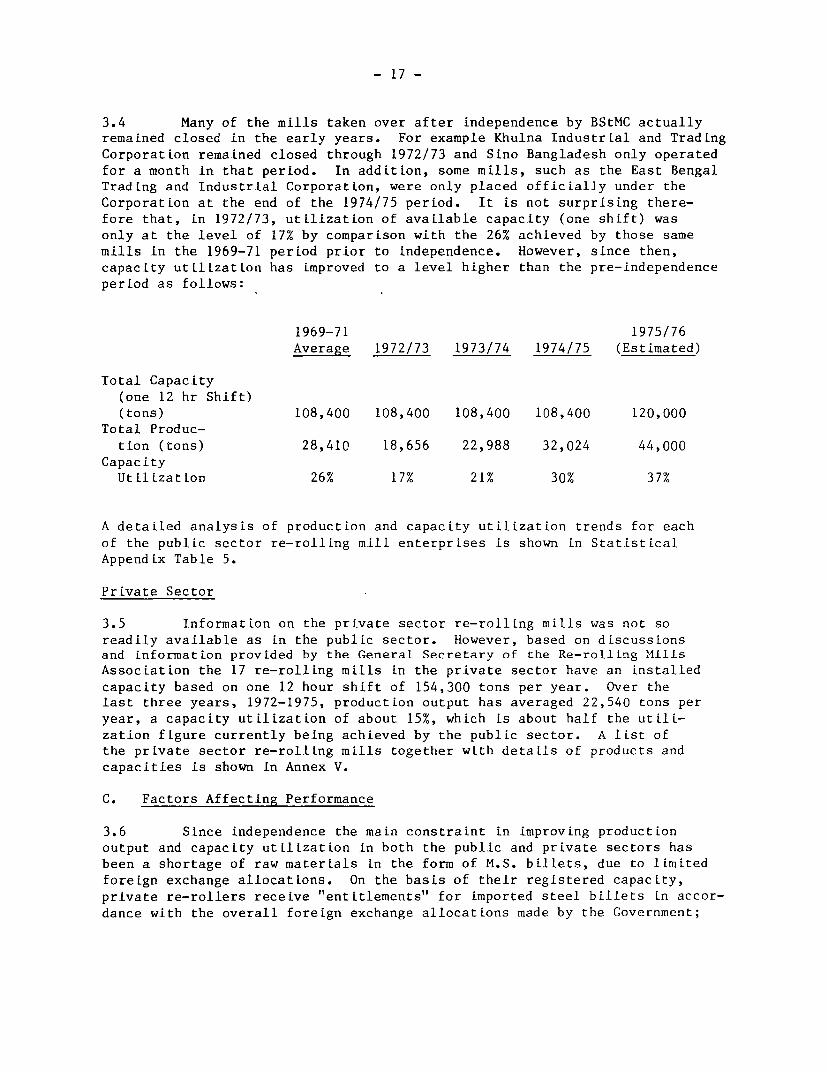
3.4 Many of the mills taken over after independence by BStMC actuallyremained closed in the early years. For example Khulna IndustrLal and TradingCorporatLon remained closed through 1972/73 and Sino Bangladesh only operatedfor a month in that period. In addition, some mills, such as the East BengalTrading and Industrial Corporation, were only placed officially under theCorporation at the end of the 1974/75 period. It is not surprising there-fore that, in 1972/73, utilization of available capacity (one shift) wasonly at the level of 17% by comparison with the 26% achieved by those samemills in the 1969-71 period prior to independence. However, since then,capacity utilizatLon has improved to a level higher than the pre-independenceperiod as follows:
1969-71 1975/76Average 1972/73 1973/74 1974/75 (Estimated)
Total Capacity(one 12 hr Shift)(tons) 108,400 108,400 108,400 108,400 120,000
Total Produc-tion (tons) 28,410 18,656 22,988 32,024 44,000
CapacityUtilization 26% 17% 21% 30% 37%
A detailed analysis of production and capacity utilization trends for eachof the public sector re-rolling mill enterprises is shown in StatisticalAppendix Table 5.
Private Sector
3.5 Information on the private sector re-rolling mills was not soreadily available as in the public sector. However, based on discussionsand information provided by the General Secretary of the Re-rolling MillsAssociation the 17 re-rolling mills in the private sector have an installedcapacity based on one 12 hour shift of 154,300 tons per year. Over thelast three years, 1972-1975, production output has averaged 22,540 tons peryear, a capacity utilization of about 15%, which is about half the utili-zation figure currently being achieved by the public sector. A list ofthe prLvate sector re-rolling mills together with details of products andcapacities is shown in Annex V.
C. Factors Affecting Performance
3.6 Since independence the main constraint in improving productionoutput and capacity utilization in both the public and private sectors hasbeen a shortage of raw materials in the form of M.S. billets, due to limitedforeign exchange allocations. On the basts of their registered capacity,private re-rollers receive "entitlements" for Lmported steel billets in accor-dance with the overall foreign exchange allocations made by the Government;
- 18 -
actual import is undertaken by TCB after these entitlements are turned overto it. 1/ With CSM billets reserved, until recently, for the public sectormills, those enterprises have been able to achieve a higher capacity utiliza-tion than the private sector. However, capacity values provided by the privatesector may have been inflated to gain a higher entitlement.
3.7 Another constraint up to January 1974 had been labor unrest, but
this now seems to have been resolved in both the public and private sectors.The private sector seems to have had less trouble in the past and this mightbe related to the higher rates of pay relative to the public sector. Althoughin some private factories visited Tk 300-500 per month were being paid forunskilled workers, there were some that paid the public sector basic sal-ary of Tk 150 per month; thus factors such as continuity of management andlong-term good industrial relations could be relevant for the differencein the incidence of labor unrest.
3.8 Since early 1975, the constraints on production have changed.Demand has not kept pace with production increases of re-rolled products;consequently finished goods stocks have risen for the public sector millsfrom 5,442 tons at the end of June 1974 to 7,725 tons at the end of June 1975and 8,415 tons at the end of February 1976. The last stock position is equalto five months of sales. The reduced volume of government purchases and thecurrent depressed level of private consumption are considered to be the maincauses of lack of demand. Although no data are available, private mills alsoappear to be facing reduced demand.
D. Structure of Costs
3.9 For most mills using commercial grade billets, the current (December1975) average input cost has been Tk 5,450 per ton plus transport cost fromCSM. This price applies to both public and private sector re-rolling mills.
3.10 Each public enterprise attempts to achieve a 10% margin over costs,but selling prices are set centrally so the main variable is conversion costs.An example of the structure of costs of reinforcing bar at one mill is shownbelow:
1/ TCB fixes its own prices on these supplies, adding tariffs, taxes andadministrative costs to the c.i.f. import price.

- 19 -
TakatTon US$/Ton
Input of Billets 5,450 375Transport Cost 50Conversion/Manufacturing Cost 480Administration 132
TOTAL COST/TON 6,112 420SELLING PRICE 7,000 481
European Export Quotation,F.O.B. Avg. Oct. to Dec. 1975 195
Clearly with 90% of the cost linked with the input cost of billet, the re-rolling mills have little leeway in reducing overall costs and prices, butsome rationalization of this sector to achieve higher capacity utilizationcould assist in maintaining existing selling price levels.
E. Financial Results
3.11 In 1972/73, six of the 11 re-rolling mills in the public sectorrecorded losses. By 1974/75 only one of the re-rolling mills was in deficitand this was an enterprise that was only taken over physically in the latterpart of the 1974/75 period. In total, these public sector re-rolling millshave been profitable, in the early days because one mill, the National Ironand Steel Industries, was making sufficient profits to cover the lossesof other mills and later because of improvements in capacity utilizationand price increases; as noted earlier, official price policy sets prices onthe basis of average costs plus a "profit" factor with no efficiency criteria.Details of sales, profits in prices per ton are shown below:
1972/73 1973/74 1974/75
Sales Value (Tk million) 45.2 104.0 214.1Net Profit (Tk million) 2.5 13.1 15.6Net Profit on Sales 5.5% 12.6% 7.3%Sales (Tons) 21,047 24,895 31,451Revenue per ton (Tk) 2,146 4,176 6,807
3.12 There is a wide range of performance between re-rolling millsin the public sector, with profits in 1974/75 ranging from 2% up to 17%of sales, with one company making a loss. At the top end of performance,three companies, the National Iron and Steel Industries, New Era Steel Millsand Dacca Steel Works, have achieved good results over the past two years,while others have only been marginally profitable such as Quraishi SteelLtd., Sino Banglade-sh Industrial Works. A detailed list of enterprisesshowing sales, net profit and net profit on sales is given in StatisticalAppendix Table 9. In view of the overcapacity in relation to demand, somerationalization is desirable and the less healthy enterprises should bethoroughly reviewed in relation to long-term economic viability.

- 20 -
3.13 Little financial information was available on the private sectorre-rolling enterprises but it is estimated that the sales value in 1974/75was about Tk 152.5 million for sales of 22,540 tons of re-rolled products.With the low capacity utilization based on single shift working, a numberof the private sector mills are probably only marginally profitable.
Iron Foundries
3.14 Although the main concern of the mission was to look at steelrather than iron products, a number of iron foundries were visited in both thepublic and private sectors. Imports of foundry pig iron over the three years
1972/73-1974/75 averaged 6,890 tons per year (through TCB) for supply toprivate sector units. The public sector imports are done directly via the
nationalized industries, and no information is available on these imports aspig iron is not divided into foundry and steel making grades.
3.15 A strong entrepreneurial drive was in evidence in the privatesector iron foundries and many new products were being developed to add to thestandard range of cisterns, pumps, soil pipes and pipe couplings. One companyhad purchased, at an auction, a foundry and workshop previously under worker
management control and had introduced a range of products including dieselengines, small lathes, centrifugal pumps and shaping machines and was making
a variety of spares. Prices of these products appear to be competitivewith imports and quality is good. These entrepreneurial skills could bemore effectively utilized if there was a better awareness within the countryof the products and services available. The compiling of a Buyers' Guidewould greatly assist in this process.

- 21 -
CHAPTER IV. MEDIUM-TERM DEVELOPMENT PROSPECTS
A. Domestic Consumption Trends
4.1 In the light of recent developments, it is extremely difficultto forecast steel consumption for the immediate future. The Five-Year Develop-ment Program prepared in 1973, basing its forecasts on increases to pre-Independence per-capita consumption levels, projected an annual steel require-ment of 776,000 tons by 1977/78. But the severe balance of payments andfiscal constraints have considerably limited consumption; total use hasnot even reached that achieved in the 1960's with a resulting per capitause at one of the lowest levels in the world.
4.2 As detailed in Chapter I, the major consumer of steel at presentis the public sector, accounting for about 80% of total. Recent overalleconomic measures of the Government have been designed to give more latitudeto the private sector and there already appears to be some-expansion inits demand for steel products, particularly for residential construction.As regards the public sector, some details on the composition of its require-ments is provided in Annex VI. The total level of its future consumptionwill clearly depend upon both the size and composition of development expendi-tures.
4.3 To provide some indication of the implications of any future growthin steel consumption for the existing domestic steel producing facilities,calculations have been made for two alternative growth rates, 5% and 10%:
(in thousand tons)Average
1973/74-1974/75 1975/76 1976/77 1977/78 1978/79 1979/80
5% per year 130.4 136.9 143.8 151.0 158.5 166.410% per year 130.4 143.5 157.8 173.6 190.9 210.0
On the assumption of a 5% growth rate, total use will not reach pre-inde-pendence levels until 1980 1/, but per capita consumption will still remainbelow the previous level.
4.4 Assuming an identical structure of consumption as has prevailedin recent years, the product mix in 1980 under these two growth assumptionswould be as follows:
1/ Annual consumption during 1965-70 was about 160,000 tons; see Chapter I.
- 22 -
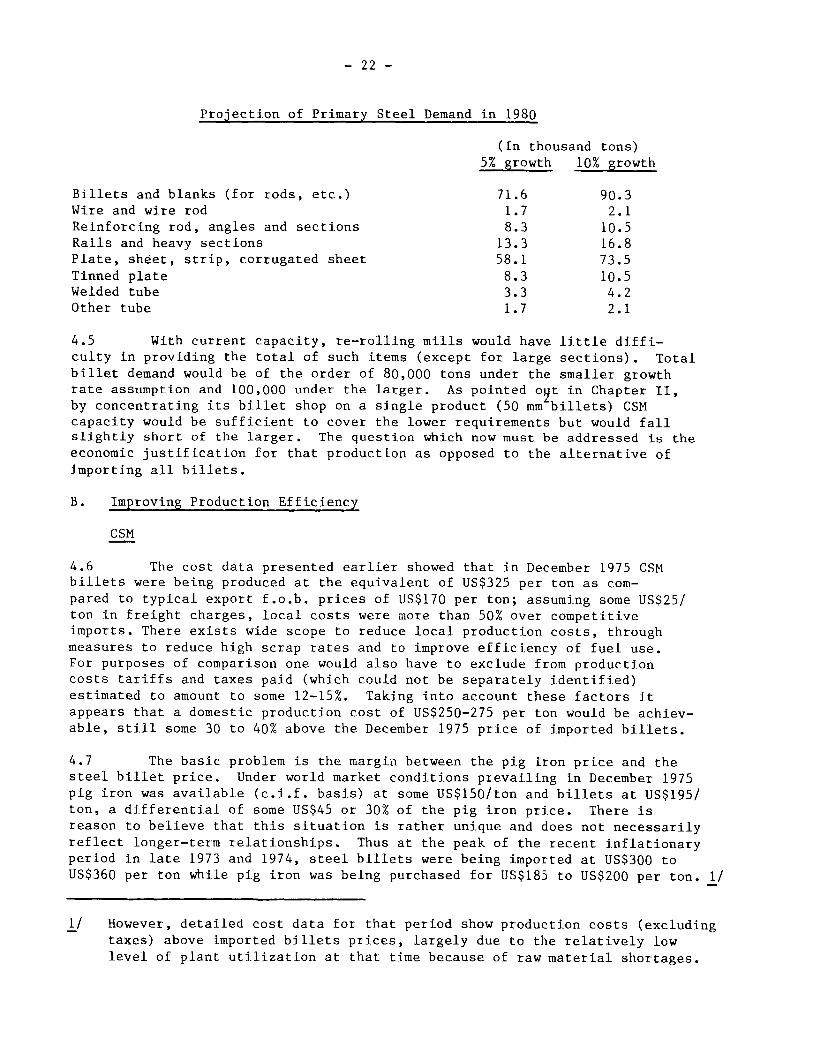
Projection of Primary Steel Demand in 1980
(In thousand tons)5% growth 10% growth
Billets and blanks (for rods, etc.) 71.6 90.3Wire and wire rod 1.7 2.1Reinforcing rod, angles and sections 8.3 10.5Rails and heavy sections 13.3 16.8Plate, sheet, strip, corrugated sheet 58.1 73.5Tinned plate 8.3 10.5Welded tube 3.3 4.2Other tube 1.7 2.1
4.5 With current capacity, re-rolling mills would have little diffi-culty in providing the total of such items (except for large sections). Totalbillet demand would be of the order of 80,000 tons under the smaller growthrate assumption and 100,000 under the larger. As pointed oyt in Chapter II,by concentrating its billet shop on a single product (50 mm billets) CSMcapacity would be sufficient to cover the lower requirements but would fallslightly short of the larger. The question which now must be addressed is theeconomic justification for that production as opposed to the alternative ofimporting all billets.
B. Improving Production Efficiency
CSM
4.6 The cost data presented earlier showed that in December 1975 CSMbillets were being produced at the equivalent of US$325 per ton as com-pared to typical export f.o.b. prices of US$170 per ton; assuming some US$25/ton in freight charges, local costs were more than 50% over competitiveimports. There exists wide scope to reduce local production costs, throughmeasures to reduce high scrap rates and to improve efficiency of fuel use.For purposes of comparison one would also have to exclude from productioncosts tariffs and taxes paid (which could not be separately identified)estimated to amount to some 12-15%. Taking into account these factors itappears that a domestic production cost of US$250-275 per ton would be achiev-able, still some 30 to 40% above the December 1975 price of imported billets.
4.7 The basic problem is the margin between the pig iron price and thesteel billet price. Under world market conditions prevailing in December 1975pig iron was available (c.i.f. basis) at some US$150/ton and billets at US$195/ton, a differential of some US$45 or 30% of the pig iron price. There isreason to believe that this situation is rather unique and does not necessarilyreflect longer-term relationships. Thus at the peak of the recent inflationaryperiod in late 1973 and 1974, steel billets were being imported at US$300 toUS$360 per ton while pig iron was being purchased for US$185 to US$200 per ton. 1/
1/ However, detailed cost data for that period show production costs (excludingtaxes) above imported billets prices, largely due to the relatively lowlevel of plant utilization at that time because of raw material shortages.

- 23 -
4.8 The determination of the appropriate price for imported steelbillets is not without its difficulties, as a number of Bank studies con-cerned with steel projects have indicated. Wiorld steel trade, while sub-stantially large in volume and value, represents no more than 10% of steeloutput. It is "in great part dependent on the extent to which local demandabsorbs local production capacity. In such a relatively small and uncer-tain marginal market, actual export trading prices are not meaningful forlong-term planning." I/ The same study concludes that, in 1974 prices,US$225/ton represents "a considered judgment of the long-term price steelproducts (in the major steel producing countries) would have to realize tocover costs and get an adequate return on their investments."
4.9 Under the conditions of world market prices which existed in De-cember 1975, CSM production appears to have represented some net foreignexchange dissavings; if compared to the hypothetical long-term steel pricesuggested in the previous paragraph, this would not have been the case.Moreover, if the comparison were to be made using billet, scrap and pigiron price relationships prevailing in most of the earlier years of thepresent decade, the situation would also have been more favorable for CSM.For example, CSM estimated that in March 1974, the foreign exchange cost ofproducing a ton of steel billets was of the order of US$265. During 1974 theCIF cost of billets ranged from US$300 to US$360 per ton. Even allowing forsome understatement of imported spare parts needs, there were thus importantexchange savings in local steel production at that time. Developments during1976, mainly some increase in billet prices and a continued decline in scrapand pig iron prices, suggest a return to price relationships more favorable toCSM output.
4.10 These considerations suggest the need for careful analysis ofproduction efficiency in the plant, particularly measures required to reducefuel costs and to achieve the most efficient utilization of capacity, toobtain the necessary cost reductions. The Corporation has submitted a requestto the Government for a detailed feasibility study for the balancing, moderni-zation and reconstruction (BMR) of CSM to review its design and technicalproblems. The mission believes that there is need for a more appropriatelyfocussed effort to obtain improved performance in order to achieve cost re-ductions and to ensure net foreign exchange savings in both the medium-term(through 1980) and the longer-term. As a first step, it is recommended thatCSM undertake, with appropriate expatriate assistance, a program for recon-ditioning those units of the mill where the expected composition of demandin the period through 1980 would justify this action. This program shouldbe designed to correct for the past period of neglect in maintenance and re-pair which largely resulted from the foreign exchange shortage limiting im-ports of spare parts and consumables.
4.11 In the melting shop, the objective should be to achieve most effi-cient use of two furnaces, with production to reach a maximum of 120,000 iningot steel; this would involve pitside improvements through using new and
1/ See "Appraisal of CVG-SIDOR Plan 4 Steel Expansion Project, Venezuela,"Bank Document 799-VE, p. 17.
- 24 -
better quality moulds, bottom plates and refractories. Most of the crudesteel (some 115,000 tons) would go to the blooming and billet mills forbillet production, the present poor operating condition of the latter beingthe main limiting factor (see para 2.7). The balance of the crude steelwould be used in the plate mill, representing the maximum expected demand.This would represent one shift operation, as required, to produce heavyplate; light plate rolling would be based on sheet bars sheared from theheavy plate. Finally, black sheet rolling would be discontinued but gal-vanizing for CGI sheet would continue using imported black sheet. A pre-liminary estimate of the spare parts requirements for the production linesto be continued is of the order of US$5 milion and should be compared to thecurrent average annual expenditure of about US$0.8 million on these items.
4.12 Concurrently with this effort, a technical study should be under-taken to examine the feasibility of obtaining longer-term improvements inoperating efficiency and increased production through re-balancing and bymodifying layout and work procedures, analyzing the costs of the measuresrequired and their probable benefits. In the melting shop, steel-makingstudies should be undertaken to achieve the maximum output from two workingopen hearth furnaces; these are well designed and each appears to be capable ofreaching 75,000 tons/year. The pitside study would analyze steps necessary:
(a) to increase capacity and speed of working;
(b) to eliminate the excessive handling work load, both manualand crane based;
(c) to improve teeming practice as regards yields and steelquality;
(d) to devise a more flexible and more reliable working pro-cedure;
(e) to enable hot ingots (cleared of runners) to be sent to themill reheating furnaces with minimum delay.
4.13 As regards billet production, in order to reduce reheating theingots, it would be necessary to eliminate one of the current two billet-rolling stages. This could be done by modifying the existing sheet barmill to supplement the blooming mill and could result in a billet capa-city of 130,000 to 150,000 tons/year. Associated handling, shearing andcooling arrangements would have to be analyzed.
4.14 As noted, the capacity of the heavy plate mill far exceeds domes-tic demand and it is only possible to consider occasional one-shift workingto produce the required tonnage. The study should consider rolling thinnergauge plate, given suitable re-heating facilities. Rolling of black sheetis not considered economical with existing equipment. As already mentioned,galvanizing of CGI sheet would continue using imported black sheet; in thelonger-run, demand may justify using two lines insted of the one presently

- 25 -
operating and the study should consider steps necessary to obtain most effi-cient output. General problems that should be examined include improvingengineering maintenance services, the possibility of standardization ofselected equipment items and the possibility of developing the forge andfoundry shop for some spare parts production.
4.15 At the same time, it is essential that a more detailed analysisbe undertaken of future steel requirements. The data obtained in this cur-rent report can serve as a starting point, but more systematic statisticalinvestigations are required due to the tendency to double-count steel inter-mediates in much of the existing information. This task should be under-taken by the Marketing Department of CSM which needs to be strengthenedin view of the nature of the problems facing the mill (see below, para 4.23)and would serve as the basis for future market analysis work required ofthat department.
Re-rolling Mills
4.16 CSM was originally conceived and established by the public sectoragency, the East Pakistan Industrial Development Corporation (EPIDC), beforeits transfer after independence to BStMC. The 12 re-rolling mills now partof BStMC, on the other hand, were all previously operated by the privatesector but were taken over by the Corporation as "abandoned" properties.In view of the recent policy decision to disinvest small and medium-sizeenterprises where no particular advantages accrue from public sector con-trol, it would appear that this would be the case for the re-rolling mills.
4.17 As noted, total installed capacity of the re-rolling mills inboth the public and private sectors far exceeds the level of demand which canbe expected for at least the next 10 and perhaps even 15 years. The detailsof the various plants in the Statistical Appendix show clearly the redun-dancy characterizing the industry. While some of the BStMC mills are rela-tively modern and presumably would be efficient low cost producers, othersare obsolete or are extremely small and have proven to be high-cost pro-ducers. Given the considerable excess capacity in re-rolling, measures fordisinvestment need to be combined with measures for concentrating productionin the most efficient units, particularly in view of the fact that a numberof the mills in both the public and private sectors are obsolete.
C. Other Organizational Matters
4.18 A related problem is the question of the administrative arrange-ments to ensure supply of billets to the re-rolling mills. In the past,CSM output was sold solely to BStMC plants while the private sector obtainedits supply from TCB. With its growing production capabilities which has farexceeded the expansion in demand from its usual customers, CSM has recentlybeen experiencing stock accumulation (see para 1.18) and has been attemptingto sell to the private sector plants. At the same time, the increased allo-cation of foreign exchange "entitlements" to the private sector mills, andthe decline in billet prices in major supplying countries, has resulted in

