gassificazione a letto fluido di cdr e imballaggi post-consumo · composizione del gruppo di lavoro...
TRANSCRIPT
Gassificazione a letto fluidodi CDR e imballaggi post-consumo
Un biennio di sperimentazione del progetto di ricerca Amra-ConaiAM
RA
S.c
. a r
.l.
Umberto ArenaMaria Laura Mastellone
ISBN 978-88-89972-10-6 AM
RA
S.c
. a r
.l.U
. Are
naM
.L. M
aste
llone
Gas
sific
azio
ne a
lett
o flu
ido
di C
DR
e im
balla
ggi p
ost-
cons
umo


Gassificazione a letto fluidodi CDR e imballaggi post-consumo
Un biennio di sperimentazionedel progetto di ricerca Amra-Conai
Umberto ArenaMaria Laura Mastellone
Amra S.c. a r.l.Facoltà di Scienze Ambientali, Seconda Università di Napoli
AMRA S.c. a r.l.

Collana a cura diUgo Leone e Alberto Lucarelli
Coordinamento editorialedoppiavocewww.doppiavoce.it
ISBN 978-88-89972-10-6
Copyright © 2009 AMRA S.c. a r.l.
www.amracenter.com
Tutti i diritti riservatiÈ vietata ogni riproduzione

Composizione del gruppo di lavoro 5Prefazione 7Summary/Sommario 9
1. Il processo di gassificazione dei rifiuti 151.1. Opzioni per una gestione realmente eco-compatibile dei rifiuti 151.2. Aspetti fondamentali del processo di gassificazione 201.3. Parametri di controllo e di valutazione del processo di gassificazione 261.4. I principali ostacoli tecnologici allo sviluppo della gassificazione 28
2. L’impianto pilota di gassificazione 372.1. Caratteristiche generali 372.2. Il sistema di alimentazione 392.3. Il gassificatore a letto fluido bollente 452.4. Il sistema di trattamento dei gas prodotti 48
3. La diagnostica di analisi 533.1. I dispositivi di analisi on-line 543.2. I dispositivi di analisi off-line 57
4. I materiali impiegati 594.1. I combustibili 594.2. I materiali del letto 62
5. I risultati sperimentali 635.1. Plastiche poliolefiniche 645.2. Agglomerati di plastiche miste 70
Indice

5.3. Legno riciclato 715.4. Scarti di pulper 755.5. CDR da rifiuto urbano e da imballaggi alimentari 755.6. Confronto tra le prestazioni dei diversi combustibili alimentati 80
6. Prospettive di sviluppo 81
7. Pubblicazioni scientifiche connesse all’attività di ricerca 83
Allegati 85
4 Indice
Prof. Ing. Umberto ArenaResponsabile scientifico del progetto Amra-Conai e dell’impianto FluGas
Prof. Ing. Maria Laura MastelloneResponsabile scientifico del laboratorio di analisi e caratterizzazione dei materiali e responsabilescientifico delle attività sperimentali su impianti pre-pilota
Dott. Lucio ZaccarielloCoordinatore esecutivo delle attività sperimentali di gassificazione su impianti pre-pilota
Dott. Giuseppe BarbatoCoordinatore esecutivo del laboratorio di analisi e caratterizzazione dei materiali fino al luglio2008
Dott. Donato SantoroCoordinatore esecutivo del laboratorio di analisi e caratterizzazione dei materiali dal luglio 2008
Dott.ssa Ester RomeoPer l’analisi di rischio dell’impianto
Ing. Marco SantonastasiPer il trasferimento tecnologico
Ing. Gabriele ProtoResponsabile esecutivo della gestione dell’impianto pilota FluGas dal marzo 2008
Dott. Sergio CervoResponsabile esecutivo della gestione dell’impianto pilota FluGas fino al marzo 2008
Sig. Angelo Di MarzoCapo-tecnico dell’impianto pilota FluGas
Sig. Salvatore Dell’AquilaTecnico dell’impianto pilota FluGas
Composizione del gruppo di lavoro

Sig. Giuseppe MastroianniTecnico dell’impianto pilota FluGas
Sig. Roberto NapolitanoTecnico dell’impianto pilota FluGas
Sig. Pietro ArgenzianoOperaio specializzato
6 Composizione del gruppo di lavoro

Il progetto di ricerca di cui questo volume costituisce un primo punto di arrivo havisto confluire interessi ed esigenze di Conai e di Amra su una tematica che già daalcuni anni attira enti, imprese e associazioni che, a vario titolo, operano nel settoredelle tecnologie di trattamento di rifiuti urbani e di combustibili da essi derivati.
Conai, Consorzio Nazionale Imballaggi, è il consorzio privato senza fini di lu-cro costituito dai produttori e utilizzatori di imballaggi al fine di perseguire gliobiettivi di recupero e riciclo dei materiali di imballaggio previsti dalla legislazio-ne europea. È quindi interessato a supportare ricerche e studi su tecnologie inno-vative che consentano il recupero di materia e di energia dai rifiuti, con la massi-ma compatibilità ambientale e un’adeguata sostenibilità economica. In particola-re, per accrescere ulteriormente l’efficienza ambientale delle diverse filiere del ri-ciclo di imballaggi, ritiene utile studiare le tecnologie che possano consentire unefficiente trattamento sia dei residui dei processi di selezione e riciclo sia di quel-la frazione degli imballaggi post-consumo che non è ambientalmente ed economi-camente trattabile con i processi di riciclo tradizionali.
Amra è il primo centro di competenza italiano nel settore dell’Analisi eMonitoraggio del Rischio Ambientale, dotato di una struttura di ricerca perma-nente per lo sviluppo di metodologie innovative applicate alle problematiche am-bientali dei rischi naturali e antropici. È nato da un progetto della RegioneCampania finanziato con fondi europei e si è costituito come società senza fini dilucro dal luglio 2005, avendo come soci le cinque università campane, l’IstitutoNazionale di Geofisica e Vulcanologia, il Consiglio Nazionale delle Ricerche e laStazione Zoologica Anton Dohrn. Per le sue attività può disporre di attrezzaturemolto avanzate, alcune delle quali uniche in Europa. Tra queste, ha progettato erealizzato un gassificatore a letto fluido di scala adeguata a consentire il trasferi-mento di conoscenza al sistema economico e imprenditoriale.
Prefazione

Nell’estate del 2006 Amra e Conai hanno stipulato una convenzione di ricercaper studiare le potenzialità del processo di gassificazione applicato a diversi tipi dicombustibili derivati da imballaggi usati e rifiuti urbani trattati. Conai ha fornito ilsupporto economico per l’esecuzione della sperimentazione e i materiali con i qua-li condurla mentre Amra ha sviluppato tutte le fasi della ricerca, mettendo a dis-posizione l’impianto di gassificazione con il laboratorio di analisi dedicato e lacompetenza di ricercatori operanti da anni nel settore. I risultati sin qui ottenuti ap-paiono incoraggianti: l’impianto ha gassificato tutti i materiali alimentati produ-cendo un gas che, a seconda del combustibile di partenza e dei sistemi di pulizia avalle, può essere impiegato per produrre energia e, in alcuni casi, combustibili oprodotti per l’industria chimica.
Questo volume presenta una sintesi di tali risultati che può costituire il puntodi partenza per una sperimentazione ulteriore, direttamente mirata a un’acquisi-zione di criteri di progettazione ed esercizio di impianti di scala commerciale e auna valutazione tecnico-economica affidabile delle potenzialità del processo digassificazione.
Il Presidente del Conai Il Presidente di Amraing. Piero Perron prof. Paolo Gasparini
8 Prefazione

Summary Sommario
This volume is a report of the firsttwo years of experimental activities ofthe research project lead by Amra scarland co-financed by Conai titled“Fluidized bed gasification of refuse-derived fuels and post-consumer packa-ging”.
The project’s objective is to acquirefirst-hand information about the techni-cal feasibility of the waste gasificationprocess by means of experimental testscarried out with fuels of interest forConai and its affiliated consortia on aplant of a significant scale, i.e. of di-mensions large enough to yield techni-cal information not influenced by sizeeffects.
In the first year of activity, the pilotscale plant FluGas, designed and ow-ned by Amra, was operated to definethe operating procedures and protocolsof the experimental runs, as well as tho-se of the associated chemical andphysical analyses. The performance ofthe FluGas under the different opera-ting conditions was evaluated by fee-
Questo volume vuole fare il puntosulla sperimentazione condotta nei pri-mi due anni del progetto di ricerca pro-posto e diretto da Amra scarl e co-finan-ziato dal Conai sulla “gassificazione aletto fluido di combustibili derivati darifiuto e da imballaggi post-consumo”.
Il progetto ha l’obiettivo di acquisi-re informazioni dirette sulla fattibilitàtecnologica del processo di gassifica-zione di rifiuti, attraverso una speri-mentazione condotta su un impianto didimensioni significative, cioè tali dafornire informazioni tecniche non in-fluenzate dall’effetto scala, e con rifiuticombustibili di interesse per il Conai eper i suoi Consorzi di filiera.
Nel primo anno di attività si è ope-rato sull’impianto di gassificazione inscala pilota FluGas, progettato e realiz-zato da Amra, per definirne le procedu-re di gestione operativa e i protocolli diesecuzione delle marce sperimentalinonché quelli delle analisi ad esse cor-relate. Le prestazioni dell’impiantoFluGas nelle varie condizioni di eserci-

ding a high-grade fuel like recycledpolyethylene and using the results as areference for the following runs.
In the second year, the performanceof different fuels derived from wasteand from post-consumer packaging ofdifferent origin and composition wasstudied with the aims of defining thetypes of fuels on which to focus furtherexperimentation, of verifying the tech-nical feasibility of the gasification pro-cess and the quality of the produced gasand of formulating proposals for thetechnological transfer of the experi-mental results to the commercial appli-cation.
This volume reports only on theprincipal findings and the main data inorder to allow for an easy analysis ofthe body of work done. Specific detailsare available in the form of scientificpublications in international journalsand in proceedings of special conferen-ces that are attached to this report.
The results obtained so far can besummarized as follows:1. The fluidized bed gasification pro-
cess is technically feasible with allthe materials tested: products ofthe recycling of different plastic ma-terials, products obtained from thetreatment of wood-based packaging,refuses of the industrial treatment ofthe waste paper and fuels derivedfrom municipal solid waste (Refuse-Derived Fuels, RDF). In particular,fuels derived from plastic wastes areable to produce a gas (syngas) of ahigher calorific value and with a hi-gher hydrogen concentration. Theperformance of the reactor has beenextremely satisfying, granting re-
zio sono state “tarate” utilizzando uncombustibile da imballaggi pregiato, ilpolietilene riciclato, assunto comecombustibile di riferimento per l’attivi-tà sperimentale successiva.
Nel secondo anno si sono studiate leprestazioni di combustibili derivati da ri-fiuti ed imballaggi post-consumo di variaorigine e composizione, al fine di indivi-duare le tipologie di materiali sui qualiconcentrare l’attenzione, di verificare lafattibilità tecnologica del processo digassificazione e la qualità del gas da es-so prodotto e di formulare proposte per iltrasferimento tecnologico dei risultatidella ricerca alla scala commerciale.
Il volume riporta solo i principalidati e risultati ottenuti per consentireun’analisi agevole della sperimentazio-ne svolta. Specifici approfondimentisono disponibili sui lavori pubblicati suriviste scientifiche internazionali e inatti di conferenze di settore, che si ri-portano in allegato.
I risultati della sperimentazione sinqui condotta sull’impianto di gassifica-zione FluGas possono essere così sinte-tizzati:1. Il processo di gassificazione a letto
fluido è tecnicamente fattibile contutti i materiali utilizzati: prodottidel riciclo di diversi imballaggi pla-stici, prodotti ottenuti dal trattamentodi imballaggi legnosi, rifiuti della la-vorazione della carta da macero,combustibili derivati da rifiuti urbani(CDR). In particolare, i combustibiliderivati da rifiuti plastici, come ci siattendeva, sono in grado di produrreun gas (syngas) di più elevato poterecalorifico e con un’elevata concen-trazione di idrogeno. Le prestazioni
10 Summary/Sommario

