form- 1environmentclearance.nic.in/writereaddata/online/tor/08...m/s. meghmani organics ltd.,...
TRANSCRIPT
Form- 1
FORM – 1
[Vide Paragraph-6 of Notification dated 14th September 2006]
For
ENVIRONMENTAL CLEARANCE
For Proposed Expansion in Production Capacity
consisting increase in production capacity of existing products and addition of new products within existing premises of
M/s. Meghmani Organics Limited
Unit-III, Agro Division Plot No. CH-1+2/A, GIDC, Dahej,
Tal- Vagra, Dist- Bharuch-392130, Gujarat
Prepared by Anand Environmental Consultants Pvt. Ltd.
QCI-NABET Accredited, & NABL Accredited, 16, Everest Tower, Naranpura, Ahmedabad– 380013,
Ph.No.: 079-27484871, Email: [email protected]
July 2017

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 2
FORM-1
[Vide Paragraph-6 of Notification dated 14th September 2006]
(I) Basic Information :
1. Name of the Project : M/s. Meghmani Organics Ltd. [Agrochemical Intermediates Manufacturing Unit]
2. Survey No. in the schedule : Plot no. CH-1/A+2/A, GIDC Industrial Estate, Dahej, Taluka-Vagra, Dist-Bharuch. Please refer: Annexure-1: Location of Project Site
Annexure-2:Google Image of the Project Site Annexure-3:Layout Plan of the Project Site
3. Proposed capacity/ area/ length/
tonnage to be handled /command area / lease area/ number of wells to be drilled.
:
Please refer: Annexure-4: Break up of Land Area
Annexure-5:Details of Production Capacity
4. New / Expansion / Modernization : Expansion in production capacity of existing products and addition of new products.
5. Existing capacity / Area etc. Please refer Annexure-5: Details of Production
Capacity
6. Category of the project i.e. ‘A, or ‘B’. It may be noted that our project fall under clause no. 5(b) of category “A” as stated in the EIA Notification, 2006 and hence Environmental Clearance is obligatory and required to be obtained as a Category “A” project from EAC, New Delhi.
7. Does it attract the general condition? If yes, then specify.
Not Applicable
8. Does it attract the specific condition? If yes, then specify.
Not Applicable
9. Location Plot/Survey/Khasra No.: : Plot No. CH-1/A+2/A, GIDC Area, Dahej Village: : Dahej Tehsil : Vagra District : Bharuch State : Gujarat
Please refer: Annexure-1: Location of Project Site
10. Nearest railway station / airport along with distance in kms.
:
Nearest Railway Station – Bharuch(40 Km) Airport–Surat (68 Km)
11. Nearest town, city, district Headquarters along with distance in Kms.
:
Nearest City- Bharuch City (40 Kms) District Headquarters-Bharuch, 45 Kms

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 3
12.
Village panchayats, Zilla parishad, municipal corporation, local body (complete postal addresses with telephone nos. to be given
: Village Panchayat: Bharuch
13. Name of the applicant. : Mr. Karna R. Patel
14. Registered Address. : Plot No.: CH-1/A+2/A, GIDC Industrial Estate, Vill.: Dahej, Tal.: Vagra, Dist.: Bharuch
15. Address for correspondence:
Name
:
Mr. Karna R. Patel
Designation (Owner/partner/CEO)
: Director
Address : Plot No. : CH-1/A+2/A, GIDC Industrial Estate Vill.: Dahej, Tal.: Vagra, Dist.:Bharuch
Pin code : 392 130 E-mail : [email protected] Telephone No. : +91–2641-291017 / +91- 9909995945
Mob. No.- 9879556834 Fax No. : +91–2641-291017
16. Details of Alternative Sites examined, if any. Location of these sites should be shown on a topo sheet.
: No, Alternative site has examined because the proposed expansion project will be set up within existing premises of Notified GIDC Industrial Estate.
17. Interlinked Projects : Not Applicable
18. Whether separate application of
interlinked project has been submitted? : Not Applicable
19. If yes, date of submission : Not Applicable
20 If no, reason : Not Applicable
21. Whether the proposal involves
approval/clearance under: if yes, details of the same and their status to be given. a) The Forest (Conservation) Act,
1980? b) The wildlife (protection) Act, 1972? c) The C.R.Z. Notification, 1991?
: Not Applicable
22. Whether there is any Government Order / Policy relevant / relating to the site?
: Not Applicable

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 4
23. Forest land involved (hectares) : Not Applicable
24. Whether there is any litigation pending against the project and/or land in which the project is propose to be set up?
(a) Name of the court (b) Case No. (c) Orders/directions of the court,
if any land its relevance with the proposed project.
: Not Applicable
“I hereby given undertaking that the data and information given in the application and enclosures are true to the best of my knowledge and belief and I am aware that if any part of the data and information submitted is found to be false or misleading at any stage, the project will be rejected and clearance given, if any to the project will be revoked at our risk and cost. (Signature of the Applicant)
M/s. Meghmani Organics Limited (Unit-III) Agro Division
Date: July, 2017 Place: Dahej
Name : Karna R. Patel Designation : Director Address : Plot No. CH-1/A+2/A,
GIDC Industrial Estate, Village : Dahej Taluka : Vagra District : Bharuch
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 5
(II) ACTIVITY
1. Construction, operation or decommissioning of the Project involving actions, which will cause physical changes in the locality (topography, land use, changes in water bodies, etc.)
Sr.
No. Information/Checklist confirmation
Yes/ No
Details thereof (with approximate quantities /rates, wherever possible) with source of information data
1.1 Permanent or temporary change
in land use, land cover or topography including increase in intensity of land use (with respect to local land use plan)
No As the proposed expansion project is to be carried out within the existing industrial premises. So, there will be no change in overall land use pattern, topography and water bodies of the area.
1.2 Clearance of existing land, vegetation and buildings?
No Not applicable
1.3 Creation of new land uses? No Not applicable because of the fact that our proposed expansion project will be set up within the notified GIDC Industrial Estate.
1.4 Pre-construction investigations e.g. bore houses, soil testing?
No Not Applicable
1.5 Construction works? Yes Construction activities like excavation, construction material handling & storage, construction waste disposal etc. will bring very little changes to the site topsoil. However, construction waste will be inert in nature and will be collected and utilized in filing of low lying areas. But, there will no any change in topography, land use and water bodies.
1.6 Demolition works? No No demolition work is required to be carried out.
1.7 Temporary sites used for construction works or housing of construction workers?
Yes Not Applicable since local contractors / workers will be given preference for various construction activities, there will be a requirement for housing for construction workers.
1.8 Above ground buildings, structures
or earthworks including linear structures, cut and fill or excavations.
No Not Applicable
1.9 Underground works including mining or tunneling?
No Not Applicable
1.10 Reclamation works? No No reclamation work will be carried out.

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 6
1.11 Dredging? No Not Applicable
1.12 Off shore structures? No Not Applicable
1.13 Production and manufacturing
processes? No Our environmental management plan has
considered all the steps for the control of air pollution, water pollution and safe handling and disposal of all types of hazardous wastes. Therefore, no impact will be seen on the topography, land use and changes in water bodies of the proposed project site due to production and manufacturing process. Annexure–6: Process description, mass balance of the product with Process flow diagram and chemical reactions
1.14 Facilities for storage of goods or materials?
No Not Applicable Due to the storage of goods or material there will not be any change in topography, land use/land cover. Please refer: Annexure–7: Details of storage facilities for raw materials and products.
1.15 Facilities for treatment or disposal of solid waste or liquid effluents?
Yes Industry will provide adequate wastewater treatment facility on site and proper arrangements for the disposal of solid waste will be made. All hazardous waste will be collected, stored transported and disposed as per Hazardous Wastes (Management & Handling) rules. Please refer: Annexure–8A: Wastewater treatment facility (ETP).
Annexure–9: Details of hazardous waste and their disposal.
1.16 Facilities for long term housing of
operational workers? No Since local workers will be employed in our
proposed plant, no long term housing facilities will be required.
1.17 New road, rail or sea traffic during construction or operation?
No Existing transportation facilities will be used.
1.18 New road, rail, air waterborne or other transport infrastructure including new or altered routes and stations, ports, airports etc?
No No new road, rail, air waterborne or other transport infrastructure including new or altered routes and stations. Existing transportation facilities will be used.

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 7
1.19 Closure or diversion of existing
transport routes or infrastructure leading to changes in traffic movements?
No Not applicable
1.20 New or diverted transmission lines or pipelines?
No Not applicable
1.21 Impoundment, damming, culverting, realignment or other changes to the hydrology of watercourses or aquifers?
No Not applicable
1.22 Stream crossings? No Not Applicable
1.23 Abstraction or transfer of water
from ground or surface waters? No Water required for the proposed production
will be obtained from GIDC water supply, Dahej so there will be no abstraction or transfer of water from ground or surface water.
1.24 Changes in water bodies or the land surface affecting drainage or run-off?
No Not Applicable
1.25 Transport of personnel or materials for construction, operation or decommissioning?
No Transport of personnel or materials for construction or operation will not bring change to topography, Land use, Water bodies etc. Also to be noted that Local personnel will be employed for the operation work, hence no such impact due to transport of personal or material is envisaged.
1.26 Long-term dismantling or decommissioning or restoration works?
No Not Applicable
1.27 Ongoing activity during decommissioning which could have an impact on the environment?
No Not Applicable
1.28 Influx of people to an area in either temporarily or permanently?
No Not applicable because of the fact that local people will be given preference for almost all the temporary as well as permanent jobs. Therefore, no such impact due to Influx of people to an area in either temporarily or permanently is envisaged.

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 8
1.29 Introduction of alien species? No Not Applicable
1.30 Loss of native species or genetic diversity?
No Not Applicable
1.31 Any other actions? No Not Applicable
2. Use of Natural resources for construction or operation of the Project (such as land, water,
materials or energy, especially any resources which are non-renewable or in short supply) Sr.
No. Information/Checklist confirmation
Yes/ No
Details thereof (with approximate quantities /rates, wherever possible) with source of information data
2.1 Land especially undeveloped or agricultural land (ha)
No Not applicable
2.2 Water (expected source & competing users) unit: KLD
Yes Water required for the proposed production plant will be obtained from GIDC water supply, Dahej. Please refer: Annexure–8: Details of water consumption and wastewater generation.
2.3 Minerals (MT) No Not Applicable
2.4 Construction material – stone, aggregates, sand / soil (expected source – MT)
Yes Locally available construction materials will be utilized for the construction work.
2.5 Forests and timber (source – MT)
No Not applicable.
2.6 Energy including electricity and fuels (source, competing users) Unit: fuel (MT), energy (MW)
Yes
Please refer: Annexure–11: Details of fuel and electricity
3. Use, storage, transport, handling or production of substances or materials, which could be harmful to human health or the environment or raise concerns about actual or perceived risks to human health.
Sr. No.
Information/Checklist confirmation
Yes/ No
Details thereof (with approximate quantities /rates, wherever possible) with source of information data
3.1 Use of substances or materials, which are hazardous (as per MSIHC rules) to human health or the environment (flora, fauna, and water supplies)
Yes Adequate measures will be taken as per the Manufacture, Storage & Import of Hazardous Chemicals Rules, 2000 for handling, storage and use of the hazardous material. Please refer: Annexure–7: Details of storage facility of products and raw materials

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 9
3.2 Changes in occurrence of disease or affect disease vectors (e.g. insect or water borne diseases)
No Not applicable due to the fact that No disease vectors are associated with the
project activity there will be no puddles of water leading to water-borne diseases.
3.3 Affect the welfare of people e.g. by changing living conditions?
No Not Applicable
3.4 Vulnerable groups of people who could be affected by the project e.g. hospital patients, children, the elderly etc.,
No Not applicable due to the fact that Proposed Meghmani Unichem Ltd.
Liability Partnership products will be manufactured in the plant located in notified GIDC Industrial Estate.
All necessary engineering and other
control measures will be provided in the storage, using, handling and transportation of the hazardous materials.
3.5 Any other causes No Not Applicable 4. Production of solid wastes during construction or operation or decommissioning
(MT/month)
Sr. No.
Information/ Checklist confirmation
Yes/ No
Details thereof (with approximate quantities /rates, wherever possible) with source of information data
4.1 Spoil, overburden or mine wastes
No Not Applicable
4.2 Municipal waste (domestic and or commercial wastes)
No Not applicable
4.3 Hazardous wastes (as per
Hazardous Waste Management Rules)
Yes Please refer: Annexure–9: Details of hazardous waste and their disposal,
4.4 Other industrial process wastes
Yes Please refer: Annexure–9: Details of hazardous waste and their disposal,
4.5 Surplus product No Not Applicable
4.6 Sewage sludge or other sludge from effluent treatment
Yes Please refer: Annexure–9: Details of hazardous waste and their disposal,
4.7 Construction or demolition wastes
Yes Construction wastes will be generated but it will be inert in nature and will be collected and utilized in leveling and filing up low-lying areas.

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 10
4.8 Redundant machinery or equipment
No Not Applicable
4.9 Contaminated soils or other materials
No Not Applicable
4.10 Agricultural waste No Not Applicable
4.11 Other solid wastes No Not Applicable
5. Release of pollutants or any hazardous, toxic or noxious substances to air (Kg/hr)
Sr. No.
Information/Checklist Confirmation
Yes/ No
Details thereof (with approximate quantities /rates, wherever possible) with source of information data
5.1 Emissions from combustion of
fossil fuels from stationary or mobile sources
Yes Please refer: Annexure–10: Details of stack, fuel and air pollution control measures
5.2
Emissions from production processes
Yes
Please refer: Annexure–10: Details of stack, fuel and air pollution control measures
5.3 Emissions from materials handling including storage or transport.
No All the chemicals will be stored and transported by closed containers/tankers /drums. Transport of materials from the storage tanks to the process vessels will be done in the closed system.
5.4 Emissions from construction activities including plant and equipment.
Yes Due to the construction activities, concentration of suspended particulate matter (SPM) in ambient air will be slightly increased for that particular time. However, water sprinkling will be carried out to abate this pollution.
5.5 Dust or odour from handling of materials including construction materials, sewage and waste
Yes Due to handling of construction materials, concentration of suspended particulate matter in ambient air will slightly increase for that particular time. Nevertheless, water sprinkling will be carried out during construction activity to nullify the effects of such dusting. There will not be any odour problem during the handling of construction materials. During construction and operation phase adequate sanitary facilities will be provided for the construction workers as well as for operational personnel.
5.6 Emissions from incineration of No Not applicable, because of the fact that no

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 11
waste incinerator will be required to be installed at the proposed project.
5.7 Emissions from burning of waste in open air (e.g. slash materials, construction debris)
No Not applicable
5.8 Emissions from any other sources No Not applicable 6. Generation of Noise and Vibration and Emissions of Light and Heat
Sr.
No. Information/Checklist confirmation
Yes/ No
Details thereof (with approximate quantities /rates, wherever possible) with source of information data
6.1 From operation of equipment e.g.
engines, ventilation plant, crushers No
Adequate sound enclosures will be provided to all the equipments and machineries generating high noise, also earmuffs and earplugs will be provided to all workers.
6.2 From industrial or similar processes
Yes Sources of noise pollution from the plant are pumps and motors, machineries, Boiler, cooling tower etc. All the equipment in the existing unit have been designed and operated to have the noise level not exceeding 75-80 dB (A) at a distance of 1.5 m. from the equipment. Also, all the measures will be taken to limit the noise level at the plant boundary within the stipulated limits.
6.3 From construction or demolition Yes During various construction activities, noise will slightly increase for that particular time. However, effect of such noise would be temporary and negligible.
6.4 From blasting or piling No Not Applicable
6.5 From construction or operational traffic
Yes
Ambient noise level will slightly increase during construction and operation. However, effect of such noise would be temporary and negligible.
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 12
6.6 From lighting or cooling systems Yes Cooling tower will be the main source of noise pollution. Adequate sound enclosures will be provided, and earplugs/earmuffs will be given to all workers working in such areas.
6.7 From any other sources No Not Applicable
7. Risks of contamination of land or water from releases of pollutants into the ground or
into sewers, surface waters, groundwater, coastal waters or the sea:
Sr. No. Information/Checklist
Confirmation Yes/ No
Details thereof (With approximate quantities /rates, wherever possible) with source of information data
7.1 From handling, storage, use or spillage of hazardous materials
No Our industry will provide adequate storage area for the safe storage of products, raw materials and hazardous chemicals. Also, all the workers will be trained for proper handling and transportation of hazardous materials. Therefore, no contamination can occur due to handling, storage, use or spillage of hazardous materials.
7.2 From discharge of sewage or other effluents to water or the land (expected mode and place of discharge)
No No major impact on surrounding land and water is anticipated. Break-up of quantity of waste water generation and mode of disposal of waste water generated from the proposed unit are given in Annexure–8a: Wastewater treatment facility (ETP).
7.3 By deposition of pollutants emitted to air into the land or into water
No No major impact is anticipated by deposition of pollutants emitted to air into the land or into water due to all the necessary Air Pollution Control measures to be adopted for controlling the air pollution within the norms specified by Central/State Pollution Control Board.
7.4 From any other sources
No Not Applicable
7.5
Is there a risk of long term build up of pollutants in the environment from these sources?
No
Not Applicable