- 26 -
a higher level of billet imports through TCB. Its growing stocks reflectdelays by the original receivers of entitlements in picking up theirsupplies, most recently due to reduced levels of demand for their output
and working capital shortages.
4.19 One of the principal reasons given in the past for establishing TCBwas the advantage believed to be obtained through bulk imports. In the caseof steel billets, however, in practice these advantages have tended to belimited due to the fact that purchases are relatively small as compared to
the average export transaction for the exporting countries; moreover, thediscount, if any, which is achieved through these purchases is often morethan offset by costs associated with TCB overhead and storage requirements.
4.20 There is therefore need to assess, on a more systematic basis thanhas been achieved, the overall availability of billets to avoid the kind ofsituation which has recently developed. In July 1976, the Government in itsimport policy statement announced its intention to permit private sector re-rollers to import directly 50% of their entitlements, with the other half tobe imported, as before, through TCB. This measure, however, has not yet beenimplemented (October 1976). It is therefore urgent that the Government moveto rationalize its distribution policy, in particular, in order to make more
efficient use of the foreign exchange resources expended on ensuring an ade-quate supply of steel to the economy. One means to achieve this objective isto undertake periodically an assessment of potential demand and of the capa-bility of CSM to meet these requirements; 1/ to the extent that there is a gapthis would be met through imports. Foreign exchange allocations could thenbe made in accordance with this analysis. In order to obtain the necessaryinformation, this work should be undertaken by an inter-ministerial committee,including the Ministries of Industry and of Commerce.
D. Strengthening CSM Management
4.21 The management of CSM has ably demonstrated its technical compe-tence in achieving higher levels of output in spite of problems posed by per-sistent shortages of spare parts, variations in raw material supplies anddifficulties arising from basic design deficiencies, in particular, in in-troducing the modifications in output-mix in the face of a pattern of demandsubstantially different from that anticipated in the plant's original con-ception (see para 2.10). Target setting and budgeting appear to have beeneffectively introduced along with management control systems. Nevertheless,there is clearly need to undertake further training for management develop-ment.
4.22 It will be recalled that the mill was constructed on a turn-keybasis, but a large number of the staff designated at the management and tech-nical levels were sent to Japan prior to initiating operations for on-the-job and more formal training. About 60% of those who went for this purpose
1/ In this connection, the steps required to improve CSM efficiency,outlined in paras. 4.10 through 4.14, are essential to ensure op-timum use of foreign exchange.
- 27 -
are still employed in the mill. In the interim, there have been no systematicattempts to provide training for those moving into higher management echelons.Among the steps which might be taken is the organization of special coursesby existing educational agencies iti the country. 1/
4.23 Of particular importance is the strengthening of the MarketingDepartment of the mill. With the elimination of the extreme shortage con-ditions, marketing functions become increasingly important in order to guidedecisions on product-mix and output levels. As mentioned in para 4.10, thereis urgent need for a detailed analysis of steel demand in the country and theundertaking of this work should be a priority for this department; provisionshould be made for adequate staffing for periodic revisions as part of theproduction planning process.
E. Proposed Expansion Project
4.24 In the first Five-Year Plan formulated by the Planning Commissionin 1973, steel requirements by 1977/78 were estimated at some 776,000 tons.In these circumstances BStMC requested assistance in undertaking a feasibil-ity study for a sponge iron plant of 400,000 tons capacity, based on ironore from India and local natural gas. An Indian consulting firm preparedthe study which was submitted in December 1974. The Corporation reviewedthe report and found that additional clarification was needed. Assistancehas been requested from UNDP to examine the matter further. Details on themain features of the report and on the further questions raised by BStMC aregiven in Annex VII.
4.25 In the light of actual demand conditions, there appears to belittle reason to pursue this matter at this time. However, the report doesoffer the possibility of export of sponge iron not used domestically. Giventhe characteristics of the proposal, in essence it represents an export of thenatural gas and electric energy resources of the country. There are severaltransport, market and technical difficulties affecting this proposal. It wasexpected that an energy study, undertaken by the Asian Development Bank, wouldhave considered this alternative but apparently these difficulties ruled outsuch consideration.
1/ For example, the Institute of Business Administration of Dacca Universityis conducting special courses in various aspects of management for publicsector corporations.
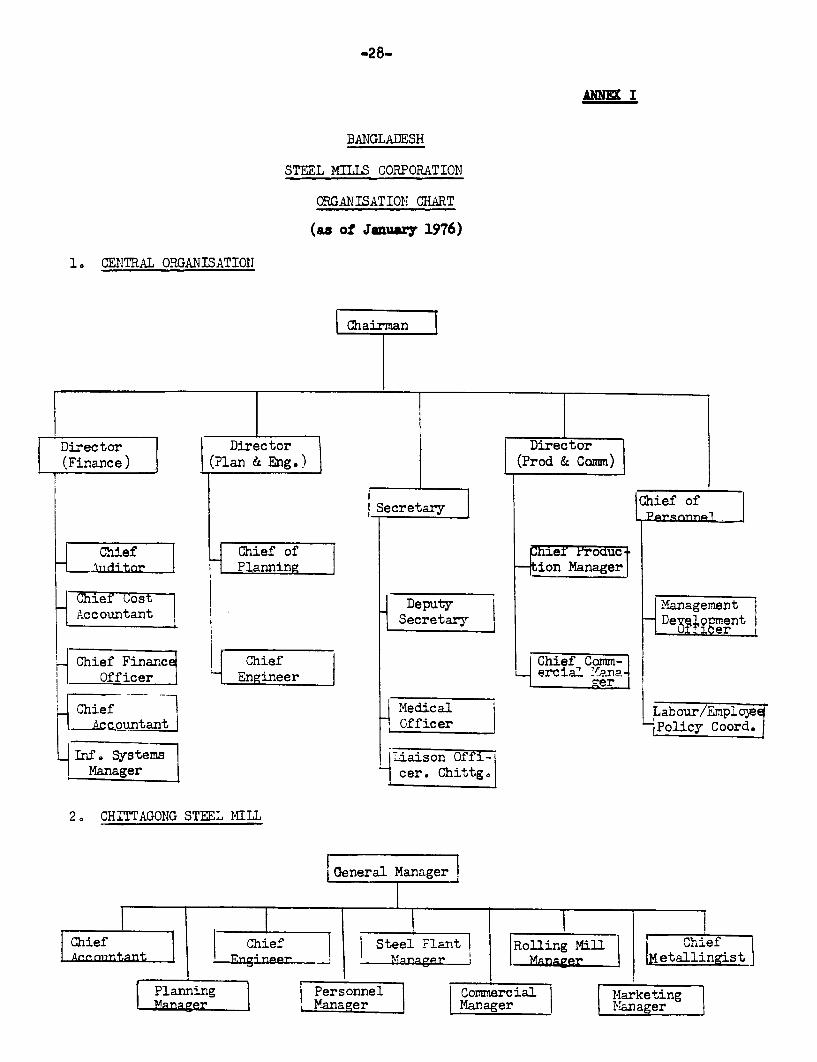
-28-
ANNEI I
BANGLADESH
STEEL MILLS CORPORATION
ORGANISATIOC CHART
(aa of January 1976)
1o CENITRAL ORGA.IISATIOII
Chairman
_ Director Director Director(Finance) (Plan & Eng.) (Prod & Comm)
Secretary Chief of
Chief |Chief of 3eTF-uc+Ali di tor Planning - 4 non Managerl
| Chief~Cost OS I | Deputy ManagementAccountant I | nISecretary De| opment
32 1iger
Chief Financ 4 if Chief Comm-Offi~erj 1En:ineerIi4 ca'n-
Chief Medical abour/Empioel Ac-ountant Officer Policy Coord.
Inf. Systems Liaison Offi-!Manager cer. Chittg0 |
20 CHITTAGONG STEEL MILL
General Manager
| Chief Steel Pla-nt | R|lling M l Ch7"ef
-; ngi Mnnngpr I MqAvr etalllingist]
Planning Personnel Con|ercial Marketingr Manager I 147f ager I I Manager

-29-ANNE[ II
FLOW DLAflA1 OF CHTTTAflNSTEEL M.IL PLANT
IE LTIC-s SNGQT-YP_D
FT 'OIHFU 'A
ROUID4AM -RUGAT8O~Htf~ BLAC6.SHEETS PLA7OE
t&iltT PIm s oo gsow"
55pmo 00R CjA5 wc.. rA- t
UtD- 5oRGiE-sft BLO-HfT LLLTE SAr ;i
OIWUMT.

-30- ~A III_
Page 1 of 2
PUBLIC SECTOR - STEEL PRODUCTS
BANGALADESH STEEL MILLS CORPORATION
ENTERPRISES, PRODUCTS, EMPLOYEES & SALES VALUE
Co Nave of Enterprise Loc. Products Number of Sales Value 1974/75No Employees Taka in Lacs % of
Total Sales
1 Chittagong Steel Mils Chittg. Billet, M.S. 3,520 2,570.23 49.5 %Limited Bar, B.P.
Sheet, MS PlateGP Sheet, C.G.I. Sheet, Angles
2. National Iron & Steel Chittg. M.S. Rod, Flat 160 553.59 10.7%Industries Bar, Baling hoops
etc.
3. G. M. Steels Ltd. Chittg. M.S Rod, Flat 244 200.39 3.8%3ar, AnglesChannel etc.
4. Prince Iron & Steel Ind., Dacca M.S. Rod 110 257.45 4.9%
v. Malik Re-rolling Mills Chittg. M.S Rods, Flat 111 114.73 2.2%Bars, Angles,Channels
6. Quraish: Steel Ltd. Khulna M.S Rod 100 211.25 4.1%
7. New Era Steel Mills Chittg. M.S Rod 159 205.77 4.0%
8. Dacca Steel lWorks, Ltd. Dacca M.S Rod 116 211.51 4.2p
9. Bengal Metal Industries Dacca M.S Rod 79 120.90 2.3%
10. Khulna Industrial a Khulna M.S Rod 94 103.02 2.0csTrading Corporation
11. East Bengal Trading & Ind. Chittg. M.S Rod 200 (EST)161.78 3.1%Corporation
12, Sino Bangladesh Industries ahittg. M.S Rod 55 16.09 0C3pforks
13. Riahman Metal Industries Dacca M.S 3Rod 188 134.19 2 5(e)
TOTAL FOR ROLLED STEEL PRODUCTS ENTERPRISES 5,136 4,860.90 93.6%
13. Rahman Metal Industries Aluminiums (see above) 12.17 0.2%'(b) (see above) Products

Page 2 Of 2
Co Name of Enterprise Loc. Products Number of Sales Value 1974/75No Employea Taka in Lacs % of
_________ Total Sales
14. Dacca AlIminizum Works Dacca Alnimnium 169 (EST)12.24 0.2%Products
15. Haradeo Glass, Aluminm Eanamel Works 1,017 (EST)19.21 0.2%Selecate 'Works Aluminium (EST)31.22 0.2%
lass (EST)51.59 0.2%
16. Mohammedi Iron & Steel Chittg. M.S Billet 250 113.41 2.3%Works Ingot Mould 7.54 2.3%
Steel Castings 0.63 2.3%
17. Husein Industries Chittg. Steel Pipe 41 9.11 0.2%
18. Quality Iron & Steel Co. Dacca Assorted IronCastings 55 1.79 0.1%
19. New Era Metal Industry Chittg Gal. Iron Buckets 98 13.10 0.5%Cast Iron Pans 8.72 0.5%Cast Iron Wdeights 0.69 0.5%Cast Iron Jalkati 0.91 0.5%
20. Prantic Trades Dacca Gal.Iron Buckets 122 1.49 0.3%Enamelware 12.12 0.3%Wire Nails 3.22 0.3%
21. Bangladesh Steel Dacca Hinges 70 30.95 o.6%Industries Wood Screws
Nuts & BoltsBolts
TOTAL FOUTNDRIS AND FABRICATION ENTERPRISES 1,822 330.11 6.4%
TOTAL - ALL STEEL CORPORATION ENTERPRISES 6,958 5,191.01 100.0%
Source: Bangladesh Steel Mills Corporation Monthly Performance Statement,June andOctober 1975.
Note 1. Where enterprises not taken over until 1975, sales value estimatedbased cn October 1975 information and denoted by (EST).

-32-
BAIGLADESH STEEL MILLS CORPORATIONRE-ROLL12iG MILLS
INSTALLBD CAPACITY ZND ACTUAL CAPABILITY
Efectiv.Enterprise Type of Item of Installed Capacitn ao3msnts
Mill Production Capacity 2 Shifts
22 Hours
National Iron & Semi- Bailing Hoops 16 g to 12,000 22,000Mechanised 20g/M.S. Rods 5.5 to 1 Shift
12mn
G M Steel Ltd. Manual M.S. Rods 6 to 50 mm 12,0O0 21,500 Old MachineryFlats-25-62m wide 1 Sift breakdown aboveAngles-18mm-75mm average
Prince Iron & Manual M.S. Rods-9 to 37mm 10,800 19,000Steel Industries Angles-25m to 50rm 1 Shift
Flats-18-50om wide
Malik Re-rolling Manual Rods-6 to 25mm 7,500 14,000Mills Angles-37-50mm 1 Shift
Quraishi Steel Semi- Rods-6 to 9mm dia. 18,000 24,000 Low skill in ope-Ltd. Mechanised 1 Shift rating autamatic
mill reduce capa-city
New Era Steel Manual Rods 6-25mm 18,000 18,000 Installed capac1t;Hdil Flats up to 50mm wide i Sift already band 2
Shift
Dacca Steel Works Semi- M.S. Rod -6 to 9mm 12,000 28,500 Reduced capacityMechanised 1-8hr to low skill in
Shift oper.auto. mill
Beng;l Metal Ind. Manual Rounds-9-15 mm dia. 3,600-1 6,500Flats 25mx6mm 8-hrphift
Khulna Industrial Manual MS Rods 6,000 10,500& Trading Corp. Flat bars 1-12hr.
Shif t
Sino Bangladesh 14anual M.S. Rods-9-25ma 1,500 2,500 Rolls cabbles &inds. lorks Flats-18mmO37Tm 1 Shift scrap mats. mai4
'ahman Metal Manual MS Rod-9-25,m 10,800 18,000Industries 1-eh4ifl
East Bengal Trading Manual M.S. Rods, Flats 12,000 22,000Ind. Corporation and Channel 1 Shift
TOTAL CAPACITIES 1214,200 206, fOTOTAL CAPACITY 1 SHIFT - 12 HOURS 12C,fOO
rer.er-l 3earks: 1) Yost 'ls -- cr to ir.ecr.r'-z -:r. -r Sh''t of '2 sours2) :f 2c i7e Ca.pac±ty based or Shi-t Korking - 22 holirs.

-33- AAEX V
PPT-iATE SECTOR - REROLLIIG _::LLS
PRO- J C: To:,, ill D ' L2 A(' . TJ- T v l '7 n
Rated C2Dacity,ConL a-ny Product Per '-car
(1 S.hi't)
C I:'?'r.'&r^: zo:E (tons)1. Sn:.,ladesh Steel ?.erolling LMlls 'O.. Rod, Flat Angles 23,600
and Secticns2. Bengal Stieel ;orks Limited Wire Rod 5.5rm dia. 15,000
(Ohitta-ong)3. General Ircn and Steel Co. (Ctg.) Ltd. M.S. Rod, Flat Angles 10,000
(Allccated tc Public Secto-)
L. 3an7ladesh 'Steel Limited Channels, Rounds, 18,C00(Ch1tta_c ng) Flats Angles
5. Sultania Iron ez Steel Irds. 4,500
DACCA Z^;.E6. Hun:a; aeroll r. :';lls & T ds. 4I.3. Rcd & Flats 4,800
rt'_. ('ac ca)7. VYS Tig;^-r .Yire Rod Rerollinc Wire Rcd 5.5 o.: dia. 10,000
:'I;ls _td. (Dacca). RhimSt _teel Rerolling, 'L-lis -'d. IS. Rcd 3,30C
9. C1-dL Corzercial Cor-ooration .S. Rod l,41C010. .ational Found-ry & Engr. Tlcr'ks i.S. Rod, Kat h,0oo!I . Rcllie-- Pi`lls ;'.3. Rourds L.,200
12. Te4ganr Rerlolir.; -;ills Ltd. .S. Rod & Flat L,40013. Dacca Rerol Ing !ills Ltd. M. . -Rod & Flat 5,50014. . 11Maj Al.ed A'i Steel I. S. F'od 10,000
?.erol -- g . ills15. Azad .er-oil-ig 1-ills Ltd. ;!. 6. Rod L,Loo
,E ,jT|;A ZO'M,E
16. Bangladesh 3teel Rerolling :,ills Rods, Angles,. Tubes, 21,000Ltd. (Kaulna) Channel
17. lOul-a Steel Structural Ltd. 6,COC
TOTAL~ rR77. RO7 R MRLTT CA-PACITY (I Shift)
A'::Z - rODUC::o:: ' 22,540
AWA:B TC A , ^r AC T'M'T A'Z:O:;

- 34 -
ANNEX VIPage 1 of 3
Principal Public Sector Consumers of Steel
Bangladesh Engineering and Shipbuilding Corporation (BESC)
1. BESC is the major user of steel amongst the nationalized indus-tries, who are the largest purchasers of domestically produced steel. TheCorporation controls 37 enterprises and employs approximately 7,500, andin 1974/75 had total sales of Tk 390 million (US$26.6 million) with a pre-tax profit of Tk 45 million equal to 11% profit on sales. The products ofthis Corporation may be broadly grouped under eight categories and these areshown together with the 1974/75 sales value below:
PercentageSales in Tk million of Total Sales
Road Transport Vehicles 91.9 24%Water Transport Vehicles 76.3 19Agricultural Implements 92.1 24Industrial Packaging, Processing 35.4 9Processing Equipment and Other Tools 2.1 1Power Gas and Water Distribution 25.6 7Mass Communication Media 3.5 1Household and Office Equipment 12.5 3Others 51.1 12
TOTAL SALES 390.5 100
2. The major part of BESC steel requirements are for flat productsand in 1975/76 these are expected to be 93% of their total steel consumptionof 14,900 tons. In 1974/75 they were the Chittagong Steel Mills' major customerfor products other than billets, taking 4,420 tons of mild steel plates.
3. Many of the enterprises have been facing serious liquidity problemsdue to the high level of liabilities to banks and foreign loans establishedprior to independence by non-Bengali owners. In addition, working capital hasbeen short due to blockage of large amounts of money to the trade debtors;some enterprises have also had marketing problems where total demand was low,items such as decorated cans, drums, jute looms, etc. Despite these problemssteady progress is being made in sectors such as water transport vessels,centrifugal pumps, wire cable.
4. The Corporation, at the request of the mission, prepared an estimateof its future steel requirements and this is shown in summarized form below:

- 35 -
ANNEX VIPage 2 of 3
1975/76 1976/77 1977/78 1978/79 1979/80
Plates & Sheets 13,825 15,300 20,040 24,500 30,000Rods, Angles & Sections 430 435 1,140 1,700 2,400Tubes 50 50 55 55 60Wire 600 600 1,200 1,550 1,800
Total Steel (Excluding 14,905 16,775 22,435 27,805 34,260Pig Iron)
The growth in consumption assumes a 23% per year compound growth rate, bycomparison with the 9% increase in sales from 1973/74 to the 1974/75 period.
Roads and Highways
5. Almost 100% of the steel used by the Roads and Highways Directorate,is in the form of reinforcing rods; in the 1974/75 period 10,900 tons wassupplied from domestic re-rolling mills. The main use of reinforcing rods isfor bridge and culvert construction rather than for road making becauseconstruction cost for concrete roads is higher than for flexible roads, by anamount in excess of the discounted saving on road maintenance costs forconcrete roads.
6. According to the World Bank report on Bangladesh Transport (November1974), the usage of steel reinforcing in culverts and bridges was of thefollowing order.
Steel Usage per Unit
Culverts 7.3 ton of steel per culvertMedium bridges 40 to 205 tons per bridge (100 average)Major bridges 477 tons per bridge
In any future projections of steel usage in the roads and highways sectorthe key factor will be establishing forecasts of bridges and culvert construc-tion. The Deputy Engineer considered that fewer bridges would be builtin 1975/76 than in the previous financial year.
Railways
7. In the period after independence a considerable amount of railwas imported under a Canadian aid program but since then very little has beenimported. For example in 1973/74, 20,900 tons of rail were imported butin 1974/75 only 8 tons. The only major demand in the future is expected to befor repair work. About 500 tons of steel plate were provided by CSM inthe 1974/75 period and this was used for repair work on railway trucks. Thefuture demand was expected to remain steady.
- 36 -
ANNEX VIPage 3 of 3
Agricultural Inputs
8. In 1974/75, just under 2,800 tons of steel was purchased fromBStMC by the Bangladesh Agricultural Inputs Development Corporation. Themajor part of this steel was in the form of mild steel plate and this was usedfor the building of 48 fuel storage tanks and for base plates for trolleywheels for pump units. It is considered by the Chief Engineer that additionalfuel storage tanks will be built in 1975/76 and that its total steel demandwill remain about the same.

- 37 -
ANNEX VIIPage 1 of 2
Proposal for a Sponge Iron Project
1. In anticipation of an annual requirement of steel of 776,000 tonsin Bangladesh by 1977/78, as estimated in the original Five Year Plan pre-pared by the Planning Commission, the Bangladesh Steel Mills Corporationsought to meet the shortfall between demand and a capacity for steel makingof only 250,000 tons of steel ingots per year. Therefore in the AnnualDevelopment Program for 1974/75 provision was made for conducting a feasi-bility study for the setting up of a Sponge Iron Plant based on Indian ore andlocal natural gas. An Indian Government owned consulting firm conducted thisfeasibility study and submitted its final report in December 1974.
2. The consultants suggested that a Sponge Iron Plant producing 400,000tons of sponge iron could be built for Tk 776 million (US$97 million) ora Sponge Iron and Steel Complex producing 403,000 tons of billets for Tk1,733 million (US$216 million). The HYL reduction process was proposed forreduction of the iron ore and the site suggested was Madanganj, with theIndian port of Haldia being used for shipment of iron ore and raw materialsand receipt of exported sponge iron from Bangladesh. It was proposed thatof the 400,000 ton output of the Sponge Iron Plant, 53,000 tons should beexported to India, 66,000 tons would go to CSM for use in open hearth fur-naces and the remaining 281,000 tons of Sponge Iron would be converted intosteel by electric furnaces in the proposed new steel complex.
3. Bangladesh Steel Mills Corporation management has studied thereport and noted the following advantages of the gaseous direcr reductionmethod:
- The method uses an available domestic resource, i.e.natural gas.
- The process is economical for plant sizes of 400,000tons, whereas the blast furnace process is not gen-erally economic unless plant size is of the order ofseveral million tons.
- Good metallurgical coke which is used in the blastfurnace is becoming scarcer and the price is rapidlyincreasing.
- Import of raw material is small in this process.
4. However, there are disadvantages which have been noted, particu-larly the effect of recent increases in electricity charges which couldmake electric furnace operation costly. In addition, the BStMC management isnot satisfied that all factors have been taken into account in location ofsite, method of transport and the reduction process. Because of the foregoingand the fact that the Indian Government financial study was undertaken byconsultants who did not have any previous experience of sponge iron plants

- 38 -
ANNEX VIIPage 2 of 2
in India, the BStMC management considered that the feasibility study neededfurther evaluation by experts (independent consultants) of internationalrepute. As a result of this conclusion, this further evaluation has beenincluded in the technical assistance program currently being evaluated by theUnited Nations Development Programme.
5. Calculations of steel consumption in Bangladesh made by the missionindicate that in 1977/78 this could be around 175,000 tons of finished steel;allowing for steel that cannot be produced domestically (e.g. tinned plate,rails, etc.) this would drop to 130,000 tons, which is equivalent to about178,000 tons of crude steel input. This is far less than the 776,000 tonsper year requirement on which the sponge steel project was based. Thisemphasizes even more the need for a detailed steel market survey on whichto base a coordinated growth plan for the steel industry, as suggested inthis report.

