gasification of turkey litter for farm energy prepared · pdf filegasification of turkey...
TRANSCRIPT

Gasification of Turkey Litter for Farm Energy
Prepared for:
Charison’s Turkey Hatchery Manitoba Livestock Manure Management Initiative
Prepared by:
DGH Engineering Ltd. 12 Aviation Boulevard
St. Andrews, Manitoba R1A 3N5
Contact: Stephen Brogan, EIT, AIT
Dennis Hodgkinson, P. Eng.
26 April 2006

Abstract
With increased fuel prices and Canada’s commitment to the Kyoto protocol, there has
been a renewed interest in gasification, an old technology. Charison’s Turkey Hatchery,
of Gunton, Manitoba, produces approximately 705 kg of litter per hour, and has an
average electrical energy demand of 353 kW. A need was identified to create value
from this waste that may be able to offset energy costs. A survey of gasification
technologies in Manitoba showed that despite a large amount of activity, there is still no
off-the-shelf solution available to generate electricity from biomass. Litter samples were
collected from several barns and sent to the CANMET Energy Technology Centre in
Ottawa, Ontario where bench scale gasification tests were done. These tests showed
that the loose litter tended to plug up the system, and only a low quality gas was
produced. Further testing was preformed by Innovation Technologies (Ireland) Ltd. of
Ballycarry, Northern Ireland on similar litter sourced there. These tests determined that,
due to the high ash and water content of the fuel and its loose configuration, it would
best be gasified mixed with sawdust in pellet form. Should Charison’s install a gasifier
on site for the purposes of generating electricity, issues with respect to clinkering and
pelletisation would need to be addressed, likely though the development of a gasifier
designed specifically for turkey litter. Given this analysis, it is recommended that further
development of a gasifier at Charison’s be carried out in conjunction with an organisation
that has expertise in gasification for the purposes of electricity generation, through the
development of a functional on-site prototype.

Table of Contents
1.0 Introduction 2.0 Project Objectives 3.0 Energy Use and Litter Production at Charison’s 4.0 Gasification Background Review 5.0 Survey of Gasifier Manufacturers in Manitoba
5.1 Heat Innovations Inc. 5.2 Home Farms Technologies Inc. 5.3 RES/OP Technologies Inc. 5.4 Modern Organics Inc. 5.5 Vidir Machine Inc. 5.6 W2E Technologies Inc.
6.0 Feasibility of Gasifying Turkey Litter 6.1 NRC Testing 6.2 ITI Testing
6.2.1 Sampling of the Litter 6.2.2 Testing Objectives 6.2.3 Fuel Characterisation 6.2.4 Power Generation Potential 6.2.5 Pellet Manufacture 6.2.6 Testing of the Pellets
6.2.6.1 100% MDF Dust 6.2.6.2 100% Turkey Litter 6.2.6.3 Mixed MDF and Turkey Litter
6.2.7 Gasification Testing 6.2.7.1 100% Turkey Litter Pellets 6.2.7.2 40% Turkey Litter Pellets
6.2.8 Conclusions 6.2.8.1 Fuel Pellet Manufacture 6.2.8.2 Pellet Carbonisation 6.2.8.3 Pellet Clinkering 6.2.8.4 Energy Value
7.0 Recommendations 8.0 References 9.0 Acknowledgements
Appendix I – Manitoba Gasifier Contact Information
Appendix II – Turkey Litter Sampling Protocol
Appendix III – National Research Council Test Results
Appendix IV – Ash Content Testing

1.0 Introduction
Charison’s Turkey Hatchery Ltd. is a
modern turkey hatchery with several
commercial turkey production farms
located in Gunton, MB, (Figure 1). As
western Canada’s largest turkey
hatchery, the farm’s main product is
turkey poults, as well as breeding stock,
and some commercial meat turkeys.
In the wake of recent bird flu epidemics, Charison’s is very concerned with bio-security in
the handling of wastes and mortalities. Ideally, the farm would like to dispose of all the
waste streams on-farm in a way that minimises land application and maximises energy
use. With a cold climate and a total confinement production system, the farm has a
large annual energy demand. The concept of disposing of waste on-farm and producing
energy to offset electrical usage is very attractive to Charison’s.
Figure 1 - Charison's Turkey Hatchery Ltd.

2.0 Project Objectives
The purpose of this investigation was to analyse the potential opportunity and make
recommendations to Charison’s Hatchery with respect to the installation or development
of gasification technology suited for using turkey litter as a fuel for a gasifier to produce
useful energy. The report endeavours to do this by:
• Establishing the energy needs at Charison’s Hatchery, and quantifying the litter
production.
• Reviewing any previous studies and literature with respect to gasification of
turkey or poultry litter.
• Investigating the gasification industry and experience in Manitoba.
• Testing the litter to determine suitability for use as a gasifier fuel.

3.0 Energy Use and Litter Production at Charison’s
Charison’s Hatchery Ltd.’s operations include several barns spread out around a 4 mile
radius from the central hatchery. The separation of the barns allows for greater bio-
security and segregation of valuable breeding stock. Most of the barns are open floor
style. The floors are covered with a bedding mixture which consists of wood shavings,
sunflower hulls, and straw. Bedding is renewed on a regular basis to maintain a sanitary
and comfortable environment for the birds. At certain points during the production cycle,
the barns are cleaned and the resulting litter is stockpiled and later spread on
neighbouring fields.
From a bio-security standpoint, it would be most desirable to locate any waste
processing facility off the site of the central hatchery (where there is the most traffic and
possibility of transporting contaminants). However, it is also desirable to be close
enough to one of the production facilities so that waste heat from the gasification system
can be utilised, and electricity can offset use from the utility. A piece of property east of
one of the commercial barns and central hatchery was chosen as the most likely location
for any such developments (Figure 2).
Figure 2 - Possible Location for Gasification Plant in relation to Charison’s Barns

