fracture control implementation handbook for … · this handbook is approved for use by nasa...
TRANSCRIPT

National Aeronautics and Space Administration
NASA-HDBK-5010 w/CHANGE 1:
REVALIDATED 2017-10-19
APPROVED: MAY 24, 2005
FRACTURE CONTROL IMPLEMENTATION HANDBOOK FOR PAYLOADS,
EXPERIMENTS, AND SIMILAR HARDWARE
NOT MEASUREMENT
SENSITIVE

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
2
NASA TECHNICAL HANDBOOK
APPROVED FOR PUBLIC RELEASE – DISTRIBUTION IS UNLIMITED

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
i
NASA-HDBK-5010
DOCUMENT HISTORY LOG
Status (Baseline/ Revision/ Canceled)
Document Revision
Change Number
Effective Date
Description
Baseline 2005-05-24 Baseline Release
1 2017-10-19 Administrative Change: Revalidated—This NASA Technical Standard is revalidated “as-is” pending revision of the document.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
ii
This Page Left Blank Intentionally

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
iii
ACKNOWLEDGEMENT
This Handbook was developed under the auspices of the NASA Fracture Control Methodology Panel. Special thanks are extended to those members who have diligently provided inputs, written various sections, provided helpful suggestions, and reviewed the various drafts of the Handbook.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
iv
FOREWORD This handbook is approved for use by NASA Headquarters and all NASA Centers and JPL, and is intended to provide a common framework for consistent and acceptable practices across NASA programs. This handbook provides methodology and approaches for implementation of fracture control for payloads and experiments flown on the Space Shuttle and International Space Station. Following the guidelines of this handbook will satisfy the intent of the applicable NASA fracture control requirements for payloads and experiments as delineated in the Applicable Documents 1-9 in Section 4.1. Requests for information, corrections, or additions to this document concerning standards products may be submitted to the NASA Technical Standards Program Office via the Program Website. This and other NASA standards may be viewed and downloaded, free-of-charge, from our NASA Standards Homepage: http://standards.nasa.gov Original Signed by Rex D. Geveden NASA Chief Engineer ____________________________ Rex D. Geveden NASA Chief Engineer

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
v
This Page Left Blank Intentionally

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
vi
TABLE OF CONTENTS SECTION PAGE DOCUMENT HISTORY LOG ...................................................................................... i ACKNOWLEDGEMENTS ........................................................................................... iii FOREWORD ............................................................................................................. iv TABLE OF CONTENTS .............................................................................................. vi LIST OF FIGURES ...................................................................................................... viii LIST OF TABLES ........................................................................................................ ix APPENDICES .......................................................................................................... ix 1. INTRODUCTION ......................................................................................................... 1 2. PURPOSE .................................................................................................................. 2 3. RESPONSIBILITIES ................................................................................................... 2 4. APPLICABLE/REFERENCE DOCUMENTS/WEBSITES ............................................ 5 4.1 Applicable Documents ........................................................................................ 5 4.2 Reference Documents ........................................................................................ 5 4.3 Websites ............................................................................................................ 6 5. FRACTURE CONTROL CLASSIFICATION OF PARTS/COMPONENTS ................... 6 5.1 Non-Fracture Critical Parts/Components ............................................................ 7 5.1.1 Low Released Mass ........................................................................................... 7 5.1.2 Contained ........................................................................................................... 8 5.1.3 Fail Safe ............................................................................................................. 9 5.1.4 Non-Hazardous Leak Before Burst (NHLBB) Pressurized Components ............. 10 5.1.5 Non-Fracture Critical Rotating Machinery ........................................................... 11 5.1.6 Fasteners ........................................................................................................... 12 5.1.7 Composite/Bonded Structures ............................................................................ 12 5.1.8 Glass .................................................................................................................. 12 5.1.9 Sealed Containers .............................................................................................. 13 5.1.10 Tools/Mechanisms ............................................................................................. 13 5.1.11 Batteries ............................................................................................................. 13 5.1.12 Low Risk Part ..................................................................................................... 14 5.1.12.1 Limitations on Applicability ................................................................................. 14 5.1.12.2 Inherent Assurance Against Catastrophic Failure From A Crack-Like Flaw ........ 14 5.1.12.3 Fasteners and Shear Pins .................................................................................. 15 5.2 Fracture Critical Parts/Components .................................................................... 16 5.2.1 Pressure Vessels and Pressurized Components ................................................ 16 5.2.1.1 Metallic Pressure Vessels .................................................................................. 16 5.2.1.2 Composite Overwrapped Pressure Vessels (COPVs) ........................................ 17 5.2.1.3 Lines, Fittings and Other Pressurized Components ............................................ 17

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
vii
TABLE OF CONTENTS (CONT’D) SECTION PAGE 5.2.1.4 Fracture Critical Welded, Brazed, Or Soldered Pressurized Components Accepted By Process Control ............................................................................. 17 5.2.2 Rotating Machinery ............................................................................................ 19 5.2.3 Fasteners ........................................................................................................... 19 5.2.4 Composite/Bonded Structures ............................................................................ 20 5.2.5 Glass ................................................................................................................ 21 5.2.6 Tools/Mechanisms ............................................................................................. 22 5.2.7 Batteries ............................................................................................................. 22 5.2.8 Sealed Containers .............................................................................................. 22 5.2.9 Hazardous Fluid Containers ............................................................................... 22 5.2.10 Habitable Modules .............................................................................................. 23 6. METHODOLOGY FOR ASSESSING FRACTURE CRITICAL HARDWARE ............... 23 6.1 Safe Life Analysis ............................................................................................... 23 6.1.1 Safe Life Analysis Involving Holes ...................................................................... 24 6.1.2 Material Selection And Fracture Mechanics Properties ....................................... 25 6.1.2.1 Materials Selection For Fracture Critical Parts .................................................... 25 6.1.2.1.1 General Considerations ...................................................................................... 25 6.1.2.1.2 Service Environment .......................................................................................... 26 6.1.2.1.3 Product Form ..................................................................................................... 27 6.1.2.1.4 Material Orientation ............................................................................................ 27 6.1.2.1.5 Material Processing ............................................................................................ 27 6.1.2.2 Material Fracture Mechanics Properties For Safe Life Analysis .......................... 28 6.1.3 Load Spectra Used In Safe Life Analysis ............................................................ 30 6.2 Safe Life Testing ................................................................................................ 31 6.3 Flaw Screening For Fracture Critical Parts ......................................................... 32 6.3.1 Nondestructive Evaluation (NDE) ....................................................................... 32 6.3.2 Proof Test For Flaw Screening ........................................................................... 33 6.4 Detected Cracks In Fracture Critical Hardware ................................................... 34 6.4.1 Crack Size Conservatism ................................................................................... 35 6.4.2 Applied Loads Conservatism .............................................................................. 36 6.4.3 Material Property Conservatisms ........................................................................ 36 6.4.4 Analysis Conservatisms ..................................................................................... 36 7. TRACKING FOR FRACTURE CRITICAL PARTS ....................................................... 38 7.1 Materials............................................................................................................. 38 7.2 Design, Analysis, And Hardware Configuration .................................................. 38 7.3 Load History ....................................................................................................... 39 7.4 Flaw Screening................................................................................................... 39 8. FRACTURE CONTROL DOCUMENTATION .............................................................. 39 8.1 Fracture Control Plan ......................................................................................... 39 8.2 Engineering Drawings ........................................................................................ 42 8.3 Fracture Control Summary Report (FCSR) ......................................................... 42 8.4 Presentation Summarizing The Fracture Control Program ................................. 43 8.5 Detailed Fracture Control Analysis Report .......................................................... 44
NASA-HDBK-5010 w/Change 1 MAY 24, 2005
viii
TABLE OF CONTENTS (CONT’D) SECTION PAGE 8.6 Inspection Report ............................................................................................... 45 8.7 Test Report ........................................................................................................ 45 8.8 Load/Use History ................................................................................................ 46 9. ALTERNATIVES ......................................................................................................... 46 9.1 General .............................................................................................................. 46 9.2 Experiments ....................................................................................................... 46 9.3 Assured Safe Life ............................................................................................... 46 10. OTHER REQUIREMENTS .......................................................................................... 47
LIST OF FIGURES
FIGURE PAGE 1 Lines of Responsibility for Fracture Control ........................................................ 3 2 Analysis of Cracks Approaching or Between Holes ............................................ 24 3 Analysis Crack Sizes for Detected Cracks .......................................................... 37 4 Crack Growth Rate for Detected Cracks ............................................................. 38 B-1 Analytical Sketch for Rotating Hardware ............................................................ 58 C-1 Critical Flaw Size Criteria for Non-Hazardous Leak Before Burst ....................... 64 E-1 Part Fracture Classification Process ................................................................... 70 F-1 Standard Crack Geometries ............................................................................... 78 G-1 Pressurized Hardware Definitions ...................................................................... 82 G-2 Pressure Vessel Criteria for Vessels Containing Air ........................................... 85 K-1 Rotating Machinery Components Fracture Criticality Classification .................... 98 K-2 Angular Momentum vs. Speed at K.E. Limit with Examples of Rotating Steel Disks and the Centrifuge Rotor, Which Have Properties as Detailed in Table K-I ..................................................................... 100 K-3 Centrifuge Rotor, Non-Rotating Shroud Supported by Truss in Cam. Rotor is shown with four habitats. Piping Supplies Fluids and Does Not Rotate [3] ............................................................................................ 102 K-4 Torques for a one sec. Sudden stop at specified speed for K.E. Momentum Limit and Examples of Rotating Steel Disks and the Centrifuge Rotor ................ 102 K-5 Sudden Stop Simplified Models .......................................................................... 104 K-6 Shows International Space Station with Centrifuge Accommodation Module (CAM). The Centrifuge Rotor (CR) is at the Arrow Location In the CAM [4] .................................................................................................... 106 K-7 View of Centrifuge Accommodation Module (CAM) Showing Racks and The Centrifuge Rotor Located at the End Away from ISS Node 2 Attachment [5] .................................................................................................... 106 K-8 Centrifuge Rotor. The Crosshatched Regions Designate Non-Rotating Elements: the Stator, Snubber/Bumper/VIM, Hoses to the FSJ and Shroud [6] ........................................................................................................... 107 K-9 FEM Image of CR in CAM Showing Force Applied to Rotor Arm to Compute Jamming Analysis Circumferential Spring Stiffness K[1] ..................................... 107

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
ix
LIST OF FIGURES (CONT’D)
FIGURE PAGE K-10 The Centrifuge Rotor Showing Two Sources of Risk of Rotor Sudden Stop [6].................................................................................................. 108
LIST OF TABLES TABLE PAGE I Stress Factor versus Life .................................................................................... 21 II Allowable Initial Flaw Sizes for Multiple Drilled Holes ......................................... 25 III Typical Payload Phases and Potential Associated Loads and Stresses ............. 31 D-I Launch and Landing Spectrum for STS .............................................................. 65 E-I Part Classifications ............................................................................................. 67 E-II Guide to Part Classifications............................................................................... 71 F-I Minimum Initial Crack Sizes for Fracture Analysis Based on NDE Method – U.S. Customary Units -Inch ........................................................ 79 F-II Minimum Initial Crack Sizes for Fracture Analysis Based on NDE Method - SI Units (mm) ..................................................................................................... 80 G-I Specific Heat Ratios for Various Substances at Atmospheric Pressure .............. 84 H-I Summary Example of 10 Low Risk Check Sheets .............................................. 87 H-II Low Risk Check Sheet for General Parts............................................................ 88 H-III Low Risk Check Sheet for Fasteners and Shear Pins......................................... 89 H-IV Low Risk Check Sheet for Sealed Containers .................................................... 90 H-V Non-Hazardous Leak before Burst Check Sheet for Pressurized Components or Pressure Vessels ...................................................................... 91 J-I Dimensions for Fracture Control Analyses .......................................................... 95 K-I Example Rotating Body Detail Characteristics .................................................... 101 K-II Example Sudden Stop Loadings from Tangential Spring Deceleration for a Time to Peak Torque of One Second and Also a Time of 0.065 Second ......... 103
APPENDICES APPENDIX PAGE
A. ACRONYMS/DEFINITIONS ........................................................................................ 49 A.1 Acronyms ........................................................................................................... 49 A.2 Definitions .......................................................................................................... 50 B. CONTAINMENT .......................................................................................................... 57 B.1 Containment ....................................................................................................... 57 B.2 Containment of Rotating Parts ............................................................................ 57 B.2.1 Sample Calculation ............................................................................................ 58 B.3 General Containment ......................................................................................... 59 B.3.1 Minimum Effective Impact Diameter ................................................................... 60 B.3.2 Projectile Velocities ............................................................................................ 60 B.4 Container Fastener Analysis............................................................................... 61

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
x
APPENDICES (CONT’D) APPENDIX PAGE C. ASSISTANCE IN DETERMINING NON-HAZARDOUS LEAK BEFORE BURST (NHLBB) FOR PRESSURE SYSTEM COMPONENTS .................................. 63 C.1 Assistance in Determining Non-Hazardous Leak Before Burst (NHLBB) For Pressure System Components ..................................................................... 63 D. THE GSFC EQUIVALENT LOAD SPECTRUM ........................................................... 65 D.1 The GSFC Equivalent Load Spectrum ................................................................ 65 E. PART FRACTURE CONTROL CLASSIFICATION PROCESS .................................... 67 E.1 Part Fracture Control Classification Process ...................................................... 67 E.2. Part Classifications ............................................................................................. 67 E.3 Classification Process ........................................................................................ 68 E.4 Fracture Control Summary List and Examples ................................................... 72 F. STANDARD NDE GEOMETRIES AND FLAW SIZES ................................................. 77 F.1 Standard NDE Geometries and Flaw Sizes ........................................................ 77 G. PRESSURIZED HARDWARE ..................................................................................... 81 G.1 Pressurized Hardware ........................................................................................ 81 G.2 Pressurized Hardware Definitions ...................................................................... 81 G.3 Calculating Stored Energy in a Vessel Under Pressure ...................................... 83 H. FRACTURE ASSESSMENT CHECK SHEETS ........................................................... 87 H.1 Fracture Assessment Check Sheets ................................................................... 87 I. POST PROOF TEST INSPECTION OF PRESSURE VESSELS AND HABITABLE MODULES ..................................................................................... 93 I.1 Post Proof Test Inspection of Pressure Vessels and Habitable Modules ............ 93 I.2 Pressure Shell Welds ......................................................................................... 93 I.3 Other Critical Sections ........................................................................................ 94 J. DIMENSIONS FOR FRACTURE CONTROL ANALYSES ........................................... 95 J.1 Dimensions for Fracture Control Analyses .......................................................... 95 K. FRACTURE CRITICAL CLASSIFICATION OF ROTATING HARDWARE WITH KINETIC ENERGY LESS THAN 14,240 FOOT-POUNDS .......................................... 97 K.1 Fracture Critical Classification of Rotating Hardware with Kinetic Energy less than 14,240 Foot-Pounds ................................................................ 97 K.2 Fracture Critical Classification and Implementation ............................................ 97 K.2.1 Fracture Criticality Classification ......................................................................... 97 K.2.2 Fracture Control Implementation ........................................................................ 99 K.2.3 Angular Momentum and Induced Sudden Stop Loads ........................................ 99 K.3 Rotating Mechanical Assembly Example Assessments ...................................... 101 K.3.1 Steel Disk Examples .......................................................................................... 101 K.3.2 Centrifuge Rotor Example .................................................................................. 101 K.3.3 Example Data Plot and Tables ........................................................................... 102 K.4 Simplified Models of Sudden Stop Induced Loadings ......................................... 104

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
xi
APPENDICES (CONT’D) APPENDIX PAGE K.4.1 Constant Torque Deceleration Model ................................................................. 104 K.4.2 Tangential Spring Deceleration Force Model ...................................................... 105 K.5 Centrifuge Rotor System Details ........................................................................ 106 K.6 Design for Minimum Risk Procedures ................................................................. 108 K.7 References ......................................................................................................... 109 L. FRACTURE CONTROL PLAN EXAMPLE 1, VAPOR COMPRESSION DISTILLATION FLIGHT EXPERIMENT (VCDFE) ....................................................... 111 L.1 Fracture Control Plan Example 1 (VCDFE) ........................................................ 111 M. FRACTURE CONTROL PLAN EXAMPLE 2, INTEGRATED HABITAT HOLDING RACK 1 (IHHR1) ......................................................................................................... 121 M.1 Fracture Control Plan Example 2, (IHHR1) ......................................................... 121 N. FRACTURE CONTROL SUMMARY REPORT (FCSR) EXAMPLE ............................. 149 N.1 Fracture Control Summary Report (FCSR) Example .......................................... 149 O. FRACTURE CONTROL PRESENTATION EXAMPLE ................................................ 161 O.1 Fracture Control Presentation Example .............................................................. 161 P. DETAILED FRACTURE CONTROL ANALYSIS REPORT EXAMPLE ........................ 183 P.1 Detailed Fracture Control Analysis Report Example ........................................... 183 INDEX .................................................................................................................................. 209

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
1
FRACTURE CONTROL IMPLEMENTATION FOR PAYLOADS,
EXPERIMENTS, AND SIMILAR HARDWARE 1. INTRODUCTION To meet safety requirements for manned space flight systems as given in NASA-STD-5007, NSTS 1700.7B and NSTS 1700.7B ISS Addendum, all payload and experiment hardware flown on the NASA Space Shuttle or International Space Station must be assessed for fracture control implementation. This handbook provides methodology and approaches for implementation of fracture control on payloads or experiments flown on these vehicles and is written to satisfy the intent of the applicable NASA fracture control requirements for payloads and experiments delineated in References 1-9 in Section 4. The guidance presented in this handbook reflects many years of implementation experience related to fracture control assessment of hardware that has flown aboard the NASA Space Shuttle. Experience has shown that, in general, relatively few parts or components in payloads and experiments are truly "fracture critical". Some units or assemblies may have no fracture critical parts. The guidance reflected in this handbook aids in classification of parts and helps reduce the number of parts that, because of lack of definition, could be classified fracture critical unnecessarily. Fracture critical designation requires special considerations and treatment for the respective part. This is absolutely necessary on parts, whose failure is catastrophic, but can become resource consuming and potentially schedule significant if parts are classified fracture critical in a casual manner. A viable fracture control program relies on design, analysis, non-destructive evaluation, and tracking of fracture critical hardware. It is expected that flight hardware will be consistent with aerospace standards, practices, and quality. It is beyond the scope, or intent, of this document to address technical or quality disciplines that should already exist and be in place irrespective of fracture control. Fracture control is imposed and required to enhance safety of manned space flight systems. Fracture control programs can significantly supplement properly designed, high quality hardware with additional assurance against catastrophic structural failures caused by unexpected and/or undetectable flaws. Fracture control is not intended to compensate for poor design, analytical errors, misuse, or poor quality. Although fracture control can be effective in adding assurance of mission success, it is not specifically required for that purpose in References 1-9. Since fracture control deals with what might happen in the event that crack propagation leads to structural failure, reasonableness and credibility must prevail. Many bad things can be imagined as a result of chained, unlikely events. Consequently, those who do fracture control and those who judge it must put some restraint on their imaginations and temper them with the likelihood that the events under consideration have a reasonable chance of occurring. Basic assumptions that underlie fracture control implementation include: a. All individual structural parts contain flaws or crack-like defects. Minimum life of the part may be determined by considering one and only one flaw in the most critical area of the part and in the most unfavorable orientation. b. The use of non-destructive evaluation (NDE) techniques does not negate the above assumption. NDE techniques establish a probable upper bound on the size of the assumed

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
2
initial flaw at a specified confidence level. If no flaws are detected during inspection, a flaw size at least as large as the probable upper bound flaw size established by the appropriate NDE technique should be used for analysis. c. All space flight hardware will be of good design, certified for the application, acceptance tested as required, and manufactured and assembled using high quality processes. In the event previously flown hardware exists that was previously flown without full fracture control, it should be assessed prior to subsequent reflight using an appropriate fracture control approach. It is recommended that the fracture control analyst become familiar with all portions of this handbook. Information is included in the handbook body and in the appendices. Section 3 addresses responsibilities in fracture control. References for fracture control requirements and information the analyst will find useful are presented in Section 4. Section 5 addresses non-fracture critical and fracture critical hardware for generic and specific hardware items. The methodology for assessing fracture critical parts is discussed in Section 6 and tracking for these parts is discussed in Section 7. Section 8 provides documentation descriptions while Section 9 provides alternative methods for fracture control and Section 10 briefly discusses requirements other than fracture control. An acronym list and definitions are given in Appendix A. Appendices L through P give examples of fracture control documentation. Other appendices provide pertinent information as referenced in the body of the handbook. An Index is included, in addition to the Table of Contents, to assist the reader in finding specific information. 2. PURPOSE Fracture control is implemented to significantly reduce the risk of a catastrophic failure for a prescribed service period due to propagation of undetected pre-existing crack-like defects (flaws). (NOTE: If cracks are detected, the part will normally be repaired or scrapped. Flight of parts with known crack-like flaws is not permitted without specific analysis and approvals as described in Section 6.4). The intent of this handbook is to provide fracture control implementation guidance applicable to a variety of hardware designs and purposes. A variety of fracture control considerations and options are addressed, many of which may not be applicable to a given design. The user is encouraged to keep assessment of parts simple, and focused, and to use this handbook, as appropriate, to aid in implementation of fracture control. Information is provided to assist the user in the development of an effective Fracture Control Plan, as well as other fracture control documentation, and in development and completion of an acceptable and efficient fracture control program through identification of cost effective criteria, procedures, and controls. 3. RESPONSIBILITIES The lines of responsibility for fracture control activities can be complex. Figure 1 is a diagram of the general lines of responsibility and the parties involved in fracture control activities. Responsibilities may involve both the line and the project organizations. Definitions for the various organizations involved are given in Appendix A.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
3
FIGURE 1. Lines of Responsibility for Fracture Control
Program / Project Functions
Responsible Safety Authority
(PSRP or SRP)
Responsible Safety Authority
Responsible Payload Organization NASA Center Sponsoring Agency
Commercial Customer
Responsible Payload Organization
Responsible Program
Authority (RPA)
Responsible Payload Organization System Safety and Mission
Assurance (SSMA)
Fracture Control
Coordinator
Responsible Payload Organization Responsible Fracture Control Authority
(RFCA)
(Fracture Control Board or Individual)
Program Design
Organization(s)
Fracture Control Requirements Interpretation, (RFCA)
Review / Approval Functions
Legend
Note: In the absence of a Fracture Control Authority within the Payload Organization, the Payload Safety Review Panel (PSRP) Fracture Control Working Groups is the RFCA.
Primary Information Flow
Process Monitoring and Hardware Inspection, (SSMA)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
4
Generally, the line organization is responsible for overseeing the technical adequacy of a given program/project and the project organization is responsible for implementing a technically adequate fracture control program on its hardware. The Responsible Program Authority (RPA), in conjunction with the Fracture Control Coordinator (FCC) and the System Safety and Mission Assurance (SSMA) Representative should assure that the fracture control activity is properly implemented and should expedite the generation of the required documentation per Section 8 of this handbook. This should be done with the oversight, advice, and approval of the Responsible Fracture Control Authority (RFCA). Fracture control program responsibilities should be identified prior to the Phase I Safety Review for payloads/ experiments that will be reviewed by the Payload Safety Review Panel (PSRP), or identified by the Preliminary Design Review (PDR) for flight hardware that will be reviewed by a safety authority not requiring phased reviews. For effective fracture control implementation, the group, organization, or person(s) should be identified who have the following responsibilities: a. Fracture classification of parts/components. b. Identification and specification of required NDE inspections or any other special
requirements on fracture critical parts/components. c. Implementation of traceability and documentation showing adherence of flight
hardware to approved drawings, specifications, plans, and procedures. d. Fracture mechanics, fatigue, and structural analyses. e. Assessment of anomalies on fracture critical parts/components and for decisions
regarding questions or issues relating to fracture control. f. Compilation of the fracture control documentation. Designers and analysts should become familiar with fracture control requirements and conduct a hardware assessment as delineated in Appendix E of this document to establish the fracture criticality of structural parts and components. After a final list of fracture critical parts is determined, the required analyses, inspections and other fracture control activity must be implemented and monitored to assure timely and proper completion. Most of this handbook is written for the analyst responsible for assembling the fracture control plan, analysis, and much of the final documentation. The designers who design the hardware and produce the drawings from which hardware is made also have an important responsibility in fracture control. In addition to good design practices the following are encouraged: a. Design parts with redundancy. Avoid single point failures in joints and structures when it is reasonable to do so. b. Design parts so they can be inspected. Avoid welds that are not inspectable from both sides when possible. c. Avoid processes that tend to be crack prone such as welding, custom forging, and casting. d. Use well characterized standard aerospace materials for which the strength, fatigue, and fracture properties are known.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
5
4. APPLICABLE/REFERENCE DOCUMENTS/WEBSITES 4.1 Applicable documents. The following documents (1-9) contain specific fracture control requirements that programs must meet. Following the guidance of this handbook will satisfy these requirements. 1. NASA-STD-5007, General Fracture Control Requirements for Manned
Spaceflight Systems, March 13, 2001 2. NSTS 1700.7B, Safety Policy and Requirements for Payloads Using the Space
Transportation System, Change No. 15, April 8, 2003 3. NSTS 1700.7B, ISS ADDENDUM, Safety Policy and Requirements for
Payloads Using the International Space Station, Change No. 3, February 1, 2002
4. NASA-STD-5003, Fracture Control Requirements for Payloads Using the Space Shuttle, October 7, 1996
5. SSP 30558C, Fracture Control Requirements for Space Station, June 30, 1994 6. SSP 30560, Revision A, Glass, Window, and Ceramic Structural Design and
Verification Requirements, May 5, 2003 7. SSP 52005B, Payload Flight Equipment Requirements and Guidelines for
Safety-Critical Structures, December 10, 1998 8. NASA-STD-5009, Non-Destructive Evaluation Requirements for Fracture
Control Programs, Release Pending (This document is being evaluated by NASA as a replacement for MSFC-STD-1249)
9. MSFC-STD-1249, Standard NDE Guidelines and Requirements for Fracture Control Programs, September 11, 1985 (NASA is evaluating replacement of this document with NASA-STD-5009)
4.2 Reference documents. The following documents contain more general requirements, guidelines, or other helpful information. It is not intended to be an exhaustive list of payload requirements or all useful information. 10. NASA-STD-7001, Payload Vibroacoustic Test Criteria, June 21, 1996 11. MSFC-HDBK-527/JSC 09604, Materials Selection List for Space Hardware
Systems, December 29, 1988 12. MSFC-STD-3029, Guidelines for the Selection of Metallic Materials for Stress
Corrosion Cracking Resistance in Sodium Chloride Environments, May 22, 2000. Supersedes MSFC-SPEC-522B, Design Criteria for Controlling Stress Corrosion Cracking, July 1, 1987
13 AIAA S-080-1998, Space Systems – Metallic Pressure Vessels, Pressurized Structures, and Pressure Components, September 13, 1999
14. AIAA S-081-2000, Space Systems – Composite Overwrapped Pressure Vessels, December 19, 2000
15 MIL-STD-1522A, Standard General Requirements for Safe Design and Operation of Pressurized Missile and Space Systems, May 28, 1984
16. JSC 20793, Manned Space Vehicle Battery Safety Handbook, September, 1985 17. NSTS-21000-IDD-MDK, Revision B, Middeck Interface Definition Document, January 6, 1997 18. SSP 50467, ISS Cargo Stowage Technical Manual: Pressurized Volume, May, 1999
19. JSC-22267B, Fatigue Crack Growth Computer Program NASGRO Version 3.0, November, 2001

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
6
20. AIAA-83-2655-CP, Brodeur, S. J. and Basci, M. I., Fracture Mechanics Loading Spectra for STS Payloads, 1983
21. ERNO-TN-ER-33-029-78, Analysis of Loose Items Impact, June 14, 1978 22. NSTS-08307A, Criteria for Preloaded Bolts, July 6, 1998 23. NASA-STD-5001, Structural Design and Test Factors of Safety for Spaceflight
Hardware, June 21, 1996 24. NSTS 14046E, Payload Verification Requirements, March 1, 2000 25. MSFC-STD-561A, Threaded Fasteners, Securing of Flight Hardware Used on Shuttle Payloads and Experiments, February 28, 1995 26. NSTS/ISS 18798B, Interpretation of NSTS/ISS Payload Safety Requirements,
September 1997 27. NSTS/ISS 13830C, Payload Safety Review and Data Submittal Requirements, July
1998 28. NASA/CR-1999-209427, Guidelines for Proof Test Analysis, Southwest Research
Institute, 1999 29. JSC Interpretation Letter, TA-94-057, Modified Fracture Control Criteria and
Guidelines for Payloads, August 30, 1994 30. JSC 25863A, Fracture Control Plan for JSC Flight Hardware, August 1998 31. TOS-MCS/2000/41/ln 'ESACRACK User's Manual - Version 4.0', Issue 1, September
2000 32. MDC W5161, Rev. C, SPACEHAB Fracture Control Plan, October 1999 33. MLM/PL/AI/0014, MPLM Fracture Control Plan, Issue 3, March 31, 1995 34. ICD 2–19001, Rev. L, Shuttle Orbiter/Cargo Standard Interfaces, January 15, 1998 35. Marks’ Standard Handbook for Mechanical Engineers, Tenth Edition, McGraw-Hill,
1996 36. ASTM E 1823, Standard Terminology Relating to Fatigue and Fracture Testing, 2002 4.3 Websites. The websites listed below may be of interest. 1. NASA Technical Standards Program: http://standards.nasa.gov/ 2. Payload Safety: http://wwwsrqa.jsc.nasa.gov/pce/#Contents 3. Human Research Facility Links: http://ea.jsc.nasa.gov/eawebfiles/ea-projects/flightgfe/hrf/html/hrf.htm 5. FRACTURE CONTROL CLASSIFICATION OF PARTS/COMPONENTS Fracture control should be initiated by a structure/system screening review to identify fracture critical parts/components based on failure modes, consequences of failure, applicable requirements, and experience. All payload and experiment hardware must be examined to determine its fracture control classification. Hardware may be classified as exempt, non-fracture critical, or fracture critical. These three categories are broken down further to assist in the classification of parts. Exempt hardware typically includes non-structural items such as insulation blankets, enclosed electrical circuit components/boards, electrical connectors (including locking devices), wire bundles, seals, etc. Some small mechanical parts such as bearings and valve seats have traditionally been developed and qualified through strong test programs and rigorous process

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
7
control, which demonstrate their reliability. In the presence of these strong development programs, these type parts may be exempt from fracture control with the approval of the RFCA. Non-fracture critical hardware generally includes the classifications of low released mass, contained, fail safe, non-hazardous leak before burst (NHLBB) pressurized components, low speed and low momentum rotating machinery, low strain composite parts, low risk parts and fasteners, and protected glass. Section 5.1 gives a detail explanation of each of these classifications and suggestions for classifying specific hardware items. Fracture critical hardware includes pressure vessels, high energy or high momentum rotating equipment, hazardous fluid containers, habitable modules, and any remaining hardware that does not fit the first two categories of exempt or non-fracture critical. All fracture critical hardware must be shown to meet fracture control requirements through analysis or test (Section 6.). Section 5.2 provides criteria for classifying and assessing specific types of fracture critical hardware. Guidelines are provided in Appendix E to assist with the classification of parts. The primary objective is to determine the fracture critical parts and the secondary objective is to show that all parts have been examined for their fracture criticality. To do this, all non-exempt parts should be accounted for on a fracture control summary list that would be included in the fracture control analysis report. Examples of such a summary list are given in Appendix E. Assessment of hardware criticality must examine the different phases of application including launch, on-orbit, and return-to-ground (including a contingency abort without ground services) to determine the applicability and extent of fracture control. For example, a part may not be fracture critical during the launch phase, but could be fracture critical for on-orbit service. In this case fracture control assessments will address the on-orbit phase as well as other phases and their potential effects on the on-orbit performance. Fracture critical parts must be identified as such on the drawings. This alerts all who use the drawing as to the criticality of the part. Designers and analysts must work together to assure that required notations, including NDE and/or proof test requirements, etc., are provided on the drawing for any fracture critical part. 5.1 Non-Fracture Critical Parts/Components. This Section gives a detailed explanation of each of the non-fracture critical classifications and suggestions for classifying specific hardware items as such. Those parts/components, which are identified as non-fracture critical according to Appendix E, and are assessed by the applicable methods in this Section, should comply with the intent of fracture control requirements without imposing further activity beyond conventional aerospace verification and quality assurance procedures. 5.1.1 Low Released Mass. Released masses in the shuttle cargo bay can be catastrophic hazards. Catastrophic release is based on potential penetration of the rear bulkhead of the cargo bay during launch and penetration of the cargo bay "floor" during landing. For on-orbit applications and hardware inside modules or special containers during launch, a specific assessment based on potential damage to safety critical parts or assemblies must be made. Potential release need only be examined for a single failure. Combinations of individual failures leading to a potentially catastrophic release of mass need not be considered unless the initial failure would overload remaining structural attachment beyond ultimate load capability.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
8
The following defines parts whose potential mass releases would have a very low or nil probability of resulting in a catastrophic hazard and which are, therefore, non-fracture critical. 1. Launch and Landing: Those parts/components (typically a fastener or a bracket) whose failure would release a free mass in the Shuttle cargo bay weighing less than 0.25 pound (113 gm), or less than 14/h pound (h = travel distance of the part in feet to the cargo bay aft bulkhead) and whose single failure (including loss of function) would also not be a catastrophic hazard in itself, can be classified non-fracture critical. Potential released masses in the cargo bay using the 14/h ratio should be limited to two pounds. Potential release of a small mass in the crew cabin or a habitable module, due to a single point failure, must also be examined for hazard potential. All parts in this category, of any size, whose release would not be a catastrophic hazard during any phase of Shuttle launch or flight, can be classified non-fracture critical. Parts in this category whose release would be a catastrophic hazard are fracture critical and must be dispositioned per Section 5.2 and Appendix E. Fasteners pre-loaded in tension, which have low fracture toughness, KIc/Fty < 0.33 in1/2 (1.66 mm1/2), must be limited to 0.03 pound (14 gm) potential free mass. If a fastener is steel and the KIc value is not known, low fracture toughness must be assumed when the A basis ultimate strength is greater than 180 ksi (1241 N/m2). Parts/components with a single point failure that would exceed low released mass limits should, preferably, be contained (Section 5.1.12.), or meet low risk criteria (Section 5.1.2) and therefore be classified non-fracture critical. Otherwise, applicable requirements of Section 5.2 (fracture critical part) must be applied. 2. On-Orbit: Structures, systems, tools, restraining and handling devices, etc., must be examined for consequences of single failure mass release on orbit. If any single failure mass release would be a catastrophic hazard, appropriate fracture control must be applied to the hardware. If a single failure could release a mass (independent of size), and it would not result in a catastrophic occurrence or loss of a safety critical function, the part can be classified non-fracture critical. Where uncertainty exists as to consequences of a release, the release velocity must be no more than 35 ft/sec and the release momentum must be no more than 8.75 ft-lb/sec.
5.1.2 Contained. This Section addresses potential mass releases during any phase of use that would be contained by associated hardware and present no threat to safety. Single failure mass releases that do not meet low released mass requirements, or which have not been assessed for mass release hazard, can be assessed for safe containment of potential single failure released mass by a surrounding enclosure. A part confined in a container or housing, or otherwise positively restrained from free release; and when failure, in itself, would not result in a catastrophic hazard, the part can be classified non-fracture critical. Included in this category are stowed parts/components having a total weight of 70 pounds (31.8 kg) or less and which are stowed according to NSTS requirements (NSTS 21000-IDD-MDK) in a mid-deck locker or equivalent confinement during launch and landing. Parts/components weighing up to 200 pounds (91 kg) confined in standard get-away-special (GAS) canisters can also be accepted as contained against mass releases into the cargo bay. Hardware that is designed for transport to/from orbit in soft stowage bags such as the Cargo Transfer Bags described in SSP 50467 may be considered contained during launch and landing.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
9
Pressurized components or rotating devices within stowed or contained hardware must be assessed independently, as provided for in these guidelines, to assure against explosion and/or release of fragments or hazardous fluids outside of the container, or over-pressurization and catastrophic failure of the container/compartment. Containment of rotating devices must consider the combined effect of rotational speed and potential for mass release to determine classification (see 5.1.5.). A method for calculating containment of high energy rotating devices is given in Appendix B. Contained hardware must also be examined for potential damage effects of single point mass releases inside of the confinement itself. Potential impact by released masses of 0.25 pound or less need not be regarded as a catastrophic hazard to pressurized hardware or penetration of the container. Potential single failure release of larger masses inside of apparent containment must be assessed for hazard potential. Release of masses (of any size) within a container or payload, that could credibly defeat an internal safety critical function, should be precluded by appropriate technical measures, which may include compliance with requirements for low risk part classification (See 5.1.12) or other techniques approved by the RFCA. Conventional hardware/equipment can be assessed on individual merit for containment of loose internal parts. Enclosures with openings can only be assessed for containment of parts larger than accessible openings. Typical electronic boxes and related equipment, radios, cameras, recorders, PCs, and similar close-packed and enclosed hardware can be regarded as acceptable containers of internal parts without further assessment. Documented engineering judgment may be used in other cases where it is self-evident that containment exists. In instances of uncertainty an analysis or test should be conducted. The analysis or test should be designed to assess the "worst case" condition (heaviest piece/greatest travel distance/thinnest wall that could be penetrated, etc.) for the hardware in question. Successful containment for the worst case will demonstrate containment for all other associated parts. Appendix B provides a methodology for doing general containment analysis. Release of a free mass from a fastener that is mechanically constrained (e.g., safety wired) can be assumed to be non-credible. All constrained fasteners can be classified non-fracture critical if failure does not result in a catastrophic hazard due to loss of structural integrity of the fastener, or loss of a safety critical function. When containment is furnished by a compartment with doors, or other hardware designed to open, the closure design must be one failure tolerant of accidentally opening, i.e., hinges, latches, etc., must be redundant for keeping a door closed in the event one device fails. Otherwise, containment cannot be assumed.
5.1.3 Fail Safe. This Section addresses single failures that would not cause a catastrophic hazard because there is redundant structure sufficient to redistribute the load path or there is no catastrophic hazard associated with the failure. For purposes of fracture control, structure (including fasteners, latches, and mechanisms) may be identified as “fail safe” and classified non-fracture critical when it can be shown that, due to structural redundancy, structure remaining (assumed unflawed) after any single structural failure can withstand the redistributed loads with a minimum ultimate safety factor of 1.0 on limit load. Joint gapping is allowed under fail safe or emergency conditions. When doing fail safe analysis, it is usually sufficient to remove the member with the highest load and the member with the lowest margin (these may not be the same) to assess fail safe capability. In highly redundant complex structures, the analyst should document rationale for member selection and present it to the RFCA for approval. There are structural fault tolerance requirements (Reference 26) for mechanisms

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
10
unrelated to fracture control that must also be met. Failures that are classified fail safe must not result in release of unacceptable free masses (see Sections 5.1.1 and 5.1.2). When determining redundancy, the effect of altered NSTS/hardware dynamic coupling on loading must be considered unless: a. The design loads are shown to be conservative with respect to NSTS/hardware dynamic coupling variations, or, b. Failure of the part would not significantly alter dynamic response of the hardware. In some cases, fail safe categorization can be a matter of engineering judgment based on high structural margins, design experience, materials characteristics, overall configuration, etc. If failure of a part/component is clearly not a catastrophic hazard, the part/component can be classified during the initial screening as non-fracture critical without further fracture control assessment. This approach should be coordinated with the RFCA and documented. Redundancy against catastrophic failure must be reverified between missions for fail safe redundant structure that is reflown and for on-orbit structure subject to significant fatigue loading at program prescribed intervals. Reverification may be accomplished by a close visual inspection (aided by cameras, borescopes, or other assistance if necessary) of the hardware for signs of damage. If damage is indicated, a more rigorous inspection must be made to establish fail safe structural integrity. In this case partial disassembly for better visibility may be required, and NDE inspection or other appropriate evaluation used. An alternative to reverification of structural redundancy is to show the remaining structure has sufficient fatigue capability to reach end of service. The fatigue assessment of the assumed remaining structure should use concentrated stresses and a factor of 4.0 on total cycles.
5.1.4 Non-Hazardous Leak Before Burst (NHLBB) Pressurized Components. This Section addresses pressurized hardware that is characterized by benign/safe failure modes. Appendix G provides a flow diagram to identify various types of pressurized hardware. Pressurized components/systems whose only credible failure mode at the Maximum Design Pressure (MDP), due to the presence of a flaw, is development of a non-hazardous leak (as opposed to catastrophic fragmentation or abrupt rupture), are inherently characterized as a benign/safe failure. This hardware may be classified as NHLBB, provided that slow release of the fluid contents is not a catastrophic hazard. Catastrophic hazards to be considered in this assessment include unacceptable dilution or toxicity of breathing environment, increases in oxygen or flammable fluids beyond flammability limits, loss of a safety critical function, etc. Even if NHLBB cannot be achieved, leak before burst (LBB) is the preferred design practice, because a component that can tolerate a through flaw without rupture is inherently safer than one that cannot. This design practice is encouraged even for components that will have safe life inspection requirements due to contents or operation. Pressurized lines, fittings, and other system components such as regulators, valves, filters, bellows, etc. are accepted as NHLBB designs and they can be classified as non-fracture critical provided all of the following are met:
NASA-HDBK-5010 w/Change 1 MAY 24, 2005
11
a. A leak is not a catastrophic hazard. Catastrophic hazards that must be considered include loss of a safety critical function, dangerous environmental changes such as unacceptable oxygen content, creation of explosive mixtures, dangerous toxicity, etc. b. These components are designed to flight system safety factors as defined in NSTS 1700.7B and NSTS 1700.7B ISS ADDENDUM. c. System supports and brackets meet fracture control. d. They are made of typical materials per applicable piping codes or space flight hardware requirements. Typical materials in this category include stainless steels, aluminum, and Inconel. e. The critical flaw size at the MDP is a through flaw at least 10 times the thickness in length. The analyst should make sure that any actual through cracks in the hardware will be less than 10t in length when this check is made. Otherwise, an actual crack in the hardware may have grown past 10t potentially leading to an unsafe situation. f. Leak is automatically detected and further pressure cycling is prevented or there is no repressurization. If the item can experience continued crack growth after leak, it must be safe life against burst for crack growth beyond 10t (item d). Pressure vessels may also be NHLBB, but they are always considered fracture critical. See Section 5.2.1. A necessary condition for NHLBB is that the critical flaw size at the MDP is a through flaw at least 10 times the thickness in length. A method is given in Appendix C for verifying that this critical flaw size requirement for cylindrical pressure system components is met. To be classified NHLBB, hardware must meet the criteria given on the appropriate check sheet in Appendix H. 5.1.5 Non-Fracture Critical Rotating Machinery. This Section addresses rotating machinery that does not possess sufficient energy or momentum to present a catastrophic hazard risk and should not be classified as fracture critical (see Section 5.2.2.). Low energy and low momentum rotating equipment should be examined for protection against a catastrophic occurrence resulting from released masses in the event of failure. Rotating equipment, whose failure could be catastrophic, must be shown to be contained, or assurance that failure will not occur because of an existing flaw must be demonstrated. The mounts for rotating machinery must be addressed as standard structure and assessed for fracture criticality. In general, rotation of less than 500 rpm (low speed) of small devices is accepted as non-fracture critical based on their associated low energy and low momentum. Shrouded or enclosed fans (8000 rpm and 8 inch diameter maximum), electric motors, shafts, gearboxes, recorders, conventional pumps (including roughing pumps), and similar devices are accepted as inherently meeting containment requirements, or the full intent of requirements, and can be classified non-fracture critical without further assessment during initial screening. The effect of rotating equipment failure on the functionality of associated hardware is not a factor in classification for fracture control unless a catastrophic hazard is a direct result. In that case the rotating device must be classified fracture critical.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
12
Analyses (see Appendix B) or tests must be carried out where there is uncertainty regarding containment of fragmented pieces. Where containment cannot be assured, or failure results in a catastrophic hazard, the device must be treated in accordance with applicable criteria in Section 5.2.2 for fracture critical rotating machinery. Having a kinetic energy of less than 14,240 foot pounds does not imply that the device is non-fracture critical. See Appendix K for an example of high momentum rotating hardware that is fracture critical but has less kinetic energy than 14,240 foot pounds. 5.1.6 Fasteners. A fastener or pin whose individual single point structural failure would clearly not be a catastrophic hazard, or a group of fasteners or pins where loss of any one fastener or pin would clearly not result in a catastrophic hazard, can be classified as non-fracture critical (by inspection) during initial screening. These fasteners must clearly and obviously meet the requirements of Sections 5.1.1, or 5.1.2, or 5.1.3, and be classified accordingly. In cases where the classification is not obvious, analysis or test is required to support the disposition. See Appendix E for additional guidelines for classifying parts. All rivet applications should be designed fail safe and thereby subject to conventional verification and quality assurance requirements only. Fracture control for safe life rivets is impractical and not realistically implemented. Locking devices to prevent fastener or connector back out, including wires, tangs, etc., also do not lend themselves to conventional fracture control methodology and high quality must be relied on for assured performance. Such devices are non-fracture critical by exemption.
5.1.7 Composite/Bonded Structures. Composite/bonded structures are generally not amenable to conventional fracture control methodology. However, as with other structures, if structural failure of a composite/bonded part can be shown to be fail safe (Section 5.1.3), and potential single failure mass release meets low released mass requirements (Section 5.1.1), or is contained (Section 5.1.2), the part can be classified non-fracture critical. Additionally, parts can be classified non-fracture critical when it can be shown that the strain level at limit load is less than the damage tolerant threshold strain level. The strain level approach, or alternate approaches, must be coordinated with the RFCA prior to implementation. Note that composite structures require proof testing for structural strength reasons (see Applicable Document 7 and Reference Documents 23, and 24).
5.1.8 Glass. Broken glass pieces larger than 50 microns are unacceptable in habitable volumes, and therefore must be contained to be non-fracture critical. In uninhabited volumes, glass must be low released mass or contained to be non-fracture critical. When determining released mass, it can be assumed that glass parts, such as mirrors or lenses will break into releasable pieces no larger than 1/3 of original size. Camera lenses and similar pieces that are recessed or protected during non-use periods are considered protected glass and may be classified non-fracture critical.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
13
5.1.9 Sealed Containers. This Section addresses inherently pressurized hardware (e.g., a sealed electronic box) that is not a part of a pressure system (Appendix G provides a flow diagram to identify various types of pressurized hardware). Sealed containers that are NHLBB (i.e., critical length of through crack is at least 10 times the wall thickness, any existing through flaws are less than 10t, and fluid release would not create a catastrophic hazard) may be classified as low risk and therefore non-fracture critical if the container supports meet fracture control requirements and the container complies with both of the following:
Container is made from metal alloys typically used for sealed containers (e.g., aluminum, stainless steel, or titanium sheet).
If pressurized to 1.5 atmospheres or less, the containers are acceptable. If pressurized to more than 1.5 atmospheres, an analysis must show that the safety factor is 2.5 or greater or the container must be proof-tested to a minimum of 1.5 times the MDP.
The container portion of a low risk sealed container does not require NDE to screen for flaws. The container supports may or may not require NDE depending on their individual fracture control classification. In special cases, containers with pressure or contained energy exceeding the limits given in the definitions may be acceptable, but these containers must be specifically approved by the RFCA and by the PSRP. At a minimum, an analysis must show the ultimate safety factor is 2.5 or greater, and that the container is an NHLBB design. In addition, the container must be proof-tested to a minimum of 1.5 times the MDP. A sealed container low risk check sheet is provided in Appendix H. A method is given in Appendix C for verifying that the critical flaw size requirement for NHLBB of cylindrical sealed containers is met. 5.1.10 Tools/Mechanisms. All devices that do not fall within the fracture critical criteria specified in Section 5.2.6 can be classified non-fracture critical if they also meet the requirements of Sections 5.1.1 or 5.1.2.
5.1.11 Batteries. For fracture control, batteries are unique forms of pressurized containers. It is expected that batteries and battery systems will be built to existing requirements and guidelines for flight applications (JSC 20793) thereby providing basic assurance for battery safety. If batteries and/or their applications still generate a safety concern because of credible, potentially destructive pressure build-up or possible release of a product that would be a catastrophic hazard, they should be assessed using fracture control methodology. Battery cells and cases (battery boxes) should be assessed as unique pressurized hardware or containers. Battery cells must be examined for structural failure mode at design operating conditions and for hazard category if contents are released. Sealed battery cases (containers of battery cells), if used, must be given similar evaluation. Battery cells/cases that have a NHLBB failure mode can be classified non-fracture critical. This includes Ni-H batteries because of the relative small amounts of released hydrogen that would be involved. Battery cells that are not NHLBB or whose open release of contents would be a catastrophic hazard can be classified non-fracture critical if the respective failures would be suitably contained by a battery case, or by levels of containment as specified in NSTS 1700.7B, section 209.1b, including absorbent layers. Small batteries in common use, such as button cells