TABLE 1 -39- STATISTICAL APENDIX
CHITTAGONG ST'EL MILL
PIDUCTION AND CAPACITT UTILIZATION
(thousand tons)
Production
Installed 1969-70 1972-73 1973-74 1974-75 1975-76/bCapacity /a (cqpacity utilisation shown in brackets)
1. MELTING am
Crude Steel Ingots 250.0 54.1 68.0 73.7 76.4 103.0(22%) (27%) (30%) (31%) (141%)
2. INGOTf iOLLIG PLNT
Blooing mll 1146.0 50.5 48.2 46.2 56.7 79.0(35%) (33%) (32%) (39%) (54%)
Heavy Plate Mill 57.0 - 6.2 8.9 6.8 __ (11%) (16%) (12%) _
Sub-total 203.0 50.5 54.4 55.0 63.5 79.0(25%) (27%) (27%) (32%) (39%)
3. FOLLOW-UP ROLLING PLAFI
Bar and Billet M1i1 55.0 23.8 27.9 31.5 39.6 53.0(43%) (51%) (57%) (72%) (96%)
Sheet and Thin Plate Mll 60.0 12.5 11.6 8.2 8.6 8.0(21%) (19%) (14%) (14%) (13%)
Sub-total 115.0 36.3 39.6 39.7 48.2 61.0(32%) (34%) (34%) (42%) (53%)
4. GALVANIZING SHOP
Galvanised Plate and 60.0 7.3 6.9 4.7 4.1 8.0Corrugated Gal. Sheet (12%) (11%) (8%) (7%) (13%)
Source: BStIC; details my not add to totals due to rounding.
/a Designed capacity using thre, shifts./b Eatimated from 8 months' data, July through February.

TAB1L 2 Statistica1 A pendix
C,iITT.ACO;;G STELL :;-LL
2T sALrES A:MD 5'OC4 I T 'iC 'T': 3BY PRODUCT 'YPE
ET S ALS (2TJ '' P: ; ETRIC T0os!)
Itrn. 1972/73 1973/74 197b/75 1975/76Estimate based
On JUl7-OCtSR1es
1. Billet - 50mn, 857u, 26,121 30,702 31,175 14,0071 1 Otn square
2. An7les 221 209 111
3. 'I.S. Ear, 12.7mn to 10,495 3,592 2,353 1,60550.3mr. i a.
). D.P. Sneet 16 to 30 SING. 2,088 1,532 118 117
5. Th-in Plate (3 to 6rw)) 8,06o 5,256 9,308 4,689Heavry Plate )6rn'n to 25mm.
O. Gal. Plain Sheet hO0 137 13
7. Corrugated G.I. Sheet 0,325 2,295 2,16h 3,12P
8. Sheet Zar 379 9
TOTAL :-T SA-LES (;¢T7TC O'IS) 51i,432 47,825 45,3L9 53,657
?IflIS;4D STOCK (CqjLTT:: T : METRIC TO,S)' - r r, OF V: __
It .1972/73 1973/7L 197,/75 October 1975
1. Billets _ ".S. Rod 5,307 .1,030 10,812 13,3C3
2. Angle 315 31 3-72 337
,. Thin & Meavy Plate 3,22L 5,715 7,903 6,399
4. G.P. S; eet and CGI Sheets 4.53 2,776 3,332 6,6K7
TOT J. r, 5TO * 9,.99 12,552 22,459 2
Sour~ce: 7 dad.s?s:c Steel 'Mills C:r-oration.Perfc-mrnce StRterer.t Ju-.e 1E*75 COe. 1575

-41-
TABLE 3 Statistical Appendix
CHI'TAGONG9 STREL 141ThL
REQUIMEIIT OF SPAPRE PARTS AjRD C0I'SUIA13LS
Taka US$(millions) (Thousands)
1. Mlelting Shop 10.0 680.2
2. Oxygen Shop 3.5 238.1
3. '9lcination Shop 1.5 1020
4. Blooming Ni1Ja 15.0 1020.4
5. Bar Mi 1 10.0 680.2
6. Sheet Mill 15.0 102c.4
7. Galvanising Siop 10.0 680.2
8. Heavy Plate 5.0 340.1
9. Machire, Castirg- 68.0Forging, PatternShop 1.0
10. ½rial Handling 272.1& Auto ;Repair 4.0
11. 31ectrical Instru- 1020.4ment & O.H. Crane 15.0
12. Water supply 1.5 102.0
13. Rolls & Tools 15.0 1020.4
14. Common Use 9L5 918.14
120.0 8,162i,9

Statistical AyDqRW4±
CHI'TAGONG STEEL MILL
AINALYSIS OF REASONS FOiR LOST PRlODUCTIONI TIME
1, PERC'ENTAGkE DELAY TIME
Melting Mlooming Billet Sheet & Heavy Galvanising SubTotal TotalShop Mill & Bar Plate Plate Shop All Rolling All
Mill MilU Mill Mills PlantsPlercentage of TotalWorking Hours spent 23 47% 37% 3h5 45% 32% 4hO% 32%on delays. 1974/75
Source. Jhittagong Steel M4ills Limited Information.
2. * ALYSIS OF fEASON4S FOR DELAY (1974/75)
Machinery 6 6 5 0 %h%Ls iDrea-kdown 76> 53% 36, 35V 70% 9% 5z 44%
Shortage ofRaw Materials 2% 32% 34% - 76% 20% 27%
Strike 12% 9% 11% 12% 11% 10% 11p 11%
Power Failure 1% 1% 1% 1% 2% - 1% 1%
Others (Roll Change, 11% 35% 20% 18% 17% 5% 23% 17%etc.)
TOTAL 1o0o 100% 100% lOO1 100% 100% 100% 100%
Source: Performance Statemnent - Chittagong Steel Mills. June 1975
m3
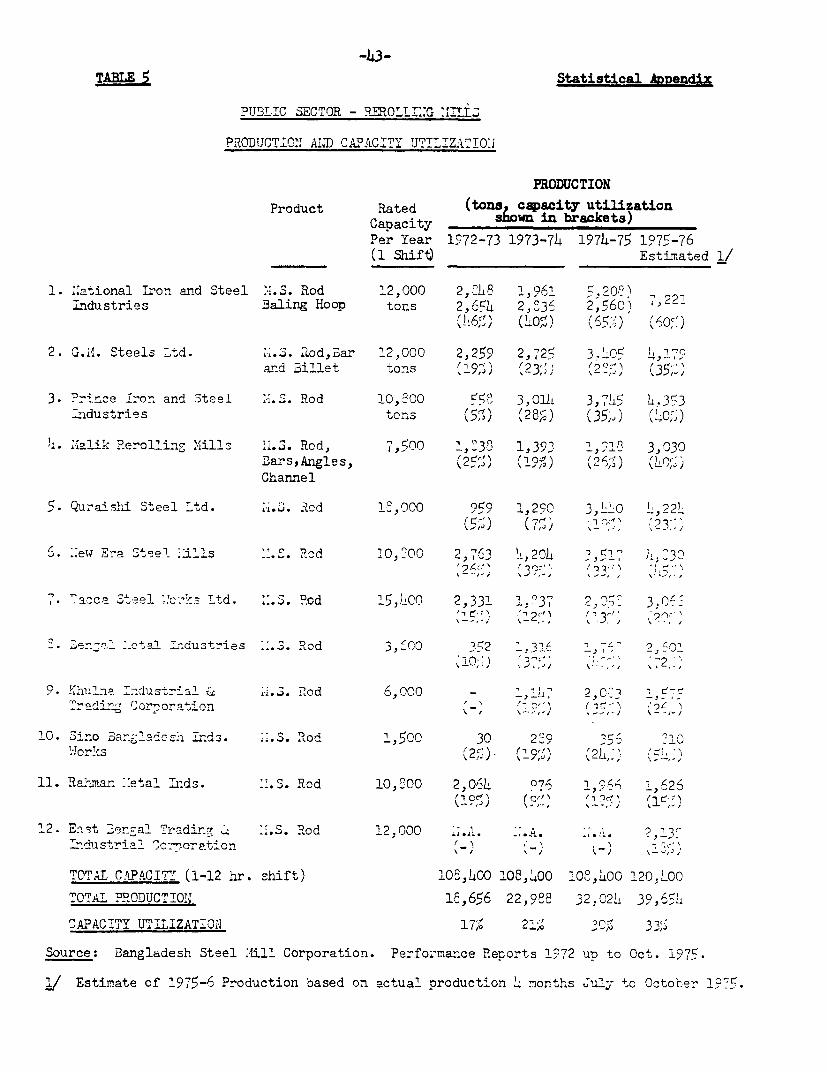
-43-
TABLE-5 Statistical Appendix
PUBLIC SECTOR - ?-RMOLI :G ,11,iL
PRODUCTION AuTD CAPAC TY UT T ZkrTO'.
PRODUCTION
Product Rated (tony capacity utilizationCaDacity s;0own in brackets)Per Year 1572-73 1973-74 1974-75 1975-76(1 Shift) Estimated 1/
1. -ational Iron and Steel I.S. Rod 12,000 2,-L8 1, 096( - 722Industries Baling Hoop tons 2,65h 2,Z36 2,560) 7222
!6, (40t Oc-: (0'r
2. G.i1. Steels Ltd. S.3. Zod,Lar 12,000 2,259 2,725 3. 05 !,, 17cand Billet tons (19<) '23< (22<) (35:2.
3. Fri-ce iron and Steel H._. Rod 10,^00 55 3,01i 3,7!45 L.353Industries tons (5,) (22<) (35>4) (0,0)
-;. Lali' Herolling .Iillz i 11.3. Rod, 7,500 1,230 1,39I3 9 ,?l 3,C30Dars,Angles, (25<) /1'I) (9<,) (L22)Channel
5. Quraishi. Steel Ltd. ei. . .od if, 00 99o 1,290 3,' lO2_
St 9 e 1 1 ls S. acd 0,- (7SJ) 1 93;o
J. ;ew Era 2tee .ills .". d 10,'-00 2,763 !,204 3,51 i,^3'
'TC-,-!--~~~~~~~~~~~~~~~~~~~~~~ T_d S. 7vo J ,5 , L, \.W ,
7'. aoca Steel 'c-.- td. S Rod l5,LCO 2,331 1,237 2 .O5 3,
lez1 Kl Letal -n.dustries ..S. Rod 3,'00 3-2 1,316 _ WV :
9. -K.Hulna industrial L i.3. 7.od 6,000 - 1,27 2,02 3 -z-ad7it Cor-orat-n I' '..)X \K
10. Sino Ban:-ladcsI 7ds. ".S. S.od 1,500 30 29 -56 ,10W,^orks (. 2, )- (19,') (2L,, :) (,'
11. Ra.Lna. ::eta' Inds. .S. Rcd 10,000 2,06L 07' 1I964 1 25
12. Es.st _en_-al 0 adirn7 < :1.S. Rod 12,000 Z.1:. A. -.. 9,13)indust_rial ,c-oration (-) -,
TOTAL CAPACITY (1-12 hr. shift) 1O,400 108,400 102,400 120, L00
TOTAL FRODUCTIOL 12,656 22,922 32,024 39,6-51
CAPACITY UTILIZATION 17< 2-% 30% 33,
Source: Bangladesh Steel ;'ill Corporation. Perfozmnance Reports 1072 up to Oct. 1975.
'/ Estimate of 1975-6 Production based on actual production 4 months 'uly- to October 19C1.

TABIE 6 Statistical ApDeneil
.4PORT3 OF PRIMARY IR D SAiD TEEL GOODS
BA.GLADESH 1973/4 .L.D 197h/5
S.l.T.C. July 1973 to July 1974 to Average of.;umber Description of Iaterials June 1974 June 1975 1973 to 1975
Tons Tons --s
6-. 71 Pig Tron, Steel Pcowder & Shot 25,920 193,113 109,516
672 Lngots, billets and blanks 30,864 12,905 21,884673.1 Steel or Iron W4ire Rod 657 1,699 1,178673.2 Bars and other Rods
(-ei-forcing etc.) 802 4,257 2,829673.4 Angles, Shapes & Sections 763 94 429
(excluding bils) o-er 80mm, andsheet piling
673.5 Angles, Shanes & Secticns,under 80mm. 01 104 98
67U.l Plates and 3heets uncoated over 26,985 32,666 29,2264.75mm thick and Galvanized Plainand Corrugated sheets
'-7L.2 Plates and Sheet uncoated 3mm toL.75=- thick 2,343 984 1,664
674.3 Plates and Sheet uncoated less 50 40 L5than 3mm thick
67L.7 Tinned Plate and Sheet 9,510 3,53° 4,52h61L.3 Plates & sheets coated less thar. 136 16 76
3mm thick675.0 loop and Strip 500mm wide & under 795 1,379 1,0 7676.1 Rails of Iron or steel 20-932 2 10 17
676.2 Sleepers & other railway material - 18 9677.0 Iron & steel wire (excl. wire 1,906 1,429 1,666
rod)573.1 -ubes & pipes of cast iron 39 249 LLh673.2 Seamless tubes I1 - Li672.3 Tubes, welded, clinched or riveted 1,586 L,3?8 3,2L67I.L igh P-essure Hlydro Electric J.iLL ;IL678.5 Conduit678.5 Tube and pi-p fittings of iron 363 1,555 959
& steel679 Lron and steel castings & forgings 17h 128J 151
in rough state
TOTAL l1OMiAGE 'ICLLfDI.G P_G iRO0NT 123,997 259,6 V80 191,3
TOTAL .ALUE (Millions of Taka) 226.h 397.4 312.0
TOTAL TO-4AGE =CLUDJ:7G PPI RGOiT 2-.jO 76,567 2-2,32L.OTAL VATT ( l lions of Taka) 206. L 266.2 329.2
T:ATU- PER TO! (Taka per ton) 210O' Taka 3999 Taka 3999 :a.Y-

-45TALE 7. Statistical Anpendix
iMPORT Cr MM'OEr .AiD STEEL PRODUCTS
3ANGLZDEZI 1973/4 fiD 1M7L/5
SI:-LE SEI'T FI:.ISHED .4ATD F ISHM) PRODUCTZ
,TC July 1973 to July 1974 to Average ofaiuber Description of Products June 197h June 1975 1973 to 75
-Ions Tons Tons
691 Steel Doors and Windows - -Other finished structural 10,637 6,661 Q,649oart s
693.1 Wire cables, rones, bands & 119 O 4
r3.2 barbed ",Wire 25 9 17693.3 Fencin&, nettiirx, gull of wire 7 o1 3)h' -3.. Exmarded r.etal 2
69-L!.l '.^ils, tacks, staplos, spikes 20L7 19 197'-Th.2 ..uts. -bolts, screws, rivets,. '.77 112 295
f^ s'hr s
'¢95.1 l.fnd tools of a k4-nd mainla 30 1usea ln agricuture co.or st r
?5.2 Ot.er tooz for use in the hand 1 53 5 3or in macz.ine e.g. p -iers,cuttinz tools
C.,. . colde-l4- -.eld-E rods 25 -4
'o, . ' .ti+.-tclceS of iron or steel in , 3rrou:n Fi:tte e.r. nan hole covers
I_miT rNo -- 1 n ~ tn ~ nT ~r 47 v r ~ nT ' 20X w C _ z t , rO
rAL .,.Jr ,iZ 1OI Z O: r ,, 3 ?l.
T-:~? 123 ?.- tm^,- P?~ODLT C2 !! 33 n -
,92 1 Tan_,_, -at_, r_-Servcirs,
ePcedairc WO0 1 i'res
',2.2 laskz, drIrns, bo:-es, cases .. . 1CC. 76i^22.3 Comnressed s syliers .5 1r 33
7. ''Z.1 . _cnest'icz s-,koilcrs, coolers, -
.. _1_ .. .T 20 _. -_ _
-. 2 c -'t ^ 1 -il s 2'.? '|:- .:cu-c_C eCu'-hent of ;
-as n. tal

-46--46-
TRt= 7 (conxtd) -Statistical AppeniTB 7 (conxtd) Statistical ADerxLix
_; .- TE IT7A TE F;_ .Tj: 7lR=':C CTS ; ,Tj3
_.~~~~~.T. ^. T~~~~~~~~~~ul-,- nr3to lilL,, 1974 to L.e -ea=,e ofiiu4.r~.T.^3escrnotlon of .:aterials 'Junfi' $3t l55l9 to-',973. o &f
.iumnter 3escrintion of .;aterials 7o c^7S mXt e 1 9 '75 'IT>t_3 to 19,75
,r^ cT F, :sx,-l7!s ware 5~-v'_Q
Z ,r, ,rJ ) @ s2+ 2Nr tgorsp5strong- -I ' 1 5 1
O R,..vElEs eCst-or.g boxes
<,r.a3 r: owr;C,.CC+ ,a'v 1225?rsv;19` .t<a 3 -,!rch9r_n, 9;?Wip, 62 '122 2eN5?' 3 3 ,I
.69 P4$ *> n-ci.v.<og^.t£4 2eN ' 33zf, ts X-kta fB.q tenaNs, d;m-rI.9+al
c 1 Xinr,: s fc-- t-ra-.el n,c^ds I 1&2 '53 :)3
tS . SrXrn ns ^-.d ' 7a-r ,f 9-3_ -ATn-' Ar _'mAp p F:.-- !e -- 00-. 711 _ -,
r-O m,T _ _ _ - 0H~~ ? 5
~ ,E I- > ,. _- _ 2 0 ?5 2 22. 7 _2_ A LTE PER r2 r * _20 15 2__22__12

TABLE 8 Statistical Appendix
IMPORT OF COIPLEX IRON AND STEEL PRODUCTS
BANGLADESH 1973/4 and 1974/5
SITC COMPLEX PRODUCTS July 1973/ July 1974/June 1974 June 1975Million Million
Taka Taka
733,1 Bicycles 5.027 1.902733.1 Parts for Bicycles 8.827 14.918733.3 Trailers not motorised 1.298 2.120715.1 Machine Tools for working metal 5.087 4.656715.2 Metalworking Machinery other than M/C tools 2.028 1.954719.5 Machine Tools for Working Wood & Plastics NIL 0o049719.2 Manufacture of pumps for liquid 34.914 314381719.2 Centrifriges 0.541 3.016719.3 Lifting and Loading Machines 24.406 20.312719.9 Transmission shafts, cranks, pullets 1.338 1.303718.4 Construction Machinery 11.423 15.643711.5 Spares per above 1.C engines 25,957 72.599712.1 Agricultural machinery and Implements for 10.846 1.567
preparing and cultivating soil732.2 Buses 15.261 1,905723.3 Lorries and Trucks 12.542 9.5114732.7 Truck charsis with engine mounted 63AL66 17.912732.8 Charsis frame and spare parts for motor 34.940 33,760
vehicles731.6 Railways - freight maintenance cars 106.084 1.668731.7 Spares for locomotives & railway stock 6.584 18.193
TOTAL VALUE COMPLEX PRODUCTS 388.654 324.870
ESTflATED VALUE PER TON TAKA PER TON 14,376 25,925
ESTIMATED TOTAL TONNAGE COMPLEX PRODUCTS 27,035 12,531
Source: Bangladesh Bureau of Statistics

-48-
TAELE 9 Statistical Appendix
BANGLADESH STEEL MILLS CORPORATIONRE-ROLIIG MNfL E* -RPRISES
SiLS AvD PROFITS 1972 to 1975
(in lac, taka l and percentages)
As per Accounts As per Accounts As 7er 7ccounts19,2-73 1973-74 1974-7
bales Net/FroZit/Loses Sales Net Profit/Loss Sales Net Profit/Loss
National Iron & Steel 115.20 25.76 198.30 13.76 553.6 50-15Industries (22.36%) (7.27d) (90°5%)
G M Steels Limited 53.20 5.54 92.80 13.48 200.4 8.06(10.41) (14,52) (4.0%)
Prince Iron & Steel 14.70 1,23 118.60 6.26 257.4 15,00Industries (8.37) (5.28) (5.80)
Malik Re-Rolling Mills 34.9 (-) 3.50 66.4 12.82 114.7 3.00- (10,03) (19,31) (2,60)
^*uaraishi Steel Ltd. 37,0 2.08 65,7 (-) 0.23 211.3 4031(5.62) - (0,35) (2.04)
N.'ew Era Still Mills 97.7 (-) 1.04 191.2 38,13 205,8 34.87- (1.06) (19.94) (16.94)
Decc, Steel '^;orks 37.0 2.0i 136,6 30039 211,5 25.00(5.43) (22,24) (11.80)
Bengal Metal Indus- 3.4 (-) 1,95 62,9 12,92 120,9 2,50tires - (57.35) (20,54) (,70I)
Khulnq Industrial & Closed (-) 0.86 37.6 1,19 103,0 5.20Trqding .orporation (3,16) (5005)
Sino Bangladesh Inds. 005 (-) 0.78 11.6 0,29 16.1 0,504ETorks (2,50) (3o10)
Rahman Metal 58.0 (-) 3.80 67,0 2,78 146,3 14,20Industries - (6.55) (4.15) (9.71)
East Bengal TradingIndustries Corp. lA A. N.A. U .- .i r - 7 o01
Total Sales-Yet Profit 451.6 24.69 103907 131139 2141,0 155.78Iet Profit on Sales (5 5,5) (13.6,) (7, 2-)
Sales QuantitY m(Tons) 21,047 24,895 21,451
Revenue per Ton 2146 taka 4176 taka 6807 taica
Source: BStMC
A/ 1 lac - 100,000

- 49 -
PART II: PULP AND PAPER INDUSTRY
CHAPTER I. HISTORICAL BACKGROUND AND CURRENT STATISTICS
1.1 The pulp and paper industry in Bangladesh was conceived with theintention of supplying the integrated East and West Pakistan market. TheKarnaphuli Paper Mill (KPM) capable of producing printing and writing papers,began operation in 1953. This was followed by Khulna Newsprint Mill (KNM)in 1959 and the North Bengal Paper Mill (NBPM) whose construction was completedin 1970; the latter, however, was not able to initiate trial productionuntil 1973. The Sylhet Pulp and Paper Mill began its trial runs in 1975although construction began in 1970. 1/
1.2 Domestic consumption is less than 25% of installed capacity ofnewsprint and between 30% and 40% of that of printing and writing paper. Theloss of the West Pakistan market which took between 50% and 60% of pre-indepen-dence paper production has been a serious blow to the industry. While thisloss was partially made up through exports to other countries during theperiod of world-wide pulp and paper shortages in 1972 through early 1974,the following slow-down in economic activity and the resultant decrease indemand for paper (both domestic and export) has resulted in a rapidly worsen-ing sales situation.2/
1.3 While the disturbed conditions immediately preceding and followingthe independence of Bangladesh had some adverse effects on the industry, thesewere not nearly so serious as those in some other activities. The two oldermills continued in operation and there was no large scale departure of trainedpersonnel. In the case of NBPM which was commissioned shortly before fightingbroke out, production did not truly get under way until 1973. The majorproblems here were caused by the departure of the expatriate start-up crewin 1971 and the effects of the mill standing idle for two years. Sinceactual start-up in 1973, capacity utilization has been very low, but thishas been due primarily to causes outside the control of the mill management.
1.4 These four mills provide the country the following annual productivecapacity:
Market paper pulp 30,000 tons (SPPM)Market dissolving pulp 3,000 tons 31Newsprint and mechanical
printing paper 50,000 tons (KNM)Printing and writing paper
(including simplex board) 48,000 tons (KPM and NBPM)
1/ Details on the technical characteristics and construction of thesefour mills are given in Annex I.
2/ A new trade agreement signed with Pakistan in May 1976 provides somehope of re-entering that market; reportedly, Pakistan will purchase $1.5million of writing papers.
3/ Produced at Karnaphuli in addition to the pulp for its own paper produc-tion.

- 50 -
There are also four smaller mills providing limited quantities of Kraftwrapping paper, paperboard, hard board and particle board.
1.5 All four large mills are now publicly owned under the control ofthe Bangladesh Paper and Board Corporation (BPBC). KPM was built and operatedby the Pakistan Industrial Development Corporation (PIDC), with financialassistance from the World Bank. In 1959 it was sold to private interests, andafter independence it was nationalized as "abandoned property". KNM was alsobuilt by PIDC and has always been in the public sector. NBPM was built underthe East Pakistan Industrial Development Corporation. The concept for SPPMoriginated in the East Pakistan Forest Industries Development Corporation(EPFIDC); it was taken over by the Bangladesh Forest Industries DevelopmentCorporation (BFIDC) after independence which completed its construction. Themill is being transferred to BPBC. 1/
1.6 The production-market situation for all paper grades since indepen-dence is summarized in the following table (in thousand tons):
Production Domestic Export SurplusSales Sales
1972-73 50.3 32.7 16.3 1.31973-74 50.2 35.0 11.6 3.61974-75 57.6 28.3 8.7 20.61975-76 eight months) 30.2 19.2 4.3 6.7
Source: See Statistical Appendix, Table 1.
It is apparent that inventories of finished paper have been increasing atan alarming rate, particularly since mid-1974, in spite of the fact thatproduction has been consistently below 60% of rated capacity.
1.7 Annual per capita consumption of paper and paperboard productsin Bangladesh is one of the lowest in the world, being of the order of 0.52 kgin 1974/75. This consumption was made up approximately as follows:
Newsprint 0.12 kgPrintings and writings 0.26 kgPaperboard 0.10 kgOthers 0.04 kg
Source: See Statistical Appendix, Table 1.
1/ In July 1976, BPBC was merged with two other corporations, the BangladeshTanning Corporation and the Bangladesh Fertilizer, Chemicals and Pharma-ceutical Corporation, to create the Bangladesh Chemical Industries Corpo-ration (BCIC).