Table 1 shows electricity usage, at the buildings nearby this property, that would be
potential users of gasification energy.
Table 1 - Electricity Usage at Nearby Buildings, 2004
Month Hatchery
(kWh)
Hatchery Heat
(kWh)
Truck Wash (kWh)
Commercial Farm (kWh)
Totals (kWh)
January 123,520 52,036 38,400 27,520 241,476 February 97,280 45,380 36,600 21,280 200,540 March 100,160 123,107 52,200 20,720 296,187 April 96,320 147,781 55,200 18,240 317,541 May 87,040 74,094 48,000 18,880 228,014 June 88,960 87,480 48,000 17,600 242,040 July 85,120 66,770 48,000 17,360 217,250 August 81,440 48,965 46,200 16,240 192,845 September 92,800 96,904 54,600 17,680 261,984 October 79,520 123,359 46,200 21,360 270,439 November 103,680 94,096 39,600 27,600 264,976 December 91,200 192,942 46,200 25,360 355,702 Annual 1,127,040 1,152,914 559,200 249,840 3,088,994
Propane usage data was also obtained from Charison’s, as shown in Table 2. Table 2 - Annual Propane Usage, 2004
Hatchery (litres)
Shop (litres)
Grain Dryer (litres)
Truck Wash (litres)
Total (litres)
136064.7 16974.3 1225.2 21449.7 175731.9
Litter production from each of these barns has been quantified by truckload. Historical
records obtained from Charison’s (Charison, 2004) are summarised in Table 3. Table 3 - Annual Litter Production
Number of 14-ton Loads Annual Litter Production 2003 392 5488 tons 2004 490 6860 tons Average 441 6174 tons
Given an average litter production of 6174 tons per year, it amounts to about 16.9 tons
per day or 0.7 tons per hour. From a global prospective, this is a relatively small amount
of litter to process. However, there is a possibility that the litter can be mixed with other
locally available feedstock in the form of sawdust.

4.0 Gasification Background Review
Simply stated, gasification is a method of high temperature combustion that turns solids
into a low quality gas (often called producer gas or syngas). This gas may then be
burned in a boiler, internal combustion engine, or turbine. The quality and energy
content of this gas is greatly affected by the type of gasifier and the type and moisture
content of the fuel being used.
Gasification is an old technology and was used over 100 years ago to make fuel for gas
streetlights and more recently to generate fuel for automobiles during petroleum
shortages in WWII. The technology was abandoned after the war with the advent of
cheap electricity and fossil fuels. The energy crisis of the 1970s saw a new interest in
the gasification technology, but few commercial units have been successfully operated
and it is not in wide use.
Two basic types of gasification units exist, updraft and downdraft. Downdraft units are
characterized by their ability to produce a cleaner fuel, but require a solid or pelletized
fuel. Updraft gasifiers generally produce a “dirtier” gas, but have the ability to burn a
wide range of fuel formats.
Only high quality syngas can be burned directly in an internal combustion engine or gas
turbine. Compared to natural gas or propane, syngas is relatively low in energy. Some
syngas fuelled engines use other common fuels to supplement the syngas in order to
take full advantage of the engine’s power capacity. Lower quality syngases, such as
those produced by an updraft gasifier, will foul moving parts of an internal combustion
engine and result in excess wear and short lifespan. These lower quality gasses are
best used in external combustion processes such as steam or Sterling engines in the
generation of electricity or for the firing of heating systems.

5.0 Survey of Gasifier Manufacturers in Manitoba
Manitoba is a hotbed of gasifier manufacturers. A survey of these manufacturers and
their processes/products was done to assess the possibility of employing local
technology at Charison’s. Contact was made with all the manufacturers listed in
Appendix I. A short description of each of the companies and gasification units follows.
5.1 Heat Innovations Inc.
Heat Innovations is based in Winkler, Manitoba and currently manufactures a line of
outdoor style hydronic heating boilers and accessories. The outdoor boilers are popular
with people who burn biomass such as wood and straw, although they may also be fitted
with a coal stoker. Heat Innovations is currently working on a prototype gasifier, but do
not expect to have a unit ready to test until 2007 or 2008. It is likely that this gasifier
would be geared toward hydronic heating as opposed to electricity generation.
5.2 Home Farms Technologies Inc.
Home Farms Technologies is based in Brandon, Manitoba and use a proprietary
gasification technology from Asia. Home Farms was not able to divulge the details of
the gasification unit. Their primary market is agriculture and they also market a
flocculation and dewatering systems for swine manure.
Home Farms Technologies does not actually sell gasification units, but operate on a
unique business plan were they maintain ownership of the equipment and the producer
supplies the biomass in return for discounted electricity.
5.3 RES/OP Techologies Inc.
RES/OP Technologies, a subsidiary of MESH Technologies an electronics engineering
consulting firm based in Winnipeg, Manitoba, has developed the Orverter (Organics
Converter).

The Orverter is not a gasifier in the traditional sense, but may fall in to the category as
there are some similarities in the combustion process. The Orverter accepts feedstock
from above and draws combustion air down through a grate, in that sense it is much like
a downdraft gasifier. The difference is that the combustion air is preheated by the
exhaust air, via a heat exchanger, making for an extremely hot combustion chamber.
There is no syngas produced, only thermal energy. Steam or thermal engines may then
be used to generate electricity if so desired.
Currently, a demonstration prototype unit exists at Elie, MB which has been used for
some short term testing. The original prototype experienced a meltdown, in which the
steel combustion chamber melted. RES/OP Technologies claims that despite intense
internal temperatures, problems such as NOx gas production and thermal breakdown
will be addressed before the Orverter is publicly available. Plans are in the works to
install a commercialisation prototype in the near future.
5.4 Modern Organics Inc.
Modern Organics of Headingley, Manitoba specialises in chelation and crop
enhancement chemicals for agriculture. The president of the company, Edward Mayer,
has built several gasifiers of different sizes since 1987.
Currently, Mr. Mayer is working on a large scale gasification unit (the Mayer DownDraft
Gasifier or the Mayer Energy Generator) that he hopes to sell to a large biomass
producer. This gasifier is said to produce a high quality syngas that can be used in
boilers or internal combustion engines. A small prototype exists, but had never been
used to run an internal combustion engine. Only a flare has been operated on the
syngas.
5.5 Vidir Machine Inc.
Vidir Machine Inc. of Arborg, Manitoba manufactures industrial and commercial racking
and flooring cutting equipment. They are currently the only company that sells a
functional, commercial scale gasifier designed and made in Manitoba.