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 13
8. Risk of accidents during construction or operation of the Project, which could affect human health or the environment
Sr.
No. Information/Checklist Confirmation
Yes/ No
Details thereof (with approximate quantities /rates, wherever possible) with source of information data
8.1 From explosions, spillages, fires etc. from storage, handling, use or production of hazardous substances
Yes Risk Assessment study will be carried out to minimize any possible causes that would lead to an accident. Based on the same, the industry will prepare an onsite emergency plan highlighting the steps to be taken at the time of emergency, key personnel to be contacted; phone numbers of the emergency help lines etc. Moreover adequate storage facilities will be provided and special care will be taken for storage, handling, use and production of hazardous materials.
8.2 From any other causes No Not Applicable
8.3 Could the project be affected by natural disasters causing environmental damage (e.g. floods, earthquakes, landslides, cloudburst etc)?
Yes Floods are not likely to occur as water bodies are far away.
As per IS: 1893 and IS: 13920, seismic forces will be considered for the construction of proposed structures /buildings.
9. Factors which should be considered (such as consequential development) which could lead
to environmental effects or the potential for cumulative impacts with other existing or planned activities in the locality
Sr. No.
Information/Checklist confirmation
Yes/ No
Details thereof (with approximate quantities /rates, wherever possible) with source of information data
9.1 Lead to development of
supporting facilities ancillary development or development stimulated by the project which could have impact on the environment e.g.: • Supporting infrastructure
(roads, power supply, waste or waste water treatment, etc.)
• Housing development • Extractive industries • Supply industries • Other
No No impact on the surrounding environment is envisaged due to infrastructure and housing facilities of the proposed manufacturing unit because of the following facts:
The surrounding area is already a
developed area in terms of roads and power supply, thus existing roads will be utilized.
Local people will be employed, thus no
requirement of housing and dwelling facility.
No extractive and supply industries will
be required.

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 14
9.2 Lead to after-use of the site, which could have an impact on the environment
No Not Applicable
9.3 Set a precedent for later developments
No Not Applicable
9.4 Have cumulative effects due to proximity to other existing or planned projects with similar effects.
No Not Applicable
(III) ENVIRONMENTAL SENSITIVITY
Sr. No.
Areas
Name/ Identity
Aerial distance (within 15 km.) Proposed project location boundary
1 Areas protected under international conventions, national or local legislation for their ecological, landscape, cultural or other related value
None* Not Applicable
2 Areas which are important or sensitive for ecological reasons - Wetlands, watercourses or other water bodies, coastal zone, biospheres, mountains, forests
None* Not Applicable
3 Areas used by protected, important or sensitive species of flora or fauna for breeding, nesting, foraging, resting, over wintering, migration
None* Not Applicable
4 Inland, coastal, marine or underground waters
None* Not Applicable
5 State, National boundaries
None* Not Applicable
6 Routes or facilities used by the public for access to recreation or other tourist, pilgrim areas
None* Not Applicable
7 Defense installations
None* Not Applicable
8 Densely populated or built-up area
None*
9 Areas occupied by sensitive man-made land uses (hospitals, schools, places of worship, community facilities)
None* Not Applicable

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 15
10 Areas containing important, high
quality or scarce resources. (ground water resources, surface resources, forestry, agriculture, fisheries, tourism, minerals)
None* Not Applicable
11 Areas already subjected to pollution or environmental damage. (Those where existing legal environmental standards are exceeded)
None* Not applicable
12 Areas susceptible to natural hazard, which could cause the project to present environmental problems. (Earthquakes, subsidence, landslides, erosion, flooding or extreme or adverse climatic conditions)
Flood, Earthquake
Floods are not likely to occur as water bodies are far away. As per IS: 1893 and IS: 13920, seismic forces will be considered for the construction of proposed structures/ buildings.
Note: * The proposed project will be set-up within the notified GIDC Industrial Estate, Dahej.

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 16
(IV) PROPOSED TERMS OF REFERENCE FOR EIA STUDIES Based on the details provided in Form-1 above and the Specific Conditions shall apply [as our proposed project does fall under the Category ‘A’ Project Activity No. 5(b) and Category ‘B’ Project Activity No. 5 (f)] given by Ministry of Environment and Forests in their Notification dated 14th September 2006, we have prepared a draft Terms of Reference (TOR) as given below:
FOCUS AREAS OF “ENVIRONMENTAL ASPECTS REPORT”
A) Process Description
1) Details of products and by-products along with raw material consumption 2) Details of quantity of each hazardous chemical to be stored, MOC of major hazardous
chemicals storage tanks, threshold storage quantities as per MSIHC Rules (hazardous chemicals), if any.
3) Process flow diagram, reactions and mass balance of each product. B) Air Environment Issues
1) Physical details of :
A. Flue gas stacks and emissions. B. Process vents and its likely emission. C. Sources of particulate and gaseous fugitive emission. D. Dusting due to movement of vehicles/ material handling. E. Ambient air quality with respect to SPM, NOx, SOx, in a radius of 15* times the
height of the tallest chimney/vent.
2) Meteorological data- nearest IMD station.
3) Computation of Ground Level Concentration based on Industrial Source Complex Short Term (ISCST) / AERMOD /similar software/methods with respect to SPM, SOx, NOx, and HCl etc.
C) Water Environment Issues
1) Water balance diagram based on the above including utilities, APCM, cooling,
washing, gardening and domestic use. 2) Source of water and analysis of the said source along with analysis of such sources
within 5 Km of the proposed site. 3) Effluent management system.
D) Noise Environment Issues
1) Identification of high noise level sources 2) Monitoring of noise level 5 Km of the proposed site.
E) Hazardous/Solid Waste Issues
1) Enumeration of solid process waste, distillation/reaction residue, neutralization ETP
sludge, Discarded drums/carboys/bags, used oil, process waste, bottom residue, APCM dust etc.
Construction waste and its disposal.
* This due to the fact that the maximum ground level concentration due to dispersion is generally at a distance of 10 times the height of a chimney/vent.

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Form-1 17
F) Environmental Risk Issues
1) Identification of flammable zones and their classification
2) Identification of hazards due to storage, use, transport and handling of hazardous materials
3) Prediction of worst case scenario and maximum credible accident scenario along with damage distance and preparedness plan to combat such situation and risk mitigation measures.
G) Eco-friendly Aspects
1) Greenbelt development within/outside the factory premises
2) Rain water harvesting within/outside the factory premises H) Cleaner Production Aspects
1) Identification of Cleaner production with respect to raw material consumption,
product yield and reuse of intermediate reactant masses
2) Identification of Cleaner production with respect to house keeping
3) Achieving Cleaner production by higher recovery of unreacted raw materials/solvents
4) Viability of process changes I) Social Aspects
1) Proposal for providing employment to locals
2) Confirmed welfare activities desired to be undertaken We request you to consider our draft TOR and to issue final TOR at the earliest, so we
can proceed with the Environmental Impact Assessment study based on the final TOR. It would not be out of place to mention that we shall collect and add any other
data/information that your Ministry feels necessary to form part of the final TOR. Thanking you, Sincerely,
For M/s. Meghmani Organics Limited (Unit-III) Agro Division
(Karna R. Patel - Director)

Annexures

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Annexure-1
Location Map
District Map: Bharuch
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
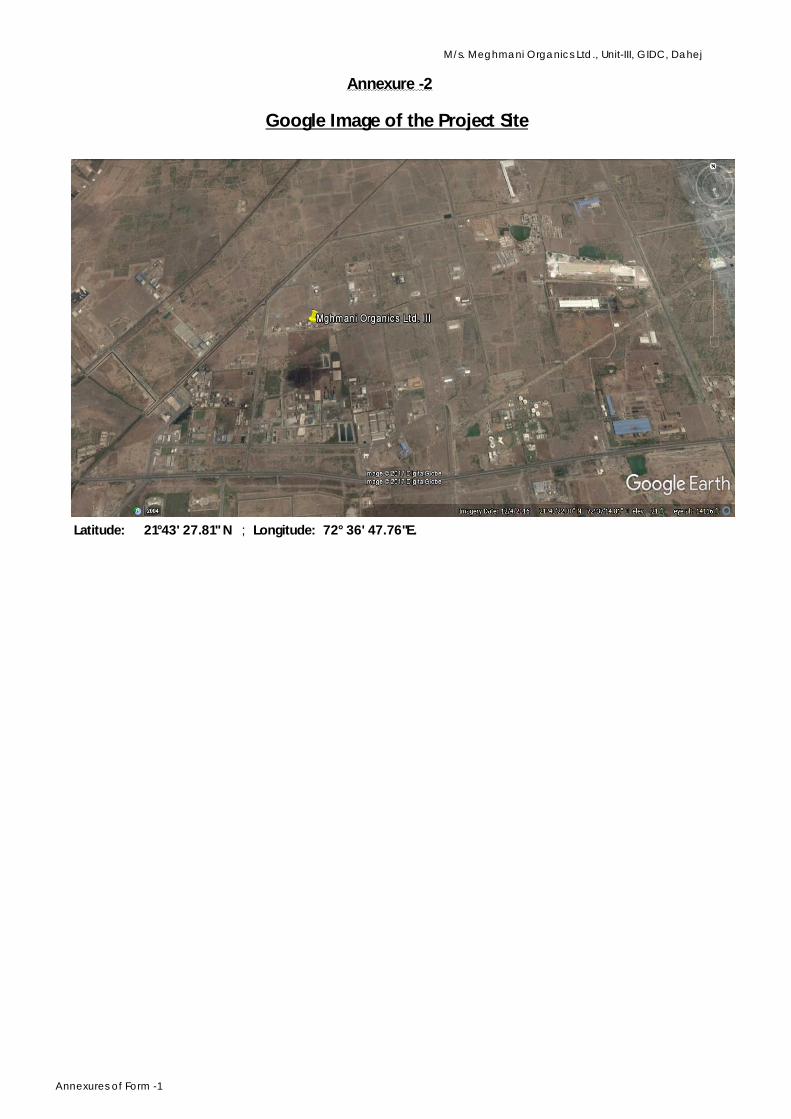
Annexure -2
Google Image of the Project Site
Latitude: 21°43' 27.81" N ; Longitude: 72° 36' 47.76"E.

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Key Plan of the Project Site

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Annexure -3
Plan Layout

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Annexure–4
Break-up of Total Plot/Land Area
S.No. Description Area (m2)
1. Proposed production plant 4357 2. Existing production plant 13162 3. Administrative building and security cabin 932 4. Raw material and finished goods 2530 5. Utilities & other facilities 3023 6. Effluent treatment plant 3130 7. Solid/hazardous waste storage 500 8. Approach roads 10115 9. Greenbelt * 12807 10. Open to sky 10431
Total plot / land area 60987
Note:* We will develop 7500 m2 as greenbelt area on GIDC open land adjoining to our plant premises.

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Annexure–5
Details of Products, By- Products and Raw Materials
PRODUCTS
S. No.
Name of product Quantity (MT/Month) Existing
[1] Proposed
[2] Total [1+2]
1. 2,4 D Esters 50 0 50 2. MCA (Mono Chloro Acetic Acid) 400 0 400 3. Cypermethrin 200 0 200 4. Profenophos 200 0 200 5. Diafenthiuron 100 0 100 6. 2,4 D Amine 150 200 350 7. 2,4 D Sodium 100 200 300 8. 2,4 D Acid (2,4,Di Chloro Phenoxy Acetic Acid) 700 900 1600 9. MPB (Meta Phenoxy Benzaldehyde) 150 50 200 10. Permethrin 50 50 100 11. Zeta Cypermethrin 50 50 100 12. L C Acid (Lambda Cyhalothric Acid) 0 100 100 13. Thiamethoxam 0 100 100 14. A. Fipronil and / Or B. Flonicamide 0 100 100 15. Bifenthrin Alchohol 0 100 100 16. Bifenthrin 0 100 100 17. TCHO (Thiocyclam) 0 100 100 18. TCAC (Tri Chloro Acetyl Chloride) 0 300 300
Total Product 2150 2350 4500 BY-PRODUCTS S. No.
Name of by-product Quantity (MT/Month) Existing
[1] Proposed
[2] Total [1+2]
1. Hydrochloric Acid (30%) 1632 1640 3272 2. Aluminium Chloride 672 0 672 3. Bromine 70 0 70 4. Hypochlorite 270 6 276 5. KCl solution 389 0 389 6. ML (from MCA plant) 193 0 193 7. Ammonia solution 21 0 21 8. HBr solution (30%) 210 0 210 9. Trimethyl Ammonium Bromide 448 0 448 10. SBS (Sodium Bi-Sulphite) 0 448 448
Total By-Product 3905 2094 5999

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
RAW MATERIAL CONSUMPTION
S.No. Input MT/Month 1. 1-(2,6 Disopropyle-4-Phenoxyphynyl-) Thiourea 90.10 2. 2,4 D Acid 259.70 3. 2-Chloro-5-Chloromethyl Triazole 63.80 4. 3-Methyl-4-Nitroimino-Perhydro-1,3,5-Oxadiazine 60.00 5. 4-Trifluoromethyl Nicotinic Acid 102.04 6. Acetic Acid 368.10 7. Acetic Anhydride 1.60 8. Activated Carbon 0.15 9. AlCl3 242.00 10. Aliquote 0.90 11. Amino Acetonitrile Hydrochloride 54.29 12. Bensultap 200.00 13. Benzaldeyde 143.00 14. Bifenthrin Alcohol 50.77 15. Brine Wash 6503.02 16. Bromine 202.00 17. Bromo Benzene 87.00 18. Caustic 4738.30 19. Chlorine 2469.10 20. CMAC 177.80 21. Cypermethrin 108.90 22. DETCL 117.60 23. Di Methyl Amine 108.15 24. Dichloroehtan 367.35 25. Dicloro Toluene 89.80 26. DMF 579.13 27. EDC 769.60 28. Ethyl Alcohol 18.10 29. FeCl3 0.60 30. Fipronil Pyrazole 85.00 31. Formaldehyde (60%) 26.60 32. Formic Acid 7.00 33. H2SO4 26.30 34. Heptane mix (213.00) & Heptane (51.40) 264.40 35. Hexane 218.00 36. HCl 30% 1687.83 37. Hypochlorite 326.00 38. K2CO3 13.50 39. KBr Solution 495.00 40. KOH 138.82 41. L C Acid 73.85 42. Liquor Ammonia 22.00 43. Magnesium 26.60 44. MCA (Monochloroacetic acid) 1351.50 45. MEG 112.40 46. Methanol 344.00 47. Metyl 3-3 Dimethyl 4-pentenoat 83.53 48. Mother liquor (ML) from MCA plant 144.00 49. MPB (Metphemoxy Benzaldehyde) 97.00 50. MPBOH (Metphemoxy Benzaldehyde alcohol) 51.40