- 51 -
Imports, mainly paperboard, accounted for about 0.12 kg or close to 25% ofthis consumption.
1.8 Given the limited data available, it is difficult to give anymeaningful projections of future domestic consumption. It seems likely thatin the short term (to 1980) no significant increase in paper consumption willoccur. In fact it appears desirable to minimize domestic consumption of allthe grades produced within the country for which potentially good export mar-kets exist. In the long term, if consumption were to keep pace with popula-tion increase (2.8% per annum) it could rise from the present level ofbetween 30 and 40,000 tons/annum to about 80,000 tons/annum at the turnof the century.
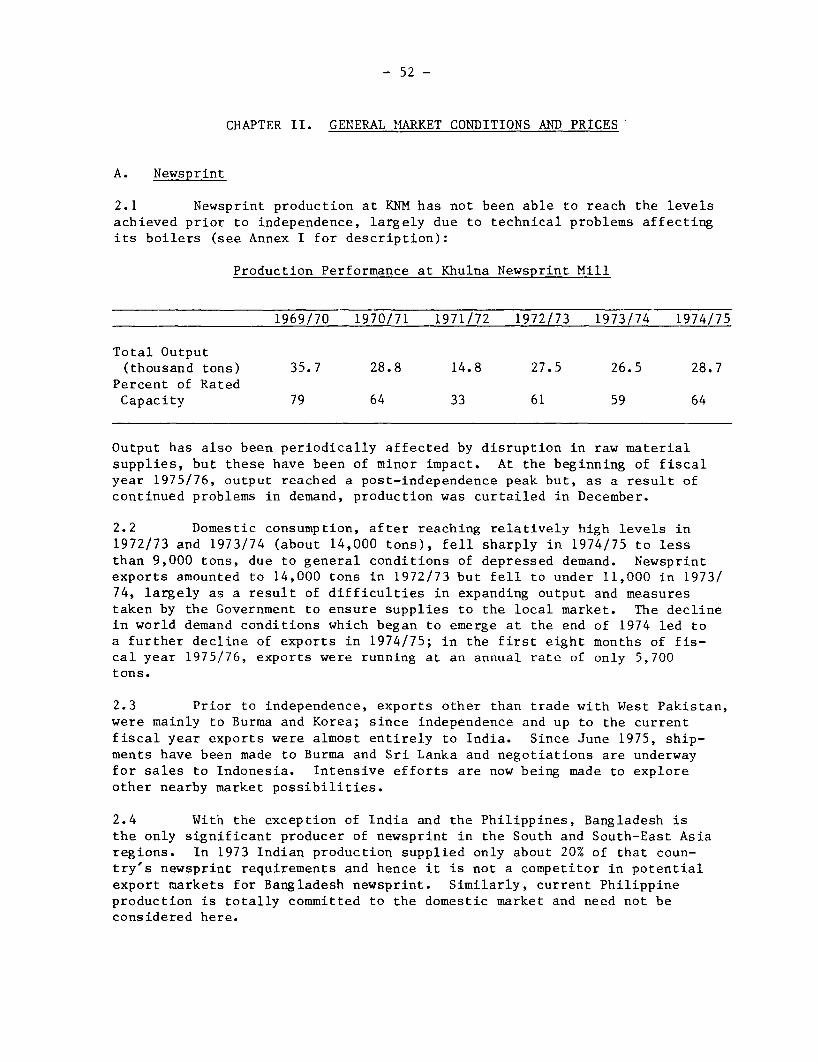
- 52 -
CHAPTER II. GENERAL MARKET CONDITIONS AND PRICES
A. Newsprint
2.1 Newsprint production at KNM has not been able to reach the levelsachieved prior to independence, largely due to technical problems affectingits boilers (see Annex I for description):
Production Performance at Khulna Newsprint Mill
1969/70 1970/71 1971/72 1972/73 1973/74 1974/75
Total Output(thousand tons) 35.7 28.8 14.8 27.5 26.5 28.7
Percent of RatedCapacity 79 64 33 61 59 64
Output has also been periodically affected by disruption in raw materialsupplies, but these have been of minor impact. At the beginning of fiscalyear 1975/76, output reached a post-independence peak but, as a result ofcontinued problems in demand, production was curtailed in December.
2.2 Domestic consumption, after reaching relatively high levels in1972/73 and 1973/74 (about 14,000 tons), fell sharply in 1974/75 to lessthan 9,000 tons, due to general conditions of depressed demand. Newsprintexports amounted to 14,000 tons in 1972/73 but fell to under 11,000 in 1973/74, largely as a result of difficulties in expanding output and measurestaken by the Government to ensure supplies to the local market. The declinein world demand conditions which began to emerge at the end of 1974 led toa further decline of exports in 1974/75; in the first eight months of fis-cal year 1975/76, exports were running at an annual rate of only 5,700tons.
2.3 Prior to independence, exports other than trade with West Pakistan,were mainly to Burma and Korea; since independence and up to the currentfiscal year exports were almost entirely to India. Since June 1975, ship-ments have been made to Burma and Sri Lanka and negotiations are underwayfor sales to Indonesia. Intensive efforts are now being made to exploreother nearby market possibilities.
2.4 With the exception of India and the Philippines, Bangladesh isthe only significant producer of newsprint in the South and South-East Asiaregions. In 1973 Indian production supplied only about 20% of that coun-try's newsprint requirements and hence it is not a competitor in potentialexport markets for Bangladesh newsprint. Similarly, current Philippineproduction is totally committed to the domestic market and need not beconsidered here.

- 53 -
2.5 In the market area where Bangladesh can be considered to havea natural advantage, from Hong Kong on the east to Iran on the west andsouth to Indonesia, total newsprint imports in 1973 were over 400,000 tonsor roughly 10 times KNM's potentialy exportable surplus (see StatisticalAppendix, Table 2). Of this amount, close to 150,000 tons went to India.While India will continue to be a large importer of newsprint for some timeto come, KNM's and other experience indicates that it would be difficultto maintain a position in this market 1/.
2.6 In some of the countries quality and price will probably bothbe important, for example in Hong Kong, Iran, Singapore and Thailand. Pricewill probably be the predominant factor in Burma, Indonesia, Malaysia, Paki-stan, and Sri Lanka. In all the countries, particularly in the depressedmarket conditions that exist at present, competition from Canadian andJapanese production w;ll be significant. Newsprint supplied from countrieswith centrally planned economies could be a competitive factor in some marketsparticularly where barter agreements have been made.
2.7 The importance of price and quality has been mentioned above.The quality-acceptable in the domestic market would be unacceptable in manyof the potential export markets. Brightness, strength and cleanliness wouldall need to be improved. Mill management is well aware of this and isconsidering what can be done. In this connection, the imminent CIDA programof assistance for balancing, modernization and rehabilitation of the millwill be of the utmost importance 2/. However, improved strength and bright-ness at reasonable cost will need further study and possibly additionalcapital investment.
2.8 In November 1975 the list price for Canadian newsprint in theBangladesh market was Can$400 to $410 CIF per short ton (US$450 per longton). If the KNM product is assessed a 20% quality discount and freightand other charges amount to US$60/ton, the mill net price would be US$300(Tk 4500). This mill net price may be compared with an average of Tk 3518/tonobtained in October 1975 for exports, an average direct manufacturing costof Tk 4300/ton in the same month, and a potential direct manufacturing costunder ideal conditions at December 1975 prices of about Tk 3800/ton. 3/The low export price indicates that a quality discount of the order of 50%
1/ Indian imports of newsprint over many years have been obtained by "spot-buying" and there has been a marked reluctance to enter into long-termcontracts for this commodity.
2/ See para. 3.6.
3/ This does not include interest and depreciation.

- 54 -
was accepted, which probably could be substantially reduced if export market-ing would be performed on a systematic basis, instead of the current "spot"marketing effort. It should be noted that the manufacturing cost of Tk3800/ton includes about Tk 600 in duties and taxes on imported pulp andchemical supplies.
2.9 Until April 1976 1/ the domestic price of newsprint sold to news-papers was fixed at Tk 3200 per ton for rolls and Tk 3400 per ton for sheets(around Can$200 per short ton). This price level was not only one of thelowest in the world but made it impossible for even the direct manufacturingcosts to be met at any level of production. Domestic prices have been fixedby the Government and the mill has consistently lost money on domestic salessince 1969. The low newsprint price was in effect a subsidy to the newspaperpublishers and readers, a small minority of the total population. It hadthe added effect of encouraging domestic use of a potentially good exportcommodity.
B. Printing and Writing Papers
2.10 Output from KPM has also failed to reach pre-independence levels,mainly reflecting maintenance and other technical problems. NBPM initiatedcommercial operation in 1973/74, but has not been able to approach 25% ofcapacity utilization largely because of problems in the supply of power (SeeAnnex 1 for a technical description of the mills).
Output (thousand tons)KPM NBPM
1969/70 30.81972/73 22.3 -1973/74 22.9 2.31974/75 23.1 3.7
Output levels in the first four months of 1975/76 were at peaks, but demandproblems were leading to stock accumulation and consideration was beinggiven to cutting back on production programs.
1/ Prices were substantially increased by the Government; see para. 4.7.

- 55 -
2.11 Domestic sales of printing and writing grades have remained rela-tively constant since independence at between 18,000 and 20,000 tons per year.Exports of these products, after reaching a peak of 2,200 tons in 1972/73,have declined and were at an annual rate of below 800 tons in the first eightmonths of 1975/76. The current level of domestic consumption is of the sameorder as the rated capacity of NBPM. In other words, when the operationalproblems at NBPM are solved, most of the domestic market for printings andwritings could be supplied from that mill. As a consequence, there arisesthe possibility of KPM becoming an almost totally export-oriented mill with asuitable adjustment in its product line, or producing products other thanprintings and writings for the domestic market.
2.12 In the potential Bangladesh export market area as defined in para-graph 2.7, imports of printing and writing papers in 1973 were over 290,000tons 1/. However, in contrast to the newsprint case most of the importingcountries also produce a significant proportion of their own printing andwriting requirements (the notable exceptions are Hong Kong and Singapore).In addition several of the countries have been increasing production ofthese grades since 1973. For these reasons the export of printing and writinggrades presents problems which are somewhat more complex than those encoun-tered with newsprint.
2.13 Since the fibrous raw material resources of most of the countriesconcerned are similar to those of Bangladesh, the grades produced domestic-ally will also frequently be similar and the imports will be those whichrequire other raw materials or more sophisticated production equipment. Thiswill be particularly true in countries such as ThaiLand where imports forma minor proportion of total consumption. Nevertheless there are sufficientmarkets where there is little or no printing and writing production or whereimports form a major part of total consumption to justify an aggressivemarketing campaign. Such countries as Singapore, Malaysia, Hong Kong, Iran,and Indonesia had imports totalling 260,000 tons in 1973. Competition inthese countries would come principally from Japan.
2.14 As with newsprint, the selling prices of printings and writingshave not been sufficient to cover the direct production costs at eitherNBPM or KPM. The average net price per ton (excluding sales tax and exciseduties) at NBPM of about Tk 7,300 is in the same range as similar grades inother countries. When the operational problems at this mill are solved, thedirect manufacturing cost for white printings and writings should be of theorder of Tk 6000 per ton, resulting in a profit on sales with the aboveselling price (before interest, depreciation and taxes) of about 18% but onlyabout 5% on the original investment. However, it is doubtful that KPM canoperate profitably with current selling prices until major rehabilitation workis undertaken and completed at the mill (see subsequent section on measures toimprove performance).
1/ See Statistical Appendix, Tables 3 and 4.

- 56 -
2.15 KPM has facilities for the production of 17.5 tons per day dissolv-ing pulp from bamboo. Current production is at the rate of about nine tonsper day. The pulp has one major drawback in that the silica in the bamboocreates problems in the rayon plant. These problems are overcome throughthe addition of 15 to 20% imported dissolving pulp. This product is used bythe adjoining Karnaphuli Rayon and Chemical Ltd. plant in producing rayon yarnand cellophane. The product-mix of the rayon plant was primary designed forthe integrated Pakistan market and less than half of the capacity productioncan be used locally; during the world trade boom of 1973/74, some exports wererecorded 1/.
C. Other Paper Grades
2.16 In 1973/74 imports of paper and paperboard, and products of theseamounted to 6,720 tons. Imports rose to 8710 tons in 1974/75. In the latterperiod close to 6000 tons could be classed as paperboard, up from about3,600 tons in 1973/74 2/. Other significant imports were printing and writingpapers (over 1,000 tons in each year), cigarette paper (110 and 520 tonsrespectively in 1973/74 and 1974/75), and Kraft paper and containers (760 tonsand 490 tons). Paperboard is obviously a significant item in the country'sdomestic market, and internal production is only of the order of 2,000 tonsper year. This does not include hand-made, sun-dried paperboard which possiblyamounts to about 500 tons per year.
D. Pulp
2.17 In 1974/75 paper pulp imports amounted to 10,600 tons. This wasall chemical long-fiber pulp for supplementing the short fiber furnish ofthe paper mills. KNM uses between 15 and 18% imported pulp in its furnish,NBPM should use a similar proportion and KPM uses imported pulp only in papermade for export.
2.18 SPPM now coming on stream has a capacity of 80 tons per day ofbamboo or reed pulp and 20 tons per day jute pulp. Mill management antici-pates selling small amounts of the bamboo pulp production to the three majorpapermills, especially to NBPM which may face raw material supply problems.If KNM is to maintain a position in export markets, sheet strength will be oneof the critical items; therefore the use of bamboo soda pulp as the long fibercomponent does not appear possible except as a minor proportion of the furnish.Another justification for sales to KPM is to replace KPM4's own bamboo pulp,the costs of production of which are currently very high. Rehabilitation ofthe mill could reduce these costs and the use of lower cost pulp from Sylhetmight not be justified. On the other hand, the use of Sylhet pulp at NBPMappears to be a distinct possibility and trial runs should be carried out. Inall three mills use of the flash dried pulp from Sylhet would require theinstallation of minor additional fiberizing equipment.
1/ See "Bangladesh: Survey of the Jute and Cotton Textile Industries",Report No. 883-BD; Part II, p.4.
2/ See Statistical Appendix, Table 1 for details.
- 57 -
2.19 In the immediate future, domestic use of Sylhet bamboo pulp asa replacement for imported pulp is doubtful since the paper mills have inven-tories of this commodity totalling 10,000 tons - enough for about one year'soperation at current production rates. The possibilities for domestic useof Sylhet reed pulp are even fewer. Reed pulp quality will be of inferiorquality and there would be little justification for its use in the existingmills.
2.20 There appears to be a distinct possibility of export markets forthe bamboo pulp, provided price and quality are right. Countries whichare importing long fiber coniferous pulp for use in printing and writinggrades could substitute bamboo pulp of the right quality, provided any addi-tional pulp usage did not create an increase in cost. It is intended toproduce up to 6,000 tons per year of jute pulp at Sylhet. This pulp will be ahigh quality long fiber pulp comparable to hemp and sisal pulps. Its usein specialty paper grades should present no problems. If strength and bright-ness levels can be assured, its sales to speciality producers in Europeand Japan and elsewhere should be relatively simple.

- 58 -
CHAPTER III. FACTORS AFFECTING PERFORMANCE
A. Utilization of Capacity
3.1 Reference has been made earlier to the low operating ratios pre-vailing at the paper mills. At the time of the mission's visit, KPM andKNM were operating respectively at 52% and 30% of rated capacity. Adversemarket conditions and resultant large inventories of finished paper werethe major reasons for the sharp curtailment of production since October1975. However, it should be noted that, given the physical condition ofthe mills, it is doubtful that production anywhere near rated capacity couldbe achieved at reasonable cost.
B. Mill Productivity
Maintenance
3.2 The two older mills KPM and KNM, while considered old and somewhatobsolete in Bangladesh, are in fact comparatively young when considered along-side mills in industrialized countries. Efficiently operating newsprintand Kraft paper mills 40 to 50 years old are not uncommon. Age thereforecannot be considered to be a serious factor in the condition of these mills.
3.3 It is true that since independence, and probably in the periodimmediately preceding the fighting, spare parts have been almost impossibleto obtain; nevertheless the physical condition of KPM indicates a historyof inadequate maintenance. A report written in 1958 had this to say aboutKPM; "..... in four years of operation, the quality of the product is poorand mill operating costs are high, due primarily to the poor mechanicalcondition of the equipment caused by a definite lack of maintenance"; thesame statement could be made today. In the case of KPM it is apparent thatrecent difficulties have aggravated an already difficult situation, par-ticularly in the pulping and chemical recovery areas. Because of inadequateor non-existent equipment - replacement programs in the past both KNM and KPMnow face the problem of obsolete equipment for which it is no longer possibleto obtain spares.
3.4 In spite of the preceding criticism it should be emphasized thata considerable amount of excellent maintenance and on-site manufacture ofspare parts has been carried out. The mechanical departments in all themills have exhibited considerable ingenuity in simply keeping the millsrunning. What must be emphasized, however, is that in the present competitivesituation in export markets efficient production of high quality productsis a must. This will only be possible in well-maintained mills; simplyrunning will not be sufficient.
3.5 At Karnaphuli there are factors throughout the mill which areadversely affecting product quality - poor woodroom equipment, giving lowquality and dirty chips; inoperative bleach plant instrumentation whichmust result in poor brightness or low pulp strength or both; faulty pulp
- 59 -
screening; inoperative size presses and inadequate calendaring. In addi-tion, production costs are being increased through excessive chemical con-sumption resulting from poorly maintained equipment.
3.6 The major problems at KNM have been with the power boilers.These and other problems should be solved under a Canadian financed program
just getting underway. It is anticipated that on the completion of thisprogram, the mill will be in good operating condition, capable of producingnear rated capacity.
3.7 The situation of NBPM differs from that at the two older mills.The mill is relatively new and its operating problems stem from three factors
- the two year idle period, the absence of the expatriate start-up crew,and the continuing interruptions in the public power supply. In addition,about 50% of the spare parts specified in the original contract have not
yet been supplied, due to contractual differences between the Government andthe suppliers. The interruptions in the public power supply occur on anaverage of 16 times per month. They vary in duration from a few minutes
to 24 hours or more. As a result, in over two years of operation it hasbeen impossible to operate the mill continuously for a period longer than
two days at a time.
3.8 In contrast to the other mills, no external agency is currentlyproviding assistance to NBPM. Government should take action which would leadto improvements at NBPM; necessary studies could be financed from IDA's
technical assistance credit.
3.9 While trial runs only have been made at SPPM, the mill has ex-perienced power supply problems similar to those at NBPM. Steps are beingtaken to remedy this situation. Assistance to the mill in the form of twoyears of expatriate management is being financed through German bilateralaid (KfW).
Spare Parts
3.10 The lack of spares has been mentioned earlier. Mill managementis well aware of this problem but faces almost insurmountable difficulties
in overcoming it. The long delays occasioned through obtaining quotationsand foreign exchange allocations in times of rapidly escalating prices oftenmake the purchasing procedures meaningless. The poor cash position of
the mills that are operating at a loss makes even the consideration of orderingspares a fruitless exercise. The mills are in fact caught in a "chickenand egg" situation - quality products cannot be made and exported until the
mills' physical conditions are improved. These in turn cannot be improveduntil money is available for purchase of the essential parts.
Management
3.11 As has been noted earlier, the pulp and paper industry suffered farless than some other industries through the departure of senior management

- 60 -
and technical staff to Pakistan. Most management personnel had their train-ing at Karnaphuli and/or Khulna. The major problem appears to be in keepinggood men at the mills. With the present wage and salary structure thereis little incentive to remain in a relatively isolated situation.
3.12 A further problem is the product price structure which preventsany possibility of operating profitably. It has not been possible to useprofitability as a guide in production planning decisions. Until the recentcash-flow crisis, the basic objective was production. Such a situationwould be discouraging to any manager trying to have a viable operation.
3.13 In this environment, it is understandable that managers have notfocused on the full range of managerial responsibilities. One aspect of thissituation is the tendency to look for sophisticated solutions to sometimessimple problems. For example, the idea of installing pressurized headboxes onthe paper machines at KPM to improve production quality is not necessary formachine speeds of the order of only 800 feet per minute; similarly a secondsuction pickup is not justified at KNM. Further, some managers have putforward proposals for expansion of production facilities when existing capacityhas not been fully utilized, and when additional raw material supplies areuncertain. Nevertheless, given all the problems outside their control, theindividual mill managers appear to be doing an adequate job. The provision ofa "project advisor" under the CIDA scheme at KNM will be a valuable contribu-tion. Should the KPM study result in recommendations for major expenditure,provision for similar project advice should be included.
Labor
3.14 Skilled labor supply has not been a problem at any of the opera-ting mills visited. While the mills are over-manned in comparison to indus-trialized countries, in the production departments manning appears to be"normal". Observations of production crew performance indicated that actionstaken are comparable to those in any mill. Operators in many areas lackingessential instrumentation are doing excellent work. Skilled tradesmen in themachine shops are also producing work of the highest caliber.
C. Production Costs
3.15 As has been stated previously, direct production costs in allthree paper mills exceed average mill net sales prices. The cost data provi-'ded by the mills vary considerably in detail. In so far as possible thedetails are given in Tables 5, 6 and 7 in the Statistical Appendix. Insummary, the main components are as follows for two mills during three per-iods:

- 61 -
Main Components of Direct Production Costs as a Percentageof Total Direct Production Costs /1
KNM 1969/70 1972/73 1975/76 (4 months)
Wood 9 8 6Imported Pulp 23 20 30Fuel Oil 29 31 37Fixed Costs 24 32 18
KPM
Fibrous Raw Material andChemicals 66 60 55
Fuel Oil 15 15 27Fixed Costs 18 23 18
/1 Excluding interest, depreciation and taxes. Import duties on imported rawmaterials have been included in their respective categories.
Since NBPM has been operated only intermittently and materials purchased priorto independence are being used, the data obtained there do not form a goodbasis for comparison.
3.16 The large increases in the prices of imported pulp and fuel oilover the past two or three years have substantialy increased the share ofthese materials in manufacturing costs at KNM even though other costs havealso been rising. The impact of fuel oil is particularly important since themill usage is about 1.5 tons per ton of paper produced. A mill of this typewith boilers in good condition, good feedwater treatment and condensatereturn should use about one ton of oil per ton paper.
3.17 At KPM usage of imported pulp has been consistently reduced overthe past years from about 20% of fiber used in 1972/73 to slightlyover 1% in the first four months of the current fiscal year. In fact at KPMthe major cost item aside from fuel is chemicals. At December 1975 prices,the average costs per ton of finished paper in the current fiscal year (4months) were as follows:
Imported pulp Tk 105Fuel Oil Tk 1,820Saltcake Tk 750Caustic Soda Tk 1,250

- 62 -
3.18 It is estimated that equivalent saltcake consumptions in the pulpmill is of the order of 400 pounds per ton of pulp (saltcake and causticsoda). This is at least two and a half times an acceptable figure for thistype of mill and reflects the poor condition of the recovery system.
3.19 Fibrous raw material costs are in a reasonable range when comparedto those in other countries as shown below:
US$/air dry ton pulp
Mechanical pulp
- Bangladesh Gewa 14- Canada coniferous 50- Sweden coniferous 80
Bleached pulp
- Bangladesh bagasse 107- Colombia bagasse 40 /1- Brazil eucalyptus 35- 50- Canada coniferous 75-125- Bangladesh bamboo 95- Bangladesh jute cuttings 240 /2- Sweden coniferous 175
/1 This low cost reflects a low fuel substitution cost dueto the availability of cheap coal.
/2 Whole jute plant would probably give a medium length fiberand jute sticks, short fiber; either one would need to bedelivered to a mill at, say, no more than Tk 450 per ton rawfiber to give a pulp cost comparable to that from bambooor bagasse. Jute cuttings currently cost Tk 1,900 perton.
At KNM the usage of wood, imported pulp, chemicals and miscellaneous opera-ting supplies can be considered normal for a mill of this type. The majorarea where major cost reduction is possible is in fuel consumption.
3.20 The lack of significance of the NBPM data has already been men-tioned. Because of the use of old bagasse, the usage of this material hasbeen extremely high running over 10 tons green bagasse per ton of pulp