The Vidir Biomass Gasifier is a rotating grate updraft gasifier that uses round baled
cereal or flax straw for feedstock. A large chopping mechanism feeds a metering
system that meters biomass in to the gasifer based on heat demand. The syngas is
then burnt in a secondary combustion chamber that is essentially a boiler. This system
does not produce a syngas that is clean enough to burn in an internal combustion
engine.
A functional system has heated the Vidir head office near Arborg, Manitoba for a number
of years. Another system is installed near at Landmark, Manitoba at a chicken farm.
5.6 W2E Technologies Inc.
W2E Technologies Inc., near La Salle, Manitoba has a gasification system designed by
Fluidyne New Zealand. The system is installed at a lumberyard where sawdust and
wood chips are available as a feedstock. A bank of Cadillac engines, converted to run
on syngas is connected to a large electrical generator. Various problems have caused
the project to be mothballed for several months.
Eventually W2E would like to market the generation technology as a system that can be
sold to biomass energy producers.

6.0 Feasibility of Gasifying Turkey Litter
Turkey litter is unlike most animal wastes as it is relatively dry, roughly 20% moisture
content and quite heterogeneous. Its appearance is very reminiscent of its constituents:
a dirty mass of straw and wood shavings. These properties make the litter less suitable
for intermediate processes such as anaerobic digestion and more suitable for a process
which involves direct combustion, such as gasification.
Many projects around the world have been developed with the intent of gasifying various
types of biomass waste products. One of the most common problems with them is that
they are not reliable from an operational standpoint. Quite often large gasification
projects are abandoned because of this inability to function properly over extended
periods of time, although it is accepted that any carbon based material can be gasified.
Before any recommendations on type or size of gasifier can be made, testing of the
actual litter is needed. Two organisations were contacted with respect to this testing.
Firstly, the National Research Council’s Energy Technology Centre in Ottawa, and later,
Innovation Technologies (Ireland) Ltd. or ITI, in Ballycarry, Northern Ireland. The results
of the research are summarised as follows.
6.1 NRC Testing
It was believed that the best way to assess the properties of the turkey litter produced
from Charison’s turkey farms was to collect samples that were representative of the litter
coming from each contributing barn. A sampling protocol was developed (Appendix II)
and samples were collected on February 2nd 2005. These samples were sent to Dr.
Fernando Preto, of the National Research Council in Ottawa, Ontario. Due to staff
shortages and scheduling issues in Ottawa, the samples were not tested until June and
the results were received on June 21st 2005. A synopsis of the results are as follows:
Two samples were taken for moisture content tests and were found to be 27.1 % and
30.4%. Dr. Preto felt that these numbers were a little high for optimal performance, as
fuels for gasification are generally recommended to be below 20%. Were such a fuel to
be used, a drier admixture material would have to be added and blended for normal

gasifier operation. The gasifier was operated for 43 minutes on the fuel (13 minutes for
warm up and 30 minutes producing gas).
The syngas produced had the follow makeup (Preto, 2005):
• Hydrogen: 7% to 7.5%
• Carbon Monoxide: 14.67% to 17%
• Methane: 0.11% to 0.08 %
• Oxygen 6.5% to 7 %
• 12 MJ/kg or 12.8 MJ/m3
Two factors affected the syngas production, resulting in lower calorific values: the high
moisture content, in excess of the recommended 20%, and straw bridging across the
bottom of the gasifier. This straw bridge prevented proper mixing thus yielding a lower
quality gas as excess air bypassed the fuel and entered the system. The syngas
analyses show that this was indeed the case as there was a relatively high oxygen
content (6.5% - 7%) and a relatively low hydrogen content (7% - 7.5%).
Dr. Preto suggested that under better conditions, no fuel bridging and a lower moisture
content, a syngas of at least 20 MJ/kg could be produced. From these results it was
apparent that a viable system would have to overcome the tendency for fuel to bridge
and that the moisture content of the litter would have to be reduced by some means.
The results of the NRC tests showed that the litter could be gasified in its native form,
but producing only a low quality gas, and causing severe bridging after only a very short
run. It was felt that further testing, on a commercial gasifier would yield more relevant
results.
6.2 ITI Testing
Mr. Doug Williams, of Fluidyne Gasification (New Zealand), an experienced gasification
manufacturer and consultant suggested that we contact Innovation Technologies
(Ireland) Ltd. After some correspondence, ITI was selected in August to pursue further
testing of the litter. ITI is an engineering research and development company based in
Northern Ireland, UK. For the last 6 to 7 years, ITI has been involved in the

development of wood gasification technology for power generation at the small-to-mid
scale, i.e. 5-500 kWe. They have worked with feasibility studies, equipment technical
assessments, and first-hand sub-contract work on demonstration installations of
gasifiers. More recently ITI has undertaken the commercial development of a range of
wood gasifier power generation systems incorporating Fluidyne gas-making philosophy
and expertise. The first of these systems has recently been installed at a factory in
Northern Ireland. It is this gasifier that was used for the experimental fuel trials. The
following sections (6.2.1 to 6.2.8.4) detail the work of Dr. Brian Russell, C. Eng. of ITI.
6.2.1 Sampling of the Litter
In the wake of BSE and the bird flu epidemic, it was not possible to ship turkey litter
overseas. ITI located a local turkey farm that had similar housing and bedding material
as Charison’s Hatchery. The turkey litter was obtained from a commercial breeding
house in County Antrim, Northern Ireland, where the bedding is composed of fine wood
shavings. At the time of sampling, the birds had been resident in the barn for around 8-
10 weeks, so the lower layer of bedding was still relatively clean and dry. In order to
best represent the litter that would be disposed of, the sample was taken primarily from
the upper layer. Any feathers found in the litter were removed before the pellets were
made, as the pelletising machinery was not designed to handle them.
An ash content and calorific value analysis were not undertaken on the litter sample as it
was believed to be reasonably representative of the litter found in any similar modern
turkey house located elsewhere and using similar bedding. The ash content was
therefore likely to lie within the region of 10-15% (Actual results from Charison’s
indicated an ash content of 9.51%, see Appendix IV).
An estimate of calorific value for the dry turkey litter would be around 90-95% of that of
wood, which would equate to a mixture of wood and sewage. This would give a
maximum value of around 16MJ/kg, a figure that would need to be adjusted downwards
to account for moisture content.