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
S.No. Input MT/Month 51. NaCN 29.00 52. OCP 75.00 53. Oxalic acid 41.70 54. Phenol 1127.00 55. Propyl Bromide 77.60 56. PTC 1.20 57. PTSA 1.20 58. Pyridine 0.60 59. R-113A 141.18 60. Salt solution 50.00 61. SMC 82.10 62. Soda ash 9.20 63. Sodium Sulfide 36.50 64. Sodium t-Butoxide 55.29 65. Solution of Na2CO3 72.80 66. T-Butanol 1417.65 67. Ter-Butyl Amine 22.20 68. Tetra hydrofuran 285.71 69. TFMSC 40.00 70. THF 81.70 71. Thionyl Chloride 114.41 72. TMA HCl 25.00 73. Toluene 1587.92 74. Triethyl Amine 234.05 75. Xylene 180.20

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Annexure–6
Details of Manufacturing Process, Chemical Reaction and Mass Balance
(1). 2, 4 D Ester a) Process Description Charge Toluene, Ethyl Alcohol, 2, 4 – D Acid & PTSA in MSGL reactor. Start stirring and continue stirring. Start Heating with the help of steam in reactor Jacket. Heat to reflux Temp. Start Azeotropic Distillation. Removal of reaction water during Azeotropic distillation. Reach up to reaction temp will be 95 – 100 OC. during reaching temp azeotropic distillation will also complete water removal continue. Check acidity of reaction mass. It should be less than 1.5 %. Measure the quantity of water removed during azeotropic distillation. Stop the hating & cool the reaction mass to 75 - 80 OC. Added Activated Carbon in reaction mass. Stir it at 1.0 Hrs. And reflux it. Cool the Reaction mass. Filter the Reaction mass through Hyflow bad filter. Collect the filtered material in reactor for recovery of solvent. Do recovery of Toluene & Measure it. Traces of Toluene recovery should be completed with vacuum distillation at 755 mm Hg. Cool the reaction mass up to 50 – 60OC.Fill materials in drums and analyzed as per requirement. b) Chemical Reaction
c) Process Flow Diagram
d) Mass Balance Name of product Quantity Batch Size Input T/T T/M Output T/T T/M
2,4,D Ester 50 1000 Activated Carbon 0.0030 0.1500 2,4,D Ester 1.0000 50.0000
2,4,D Ester 50 1000 2,4 D Acid 0.9520 47.6000 Reco Toluene 0.6520 32.6000
2,4,D Ester 50 1000 PTSA 0.0080 0.4000 Waste Carbon 0.0070 0.3500
2,4,D Ester 50 1000 Ethyl Alcohol 0.3620 18.1000 Waste Water 0.3250 16.2500
2,4,D Ester 50 1000 Toluene 0.6590 32.9500 0.0000 0.0000
2,4,D Ester 50 1000 Total 1.9840 99.2000 Total 1.9840 99.2000
2,4 D AcidPTSA Waste WaterEthyl Alcohol Reco TolueneToluene Activted Carbon
2,4 D EsterWaste Carbon
Reaction & Distillation
Filtration

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(2). 2, 4 D AMINE a) Process Description Take DMA (40%) in SS agitator reactor. Start agitation and charge 2, 4 D Acid powder. Continue agitation for four to five hrs. Now add require quantity of water to make 2, 4 D Amine as per customer requirement. Filter entire mass through Filter press to remove solid impurities. Filtrate is clear light brown color liquid. Pack 2, 4 D Amine in 200 Lit or as per customer requirement. b) Chemical Reaction
c) Process Flow Diagram
d) Mass Balance Name of product Quantity Batch Size Input T/T T/M Output T/T T/M
2,4,D Amine 350 1000 2,4 D Acid 0.6060 212.1000 Solid Waste 0.0020 0.7000
2,4,D Amine 350 1000 Di Methyl Amine 0.3090 108.1500 2,4 D Amine 1.0000 350.0000
2,4,D Amine 350 1000 Water 0.0870 30.4500 0.0000 0.0000
2,4,D Amine 350 1000 Total 1.0020 350.7000 Total 1.0020 350.7000
2,4 D AcidDi Methyl Amine Water
Solid Waste 2,4 D Amine
Condensation
Filtration

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(3). 2, 4 D Acid: a) Process Description Chlorination Take require of phenol in empty reactor. Start water circulation in HCl scrubbers and caustic in caustic scrubber. Start chlorine addition at the require rate and controlling temperature along with circulation of reaction mass through graphite condenser. Charge requires quantity of chlorine. Continue agitation. Send sample for Sp gravity and HPLC. After completion of the batch increase the temp of reaction mass and purge air for two to three hrs to remove dissolved gases. Sodium Reaction and Filtration Take Caustic first in sodium reactor as per requirement. Transfer entire 2,4 DCP reaction mass to Sodiation vessel. Start stirrer and cooling to reactor Prepare 75 %MCAA solution in separate vessel. Or take it from MCAA plant. Slowly charge MCAA solution and caustic solution at a time to the reactor in such a way that pH of reaction mass maintain between 9 to 10.Complete addition within 4 Hrs time. Continue cooling in the jacket. After addition maintain reaction mass for two hrs at available temp. Start cooling reactor and cool down the reaction mass to 35 to 40 Deg.C Start filtration of Sodiation mass with the help of membrane filter press. Do filtration as per given process of Feeding / Brine wash / water wash / air squeezing / dropping of cake .Give require quantity Brine water wash to remove undesired Phenolic impurities from the cake and then if require give water wash. Collected ML and water wash should go for treatment. It should be treated with 30% HCL. After treatment 2 layers will be separated –one in PHENOLIC IMPURITIES and then aqueous. PHENOLIC compound will go for RECOVERY and aq.wash will go for pretreatment plant. Sodium Dissolution Take sodium cake to MS agitator vessel which is having hot water in advance. Get allowed cake of filtraterated material in reactor –Heat the mass with Live steam. Reach reactor temperature to 75 to 90 Deg.C Continue agitations till we get clear sodium solution. Filter the entire mass through filter press with hiflow bad. Collect clear sodium solution in another MSRLTL agitator vessel. Acidification Reaction Take batch from Sodium Dissolution reactor to Acidification reactor, charge require quantity of 32 % HCl in Acidification reaction vessel. Continue agitation for two Hrs. Take sample. Check acidity, % 2, 4 D Acid formed. 2, 4 D Acid Filtration Operation Set Membrane filter for filtration operation. Start feeding Acid mass to Filter – continue feeding till get 4.0 Kg pressure. After feeding start water wash to filter. Give require quantity of water wash. Collect Mothor liquor and water wash in separate ETP tanks – These effluents will go for further treatment for removal of Phenolic impurities and COD. Do filtration lots wise 2, 4 D Acid DRYING Operation Drop all lots material in NAUTA Mixture. Start SFD Operation as mention in operating manual. Set feed temp. 110 to 125 Deg.C Start Feed screw/ID Fan / FD fan / stirrer of SFD also hot air generator to supply HOT air to SFD. Feed Acid wet cake in SFD with inlet temp of 110 to 125 Deg.C. SFD will take materials from feed screw and maintain outlet temp also. Continue feed till NAUTA Mixture get empty. Collect dry 2, 4 D Acid powder from first and second cyclone .Start filling the bags in 25 Kg / 50 Kg bags OR Jumbo bags as per customer requirement for export or Local market. PRE TREATMENT OF COLLECTED EFFLUENT IN COLLECTION PITS Start effluent pumping from collection pit and give treatment through SILEX / ACF and RESIN system and finally from ClO2 generator Run these system for 6 hrs and then give back wash of Caustic solution and then after water wash. Collect caustic wash in separate drums and labelled it properly. It will go for Incineration. Water washes to be taken back to collection pit for pre-treatment. Treated effluent should be collected in 100 KL storage tank Once it get full then analyzed the treated effluent and take decision for transferring it to main ETP Plant One get analysis transfer treated effluent to main ETP in consultation of ETP In-charge. When transferring on use another tank of 100 KL for collection of treated effluents.

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
b) Chemical Reaction
+ 2CL2 = + 2HCL
Phenol Chlorine 2,4 Di Chloro Phenol HCL Gas94 142 163 73
+ NaOH = + H2O
2,4 Di Chloro Phenol Caustic Water
163 40 185 18
CLCH2COOH + NaOH = ClCH2COONa + H2OMCAA Caustic Na Salt of MCAA94.5 40 116.5 18
OCH2COONaCLCH2COONa
+ = + NaCL
185 116.5 243 58.5
OCH2COONa OCH2COOH
+ HCL = NaCL
243 36.5 221 58.5
REACTIONS FOR THE PROCESS OF 2,4 D ACID
Sodium salt of 2,4 Di Chloro Phenol
Na Salt of MCAA
OH OHCL
CL
OHCL
CL
ONaCL
CL CL
CL
CLSodium salt of 2,4 D Acid
CL
CLSodium salt of 2,4 D Acid
CL
CL 2,4 D Acid
ONaCL
CLSodium salt of 2,4 Di Chloro Phenol