11Summary/Sommario
sults that have been almost alwaysbetter than those reported in thescientific literature.
2. The flexibility of the fluidized bedgasification is remarkable, makingit the preferred technology for thegasification of post-consumer pac-kaging and processed waste in gene-ral, especially in multi-fuel installa-tions. The change of the final com-position of the syngas is achievedsufficiently easily by changing someoperating parameters (like the gasif-ying agent, the equivalence ratio,the reactor temperature, the fluidi-zed bed height, the fluidization ve-locity, etc.), so as to obtain a syngasthat is suitable for a number of finalapplications (mainly energy genera-tion in internal combustion recipro-cating engines or turbines, but alsofor production of hydrogen or feed-stock for the chemical industry, gi-ven that more complex cleaning andconditioning have to be consideredin the latter case).
3. A valuable material for the clea-ning of the produced gas, which isthe key point for the commercialsuccess of the gasification processof waste, has been identified. Thesolutions used for the reduction oftar formation during the processand the cleaning of the hot gas fromthe contaminants (solid particulate,alkali, ammonia, chlorides, sulfidesand tars) are divided in primarytreatments (to be realized in-situduring the process by interveningon operating parameters and designsolutions) and secondary (to be rea-lized downstream the main reactor
del reattore sono state molto soddi-sfacenti, fornendo valori dei princi-pali parametri quasi sempre netta-mente migliori di quelli riportati nel-la letteratura tecnico-scientifica.
2. La flessibilità della tecnologia aletto fluido è notevole, a confermache essa è da preferire per gassifica-re rifiuti da imballaggi post-consu-mo e rifiuti trattati in genere, soprat-tutto in impianti policombustibili. Inparticolare, è sufficientemente age-vole cambiare la composizione fina-le del syngas attraverso la variazionedi alcuni parametri operativi (agentegassificante, rapporto di equivalen-za, temperatura del reattore, altezzadel letto fluido, velocità di fluidizza-zione, ecc.), così da ottenere unsyngas adatto a diverse applicazionifinali (principalmente recupero ener-getico in motori a combustione inter-na o in turbine a gas ma anche, a val-le di un più articolato processo di pu-lizia e condizionamento, produzionedi idrogeno e di prodotti di base perl’industria chimica).
3. Un nuovo materiale è stato indivi-duato per la pulizia dei gas pro-dotti, che è l’aspetto chiave per ren-dere sempre più competitivo il pro-cesso di gassificazione di rifiuti. Lesoluzioni adottabili per la minimiz-zazione della formazione di catrami(tar) durante il processo e la rimo-zione dai gas caldi dei contaminanti(particolato solido, alcali, ammonia-ca, cloruri e solfuri oltre ai tar) sonodistinguibili in trattamenti primari(da realizzare in-situ durante il pro-cesso, agendo sui parametri operati-vi e su alcune soluzioni impiantisti-

12 Summary/Sommario
with mechanical, catalytically andthermal treatments). The solutionfound is of high interest. A natural-ly-occurring material, olivine (aneo-silicate of Fe and Mg with aolive-green color), has proven agood candidate to act as a bed ca-talyst for the cracking reactions oftar. A drastic reduction in tar con-tent was achieved (down to unde-tectable values, even with the mostmodern techniques adopted at pres-ent) together with an increase in thefraction of hydrogen and carbonmonoxide in the syngas. This bringsthe thermal efficiency (the ratio bet-ween the chemical energy of theproduced syngas and that of the fuelfed) up to 85% in some cases. Witha bed of quartz sand, in the case ofa polyolefinic plastic feed, only75% of the input hydrogen and only50% of the energy available in theinput waste is found in the syngas(with a high tar content that forcesto recover the thermal energy withspecific devices). With an olivinebed, on the contrary, the syngas al-ways contains 100% of the inputhydrogen and between 70% and85% of the energy of the waste-de-rived fuel. Moreover, the olivinehas a low cost and an outstandingresistance to attrition in the fluidi-zed bed. Such level of performanceindicates olivine as a very promis-ing solution for the gasification ofdifferent waste streams, even consi-dering the additional costs and tech-nical devices necessary for fresh ca-talyst feeding and spent material re-generation and evacuation.
che) e secondari (da realizzare a val-le del reattore, con procedimentimeccanici, catalitici e termici). Lasoluzione trovata è di assoluto inte-resse. È stato individuato un mate-riale naturale, l’olivina (un neo-sili-cato di Fe e Mg di colore verde oli-va), che impiegato come materialedel letto fluido, funziona da cataliz-zatore delle reazioni di cracking deltar, accrescendo sensibilmente leprestazioni del processo. In partico-lare, si ottiene una drastica riduzionedel contenuto di tar (fino a valorinon misurabili con le tecniche, an-che modernissime, sin qui adottate)ed un incremento dei tenori di idro-geno e di monossido di carbonio nelsyngas tale da portare l’efficienzatermica (rapporto tra l’energia chi-mica del syngas prodotto e quella delcombustibile alimentato) in alcunicasi ad oltre l’85%. Mentre con unletto di sabbia quarzifera (il materia-le che tradizionalmente viene usatoper i reattori a letto fluido), alimen-tando una plastica poliolefinica, si ri-trova nel syngas circa il 75% dell’i-drogeno in ingresso e il 50% dell’e-nergia del rifiuto di partenza (con ri-levante produzione di tar che imponedi recuperarne l’energia termica condispositivi specifici), con un letto diolivina il syngas contiene sempre il100% dell’idrogeno in ingresso e dal70 all’85% circa dell’energia del ri-fiuto. L’olivina inoltre ha un costomolto contenuto ed una notevole re-sistenza all’abrasione meccanica nelletto fluido. La qualità di tali presta-zioni, pur tenendo presente le pro-blematiche tecniche ed economiche

13Summary/Sommario
4. The commercial potential of theprocess is relevant. Thanks to thecatalytic activity of the olivine it ispossible to obtain, with polyolefinicplastics and recycled wood fuels,very high fractions of hydrogen(between 20% and 30%) even usingambient air as the gasifying agent,i.e. in the most favorable economi-cal conditions and with the simplestplant and reactor configuration. Thisopens interesting perspectives forthe commercial viability even in ca-se further gas polishing systems (oilscrubbers, catalytic filters or plasmadevices) should be required to allowfor the use of syngas in applicationsother than reciprocating engines, li-ke gas turbines or chemical proces-ses. The articles published in inter-national scientific journals, such asAmerican Institute of ChemicalEngineering (AIChE) Journal andWaste Management, testify to theconsensus of the international scien-tific community on the validity ofthe results and on the mechanismproposed to explain olivine’s cataly-tic action. As of this report, no com-parable experience existed with anykind of waste and the data obtaineddemonstrates its efficacy for a num-ber of the tested fuels. To this daythough, the optimum conditions toactivate the same catalytic action onplastic agglomerates rich in ferrousand non-ferrous metals, on pulperwastes and with certain kinds ofRDF have not yet been reached.Anyhow, these materials have givenacceptable performance, yielding asyngas of sufficient quality for
addizionali legate alla necessità disistemi di alimentazione di catalizza-tore fresco e di recupero e rigenera-zione del catalizzatore esausto, indi-cano l’olivina come una soluzione dielevato interesse per i processi digassificazione di diversi rifiuti.
4. Le potenzialità commerciali delprocesso di gassificazione sono ri-levanti. Grazie all’attività cataliticadell’olivina è possibile ottenere conplastiche poliolefiniche e con legnoriciclato tenori molto elevati di idro-geno (dal 20 fino a oltre il 30%), purlavorando solo con aria come agen-te gassificante, e quindi in condizio-ni di convenienza economica e sem-plicità impiantistica e gestionale.Ciò apre prospettive interessanti perle potenzialità commerciali di unatale condizione operativa, anchecombinandola con sistemi di ulte-riore finitura della pulizia a valle(scrubber ad olio, filtri catalitici osistemi al plasma) per consentirel’uso del syngas non solo in motoria combustione interna ma anche inturbine a gas o per applicazioni nonenergetiche. Gli articoli scientificipubblicati su note riviste internazio-nali, quali American Institute ofChemical Engineering (AIChE)Journal e Waste Management, testi-moniano il consenso della comunitàscientifica internazionale sulla vali-dità applicativa dei risultati e sulmeccanismo proposto per spiegarel’azione catalitica dell’olivina. Nonesistevano sinora esperienze di que-sto genere per nessun tipo di rifiuto,e i dati ottenuti ne dimostrano la no-tevole efficacia per alcuni dei com-

14 Summary/Sommario
energy applications in boilers or, af-ter an adequate cleaning, in recipro-cating engines.
5. The acquired experience indicatesthat the FluGas plant is able to gi-ve the information required for areliable evaluation about the eco-nomical viability and the environ-mental compatibility of the gasifi-cation process of RDF and post-consumer packaging. The plant, inparticular, has a key role in suppor-ting the design and constructionphase of a demonstrative scale gasi-fier, having a capacity of commer-cial interest, i.e. not less than 30t/dof treated waste.
bustibili derivati da rifiuto utilizzati.Sinora non si sono invece trovate lecondizioni per attivare la stessaazione catalitica con agglomerati diplastiche miste ricchi in metalli fer-rosi e non ferrosi, con gli scarti dipulper di cartiere e con alcuni CDR.Tali materiali sono risultati comun-que gassificabili con buone presta-zioni, producendo un syngas di qua-lità utile ad applicazioni energetichein caldaie o, dopo adeguato tratta-mento di pulizia, in motori endoter-mici.
5. Le esperienze condotte indicanoche l'impianto FluGas è in gradodi fornire le informazioni necessa-rie a valutazioni affidabili sullaconvenienza economica e la com-patibilità ambientale del processodi gassificazione di CDR e di im-ballaggi post-consumo. L’impiantoFluGas può in particolare svolgereun ruolo chiave di supporto tecniconella fase di progettazione e realiz-zazione di un gassificatore di scaladimostrativa con potenzialità di in-teresse commerciale, non inferiorealle 30t/g di rifiuto trattato.

1.1. Opzioni per una gestione realmente eco-compatibiledei rifiuti
Una gestione realmente integrata ed efficiente dei rifiuti solidi deve utilizzareprocessi e tecnologie che garantiscano la massima compatibilità ambientale e so-stenibilità economica.
Analisi tecniche ed economiche delle diverse realtà europee dove il problemaè stato affrontato e risolto con successo1 indicano che non si può comunque ri-nunciare a quattro opzioni fondamentali, tutte assolutamente necessarie ma nessu-na sufficiente da sola a realizzare una corretta gestione:– riciclo attraverso la filiera raccolta differenziata-selezione-riprocessazione;– trattamenti termici e biologici per il recupero di materia e di energia;– smaltimento definitivo in discarica dei residui del riciclo e dei trattamenti ter-
mici e biologici;– processi di trattamento, inertizzazione e smaltimento definitivo dei rifiuti spe-
ciali.
In particolare, e con riferimento ai soli rifiuti urbani, risulta chiaro che la rac-colta differenziata non è il fine ma il mezzo attraverso cui attuare il riciclo, che es-sa da sola non risolve la gestione dei rifiuti perché non si può riciclare il 100% del
1.Il processo di gassificazione dei rifiuti
1 Livingston W.R., 2002. Technical and Economic Assessment of Energy Conversion Technologies for MSW,Report No. B/WM/00553/REP for DTI Sustainable Energy Programmes PUB URN NO: 02/1347.AiIE-Associates in Industrial Ecology, 2003. Review of Residual Waste Treatment Technologies, 2nd ed. Arena U., Mastellone M.L. Perugini F., 2003. The Environmental Performance of Alternative Solid WasteManagement Options. Chem. Eng. Journal, 96:1-3, 207-222.