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
14
of 200 milliamp-hours or less and carbon-zinc or zinc-air batteries of size “F” or smaller are exempt from fracture control.
5.1.12 Low Risk Part. This Section addresses parts that can be classified non-fracture critical because of large structural margins and other considerations that make failure from a pre-existing flaw extremely unlikely. Classification of parts in this category should be coordinated with the RFCA for approval. For a general part to be classified low risk it must meet 5.1.12.1 and 5.1.12.2 below; Limitations on Applicability, and Inherent Assurance Against Failure From a Crack-Like Flaw. Fasteners and shear pins need only meet item 5.1.12.3. Check sheets are included in Appendix H to assist the analyst in determining low risk for general parts and fasteners. 5.1.12.1 Limitations on Applicability. The part must be all metal and for aluminum parts the primary load path should not be in the short transverse direction if this dimension is greater than three inches. It must not be the pressure shell of a human-tended module or personnel compartment, pressure vessel, or pressurized component in a pressurized system containing a hazardous fluid. Rotating machinery must operate below the energy limit set for the automatic classification as fracture critical (Section 5.2.2). A part whose failure will directly result in a catastrophic hazard is also excluded, except when the total (unconcentrated) tensile stresses in the part at limit load are no greater than 30 percent of the ultimate tensile strength for the metal used and all other requirements for low risk classification are met. 5.1.12.2 Inherent Assurance Against Catastrophic Failure from a Crack-Like Flaw. The part must possess inherent assurance against catastrophic failure from a crack-like flaw by compliance with a. and b. below: a. Remote Possibility of Significant Crack-Like Defect. Assurance against the presence of a crack-like flaw can be achieved by compliance with the following criteria: (1) The part must be fabricated from a well-characterized metal that is not sensitive to stress corrosion cracking as defined in MSFC-STD-3029, or MSFC-HDBK-527/JSC 09604. If other than Table I or A-rated materials as classified respectively in these documents must be used, suitability for the specific application must be documented by a Materials Usage Agreement (MUA) approved by the proper authority. MUA forms contained in the cited documents, or equivalent, must be used. (2) The part must not be fabricated using a process that has a significant probability of introducing cracks (including welding, custom forging, casting, or quenching heat treatments on materials sensitive to quench cracking) unless specific NDE or testing, which has been approved by the RFCA, is applied to sufficiently screen for cracks. It can be assumed that significant crack-like defects do not occur for standard forgings or during machining of standard forgings, sheet, bar, extrusions, or plate products that are produced in accordance with aerospace quality specifications and are known to have good machinability properties. All parts
must have a material property ratio of KIc/Fty > 0.33 in1/2 (1.66 mm1/2). With the approval of the RFCA, the effect of material thickness on K value may be considered, and the KIe value may be used in lieu of KIc if it is known for a specific application.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
15
(3) Parts classified as low risk fracture parts may be accepted using normally applied methods that ensure aerospace quality flight hardware. At a minimum, these parts must receive a visual inspection for surface defects. Defects that could affect part life are cause for rejection. Inspections should be made on individual parts prior to assembly to maximize accessibility for inspection. b. Remote Possibility of Significant Crack Growth. Assurance against significant crack growth must be achieved by compliance with one (1, 2, or 3) of the following criteria: (1) The part will not be subjected to fatigue loading beyond acceptance and/or normal protoflight testing, transportation, and one mission. (2) The part possesses a high safety margin on fatigue strength.
High margin can be shown by a maximum tensile stress that will not exceed the endurance limit or Smax < Ftu/(4{1-0.5 R}), where Smax is the local concentrated stress, and R is the ratio of minimum stress to maximum stress in a fatigue cycle. Alternatively, a fatigue analysis can be made which conservatively accounts for the effects of notches and mean stress and which shows a minimum of four complete service lives with a safety factor of 1.5 on alternating stress.
(3) The part possesses acceptable durability. Acceptable durability can be shown by an analysis predicts that credible initial flaws caused by handling, machining, assembly or testing will not propagate to failure in four complete service lives. The analysis must assume surface cracks of 0.025 inch (0.63 mm.) depth by 0.05 inch (1.25 mm.) length and corner cracks of 0.025 inch (0.63 mm.) radius. 5.1.12.3 Fasteners and Shear Pins. Fasteners and shear pins may be classified as low risk if the following are met. a. Fastener is in a local pattern of two or more similar fasteners. b. Fastener and joint are of conventional design and within Shuttle or ISS experience base. c. Be high-quality military standard, national aircraft standard, or equivalent commercial fasteners or pins that are fabricated and inspected in accordance with aerospace-type specifications. d. Fasteners used in multi-cycle tension loaded application must have rolled threads. e. Be fabricated from well-characterized metal not sensitive to stress corrosion cracking. f. If used in tension application is not made from a low toughness alloy as defined in Section 5.1.1 or specifically, Ti-6Al-4V STA titanium. g. Fastener meets appropriate preload, and stress requirements with no joint gapping
(gapping is allowed under fail safe and/or emergency conditions). Bolted joint analysis criteria may be found in NSTS 08307 and factors of safety in NASA-STD-5001.
h. Have positive back-off prevention consistent with their criticality. Back-off prevention guidelines are given in MSFC-STD-561A. i. Reworked or custom-made fasteners must be of equal aerospace quality and meet all of the above requirements.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
16
The low risk approach provides the analyst with a method for assessing fastener patterns without doing a fail safe analysis. The check sheet in Appendix H provides a method of documenting the required low risk criteria. 5.2 Fracture Critical Parts/Components. This Section provides criteria for classifying and assessing specific types of fracture critical hardware. In addition to the requirements in this section, fracture critical parts must meet the general safe life requirements in Section 6. unless specifically stated otherwise. 5.2.1 Pressure Vessels and Pressurized Components. All pressure vessels, and all pressurized hardware that contains hazardous fluids, must be classified fracture critical. See the flow diagram in Appendix G for assistance in understanding the various categories of pressurized hardware. It is preferred design practice to make pressurized hardware LBB, because hardware that can tolerate a through flaw without rupture is inherently safer than one that cannot. If the hardware is LBB and leak is hazardous (catastrophic), the hardware must be safe life against leak; otherwise, it must be safe life against burst. Attention must be given to ensure the compatibility of vessel materials with fluids used in cleaning, testing, and operation. A pressurization history log must be maintained for pressure vessels to assure that allowable pressurizations are not exceeded. Safety Review Data Requirements for pressure vessels as well as other hardware are given in NSTS/ISS 13830C. 5.2.1.1 Metallic Pressure Vessels. Metallic pressure vessels except as noted in f. below must be shown to be safe life by fracture mechanics analysis combined with appropriate inspections or tests. They must also comply with the requirements of Applicable Documents 2 and 3 and Sections 4 and 5 of Reference 15. Sections 4 and 5 of Reference 15 may be replaced by Reference 13. The analyst should make the following modifications in applying the referenced requirements: a. Approach “B” of Figure 2 in MIL-STD-1522A is not acceptable. b. Safe life pressure vessels (i.e., safe life against hazardous leak or burst) must be re-inspected after acceptance proof testing (See Appendix I and Section 6.3.1) in addition to inspections that may have been performed prior to acceptance tests. c. MDP must be substituted for all references to MEOP in MIL-STD-1522A and AIAA-S-080. d. LBB and NHLBB should be interpreted in the context of this handbook. e. For low cycle applications (< 50 pressure cycles), a proof test of each flight vessel to a minimum of 1.5 times MDP and a fatigue analysis showing the greater of 500 pressure cycles or 10 lifetimes may be used in lieu of testing a qualification vessel. This option may be used when the pressure vessel can be verified as otherwise compliant with the requirements of NSTS 1700.7 and MIL-STD-1522A, Approach A.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
17
f. Pressure vessels that are shown to be NHLBB per Section 5.1.4, using the appropriate NHLBB check sheet in Appendix H, are acceptable without a safe life assessment for burst when all other requirements are met. If fracture mechanics data are not available, or if reliable conservative estimates of properties cannot be made, a vessel test may be conducted to verify the NHLBB capability with the approval of the RFCA. 5.2.1.2 Composite Overwrapped Pressure Vessels (COPVs). COPVs must meet the intent of Reference 14. A damage prevention plan must be developed for the overwrapped pressure vessel(s) and be made a part of the hardware data package. A stress rupture life assessment is required for each COPV. The analyst should make the following modifications in applying Reference 14: a. MDP must be substituted for all references to MEOP. b. LBB and NHLBB should be interpreted in the context of this handbook. 5.2.1.3 Lines Fittings and Other Pressurized Components. Lines, fittings, and other pressurized components (equipment that is part of a pressurized system including valves, filters, regulators, heat pipes, heat exchangers, etc.) are to be considered fracture critical if they contain hazardous fluids or if loss of pressurization would result in a catastrophic hazard. All fusion joints in fracture critical systems must be 100 percent inspected using a qualified NDE method(s) that will determine the presence of unacceptable lack of penetration or other unacceptable conditions both on the surface and within the weldment. Unless impractical, inspection of fracture critical fusion joints must be made after proof testing, and for lines and fittings after proof test of the final assembly. In instances where NDE is not feasible, or is incapable of being dealt with successfully, a process control program that demonstrably assures the quality of the uninspectable welds may be employed. An example of the requirements for such a program along with its supporting rationale is given in Section 5.2.1.4 below. Concurrence of the RFCA is required where full NDE is not considered practical. Any type of flaw indication in the final product that does not meet specification requirements will be cause for rejection. In addition to proof testing of parts during individual acceptance, the complete pressure system must also be proof-tested and leak-checked to demonstrate system integrity. Safe life analysis is not required for fracture-critical lines, fittings, and other pressurized components, which are proof-tested to a minimum of 1.5 times the MDP and meet the safety factor requirements of NSTS 1700.7. 5.2.1.4 Fracture Critical Welded, Brazed, or Soldered Pressurized Components Accepted by Process Control. As stated above, there may be cases where NDE of the welds in fracture critical pressurized components is not practical. In this case, process control with sufficient rationale may be used to accept the welds. This rationale should be submitted to the RFCA for approval. An example of acceptable rationale with points for consideration is given below.
Statement why alternative approach is required (e.g., NDE and analysis impractical)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
18
Overview of the Hardware o Component design intent (design life and usage) o List specific part/serial numbers covered by this rationale o Provide brief mechanical description (dimensions, materials, construction) o List consequences of failure for each component
Substances leaked, quantities Mitigating factors against leak occurring Safeguards in place to detect or contain leak
o Tabularize values for the following pressures for each component Nominal, Maximum Design, and Proof Provide clear definitions or derivations for each pressure
Manufacturers' experience base in use of these components (size, external pressure, etc.)
Process control during component manufacture (specific to each manufacturer) o Material controls and NDE of material raw stock o Welding processes, qualification, number of unique processes, filler metal o Weld inspection acceptance criteria
Cross-section quality Visual inspection methods Criteria for each type of weld: inner diameter, outer diameter, flange
o Weld sectioning plan Justification for proposed number of samples Overview of sampling for each unique weld process
o Component heat treatment parameters, if any
Component Testing o Leak Testing
Test specifics (gas, pressure, method of detection, when performed) o Qualification Testing
Tabularize qualification parameters for each component
Pressure, cycles, environment
Relate test pressure and cycles to actual flight use Highlights of qualification test procedure (proof tests, leak checks) Provide rationale for qualification by similarity, if used
o Proof Testing Tabularize proof pressures and their derivation Outline proof test procedure, individual and system level
Summary arguments for the rationale. This would include a summary of the preceding, plus additional rationale that the developer may wish to present.
A weld sectioning plan should be coordinated with the RFCA. A target sample size of 30 independent samples provides statistical significance comparable to an approved NDE process. If there are impediments which make this level of sampling impossible to achieve, technical rationale must be given to support a lesser sampling plan. The component qualification tests must include all environmental effects and pressures that the hardware will experience during its

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
19
usage. The effect of any environmental exposure should be accounted for during the qualification testing, including long duration exposure effects. In addition, the pressures used for qualification testing must account for all possible conditions occurring during the lifetime of the component. Finally, the program may wish to consider extending qualification cycle testing beyond the required factor of four (4) to demonstrate design margin past minimum requirements. 5.2.2 Rotating Machinery. A rotating mechanical assembly is fracture critical if it has a
kinetic energy of 14,240 foot-pounds (19,310 Joules) or greater (based on ½ I2). In addition to other requirements for fracture-critical components, rotating machinery that has a kinetic energy of 14,240 foot-pounds or greater must be proof tested (spin-tested) and must be subjected to NDE before and after proof testing. If NDE after proof testing is not practical, then the rotating part must be contained, and loss of function must not be safety critical, or it must be shown that the proof test adequately screens for flaws (see Section 6.3.2). Proof test to screen for flaws requires RFCA approval. The proof test level must be greater than or equal to the level derived by fracture mechanics analysis or the level required by normal acceptance test. Rotating machinery with lower kinetic energy levels than stated above may have fracture critical components if structural failure of them due to crack propagation can cause a catastrophic hazard. Appendix K shows an example of a rotating device that has less kinetic energy than stated above, but has significant rotational momentum and fracture critical parts. The parts are classified fracture critical because they have credible structural failure modes due to crack propagation that may cause sudden jamming and stoppage of the rotor generating loads that could result in a catastrophic hazard. 5.2.3 Fasteners. Designers and analysts are encouraged to make fastener applications fail safe, or low risk. Potential catastrophe because of a single fastener failure should be avoided. Fasteners that do not comply with the various non-fracture critical criteria applicable to fasteners in Section 5.1 must be classified fracture critical. Fracture critical fasteners must be of the highest quality aerospace fasteners manufactured from A286 steel, Inconel 718, MP35N alloy or similarly tough and environmentally compatible alloys. They must also meet items c. through i. of the low risk criteria in Section 5.1.12.3. In addition, fasteners less than 3/16 inch (0.48 cm.) diameter should generally be avoided for a fracture critical application. If use is unavoidable, specific fracture control methodology must be coordinated with the RFCA. Fracture critical fasteners in applications designed primarily for tension loading must be assessed for safe life. Preload and its effect on flaws and cyclic stresses must be considered in the safe life assessment. All safe life fasteners must be inspected by an acceptable NDE technique or must be proof tested to screen for flaws. Safe life analysis must assume a flaw in the thread root of a size consistent with NDE sensitivity or proof test level. Acceptable NDE flaw
sizes are given in the NASGRO manual (Reference 19).
Fracture critical shear pins and fracture critical fasteners used in applications designed primarily for shear loading where bending stresses are present must also be assessed for safe life and examined for crack-like flaws.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
20
Pins, tangs, and/or lock wire used for assurance against fastener back-off, nuts, threaded inserts, and any similar fastener parts must be of high quality when used in a fracture critical fastener application. These items are not classified as fracture critical and are exempt from fracture control, but it is required that high quality aerospace hardware be used with commensurate specifications and installation procedures. Inserts used in conjunction with fracture critical fasteners must be proof load tested to a minimum factor of 1.2 after installation. This would include, for example, inserts bonded or potted into composite and sandwich structures as well as inserts installed into aluminum structures. Note that composite structures require additional considerations as given in Section 5.2.4. Because of the unique materials, loading conditions, configurations, sizes, and/or stress distributions, a safe life analysis of inserts is not feasible. Installation of fracture critical fasteners that rely on preload for structural performance, such as joint stability, control of fatigue stress range, etc., must employ appropriate proven methods to accurately apply required preloads. After inspection or testing, fracture critical fasteners must be stored and controlled in a manner that will keep them isolated from other fasteners. The methodology given in NSTS 08307 should be used in calculating the preload in a fracture critical fastener. 5.2.4 Composite/Bonded Structures. Fracture control of these structures must rely on the techniques of containment and fail safe assessment, use of threshold strain levels for damage tolerance, verification of structural integrity through analysis and testing, manufacturing process controls, and nondestructive inspection. All composite/bonded structures must meet the structural verification requirements of Applicable Document 7 and References 23 and 24, all of which require that a proof test of the flight article be done in addition to specific quality control of all structure in the primary load path. Given that a proof test must be done, option “1” below is the more efficient fracture control approach. A sandwich structure composed of metal parts bonded together is considered to be a bonded structure. The payload designer/manufacturer must use only manufacturing processes and controls (coupon tests, sampling techniques, etc.) that are demonstrated to be reliable and consistent with established aerospace industry practices for composite/bonded structures. Supporting data must be available to verify that as-built flight articles satisfy design and analysis assumptions, models, and all technical requirements. Test articles must be designed and fabricated to the same requirements, drawings, and specifications as the flight article. All composite/bonded structures deemed fracture critical (i.e., those which do not meet the fracture control screening criteria listed in Section 5.1.7) must be shown to meet fracture control requirements by one of the following methods: 1. A proof test (static or dynamic) to no less than 120 percent of the limit load. The proof test must be conducted on the flight article. The test may be accomplished at the component or subassembly level if the loads on the test article duplicate those that would be seen in a fully assembled test article. Caution should be exercised when testing the flight article to 1.20 to prevent detrimental yielding to the metallic fittings and fasteners in the flight assembly and damage to the composite. Test loads on the composite should not exceed 80 percent of ultimate A basis strength.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
21
2. A damage-tolerant test program to establish that these structures possess at least four service lives. These tests must be conducted on full-scale, flight-like elements of critical components and samples with controlled flaws or damage. The size and shape of the flaws or damage must correspond to the detection capability of the NDE to be imposed on the flight part. The type of flaws and damage considered must be representative of that which could occur on the flight part. In particular cases where the above requirements cannot be met, flight hardware may be approved for fracture control based on special considerations. These special considerations include a formal quality control program and demonstrated past experience. Specifically, it must be shown that the manufacturer of the composite article has a successful history of building a similar design, certified and controlled process specifications are used, personnel are properly trained and certified, and proposed nondestructive testing techniques are adequate to validate the quality and integrity of the hardware. This information must be provided to the PSRP and documented in the fracture control summary report. The RFCA must approve use of this option. For all fracture-critical composite/bonded components, procedures to prevent damage resulting from handling or final assembly must be addressed in the fracture control plan and approved by the RFCA. 5.2.5 Glass. Glass that does not meet the criteria in Section 5.1.8 must be classified as fracture critical. Fracture-critical glass components that are load bearing, either from sustained loads or pressures, must be analyzed for degradation from static fatigue. This analysis must include an evaluation of flaw growth under the conditions of limit stresses and actual environments. Since moisture contributes to flaw growth in glass, flaw growth calculations will be based on average flaw growth properties derived for 100 percent moisture. The life prediction will be based on KIc nominal minus 3-sigma. Also, a factor on stress as given in the Table I below should be used in the safe life analysis, especially for short lives. This stress factor (in addition to the required service life factor of 4) is necessary due to the extreme flaw growth velocity sensitivity to small variations in the stress intensity. The stress factor may be conservatively set to 1.4 for all analysis lives (as in NASA-STD 5003).
TABLE I. Stress Factor Versus Life
Analysis Life Factor on Stress
week 1.4
> week and month 1.3
> month and year 1.2
> year 1.1
A proof test of flight hardware must be conducted to screen all manufacturing flaws larger than those assumed in the fracture mechanics analysis. The proof test will be conducted in an environment that does not promote flaw growth. Proof stress will be based on KIc nominal plus 1-sigma. If stresses are low with respect to test-verified allowables and a factor of safety of 5 or greater can be shown, a proof test is not required. The appropriate analysis should be submitted in lieu of test results.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
22
Visual inspection at 10X magnification and lighting at right angles to critical flaw orientations should be done post proof for fracture critical glass. It is prudent to also do this inspection prior to proof to preclude losing an expensive piece of hardware during proof. A visual inspection should be done even if a proof test is not required. If approved by the RFCA, small glass parts may be accepted for flight based on preflight vibration environmental testing that is shown to encompass the launch loads, provided that the part also passes visual (10X) or functional test that verify the glass integrity. These items may include lamps, small scopes, visual aids, displays, mirrors, etc. This hardware is safe life by test. In the absence of such a test (or normal safe life assessment), glass in a habitable volume must be contained and verifiable as unbroken prior to crew exposure. The reader is also referred to SSP 30560 for a discussion on glass fracture control for space
station. In addition, the NASGRO manual has a Section on flaw growth of glass along with material properties including mean and standard deviations on fracture toughness for various glass materials.
5.2.6 Tools/Mechanisms. Tools or mechanisms which are the only (not back-up) means for performing a function where failure to perform the function would result in a catastrophic hazard, or a tool/mechanism whose failure during use would, in itself, result in a catastrophic hazard, must be classified fracture critical. This classification includes safety critical tethers. Structural parts of fracture critical tools and mechanisms must be treated in the same general manner as structure, including classification as low risk fracture parts where appropriate. Tools and, in many cases, working parts (gears, actuation members, mechanical linkage, etc.) of mechanisms are not subjected to large numbers of high stress cycles which would tend to grow small flaws. In these cases, it is only necessary to assure that tools and working parts of fracture critical mechanisms are of good quality and capable of responding to maximum applied loads during use without failure via normal strength analysis. Fatigue rated springs should be used for fracture critical spring application when large numbers of spring cycles are required. This quality option, which does not require safe life analysis, must be coordinated with the RFCA. These mechanism parts would be classified safe life/quality option. Each fracture critical tool or mechanism must be proof tested or adequately inspected to assure that defects, which could cause failure during use, are not present. Fracture critical tools/ mechanisms must, as applicable, also be assessed for compliance with the requirements of Sections 5.1.1 or 5.1.2 during launch and landing. 5.2.7 Batteries. Batteries not meeting the criteria of Section 5.1.11 must be classified as fracture critical and assured acceptable by compliance with fracture control procedures for pressure vessels or hazardous fluid containers. 5.2.8 Sealed Containers. Sealed containers that are not NHLBB designs will be classified fracture critical. Flaws must be screened by a proof test or suitable NDE inspection for safe life analysis. 5.2.9 Hazardous Fluid Containers. Hazardous fluid containers must be safe life against rupture or leak when release of a fluid would cause a catastrophic hazard. Such containers must be treated and certified the same as pressure vessels when the contained fluid has a delta

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
23
pressure greater than one atmosphere. When approved by the RFCA, an optional approach may be used for metallic or non-metallic containers (including those with a differential pressure of less than one atmosphere). Containers using this optional approach must have a minimum safety factor of 2.5 times MDP and must meet the fracture control requirements for pressurized components given in 5.2.1. When a proof test to a minimum factor of 1.5 is impractical, safe life must be assured by appropriate NDE applications and flaw growth analysis. Integrity against leak must be verified by test at 1.0 times MDP. 5.2.10 Habitable Modules. Sealed modules and enclosures designed to support human life must be classified as fracture critical. Typically, these enclosures must be shown to be safe life designs against burst. It is important to note that a habitable module, for which the CFS is a through flaw of length at least 10t, is not classified as NHLBB, because pressure must be maintained. The continued pressure cycling due to the “make up” air can grow the crack, so the module will require safe life classification and post proof inspection. Even in cases where NHLBB cannot be achieved, LBB is the preferred design practice, because a component that can tolerate a through flaw without rupture is inherently safer than one that cannot. This design practice is encouraged even for components that will have safe life inspection requirements due to contents or operation. Habitable modules must be proof tested and verified leak-tight. Guidance on post-proof NDE of habitable modules is given in Appendix I. 6. METHODOLOGY FOR ASSESSING FRACTURE CRITICAL HARDWARE Those parts/components identified as fracture critical must be shown to be safe life (safe life and damage tolerant are synonymous and interchangeable) by analysis or test. The safe life demonstration is based on an initial flaw size that could be present in the part. This flaw size is established by nondestructive evaluation (NDE) or by proof testing. Analysis or test must consider all significant loadings, both cyclic and sustained, that the part will experience during ground and flight phases. Loads from these phases must be considered for each mission the hardware will be flown. The total of all significant loading events and environments comprise one service life (see definitions for safe life, service life, and service life factor). Safe life parts must be shown to have a service life factor of at least four (4). If four is not achieved, the part should be redesigned or a more sensitive inspection technique employed. Special inspection techniques must be approved by the RFCA (see Section 6.3.1). If feasible, the life requirement can be reduced (limited life) and the part replaced or reinspected when available life is used. If “limited life” parts are to be employed, project management must be informed, and it must be determined whether replacement of the part or reverification of safe life is feasible, e.g., the part must be accessible. 6.1 Safe Life Analysis. Safe life analysis assumes that an undetected flaw is in the most critical area and orientation for that part. The size of the flaw must be based on either the appropriate NDE techniques (6.3.1) or on proof testing (6.3.2). Appendix F, Table F-I (or F-II), lists flaw sizes representative of the capabilities of commonly used NDE techniques for geometries shown in Figure F-1. For surface cracks in components including pressure vessels, both sets of values for “a” and “c” given in Table F-I (or F-II) must be considered. (Note: When NASA-STD-5009 is released, it should replace Appendix F).

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
24
To show that an NDE-inspected part meets safe life requirements, the analyst should select the appropriate inspection technique from Table F-I (or F-II) and use the listed minimum initial flaw sizes in analyses to show that the part will survive at least four service lives. Contributions to crack growth (life), such as environmental effects and material orientation must be included in the analysis. For sustained stresses, it must be shown that the maximum stress-intensity factor in the fatigue cycle, K
MAX is less than the stress intensity factor for environment
assisted cracking, KEAC
1. Advantages of retardation effects on crack growth rates from variable
amplitude loading must not be used without the approval of the RFCA. Also, the use of elastic-plastic or non-linear elastic (J) models should be coordinated with the RFCA.
The Fatigue Crack Growth Computer Program NASGRO is an approved computer code for
crack growth analysis of payloads and experiments. Other computer programs or analysis
methods are acceptable if they are shown to give comparable results. NASGRO contains
various crack models, material properties, and failure criteria. The analyst is encouraged to study the user’s manual, which provides a good overview of safe life analysis. 6.1.1 Safe Life Analysis Involving Holes. For components where it is necessary to consider the propagation of a crack into a hole, or from one hole to another hole, analysis must assume that the crack is not arrested or retarded by the hole but continues on past the hole. The hole must be treated as a crack.
FIGURE 2. Analysis of Cracks Approaching or Between Holes
1. KEAC is often denoted KIscc in the literature. KEAC may be substituted for KIscc for references in NASA-STD-5003.
Actual
Analysis

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
25
In analyzing components or assemblies where drilling of numerous holes or the use of automatic hole preparation and fastener installation equipment at the assembly level makes NDE of holes impractical, an initial crack size may be assumed which is based on the maximum potential damage from hole preparation operations (Table II).
TABLE II. Allowable Initial Flaw Sizes for Multiple Drilled Holes
Drilled Hole Application Crack Size Crack Description
Driven rivet 0.005 in (0.13 mm) Through, one side
Other (t = plate thickness)
t 0.05 in (1.3 mm) 0.05 in (1.3 mm) Through, one side
t > 0.05 in (1.3 mm) 0.05 in (1.3 mm) Radius of corner crack, one side Table Notes: (1) The holes are not punched, (2) The material is not prone to cracking during machining, (3) NDE is performed prior to machining of the holes, (4) No heat treatment or possible crack forming fabrication processes are performed subsequent to NDE, (5) Analysis is performed with separate and additional flaws assumed at the most critical locations away from the holes and with sizes that are consistent with the specified NDE method, and (6) Prior approval is obtained from the RFCA.
NDE of holes is always required for fracture-critical components where the load is transmitted through a single hole, such as for a fitting. In these cases the analysis is done with the NDE flaw size. 6.1.2 Material Selection and Fracture Mechanics Properties. 6.1.2.1 Materials Selection for Fracture Critical Parts. Fracture critical parts/components must be fabricated from materials and/or components with specific verification of applicable supplier data/certifications and obtained from bonded storage or equivalent materials/hardware control. Materials must be compatible with NASA approved standards and specifications. Several factors should be considered when making a material selection with respect to fracture performance. General considerations and comments on the effects of service environment, product form, material orientation, and material processing on fracture properties are discussed below. 6.1.2.1.1 General Considerations: A practical consideration with respect to material selection is to consider whether or not fracture properties are available for the material. Generating fracture data can be costly in terms of time and money; so, given the choice between two equally suitable materials, consideration should be given to whether or not fracture properties are available. Conversely, selection of a material should not be made simply because fracture properties are available. Clearly, material selection must be made on the basis of the suitability of the material for the application – just because a material is in the fracture database doesn’t mean that it is necessarily the best material to use.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
26
A general screening criterion for materials selection is to select a material with a plane strain
fracture toughness to yield strength ratio greater than 0.33 in (KIc/Fty > 0.33 in). While this is not a mandatory requirement for all fracture critical parts, it is a good practice for material selection. This is a requirement, however, for materials in parts that are to be classified as low risk (see Section 5.1.12) and fasteners to be classified as low mass (see Section 5.1.1). Another general point to consider is that toughness tends to decrease with increase in strength and tends to increase with an increase in ductility. Both strength and ductility parameters are important and must be considered together. For example, for a given material, a process that results in a higher strength, but lower ductility may result in a lower toughness, depending on the extent of the loss of ductility. Although not an explicit fracture control requirement, a good general practice is to maintain a minimum of 3% elongation (in 4 or 5 diameters gage length) in the service environment. Factors affecting ductility include temperature, material orientation and environmental exposure. With respect to temperature, particular attention should be given to the ductile-to-brittle transition temperatures for materials (particularly high strength steels) to ensure operational environments do not fall below the ductile-to-brittle transition temperature for the material. With respect to material orientation, some materials may have adequate ductility in primary orientations and have significantly less ductility in the short-transverse (through thickness) orientation. This is particularly noticeable in aluminum structures machined from thick plate product. Reductions in ductility in the short-transverse direction may be as high as 70%. As a general guideline, in components fabricated from aluminum plate products greater than three (3) inches in thickness, S-T material properties should be verified if material property data for the S-T orientation are not available. With respect to environmental exposure, other potential causes of low ductility to be considered are environmental embrittlement such as hydrogen exposure in service or due to plating operations, liquid metal embrittlement, and exposure to corrosive environments. 6.1.2.1.2 Service Environment. Environmental factors such as temperature and exposure to harmful media can affect fracture properties. Clearly, material properties that are compatible with the operating environment are necessary for accurate analysis. Literature reviews, handbooks, test data and experience can be used to evaluate material susceptibility in specific environments. With respect to environmental exposure, a general requirement is the use of materials with a high resistance to stress corrosion cracking, as defined in MSFC-STD-3029 or MSFC-HDBK-527/JSC 09604. A material not rated with a high resistance to stress corrosion cracking requires an approved Materials Usage Agreement (MUA). MUA(s), if required, must document the suitability of the alloy for the specific application and must be included in the FCSR. For payloads approved by the PSRP a copy of the MUA(s) must also be attached to the appropriate hazard report. MUA(s) must be processed using the forms cited in the applicable documents. Note that MSFC-STD-3029 characterizes materials based on performance in NaCl environments and should not be used as a blanket measure of material performance in all environments. Materials must be assessed for specific environmental exposure such as hydrogen embrittlement, liquid metal embrittlement, NaCl environments, environmental gases, corrosive media, compatibility with contained fluids, and any environment where related problems could result in a catastrophic hazard. Also note that data in MSFC-STD-3029 is based on performance of smooth or notched test samples. Test data on stress intensity thresholds for environment assisted cracking (KEAC) are not provided. Fracture properties that are relevant (or conservative) to the service environment must be used. Plans to address material performance in specific environments should be addressed in the fracture control plan.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
27
The effects of service temperature on fracture toughness as well as crack growth rate properties should also be considered. Excursions from the service temperature as well as the sustained operating temperature can affect fracture performance of the material and should be factored into the characterization of the material as needed. For example, an aluminum part that nominally operates at room temperature but experiences brief but periodic service cycles at temperatures near the aging temperature of the material can experience significant degradation of fracture properties during its service life. 6.1.2.1.3 Product Form. Fracture toughness and crack growth rates will vary with product form. Plate, sheet, forgings, extrusions, and castings for the same alloy will generally exhibit enough variation in properties to warrant data for each product form. In general, castings will exhibit lower properties and more variability than wrought material and need to be carefully considered. Plate material can also exhibit variability in toughness with product thickness and location within the thickness. This can be influenced metallurgically by factors such as through hardenability in steels, and the effectiveness of cold working in aluminums. Variability with thickness is also associated with the degree of constraint at the crack front. Therefore, care should be taken to ensure that specimens used to determine toughness for a given plate thickness are representative of the plate thickness of the raw stock used to manufacture the hardware, the location within the thickness for thick plate products, and are representative (or conservative) with respect to the constraint conditions present in the hardware. For example, if a thin structural membrane is machined from the center of a thick plate, then fracture properties for specimens machined from the center of thick plate product should be used in the analysis. Welds and brazes can be problematic. Fracture properties for these joints are required if they are used in fracture critical parts requiring safe-life analysis. These properties should be representative of the process and geometry used in the hardware. Composite and nonmetallic materials must also be screened for fracture control. Fracture critical parts constructed of composites, nonmetallics, metal matrix materials, ceramic matrix materials, honeycomb structures, polymers, glass, plastics, etc., require disposition and analysis. Typically, fracture control assessment of components constructed of these components requires empirical approaches; commonly in the form of residual life testing that demonstrates tolerance to defects. 6.1.2.1.4 Material Orientation. Fracture properties can vary with grain orientation, depending on the degree of anisotropy in the material. In general, for thin plate products, T-L properties (specimen loaded in the transverse direction with the crack growing in the longitudinal direction) will be the lowest. However, off axis properties, such as those at 45 degrees to the rolling direction, sometimes exhibit the lowest fracture toughness. This should be evaluated in materials where anisotropic behavior is noted. In thick plate products, S-T properties are generally the lowest. This is particularly true in thick plate aluminum. As a general rule, in components fabricated from aluminum plate products greater than 3 inches in thickness, S-T material properties should be verified if material property data for the S-T orientation are not available. Properties of the weakest material orientation should be used in the life and strength analysis unless material orientation is fully traceable throughout the design and manufacturing process. 6.1.2.1.5 Material Processing. Material processing can have a large impact on fracture and strength properties. Within a given alloy many processing factors can directly affect mechanical behavior. Heat treatment, cold working, and plating are common influences. For example, 7075 aluminum, heat treated in the T6 condition has a low resistance to stress

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
28
corrosion cracking; whereas, if it is heat treated to the T73 condition it has a high resistance to stress corrosion cracking, resulting in large differences in the critical fracture toughness threshold for environment assisted cracking (KEAC) values for the materials. Similarly, fracture toughness of precipitation-hardened stainless steels varies significantly with the temper condition. It is important to ensure that fracture data is matched to the material process condition of the alloy. 6.1.2.2 Material Fracture Mechanics Properties for Safe Life Analysis. Guidelines on material properties used in safe life analysis are provided below.
When using assumed NDE initial flaw sizes for safe life analysis of ordinary fracture-critical parts, the assumed fracture toughness values for predicting crack instability should be average or typical values. More conservative values may be used. Fracture properties should
be obtained from NASGRO. Use of properties outside the NASGRO database should be
coordinated with the RFCA. The use of properties outside the NASGRO database typically requires supporting test data or literature references.
Fracture properties used in the safe life analysis should be appropriate for the product form, thickness, and constraint condition. Note that thin parts machined from thick product forms exhibiting lower toughness and ductility may not provide the assumed Kc
enhancements based on thickness alone. Also, the constraint conditions associated with test
data to determine Kc values may not be consistent with the component. The NASGRO
materials database generally sets Bk, a NASGROfitting parameter, to a value in the range 0.5- 1.0 resulting in significant enhancements to KIc that are not always supported by test data. Reference 19 (section 2.1.4) cautions against using these enhanced toughness values, especially in high stress/low cycle fatigue applications. Additionally, the appropriate use of non-zero Bk values requires understanding of the constraint condition for the crack, which is a function of stress state and geometry. As a result of these observations, the RFCA for some
NASA Centers such as MSFC and ARC requires that Bk be set to zero in NASGRO analysis
unless specific data is available to justify a non-zero value.
Where environmental effects on crack growth must be considered, as in pressure vessel applications, the lower bound values of K
EAC for the relevant fluid and material
combinations must be used in fracture mechanics analysis.
Section 4.2.3.1.4.c in NASA-STD-5003 indicates that strength and fracture toughness testing of actual representative material may be required for fracture critical parts whose failure clearly results in a catastrophic occurrence and are fabricated from an alloy having a wide range of fracture toughness for the particular fabrication and heat treatment process used. This consideration is necessary since the required service life factor (a minimum of four) may not envelope materials with wide variations in fracture toughness. As a general guideline, a wide range in fracture toughness may be defined as material exhibiting a range of fracture data with values falling below 20% of the average value. In these cases, samples from material out of the same heat lot or out of remnant material used in fabrication of the part should be considered for testing. Assessment of components that fall in this category should be coordinated with the RFCA.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
29
Section 4.2.3.1.4.c in NASA-STD-5003 also indicates that fracture toughness testing is explicitly required for components with less than 1000 cycle lives when an assumed lower bound value of fracture toughness results in an inadequate safe life. This provision is required since safe life parts with analytical lives less than 1000 cycles typically have a significant portion of their life in the steep crack growth rate portion (Region III) of the crack growth rate curve. Deviations between typical test data and actual material performance in low cycle count scenarios might not be conservatively covered by the required service life factor (a minimum of four). Test data from representative material are needed in these cases to ensure that appropriate toughness and crack growth parameters are used in the safe life analysis. Assessment of components that fall in this category should be coordinated with the RFCA.
It is strongly recommended that all components with less than 1000 cycle lives use documented lower bound toughness values and upper bound crack growth parameters. As noted above, these components typically have a significant portion of their life in the steep crack growth rate portion (Region III) of the crack growth rate curve. Test data are generally sparse and scattered in this region and the required service life factor may not conservatively envelope variations between actual and typical toughness/crack growth parameters.
If a proof test is used for initial flaw screening, upper bound fracture toughness values must be used to calculate the crack size determined by the proof test. NASA-STD-5003, Section 4.2.3.1.4.d. recommends that upper bound values be determined by multiplying average values by 1.2. This may be used as an estimate of the upper bound values for preliminary evaluation purposes, but more realistic values are required to determine the crack size screened by proof test. The determination of upper bound values typically requires testing (or supporting test data in the literature). The toughness values used in the proof test assessment must also be representative of the constraint conditions in the structure, which are a function of geometry and stress state. Simulation of constraint conditions in the structure may
be accomplished by adjusting the Bk value in NASGRO (recall that Bk is set to zero for standard safe life analysis at MSFC and ARC) or employing more sophisticated stress analysis tools to match the stress state in the vicinity of the crack. Proof test as a screen for initial flaws must be coordinated with the RFCA.
Average fatigue crack growth rate properties are to be used for crack growth calculations for the NDE initial flaw size approach. Average fracture toughness values may be used in crack growth rate equations that model growth rate approaching instability. Where the fatigue crack growth data sources are particularly sparse, conservative estimates of the growth rate must be assumed and documented. All crack growth rate data must correspond to the actual temperature and chemical environments expected or shown conservative with respect to the actual environments.
When calculating life for flaws screened by proof test, an end of service life fracture toughness value consistent with the toughness value used in determining the flaw screened by the proof test should be used. Note if the proof test environment is different from the service environment, that there will likely be differences between the critical toughness value used for the proof test analysis and the critical toughness value used in the service life analysis. However, it is important to maintain a consistent methodology for determining toughness. For example, suppose a pressure vessel will be proof tested at room temperature but will experience cryogenic service cycles. The test methodology used to determine upper bound toughness values at room temperature to calculate the flaw screened by a room temperature proof test should be consistent with the methodology used to determine upper bound toughness values at the cryogenic service temperature for use in the safe life calculations. In cases where

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
30
specific data for one temperature is already available, care should be taken that the data is appropriate for the application and that the corresponding data for the other temperature is collected in a similar manner. As noted above, average fatigue crack growth rate properties may be used for crack growth in these calculations provided they correspond to the actual temperature and chemical environments expected or shown conservative with respect to the actual environments. Where the fatigue crack growth data sources are particularly sparse, conservative estimates of the growth rate must be assumed and documented.
Guidelines for disposition of detected cracks in fracture critical hardware are provided in Section 6.4. Note that disposition of known cracks should be coordinated with the RFCA.
NASGRO models for crack growth rate and fracture may vary from version to
version and may also vary from equations published in the literature. As such, the material parameters (C, n, p, q, etc.) also vary and are not generally interchangeable. Modification of
NASGRO material parameters should be coordinated with the RFCA.
Material properties for use in elastic-plastic or non-linear elastic (J) models for safe-life analysis should be coordinated with the RFCA. 6.1.3 Load Spectra Used in Safe Life Analysis. A load spectrum must be developed for each fracture critical part so that a safe life assessment can be made. The part's load spectrum should include the load level and the number of cycles or duration for each significant load during the hardware’s service life. Both cyclic and sustained loads that the part will experience should be considered. Effects of residual stresses and preloads must be considered. The safe life assessment is made using this load spectrum and the material properties that correspond to the environment of each event within the spectrum. The analyst should carefully consider the part history and planned service when assembling the load spectrum. Typical phases or events to consider and the types and sources of loads are listed in Table III. Loads from the phases listed in this Table would be considered, as applicable, for each mission the hardware will be flown, and for on-orbit loadings for the duration of on-orbit use for ISS payloads. For example, a multi-mission payload would most likely have only one static strength test. On the other hand, some payloads or their components may be proof tested, transported, or see significant ground handling loads between flights. All significant loadings and environments for all missions and events must be compiled into a service life for the payload or experiment.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
31
TABLE III. Typical Payload Phases and Potential Associated Loads and Stresses
Phase/Event
Type of Load/Stress
Residual Stress
Low Frequency
Random Acoustic Crew
Induced Thermal Pressure Shock
Manufacturing X
Assembly X
Ground Handling
X X
Static/Proof Test
X X X
Vib. Test X X
Acoustic Test X
Thermal Vacuum Test
X X
Transportation X X X X X X
Launch/Ascent X X X X
On Orbit 1 X X X X X
Descent X X X
Landing X X X
Contingency Landing
X X X
Ferry Flight 2 X X X X X X
Table Notes: 1. On-orbit desorption may introduce a loading cycle for composites. 2. Ferry flight in the Shuttle on a Boeing 747 back to KSC following landing at an alternate site. This landing may be due to an aborted launch or off nominal descent.
For the analyst, trying to assemble the load spectrum can be daunting, especially early in programs when all the ground activities and even the number of missions may be under discussion. Even when these are well defined, one still must determine the load level and
number of cycles for each phase of a mission. Fortunately, help is available in NASGRO for building the load spectrum for the shaded portions in Table III. The analyst should see Section 2.2.5.1, Building the Block Cases, and Appendix H, Loading Spectra for Acceptance Vibration
Test of the NASGRO users manual. Also the analyst will find Appendix E of SSP 52005B
helpful in defining events for assembling load spectra. Appendix D of this document gives the GSFC equivalent spectrum for the shuttle launch and landing events. The GSFC spectrum is preferred over the methodology given in Section E.1.1 of SSP 52005B for determining the number of cycles and their distribution over various load levels for the shuttle launch and landing events. 6.2 Safe Life Testing. Safe life (or damage tolerance) testing must be used whenever fracture mechanics analysis methodologies are not applicable. Safe life testing is also an acceptable alternative to analyses when the test plan is approved by the RFCA. Safe life testing must be performed in the operational environment on specimens representative of the structural design, thickness of the part, and initial defect sizes located at critical locations. If testing in the operational environment is not feasible, the test level should be adjusted to account for the effects of the operational environment on the material properties. Tests must demonstrate the same capabilities as required by analyses.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
32
6.3 Flaw Screening for Fracture Critical Parts. Fracture critical parts must be screened for flaws by NDE or proof testing. The RFCA approval is required for flaw screening by proof tests. 6.3.1 Nondestructive Evaluation (NDE). NDE is done on fracture critical parts to establish that preexisting flaws in the hardware are no larger than those assumed as initial flaws in the safe life analysis. NDE inspections for fracture control must be performed in accordance with NASA-STD-5009, “Non-Destructive Evaluation Requirements for Fracture Control Programs”. Inspection sensitivity must be sufficient to screen initial flaws of the size, type, location, and orientation that are consistent with the safe life analysis. Flaw detection capability for standard NDE inspection procedures is defined in NASA-STD-5009, (not yet released), and, for reference, in Appendix F of this handbook. Where conflict may arise, the flaw sizes specified in NASA-STD-5009 must be used. NASA-STD-5007 requires that hardware that is proof tested as part of its acceptance (i.e., not screening for specific cracks) must receive post proof test NDE at critical welds and other critical sections. This means that in general all fracture critical welds and other fracture critical parts must be inspected post proof testing unless the proof test is done to screen for cracks. Exceptions to this requirement are pressurized lines and fittings, which require that only fracture critical fusion joints be inspected post proof (Section 5.2.1). Also, pressure vessels of standard design with smooth membrane and transition areas and that are in the previous experience base require only that the welds receive post-proof NDE. The NDE approach for other pressure vessels should be coordinated with the RFCA. For a discussion on the rationale and requirements for post proof NDE of pressure vessels and habitable modules, see Appendix I. Inspection requirements for fracture control must be determined by the fracture control analyst, called out on the respective drawings by the project designers, and the actual inspections certified by quality control. If a candidate part (potentially fracture critical) has not been officially classified for fracture control by the time of drawing sign-off, then appropriate NDE should be required to assure existence of a baseline NDE status in the event safe life assessment is eventually required. When effective fracture control requires inspection sensitivity that exceeds the accepted levels for standard NDE delineated in NASA-STD-5009, special NDE will be required. The use of special NDE on fracture critical hardware requires a demonstration of the ability of the operator and the process to reliably detect the required defect. Testing should be requested by the program/project immediately upon the identification of a need for special NDE. Cases involving special NDE should be coordinated with the responsible NDE and quality organization. Inspectors and the process must be qualified prior to inspection of fracture critical hardware. If the need has been identified, plans for implementing special NDE should be addressed in the Fracture Control Plan. Except for glass, visual inspection must not be used for the purpose of detecting flaws to be used in safe life assessments without documented rationale and specific approval by the RFCA. For transparent optical elements such as windows and lenses, visual inspection with 10X or higher magnification is acceptable for detecting surface and embedded flaws of 0.100 inch (2.54 mm) length or greater when proper lighting is applied at right angles to the actual flaw orientation.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
33
Sufficient oversight or control of the program must exist to assure that inspections required for fracture control are accomplished, and are performed in an acceptable manner, i.e., to assure qualified inspectors, standardized procedures, calibrated test hardware, etc. are used. 6.3.2 Proof Test for Flaw Screening. The use of proof testing to screen a ductile metallic component for cracks is discouraged. Instead, a fracture control program should rely primarily on NDE for these materials. Although proof test crack screening is permitted by NASA-STD-5003, in 4.2.3.1.2 a, “Safe-life analysis,” there is an additional requirement as follows:
“Both the crack growth analysis and the proof test flaw screening logic, if utilized, shall be based on state-of-the-art fracture mechanics methodology. Use of proof testing as an alternative to NDE to support safe life determination shall require prior approval of the RFCA.”
Similarly, the top level requirement document for manned space flight systems, NASA-STD-5007, Section 4.2, states:
“All Fracture Critical Parts shall be subjected to NDE or proof testing to screen internal and external cracks. Prior approval is required from the RFCA when a proof test is used as the crack-screening technique. Hardware that is proof tested as part of its acceptance (i.e., not screening for specific cracks) shall receive post-proof test NDE at critical welds and other critical sections.”
The requirements for prior approval and for proof testing to be “based on state-of-the-art fracture mechanics methodology” were levied on this procedure because proof testing can itself be damaging and lead to early failures of components. For components made from ductile metals or crack-tolerant composites, sufficiently large preexisting cracks may grow due to the proof test loading, and yet not be detected nor fail the component during the proof test. When this occurs, the component can have a lower reliability in service than if no proof test screening were performed. To avoid this detrimental loss of reliability due to proof testing, appropriate NDE may be used before and after the proof test to increase the probability of removing cracked components from service. Due to this duplication of effort, the proof-test process for ductile materials may not be cost-effective, and it may be simpler to rely on NDE alone. For critical hardware applications where NDE is not a viable option by itself to show structural integrity, an approach that has been used to ensure the proof test improves component reliability is to quantify the amount of crack extension that is likely to occur during the proof test, and conservatively account for this growth in the safe life analysis. This requires defining the initial flaw size based on the size that is likely to be missed by the initial NDE inspection or that can be produced by the component manufacturing process. The amount of crack extension that is expected to develop during the proof test may be determined by a suitably conservative experimental testing program, and/or by use of advanced, non-linear fracture analysis analytical methods. Both approaches must build forward from estimates of the largest pre-existing flaw size in the component before the proof test. The