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
c) Process Flow Diagram
d) Mass Balance
Name of product Quantity Batch Size Input T/T T/M Output T/T T/M 2,4,Di Chloro 1600 1000 Phenol 0.5370 859.2000 2, 4 D Acid 1.0000 1600.0000 Phenoxy Acetic Acid 1600 1000 Chlorine 0.8060 1289.6000 Hypo 0.0060 9.6000
1600 1000 Caustic 0.9510 1521.6000 HCl 1.2810 2049.6000
1600 1000 MCA 0.7200 1152.0000 2,6 DCP 0.0580 92.8000
1600 1000 HCL 0.8060 1289.6000 2,4,5 DCP 0.0190 30.4000
1600 1000 Brine Wash 2.1337 3413.9200 OCP 0.0090 14.4000
1600 1000 Water 6.5784 10525.3760 Acid ml 3.5700 5712.0000
1600 1000 Hot Water 1.6133 2581.3440 water Reuse 1.3610 2177.6000
1600 1000
water loss 0.0790 126.4000
1600 1000 Waste Water 6.7514 10802.1760
1600 1000 Residue 0.0110 17.6000
1600 1000 Total 14.1454 22632.6400 Total 14.1454 22632.5968
Water CausticPhenol Water
Chlorine
CausticWater
Hypo 6HCL 12812,6 DCP 582,4,5 DCP 19OCP 9Residue 11Acid ML 3570
MCA Water Reuse 1361Caustic
Brine Wash Waste Water 4851.36Wash Water
Hot Water
HCL 32 %
Wash Water Waste Water 1900
Hot Air Water Loss 792, 4 D Acid 1000
14145.36
Chlorination
Sodium Reaction
Sodium Filtration
Scubber Scubber
Distillation
Acid Drying SFD
Sodium Disolution
Acid Filtration(ANF)
Acidifiication
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
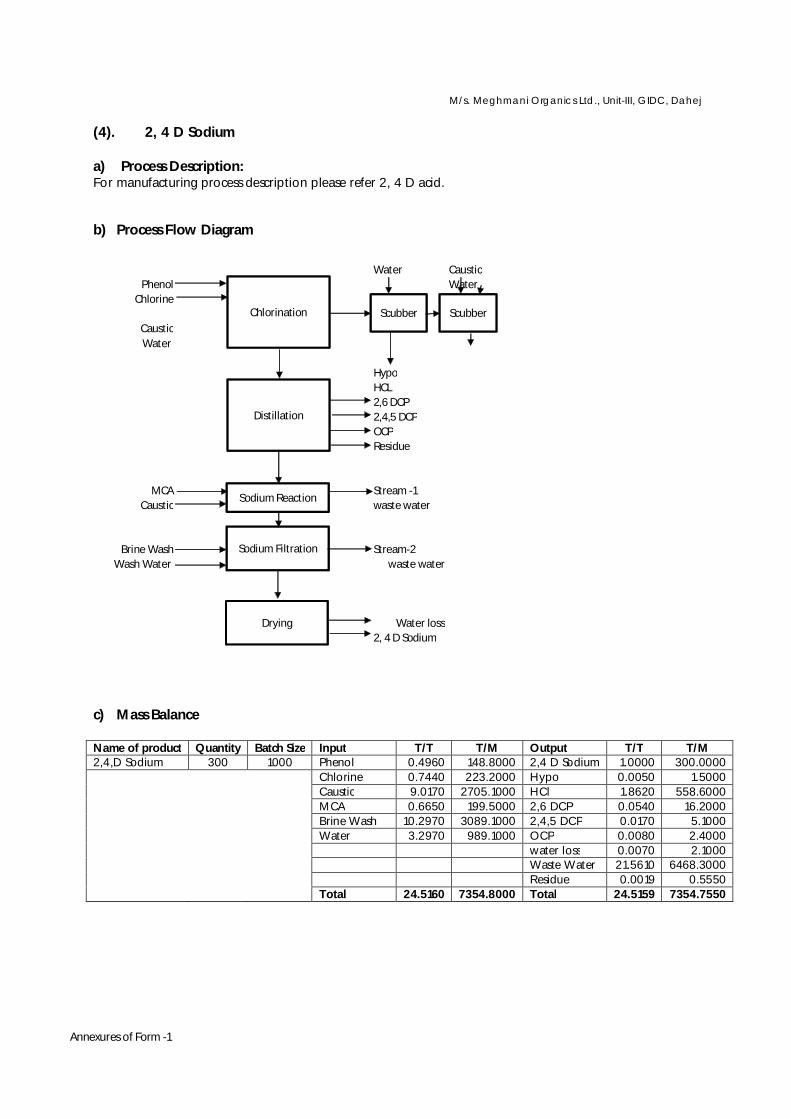
(4). 2, 4 D Sodium a) Process Description: For manufacturing process description please refer 2, 4 D acid. b) Process Flow Diagram
c) Mass Balance Name of product Quantity Batch Size Input T/T T/M Output T/T T/M 2,4,D Sodium 300 1000 Phenol 0.4960 148.8000 2,4 D Sodium 1.0000 300.0000 2,4,D Sodium 300 1000 Chlorine 0.7440 223.2000 Hypo 0.0050 1.5000 2,4,D Sodium 300 1000 Caustic 9.0170 2705.1000 HCl 1.8620 558.6000 2,4,D Sodium 300 1000 MCA 0.6650 199.5000 2,6 DCP 0.0540 16.2000 2,4,D Sodium 300 1000 Brine Wash 10.2970 3089.1000 2,4,5 DCP 0.0170 5.1000 2,4,D Sodium 300 1000 Water 3.2970 989.1000 OCP 0.0080 2.4000 2,4,D Sodium 300 1000 water loss 0.0070 2.1000 2,4,D Sodium 300 1000 Waste Water 21.5610 6468.3000 2,4,D Sodium 300 1000 Residue 0.0019 0.5550 2,4,D Sodium 300 1000 Total 24.5160 7354.8000 Total 24.5159 7354.7550
Water CausticPhenol Water
Chlorine
CausticWater
Hypo 5HCL 18622,6 DCP 542,4,5 DCP 17OCP 8Residue 1.85
MCA Stream -1 2127Caustic waste water
Brine Wash Stream-2 19434Wash Water waste water
Water loss 72, 4 D Sodium 1000
Chlorination
Sodium Reaction
Sodium Filtration
Drying
Scubber Scubber
Distillation
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
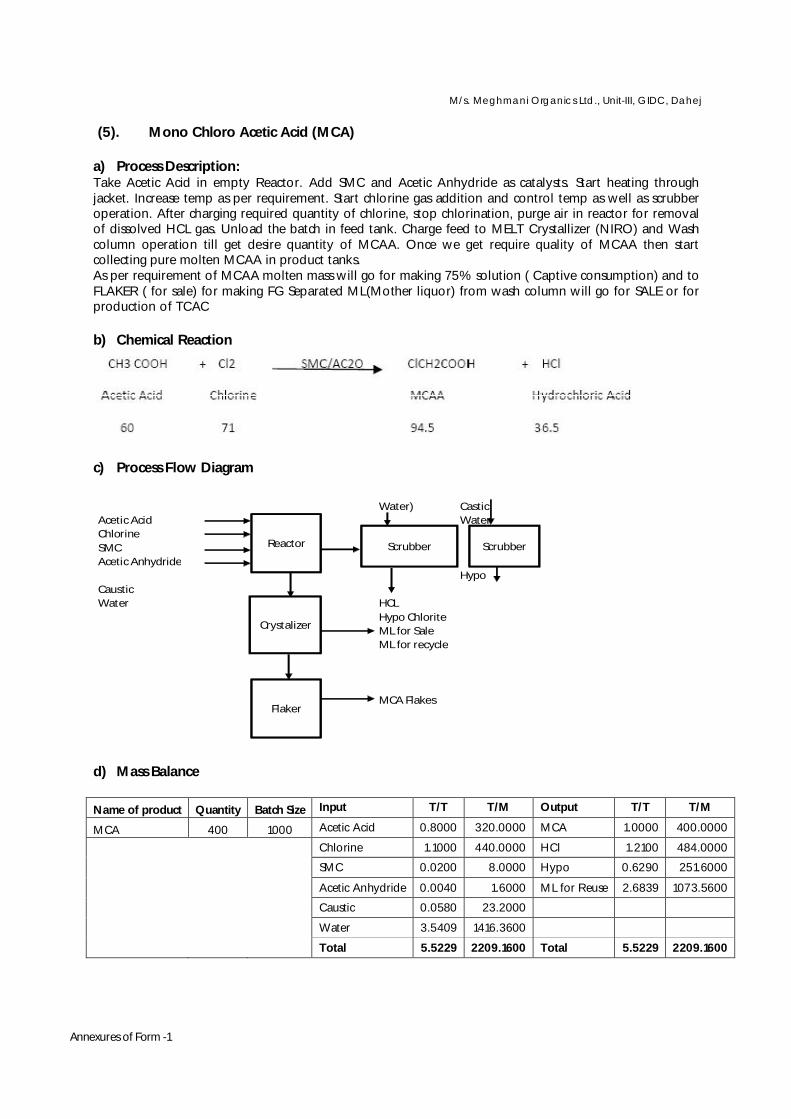
(5). Mono Chloro Acetic Acid (MCA) a) Process Description: Take Acetic Acid in empty Reactor. Add SMC and Acetic Anhydride as catalysts. Start heating through jacket. Increase temp as per requirement. Start chlorine gas addition and control temp as well as scrubber operation. After charging required quantity of chlorine, stop chlorination, purge air in reactor for removal of dissolved HCL gas. Unload the batch in feed tank. Charge feed to MELT Crystallizer (NIRO) and Wash column operation till get desire quantity of MCAA. Once we get require quality of MCAA then start collecting pure molten MCAA in product tanks. As per requirement of MCAA molten mass will go for making 75% solution ( Captive consumption) and to FLAKER ( for sale) for making FG Separated ML(Mother liquor) from wash column will go for SALE or for production of TCAC b) Chemical Reaction
c) Process Flow Diagram
d) Mass Balance Name of product Quantity Batch Size Input T/T T/M Output T/T T/M
MCA 400 1000 Acetic Acid 0.8000 320.0000 MCA 1.0000 400.0000
MCA 400 1000 Chlorine 1.1000 440.0000 HCl 1.2100 484.0000
MCA 400 1000 SMC 0.0200 8.0000 Hypo 0.6290 251.6000
MCA 400 1000 Acetic Anhydride 0.0040 1.6000 ML for Reuse 2.6839 1073.5600
MCA 400 1000 Caustic 0.0580 23.2000
MCA 400 1000 Water 3.5409 1416.3600
MCA 400 1000 Total 5.5229 2209.1600 Total 5.5229 2209.1600
Water) Castic Acetic Acid WaterChlorineSMCAcetic Anhydride
Hypo Caustic Water HCL 1210
Hypo Chlorite 629ML for Sale 483ML for recycle 2200.9
MCA Flakes 1000
Reactor Scrubber Scrubber
Crystalizer
Flaker
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
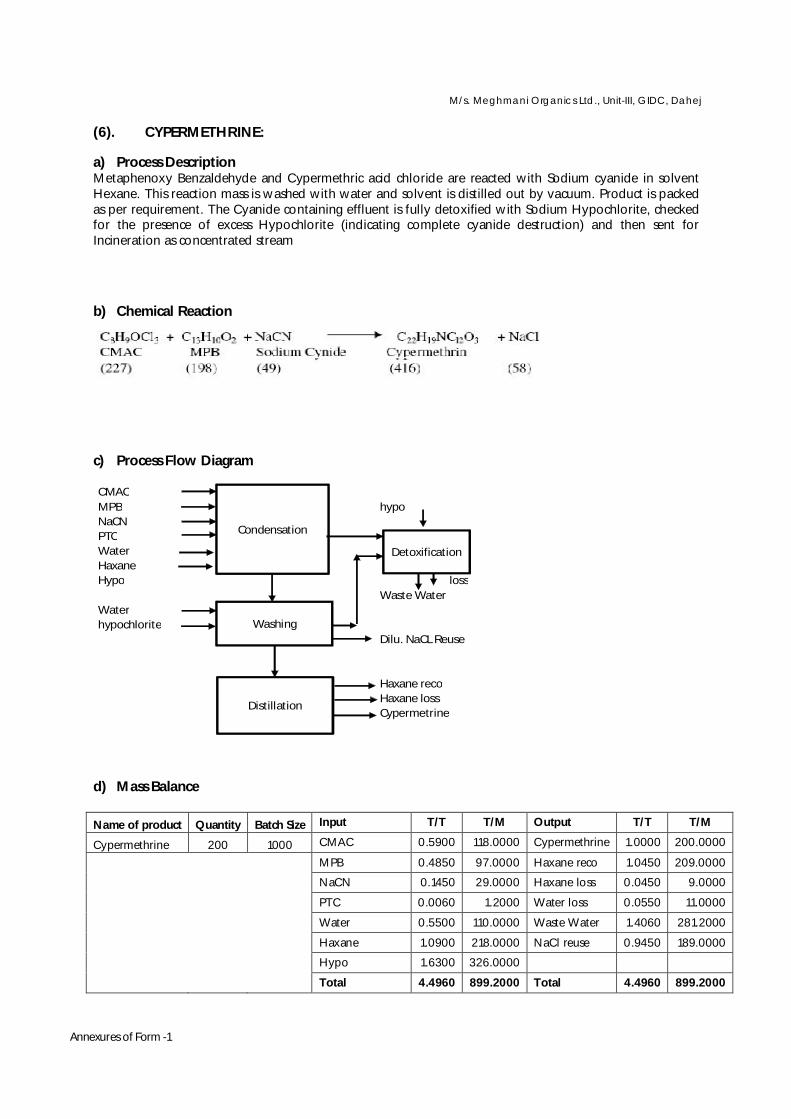
(6). CYPERMETHRINE:
a) Process Description Metaphenoxy Benzaldehyde and Cypermethric acid chloride are reacted with Sodium cyanide in solvent Hexane. This reaction mass is washed with water and solvent is distilled out by vacuum. Product is packed as per requirement. The Cyanide containing effluent is fully detoxified with Sodium Hypochlorite, checked for the presence of excess Hypochlorite (indicating complete cyanide destruction) and then sent for Incineration as concentrated stream
b) Chemical Reaction
c) Process Flow Diagram
d) Mass Balance Name of product Quantity Batch Size Input T/T T/M Output T/T T/M
Cypermethrine 200 1000 CMAC 0.5900 118.0000 Cypermethrine 1.0000 200.0000
Cypermetrine 200 1000 MPB 0.4850 97.0000 Haxane reco 1.0450 209.0000
Cypermetrine 200 1000 NaCN 0.1450 29.0000 Haxane loss 0.0450 9.0000
Cypermetrine 200 1000 PTC 0.0060 1.2000 Water loss 0.0550 11.0000
Cypermetrine 200 1000 Water 0.5500 110.0000 Waste Water 1.4060 281.2000
Cypermetrine 200 1000 Haxane 1.0900 218.0000 NaCl reuse 0.9450 189.0000
Cypermetrine 200 1000 Hypo 1.6300 326.0000
Cypermetrine 200 1000 Total 4.4960 899.2000 Total 4.4960 899.2000
CMACMPB hypo NaCNPTCWater Haxane Hypo loss
Waste WaterWaterhypochlorite
Dilu. NaCL Reuse
Haxane recoHaxane lossCypermetrine
Condensation
Washing
Distillation
Detoxification

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(7). Meta Phenoxy Benzaldehyde (MPB)
a) Process Description Chloro Bromination of Benzaldehyde : Ethylene dichloride is charged to the MSGL reactor by pump. Aluminium chloride is then charged from the PP/HDPE bags through hopper under vacuum. Benzaldehyde is then charged lot wise to keep temperature constant. The mass is being cooled by chilled water in the jacket of the reactor. Bromine is then charged through day tank. After bromine addition chlorine is purged, keeping
temperature at 15-20 °C. Hydrogen chloride gas is evolved during the reaction is being absorbed in the water to form 30 % HCl .The reaction mass is then slowly drowned in the next MSGL reactor.
Drowning: Water and 30 % HCl generated in above reaction is taken in the MSGL reactor. The brominated mass is
then slowly drowned in the reactor, keeping temperature under control by brine water circulation in the jacket of the reactor.
The mass is settled, the organic mass is separated, the aqueous mainly AlCl3 solution is separated in separate tank for sale.
The organic mass is again wash with water to remove traces of bromine and Aluminum chloride. After settle and separation the organic mass is transferred to next MSGL reactor for EDC recovery and aqueous water is transfer to ETP for further treatment.
EDC Distillation: EDC is distilled under atmospheric pressure and recycle back in subsequent batches. During EDC distillation two stage condensers of enough heat transfer area are provided with
cooling/chilling water circulation to avoid EDC loss less than 5 %.
Meta Bromo Benzaldehyde ( MBB ) Fractionation : After EDC distillation the organic mass is further fractionated in MSGL reactor under vacuum using two
stage condensers of enough heat transfer area with cooling/chilling water circulation to avoid any loss less than 5 %.Tar is collected in MS drum and send to authorized incinerator operator.
Meta Bromo Benzyl Acetal Preparation ( MBBA ) : Distilled MBB is charged to the SS-316 reactor by pump then MEG (Mono Ethylene Glycol) is added.
The catalyst (PTSA) is added, and then organic mass is heated under vacuum. The water form during the reaction is removed using water separator and then transfer to ETP.
The excess MEG is then distilled out under vacuum and recycles back in next batch. Potassium Phenate Preparation: Transfer MBBA in SS-316 reactor then require quantity of phenol, KOH, Toluene is added. The reaction mass is heated and water is removed, formed during the reaction and then transferred to
ETP for further treatment. Condensation and work up: Transfer the reaction mass in the SS-316 reactor and Catalyst (Cu2Cl2) is added. Two stage heat
exchangers are provided with cooling/chilling water circulation to remove the heat of reaction. The mass is gradually heated to require temperature till reaction is over. Then mass is cooled and require quantity of water, caustic lye, toluene is added .Then mass is heated
and maintained the temperature .The mass is settled and organic mass is separated and aqueous layer is separated and transferred to Bromine pretreatment and then to Bromine recovery plant.
The organic mass is again wash with water, toluene to remove traces of KBr.
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
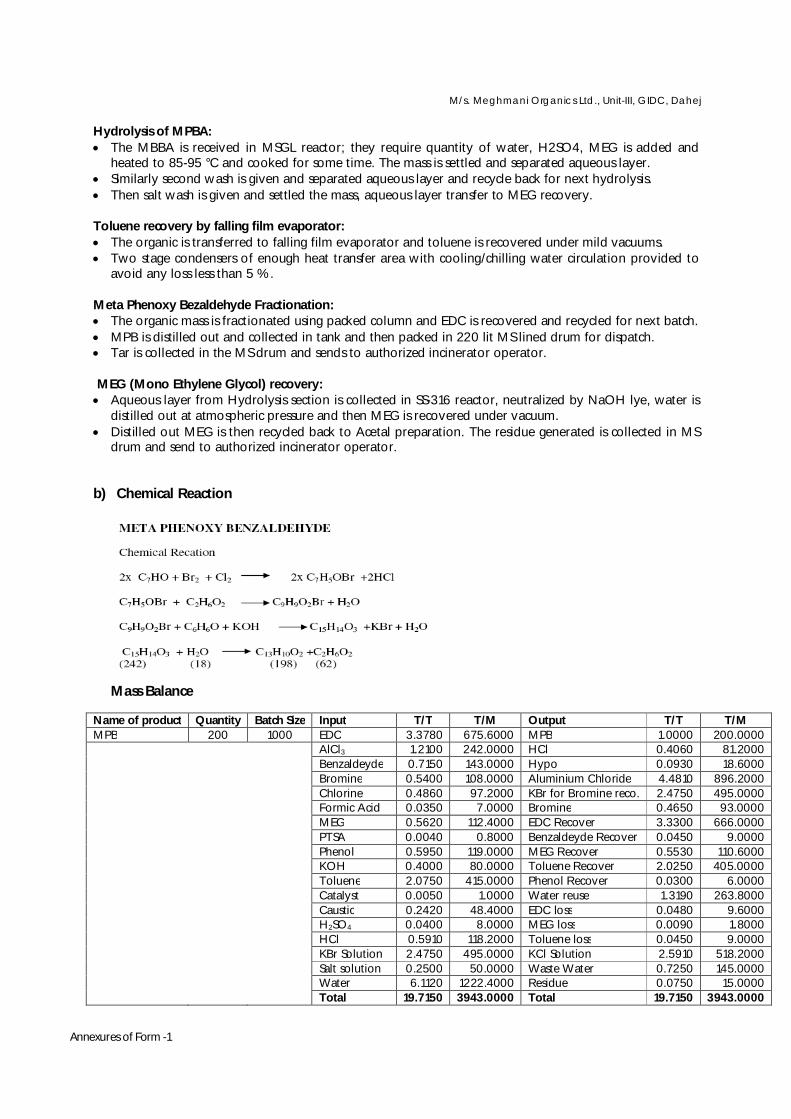
Hydrolysis of MPBA: The MBBA is received in MSGL reactor; they require quantity of water, H2SO4, MEG is added and
heated to 85-95 °C and cooked for some time. The mass is settled and separated aqueous layer. Similarly second wash is given and separated aqueous layer and recycle back for next hydrolysis. Then salt wash is given and settled the mass, aqueous layer transfer to MEG recovery. Toluene recovery by falling film evaporator: The organic is transferred to falling film evaporator and toluene is recovered under mild vacuums. Two stage condensers of enough heat transfer area with cooling/chilling water circulation provided to
avoid any loss less than 5 %. Meta Phenoxy Bezaldehyde Fractionation: The organic mass is fractionated using packed column and EDC is recovered and recycled for next batch. MPB is distilled out and collected in tank and then packed in 220 lit MS lined drum for dispatch. Tar is collected in the MS drum and sends to authorized incinerator operator. MEG (Mono Ethylene Glycol) recovery: Aqueous layer from Hydrolysis section is collected in SS-316 reactor, neutralized by NaOH lye, water is
distilled out at atmospheric pressure and then MEG is recovered under vacuum. Distilled out MEG is then recycled back to Acetal preparation. The residue generated is collected in MS
drum and send to authorized incinerator operator.
b) Chemical Reaction
Mass Balance
Name of product Quantity Batch Size Input T/T T/M Output T/T T/M MPB 200 1000 EDC 3.3780 675.6000 MPB 1.0000 200.0000 MPB 200 1000 AlCl3 1.2100 242.0000 HCl 0.4060 81.2000 MPB 200 1000 Benzaldeyde 0.7150 143.0000 Hypo 0.0930 18.6000 MPB 200 1000 Bromine 0.5400 108.0000 Aluminium Chloride 4.4810 896.2000 MPB 200 1000 Chlorine 0.4860 97.2000 KBr for Bromine reco. 2.4750 495.0000 MPB 200 1000 Formic Acid 0.0350 7.0000 Bromine 0.4650 93.0000 MPB 200 1000 MEG 0.5620 112.4000 EDC Recover 3.3300 666.0000 MPB 200 1000 PTSA 0.0040 0.8000 Benzaldeyde Recover 0.0450 9.0000 MPB 200 1000 Phenol 0.5950 119.0000 MEG Recover 0.5530 110.6000 MPB 200 1000 KOH 0.4000 80.0000 Toluene Recover 2.0250 405.0000 MPB 200 1000 Toluene 2.0750 415.0000 Phenol Recover 0.0300 6.0000 MPB 200 1000 Catalyst 0.0050 1.0000 Water reuse 1.3190 263.8000 MPB 200 1000 Caustic 0.2420 48.4000 EDC loss 0.0480 9.6000 MPB 200 1000 H2SO4 0.0400 8.0000 MEG loss 0.0090 1.8000 MPB 200 1000 HCl 0.5910 118.2000 Toluene loss 0.0450 9.0000 MPB 200 1000 KBr Solution 2.4750 495.0000 KCl Solution 2.5910 518.2000 MPB 200 1000 Salt solution 0.2500 50.0000 Waste Water 0.7250 145.0000 MPB 200 1000 Water 6.1120 1222.4000 Residue 0.0750 15.0000 MPB 200 1000 Total 19.7150 3943.0000 Total 19.7150 3943.0000