rifiuto, perché nessun materiale organico è riciclabile infinite volte, perché le fasidella selezione e del riciclo producono emissioni e rifiuti e richiedono materie pri-me ed energia, a loro volta prodotte con generazione di emissioni e rifiuti2. È quin-di indispensabile integrare un moderno sistema di gestione dei rifiuti con impian-ti per il recupero di energia e di materia dalla frazione organica non riciclabile, siasecca che umida.
Anche i trattamenti termici e biologici, come il riciclo, sono un’opzione neces-saria che da sola non è sufficiente ad una buona gestione dei rifiuti, in quanto ne-cessita di una buona raccolta differenziata a monte (che selezioni il rifiuto e rendapiù agevoli i trattamenti termici e biologici della frazione residuale) e di una dis-ponibilità di discariche ben progettate e gestite a valle (dove conferire i residui nonutilizzabili oltre a quelli delle operazioni di riciclo). Per l’impiantistica si deve fa-re riferimento solo a soluzioni affidabili e avanzate, di dimostrata validità tecno-logica ed ambientale3. Quindi principalmente impianti di termovalorizzazione perla frazione secca residuale alla raccolta differenziata ed impianti di digestioneanaerobica per la frazione umida organica.
È noto che l’attenzione sempre maggiore alle problematiche di protezione del-la salute umana e dell’ambiente ha posto l’industria dei trattamenti dei rifiuti sot-to un esame continuo e sempre più rigoroso. La Comunità Europea ed i singoli go-verni europei hanno finanziato ricerche sulle interazioni dei diversi tipi di rifiuto edei loro sistemi di trattamento con l’ambiente circostante, con l’obiettivo di indi-viduare tecnologie che consentissero il massimo recupero di materia e di energiae riducessero drasticamente i problemi che, soprattutto in passato, venivano giu-stamente associati ai rifiuti e alla loro gestione.
Questa crescente sensibilità ambientale ha prodotto una serie di risultati positi-vi: i vecchi impianti di incenerimento, caratterizzati da emissioni intollerabilmen-te elevate, sono stati chiusi; tutte le fasi della gestione dei rifiuti sono oggi regola-te da normative severe e specifiche; l’apertura e la gestione di discariche può av-venire solo a valle di analisi e studi accurati e deve soddisfare criteri di compati-bilità ambientale; i moderni impianti di recupero di energia da rifiuti devono ri-spettare limiti di emissione molto bassi, in diversi casi prossimi ai limiti di sensi-bilità degli strumenti di analisi esistenti.
Ancora oggi però il sistema più utilizzato per il trattamento della frazione deirifiuti urbani residuale alla raccolta differenziata (RUR = rifiuto urbano residuale)
16 Gassificazione a letto fluido di CDR e imballaggi post-consumo
2 Arena U., Mastellone M.L., Perugini F., Clift R., 2004. Environmental Assessment of Paper Waste ManagementOptions by means of LCA Methodology. Ind. Eng. Chem. Res., 43:5702-5714.Perugini F., Arena, U., Mastellone, M.L., 2005. A Life Cycle Assessment of Mechanical and Feedstock RecyclingOptions for Management of Plastic Packaging Wastes, Env. Progress, 24/2:137-154.3 European Commission-Integrated Pollution Prevention and Control, 2006. Reference Document on the BestAvailable Techniques for Waste Incineration.European Commission-Integrated Pollution Prevention and Control, 2006. Reference Document on the BestAvailable Techniques for Waste Treatments.

è il conferimento a discarica, che è sicuramente un’opzione poco sostenibile per lospreco di materia ed energia e per il grave depauperamento della risorsa suolo.Sono d’altra parte già disponibili tecnologie innovative (di “nuova generazione” oemergenti) che offrono la possibilità di un maggiore recupero di materia e di ener-gia e di un ridotto ricorso alla discarica. Le più importanti sono quelle dei tratta-menti chimico-fisici di termovalorizzazione ad elevata temperatura (incenerimen-to, gassificazione, pirolisi e idrolisi) e quelle dei trattamenti biologici (essenzial-mente la digestione anaerobica)4.
Tra le tecnologie di termovalorizzazione quelle di gassificazione hanno le mag-giori potenzialità per costituire a breve-medio termine un’alternativa concreta allatermovalorizzazione convenzionale per combustione diretta negli inceneritori dinuova generazione5.
La gassificazione è una tecnologia già consolidata e molto diffusa per il recu-pero di materia ed energia da carbone e biomasse. Sono disponibili per questicombustibili criteri di progettazione affidabili per i diversi tipi di gassificatori edun rilevante ammontare di dati sulle loro prestazioni6. L’applicazione della tec-nologia della gassificazione al trattamento termico dei rifiuti divenne di interessesul finire degli anni settanta quando studi scientifici rivelarono i potenziali im-patti sulla salute e sull’ambiente degli inceneritori di vecchia generazione. La pri-ma fase della ricerca sulla gassificazione dei rifiuti urbani è stata quindi suppor-tata dal convincimento che essa consentisse minori emissioni e un ridotto impat-to ambientale complessivo a confronto con l’incenerimento tradizionale, soprat-tutto perchè l’assenza di ossigeno blocca di fatto la formazione di diossine e fu-rani7. Tale convincimento ha oggi meno forza perché sia la gassificazione sia lacombustione diretta in inceneritori di nuova generazione, con l’ausilio di appro-priati sistemi di pulizia degli effluenti, rispettano le stringenti norme sulle emis-sioni8.
L’attenzione verso la gassificazione è oggi piuttosto dovuta ad una serie di van-taggi, tutti sostanzialmente legati alla possibilità di combinare il tipo di rifiutocombustibile e quello di agente gassificante, le condizioni di esercizio e le carat-
171. Il processo di gassificazione dei rifiuti
4 Williams, P.T., 2005. Waste treatment and disposal. J. Wiley &Sons.C-Tech Innovation Ltd., 2003. Thermal methods of municipal waste treatment.5 Stiegel G.J. & Maxwell,R.C., 2001. Gasification Technologies: the path to clean, affordable energy in the 21st
century. Fuel Processing Technology, 71:79-97.Malkow, T., 2004. Novel and innovative pyrolysis and gasification technologies for energy efficient and environ-mentally sound MSW disposal. Waste Management, 24:53-79.6 Higman, C. and van der Burgt, M., 2003. Gasification, Gulf Professional Publishing.7 Zevenhonen R. e Kilpinen P., Control of pollutants in flue gases and fuel gases, Helsinky University ofTechnology, ISBN 951-22-5527-8, 2002.8 Lind T., Hokkinem J., Jokiniemi J.K., 2007. Fine particle and trace element emissions from waste combustion.Comparison of fluidized bed and grate firing. Fuel Proc. Tech., 88: 737-746.Consonni S., Giugliano M. e Grosso M., 2005. Alternative strategies for energy recovery from municipal solidwaste. Part B: Emission and cost estimates, Waste Management, 25:136-148.

teristiche dello specifico reattore per ottenere un gas che può essere impiegato indifferenti applicazioni finali. I principali di questi vantaggi sono9: – La buona flessibilità sul combustibile in ingresso. In pratica tutti i materiali a
base di carbonio (carbone, biomasse, rifiuti urbani e speciali, combustibili de-rivati da rifiuti10, gas naturale) possono essere gassificati dopo un’accurata pre-parazione. Sono quindi progettabili anche processi di co-gassificazione che al-largano il campo dei possibili scenari di utilizzo della tecnologia.
– Le diverse alternative di impiego dei prodotti in uscita. Il gas prodotto può es-sere impiegato in diverse applicazioni, fortemente influenzate dal livello di pu-rezza ottenibile selezionando opportunamente le condizioni operative del pro-cesso ed i trattamenti da realizzare a valle. Le principali alternative sono l’im-piego come vettore energetico (che consente di produrre energia anche in tem-pi e luoghi diversi da quelli di produzione, con efficienze diverse in base al dis-positivo utilizzato) o come building block per la sintesi di diversi prodotti chi-mici (da idrogeno a metanolo, ammoniaca, combustibili liquidi, ecc.).
– Le elevate efficienze di generazione di energia elettrica. Già oggi si arriva adoltre il 30%, rispetto al 20-27% tipico dei sistemi di combustione. Le stime delDepartment of Energy statunitense indicano efficienze intorno al 45% entro treanni ed anche maggiori entro il 2020, con costi di capitale convenienti11.L’accresciuta efficienza di produzione di energia elettrica riduce i costi opera-tivi ed anche le emissioni di gas serra, in quanto implica minor ricorso ad elet-tricità prodotta da fonti fossili12.
– La produzione di una portata di gas effluente molto ridotta rispetto a quellaemessa da un impianto di combustione tradizionale, soprattutto se si opera conaria arricchita (come per esempio nei gassificatori JFE, che vantano dieci im-pianti in esercizio alimentati a CDR) o con ossigeno puro (come nel gassifica-tore in avviamento a Roma-Malagrotta). Il conseguente vantaggio è una ridu-zione dei costi di investimento e di esercizio connessi al trattamento degli in-quinanti, che sono entrambi funzione diretta della portata di gas trattata.
– La possibilità di ottenere ceneri vetrose o comunque di agevole smaltimentodefinitivo, anche impiegabili come materiale da costruzione (ad es. per sot-
18 Gassificazione a letto fluido di CDR e imballaggi post-consumo
9 Arena U. & Mastellone, M.L., 2005. Fluidized Pyrolysis and Gasification of Solid Wastes, in Proc. of IndustrialFluidization South Africa 2005, The South African Institute of Mining and Metallurgy (ISBN 1-919782-83-0),pp. 53-68.10 I combustibili derivati da rifiuti sono indicati con l’acronimo CDR, quelli derivati da imballaggi con l’acroni-mo inglese PDF.11 Stiegel G.J., 2005. Overview of gasification technologies. Nat. Energy Technology Lab. (US DOE), presenta-to al Global Climate and Energy Project Advanced Coal Workshop.12 Il citato studio della C-Tech Innovation Ltd. del 2003, stima che se tutta la produzione annua di rifiuti urbanidella Gran Bretagna (circa 29Mt) venisse termovalorizzata per gassificazione si produrrebbero 15.8Mt di CO2 perun’efficienza di processo pari al 45% (o 17.6Mt per efficienza 40%) mentre per combustione diretta si produr-rebbero 23Mt di CO2 per un’efficienza 25% (o 24.8Mt per efficienza 20%).

tofondi stradali) senza costi addizionali, economici ed ambientali, di smalti-mento.
– La fattibilità tecnologica (ed in prospettiva anche economica) della separazio-ne e sequestrazione di anidride carbonica dal gas prodotto, in particolare sequesto è poi utilizzato per sintesi chimiche o per la produzione di idrogeno.Mentre infatti la cattura dell’anidride carbonica dai gas di combustione mira“solo” alla riduzione dell’immissione in atmosfera di gas serra, nei processi digassificazione essa implica anche il vantaggio di una maggiore qualità delsyngas, sia per gli impieghi energetici (per il maggiore potere calorifico) sia perquelli di sintesi chimica (perché la CO2 costituisce spesso un componente dicui limitare la presenza).
Impianti di gassificazione di rifiuti sono già molto diffusi in Giappone, che èstato il primo paese a realizzare impianti su scala industriale, alimentati con rifiu-ti solidi urbani o con particolari categorie di rifiuti speciali (come i residui dellarottamazione delle auto). Ad oggi, ci sono 38 impianti di gassificazione in eserci-zio, con una potenzialità media di circa 200t/g ma con punte fino a 720t/g. Gli or-dini di nuovi impianti di gassificazione, a partire già dal 2000, superano quelli de-gli inceneritori ed il mercato, in generale in tutta l’area asiatica, non dà sinora se-gni di saturazione13. Gli impianti in esercizio hanno dimostrato una buona affida-bilità tecnologica ed ambientale, soprattutto per le dimensioni medie, alle quali siadattano con maggiore difficoltà i termovalorizzatori per combustione diretta, oper specifici bacini di utenza, come aree con peculiari attività industriali. Nel pa-norama europeo, va segnalato che nell’agosto 2008 è cominciato l’avviamentodella prima delle tre linee del gassificatore di Roma-Malagrotta, con una poten-zialità di 500t/g di CDR.
Gli impianti di gassificazione di rifiuti presentano comunque ancora alcune li-mitazioni, per lo più legate al loro carattere innovativo. Benché il processo fonda-mentale sia noto ed utilizzato (soprattutto per il carbone) da quasi duecento anni,i miglioramenti introdotti a livello di soluzioni impiantistiche e di condizioni diesercizio sono per buona parte di definizione relativamente recente e non possonoper ora garantire la stessa affidabilità operativa delle tecnologie tradizionali. Lostesso vantaggio di poter gestire diversi tipi di combustibili, ed anche miscele diessi, con vari agenti gassificanti e per diverse applicazioni finali del gas prodotto,determina ad oggi una carenza di criteri tecnico-economici affidabili per definirela scala e le condizioni di esercizio per le quali sia ottenibile la massima conve-nienza del processo.
191. Il processo di gassificazione dei rifiuti
13 Schwager J. e Whiting K., 2003. Progress towards commercializing waste gasification, The GasificationTechnology Conference, San Francisco (CA), disponibile su www.gasification.org.