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
34
experimental method requires use of a component, or a simulated-component specimen that conservatively models the component material, expected pre-existing flaw, and fracture constraint conditions around the flaw. The analytical method requires use of advanced, typically non-linear fracture analysis tools that have been shown to conservatively predict the expected amounts of crack growth for situations that will accurately model or bound the fracture behavior of the component during the proof test. Note that some conditions / assumptions, such as tensile residual stresses and elevated material toughness values, are non-conservative when applied to proof testing-based demonstrations of structural reliability. If neither experimental nor advanced analytical evaluations are performed to evaluate crack growth during the proof test, such that the proof test analysis is based on elementary fracture mechanics approaches such as are found in many crack analysis programs, then the RFCA may disallow use of proof testing as a crack screening method for critical hardware due to the risk of doing more harm than good to the overall component reliability. When it is judged that a proof test is appropriate to screen a metallic component or structure for flaws, a proper environment for the test must be chosen. Ideally, the proof test should occur at the temperature and in the medium in which the hardware will be used. If this is not feasible, an environmental correction factor (ECF) must be used as indicated below.
conditions operating @ toughnessFracture
conditions test @ toughnessFractureECF
flawsscreentomechanicsfracturebyrequiredfactorProofPF
testforfactorproofAdjustedPF
PFECFPF
required
test
requiredtest
The proof factor for the test should not be adjusted below 1.05 unless approved by the RFCA. Also, close attention should be paid so that basic strength requirements are not violated when adjusting proof test factors upward. Where proof test are required as part of normal qualification, the specified proof factor should be used if larger than the proof factor required by fracture mechanics. The analyst is directed to Reference 28 for a detailed state-of-the-art discussion regarding proof tests to screen for flaws. 6.4 Detected Cracks in Fracture Critical Hardware. The first option to be considered when a crack is detected in hardware should be to remove/repair the crack. If removal/repair of the crack is not feasible, the following is an acceptable basis for analyzing detected cracks.
It is sometimes erroneously assumed that flight hardware may be used with a crack, provided the crack does not exceed the “minimum flaw size” given in Table F-I, “Minimum Initial Crack Sizes for Fracture Analysis Based on NDE Method.” Additional analysis work and conservatism are required to show acceptability of a component with a known crack-like flaw, because now the situation has changed dramatically from the expected conservatism implicit in the case of an ASSUMED crack in a worst case position, to the situation of a KNOWN crack in a specific location and geometry.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
35
Refer to NASA-STD-5003, Section 4.2.3.1.1.c, for NSTS payload requirements that states: “A specific, detailed, fracture mechanics analysis (or test) shall be performed to justify the use of any fracture critical flight part with detected crack-like flaws. Approval of the RPA must be obtained prior to the use of any fracture-critical flight part containing detected cracks or crack-like defects. Occurrences of detected crack-like flaws shall be included in the fracture control summary report along with the basis for acceptability.”
Similarly, the top level requirement document for manned space flight systems, NASA-STD-5007, Section 4.3, states:
“A specific damage tolerance assessment shall be performed to justify the use of any fracture critical part with detected cracks. The use of such a fracture critical part must have prior approval of the RFCA. The analyses and rationale for acceptance of detected cracks shall be included in the Fracture Control Summary Report. The assessment shall be made using conservative assumptions regarding the actual maximum crack size, material properties, and all internal and external loads. Additional requirements including larger factors on crack size, service life, and/or fracture than normally used for damage tolerance assessment may be imposed by the RFCA.”
Thus, the “specific, detailed, fracture mechanics analysis” must utilize safety factors on crack size, stresses, and material properties and show acceptable life of the component. The following conservative approaches are recommended: 6.4.1 Crack Size Conservatism, The crack size used for analysis must conservatively bound the actual physical size of detected cracks, and any possible non-detected adjacent cracks and/or crack tip extensions that will add to the effective length of the detected cracks. The enveloping size to be used should be compatible with the particular NDE method utilized for the crack detection. Figure 3 presents analysis crack sizes for various detected crack cases. The approach recommended is to add to the detected crack size the size given in Table F-I (Appendix F) for the particular crack type and NDE method. That is, for a crack detected on the surface (Fig. 3.a), the analysis length would be taken as the detected length plus the NDE capability. If no information is available on the depth other than it is not a through crack, the analysis depth should be taken to be 95 percent of the thickness. If a detected embedded flaw (Fig. 3.b), cannot be verified as truly embedded, i.e., does not break through to the surface, then it should be considered as a through crack. If it can be verified only for one surface that it does not break through, then it should be considered as a surface crack. For example, if the detected crack is a part through surface crack in a 0.25 inch thick plate, and penetrant NDE was used to detect a 0.1 inch total length crack, then the analysis must consider the following bounding crack sizes: Length = 2c = 0.1 + 2*(0.125) = 0.35 inch, and the associated depth = a = 0.95*0.25 = 0.24 inch.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
36
6.4.2 Applied Loads Conservatism. The stresses computed at the detected crack location must be determined for the worst-case limit loads expected during the mission (i.e., upper bound load induced stresses). All additional stresses, such as residual stresses, must also be appropriately combined in the analysis. 6.4.3 Material Property Conservatisms. The fracture toughness used for the analysis must be a lower bound fracture toughness, based on available material data. If fewer than seven values of material toughness data are available, then the lower bound must be taken as the lower value of the following two cases: (a) the lowest value of all available applicable data, or (b) the average of the available applicable data divided by the factor 1.20. The crack growth rate material data used for the analysis of known cracks should be upper bound. Upper bound data may be estimated by enveloping the growth rate data including the
lower and upper tail regions available in NASGRO. This envelope should be compared with
any other known data points to make certain that it does indeed envelope the data. Several
methods exist for establishing the upper bound growth curve, ranging from statistical +3
bounding to hand drawn curves. Figure 4 shows an example of a da/dn vs. K curve with mean and upper bound curves. The analyst should contact the RFCA and associated materials group for approval of upper bound properties before analyzing the cracked hardware. In the absence
of any other known data the analyst may use the NASGRO data as is (average) and apply an appropriate increase to the service life factor. Because this multiplying factor can range from 2 to beyond five (5) times, the analyst should seek guidance from the RFCA in selecting a final service life factor. In general, material data will be required for an RFCA to approve use of cracked hardware. 6.4.4 Analysis Conservatisms. The analysis must show as a minimum that the component has a service life factor of four (4) based on the conservatively bounded crack sizes, applied stresses, fracture toughness, and upper bound crack growth rate. For especially critical applications, the RFCA may require a larger service life factor. To protect against cracks near instability, it is necessary to impose a safety factor to provide margin against limit load fracture. Therefore, in addition to the service life factor, the analysis also must show a fracture safety factor of 1.5 as indicated below:
1.5K
K c , where
Kc = the appropriate lower bound fracture toughness, and K = the stress intensity at limit load for the crack size computed to exist at the
end of one service life. This “end of one service life” crack size should be calculated using the initial crack size determined from Figure 3, the upper bound crack growth rate, and the load spectrum for one service life.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
37
FIGURE 3. Analysis Crack Sizes for Detected Cracks
2cD cNcN
2cA
t
cA
cD cN
t
e. Center through crack.
2cA = 2cD+ 2cN
f. Edge through crack.
cA = cD+ cN
2cD cNcN
aA
2cA
t
2cD cNcN
2aA
2cA
t
a. Part through surface crack. Depth not detectable.
aA = 0.95t, 2cA = 2cD+ 2cN
b. Embedded crack. Depth not detectable.
2aA = 0.95t, 2cA = 2cD+ 2cN
aN
cA
cD cN
aDaA t
cA
cD cN
aA t
c. Corner crack. Depth not detectable.
aA = 0.95t, cA = cD+ cN
d. Corner crack. Depth detectable.
aA = aD + aN, cA = cD+ cN
If aA t, analyze as through edge crack of length cA
Definitions
a Crack depth or half the crack depth
c Crack length or half the crack length
t Part thickness
Subscripts
A Indicates crack dimension used for analysis
D Indicates detected crack dimension
N Indicates the capability of the NDE method used to detect the crack

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
38
Load sequence can accelerate crack growth. Therefore the load spectrum should be reviewed for scenarios such as compressive overloads that may result in tensile residual stresses that could accelerate crack growth. Any potential accelerated crack growth should be accounted for in the analysis of detected cracks.
FIGURE 4. Crack Growth Rate for Detected Cracks
7. TRACKING FOR FRACTURE CRITICAL PARTS 7.1 Materials. All materials used in fracture critical parts must be traceable by certificate of compliance to material standards or engineering requirements stated on the drawing. Material drawing notes must be explicit and control the product form, condition and heat treatment of the material. Processes with consequences for fracture control, such as welding, etching, or plating, must be controlled and documented. 7.2 Design, Analysis, and Hardware Configuration. During the development phase of a payload, a system must be in place to assure that delivered fracture critical hardware is as designed and assessed. This program should include sufficient tracking to provide for fracture control assessment of load changes, modifications or redesigns of fracture critical hardware, and discrepancy reviews (DR’s), or equivalent, for anomalies that could affect part/component fracture characteristics and life.
Fat
igue
Cra
ck G
row
th R
ate
-da
/dn
Stress Intensity Range - K
Typical Growth CurveUpper Bound
Growth Curve
Typical K max
Min K max
Typical K threshold
Min
K threshold
Fat
igue
Cra
ck G
row
th R
ate
-da
/dn
Stress Intensity Range - K
Typical Growth CurveUpper Bound
Growth Curve
Typical K max
Min K max
Typical K threshold
Min
K threshold

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
39
7.3 Load History. The load history should be maintained for fracture critical parts. This history should include load level, number of cycles, and environments in which the loads occurred. The history should cover the entire life of the part as described in Section 6.1.3. For multi-mission hardware, the used life of the hardware should be booked against the remaining life so that assessment of flight readiness from a fracture control point of view can readily be made between missions. Explicit data is desirable, but not required if conservative estimates of the history can be made. For example, if it is known with certainty that the hardware is not ahead of the original load spectrum, then this may be documented with supporting rationale for between flight reviews. 7.4 Flaw Screening. A record of part NDE and findings should be maintained by the responsible NDE organization. Inspection records should bear the stamp and/or signature of the inspector. Proof test results should be documented in a report. Engineering drawings and equipment specifications for fracture-critical parts should contain notes that identify the part as fracture-critical and specify the appropriate flaw-screening method to be used on the part or raw material. 8. FRACTURE CONTROL DOCUMENTATION The fracture control program activities must be documented. This may be very brief, e.g., a short memo for a small, simple program with no fracture critical parts or it may be several volumes of material for a complex payload with many fracture critical parts. A typical fracture control program would generally include the following documentation:
Fracture Control Plan
Engineering Drawings
A Fracture Control Summary Report
Presentation Summarizing the Fracture Control Program
A Detailed Fracture Control Analysis Report
Inspection Report
Proof and Safe Life Test Reports
Load/Use History
Projects should review the above list with technical and engineering personnel so that the appropriate data requirements may be levied. 8.1 Fracture Control Plan. The fracture control plan describes how fracture control will be met. In the past there has been a strong tendency to repeat the requirements, e.g., repeat NASA-STD-5003 for the plan. This is not a plan and is useless for everyone and a waste of time and money. A good fracture control plan lists all the specific activities that will be done to satisfy fracture control, e.g., if the structure included a major glass component, the plan would address the approach that will be used to show an acceptable fracture control process for the glass. If it is known, the plan should indicate if the glass will be proof tested or designed to a factor of safety of five and forego the proof test. A fracture control plan should be written early in the program,

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
40
prior to PDR and ideally should be available at a Preliminary Requirements Review (PRR). It is required that the plan be available early for reviews. Following is a list of the key elements that should appear in a fracture control plan:
Introduction including identification of the payload being addressed by the fracture
control plan, identification of the Payload Developer (PD), and the objective of the document
Title and PD signature pages
Listing of applicable documents, generic and program specific
A clear, unambiguous description of the PD assignment of responsibility by discipline
for fracture control implementation within the PD organization which should address: o Program Office o Design o Analysis o Materials o Manufacturing o NDE o Structural, proof, and environmental safe life testing o Tracking o Quality control o Documentation/reports planned and responsible parties o Project Change and Fracture Control Boards, fracture control authority, etc.
Methodology and criteria to be used by PD for identification of fracture critical
hardware. Instead of repeating the requirements, provide an overview and tailor this document’s methodology (Appendix E) to the particular payload
Identify how the PD plans to accomplish fracture control through procedures and
processes. Candidate topics include:
- Program Office
o Program definition (e.g., how many flights) and resources for fracture
control implementation
- Design
o Design approaches used to minimize fracture control issues for this specific payload (fail safe, no single point failure fasteners, minimize stress concentrations, etc.)
o Drawings for fracture critical hardware (indicate NDE on fracture
critical parts)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
41
- Analysis
o Specific types of analysis/approaches to be used on this payload (e.g.,
safe life for pressure vessel, proof test lines, and low risk for all other
hardware)
o Origin/methods of generating stresses for fracture analysis
o Fracture code/other for safe life analysis
o Approach for obtaining/generating loading scenario
o Treatment of any crack-like defects found in flight hardware by NDE
- Materials
o Materials selection, certification and controls
o Origin and source of material and fracture properties (e.g., NASGRO material library)
o MUAs
- Manufacturing
o Process selection o Special handling and transportation (e.g., plan for preventing damage to composites)
- NDE
o Specific types of NDE (e.g., only eddy current will be used with certified
inspectors)
- Tests
o Environmental
o Proof
o Safe life
- Tracking
o Material traceability
o Configuration control
o Load history
o Detected cracks
- Quality control
o Sign off on all hardware and testing certificates of record
- Documentation
o Generation of required fracture control documentation such as what
reports will be generated, and at what point in the program
A 3D assembly view of the payload along with appropriate project terminology and
drawing references, as best as are available at the time the plan is written
Fracture Control Plan examples are provided in Appendices L and M.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
42
8.2 Engineering Drawings. The engineering drawings should identify the parts that are fracture critical in the notes of the individual part drawing along with the inspection and other pertinent criteria. The type of NDE should be specified (eddy current, penetrant, etc.,) along with a statement that, “no detected cracks are allowed.” Any detected cracks should be reported for assessment per Section 6.4. As applicable, processing or fabrication requirements that would affect fracture properties of a fracture critical part in a given application, including heat treatments, welding requirements, grain or fiber direction, etc., should also be specifically called out on the part drawing. 8.3 Fracture Control Summary Report (FCSR). To certify fracture control compliance of a payload, the PD must prepare a fracture control summary report on the total system for review and approval by the RFCA and the PSRP. It is required for the Phase 3 Safety Review. As a minimum, the following information must be provided: 1. Identification of fracture critical parts and low risk fracture parts, showing the material and heat treatment used and the basis for part acceptability (i.e., safe- life analysis, test, acceptable durability, insignificant fatigue loading, etc.). Fracture critical parts that are limited life must be specifically identified. A statement to the effect that all other parts were examined and determined to be non-fracture critical must be included. 2. A statement as to whether or not the payload contains pressure vessels or fracture critical rotating equipment. 3. Identification of the NDE and/or tests applied for fracture control purposes to each fracture critical part. 4. Identification of fail safe parts and a brief statement of the basis for classification. Reflown fail safe hardware should have verification that any required “between mission” inspections have been done. 5. A statement that inspections or tests specified for fracture control were, in fact, applied and results showed structural integrity requirements were met. 6. A statement that the flight hardware configuration has been controlled and verified for all fracture critical parts/components. 7. A statement that materials usage has been verified for fracture critical parts/components. 8. Copies of MUAs for fracture critical or low risk parts/components and a summary of DR’s, or equivalent reviews, of anomalies that could affect the performance of fracture critical parts/components. 9. If applicable, a summary discussion of alternative approaches or specialized assessment methodology applied, but not specifically covered by guidelines. 10. If applicable, identification of any special considerations involving fracture mechanics properties or data, inspections, analysis, etc. not covered by guidelines. 11. If during the program, no parts/components or procedures are identified that require information as listed above, a statement to that effect with reference to supporting documentation must be submitted as the FCSR.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
43
Supporting detailed documentation such as drawings, calculations, analyses, data printouts, inspection plans or records, specifications, certifications, reports, procedures, etc., should not be submitted as a part of the FCSR, but must be made available for review by the RFCA if requested. The FCSR must be submitted by the Phase 3 Safety Review for payloads or by the final acceptance review or flight certification for hardware that is not classified as a payload. An example of an FCSR is given in Appendix N. 8.4 Presentation Summarizing The Fracture Control Program. A presentation will have to be made at various reviews summarizing the fracture control program for review committees and RFCAs. These detailed presentations should include the following: 1. Introduction and background. Include things that would help the audience understand you are the PD, hardware maturity, and program constraints. State whether there are fracture-critical parts or not. Also make clear whether or not there are pressure vessels or fracture critical rotating equipment present. 2. Hardware Description a. Diagrams and words b. Operations/functions 3. Analysis overview a. Scope b. Requirements c. Assumptions 4. Fracture classification and analysis summary a. Summary Table including all major hardware. The fracture control summary list
from the fracture control analysis report may be substituted for this Table. The summary Table should include:
i. Part name ii. Material and condition iii. Classification (Safe life, fail safe, etc.)
iv. Crack analysis model (NASGROSC02, etc. “NA” for parts other than safe
life, “Test” for hardware accepted by subsystem test, vibration or proof for composites)
v. Drawing thickness vi. Initial crack size (“NA” for parts other than safe life) vii. Type of NDE (“NA” for parts other than safe life, “proof test” for parts screened by proof test) viii. Life for safe life parts, margin of safety on ultimate in failed condition for fail safe parts, weight for low mass parts b. Highlight any issues with hardware listed in 4.a and show some typical analysis
results. Provide sketches that show subject part, load/stress, crack location/type, and analysis results.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
44
5. Plan for bringing any non-complying hardware into compliance with fracture control requirements
6. Conclusion a All hardware meets fracture control, or b. All hardware meets fracture control, except identified non-conforming hardware
and proposed corrective action plans are in place.
An example of a fracture control presentation is given in Appendix O. 8.5 Detailed Fracture Control Analysis Report. A detailed Fracture Control Analysis Report should be prepared by the analyst to document the analysis that has been done to support fracture control. This report should contain sufficient detail to allow reviewers to check and reconstruct all calculations. Hardware descriptions, program requirements, and analysis assumptions should be clearly stated. The following is an outline for items that should be included in the subject report. 1. Preliminaries a. Title page b. Signature and approval page c. Table of Contents d. List of Figures e. List of Tables f. List of Appendices g. List of Acronyms 2. Fracture control summary list for all non-exempt parts. The list format is optional but must include the part name identification and its classification. Examples of a summary list are given in Appendix E. A Table format is recommended and some useful information to include along with the required data is: a. Part name b. Drawing number c. Material and condition d. Classification (Safe life, fail safe, etc.)
e. Crack analysis model (NASGROSC02, etc., “NA” for parts other than safe life, “Test” for hardware accepted by subsystem test, vibration or proof for composites)
f. Drawing thickness g. Initial crack size (“NA” for parts other than safe life) h. Type of NDE (“NA” for parts other than safe life, “proof test” for parts screen
by proof test) i Life for safe life parts, margin of safety on ultimate in failed condition for fail
safe parts, weight for low mass parts j. Reference page number in report for detailed analysis 3. Introduction. Include things that would help the reviewers understand you are the PD, hardware maturity, and program constraints. State whether there are fracture critical parts or not. Also make clear whether or not there are pressure vessels or fracture critical rotating equipment present.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
45
4. Hardware Description. Include diagrams, sketches, and a written description so that the reviewer has a general idea of hardware operation and function. 5. Program requirements. Include the number of missions, configurations for launch, landing, or on-orbit operations, contingency constraints, ground testing, transportation, availability/accessibility between missions for NDE, etc. 6. Loads. Provide the loads for all mission phases and their source. Construct the general loading scenario. Provide assumptions and rationale. 7. Fracture control analyses (each subsystem and its parts). Summarize the safe life, NHLBB, fail safe, containment, test, etc., analysis and classification rationale for each part on the summary list (see Item 2 above). Put extended analysis and computer runs such as
NASGRO in an appendix. List the stresses and material properties used in the fracture control
analysis. Provide sources for each. If the stress analysis is also being done in the same report, follow the individual part stress analysis immediately with the fracture analysis. Include part free body diagrams, stress contours as applicable, crack location and orientation, and crack model
(e.g., TC01 from NASGRO). List assumptions.
8. Address justification for use of any flight hardware with any cracks or crack-like defects per Section 6.4 in this document. 9. Conclusions. Ideally the analyst will be able to conclude that the analysis is complete and there are no open issues. Otherwise summarize the status and provide closure plans for any remaining work. 10. List of References
11. Appendices. Include detailed analysis, NASGRO computer runs, test results, inspection sheets and other supporting data that would interrupt the flow of the body text. An example of a detailed fracture control report is given in Appendix P. 8.6 Inspection Report. This report is primarily a compilation of the inspection sheets used by the inspector to record results. The sheets should identify the part name, part number, serial number, material and condition, type NDE and sensitivity level, a sketch of the part showing the area inspected and type of crack inspected for, the results of the inspection and the inspector’s signature, date, and stamp. Instead of a separate report, this data may be included in an appendix of the detailed fracture control analysis report (Section 8.5) if available at the time that report is published. 8.7 Test Report. If a proof test, safe life test, vibration test or other test is used to justify safe life compliance, it should be documented in a report. Data sheets from the vender will suffice for routine proof test of lines, fittings, and pressure vessels. For other tests, the hardware configuration, loading and test setup should be documented with sketches and photographs. Actual test loading scenarios and environments should be recorded and reported. Conclusions as to the acceptability of the hardware based on the test performed should be included in the report per the criteria established in the detailed fracture control analysis report. Instead of a separate test report, this data may be included in an appendix of the detailed fracture control analysis report (Section 8.5) if available at the time that the report is published.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
46
8.8 Load/Use History. The project is responsible for maintaining a load and use history of fracture critical items for the life of the project. This is especially important if limited life hardware is involved. The report should track projected use against remaining life for each fracture critical part at appropriate intervals to demonstrate that the hardware is being operated within fracture control requirements. 9. ALTERNATIVES In the event of specialized hardware or applications where the assessments or techniques delineated in the guidelines in this handbook may not be feasible or effective, or where potential cost savings are significant while maintaining an acceptable level of fracture control, alternatives may be proposed. Alternatives must be approved by the responsible fracture control and safety authorities. 9.1 General Alternatives such as special risk assessments, special analysis or testing, unique NDE approaches, special kinds of flaw screening, flaw retardation, etc., may be proposed when alternative methods are viable candidates for effective and efficient fracture control. Alternatives proposed for payloads or ISS hardware must be approved by the RFCA and the PSRP or the SRP, as applicable, and must be identified on appropriate hazard reports for formal approval. Approval should be requested by the program/project immediately upon identification of the need for an alternative procedure. 9.2 Experiments. It is expected that flight hardware classifiable as an “experiment“ (see Appendix A – Definitions) will be a common occurrence. Some experiments, including processing or medical investigations and other in-flight tests, often utilize specialized hardware and applications involving direct contact and manipulation by personnel. Fracture control, where applicable, can be complex and may require alternatives to, or modifications of conventional fracture control approaches. Experiments utilizing furnaces, autoclaves, potentially toxic materials in ampoules and/or cartridges, unique pressurized systems, cryo-systems, etc., can be special categories of hardware that may need to be assessed for fracture control on a unique basis. Where feasible, guidelines in this handbook should be implemented as appropriate. The RFCA, including cognizant Fracture Control Boards and safety organizations, should be consulted when uncertainty about fracture control exists. 9.3 Assured Safe Life An alternative program that employs a basic design approach to assure safe life rather than the performance of safe life analyses on individual fracture critical parts may be implemented where feasible and efficient. Such a program utilizes similarity or a design factor of safety that will assure working stress levels in all fracture critical parts (where single part failure would be catastrophic) that will not grow flaws that are theoretically undetected, by standard NDE, to a critical size in four service lives. The required NDE, etc., must be identified on drawings and applied to all fracture critical parts. This approach must be supported by sufficient documented assessment including appropriate stress analyses, evaluation of the effects of load spectrum and part size on flaw growth potential, and inspectability of hardware to assure validity of the implementation. Assured safe life can be sensitive to significant load or frequency increases and must be reverified if such occur. Assured safe life approaches, when used, must be summarized in the fracture reports.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
47
10. OTHER REQUIREMENTS It must be understood that implementation of Fracture Control and full compliance with fracture control requirements does not relieve the hardware from compliance with structural design and test requirements, quality assurance requirements, or materials requirements, etc., that are applicable independent of Fracture Control.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
48
This Page Left Blank Intentionally

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX A 49
APPENDIX A
ACRONYMS/DEFINITIONS
A1. Acronyms. The acronyms used in this handbook are listed here to assist the reader in understanding this document. ADAMS Automated Dynamic Analysis of Mechanical Systems AIAA American Institute of Aeronautics and Astronautics ARC Ames Research Center CAM Centrifuge Accommodation Model CFS Critical Flaw Size COPV Composite Overwrapped Pressure Vessel CR Centrifuge Rotor DR Discrepancy Report ECF Environmental Correction Factor FCB Fracture Control Board FCC Fracture Control Coordinator FCSR Fracture Control Summary Report FMEA/CIL Failure Mode and Effects Analysis and Critical Items List FSJ Fluid Slip Joint GAS Get Away Special GSFC Goddard Space Flight Center ISS International Space Station JSC Johnson Space Center LBB Leak Before Burst MDP Maximum Design Pressure MEOP Maximum Expected Operating Pressure MIL-STD Military Standard MSFC Marshall Space Flight Center MSFC-HDBK MSFC Handbook MSFC-SPEC MSFC Specification MUA Materials Usage Agreement NASA National Aeronautics and Space Administration NASDA National Space Development Agency (Japan)
NASGRO NASA Crack Growth Computer Program NDE Nondestructive Evaluation NHLBB Non-Hazardous Leak Before Burst NSTS National Space Transportation System PC Personal Computer PD Payload Developer PDR Preliminary Design Review PRR Preliminary Requirements Review PSRP Payload Safety Review Panel RFCA Responsible Fracture Control Authority RPA Responsible Program Authority SRP Safety Review Panel SSMA System Safety and Mission Assurance SSP Space Station Program VIM Vibration Isolation Mechanism

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX A 50
A.2 Definitions. The definitions in this appendix may be used in conjunction with the guidelines of this handbook and definitions in fracture control requirements documents for understanding and implementation of effective fracture control. A-Basis. A statistically calculated number for which at least 99 percent of the population of values is expected to equal or exceed with a confidence of 95%. Analytical Life. Predicted life of a component/part based on fracture mechanics analysis that assumes the presence of a crack or crack-like defect at the beginning of service. Assembly/Assemblage. An integral arrangement of components/parts that make up an individual unit and which act as a whole. Catastrophic Event. Loss of life, disabling injury, or loss of a major national asset such as the NSTS or Space Station. Catastrophic Failure. A failure that directly results in a catastrophic event. Catastrophic Hazard. Presence of a risk situation that could directly result in a catastrophic event. Component. Hardware item considered a single entity for the purpose of fracture control. The terms “component” and “part” are interchangeable in this document. Composite/Bonded Structure. Structure (excluding overwrapped pressure vessels or pressurized components) of fiber/matrix configuration, and structure with load carrying non-metallurgical bonds, such as sandwich structure or bonded structural fittings, etc. Composite Overwrapped Pressure Vessel (COPV). A pressure vessel with a composite structure fully or partially encapsulating a metallic liner. The liner serves as a fluid (gas or liquid) permeation barrier and may or may not carry substantive pressure loads. The composite generally carries pressure and environmental loads. Contained A condition where a suitable housing, container, barrier, restraint, etc., prevents a part/component or pieces thereof from becoming free bodies if the part/component or its supports fail. Crack or Crack-like Defect. Defect assumed to behave like a crack for fracture control purposes. Critical Crack Size. The crack size at which unstable growth occurs. Custom Forging. A near net-shape forging with a unique geometry special ordered from a forging vendor. A non-standard forging. Damage Tolerant. See Safe Life. Detrimental Yielding. Yielding that adversely affects the fit, form, function, or integrity of the structure.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX A 51
Environmental Correction Factor (ECF). An adjustment factor used to account for differences between the environment (thermal and chemical) in which a part is used and the environment in which it is proof tested. Experiment. For fracture control, an arrangement or assemblage of hardware that is intended to investigate phenomena on a provisional, often human tended, basis. Fail Safe. For fracture control, a condition where, after failure of a single individual structural member, the remaining structure (considered unflawed) can withstand the redistributed loads with a minimum ultimate safety factor of 1.0 on limit load, and the failure will not release a potentially catastrophic free body. This is not the same as a part whose individual failure in the absence of redundancy is not a catastrophic hazard although these parts may also be described as “fail safe” and non-fracture critical. Fastener. For fracture control, any single metallic part which joins other structural elements and transfers loads from one element to another across a joint. Flight Hardware. Any structure, payload, experiment, system, component/part, etc., that will accompany the NSTS or the Space Station during ferry flight, launch, orbit, or landing, or any hardware that is built to flight structural requirements. Fracture Control Authority. See Responsible Fracture Control Authority. Fracture Control Board (FCB). A group of experts in the various fracture control disciplines that is responsible for fracture control methodology and which has the authority to interpret fracture control requirements within the Responsible Payload Organization. Fracture Control Coordinator (FCC). A designated individual with experience in structures and fracture control who is responsible for the implementation of payload fracture control and ensuring its effectiveness in meeting all requirements by monitoring, reviewing, and approving all related activities performed both internally and by subcontractors that affect the fracture control aspects of the payload. Fracture Critical. Classification that identifies a component/part whose individual failure due to the presence of a crack is a catastrophic hazard, and which requires safe life analysis or other fracture control assessment to be shown acceptable for flight. Ftu. Material A-basis ultimate strength. Fty. Material A-basis yield strength. Habitable Modules. Flight containers/chambers designed for life support of personnel. Hazardous Fluid. For fracture control, a fluid whose release would create a catastrophic hazard. Hazardous fluids include liquid chemical propellants and highly toxic liquids or gases. A fluid is also hazardous if its release would create a hazardous environment such as a danger of fire or explosion, unacceptable dilution of breathing oxygen, an increase of oxygen above flammability limits, over-pressurization of a compartment, loss of a safety critical system, etc.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX A 52
Hazardous Fluid Container. Any single, independent (not part of a pressurized system) container, or housing that contains a fluid whose release would cause a catastrophic hazard, and has stored energy of less than 14,240 foot-pounds (19,310 Joules) with an internal pressure of less than 100 psia (689.5 kPa). See Appendix G for flow chart showing pressurized hardware definitions. Initial Crack Size. The crack size that is assumed to exist at the beginning of component/part safe life analysis, as determined by NDE or proof testing.
1/2 I2. See Rotational Energy. Kc. Critical stress intensity factor for fracture. KEAC. Stress intensity factor threshold for environment assisted cracking. Highest value of stress intensity factor at which crack growth is not observed for a specified combination of material and environment. KIc. Plane strain fracture toughness. KIe. Effective fracture toughness for a surface or elliptically shaped crack. KIscc. See KEAC and footnote in Section 6.1. KTH. Threshold stress intensity for crack growth to occur under dynamic (cyclic) loading conditions Leak Before Burst (LBB). Fracture mechanics concept that requires that the critical flaw size be a through flaw at the MDP and therefore results in a leak rather than catastrophic burst. For fracture control purposes, other component specific requirements are imposed for a component to be classified as NHLBB. A vessel that can sustain a leak before rupture is inherently safer than one that cannot; therefore a LBB vessel design is generally preferred. Life Factor. See Service Life Factor. Lifetime. See Service Life. Limit Load. Maximum expected load on a structure during its service life. Limited Life Part. Multi-mission part which has a predicted safe life that is less than four times the complete multi-mission service life. Low Fracture Toughness. Material property characteristic for which the ratio is KIc/Fty < 0.33 in1/2 (1.66 mm1/2). For steel bolts with unknown KIc, low fracture toughness is assumed when Ftu > 180 ksi (1240 MPa). Materials Usage Agreement (MUA). A formal document, approved by the responsible materials organization, showing that a non-compliant material is acceptable for the specific application identified.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX A 53
Maximum Design Pressure (MDP). The highest pressure defined by maximum relief pressure, maximum regulator pressure, or maximum temperature. Transient pressures must be considered. Where pressure regulators, relief devices, and/or a thermal control system (e.g., heaters) are used to control pressure, collectively they must be two-fault tolerant from causing the pressure to exceed the MDP of the system. When determining MDP the maximum temperature to be experienced during an Orbiter abort to a site without cooling facilities must also be considered. When designing, analyzing, or testing pressurized hardware, loads other than pressure that are present should be considered and added to the MDP loads as appropriate. MDP in this handbook is to be interpreted as including the effects of these combined loads when the non-pressure loads are significant. Mechanism. A system of moveable and stationary parts that must work together as a unit to perform a mechanical function, such as latches, actuators, drive trains, gimbals, etc. Must Work Function. The function of a single device, part, or mechanism whose loss would be a catastrophic hazard. Nondestructive Evaluation (NDE). Examination of components/parts for flaws using established and standardized inspection techniques that are harmless to hardware, such as radiography, dye penetrant, ultrasonic, magnetic particle, and eddy current. Non-Hazardous Leak Before Burst (NHLBB). Fracture control concept that requires that the critical flaw size be a through flaw at MDP and that leak will not cause a catastrophic hazard. In general, an isolated NHLBB vessel is assumed to leak down to zero pressure without any further cycling, which assures that the crack cannot subsequently grow to critical size (rupture). Vessels that can have the pressure cycled or have significant externally applied loads after developing a leak are not NHLBB. In all NASA payload/experiment fracture control applications, for a vessel to be classified NHLBB, it is required that the critical flaw at MDP be a through flaw with a length of at least 10 times the thickness. See Section 5.1.4, Appendix H, and other Sections of this document for component specific requirements. Part. See Component. Payload Developer (PD). Organization directly responsible for doing the design, manufacture, analysis, test, and safety compliance documentation, including fracture control, of the payload or experiment. The PD is accountable to the Responsible Program Authority. Potentially Fracture Critical Part. Any part or component that is identified for more rigorous assessment for purposes of fracture control classification, i.e., a part whose failure due to a flaw is not clearly a non-catastrophic hazard at the time of initial assessment. Pressure Vessel. A container designed primarily for pressurized storage of gases or liquids, and: 1. Stores energy of 14,240 foot-pounds (19,310 Joules), or greater, based on the adiabatic expansion of a perfect gas, or: 2. Holds a gas or liquid at a MDP in excess of 15 psia (103.4 kPa) that will create a hazard (catastrophic) if released, or: 3. Has an MDP greater than 100 psia (689.5 kPa). See Appendix G for flow chart showing pressurized hardware definitions.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX A 54
Pressurized Component. A line, fitting, valve, regulator, etc., that is part of a pressurized system and intended primarily to sustain a fluid pressure. Any piece of hardware that is not a pressure vessel but is pressurized via a pressurization system. See Appendix G for flow chart showing pressurized hardware definitions. Pressurized System. An interrelated configuration of pressurized components under positive internal pressure. The system may also include pressure vessels. See Appendix G for flow chart showing pressurized hardware definitions. Proof Test. A load or pressure in excess of limit load or the MDP applied to structure or pressurized hardware to verify structural acceptability or to screen flaws. R Ratio. The ratio of minimum stress to maximum stress during a cycle of constant amplitude loading. Responsible Fracture Control Authority (RFCA). The designated individual, panel, or group at the NASA Center or sponsoring institution responsible for fracture control methodology, which has the authority to interpret fracture control requirements. In the absence of such authority, the Payload Safety Review Panel (PSRP) Fracture Control Working Group is the RFCA. Responsible NASA Center. The NASA Center acting as the sponsor and/or coordinator for the payload/hardware. For non-NASA payloads, JSC serves as the responsible NASA Center. Responsible Payload Organization. NASA installation, sponsoring agency, or commercial customer that has overall responsibility for a payload at Safety Reviews. Responsible Program Authority (RPA). Program director/project manager at the NASA Center or sponsoring agency responsible for the specific payload or experiment. Responsible Safety Authority. The safety panel or board that must rule on the acceptability of the hardware for flight. Rotating Machinery. Devices with spinning parts such as fans, centrifuges, motors, pumps, gyros, flywheels, etc.
Rotational Energy. The energy of a rotating component is expressed as ½ I2, where I is the
mass moment of inertia and is the rotational speed in radians per second. Safe Life. Fracture control design concept under which an undetected crack (consistent in size with the sensitivity of the NDE applied) is assumed to exist, and it is demonstrated by fracture mechanics analysis or test that it will not grow to failure (leak or instability) during the period equal to the service life factor times the service life. Safe life and damage tolerant are synonymous and interchangeable in this document. Safety Critical. For fracture control, a part, component, or system whose failure or loss would be a catastrophic hazard. Safety Critical Function. See Must Work Function.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX A 55
Sealed Container. Any single, independent (not part of a pressurized system) container, component, or housing that is sealed to maintain an internal non-hazardous environment and that has a stored energy of less than 14,240 foot-pounds (19,310 Joules) and an internal pressure of less than 100 psia (689.5 kPa). Sealed containers generally contain approximately 15 psia internal pressure or less. See Appendix G for flow chart showing pressurized hardware definitions. Service Life. Service interval for a component/part beginning with manufacture and extending through its planned and specified usage. All loadings and environments encountered during this period that will affect crack growth (post crack screening) must be addressed in safe life analysis and testing. All manufacturing, testing, transportation, launch, on-orbit, descent, landing, and post landing events must be considered. A service life is sometimes referred to as a lifetime. In this sense, lifetime means a specified life as opposed to an analytically predicted life. Service Life Factor. The factor on service life required in safe life analysis or test. A minimum service life factor of four (4) is required. The service life factor is often referred to as the life factor. Single Point Direct Catastrophic Failure. Direct catastrophic failure resulting from fracture in a structural joint where the load path is transmitted through a single fastener or pin or other single structural element. Single Point Failure. One failure at any one location at any given time that results in a failure of structure or pressurized hardware. Special NDE. Formal crack-detection procedure using inspection techniques and/or equipment that exceeds common industrial standards, or where assumed detection capability exceeds that specified in Table F-I (or 8) in Appendix F. Standard Forging. Common, commercially available parts that include billets, or rings with channel, angle, tee or other common cross sections that are regularly produced in quantity by forging vendors. A non-custom forging. Standard NDE. Formal crack-detection procedures that are consistent with common industrial inspection standards. Standard procedures include penetrant, magnetic particle, eddy current, ultrasonic, and X-ray. Static Fatigue. In glass, flaws grow as a function of stress, flaw size, environment, and time. Strength degradation with time resulting from the flaw growth is referred to as static fatigue. System Safety and Mission Assurance (SSMA) Representative. A designated individual from the SSMA organization who is responsible for ensuring SSMA requirements are met including the fracture control requirements of traceability and documentation. The SSMA Representative is also responsible for ensuring that the flight hardware complies with approved drawings, specifications, plans, and procedures by providing an independent assessment of established safety, reliability, maintainability, and quality requirements.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX A 56
Threshold Strain. Value of strain level below which catastrophic failure of a composite structure will not occur in the presence of flaws or damage under service load/environmental conditions. Tools. Devices that are manually employed by a crewmember to perform work or serve a structural function. Yield Strength. The stress that corresponds to a plastic axial strain of 0.002 in/in.
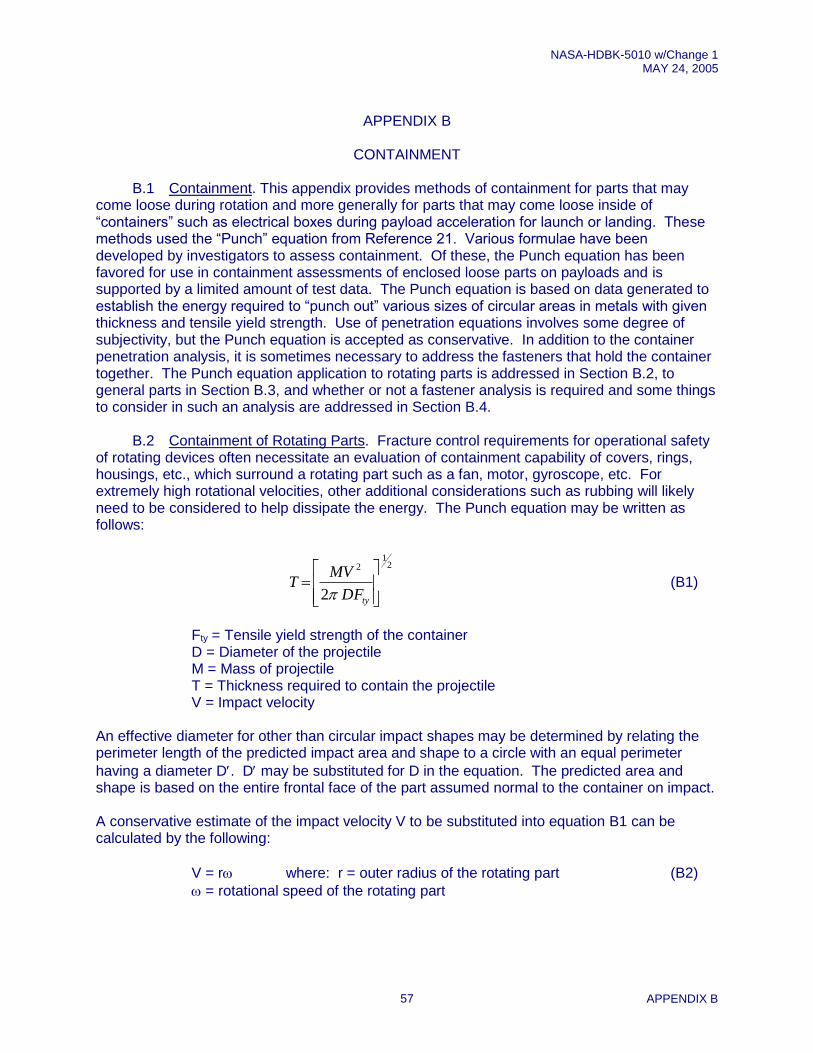
NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX B 57
APPENDIX B
CONTAINMENT
B.1 Containment. This appendix provides methods of containment for parts that may come loose during rotation and more generally for parts that may come loose inside of “containers” such as electrical boxes during payload acceleration for launch or landing. These methods used the “Punch” equation from Reference 21. Various formulae have been developed by investigators to assess containment. Of these, the Punch equation has been favored for use in containment assessments of enclosed loose parts on payloads and is supported by a limited amount of test data. The Punch equation is based on data generated to establish the energy required to “punch out” various sizes of circular areas in metals with given thickness and tensile yield strength. Use of penetration equations involves some degree of subjectivity, but the Punch equation is accepted as conservative. In addition to the container penetration analysis, it is sometimes necessary to address the fasteners that hold the container together. The Punch equation application to rotating parts is addressed in Section B.2, to general parts in Section B.3, and whether or not a fastener analysis is required and some things to consider in such an analysis are addressed in Section B.4. B.2 Containment of Rotating Parts. Fracture control requirements for operational safety of rotating devices often necessitate an evaluation of containment capability of covers, rings, housings, etc., which surround a rotating part such as a fan, motor, gyroscope, etc. For extremely high rotational velocities, other additional considerations such as rubbing will likely need to be considered to help dissipate the energy. The Punch equation may be written as follows:
21
2
2
tyDF
MVT
(B1)
Fty = Tensile yield strength of the container D = Diameter of the projectile M = Mass of projectile T = Thickness required to contain the projectile V = Impact velocity An effective diameter for other than circular impact shapes may be determined by relating the perimeter length of the predicted impact area and shape to a circle with an equal perimeter
having a diameter D. D may be substituted for D in the equation. The predicted area and shape is based on the entire frontal face of the part assumed normal to the container on impact. A conservative estimate of the impact velocity V to be substituted into equation B1 can be calculated by the following:
V = r where: r = outer radius of the rotating part (B2)
= rotational speed of the rotating part