6.2.2 Testing Objectives
The objectives of the testing were as follows:
1. Investigate feasibility of making pelletised fuel of appropriate scale from the
turkey litter on its own (loose litter cannot be fed into the gasifier, only feedstock
in solid form, to allow proper air mixing in the combustion chamber).
2. Test a small number of pellets in the existing wood fuel gasifier.
3. Test the feasibility of making fuel pellets with increasing percentages of a
convenient fuel-mixing agent, if 100% turkey litter pellets were not viable.
4. Where viable pellets can be manufactured, test a small number of pellets in the
gasifier.
6.2.3 Fuel Characterisation
A technique for making experimental fuel pellets was developed previously by ITI when
investigating the use of sewage sludge as a potential gasifier fuel. It proved possible at
that time to make pellets using a combination of pressure and elevated temperature to
levels, determined by experimentation. The technique is highly labour intensive, but
nonetheless of considerable value since it facilitates provisional practical gasifier testing.
The following characteristics are of central importance for any fuel to be used in down-
draft wood gasifier:
• Carbonisation to a solid bonded pellet in the high-temperature, pre-combustion
zone of the gasifier.
• Combustion and gasification through the hearth of the gasifier without formation
of a solid clinker. Clinkers are lumps of silica formed at high temperatures from
the “ash” portion of the fuel. These clinkers will eventually plug the grate and
interfere with proper air mixing and combustion.
As was the case in the previous tests involving sewage sludge, the mixing agent used by
ITI for the combined fuel pellets was medium density fibreboard (MDF) dust. Fine dry
sawdust could equally have been used as a mixing agent if it had been conveniently
available.

As with sewage sludge, the prime-determining factor for fuel suitability is likely to be the
behaviour of the inorganic (ash) element of the fuel within the high temperature zone of
the gasifier. Where high ash content is present in an organic fuel, standard practice is to
control combustion temperatures to a level at which the formation of clinker can be kept
within acceptable limitations. How this is achieved is dependant on fuel, the ash
percentage of that fuel, and the mineral make-up of the ash. Upper limits of no more
than 650°C may be necessary in some cases (e.g. some sewage sludge incinerator
systems). However, a down-draft wood gasifier coupled with an internal combustion
engine, for electricity generation, should ensure that all fuel gas passes through a very
high temperature zone to crack the tar molecules that would otherwise damage the
engine. Temperatures as high as 1300°C are not uncommon as peak values. Without
some experimentation, it is difficult to predict with any certainly how a particular fuel or
fuel mixture will behave in terms of clinkers and tars within a given configuration of
gasifier. This most accessible first point of reference is therefore to see how a fuel
source can be prepared or adjusted to suit the characteristics of an existing wood
gasifier connected to a power generation system.
6.2.4 Power Generation Potential
In terms of potential power generation using a downdraft wood gasifier and a spark
ignition internal combustion engine, the rule-of-thumb for a typical wood-based fuel is
that around 1.4 kg/hr is required to generate 1 kW of constant electrical power. This
assumes that the moisture content in the wood is around 15%. Assuming that the
calorific value of a turkey litter fuel would be 10% lower than wood, and that the litter
would be dried to roughly 15% moisture, then approximately 1.55 kg/hr of turkey litter
fuel would be needed to produce 1 kW of electrical output. A 100kWe system would
therefore require around 155kg/hr of dried litter fuel, and a 500kWe system would need
around 780kg/hr of dried litter fuel. This assumes that the fuel is compatible with the
gasifier as described above.
6.2.5 Pellet Manufacture
The pellets were manufactured using a 20 kN hydraulic ram to exert pressure on a multi-
head die-and-piston assembly. Each die has an internal diameter of 30mm, and after

some experimentation it was found that five dies could be used in each press cycle. The
average pressure exerted on the die contents was therefore 5.7 MPa.
The pellets were also heated to about 120oC core temperature using a propane torch
directed on the die housings. The temperature was confirmed using a fire-proof
thermocouple after a successful technique of heating had been established.
Fresh turkey litter exhibited strong unpleasant odours, elevated static temperatures, and
intermittent gas releases under pressure. These characteristics were found to have
reduced when the same batch of litter was used to make more pellets a few weeks later.
This suggested that the process of pelletisation might be best undertaken a few weeks
after the turkey litter is removed from the turkey houses.
Once formed, the pellets looked essentially the same as those illustrated below in Figure
3. The pure turkey litter pellets were somewhat darker and denser than those
incorporating high percentages of MDF dust.
Figure 3 - 100% MDF Dust Pellets
6.2.6 Testing of the Pellets
6.2.6.1 100% MDF Dust
Pellets formed as shown in Figure 3, using MDF dust only, have a density of around 800
kg/m3, i.e. around the same density as the MDF board itself. They are also as stable in

water as the original solid board, maintaining their shape and integrity extremely well for
periods up to several days immersed in water. This simple cold-water immersion test
has been a good way to confirm their suitability as a fuel source for ITI-Fluidyne
gasifiers.
6.2.6.2 100% Turkey Litter
Pellets made from turkey litter only did not perform well when immersed in cold water.
The pellets sank, indicating a density somewhat higher than 1,000 kg/m3. They also
began to break up directly upon impact with the water, exhibiting no water-resistant
bonding characteristic whatsoever. This poor result led the investigators to feel that the
pellets would have very little chance of performing effectively in the atmosphere of a
gasifier hopper. Sufficient pellets were nonetheless made to conduct a representative
trial in the ITI-Fluidyne gasifier.
6.2.6.3 Mixed MDF and Turkey Litter
Pellets were made using various proportions of MDF dust and turkey litter to determine
where a cross-over in performance might occur with respect to the cold water immersion
test. Pellets made using 50% dust and 50% turkey litter (by weight) still behaved very
much like turkey litter, not exhibiting good bonding. It was not until the dust proportion
was increased to 60% that the characteristics improved to the point where the pellets
were reasonably stable for several minutes when immersed. This ratio was therefore
chosen as the most appropriate setting for mixed fuel pellet gasification trials.
6.2.7 Gasification Testing
Meaningful gasification trials on experimental fuels can be difficult and expensive to
achieve. Operational wood gasifiers remain few in number, and gasifier operators often
tend to be secretive and protective of what they do. Any working wood gasifier will be
set up (either deliberately or accidentally) for a particular variety and format of fuel.
Having managed to set up a system to work with a particular fuel stream, few operators
will be willing to introduce different fuels unless cajoled with the incentive of a very hefty