1.2. Aspetti fondamentali del processo di gassificazione
Nella gassificazione si realizza un insieme di reazioni tra materiali carboniosied uno o più reagenti contenenti ossigeno (aria, vapor d’acqua, ossigeno puro, ani-dride carbonica, da soli o in miscela), a temperature generalmente superiori agli800°C, per ottenere prodotti gassosi non completamente ossidati da utilizzare co-me fonte di energia o come materie di base per l’industria chimica.
ll gas prodotto (o gas di sintesi o synthesis gas o più semplicementesyngas)14 è essenzialmente una miscela di monossido di carbonio, CO, e idro-geno, H2, con azoto, N2 (se si usa aria come agente gassificante), anidride car-bonica, CO2, vapor d’acqua, H2O, metano, CH4 e carbonio solido, che può con-tenere anche prodotti indesiderati o inquinanti, quali particolato, alcali, cloruri,solfuri e tar15.
Ci sono tre modi principali per condurre un processo di gassificazione:– in ossidazione parziale con aria;– in ossidazione parziale con ossigeno;– in gassificazione con vapore.
L’ossidazione parziale con aria produce un gas che è diluito dall’azoto atmo-sferico (fino a valori del 60%) ed ha un potere calorifico che varia nell’intervallo4-8MJ/m3
N. In passato questo valore era troppo basso per un impiego in turbine agas ma recentemente16 sono state presentate turbine a gas di nuova generazione ingrado di bruciare efficacemente syngas a basso PCI.
L’ossidazione parziale con ossigeno produce un syngas libero da azoto e quin-di con un più alto potere calorifico (tra 8 e 14MJ/m3
N). Il costo addizionale di in-vestimento e di esercizio per la produzione di ossigeno puro per la reazione è pe-rò notevole e sembra potersi giustificare solo per impianti di grossa taglia con l’au-mento del potere calorifico del syngas, la sua ridotta portata volumetrica specifi-ca, il minore tenore di tar e con la produzione di ceneri vetrose, di agevole e sicu-ro smaltimento.
20 Gassificazione a letto fluido di CDR e imballaggi post-consumo
14 A rigore, si dovrebbe usare l’espressione producer gas se il gas viene impiegato per produrre energia e syngasse esso viene adoperato per la sintesi di prodotti chimici. L’espressione syngas è comunque quella più utilizzatain generale. 15 I tar, su cui si ritornerà nelle pagine seguenti, sono un insieme di composti organici condensabili a temperatu-ra ambiente (quali toluene, fenolo, piridina e idrocarburi policiclici aromatici come naftalene e antracene) chepossono creare seri problemi ai dispositivi di utilizzo finale del syngas. 16 Casleton, K.H., Breault R.W., Richards G.A., 2008. System Issues and Tradeoffs Associated with SyngasProduction and Combustion. Combustion Science and Technology, 180/6:1013-1052;Orbay, R.C., Genrup M., Eriksson P., Klingmann J., 2008. Off-Design Performance Investigation of a LowCalorific Value Gas Fired Generic-Type Single-Shaft Gas Turbine. Journal of Eng. for Gas Turbines and Power.130(3):0315041-7;Wright, I.G. and Gibbons T.B., 2007. Recent developments in gas turbine materials and technology and their im-plications for syngas firing. Int. Journal of Hydrogen Energy, 32/16:3610-3621.

Le più importanti tra queste numerose reazioni chimiche sono riportate inTabella 1. Le reazioni di ossidazione parziale con l’ossigeno forniscono il calorenecessario a mantenere la temperatura di esercizio del gassificatore al valore desi-
211. Il processo di gassificazione dei rifiuti
La gassificazione con vapore produce un gas libero da azoto che ha tipicamen-te un potere calorifico che varia nell’intervallo 14-20MJ/m3
N. Poiché il vapored’acqua è l’unico agente gassificante, il processo in questo caso non prevede rea-zioni di ossidazione esotermiche e necessita pertanto di una sorgente esterna chefornisca il calore necessario alle reazioni endotermiche di gassificazione.
Il processo di gassificazione si sviluppa secondo la successione di fasi, endo-termiche ed esotermiche, schematicamente riportate in Figura 1: quella di riscal-damento ed essiccamento (che si completa a circa 160°C), quella di pirolisi (a tem-perature fino a circa 700°C, con rilascio di gas non condensabili, come metano edanidride carbonica, e gas condensabili, come i vari composti idrocarburici ad altopeso molecolare tra cui quelli denominati tar) e infine quella delle numerose rea-zioni chimiche che avvengono in un ambiente riducente, cioè in presenza di unaquantità di ossigeno inferiore a quella richiesta dalla stechiometria della reazionedi ossidazione.
FFiigg.. 11.. Fasi successive del processo di gassificazione.
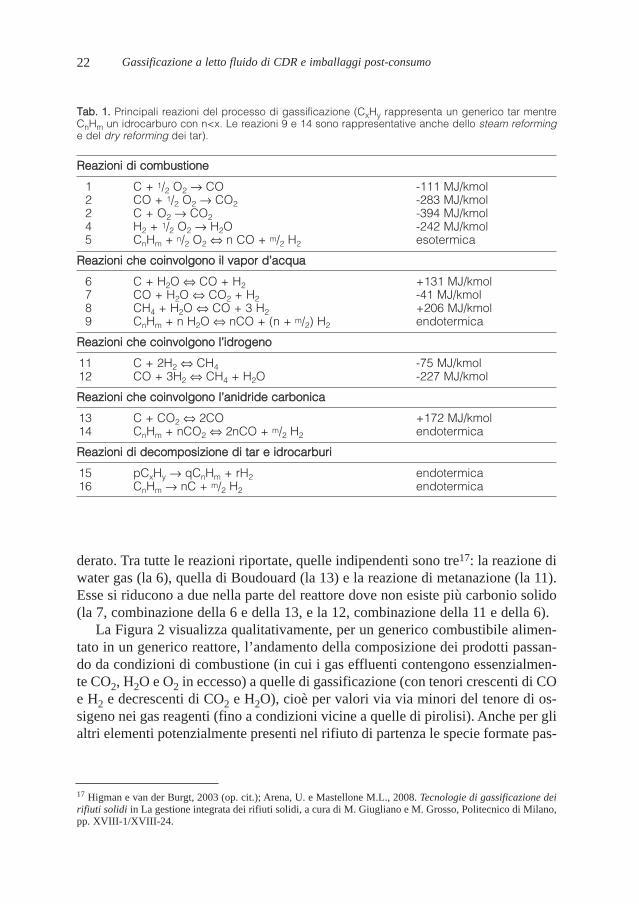
derato. Tra tutte le reazioni riportate, quelle indipendenti sono tre17: la reazione diwater gas (la 6), quella di Boudouard (la 13) e la reazione di metanazione (la 11).Esse si riducono a due nella parte del reattore dove non esiste più carbonio solido(la 7, combinazione della 6 e della 13, e la 12, combinazione della 11 e della 6).
La Figura 2 visualizza qualitativamente, per un generico combustibile alimen-tato in un generico reattore, l’andamento della composizione dei prodotti passan-do da condizioni di combustione (in cui i gas effluenti contengono essenzialmen-te CO2, H2O e O2 in eccesso) a quelle di gassificazione (con tenori crescenti di COe H2 e decrescenti di CO2 e H2O), cioè per valori via via minori del tenore di os-sigeno nei gas reagenti (fino a condizioni vicine a quelle di pirolisi). Anche per glialtri elementi potenzialmente presenti nel rifiuto di partenza le specie formate pas-
22 Gassificazione a letto fluido di CDR e imballaggi post-consumo
RReeaazziioonnii ddii ccoommbbuussttiioonnee
1 C + 1/2 O2 → CO -111 MJ/kmol2 CO + 1/2 O2 → CO2 -283 MJ/kmol2 C + O2 → CO2 -394 MJ/kmol4 H2 + 1/2 O2 → H2O -242 MJ/kmol5 CnHm + n/2 O2 ⇔ n CO + m/2 H2 esotermica
RReeaazziioonnii cchhee ccooiinnvvoollggoonnoo iill vvaappoorr dd’’aaccqquuaa
6 C + H2O ⇔ CO + H2 +131 MJ/kmol7 CO + H2O ⇔ CO2 + H2 -41 MJ/kmol8 CH4 + H2O ⇔ CO + 3 H2 +206 MJ/kmol9 CnHm + n H2O ⇔ nCO + (n + m/2) H2 endotermica
RReeaazziioonnii cchhee ccooiinnvvoollggoonnoo ll’’iiddrrooggeennoo
11 C + 2H2 ⇔ CH4 -75 MJ/kmol12 CO + 3H2 ⇔ CH4 + H2O -227 MJ/kmol
RReeaazziioonnii cchhee ccooiinnvvoollggoonnoo ll’’aanniiddrriiddee ccaarrbboonniiccaa
13 C + CO2 ⇔ 2CO +172 MJ/kmol14 CnHm + nCO2 ⇔ 2nCO + m/2 H2 endotermica
RReeaazziioonnii ddii ddeeccoommppoossiizziioonnee ddii ttaarr ee iiddrrooccaarrbbuurrii
15 pCxHy → qCnHm + rH2 endotermica16 CnHm → nC + m/2 H2 endotermica
17 Higman e van der Burgt, 2003 (op. cit.); Arena, U. e Mastellone M.L., 2008. Tecnologie di gassificazione deirifiuti solidi in La gestione integrata dei rifiuti solidi, a cura di M. Giugliano e M. Grosso, Politecnico di Milano,pp. XVIII-1/XVIII-24.
TTaabb.. 11.. Principali reazioni del processo di gassificazione (CxHy rappresenta un generico tar mentreCnHm un idrocarburo con n<x. Le reazioni 9 e 14 sono rappresentative anche dello steam reforminge del dry reforming dei tar).

sano da quelle ossidate (SO2, NOx) a quelle ridotte (H2S, COS, NH3 o HCN). LaTabella 2 schematizza le principali differenze che di conseguenza si registrano nel-le prestazioni degli impianti di termovalorizzazione di rifiuti per combustione di-retta, gassificazione e pirolisi.
Per il processo di gassificazione dei rifiuti le reazioni riportate in Tabella 1 pos-sono essere riscritte con riferimento alla formula bruta di un rifiuto genericoCxHyOz, i cui pedici vanno determinati per ogni specifico rifiuto a partire dalla suaanalisi elementare. Confrontando le analisi elementari di diversi rifiuti (giornali,rifiuti alimentari, legno, carta, foglie, ecc.) si arriva alla formula C20H32O10 cheben rappresenta un CDR di composizione media18. Con essa si può riscrivere inun’unica espressione l’insieme di reazioni chimiche che descrivono il processo digassificazione:
C20H32O10 + x1O2 + x2H2O →→ y1C + y2CO2 + y3CO + y4H2 + y5CH4 + y6H2O + y7CnHm (1)
231. Il processo di gassificazione dei rifiuti
18 Partendo da un CDR con analisi elementare: 55% carbonio, 7.3% idrogeno e 35.9% ossigeno, dividendo per ipesi atomici si arriva alla formula riportata. Si veda pure il richiamato: Williams P.T., 2005, Waste treatment anddisposal, J.Wiley &Sons.
FFiigg.. 22.. Andamento qualitativo della composizione dei gas ottenibili dai processi di combustione e gas-sificazione al variare del rapporto di equivalenza (rapporto tra la quantità di ossigeno alimentata equella necessaria alla combustione stechiometrica del rifiuto).