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX B 58
If the calculated “T” is larger than the actual enclosure thickness then the rotating part will not be contained in the event of fragment generation of the shape, size and mass assessed. A rotating part, which would not be contained, must be assessed for safe life using a conventional fracture mechanics approach. B.2.1 Sample Calculation. A small 2 (two) blade cooling fan has a diameter of 3.06 inches. The fan weighs 0.302 lbs (137 gms) and rotates at 10,000 rpm (1047 rad/sec). The fan and its housing are made of 6061-T6 aluminum alloy. The blades are 0.07 inch thick and the housing is 0.1 inch thick. Calculations show that the rotating fan does not possess the energy level necessary (14,240 ft-lbs) to automatically require proof testing, inspection and safe life assessment. Because of high rpm, an analysis must be made for containment.
FIGURE B-1. Analytical Sketch for Rotating Hardware
V = r = (1.53 * 1047) = 1602 in/sec
Weight of the released blade from the two blade fan is assumed to be ½ of the fan weight (conservative) = 0.151 lbs
Gravitational acceleration, g = 32.2 ft/sec2 = 386.4 in/sec2
Mass of the fan blade = 0.151/386.4 = 0.00039 lb-sec2/in
Impacting edge of the blade is assumed to be 1 inch long.
Perimeter of the blade = [(2 * 1.0) + (2 * 0.07)] = 2.14 inches
Diameter of the circle with a circumference of 2.14 in = 2.14 / = 0.68 inch
Therefore, D = 0.68 inch
T
r V

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX B 59
Tensile yield strength (Fty) for Al 6061-T6 is taken to be 35,000 psi
Calculation:
2/1
2
22
)/35000(*)68.0(*)(*2
sec)/1602(*)/sec00039.0(
inlbin
ininlbT
= 0.082 inch
Conclusion: Required T = 0.082 inch and Actual T = 0.1 inch
Therefore, break-up of the fan is contained.
B.3 General Containment. Containment analyses should consider such factors as the velocity and energy of the part, worst-case sharpness/minimum area, elastic and/or plastic deformation, and the resulting stresses on the enclosure. For containment, it must be shown that structures or parts will be contained in the event that they become detached from the payload because of structural failure of the part or attachment fasteners. Analysis must show that no part can attain sufficient kinetic energy to escape a container, which completely encompasses the aggregate structures or parts (such that none of them or their fragments can escape the confines of their container to cause a hazard to the STS/ISS or crew). The “Punch” equation used to show no penetration of the container wall is taken from Reference 7 and the procedure given here is a modification of Reference 21. Equation B1 is rewritten as:
(B7)2
)B6(2
B5)(2
B4)(
B3)(2
2
0
0
1
01
2
AE
LPU
g
W
UV
SaV
VVV
DgF
WVT
d
ty
NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX B 60
Where, T = The minimum required wall thickness (inches) of the container to prevent escape of the component/part. V = Impact velocity (in/sec) of the detached piece or part. W = Weight (pound-force) of the detached piece or part to be contained or ½ weight of fastener when considering the detached piece to be a fractured fastener. D = Minimum profile diameter (inches) of piece or part that will impact the container wall. g = Gravitational acceleration (in/sec2 ) Fty = The tensile yield strength (pounds per square inch) of the container wall material. V1 = Impact velocity (in/sec) of detached piece due to acceleration. a = Acceleration (in/sec2) that produces V1. It is acceptable to use 1255 in/sec2 (3.25 g, orbiter boost, Max Nx, Table 4.1.3.1-1 of Reference 34) for launch and landing. Sd = The maximum travel distance of the projectile within the container (such as the longest diagonal in a rectangular box, minus the smallest dimension of the free part). V0 = Impact velocity (in/sec) due to fracture of a preloaded fastener. This would generally apply to a low fracture toughness fastener weighing more than 0.03 pounds, otherwise the fastener could be classified as low released mass. P0 = Fastener preload in pounds. U = Fastener stored energy (in-lb) due to preload. L = Fastener preloaded length in inches. A = Fastener cross sectional area in inches2. E = Fastener modulus of elasticity (lb/in2). B.3.1 Minimum Effective Impact Diameter. For objects, which have no circular cross section, a diameter equivalent to a round projectile has to be calculated using the smallest possible projected perimeter for any angular orientation of the object. Examples follow:
A D = Perimeter of the smallest face of a rectangular object (2 x (length +width).
B D = Perimeter of the circular projection when looking at a conical end.
C D = The base perimeter of a cone.
D D = The perimeter of the projected flat edge of a disk (2 x (diameter + thickness)). B.3.2 Projectile Velocities. The kinetic energy of the projectile(s) created as a result of a structural failure of contained structures or parts is determined by the mass of the detached part (M) and the velocity (V) it can attain within the confines of its container. Contributors to the projectile impact velocity that the analyst should consider are:
The impact velocity (V1) due to acceleration.
Initial velocity (V0) of a fastener fragment caused by the sudden release of preload. Neither the relative velocity due to the structural dynamic response of the projectile and its mounting prior to release, nor the relative velocity due to the vibration response of the impacted wall is generally considered in the velocity calculations. These components are required only for special cases of significant structural displacements sufficient to generate a whip type action

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX B 61
propelling the projectile or wall displacements that are an order(s) of magnitude times the thickness. If the analyst is unsure about the need for their inclusion, the RFCA should be consulted. If the failure is that of a preloaded fastener, then the initial velocity, Vo, will be induced by the sudden conversion of stored energy (preload) to kinetic energy. This projectile velocity is given by equation B6 and should be included in the calculations for low fracture toughness fasteners that exceed 0.03 pounds. B.4 Container Fastener Analysis. As stated earlier, it is sometimes necessary to address the fasteners that hold the container together. For example, the fasteners that hold the lid on a box may require analysis to show that they would not break in the event that the lid is impacted by a loose part. Both rotating and stationary parts should be assessed for the need of this check. This assessment would be required for containment of a relatively large mass with a relatively large contact area whose impact would not be expected to penetrate the walls, but would nonetheless be a significant dissipation of energy. This check is not required for electronics and similar boxes using standard packaging designs. So, it is anticipated that the analyst will only rarely be confronted with situations where this analysis is warranted. The analyst should coordinate with the RFCA when uncertainty exists for analyzing container fasteners.
This type of analysis can be quite complex and involve several failure modes. Some of the things to consider are:
a. Does the loose part strike at a single fastener or between fasteners? b. Does the fastener fail in tension or extrude the fastener head through the wall
thickness? c. If a fastener fails, will adjacent fasteners carry the remaining energy? d. If a fastener(s) fails, will the deflection of the cover remain small enough so that the
loose part does not escape? e. Does the loose part absorb significant energy itself upon impact with the container wall?
A simplified method for assessing the tensile capability assuming a loose part impacts directly upon a single fastener is given below. This is conservative since a loose part is most likely to strike in an area where the load would be shared among more than one fastener. If the fastener passes this check, a similar check would be required for extruding the fastener head through the cover wall. If both these checks are passed, the analysis would generally be considered complete; otherwise, the analyst must investigate further the type of things listed above.
The approach is to assume that the kinetic energy of the loose part must be absorbed by the strain energy capability of the fastener. This kinetic energy is readily available from the analysis completed in Section B.2 or Section B.3 from which the mass and impact velocity are known.
2
2
1.. VmEK (B8)
Where, K.E. = Kinetic energy of the loose part (in-lb) m = Mass of the loose part (lb sec2/in) V = Impact velocity of the loose part from equation B2 or B4 (in/sec)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX B 62
An acceptable estimate of the allowable strain energy of a bolt in tension can be calculated from:
2
..tuty
ult
PPlES
(B9)
S.E = Strain energy capability of the bolt (in-lb)
ult Ultimate strain capability of the bolt material (in/in)
l Length of the bolt strained in tension (in)
tyP Tensile yield strength of the bolt (lb)
tuP Tensile ultimate strength of the bolt (lb)
The loose part with the maximum kinetic energy would be chosen. This would be easily determined from the work already done in Section B.2 or Section B.3. This kinetic energy would be calculated using equation B8 and compared to the strain energy capability determined from equation B9 for the weakest fastener holding the container together. 1.6K.E. < S.E. is necessary for containment, where 1.6 is a dynamic amplification factor.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX C 63
APPENDIX C
ASSISTANCE IN DETERMINING NON-HAZARDOUS LEAK BEFORE BURST (NHLBB)
FOR PRESSURE SYSTEM COMPONENTS
C.1 Assistance in determining Non-Hazardous Leak Before Burst (NHLBB) for Pressure System Components. The design safety factor requirements applied to typical pressurized systems and common materials of construction tend to ensure that the critical flaw size (CFS) requirements for NHLBB are met under operating conditions. NHLBB is characterized by a relatively slow leak as opposed to rapid tearing or fragmentary rupture. The NASA fracture control practices for payloads/experiments require the CFS to be a through flaw of length at least 10 times the thickness for the component to be NHLBB. Note that this CFS requirement is a necessary condition for NHLBB, but not a sufficient one. The check sheets in Appendix H provide all the requirements for a component to be NHLBB. The NHLBB CFS requirement for pressure system lines, fittings and other cylindrical components can be checked by reference to Figure C-1. Any point above the curve for the OD (outer diameter) of interest indicates the CFS requirement for NHLBB is met. An assumed flaw with a length 10 times the membrane thickness (2c = 10t) has been incorporated into the curves as the basis for this determination. The curves are plotted as the ratio of fracture toughness to internal pressure versus the ratio of membrane thickness to outer diameter. Note that consistent units should be used for pressure and toughness. If Figure C-1 indicates CFS requirements for NHLBB are not met, a more specific fracture mechanics analysis may be conducted addressing actual component parameters and properties. When the 10t check is made, the analyst should make sure that any actual through cracks in the hardware will be less than 10t in length. Otherwise, an actual crack in the hardware may have grown past 10t potentially leading to an unsafe situation. Data for this appendix is from Applicable Document 7.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX C 64
FIGURE C.1. Critical Flaw Size Criteria for Non-Hazardous Leak Before Burst
CFS Criteria Met NHLBB
Not NHLBB

NASA-HDBK-5010 w/Change 1 MAY 24. 2005
APPENDIX D 65
APPENDIX D
THE GSFC EQUIVALENT LOAD SPECTRUM
D.1 The GSFC Equivalent Load Spectrum. Goddard Space Flight Center (GSFC) developed a loading spectrum for payloads, which experience stresses associated with the launch and landing of the Space Shuttle. The analyst only needs to know the total limit stress value (low frequency + random + acoustic). The equivalent number of cycles at a percentage of this limit load is specified by the spectrum. Equivalency is based on “equivalent crack growth” as would occur in the actual environment. The number of cycles at each stress level for the combined launch/ascent and landing/ descent conditions is tabulated in the column labeled “Total” of Table D-I. The development of this spectrum is reported in Reference 20. The spectrum as presented here is taken from Reference 19. It is appropriate for analyzing: – primary load-carrying payload structure in the Space Shuttle Orbiter payload bay – payloads with a fundamental (first mode) frequency below 50 Hz.
TABLE D-I. Launch and Landing Spectrum for STS Payloads
Load Step Cycles/flight Cyclic Stress (% limit value)
Number Launch Landing Total Minimum Maximum
1 2 3 4 5 6 7 8 9 10 11 12 13
1 3 5 12 46 78 165 493 2229 2132 2920 22272 82954
1 1 3 3 3 3 13 148 891 1273 2099 6581 8701
2 4 8 15 49 81 178 641 3120 3405 5019 28853 91655
-100 -90 -80 -70 -60 -50 -40 -30 -20 -10 -7 -5 -3
100 90 80 70 60 50 40 30 20 10 7 5 3
Payloads that have a fundamental frequency above 50 Hz may be analyzed by applying the following multiplication factors to the number of cycles of the GSFC flight spectrum: fundamental frequency multiplication factor 0-50 Hz 1 50-100 Hz 2 100-200 Hz 4 200-300 Hz 6

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX D 66
This Page Left Blank Intentionally

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX E 67
APPENDIX E
PART FRACTURE CONTROL CLASSIFICATION PROCESS
E.1 Part Fracture Control Classification Process. As discussed in Section 5.1, all payload and experiment hardware must be examined to determine its fracture control classification. This appendix provides guidelines for classifying parts. E.2. Part Classifications. Hardware is either exempt, non-fracture critical or fracture critical. These categories are further broken down into the general classifications (some specific) as shown in the upper part of Table E-I below. At least one example of each classification is provided in the lower part of the Table.
TABLE E-I. Part Classifications
Exempt Non-Fracture Critical Fracture Critical
Non-structural items
Items that do not have credible fracture modes
Small common mechanical parts with traditional strong development and rigorous quality control programs
Low released mass
Contained
Fail safe fastener pattern
NHLBB
Low speed (small rotating part)
Low strain composite part
Low risk
Protected glass
Safe life
Safe life mechanism/ quality option
Assured safe life
NHLBB Pressure vessel
Some Examples
Insulation blankets Non preloaded part with no critical function that weighs less than 0.25 lbs
A single point failure of primary structure must be safe life
Electrical circuit components/boards
A shrouded fan < 8000 rpm and < 8.0 inch diameter is contained
Low use, low stressed gears may be safe life mechanism/quality option
Electrical connectors and their locking devices
A common black box with 10 mounting fasteners of typical design
A part comparable to a known safe life part may be assured safe life
Wire bundles NHLBB pressurized line NHLBB pressure vessel
Elastomeric seals Small device rotating at less than 500 rpm is low speed
Washers Graphite epoxy part with strain below threshold
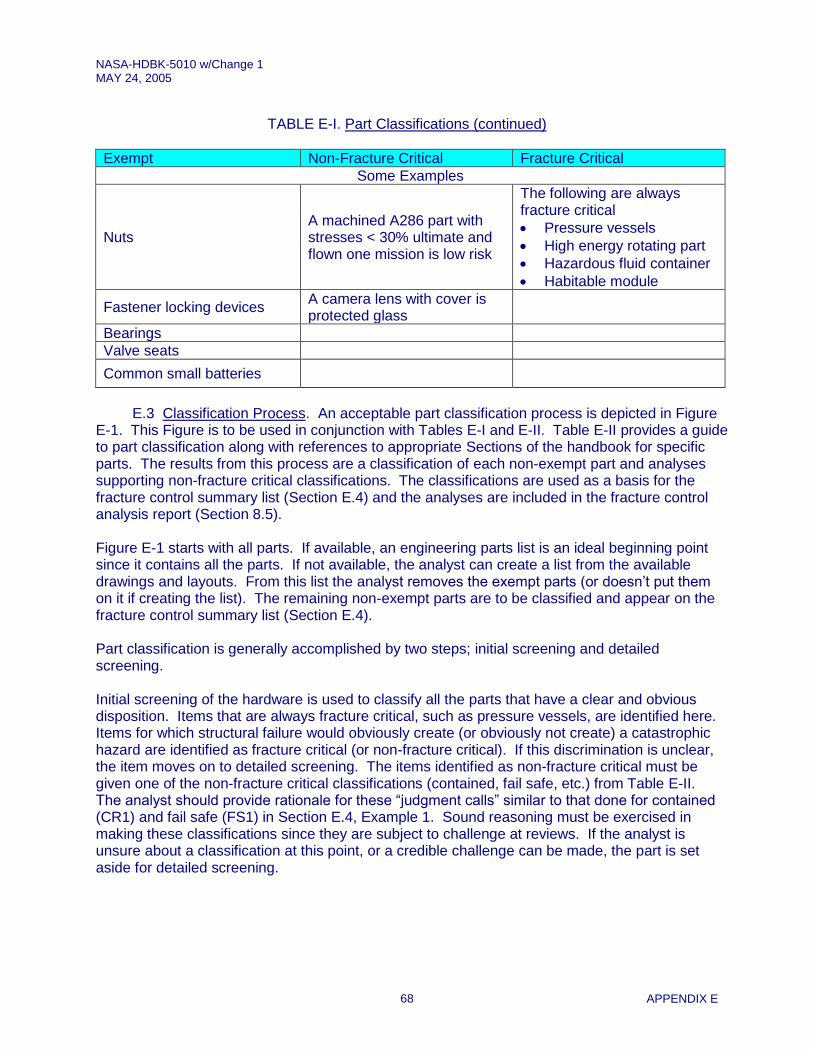
NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX E 68
TABLE E-I. Part Classifications (continued)
Exempt Non-Fracture Critical Fracture Critical
Some Examples
Nuts A machined A286 part with stresses < 30% ultimate and flown one mission is low risk
The following are always fracture critical
Pressure vessels
High energy rotating part
Hazardous fluid container
Habitable module
Fastener locking devices A camera lens with cover is protected glass
Bearings
Valve seats
Common small batteries
E.3 Classification Process. An acceptable part classification process is depicted in Figure E-1. This Figure is to be used in conjunction with Tables E-I and E-II. Table E-II provides a guide to part classification along with references to appropriate Sections of the handbook for specific parts. The results from this process are a classification of each non-exempt part and analyses supporting non-fracture critical classifications. The classifications are used as a basis for the fracture control summary list (Section E.4) and the analyses are included in the fracture control analysis report (Section 8.5). Figure E-1 starts with all parts. If available, an engineering parts list is an ideal beginning point since it contains all the parts. If not available, the analyst can create a list from the available drawings and layouts. From this list the analyst removes the exempt parts (or doesn’t put them on it if creating the list). The remaining non-exempt parts are to be classified and appear on the fracture control summary list (Section E.4). Part classification is generally accomplished by two steps; initial screening and detailed screening. Initial screening of the hardware is used to classify all the parts that have a clear and obvious disposition. Items that are always fracture critical, such as pressure vessels, are identified here. Items for which structural failure would obviously create (or obviously not create) a catastrophic hazard are identified as fracture critical (or non-fracture critical). If this discrimination is unclear, the item moves on to detailed screening. The items identified as non-fracture critical must be given one of the non-fracture critical classifications (contained, fail safe, etc.) from Table E-II. The analyst should provide rationale for these “judgment calls” similar to that done for contained (CR1) and fail safe (FS1) in Section E.4, Example 1. Sound reasoning must be exercised in making these classifications since they are subject to challenge at reviews. If the analyst is unsure about a classification at this point, or a credible challenge can be made, the part is set aside for detailed screening.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX E 69
During initial screening, the analyst is encouraged to consult the project Failure Mode and Effects Analysis and Critical Items List (FMEA/CIL). This document can provide valuable insight when judging the outcome of potential failures. The reliability organization for a particular project generates the FMEA/CIL. A Hazards Analysis can also be useful in the part screening process. Parts identified for detailed screening are called potentially fracture critical. They do not have to be documented or reported as such; it is an intermediate step to assist the analyst in tracking parts that require documented analysis or rationale to support their non-fracture critical classification or will require a safe life analysis or other assessment as a fracture critical part. In detailed screening of a part, the analyst would select the most likely non-fracture critical classification from Table E-II and generate an analysis or documented assessment to support that classification. This document would be included as part of the fracture control analysis report and may be in the form of a check sheet (Appendix H), or other appropriate formats of the analyst’s choosing. If no non-fracture critical classification can be established, the part is fracture critical. The parts that end up as fracture critical either from the initial or detailed screening do not require a separate analysis to put them there. They are obvious from the initial screening or get there by default in the detailed screening. Once declared fracture critical, a part is classified per Table E-II and then requires a documented fracture mechanics analysis or documented rationale to be included in the fracture control report to show safe life or NHLBB. If the analyst follows the process described above, the number of fracture critical parts will only include those that are truly facture critical and will generally result in an efficient fracture control program. In some instances, it may be more efficient to classify a part fracture critical and put it under fracture control rather than do the analysis required to show it non-fracture critical. For example, if a complex structure has fail safe members, and a coupled loads analysis with individual members removed is required to show fail safe, it is probably more efficient to classify the parts fracture critical and put them under fracture control.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX E 70
FIGURE E-1. Part Fracture Classification Process
Detailed Screen
Initial Screen
Clearly No
Clearly Yes
Yes No
No
Not Sure
Start with all parts Remove exempt parts Table E-I
Is the part a pressure vessel or high energy rotating equipment or
a hazardous fluid container or a habitable module ?
Would a single structural failure of the part result in a catastrophic hazard?
Fracture critical Non-fracture critical
Potentially fracture critical. Analysis/assessment required to classify
Can part be shown by analysis or assessment to fit one of the non-fracture critical classifications in Table E-II.
For each remaining part, screen as below
Classify per Table E-II
Non-fracture critical
Classify per Table E-II
Yes

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX E 71
TABLE E-II. Guide to Part Classifications
Part Classifications
Low Released Mass
Contained Fail Safe
NHLBB
Low Speed, Low Strain
Low Risk
Protected Glass
Safe Life
Safe Life Mechanism Quality Option
Assured Safe Life
NHLBB
Type of Parts Non-Fracture Critical – See Sections 5.1.X (X = 1,2,3, …) Fracture Critical – See Sections 5.2.X (X = 1,2,3, …), 6.0 or 9.3
Soft Stowed 5.1.2
Mid Deck Locker Stowed
5.1.2 (<70 lbs)
GAS Canister Payload
5.1.2 (<200 lbs)
Fasteners 5.1.1 5.1.2 5.1.3, 5.1.6
5.1.12 5.2.3, 6.0 9.3
Pressure Vessels
5.2.1, 6.0 5.2.1
Pressurized Components
5.1.4 5.2.1, 6.0
Sealed Containers
5.1.9 5.2.8, 6.0 9.3
Hazardous Fluid Containers
5.2.9, 6.0
Habitable Modules
5.2.10, 6.0
Batteries 5.1.11 5.1.11 5.2.7, 6.0
Rotating Hardware
5.1.2, 5.1.5 5.1.5 5.1.12 5.2.2, 6.0
Composite or Bonded Structures
5.1.1, 5.1.7 5.1.2, 5.1.7 5.1.3, 5.1.7
5.1.7 5.2.4
Glass 5.1.1, 5.1.8 5.1.2, 5.1.8 5.1.8 5.2.5
Tools or Mechanisms
5.1.1 5.1.2 5.1.3 5.1.12 5.2.6, 6.0 5.2.6 9.3
Other Metallic Parts
5.1.1 5.1.2 5.1.3 5.1.12 6.0 9.3

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX E 72
E.4 Fracture Control Summary List and Examples. As stated in Section 5, all non-exempt parts should be accounted for on a fracture control summary list that would be included in the fracture control analysis report. The format for the summary list is optional but must include the part name and its classification. It is a good place to include other information such as part drawing number, material, NDE flaw size and life. The summary list would be assembled using the results from the fracture classification process (Figure E-1). Two examples of an acceptable summary list follow. Example 1 - Neurolab Fracture Control Summary List: The Fracture Control Summary List provides the fracture control disposition. Detailed analysis reports for each piece of equipment are referenced along with the name of the component analyzed, and the methodology used. The Fracture Rating in the right most column is defined at the end of the Table.
FRACTURE CONTROL SUMMARY LIST
SYSTEM Report Number
Component Disposition Methodology Fracture Rating
RAHF AW - 01769
Water Tank Support Water Tank Support Structure Water Tank Straps
Potential Energy Fail Safe Fracture Critical (>20 missions)
PE FS1 SL
RAHF AW - 01769
Water Distribution Manifolds (2) Failsafe FS1
RAHF AA-3705
Monitor and Process Control System (SIR Drawer) Structure Contents of Electronics Box
Failsafe Contained components
FS2 CR1
RAHF Cage Module Failsafe Analysis AA-03828, else AW - 01769
RAHF Cage Module (CM) CM Module Structure Cage Latches CM Contents Environmental Control System (ECS) ECS: Bleed Air Fans ECS: Circ. Fans ECS: Water. Sep. Fan.
Failsafe Failsafe Contained components Contained components (within Rack behind Cage Module) Rotating Element Rotating Element Rotating Element
FS2 FS2 CR1 CR1 KE KE KE
RAHF AA-03706
Neurolab BIOTELEMETRY Chassis (NBC, SIR Drawer) Contents
Failsafe Contained
FS2 CR1
RAHF AW - 01769
Single Pass Auxiliary Fan Structure (BOX) Contents SPAF Fan SPAF Elbow
Failsafe Contained components Rotating Element Module Mounted Low mass (<3.0 Kg)
FS1 CR1 KE LM
SYSTEM Report Number
Component Disposition Methodology Fracture Rating
RAHF AW - 01769
Condensate Collector Panel (CC) CC Backshell CC Backshell to CC strap CC Strap
Fracture Critical (>100 Mission) Failsafe Fracture Critical (>100 Mission)
SL FS2 SL
See Notes on Page 74

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX E 73
FRACTURE CONTROL SUMMARY LIST (CONT’D)
RAHF AW - 01769
Air Purification Unit Support Structure
Contents
Failsafe Contained
FS1 CR1
GPWS PMIC-ANAL-5412B PMIC-ANAL-5349A
TCCS Straps TCCS Saddle Bracket TCCS Contents
Fracture Critical (10 missions / 7 remaining) Fracture Critical (10 missions / 7 remaining) Contained
SL SL CR1
GPWS PMIC-ANAL-5412B PMIC-ANAL-5349A
Cabinet Cabinet Attachment Cabinet Contents
Failsafe Failsafe Contained
FS1 FS1 CR1
GPWS PMIC-ANAL-5412B PMIC-ANAL-5349A
Current Limiter Current Limiter Contents
Failsafe Contained
FS1 CR1
NASDA Hardware
VFEU, Structure Contents
Analysis TBD (IML-2 Data is applicable and being gathered)
TBD
NASDA Hardware
DR, Structure (SIR Drawer) Contents
Analysis TBD TBD
NASDA Hardware
DIU, Structure (SIR Drawer) Contents
Analysis TBD TBD
DARA Hardware D2-BB-TN-034-OH
GB Controller, Structure Contents
Failsafe & Low Risk Contained
FS1 LR CR1
DARA Hardware D2-BB-TN-041-OH
BOTEX, Structure Contents
Failsafe & Low Risk Contained
FS1 LR CR1
Stowage Hardware
All stowage items contained within stowage lockers.
Contained CR1
Stowage Drawer AA-3707
4 PU Short Sir Stowage Drawer, Structure Contents
Failsafe Contained
FS2 CR1
AEM Located within a Middeck Locker Contained CR1
CEBAS Located within a Middeck Locker Contained CR1

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX E 74
FRACTURE RATING AND DISPOSITION CATEGORIES
(Notes for Preceding Fracture Control Summary List)
CR1 Contained, Shown by engineering Examination. Potential loose items and wall thickness are consistent with those used in containment test report 90-ES5-3.
CR2 Contained, This part has been shown to be contained by Analysis
FS1 Failsafe, Shown by Engineering Examination. Multiple redundant load paths with large safety margins. Load paths are inspected between flights.
FS2 Failsafe, This part has been shown to be Fail Safe by Analysis
KE Kinetic Energy: This Item has stored kinetic energy. It has been shown to be below the threshold value for fracture critical hardware.
LM Low Released Mass: This item has a lower mass then the threshold mass required for fracture control.
LR Low Risk: These item falls into the Low Risk Fracture control category.
PE Potential Energy, This Item has stored mechanical energy. It has been shown to be below the threshold value for fracture critical hardware.
SL Safe Life Analysis is required, (Parts are Fracture Critical). A summary of remaining life of these items is found in next section of this report.
Example 2 - KERMIt Patch Fracture Control Summary List: A Fracture Control Summary List that was taken from the KERMIt program is given below. This list includes the drawing number, material, fracture model used, drawing thickness, NDE crack size, life results, reference pages to the detailed analysis, in addition to the required item name and classification/disposition.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX E 75
See Notes on the Following Page.
Drawing NDE
Item Drawing Material Disposition Model Thickness Crack Size Life/4 Ref. Pages
Sml Trq Hsn 96M20193
AL7075
T7351 Safe-Life CC02 0.250
a = 0.05
c = 0.05 >50 9-13
SC01 0.250
a = 0.05
2c = 0.20 >50 13-16
Mdm Trq Hsn 96M20194
AL7075
T7351 Safe-Life CC02 0.250
a = 0.05
c = 0.05 >50 9-13
SC01 0.250
a = 0.05
2c = 0.20 >50 13-16
Lrg Trq Hsn 96M20195
AL7075
T7351 Safe-Life CC02 0.250
a = 0.05
c = 0.05 >50 9-13
SC01 0.250
a = 0.05
2c = 0.20 >50 13-16
Zipsert 50059
Cres 303
Annealed Fail-Safe MS = 2.51 4
17-19
Trq Ftg Hsn 96M20197
15-5PH
H1025 Safe-Life TC02 0.0525 c = 0.12 >50 20-23
Eye Bolt
Threads
96M20157
96M20162
A286
AMS 5737 Safe-Life SC08 0.375
a = 0.15
2c = 0.30 >50 24-27
Eye Blt Lug
Sml Tggl 96M20157
A286
AMS 5737 Safe-Life TC04 0.0875 c = 0.075 >50 28-31
Eye Blt Lug
Mdm & Lrg
Tggl 96M20162
A286
AMS 5737 Safe-Life TC04 0.375 c = 0.10 >50 32-35
Sml Tggl
Wing Lug 96M20156
15-5PH
H1025 Safe-Life TC04 0.055 c = 0.10 >50 36-41
Sml Tggl
Wing Web 96M20156
15-5PH
H1025 Safe-Life TC02 0.0575 c = 0.10 >50 42-46
Sml Tggl Pin 96M20163-1
INCO 718
AMS 5662 Safe-Life SC07 0.188
a = 0.075
2c = 0.22 >50 47-50
Mdm Tggl
Bar Lug 96M20161
AL7075
T7351 Safe-Life CC02 0.170
a = 0.020
c = 0.050 >50 51-55
Mdm Tggl
Bar Web 96M20161
AL7075
T7351 Safe-Life CC01 0.170
a = 0.020
c = 0.050 >50 59-62
Mdm Tggl
Pin 96M20163-3
INCO 718
AMS 5662 Safe-Life SC07 0.250
a = 0.10
2c = 0.29 >50 63-66
Lrg Tggl Bar
Lug 96M20166
AL7075
T7351 Safe-Life CC02 0.288
a = 0.020
c = 0.050 >50 67-71
Lrg Tggl Bar
Web 96M20166
AL7075
T7351 Safe-Life CC01 0.288
a = 0.020
c = 0.050 >50 75-78
Lrg Tggl Pin 96M20163-5
INCO 718
AMS 5662 Safe-Life SC07 0.250
a = 0.10
2c = 0.29 >50 79-82
T-Tggl Assy
Type 1 96M20150 Fail-Safe 1
MS = TBD 4
Ref 7
T-Tggl Assy
Type 2 96M20153 Fail-Safe 1
MS = TBD 4
Ref 7
Patch Plate
Type 1 &2
96M20122
96M20132 Lexan Safe-Life 2
Note 2 Ref 3
Adhesive Safe-Life 2
Note 2 Ref 3
Hand Nut
Housing 96M20128
AL6061
T651 Low-Risk
Seal Ring
Type 1 &2
96M20134
96M20124 Foam NFC 3
KERMIt Part Fracture Control Summary

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX E 76
FRACTURE CONTROL SUMMARY TABLE NOTES
1. Fail-safe analysis 2. These items are qualified for fracture control by similarity to tests. The Lexan plate will be
visually inspected under high intensity light from both sides to assure the same quality or better as in the tests.
3. Not fracture critical. There are no credible fracture modes due to pre-existing flaw and applied loads that would cause a catastrophic hazard.
4. Fail-safe factor of safety = 1.0 5. The remainder of the installed patch hardware (not listed in the above Table) consists of
nonstructural items that are low-risk and therefore are non-fracture critical. These items include: adhesive injection fittings, standoffs, tether rings, snap rings, springs, collars, washers, and fasteners.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
77 APPENDIX F
APPENDIX F
STANDARD NDE GEOMETRIES AND FLAW SIZES
F.1 Standard NDE Geometries and Flaw Sizes. This appendix provides standard crack geometries and minimum initial crack sizes for safe life analysis based on the selected NDE method. This information is taken from NASA-STD-5003. A NASA Standard (NASA-STD-5009) for NDE is being developed to use for fracture control programs. When this standard becomes available, it should be used as the controlling NDE document.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX F 78
FIGURE F-1. Standard Crack Geometries

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
79 APPENDIX F
TABLE F-I. Minimum Initial Crack Sizes for Fracture Analysis Based on NDE Method
U.S. Customary Units (inch)
Crack Part Crack Crack Crack
Location Thickness, t Type Dimension a Dimension c
Eddy Current NDE
Open Surface t 0.050 Through t 0.050
t > 0.050
PTC1
0.020
0.050
0.100
0.050
Edge or Hole t 0.075 Through t 0.100
t > 0.075 Corner 0.075 0.075
Penetrant NDE
Open Surface t 0.050 Through t 0.100
.050 < t < .075 Through t 0.15-t
t > 0.075
PTC
0.025
0.075
0.125
0.075
Edge or Hole t 0.100 Through t 0.100
t > 0.100 Corner 0.100 0.100
Magnetic Particle NDE
Open Surface t 0.075 Through t 0.125
t > 0.075
PTC
0.038
0.075
0.188
0.125
Edge or Hole t 0.075 Through t 0.250
t >0.075 Corner 0.075 0.250
Radiographic NDE2
Open Surface .025 t 0.107 PTC 0.7t 0.075
t > 0.107 0.7t 0.7t
Ultrasonic NDE3
Open Surface t 0.100 PTC
0.030
0.065
0.150
0.065 Notes: 1 - Partly through crack (PTC). 2 - Sizes not applicable to very tight flaws (e.g., forging flaws or lack of full penetration in butt welds). 3 - Comparable to Class A quality level (MIL-STD-410)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX F 80
TABLE F-II. Minimum Initial Crack Sizes for Fracture Analysis Based on NDE Method
SI Units (mm)
Crack Part Crack Crack Crack
Location Thickness, t Type Dimension a Dimension c
Eddy Current NDE
Open Surface t 1.27 Through t 1.27
t > 1.27
PTC1
0.51
1.27
2.54
1.27
Edge or Hole t 1.91 Through t 2.54
t > 1.91 Corner 1.91 1.91
Penetrant NDE
Open Surface t 1.27 Through t 2.54
1.27 < t < 1.91 Through t 3.81-t
t > 1.91
PTC
0.64
1.91
3.18
1.91
Edge or Hole t 2.54 Through t 2.54
t > 2.54 Corner 2.54 2.54
Magnetic Particle NDE
Open Surface t 1.91 Through t 3.18
t > 1.91
PTC
0.97
1.91
4.78
3.18
Edge or Hole t 1.91 Through t 6.35
t > 1.91 Corner 1.91 6.35
Radiographic NDE2
Open Surface 0.64 t 2.72 PTC 0.7t 1.91
t > 2.72 0.7t 0.7t
Ultrasonic NDE3
Open Surface t 2.54 PTC
0.76
1.65
3.81
1.65
Notes: 1 - Partly through crack (PTC). 2 - Sizes not applicable to very tight flaws (e.g., forging flaws or lack of full penetration in butt welds).
3 - Comparable to Class A quality level (MIL-STD-4)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
81 APPENDIX G
APPENDIX G
PRESSURIZED HARDWARE
G.1 Pressurized Hardware. This appendix provides guidance on deciding what to call the various types of pressurized hardware (G.2) and a method for calculating the stored energy in a pressurized container (G.3). The stored energy is required in deciding if the container is a pressure vessel. G.2 Pressurized Hardware Definitions. Deciding what label to attach to the various pressurized hardware that may be under consideration can be very confusing and lead to misinterpretation of the requirements. Therefore, the following flow chart (Figure G-1) is provided to assist the analyst in this decision. The definitions (Appendix A) are repeated below for various pressurized items to make it convenient to the reader for correlation with the flow chart. Habitable modules are not included here since their discrimination should be readily apparent. Hazardous Fluid Container. Any single, independent (not part of a pressurized system) container, or housing that contains a fluid whose release would cause a catastrophic hazard, and has stored energy of less than 14,240 foot-pounds (19,310 Joules) with an internal pressure of less than 100 psia (689.5 kPa). Pressure Vessel. A container designed primarily for pressurized storage of gases or liquids, and: 1. Stores energy of 14,240 foot-pounds (19,310 Joules), or greater, based on the
adiabatic expansion of a perfect gas, or: 2. Holds a gas or liquid at an MDP in excess of 15 psia (103.4 kPa) that will create a
hazard (catastrophic) if released, or: 3. Has an MDP greater than 100 psia (689.5 kPa). Pressurized Component. A line, fitting, valve, regulator, etc., that is part of a pressurized system and intended primarily to sustain a fluid pressure. Any piece of hardware that is not a pressure vessel but is pressurized via a pressurization system. Pressurized System. An interrelated configuration of pressurized components under positive internal pressure. The system may also include pressure vessels. Sealed Container. Any single, independent (not part of a pressurized system) container, component, or housing that is sealed to maintain an internal non-hazardous environment and that has a stored energy of less than 14,240 foot-pounds (19,310 Joules) and an internal pressure of less than 100 psia (689.5 kPa). Sealed containers generally contain approximately 15 psia internal pressure or less.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX G 82
FIGURE G-1. Pressurized Hardware Definitions
YES NO
All Pressurized Hardware
YES
YES
YES
YES
YES
NO
NO
NO
NOPart of a
pressurized system?
Designed
to store
fluid ?
Contains
Hazardous
Fluid?
Energy
level greater
than 14240 ft-lb?
Contains
hazardous fluid
at MDP > 15 psia?
MDP > 100psia ?
NO
Pressurized
Component
Pressurized
Line/Fitting or
Component
Pressure
Vessel
Pressure
Vessel
Pressure
Vessel
NO
NO
Energy level
greater than
14240 ft-lb?
MDP>100psia?
Hazardous
Fluid Container
Pressure
Vessel
YES
YES
NO
NO
Sealed Container
Energy level
greater than
14240 ft-lb?
MDP>100psia?
Pressure
Vessel
Pressure
Vessel
Pressure
Vessel
YES
YES

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
83 APPENDIX G
G.3 Calculating Stored Energy in a Vessel Under Pressure. In order to decide if a vessel meets the stored energy level (14,240 ft-lbs) criteria for declaration as a pressure vessel, the following equation (Reference 35, pages 4-9) for reversible adiabatic (isentropic) expansion of a confined gas may be used.
k
k
i
ei
P
P
k
VPE
1
11
(G1)
where, E = stored energy (in-lbs) Pi = internal absolute pressure (psia) Pe = external absolute pressure (psia) V = gas volume or ullage in vessel (in3) k = ratio of specific heats, Cp/Cv (Table G-I) Cp = specific heat at constant pressure Cv = specific heat at constant volume The analyst must be careful to use compatible units for pressure and volume in equation G1. The analyst would use equation G1 to calculate the vessel stored energy in inch-pounds, convert this to foot-pounds, and if the results are 14,240 foot-pounds or greater, the vessel is a pressure vessel. Equation G1 can be rewritten as
k
k
e
e
ePP
PPP
kEV
1
1
1 (G2)
where,
P = Pi - Pe, the gauge pressure in psi, and other terms are as before. If we take, E = 170,880 in-lbs (14,240 ft-lbs) k = 1.40 for air from Table G-I Pe = 0 psi for the vacuum of space = 14.7 psi for the ambient (external) pressure at sea level, we can write the following two equations for the volume, V, in space and at sea level.
P
Vspace
352,68
(G3)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX G 84
2857.0
7.14
7.141
1
7.14
352,68
P
PV levelsea (G4)
The volume versus gauge pressure from equations G3 and G4 is plotted in Figure G-2. This Figure can be used to determine if a vessel containing air meets the energy or pressure cut-off criteria for being declared a pressure vessel. The following table provides values for the specific heat ratio, k, for various substances. The values are from Figure 4.2.23 of Reference 35. There is little variation with temperature and the near room temperature (300 K) values are given here.
TABLE G-I. Specific Heat Ratios for Various Substances at Atmospheric Pressure
Vessel Contents Under Pressure k = Cp/Cv
Acetylene 1.23 Air 1.40 Ammonia 1.33 Argon 1.67 Butane 1.10 Carbon dioxide 1.29 Carbon monoxide 1.40 Ethane 1.19 Ethylene 1.24 Fluorine 1.36 Helium 1.67 Hydrogen 1.41 Krypton 1.66 Methane 1.31 Neon 1.67 Nitrogen 1.40 Oxygen 1.39 Propane 1.14 Propylene 1.15 Refrigerant 12 1.10 Refrigerant 21 1.18 Refrigerant 22 1.19 Xenon 1.66

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
85 APPENDIX G
FIGURE G-2. Pressure Vessel Criteria for Vessels Containing Air
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
5500
6000
6500
7000
7500
8000
8500
9000
9500
10000
10500
11000
11500
12000
12500
13000
13500
14000
14500
15000
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105
Gauge Pressure (psi)
Vo
lum
e o
f V
es
se
l (c
ub
ic in
ch
es
)
space
sea level
85.3 psi cut-off for sea level
100 psi cut-off for space
Vessels with combinations of pressure and volume that fall on, or
above the appropriate curve; or on, or to the right of the cut-off,
are pressure vessels. Vessels should be checked for space and sea
level if they are pressurized at both conditions.
Curves are for k = 1.40 (Air – see Table 9)
Points Pressure Vessel?
space sea level
A no no
B yes no
C yes yes
D no yes
E yes yes
F yes yes
A
B
C
D
E
F0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
5500
6000
6500
7000
7500
8000
8500
9000
9500
10000
10500
11000
11500
12000
12500
13000
13500
14000
14500
15000
0 5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85 90 95 100 105
Gauge Pressure (psi)
Vo
lum
e o
f V
es
se
l (c
ub
ic in
ch
es
)
spacespace
sea levelsea level
85.3 psi cut-off for sea level85.3 psi cut-off for sea level
100 psi cut-off for space100 psi cut-off for space
Vessels with combinations of pressure and volume that fall on, or
above the appropriate curve; or on, or to the right of the cut-off,
are pressure vessels. Vessels should be checked for space and sea
level if they are pressurized at both conditions.
Curves are for k = 1.40 (Air – see Table 9)
Points Pressure Vessel?
space sea level
A no no
B yes no
C yes yes
D no yes
E yes yes
F yes yes
A
B
C
D
E
F
A
B
C
D
E
F
see Table G-I)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX G 86
This Page Left Blank Intentionally

NSA-HDBK-5010 w/Change 1 MAY 24, 2005
87 APPENDIX H
APPENDIX H
FRACTURE ASSESSMENT CHECK SHEETS H.1 Fracture Assessment Check Sheets. Check sheets are provided in this appendix to assist the analyst in determining if various parts meet low risk or NHLBB criteria. Requirements for these classifications are listed numerically in individual tables called check sheets. The analyst is presented with simple direct statements (the requirements) that he or she responds to by checking an associated box if true or leaving blank if not true. The sheet indicates which boxes must be checked to meet low risk or NHLBB requirements. The analyst would fill out one of these sheets for each part being evaluated. The sheet provides a place for identification of part description, drawing number, material, and heat treat. The individual sheets would be included in the fracture control analysis report, perhaps in an appendix. If many parts were involved, the check sheets could be collapsed into a summary Table. For example, for 10 low risk parts, the 10 sheets could be summarized as shown in Table H-1 below.
TABLE H-I. Summary Example of 10 Low Risk Check Sheets
Low Risk Parts
Low Risk Criteria From Check Sheets
All Checked One Item Checked
1-11 12 13 14 15 16
Part 1 X X
Part 2 X X
Part 3 X X
Part 4 X X
Part 5 X X
Part 6 X X
Part 7 X X
Part 9 X X
Part 10 X X

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX H 88
TABLE H-II. Low Risk Check Sheet for General Parts
Part Description: Check if
Drawing Number: Material & Heat Treat: True
Items 1 through 11 must be true
1- Part is all metal
2- For aluminum parts, the primary load path is not in the short transverse (ST) direction if the ST dimension > 3 inches
3- Not a pressure shell of a human-tended module or personnel compartment
4- Not a pressure vessel
5- Not a pressurized component containing a hazardous fluid
6- Rotating machinery has a kinetic energy less than 14,240 foot pounds (19,310 Joules)
7- Ultimate factor of safety 3.33 on unconcentrated tensile stress if failure results in direct catastrophic hazard
8- Material not sensitive to stress corrosion cracking (If sensitive, MUA exist)
9- Is not low fracture toughness (i.e., K1c/Fty 0.33 in )
10- Part is visually inspected
11- Is a standard forging or machining of a standard forging, sheet, bar, extrusion, or plate with good machinability
* and is produced per aerospace quality specifications. Process does not include welding, custom forging, casting,
or quenching heat treatment prone to causing cracks for part material
Only one of items 12 through 16 required to be true
12- No fatigue loading beyond normal testing, transportation, and one mission
13- Smax endurance strength
14- Smax Ftu/(4(1-0.5R))
15- Meets conventional fatigue, accounting for notch and mean stresses, with 4 lifetimes and 1.5 on alternating stress
16- Passes durability analysis with a life factor of 4 for:
a = 0.025 in 2c = 0.05 in for surface cracks
a = c = 0.025 in corner cracks at holes
* If the process does include welding, custom forging, casting, or quenching heat treatment prone to causing cracks for part material,
Condition 11 may be met if the RFCA approves specific post process NDE or testing to screen for cracks.
Other Comments or Supporting Rationale:

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
89 APPENDIX H
TABLE H-III. Low Risk Check Sheet for Fasteners and Shear Pins
Part Description: Check if
Drawing Number: Material & Heat Treat: True
Items 1 through 10 must be true
1- Fastener is in a local pattern of two or more similar fasteners
2- Fastener and joint are of conventional design and within Shuttle or ISS experience base
3- Is of high quality military standard, national aerospace standard, or equivalent commercial standard
4- If used in multi-cycle tension application has rolled threads
5- Well characterized metal not sensitive to stress corrosion cracking
6- If tension application is made from an alloy with the property that K1c/Fty0.33 in
7- If tension application is not made from Ti-6Al-4V STA titanium
8- Fastener meets appropriate preload, and stress requirements with no joint gapping (gapping is allowed
under fail safe and/or emergency conditions)
9- Has positive back-off prevention consistent with criticality
10- If reworked or custom made is of equal aerospace quality and meets 1-9
Other Comments or Supporting Rationale:

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX H 90
TABLE H-IV. Low Risk Check Sheet for Sealed Containers
Part Description: Check if
Drawing Number: Material & Heat Treat: True
Items 1 through 4 must be true
1- Part is made from metal alloys typically used for sealed containers ( e.g., aluminum, stainless steel, or titanium)
2- Release of fluid does not cause a catastrophic hazard
3- Critical length of through flaw at the MDP is at least 10t and any existing through flaw is less than 10t, t = wall thickness
4- Container supports and brackets meet fracture control
If internal pressure > 22 psia but <100 psia then one of 5 or 6 must be true
5- The ultimate safety factor on the container is at least 2.5 at the MDP
6- The container is proof tested to 1.5 times the MDP
Other Comments or Supporting Rationale:
Sealed Container. Any single, independent (not part of a pressurized system) container, component, or housing that is sealed to maintain
an internal non-hazardous environment and that has a stored energy of less than 14,240 foot-pounds (19,310 Joules) and an internal
pressure of less than 100 psia (689.5 kPa). Sealed containers generally contain approximately 15 psia internal pressure or less.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
91 APPENDIX H
TABLE H-V. Non-Hazardous Leak Before Burst Check Sheet for Pressurized Components or Pressure Vessels
Part Description: Check if
Drawing Number: Material & Heat Treat: True
Items 1 through 5 must be true
1- Part is made from metal alloys typically used for pressurized systems (e.g., aluminum, stainless steel, Inconel)
2- Release of fluid does not cause a catastrophic hazard
3- Critical length of through flaw at the MDP is at least 10t and any existing through flaw is less than 10t, t = wall thickness
4- System supports and brackets meet fracture control
5- Hardware meets the flight system safety factors in NSTS 1700.7B and NSTS 1700.7B ISS Addendum
Only one of Items 6 or 7 required to be true (See note below)
6- Leak is automatically detected and further pressure cycling is prevented
7- There is no repressurization
Note: It is preferred that either 6 or 7 be true, but if the component can experience continued crack growth after leak, it must be safe life
against burst for crack growth beyond 10t (Item 3).
Other Comments or Supporting Rationale:
Pressurized Component. A line, fitting, valve, regulator, etc., that is part of a pressurized system and intended primarily to sustain a fluid
pressure. Any piece of hardware that is not a pressure vessel but is pressurized via a pressurization system.
Pressure Vessel. A container designed primarily for pressurized storage of gases or liquids, and:
1. Stores energy of 14,240 foot-pounds (19,310 Joules), or greater, based on the adiabatic expansion of a perfect gas, or:
2. Holds a gas or liquid at a MDP in excess of 15 psia (103.4 kPa) that will create a hazard (catastrophic) if released, or:
3. Has an MDP greater than 100 psia (689.5 kPa).
NHLBB pressure vessels do not require safe life analysis.