fee. Successful tests results for the experimental fuels cannot of course be guaranteed
even in these circumstances.
On top of this, an experimenter will face the problem of preparing fuel samples for the
gasification trial. Most down-draft wood gasifiers work best with clean and evenly sized
small block-wood fuel, about 60mm square. Wood chips are not ideal unless they are
relatively coarse and three-dimensional (low fines, smooth chip surfaces, and good
characteristics under gravity flow). Any experimental fuel will need to be prepared to
mimic or match these criteria. If suitable fuel preparation equipment is not easily
available, then the fuel preparation is likely to be manual, and very slow.
For this reason, ITI has developed a method of preliminary testing where a small token
sample of the experimental fuel is added into the fuel flow of a gasifier running normally
on a wood-based fuel. After introduction of the experimental fuel sample, the gasifier is
allowed to run for a further pre-set time until the main body of the experimental fuel is
judged to be within hearth zone of the gasifier. The gasifier is then shut down, allowed
to cool, and opened for inspection to observe what remains of the experimental fuel
sample in the system. This technique was adopted for the trials undertaken on the
turkey litter and mixed pellets.
This technique should be seen as indicative rather than absolute. Negative results
cannot be presented as absolutely conclusive of unsuitable fuel, since an adjustment of
the gasification parameters might provide some improvement in performance. Poor
results do nonetheless indicate that the fuel will require an alternative approach to that
used for the standard wood-based fuel. This in itself is problematic, since any further
development of the gasifier system would require substantial quantities of experimental
fuel and possibly numerous tests with different gasifier hearth configurations. Even then,
a successful conclusion may still not be possible.
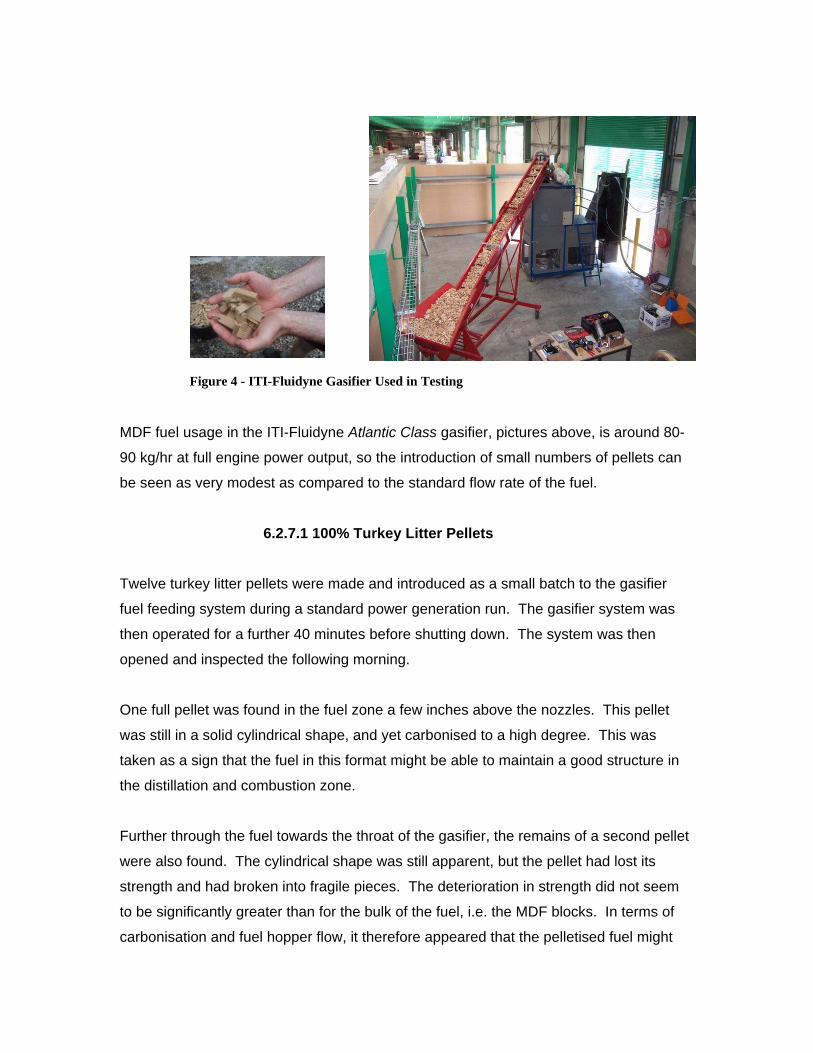
MDF fuel usage in the ITI-Fluidyne Atlantic Class gasifier, pictures above, is around 80-
90 kg/hr at full engine power output, so the introduction of small numbers of pellets can
be seen as very modest as compared to the standard flow rate of the fuel.
6.2.7.1 100% Turkey Litter Pellets
Twelve turkey litter pellets were made and introduced as a small batch to the gasifier
fuel feeding system during a standard power generation run. The gasifier system was
then operated for a further 40 minutes before shutting down. The system was then
opened and inspected the following morning.
One full pellet was found in the fuel zone a few inches above the nozzles. This pellet
was still in a solid cylindrical shape, and yet carbonised to a high degree. This was
taken as a sign that the fuel in this format might be able to maintain a good structure in
the distillation and combustion zone.
Further through the fuel towards the throat of the gasifier, the remains of a second pellet
were also found. The cylindrical shape was still apparent, but the pellet had lost its
strength and had broken into fragile pieces. The deterioration in strength did not seem
to be significantly greater than for the bulk of the fuel, i.e. the MDF blocks. In terms of
carbonisation and fuel hopper flow, it therefore appeared that the pelletised fuel might
Figure 4 - ITI-Fluidyne Gasifier Used in Testing

work as a gasifier fuel, provided that the fuel was kept dry before introduction to the
gasifier and that the fuel was not too severely handled. It might also be necessary to
ensure that the gasifier was auto-fed with a system of similar characteristics to the ITI
system, so that the fuel would not generally lie within the hopper too long.
The Figure 5 below shows the pellets extracted from the hearth of the gasifier. Note the
white residue on the remains of the second pellet, indicating the presence of a high
percentage ash.
Figure 5 - Results of 100% Turkey Litter Gasification
Progressing further through the system to the grate, the main problem with the
experimental fuel pellets became apparent. A significant build-up of clinker was found
on the grate bars, whereas with 100% MDF fuel the build-up of clinker expected would
be next-to-nil. This clinker was interpreted as the remains of the ash content in the 10
further pellets that had not yet been identified. Given further fuelling of the gasifier with a
fuel of this nature, the grate could be expected to block completely.
Given this rate of formation of clinker with so few fuel pellets, it would appear that the
grate might suffer substantial deterioration of performance within a period significantly
less than 2 hours. This can be taken as indicative evidence that fuel made from 100%
turkey litter will not be of use for a standard downdraft wood gasifier system. This is
similar to the result obtained in previous studies by ITI for sewage sludge.
Carbonised pellets (100% Turkey Litter) Clinker build-up on the grate (100% Turkey Litter)