24 Gassificazione a letto fluido di CDR e imballaggi post-consumo
CCoommbbuussttiioonnee GGaassssiiffiiccaazziioonnee PPiirroolliissii
SSccooppoo ddeell pprroocceessssoo
Massimizzare la Massimizzare la Massimizzare laconversione del rifiuto conversione del rifiuto degradazione termicaa CO2 e H2O a CO e H2 (produrre del rifiuto a gas e fasi(produrre gas effluenti gas combustibile ad condensatead alta temperatura) alto potere calorifico)
CCoonnddiizziioonnii ddii eesseerrcciizziioo
Ambiente Ambiente fortemente Ambiente riducente Assenza di ossigenodi reazione ossidante (elevati (quantità di ossigeno
eccessi d’aria) inferiore a quellastechiometrica)
Temperatura Tra 850°C e 1200°C Generalmente superiore Tra 500°C e 800°Cagli 800°C
Pressione Generalmente Generalmente Leggera sovrapressione atmosferica atmosferica ma può
essere anche elevata
Gas Aria Aria, ossigeno, Nessuno (si usa azoto o reagente anidride carbonica, parte del gas prodotto)
vapor d’acqua
OOuuttppuutt ddeell pprroocceessssoo
Gas prodotti CO2, H2O CO, H2, CO2, H2O, CO, H2, CH4 e in genere CH4 CnHm
Inquinanti SO2, NOx, HCl H2S, HCl, COS, NH3, H2S, HCl, NH3, HCN, tarHCN, tar
Ceneri Generalmente secche Ceneri di fondo, se Spesso con contenuto(materiale minerale vetrose, adatte per di carbonio nonconvertito a ceneri di utilizzo nei materiali trascurabilefondo e ceneri volanti) di costruzione Trattate e smaltite come
Trattate e smaltite come Ceneri volanti trattate rifiuti specialirifiuti speciali e smaltite come rifiuti
speciali
TTrraattttaammeennttoo ddeeii ggaass
Gas effluenti trattati Gas di sintesi trattati Gas trattati e poi usatie poi emessi e poi usati per per produzione diin atmosfera produzione di chemicals o di energia
chemicals o di energia (con successiva(con successiva emissione in atmosfera)emissione in atmosfera)
TTaabb.. 22.. Principali differenze tra i processi di termovalorizzazione per combustione diretta, gassifica-zione e pirolisi.

dove l’acqua è presente in entrambi i membri perché può essere un reagente per iprocessi di gassificazione con vapore ed un prodotto delle reazioni di ossidazioneparziale nei processi di gassificazione con aria o ossigeno. La temperatura del-l’ambiente di reazione e l’iniziale rapporto molare tra i reagenti definiscono l’e-satta composizione dei prodotti. In particolare, il valore di x1 è generalmente tra il20 e il 40% del valore necessario per la combustione stechiometrica mentre x2 èpari a zero (nel caso di gassificazione con aria o ossigeno) oppure maggiore di ze-ro (nel caso di gassificazione con vapore). L’utilità di una espressione di questo ti-po è legata alla possibilità di calcolare i valori di equilibrio chimico delle frazionimolari dei reagenti e dei prodotti e di verificare l’effetto che la temperatura puòavere su di essi. La composizione di equilibrio al variare della temperatura di rea-zione è per esempio riportata in Figura 3 per la gassificazione del CDR di compo-sizione media sopra citato con due moli di ossigeno e sei di vapore (x1=2 e x2=6):le curve indicano l’effetto della temperatura sull’ammontare delle specie chimicheconsiderate anche se il valore assoluto delle concentrazioni ottenute può non esse-re rappresentativo di quello reale poiché in genere la gassificazione è un processosotto controllo di tipo cinetico19.
251. Il processo di gassificazione dei rifiuti
FFiigg.. 33.. Diagramma di equilibrio per la gassificazione di una mole di CDR (di formula C20H32O10) inpresenza di 2 moli di ossigeno e 6 di vapor d’acqua (da C-Tech Innovation Ltd., 2003, op. cit.).
19 In altri termini, la composizione prevista dall’equazione di equilibrio è teoricamente ottenibile solo per un tem-po di permanenza nel reattore “infinito”.

Una descrizione termochimica più precisa di un processo di gassificazione diun rifiuto dovrebbe includere una serie di ulteriori reazioni indotte dalla presenzanel combustibile di elementi (ad es. alogeni) o composti (ad es. ossidi di metalli)che possono influenzare notevolmente sia la velocità del processo che la compo-sizione finale del syngas20. In particolare, molti metalli normalmente contenutinelle ceneri di un rifiuto hanno un’azione catalitica per le reazioni (come le 15 e16 della Tabella 1) di deidrogenazione e di formazione del cosiddetto “soot”21. Lapresenza di metalli comuni, quale è il ferro, può ad esempio indurre la produzio-ne, non ovviamente prevedibile dall’equazione (1), di una fase carboniosa solidacomposta da particelle di dimensioni anche molto piccole.
1.3. Parametri di controllo e di valutazione del processodi gassificazione
I principali parametri del processo di gassificazione sono:– la composizione chimica e le proprietà fisiche del rifiuto da gassificare;– la composizione chimica e la temperatura di ingresso al reattore dell’agente
gassificante;– la temperatura del reattore, o meglio il profilo di temperatura nelle sue varie zone;– il tempo di permanenza nel reattore dei gas e del rifiuto;– il rapporto di equivalenza ER, definito come rapporto tra la quantità di ossige-
no alimentata e quella necessaria alla combustione stechiometrica del rifiuto ef-fettivamente alimentato;
– il rapporto vapore/combustibile SF, definito come rapporto tra la portata mas-sica di vapore alimentata e la portata di combustibile daf22
;
– il rapporto di gassificazione GR, definito come rapporto tra la somma delle por-tate massiche di vapore e di ossigeno alimentate e la portata di combustibile daf
.
26 Gassificazione a letto fluido di CDR e imballaggi post-consumo
20 Un esame attento di questi effetti è riportato da: Zevenhonen R. e Kilpinen P., 2002 (op. cit.)21 Il soot è un prodotto formato principalmente da carbonio ed è ottenuto dalla nucleazione e successiva poli-condensazione di radicali di idrocarburi presenti in fase omogenea. È un prodotto tipico dei processi di combu-stione ma è ottenuto anche dai processi di gassificazione. Ulteriori approfondimenti si possono trovare suBockhorn H., D’Anna A., Sarofim A.F. e Wang H., 2007, Combustion generated fine carbonaceous particles,Proc. of the Int. Workshop, Anacapri, 13-16 maggio.22 daf (dry and ash free) indica la portata riferita al rifiuto secco (cioè privo di umidità) e senza ceneri, cioè allasola parte combustibile del rifiuto.

Il numero elevato di tali parametri è indicativo della complessità del processoma anche delle possibilità di trovare combinazioni adeguate a trattare efficace-mente rifiuti di tipo diverso. Alla stessa maniera per misurare l’efficienza del pro-cesso non basta un solo parametro, come accade invece per la combustione. I para-metri più usati sono: – Il contenuto di tar (in mg/m3
N), e, se possibile, anche la loro composizione23,che definisce la tipologia del sistema di pulizia da adottare a valle ma può an-che indirizzare verso un tipo di dispositivo finale di utilizzo piuttosto che un al-tro (ad es., una caldaia o un motore piuttosto che una turbina a gas, nel caso direcupero energetico) o, in alcuni casi, limitare anche fortemente la possibilitàdi alcuni utilizzi finali.
– L’efficienza di conversione del carbonio, o CCE, definita come rapporto tra laportata di carbonio trasformata in prodotti gassosi e la portata di carbonio ali-mentata con il combustibile:
.
Fornisce un’informazione sulla conversione ottenibile che è utile, in fase di pro-gettazione e di esercizio, a stimare sia la produttività dell’impianto sia la quan-tità di prodotto non convertito che va trattato con altre tecniche o smaltito.
– L’efficienza termica apparente, o CGE (efficienza dei gas freddi), definita co-me rapporto tra l’energia chimica del gas prodotto (calcolata come portata disyngas prodotto per il suo potere calorifico inferiore) e quella del rifiuto ali-mentato (calcolata come portata di combustibile per il suo potere calorifico in-feriore):
.
Prende il nome di efficienza a “freddo” perché include solo il contenuto ener-getico potenziale, cioè l’entalpia di combustione del gas e del rifiuto.
– L’efficienza termica, o HGE (efficienza dei gas caldi), definita come rapportotra la somma dell’energia chimica e del calore sensibile del gas prodotto e l’e-nergia del combustibile alimentato:
.
271. Il processo di gassificazione dei rifiuti
23 In genere, interessa l’appartenenza dei diversi idrocarburi condensabili ad un certo numero di classi (di solitosei), distinte in base alla loro identificabilità attraverso alcuni strumenti analitici ed al loro comportamento in unoscrubber di lavaggio. Si veda: Boerrigter H., van Paasen SVB., Bergman PCA, Konemann J.W., Emmen R.,Wijnands A., 2005. “Olga” Tar Removal Technology. Report of Energy research Centre of the Netherlands-ECN-C-05-009.

– L’energia specifica del syngas, definita come rapporto tra l’energia del syngas(espressa in kJ o in kWh) e la massa di rifiuto alimentato (espressa in kg).Fornisce un’indicazione della quantità di energia chimica ricavabile da 1kg dirifiuto alimentato al reattore.
Questi parametri forniscono comunque una valutazione parziale della qualitàdel gas ottenuto, proprio perché esso ha diverse possibilità di impiego finale. Adesempio, un processo con un’elevata CGE è adeguato ad un’applicazione per pro-duzione di energia (dove spesso il gas è inviato ad un motore a combustione in-terna dopo il raffreddamento e la pulizia dai contaminanti) ma potrebbe esserlomeno per un’applicazione mirata alla sintesi di prodotti chimici o di combustibililiquidi.
1.4. I principali ostacoli tecnologici allo sviluppodella gassificazione
Si è già detto che, a fronte di vantaggi e prospettive di sviluppo concreti, letecnologie di gassificazione per il trattamento di rifiuti non garantiscono ancoral’affidabilità delle tecnologie di combustione, che vantano decenni di eserciziosu un numero considerevole di impianti di taglia diversa con elevate prestazioniambientali, soprattutto per gli impianti di nuova generazione. Esse possono peròcontare su una ricerca tecnologica particolarmente attiva in tutti i paesi indu-strializzati, che ha già affrontato e risolto negli ultimi anni diverse problematichee garantirà in tempi brevi soluzioni impiantistiche e gestionali sempre più affi-dabili.
Sono diversi i settori sui quali si concentra la ricerca di base e quella applica-ta, come schematizzato in Figura 4. In particolare, le esperienze su impianti pilo-ta e dimostrativi hanno individuato alcuni nodi da affrontare per rendere i proces-si di gassificazione di rifiuti più competitivi nei confronti di quelli di combustio-ne. I principali riguardano:– i sistemi di alimentazione del rifiuto e quelli di scarico delle ceneri di fondo;– il monitoraggio ed il controllo in tempo reale dei parametri di esercizio critici
del gassificatore;– il rischio di agglomerazione del materiale all’interno del reattore;– la minimizzazione della formazione di tar nel syngas;– l’ottimizzazione della rimozione di particolato, alcali, ammoniaca, cloruri e
solfuri dal syngas;– l’ottimizzazione del recupero di energia dal syngas;– i trattamenti, ed in genere, la gestione degli effluenti liquidi;– la definizione di criteri tecnico-economici affidabili per la scala e le condizio-
ni di esercizio degli impianti.
28 Gassificazione a letto fluido di CDR e imballaggi post-consumo

291. Il processo di gassificazione dei rifiuti
FFiigg
.. 44..
Prin
cip
ali a
ree
di r
icer
ca e
svi
lup
po
per
le te
cnol
ogie
di g
assi
ficaz
ione
(rie
lab
orat
a d
a S
tieg
el &
Max
wel
l, 20
01, o
p. c
it.).