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
c) Process Flow Diagram

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(8). PERMETHRIN
a) Process Description In a Glass lined reactor, CMAC charged. Addition of MPBA is started at temperature of 20oC. The addition is completed within 3 to 4 hours and the same temperature is maintained for 3 hours. The sample is checked for unreacted MPBA. If not found, hexane is added and the hexane layer is washed with soda ash solution, followed by plain water. The hexane layer is separated and transferred to another reactor for distillation. Hexane is recovered by distilling under vacuum. The material remaining in the reactor is permethrin technical, which is packed suitably in lacquered MS drums.
b) Chemical Reaction
c) Process Flow Diagram
d) Mass Balance
Name of product Quantity Batch Size Input T/T T/M Output T/T T/M Permethrine 100 1000 MPBOH 0.5140 51.4000 Permethrine 1.0000 100.0000 Permetrine 100 1000 CMAC 0.5980 59.8000 HCl 0.0930 9.3000 Permetrine 100 1000 Sol.of Na2CO3 0.7280 72.8000 Waste Water 1.2030 120.3000 Permetrine 100 1000 Water 0.4560 45.6000 Permetrine 100 1000 Total 2.2960 229.6000 Total 2.2960 229.6000
Water
MPBOHCMAC HCL
Water HCLSol.of Na2CO3 Waste WaterWater Permetrine
Permetrine
Reactor
Washing
Water Scrubber

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(9). Profenophos a) Process Description
Ortho chloro phenol reacted with bromine in presence of catalyst at 45°C to form Bromo chloro phenol. Bromo chloro phenol is reacted with O,O-diethyl thiophosphoryl chloride and sodium hydroxide in presence of catalyst to form BCP Triester.
BCP Triester reacted with Trimethyl amine in presence of catalyst at 65°C to form TMA complex. TMA complex reacted with n-propyl bromide in presence of catalyst at 65°C to form Profenofos, washed, excess n-Propyl bromide distilled to obtain Profenofos, packed in drum for dispatch.
b) Chemical Reaction

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
c) Process Flow Diagram
d) Mass Balance Name of product Quantity Batch Size Input T/T T/M Output T/T T/M Profenophos 200 1000 Propyl Bromide 0.3880 77.6000 Profenophos 1.0000 200.0000 Profenophos 200 1000 OCP 0.3750 75.0000 HBr solution 1.0500 210.0000
Profenophos 200 1000 EDC 0.4700 94.0000
Trimethyl Ammonium Bromide
2.2400 448.0000
Profenophos 200 1000 Bromine 0.4700 94.0000 npbr reco. 0.0430 8.6000 Profenophos 200 1000 H2SO4 0.0250 5.0000 EDC Recover 0.4600 92.0000 Profenophos 200 1000 Catalyst 0.0070 1.4000 EDC Loss 0.0100 2.0000 Profenophos 200 1000 DETCL 0.5880 117.6000 Catalyst reco. 0.0070 1.4000 Profenophos 200 1000 Caustic 1.2890 257.8000 Waste Water 1.0310 206.2000 Profenophos 200 1000 Trimethylamine 0.5580 111.6000 Profenophos 200 1000 Water 1.6710 334.2000 Profenophos 200 1000 Total 5.8410 1168.2000 Total 5.8410 1168.2000
water
OCP 94.5 Hbr solution EDC
Bromine EDC recov.
243 EDC LosswaterCatalystDETCL waste waterCaustic Catalyst Reoc
444
catalyst npbr reco.
TrimethylamineTrimethyl ammoniumBromide
Propyl bromide Profenophos WaterH2SO4
Hbr scrubberBrominnation
BCP TRIESTER
TMA COMPLEX &
NPBR REACTION

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(10). ZETA CYPERMETHRIN a) Process Description
Step-1: PURIFICATION OF LIQUID CYPERMETHRIN Charge Mix Heptane into reaction flask under stirring and charge slowly Pre heated liquid Cypermethrin (65/35) into it. Heat the mix. to 50 o C to dissolve Cypermethrin .Cool the mass up to 0 to 4°C.Stir the mass for 1 hour. Charge solid Cypermethrin for seeding. Maintain the mass at 0 to 4°C temp for 20 hrs. After this, filter the mass and wash the cake with cold mix heptanes. Maintain the temperature of wet cake < 15degreeC.Use wet cake for Epimerization.( next step)
Step-2: EPIMERISATION OF SOLID CYPERMETHRIN: Charge wet cake of solid Cypermethrin (contains heptanes), mixed Heptanes (Cooled below 23oC), Aliquot 336 (1%of the weight of solidCypermethrin) & Sodium Carbonate (1%of the weight of solid Cypermethrin) and continue string at 23o 2 C for several hours till the desired degree of epimerization has reached based on HPLC analysis of a sample. At the end of epimerization reaction, charge water in reactor.Slowly add 30 % HCl solution below 15°C temperature.Check the pH. It should be less than 2.0.Start the heating up to 55 5°C. Stir the mass for 1 hour at 55 5°C.Settle the mass for 1 hour and then separate out the aq. Layer.Give the water wash to organic layer at 55 5°C.Settle the mass for 1 hour and then separate out the aq. Layer.Transfer the organic layer in to reaction flask for mix heptane recovery. RECOVERY OF MIX HEPTANE: Start the heating and distilled out mix heptane at 85 5°C under vacuum.Check the sample for % solvent content. It should be less than 0.5 %.After solvent content is less than 0.5 %, pack Zeta Cypermethrin in drums. b) Chemical Reaction

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
c) Process Flow Diagram
d) Mass Balance
Name of product Quantity Batch Size Input T/T T/M Output T/T T/M Zeta Cyper 100 1000 Haptane mix 1.8150 181.5000 Zeta Cyper 1.0000 100.0000 Zeta Cyper 100 1000 Cypermethrin 1.0890 108.9000 Heptane (mix) 1.9890 198.9000 Zeta Cyper 100 1000 Acetic Acid 0.0010 0.1000 Heptane Recovery 0.5730 57.3000 Zeta Cyper 100 1000 Cyper (Blending) 0.1300 13.0000 ML Cyper 0.1060 10.6000 Zeta Cyper 100 1000 Heptane 0.5140 51.4000 Heptane (mix) loss 0.1130 11.3000 Zeta Cyper 100 1000 Haptane mix 0.3150 31.5000 Heptane loss 0.0830 8.3000 Zeta Cyper 100 1000 HCl 1.5000 150.0000 Waste Water 1.6010 160.1000 Zeta Cyper 100 1000 Soda ash 0.0920 9.2000 Zeta Cyper 100 1000 Aliquote 0.0090 0.9000 Zeta Cyper 100 1000 Total 5.4650 546.5000 Total 5.4650 546.5000
Mix HaptaneCypermethrin
Heptane Heptane Mix loss Heptane Mx Recovery ML Cyper
Mix HaptaneWater/HCLSoda ash Aqs. send to ETPAliquote
Acetic Acid Heptane loss Cyper (Blending) Heptane Recovery
Zeta Cyper
Haptan Recovery & Blending
crystalisation
ANF Filtration & Haptan Recovery
Epimerisation

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(11). DIAFENTHIRON:
a) Process Description 1‐ (2, 6‐diisopropyl‐4‐phenoxyphenyl) thiourea (DIPPT) is heated to reflux in presence of xylene as solvent to give 1,3‐diisopropyl‐2‐isothiocyanato‐5‐phenoxybenzene. Condensation of 1,3‐diisopropyl‐2‐isothiocyanato‐5‐phenoxybenzene with Ter‐butyl Amine (TBA) in presence of Acetoniril as solvent to give Difenthiuron technical. Finally purification is carried out in to yield pure Diafenthiuron. Recovered Acetoniri is distilled and recycled. b) Chemical Reaction

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Water
c) Process Flow Diagram
d) Mass Balance
Name of product Quantity Batch Size Input T/T T/M Output T/T T/M Diafenthiuron 100 1000 1- (2,6 Disopropyle-
4-phenoxyphynyl-) thiourea
0.9010 90.1000 Diafenthiuron 1.0000 100.0000
Diafenthiuron 100 1000 Xylene 1.8020 180.2000 Ammonium Solution 0.2050 20.5000 Diafenthiuron 100 1000 Ter-butyl amine 0.2220 22.2000 Xylene Reco 1.6940 169.4000 Diafenthiuron 100 1000 Water 0.0490 4.9000 Xylene loss 0.1080 10.8000 Diafenthiuron 100 1000 H2SO4 0.1330 13.3000 Residue 0.0910 9.1000 Diafenthiuron 100 1000 losses 0.0090 0.9000 Diafenthiuron 100 1000 Total 3.1070 310.7000 Total 3.1070 310.7000
1-(2,6 Disopropyle-4-phenoxyphynyl-) thioureaXylene
Water H2SO4
H2SO4
Ter-butyl amine
Ammonium Sulphate
Diafenthiuron
LossXylene RecoXylene lossResidue
De-amination
Condensation
Crystalization and Filtration
Distillation
Water scrubber
ammonium Sulphate recovery

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(12). LAMBDA CYHALOTHRIC ACID
a) Process Description Step-1: Methyl 3, 3-dimethyl-4-pentenoate, R-113A gas, Catalyst-I, Catalyst-2 and tertiary butyl alcohol were charged in reactor. Heat the reaction mass to reflux temperature and hold under stirring till completion of reaction. Upon completion of reaction, solvent was distilled off and obtained crude product was subjected to fractional distillation to obtain pure Heptanoate intermediate. Step-2: Dimethyl formamide, t-butanol and sodium t-butaoxide were charged in reactor. Then, Heptanoate intermediate was dropwise added at -5°C and hold under stirringfor completion of reaction. Upon completion of reaction, potassium hydroxide was charged in to reaction mass and agitated till completion. Upon completion of reaction, distilled out solvent mixture, obtained mass was diluted with water and heated to reflux. Then, acidified with 15% hydrochloric acid filtered and dried to get lambda cyhalothric acid. b) Chemical Reaction

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
c) Process Flow Diagram
e) Mass Balance Name of product Quantity Batch Size Input T/T T/M Output T/T T/M
Lambda Cyhalothric Acid 100 850 Metyl 3-3 Dimethyl 4-pentenoat
0.8353 83.5294 reco.T Butanol + R-113A 5.6024 560.2353
lambda cyhalothric Acid 100 850 R-113A 1.4118 141.1765 Residue 0.0353 3.5294
lambda cyhalothric Acid 100 850 T-Butanol 5.0588 505.8824 DMF+T-Bultanol mix 10.8235 1082.3529
lambda cyhalothric Acid 100 850 Catalyst-1 0.0065 0.6471 Waste Water 4.8353 483.5294
lambda cyhalothric Acid 100 850 Catalyst-2 0.0194 1.9412 Lambda Cyhalothric Acid 1.0000 100.0000
lambda cyhalothric Acid 100 850 T-Butanol 9.1176 911.7647 lambda cyhalothric Acid 100 850 DMF 1.7647 176.4706
lambda cyhalothric Acid 100 850 Sodium t-Butoxide 0.5529 55.2941
lambda cyhalothric Acid 100 850 KOH 0.5882 58.8235 lambda cyhalothric Acid 100 850 Water 1.7647 176.4706 lambda cyhalothric Acid 100 850 HCl 1.1765 117.6471 lambda cyhalothric Acid 100 850 Total 22.2965 2229.6471 Total 22.2965 2229.6471
Metyl 3-3 Dimethyl 4-pentenoatR-113AT-ButanolCatalyst-1Catalyst-2
T-ButanolDMF reco.T Butanol+ R-113ASodium t-Butoxide Residue
DMF+T-Bultanol mix
KOHWater
HCL Waste Water lambda cyhalothric Acid
Reaction
Distillation
Solvent Recovery
Dehydrohalogenation &
Hydrolysis
Acidification and Filtration

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(13). THIAMETHOXAM
a) Process Description
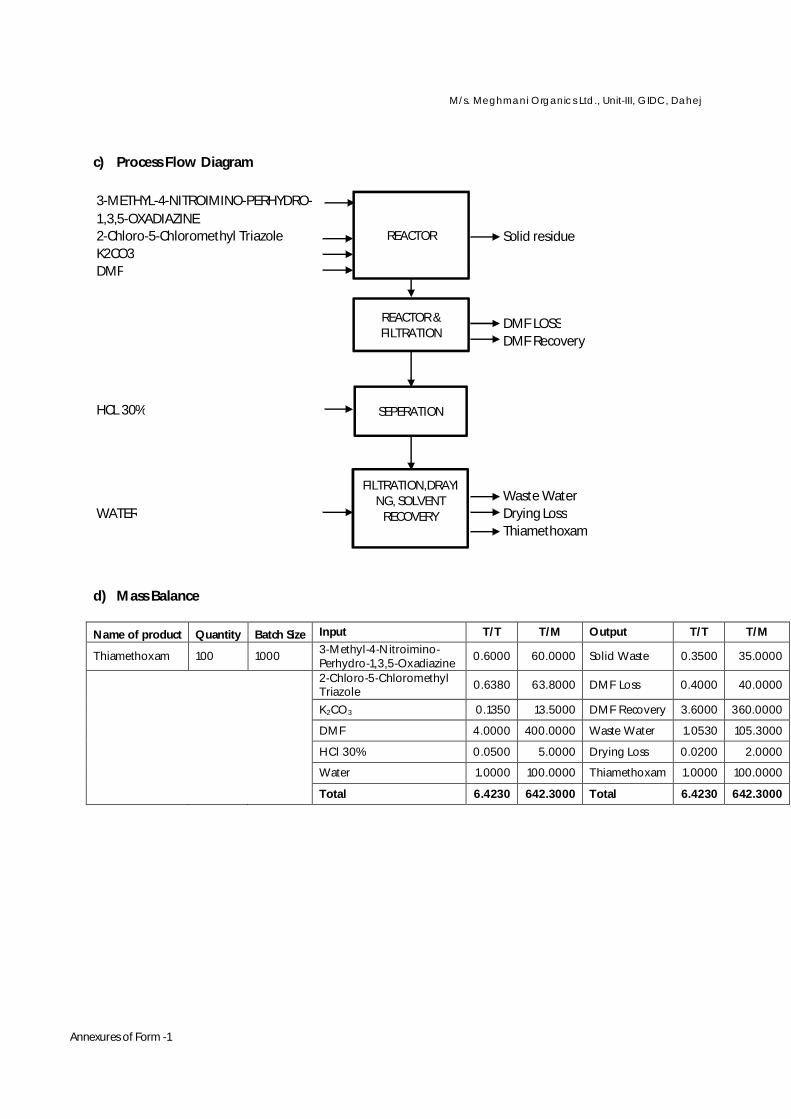
Step 1: Dimethylformamide is charged into the reactor, to which is added 2-chloro 5-chloromethyl thiazole to form a solution (A). 4-Nitroimino 3-methyl isoxazole is charged into Dimethylformamide in another reactor and is stirred for 1 hr to form a solution (B). Step 2: Solution (B) is charged into reaction mass of solution (A). It is stirred and cooled to 30°C. Step 3: Potassium carbonate is added lot-wise to the above reaction mass at 30 – 32°C and cook for 5 hrs at the same temperature. After reaction is over the reaction mass is filtered to remove potassium chloride formed in the reaction. The filtrate is distilled to remove DMF. Step 4: pH of concentrated filtrate is adjusted to 4 – 5 with 30% Hydrochloric acid to precipitate Thiamethoxam, which is centrifuged washed with water and dried to get Thiamethoxam technical. b) Chemical Reaction
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
c) Process Flow Diagram
d) Mass Balance
Name of product Quantity Batch Size Input T/T T/M Output T/T T/M
Thiamethoxam 100 1000 3-Methyl-4-Nitroimino-Perhydro-1,3,5-Oxadiazine
0.6000 60.0000 Solid Waste 0.3500 35.0000
Thiamethoxam 100 1000 2-Chloro-5-Chloromethyl Triazole 0.6380 63.8000 DMF Loss 0.4000 40.0000
Thiamethoxam 100 1000 K2CO3 0.1350 13.5000 DMF Recovery 3.6000 360.0000
Thiamethoxam 100 1000 DMF 4.0000 400.0000 Waste Water 1.0530 105.3000
Thiamethoxam 100 1000 HCl 30% 0.0500 5.0000 Drying Loss 0.0200 2.0000
Thiamethoxam 100 1000 Water 1.0000 100.0000 Thiamethoxam 1.0000 100.0000
Thiamethoxam 100 1000 Total 6.4230 642.3000 Total 6.4230 642.3000
3-METHYL-4-NITROIMINO-PERHYDRO-1,3,5-OXADIAZINE2-Chloro-5-Chloromethyl Triazole Solid residueK2CO3DMF 509
DMF LOSSDMF Recovery
HCL 30%
Waste WaterWATER Drying Loss
Thiamethoxam
REACTOR
REACTOR & FILTRATION
SEPERATION
FILTRATION,DRAYING, SOLVENT
RECOVERY