6.2.7.2 40% Turkey Litter and 60% MDF Dust Pellets
The procedure above was repeated with another 24 pellets made from turkey litter and
MDF dust. In this trial, the gasifier was run a little longer after the introduction of the
pellets so that virtually all of the pellet material would pass through the system. The
main result from the test was therefore found at the grate.
Again on this occasion, a significant, though smaller, deposit of clinker was found on the
grate bars of the gasifier hearth. Some of this at least appeared to have come from the
pellets. It was noted nonetheless that a proportion of this clinker was definitely not from
the experimental pellets but from a sealant used to seal the hearth components during
system re-builds. This raised the possibility that the initial charcoal fuel charge had
somehow become contaminated on this occasion with some extraneous clinker
residues. It was therefore decided to repeat the tests.
A second trial with the mixed experimental fuel was conducted. On this occasion, 24
pellets were once again introduced. During the subsequent strip-down, a number of
pellets and various pellet residues were found through the system, from 100mm above
the nozzles right down to the level of the throat. This represented around half of the
original pellet sample. Again, the carbonisation of the pellets seemed to have been
achieved very successfully, with the pellets holding together to maintain a good porosity
in char bed – at least as good as for the solid MDF block fuel.
Further down through the system, there was again some solid clinker residue formed
over the bars of the grate, again suggesting a problem with fuel ash levels. This
unfortunately appears to confirm the initial conclusion from the previous test, namely that
the pelletised fuels would still be problematic in a standard wood gasifier set-up even
with only 40% of turkey litter in the pellet. Only considerably more extensive trials with
100% experimental fuel would be able to confirm whether or not the gasifier set-up could
be altered to work with the fuel successfully. Otherwise, the percentage of litter would
have to be further reduced.

Figure 6 - Results of 60:40 Gasification
6.2.8 Conclusions
6.2.8.1 Fuel Pellet Manufacture
The results of the study would indicate that loose turkey litter cannot be used as a fuel
for a traditional downdraft wood gasifier unless presented in the format of a solid pellet.
For a gasifier of 70kWe scale, the pellet should be around 30mm diameter by 40mm
long. Turkey litter can be made into pellets of the required scale and density however,
the pellets are not very strong or resistant to water. Very careful handling would
therefore be required. The pellet manufacturing process requires application of pressure
to around 6 N/mm2 and heat to at least 120-150oC. The turkey litter can also be mixed
with sawdust or MDF dust to make a solid pellet that will carbonise properly. Tests have
been conducted with MDF dust using 50% and 60% dust by weight. So far this has only
been tested with the litter at a laboratory scale (i.e. involving manufacture of less than
100 pellets). It is nonetheless most likely that commercial equipment could be sourced
to achieve the same objective.
Pelletised 60 :40 fuel sample remnants recovered from the gasifier (above the throat).
Clinker material discovered on the grate – material probably originating from the
60 :40 fuel pellets

6.2.8.2 Pellet Carbonisation
Turkey litter fuel pellets from 100% litter have been shown to carbonise quite effectively
into solid blocks in a down-draft wood gasifier fuel hopper. This result was obtained with
small numbers of pellets, therefore the there is a proviso that the weakness of the pellets
could still be a problem if the wood gasifier were fuelled with 100% litter pellets only. A
more confident result was obtained when the pellets were manufactured using 40% litter
and 60% MDF dust. This is supported by the superior performance of such pellets in the
tests involving immersion of some pellets in cold water.
6.2.8.3 Pellet Clinkering
Use of fuel pellets made from 100% turkey litter appeared to create a very significant
operational problem in the hearth of the gasifier due to the formation of a solid clinker on
the grate. This was apparent when even as few as 12 pellets were introduced into the
standard fuel. This suggests that turkey litter would not be suitable on its own as a fuel
for a gasifier of this design. Fuel pellets were also manufactured and tested using 40%
litter and 60% wood dust. These pellets also appeared to cause a problem at the grate
following each of 2 fuel tests, albeit to a lesser extent than for the 100% turkey litter
pellets. This suggests that the percentage of litter in the fuel would need to be kept
below 40% to have any prospect of operational success in a standard wood gasifier set
up for wood. The precise percentages required for success are likely to be depended
primarily on the ash content of the litter. The recent tests suggest it is likely that the
overall ash content of the composite fuel would need to be less than 6%. It is unclear at
this stage how much less than 6% would be required. Some margin of improvement on
these latter results may be possible if the gasifier geometry were to be adjusted. The
specification for such adjustments would require extended tests on the target fuel only.

6.2.8.4 Energy Value
Assuming that the animal-derived element of the litter is similar in energy terms to
sewage sludge, then the calorific value of the composite fuel is likely to be around 90%
of that of standard wood fuel. Assuming that the fuel can be set-up to gasify on a
clinker-free basis, the fuel requirements of the system can therefore be predicted as
around 1.55kg/hr per kW of electrical output from an internal combustion engine
generator system. This assumes that the composite fuel contains 15% or less moisture
content.