Si tratta di problematiche tecnologiche e di processo che troveranno in tempibrevi soluzioni sempre più soddisfacenti. Tra di esse, quella che costituisce il prin-cipale ostacolo tecnologico allo sviluppo dei processi di gassificazione di rifiuti èla pulizia del syngas dai contaminanti in esso contenuti sino a livelli compatibilicon il suo specifico utilizzo.
Per l’impiego del syngas per produzione di energia si richiede una pulizia di gra-do crescente passando da uno minimo, richiesto per impiego in caldaie combinatecon turbine a vapore, ad uno modesto, per impiego in bruciatori di gas a basso NOx(con efficienze energetiche che arrivano al 28%), ad uno sempre maggiore per im-piego diretto in motori endotermici e in turbine a gas (con un’efficienza intorno al32% per i primi e intorno al 40% per le seconde) e in futuro anche in celle a combu-stibile (con efficienza energetica tra il 50 e il 55%). Particolarmente interessanti sonole problematiche connesse all’utilizzo di motori endotermici e di turbine a gas.
L’impiego dei motori endotermici ad accensione comandata (GRE-gas recipro-cating engines) in alternativa alle turbine a gas che offrono un maggiore rendimen-to, è motivato dai minori costi di installazione, dalla maggiore flessibilità di eserci-zio e dalla maggiore familiarità ed esperienza da parte degli utilizzatori24. Le unitàGRE sono pensate principalmente per l’utilizzo di gas naturale e il loro eserciziocon combustibili gassosi diversi costituisce un impiego fuori specifica che necessi-ta di alcune modifiche25 e misure precauzionali, quali l’intensificazione degli inter-venti di manutenzione e controllo e l’impiego di lubrificanti speciali. Pur avendo iGRE una sensibilità minore rispetto alle turbine a gas nei confronti di contaminan-ti solidi e gassosi contenuti nel combustibile, essi comunque non ne possono tolle-rare quantità arbitrarie, indipendentemente da quanto frequentemente si programmila manutenzione. La presenza nel combustibile di contaminanti salini e di specie al-caline particolarmente corrosive può portare rapidamente al danneggiamento percorrosione delle valvole e delle fasce elastiche e alla formazione di sali nel lubrifi-cante con conseguente rottura delle pompe di circolazione dell’olio: il rimedio nor-malmente adottato per consentire il prolungamento della vita utile del motore è lacromatura delle parti esposte a corrosione a caldo, quali le valvole di scarico26. Lapresenza di particolato nel combustibile può invece incrostare le fasce elastiche conconseguente blow-by dei gas combusti o depositarsi sugli elettrodi delle candele im-ponendone la sostituzione anticipata. Parimenti esso può incrostare le sedi delle val-vole di scarico, con conseguente perdita di rendimento del motore e inquinamentodei gas di scarico. La presenza nel combustibile di tar, indicati anche come compo-
30 Gassificazione a letto fluido di CDR e imballaggi post-consumo
24 Boehman, A.L. e Le Corre O., 2008. Combustion of syngas in internal combustion engines, Combustion Sci.and Tech. 180:1193-1206.25 Differenze nel potere calorifico, nella velocità di fiamma e nell’indice di detonazione devono essere compen-sate con la ricarburazione del sistema di alimentazione e con la correzione dell’anticipo di accensione.26 Lin, H.T., et al., 2005. Characterization of erosion and failure processes of spark plugs after field service innatural gas engines. Wear, 259:1063-1067.

sti C7+ (cioè con un numero di atomi di carbonio superiore a quello del benzene),è generalmente guardata con sfavore in quanto, benché tali specie siano combusti-bili e quindi contribuiscano ad accrescere il potere calorifico del gas, esse possonocondensare nei condotti di immissione o reagire solo parzialmente e quindi dare luo-go a fenomeni di incrostazione dei condotti e delle valvole, nonché delle candele diaccensione. Il loro lento scioglimento nel lubrificante può inoltre richiedere l’inten-sificazione degli intervalli di manutenzione, con aggravio del costo di esercizio.
L’impiego delle turbine a gas (TG) con syngas derivato da rifiuti presenta so-prattutto il problema della deposizione di impurità sugli elementi della turbina equello della loro corrosione accelerata, con il conseguente ricorso a interventi dimanutenzione straordinaria con aggravio dei costi di esercizio e riduzione della vi-ta utile della turbina27. Tutte le TG in grado di essere alimentate a syngas sono, adoggi, adattate da turbine a gas naturale: poiché il gas naturale è ritenuto essenzial-mente puro, esse non sono originariamente progettate per resistere alla corrosioneaccelerata causata da sostanze aggressive o alla deposizione di materiale estraneodovuta alla presenza di tar e particolato, né tantomeno sono ottimizzate per com-bustibili con parametri tecnici diversi dal gas naturale. La presenza nel combusti-bile di metalli alcalini, quali sodio e potassio, può determinare fenomeni di corro-sione a caldo e deve quindi essere controllata. La presenza di tar e di particolato èdeleteria a causa della possibile deposizione di materiale nei condotti di immis-sione del combustibile o sulle pale rotoriche della turbina con conseguente ottura-zione dei fori di raffreddamento presenti sul profilo di attacco delle palette o alte-razione del loro profilo aerodinamico28. Le soluzioni tecniche adottate per contra-stare questi problemi sono essenzialmente di due tipi: la progettazione di nuovecamere di combustione e l’impiego di materiali resistenti alla corrosione nei per-corsi del fluido motore. Sinora però l’attenzione si è concentrata sullo sviluppo dinuovi iniettori e di nuove camere di combustione che possano compensare le dif-ferenze nel potere calorifico e nella velocità di propagazione della fiamma tra ilgas naturale e il syngas29 mentre è stato apparentemente trascurato lo sviluppo dimacchine che possano tollerare impurità più elevate nel combustibile, probabil-mente nella convinzione che l’avanzamento parallelo delle tecnologie di puliziadel syngas avrebbe risolto il problema all’origine.
311. Il processo di gassificazione dei rifiuti
27 Oakey J., Simms N., Kilgallon P., 2004. Gas turbines: Gas Cleaning Requirements for Biomass-Fired Systems.Materials Res., 7:17-25; Castleton, 2008 (op. cit.).28 Gokalp I. e Lebas E., 2004. Alternative fuels for industrial gas turbines (AFTUR). Applied Thermal Eng.24(11-12):1655-1663.29 In aggiunta, le turbine adattate per syngas hanno comunque necessità di essere avviate con combustibili ad al-to potere calorifico, come il gas naturale, per cui è stato necessario sviluppare collettori e iniettori a doppio cir-cuito per garantire la commerciabilità delle macchine modificate. Il minore potere calorifico del syngas rispettoal gas naturale si traduce nell’esigenza di far elaborare alla turbina una portata massica superiore rispetto a quel-la per la quale è stata progettata. La TG si adatta a tali nuove condizioni stabilizzandosi su un punto di eserciziocon rapporto di compressione all’uscita del compressore più alto di quello di progetto.

La Tabella 3, sulla base delle diverse fonti citate, riassume i requisiti di purez-za che deve possedere un syngas da utilizzare per produzione di energia con di-versi dispositivi.
Per l’impiego del syngas per sintesi chimiche, quali la preparazione di idroge-no, ammoniaca, metanolo ed altri composti da essi derivati, si richiedono livelli dipulizia ancora maggiori di quelli necessari per la produzione di energia, assiemead un ulteriore condizionamento per l’eliminazione chimica o la rimozione fisicadi composti indesiderati, come la CO2 ed alcuni idrocarburi30.
Molti dei contaminanti da eliminare dal syngas per evitare problemi ambienta-li ed operativi possono essere abbattuti con metodi tradizionali, applicati a valledel reattore di gassificazione. L’aspetto cruciale è la condensazione dei tar con la
32 Gassificazione a letto fluido di CDR e imballaggi post-consumo
PPaarraammeettrroo VVaalloorree aammmmiissssiibbiillee
AApppplliiccaazziioonnee
CCaallddaaiiaa MMoottoorree CC..II.. TTuurrbbiinnaa aa ggaass
PCI, MJ/m3N Non limitato ≥ 4a ≥ 4a
Tar, mg/m3N Non limitato 100b 10b
Particolato, mg/m3N Non limitato 50*c 2.4*c
Metalli alcalini(Na, K), ppmw Non limitato 0.025 ÷ 0.1** c 0.025 ÷ 0.1**c
Metalli pesanti‡(Pb, Hg, V), ppmw Non limitato 0.1c 0.1c
H2S, ppmv Non limitato‡ 20d 20d
* Massimo una frazione dell’1% del valore ammesso può superare i 10 µm di diametro equivalente.** Variabile con il rapporto Na/K. Limite superiore Na/K=28; limite inferiore Na/K=1.‡ Valore cumulativo. I limiti legislativi per il rilascio in ambiente normalmente ne impongono il conte-nimento attraverso metodi di pulizia al camino. Si considerano in questa tabella solo i valori compati-bili con l’esercizio delle apparecchiature.a Da Specification for Fuel Gases for Combustion in Heavy-Duty Gas Turbines. General ElectricReference Document GEI-41040j (2007) e Oakey et al., 2004 (op. cit.).b Da Milne et al., 1998 (op. cit.).c Da General Electric Reference Document GEI-41040j, 2007(op. cit.).d Da Wright et al., 2000. An Analysis of the Potential for Deposition, Erosion or Corrosion in GasTurbines Fueled by the Products of Biomass Gasification or Combustion. ASME paper No. 2000-GT-19; Hasegawa et al., 2007. Gas Turbine Combustion Technology Reducing Both Fuel-NOx andThermal-NOx Emissions for Oxygen-Blown IGCC With Hot/Dry Synthetic Gas Cleanup. Journal ofEngineering for Gas Turbines and Power, 129/2:358.
TTaabb.. 33.. Parametri di purezza del syngas per differenti applicazioni energetiche.
30 Milne T.A. e Evans R.J., 1998. NREL/TP-570-25357, National Energy Laboratory, Golden, Colorado, USA.

formazione di aerosol e addirittura la polimerizzazione di strutture più complesseche determinano danni nelle apparecchiature di processo (otturazione di condotti,sporcamento di superfici metalliche e refrattariate, malfunzionamenti dei sistemidi rimozione dello zolfo e dei filtri ceramici) ed in quelle per l’utilizzo finale delsyngas (motori, turbine, reattori catalitici).
Il termine “tar”, già più volte utilizzato per indicare uno dei “focus” principalidella sperimentazione condotta, indica una miscela complessa di idrocarburi con-densabili che include composti aromatici con anello singolo o multiplo assieme adaltri idrocarburi contenenti ossigeno e idrocarburi policiclici aromatici complessi.Al di là dei diversi approcci sistematici per classificarli, si assume, come già detto,di considerare tar tutti i contaminanti organici con un peso molecolare maggiore delbenzene. La produzione di tar dipende dal tipo di rifiuto alimentato e dalle condi-zioni di esercizio del processo di gassificazione (temperatura, agente gassificante,rapporto di equivalenza, ecc.). La gassificazione con aria di biomasse in un reatto-re a letto fluido, ad esempio, porta ad un syngas con elevata concentrazione di tar(tipicamente circa 10g/m3
N) mentre il limite minimo ammissibile è, come riportatoin Tabella 3, di pochissimi mg/m3
N per l’utilizzo in motori e turbine o valori anchedi uno o due ordini di grandezza inferiori per i processi di conversione catalitica perla produzione di combustibili liquidi. Si comprende quindi la necessità di processidi pulizia che consentano sostanziali abbattimenti di questi contaminanti.
Le tecnologie per la rimozione dei tar dal syngas si basano essenzialmente sudue metodi (Figura 5): – trattamenti interni al gassificatore (metodi primari);– pulizia dei gas caldi a valle del gassificatore (metodi secondari).
I metodi secondari sono essenzialmente di tipo chimico o fisico: i) cracking ter-mico o catalitico dei tar in una specifica unità di trattamento a valle del reattore;ii) metodi meccanici, quali cicloni, scrubber, filtri ceramici, filtri a maniche o elet-trostatici, e metodi ad adsorbimento. Sono tutti già in grado di offrire buone pre-stazioni, ed in alcuni casi sono anche efficaci nel limitare contemporaneamente leemissioni di altri contaminanti, come l’ammoniaca31. Presentano però i due gros-si svantaggi di costi di investimento e di esercizio elevati e della perdita dell’e-nergia chimica dei tar eliminati (ad alto tenore di carbonio ed idrogeno)32.
D’altra parte, i trattamenti all’interno del reattore stanno guadagnando l’atten-zione degli operatori poiché potrebbero consentire di eliminare il trattamento avalle del reattore, con evidenti risparmi economici e semplificazioni operative, o
331. Il processo di gassificazione dei rifiuti
31 Simell P., Kurkela E., Stahlberg P., Hepola J., 1996. Catalytic hot gas cleaning of gasification gas. CatalysisToday, 27:55-62.32 A cui si aggiunge, per i sistemi di lavaggio con scrubber, anche quello di un oneroso trattamento degli effluentiliquidi in cui parte dei tar vengono dissolti.

attribuirgli solo un ruolo di finitura (polishing), cioè di trattamento mirato al rag-giungimento di concentrazioni molto basse. I metodi primari consistono essen-zialmente in: i) appropriata selezione delle condizioni operative; ii) soluzioni pro-gettuali specifiche per il reattore di gassificazione; iii) utilizzo di opportuni addi-tivi catalitici per il letto.
Per quanto riguarda le condizioni operative (tralasciando l’impiego di pressio-ni di esercizio elevate che coinvolgono costi non compatibili con un trattamento dirifiuti) le esperienze condotte nell’ambito della sperimentazione Amra-Conai indi-cano, in accordo con studi sulla gassificazione di biomasse33, che un’appropriatascelta della temperatura di gassificazione, del tipo di agente gassificante utilizza-to e del rapporto di equivalenza può ridurre sensibilmente il tenore di tar nelsyngas ma non è in grado di abbatterlo direttamente fino ai livelli richiesti perl’impiego in motori endotermici o in turbine a gas. Si richiamano brevemente diseguito gli effetti che la variazione dei principali parametri operativi e alcune scel-te impiantistico-gestionali possono avere sulla riduzione dei tar.
34 Gassificazione a letto fluido di CDR e imballaggi post-consumo
33 Milne et al., 1998 (op. cit.); Narvaez I., Orìo A., Aznar M.P., Corella J., 1996. Biomass gasification with air inan atmospheric bubbling fluidized bed. Effect of six operational variables. Ind.&Eng. Ch.Res. 35:2110-2120;Kinoshita CM, Wang Y. Zhou J., 1994. Tar formation under different biomass gasification conditions. J. Appl.Pyrolysis 29:169-18.
FFiigg.. 55.. Schematizzazione dei metodi primari e secondari per l’abbattimento dei tar e la pulizia dei con-taminanti del syngas.