- 63 -
produced instead of the 6 to 7 tons which would be expected. The proportionof imported pulp used has also been much higher than normal, running between30 and 50% of the total fiber furnish. It should be possible to producegrades of the type made at NBPM with 15 to 20% of imported long fiber pulp.
3.21 In well run and maintained mills of the KNM and NBPM type it shouldbe possible to produce newsprint and white printings and writings with thefollowing cost proportions:
Main Components of Potential Direct Production Costsas a Percentage /1
KNM NBPMnewsprint printing & writing
Wood or Bagasse 9 21Imported Pulp 35 19Pulping and Bleaching Chemicals 7 13Energy (fuel oil and purchased
power) 25 18Fixed Costs 16 10
/1 Based on 15% imported pulp in each case and equal proportionsof chemi-groundwood and standard groundwood in the newsprint.
3.22 The total possible production costs at December 1975 prices areestimated to be Tk 3800 for newprint and Tk 6,000 for printings and writings,provided that improvements are undertaken. In both cases duties and taxes paidon imported materials amount to at least 15% of the potential production cost.With the complex situation at Karnaphuli and with the insufficiency of dataobtained there, it has not been possible to carry out similar calculations.Nevertheless production costs at Karnaphuli, after appropriate rehabilitation,should not be significantly different from those at NBPM.
D. Financial Results
3.23 Like other public sector corporations, BPBC is facing a severeliquidity problem primarily because of costs of production exceeding salesrevenues. During the period prior to independence, the large scale transferof liquid assets to banks outside East Pakistan by the previous owners ofKPM made this problem much worse than it would otherwise have been. Inaddition in the past year the cash flow problem has been further aggravated bythe reductions in both exports and domestic sales, resulting in a largeincrease in finished product inventory.
- 64 -
3.24 It must be emphasized that this increasing inventory in largepart results from the difficulties in completely ceasing production. DuringDecember 1975, the finished paper stocks at KNM were estimated to be ofthe order of 20,000 tons, worth Tk 86 million at October 1975 productioncosts. At that time, production had been reduced to the rate of about 13,000tons per year, almost the same as the rate of sales in the first four monthsof 1975/76. It will therefore not be possible to reduce the inventory untilmarket conditions improve.
3.25 Since independence the three major paper mills have consistentlyoperated in a loss position. For the period 1972/73 through 1974/75, theaccumulated cash flow deficits were as follows:
KPM Tk 35 millionKNM Tk 47 millionNBPM Tk 6 million 1/
1/ NBPM was considered to be on trial production up to the end of 1974.The deficit was therefore accumulated in the first six months of calendar1975.
These deficits have been increased in the first four months of the fiscal year1975/76 by Tk 50 million in total. In 1974/75 the Paper and Board Corp-oration showed a loss of about Tk 48 million on all its operations, but atthe same time its contribution to the national exchequer was Tk 110 million inthe form of duties and taxes. 1/
E. Fibrous Raw Materials
3.26 The three pulp and paper mills have all encountered fibrous rawmaterial supply problems since independence for a variety of reasons. Thesupply of hardwood (Gewa) to KNM was interrupted for some time because ofsecurity problems. These problems are now reported to be under control.Wood costs remain low. KPM's original design was for the use of bambooonly. Due to natural disasters the bamboo supply was lost in the early 1960s.Since that time the situation has improved and the mill now operates onabout equal proportion of bamboo and mixed hardwoods.
3.27 The bagasse supply to NBPM has proven to be substantially differentthan feasibility studies indicated. Surplus bagasse at sugar mills provedto be much lower than anticipated. For this reason the mill had to embarkon a program to assist boiler conversion and fuel substitution at the sugarmills with concomitant increase in bagasse costs. Current costs are ofthe order of Tk 1,550 per ton of pulp. While currently with the low opera-tion of the paper mill, bagasse supply is not a problem, operation anywherenear rated capacity could create serious supply problems.
1/ Ministry of Industries, "Performance of the Nationalized Industries,1974/75", September 29, 1975. In July 1976, to ease the cash shortageof KPM, the Government granted additional equity to that complex.
- 65 -
3.28 The original plans for the Sylhet mill were for an integratedpulp and paper mill with reeds as the primary fiber source. In the past 12years, encroachment has reduced the reed lands by at least 50%. Primaryfiber supply will now be bamboo, with reeds and jute cuttings together makingup less than 50%. The bamboo resources are scattered about the Sylhet areaand supply could present problems in the long term. German technical assis-tance will address itself to this problem. Bamboo costs at Tk 1,400 perton of pulp are quite reasonable. Jute cuttings, while essentially a by-product in jute spinning and weaving nevertheless have uses other than forpulp production. Currently the jute cost is about Tk 3,500 per ton of pulp.
3.29 As has been noted earlier, all the paper mills use imported longfiber pulp. Most of the pulp is obtained in the framework of bilateralcommodity assistance. Currently the supply of this commodity presents noproblems. There is, in fact, a substantial accumulated stock. However, attimes of world shortage, for example 1974, the industry had difficulty obtain-ing its requirement.

- 66 -
CHAPTER IV. MEASURES TO IMPROVE PERFORMANCE
A. Pricing Policy
4.1 The inability of any of the three paper mills to operate profit-ably at manufacturing cost and selling price levels in effect prior toApril 1976 has been emphasized in the preceding chapters. It is doubtfulthat KPM could show a profit at realistic prices with the present poor condi-tion of. the mill equipment. Until NBPM can operate continuously costs ofproduction are bound to exceed selling prices.
4.2 A suggestion has been made 1/ "that the enterprises should notonly recover the cost of their products but should charge a reasonable profit,say 10% to 15% on their cost". Without proper economic criteria, this proce-dure could lend itself to considerable abuse and would require close scrutinyof the production costs. Selling prices should instead be calculated based ona reasonable return on investment. Currently, for example, pulp and paperproducers in North America have as their target a 20% gross return on thereplacement value of the mills. In the situation facing Bangladesh, 10%return would be more realistic and would enable BPBC to maintain mills in goodoperating condition while at the same time making the necessary equipmentreplacements. Periodic revision of the price situation should be undertakenby the appropriate agency of the Government. In the case of substantialchanges in any cost element, the necessary adjustment in the domestic priceshould be introduced in a timely fashion.
4.3 The replacement value of KNM (mill only) is probably of the orderof Tk 900 million. The estimated direct production cost after allowancefor improvement in performance for newsprint is Tk 3800 per ton. With a10% return on the replacement value over a 20 year mill life, and 50,000tons of production each year, the mill net price for domestic sales should bearound Tk 5,900 per ton for reels. The direct manufacturing cost includesapproximately Tk 600 duties and taxes on imported materials and on an economicbasis this amount can be eliminated from the mill net price, giving Tk 5,300per ton or, say, Tk 5,400 delivered. These may be compared to the Tk 4,800per ton export price calculated earlier.
4.4 The foregoing calculations are for illustrative purposes and arenot necessarily a true reflection of possible future cost levels at KNM.Nevertheless, they do indicate that the current domestic price is far belowthe level which will enable the mill to improve its liquidity position andmaintain the mill in good operating condition. It is recognized that theadoption of this long-term pricing principle may not be possible to achieveimmediately but will require some time for full implementation.
1/ Source: "Performance of Nationalized Industries 1974/75" Ministryof Industries, Nationalized Industries Division, September 29, 1975.

- 67 -
4.5 A similar procedure can be used for pricing the grades producedat KPM and NBPM. The cost to the consumer of the grades produced at thesemills is raised considerably by sales tax and other levies. For NBPM the millnet price, assuming only white papers were produced, would be about Tk 8,500after allowance for duties and taxes paid on imported material. This means aprice to the consumer in excess of Tk 10,000 per ton.
4.6 The question of export pricing of newsprint has already been dealtwith (para 2.9). In the export markets the products must be competitivein both quality and price. In the current buyers' market, considerable priceadjustment may be necessary to gain market entry. If long term contracts canbe negotiated, the KNM export price could be tied, for example, to Canadian ex-port price levels in such a way as to maintain a competitive position ensuringthat the price does not vary from world price levels. On export sales, rebatesof customs duties are allowed. Under current conditions these rebates amountto Tk 369 per ton of newsprint and Tk 1,191 per ton of other grades. Consi-deration should be given to increasing the rebates to a level where they wouldhave a significant effect on the financial performance of the mills.
4.7 In April 1976, the Government announced an increase in the localnewsprint price, from an average of 3,300 taka/ton to about 5,600 taka/ton.However, the price to consumers was only raised to some 4,500 takas with theremainder being paid by the Government to the mill. It also announced itsintention to raise other paper prices, from an average of about 7,100 taka/tonto an expected level of 9,400 taka/ton.
B. Technical Considerations
4.8 KPM. The mill is described in Annex I and reference has been madeto its run down condition. A BMR study is now getting underway financed underan IDA Technical Assistance Credit. This study is being carried out by Techni-cal Consultant Associates of Dacca and Sandwell-Paperconsult of Zurich. Thestudy should result in a plan for rehabilitating the mill. The mission believesthat the consultants' report will recommend major capital expenditures. Untilsuch expenditures are made it will be impossible to operate KPM as a profitableunit.
4.9 KNM. The major operational problems at Khulna have centered aroundthe poor condition of the power boilers. This and other technical factors inthe mill have already been investigated under a CIDA financed study andwill be corrected under the two-phased program, also being financed by CIDA.
4.10 Prior to independence, a third power boiler was ordered for themill from Czechoslovakia. Part of the boiler was delivered after firstbeing landed in Pakistan; another part was destroyed in Chittagong. It isunderstood that the Czechoslovakian authorities are re-shipping the missingsections. Installation of this boiler should be expedited in order that thetwo existing boilers can be shut down in turn for the major rehabilitationwork required.

- 68 -
4.11 NBPM. This bagasse based pulp and paper mill will not operatecontinuously until the critical power supply problem is solved. At presentat full production the steam and poJer balance is such that between 40 and50% of the mill power requirements can be generated on site. The remainingpower is purchased from the Power Developmment Board (PDB). Given the unrelia-bility of the public power supply, it does not appear possible that themill can operate successfully with such heavy dependence on outside power.Suggestions for correcting this situation involve installing a second 5-MWgenerator at the mill, either steam turbine or diesel. The-former wouldalso require a second power boiler. With the present costs of public power(Tk 480 per MWh) and fuel oil (Tk 1,100/ton), the costs of thermal powerwould possibly exceed those of purchased power by about 15%. However, thecosts of lost production appear to more than offset this increase.
4.12 Since prolonged running of the mill has not been possible, thereare possibly other defects which have not yet shown up. The mission believesthat a study of the nature of that financed by CIDA at Khulna should becarried out. As has been suggested in a proposal put forward by the mill,there is a possibility that expenditures totalling over Tk 100 million may berequired for appropriate rehabilitation.
4.13 SPPM. This mill is now undergoing trial runs leading to a correc-tion of possible production problems. The open construction in severaldepartments created operating difficulties during the past monsoon season.This should be investigated during the trial period. The bilateral financingof this project includes provision for two years of management assistanceinvolving 11 expatriates. During the tenure of this assistance other possibleoperating problems should be pinpointed and corrected.
4.14 The choice of the soda process for market pulp production was madein part with a view to avoiding pollution which would be more severe with theKraft process. As the soda process produces a somewhat inferior pulp qualityas compared to the Kraft process, marketing and pricing for export will haveto reflect this.
C. Raw Material Supply
4.15 KPM. Since start up in 1953, there have been periods of seriousfibrous raw material shortage. Production was originally based entirelyon Muli bamboo. This species flowered gregariously around 1960 and totallydied off. At that time the use of mixed hardwoods was begun. While Mulibamboo has recovered, production is now based on a mixture of bamboos andhardwoods. It has never been possible to obtain all the bamboo and woodrequirements from the mill's own concession. As a result a considerableportion is purchased from BFIDC and private suppliers. Supply problemsare further complicated by the difficult nature of the terrain, the verylong transport distance and the encroachment by slash and burn cultivators.While adequate supplies of bamboo and wood are being obtained for the currentlow level of mill operation, the supply situation could be critical if boththe paper pulp and rayon pulp mills operated near rated capacity.

- 69 -
4.16 The longer term situation should be improved considerably witha project financed by SIDA currently getting underway. This project withan estimated expenditure of US$12.8 million equivalent over four years in-cludes provision for improving the extraction and transportation of bamboo andwood through an extensive program of road building, stream improvement forrafting, logging training, together with supply of the necessary equipment. Aplantation program concentrating on fast-growing wood species to cover thetotal needs of KPM is also included in the SIDA project. The mission believesthat such a program should concentrate on those species known to be suitablefor both paper and dissolving pulp, at the same time giving the maximum woodyield per acre.
4.17 Other raw materials present no unusual supply problems at KPM.Caustic soda and chlorine are produced at the rayon mill, but an additionalquantity of caustic must be bought from outside. The quality of the clay,talc, and lime leave a great deal to be desired; if export grades of paper areto be produced it may be worthwhile to purchase higher quality fillers.Purchases of these materials are generally made from the lowest cost sourcewithout adequate attention to quality. This can cause operating problems asis evidenced at KPM with the use of clay and talc from India. The clay forinstance is of low brightness. The mills should issue detailed specificationsfor materials and ensure that the specifications are met before purchases aremade.
4.18 KNM. Recent difficulties with the supply of pulpwood to the news-print mill have been related to law and order problems in the Sunderbansarea. These appear to be well on their way to being controlled and if this isso there should be no reason why wood requirements cannot be met. There hasbeen some suggestion that the quantity of wood in the KNM concession may notbe as great as originally believed. If this suggestion is correct futuresupplies to the mill would be jeopardized. A reassessment of the area whichhas been proposed should be carried out as quickly as possible in order toverify the position and plan any adjustments which may be required.
4.19 NBPM. Bagasse is obtained from five sugar mills, the furthestbeing more than 100 miles away. Transport is by rail and is heavily dependenton the availability of wagons. A considerable proportion of the annual needsis obtained from the mills on a fuel replacement basis. Only a small propor-tion of the pith, a non-fibrous waste material in the bagasse, is removed atthe sugar mills thus increasing both fuel replacement and transport costs.
4.20 At rated capacity NBPM's annual requirements for bagasse are about75,000 tons. Obtaining this amount during the short crushing season willprobably present serious problems. At least 60X of the requirements couldbe obtained from the nearby North Bengal Sugar Mills (12 miles away) if theboiler at that plant were replaced with one suitable for combined fuel burning.In view of the greatly decreased transport charges which would result, as wellas the provision of an assured raw material supply, it is recommended thatnegotiations with North Bengal Sugar Mills be completed as soon as possible.It is important that such negotiation also include provision for complete dry
- 70 -
de-pithing at the sugar mill, which also could be used in the boilers at that
mill. In this connection large quantities of pith have already accumulated at
NBPM. A small portion of this pith is now used as fuel by local villagers.
It would be advantageous to have simple extrusion equipment installed for
briquetting, or something similar, of this waste.
4.21 Some difficulty has been experienced in the past in obtaining
chemical materials. There do not appear to be any serious problems at pre-
sent; however, at full production problems may occur again. The suggestion
for the installation of an electrolysis plant at the mill may be warranted if
stable supplies of caustic and chlorine cannot be assured. With the usual
balance of caustic to chlorine production - 1.14 tons caustic to 1.0 tons
chlorine - and the chlorine usage in bleaching, it would be possible to use
any excess caustic together with sulphur to replace saltcake in the recovery
system. At the same time the use of sodium hypochlorite in the bleaching
system replacing calcium hypochlorite would improve bleach plant performance
and pulp quality.
4.22 SPPM. Since this mill is only now getting into production operating
supplies of any type have not yet been a problem. As has been suggestedearlier, the widespread nature of the bamboo resource may make supply diffi-
cult to control in the future. For the premium grade jute pulp the supply
of jute cuttings will be very much a question of the alternate markets forthe material and the price which the pulp mill can afford.
4.23 Miscellaneous. All three paper mills currently require imported
long fiber pulp for their operations. Stocks in December 1975 were estimated
to be of the order of 10,000 tons. At potential rates of usage in the imme-
diate future this stock should last at least one year. This raises thequestion as to whether the bilateral donors could modify their future allo-
cations to either spare parts or essential operating supplies.
D. Spare Parts
4.24 In common with all industrial enterprises in Bangladesh the mills
of BPBC are caught in a situation of virtually non-existent stocks of spare
parts. Given the initial investment in the mills and the inflation which
has occurred since they were built, the minimum value of stocks of spare
parts should be approximately as follows:
KPM Tk 60 millionKNM Tk 60 millionNBPM Tk 30 million
These figures were calculated as 7.5% of the roughly estimated replace-
ment value of the mill equipment.

- 71 -
4.25 At KPM and KNM any large scale purchase of spare parts should bedeferred until the completion of the ongoing studies. At NBPM every effortshould be made to bring the level of spares up to that agreed in the originalcontract for the mill. It is emphasized that this level should be based oncurrent value of the spares, not on the value agreed upon eight years ago.
4.26 The mills in Bangladesh are handicapped in obtaining spares dueto the long distances from, and communication problems with, equipment sup-pliers. In order to expedite emergency repairs it is suggested that a centralcatalog of the spares and supplies available at all mills should be prepared.Due regard should be paid to other plants in the country such as powerplants, chemical plants and fertilizer factories which use similar equip-ment and from which essential parts could be borrowed at short notice.
4.27 In ordering spares the industry is caught in the vicious circleof foreign exchange allocations, obtaining quotations, obtaining lettersof credit, expiry of quotations, new quotes, new LC's, etc. Measures toshorten these procedures are essential. 1/ At present the delays are suchthat essential material is obtained at increased cost or frequently notobtained at all. In addition, consideration should be given to appointingan inspection and expediting agent to maintain contact with the suppliersduring and subsequent to the placing of orders for major spares.
E. Marketing
4.28 Printings and Writings. The major issues facing the industry arethe steps that must be taken to improve export sales. These will vary tosome extent for the different mills. There are apparent markets for thesurplus production of KPM and NBPM provided suitable qualities can be pro-duced. The appointment of sales agents in the major regional markets -Singapore and Hong Kong - would assist in keeping BPBC up to date on marketdevelopments. While sales commissions would be necessary, the small lossin revenue would be more than offset through' having a representative on thespot. Additionally a concerted sales campaign in other potential marketswould be advisable. Such a campaign should be planned with the assistanceof a market specialist with a background in printing and writing grades.
4.29 Newsprint. Newsprint marketing should present fewer problemsthan those in the printing and writing field. However, it will be necessaryto improve quality in order to gain a foothold in some markets. At thepresent time improving quality at KNM may be self-defeating in cost terms. In
order to produce a sheet brightness acceptable in the export markets, theproportion of standard groundwood must be increased resitlD-ing in reduced sheetstrength. Improved sheet strength at constant brightness can be obtained byincreasing the proportion of imported pulp resulting in iner.-sased productioncosts. It is apparent that a technical-economic study of other alternatives
1/ Import procedures of the Government are now being studied with a view
to streamlining and avoiding such difficulties. Completion of this studyand implement;-;:ion of recommendations are urgent.
- 72 -
is necessary. This study could, for example, investigate improved bleaching ofchemigroundwood and the possibilities of refiner groundwood production. Sucha study becomes increasingly important in view of the worldwide trend tolighter-weight newsprint. With the available raw material and equipmentcurrently in use, it is doubtful that the lighter short weight could beproduced at KNM without the ad(lition of an excessive proportion of importedpulp.
4.30 Management is current'y handicapped by a lack of knowledge of worldprice trends and quality considerations. This situation could be remediedto some extent by having selected personnel travel to the major producingcountries. Of additional value would be the assigning of an experiencednewsprint marketing specialist to KNM for a period of say six months to assistin evaluating the potential of the KNM product and in traveling with thesales manager to the potential markets. It is believed that such assistancewould give KNM personnel valuable assistance developing marketing know-how.
4.31 Pulp. The potential problems in marketing the products of SPPMhave been mentioned earlier. With the possibility of a newsprint strengthquality problem, the use of any significant quantity of bamboo soda pulpat KNM would be doubtful. The only foreseeable long term domestic marketfor bamboo pulp would be at NBPM. Reed pulp being essentially classified asa filler pulp has no potential market in the major products currently beingproduced in the country. While jute pulp could have a use in newsprint,its value as a foreign exchange earner should be exploited to the fullestextent possible. The expatriate management team at SPPM will include amarketing specialist who is expected to as-sist with the development of marketsfor the pulp grades to be produced.
4.32 Changes in product line. The impending BMR study at KPM willapparently only consider the existing type of production. Mention has beenmade earlier of the country s excess capacity for the production of printingand writing papers and the potential difficulties in export marketing ofthese grades. If major expenditure is to be made at KPM it would be well toconsider the possibility of changing the product line at least in part.One possibility would be increased production of dissolving pulp.
4.33 Imports of raw cotton average about 100 million pounds per yearand, as has been stated elsewhere 1/, "there is a potentially strong demandfor man-made fibres to replace cotton and to improve blends". There arepossibilities for local production of man-made fibers such as polynosic rayonand polyester. The Government is committed to undertake a study of thesepossibilities in the current year. Small production facilities (17.5 tons perday) already exist at KPM for the production of rayon grade pulp. Suggestionshave been made for a study of the feasibility of additional production
1/ Bangladesh: "Survey of the Jute and Cotton Textile IndustrL.s", ReportNo. 883-BD, September 25, 1975.

- 73 -
and a figure of 20 tons per day has been mentioned. It is the mission'sopinion that no decision should be taken on this suggestion until the abovementioned study is completed.
4.34 Any changes of this nature in the production facilities at KPMbring fibrous raw material supply into question. At present only muli bamboo(Melocana bambusoides) is considere(d suitable for dissolving pulp production.Nevertheless it does have disadvantages which make necessary the additionof imported pulp in the rayon production plant. The KPM Research Departmenthas already initiated work on identifying other species which are suitablefor rayon pulp. This work should be intensified paying particular attentionnot only to the polynosic rayon concept but also to potential plantationspecies.
4.35 Consideration is being given to the installation of paperboard andcigarette paper manufacturing facilities at SPPM at an estimated cost ofTk 1,000 million, Annual capacity would be 22,500 tons of paperboard and6,000 tons of cigarette and other thin papers. An investment of this magni-tude requires careful exaininiation if the country is not to be faced withsurplus capacity in these grades. What is apparently needed is an objectivemarket study. Market information on paperboard is conflicting. During themission's visit it was stated that current paperboard imports are around15,000 to 16,000 tons per year. Data obtained from the Bureau of Statisticsshow these imports to have been about 6,00' tons in 1974/75. In the sameperiod imports of cigarette paper were about 500 tons.
4.36 Reed pulp would be a good component in paperboard production,but experience elsewhere has shown that production of paperboard entirelyfrom virgin pulps is uneconomical. A large proportion of waste paper isdesirable. Since most of the waste paper in the country is to be foundin Dacca and Chittago-y,, the problems of collecting and shipping waste toChattak (where SPPM is located) should be carefully examined. Alternatively,the virgin pulps required could be shipped to the Dacca area.
4.37 Management. Over the past few years volume of production hasbeen the sole criterion on which management has been judged. For exampletarget production for 1975/76 was 40,000 tons for KNM and 25,500 tons for KPMand NBPM together. There was little justification for setting such a highnewsprint and mechanical printing target since, late in 1974, internationaldemand was falling off. Production should have been reduced in mid-1974/75rather than waiting until storage was full as is now the case.
4.38 In neither of the targets does it appear that profitability wastaken into consideration. In addition, the condition of equipment at KNMmakes it doubtful that the target production could ever have been achieved.Targets shottll be realistic in terms of both production facilities and salesexpectations and set in close consultation with mill management and salespersonnel.
- 74 -
4.39 Since the expatriate management contract at KNM was terminatedin 1965, there have been at least six general managers at the mill. Whateverthe reasons, this is far too high a rate of turnover for such a responsibleposition. Mention has been made earlier of the lack of incentives to stayat this level in the corporate structure. It is imperative that every en-couragement, financial and otherwise, be given to good managers to remainat the mills.
4.40 There is no question about the technical competence of the seniormill personnel; what is lacking is management experience and sufficientcontact with the pulp and paper industry elsewhere. The Bangladesh paperand board industry operates in a high degree of isolation from the industryin other regions. Knowledge and performance of managers and senior technicalpersonnel at the mills would benefit from contacts with the industry elsewhere.To this end a program of travel should be developed. Personnel at KNM wouldbenefit from visits to mills in Japan, Canada and Scandinavia, KPM personnelfrom visits to Japan and Western Europe and NBPM personnel from visits toTaiwan and Latin America.
4.41 it is recommended that maximum operational autonomy be given tomill management. Both KNM and SPPM should also be given responsibility forexport marketing of the particular items they produce. As regards NBPM andKPM, which are capable of producing competing products, this aspect should bedealt with in the context of an overall assessment of the industry recommendedbelow.
4.42 In connection with management performance, some attention shouldbe given to adequate compensation to mill managers. As mentioned earlier,current salary policy provides little incentive for accepting operatingresponsibilities, particularly with the locational disadvantages of themills.
F. Industry Organization
4.43 With the obvious current surplus capacity of the paper industryand the marketing problems for both pulp and paper, it is essential thatsteps be taken at the earliest possible moment to coordinate the activitiesof the agencies involved. At the level of the individual mills, CIDA issponsoring BMR and technical assistance programs at KNM, IDA is financinga feasibility study of the rehabilitation needs of KPM 1/ and KfW is spon-soring an assistance program at SPPM. There is need to ensure obtainingappropriate assistance at NBPM. There is therefore need that the overallsituation of the industry should be reviewed. The mission recommends that asenior pulp and paper consultant should be retained to assist the appropriateauthorities with a study of the entire industry and with the preparation of aplan of action for rearrangement of responsibilities and for considering the
1/ SIDA is financing a program at Karnaphuli designed to improve its rawmaterial supply.