7.0 Recommendations
Given a manure production rate of approximately 705 kg/hr, at 1.55 kg/hr/kWe, a
gasifier/internal combustion engine combination sized at 450 kWe could be installed.
Electrical energy demand at Charison’s, averaged over a year is approximately 353
kWe. Actual peak demands are greater, especially in the winter months, but overall,
more kilowatt hours of electricity per year would be produced than is consumed at the
hatchery, truck wash, and commercial barn. Given a value of $0.04 per kWh, and an
annual production of 3.94M kWh of electricity, $157,680 worth of electricity could be
diverted or sold to the utility.
A by-product of the electricity production is heat. The actual quantity of heat produced
would be dependant on the specifics of the generation system employed. A safe
assumption is that an equal amount of heat could be produced as electricity. While this
heat would be of little use in the warmer months, in the winter it could be used to as
supplemental for the hatchery or grain drying. The extent to which this would be
possible is dependant on the capital cost of installing glycol lines from the gasifier to the
hatchery.
Despite a great deal of activity associated with gasification in Manitoba in recent years,
there is no “off-the-shelf” systems suited for electricity generation via gasification. The
gasifier built by Vidir Machine in Arborg is likely the most viable gasifier produced in the
province at this time, from a proven reliability perspective, however, it is designed only
for heating, as the gas produced by it contains too many particulates for use in an
internal combustion engine. It is likely that this machine could be retrofitted to produce
steam that could then be used in power a generation turbine. However, the loss in
efficiency, and high cost of 24 hour supervision would render this option un-economical.
At this time, the only option it to look outside of Manitoba for this technology or to
embark on a detailed and intensive program of gasifier development.
A survey of gasification installations around the world shows a history of grand failures,
especially when projects are launched on a large scale, with little attention to simple
details, such as materials handling and gasification chamber plugging and clinkering. As
mentioned earlier in the report, such details, if not resolved, will result in a very

expensive failure. Turkey litter is a complex fuel comprised of many elements. A
gasifier would have to be developed specifically for this fuel. Were a gasifier to be
considered at Charison’s, a long term research and development with an organisation
that already has experience in the area of gasification would be greatly advantageous
and highly recommended, to develop a unit specific to turkey litter. Success would most
likely be achieved by adjusting an existing gasifier design to allow for a higher ash
content fuel. A small prototype could be installed at Charison’s and monitored for
performance over the long term. A larger unit could be constructed once the prototype
was proved functional. Once a functional gasifier is developed for use with turkey litter,
the possibility exists to market such a system to other poultry producers, especially in
areas where spreading land is limited.

8.0 References
Buffinga, G., H. Knoef. 2001. Implementation and demonstation of an embedded small-
scale poultry manure CHP process. Enschede, Netherlands: BTG Biomass Technology
Group.
Charison, C. 2004. [Personal Communication Re: Litter Production, 29 Mar 2004]
Charison, C. 2005. [Personal Communication Re: Energy Usage, 8 Jul 2005]
Cicek, N., S. Zubriski, C. Evans, D. Fraser, Q. Zhang, D. Tuhtar. 2003. Industrial scale
evaluation of a gasification process for the treatment of municipal biosolids. Winnipeg,
Canada: Biosystems Engineering, University of Manitoba.
Preto, F. 2005. [Letter Re: Testing of Samples, 21 Jun 2005]
Knoef, H. 2003. Gasification of biomass & waste – practical experience. International
Bratislava, Slovakia: Slovak Biomass Forum 2003.
Reardon, J., A. Lilley, Browne, K., and Beard, K. 2001. Demonstration of a small
modular BioPower system using poultry litter. Washington, USA: United States
Department of Energy.
Russell, B. 2005. Investigation of the production of wood gasifier fuel using turkey litter.
Ballycarry, Northern Ireland: Innovation Technologies (Ireland) Ltd.
Williams, D. 2005. [Various Personal Communications, Feb-July 2005]

9.0 Acknowledgements
Curtis Charison, Charison’s Turkey Hatchery Ltd.
Dr. Fernando Preto, National Research Council of Canada
Dr. Brian Russell, C. Eng., Innovation Technologies (Ireland) Ltd.
Bruce Watt, Charison’s Turkey Hatchery Ltd.
Doug Williams, Fluidyne New Zealand

Appendix I – Manitoba Gasifier Contact Information

Manitoba Gasifier Manufacturer Contact List Heat Innovations Inc. 499 Manitoba Road (Box 989) Winkler, MB R6W 4B1 Tel: (204) 325-4253 Fax: (204) 325-0628 Email: [email protected] Website: www.heatinn.com Contact: Blair Groening Home Farms Technologies Inc. 20 18th Street Brandon, MB R7A 5A3 Tel: (204) 725-0008 or (877) 464-7667 Fax: (204) 725-0785 Email: [email protected] Website: www.homefarmstech.com MESH Technologies Inc. Suite 15-395 Berry Street Winnipeg, MB R3J 1N6 Tel: (204) 831-0351 Fax: (204) 888-8702 Email: [email protected] Website: www.meshtech.ca Contact: Ron Giercke Modern Organics Inc. 1150 Harris Road Headingley, MB R4H 1C2 Tel: (204) 896-7200 Fax: (204) 896-8240 Email: [email protected] Website: www.modernorganics.com Contact: David Crumb/Edward Mayer Vidir Machine Inc. Box 700 Arborg, MB Canada R0C 0A0 Tel: 204-364-2442 or 1-800-210-0141 Fax: 204-364-2454 Email: [email protected] Website: www.vidir.com Contact: Roger Friesen

W2E Technologies Inc. (Perimeter Lumber Site) Hwy 330 La Salle, Manitoba (204) 479-4720 Email: [email protected] Website: www.w2etechnologies.com Contact: Jude Sanson

Appendix II – Turkey Litter Sampling Protocol

Sampling Protocol A sample will be taken from each barn in the following manner:
1. The area of the barn floor will be divided up such that there are 4 evenly spaced horizontal lines that intersect 4 evenly spaced vertical lines giving 16 points of intersection.
2. One sample consisting of an evenly filled scoop (about 1 quart) will be collected from each sampling point.
3. All 16 samples will be placed in a 5-gallon bucket and evenly mixed to form a composite sample representative of the barn from where it was collected.
4. All 5 gallon buckets will be sealed to prevent any change in moisture content. 5. Turkey Litter Sample Worksheet will be filed with the sample.