Temperatura. Un aumento di temperatura, nel campo di interesse per i reatto-ri a letto fluido, porta ad una certa riduzione del contenuto complessivo di tar nelgas prodotto (anche del 70-80% passando da 700 a 850°C) e ad un contempora-neo aumento degli idrocarburi policiclici aromatici (IPA) a 2-3 e 4-7 anelli34 conun sostanziale aumento del punto di rugiada dei tar35. Va comunque tenuto inconto che un aumento della temperatura del reattore ha anche altri effetti, qualila riduzione del potere calorifico del gas e l’aumento del rischio di sinterizzazio-ne del letto.
Agente gassificante. Un altro parametro importante per la formazione dei tar èil tipo di agente gassificante. La maggior parte degli impianti di trattamento rifiu-ti opera con aria per evidenti motivi economici, tollerando il basso potere calorifi-co del gas prodotto, dovuto all’effetto diluente dell’azoto. Un ruolo importante logioca quindi il rapporto di equivalenza ER: la produzione di tar e la relativa con-centrazione nel gas prodotto si riduce (anche sostanzialmente) all’aumentare di ERa causa della maggiore disponibilità dell’ossigeno a reagire con i volatili nella zo-na di pirolisi36. Anche per questo parametro esistono però effetti contrastanti poi-ché un suo aumento porta a più alti valori della concentrazione di CO2, a più bas-si valori di quelle dell’H2 e del CO e ad una conseguente riduzione del potere ca-lorifico del gas. In genere, il valore ottimale del rapporto di equivalenza oscilla tra0.25 e 0.35. In definitiva, un aumento del rapporto di equivalenza, pur limitato dal-la necessità di avere un potere calorifico del gas sufficientemente elevato, può por-tare ad una forte riduzione del tenore complessivo di tar ma è anche qui accompa-gnato da un aumento del punto di rugiada a seguito dell’aumento dei composti IPApiù pesanti37.
In alternativa all’impiego di aria si può, a valle di attenti bilanci energetici edeconomici, impiegare come agente gassificante vapore, da solo o in combinazio-ne con aria. I valori del rapporto vapore/combustibile variano tra 0.5 e 2.5: per ivalori maggiori si ha un incremento del tenore di H2 (anche del 60%) e di CO2 eduna riduzione sostanziale dei tenori di tar (a causa dello steam reforming, reazio-ne 9 di Tabella 1). Il gas prodotto, nel caso di impiego di miscele aria/vapore, po-trebbe però avere un potere calorifico insoddisfacente, a causa del valore molto piùbasso della concentrazione di CO (reazione 7 della Tabella 1).
351. Il processo di gassificazione dei rifiuti
34 A temperature intorno agli 800°C è infatti favorita la ciclizzazione di idrocarburi lineari o ramificati in idro-carburi più complessi contenenti gruppi aromatici.35 Meijer R., 2004. Economic and practical feasibility. In: Kiel JHA et al. Primary measures to reduce tar for-mation in a fluidised-bed biomass gasifier. Report ECN-C--04-0143, ECN. Petten, The Netherlands.36 Arena U., Zaccariello L., Mastellone M.L., 2009. Tar Removal During the Fluidized Bed Gasification ofPlastic Waste. Waste Management, 29:783-791.37 Kiel JHA et al., 2004. Primary measures to reduce tar formation in a fluidised-bed biomass gasifier. ReportECN-C--04-014, ECN. Petten, The Netherlands.

Variazioni impiantistiche e di esercizio. Si rimanda ad altri testi38 per l’esamedi dettaglio dell’adozione di alcune soluzioni di progetto alternative, quali l’uso diun agente di gassificazione secondario (che sembra possa aiutare a ridurre il teno-re di tar per valori del rapporto portata secondaria-primaria di circa 0.2) o l’ado-zione di gassificatori a due stadi (dove la zona di pirolisi è separata da quella digassificazione).
Catalizzatori in-situ. Studi recenti39 hanno preso in esame diversi catalizzatori(dolomiti e magnesiti calcinate, zeoliti, catalizzatori a base di Fe ed a base di Ni)ed hanno confermato che l’impiego di tali additivi durante il processo favorisce lagassificazione del residuo carbonioso del combustibile (char), cambia la compo-sizione ed il potere calorifico del gas prodotto e riduce la produzione di tar. Gli stu-di condotti nell’ambito del progetto Amra-Conai mostrano come molto promet-tente l’impiego di olivina (un neo-silicato di Fe e Mg di colore verde oliva) all’in-terno del gassificatore come agente di decomposizione primaria del tar anche sevanno considerati i costi e le problematiche tecniche addizionali legati alla neces-sità di evitare il fenomeno del mascheramento (masking) con sistemi di alimenta-zione periodica di catalizzatore fresco e di recupero e rigenerazione del catalizza-tore esausto. Il basso costo del minerale e la sua notevole resistenza al fenomenodell’abrasione meccanica nel letto fluido suggeriscono comunque l’opportunità diulteriori studi per verificarne le prestazioni in processi di gassificazione di rifiutidiversi.
Un comportamento efficiente di additivi catalitici nel reattore consentirebbe dipredisporre uno stadio successivo di distruzione secondaria del tar con l’utilizzo dicatalizzatori a base di nichel. Questi ultimi sono molto efficaci per la decomposi-zione del tar solo se impiegati come monoliti immediatamente a valle del gassifi-catore, in quanto risultano molto vulnerabili all’avvelenamento, cioè alla disatti-vazione a causa dello zolfo, del cloro e dei metalli alcalini, ma anche all’effetto dimasking determinato da una concentrazione elevata di tar. Sono quindi ideali pertrattamenti di finitura quando è necessario un gas molto pulito come, ad es., neiprocessi Fischer-Tropsch per la produzione di combustibili liquidi. È quindi pro-babile che una combinazione adeguata di diversi trattamenti primari e secondaripossa ottimizzare le prestazioni del gassificatore e consentire la produzione di unsyngas con una concentrazione di tar compatibile per le applicazioni previste avalle.
36 Gassificazione a letto fluido di CDR e imballaggi post-consumo
38 Devi L., Ptasinski K.J., Janssen F.J.J.G., 2003. A review of the primary measures for tar elimination in biomassgasification processes. Biomass Bioenergy, 24:125-135.Nieminen M., 2004. Fluidized Bed Gasification, Gas Cleaning and Fuel Gas Utilization Systems: ThermalGasification of Biomass (2001-2003). IEA Bioenergy Agreement Task 33, Technology Brief, May 2004.39 Devi L. et al., 2005. Pretreated olivine as tar removal catalyst for biomass gasifiers: investigations using naph-thalene as model biomass tar. Fuel Processing Technology, 86:707-730.Mastellone M.L. e Arena U., 2008. Olivine as a Tar Removal Catalyst During Fluidized Bed Gasification ofPlastic Waste. AIChE Journal, 54/6: 1656-1667.

2.1. Caratteristiche generali
L’impianto di gassificazione FluGas (Foto 1) è un’unità in scala pilota, cioèdi dimensioni appena inferiori alle unità dimostrative commerciali. Il termine“pilota” indica che le dimensioni dell’impianto sono sufficienti a fornire infor-mazioni tecniche che non sono influenzate dall’effetto scala e che quindi posso-no “guidare” verso la definizione di affidabili criteri di progetto e di gestioneoperativa.
L’impianto FluGas è capace di trattare fino a circa 100kg/h di materiale com-bustibile ed è dotato di una completa strumentazione di misura e controllo. Le sueprincipali caratteristiche impiantistiche ed operative sono riportate schematica-mente in Tabella 4.
L’impianto è entrato in esercizio nel settembre 2006 ed è stato gestito senzaproblemi, mostrando una discreta flessibilità operativa. Ciò ha consentito di varia-re in intervalli sufficientemente ampi i principali parametri di processo, quali:– la temperatura del reattore, tra 700 e 900°C;– la velocità di fluidizzazione, tra 0.4 e 0.8m/s;– l’agente gassificante, aria e/o vapore in rapporti diversi;– il rapporto di equivalenza, tra 0.2 e 0.4.
Affianco a queste prestazioni positive, l’impianto ha mostrato minore flessibi-lità sulla pezzatura del combustibile in ingresso, che deve essere al di sotto di cer-ti valori per evitare intasamenti nei condotti di scarico della tramoggia di alimen-tazione. Tale inconveniente è però di insignificante interesse essendo limitato aduna caratteristica meccanica agevolmente modificabile in qualsiasi nuovo impian-to, e che si sta pensando di modificare anche sul reattore FluGas.
2.L’impianto pilota di gassificazione

Tra gennaio e febbraio 2008 si è provveduto ad effettuare le necessarie opera-zioni di manutenzione programmata. Esse, tra l’altro, hanno consentito di verifi-care, con l’ausilio di sonde con telecamere, il buono stato delle pareti interne e de-gli ugelli di alimentazione del reattore nonché delle linee di adduzione del syngasall’unità di pulizia. Si è anche provveduto alla calibrazione della strumentazionedi misura (di portata, pressione, temperatura, livello) e di controllo.
Sono state messe a punto procedure operative e di sicurezza che si ritengono diagevole trasferibilità. In particolare, sono disponibili:– procedure di sicurezza per le varie fasi di gestione dell’impianto: esse sono il
risultato dell’esperienza sul campo e di un’attenta analisi di rischio, condottaper circa un anno prima della sperimentazione40;
38 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFoottoo 11.. L’impianto di gassificazione FluGas.
40 Arena U., Romeo E. e Mastellone M.L., 2006. Fluidized bed gasification of solid waste: analysis of possibledeviations of main process variables. Proceedings of 19th Int. Conf. on Fluidized Bed Combustion 2006, volumea cura di F. Winter, Vienna, 21-24 maggio.Arena U., Romeo E. e Mastellone M.L., 2008. Recursive Operability Analysis of a Pilot Plant Gasifier. J. LossPrevention in the Process Industries, 21/1:50-65.