NASA-HDBK-5010 w/Change 1 DRAFT 3 MAY 24, 2005
APPENDIX H 92
This Page Left Blank Intentionally

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
93 APPENDIX I
APPENDIX I
POST PROOF TEST INSPECTION OF PRESSURE VESSELS
AND HABITABLE MODULES
I.1 Post Proof Test Inspection of Pressure Vessels and Habitable Modules There has been much discussion regarding the post proof test inspection required for pressure vessels and habitable modules. The purpose of this Appendix is to provide background and rationale for deciding when to carry out such post proof NDE. Pre-proof NDE of these items should be done to prevent major damage during proof. The basis for the discussion is NASA-STD-5007, which requires that hardware that is proof tested as part of its acceptance receive post-proof test NDE at critical welds and other critical sections. These discussions do not apply to items that are proof tested to screen for specific flaws, i.e., utilizing proof test as the flaw screening method. I.2. Pressure Shell Welds. The technical necessity and value of post-proof inspection of welds require a clear understanding of project and safety requirements. Post-proof NDE of welds in pressure vessels or habitable modules can be governed by program requirements for manned safety or mission assurance involving national assets, which by their status alone may warrant post-proof NDE. Fracture control is required by NASA to support the safety of all manned space flight systems, but is not required for general payloads for purposes of mission assurance. Safety and whether or not post-proof NDE of welds is required depend largely on the mode of failure as discussed below. A pressure vessel or a module with a LBB design can eventually develop a slow leak if a large enough flaw is present and enough loading cycles are applied during service. If the fluid is not hazardous, slow loss of the fluid is not hazardous, the leak unloads the vessel so further crack growth is not possible, and the critical flaw at MDP is a through flaw of length at least 10 times the thickness, then such a failure is benign and the vessel can be classified as NHLBB. The LBB designation is based on an engineering assessment of the vessel design; an NHLBB fracture control classification is based on the consequences of the leak. An NHLBB classified vessel does not require post proof NDE based on safety (Reference 29), but it is strongly recommended that post proof NDE be performed. If the design is not LBB (fragmentary or abrupt rupture is possible), or a leak of the fluid is a hazard, or load is maintained on the vessel, then failure would be hazardous and “safe life” assurance through fracture control methodology is required. These vessels are designated “safe life” designs and require that welds be inspected post proof. Even in cases where NHLBB cannot be achieved, LBB is the preferred design practice, because a component that can tolerate a through flaw without rupture is inherently safer than one that cannot. This design practice is encouraged even for components that will have safe life inspection requirements due to contents or operation. A habitable module, for which the CFS is a through flaw of length at least 10t, is not classified as NHLBB, because pressure must be maintained. The continued pressure cycling due to the “make up” air can grow the crack, so the module will require safe life classification and post proof inspection.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX I 94
Post proof NDE provides many benefits for detecting as-manufactured problems in hardware that are difficult to predict or account for. This is particularly true for unique “one of a kind” structures. The proof test enhances the NDE capability to discover problems due to:
Latent defects
Weld repairs, overlaps, intersections, and porosity
Weld geometry, including peaking and mismatch
Assembly stresses
Workmanship
Effects of temporary tooling In summary, good engineering practice dictates that all welds in habitable modules and pressure vessels receive post-proof NDE. I.3 Other Critical Sections. Non-welded critical sections include internal and external fracture critical structure as well as fracture critical portions of the non-welded pressure shell wall, i.e., the pressure shell base material. Technically, these areas are governed by the same NHLBB and post-proof NDE requirements as the pressure shell welds. An exception is made for pressure vessels of standard design with smooth membrane and transition areas and that are in the previous experience base. These standard design pressure vessels require only that the welds receive post-proof NDE. The NDE approach for other pressure vessels should be coordinated with the RFCA. It is recognized that strict implementation of these requirements is not always programmatically feasible; however, deviations must be approved by the RFCA.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
95 APPENDIX J
APPENDIX J
DIMENSIONS FOR FRACTURE CONTROL ANALYSES
J.1 Dimensions for Fracture Control Analyses. Generally, nominal part dimensions will suffice for fracture control analyses of payloads. An exception is for detected cracks. Worst-case dimensions including worst-case positional tolerances are required for analysis of detected cracks (see Section 6.4.1 for the dimensions to use for the detected crack). In cases of extreme criticality, it is prudent to exercise caution; therefore in these cases the analyst should coordinate the dimension used with the RFCA. Actual dimensions that conservatively allow for the measurement accuracy may always be used. Table J-I below specifies the analysis type and dimension for fracture control analysis.
TABLE J-I. Dimensions for Fracture Control Analyses
Analysis Type Dimension For Analysis
Low Mass Nominal Containment Nominal Fail Safe Nominal Leak Before Burst Nominal Momentum Nominal Energy Nominal Fatigue Nominal Stress Intensity Factor Nominal Safe Life For Assumed Crack Nominal Safe Life For Detected Crack Worst-Case Including Worst-Case Positional Tolerances All Actual Conservatively Adjusted For Measurement Accuracy

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX J 96
This Page Left Blank Intentionally

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
97 APPENDIX K
APPENDIX K
FRACTURE CRITICAL CLASSIFICATION OF ROTATING HARDWARE
WITH KINETIC ENERGY LESS THAN 14,240 FOOT-POUNDS
K.1. Fracture Critical Classification of Rotating Hardware with Kinetic Energy Less Than 14,240 Foot-Pounds. This appendix (Reference 1, Section K.7) provides examples and guidance for interpretation of fracture criticality classification and fracture control implementation of rotating machinery with kinetic energy less than 14,240 foot-pounds (19,310 Joules). The Centrifuge Rotor (CR) example described in this appendix has less kinetic energy than stated above but has significant rotational momentum and fracture critical parts. The parts are classified fracture critical because they have credible structural failure modes due to crack propagation that may cause sudden jamming and stoppage of the rotor generating loads that could result in a catastrophic hazard. K.2 Fracture Critical Classification and Implementation. The Kinetic Energy (K.E.) of a
rotating body is computed as 2
0I½ where I is mass moment of inertia and 0 is rotational
speed in radians per second. Section 5.2.2 on fracture critical rotating machinery states in part:
A rotating mechanical assembly is fracture critical if it has a kinetic energy of
14,240 foot-pounds (19,310 Joules) or greater (based on 2
0I½ ). Rotating
machinery with lower kinetic energy levels than stated above may have fracture critical components if structural failure of them due to crack propagation can cause a catastrophic hazard. K.2.1 Fracture Criticality Classification. The classification of rotating machinery components for fracture criticality is shown in the Figure K-1 flowchart. If the rotating machinery kinetic energy exceeds the criteria specified in Section 5.2.2, it is fracture critical unless also shown to be contained per Section 5.1.2. For rotating machinery with less than this amount of kinetic energy, a fracture critical component classification requires findings that the: 1. Rotating machinery angular momentum exceeds 100 pound-foot-seconds (136 N-m-s) and presents a catastrophic hazard due to loads generated from a sudden jamming or stoppage of the rotor that exceeds structural allowable loads, and 2. Credible rotor sudden stop jamming events exist due to structural failure from crack propagation in the mechanical assembly components. The rotor sudden jamming or stoppage loads referenced in item (1) may be estimated as described in later sections in this appendix. If the sudden stop loads exceed allowables and generate a catastrophic hazard on the mechanical assembly support structures, carrier, or vehicle, the mechanical assembly is considered potentially fracture critical. Alternatively, a conservative assumption may be made that the rotating machinery is potentially fracture critical if the rotating machinery angular momentum exceeds the 100 pound-foot-seconds (136 N-m-s) limit without calculation of the rotor sudden stop induced dynamic loads. If the mechanical assembly is a potentially fracture critical assembly, all assembly parts – both rotating and non-rotating, must be assessed for fracture criticality per item (2) above.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX K 98
FIGURE K-1. Rotating Machinery Components Fracture Criticality Classification
It is noted in passing that a sudden stop or jamming event could also initiate from introduction of external jamming debris between the rotor and adjacent stationary components, or seizure of rotating mechanisms such as bearings. These hazards, which do not result from propagation of preexisting cracks that can be redressed through fracture control, are not the focus of this Appendix. These types of hazards may be addressed by safety procedures such as design for minimum risk defined in Reference 2, (Section K.7) and discussed briefly in Section K.6.
START
Rotor Assembly
Assessment
KE > 14,240
ft-lb?
Fracture Critical per Section 5.2.2 unless Contained (Section 5.1.2)
YES
Part is Fracture Critical unless
• Low Risk (5.1.12) or
• Fail Safe (5.1.3) or
• Contained (5.1.2) so that
Jamming Loads < Allowables
> 100 ft-lb-sec
Angular Momentum
and
Jammed Rotor
Loads > Allowable
NO
NO
YES
Assess All Parts
Credible Jamming due to Crack
Propagation in Part?
NO
YES
Usual screening
(Section 5)
START
Rotor Assembly
Assessment
KE > 14,240
ft-lb?
Fracture Critical per Section 5.2.2 unless Contained (Section 5.1.2)
YES
Part is Fracture Critical unless
• Low Risk (5.1.12) or
• Fail Safe (5.1.3) or
• Contained (5.1.2) so that
Jamming Loads < Allowables
> 100 ft-lb-sec
Angular Momentum
and
Jammed Rotor
Loads > Allowable
NO
NO
YES
Assess All Parts
Credible Jamming due to Crack
Propagation in Part?
NO
YES
Usual screening
(Section 5)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
99 APPENDIX K
K.2.2 Fracture Control Implementation. Fracture control assessment procedures are applied to all components in a potentially fracture critical rotating mechanical assembly, including both rotating and non-rotating components, whose structural failure due to crack propagation could lead to a credible rotor sudden stop event catastrophic hazard. The structural loads of components in the rotating and non-rotating mechanical assembly should include normal loads (not rotor sudden stop loads) as applicable for the hardware service life. These loads are to be utilized for fracture mechanics assessments such as crack growth safe-life calculations, structural fail-safe evaluations for fracture control, and fatigue life assessments where needed for low risk classification of parts. If potentially fracture critical rotating machinery parts are found to present a credible catastrophic rotor jamming hazard from structural failure due to crack propagation, except as noted below, they are fracture critical parts and typical requirements for fracture critical structural components per Section 6, etc. are applicable. Note, however, that if the kinetic energy classification limit cited in Section 5.2.2 is not exceeded, the associated spin-type proof test, etc. as specified in Section 5.2.2 may still be used but are not requirements. Potentially fracture critical rotating machinery parts are not fracture critical due to the rotating condition if they meet any of three criteria shown in the flow chart, such as low risk criteria per Section 5.1.12. They also are not fracture critical if shown to meet fail-safe criteria per Section 5.1.3, with the additional requirement that a credible jamming of the rotating machinery must not occur due to a failure of any structure or sub components in the fail-safe scenario; an example is that individual failed fasteners in a group of fasteners that attach a rotor machinery component by a fail-safe approach must not present a credible risk of jamming the rotor machinery. Additionally, parts may be non-fracture critical if shown to be contained per Section 5.1.2 in a manner such that they cannot participate in a rotor sudden stoppage event that generates catastrophic loadings. Components which do not present a catastrophic rotor jamming hazard due to structural failure from crack propagation are subjected to the usual screening criteria and requirements as detailed in Section 5 for all the applicable environments throughout the service life. Parts which are shown to be non-fracture critical still must be fracture controlled for structural integrity assurance as noted in Section 5.2 and should comply with the intent of fracture control requirements without imposing further activity beyond conventional aerospace verification and quality assurance procedures. K.2.3 Angular Momentum and Induced Sudden Stop Loads. As discussed in previous Sections, in order to complete the determination of hazard criticality due to rotor sudden stop induced loads on the mechanical rotor assembly support structures, carrier, or vehicle, the impulsive sudden stop induced loads are needed. (This presumes the analysis needs to go beyond the simple assessment of whether or not the 100 foot-pound-sec (136 N-m-s) angular momentum limit criteria are exceeded.) As shown later in Section K.4 by analysis of simple models, the impulsive loads generated in a sudden stop are directly proportional to the angular momentum, H, and inversely proportional to the speed of the sudden stop, t. The angular momentum of a rotating body is computed as

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX K 100
0IH . The maximum angular momentum a rotating body can have and remain non-fracture
critical by the kinetic energy criteria can be determined as shown in the hyperbolic equation (K1) and plotted in Figure K-2.
000
2
0 H½)I(½I½.E.K = 14,240 ft-lb (K1)
Note that low speed rotating machinery may have very large angular momentum and not exceed these fracture criticality criteria. As shown in Section K.4.2, the torque, T, induced during a sudden stop into a tangential jamming spring for a rotor supported on a base is inversely proportional to the time, t, to reach the maximum torque. The equation is:
tHT /)2/( (K2)
Aside from the momentum H, the critical parameter needed to determine rotor sudden stop loads is the time t. As shown in the derivation in Section K.4.2, if the circumferential spring can be determined for the simplified model analyzed, then the time t is defined. The time is assumed to be one second for most of the cited examples for ease of calculation and comparisons, but this value is not a generally applicable number. Loads should be computed for relevant stop times for the application. It is possible to compute a sudden stop time for some simple rotor jamming models as shown in Section K.4, but for more complex situations such as the Centrifuge Rotor example, more involved analyses or tests may be required. Once the rotor sudden stop loads are determined, they can be compared to allowables for the rotating machinery support structures, carrier, or vehicle. Note in addition to the dynamic torque discussed above, dynamic forces may also be generated which have to be assessed.
1
10
100
1,000
10,000
0 2000 4000 6000 8000 10000
RPM
An
gu
lar
Mo
me
ntu
m (
lbf-
ft-s
)
Momentum at RPM at K.E. LimitCentrifuge Rotor, 95 in. dia., 2,700 lbSteel disk (C), 12 in. dia., 1.25 in. thk.Steel disk (B), 8 in. dia., 2 in. thk.Steel disk (A), 8 in. dia., 0.5 in. thk.Angular Momentum Limit CriteriaSteel disk (D), 12 in. dia., 9.7 in. thk.
FIGURE K-2. Angular Momentum vs. Speed at K.E. Limit With Examples of Rotating Steel Disks and the Centrifuge Rotor, Which Have Properties as Detailed in Table K.I

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
101 APPENDIX K
K.3 Rotating Mechanical Assembly Example Assessments. To help classify rotating mechanical assemblies several examples are described in the following sections. Detail properties are given in Table K-I and plotted in Figure K-2.
TABLE K-I. Example Rotating Body Detail Characteristics
Example Characteristics
Thin steel
disk (A)
Thick steel disk
(B)
Large Steel
disk (C)
Large Steel
disk (D) Centrifuge
Rotor
Outer Diameter (in) 8 8 12 12 94.5 R = Outer Radius (in) 4 4 6 6 47.24 eta = radius of gyration / R 0.707 0.707 0.707 0.707 0.735 Thickness (in) 0.5 2 1.25 9.7 N/A Weight (lbf) 1.885 7.54 10.6 82.279 2,692 Mass (lbf-sec^2/in) 0.00488 0.01951 0.0274 0.2129 6.97 I = Inertia (lbf-in-sec^2) 0.03901 0.15606 0.494 3.832 8,403 Rotation Speed (RPM) 8,000 8,000 8,000 3,000 41
Rotation Speed: 0 (radian/sec) 838 838 838 314 4.29 K.E. = Kinetic Energy (ft-lbf) 1,141 4,564 14,440 15,741 6,454 % Fracture Critical K.E. (14,240 ft-lb) 8% 32% 101% 111% 45% H = Angular Momentum (lbf-ft-s) 2.7 10.9 34.5 100.3 3,006
H Relative to disk C at KE limit 8% 32% 100% 291% 8713%
K.3.1 Steel Disk Examples. Three flat steel disk examples spinning at 8,000 RPM and one at 3,000 RPM are detailed in Table K-I. There are two small 8 inch diameter disks identified as A and B with thickness of 0.5 inch and 2.0 inch respectively, which have only 8% and 32%, respectively, of the critical kinetic energy limit value definition for fracture criticality. They represent possible shrouded or enclosed fans which are non-fracture critical as noted in Section 5.1.5. The two large 12 inch diameter disks C and D were selected to describe hardware that just exceeds the kinetic energy criteria resulting in their classification as fracture critical. Disk C operating at 8,000 RPM is only 1.25 inch thick, while the slower 3,000 RPM disk D has a thickness of 9.7 inch. Disks C and D are both fracture critical per Section 5.2.2 and must meet the spin test and NDE requirements as well as show adequate safe life if they are not contained per Section 5.1.2. Disk D is also of interest since it provides a physical understanding of the meaning of the 100 pound-foot-second angular momentum limit criteria cited in Section K.2.1 and shown in Figure K-1. K.3.2 Centrifuge Rotor Example. In contrast to the steel disk examples, the large Centrifuge Rotor (CR), shown in Figure K-3, with details in Table K-I and described more completely in Section K.5, spins at only 41 RPM, and possesses only 45% of the kinetic energy limit criteria for fracture criticality. However, it has fracture critical parts because it has a very large angular momentum and there are credible sudden stop events due to structural or component failures from crack propagation leading to jamming of the rotor, resulting in catastrophic loads on the Centrifuge Accommodation Module (CAM) and to the ISS vehicle. The CR rotor structure is fracture critical as well as attachments holding components which could jam the rotor.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX K 102
FIGURE K-3. Centrifuge Rotor. Non-Rotating Shroud Supported by Truss in CAM. Rotor is
Shown With Four Habitats. Piping Supplies Fluids and Does Not Rotate [3] There are other events than structural failure which could lead to sudden stop hazard of the CR, such as introduction of debris that jams the rotor and seizure of bearings as shown in Figure K-10. These hazards are controlled by special designs to meet safety requirements. K.3.3 Example Data Plot and Tables. Torques from a rotating body operating at the kinetic energy limit momentum given by equation (K1) and coming to a sudden stop in one second are plotted in Figure K-4. The dashed curve is for a constant deceleration torque using equation (K3). The solid curve is a sudden stop into a circumferential spring from equations (K2) or (K9). The rotating disk and Centrifuge Rotor examples are also plotted using the model for a sudden stop into a circumferential spring. The choice of stop time t of one second was for numerical convenience and is not a generally applicable value. The maximum torque is inversely proportional to the actual time; the actual time to reach the maximum loading should be used in calculations.
1
10
100
1,000
10,000
0 2000 4000 6000 8000 10000RPM
To
rqu
e (
ft-l
b)
for
1 s
ec. S
ud
den
Sto
p
Limit K.E Sudden Stop into Tangential SpringLimit K.E Sudden Stop @ Constant TorqueCentrifuge Rotor, 95 in. dia., 2,700 lbSteel disk (C), 12 in. dia., 1.25 in. thk.Steel disk (B), 8 in. dia., 2 in. thk.Steel disk (A), 8 in. dia., 0.5 in. thk.Steel disk (D), 12 in. dia., 9.7 in. thk.
FIGURE K-4. Torques for a One-Sec. Sudden Stop at Specified Speed for K.E. Momentum
Limit and Examples of Rotating Steel Disks and the Centrifuge Rotor
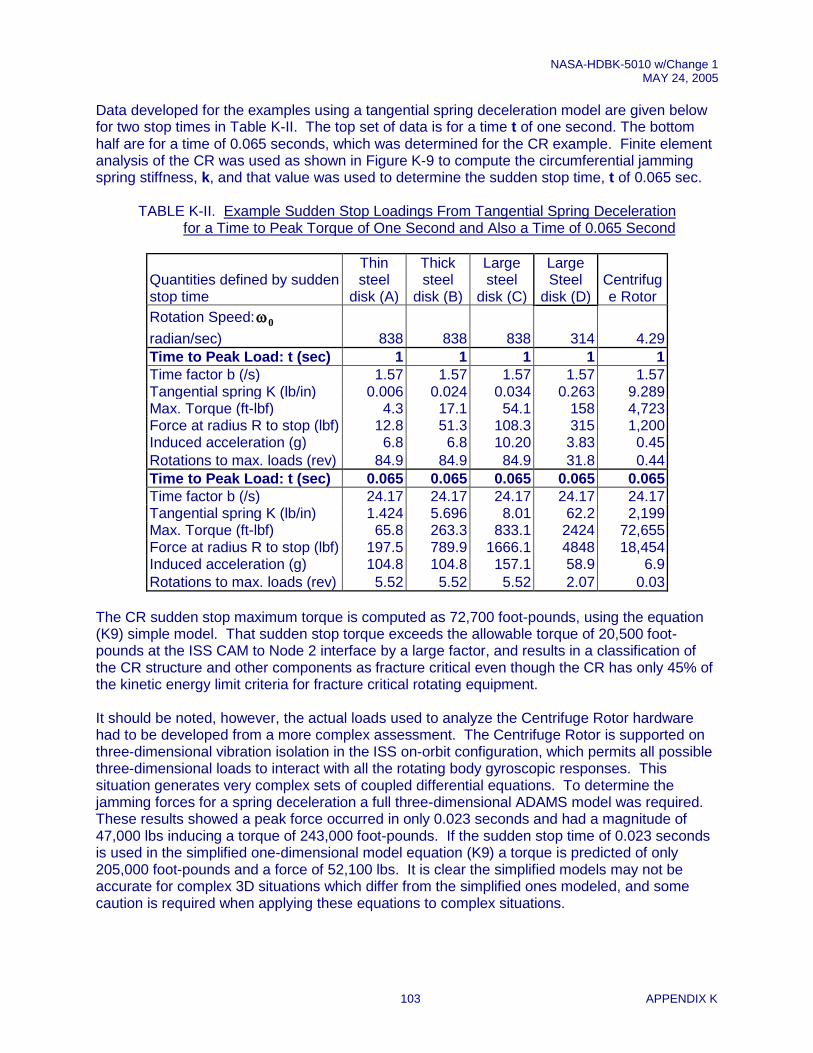
NASA-HDBK-5010 w/Change 1 MAY 24, 2005
103 APPENDIX K
Data developed for the examples using a tangential spring deceleration model are given below for two stop times in Table K-II. The top set of data is for a time t of one second. The bottom half are for a time of 0.065 seconds, which was determined for the CR example. Finite element analysis of the CR was used as shown in Figure K-9 to compute the circumferential jamming spring stiffness, k, and that value was used to determine the sudden stop time, t of 0.065 sec.
TABLE K-II. Example Sudden Stop Loadings From Tangential Spring Deceleration for a Time to Peak Torque of One Second and Also a Time of 0.065 Second
Quantities defined by sudden stop time
Thin steel
disk (A)
Thick steel
disk (B)
Large steel
disk (C)
Large Steel
disk (D) Centrifuge Rotor
Rotation Speed: 0
radian/sec) 838 838 838 314 4.29
Time to Peak Load: t (sec) 1 1 1 1 1
Time factor b (/s) 1.57 1.57 1.57 1.57 1.57 Tangential spring K (lb/in) 0.006 0.024 0.034 0.263 9.289 Max. Torque (ft-lbf) 4.3 17.1 54.1 158 4,723 Force at radius R to stop (lbf) 12.8 51.3 108.3 315 1,200 Induced acceleration (g) 6.8 6.8 10.20 3.83 0.45
Rotations to max. loads (rev) 84.9 84.9 84.9 31.8 0.44
Time to Peak Load: t (sec) 0.065 0.065 0.065 0.065 0.065
Time factor b (/s) 24.17 24.17 24.17 24.17 24.17 Tangential spring K (lb/in) 1.424 5.696 8.01 62.2 2,199 Max. Torque (ft-lbf) 65.8 263.3 833.1 2424 72,655 Force at radius R to stop (lbf) 197.5 789.9 1666.1 4848 18,454 Induced acceleration (g) 104.8 104.8 157.1 58.9 6.9
Rotations to max. loads (rev) 5.52 5.52 5.52 2.07 0.03
The CR sudden stop maximum torque is computed as 72,700 foot-pounds, using the equation (K9) simple model. That sudden stop torque exceeds the allowable torque of 20,500 foot-pounds at the ISS CAM to Node 2 interface by a large factor, and results in a classification of the CR structure and other components as fracture critical even though the CR has only 45% of the kinetic energy limit criteria for fracture critical rotating equipment. It should be noted, however, the actual loads used to analyze the Centrifuge Rotor hardware had to be developed from a more complex assessment. The Centrifuge Rotor is supported on three-dimensional vibration isolation in the ISS on-orbit configuration, which permits all possible three-dimensional loads to interact with all the rotating body gyroscopic responses. This situation generates very complex sets of coupled differential equations. To determine the jamming forces for a spring deceleration a full three-dimensional ADAMS model was required. These results showed a peak force occurred in only 0.023 seconds and had a magnitude of 47,000 lbs inducing a torque of 243,000 foot-pounds. If the sudden stop time of 0.023 seconds is used in the simplified one-dimensional model equation (K9) a torque is predicted of only 205,000 foot-pounds and a force of 52,100 lbs. It is clear the simplified models may not be accurate for complex 3D situations which differ from the simplified ones modeled, and some caution is required when applying these equations to complex situations.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX K 104
K.4 Simplified models of Sudden stop induced Loadings. Two types of base supported rotor sudden stop event configurations shown in Figure K-5 are analyzed below with simplified models to determine loads and associated parameters. Although more complex analyses may be required for applications such as the Centrifuge Rotor described in Section K.3.2, K.3.3, and K.5, these simplified models are useful where applicable and also help to identify the fundamental relationships of the related parameters.
FIGURE K-5. Sudden Stop Simplified Models
K.4.1 Constant Torque Deceleration Model. In this situation, a constant torque producing a constant deceleration is assumed to act upon the rotor, which is assumed to be rotating at
initial speed 0 about a supported central axis as shown in Figure K-5(a). This situation may
occur if a constant deceleration force is applied to the outer radius of a rotating body. A ball or roller bearing seizure may produce this situation if the rolling element binds with the bearing races, resulting in the bearing rotating on one of the bearing race interfaces. However, bearing failures of this type have been known to continue to rotate for appreciable time until heating leads to a complete failure. Therefore, a bearing seizure may not present a catastrophic risk provided the items identified in the reference on Design for Minimum Risk (Reference 2, Section K.7) as described in Section K.6 are followed. The conditions resulting from the case of a constant torque, T, deceleration acting for a time duration t can be computed from the equation for angular motion as follows:
t/Ht/ITtI
Tdt
I
Td
dt
dIT 0
(K3)
If the time involved in a rapid stop is known the torque can be computed from the body angular momentum and equation (K3). If the sudden stop or deceleration is developed by loading at the body outer radius R, the associated force F is equal to T/R. The tangential force induces a force acting on the body center of gravity, with a resulting acceleration in g's equal to the force divided by the body weight. For the case where a rotating body is presumed to possess a momentum at the fracture critical kinetic energy limit per equation (K1), and a sudden stop time of one second, the torque T can be plotted as a function of initial rotational speed in RPM as shown in Figure K-4 by the dotted line. The number of revolutions required for the body to stop can be determined from:
2
t
I
Tdtt
I
Tdt
I
T
dt
d2
(K4)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
105 APPENDIX K
K.4.2 Tangential Spring Deceleration Force Model. Another type of sudden stop event may occur if debris or a structural failure causes a rotor jamming event at the rotor outer radius. This could be from loads transferred into a non-rotating shroud or other grounded body, which can be simulated as loading a tangential spring at the rotor outer radius as shown in Figure K-5(b). The force induced into the spring, and the dynamic loads on the body resulting from this deceleration, can be computed from the equation for angular motion. It is assumed the body remains supported at the center of rotation and does not translate. (If the body is free to translate, such as the Centrifuge Rotor example, additional coupled equations of motion are involved and this simple model does not apply.) Parameters include the grounded circumferential spring stiffness k, and the circumferential spring force F due to the body rotation
angle leading to the following equations.
2
2
dt
dI
dt
dITand,FRT),R(kF (K5)
I/kRbwhere0bdt
d,0kR
dt
dI
22
2
22
2
2
(K6)
The solution for initial condition equal to zero and 0 angular speed is:
)btsin(b/)t( 0 (K7)
By differentiation the torque is:
)btsin(bH)btsin(bIdt
)t(dIT 02
2
(K8)
The peak torque maxT = ,bH and it will occur at time t where sin(bt) is maximum at
t/H)2/(Tand,kR/I)2/()b2/(t max2 (K9)
All quantities in this simplified problem can be defined based on the rotating body characteristics, the angular momentum, and the spring constant k. The spring may be computed from the combined stiffness of rotor structures reacting the circumferential force plus stiffness of any jamming debris and stiffness of the surrounding structure to ground. Alternatively, if the sudden stop time to the peak load t is known, the associated parameter b and spring stiffness k
can be computed. The rotation at the time of maximum torque is b/0 from equation (K7).
Note from equation (K9) the maximum torque is again directly proportional to the angular momentum and inversely proportional to the sudden stop time t to reach maximum torque. The
peak torque for this model of sudden stop acting into a spring is a factor of )2/( larger than the
value for the constant torque deceleration example.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX K 106
K.5 Centrifuge Rotor System Details. The Centrifuge Rotor (CR) supports a variety of habitat types and provides a selectable, simulated gravity environment for biological specimens on the Space Station. The Centrifuge Rotor will be accommodated in the Centrifuge Accommodation Module (CAM). The CAM is a pressurized module specifically used for life science research. The CAM with CR is planned for launch in April 2007 (TBD) on ISS Assembly Flight UF-7 (TBD).
FIGURE K-6. Shows International Space Station with Centrifuge Accommodation Module (CAM). The Centrifuge Rotor (CR) is at the Arrow Location in the CAM [4]
FIGURE K-7. View of Centrifuge Accommodation Module (CAM) Showing Racks and the Centrifuge Rotor Located at the End Away From ISS Node 2
Attachment [5] The Centrifuge Rotor will be the largest artificial gravitational generator on orbit with 2.5 meters in diameter, which supports 4 habitats housing bio-specimens and provides artificial gravitational environments from 0.01g to 2g to investigate gravitational effects on specimen. As a host system, the Centrifuge Rotor provides physical support, vibration isolation, power, thermal control, data and command functions to habitats to meet experiment requirements. The CR is designed to supply the resources such as electric power, cooling water, cabin air and avionics air to 4 rotating habitats by way of Fluid Slip Joints (FSJ), slip rings assembly (SRA), and avionics air volume and to transfer video/data to ISS. Ground Station and laptop computer display on the CR front panel are provided to observe and monitor the behavior of bio-specimens. The active balancing technology and the Vibration Isolation Mechanism (VIM) technology are applied to the Centrifuge Rotor to minimize disturbances to both ISS micro-gravity rack and habitats.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
107 APPENDIX K
To withstand the on-orbit loadings from ISS events, the vibration isolated, suspended rotor has four snubber arms and contact bumpers to prevent excessive motions beyond the capability of the VIM. There are controllers for rotor spin control, automatic static and dynamic balancing systems, and both passive and active damping of the VIM suspension.
FIGURE K-8. Centrifuge Rotor. The Crosshatched Regions Designate Non-Rotating elements: the Stator, Snubber/Bumper, VIM, Hoses to the FSJ and Shroud [6]
All rotating and non-rotating components are screened for fracture criticality based on finding of a credible risk of rotor jamming of failed components due to structural failure from crack propagation. The necessity for an assessment of rotor sudden stop induced loads led to finite element analysis of the CR and CAM Finite Element Models. Unit force was applied to the CR rotor structural arm as shown at the arrow in Figure K-9 to determine the rotor arm spring stiffness. Similar analyses were performed of the CR shroud and potential debris. An equivalent spring was computed from these three serial springs for use in the sudden stop torque and force analysis described in Section K.3.3.
FIGURE K-9. FEM Image of CR in CAM Showing Force Applied to Rotor Arm to Compute Jamming Analysis Circumferential Spring Stiffness K [1]

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX K 108
The Centrifuge Rotor was also determined by NASDA to be at risk of sudden stop from two safety hazards: Type 1 due to seizure of rotor bearings, and Type 2 due to introduced external debris sources jamming between the rotor and the shroud. These regions are shown in Figure K-10. Specialized designs are provided as controls for these safety hazards.
FIGURE K-10. The Centrifuge Rotor Showing Two Sources of Risk of Rotor Sudden Stop [6]
K.6 Design for Minimum Risk Procedures. Requirements regarding hazards from external debris jamming and bearing seizure for mechanisms are addressed in PSRP letter MA2-00-057 on "Mechanical Systems Safety" [2] which applies to all SSP and ISS Program payloads and provides clarification on usage of the design for minimum risk approach which defines a procedure to follow so that simple mechanisms can be considered as having two-failure-tolerance equivalency when specifically approved by the PSRP. Section 1.0 states in part:
1.0 Binding/Jamming/Seizing. Designs shall include provisions to prevent binding/jamming/seizing. Appropriate design provisions include, but are not limited to, dual rotating surfaces or other mechanical redundancies, robust strength margins such that self-generated internal particles are precluded, shrouding and debris shielding, proper selection of materials and lubrication design to prevent friction welding or galling, etc. ...
The letter defines 11 requirement items that must be followed to qualify for design for minimum risk classification.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
109 APPENDIX K
K.7 References. 1. R. W. Hampton, Structural Analysis and Verification Group Leader, Code FEE, NASA Ames Research Center. 2. MA2-00-057, PSRP letter on Mechanical Systems Safety, September 28, 2000, in NSTS/ISS 18798b, "Interpretations of NSTS/ISS Payload Safety Requirements." 3. Centrifuge Rotor 3D Image supplied by "The Smart Systems Research Laboratory (SSRL)" in the Computational Sciences Division at NASA Ames Research Center. 4. Title: International Space Station (Illustration) (NASA Photo No: SS-110CD2067-003, obtained from http://spaceboy.nasda.go.jp/lib/station/station/e/iss_01_e.html. 5. Title: Centrifuge (Illustration), Photo No: SS-140CD4424-019, obtained from http://spaceboy.nasda.go.jp/lib/station/station/e/iss_01_e.html 6. Centrifuge Rotor Images. NASDA images used by special permission of NASDA Centrifuge Rotor Project Manager M. Nagatomo.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX K 110
This Page Left Blank Intentionally

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
111 APPENDIX L
APPENDIX L
FRACTURE CONTROL PLAN EXAMPLE 1, VAPOR COMPRESSION DISTILLATION FLIGHT
EXPERIMENT (VCDFE)
L.1 Fracture Control Plan Example 1 (VCDFE). An example of a fracture control plan for the Vapor Compression Distillation Flight Experiment (VCDFE) is included in this Appendix. The VCDFE is an ISS experiment launched on the Space Shuttle.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 112
STRUCTURAL INTEGRITY BRANCH REPORT
ED21 (ED25-98-55) SLS-VCD-0004
August 26, 1998
FRACTURE CONTROL PLAN FOR THE
VAPOR COMPRESSION DISTILLATION FLIGHT EXPERIMENT (VCDFE)
NASA-HDBK-5010 w/Change 1 MAY 24, 2005
113 APPENDIX L
The VCDFE Fracture Control Plan has been developed in accordance with the requirements of NASA-STD-5003, the fracture control requirements document for Shuttle payloads. In addition to the requirements of NASA-STD-5003, one item (listed below) has also been adopted from the SPACEHAB Fracture Control Plan: The requirement forbidding the use of bolts with diameters less than 0.1875 inches in
fracture-critical applications.
i

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 114
Fracture Control Plan for the
Vapor Compression Distillation Flight Experiment (VCDFE)
Prepared By: _________________________________ Date: __________
Kenneth W. Swaim, Jr.
Checked By: _________________________________ Date: __________
Michael A. Stallcup
Concurred By: _________________________________ Date: __________
Dr. Gregory R. Swanson
Approved By: _________________________________ Date: __________
Gwyn C. Faile
Approved By: _________________________________ Date: __________
Carmelo J. Bianca
Approved By: _________________________________ Date: __________
Materials and Processes Lab Representative
Approved By: _________________________________ Date: __________
Safety and Mission Assurance Representative
Prepared by:
Structural Integrity Branch
Structural Analysis Division
Structures and Dynamics Laboratory
George C. Marshall Space Flight Center, AL 35812
ii

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
115 APPENDIX L
REVISION HISTORY
Revision Letter #
Report # Date Comments
- ED21 (ED25-98-55) 8/98 Initial release
iii

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 116
CONTENTS
1.0 PURPOSE................................................................................................................................1
2.0 REFERENCE DOCUMENTS...............................................................................................1
3.0 FRACTURE CONTROL PROGRAM .................................................................................1
3.1 Responsibilities .....................................................................................................................1
3.2 Traceability and Documentation...........................................................................................1
4.0 FRACTURE CONTROL CLASSIFICATION OF COMPONENTS ...............................2
5.0 FRACTURE MECHANICS ANALYSES AND TESTS.....................................................2
6.0 NON-DESTRUCTIVE EVALUATION (NDE) INSPECTIONS .......................................2
7.0 SUMMARY DOCUMENTATION .......................................................................................3
7.1 Fracture Control Report .........................................................................................................3
7.2 Supporting Data ....................................................................................................................3
8.0 ALTERNATE APPROACHES .............................................................................................3
FIGURES
FIGURE 1. Fracture Control Classification of Components ..........................................................4
iv

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
117 APPENDIX L
1.0 PURPOSE
The purpose of this document is to establish a plan for the fracture control activities of
the Vapor Compression Distillation Flight Experiment (VCDFE).
2.0 REFERENCE DOCUMENTS
The following documents form a part of this document to the extent specified herein.
JSC22267 - Fatigue Crack Growth Computer Program
(NASGRO, versions 2.0 and 3.0)
MDC W5161B - SPACEHAB Fracture Control Plan
(October 1994)
NASA-STD-5003 - Fracture Control Requirements for
Payloads using the Space
Shuttle (October 7, 1996)
3.0 FRACTURE CONTROL PROGRAM
3.1 Responsibilities
As specified by NASA-STD-5003, in addition to the oversight of the MSFC Fracture
Control Board, a specific fracture control individual shall be responsible for directing the
payload fracture control program and for ensuring its effectiveness. This designee shall
be responsible for monitoring, reviewing, and approving fracture control activities
performed both internally and by subcontractors or other contributors to the payload. For
the VCDFE payload, the specific fracture control individual shall be an assigned
representative from the Structural Integrity Branch, ED25, at MSFC.
3.2 Traceability and Documentation
An assigned representative of the MSFC Safety and Mission Assurance Office shall
maintain traceability on all fracture-critical parts throughout their development,
manufacturing, testing, and flight. Serialization shall be required for fracture-critical
components.
Engineering drawings for fracture-critical parts shall contain notes which:
1) Identify the part as a “FRACTURE CRITICAL PART”,
2) Specify the appropriate NDE technique to be used on the part, and
3) Specify that the part be marked with part number and serial number.
1

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 118
All changes in design or process specifications, manufacturing discrepancies, repairs, and
finished part modifications of all parts shall be reviewed by ED25 to ensure that fracture
control requirements are still met.
An assigned representative of the MSFC Safety and Mission Assurance Office shall
maintain a pressure history log for pressure vessels when vessel life is limited by safe-life
fracture control requirements. The log, which shall begin with the proof test or
inspection used to define the starting flaw baseline, shall record pressure cycles,
associated environmental conditions, and vessel contents throughout the manufacturing,
testing, and flight of the vessel.
4.0 FRACTURE CONTROL CLASSIFICATION OF COMPONENTS
Fracture control classification for all components of the VCDFE shall be determined in
accordance with the requirements of NASA-STD-5003. The typical flow of this process,
as defined in NASA-STD-5003, is shown in Figure 1.
In accordance with the SPACEHAB Fracture Control Plan, fasteners smaller than 3/16-
inch in diameter shall not be used in fracture-critical applications.
5.0 FRACTURE MECHANICS ANALYSES AND TESTS
Safe-life verification, including fracture mechanics analyses and/or tests, shall be
performed in accordance with NASA-STD-5003. For the VCDFE payload, JSC-22267,
NASGRO, shall be used for all fracture mechanics analyses. For all fracture mechanics
analyses, Bk shall be set equal to zero. The use of any material properties other than
those specified in JSC-22267, NASGRO, shall be approved by the MSFC Materials and
Processes Laboratory. Any safe-life verification tests shall be approved by the MSFC
Fracture Control Board.
6.0 NON-DESTRUCTIVE EVALUATION (NDE) INSPECTIONS
All fracture critical parts shall be subjected to NDE or proof testing to screen flaws. The
selection of NDE methods and level of inspection shall be based primarily on the safe-life
acceptance requirements of the part. The NDE requirements as defined in NASA-STD-
5003 shall be followed. Use of initial crack sizes for geometries or NDE techniques, not
given in NASA-STD-5003, shall require the approval of the MSFC Fracture Control
Board. Where adequate NDE inspection of finished parts cannot be accomplished, NDE
may be required by the MSFC Fracture Control Board on the raw material and/or on the
part itself at the most suitable step of fabrication.
2

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
119 APPENDIX L
3
7.0 SUMMARY DOCUMENTATION
7.1 Fracture Control Report
To certify fracture control compliance of the VCDFE, ED25 shall prepare a Fracture
Control Report on the total system for review and approval by the MSFC Fracture Control
Board and the Payload Safety Review Panel. The Report shall provide evidence that the
VCDFE hardware meets the fracture control requirements defined in this Plan and NASA-
STD-5003. This report shall include the following items.
a. A description of the usage of the payload shall be included.
b. Sufficiently-detailed drawings/sketches of the VCDFE shall be furnished to
show the general structure and function of the VCDFE hardware.
c. A list showing the part number, material, heat-treatment used, and the fracture
control disposition (safe-life, test, acceptable durability, etc.) for all components
shall be provided. In addition, for fracture critical components, sketches,
fracture mechanics properties, locations of maximum stress, loading spectra, and
types of initial flaw shall be given. Fracture critical parts that are limited life
must be specifically noted.
d. Analyses and/or test data supporting the fracture control disposition shall be
furnished.
e. The NDE and/or tests applied for fracture control purposes to each fracture
critical part and to each low-risk part requiring specific inspection shall be
identified.
f. Any pressure-history log required by section 3.2 shall be included.
7.2 Supporting Data
Documents supporting the Fracture Control Report shall be kept for the life of the VCDFE
payload and shall be available for audit by the MSFC Fracture Control Board and the
Payload Safety Review Panel. The documents required to support the acceptability of a
fracture-critical part shall include:
1) Fracture mechanics analysis or test data,
2) Documentation of NDE and/or proof-test
3) A description of the loading spectrum, and
4) Material crack growth properties used in the fracture mechanics analysis.
8.0 ALTERNATE APPROACHES
In the event a particular requirement of this document cannot be met for a specific payload
component, but an alternative or modified fracture control approach can be utilized to
preclude a catastrophic hazard to the Orbiter and its crew, the alternate approach shall be
approved by the MSFC Fracture Control Board and the Payload Safety Review Panel.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 120
4
Yes
No
START
PART IS
NON-FRACTURE
CRITICAL.
IS THE PART A LINE, FITTING, OR
COMPONENT OF A PRESSURIZED
SYSTEM?
SUBJECT TO REQUIREMENTS FOR A
LINE, FITTING, OR COMPONENT OF A
PRESSURIZED SYSTEM
YesIS THE PART A PRESSURE VESSEL?
SUBJECT TO FRACTURE CRITICAL
PART REQUIREMENTS FOR A
PRESSURE VESSEL.
YesIS THE PART ROTATING MACHINERY?
SUBJECT TO REQUIREMENTS FOR
ROTATING MACHINERY.
No
Yes
No
IS THE PART LOW-MASS?
IS THE PART CONTAINED?
IS THE PART FAIL-SAFE?
IS THE PART LOW-RISK?
Yes
Yes
Yes
No
No
No
No
YesIS THE PART A FRACTURE CRITICAL
FASTENER?
SUBJECT TO FRACTURE CRITICAL
PART REQUIREMENTS FOR A
FRACTURE CRITICAL FASTENER.
No
YesIS THE PART MADE OF
COMPOSITE/BONDED MATERIAL?
SUBJECT TO REQUIREMENTS FOR A
COMPOSITE/BONDED MATERIAL.
No Yes
IS THE PART MADE OF GLASS?SUBJECT TO REQUIREMENTS FOR
GLASS.
PART IS FRACTURE CRITICAL AND
SUBJECT TO GENERAL SAFE-LIFE
REQUIREMENTS.
No
(Note: This figure has been adapted from NASA-STD-5003.)
FIGURE 1. Fracture Control Classification of Components