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(14) A. : FIPRONIL
a) Process Description Fipronil is manufactured by reaction of Fipronil pyrazole with Trifluoromethane sulphinyl chloride in Toluene at 15 to 20°C in presence of TMA-HCl. HCl gas evolved is scrubbed in water.
Check for unreacted pyrazole, if more than 2%, continue cooking for 2 more hours. After completion of reaction add water, stir and settle the layers. Send aq. layer to ETP.
Organic layer is distilled to recover solvent.
Charge Butyl acetate to the mass, centrifuge and dry at 60 -65°C to obtain Fipronil technical product. The ML is distilled to recover butyl acetate which is recycled for next batch.
b) Chemical Reaction

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
c) Process Flow Diagram
d) Mass Balance
Name of product Quantity Batch Size Input T/T T/M Output T/T T/M
Fipronil 100 1000 Fipronil Pyrazole 0.8500 85.0000 Toluene Recover 0.3000 30.0000
Fipronil 100 1000 TMA HCl 0.2500 25.0000 Waste Water 5.7850 578.5000
Fipronil 100 1000 TFMSC 0.4000 40.0000 Toluene Loss 0.2000 20.0000
Fipronil 100 1000 Liquor Ammonia 0.2200 22.0000 Toluene Recover 3.3000 330.0000
Fipronil 100 1000 Water 5.0800 508.0000 Fipronil 1.0000 100.0000
Fipronil 100 1000 Toluene 3.8000 380.0000 Drying loss 0.0150 1.5000
Fipronil 100 1000 Total 1.6133 1129.3380 Total 6.7514 4725.9520
Fipronil PyrazoleTMA HClTFMSC TolueneLiquor AmmoniaWaterToluene
4961Aqueous Layer
Water Toluene lossToluene Recovery
1056
FipronilDrying loss
CONDENSATION, FILTRATION& SOLVENT RECOVERY
WATER WASH & Filtration
DISTILATION & CRYSTALLISATION,

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
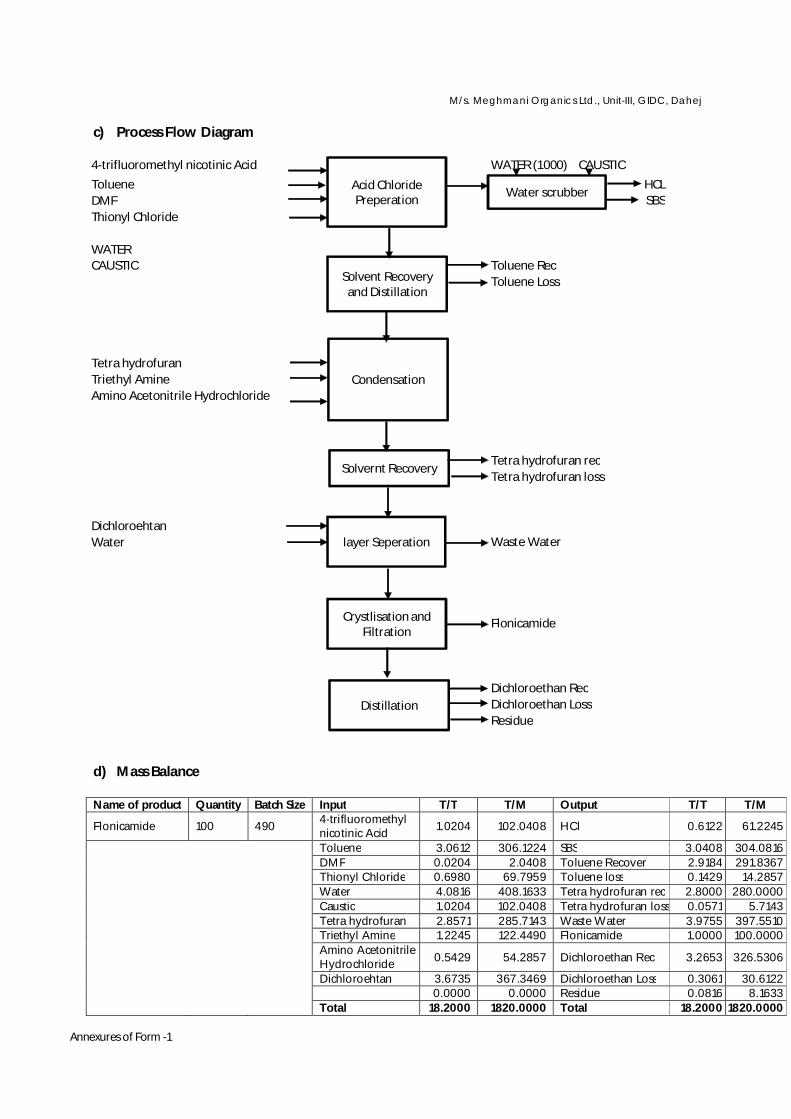
(14) B.: FLONICAMIDE a) Process Description Step-1: Toluene, 4-(trifluoromethyl) pyridine-3-carboxylic acid and dimethylformamide were charged into reactor. Reaction mass was heated to 70-75°C and Thionyl chloride was added followed by agitation till completion of reaction. Upon excess thionyl chloride and solvent was distilled out to get crude 4-(trifluoromethyl) pyridine-3-carbonyl chloride.
Step-2: Obtained crude 4-(trifluoromethyl) pyridine-3-carbonyl chloride was dissolved in tetrahydrofuran. Then, triethylamine and amino-acetonitrile hydrochloride were added, and the reaction mass was agitated till completion of reaction. Upon completion of reaction, distilled off solvent and obtained residual mass was diluted with water and dichloroethane and separated aqueous phase form organic phase. Obtained organic phase was subjected to crystallization to get Flonicamid Technical.
b) Chemical Reaction
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
c) Process Flow Diagram
d) Mass Balance Name of product Quantity Batch Size Input T/T T/M Output T/T T/M
Flonicamide 100 490 4-trifluoromethyl nicotinic Acid 1.0204 102.0408 HCl 0.6122 61.2245
Flonicamide 100 490 Toluene 3.0612 306.1224 SBS 3.0408 304.0816 Flonicamide 100 490 DMF 0.0204 2.0408 Toluene Recover 2.9184 291.8367 Flonicamide 100 490 Thionyl Chloride 0.6980 69.7959 Toluene loss 0.1429 14.2857 Flonicamide 100 490 Water 4.0816 408.1633 Tetra hydrofuran rec 2.8000 280.0000 Flonicamide 100 490 Caustic 1.0204 102.0408 Tetra hydrofuran loss 0.0571 5.7143 Flonicamide 100 490 Tetra hydrofuran 2.8571 285.7143 Waste Water 3.9755 397.5510 Flonicamide 100 490 Triethyl Amine 1.2245 122.4490 Flonicamide 1.0000 100.0000
Flonicamide 100 490 Amino Acetonitrile Hydrochloride 0.5429 54.2857 Dichloroethan Rec 3.2653 326.5306
Flonicamide 100 490 Dichloroehtan 3.6735 367.3469 Dichloroethan Loss 0.3061 30.6122 Flonicamide 100 490 0.0000 0.0000 Residue 0.0816 8.1633 Flonicamide 100 490 Total 18.2000 1820.0000 Total 18.2000 1820.0000
4-trifluoromethyl nicotinic Acid WATER (1000) CAUSTIC
Toluene HCLDMF SBSThionyl Chloride
WATERCAUSTIC Toluene Rec
Toluene Loss
Tetra hydrofuranTriethyl AmineAmino Acetonitrile Hydrochloride
Tetra hydrofuran recTetra hydrofuran loss
DichloroehtanWater Waste Water
Flonicamide
Dichloroethan RecDichloroethan LossResidue
Flonicamide
Acid Chloride Preperation
Solvent Recovery and Distillation
Condensation
Solvernt Recovery
layer Seperation
Crystlisation and Filtration
Distillation
Water scrubber

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(15). BIFENTHRIN ALCOHOL a) Process Description
b) Chemical Reaction

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
c) Process Flow Diagram
d) Mass Balance
Name of product Quantity Batch Size Input T/T T/M Output T/T T/M Bifenthrin Alcohol 100 1000 Dicloro Toluene 0.8980 89.8000 Mg.Cl.OH 0.4240 42.4000 Bifenthrin Alcohol 100 1000 Magnesium 0.2660 26.6000 Mg.Br.Cl 0.7740 77.4000 Bifenthrin Alcohol 100 1000 Bromo Benzene 0.8700 87.0000 THF Recover 0.8170 81.7000 Bifenthrin Alcohol 100 1000 Formaldehyde (60%) 0.2660 26.6000 Waste Water 0.3630 36.3000 Bifenthrin Alcohol 100 1000 THF 0.8170 81.7000 Bifenthrin Alcohol 1.0000 100.0000 Bifenthrin Alcohol 100 1000 Water 0.3600 36.0000 Residue 0.0990 9.9000 Bifenthrin Alcohol 100 1000 Total 3.4770 347.7000 Total 3.4770 347.7000
Dicloro TolueneMagnesium Mg.Cl.OHBromo Benzene Mg.Br.ClFormaldehyde (60%) THF RecoverTHF
Water wastewater
Bifenthrin AlcoholResidue
Reactor
Washing
Distillation

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(16). BIFENTHRIN a) Process Description Charge the Cyhalothric Acid and hexane in Reactor. Start the addition of thionyl chloride at 30 ° C. Cook the mass for 2 hrs at 30°C. Check the unreacted Cyhalothric Acid. It should be less than 0.5 %. Distilled out the Hexane by vacuum pump. we will get Cyhalothric Acid chloride. Take Toluene solvent, Lambda Cyhalothric AcidChloride, Bifenthrin Alcohol and Catalyst (4-DMAP) and NaOH in the reactor. Maintain the mass up to 15C . After completion of the reaction mass heat up to 30 deg. then separate the waste water and give HCL and NaOH wash and water wash .Separate organic layer and then remove solvent under vacuum and mass transfer for purification. Charge methanol in crude Bifenthrin and heat mass up to 65 deg. after cool the mass for crystallization. Filter and dry the mass and packed in to drums. b) Chemical Reaction
COOH
CH3 CH3Cl
F
FF
Mol. Wt. = 242.62
+ +
thionyl chloride
Mol. Wt. = 118.97
2-chloro-3,3,3-trifluoro-1-propen-1-yl]-2,2-dimethylcyclopropanecarboxylic
acid
SOCl 2COCl
CH3 CH3
ClF
FF
2-chloro-3,3,3-trifluoroprop-1-en-1-yl]-2,2-dimethylcyclopropanecarbonyl chloride
Mol. Wt. = 261.06
HCl + SO2
COCl
CH3CH3Cl
FF
F
3-[(1Z)-2-chloro-3,3,3-trifluoroprop-1-en-1-yl]-2,2-dimethylcyclopropanecarbonyl chloride
HOH2C CH3
(2-methylbiphenyl-3-yl)methanol
M.Wt-261.06 M.Wt-198.26
CH3 CH3Cl
F
FF
O
O
CH3
Bifenthrin
M.Wt-422.86
+ NaOH
Toluene
Catalyst

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
c) Process Flow Diagram
d) Mass Balance Name of product Quantity Batch Size Input T/T T/M Output T/T T/M Bifenthrin 100 1000 L C Acid 0.7385 73.8462 Toluene Recover 2.2846 228.4615 Bifenthrin 100 1000 Thionyl Chloride 0.4462 44.6154 Toluene Loss 0.2538 25.3846 Bifenthrin 100 1000 DMF 0.0062 0.6154 Waste Water 3.1015 310.1538 Bifenthrin 100 1000 Water 4.0000 400.0000 Methanol Recovery 1.1538 115.3846 Bifenthrin 100 1000 NaOH 0.1538 15.3800 Methanol Loss 0.2862 28.6154 Bifenthrin 100 1000 Toluene 2.5385 253.8462 Residue 0.0769 7.6923 Bifenthrin 100 1000 Bifenthrin Alcohol 0.5077 50.7692 Bifenthrin 1.0000 100.0000 Bifenthrin 100 1000 Catalyst( 4-DMAP) 0.0062 0.6154 SBS 1.4462 144.6200 Bifenthrin 100 1000 NaOH 0.2308 23.0815 HCl 0.5385 53.8500 Bifenthrin 100 1000 HCl 0.0738 7.3846 Bifenthrin 100 1000 Methanol 1.4400 144.0000 Bifenthrin 100 1000 Total 10.1415 1014.1539 Total 10.1416 1014.1622
L C Acid Water Thionyl Chloride NaOH DMF
Water SBS NaOH HCL 30%
TolueneBifenthrin Alcohol Toluene RecoveryCatalyst( 4-DMAP) Toluene LossNaOH Waste WaterHCLWater
Methanol RecoveryMethanol Methanol Loss
ResidueBifenthrin
LC Acid Chloride Preparation
Reaction
Purification
scrubber

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(17). Thiocyclam (TCHO)
a) Process Description of TCHO (Technical) STEP-1: PREPARATION OF TCB
Water and Bunte salt were charged into a RB F f i t t e d with thermo pocket, mechanical stirrer, condenser and pH meter. Mass was agitated for 10 minute to get a clear solution at room temperature. After this, pH adjusted by addition of 30% Aq. caustic solution at room temperature, charged sodium chloride and stirred for 30 minutes. Upon completion of hold period, xylene was charged and reaction mass was cooled to 0 to +5°C. After achieving the required temperature, 30% Caustic solution was added at within 30 minutes. After this, aqueous sodium sulphide solution was added at chill condition in 2.5 to 3.0 hrs. After completion of addition, reaction mass was further stirred for 5.0 minutes. Reaction mass was filtered under chilled condition followed by cake washing with cold xylene After completion of filtration, aqueous layer was separated from organic layer under chilled condition Organic layer was subjected to aqueous hypo washing for 5.0 minutes and aqueous layer was separated out. pH of aqueous layer was checked. If pH of aqueous layer was more than 7.0, it was adjusted to 6.5 by addition of 10% HCl solutions and again mix aq. Layer with organic layer followed by layer separation. Organic layer was carried forward to next step salt formation.
STEP-2: PREPARATION OF OXALTATE SALT OF TCB
Charged organic layer of step-1 in RBF fitted with thermo pocket, mechanical stirrer and condenser on a water bath. The agitator was started. Oxalic acid di-hydrate was slowly added in to organic layer at 30-35°C within 30 minutes. After completion of addition, mass was heated to 60-65°C and stirred for 1-3 hrs. till completion of salt formation. After completion of salt formation, water was removed from mass by azeotropic distillation at 50-60 deg.C under 75 mmHg vacuum. After removing water, mass was cooled to 40°c followed by vacuum filtration and cake was dried in vacuum oven at 50°C till 4 to 5% xylene content is achieved in Final thiocyclam oxalate technical. Packed the material in drums.
b) Chemical Reaction STEP-1: PREPARATION OF TCB
CH3
N
CH3
S
S
SO3Na
SO3H
OH2. + NaOH + Na2S . H2O
CH3
N
CH3
S
S
S + Na2SO3
Bunte salt Sodium Hydroxide Sodium Sulfide Hydrate TCB Sodium Sulphite
2
M. Wt.: 351.4 M. Wt.: 40 M. Wt.: 78.04 M. Wt.: 181.4
STEP-2: PREPARATION OF OXALTATE SALT OF TCB
CH3
N
CH3
S
S
S
TCB
M . W t.: 181.4
+ COOH
COOH
O xalic acid
..2 OH2
M . W t.: 126.0
CH3
N
CH3
S
S
S
M . W t.: 271.4
COOH
COOH. + 2 H 2O
Thiocyclam