Turkey Litter Sample Worksheet Bucket #:___ Barn:____________________ Date:______________/Time:__________ Collected by:__________________________ Time Since Last Clean Out (Days):______ Type of Bedding Used:________________________________ Description of Flock in Barn: _____________________________________________________________________________________________________________________________________________________________________ Notes: ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________

Appendix III – National Research Council Test Results

Steve Brogan, EITDGH Engineering Ltd.
Fernando PretoCANMET Energy Technology Centre June 21,20005
Observations on Turkey Litter Gasification
Four pails of turkey litter were received with a total weight of 16.4 kg. This volume of turkeylittle represents approximately one third of the volume of the downdraft gasifier. This wasdeemed to be enough for one test but probably not enough to allow for optimization of thegasifier operation.
Two samples were taken for moisture determination: 27.1 % and 30.4%. This is a little high asfuels for gasification are generally recommended to be below 20% but should still produceacceptable results.
The turkey littler was placed in the gasifier and packed slightly (visual appearance indicatedapprox. half of litter is straw).
The gasifier was started and a flame was produced after 13 minutes. Gasification continued forapproximately 30 minutes for a total run time of 43 minutes. Syngas samples were taken at 20minutes and 37 minutes. The results are attached.
During clean-up it was noted that the straw bridged across the bottom of the gasifier preventingthe fuel from dropping down. This would normally affect gasification by preventing propermixing and yielding lower quality gas. Based on the results of the syngas analyses, this wasindeed the case as the syngas had a relatively high oxygen content (6.5 - 7 %) and a relativelylow hydrogen content (7 - 7.5 %). The bridging resulted in excess air entering the system andbypassing the fuel hence the lower quality gas.
In terms of the syngas quality, the significant results are
Hydrogen: 7 - 7.5 %Carbon Monoxide: 14.67 to 17 %Methane: 0.11 to 0.08 %Oxygen 6.5 - 7 %
The calorific value of the syngas was found to be 12. MJ/kg or 12.8 MJ/m3. Two factors affected the syngas production resulting in lower calorific values: the moisture

content of the turkey litter reduces the quality of the syngas (as shown in the attached graph forgasification of wood chips). The carbon monoxide level is on par for what would be expected forthe moisture content found in the turkey litter. The hydrogen level is however much lower (i.e.up to 20 % expected) which results in the low calorific value. The operation of the gasifier withthe bridging of the fuel allowed excess air to bypass the gasification zone and had a negativeeffect on syngas quality.
In summary, the turkey litter was successfully gasified and a syngas with a calorific value ofapproximately 12 MJ/kg was produced. Owing to the high moisture content of the fuel andoperational difficulties this value was lower than would normally be expected and I expect thatunder better conditions a syngas of at least 20 MJ/kg could be produced.
I hope this preliminary analysis of turkey litter gasification is of use to you. We could of coursecarry out a more detailed evaluation however that level of work would require a formalagreement between our organizations.
Regards,
Fernando Preto

NATURAL RESOURCES CANADA 2005 CANMET ENERGY TECHNOLOGY CENTRE Page 1 Characterization Laboratory - General Report
Normalized Percent Report Sample Name: 0505xxxx13_1 Data file : C:\HPCHEM\1\DATA\PRETO\SIG12571.D Acq Operator : pmm Acq. Method : RG050330.M Analysis Method : C:\HPCHEM\1\METHODS\RG050330.M
========================================== | RT | Compound Name | Amount | | (min) | | % | ------------------------------------------- | 1.154|hydrogen | 7.54 | | 0.000|C7+ | 0.00 | | 2.451|carbon dioxide | 6.66 | | 3.208|methane | 0.11 | | 3.348|ethane | 0.00 | | 3.478|ethylene | 0.00 | | 0.000|propane | 0.00 | | 0.000|cyclopropane | 0.00 | | 4.567|propylene | 0.00 | | 0.000|acetylene | 0.00 | | 0.000|isobutane | 0.00 | | 0.000|propadiene | 0.00 | | 0.000|n-butane | 0.00 | | 0.000|hydrogen sulfide | 0.00 | | 0.000|t-2 butene | 0.00 | | 0.000|1-butene | 0.00 | | 0.000|isobutylene | 0.00 | | 0.000|c-2-butene | 0.00 | | 0.000|isopentane | 0.00 | | 0.000|n-pentane | 0.00 | | 0.000|1,3 butadiene | 0.00 | | 7.820|argon-oxygen | 7.07 | | 0.000|3-methyl-1-butene | 0.00 | | 0.000|t-2-pentene | 0.00 | | 8.204|nitrogen | 63.95 | | 0.000|2-methyl-2-butene | 0.00 | | 0.000|1-pentene | 0.00 | | 0.000|2-methyl-1-butene | 0.00 | | 0.000|c-2-pentene | 0.00 | | 9.679|C6+ | 0.01 | | 10.070|carbon monoxide | 14.67 | Total 100.00 ==========================================

NATURAL RESOURCES CANADA 2005 CANMET ENERGY TECHNOLOGY CENTRE Page 1 Characterization Laboratory - General Report
Normalized Percent Report Sample Name: SAMPLE 2 0505_4 11:54 Data file : C:\HPCHEM\1\DATA\PRETO\SIG12574.D Acq Operator : pmm Acq. Method : RG050330.M Analysis Method : C:\HPCHEM\1\METHODS\RG050330.M
========================================== | RT | Compound Name | Amount | | (min) | | % | ------------------------------------------- | 1.153|hydrogen | 6.94 | | 0.000|C7+ | 0.00 | | 2.452|carbon dioxide | 5.68 | | 3.207|methane | 0.08 | | 0.000|ethane | 0.00 | | 3.477|ethylene | 0.00 | | 0.000|propane | 0.00 | | 0.000|cyclopropane | 0.00 | | 0.000|propylene | 0.00 | | 0.000|acetylene | 0.00 | | 0.000|isobutane | 0.00 | | 0.000|propadiene | 0.00 | | 0.000|n-butane | 0.00 | | 0.000|hydrogen sulfide | 0.00 | | 0.000|t-2 butene | 0.00 | | 0.000|1-butene | 0.00 | | 0.000|isobutylene | 0.00 | | 0.000|c-2-butene | 0.00 | | 0.000|isopentane | 0.00 | | 0.000|n-pentane | 0.00 | | 0.000|1,3 butadiene | 0.00 | | 7.818|argon-oxygen | 6.45 | | 0.000|3-methyl-1-butene | 0.00 | | 0.000|t-2-pentene | 0.00 | | 8.200|nitrogen | 63.87 | | 0.000|2-methyl-2-butene | 0.00 | | 0.000|1-pentene | 0.00 | | 0.000|2-methyl-1-butene | 0.00 | | 0.000|c-2-pentene | 0.00 | | 10.036|carbon monoxide | 16.98 | | 12.008|C6+ | 0.00 | Total 100.00 ==========================================

Effect of moisture on syngas production from wood chips

Appendix IV – Ash Content Testing