- 75 -
development of new product lines. Such a consultant would preferably be apulp and paper specialist with both technical and market knowledge and with noconnection with any of the international consulting firms interested inproviding services in Bangladesh. Draft Terms of Reference for such a studyare contained in Annex II.
4.44 The recent merger of BPBC with two other public sector corporations,to create the Bangladesh Chemical Industries Corporation (BCIC), raisesadditional problems of coordination and policy formulation. In accordancewith the published guidelines defining the relationships among the Government,the Public Sector Corporations and the individual enterprises, it is expectedthat the mills will be given considerable operational autonomy. As the newmerged corporation includes a very large number of units producing heterogen-ous items, there is some concern that the coordination required to make thepulp and paper industry a viable one may be lacking. In these circumstances,the Government has agreed that, within the Planning Cell of BCIC, a specialunit for this industry will be established to monitor its long-term develop-ment. This unit will also be responsible for keeping the Association informedof the progress achieved under current and future assistance programs. Theconsultant menioned in the previous paragraph would be attached to it.

- 76 -
ANNEX IPage 1 of 6
BANGLADESH
PULP AND PAPER INDUSTRY
DESCRIPTION OF MILLS
Karnaphuli Paper Mills
1. Karnaphuli Paper Mills (KPM) are part of the Karnaphuli industrialcomplex located at Chandraghona on the Karnaphuli River some 25 miles upstreamfrom Chittagong. In addition to KPM the complex includes Karnaphuli Rayonand Chemical (KRC) comprising rayon and cellophane plants with associatedchemical plants - chlorine/caustic soda, sulfuric acid, carbon disulphide andalum. This report is concerned solely with KPM.
2. Location on the river permits raw material supply and finishedproduct shipment to be made primarily by water. Bamboo and wood are obtainedfrom the Company's concession in the Chittagong Hill Tracts and by purchasefrom BFIDC and private suppliers. Imported pulp is obtained from eitherSweden or Canada.
3. A total of 4,214 persons are employed in the mill, 1,179 salaried,2,311 permanent and 724 casual labor. An additional 1,400 workers are employ-ed in the Company's forest concessions, and 2,500 in KRC.
4. The pulp and paper plant was constructed in the early 1950s, withproduction based on bamboo and the Kraft process commencing in October1953. Since start-up three serious interruptions to production have occurredall of which have had lasting effects on mill operations. Riots in March1954 resulted in the departure of the expatriate start-up staff. The flower-ing of the Muli bamboo in the early 1960s caused a serious loss of productionresulting initially in operation using only imported pulp and finally in theuse of mixed hardwoods in the mill. The disturbances prior to independence,the departure of the previous owners, the difficulties in obtaining spareparts and essential operating supplies have all had a marked effect on thecurrent operation of the mill.
5. The original mill had a capacity of 100 tons per day of finishedprintings and writings and unbleached papers (unchanged to the present).It consisted of six digesters with the usual pulp washing and screeningsystem, a normal chemical recovery and causticizing plant, a five stagebleach plant, a paper mill with two standard Fourdrinier machines and oneFourdrinier machine with a Yankee dryer, a 15/17 ton per day caustic/chlorineplant, two power boilers and two turbo-generators. Most of this equipmentis still in use. Water is obtained from the river and untreated effluentis discharged into the river.
- 77 -
ANNEX IPage 2 of 6
6. During the mid-1960s a separate 17.5 ton per day dissolving pulpline was added (for KRC). This line consisted of a stainless steel lineddigester for the prehydrolyzed Kraft process, a four stage bleach plantand a pulp dryer. At the same time a third power boiler and a third genera-ting set were also added. Somewhat later, silica removal equipment wasinstalled for treatment of the total black liquor. It should be noted thatliquor from the dissolving pulp line is processed in the paper/pulp millrecovery system.
7. Over the years additional finishing and converting equipment hasbeen added. Corrugated containers, multiwall bags, cores for jute carpetbacking, and cones for jute mills are now produced on site.
8. As noted above, most of the original equipment from wood roomto paper finishing is still in use. The major modification made has beenthe change from batch to continuous stock preparation on two paper machines.
9. During the mission's visit the following defects were noted:
- inoperative chip screens;- poor chip quality;- missing pumps in the pulp mill;- lack of insulation on steam lines;- inoperative or missing instruments;- defective pulp screens;- inoperative saltcake feeder;- inoperative electrostatic precipitator;- defective recovery boiler;- plugged heat exchangers;- stairways in bad condition;- inadequate lighting.
10. In addition, the mission was informed that it had never been possibleto operate the silica removal equipment.
11. The paper mill appeared to be in good condition as was the convert-ing area. Nevertheless it was stated that there are problems with sheetformation, and calendar rolls are no longer in good condition.
12. Troubles are also being experienced with chemical supply fromKRC. Saltcake from the rayon plant is often not anhydrous, only one sulphuricacid plant is operating and it is not possible to operate the caustic/chlorineplant at full capacity.
- 78 -
ANNEX IPage 3 of 6
13. Cursory examination of the problems indicates that some are ofrecent origin while others have developed over the years. Problems in thewoodroom indicate that much of the equipment should have been replaced some
time ago. As has been mentioned in the main text, at least part of therecovery boiler problem stems from the failure to go ahead with the major
program planned in 1968. Items such as missing insulation and missing pumps
are a result of the recent inability to purchase the necessary spares.
14. The appearance of the mill in general suggests that there hasnever been a rational system of replacement of obsolete or inefficient equip-
ment nor has the preventive maintenance program been effective.
15. The BMR study of the mill currently being carried out by consultantswill, it is hoped, suggest measures for the correction of these technicalfaults. Should recovery boiler replacement be necessary, total capitalexpenditure could be in the order of Tk 450 million.
Khulna Newsprint Mills
16. Khulna Newsprint Mills (KNM) located near Khulna on the BhairabRiver was put into operation in 1959 by Pakistan Industrial DevelopmentCorporation. The mill was under expatriate management from start up until theend of 1965, when it was put under the management of East Pakistan IndustrialDevelopment Corporation.
17. Raw materials and finished product shipments are by water - eitherto or from the port of Chalna or, in the case of domestic newsprint, tothe major markets at Dacca and Chittagong. Pulpwood for the production ofgroundwood and chemigroundwood is obtained from the mill concession in theSunderbans Forest. Imported pulp is obtained either from Sweden or Canada.
18. A total of 2,128 persons are employed at the mill, 472 salaried,1506 permanent labor, and 150 casual labor.
19. The original mill was a two machine newsprint mill with a capacityof 40,000 tons per year. Mechanical pulp was produced from Gewa (Ecoecariaagallocha) by both the standard groundwood and the chemigroundwood processes.The long fiber component was supplied by imported pulp. In 1965, the millwas expanded by the addition of a third paper machine and additional groundwood
equipment for the production of mechanical printing papers. The capacitywas thus raised to about 50,000 tons per year.
20. The basic mill equipment is as follows:
five autoclaves for steaming and chemical treatment of woodfor chemigroundwood;
four Koehring Waterous grinders for the production of groundwoodor chemigroundwood;

- 79 -
ANNEX IPage 4 of 6
three paper machines, one with a suction pick up and one forthe production of mechanical printings and lightweightpapers;
two Foster Wheeler oil-fired boilers with a rated capacity of140,000 pounds steam per hour each;
three Turbo generators with a capacity of eight MW each.
21. The major problems in recent years have centered around the boilers.These boilers, originally designed for coal firing with a steam capacityof 100,000 lb/hr, were converted to oil firing in 1965 in order to generatethe additional steam needed for the mill expansion. Since 1969 there has beena noticeable decrease in steam generating capacity and it is now impossibleto supply steam to operate all three paper machines at the same time.
22. During the mission's visit to the mill only one paper machinewas in operation, but this was due to the very large stocks of finishedpaper on hand.
23. There are other less critical problems in the mill with auto-claves, grinders, paper machine drives, etc., all stemming from lack ofspares.
24. Since mid-1973 CIDA 1/ has commissioned studies of the mill in orderto define areas where Canadian aid might assist in rehabilitating the mill. Amajor CIDA financed program of work is about to get underway which shouldresult in correction of most of the equipment deficiencies.
North Bengal Paper Mills
25. North Bengal Paper Mills (NBPM) with a capacity of 60 tons perday of printing and writing paper, was commissioned in August 1970 and wason trial production until March 1971. During the troubles preceding indepen-dence the expatriate start-up crew left and the mill was never properly runin. The mill was idle for two years and began operation again in 1973.
26. The mill is located at Paksey on the wide gauge railroad linenear the Hardinge Bridge across the Ganges River. Shipments in and out of themill are by rail and road.
27. The major fibrous raw material, bagasse, is obtained from foursugar mills, the furthest being more than 100 miles distant. All shipment of
CIDA - Canadian International Development Agency

- 80 -
ANNEX IPage 5 of 6
bagasse is by rail to NBPM and is highly dependent on the availability ofwagons. A minimum of dry depithing is carried out, the sugar mills removingabout 7% of the bagasse.
28. The mill consists of a two-tube horizontal digester for productionof Kraft pulp, pulp screening and cleaning equipment, a three stage bleachplant, and a single paper machine with allied stock preparation and finishingequipment.
29. Auxiliary equipment includes bagasse wet depithing, complete Kraftchemical recovery equipment, an oil fired power boiler and a turbogenerator.Water is obtained from the Ganges and effluent is pumped back untreated to theriver.
30. The turbogenerator is rated at 3.2 MW, but under normal mill opera-ting conditions can supply around 2.3 MW, less than 50% of the total powerrequirement. The remaining power needs are supplied by the Power Devel-opment Board. To date this supply has been characterized by its extremeunreliability. Power failures average 16 per month and unlike those atSPPM are not of the almost instantaneous type. It appears that the onlyremedy for this situation will be the installation of additional steam andpower generating facilities at the mill.
31. The lack of depithing at the sugar mills creates pith disposalproblems at NBPM and must also create higher fuel replacement costs at thesugar mills and higher transport costs.
32. A minor proportion of the bagasse is obtained from the nearbyNorth Bengal Sugar Mills. The boiler at that mill could not be converted tooil firing. The total bagasse obtainable there could supply up to 60% ofNBPM's requirements.
33. Since the mill has never been operated continuously for any pro-longed period, it has not been possible to identify all the areas whereequipment deficiencies might exist. One obvious problem is the wide openconstruction. During heavy rains operation of some of the equipment isdifficult affecting production equipment and instrumentation.
Sylhet Pulp and Paper Mill
34. Sylhet Pulp and Paper Mill (SPPM) was conceived in 1962 as a print-ing and writing paper mill, based on the extensive reed lands in the Haor areaabout 20 miles northwest of Sylhet, near the town of Chattak. After manydelays equipment orders were placed in 1970. Trial production runs began inmid-1975.
ANNEX IPage 6 of 6
35. The mill is located on the Surma River and it is connected by roadand medium gauge railroad to Sylhet. The mill has a capacity of 80 tons perday of either reed or bamboo soda pulp and 20 tons per day of jute soda pulp,Bamboo, reeds and jute cuttings are brought in by river, as are chemical rawmaterials. Finished products are shipped out by road or rail.
36. Major equipment consists of two rotary digesters for jute pulping,four tumbling digesters for reed or bamboo pulping, two 4-stage bleach lines,a pulp flash dryer, recovery boiler and causticizing plant, gas fired powerboiler, turbogenerator, caustic/chlorine plant, and gas fired vertical limekiln. Water is obtained from the Surma River and effluent, after passingthrough settling basins and lagoons, is discharged back to the river. Civilconstruction is of the same open type as is found at NBPM which caused someoperating problems in the last monsoon season. Lime mud is not reburned.About 50% of the mill's power requirements is generated on site.
37. Equipment arrangement is such that jute pulp can be produced simul-taneously with either bamboo pulp or reed pulp.
38. A feasibility study has been carried out for the addition of paperand paperboard production facilities.
- 82 -
ANNEX IIPage 1 of 3
BANGLADESH
PULP AND PAPER INDUSTRY
DRAFT TERMS OF REFERENCE FOR A CONSULTANT
A. Objectives and Background
1.1 The state-owned pulp and paper industry of Bangladesh consistsof four major units. In addition, BPBC operates a rayon and cellophane plant,a hardboard mill, a particle board mill, a gray board mill and several con-verting plants.
1.2 The four major pulp and paper units are as follows:
Karnaphuli Paper Mills (KPM) a 100 ton per day printing and writingand unbleached paper mill, using the Kraft process to produce pulpfrom bamboo and mixed hardwoods, together with a 17.5 ton per daydissolving pulp mill using bamboo and the prehydrolyzed Kraftprocess - started production in 1953.
Khulna Newsprint Mills (KNM) a 150 ton per day newsprint andmechanical printing paper mill, producing groundwood and chemiground-wood from Gewa - started production in 1959.
North Bengal Paper Mills (NBPM) a 60 ton per day printing andwriting and unbleached paper mill using the Kraft process to producepulp from bagasse - started production in 1970.
Sylhet Pulp and Paper Mill (SPPM) a 100 ton per day market pulpmill using the soda process to produce pulp from bamboo, reeds, andjute cuttings - started production in 1975.
1.3 These mills were all built or planned prior to the independenceof Bangladesh and were designed to serve the then combined East-West Pakistanmarket. With the loss of the West Pakistan market a serious problem ofsurplus capacity resulted.
1.4 During the disturbances prior to independence and since independencethe two older mills deteriorated badly, mainly due to the inability to obtainadequate supplies of spare parts.
1.5 At the present time the following actions are being taken to correctthese and other problems:

- 83 -
ANNEX IIPage 2 of 3
KPM: a balancing, modernization and rehabilitation study financedby IDA 1/ is being carried out.
a forest project financed by SIDA 2/ to improve the wood andbamboo supply to the mill is getting underway.
KNM: a balancing, modernization and rehabilitation project financedby CIDA 3/ is getting underway.
NBPM: Government is taking steps to obtain technical assistance forrehabilitation of the mill.
SPPM: a 2-year management contract financed by KfW 4/ is beingimplemented.
1.6 A feasibility report has been completed for the addition of paperand paperboard manufacturing facilities to the Sylhet pulp mill. Suggestionshave been made for increasing paper production capacity at KNM and KPM and foradditional capacity for dissolving pulp production at the latter mill.
1.7 The Government of Bangladesh desires to employ a consultant toprepare a plan for rationalizing the production facilities, for coordinatingthe on-going efforts of the different aid agencies and for suggesting methodsincluding alternate product lines,which could improve the export potentialand import substitution potential of the pulp and paper industry.
1.8 A IDA mission has recently completed a brief survey of the industryand the report of this mission would be made available to the consultant.Other reports prepared with the assistance of bilateral agencies and which arein the hands of the Government also would be made available.
B. Terms of Reference
1. Raw Material Base
1.1 Review and assess the available information on the fibrous rawmaterial resource. Through analysis of this information and through discus-sions with personnel at the Forest Directorate, BCIC and the mills determinethe adequacy of the resource for each mill.
1.2 Where necessary, suggest measures which are needed to improvethe fibrous raw material supply.
1/ IDA - International Development Association.2/ SIDA - Swedish International Development Authority.3/ CIDA - Canadian International Development Agency.4/ KfW - Kreditanstalt fur Wiederaufbau (Federal Republic of Germany).
- 84 -
ANNEX IIPage 3 of 3
1.3 Review and assess the available information on chemical and otherraw materials both domestic and imported. Comment on the suitability of thesupplies as to technical considerations, price and reliability of supply.
2. Markets
2.1 With the assistance of personnel from BCIC prepare an assessmentof the present and future domestic market for pulp, paper and paperboardproducts. Recommend areas where domestic products could replace imports.Suggest ways in which domestic marketing could be improved.
2.2 Review the past and present export markets of the industry andrecommend actions needed to improve the industry's position in these andother potential export markets. Such actions should include quality andprice considerations and changes in product line.
2.3 The work in 2.1 and 2.2 should be closely coordinated with thework of the marketing specialists who may be provided under bilateral assis-tance.
3. Production Facilities
3.1 Review the existing production facilities both as to present con-dition and future potential when BMR work is completed. Assess the needfor additional work of the BMR type.
3.2 Suggest changes in or additions to production facilities whichwould be required to implement any changes in product line resulting fromrecommendations in 2.1 and 2.2 above.
3.3 Prepare rough cost estimates of the capital required for suchchanges or additions.
4. Organization
4.1 Review the present organization of the industry and in particularthe roles of BCIC, BFIDC and the Forest Directorate.
4.2 After full discussion with the interested parties in Bangladeshrecommend a plan for the organization of the industry, giving in detailthe responsibilities of the different government bodies. Such a plan shouldgive full consideration to the problems of raw material supply, productionand marketing.
5. Report
Prepare a report embodying the findings of I to 4 above with recom-mendations as to actions required.
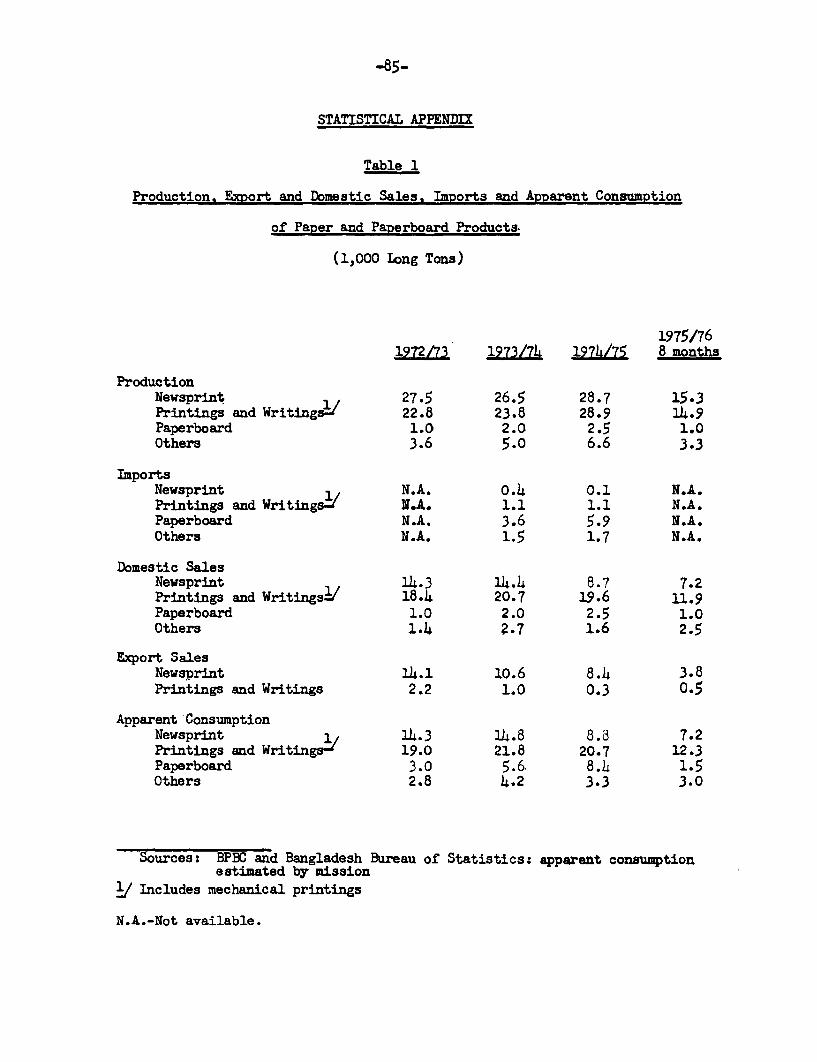
-85-
STATISTICAL APPENDIX
Table 1
Production. Export and Domestic Sales, Imports and Apparent Consumption
of Paper and Paperboard Products
(1,000 Long Tons)
1975/761972/73 1973/7 1974/75 8 months
ProductionNewsprint 27.5 26.5 28.7 15.3Printings and WritingsV 22.8 23.8 28.9 14.9Paperboard 1.0 2.0 2.5 1.0Others 3.6 5.0 6.6 3.3
ImportsNewsprint 1 N.A. 0.4 0.1 N.A.Printings and Writingsy N.A. 1.1 1.1 N.A.Paperboard N.A. 3.6 5.9 N.A.Others N.A. 1.5 1.7 N.A.
Domestic SalesNewsprint 14.3 14.4 8.7 7.2Printings and Writingsi/ 18.4 20.7 19.6 11.9Paperboard 1.0 2.0 2.5 1.0Others 1.4 2.7 1.6 2.5
Export SalesNewsprint 14.1 10.6 8.4 3.8Printings and Writings 2.2 1.0 0.3 0.5
Apparent ConsumptionNewsprint 1 14.3 14.8 8.8 7.2Printings and Writings-/ 19.0 21.8 20.7 12.3Paperboard 3.0 5.6 8.4 1.5Others 2.8 4.2 3.3 3.0
Sources: BPBC and Bangladesh Bureau of Statistics: apparent consumptionestimated by mission
/ Includes mechanical printings
N.A.-Not available.