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
c) Process Flow Diagram
d) Mass Balance
Name of product Quantity Batch Size Input T/T T/M Output T/T T/M TCHO 100 1000 Bensultap 2.0000 200.0000 Methanol Recovery 1.9000 190.0000 TCHO 100 1000 Sodium Sulfide 0.3650 36.5000 Methanol Loss 0.1000 10.0000 TCHO 100 1000 Methanol 2.0000 200.0000 Toluene Loss 0.1000 10.0000 TCHO 100 1000 Toluene 2.0000 200.0000 Toluene Recover 1.9000 190.0000 TCHO 100 1000 Oxalic acid 0.4170 41.7000 Waste Water 2.7820 278.2000 TCHO 100 1000 Water 1.0000 100.0000 TCHO 1.0000 100.0000 TCHO 100 1000 Total 7.7820 778.2000 Total 7.7820 778.2000
BensultapSodium SulfideMethanol
Methanol RECO.Methanol LOSS
Toluene LOSSToluene Toluene RECO.Oxalic acid
Waste WaterWater Methanol RECO.Methanol Methanol LOSS
Thiocyclam
REACTOR
DISTILATION
REACTION & SOLVENT RECOVERY
REACTION & SOLVENT RECOVERY

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
(18). Tri Chloro Acetyl Chloride (TCAC) a) Process Description Di Chloro Acetic Acid / Mother Liquor (ML) Chlorination: Take clear ML and analyzed it for Moisture content – based on moisture content charge Acetic Anhydride – Once again analyzed for moisture content – it should be NIL. Charge requires quantity of FeCl3 catalysts in to the rector. Start cooling and chilling circulation in to the graphite condensers. Start water and caustic circulations in to the scrubbers. Start agitation and increase the temp beyond 55 0C. Take SMC in Day tank. Charge SMC in to the reactor. Start chlorine gas addition at the rate of 50 Kg per hr initially. As SMC will go on consuming the color of reflux will become pale yellow after some time. When color becomes pale yellow it indicates that there is no or very less SMC in to the reactor. Now charge SMC to the reactor through glass jar. Continue chlorine addition in to the rector. Same observation will be noted after some time. Again repeat the same procedure. See the color of glass jar attached to the scrubber. It should not be yellow, which is the indication of free chlorine gas going to the scrubbers. At the end of the reaction pale yellow color will be observed in to the glass jar of reflux line. Check the sample into the lab for conversion of ML in to CAC. CAC Distillation: Transfer the batch to distillation reactor for distillation. Continue agitation and steam to reactor. Apply very less steam to keep temp 50 to 60 in the kettle. Continue reflux in the column till we get red blood color in the jar. Continue the same procedure till total un-reacted SMC is removed in the form of SDC. Collect four cut in separate receiver till online result come to specified limit of CAC. When SMC is removed from the kettle pale yellow and finally water white color will be observed in the glass jar. Start taking distilled CAC from the column when water white color is observed. Temperature of the column will be 105 to 110 0C and kettle temp will be 129 to 125 0C. At the end of the distillation kettle temp will be increased to135 to 140 0C and pale yellow color will start coming from the kettle. Separate collect end cut from the reactor. When no distillate is comes out remove TAR as RESIDUE in HDPE Drums from the reactor and make it empty. Check sample of distilled CAC in Lab. Check its purity, moisture and distilled SO2 in the sample. CAC Chlorination: Take CAC in reactor. Take Pyridine in overhead receiver. Start addition of Pyridine into the reactor from the day tank at very slow rate. Continue cooling water into the jacket of the reactor. Afteraddition is over increase the chlorine gas flow rate. Reaction mass temp will increase up to 95 0C. Maintain temp from 95 to 100 0C during chlorine gas addition. Require quantity of chlorine gas will be added to the reaction mass. Check sample in the lab for Sp gravity and final purity. Keep reaction Mass under settling for removal of catalyst. Separate bottom layer as Crude TCAC to distillation set up for TCAC distillation. Separate Pyridine catalysts. Un-reacted catalysts will remain on the top of reaction mass. Remove upper layer and recycle the same to the next batch of reaction. TCAC Distillation: Take crude TCAC batch for distillation. Start distillation same way of CAC distillation. Remove colored fraction separate as FOUR cut. When get water white color in glass jar start taking it as pure TCAC. Collect distilled TCAC in specify storage tanks. Observe it’s level continuously. If found full then fill the drums and then continue distillation. Again at the end of the distillation we will get colored material. Collect it separately as end cut. This may be recycled back to the process. Distillation will over at 140 to 145 reactor temp. Remove TAR from the reactor and fill it in HDPE drums. Fill distilled TCAC from it’s storage tank to HDPE drums and send for captive consumption at Ankleshwar. Take separate distillation batch of CAC TAR and TCAC TAR. Distilled material from this distillation batch will be recycled back to CAC process. CAC and TCAC Residue should be send for Incineration to GPCB approved vendor.
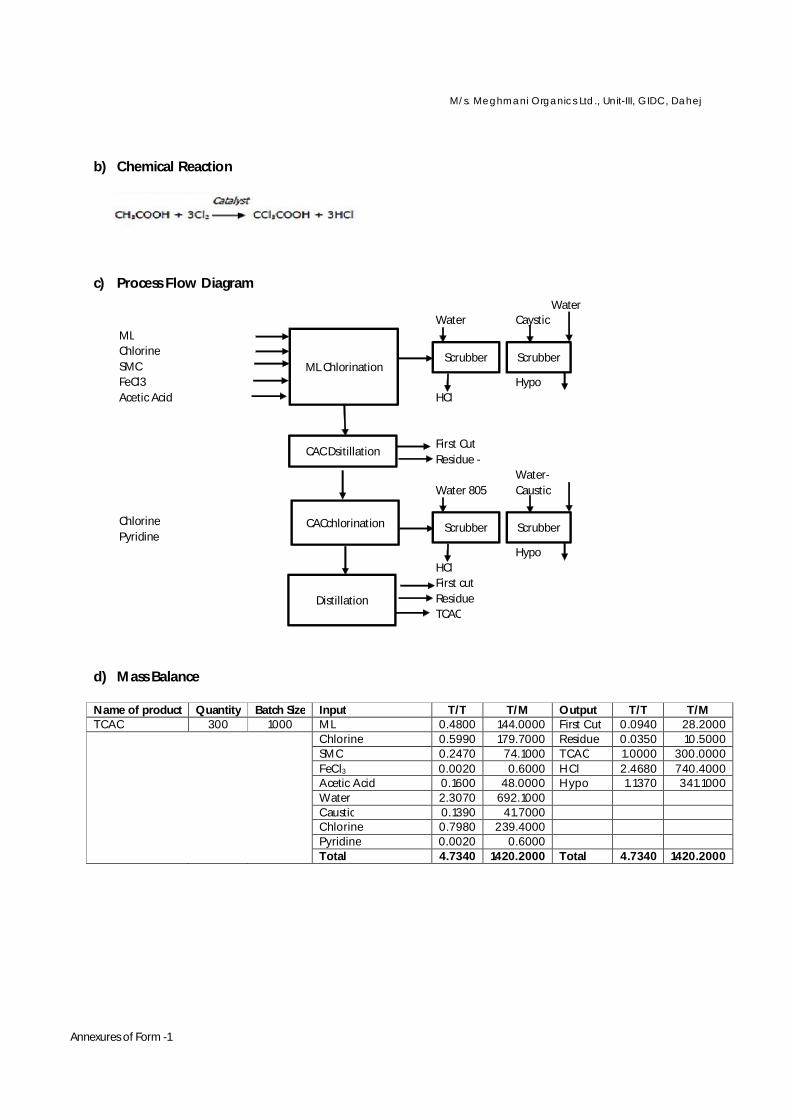
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Water
b) Chemical Reaction
c) Process Flow Diagram
d) Mass Balance
Name of product Quantity Batch Size Input T/T T/M Output T/T T/M TCAC 300 1000 ML 0.4800 144.0000 First Cut 0.0940 28.2000 TCAC 300 1000 Chlorine 0.5990 179.7000 Residue 0.0350 10.5000 TCAC 300 1000 SMC 0.2470 74.1000 TCAC 1.0000 300.0000 TCAC 300 1000 FeCl3 0.0020 0.6000 HCl 2.4680 740.4000 TCAC 300 1000 Acetic Acid 0.1600 48.0000 Hypo 1.1370 341.1000 TCAC 300 1000 Water 2.3070 692.1000 TCAC 300 1000 Caustic 0.1390 41.7000 TCAC 300 1000 Chlorine 0.7980 239.4000 TCAC 300 1000 Pyridine 0.0020 0.6000 TCAC 300 1000 Total 4.7340 1420.2000 Total 4.7340 1420.2000
TCAC Water
Water Caystic MLChlorineSMCFeCl3 Hypo Acetic Acid HCl
First Cut Residue -
Water-Water 805 Caustic
ChlorinePyridine
Hypo HCl First cutResidueTCAC
ML Chlorination
CAC Dsitillation
Distillation
CACchlorination
Scrubber Scrubber
Scrubber Scrubber

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Annexure–7
Details of Storage Facilities for Products and Raw Material
Storage Details Of Product
Sr.
No. Product Max. storage
(MT) MOC No of tanks /
containers Temperature Pressure
1. 2,4 D Esters 5 HDPE drum 25 Ambient Atmospheric 2. MCA (Mono Chloro Acetic Acid) 40 PP bags 800 Ambient Atmospheric 3. Cypermethrin 20 HDPE drums 100 Ambient Atmospheric 4. Profenophos 20 HDPE drums 100 Ambient Atmospheric 5. Diafenthiuron 10 PP bags 200 Ambient Atmospheric 6. 2,4 D Amine 35 HDPE drums 175 Ambient Atmospheric 7. 2,4 D Sodium 30 PP bags 600 Ambient Atmospheric 8. 2,4 D Acid (2,4,Di Chloro Phenoxy Acetic Acid) 160 PP bags 270 Ambient Atmospheric 9. MPB 20 MS lacquer 400 Ambient Atmospheric 10. Permethrin 10 MS lacquer 50 Ambient Atmospheric 11. Zeta Cyper 10 MS lacquer 50 Ambient Atmospheric 12. L.C Acid 10 Paper drums 50 Ambient Atmospheric 13. Thiamethoxam 10 Paper drums 50 Ambient Atmospheric 14. A. Fipronil and Or B. Flonicamide 10 Paper drums 50 Ambient Atmospheric 15. Bifenthrin Alchohol 10 Paper drums 50 Ambient Atmospheric 16. Bifenthrin 10 Paper drum/MS lacquer 50 Ambient Atmospheric 17. TCHO (Thiocyclome) 10 Paper drums 50 Ambient Atmospheric 18. TCAC 30 HDPE drums 150 Ambient Atmospheric

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Storage Details Of By-Products
Sr.
No. By-Product Max. storage
(MT) MOC No of tanks /
containers Temperature Pressure
1. Aluminium Chloride 89.6199 MSTL 100 kl- 1 tank Ambient Atmospheric 2. Ammonium Solution 2.0499 MSTL 10 kl- 2 tank Ambient Atmospheric 3. Bromine 9.3 MSGL 10 kl- 2 tank Ambient Atmospheric 4. HBr Solution 21 HDPE 30 kl- 2 tank Ambient Atmospheric 5. HCl 150 HDPE 50 kl- 3 tank Ambient Atmospheric 6. Hypochlorite 62.2401 HDPE 20 kl- 3 tank Ambient Atmospheric 7. KCl 51.6 HDPE 20 kl- 2,30 kl-1tank Ambient Atmospheric 8. ML for Reuse 107.3559 HDPE Tank 50 kl - 2 tank Ambient Atmospheric 9. SBS (Sodium Bisulphite) 45 HDPE 20 kl- 2 tank Ambient Atmospheric 10. Trimethyl ammonium Bromide 44.7999 HDPE 30 kl- 2 tank Ambient Atmospheric
Storage Details Of Raw Materials
Sr. No.
Raw Materials Max. storage (MT)
MOC No of tanks / containers
Temperature Pressure
1. 1-(2,6 Disopropyle-4-Phenoxyphynyl-) Thiourea 9.01 Bags 180 Ambient Atmospheric 2. 2,4 D Acid 25.97 Jumbo/bags 45 Ambient Atmospheric 3. 2-Chloro-5-Chloromethyl Triazole 6.38 HDPE 32 Ambient Atmospheric 4. 3-Methyl-4-Nitroimino-Perhydro-1,3,5-Oxadiazine 6.00 Bags 120 Ambient Atmospheric 5. 4-Trifluoromethyl Nicotinic Acid 10.20 Paper bag 200 Ambient Atmospheric 6. Acetic Acid* 36.81 HDPE tank 40 kl Ambient Atmospheric 7. Acetic Anhydride* 0.16 Aluminium tank 10 kl - 1 nos. Ambient Atmospheric 8. Activated Carbon 0.02 PP bags 2 Ambient Atmospheric 9. AlCl3* 24.20 PP bags 485 Ambient Atmospheric 10. Aliquote 0.09 HDPE carboys 1 Ambient Atmospheric 11. Amino Acetonitrile Hydrochloride 5.43 HDPE drums 30 Ambient Atmospheric 12. Bensultap 20.00 PP bags 100 Ambient Atmospheric 13. Benzaldehyde 14.30 MS 25 kl - 1 nos Ambient Atmospheric 14. Bifenthrin Alcohol 5.08 HDPE drums 26 Ambient Atmospheric

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Sr. No.
Raw Materials Max. storage (MT)
MOC No of tanks / containers
Temperature Pressure
15. Brine Wash 650.30 HDPE 30 kl - 1 nos. Ambient Atmospheric 16. Bromine* 20.20 MSGL 105 kl - 2 nos. Ambient Atmospheric 17. Bromo Benzene 8.7 As per standard# As per standard# # #
18. Caustic* 469.98 MS 100 kl - 4 tanks Ambient Atmospheric 19. Chlorine Gas* 246.91 MS Pipeline Ambient 2-3 kg/cm2 20. CMAC 100.00 PP bags 2000 Ambient Atmospheric 21. Cypermethrin* 12.19 MS lacquer 60 Ambient Atmospheric 22. DETCL 11.76 MSGL 20 kl - 1 nos. Ambient Atmospheric 23. Di Methyl Amine* 10.82 MS 20 kl - 1 nos. Ambient Atmospheric 24. Dichloroehtan 36.73 MS 20 kl - 2 nos Ambient Atmospheric 25. Dicloro Toluene 8.98 HDPE 10 kl - 1 no Ambient Atmospheric 26. DMF 57.91 MS drums 300 Ambient Atmospheric 27. EDC 76.96 MS 40 kl - 2 nos. Ambient Atmospheric 28. Ethyl Alcohol* 1.81 As per standard# As per standard# # #
29. FeCl3 0.06 PP bags 2 Ambient Atmospheric 30. Fipronil Pyrazole 8.50 PP bags 170 Ambient Atmospheric 31. Formaldehyde (60%)* 2.66 Pp bags 55 Ambient Atmospheric 32. Formic Acid* 0.70 HDPE carboy 20 Ambient Atmospheric 33. H2SO4* 2.63 MS 15 kl - 1 nos. Ambient Atmospheric 34. Heptane mix 21.30 MS drum 100 Ambient Atmospheric 35. Hexane* 21.80 MS 25 kl - 1 nos. Ambient Atmospheric 36. HCl 32%* 168.78 HDPE 100 kl -2 tanks Ambient Atmospheric 37. Hypochlorite 32.60 HDPE 10 kl - 3 nos. Ambient Atmospheric 38. K2CO3 1.35 MS 20 kl - 1 nos. Ambient Atmospheric 39. KBr Solution 49.50 MS & HDPE 20 kl MS - 2 nos. Ambient Atmospheric 40. KOH* 13.88 MS 20 kl-1 tank Ambient Atmospheric 41. L C Acid 7.38 PP bags 200 Ambient Atmospheric 42. Liquor Ammonia 2.20 MS drums 11 Ambient Atmospheric 43. Magnesium* 2.66 PP bags 50 Ambient Atmospheric 44. MCA 50.00 PP bags 1000 Ambient Atmospheric 45. MEG 11.24 MS 25 kl - 1 nos Ambient Atmospheric 46. Methanol* 34.40 MS 25 kl - 1 nos Ambient Atmospheric 47. Metyl 3-3 Dimethyl 4-pentenoat 8.35 MS 25 kl - 1 nos Ambient Atmospheric 48. ML 14.40 HDPE 30 kl - 2 nos. Ambient Atmospheric