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 121
APPENDIX M
FRACTURE CONTROL PLAN EXAMPLE 2, INTEGRATED HABITAT HOLDING RACK 1 (IHHR1)
M.1 Fracture Control Plan Example 2 (IHHR1). An example of a fracture control plan for the Integrated Habitat Holding Rack 1 (IHHR1) is included in this appendix. The IHHR1 is an ISS Rack for holding critter experiments on orbit and is launched on the Space Shuttle.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 122
SPACE STATION BIOLOGICAL RESEARCH
PROJECT
Integrated Habitat Holding Rack 1 Fracture Control Plan
Document Number ARC/BRP-40103 Revision A
05/15/03
U.S. EXPORT CONTROL CLASSIFICATION NUMBER (ECCN): _EAR99
This document is exported in accordance with the U.S. Export Administration Regulations http://www.bxa.doc.gov and NASA Export Control Plan, SSP 50223.
Diversion contrary to U.S. law prohibited.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 123
ii
National Aeronautical and Space Administration
Ames Research Center
Moffett Field, California

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 124
Integrated Habitat Holding Rack 1 Fracture Control Plan
Document Number ARC/BRP-40103 Revision A
05/15/03
APPROVAL: // George Sarver 05/15/03 George Sarver, Manager DATE Space Station Biological Research Project (SSBRP) NASA Ames Research Center Moffett Field, CA
iii

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 125
iv

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 126
RECORD OF REVISIONS
REVISION LETTER
DESCRIPTION OF CHANGE RELEASE
DATE
- INITIAL RELEASE 03/20/03
A Update to Sections 2.1 and 5.6 as a result of JSC and FCE SME joint review of FSB-1 PSRP
05/15/03
v

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 127
APPENDIX
M
vi
(THIS PAGE IS INTENTIONALLY LEFT BLANK)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 128
FOREWORD
This document has been prepared for NASA's Space Station Biological Research Project (SSBRP) at Ames Research Center, Moffett Field, California by the primary author R.W. Hampton of the NASA ARC Mechanical Systems & Materials Engineering Branch, Code FEE with the assistance of the Lockheed Martin Engineering & Sciences Company under Contract Number NAS2-14263. Upon acceptance by the SSBRP Configuration Control Board Chairman, this document will be placed under the control of the SSBRP Configuration Control Board (CCB).
To be placed on distribution for Change Notices to, or revisions of, this document, please address your request to:
SSBRP Manager, N-244-19 NASA/Ames Research Center
Moffett Field, California 94035-1000
vii

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 129
viii
(THIS PAGE IS INTENTIONALLY LEFT BLANK)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 130
CONTENTS
SECTION PAGE 1.0 GENERAL POLICY ...................................................................................................... 1 1.1 PURPOSE OF THIS DOCUMENT ...................................................................... 1 1.2 SCOPE OF THIS FRACTURE CONTROL PLAN………………………………… .. 1 1.3 PREROGATIVES OF THE GOVERNMENT ...................................................... .. 1 2.0 APPLICABLE DOCUMENTS ..........................................................................……….. . 2 2.1 FRACTURE CONTROL AND PAYLOAD REQUIREMENTS DOCUMENTS............... . 2 2.2 HHR #1 INTEGRATED PAYLOAD SPECIFIC DOCUMENTS .......................... . .4 3.0 PAYLOAD ORGANIZATION FOR FRACTURE CONTROL ...................…………….. .. 5 3.1 PAYLOAD ORGANIZATION ..............................................................………… 5 3.2 RESPONSIBILITIES FOR FRACTURE CONTROL ...........................………… ... 5 4.0 MISSION AND PAYLOAD DESCRIPTION .................................................……….. ... ..6 4.1 PAYLOAD MISSION ....................................................................................... . ..6 4.2 MISSION CONFIGURATION .......................................................................... ... ..6 4.3 TYPICAL HARDWARE MANIFEST ....................................…………............ ....6 5.0 FRACTURE CONTROL IMPLEMENTATION ..........................................………… … ... 8 5.1 TRACEABILITY AND DOCUMENTATION ...................................…................ .. .8 5.2 DESIGN TO SIMPLIFY FRACTURE CONTROL ...........................…………… . ... 8 5.3 MATERIALS SELECTION ................................................................................. .. 9 5.4 WELDING AND FASTENER REQUIREMENTS ............................……………. ... 9 5.5 FRACTURE CONTROL CLASSIFICATION....................................................... .. 9 5.6 FRACTURE MECHANICS ANALYSES AND TESTS ................................... ..... 11 5.7 NON-DESTRUCTIVE EVALUATION INSPECTIONS ..................................... .. 11
5.7.1 INITIAL FLAW SIZE BY NDE ................................................................... ... 11
5.7.2 INITIAL FLAW SIZE BY PROOF TEST ...............................................…. ... 11
6.0 DOCUMENTATION .......................................................................................……… ... 13 6.1 FRACTURE CONTROL REPORT ..................................................………….. ... 13 6.2 FRACTURE CONTROL SUMMARY REPORT .............................…………… ... 14 6.3 SUPPORTING DATA AND ARCHIVING ............................... ...........………… .. 15 7.0 ALTERNATE APPROACHES .....................................................................………… .. 16 8.0 APPENDIX A: ACRONYMS ...................................................................……………. .. 17
ix

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 131
FIGURES
FIGURE TITLE PAGE 4.3-1 Representative HHR figure showing interfaces to subrack payloads. _______7 5.5-1 NASA-STD-5003 Fracture Control Classification/Processing of Payload Components ______________________________________________________10
x

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 132
1.0 GENERAL POLICY
It is the general policy of the NASA Ames Research Center (ARC) to produce space systems with a high degree of safety. This is accomplished through good engineering practices in the design, analyses, inspection, testing, fabrication and operation of these systems.
ARC also implements a fracture control program for all space flight hardware used on manned missions which is designed to meet NASA requirements specified in applicable documents listed within this plan.
The purpose of fracture control as implemented in this Plan is to define and establish the procedures to prevent payload hardware structural failure due to the propagation of flaws, cracks, or crack-like defects in structures of this payload. The prevention of such failures is specifically mandated by NASA safety requirements to preclude subsequent catastrophic hazards to the National Safety Transportation System (NSTS), International Space Station (ISS), and crew.
1.1 PURPOSE OF THIS DOCUMENT This document is the Fracture Control Plan for the International Space Station (ISS) Integrated Habitat Holding Rack No. 1 (HHR #1). The provisions of this Plan shall be met to demonstrate that the integrated HHR #1 is in compliance with NASA payload fracture control requirements. 1.2 SCOPE OF THIS FRACTURE CONTROL PLAN The scope of this Fracture Control Plan is to demonstrate that the integrated assembly of subrack payloads and associated flight hardware for HHR #1 meets fracture control requirements as an integrated structure for the payload mission increment and stage being analyzed. This assessment scope will address all associated flight hardware, including: unique integration structure supporting the subrack payloads in the rack, the integrated rack loading, and the adequacy of the rack design provisions to accommodate the subrack payloads as integrated into this mission.
This assessment will review the subrack payloads to ensure they meet fracture control requirements in their integrated rack configuration. However, the subrack payloads are expected to have independently met fracture control requirements as documented in their respective Fracture Control Plans and Fracture Control Summary Reports. These reports and plans will be referenced in the Fracture Control Summary Report for the integrated rack payload.
1.3 PREROGATIVES OF THE GOVERNMENT All plans, data, and documentation generated under contract to NASA or its suppliers in fulfillment of these requirements are subject to examination, evaluation, and inspection to the extent specified by the procuring installation or its designated representatives.
1

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 133
2.0 APPLICABLE DOCUMENTS
The following documents and associated Interface Revision Notice (IRN)s comprise the applicable requirement and reference documents. The latest version of requirement documents applies in all cases. Note: Where this document references specific sections within SSP 52005, the reference is to “Payload Flight Equipment Requirements and Guidelines for Safety-Critical Structures”, SSP 52005, Revision B; these references shall be redirected to the corresponding sections of the current revision of SSP 52005. 2.1 FRACTURE CONTROL AND PAYLOAD REQUIREMENTS DOCUMENTS
This document is written to meet requirements in the payload fracture control documents shown in the list provided below. Fracture control as implemented under this Plan shall be responsive in particular to the detailed requirements in first NASA-STD-5003 and then SSP 52005. All fracture control implementation procedures documented in the forthcoming "Fracture Control Implementation Handbook for Payloads, Experiments, and Similar Hardware," NASA-HDBK-P020, shall be followed when NASA-HDBK-P020 is released. In the event of any conflict between the requirements cited in this document and these requirement documents, the requirement documents shall govern.
NASA-STD-5007
General Fracture Control Requirements for Manned Spaceflight Systems, September 15, 2000
NSTS 1700.7B
Safety Policy and Requirements for Payloads Using the Space Transportation System, Change No. 11, May 11, 2001
NSTS 1700.7B ISS ADDENDUM
Safety Policy and Requirements for Payloads Using the International Space Station, Change No. 3, February 1, 2002
NASA-STD-5003 Fracture Control Requirements for Payloads Using the Space Shuttle, October 7, 1996
NSTS/ISS 13830C NSTS/ISS 13830C, July 1998, Payload Safety Review and Data Submittal Requirements
NSTS/ISS 18798B Interpretation of NSTS/ISS Payload Safety Requirements, September 1997
2

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 134
SSP 52005B Payload Flight Equipment Requirements and Guidelines for Safety-Critical Structures, December 10, 1998 [see note in Section 2.0]
NASA-HDBK-P020 Fracture Control Implementation Handbook for Payloads, Experiments, and Similar Hardware, Release Pending
NSTS 14046 Revision E
Payload Verification Requirements, March, 2000
NASA-STD-5009
Non-Destructive Evaluation Requirements for Fracture Control Programs, Release Pending (This document is being evaluated by NASA as a replacement for MSFC-STD-1249)
MSFC-STD-1249
Standard NDE Guidelines and Requirements For Fracture Control Programs, September 11, 1985 (NASA is evaluating replacement of this document with NASA-STD-5009)
JSC-22267B Fatigue Crack Growth Computer Program NASGRO Version 3.0, March, 2002
MSFC-HDBK-527/JSC 09604,
Materials Selection List for Space Hardware Systems, December 29, 1988
MSFC-STD-3029
Guidelines for the Selection of Metallic Materials for Stress Corrosion Cracking Resistance in Sodium Chloride Environments, May 22, 2000. Supersedes MSFC-SPEC-522B, Design Criteria for Controlling Stress Corrosion Cracking, July 1, 1987
MIL-STD-1522A
Standard General Requirements for Safe Design and Operation of Pressurized Missile and Space Systems, July 1, 1972
NSTS-08307A Criteria for Preloaded Bolts, July 6, 1998
MSFC-STD-561A Threaded Fasteners, Securing of Flight Hardware Used on Shuttle Payloads and Experiments, February 28, 1995
SSP 52000-PDS Revision C
Payload Data Sets Blank Book, August 2001
3

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 135
2.2 HHR #1 INTEGRATED PAYLOAD SPECIFIC DOCUMENTS
The integrated HHR #1 system pertinent documents are:
S683-46700
Revision D
Prime Item Development Specification for the Habitat Holding Rack (HHR) CI #683P26A”HHR #1, March 7, 2003
ARC/CF-11226 Revision K Mission Requirements Document, September 2002
ARC/BRP-40102
Revision –
Integrated Habitat Holding Rack 1 Structural Verification Plan, March 7, 2003
D683-43601 Revision New
Structural Evaluation of the Biological Research Project Habitat Holding Rack For the International Space Station, December 12, 2001
The following HHR #1 integrated payload document is currently in preparation. It will be used to complete the set of necessary documents to perform an integrated assessment.
D683-83377 Revision – Biological Research Project Habitat Holding Rack Fracture Control Report
4
NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 136
3.0 PAYLOAD ORGANIZATION FOR FRACTURE CONTROL 3.1 PAYLOAD ORGANIZATION NASA Ames Research Center is the sponsoring NASA Center for this integrated payload. At Ames, the Space Station Biological Research Project (SSBRP) supplies overall project management and designates the Leads who are responsible for project management and for implementation of fracture control of the Integrated Habitat Holding Rack No. 1 (HHR #1) payload as specified in this Fracture Control Plan. 3.2 RESPONSIBILITIES FOR FRACTURE CONTROL The SSBRP Systems Engineering Lead has the responsibility to implement fracture control for this integrated rack payload to meet NASA requirements as specified in NASA-STD-5003 and SSP 52005. To meet this responsibility, the SSBRP Systems Engineering Lead shall arrange for assignment of responsibility to provide the following personnel functions for the HHR #1 integrated rack payload:
Fracture Control Engineer (FCE) with experience in structures and fracture control who shall be responsible for the implementation of integrated rack payload fracture control and ensuring its effectiveness in meeting all requirements by monitoring, reviewing, and approving all related activities performed both internally and by subcontractors that affect the fracture control aspects of the integrated rack mission payload.
System Safety, and Mission Assurance (SSMA) representative who shall ensure SSMA requirements are met including fracture control requirements of traceability and documentation. In addition, the SSMA representative will ensure the flight hardware complies with the approved drawings, specifications, plans, and procedures.
The NASA ARC SSBRP Verification Team Leader who has verification responsibility for the payload will designate a Subject Matter Expert (SME) who will be responsible for review of each documentation submittal and supporting activities required by this Plan and to certify the Verification Closure Reports (VCRs) have met all requirements.
5

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 137
4.0 MISSION AND PAYLOAD DESCRIPTION 4.1 PAYLOAD MISSION The payload mission is determined by the specific shuttle flight or ISS increment or stage being analyzed. The first payload mission for the HHR #1 will be the launch of the integrated rack with associated subrack payloads and on orbit installation and checkout into the ISS CAM. Subsequent missions will involve reconfiguration of the rack as a result of subrack payload changeout. The HHR #1 has been designed for a service life of 10 years with up to two launch and return cycles. The lifetime of the hardware includes: testing, transportation, lift-off/ascent, on-orbit operations, crew applied loads, descent/landing, emergency landings, and post-landing events in the MPLM.
4.2 MISSION CONFIGURATION The launch configuration for a specific increment is identified in the Payload Data Library (PDL) in Assembly and Integration Drawings contained within the configuration data set as defined in Section 9.0 of the "Payload Data Sets Blank Book", SSP 52000-PDS, Revision C, for that increment. The on orbit configuration for an increment and/or stage is defined by On-orbit Operational Configuration Drawings also located in the PDL Configuration Data Set.
The fracture control assessment will take into consideration the current configuration as identified in the PDL Configuration Data Set as well as the previous configuration history that is applicable to the integrated structure as documented in previous fracture control assessments. 4.3 TYPICAL HARDWARE MANIFEST A typical manifest may consist of the following subrack payloads, support hardware and stowage. All elements of the manifest must meet structural analysis per the "Integrated Habitat Holding Rack 1 Structural Verification Plan," ARC/BRP-40102, March 7, 2003, and must be compliant with Fracture Control Requirements cited within this specification: Payloads Quantity Habitat Holding Rack 1 Insect Habitat Science Element 1 Insect Habitat Transport Element 1 Flight Incubator # 1 1 Flight Incubator # 2 1
Support Hardware 4 PU ISIS Drawers 6 Quick Disconnect Caps 8 Rear Payload Closeouts 14 Laptop 1 Panel Cover 1 FTS w/restraints 8 2 PU Front Panel Closeout Covers 2 Low Pass Through Panel Cover 1 PaRIS Attachment Hardware (on orbit only) 1
6

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 138
Payloads Quantity
Stowed Components Power, RS232, Video and Data Cables and Restraints TBD Miscellaneous Electrical ORUs TBD Installation Support Hardware 1 Mounting Plat/Arm 1 Umbilical Cables and Hoses 1
Figure 4.3-1 Representative HHR figure showing interfaces to subrack payloads.
7

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 139
5.0 FRACTURE CONTROL IMPLEMENTATION 5.1 TRACEABILITY AND DOCUMENTATION Traceability as defined in the applicable requirement documents shall be maintained on all fracture-critical parts throughout their development including manufacturing, testing, and flight to show that all fracture control processes have been met on each fracture critical part. Serialization shall be required for fracture-critical components.
Engineering drawings for fracture-critical parts shall contain notes which:
Identify the part as a "FRACTURE CRITICAL PART"
Specify the appropriate Non-Destructive Evaluation (NDE) technique to be used on the part
Specify that the part be marked with part number and serial number All changes in design or process specifications, manufacturing discrepancies, repairs, and finished part modifications of all parts shall be reviewed by the assigned FCE to ensure that fracture control requirements are still met. A pressure history log shall be maintained for pressure vessels when vessel life is limited by safe-life fracture control requirements. The log, which shall begin with the proof test or inspection used to define the starting flaw baseline, shall record pressure cycles, associated environmental conditions, and vessel contents throughout the manufacturing, testing, and flight of the vessel.
5.2 DESIGN TO SIMPLIFY FRACTURE CONTROL Designers and analysts should become familiar with fracture control requirements and conduct a hardware assessment to establish the fracture criticality of structural parts and components. In addition to good design, specific practices as listed in SSP 52005 Section 5.3 "Fracture Control" should be followed to simplify fracture control implementation. In particular, the designers are encouraged to pursue the following listed practices whenever possible:
Design parts with redundancy; avoid single point failures in joints and structures
Design parts so they can be inspected
Avoid processes that tend to be crack prone such as welding, custom forging, and casting
Use well characterized standard aerospace materials for which the strength, fatigue, and fracture properties are known
8

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 140
5.3 MATERIALS SELECTION Material selection shall meet SSP 52005 Section 5.4 "Material Selection" requirements. Fracture critical parts/components shall be fabricated from materials and/or components with specific verification of applicable supplier data/certifications and obtained from bonded storage or equivalent materials/hardware control. Materials shall comply with NASA approved standards and specifications. Use of a stress corrosion susceptible alloy as defined in MSFC-STD-3029 or MSFC-HDBK-527/JSC 09604 requires an approved Materials Usage Agreement (MUA). Material certifications and inspections shall be retained by the payload project Payload Developer as supporting documentation for the life of the payload. 5.4 WELDING AND FASTENER REQUIREMENTS Welding shall meet requirements given in SSP 52005 Section 5.5 "Welding Requirements." Fasteners shall meet requirements given in SSP 52005 in Section 5.6 "Fastener Requirements." Additionally:
All fasteners used in critical applications shall be National Aerospace Standard (NAS), Military Standard (MS), or similar industry type fasteners that are made to aerospace specifications and quality control
Fasteners smaller than 3/16 inch in diameter shall not be used in fracture-critical applications
5.5 FRACTURE CONTROL CLASSIFICATION All load-bearing structures shall be considered safety critical structures as defined in SSP 52005. Hardware fracture control classification shall follow the procedures defined in NASA-STD-5003. The flow of this process is shown in Figure 1 of NASA-STD-5003, which is reproduced below as Figure 5.5-1.
9

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 141
NOTE: All Section number references within Figure 5.5-1 refer to NASA-STD-5003
FIGURE 5.5-1 NASA-STD-5003 Fracture Control Classification/Processing of Payload Components
10
Yes
No
START
Is the component exempt from fracture control as defined in 1.3.b, or
Does the component meet low released mass requirements of 4.2.2.1, or
Does the component meet containment requirements of 4.2.2.2, or
Does the component meet fail-safe requirements of 4.2.2.3, or
Does the component meet low-risk fracture requirements of 4.2.2.4, or
Is the component a composite/bonded non-fracture critical part as defined in 4.2.3.5.c?
Component is non-fracture critical and is to be processed as specified in 4.2.1, 4.2.2, 4.2.3.5.b, and 4.2.3.5.c.
Is the component a pressure vessel or a pressurized component, line, or fitting, or hazardous fluid container, or
Is the component rotating machinery, or
Is the component a fracture critical fastener, or
Is the component a composite/bonded part, or
Is the component a fracture critical glass part, or
Is the component a part of a mechanical system, or
Is the component a human-tended module?
Component is fracture critical and subject to the traceability, safe-life, NDE, and documentation requirements specified in 4.1.4, 4.2.3.1, 4.3.1, 4.3.2, 4.4.1, and 4.4.2.
No
Component is subject to fracture critical classification and requirements specified, respectively, in 4.2.3.2 through 4.2.3.8 and as applicable in 4.1.4, 4.2.3.1, 4.3.1, 4.3.2, 4.4.1, and 4.4.2.
Yes

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 142
5.6 FRACTURE MECHANICS ANALYSES AND TESTS Safe-life verification, including fracture mechanics analyses and/or tests, shall be performed in accordance with requirements in NASA-STD-5003. Detailed fracture mechanics analysis and testing methodology documented in the "Fracture Control Implementation Handbook for Payloads, Experiments, and Similar Hardware," NASA-HDBK-P020, shall be followed when
NASA-HDBK-P020 is released. The NASGRO computer program, Version 3.0 or higher shall be used for all fracture mechanics analyses of integrated rack structure fracture control assessments. For all fracture mechanics life analyses, the material crack toughness thickness modeling parameter Bk shall be set equal to zero. The FCE shall approve the use of any
material properties other than those supplied in the NASGRO material database. The FCE shall also approve any safe-life verification tests. The shuttle launch/assent and landing/descent loads spectrum used for crack growth analysis
shall be the GSFC spectrum which is discussed in Section 2.2.5.1 in the NASGRO Reference Manual [Reference JSC-22267B] and in Appendix D in NASA-HDBK-P020. Where applicable, the spectrum shall be adjusted to account for mean stress effects due to preloads or other sources. All other relevant mission events which induce significant loads on the payload shall be included in fracture control assessments. Per NASA-STD-5003 Section 4.2.3.1.1c, a specific, detailed, fracture mechanics analysis (or test) shall be performed to justify the use of any fracture-critical flight part with detected crack-like flaws. This type of analysis shall include additional conservative safety factors to bound the worst case actual flaw size and use the most advanced fracture mechanics analysis methods and show adequate mission life. Approval of this analysis by the FCE, the SSMA representative, and the assigned verification SME must be obtained prior to requesting approval of the Payload Safety Review Panel (PSRP) for the use of any fracture-critical flight part containing detected cracks or crack-like defects.
5.7 NON-DESTRUCTIVE EVALUATION INSPECTIONS All fracture critical parts shall be subjected to NDE or proof testing to screen flaws.
5.7.1 Initial Flaw Size by NDE The selection of NDE methods and level of inspection shall be based primarily on the safe-life acceptance requirements of the part. The NDE requirements as defined in NASA-STD-5003 shall be followed. 5.7.2 Initial Flaw Size by Proof Test A proof test may not adequately screen flaws for safe-life fracture mechanics analyses due to the potential for subcritical crack growth during the proof test in some materials.
11

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 143
Proposed proof testing for initial flaw screening must be evaluated by analysis and/or test to determine the potential for subcritical crack growth during the proof test, and evaluate the impact of subcritical growth on the initial flaw size screened. Proposed proof testing must:
Simulate the actual service loading and stress distribution in the critical sections of the parts
The test must bound the structural response by proper choice of material, thickness, and crack geometry when cracked specimens are used to certify the proof test methodology
Post-proof test inspection is required for all welds in the part.
12

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 144
6.0 DOCUMENTATION
All documentation specified in the fracture control requirements documents shall be generated and provided for all payload reviews including the PSRP. Documents which shall be submitted to the PSRP include Fracture Control Plans, Fracture Control Summary Reports, documentation of any parts with known crack-like defects in flight hardware, and Material Usage Agreement (MUA) for materials where required as defined in Section 5.3.
6.1 FRACTURE CONTROL REPORT To certify fracture control compliance of the flight hardware, the Project FCE shall be responsible for preparation of a Fracture Control Report on the flight hardware system. The Fracture Control Report shall demonstrate that the flight hardware meets all fracture control requirements identified in this Plan. The Fracture Control Report is the source and detailed verification document for all fracture control classifications, assessments, analyses, and tests that provide the results documented in the Fracture Control Summary Report. In particular, the Fracture Control Report includes:
A description of the payload and the payload mission increment and stage being analyzed
Sufficiently detailed drawings/sketches of the payload to show the general structure and function of the hardware
A statement as to whether or not the payload contains pressure vessels or fracture critical rotating equipment
A list showing the part number, material, heat-treatment used, and the fracture control disposition (safe-life, test, acceptable durability, etc.) for all components
Fracture control assessments of all hardware using loads and analysis results as defined in the payload Structural Verification Plan (SVP)
For fracture critical components, it shall supply sketches, fracture mechanics properties, locations of maximum stress, loading spectra, and types and size of initial flaws used in the analyses or tests
Appropriate analysis and/or test data supporting the fracture control disposition
Detail description citing procedures used for each type of NDE and/or tests applied for fracture control purposes to each fracture-critical part and to each low-risk part requiring specific inspection and summary of results
All pressure vessel pressure-history logs
13

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 145
6.2 FRACTURE CONTROL SUMMARY REPORT To certify fracture control compliance of the flight hardware, the Project FCE shall be responsible for preparation of a Fracture Control Summary Report on the flight hardware system that is required for the Phase 3 Safety Review by the PSRP. The Fracture Control Summary Report shall demonstrate that the flight hardware meets all fracture control requirements identified in this Plan by providing:
A description of the payload and the payload mission increment and stage being analyzed
A statement as to whether or not the payload contains pressure vessels or fracture critical rotating equipment
A list showing the part number, material, heat-treatment used, and the fracture control disposition (safe-life, test, acceptable durability, etc.) for all components
Identification of fracture critical parts and low risk fracture parts, showing the material and heat treatment used and the basis for part acceptability (i.e., safe- life analysis, test, acceptable durability, insignificant fatigue loading, etc.). Fracture critical parts that are limited life must be specifically identified. A statement to the effect that all other parts were examined and determined to be non-fracture critical must be included.
Identification of fail safe parts and a brief statement of the basis for classification.
Reflown fail safe hardware should have verification that any required “between mission” inspections have been done
A statement that inspections or tests specified for fracture control were, in fact, applied and results showed structural integrity requirements were met
A statement that the flight hardware configuration has been controlled and verified for all fracture critical parts/components
A statement that materials usage has been verified for fracture critical parts/components
Copies of MUAs for fracture critical or low risk parts/components and a summary of discrepancy reports, or equivalent reviews, of anomalies that could affect the performance of fracture critical parts/components
If applicable, a summary discussion of alternative approaches or specialized assessment methodology applied, but not specifically covered by guidelines
If during the program, no parts/components or procedures are identified that require information as listed above, a statement to that effect with reference to supporting documentation must be submitted in the FCSR
Supporting detailed documentation such as drawings, calculations, analyses, data printouts, inspection plans or records, specifications, certifications, reports, procedures, etc., will not be submitted as a part of the FCSR, but should be in the Fracture Control Report and shall be made available for review if requested.
14

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 146
6.3 SUPPORTING DATA AND ARCHIVING Documents including and supporting the Fracture Control Plan, the Fracture Control Report and the Fracture Control Summary Report shall be kept for the life of the payload and be available for audit. Additional requirement details are as specified in SSP 52005 Section 6.2.11.2 "Supporting Data." A copy of all analysis input data and all documentation required by this Plan shall be archived in the appropriate format using guidelines set by NASA ARC SSBRP data management and library services.
15

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX M 147
7.0 ALTERNATE APPROACHES
In the event a particular requirement of this document cannot be met for a specific payload component, but an alternative or modified fracture control approach can be utilized to preclude a catastrophic hazard to the Orbiter, the ISS and its crew, the alternate approach shall be documented and submitted for approval by the FCE, the SSMA representative, the assigned verification SME, and the PSRP.
16

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX L 148
8.0 APPENDIX A: ACRONYMS
The acronyms are listed here to assist the reader in understanding this document. ARC Ames Research Center, NASA FCE Fracture Control Engineer FCR Fracture Control Report FCSR Fracture Control Summary Report HHR Habitat Holding Rack IRN Interface Revision Notice ISIS International Subrack Interface Standard ISPR International Standard Payload Rack ISS International Space Station JSC Johnson Space Center, NASA MIL-STD Military Standard MPLM Mini Pressurized Logistics Module MS Military Standard MSFC Marshall Space Flight Center, NASA MUA Materials Usage Agreement NAS National Aerospace Standard NASA National Aeronautics and Space Administration
NASGRO NASA Crack Growth Computer Program, see JSC-22267
NDE Non-Destructive Evaluation NSTS National Space Transportation System ORU Orbital Replacement Unit PaRIS Passive Rack Isolation System PIE Payload Interface Equipment PD Payload Developer PDS Payload Data Set PSRP Payload Safety Review Panel PU Payload Unit SME Subject Matter Expert SSMA System Safety and Mission Assurance SSP Space Station Program SVP Structural Verification Plan VCR Verification Closure Report
17

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 149
APPENDIX N
FRACTURE CONTROL SUMMARY REPORT (FCSR) EXAMPLE
N.1 Fracture Control Summary Report (FCSR) Example. An example of a fracture control summary report for the Neurolab is provided in this appendix. Neurolab is a Spacelab Mission primarily based on reflown Life Science Laboratory Equipment.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 150
AW-3829 REV. -
NEUROLAB FRACTURE CONTROL SUMMARY REPORT
Submitted To:
SPACE LIFE SCIENCES PAYLOADS OFFICE National Aeronautics and Space Administration
Ames Research Center Moffett Field, California
June 6, 1997
Prepared By:
David J. Mayer
Payloads and Facilities Engineering Branch
Checked By:
Roy W. Hampton
NASA Ames Research Center, Fracture Control Engineer

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 151
i
Rev./Date Affected Pages Description of Change Rev. - ALL New Document

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 152
Table of Contents Change Record .............................................................................................................. i Table of Contents ........................................................................................................... ii INTRODUCTION ........................................................................................................... 1 FRACTURE DISPOSITION ANALYSIS .......................................................................... 2 FRACTURE CRITICAL SUMMARY ................................................................................ 5 CONCLUSION ............................................................................................................... 7
Reference Documents NHB-8071.1 FRACTURE CONTROL REQUIREMENTS FOR PAYLOADS
USING THE NATIONAL SPACE TRANSPORTATION SYSTEM JSC-27322 NEUROLAB MISSION FRACTURE CONTROL PLAN AA-03828 FAILSAFE ANALYSIS OF THE RAHF CAGE MODULE AW-01769 RAHF FRACTURE ANALYSIS PMIC-ANAL-5412B SPACELAB MISSION J GENERAL PURPOSE WORK STATION,
FRACTURE MECHANICS ANALYSIS PMIC-ANAL-5349A GENERAL PURPOSE WORK STATION, SAFETY CRITICAL STRUCTURES ANALYSIS D2-BB-TN-034-OH FRACTURE ANALYSIS OF GB-SUPPLY UNIT (GB-
CONTROLLER) D2-BB-TN-041-OH FRACTURE ANALYSIS OF INCUBATOR BOTANY
EXPERIMENTS IBT TC BOTEX AA-3705 MPCS STATIC STRUCTURAL ANALYSIS AA-3706 BIOTELEMETRY SYSTEM STATIC STRUCTURE ANALYSIS AA-3707 STOWAGE LOCKER STATIC STRUCTURAL ANALYSIS
ii

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 153
1
INTRODUCTION
This report summarizes the methods and solutions used to track and disposition
spaceflight hardware for flight on the Neurolab mission with respect to NHB 8071.1
Fracture Control requirements, and the Neurolab Mission Fracture Control Plan, JSC-
27322. Neurolab is a Spacelab Mission primarily based on reflown Life Science
Laboratory Equipment (LSLE). As much of this hardware is reflown previous analysis is
referenced and updates are identified where applicable.
We are still awaiting input on fracture control from NASDA with respect to the VFEU,
DIU, and DR.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 154
2
FRACTURE DISPOSITION ANALYSIS
The System Disposition Summary, Table #1 provides the fracture control disposition.
Detailed analysis reports for each piece of equipment are referenced along with the name
of the component analyzed, and the methodology used. The Fracture Rating in the right
most column is defined at the end of the table, and is constant with the rating
nomenclature used for SLS-1 and SLS-2.
Table #1, System Disposition Summary
SYSTEM
Report Number
Component Disposition Methodology Fracture
Rating
RAHF AW - 01769
Water Tank Support
Water Tank
Support Structure
Water Tank Straps
Potential Energy
Fail Safe
Fracture Critical ( >20 missions)
PE
FS1
SL
RAHF AW - 01769
Water Distribution Manifolds (2) Failsafe FS1
RAHF AA-3705
Monitor and Process Control System
(SIR Drawer) Structure
Contents of Electronics Box
Failsafe
Contained components
FS2
CR1
RAHF Cage Module Failsafe
Analysis AA-03828,
else AW - 01769
RAHF Cage Module (CM)
CM Module Structure
Cage Latches
CM Contents
Environmental Control System (ECS)
ECS: Bleed Air Fans
ECS: Circ. Fans
ECS: Water. Sep. Fan.
Failsafe
Failsafe
Contained components
Contained components (within
Rack behind Cage Module)
Rotating Element
Rotating Element
Rotating Element
FS2
FS2
CR1
CR1
KE
KE
KE
RAHF AA-03706
Neurolab BIOTELEMETRY Chassis
(NBC, SIR Drawer)
Contents
Failsafe
Contained
FS2
CR1
RAHF AW - 01769
Single Pass Auxiliary Fan
Structure (BOX)
Contents
SPAF Fan
SPAF Elbow
Failsafe
Contained components
Rotating Element
Module Mounted Low mass (<3.0
Kg)
FS1
CR1
KE
LM
RAHF AW - 01769
Condensate Collector Panel (CC)
CC Backshell
CC Backshell to CC strap
CC Strap
Fracture Critical (>100 Mission)
Failsafe
Fracture Critical (>100 Mission)
SL
FS2
SL

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 155
3
Table #1, System Disposition Summary (con't)
SYSTEM
Report Number
Component Disposition Methodology Fracture
Rating
RAHF AW - 01769
Air Purification Unit
Support Structure
Contents
Failsafe
Contained
FS1
CR1
GPWS PMIC-ANAL-5412B
PMIC-ANAL-5349A
TCCS Straps
TCCS Saddle Bracket
TCCS Contents
Fracture Critical (10 missions / 7
remaining)
Fracture Critical (10 missions / 7
remaining)
Contained
SL
SL
CR1
GPWS PMIC-ANAL-5412B
PMIC-ANAL-5349A
Cabinet
Cabinet Attachment
Cabinet Contents
Failsafe
Failsafe
Contained
FS1
FS1
CR1
GPWS PMIC-ANAL-5412B
PMIC-ANAL-5349A
Current Limiter
Current Limiter Contents
Failsafe
Contained
FS1
CR1
NASDA
Hardware
VFEU, Structure
Contents
Analysis TBD
(IML-2 Data is applicable and
being gathered)
TBD
NASDA
Hardware
DR, Structure (SIR Drawer)
Contents
Analysis TBD TBD
NASDA
Hardware
DIU, Structure (SIR Drawer)
Contents
Analysis TBD TBD
DARA Hardware D2-BB-TN-034-OH
GB Controller, Structure
Contents
Failsafe & Low Risk
Contained
FS1
LR
CR1
DARA Hardware D2-BB-TN-041-OH
BOTEX, Structure
Contents
Failsafe & Low Risk
Contained
FS1
LR
CR1
Stowage
Hardware
All stowage items contained within
stowage lockers.
Contained CR1
Stowage Drawer AA-3707
4 PU Short Sir Stowage Drawer,
Structure
Contents
Failsafe
Contained
FS2
CR1
AEM Located within a Middeck Locker Contained CR1
CEBAS Located within a Middeck Locker Contained CR1
Fracture Rating and Disposition Categories
CR1 Contained, Shown by engineering Examination. Potential loose items and wall thickness
are consistent with those used in containment test report 90-ES5-3.
CR2 Contained, This part has been shown to be contained by Analysis

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 156
4
FS1 Failsafe, Shown by Engineering Examination. Multiple redundant load paths with large
safety margins. Load paths are inspected between flights.
FS2 Failsafe, This part has been shown to be Fail Safe by Analysis
KE Kinetic Energy: This Item has stored kinetic energy. It has been shown to be below the
threshold value for fracture critical hardware.
LM Low Released Mass: This item has a lower mass then the threshold mass required for
fracture control.
LR Low Risk: These item falls into the Low Risk Fracture control category.
PE Potential Energy, This Item has stored mechanical energy. It has been shown to be below
the threshold value for fracture critical hardware.
SL Safe Life Analysis is required, (Parts are Fracture Critical). A summary of remaining life
of these items is found in next section of this report.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 157
5
FRACTURE CRITICAL SUMMARY
Fracture Control Summary for Neurolab
All items in the disposition have been shown to meet the associated analysis methodology. Items that are
actually fracture critical are listed below with their respective mission life remaining.
RAHF
The RAHF is predominately reflown hardware. The only new structure, the Monitor and Process Control
System (MPCS) & Neurolab Biotelemetry Chassis (NBC), are based on the Standard interface Rack
Drawer and are Failsafe designs. Analysis reports addressing this design have been completed (AA-03705
MPCS Static Structural Analysis, AA-03706 Biotelemetry Static Structural Analysis). The remainder of
the RAHF has been addressed in AW-01769. The remaining allowable structural life is shown in the table
below.
Table #2, RAHF Analysis, AW-01769
Component Name Max Allowable
Flaw size
(inspected)
NDE Method Allowable Missions
Number of
missions
Remaining Since
Inspection
Condensate Collector
Bracket / Cradle
0.1" Penetrant Test Unsustained Flaw
Growth
Effectively Infinite
Unlimited Life
Condensate Collector
Strap
0.1" Penetrant Test Unsustained Flaw
Growth
Effectively Infinite
Unlimited Life
Water Tank Saddle
Bracket
0.1" Penetrant Test +75
Flown on SLS-1,
SLS-2
+73
Water Tank Strap 0.3" Penetrant Test 19
Flown on SLS-1,
SLS-2
17

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 158
6
GPWS
No structural changes have been made to the General Purpose Workstation for Neurolab. The TCCS Tee
Bolts were replaced and re-inspected for SL-J with a bolt good for 10 missions. The GPWS Safe Life
analysis is addressed in PMIC-ANAL-5412 Rev B. The remaining allowable structural life is shown in the
table below.
Table #3, GPWS Ref.: PMIC-ANAL-5412 Rev B
Component Name Max Allowable
Flaw size
(inspected)
NDE Method Allowable Missions
Number of
missions
Remaining Since
Inspection
TCCS Saddle Bracket,
5797820-001 & 003
0.52" by 0.19"
Through
Penetrant
Test
10
Flown on SLS-1, SL-J,
SLS-2
7
TCCS Strap,
MB5608S-100N1944
0.26" by 0.063"
Through
Penetrant
Test
10
Flown on SLS-1, SL-J,
SLS-2
7
TCCS Tee Bolt,
96AW500
0.28" By 0.14"
deep
Penetrant
Test
(Replaced
after SLS-1)
10
Replaced and Inspected
for SL-J
Flown on SL-J, SLS-2
8
NASDA Hardware
NASDA hardware (VFEU, DIU, DR) is considered to be a combination of fail-safe and contained. The
VFEU was analyzed to be fail safe for SL-J/IML-2 and ARC is waiting for information on this from
NASDA. The DIU / DR are based on SIR drawer type construction and are expected to be fail safe, ARC
is waiting for information on this from NASDA. Items within the VFEU, DIU, and DR are considered
contained and ARC is waiting for information on this from NASDA.
DARA Hardware
The DARA hardware is considered to be a combination of Fail Safe, Low Risk, and Contained. The
BOTEX & GB Controller were analyzed in Reports #D2-BB-TN-041-OH, D2-BB-TN-034-OH. The
BOTEX Front Panel is considered a Low Risk item and was analyzed for 8 flights. It has been flown on
D2, and has 7 flights remaining.
Stowage
No Fracture Critical Stowage Hardware.
AEM
No Fracture Critical AEM Hardware.
CEBAS
No Fracture Critical CEBAS Hardware.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 159
7
CONCLUSION
NASA ARC has open issues with fracture control on NASDA hardware at this time. All
other hardware has been dispositioned, analyzed, and controlled as required. All safe life
Items have been inspected and have an ample number of missions remaining on their safe
life.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX N 160
This Page Left Blank Intentionally
8

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 161
APPENDIX O
FRACTURE CONTROL PRESENTATION EXAMPLE O.1 Fracture Control Presentation Example. An example of a fracture control presentation is provided in this appendix. There are two charts per page. This presentation was made to the MSFC Fracture Control Board after CDR and prior to the Phase 3 Safety Review.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 162
AGENDA
• Introduction
• Description of Experiment and Hardware
• Scope of Analysis, Requirements, and Assumptions
• Fracture Classification of Hardware
• Summary of Results
• Conclusions
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
George C. Marshall Space Flight Center
Science and Engineering
Contract NAS8-40836
George C. Marshall Space Flight Center
Science and Engineering
Contract NAS8-40836
Vapor Compression Distillation Flight Experiment
Fracture Control Analysis
MG-00-654
James K. Robinson
MSFC Group
620 Discovery Drive
Huntsville, Alabama 35806
MSFC Group
620 Discovery Drive
Huntsville, Alabama 35806
September 20, 2000

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 163
ACRONYMS
AIA Air Injection Assembly
CMI Control/Monitor Instrumentation
CPHU Concentrated Pretreated Human Urine
DA Distillation Assembly
EPDP External Power Data Panel
ESC Experiment Support Computer
FCPA Fluids Control and Pump Assembly
MTA Mixing Tank Assembly
PCPA Pressure Control and Pump Assembly
RDU Rack Distribution Unit
RFTA Recycle Filter Tank Assembly
SPA Separator Plumbing Assembly
WSA Water Storage Assembly
VCD Vapor Compression Distillation
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
INTRODUCTION
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
• VCD is an International Space Station (ISS) Risk Mitigation Experiment
(RME) intended to investigate the micro-gravity sensitivity of a VCD-based
Urine Processor Assembly (UPA)
• The Flight Experiment (FE) will establish the readiness of VCD technology
for use in the ISS UPA application (Node 3)
• VCD technology will be used to process pretreated urine and flush water for
addition to potable water supply on ISS
• NASA has been developing VCD technology since the early 1960’s
• VCD hardware has been under development by Life Systems, Inc. since 1977
and by MSFC since 1997
• Located in a double rack in aft segment of SPACEHAB Research Double
Module (RDM)
• Manifested for flight on STS-107 (June 2001, under review)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 164
VCD TECHNOLOGY
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
• Utilizes a phase change
process to efficiently recover
product water from
wastewater feed
• Recovers latent heat of
condensation for higher
efficiency by compressing
water vapor to raise its
saturation temperature and
then condensing it on surface
in thermal contact with
evaporator
• Evaporator/condenser and
product water collector are
rotated to achieve phase
separation in micro-gravity
by centrifugal force
BACKGROUND
• Life Systems, Inc. (LSI) was originally contracted to develop VCD FE
SH/Mir-06 VCD Phase 0/I Flight Safety Review (March 1996)
VCD was rescheduled for flight on SH/Mir-08
VCD was deleted from manifest (September 1996)
• MSFC began work on VCD as an in-house project (November 1997)
• Decision made to fly on SPACEHAB mission STS-107 (April 1998)
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 165
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
BACKGROUND
• Following project cancellation, Life Systems, Inc. (LSI) delivered VCD FE hardware, drawings, analysis, and other documentation to MSFC
Hardware traceability was, for the most part, non-existent
Analytical models and documentation were missing or less-mature than
expected
• Approach to disposition the VCD FE Hardware
Demonstrate hardware safety through conservative analyses
Conduct testing and perform measurements to characterize the delivered
hardware
o Material Verification
o Dimensional Inspection
o NDE Inspection
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE
Distillation Assembly
RDU
EPDP
Recycle Filter Tank Assembly
and Mixing Tank Assembly
Control/Monitor
Instrumentation
Soft Stowage
locations (4)
Water
Storage Tank
Assembly
Separator Plumbing
Assembly
Pressure Control &
Pump Assembly
Fluids Control &
Pump Assembly
Pump Mounting
Plate
Equipment
Mounting Plate
Accumulator

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 166
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE
Distillation Assembly
Fluid Manifold
Assy
Stationary
Bowl Assy
Demister (rotating)
Magnetic Driver
Coupler Assy
Front Plate Assy
Shaft Assy (stationary)
Steam DeflectorCentrifuge Tank (rotating)
Feed Tube
Liquid Level Sensor
Pulley Target Assy (rotating)
Fluid Manifold
Assy
Stationary
Bowl Assy
Demister (rotating)
Magnetic Driver
Coupler Assy
Front Plate Assy
Shaft Assy (stationary)
Steam DeflectorCentrifuge Tank (rotating)
Feed Tube
Liquid Level Sensor
Pulley Target Assy (rotating)
Weight: 137 lb., Dimensions: ~26 in. length, 17 in. diameter
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE DESCRIPTION
• Distillation Assembly (DA)
– Evaporates water from a flowing wastewater stream
– Subsequently condenses water vapor to form product water
– Rotating centrifuge drum (180 rpm) provides liquid/vapor separation in
micro-gravity
• Fluids Control and Pump Assembly (FCPA)
– Manages and directs flow of wastewater feed, wastewater recycle and
product water within VCD
– Four tube (norprene) peristaltic pump (28 VDC)
• tube #1: feed
• tubes #2 & #3: recycle (recirculates excess feed not evaporated in
DA)
• tube #4: product