-86-
STATISTICAL APPENDIX
Table 2
Imports of Newsprint in Selected Countries, 1969-1973
(1,000 MT)
1969 1970 1971 1972
Burma 21 16 14 14 11
Hong Kong 45 48 56 51 61
India 155 14 207 148 148
Indonesia 24 24 24 24 24
Iran 18 11 24 30 15
Malaysia 22 37 32 25 29
Pakistan 1 2 21 18 18
Singapore 15 25 33 25 33
Sri Lanka 23 18 14 10 10
Thailand 43 36 55 55 55
Source: FAQ Yearbook of Forest Products, 1973
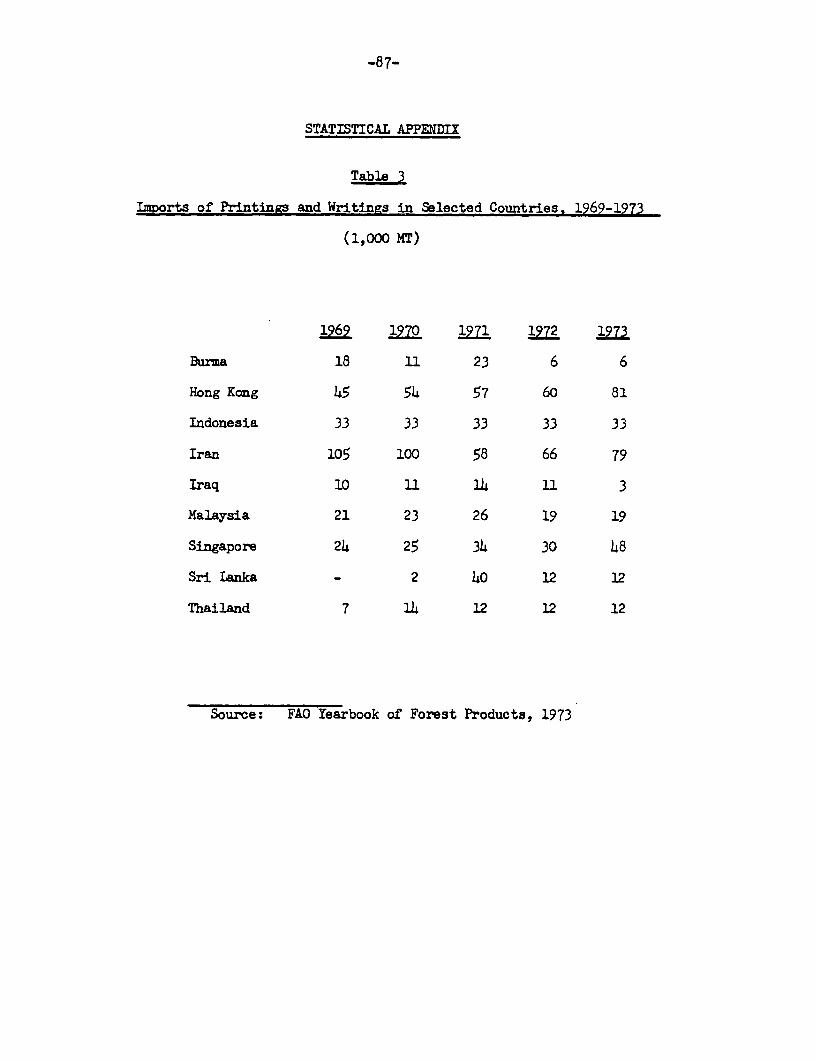
-87-
STATISTICAL APPENDIX
Table 3
Imports of Printings and Writings in Selected Countries, 1969-1973
(1,000 MT)
1969 1970 1971 1972 1973
Burma 18 11 23 6 6
Hong Kong 45 54 57 60 81
Indonesia 33 33 33 33 33
Iran 105 100 58 66 79
Iraq 10 11 14 11 3
Malaysia 21 23 26 19 19
Singapore 24 25 34 30 48
Sri Lanka - 2 40 12 12
Thailand 7 14 12 12 12
Source: FAO Yearbook of Forest Products, 1973

-88-
STATISTICAL APPENDIX
Table 4
Production of Printings and Writings in Selected Countries, 1969-1973
(1,000 MT)
1969 1970 1971 1972 1973
Burma - - 1 10 12
India 415 445 6h 82 h82
Indonesia 6 6 6 6 6
Iran - 12 27 30 36
Japan 1,973 2,41o 2,290 2,448 2,819
Korea, 47 22 29 25 25Republic of
Pakistan - - 17 25 25
Sri Lanka 8 9 9 10 10
Thailand 2h 23 25 30 30
Source: FAO Yearbook of Forest Products, 1973

-89-
STATISTICAL APPENDIX
Table 5
Average Direct Production Costs, Khulna Newsprint Hills,
(Current Taka per long Ton)
1975-761972-73 1973-74 1274-75 4 months
Wood 119 139 236 232
Imported Pulp 282 296 717 1,271
Chemicals 78 108 193 217
Fuel Oil 461 856 1,172 1,546
Other Operating Material 165 209 172 212
Fixed Costsal 472 591 492 607
Total 1,577 2,199 2,982 4,084
Imported pulp used, 20 20 21 21% of finished paper
Production, tons 27,493 26,684 28,684 10,312
Source: BPBC.
J Includes labour, administration and overhead;excludes depreciation, interest ani taxes.
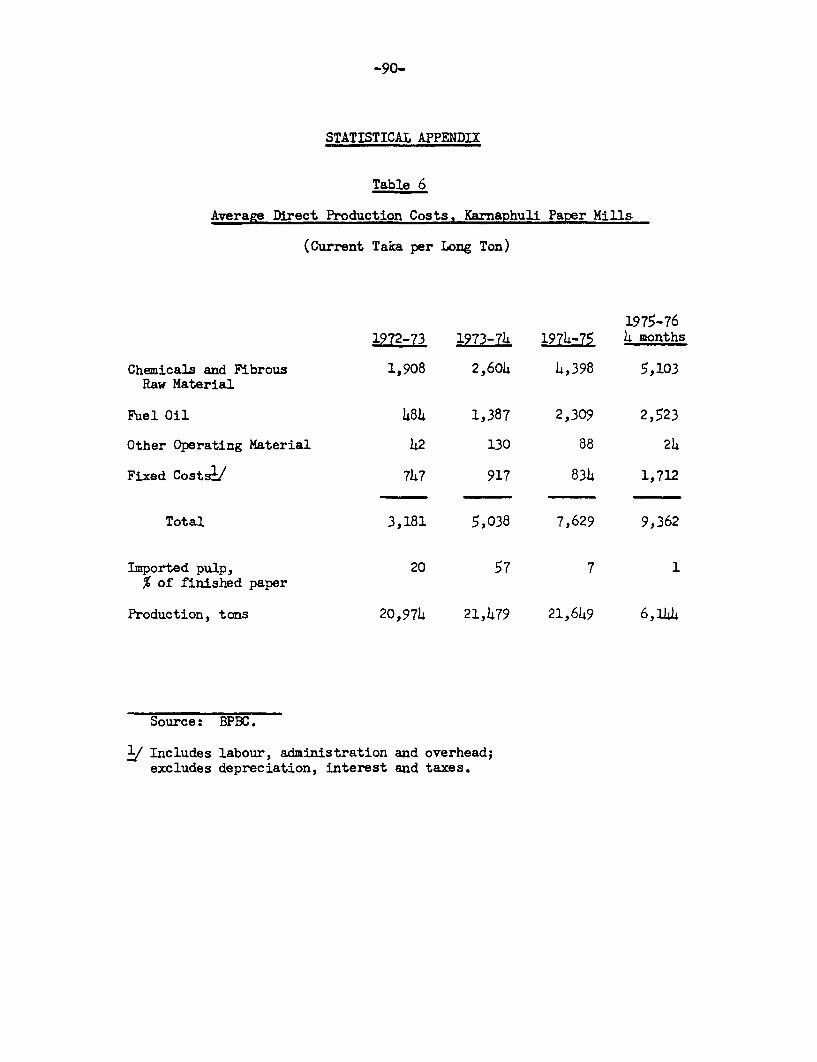
-90-
STATISTICAL APPENDIX
Table 6
Average Direct Production Costs, Karnaphuli Paper Mills
(Current Taka per Long Ton)
1975-761972-73 1973-74 1974-75 4 months
Chemicals and Fibrous 1,908 2,604 4,398 5,103Raw Material
Fuel Oil 484 1,387 2,309 2,523
Other Operating Material 42 130 88 24
Fixed Costs-/ 747 917 834 1,712
Total 3,181 5,038 7,629 9,362
Imported pulp, 20 57 7 1% of finished paper
Production, tons 20,974 21,479 21,649 6,1h4
Source: BPBC.
/ Includes labour, administration and overhead;excludes depreciation, interest and taxes.
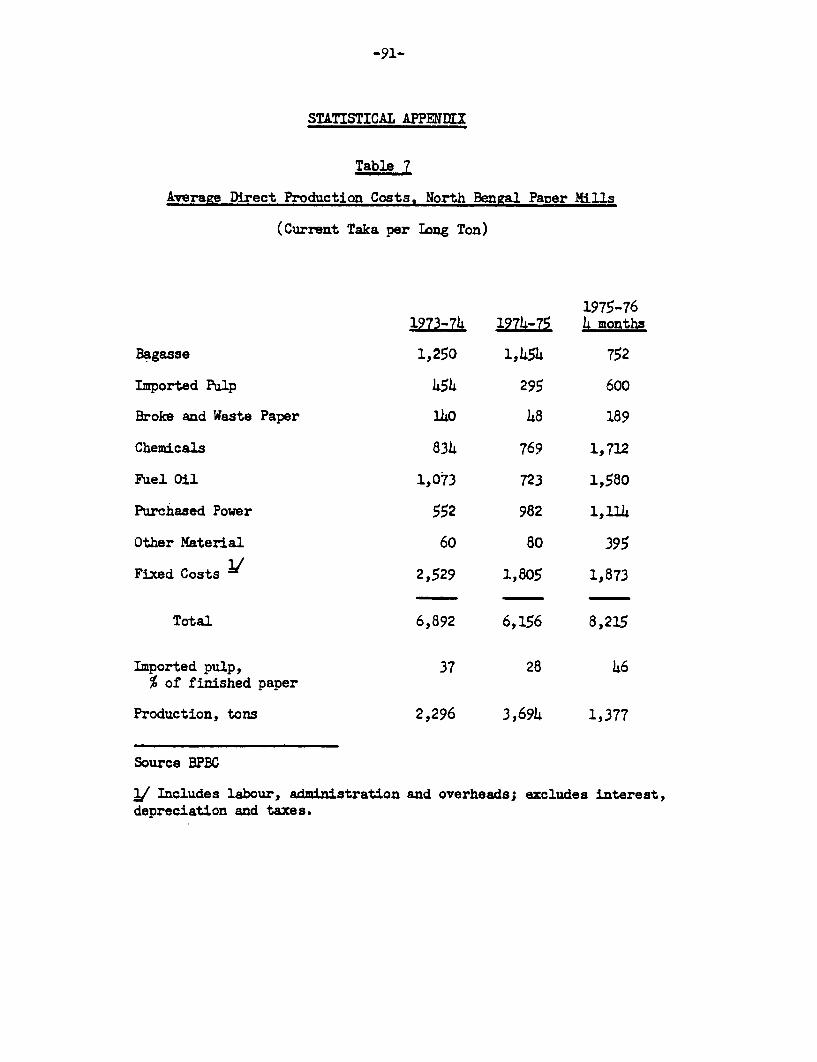
-91-
STATISTICAL APPENEII
Table Z
Average Direct Production Costs, North Bengal Pacer Hills
(Current Taka per long Ton)
1975-761273Z74 1972-75 4 months
Bagasse 1,250 1,454 752
Imported Pulp 454 295 600
Broke and Waste Paper 140 48 189
Chemicals 834 769 1,712
Fuel Oil 1,073 723 1,580
Purchased Power 552 982 1,114
Other Material 60 80 395
Fixed Costs 2,529 1,805 1,873
Total 6,892 6,156 8,215
Imported pulp, 37 28 46% of finished paper
Production, tons 2,296 3,694 1,377
Source BPEC
2/ Includes labour, administration and overheads; excludes interest,depreciation and taxes.

- 92 -
PART III. THE LEATHER TANNING INDUSTRY
CHAPTER I. PAST DEVELOPMENT OF THE TANNING INDUSTRY
1.1 Leather tanning in Bangladesh has grown from a small and primitiveindustry supplying the local market and exporting small amounts of semi-finished leather before the partition of the Indian sub-continent in 1947to its present status of the country's second export industry after thejute industry. Before 1947, goat skins which are among the finest in theworld and cow and buffalo hides which form the basis of the present tanningindustry were mostly exported raw. Only small amounts of cow hides weretanned to semi-finished leather and exported to the UK. Finished leather wasproduced in small quantities for the local market.
1.2 With the emergence of Pakistan in 1947, the country was cut offfrom the tanneries in Calcutta which had done most of the processing. Severalnew tanneries were founded in Dacca and later in Chittagong and the fewexisting plants were modernized and enlarged, commencing a slow developmenttoward a local export-oriented tanning industry. The new tanneries weremostly founded by non-Bengalis who also introduced modern tanning techniques.
1.3 With the establishment of a large number of new tanneries in the1960s, the industry reached a new stage of development. Exports of rawhides and skins dropped sharply and were replaced by semi-finished "wetblue" leather 1/. Between 1962 and 1967 exports of raw hides dropped from 75%of total exports of hides and leather to 8%. The most radical change occurredin the processing of goatskins which were all exported raw in 1962; towardthe end of the 1960s practically all goat skins were processed locally andexported as "wet blues", forming about half of Pakistan's leather exportsin this period.
1.4 The disturbances preceding the independence of Bangladesh inflictedheavy damages to the industry. While the physical damages on buildingsand machinery were comparatively small, the industry suffered seriously dueto the loss of its most experienced managers and technicians. Prior toindependence, many large and well-run tanneries were operated by non-Ben-aiiswho left the country. As a consequence, a considerable number of tanneriesdiscontinued operation, equipment deteriorated due to lack of maintenance,and product quality dropped as tanneries were operated by inexperiencedpersonnel. Exports fell probably sharply during the first year after independ-ence. The market for finished leather in West Pakistan was lost, exportsof semi-finished leather to other countries dropped as a consequence ofthe loss of marketing expertise of the non-Bengalis, and the raw materialsupply fell as the stock of animals was sharply reduced during the
1/ The first basic tanning of hi-es ,'ith - salts resLltI i
tanned leather with huie coLor wPiCi i' it i L moist. Pn: technicapdetails of the .ann;ng processes seo o;;nex 1.

- 93 -
Development of the industry to a higher degree of processing to semi-finished"crust" leather 1/ and to finished leather for export was effectively blockedby the exodus of experienced tanners. But the industry recovered fast, asexport demand for the high quality hides from Bangladesh remained strong.
1.5 The tanneries abandoned during the struggle for independence werenationalized in 1972 forming the Bangladesh Tanneries Corporation (BTC).2/These tanneries were among the largest and best equipped representing about50% of the industry's production capacity. However, BTC was not able toput the tanneries back into operation for over a year; with much deterioratedequipment, operations were resumed on a small scale in 1973 in a few plants,using mostly raw materials which had been acquired before independence.Large financial liabilities from the time before independence and lack ofworking capital for the purchase of raw materials also served to prevent areturn to previous production levels and led in May 1975 to the closing downof all BTC tanneries. In the meantime, the remaining private tanneries hadtaken over the ground lost by BTC. Total production and exports of theindustry reached pre-independence levels due to the private sector's abilityto overcome part of the initial operational and marketing difficulties.
1.6 BTC reopened eight of its 24 tanneries in early 1976, after itwas able to buy a small amount of raw hides under strong competition withprivate tanneries during the Kurbani festivities in December 1975. Thecorporation plans to sell 12 plants, most of them in inoperable condition, tothe private sector.
1/ Semi-finished "crust" leather is obtained by retanning, dyeing and dryingwet blue leather. See Annex I for technical details.
2/ In July 1976, BTC was merged with the Bangladesh Paper and Board Cor-poration and the Bangladesh Fertilizer, Chemicals and PharmaceuticalCorporation to create the Bangladesh Chemical Industries Corporation(BCIC).

- 94 -
CHAPTER II. THE PRESENT STATUS OF THE TANNING INDUSTRY
Production Capacity
2.1 Based on the membership in the Bangladesh Tanners Associationand on the registration with the Ministry of Industry, the total number oftanneries in the country is estimated at over 200 of which 24 belong to thepublic sector 1/. Total installed capacity for production of wet blue leatheris about 7.5 million cow and buffalo hides and 26.9 million goat skins peryear. Six plants are large mechanized tanneries wi.th a total annual capabilityto process into wet blue leather about 1.1 million cow and buffalo hidesand 5.4 million goat skins. Thirty-four medium and small mechanized tannerieshave a total annual capacity of about 2.6 million cow and buffalo hidesand 16.6 million goat skins. The capacity to process wet blue leather of theover 160 small non-mechanized tanneri.es, using mostly pits as opposed to motordriven drums in the larger tanneries, is estimated at 3.8 million cow andbuffalo hides and 4.9 million goat ski.ns per year. The total capacity forprocessing finished cow and buffalo leather for the local market should beabout 1.1 million hides per year.
2.2 The 24 public sector tanneries account for much of the i.ndustry'sinstalled capacity. BTC estimates its annual wet blue cow leather capacityat 1.1 million hides (20% of total capacity) and its wet blue goat leathercapacity at about 8.3 million skins (over 30% of total capacity). The capa-ci.ty of public sector tanneries to process finished leather is 240,000 cowhides per year.
2.3 The above capacity estimates should be taken only as a rough indica-tion of size as access to the non-mechanized sector of the industry is easybecause of low capital requirements. The estimates appear to be on thehi.gh si.de. Private tanneries tend to over-estimate their capacities, whichmight give them easier access to bank credit and foreign exchange allocations.Further, the esti.mates are based on continuous processing of hides during 250days per year, while in reality the supply of raw hides is fluctuating sharplyand stocks of raw hides in the tanneries are usually insufficient for continuousproduction. Finally, effective capacity is considerably below installedcapaci.ty as much equipment is in need of major overhaul for proper operationor needs replacement due to obsolescence. On the other hand, relativelysmall additional i.nvestments to modernize a few of the large tanneries wouldincrease the total capacity substanti.ally. It is obvious, however, thatall estimates indicate a substantial excess capacity in the industry whencompared to the available supply of raw hides.
1/ Initially, 30 tanneries were nationali.zed, but six plants which hadnot been operating for a long time were subsequently permanently closed.
- 95 -
Production and Exports
2.4 Production and exports of wet blue leather appear to be now slightlyhigher than during the years preceding independence, but basic informationfor reliable estimates is not available. 1/ The mission estimates the aver-age annual rates of production and exports during the period 1972/74 atabout 6 million pieces of wet blue goat leather and 1.5 million pieces of wetblue cow leather with a total value of about Tk 220 million in 1974 prices.Production and exports of goat leather were somewhat lower in 1974/75 ascompared to 1973/74, and higher for cow leather, but this should not indicatea trend as longer term production possibilities are determined by an apparent-ly stable supply of raw hides and skins. Based on average production andexport figures for the past two years and the current average export pricesof Tk 7.30/sq. foot for wet blue cow leather and Tk 20/sq. foot for wet bluegoat leather, the present annual rate of revenues from export sales should beabout Tk 420 million (Tk 170 million for cow leather and Tk 250 million forgoat leather); however, export statistics for the early months of 1976 show adecline in volume so that the provisional estimate for total 1975/76 exportsis Tk 350 million. In US dollars, revenues from leather exports have beenstable over the recent years at US$20-23 million per year.
2.5 Information on production for local consumption of finished leatherand sole leather are still more scanty than export production figures.Inferring from published sales data of BTC to the whole industry, a reasonableestimate for the period before the May 1975 devaluation appears to be thatabout 10% of total production - with a value of Tk 25 million - were soldon the local market. The present percentage of the local sales will be lower- perhaps 6-7% of the total - as local prices have increased since devaluationat a substantially lower rate than export prices, while quantities are probab-ly unchanged.
Raw Material Supply
2.6 The basis for the leather tanning industry in Bangladesh is theavailability of high quality raw hides and skins from cows, buffalos, goatsand sheep. A number of conflicting estimates exist on the size of the live-stock in the country and on the rate of slaughtering which determines thesupply of hides. No statistics on livestock existed before independenceand the subsequent catastrophic floods have made later estimates unreliable.The table below presents the information from different sources on recentestimates of livestock and slaughtering. The range estimates for the live-stock present the highest and lowest figures found; the data on the supply ofhides are those considered by the mission as the most realistic.
1/ Only BTC, having an estimated 20 to 25% of total production and salesduring 1972/73 and 1974/75, publishes statistics. The estimates onthe private sector are based on available export statistics.

- 96 -
Annual Supply of Estimated ProductionLivestock Hides and Skins of Tanneries
(million animals) (million pieces)
Cattle 18.0 - 26.0 2.50 )1.60Buffalos 0.4 - 0.7 0.15 1Goats 7.2 - 12.0 6.50 )600Sheep 0.6 - 0.8 0.30 6.0
The annual supply of cowhides in Bangladesh appears to be extremely low at10-14% per year as compared to about 35% in Europe and 42% in the US. Smug-gling to India which has been reduced during 1975 could have had an effect onthe availability of hides. There seems to exist a substantial quantity ofcow hides which are not supplied to the tanneries, leaving some leeway for afuture increase of cow leather production.
2.7 Due to poor breeding conditions animals in Bangladesh have a smallsize. Cow hides are normally half the size of those from cattle raisedin Europe or US and their substance corresponds to those of calf skins. Thiswould make cow hides from Bangladesh suitable as raw material for high qualityleather, but damages due to wounds and improper flaying and curing restricttheir use. Buffalo hides are larger than cow hides. Their substance iscoarser and the hump of the animals interferes with the tanning processand limits their use to production of sole leather for local consumption.Goat skins are the most valuable raw material available to the tanning indus-try in Bangladesh. Due to the fine and tight grain, goat skins from Bangla-desh are among the best in the world. The skins are also normally withoutwounds or pockmarks and they are properly flayed. They are primarily usedto produce leather of high quality, and they fetch a good price on the worldmarket.
2.8 As there are no large modern slaughterhouses in Bangladesh forbulk collection, most of the hides and skins are bought in small lots byrural traders from all over the country. The hides are then sold to middle-men who will make up larger lots, and they may change hands several timesbefore reaching the tanneries. The remaining hides and skins are collectedafter the ritual slaughterings during the Kurbani festivities, when theyare auctioned off directly to tanners or large-scale traders.
2.9 The present organization of the skin trade has an adverse effecton quantity, quality and cost of production of the tanning industry. Thehides are frequently damaged as many slaughterers and traders are inexperiencedin proper hide curing which is important in the hot and humid climate ofBangladesh. The present trade system also gives little profit incentiveto increase the supply of hides as producers receive only a fraction of the

- 97 -
final price. Many hides may not even reach the trade for lack of priceincentive. The supply of large quantities of the hides after the Kurbanifestivities creates problems to the tanners, due to the high working capitalnecessary to take advantage of the ample supply of good quality hides, whichmakes tanning more than other industries dependent on the availability ofbank credit for working capital.

- 98 -
CHAPTER III. EFFICIENCY OF THE TANNING INDUSTRY
3.1 Utilization of capacity of the tanning industry is extremely low.Using the estimates for installed tanning capacity of para. 2.1 (7.5 millioncow and buffalo hides and 26.9 million goat and sheep skins per year) andthe estimates of average annual production of para. 2.4 (1.6 million piecesof cow and buffalo leather and 6.0 million pieces of goat and sheep leatherper year) average utilization is about one-fifth of the cow and buffaloleather-tanning capacity and one-quarter of the goat and sheep leather tan-ning capacity. While still operating all tanneries before May 1975,BTC had an even lower utilization of about 15% of capacity; private sector
utilization of capacity is now about 50%. However, as part of the equipmentis obsolete, utilization of effective capacity should be larger.
Technical Conditions and Performance of Tanneries
3.2 The mission visited a number of private and public sector tanneriesto obtain an impression on the technical conditions and the operating perform-ance of the tanning industry. Generally, the mission found in the tanneriesvisited machinery and equipment of low technical standard as compared totanneries in developed countries. Cottage tanneries only use pits in thetanning process and hand tools for the mechanical treatment, the mediumsized tanneries employ motor driven drums for the most critical parts of the
tanning process and pits and paddles for the other operations. Only the fewlarge tanneries use machines for some of the mechanical operations such asfleshing and shaving.
3.3 Practically all of the machines in the tanneries visited are badlymaintained and many are in inoperable condition. Of the operations usuallyperformed in tanneries only fleshing is done mechanically, while e.g. noneof the splitting machines was in operating condition. 1/ Similarly in tan-neries producing finished leather for the local market, the finishing equip-ment was in bad condition and was, in most cases, not used.
3.4 The use of primitive and inadequately maintained equipment inthe operation of most tanneries has a negative effect on the quality of wetblue and finished leather. Still more serious is the observed lack of tech-nical knowledge of staff in the tanneries. Chemical processes are generallynot well understood; control of the tanning process is mostly not performedat all. Some faults frequently observed by the mission in the productionof wet blue leather are as follows:
1/ On the operations usually performed in tanneries see Annex I.
- 99 -
(i) The importance of correct temperatures, especially in thebating process are not recognized resulting in variationsin the quality of the product;
(ii) Liming is frequently inadequate resulting in incompletepickle and chrome penetration which makes it impossibleto obtain the softness of high quality leather;
(iii) Chrome tanning is carried out or terminated at a too lowpH level, which may result in the release of free aciddamaging the wet blue leather during long transport andstorage periods;
(iv) Chemicals added during the different stages of tanning arenot measured with the necessary precision, which has anegative influence on product quality.
The quality reduction of the wet blue leather due to these technical andoperational inefficiencies in the tanning process are substantial. Butexport demand especially for the goat leather remains strong because ofthe high quality of the raw hides. The imperfections of the tanning pro-cesses have also a strong effect on the quality of the finished leather,where the best qualities produced in Bangladesh would not be accepted onthe international market at prices which cover costs.
Labor and Management
3.5 The inexperience of plant managers and workers is the main reasonfor the comparatively low quality of output. Most of the senior staff ofthe tanneries before independence were non-Bengalis and after their departureonly a few experienced tanners remained in the industry. But after havingbeen trained mostly in Europe a long time ago, even they have only littleknowledge of modern tanning techniques which are necessary for high qualityproducts. Staffing is a more serious problem in the public sector thanin the private tanneries. None of the senior staff members of BTC had previoustraining in tanning and most of the plant managers of public sector tanneriesvisited by the mission seemed to have acquired their limited knowledge oftanning "by doing" without proper training.
3.6 In total, about 4,000 to 4,500 people are employed in the tanningindustry, of which over 1,000 in the public sector. Generally, the tanneriesappear to be overstaffed, which is obvious in the public sector as presentproduction is small and most of the staff is kept occupied with maintenancework and the re-wetting of old wet blue leather stocks. The large work forceemployed in the private tanneries appears mainly due to the irregular supplyof raw hides: since the cost of labor is low and working capital costly andnot always available to finance large raw material stocks, it is economical tomaintain a large work force for maximum production at times of supply peaks ofraw hides.