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Sr. No.
Raw Materials Max. storage (MT)
MOC No of tanks / containers
Temperature Pressure
49. MPB 9.70 HDPE drums 50 Ambient Atmospheric 50. MPBOH 5.14 HDPE 10 kl- 1 tank Ambient Atmospheric 51. NaCN* 2.90 MS drum 116 Ambient Atmospheric 52. OCP 7.50 HDPE drums 40 Ambient Atmospheric 53. Oxalic acid 4.17 HDPE carboys 83 Ambient Atmospheric 54. Phenol* 112.70 SS 90 kl - 2 nos. Ambient Atmospheric 55. Propyl Bromide 7.76 HDPE drums 40 Ambient Atmospheric 56. PTC 0.12 PP bags 3 Ambient Atmospheric 57. PTSA 0.12 PP bags 3 Ambient Atmospheric 58. Pyridine* 0.06 MS drums 1 Ambient Atmospheric 59. R-113A 14.12 As per standard# As per standard# # #
60. Salt solution 5.00 HDPE 5 kl - 1 nos. Ambient Atmospheric 61. SMC 8.21 MS 20 kl - 1 nos. Ambient Atmospheric 62. Soda ash 0.92 PP bags 20 Ambient Atmospheric 63. Sodium Sulfide* 3.65 PP bags 73 Ambient Atmospheric 64. Sodium t-Butoxide 5.53 PP bags 110 Ambient Atmospheric 65. Solution of Na2CO3 7.28 HDPE 10 kl - 1 nos. Ambient Atmospheric 66. T-Butanol 50.00 MS drums 250 Ambient Atmospheric 67. Ter-Butyl Amine* 2.22 MS drums 10 Ambient Atmospheric 68. Tetra Hydrofuran* 28.57 MS drums 140 Ambient Atmospheric 69. TFMSC 4.00 MS drums 200 Ambient Atmospheric 70. THF 8.17 MS drums 40 Ambient Atmospheric 71. Thionyl Chloride* 11.44 GI drums 60 Ambient Atmospheric 72. TMA HCl 2.50 HDPE drums 15 Ambient Atmospheric 73. Toluene* 100.00 MS 50 kl-2 tank Ambient Atmospheric 74. Trimethylamine 23.40 MS 20 kl - 2 nos. Ambient Atmospheric 75. Xylene 18.02 MS 20 kl - 1 nos. Ambient Atmospheric
Note: * Fall under the list of Hazardous Chemicals as per Manufacturing, Storage and Import of Hazardous Chemicals (MSIHC) Rules 2000. # will be stored as per the standard requirement.

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Annexure–8
Details of Water Consumption and Wastewater Generation
Source of Water: GIDC, Dahej
(A) Water Consumption
S. N.
Description Water Consumption (KL/day) Existing
[1] Proposed
[2] Total [1+2]
a. Domestic 20 15 35 b. Process 296 346 642
Boiler 150 150 300 Cooling 425 450 875 Washing 138 172 310 Other 10 50 60
c. Gardening 60 18 78 Total (a+b+c) 1099 1201 2300 *
(B) Wastewater Generation
S. N.
Description Wastewater Generation (KL/day) Existing
[1] Proposed
[2] Total [1+2]
a. Domestic 16 14 30 b. Process 255 493 748
Boiler 98 92 190 Cooling 100 150 250 Washing 134 172 306 Other 7 49 56
c. Gardening 0 0 0 Total (a+b+c) 610 970 1580
Note:
* 1st day 2300 kl/day fresh water will be required # from 2nd day onwards 106 kl/ day will be recycled / reused to process and freshwater requirement will be only
2300 - 106 = 2194 kl/day

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
TOTAL WATER BALANCE DIAGRAM
Note: All units are in Kl /day * 1st day 2300 kl/day fresh water will be required # from 2nd day onwards 106 kl/day will be recycled/ reused to process and freshwater requirement will be
only 2300 - 106 = 2194 kl/day
Industrial 2081+106# = 2187
Total Water Consumption
2300 for first day only 2300-106#= 2194 from second day onwards
Process 642
Washing 310
Effluent treatment plant (ETP)
1580
From GIDC
Cooling make-up 875
Boiler make-up 300
Gardening 78
Domestic 35
From process 748
From washing 306
Cooling purge 250
Boiler blow-down 190
875 300 536
From domestic 30
106# (recycle /reuse to process)
310
Others 60
From others 56
60
2081 78 35
106#
106#
Final treated effluent discharge into deep sea through GIDC drainage line
1474
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Annexure–8a
Wastewater Treatment & Disposal Facility
Industrial Wastewater and Domestic Wastewater Effluent generated from industry and domestic will be treated in our existing Effluent Treatment Plant (ETP) capacity- 800 m3/day and a proposed ETP of the same capacity i.e. 800m3/day. Treated water partly (106 m3/day) will be reused and remaining will be discharge into underground GIDC - drainage line and ultimately disposal in deep sea.
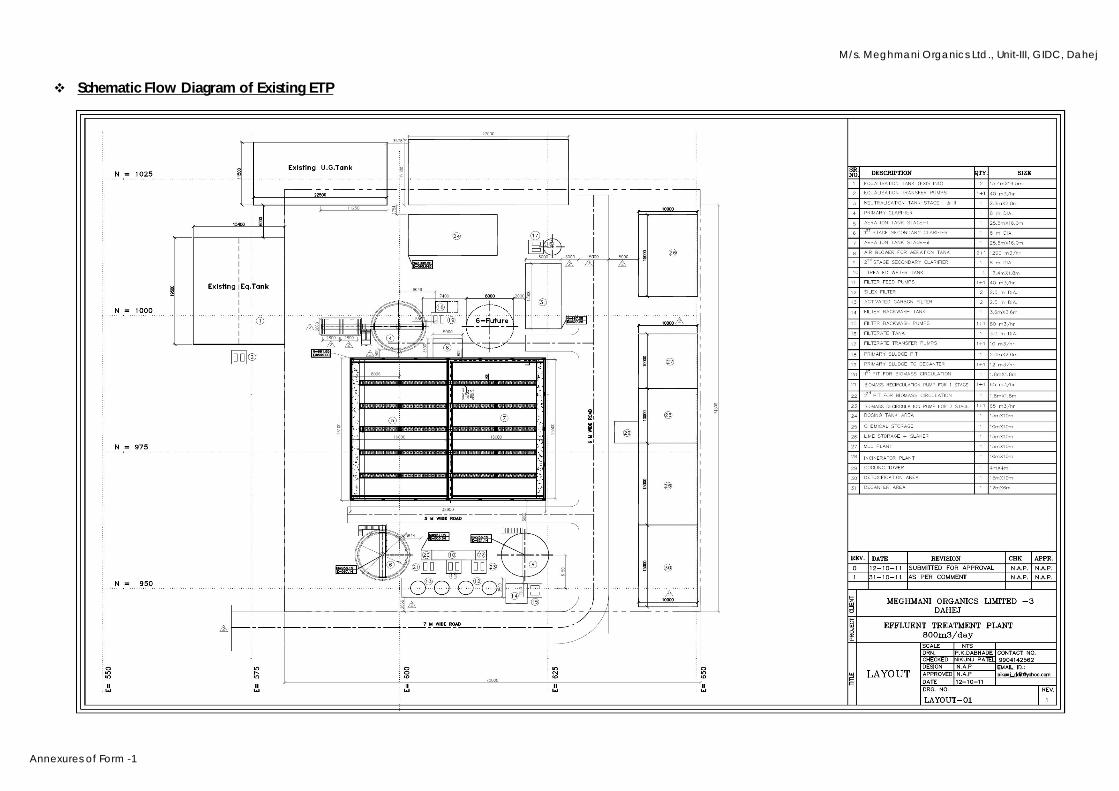
M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Schematic Flow Diagram of Existing ETP

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Annexure–9
Details of Hazardous/Solid Waste and its Disposal
S. N.
Type of waste Waste Cat.
Quantity per year Mode of Disposal Existing*
(a) Proposed
(b) Total (a+b)
1. Process Residue 29.1 343.5 MT
640.5 MT
984 MT
Collection, storage, transportation and disposed at authorized CHWIF
2. Process Waste (salt dry basis)
29.1 0.0 430 MT
430 MT
Collection, storage, transportation and disposed at authorized TSDF
3. ETP Waste 35.3** 956.3 MT
1043.7 MT
2000 MT
Collection, storage, transportation and disposed at authorized TSDF
4. Spent Resin 34.2 4.8 MT
0.0 4.8 MT
Collection, storage, transportation and disposed at authorized TSDF
5. Used Oil 5.1 2.4 Kl
2.6 Kl
5 Kl
Storage and sell to authorized recycle.
6. Discarded Containers/ Liners
33.1** 10800
Nos. 1200 Nos.
12000 Nos.
Collection, storage, and transportation and sell to authorized person. partially reused
7. Spent Carbon 36.2** 96 MT
4 MT
100 MT
Collection, storage, transportation and disposed at authorized CHWIF
8. Hydrochloric Acid 29.6**
19588.5 MT
32467.5 MT
52056 MT
Collection, storage and utilized in process and excess if any will be sold out to authorized recycler
9. Hypochlorite C-2 of Sch-II**
3242.7 MT
4226.3 MT
7469 MT
10. Bromine C-2 of Sch-II**
837 MT
279 MT
1116 MT
11. KCl Solution C-2 of Sch-II**
4663.8 MT
1554.2 MT
6218 MT Collection, storage, transportation
and sold out to end user 12. Aluminum
Chloride C-2 of Sch-II**
8065.8 MT
2689.2 MT
10755 MT
13.
Date–Expiry and off specification pesticides
29.3 0.24 MT
0.26 MT
0.5 MT
Collection, storage, transportation and sent to common incinerator for incineration
14. ML (of MCA Plant) for sale
C-2 of Sch-II**
2318.4 MT
0 2318.4 MT
Collection, Storage and utilized in process and excess if any will be sold out to authorized recycler
15. Ammonium Solution
C-2 of Sch-II**
246 MT
6 MT
252 MT
Collection, storage and utilized in process and excess if any will be sold out to authorized recycler
16. HBr Solution (30%)
C-2 of Sch-II**
2520 MT 0
2520 MT
Collection, storage and utilized in process and excess if any will be sold out to authorized recycler
17. Trimethyl Ammonium Bromide
C-2of Sch-II**
5376 MT 0
5376 MT
Collection, storage and utilized in process and excess if any will be sold out to authorized recycler
Note: *Existing quantity as per CC&A applied / CTE - Product Mix change granted by GPCB **As per Hazardous and Other Wastes (Management and Transboundary Movement) Rules 2016

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
Annexure–10
Details of Flue Gas Stacks, Process Stacks and Air Pollution Control Measures
FLUE GAS EMISSION STACK:
Note: *Please note that steam is being purchased from our sister concern unit namely M/s. Meghmani Fine
Chem Limited. Existing boiler and proposed boiler will be used in case of emergency.
PROCESS GASEOUS EMISSIONS STACK / VENTS :
S. N.
Stack attached to
Stack height (m)
Stack diameter
(m)
Types of Pollutant
Permissible Limit
Air Pollution Control Measures
EXISTING 1. Reactor of
MCAA plant 15 0.15 HCl
Cl2
20 mg/Nm3
5 mg/Nm3 Two Stage Water Scrubber followed by Alkali scrubber & Ventury
2. Reactor of 2, 4 D plant
15 0.15 HCl Cl2
20 mg/Nm3
5 mg/Nm3 Two Stage Water Scrubber followed by Alkali scrubber & Ventury
3. Reactor of MPB plant
15 0.15 HCl Cl2
20 mg/Nm3
5 mg/Nm3 Two Stage Water Scrubber followed by Alkali scrubber & Ventury
4. Reactor of Permethrin plant /Diafenthiuron
15 0.15 HCl NH3
20 mg/Nm3
175 mg/Nm3 Two Stage Water Scrubber followed by Alkali scrubber & Ventury
5. Reactor of 2,4 D Acid, SFD & 2,4 D Sodium, SFD (new plant)
15 0.15 HCl Cl2
Pesticides compound in the form of Particulate
Matter
20 mg/Nm3 Two Stage Water Scrubber followed by Alkali scrubber & Ventury
6. Bromine recovery for Profenophos and MPB
15 0.15 HBr 5 mg/Nm3 NaOH/ Na2S2O3 Scrubber
S. N.
Stack attached to
Fuel Stack height (m)
Stack diameter
(m)
Types of Pollutant
Permissible Limit
Air Pollution Control
Measures EXISTING
1. Steam Boiler (8 T Cap.)* Natural Gas
(28320 m3/day)
30 m 0.45 PM SO2 NOX
150 mg/Nm3 100 ppm 50 ppm
Not applicable as PNG used as a fuel
2. Gas Based Captive Power Plant*
30 m 0.45
PROPOSED
3. Steam Boiler (8 T Cap.)*
Coal (50 MT/day) 30 m 0.45
PM SO2 NOX
150 mg/Nm3 100 ppm 50 ppm
Bagfilter and cyclone separator
4. D.G Set (750 KVA)
Diesel (250 Lit/hr) 11 m 0.15
PM SO2 NOX
150 mg/Nm3 100 ppm 50 ppm
Not applicable as diesel used as a fuel

M/s. Meghmani Organics Ltd., Unit-III, GIDC, Dahej
Annexures of Form -1
S. N.
Stack attached to
Stack height (m)
Stack diameter
(m)
Types of Pollutant
Permissible Limit
Air Pollution Control Measures
PROPOSED 7. Reactor of TCAC
plant 15 0.15 HCl
Cl2 20 mg/Nm3 5 mg/Nm3
Two Stage Water Scrubber followed by Alkali scrubber & Ventury
8. Reactor of Flonicaminde plant and Fipronil plant
15 0.15 HCl SOx
20 mg/Nm3 40 mg/Nm3
Two Stage Water Scrubber followed by Alkali scrubber & Ventury
9. Reactor of Bifenthirn
15 0.15 HCl SOx
20 mg/Nm3 40 mg/Nm3
Two Stage Water Scrubber followed by Alkali scrubber & Ventury
10. Reactor of 2, 4 D plant (new plant)
15 0.15 HCl Cl2
20 mg/Nm3
5 mg/Nm3 Two Stage Water Scrubber followed by Alkali scrubber & Ventury
11. Reactor of 2,4 D Acid, SFD & 2,4 D Sodium, SFD (new plant)
15 0.15 HCl Cl2
Pesticides compound in the form of Particulate
Matter
20 mg/Nm3 Two Stage Water Scrubber followed by Alkali scrubber & Ventury
Annexure–11
Details of Source and Power Consumption
Description Source Consumption
Existing (a) Proposed (b) Total (a+b) Power consumption GEB / DGVCL 2500 KVA 1500 KVA 4000 KVA