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 167
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE
Distillation Assembly Functional Schematic
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE
Fluids Control & Pump Assembly
Weight: 64 lb., Dimensions: 22 in. x 12 in. x 10 in.
HARMONIC DRIVE ASSEMBLY
TUBE ASSEMBLY
RACK ATTACHMENT
BRACKET
FLUIDS CONTROL ASSEMBLY
HUB ASSEMBLY
FLUIDS PUMP
HOUSING
HARMONIC DRIVE ASSEMBLY
TUBE ASSEMBLY
RACK ATTACHMENT
BRACKET
FLUIDS CONTROL ASSEMBLY
HUB ASSEMBLY
FLUIDS PUMP
HOUSING

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 168
APPENDIX O
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE DESCRIPTION
• Pressure Control and Pump Assembly (PCPA)
– Utilizes peristaltic pump design
– Provides vacuum source for
• DA (allows low temperature water vaporization)
• PCPA and FCPA housings (prevents pump tubes from collapsing)
• Recycle Filter Tank Assembly (RFTA)
– Filters and accumulates solid precipitates that crystallize out of solution
within the wastewater stream as the recycling wastewater concentrates
beyond its saturation level (before being mixed with fresh waste from the
MTA)
– Contains 9 liters of CPHU
– MDP = 10 psig
• Mixing Tank Assembly (MTA)
– Stores 9 liters of CPHU (initially with 8% solids) to test the ability of the
system to move solids into the Recycle Filter Tank
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE
Pressure Control & Pump Assembly
Weight: 65 lb., Dimensions: 21 in. x 13 in. x 10 in.
PRESSURE CONTROL ASSEMBLY
HARMONIC DRIVE ASSEMBLY
TUBE ASSEMBLY
ECCENTRIC HOUSING COVER
HUB ASSEMBLY
PRESSURE SENSORS
PURGE PUMP HOUSING
REAR COVER
PRESSURE CONTROL ASSEMBLY
HARMONIC DRIVE ASSEMBLY
TUBE ASSEMBLY
ECCENTRIC HOUSING COVER
HUB ASSEMBLY
PRESSURE SENSORS
PURGE PUMP HOUSING
REAR COVER

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 169
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE
Recycle Filter Tank Assembly
Weight: 27 lb. (wet), Dimensions: ~ 24 in. length, 6 in. diameter
Front Cover Assy
(Titanium)
10 Micron Filter
(Polypropylene)
100 Micron Filter
(316 CRES)
Valve Spool
(Titanium)
Cover, Connector
(Aluminum)
Clamping Plates
(316 CRES)
Arms
(Titanium)
Pin, Spring-Loaded Ball (303 CRES)
Tank
(316 CRES)
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE
Mixing Tank Assembly
Weight: 27 lb. (wet), Dimensions: ~ 24 in. length, 6 in. diameter
Front Cover Assy
(Titanium)
Tank
(316 CRES)
Mixing Tube
(316 CRES)
Valve Spool
(Titanium)
Cover, Connector
(Aluminum)
Support Bracket
(316 CRES)
Arms
(Titanium)
Pin, Spring-Loaded Ball (303 CRES)
Front Cover Assy
(Titanium)
Tank
(316 CRES)
Mixing Tube
(316 CRES)
Valve Spool
(Titanium)
Cover, Connector
(Aluminum)
Support Bracket
(316 CRES)
Arms
(Titanium)
Pin, Spring-Loaded Ball (303 CRES)
Front Cover Assy
(Titanium)
Tank
(316 CRES)
Mixing Tube
(316 CRES)
Valve Spool
(Titanium)
Cover, Connector
(Aluminum)
Support Bracket
(316 CRES)
Arms
(Titanium)
Pin, Spring-Loaded Ball (303 CRES)
APPENDIX O

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 170
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE DESCRIPTION
• Separator Plumbing Assembly (SPA)
– Recovers water in purge gas for return to the product water line
• Air Injection Assembly (AIA)
– Introduces air into the system to simulate the air/fluid mixture expected
for the ISS UPA
– Consists of 1 liter stainless steel tank charged to 10.3 psig (@ 70°F), QD,
manual shutoff valve, flow resistor, and pressure gauge (stowed in locker
for ascent/descent)
• Accumulator
– Contingency use only in event that SPA membrane is clogged
– 304 stainless steel shell with Inconel internal bellows
– Hydrophobic Teflon filter allows purge gas to enter module atmosphere
– Launched with approximately 2.5 liters of deionized water
– Previously used on Volatile Removal Assembly (VRA) Flight Experiment
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE
Separator Plumbing Assembly
Weight: 12 lb., Dimensions: ~ 10 in. x 6 in. x 7 in.
PRESSURE SWITCH
PRESSURE REGULATOR
MOUNTING PLATE
END CAP
CLAMP SET
HYDROPHOBIC MEMBRANE
CARTRIDGE
PRESSURE SWITCH
PRESSURE REGULATOR
MOUNTING PLATE
END CAP
CLAMP SET
HYDROPHOBIC MEMBRANE
CARTRIDGE

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 171
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE
Air Injection Assembly
Weight: 7.4 lb., Dimensions: ~ 19 in. length x 5.4 in. x 3.5 in dia.
Pressure Gauge
Adapter Fitting
Tank
(304 CRES)
Adapter Fitting
Orifice
Adapter Fittings
Manual Valve
QD HalfPressure Gauge
Adapter Fitting
Tank
(304 CRES)
Adapter Fitting
Orifice
Adapter Fittings
Manual Valve
QD Half

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 172
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE
Accumulator
Weight: 30 lb.(wet), Dimensions: ~ 5 in. length, 10 in dia.
Accumulator
Bracket
Mounting
Plate
Rack Center Post
Rack Corner Post
X
Y
Z

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 173
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE DESCRIPTION
• Water Storage Tank Assembly (WSA)
– Contains make-up water for that removed from the system for sampling
– Each tank will initially contain 0.9 liters of deionized water
– Provides positive feed pressure via bellows spring constant
– Comprised of two cylindrical tanks (Inconel 718) plumbed in parallel
– Previously flown on Volatile Removal Assembly (VRA)
– MDP = 10 psig
Weight: 15 lb.(wet), Dimensions: ~ 17 in. length, 3 in dia.
• Lines between assemblies
– Flexible lines rated 4 x MDP
– Mated via fittings or QDs
• Sample bags (previously flown on Volatile Removal Assembly (VRA))
– Used to take samples from product water line
– Bags are made of Teflon with a heat sealed seam and feature a spring loaded check
valve and tethered cap
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE DESCRIPTION
Weight: 0.1 lb.(wet), Dimensions: ~ 4 in. x 7 in. x 0.5 in.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 174
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE HARDWARE DESCRIPTION
Weight: 46 lb., Dimensions: ~ 17 in. x 15 in. x 13 in.
• The Control/Monitor Instrumentation (CMI) Assembly provides :
– Power filtering, conversion, and distribution, signal conditioning, motor speed control
– Shutdown functions independent of Sensor Dedicated Shutdown Unit (SDSU)
• Wastewater feed is pumped into distillation unit by one channel of peristaltic
pump
• Processed water is removed through one channel of fluids pump before being
measured for conductivity (reprocessed if > 200 mhos/cm)
• Unevaporated wastewater is circulated with two channels of fluids pump
• Unevaporated wastewater is circulated through a 10 micron filter in the recycle
filter tank until the concentration of dissolved solids reaches 16% by weight
• Non-condensable gases are periodically purged from the condenser using the
peristaltic purge pump
• Any liquid in the purge stream is removed in the gas/water separator and
returned to the product water line
• Condenser purge gas is released into cabin
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE OPERATION

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 175
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
VCD FE OPERATIONAL SCHEMATIC
Potentiallymicro-gravitysensitive
c
DISTILLATION ASSEMBLY
FLUIDS PUMP
PURGEPUMP
GAS/LIQUIDSEPARATOR
CONDUCTIVITYSENSOR
RECYCLE FILTER TANK
MOTOR
purge gasto cabin
reprocess
coolant
WATER STORAGE
TANKS
MIXING TANK ASSEMBLY
Samples
AIR INJECTION ASSEMBLY
ACCUMULATOR
purge gasto cabin
Potentiallymicro-gravitysensitive
c
DISTILLATION ASSEMBLY
FLUIDS PUMP
PURGEPUMP
GAS/LIQUIDSEPARATOR
CONDUCTIVITYSENSOR
RECYCLE FILTER TANK
MOTOR
purge gasto cabinpurge gasto cabin
reprocess
coolant
WATER STORAGE
TANKS
MIXING TANK ASSEMBLY
Samples
AIR INJECTION ASSEMBLY
ACCUMULATOR
purge gasto cabinpurge gasto cabin

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 176
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Scope of Fracture Analysis
• This analysis covers only VCD FE components
• Contractor-supplied (LSI) hardware
• MSFC-manufactured hardware
• MSFC-supplied hardware
• Boeing/SPACEHAB contracted to perform rack integration
• Design and analysis of rack integration hardware (shelves, brackets, etc…)
• Analysis of integrated rack
• Manufacture of rack integration hardware
• Verification

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 177
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Requirements
• Requirements Sources
• Fracture Control Plan for the Vapor Compression Distillation Flight
Experiment, SLS-VCD-004 (Approved 11/12/98, ED21(ED25-98-55))
• Fracture Control Requirements for Payloads Using the Space Shuttle,
NASA-STD-5003,
• SPACEHAB Experiment Interface Definition Document, MDC 91W5023J
• Random vibration test level memos from Boeing/SPACEHAB
• Loading Spectra for One-Time Use
• Random Vibration Testing
• Flight Spectrum
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Assumptions
• Factors of Safety:
• Structure – FSULT = 2.0, FSYLD = 1.4
• Fasteners – FSULT = 2.0, FSYLD = 1.4, FSSEP = 1.2
• Pressure System Components –
• FS = 4.0 for lines & fittings < 1.5” OD & flex hoses
• FS = 2.5 for other components
• Fail-Safe – FSULT = 1.0, FSYLD = 1.0
• Minimum Thickness
• Stability critical structure
• Pressure vessels
• Single load path structure
• Flaw sizes per NASA-STD-5003 and MSFC-STD-1249
• Fracture toughness fit parameter, Bk = 0.0
• Scatter factor of 4.0 applied to all load spectra
• Frequency factors applied to Launch/Landing spectra as required

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 178
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Fracture Classification
• Fracture Critical Structure
• Several components classified as Fracture Critical due to non-redundant load paths
in primary structure.
• NDE inspections specified based on results of stress analysis
• Safe-Life analysis performed (NASGRO)
• Fracture Critical Pressure Vessel
• No components classified as Fracture Critical pressure vessels
• Hazard associated with VCD FE primary working fluids: Concentrated Pretreated
Human Urine (CPHU), deionized water, product water and free gas.
– CPHU is a mixture of human urine and deionized water (3.44 lb urine to 1.09 lb water) pretreated with Oxone® and sulfuric acid to control odor and microbial growth. Toxic hazard level 1 (moderate, but reversible eye irritation) per JSC Toxicology Group Memo 538
– Deionized water and product water (distilled) is toxic hazard level 0 per JSC Toxicology Group Memo 538
– Approximately 30 cc/hr of purge gas is released into the module atmosphere during operation (non-hazardous per JSC Toxicology Group Memo 433)
• Maximum VCD FE system MDP = 20 psig
• Interface with SPACEHAB Coolant Loop MDP = 95.3 psig
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Fracture Classification
• Fail-Safe
• Remove redundant load path, typically fastener(s) based on results of nominal
stress analysis
• Re-run stress analysis with Factors of Safety = 1.0
• Verify adequate fatigue life in remaining structure to complete mission with
scatter factor of 4
• Contained
• Internal components are candidates
• Calculate kinetic energy of released component based on inertial loadings and
distance of travel or rotational speed
• Demonstrate adequate material thickness to contain part through use of
“Punch” equation
• Low Mass
• Components less than 0.25 lb.
• Fasteners less than 0.03 lb.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 179
Part Drawing
Number
Material Flaw
Model
Model
Dimensions
Flaw Size
Initial; Final
Max
Stress at
Flaw
Safety
Factor
(Ult)
Factor of
Safety
Safe Life
(missions)
NDE
Distillation Assembly
Front Plate
96M11223
(LSI 16268)
Ti Alloy
Ti-6Al-4V
annealed
CC01 t=0.25, w=1.25 a=0.1, c=0.1;
a=0.141, c=0.132
28.6 ksi
2.0
4.5
> 62.5
Eddy current
Distillation Assembly
Shell End
96M11232 Stainless Steel
316L annealed
CC01 t=0.485, w=0.53 a=0.1, c=0.1;
a=0.100, c=0.101
15.6 ksi
2.0 4.6
> 62.5
Ultrasonic, FPI
Distillation Assembly
Magnetic Drive Frame
96M11227 Aluminum
Alloy
6061-T651
CC04
CC02
t=0.1, w=1.82,
d=0.31
t=0.125, w=0.44,
d=0.218, b=0.215
a=0.095, c=0.1;
a=0.1, c=0.540
a=0.020, c=0.050;
a=0.125, c=0.090
15.1 ksi
8.4 ksi
2.0
2.0
2.7
5.0
1.3
38.5
Ultrasonic, FPI, Eddy
current at mounting
holes
Pressure Control & Pump
Assembly Housing
LSI 16410 Ti Alloy
Ti-6Al-4V
annealed
EC01
SC01
t=0.25, w=0.69
t=0.25, w=0.69
2a=0.035, 2c=0.34;
2a=0.126, 2c=0.345
2a=0.035, 2c=0.68;
2a=0.082, 2c=0.69
31.0 ksi
31.0 ksi
2.0
2.0
4.2
4.2
40.9
3.8
Eddy current
Pressure Control
Assembly
96M11134 (LSI
16349)
Ti Alloy
Ti-6Al-4V
annealed
CC01 t=0.25, w=0.62 a=0.1, c=0.1;
a=0.246, c=0.463
29.2 ksi
2.0
4.4
16.6
Eddy current
Pressure Control
Assembly Bracket
96M11149 Inconel 718
CC02 t=0.5, w=2.2,
d=0.255, b=1.1
a=0.1, c=0.1;
a=0.500, c=0.849
24.4 ksi
2.0
7.3
61.9
Ultrasonic, FPI
Fluids Control & Pump
Assembly Housing
96M11065
(LSI 16410)
Ti Alloy
Ti-6Al-4V
annealed
SC01 t=0.25, w=0.69 2a=0.035, 2c=0.68;
2a=0.082, 2c=0.69
31.0 ksi
2.0
4.2
3.8
Eddy current
Fluids Control Assembly 96M11082 (LSI
16321)
Ti Alloy
Ti-6Al-4V
annealed
CC01 t=0.25, w=0.62 a=0.1, c=0.1;
a=0.246, c=0.463
29.2 ksi
2.0
4.4
16.6
Eddy current
Fluids Control Assembly
Bracket
96M11092 Inconel 718
CC02 t=0.5, w=2.2,
d=0.255, b=1.1
a=0.1, c=0.1;
a=0.500, c=0.849
24.4 ksi
2.0
7.3
61.9
Ultrasonic, FPI
Fracture Critical Fastener 96M11139-1,-5 A286 (200 ksi) SC07 d=0.2074 a=0.03205, 2c=0.075 138.5 2.0 MS=+0.44 23.5 Eddy current
Fracture Critical Fastener 96M11139-3,-9 A286 (160 ksi) SC07 d=0.2074 a=0.03205, 2c=0.075 94.6 2.0 MS=+0.34 Eddy current
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Fracture Critical Parts Summary
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Fracture Critical Part – Distillation Assembly Front Plate
Drawing: 96M11223 (LSI 16268)
Material: Ti Alloy (Ti-6Al-4V, annealed)
Maximum Stress: 28.6 ksi at upper arm
Ultimate Factor of Safety: 4.54 (2.0 required)
NDE: Eddy current at ribs and mounting holes
Flaw Model: Corner Crack (CC01)
Dimensions: t = 0.25, w = 1.25
Initial Flaw Size: a = 0.1, c = 0.1
Result: Safe-Life > 62.5 missions
Final Flaw Size: a = 0.141, c = 0.132
Safe-Life Summary Data:
Maximum Stress

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 180
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Fracture Critical Part – Distillation Assembly Shell End
Drawing: 96M11232
Material: Stainless Steel 316L (annealed)
Maximum Stress: 15.6 ksi at lower arm
Ultimate Factor of Safety: 4.67 (2.0 required)
NDE: Ultrasonic raw stock, Fluorescent Penetrant
Inspection of finished part
Flaw Model: Corner Crack (CC01)
Dimensions: t = 0.485, w = 0.53
Initial Flaw Size: a = 0.1, c = 0.1
Result: Safe-Life > 62.5 missions
Final Flaw Size: a = 0.1001, c = 0.101
Safe-Life Summary Data:
Maximum Stress
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Fracture Critical Part – DA Magnetic Drive Frame
Drawing: 96M11227
Material: Aluminum Alloy 6061-T651
Maximum Stress Case 1: 15.6 ksi adjacent to large hole
Maximum Stress Case 2: 8.4 ksi adjacent to small hole
Ultimate Factor of Safety: 2.7 (2.0 required)
NDE: Ultrasonic raw stock, Fluorescent Penetrant
Inspection of finished part
Flaw Model: Corner Crack (CC04)
Dimensions: t = 0.1, w = 1.82, d = 0.31
Initial Flaw Size: a = 0.095, c = 0.1
Result: Safe-Life = 1.3 missions
Final Flaw Size: a = 0.100, c = 0.540
Safe-Life Summary Data:
Flaw Model: Corner Crack (CC02)
Dimensions: t = 0.125, w = 0.44, d = 0.218, b = 0.215
Initial Flaw Size: a = 0.020, c = 0.050*
Result: Safe-Life = 38.5 missions
Final Flaw Size: a = 0.125, c = 0.910
* Eddy current per MSFC-STD-1249 specified
Case 1
Case 2

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 181
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Fracture Critical Part – PCPA Housing
0.69
0.25
412 lb
675 lb
WELD
1.305
VIEW
Two Cases Examined:
• Embedded Crack in weld
• Surface Crack in weldMOUNTING TAB
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Fracture Critical Part – PCPA Housing
Drawing: LSI 16410
Material: Ti Alloy (Ti-6Al-4V, annealed)
Maximum Stress Case 1: 31 ksi at weld cross section
Maximum Stress Case 2: 31 ksi at weld cross section
Ultimate Factor of Safety: 4.19 (2.0 required)
NDE: Eddy current at mounting holes
(Tab weld qual sample strength tested and destructively analyzed)
Flaw Model: Embedded Crack (EC01)
Dimensions: t = 0.25, w = 0.69, d = 0.31
Initial Flaw Size: 2a = 0.035, 2c = 0.34
Result: Safe-Life = 40.9 missions
Final Flaw Size: 2a = 0.126, c = 0.345
Safe-Life Summary Data:
Flaw Model: Corner Crack (SC01)
Dimensions: t = 0.25, w = 0.69, d = 0.218
Initial Flaw Size: a = 0.035, c = 0.68
Result: Safe-Life = 3.8 missions
Final Flaw Size: a = 0.082, c = 0.69
Case 1
Case 2

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 182
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Fracture Critical Part – Fluids Control Assembly
Drawing: 96M11082 (LSI 16231)
Material: Ti Alloy (Ti-6Al-4V, annealed)
Maximum Stress: 29.2 ksi at mounting lug
Ultimate Factor of Safety: 4.45 (2.0 required)
NDE: Eddy current at mounting holes
Flaw Model: Corner Crack (CC01)
Dimensions: t = 0.25, w = 0.62
Initial Flaw Size: a = 0.1, c = 0.1
Result: Safe-Life = 16.6 missions
Final Flaw Size: a = 0.246, c = 0.463
Safe-Life Summary Data:
Maximum Stress
FCA Mounting
Lugs
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Fracture Critical Part – Fluids Control Assembly Bracket
Drawing: 96M11092
Material: Inconel 718
Maximum Stress: 24.4 ksi at mounting hole
Ultimate Factor of Safety: 7.3 (2.0 required)
NDE: Ultrasonic raw stock, Fluorescent Penetrant
Inspection of finished part
Flaw Model: Corner Crack (CC02)
Dimensions: t = 0.5, w = 2.2, d = 0.255, b = 1.1
Initial Flaw Size: a = 0.1, c = 0.1
Result: Safe-Life = 61.9 missions
Final Flaw Size: a = 0.500, c = 0.849
Safe-Life Summary Data:
Maximum Stress

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 183
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Fracture Critical Part – Fasteners
Drawing: 96M11139-1,-5 (SPS EWB0420-4H-4,-2)
Material: A286 (200 ksi)
Maximum Stress: 138.5 ksi
Ultimate Margin of Safety: +0.44
NDE: Eddy current on head-to-shank fillet,
shank, and threads
Flaw Model: Thumbnail Crack (SC07)
Dimensions: d = 0.2074
Initial Flaw Size: a = 0.03205, 2c = 0.075
Result: Safe-Life = 23.5 missions
Final Flaw Size: a = 0.0486, 2c = 0.0615
Safe-Life Summary Data:
Drawing: 96M11139-3,-9 (NAS1351N4H10,H8)
Material: A286 (160 ksi)
Maximum Stress: 94.6 ksi
Ultimate Margin of Safety: +0.34
NDE: Eddy current on head-to-shank fillet,
shank, and threads
Flaw Model: Thumbnail Crack (SC07)
Dimensions: d = 0.2074
Initial Flaw Size: a = 0.03205, 2c = 0.075
Result: Safe-Life = infinite missions
Final Flaw Size: a = 0.03205, 2c = 0.075
Safe-Life Summary Data:
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Resolution of VCD FE Hardware Issues
Initial assessment concluded the welded repair was acceptable as-is. PCPA
successfully completed random vibration testing. However, a handling
incident resulted in the failure of the weld. A new mounting tab was fabricated
and re-welded. Weld qual samples indicated strength in excess of parent
material’s published minimums. NASGRO analysis was performed at
direction of Materials Lab personnel to assure safe life.
Inspection of PCPA Housing indicated an
undocumented repair. The mounting tab, designed
as a machined-in feature, was welded on the
delivered housing.
RESOLUTIONISSUE
Due to a lack of spare hardware, the configuration was altered to include two
larger tanks previously used for VRA Flight Experiment. The small tanks of
the earlier configuration and the current large tanks are the same design and
differ only in the length of the tank.
Process (cleaning) accident resulted in non-
repairable damage to one of three WSTA tanks.
The tanks were subsequently rejected and a tank re-design effort was initiated.
The resulting tank is a simplified design that includes improved mounting
provisions and is fabricated from 316L stainless steel.
Contractor-supplied RFTA and MTA tanks were
found to have inadequate welds in the tank shells.
Radiographic inspection revealed several areas of
generally poor fusion in the axial seam weld, as well
as areas of undercutting and several inclusions.
Determined to be caused by overpressure due to clog of microbial growth
within system. Norprene tube failure allowed unanticipated flow of microbial
sludge into DA and PCPA. Subsequent teardown for clean-up required repeat
of random vibration qualification tests. Re-assessment to account for
additional cycling was performed and indicates sufficient life to tolerate
another iteration of random vibration tests.
Peristaltic pump tube failure in FCPA
Scoring determined to be in low stress area. MRB decision to use as-is.
Interfering tube was removed.
Interference between Distillation Assembly Shell
End and Centrifuge pick-up tube resulted in scoring
of Shell End.
Initial assessment concluded the welded repair was acceptable as-is. PCPA
successfully completed random vibration testing. However, a handling
incident resulted in the failure of the weld. A new mounting tab was fabricated
and re-welded. Weld qual samples indicated strength in excess of parent
material’s published minimums. NASGRO analysis was performed at
direction of Materials Lab personnel to assure safe life.
Inspection of PCPA Housing indicated an
undocumented repair. The mounting tab, designed
as a machined-in feature, was welded on the
delivered housing.
RESOLUTIONISSUE
Due to a lack of spare hardware, the configuration was altered to include two
larger tanks previously used for VRA Flight Experiment. The small tanks of
the earlier configuration and the current large tanks are the same design and
differ only in the length of the tank.
Process (cleaning) accident resulted in non-
repairable damage to one of three WSTA tanks.
The tanks were subsequently rejected and a tank re-design effort was initiated.
The resulting tank is a simplified design that includes improved mounting
provisions and is fabricated from 316L stainless steel.
Contractor-supplied RFTA and MTA tanks were
found to have inadequate welds in the tank shells.
Radiographic inspection revealed several areas of
generally poor fusion in the axial seam weld, as well
as areas of undercutting and several inclusions.
Determined to be caused by overpressure due to clog of microbial growth
within system. Norprene tube failure allowed unanticipated flow of microbial
sludge into DA and PCPA. Subsequent teardown for clean-up required repeat
of random vibration qualification tests. Re-assessment to account for
additional cycling was performed and indicates sufficient life to tolerate
another iteration of random vibration tests.
Peristaltic pump tube failure in FCPA
Scoring determined to be in low stress area. MRB decision to use as-is.
Interfering tube was removed.
Interference between Distillation Assembly Shell
End and Centrifuge pick-up tube resulted in scoring
of Shell End.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX O 184
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
Resolution of VCD FE Hardware IssuesRESOLUTIONISSUE
Determined to be caused by buckling of Stationary Bowl inner shell under
vacuum and subsequent interference with rotating components. Post-mortem
inspection of failed ground unit revealed significant de-bonding between
honeycomb core and face sheets. The failed unit was in excess of 10 years old
and had undergone extensive vacuum cycling. Study performed to determine
buckling sensitivity of Stationary Bowl. (SvT Report 621-050-99-006).
Study indicated buckling factor could approach 1.0 when the effect of the
honeycomb core and outer face sheet is removed. However, in the nominal
configuration, the buckling factor under vacuum is no less than 13.2. Based
on the fact that the failed high-time ground unit was the first ever to fail in this
manner, the “one-time-use” VCD DA will use a new Stationary Bowl
manufactured at MSFC, and there are no safety implications to a failure of this
sort, it was determined that the existing honeycomb composite design for the
flight Stationary Bowl is acceptable. Further, vacuum cycle testing was
performed on a similar-to-flight Stationary Bowl and no deformation was
noted.
DA Ground Test Unit drive belt failure.
Re-assessed stress analysis using thinner cross section. Part determined to be
acceptable as-is. (Ref SvT Report 621-050-99-004)
Distillation Assembly Shell End manufactured
thinner than print: print t=0.090 in., part t=0.076 in.
Determined to be error on drawing. Stress re-assessment determined
difference in measured dimensions of mounting arms to be inconsequential.
Part used as-is.
Dimensions of Distillation Assembly Front Plate
mounting arms out-of-print.
Re-assessed stress analysis using 316L material properties. Determined 316L
had insufficient strength. New part was fabricated from Titanium as specified
on drawing.
Distillation Assembly internal pick-up tube
provided by LSI determined to be 316L SS rather
than Titanium as specified in drawing.
RESOLUTIONISSUE
Determined to be caused by buckling of Stationary Bowl inner shell under
vacuum and subsequent interference with rotating components. Post-mortem
inspection of failed ground unit revealed significant de-bonding between
honeycomb core and face sheets. The failed unit was in excess of 10 years old
and had undergone extensive vacuum cycling. Study performed to determine
buckling sensitivity of Stationary Bowl. (SvT Report 621-050-99-006).
Study indicated buckling factor could approach 1.0 when the effect of the
honeycomb core and outer face sheet is removed. However, in the nominal
configuration, the buckling factor under vacuum is no less than 13.2. Based
on the fact that the failed high-time ground unit was the first ever to fail in this
manner, the “one-time-use” VCD DA will use a new Stationary Bowl
manufactured at MSFC, and there are no safety implications to a failure of this
sort, it was determined that the existing honeycomb composite design for the
flight Stationary Bowl is acceptable. Further, vacuum cycle testing was
performed on a similar-to-flight Stationary Bowl and no deformation was
noted.
DA Ground Test Unit drive belt failure.
Re-assessed stress analysis using thinner cross section. Part determined to be
acceptable as-is. (Ref SvT Report 621-050-99-004)
Distillation Assembly Shell End manufactured
thinner than print: print t=0.090 in., part t=0.076 in.
Determined to be error on drawing. Stress re-assessment determined
difference in measured dimensions of mounting arms to be inconsequential.
Part used as-is.
Dimensions of Distillation Assembly Front Plate
mounting arms out-of-print.
Re-assessed stress analysis using 316L material properties. Determined 316L
had insufficient strength. New part was fabricated from Titanium as specified
on drawing.
Distillation Assembly internal pick-up tube
provided by LSI determined to be 316L SS rather
than Titanium as specified in drawing.
File Number MG-00-654
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
MEVATECMicro CraftRaytheon ERCMorganQualis
ConclusionsStress Analysis:
• Conservative loads and Safety Factors
• Extensive modeling of VCD FE structure
• No negative margins on structure*
Fracture Analysis:
• Most parts categorized as Fail-Safe or Contained
• Safe-Life analysis of Fracture Critical parts indicates adequate life
Hardware:
• Material verification, dimensional inspections, NDE inspections
performed
• Issues appropriately dispositioned
Open Issues:
• In process of collecting records of NDE inspections
• In process of checking Fracture Control Report
Recommend FCB approval pending closure of open issues
* Negative joint separation margins are reported for several fasteners. Typical rationale for acceptance:
1) Computed gaps are typically on the order of 1x10-3 in. - not enough to unload o-ring,
2) Components are not positively pressurized during launch (no potential for leakage)

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 185
APPENDIX P
DETAILED FRACTURE CONTROL ANALYSIS REPORT EXAMPLE
P.1 Detailed Fracture Control Analysis Report Example. An example of a detailed fracture control analysis report for the Automated Rendezvous and Capture Video Guidance Sensor is provided in this appendix. This payload flew aboard the Space Shuttle and was operated in the Orbiter's Cargo Bay on orbit.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 186
STRUCTURAL INTEGRITY BRANCH REPORT
ED21(ED25-98-30),
revision to ED21(ED25-96-68), rev. B
April 22, 1998
Fracture Control Report
for the Automated
Rendezvous and Capture
Video Guidance Sensor
(AR&C VGS)
APPENDIX P

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 187
THIS PAGE LEFT INTENTIONALLY BLANK
ii

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 188
iii
Prepared by:
Structural Integrity Branch
Structural Analysis Division
Structures and Dynamics Laboratory
George C. Marshall Space Flight Center, AL 35812

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 189
REVISION HISTORY
Revision Letter #
Report # Date Comments
- ED21(ED25-96-68) 10/96 Initial release
A ED21(ED25-96-68) rev A 1/97
Added two minor low mass/fail safe parts; reclassified one part as fail safe; added editorial changes to indicate compliance with JSC safety letter for low risk parts
B ED21(ED25-96-68) rev B 6/97 Made minor typographical changes; updated part numbers for some components
C ED21(ED25-98-30) 4/98 Re-flight fracture assessment
iv

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 190
v
CONTENTS
1.0 INTRODUCTION........................................................................................................1
2.0 FRACTURE CONTROL SELECTION....................................................................1
2.1 GENERAL CONFIGURATION ...............................................................................1
2.2 PRESSURE VESSEL CONFIGURATION ..............................................................1
2.3 SELECTION PROCEDURE.....................................................................................1
2.4 PARTS LIST AND DISPOSITION ..........................................................................5
3.0 FRACTURE CONTROL ANALYSES......................................................................7
3.1 GENERAL.................................................................................................................7
3.2 APPLIED LOADS.....................................................................................................7
3.3 ANALYSIS RESULTS .............................................................................................7
3.4 NDE RESULTS .........................................................................................................8
3.5 RE-FLIGHT INSPECTIONS ....................................................................................8
4.0 CONCLUSION ............................................................................................................8
5.0 APPENDICES..............................................................................................................8
5.1 FRACTURE CRITICAL PARTS ANALYSES........................................................9
5.1.1 Mounting Bracket .........................................................................................................................9 5.1.2 Target Frame.................................................................................................... Deleted for Brevity
5.1.3 Target Cone ..................................................................................................... Deleted for Brevity
5.2 LOW RISK FRACTURE PARTS ANALYSES .....................................................14
5.2.1 GAS Can Lid (or VGS Mounting Plate).................................................................................... 14
5.2.2 Short Range Reflector (SRR) .......................................................................... Deleted for Brevity
5.2.3 Long Range Reflector (LRR) .......................................................................... Deleted for Brevity

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 191
vi
CONTENTS (Continued)
FIGURES
FIGURE 1. Target Assembly..............................................................................................2
FIGURE 2. Sensor and Electronics Assemblies .................................................................2
FIGURE 3. AR&C VGS Attached to the Spartan Flight Support Structure ......................3
FIGURE 4. Fracture Control Classification of Components ..............................................4
TABLES
TABLE 1. Parts List and Disposition .................................................................................5
TABLE 2. Analysis Results for Fracture Critical Parts ......................................................8

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 192
1
1.0 INTRODUCTION
Fracture control is used to insure that catastrophic failures due to pre-existing flaws do
not occur. The procedure begins by considering all parts and screening out those which
are clearly low-mass, contained/restrained, or fail-safe. Fracture control analysis is then
used on the remaining items to complete the selection of fracture critical parts. Safe life
analysis and non-destructive testing are then performed on these parts to assure that no
failures occur. This report describes the implementation of this procedure for the AR&C
VGS Flight Experiment. The requirements of NASA-STD-5003 are followed.
The AR&C VGS Flight Experiment flew aboard STS-87 in November 1997. This same
hardware will fly again aboard the Space Shuttle in the Orbiter's Cargo Bay. This report
will especially address the fracture assessment for the re-flight of this hardware.
2.0 FRACTURE CONTROL SELECTION
2.1 GENERAL CONFIGURATION
The AR&C VGS Flight Experiment will fly aboard the Space Shuttle in the Orbiter's
Cargo Bay. The AR&C VGS Flight Experiment is made up of three separate assemblies:
the Target, the Electronics, and the Sensor Assemblies. The Target is mounted on the
Spartan Satellite on the Spartan Flight Support Structure (SFSS). The other two
assemblies are attached to a GAS Canister which is also on the SFSS. The Electronics
Assembly is inside the GAS Can. The basic structure of the Target Assembly consists of
an aluminum isogrid structure covered by an aluminum skin (Figure 1). All parts of the
structure are attached together by means of steel (A-286) screws. The total mass of the
Target does not exceed 35 lb. As shown in Figure 2, the basic structure of the Sensor
Assembly consists of a 1 in. thick aluminum (6061-T6) plate to which the camera and its
support structure attach. These are then covered by a protective close-out-cover. This
box-like assembly is then attached to two aluminum (6061-T6) mounting brackets which
secure the entire assembly to the GAS Canister lid (t=0.625 in.). The total combined
mass of the AR&C VGS Flight Experiment Sensor, Electronics Box, and Gas Can lid
does not exceed 100 lb. The AR&C VGS system attached to the SFSS is shown in
Figure 3.
2.2 PRESSURE VESSEL CONFIGURATION
The AR&C VGS contains no pressure vessels. All structural components are vented.
2.3 SELECTION PROCEDURE
A flow chart adapted from NASA-STD-5003 describing the selection procedure is shown
in Figure 4. All parts are assumed to be fracture critical unless shown otherwise. The
parts not determined to be low-mass, contained/restrained, or fail-safe are analyzed using
NASA/FLAGRO to determine if part meets safe-life or low-risk requirements. This
analysis is discussed in Section 3.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 193
2
FIGURE 1. Target Assembly
FIGURE 2. Sensor and Electronics Assemblies

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 194
3
FIGURE 3. AR&C VGS Attached to the Spartan Flight Support Structure

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 195
(Note: This Figure has been adapted from NASA-STD-5003.)
FIGURE 4. Fracture Control Classification of Components
4
Yes
No
START
PART IS
NON-FRACTURE CRITICAL.
IS THE PART A LINE, FITTING, OR
COMPONENT OF A PRESSURIZED
SYSTEM?
SUBJECT TO FRACTURE CRITICAL
PART REQUIREMENTS FOR
PRESSURIZED LINES, ETC.
Yes IS THE PART A PRESSURE VESSEL? SUBJECT TO FRACTURE CRITICAL
PART REQUIREMENTS FOR PRESSURE
VESSELS
Yes IS THE PART ROTATING MACHINERY? SUBJECT TO FRACTURE CRITICAL
PART REQUIREMENTS FOR ROTATING
MACHINERY
No
Yes
No
IS THE PART NON-HAZARDOUS
RELEASED-MASS?
IS THE PART CONTAINED?
IS THE PART FAIL-SAFE?
IS THE PART LOW-RISK?
Yes
Yes
Yes
No
No
No
No
Yes IS THE PART A FRACTURE CRITICAL
FASTENER?
SUBJECT TO FRACTURE CRITICAL
PART REQUIREMENTS FOR
FASTENERS
No
Yes IS THE PART MADE OF
COMPOSITE/BONDED MATERIAL?
SUBJECT TO FRACTURE CRITICAL
PART REQUIREMENTS FOR
COMPOSITE/BONDED STRUCTURES No
Yes IS THE PART MADE OF GLASS? SUBJECT TO FRACTURE CRITICAL
PART REQUIREMENTS FOR GLASS
COMPONENTS
PART IS FRACTURE CRITICAL
No

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 196
TABLE 1. Parts List and Disposition
5
2.4 PARTS LIST AND DISPOSITION
Table 1 contains a list of the disposition for fracture control of the AR&C VGS Flight
Experiment structural parts. Parts which are low-mass or contained/restrained have a
"LM/CR" in the disposition column. Parts which were shown to be fail-safe have a "FS"
in the disposition column. Parts which are fracture critical are identified with a "CRIT".
Three components, the Long Range Reflector, the Short Range Reflector, and the GAS
Canister lid, were classified as low-risk, “LR”. The justification for this assessment and
the compliance with NASA-STD-5003 are shown in the Section 5.2. Parts such as
washers, threaded inserts, electrical connectors, etc. are not shown in the table.
Assembly Name Part # Material Quantity Disposition
Electronics
Assembly
Interface
Fastener
97M24031
F/N 26
A-286 4 FS
Housing - AL 6082-T6 1 FS
Sensor
Assembly
Protective
Enclosure
97M24009 AL 6061-T6 1 FS
Connector
Bracket
97M24016 AL 6061-T6 1 FS
Camera Bracket 97M24013 AL 6061-T6 1 FS
Camera Plate 97M24008 AL 6061-T6 1 FS
Heat Shield 97M24006 AL 6061-T6 1 FS
Mounting
Bracket
97M24007 AL 6061-T6 2 CRIT
Bracket-GAS
Can Fastener
97M24031
F/N 6
A-286 8 FS
Heat Shield-
Mounting Plate
Fastener
97M24018
F/N 4
A-286 8 FS
Mounting
Bracket-
Mounting Plate
Fastener
97M24031
F/N 27
A-286 6 FS
Mounting Plate-
Camera Bracket
Fastener
97M24018
F/N 36
A-286 4 FS
Camera Bracket-
Camera Fastener
97M24018
F/N 12
A-286 4 FS
Connector
Bracket Fastener
97M24031
F/N 4
A-286 4 FS
Solar Rejection
Filter Ring
97M24022 AL 6061-T6 1 FS

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 197
6
Solar Rejection
Filter Ring
Fastener
97M24018
F/N 19
A-286 4 FS
Solar Rejection
Filter
97M24028 BK7 1 LM/CR
Target
Assembly
Target Frame 96M70821 AL 6061-T6 1 CRIT
Target Cone
Fastener
96M70820
F/N 5
A-286 6 FS
Target Cone 96M70822 AL 6061-T6 1 CRIT
Long Range
Reflector
Fastener
96M70820
F/N 7
A-286 24 FS
Long Range
Reflector
96M70828 AL 6061-T6 4 LR
Long Range
Reflector Ring
96M70826 AL 6061-T6 4 FS
Long Range
Reflector Ring
Fastener
96M70827
F/N 2
A-286 12 FS
Short Range
Reflector
96M70825 AL 6061-T6 2 LR
Short Range
Reflector
Fastener
96M70820
F/N 9
A-286 6 FS
SRR Lower
Retainer
96M70830 AL 6061-T6 2 FS
SRR Retainer
Cap
96M70823 AL 6061-T6 2 FS/LM
SRR Lower
Retainer
Fastener
96M70824
F/N 2
A-286 6 FS
0.625 in. Corner
Cubes
- BK-7 8 LM/CR
0.625 in. Filter
Glass
- BG20 8 LM/CR
0.625 in. Diffuse
Glass
- BG20 8 LM/CR
1.5 in. Filter
Glass
- BG36 12 LM/CR
1.5 in. Corner
Cubes
- BK-7 12 LM/CR
GAS Canister VGS Mounting
Plate
96M24011 AL 6061-T6 1 LR

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 198
7
3.0 FRACTURE CONTROL ANALYSES
3.1 GENERAL
This section describes the fracture control analyses which were performed to show that
all structural components of the AR&C VGS Flight Experiment met the fracture control
requirements
3.2 APPLIED LOADS
The applied load is characterized by the number of cycles and the magnitude of the load
for each cycle, where the number of cycles is determined by the time duration and the
frequency. The stresses for these analyses were taken from the Stress Report of the
AR&C VGS Flight Experiment (letter ED21(ED25-97-06) rev. A). The frequency of the
VGS Target, Sensor, and Electronics Box will be determined by a low-level sine sweep
prior to random vibration testing. A natural frequency of 200 Hz was assumed for these
analyses. The duration for testing was determined by adding the durations of the
following events: the component random vibration test (180 seconds), the system random
vibration test (180 seconds), and 12 cycles at 100% for the Thermal cycling. This
summation results in 72012 cycles. The loading spectrum for testing was determined
using a Rayleigh Distribution of these cycles based on a worst case loading. The loading
spectrum for flight was taken from the NASA/FLAGRO 2.0 Users’ Guide, pp. 36-37,
“GSFC Launch and Landing Spectrum for STS Payloads”. As required by this Guide, a
multiplication factor of 6 was used on the spectrum duration. Therefore, the total
spectrum for each fracture analysis was made up of 1 test spectrum, one flight spectrum
for the STS-87 mission, and one flight spectrum for the new mission.
3.3 ANALYSIS RESULTS
This section of the Report presents the results of the analyses performed on the fracture
critical components of the AR&C VGS Flight Experiment. It describes also the safe-life
analysis performed for these parts and indicates the type of Non-Destructive Evaluation
(NDE) required. Table 2 summarizes the results of the NASA/FLAGRO analyses. The
analyses are located in the Appendices.
All bolt patterns, with one exception noted below, have four or more fasteners. By
inspection, if four or more fasteners have positive margins with a factor of safety of 2.6,
then the pattern with one fewer fastener will be adequate with a factor of safety of 1.0.
The maintaining of a positive margin using the factor of 1.0 with the loss of one fastener
is the requirement for fail-safe. The Short Range Reflectors and the Long Range
Reflector Retainer Rings are attached by three #10 bolts, and by three #6 bolts,
respectively. The Stress Report indicates that one bolt is sufficient to carry the load,
therefore, these bolts are also fail-safe. All fasteners, therefore, were found to be fail-
safe. The other fail-safe components, by inspection, have redundant load paths.