- 100 -
Cost Structure
3.7 The table below presents the 1975 structure of production costsfor the two most important export products, wet blue goat and cow leather,calculated as an average of four large and medium sized private tanneries.For comparison, the last column of the table shows the cost structure of allpublic tanneries as projected for the year 1976 (as pointed out earlier, BTC'sprojections for 1976 are now obsolete):
BTC projectedGoat Leather Cow Leather 1976 Costs
Tk/sq. ft. % Tk/sq. ft. % %
Hides and Skins 13.75 92.4 3.00 70.1 78.8Chemicals 0.75 5.0 1.00 23.4 12.0Wages and Salaries 0.10 0.7 0.10 2.3 2.2Energy, Water 0.01 0.1 0.01 0.2 0.1Interest 0.02 0.1 0.02 0.5 1.2Other, IncludingDepreciation 0.25 1.7 0.15 3.5 5.7
Total Production Costs 14.88 100.0 4.28 100.0 100.0
Raw materials in the form of hides and chemicals represent more than 97%of production costs of goat leather and over 94% of the costs of cow leather.Raw hide prices are the dominant factor in the cost calculation of thetanning industry.
3.8 During 1974 and in the first months of 1975 prices of hides andskins were fairly stable at about Tk 10 per sq. foot of goat skin and Tk 2 persq. foot of cow hide. Devaluation of the Taka in May 1975 raised temporarilythe profits of the tanners as export revenues rose substantially. Competitionfor the limited supply of raw hides was not strong during this period as thepublic sector tanneries operated at an extremely low level, leaving the bulkof the raw material to the private tanneries. By December 1975, pricesincreased to over Tk 13 for goat skins and to Tk 3 for cow hides, probably asa first market reaction to the planned reopening of public sector tanneries inJanuary 1976. After the Kurbani celebrations, when BTC re-entered the marketfor raw hides, prices soared to Tk 18 per sq. foot for goat skins, and Tk 6for cow hides. It may not be possible to maintain this high price level forraw hides as the corresponding increase of export prices for wet blue leathermight depress demand in the long run. The weight of the cost of raw hides inthe total production cost of the tanning industry, however, can be expected toremain high.
3.9 Chemicals form the next most important cost component for thetanning industry. Most of the chemicals for tanning are imported sinceonly salt, lime and sulfuric acid are locally available. Imported chemicals
- 101 -
carry a high import duty of about 100% on average on the CIF costs, buttanners are reimbursed at the export of leather. Other cost items have littleinfluence on the total production costs of wet blue leather. The low weightof salaries and wages reflects the generally low wage level in Bangladesh, aqualified tanner obtaining about Tk 2,000 per month and tannery workersbetween Tk 250 and Tk 750 (for leather sorters) per month. Interest chargesare somewhat higher in the public sector due to the debts from the time beforeindependence, but their total weight is small. Depreciation of 10% on non-revalued fixed assets are also low. The 24 public tanneries calculate totaldepreciation of 1976 at Tk 0.1 million which is less than one-tenth of onepercent of total projected production costs. As investment in buildings andequipment generally is small in the tanning industry, even a proper revalua-tion of assets at replacement costs would probably not increase depreciationcosts above 1% or 2% of total production costs.
Financial Performance
3.10 Since independence, the tanning sector showed a mixed financialperformance. In general, private tanneries have been profitable while thepublic sector incurred losses during all three years of BTC's operation. 1/BTC's losses were caused by its low level of operation while retaining mostof its staff and continuing its debt service. Profitability of leatherexports by private tanneries has been established due to the systems of exportperformance licenses and export rebates (drawbacks). Exporters obtain aperformance license of 20% of the export value which they may use to importchemicals and equipment or to sell to others in the industry at a premium.Export rebates are obtained in the form of reimbursements of duties paid onimports used as inputs for export commodities. The mission could not obtaininformation on the revenues of private tanneries resulting from the twosystems, but BTC's 1976 projections of sales and revenues should also presenta reasonably realistic picture for the private sector tanneries.
3.11 On total projected export sales of Tk 135 million, export performancelicenses for an amount of Tk 27 million would be obtained (20% of exports).BTC estimated the market premium on export performance licenses at 35% of theface value, 2/ and a sale of all licenses would, therefore, add about Tk 9.5million to BTC's revenues. Additionally, Tk 4 million would be reimbursed toBTC for duties paid on projected Tk 8 million of imports of chemicals for theproduction of exportable wet blue leather. Thus, sales of export performancelicenses and reimbursement of import duties would add Tk 13.5 million to BTC'srevenues from projected total sales of Tk 186.7 million. Total costs ofproduction were projected at Tk 188.9 million which would not be covered bythe revenues from sales alone. But due to the export performance licenses
1/ The losses were 1972/73: Tk 9.2 million; 1973/74: Tk 6.4 million;1974/75; Tk 3.3 million. For the fiscal year 1975/76 losses will pro-bably increase as the tanneries did not operate from May to December1975.
2/ In March 1976, the market premium was lower at about 20% of face value.

- 102 -
and export rebates BTC projected a 6% profit margin on sales corresponding toan extremely high return on net assets in operation.
3.12 BTC's projection for 1976 also represents roughly the overallfinancial conditions for the 40 or so exporting tanneries in the privatesector. This would indicate that tanning in Bangladesh is a highly profitableindustry. Profitability is determined by the amount of raw hides that can beprocessed, by the market premium on the sale of export licenses and by theprice relation of raw hides and wet blue leather. Raw hide prices havereached a level close to and sometimes above the wet blue leather exportprices. An improved quality of wet blue leather would only marginally increasethe export price. Therefore, the private tanners are primarily raw hidedealers who try to maximize their purchases of limited raw materials. Pur-chasing maximum quantities of raw hides and exporting wet blue leather toobtain a maximum of saleable export performance licenses have a much higherinfluence on profits than actions to improve operations of the tanneries.This may explain the lack of interest of private tanners to increase produc-tivity in the tanneries, to improve the quality of the product or to takerisks connected with the processing of finished leather for exports.

- 103 -
CHAPTER IV. MEASURES FOR FUTURE DEVELOPMENT
4.1 Development efforts in the tanning industry should be concentratedon the increase of foreign exchange earnings from leather exports. Thelocal market for leather is small compared to the export market and is suppliedwith high cost products of relatively low quality. But local consumersshould benefit from any improvements on the export side through lower pricesand higher quality. Therefore, development of leather exports should be ofgreater concern than the local leather market.
Supply of Raw Hides
4.2 Increase of leather exports may be achieved in several ways,although most of the possible strategies appear to be promising only inthe long term. In the short term, the supply of raw hides, which now isthe limiting factor on a further increase of wet blue leather production,can only be marginally raised. In the past, substantial quantities of rawhides were smuggled out of the country, but the devaluation of the Taka andhigher hide prices on the local market have increased supply to the tanneries.At present, only a small amount of available goat skins are not processedin local tanneries. The stock of goats probably will rise only at a lowrate, since goats in Bangladesh feed on refuse. The supply of cow hides couldbe increased substantially in the long run by better breeding and feedingpractices which would increase the livestock and would allow a higher annualtake-off. Proper slaughtering and flaying on a large scale in slaughter-houses would also increase supply of hides and improve quality. However,these long run measures to increase the supply of raw hides would involvebroad and basic changes in the present ways of raising cattle and processingmeat in Bangladesh. Hides are only a by-product of meat production. Measuresto increase the supply of hides in-the long run should, therefore, be dis-cussed in the much broader context of animal husbandry policies.
4.3 As described in para. 2.9, under the present organization of thetrade in raw hides, tanneries do not obtain the maximum possible amountof hides. Thus, e.g., about one million cow hides available in 1974/75 witha market value of Tk 35 million were not supplied to the tanneries. Thereasons are not clear, but it appears that, apart from smuggling of hidesto neighboring countries, lack of price incentives for the hide producersand losses of hides during long trading processes played a major role. Alarger supply of hides to the tanneries can, therefore, be expected if hideproducers were to receive higher prices and if the raw hide market processcould be shortened. Involvement of rural cooperatives who would collect thehides from members and sell directly to the tanneries is one way to achievethese goals. However, before implementing basic changes in the presenttrading system, careful studies have to be conducted.
Price Increases
4.4 Prospects to raise export earnings by further increasing the priceof wet blue leather also appear to be limited. Small price increases may be

- 104 -
possible with some marketing effort, as world demand, especially for the highquality goat leather from Bangladesh, is expected to remain strong. Animprovement in the tanning process would offer additional leeway for priceincreases. However, the effect of these measures on revenues would remainsmall and if fully implemented, they would probably add no more than a fewmillion Taka to the present potential export revenues of Tk 420 million.
Processing of Finished Leather
4.5 While efforts should be made and incentives given to raise thequality of the raw hides and to improve the tanning process, the most pro-mising development of the industry appears to be further processing of wetblue leather to semi-finished "crust" leather and, later, to finished leather.Obviously, this would necessitate substantial changes in the industry andit would not be without risks. It is a natural development which probablywould have already taken place without the disturbances before independence.Other raw hide producing countries, like Argentina, Uruguay and India, alsotook the development from exports of raw hides over wet blue leather tanningto finished leather and, finally, to the export of leather products, increas-ing in all steps the value added and the export revenues earned by the tanningindustry. Finally, a long term trend in the world leather industry alsofavors further processing in Bangladesh. New plants are located mostlyin countries with ample supply of labor willing to work under the typicallyunpleasant conditions in tanneries.
4.6 To reduce the risks to a minimum, the industry would probablycommence as a first step with the production of "crust" and finished cowleather, leaving further processing of goat skins to a later stage of develop-ment. Cow hides are easier to process to "crust" or finished leather ofacceptable quality than goat skins and, as their part in total exports issmaller, possible revenue losses in the initial stage of a change to exportsof finished leather would be limited. In addition, the problems of marketingfinished leather can be expected to be much greater for the fashion orientedgoat leather than for cow leather which has a broad market.
4.7 The following calculation compares the costs of production andthe earnings from exports of wet blue, "crust" and finished cow leather.The prices used are those of December 1975, which have partly changed in themeantime; the calculation should, therefore, only be taken as a numericalexample indicating realistic proportions.
Costs (Tk per sq. ft.)Inputs Wet Blue Crust Finished
Cow hides 3.00 3.00 3.00Chemicals 1.00 1.80 2.75Wages - Salaries 0.10 0.25 0.75Other 0.20 0.30 0.50
Total 4.30 5.35 7.00FOB Export Price 4.30 7.00 10.00

- 105 -
Assuming that all chemicals are imported, the net foreign exchange revenuesper square foot from exporting different categories of raw leather are (inTk per sq. foot):
Wet Blue Crust Finished
3.30 5.20 7.25
About 1.5 million cow hides at an average size of 16 square feet are avail-able for exports which would result in the following total amounts for costsand revenues: (in Tk million)
Wet Blue Crust Finished
Costs 103 128 168Gross Export Revenues 103 168 240Net Foreign Exchange Earnings 79 125 174
Net foreign exchange earnings per year from exports of cow leather wouldincrease by Tk 46 million to Tk 125 million if exported as "crust" leather,and by another Tk 49 million to Tk 174 million if exported as finishedleather. Exports of "crust" and finished goat leather, which is, however,a much more complicated matter, would bring substantially higher additionalforeign exchange revenues than cow leather.
4.8 Much of the equipment existing in the tanneries which is at presentseverely under-utilized could be employed in the further processing of wetblue cow leather to "crust" and finished leather, but some additional machi-nery would be necessary. From observations during plant visits in Bangladeshand experience in other countries, the mission estimates that the cost ofthe additional equipment to process the cow hides currently exported as wetblue leather to the "crust" leather would be about Tk 25 million. Costs ofadditional machines to produce finished cow leather might add another Tk 65million. Net export earning as estimated in para. 4.6 would be reduced byabout Tk 4 million for the "crust" leather stage and by Tk 14 million forfinished leather, 1/ but further processing of the leather clearly would stillbe worthwhile.
1/ Annuities for Tk 25 million and Tk 90 million, respectively, at an assumedeconomic life of the equipment of 10 years at 10% interest.
- 106 -
Change of Sector Organization
4.9 Present sector organization,l/ the incentive system and staffingof the tanning industry would need to be changed to successfully implement aprogram of "crust" and finished leather production. The separation of thetanning industry into a private and a public sector, which was necessaryduring the time immediately after independence to put the abandoned tanneriesback in operation, is now detrimental to efficient operation of the industry.The low capacity utilization and final closing of public tanneries during atime when most of the private tanneries operated profitably demonstrates thatthe tanning industry in Bangladesh thrives best in the private sector.Government plans to sell 12 less efficient public tanneries to the privatesector represents a step in the right direction. However, considering thefinancial and managerial condition of the public sector tanneries, thereappears to exist no particular advantage of maintaining tanneries in thepublic sector, except under specific circumstances. On the other hand,Government plans to build a large tannery with technical and financial assis-tance from Czechoslovakia for export of finished leather probably can only berealized within the public sector.
Training Program
4.10 The step to further processing of leather cannot be successfullyimplemented without substantially improving the technical and marketingexpertise in the sector. Presently, there are only a few tanners with basicexperience in all stages of leather processing, which mostly is not up todate. A strengthening of the technical capability is a necessity and withouta broad program of training and foreign technical assistance a project tofurther process leather would fail and would result in a severe economic lossto the country. Government, the private tanners organization and, possibly,the Bangladesh Insitute of Leather Technology, 2/ which trains leather technolo-gists, should jointly prepare the training program. Government should allocateforeign exchange necessary for training of tanners abroad and for foreigntanning experts. International and bilateral aid organizations might alsohelp in the preparation of the program and in acquiring the necessary foreigntechnical assistance. The program should include studies for the marketingof "crust" and finished leather. One way to obtain the necessary tanningexpertise is the setting-up of joint ventures with foreign tanners who mightalso finance the new equipment. This has proved successful in other countriesmoving to processing of finished leather.
Incentives
4.11 The present system of export promotion - mainly export performancelicenses and rebates - makes the tanning industry highly profitable, butprovides no incentives to improve operations of the tanneries or to take the
1/ BTC was recently merged with two other public sector corporations.
2/ On the operations of the Institute see Annex III.
- 107 -
risks of further processing of leather. Government should design, in coopera-tion with the tanning industry, a new incentive program which would makeexports of "crust" and finished leather more profitable than exports of wetblue leather. The main features of an effective incentive program would be astep-wise reduction of performance licenses received for export of wet blueleather and a simultaneous increase of performance licenses for "crust" andfinished leather exports. Similar incentive programs have been highly effec-tive in other countries to promote processing of finished leather.
4.12 Subsequent to the visits of the mission, in connection with theimport policy announced in July 1976, the Government has revised the systemof export performance licenses to provide additional incentives for exportersof finished leather and leather products, as follows:
Old New
Semi-tanned (wet blue) leather 20% 20%Crust leather 20% 25%Finished leather 20% 30%Footwear 15% 30%Other leather goods 10% 30%
While this may be considered a useful first step in stimulating appropriaterestructuring of the industry, there is urgent need for formulating a longer-term policy for the industry rather than to deal with the matter in the con-text of overall short-term economic policies.

-108-
Annex
Tannery Processes
(Slaughter:ng/Flay1ng): ?'resh (green) Hides andi Sk-ns
(Curing): Wet-splted lides and Sk:nsL|
soakingdeharringlimingFLESHIiNG
-SPLITTING (m)
j i_ed stockI
delimi:ngboat:n6
pickling btg ye etable-tannirnchrome- tannina
'.SAWAYINGpi l:ngSHAVING
W1et-Blues E G*-- 3ryingneutralizing Gres4l;fngStuffing
retanning SET'I;;G-OUT. atli.quor:ng 3ry:.ngdyeing ROLL'IG (m)
* SAkYINGpo ' ng
* SETTING-OUTDrytng
ICrust - natural or dyed 'l*cnc: e_ o.; g
STAK;I.GBUFFING (m)
3UTFIN0G -CAUSNE G3LESHSIDE (n) *SPM.YI;G
DrytngIROITII';G
,PLATINGI F _ ~~~GLAZINIG _
'elcur Tull Grain or Vege able V tle|Leathes Corrected Grain Upper - Sclel
S Chrome Upper Leathers Leathers
Leathers S
Note: Processes and Operations shown are comnon practices - manyvariations exist however.
The presentation distinguishes between different types of tarn.-_ 7rocesses
in the following manner:
(i) Processes in water which are carried out in pits, paddles Dr =o'asare indicated by lower case letters, e.g. "soaking";
(ii) Yechanical operations are indicated by capital letters, e.g."SiAVING";
(iii) Other processes are indicated by the following spelli.g: 'r:trgg(iv) Other signs are used as follows:
(m) for processes performed by mac'nines onl2:for processes not always necessary in tannrs. g lazs 'performed in Eangladesh;
o for operations preparing the dispatch of a :rzG_Z'.
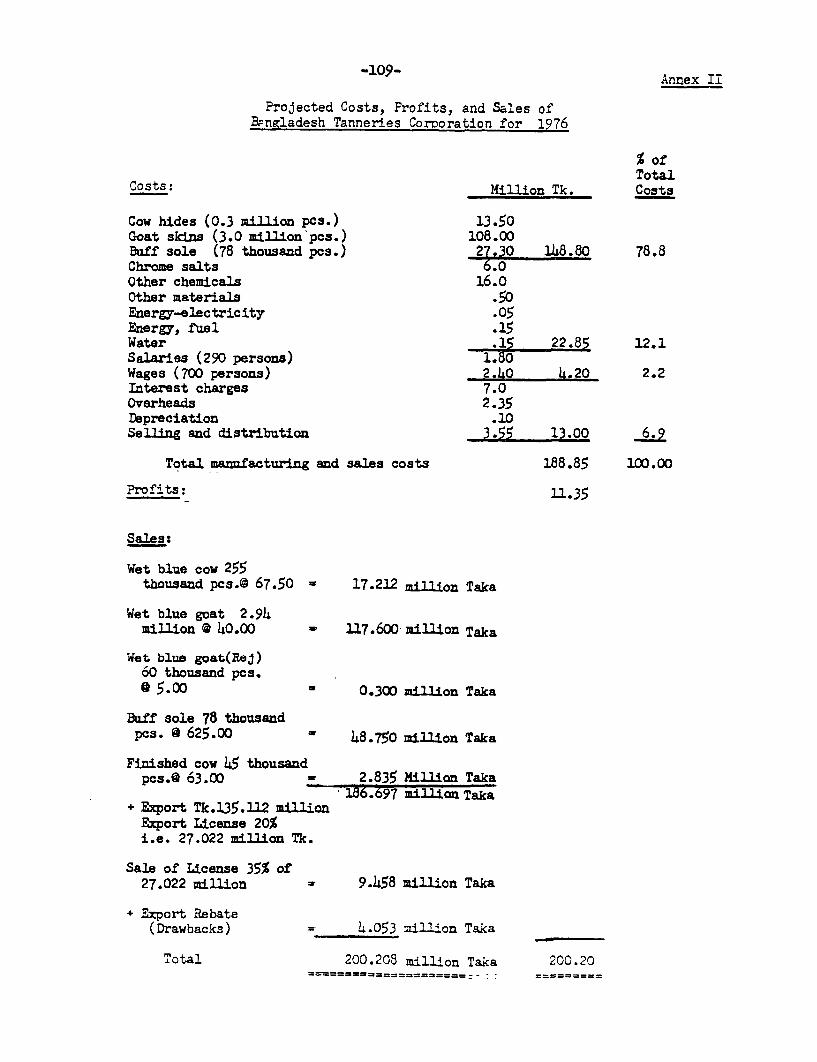
-109- Annex II
Projected Costs, Profits, and Sales ofBEngladesh Tanneries CorDoration for 1976
% ofTotal
Costs: Million Tk. Costs
Cow hides (0.3 million pcs.) 13.50Goat skins (3.0 million'pes.) 108.00Buff sole (78 thousand pcs.) 2Z.30 128.8o 78.8Chrome salts 6.0Other chemicals 16.0Other materials .50Energy-electricity .05Energy, fuel .15Water .15 ?2285 12.1Salaries (290 persons) 1.80Wages (700 persons) 2.40 h.20 2.2Interest charges 7.0Overheads 2.35Depreciation .10Selling and distribution 3.55 13.00 .2
Total manufacturing and sales costs 188.85 100.00
Prof4ts: 1135
Sales:
Wet blue cow 255thousand pcs.@ 67.50 17.212 million Taka
Wet blue goat 2 .94million S 40.00 - 117.600 million Taka
'Wet blue goat(Rej)60 thousand pcs.0 5.00 0.300 mllion Taka
Buff sole 78 thousandpcs. 5 625.00 h 48.750 million Taka
Finished cow h5 thousandpcs.@ 63.00 8 2.835 Million Taka
186.697 million Taka+ Export Tk.135.112 million
Export License 20%i.e. 27.022 million Tk.
Sale of License 35% of27.022 million M 9.458 million Taka
+ Export Rebate(Drawbacks) L.053 million Taka
Total 200.208 million Taka 200.20

- 110 -
ANNEX III
Research, Development and Training Institutionsfor the Tanning Industry
1. Research and development for tanning is performed on a modestscale in the Bangladesh Council of Scientific and Industrial Research (BCSIR)which has its laboratories in Dacca. BCSIR's leather technology divisionemploys a technical staff of four who have several testing and pilot plantmachines at their disposal. Research of the leather technology divisionis concentrated on the following areas:
(i) Isolation of tanning materials from indigenous trees ortheir bark;
(ii) Testing utilization of these materials in different tanningprocesses;
(iii) Analyzing processes to manufacture industrial leathers;
(iv) Analyzing different uses of hides and leather wastes.
Present staffing and equipment of BCSIR's leather technology division isinadequate to conduct properly its research work. Plans to enlarge theleather technology division and to diversify its activities were suspended in1972, after spending about Tk 1.1 million for new laboratory buildings 70miles south of Dacca.
2. The Bangladesh Institute of Leather Technology (Government Tannery)in Dacca teaches leather technology in three year courses currently to 105students. The first batch of 30 technologists will be examined in 1976.Training at the Institute is concentrated on leather goods manufacturing.The teaching staff comprises a principal, holding a Ph. D in tanning chemis-try, and three technicians. The Institute is equipped with a suitable tannerybuilding and a nearly complete range of tannery machines. Due to improperoperation and bad maintenance most of the machines and other equipmentsuch as drums and paddles are inoperable.