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 199
8
TABLE 2. Analysis Results for Fracture Critical Parts
Part Part # Part Size
(in.)
Material Flaw
Depth
Flaw
Length
Flaw
Type
NDE
Type
Max Stress
(ksi)
Life-
time*
Mounting
Bracket
97M24007 t =0.5
w=1.75
Al6061-
T6
0.075 0.150 SC PT-
STD
15.13 6
Target
Frame
96M70821 t =0.19
w=2.0
Al6061-
T6
thru 0.175 TC PT-
STD
4.9 >40
Target Cone 96M70822 t =0.063
r=1.5815
Al6061-
T6
thru 0.175 TC PT-
STD
4.9 >40
notes:
Dimensions shown are for the NASA/FLAGRO Fracture Mechanics Model.
Flaw Type: SC = Surface Crack; TC = Through Crack
NDE Type: PT-STD = Standard Penetrant Inspection
(All fracture critical parts were also inspected by ultrasonic (UT) or radiographic (RT)
techniques to screen for internal flaws.)
* Life-time must be greater than 4.
3.4 NDE RESULTS
No cracks or crack-like indications were detected by NDE.
3.5 RE-FLIGHT INSPECTIONS
Prior to re-flight the AR&C VGS Flight Experiment will be inspected. Specifically, all
fracture critical and low-risk fracture components will be inspected to ensure that no
surface damage is evident. It will be verified before re-flight that the structural
redundancy of fail-safe parts, including fasteners, is still intact. At a minimum,
verification will consist of a purposeful, visual inspection for evidence of structural
damage to all fail-safe parts at the lowest level of planned disassembly between missions.
If there is evidence of damage, the affected structure will be repaired or sufficiently
examined to verify intact redundancy.
4.0 CONCLUSION
The AR&C VGS Flight Experiment design is satisfactory with respect to fracture control.
Only three parts, the Sensor Mounting Bracket, the Target Frame, and the Target Cone,
were found to be fracture critical, and therefore required NDE. All other parts were
found to be low-mass, low-risk, contained/restrained, fail-safe, or otherwise not fracture
critical.
5.0 APPENDICES

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 200
5.1 FRACTURE CRITICAL PARTS ANALYSES
5.1.1 Mounting Bracket
Part: Mounting Bracket Part Number 96M24007 Bracket
FATIGUE CRACK GROWTH ANALYSIS ----------------------------- DATE: 15-APR-98 TIME: 09:30:58 (computed: NASA/FLAGRO Version 2.03, January 1995.) U.S. customary units [inches, ksi, ksi sqrt(in)] PROBLEM TITLE ------------- VGS SENSOR BRACKET
GEOMETRY -------- MODEL: SC01-Surface crack (2D) in finite width plate Plate Thickness, t = 0.5000 " Width, W = 1.7500 FLAW SIZE: a (init.) = 0.7500E-01 c (init.) = 0.7500E-01 a/c (init.) = 1.000
9 MATERIAL
MATL 1:
1 6061-T6 BK=0

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 201
Material Properties:
:Matl: UTS : YS : K1e : K1c : Ak : Bk : Thk : Kc : KIscc:
: No.: : : : : : : : : :
:----:------:------:------:------:-----:-----:-------:------:------:
: 1 : 45.0: 41.0: 36.0: 26.0: 1.00: 0.00: 0.500: 26.0: :
:Matl:---------- Crack Growth Eqn Constants -------------:
: No.: C : n : p : q : DKo : Rcl :Alpha:Smax/:
: : : : : : : : :SIGo :
:----:---------:-----:----:----:------:------:-----:-----:
: 1 :0.900D-07:2.300:0.50:0.50: 3.50: 0.70: 2.00: 0.30:
VGS SENSOR BRACKET
MODEL: SC01
FATIGUE SCHEDULE BLOCK INPUT TABLE
----------------------------------
VGS LOAD SPECTRUM (TEST, STS-87, NEW MISSION)
[Note: Stress = Input Value * Stress Factor]
Stress Scaling Factors for Block Case: 1
Scale Factor for Stress S0: 15.130
Scale Factor for Stress S1: 0.00000
Stress Scaling Factors for Block Case: 2
Scale Factor for Stress S0: 6.2000
Scale Factor for Stress S1: 0.00000
Stress Scaling Factors for Block Case: 3
Scale Factor for Stress S0: 15.130
Scale Factor for Stress S1: 0.00000
Total No. of Blocks in Schedule = 3
Block Number and Case Correspondences
Block Number Block Case No.
From - To
1 - 1 1
2 - 2 2
3 - 3 3
BLOCK CASE NO. 1
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : : :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -1.00: 1.00: -1.00: 1.00:
2: 1: 241.00 : -1.00: 1.00: -1.00: 1.00:
3: 1: 312.00 : -0.97: 0.97: -0.97: 0.97:
4: 1: 401.00 : -0.93: 0.93: -0.93: 0.93:
5: 1: 509.00 : -0.90: 0.90: -0.90: 0.90:
6: 1: 638.00 : -0.87: 0.87: -0.87: 0.87:
7: 1: 792.00 : -0.83: 0.83: -0.83: 0.83:
8: 1: 971.00 : -0.80: 0.80: -0.80: 0.80:
9: 1: 1177.00 : -0.77: 0.77: -0.77: 0.77:
10: 1: 1410.00 : -0.73: 0.73: -0.73: 0.73:
11: 1: 1668.00 : -0.70: 0.70: -0.70: 0.70:
10

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 202
12: 1: 1950.00 : -0.67: 0.67: -0.67: 0.67:
13: 1: 2251.00 : -0.63: 0.63: -0.63: 0.63:
14: 1: 2565.00 : -0.60: 0.60: -0.60: 0.60:
15: 1: 2885.00 : -0.57: 0.57: -0.57: 0.57:
16: 1: 3202.00 : -0.53: 0.53: -0.53: 0.53:
17: 1: 3505.00 : -0.50: 0.50: -0.50: 0.50:
18: 1: 3782.00 : -0.47: 0.47: -0.47: 0.47:
19: 1: 4018.00 : -0.43: 0.43: -0.43: 0.43:
20: 1: 4203.00 : -0.40: 0.40: -0.40: 0.40:
21: 1: 4322.00 : -0.37: 0.37: -0.37: 0.37:
22: 1: 4363.00 : -0.33: 0.33: -0.33: 0.33:
23: 1: 4318.00 : -0.30: 0.30: -0.30: 0.30:
24: 1: 4179.00 : -0.27: 0.27: -0.27: 0.27:
25: 1: 3941.00 : -0.23: 0.23: -0.23: 0.23:
26: 1: 3604.00 : -0.20: 0.20: -0.20: 0.20:
27: 1: 3173.00 : -0.17: 0.17: -0.17: 0.17:
28: 1: 2655.00 : -0.13: 0.13: -0.13: 0.13:
29: 1: 2062.00 : -0.10: 0.10: -0.10: 0.10:
30: 1: 1410.00 : -0.07: 0.07: -0.07: 0.07:
31: 1: 805.00 : -0.03: 0.03: -0.03: 0.03:
Environmental Crack Growth Check for Sustained Stresses
(Kmax less than KIscc): NOT SET
BLOCK CASE NO. 2
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : : :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -1.00: 1.00: -1.00: 1.00:
2: 1: 24.00 : -0.90: 0.90: -0.90: 0.90:
3: 1: 32.00 : -0.80: 0.80: -0.80: 0.80:
4: 1: 100.00 : -0.70: 0.70: -0.70: 0.70:
5: 1: 294.00 : -0.60: 0.60: -0.60: 0.60:
6: 1: 486.00 : -0.50: 0.50: -0.50: 0.50:
7: 1: 1068.00 : -0.40: 0.40: -0.40: 0.40:
8: 1: 3846.00 : -0.30: 0.30: -0.30: 0.30:
9: 1: 18720.00 : -0.20: 0.20: -0.20: 0.20:
10: 1: 20430.00 : -0.10: 0.10: -0.10: 0.10:
11: 1: 30114.00 : -0.07: 0.07: -0.07: 0.07:
12: 1: 173118.00 : -0.05: 0.05: -0.05: 0.05:
13: 1: 549930.00 : -0.03: 0.03: -0.03: 0.03:
Environmental Crack Growth Check for Sustained Stresses
(Kmax less than KIscc): NOT SET
BLOCK CASE NO. 3
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : : :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -1.00: 1.00: -1.00: 1.00:
2: 1: 24.00 : -0.90: 0.90: -0.90: 0.90:
3: 1: 32.00 : -0.80: 0.80: -0.80: 0.80:
4: 1: 100.00 : -0.70: 0.70: -0.70: 0.70:
5: 1: 294.00 : -0.60: 0.60: -0.60: 0.60:
6: 1: 486.00 : -0.50: 0.50: -0.50: 0.50:
7: 1: 1068.00 : -0.40: 0.40: -0.40: 0.40:
8: 1: 3846.00 : -0.30: 0.30: -0.30: 0.30:
9: 1: 18720.00 : -0.20: 0.20: -0.20: 0.20:
10: 1: 20430.00 : -0.10: 0.10: -0.10: 0.10:
11: 1: 30114.00 : -0.07: 0.07: -0.07: 0.07:
12: 1: 173118.00 : -0.05: 0.05: -0.05: 0.05:
13: 1: 549930.00 : -0.03: 0.03: -0.03: 0.03:
Environmental Crack Growth Check for Sustained Stresses
11

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 203
(Kmax less than KIscc): NOT SET
VGS SENSOR BRACKET
MODEL: SC01
FATIGUE SCHEDULE BLOCK STRESS TABLE
-----------------------------------
VGS LOAD SPECTRUM (TEST, STS-87, NEW MISSION)
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : (ksi) : (ksi) :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -15.13: 15.13: 0.00: 0.00:
2: 1: 241.00 : -15.13: 15.13: 0.00: 0.00:
3: 1: 312.00 : -14.68: 14.68: 0.00: 0.00:
4: 1: 401.00 : -14.07: 14.07: 0.00: 0.00:
5: 1: 509.00 : -13.62: 13.62: 0.00: 0.00:
6: 1: 638.00 : -13.16: 13.16: 0.00: 0.00:
7: 1: 792.00 : -12.56: 12.56: 0.00: 0.00:
8: 1: 971.00 : -12.10: 12.10: 0.00: 0.00:
9: 1: 1177.00 : -11.65: 11.65: 0.00: 0.00:
10: 1: 1410.00 : -11.04: 11.04: 0.00: 0.00:
11: 1: 1668.00 : -10.59: 10.59: 0.00: 0.00:
12: 1: 1950.00 : -10.14: 10.14: 0.00: 0.00:
13: 1: 2251.00 : -9.53: 9.53: 0.00: 0.00:
14: 1: 2565.00 : -9.08: 9.08: 0.00: 0.00:
15: 1: 2885.00 : -8.62: 8.62: 0.00: 0.00:
16: 1: 3202.00 : -8.02: 8.02: 0.00: 0.00:
17: 1: 3505.00 : -7.57: 7.57: 0.00: 0.00:
18: 1: 3782.00 : -7.11: 7.11: 0.00: 0.00:
19: 1: 4018.00 : -6.51: 6.51: 0.00: 0.00:
20: 1: 4203.00 : -6.05: 6.05: 0.00: 0.00:
21: 1: 4322.00 : -5.60: 5.60: 0.00: 0.00:
22: 1: 4363.00 : -4.99: 4.99: 0.00: 0.00:
23: 1: 4318.00 : -4.54: 4.54: 0.00: 0.00:
24: 1: 4179.00 : -4.09: 4.09: 0.00: 0.00:
25: 1: 3941.00 : -3.48: 3.48: 0.00: 0.00:
26: 1: 3604.00 : -3.03: 3.03: 0.00: 0.00:
27: 1: 3173.00 : -2.57: 2.57: 0.00: 0.00:
28: 1: 2655.00 : -1.97: 1.97: 0.00: 0.00:
29: 1: 2062.00 : -1.51: 1.51: 0.00: 0.00:
30: 1: 1410.00 : -1.06: 1.06: 0.00: 0.00:
31: 1: 805.00 : -0.45: 0.45: 0.00: 0.00:
Environmental Crack Growth Check for Sustained Stresses
(Kmax less than KIscc): NOT SET
VGS SENSOR BRACKET
MODEL: SC01
FATIGUE SCHEDULE BLOCK STRESS TABLE
-----------------------------------
VGS LOAD SPECTRUM (TEST, STS-87, NEW MISSION)
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : (ksi) : (ksi) :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -6.20: 6.20: 0.00: 0.00:
2: 1: 24.00 : -5.58: 5.58: 0.00: 0.00:
3: 1: 32.00 : -4.96: 4.96: 0.00: 0.00:
4: 1: 100.00 : -4.34: 4.34: 0.00: 0.00:
5: 1: 294.00 : -3.72: 3.72: 0.00: 0.00:
6: 1: 486.00 : -3.10: 3.10: 0.00: 0.00:
7: 1: 1068.00 : -2.48: 2.48: 0.00: 0.00:
8: 1: 3846.00 : -1.86: 1.86: 0.00: 0.00:
9: 1: 18720.00 : -1.24: 1.24: 0.00: 0.00:
10: 1: 20430.00 : -0.62: 0.62: 0.00: 0.00:
11: 1: 30114.00 : -0.43: 0.43: 0.00: 0.00:
12: 1: 173118.00 : -0.31: 0.31: 0.00: 0.00:
13: 1: 549930.00 : -0.19: 0.19: 0.00: 0.00:
12

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 204
Environmental Crack Growth Check for Sustained Stresses
(Kmax less than KIscc): NOT SET
VGS SENSOR BRACKET
MODEL: SC01
FATIGUE SCHEDULE BLOCK STRESS TABLE
-----------------------------------
VGS LOAD SPECTRUM (TEST, STS-87, NEW MISSION)
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : (ksi) : (ksi) :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -15.13: 15.13: 0.00: 0.00:
2: 1: 24.00 : -13.62: 13.62: 0.00: 0.00:
3: 1: 32.00 : -12.10: 12.10: 0.00: 0.00:
4: 1: 100.00 : -10.59: 10.59: 0.00: 0.00:
5: 1: 294.00 : -9.08: 9.08: 0.00: 0.00:
6: 1: 486.00 : -7.57: 7.57: 0.00: 0.00:
7: 1: 1068.00 : -6.05: 6.05: 0.00: 0.00:
8: 1: 3846.00 : -4.54: 4.54: 0.00: 0.00:
9: 1: 18720.00 : -3.03: 3.03: 0.00: 0.00:
10: 1: 20430.00 : -1.51: 1.51: 0.00: 0.00:
11: 1: 30114.00 : -1.06: 1.06: 0.00: 0.00:
12: 1: 173118.00 : -0.76: 0.76: 0.00: 0.00:
13: 1: 549930.00 : -0.45: 0.45: 0.00: 0.00:
Environmental Crack Growth Check for Sustained Stresses
(Kmax less than KIscc): NOT SET
-------
VGS SENSOR BRACKET
MODEL: SC01
ANALYSIS RESULTS:
-----------------
FINAL RESULTS:
Critical Crack Size has NOT been reached.
at Cycle No. 549930.00 of Load Step No. 13
Step description:
of Block No. 3 of Schedule No. 4
Crack Sizes: a = 0.142072 , c = 0.144524 , a/c = 0.9830
VGS SENSOR BRACKET
MODEL: SC01
ANALYSIS RESULTS:
-----------------
ADVISORY: Net-section stress > Yield and failure is imminent
(Unless (a) UTS > 2 YS, or
(b) KIc/YS > 0.5 sqrt. in.(2.5 sqrt. mm.) and bending dominates.)
at the very beginning of Load Step No. 1
Step description:
of Block No. 3 of Schedule No. 7 [SURVIVED 6]
Crack Sizes: a = 0.369405 , c = 0.426457 , a/c = 0.8662
FINAL RESULTS:
Net-section stress exceeds Flow stress.
(Flow stress=average of yield and ultimate)
at the very beginning of Load Step No. 1
Step description:
of Block No. 1 of Schedule No. 8
Crack Sizes: a = 0.380780 , c = 0.448731 , a/c = 0.8485
Additional Results Deleted for Brevity
13

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 205
5.2 LOW RISK FRACTURE PARTS ANALYSES For each part the name, part number, NASA-STD-5003 requirement, and AR&C VGS compliance is given.
5.2.1 GAS Can Lid (or VGS Mounting Plate)
Part: GAS Can Lid (or VGS Mounting Plate) Part Number: 96M24011
4.2.2.4.1 Limitations on applicability The part is all metal and is not a human-tended module, pressure vessel, pressurized system, or high-energy rotating equipment. The total tensile stresses on the part do not exceed 30% of the ultimate tensile strength (smax = 6.6 ksi, Ftu = 42 ksi). 4.2.2.4.2.1 Remote possibility of significant crack-like defect a. The part is fabricated from a well characterized metal (Al6061-T6) which is not susceptible to stress corrosion cracking.
14

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 206
b. The part is not fabricated using a process that has a recognized risk of
causing significant crack-like defects. The part is machined from a material with
good machinablility properties and with a
KIc/Fty > 0.33 in1/2. (Al6061-T6: KIc/Fty = 0.634 in1/2)
c. Part met inspection standards consistent with aerospace practices to
ensure aerospace-quality flight hardware. Prior to assembly, the part received visual
inspection at the individual part level to assure maximum accessibility. And, prior
to re-flight, it will undergo a purposeful, visual inspection for evidence of
structural damage.
4.2.2.4.2.2 Remote possibility of significant crack growth
The part has been shown to possess acceptable resistance to crack growth. Part was
analyzed using NASA/FLAGRO with and initial through-flaw of length 0.05 inches. All
stress intensities were below the fatigue threshold. Part was also analyzed using
NASA/FLAGRO with and initial corner-flaw of length 0.025 inches. The flaw did not
grow to failure in 32 mission lifetimes. The analysis is given on the following
pages.
The part is in full compliance with NASA-STD-5003, and is, therefore, acceptable as a
low risk fracture part.
FATIGUE CRACK GROWTH ANALYSIS
-----------------------------
DATE: 16-DEC-97 TIME: 10:32:32
(computed: NASA/FLAGRO Version 2.03, January 1995.)
U.S. customary units [inches, ksi, ksi sqrt(in)]
PROBLEM TITLE
-------------
VGS MOUNTING PLATE
GEOMETRY
--------
MODEL: TC01-Through crack in center of plate.
Plate Thickness, t = 0.6250
" Width, W = 22.6870
FLAW SIZE:
c (init.) = 0.2500E-01
MATERIAL
MATL 1: 6061-T6
Plt; T-L
Material Properties:
:Matl: UTS : YS : K1e : K1c : Ak : Bk : Thk : Kc : KIscc:
: No.: : : : : : : : : :
:----:------:------:------:------:-----:-----:-------:------:------:
: 1 : 45.0: 41.0: 36.0: 26.0: 1.00: 0.00: 0.625: 26.0: :
:Matl:---------- Crack Growth Eqn Constants -------------:
: No.: C : n : p : q : DKo : Rcl :Alpha:Smax/:
: : : : : : : : :SIGo :
:----:---------:-----:----:----:------:------:-----:-----:
: 1 :0.900D-07:2.300:0.50:0.50: 3.50: 0.70: 2.00: 0.30:
VGS MOUNTING PLATE
MODEL: TC01
15

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 207
FATIGUE SCHEDULE BLOCK INPUT TABLE
----------------------------------
VGS LOAD SPECTRUM (TEST, STS-87, NEW MISSION)
[Note: Stress = Input Value * Stress Factor]
Stress Scaling Factors for Block Case: 1
Scale Factor for Stress S0: 6.6000
Scale Factor for Stress S1: 0.00000
Stress Scaling Factors for Block Case: 2
Scale Factor for Stress S0: 6.6000
Scale Factor for Stress S1: 0.00000
Stress Scaling Factors for Block Case: 3
Scale Factor for Stress S0: 6.6000
Scale Factor for Stress S1: 0.00000
Total No. of Blocks in Schedule = 3
Block Number and Case Correspondences
Block Number Block Case No.
From - To
1 - 1 1
2 - 2 2
3 - 3 3
BLOCK CASE NO. 1
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : : :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -1.00: 1.00: -1.00: 1.00:
2: 1: 241.00 : -1.00: 1.00: -1.00: 1.00:
3: 1: 312.00 : -0.97: 0.97: -0.97: 0.97:
4: 1: 401.00 : -0.93: 0.93: -0.93: 0.93:
5: 1: 509.00 : -0.90: 0.90: -0.90: 0.90:
6: 1: 638.00 : -0.87: 0.87: -0.87: 0.87:
7: 1: 792.00 : -0.83: 0.83: -0.83: 0.83:
8: 1: 971.00 : -0.80: 0.80: -0.80: 0.80:
9: 1: 1177.00 : -0.77: 0.77: -0.77: 0.77:
10: 1: 1410.00 : -0.73: 0.73: -0.73: 0.73:
11: 1: 1668.00 : -0.70: 0.70: -0.70: 0.70:
12: 1: 1950.00 : -0.67: 0.67: -0.67: 0.67:
13: 1: 2251.00 : -0.63: 0.63: -0.63: 0.63:
14: 1: 2565.00 : -0.60: 0.60: -0.60: 0.60:
15: 1: 2885.00 : -0.57: 0.57: -0.57: 0.57:
16: 1: 3202.00 : -0.53: 0.53: -0.53: 0.53:
17: 1: 3505.00 : -0.50: 0.50: -0.50: 0.50:
18: 1: 3782.00 : -0.47: 0.47: -0.47: 0.47:
19: 1: 4018.00 : -0.43: 0.43: -0.43: 0.43:
20: 1: 4203.00 : -0.40: 0.40: -0.40: 0.40:
21: 1: 4322.00 : -0.37: 0.37: -0.37: 0.37:
22: 1: 4363.00 : -0.33: 0.33: -0.33: 0.33:
23: 1: 4318.00 : -0.30: 0.30: -0.30: 0.30:
24: 1: 4179.00 : -0.27: 0.27: -0.27: 0.27:
25: 1: 3941.00 : -0.23: 0.23: -0.23: 0.23:
26: 1: 3604.00 : -0.20: 0.20: -0.20: 0.20:
27: 1: 3173.00 : -0.17: 0.17: -0.17: 0.17:
28: 1: 2655.00 : -0.13: 0.13: -0.13: 0.13:
29: 1: 2062.00 : -0.10: 0.10: -0.10: 0.10:
30: 1: 1410.00 : -0.07: 0.07: -0.07: 0.07:
31: 1: 805.00 : -0.03: 0.03: -0.03: 0.03:
Environmental Crack Growth Check for Sustained Stresses
(Kmax less than KIscc): NOT SET
16

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 208
BLOCK CASE NO. 2
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : : :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -1.00: 1.00: -1.00: 1.00:
2: 1: 24.00 : -0.90: 0.90: -0.90: 0.90:
3: 1: 32.00 : -0.80: 0.80: -0.80: 0.80:
4: 1: 100.00 : -0.70: 0.70: -0.70: 0.70:
5: 1: 294.00 : -0.60: 0.60: -0.60: 0.60:
6: 1: 486.00 : -0.50: 0.50: -0.50: 0.50:
7: 1: 1068.00 : -0.40: 0.40: -0.40: 0.40:
8: 1: 3846.00 : -0.30: 0.30: -0.30: 0.30:
9: 1: 18720.00 : -0.20: 0.20: -0.20: 0.20:
10: 1: 20430.00 : -0.10: 0.10: -0.10: 0.10:
11: 1: 30114.00 : -0.07: 0.07: -0.07: 0.07:
12: 1: 173118.00 : -0.05: 0.05: -0.05: 0.05:
13: 1: 549930.00 : -0.03: 0.03: -0.03: 0.03:
Environmental Crack Growth Check for Sustained Stresses
(Kmax less than KIscc): NOT SET
-------
BLOCK CASE NO. 3
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : : :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -1.00: 1.00: -1.00: 1.00:
2: 1: 24.00 : -0.90: 0.90: -0.90: 0.90:
3: 1: 32.00 : -0.80: 0.80: -0.80: 0.80:
4: 1: 100.00 : -0.70: 0.70: -0.70: 0.70:
5: 1: 294.00 : -0.60: 0.60: -0.60: 0.60:
6: 1: 486.00 : -0.50: 0.50: -0.50: 0.50:
7: 1: 1068.00 : -0.40: 0.40: -0.40: 0.40:
8: 1: 3846.00 : -0.30: 0.30: -0.30: 0.30:
9: 1: 18720.00 : -0.20: 0.20: -0.20: 0.20:
10: 1: 20430.00 : -0.10: 0.10: -0.10: 0.10:
11: 1: 30114.00 : -0.07: 0.07: -0.07: 0.07:
12: 1: 173118.00 : -0.05: 0.05: -0.05: 0.05:
13: 1: 549930.00 : -0.03: 0.03: -0.03: 0.03:
Environmental Crack Growth Check for Sustained Stresses
(Kmax less than KIscc): NOT SET
VGS MOUNTING PLATE
MODEL: TC01
FATIGUE SCHEDULE BLOCK STRESS TABLE
-----------------------------------
VGS LOAD SPECTRUM (TEST, STS-87, NEW MISSION)
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : (ksi) : (ksi) :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -6.60: 6.60: 0.00: 0.00:
2: 1: 241.00 : -6.60: 6.60: 0.00: 0.00:
3: 1: 312.00 : -6.40: 6.40: 0.00: 0.00:
4: 1: 401.00 : -6.14: 6.14: 0.00: 0.00:
5: 1: 509.00 : -5.94: 5.94: 0.00: 0.00:
6: 1: 638.00 : -5.74: 5.74: 0.00: 0.00:
7: 1: 792.00 : -5.48: 5.48: 0.00: 0.00:
8: 1: 971.00 : -5.28: 5.28: 0.00: 0.00:
9: 1: 1177.00 : -5.08: 5.08: 0.00: 0.00:
10: 1: 1410.00 : -4.82: 4.82: 0.00: 0.00:
11: 1: 1668.00 : -4.62: 4.62: 0.00: 0.00:
17

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 209
12: 1: 1950.00 : -4.42: 4.42: 0.00: 0.00:
13: 1: 2251.00 : -4.16: 4.16: 0.00: 0.00:
14: 1: 2565.00 : -3.96: 3.96: 0.00: 0.00:
15: 1: 2885.00 : -3.76: 3.76: 0.00: 0.00:
16: 1: 3202.00 : -3.50: 3.50: 0.00: 0.00:
17: 1: 3505.00 : -3.30: 3.30: 0.00: 0.00:
18: 1: 3782.00 : -3.10: 3.10: 0.00: 0.00:
19: 1: 4018.00 : -2.84: 2.84: 0.00: 0.00:
20: 1: 4203.00 : -2.64: 2.64: 0.00: 0.00:
21: 1: 4322.00 : -2.44: 2.44: 0.00: 0.00:
22: 1: 4363.00 : -2.18: 2.18: 0.00: 0.00:
23: 1: 4318.00 : -1.98: 1.98: 0.00: 0.00:
24: 1: 4179.00 : -1.78: 1.78: 0.00: 0.00:
25: 1: 3941.00 : -1.52: 1.52: 0.00: 0.00:
26: 1: 3604.00 : -1.32: 1.32: 0.00: 0.00:
27: 1: 3173.00 : -1.12: 1.12: 0.00: 0.00:
28: 1: 2655.00 : -0.86: 0.86: 0.00: 0.00:
29: 1: 2062.00 : -0.66: 0.66: 0.00: 0.00:
30: 1: 1410.00 : -0.46: 0.46: 0.00: 0.00:
31: 1: 805.00 : -0.20: 0.20: 0.00: 0.00:
Environmental Crack Growth Check for Sustained Stresses
(Kmax less than KIscc): NOT SET
VGS MOUNTING PLATE
MODEL: TC01
FATIGUE SCHEDULE BLOCK STRESS TABLE
-----------------------------------
VGS LOAD SPECTRUM (TEST, STS-87, NEW MISSION)
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : (ksi) : (ksi) :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -6.60: 6.60: 0.00: 0.00:
2: 1: 24.00 : -5.94: 5.94: 0.00: 0.00:
3: 1: 32.00 : -5.28: 5.28: 0.00: 0.00:
4: 1: 100.00 : -4.62: 4.62: 0.00: 0.00:
5: 1: 294.00 : -3.96: 3.96: 0.00: 0.00:
6: 1: 486.00 : -3.30: 3.30: 0.00: 0.00:
7: 1: 1068.00 : -2.64: 2.64: 0.00: 0.00:
8: 1: 3846.00 : -1.98: 1.98: 0.00: 0.00:
9: 1: 18720.00 : -1.32: 1.32: 0.00: 0.00:
10: 1: 20430.00 : -0.66: 0.66: 0.00: 0.00:
11: 1: 30114.00 : -0.46: 0.46: 0.00: 0.00:
12: 1: 173118.00 : -0.33: 0.33: 0.00: 0.00:
13: 1: 549930.00 : -0.20: 0.20: 0.00: 0.00:
Environmental Crack Growth Check for Sustained Stresses
(Kmax less than KIscc): NOT SET
VGS MOUNTING PLATE
MODEL: TC01
FATIGUE SCHEDULE BLOCK STRESS TABLE
-----------------------------------
VGS LOAD SPECTRUM (TEST, STS-87, NEW MISSION)
S : M: NUMBER : S0 : S1 :
T : A: OF : : :
E : T: FATIGUE : (ksi) : (ksi) :
P : L: CYCLES : (t1) : (t2) : (t1) : (t2) :
----:--:-------------:---------:---------:---------:---------:
1: 1: 12.00 : -6.60: 6.60: 0.00: 0.00:
2: 1: 24.00 : -5.94: 5.94: 0.00: 0.00:
3: 1: 32.00 : -5.28: 5.28: 0.00: 0.00:
4: 1: 100.00 : -4.62: 4.62: 0.00: 0.00:
5: 1: 294.00 : -3.96: 3.96: 0.00: 0.00:
6: 1: 486.00 : -3.30: 3.30: 0.00: 0.00:
7: 1: 1068.00 : -2.64: 2.64: 0.00: 0.00:
18

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
APPENDIX P 210
8: 1: 3846.00 : -1.98: 1.98: 0.00: 0.00: 9: 1: 18720.00 : -1.32: 1.32: 0.00: 0.00: 10: 1: 20430.00 : -0.66: 0.66: 0.00: 0.00: 11: 1: 30114.00 : -0.46: 0.46: 0.00: 0.00: 12: 1: 173118.00 : -0.33: 0.33: 0.00: 0.00: 13: 1: 549930.00 : -0.20: 0.20: 0.00: 0.00: Environmental Crack Growth Check for Sustained Stresses (Kmax less than KIscc): NOT SET ------- VGS MOUNTING PLATE MODEL: TC01 ANALYSIS RESULTS: ----------------- FINAL RESULTS: All Stress Intensities are below the Fatigue Threshold.
NO growth in Schedule No. 1 Crack Size c = 0.250000E-01
Additional Results Deleted for Brevity.
19

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
INDEX 211
INDEX
A
Acronyms, list ....................................................................................................................................... 49 Alternatives in fracture control .............................................................................................................. 46 Assumptions for fracture control............................................................................................................................. 1
B
Batteries fracture critical, procedures for ....................................................................................................... 22 non-fracture critical criteria ............................................................................................................. 13 small items exempt from fracture control ....................................................................................... 13
C
Classification detailed discussions of fracture critical options ...................................................................................................... 16–23 of non-fracture critical options ................................................................................................ 7–16 Exempt Parts, List/Examples .......................................................................................................... 67 Fracture Critical Category/Examples .............................................................................................. 67 Non-fracture Critical Category/Examples ....................................................................................... 67 of parts/components, background and introduction ......................................................................... 6 Process ...................................................................................................................................... 67-71 Composite/Bonded Structures fracture critical, procedures for ....................................................................................................... 20 non-fracture critical classifications .................................................................................................. 12 Contained criteria ............................................................................................................................................... 8 definition ......................................................................................................................................... 50 Fans,Electric Motors, Shafts, Gearboxes, and Pumps................................................................... 11 General method of showing ............................................................................................................ 59 Glass in a habitable volume ........................................................................................................... 22 Glass, as ......................................................................................................................................... 12 Rotating Parts, method of showing................................................................................................. 57 sample calculation ...................................................................................................................... 58 when to check container fasteners ................................................................................................. 61 Containment ..................................................................................................................... See Contained Crack analysis approach for detected crack in fracture critical hardware ................................................ 34 at holes, safe life analysis of ........................................................................................................... 24 Crack-like Defect definition ..................................................................................................................................... 50 Critical Crack Size definition ..................................................................................................................................... 50 definition ......................................................................................................................................... 50 Growth Rate for detected cracks ..................................................................................................................... 36 standard safe life analysis .................................................................................................... 29, 30 Initial Crack Size definition ..................................................................................................................................... 52 Screening by NDE ....................................................................................................................................... 32 by proof test ................................................................................................................................ 33 record keeping/tracking .............................................................................................................. 39

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
INDEX 212
standard geometries and NDE sizes for analysis ........................................................................... 77
D
Damage Tolerant definition ......................................................................................................................................... 50 synonymous with safe life ............................................................................................................... 23 test for composite structures .......................................................................................................... 21 Defect ...................................................................................................................................... See Crack Definitions ............................................................................................................................................. 50 Detailed Fracture Control Analysis Report ................................... See Fracture Control Documentation, Fracture Control Analysis Report Dimensions for fracture control analyses ........................................................................................................... 95 Documentation............................................................................... See Fracture Control Documentation Drawings ................................................... See Fracture Control Documentation, Engineering Drawings
E
ECF ............................................................................................. See Environmental Correction Factor Environmental Correction Factor definition ......................................................................................................................................... 51 usage .............................................................................................................................................. 34 Exempt (from fracture control) Hardware discussion ......................................................................................................................................... 6 List/Examples ................................................................................................................................. 67
F
Fail Safe criteria ............................................................................................................................................... 9 definition ......................................................................................................................................... 51 Fasteners should be .................................................................................................................................... 19 Failure Mode and Effects Analysis and Critical Items List as tool in classification process ...................................................................................................... 69 Fastener constrained, safety wired .................................................................................................................. 9 fracture critical ................................................................................................................................ 19 must meet low risk ...................................................................................................................... 19 low fracture toughness ..................................................................................................................... 8 low risk check sheet ....................................................................................................................... 89 low risk criteria ................................................................................................................................ 15 stored energy due to preload .......................................................................................................... 60 FCB ............................................................................................................ See Fracture Control Board FCC ................................................................................................... See Fracture Control Coordinator Flaw ......................................................................................................................................... See Crack Flaw Screening ................. See Crack, Screening; See also, Nondestructive Evaluation and Proof Test FMEA/CIL ............................................... See Failure Mode and Effects Analysis and Critical Items List Fracture Control Board definition ......................................................................................................................................... 51 Fracture Control Coordinator definition ......................................................................................................................................... 51 Fracture Control Documentation Engineering Drawings .................................................................................................................... 42 Fracture Control Analysis Report contents/outline ........................................................................................................................... 44 Example .................................................................................................................................... 183

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
INDEX 213
Fracture Control Plan contents/outline ........................................................................................................................... 39 Example 1 (VCDFE) ................................................................................................................. 111 Example 2 (IHHR1) ................................................................................................................... 121 Fracture Control Presentation contents/outline ........................................................................................................................... 43 Example .................................................................................................................................... 161 Fracture Control Summary List as part of fracture control analysis report ................................................................................... 44 Examples .................................................................................................................................... 72 for an accounting of all non-exempt parts .................................................................................... 7 in fracture control presentation ................................................................................................... 43 origins in classification process .................................................................................................. 68 Fracture Control Summary Report (FCSR) contents/outline ........................................................................................................................... 42 Example .................................................................................................................................... 149 Inspection Report............................................................................................................................ 45 Load/Use History ............................................................................................................................ 46 Test Report ..................................................................................................................................... 45 Fracture Critical Classifications detailed discussions of options ............................................................................................. 16–23 List/Examples ............................................................................................................................. 67 Process .................................................................................................................................. 67-71 definition ..................................................................................................................................... 51 Fracture Mechanics Properties ............................................................................................. See Material
G
Get-Away-Special (GAS), canister as containment ................................................................................ 8 Glass fracture critical, procedures for ....................................................................................................... 21 non-fracture critical criteria/classifications ...................................................................................... 12 protected ......................................................................................................................................... 12
H
Habitable Module definition ......................................................................................................................................... 51 glass must be contained or safe life ............................................................................................... 22 glass release within ........................................................................................................................ 12 post proof NDE rationale ........................................................................................................... 93-94 requirements for.............................................................................................................................. 23 small mass release within ................................................................................................................. 8 Hazardous Fluid Container definition ......................................................................................................................................... 52 help with definition ...................................................................................................................... 81 requirements for.............................................................................................................................. 22 Hinges must be redundant in containment devices ...................................................................................... 9
I
Inserts for fracture critical fasteners ........................................................................................................... 20 Inspection Report.................................................................................................................................. 45

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
INDEX 214
L
Latches must be redundant in containment devices ...................................................................................... 9 LBB ....................................................................................................................... See Leak Before Burst Leak Before Burst definition ......................................................................................................................................... 52 preferred design practice .............................................................................................. 10, 23, 52, 93 Limited Life ........................................................................................................................................... 23 definition ......................................................................................................................................... 52 Load History documentation for fracture critical parts ..................................................................................... 46 for fracture critical parts .............................................................................................................. 39 Limit, definition ................................................................................................................................ 52 Safe Life Analysis for detected cracks ..................................................................................................................... 36 GSFC spectrum for ..................................................................................................................... 65 spectrum for ................................................................................................................................ 30 Log, History Load/Use History ............................................................................................................................ 46 Low Fracture Toughness definition ......................................................................................................................................... 52 Low Released Mass criteria Launch and Landing ..................................................................................................................... 8 On-orbit ......................................................................................................................................... 8 Glass, as ......................................................................................................................................... 12 Low Risk Fasteners and Shear Pins Check Sheet ............................................................................................................................... 89 criteria ......................................................................................................................................... 15 General Parts Check Sheet ............................................................................................................................... 88 criteria ................................................................................................................................... 14–15 Sealed Containers Check Sheet ............................................................................................................................... 90 criteria ......................................................................................................................................... 13 Low Speed as non-fracture critical classification ............................................................................................... 11
M
Machinery Rotating containment analysis for ............................................................................................................. 57
sample calculation .................................................................................................................. 58 definition ..................................................................................................................................... 54 fracture critical, procedures for ................................................................................................... 19 High Energy
criteria for fracture critical ....................................................................................................... 19 Low Energy/High Momentum
criteria for fracture critical ....................................................................................................... 19 Example of fracture critical hardware with less than 14,240 ft-lbs of kinetic energy ............. 97
Low Energy/Low Momentum criteria for non-fracture critical ............................................................................................... 11
Material Fracture Analysis Properties

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
INDEX 215
for detected cracks ..................................................................................................................... 36 for general parts .......................................................................................................................... 28 for glass ...................................................................................................................................... 21
Selection for fasteners ................................................................................................................................ 19 For Fracture Critical Parts .......................................................................................................... 25
General Considerations ......................................................................................................... 25 Material Orientation ................................................................................................................ 27 Material Processing ................................................................................................................ 27 Product Form ......................................................................................................................... 27 Service Environment .............................................................................................................. 26
for lines,fittings, regulators,valves, filters, and bellows ............................................................... 11 for low risk parts .......................................................................................................................... 14 for sealed containers .................................................................................................................. 13 traceability for fracture critical parts ................................................................................................ 38 Materials Usage Agreement definition ......................................................................................................................................... 52 for other than Table I or A rated materials ................................................................................ 14, 26 Maximum Design Pressure definition ......................................................................................................................................... 53 Mechanism definition ......................................................................................................................................... 53 fracture critical, procedures for ....................................................................................................... 22 non-fracture critical criteria ............................................................................................................. 13 Mid-Deck Locker, as containment ...........................................................................................................8 MUA ...................................................................................................... See Materials Usage Agreement
N
NASGRO
approved computer code for fracture analysis ............................................................................... 24 load spectrum help ......................................................................................................................... 31 material fracture properties source ................................................................................................. 28 NDE ........................................................................................................ See Nondestructive Evaluation NHLBB ....................................................................................... See Non-Hazardous Leak Before Burst Nondestructive Evaluation as reverification of redundancy ....................................................................................................... 10 definition ......................................................................................................................................... 53 General Requirements ................................................................................................................... 32 items to include in Inspection Report.............................................................................................. 45 of low risk sealed containers .......................................................................................................... 13 rationale for post proof NDE ..................................................................................................... 93–94 required for lines/fittings/pressurized components ......................................................................... 17 required post proof ......................................................................................................................... 32 required pre/post proof for fracture critical rotating machinery ....................................................... 19 Special definition ..................................................................................................................................... 55 requirements for .......................................................................................................................... 32 Standard definition ..................................................................................................................................... 55 standard flaw geometries and flaw sizes ........................................................................................ 77 to be specified on drawings ........................................................................................................ 7, 42 used to establish initial flaw sizes for safe life analysis .................................................................. 23 visual acceptable for glass ....................................................................................................... 22, 32 when NDE of holes is impractical ................................................................................................... 25 Non-fracture Critical
NASA-HDBK-5010 w/Change 1 MAY 24, 2005
INDEX 216
Classifications detailed discussions of options ............................................................................................... 7–16 List/Examples ............................................................................................................................. 67 Process .................................................................................................................................. 67-71 Non-Hazardous Leak Before Burst assistance in determining .......................................................................................................... 63-64 Battery Cells/Cases ........................................................................................................................ 13 Check Sheets Pressurized Components, Pressure Vessels ............................................................................. 91 definition ......................................................................................................................................... 53 Pressure Vessels ............................................................................................................................ 17 Pressurized Components criteria ......................................................................................................................................... 10 Sealed Containers .......................................................................................................................... 13
P
Payload Safety Review Panel approval required for alternative methods for fracture control ...................................................................................... 46 sealed containers with higher energy levels ............................................................................... 13 MUA(s) must be attached to hazard report for ............................................................................... 26 must be provided composite structures rationale in absence of test ............................................. 21 Potentially Fracture Critical Part definition ......................................................................................................................................... 53 requires detailed assessment ......................................................................................................... 69 Preload fastener stored energy due to ......................................................................................................... 60 fracture critical fasteners must have appropriate ........................................................................... 20 low risk fastener must have appropriate ......................................................................................... 15 must be considered in the load spectrum ....................................................................................... 30 must be considered in the safe life analysis of fasteners ............................................................... 19 Pressure Vessels definition ......................................................................................................................................... 53 help with definition ................................................................................................................ 81–82 how to calculate stored energy ....................................................................................................... 83 NHLBB Check Sheet ...................................................................................................................... 91 overwrapped damage prevention plan ............................................................................................................. 17 post proof NDE rationale .......................................................................................................... 93–94 requirements for.............................................................................................................................. 16 safe life analysis not required for NHLBB ....................................................................................... 17 Pressurized Components definition ......................................................................................................................................... 54 help with definition ................................................................................................................ 81–82 NDE required for welds .................................................................................................................. 17 NHLBB Check Sheet ...................................................................................................................... 91 non-fracture critical criteria ............................................................................................................. 10 requirements for.............................................................................................................................. 17 safe life analysis not required if proof tested .................................................................................. 17 when NDE of welds is impractical .................................................................................................. 17 Proof Test definition ......................................................................................................................................... 54 Documentation................................................................................................................................ 45 fracture toughness values used in conjunction with ....................................................................... 29 Hazardous Fluid Containers when proof is impractical ............................................................................................................ 23

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
INDEX 217
Requirements Composite Structures ................................................................................................................. 20 Fracture Critical Rotating Machinery .......................................................................................... 19 general flaw screening ................................................................................................................ 33 Glass ........................................................................................................................................... 21 Habitable Modules ...................................................................................................................... 23 Inserts ......................................................................................................................................... 20 Lines/Fittings/Pressurized Components ..................................................................................... 17 Sealed Containers ...................................................................................................................... 13 RFCA approval required to screen flaws by proof test ................................................................... 32 to be specified on drawings .............................................................................................................. 7 used to establish initial flaw size ..................................................................................................... 23 PSRP ................................................................................................. See Payload Safety Review Panel
R
References, list ....................................................................................................................................... 5 Residual Stress may be unconservative in proof test ............................................................................................... 34 must be considered in analysis of detected cracks ..................................................................................................... 36 loading spectrum ........................................................................................................................ 30 Responsible Fracture Control Authority approval required for acceptance of small glass pieces by vibration test ..................................................................... 22 alternative methods for fracture control ...................................................................................... 46 damage prevention plan for composites .................................................................................... 21 deviations from post-proof NDE requirements ........................................................................... 94 flaw screening by proof test in rotating machinery ..................................................................... 19 general flaw screening by proof test ........................................................................................... 32 less than full NDE of pressurized component welds .................................................................. 17 low risk classification .................................................................................................................. 14 member selection in fail safe analysis of complex structures....................................................... 9 NDE or testing to screen for cracks in low risk parts produced by crack prone processes ....... 14 optional approach for hazardous fluid containers ....................................................................... 23 parts exempt from fracture control ................................................................................................ 7 proof test factors adjusted below 1.05 ........................................................................................ 34 rationale for composite structures in absence of test ................................................................. 21 safe life test plans ....................................................................................................................... 31 sealed containers with higher energy levels ............................................................................... 13 special inspection techniques ..................................................................................................... 23 test to verify NHLBB of pressure vessels ................................................................................... 17 use of flaw sizes at drilled holes without NDE ............................................................................ 25 use of fracture critical parts with known cracks .......................................................................... 35 use of retardation ........................................................................................................................ 24 visual inspection (other than glass) ............................................................................................ 32 consult when uncertainty exists about fracture control................................................................... 46
consult when uncertainty exists about including structural response velocities in containment analysis ....................................................................................................................................... 61
coordinate with for analysis dimensions used for extremely critical parts ................................................................ 95 analyzing container fasteners ..................................................................................................... 61 assessment of components with low lives (< 1000 cycles) ........................................................ 29 fail safe judgements unsupported by analysis or test ................................................................. 10 fracture toughness used in proof test as a screen for initial flaws .............................................. 29 materal with a wide range of fracture toughness ........................................................................ 28 material properties for use in elastic-plastic or non-linear elastic (J) models for safe-life

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
INDEX 218
analysis ................................................................................................................................... 30
material properties outside the NASGRO® ............................................................... 28
modification of NASGRO® material parameters......................................................................... 30
post-proof NDE of non-standard pressure vessels .............................................................. 32, 94 quality option classification of mechanisms ................................................................................ 22 strain level approach for composites .......................................................................................... 12 use of elastic-plastic or non-linear elastic (J) models ................................................................. 24 use of fracture critical fasteners less than 3/16 inch diameter ................................................... 19 definition ......................................................................................................................................... 54 may disallow proof test to screen for cracks .................................................................................. 34 Responsible Program Authority approval required for use of fracture critical parts with known cracks .......................................................................... 35 definition ......................................................................................................................................... 54 RFCA .................................................................................. See Responsible Fracture Control Authority Rotating Machinery/Mechanism/Equipment/Device ......................................... See Machinery, Rotating RPA ................................................................................................ See Responsible Program Authority
S
Safe Life Analysis cracks near or between holes ..................................................................................................... 24 for detected cracks ..................................................................................................................... 35 for glass ...................................................................................................................................... 21 GSFC load spectrum for ............................................................................................................. 65 load spectrum for ........................................................................................................................ 30 material properties for ................................................................................................................. 28 NDE flaw sizes for ...................................................................................................................... 77 procedures .................................................................................................................................. 23 Assured ........................................................................................................................................... 46 definition ......................................................................................................................................... 54 designs require post proof inspection ............................................................................................. 93 fracture critical parts must be ......................................................................................................... 23 mechanism/quality option, classification ........................................................................................ 22 synonymous with damage tolerant ................................................................................................. 23 Test requirements/procedures ............................................................................................................ 31 Sandwich Structures treated as bonded structures .......................................................................................................... 20 Sealed Containers definition ......................................................................................................................................... 55 help with definition ................................................................................................................ 81–82 fracture critical, procedures for ....................................................................................................... 22 Low Risk Check Sheet ................................................................................................................... 90 low risk criteria ................................................................................................................................ 13 NDE requirements for low risk classification .................................................................................. 13 Selection for Fracture Control ....................................................................... See Classification, Process Service Life definition ......................................................................................................................................... 55 Service Life Factor definition ......................................................................................................................................... 55 Shear Pin Low Risk Check Sheet ................................................................................................................... 89 low risk criteria ................................................................................................................................ 15 safe life analysis of fracture critical ................................................................................................. 19 Soft Stowage, as containment ................................................................................................................ 8

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
INDEX 219
Stored energy in a pressure vessel, how to calculate .......................................................................... 83 Stress Corrosion low risk fasteners must not be susceptible ..................................................................................... 15 susceptible material requires MUA ........................................................................................... 14, 26 Sustained Stresses Kmax < KEAC ...................................................................................................................................... 24
T
Test ................................................. See also, damage tolerant, proof, safe life, vibration, vibroacoustic Tethers required to be fracture critical ......................................................................................................... 22 Tools definition ......................................................................................................................................... 56 fracture critical, procedures for ....................................................................................................... 22 non-fracture critical criteria ............................................................................................................. 13 release on-orbit ................................................................................................................................. 8 Traceability .......................................................................................................................... See Tracking Tracking (for fracture critical parts) Configuration .................................................................................................................................. 38 Flaw Screening ............................................................................................................................... 39 Load History/Use ............................................................................................................................ 39 Materials ......................................................................................................................................... 38
V
Vibration Test as replacement for safe life analysis and proof test of small glass pieces ..................................... 22 Visual Inspection as reverification of redundancy ....................................................................................................... 10 for glass/transparent elements ................................................................................................. 22, 32 low risk parts must receive ............................................................................................................. 15 not viable for general crack screening ............................................................................................ 32
W
Web Sites ................................................................................................................................................6 Welds fracture critical rationale for post proof NDE ................................................................................................. 93–94 require post proof NDE ............................................................................................................... 32 Pressurized Components require NDE .................................................................................................................................... 17

NASA-HDBK-5010 w/Change 1 MAY 24, 2005
INDEX 220
This Page Left Blank Intentionally