– procedure di campionamento ed analisi on-line dei gas che, sulla base dei ri-sultati dei bilanci di materia e di energia, appaiono di elevata affidabilità;
– procedure di campionamento di gas e solidi per analisi off-line;– procedure di elaborazione dati che consentono una completa valutazione degli
esiti di ciascuna prova sperimentale.
L’impianto è composto da tre sezioni principali, visualizzate nello schema diflusso semplificato di Figura 6:– il sistema di alimentazione;– il gassificatore a letto fluido bollente;– il sistema di trattamento dei gas.
2.2. Il sistema di alimentazione
Il sistema di alimentazione può essere a sua volta suddiviso nel sistema di ali-mentazione dei gas di processo, asservito alla regolazione, miscelazione ed im-missione degli agenti gassificanti, e nel sistema di alimentazione del combustibilesolido, asservito alla regolazione e all’immissione del rifiuto. La relativa sezionedel P&I (piping & instrumentation diagram) è riportata in Figura 7.
392. L’impianto pilota di gassificazione
Parametri geometrici Diametro interno: 0.381mAltezza totale: 5.90mAltezza della zona reattiva: 4.64mSpessore delle pareti:12.7mm
Potenzialità 30-100kg/h
Ammontare di letto 150-220kg
Sistemi di alimentazione Coclea in-bed (raffreddata ad acqua) Coclea over-bed (raffreddata ad aria)
Agenti gassificanti Aria, ossigeno, vapore, anidride carbonica(da soli o in miscela)
Intervallo di temperature di esercizio 700-950°C
Intervallo di velocità di fluidizzazione 0.5-1m/s
Sistemi di sicurezza Guardia idraulica, valvole di sicurezza, dischidi rottura, allarmi, linee di azoto per l'inertizzazione di sicurezza
Principali variabili di processo Rapporto di equivalenza, temperatura del reattore, altezza del letto, velocità di fluidizzazione, portata di agente gassificante.
TTaabb.. 44.. Principali caratteristiche impiantistiche ed operative del gassificatore FluGas

40 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFiigg
.. 66..
Sch
ema
di f
luss
o q
uant
ifica
to d
ell’i
mp
iant
o Fl
uGas
.
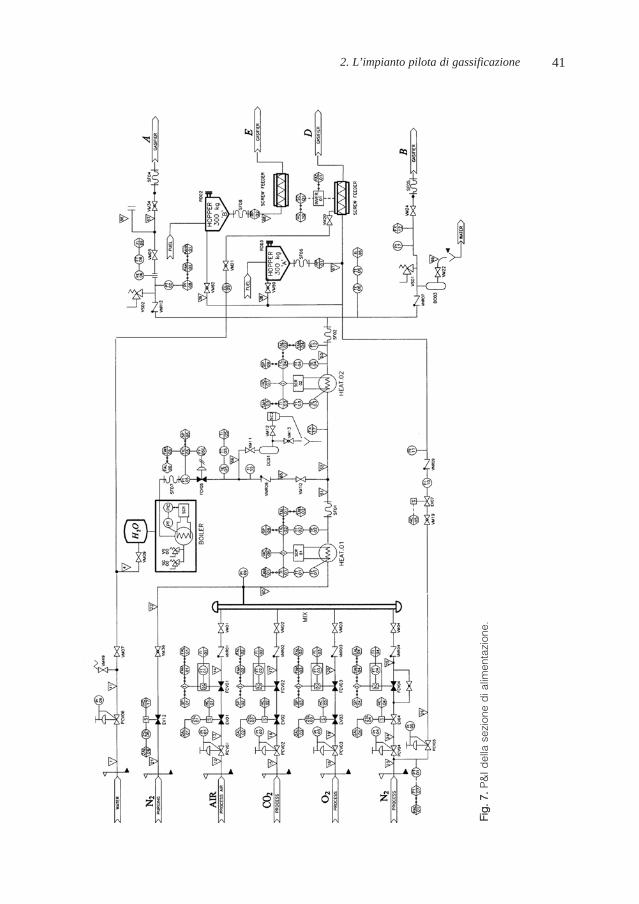
412. L’impianto pilota di gassificazione
FFiigg
.. 77..
P&
I del
la s
ezio
ne d
i alim
enta
zion
e.

Il sistema di alimentazione del combustibile è composto da due sistemi di tra-mogge, ciascuno costituito da una tramoggia di carico con capienza massima di300kg ed una polmone con capienza di circa 50kg (Foto 3). Le due coppie di tra-mogge alimentano due coclee in grado di alimentare il combustibile a differentiquote. La prima, raffreddata ad acqua, alimenta il combustibile in-bed, quindi al-l’interno della massa di solido che costituisce il letto fluido (Foto 4). La seconda,
42 Gassificazione a letto fluido di CDR e imballaggi post-consumo
L’alimentazione del gas di processo è costituita da linee dedicate (rispettiva-mente per l’aria, per l’anidride carbonica, per l’ossigeno e per l’azoto) che fannoconfluire i diversi agenti gassificanti in un miscelatore (Foto 2). Questa miscelainiziale di gas di processo viene portata ad una temperatura di 200°C dal riscalda-tore elettrico HEAT01, poi raggiunge un punto di miscelazione con un’eventualecorrente di vapore a 150°C. La miscela eventualmente arricchita in vapore vieneriscaldata fino a 600°C da un secondo riscaldatore elettrico HEAT02, prima di rag-giungere il reattore. I gas di processo possono essere alimentati a differenti livellidel gassificatore: alla base del reattore come agente gassificante primario e a duediverse quote del freeboard come agente gassificante secondario.
FFoottoo 22.. Alimentazione gas.

432. L’impianto pilota di gassificazione
FFoottoo 44.. Alimentazione in-bed.
FFoottoo 33.. Tramoggia polmone.

raffreddata ad aria, alimenta il combustibile over-bed, attraverso una caditoia raf-freddata ad acqua (Foto 5) ed è dotata di una sistema a barriera di azoto per evita-re il by-pass dei gas prodotti dal processo verso il sistema di carico ed alimenta-zione del combustibile (Foto 6).
44 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFoottoo 55.. Alimentazione over-bed.
FFoottoo 66.. Sistema a barriera di azoto per l’alimentazione over-bed.

Le portate di combustibile e di agenti gassificanti, tenuto conto delle relativecomposizioni, vengono regolate in modo da garantire il desiderato rapporto diequivalenza ER.
La coclea che alimenta il combustibile è governata da un inverter che regola inumeri di giri al minuto necessari per alimentare la portata di combustibile sele-zionata. Un allarme visivo (YAC01) avverte l’operatore quando il numero di girial minuto eseguiti dalla coclea si discosta da quello impostato.
2.3. Il gassificatore a letto fluido bollente
Il reattore cilindrico (Foto 7), realizzato in Incoloy HT41, è riscaldato fino allatemperatura di reazione grazie al calore sensibile dei gas di processo pre-riscalda-ti e ad una serie di forni elettrici (HEAT03-04-05) provvisti di sistemi di control-lo e protezione per la temperatura, che sono schematizzati nel diagramma P&I diFigura 8.
Il materiale del letto (sabbia quarzifera o olivina) funge da vettore termico, dis-tribuendo il calore necessario alle fasi di essiccamento e pirolisi e alle reazioni digassificazione. La continua movimentazione di questo materiale garantisce il man-tenimento di condizioni isoterme all’interno del letto, prevenendo la formazione dihot spots.
Il gassificatore è provvisto di tre punti di alimentazione del gas di processo:– un ingresso primario tramite un distributore posto alla base del reattore, co-
stituito da sei sistemi tubolari, multifori, disposti concentricamente su unabase conica, ciascuno provvisto di sei ugelli che iniettano il gas verso ilbasso;
– due ingressi lungo la parte del reattore superiore al letto fluido (freeboard) pergli agenti gassificanti secondari, alle quote di 2.46m e 3.46m.
Per una gestione efficiente del processo, la quantità di ossigeno presente nel gasdi processo primario deve essere sufficiente a garantire un buon grado di conver-sione del carbonio ma non tale da compromettere il contenuto energetico delsyngas. Il rapporto ER in grado di soddisfare entrambe queste condizioni varia alvariare del combustibile, pur restando nell’intervallo 0.2-0.442. L’utilizzo dell’im-missione di agente gassificante secondario può servire a modificare la composi-zione del syngas o a ridurne il contenuto di tar43.
452. L’impianto pilota di gassificazione
41 Un acciaio inossidabile resistente ad alte temperature in ambiente corrosivo.42 Come confermato da diversi testi e report di dati operativi, quali i già richiamati Zevenhonen R. e P. Kilpinen(2002), Higman and van der Burgt (2003), C-Tech Innovation Ltd (2003).43 Stiegel G.J. & Maxwell,R.C., 2001 (op. cit.); Devi et al., 2003 (op. cit.).

La scelta appropriata delle condizioni operative ed il loro continuo monito-raggio e controllo è fondamentale per garantire la qualità del gas desiderato eduna gestione sicura del processo. Se il valore di una di esse, nonostante i sistemidi controllo dislocati lungo l’impianto, uscisse dall’intervallo di valori considera-to accettabile si attiverebbe il blocco dell’alimentazione del combustibile e, sueventuale richiesta dell’operatore, anche la procedura di inertizzazione con azoto
46 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFoottoo 77.. Reattore.

(disponibile da due stoccaggi differenti). Il reattore è comunque dotato di un sem-plice ma efficace sistema di sicurezza intrinseca, costituito da una guardia idrau-lica (Foto 8) che entra automaticamente in funzione quando la pressione all’in-terno del reattore supera un valore stabilito dall’operatore (tipicamente500mmH2O).
472. L’impianto pilota di gassificazione
FFiigg
.. 88..
P&
I del
gas
sific
ator
e a
letto
flui
do
bol
lent
e.

2.4. Il sistema di trattamento dei gas prodotti
I gas prodotti vengono inviati al ciclone e poi allo scrubber e alla torcia comeindicato nel diagramma P&I riportato in Figura 9.
Il ciclone ad alta efficienza (Foto 9) è in grado di separare particolato di di-mensioni fino a 10μm, mentre le ceneri volanti più fini, i tar e i gas acidi come l’a-cido cloridrico e quello solfidrico vengono abbattuti nello scrubber.
48 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFoottoo 88.. Guardia idraulica.
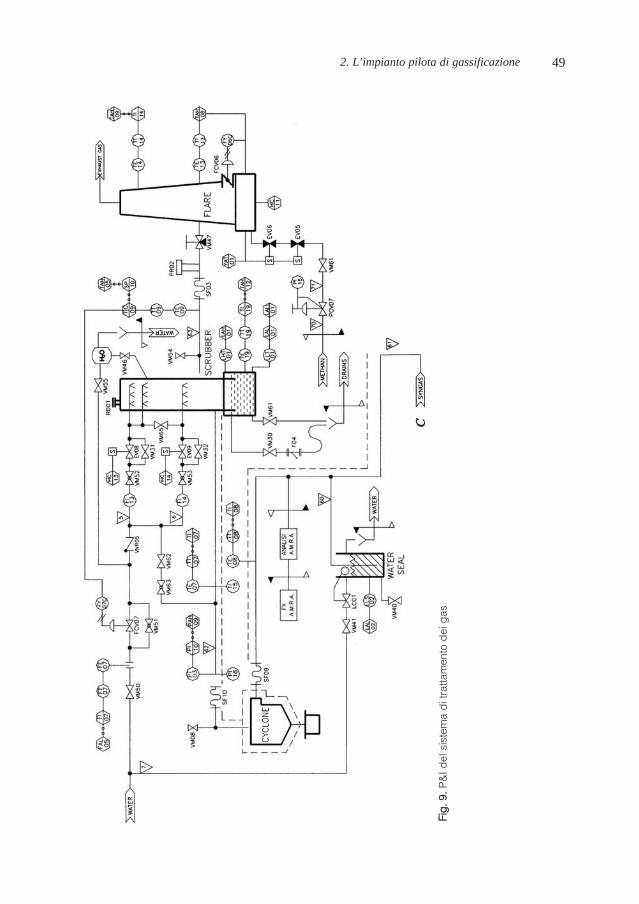
492. L’impianto pilota di gassificazione
FFiigg
.. 99..
P&
I del
sis
tem
a d
i tra
ttam
ento
dei
gas

Lo scrubber (Foto 10) è una torre a spray circolare in cui il gas, pre-raffredda-to a 250°C, è forzato prima a gorgogliare in un battente di acqua e poi a fluire incontrocorrente rispetto ad una pioggia d’acqua, le cui goccioline hanno una di-mensione (circa 1mm) tale da massimizzare il contatto liquido-gas. La portatad’acqua è regolata in base alla temperatura del gas in uscita dallo stesso scrubber(TIC09) ed è distribuita da due rampe di ugelli attraverso due valvole elettronicheEV08 ed EV09.
Una volta purificato dai tar, dal particolato e dagli acidi, il gas viene inviato al-la valvola a tre vie VM47 predisposta per il collegamento da una via con un uti-lizzatore (motore endotermico o piccola turbina a gas) e dall’altra via (quella at-tualmente utilizzata) con una torcia. La temperatura di quest’ultima è controllata
50 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFoottoo 99.. Ciclone. FFoottoo 1100.. Scrubber.

512. L’impianto pilota di gassificazione
FFiigg
.. 1100..
Sin
ottic
o d
el s
iste
ma
di a
cqui
sizi
one
e co
ntro
llo d
ell'i
mp
iant
o.

da due allarmi visivi per l’alta temperatura, TAH08 e TAH09. L’aria necessaria acondurre la combustione è fornita da una valvola di controllo pneumatica, FCV06,mentre il combustibile ausiliario (metano) viene alimentato tramite due valvoleelettroniche, EV05 ed EV06. Un allarme visivo, YAT01, allerta l’operatore in ca-so di un malfunzionamento della torcia.
Tutto il processo è governato da un solo operatore che agisce nella sala di con-trollo adiacente all’impianto con l’ausilio di un sistema di acquisizione e control-lo, appositamente progettato per l’impianto. Il sinottico della schermata principa-le di questo sistema è riportato in Figura 10.
52 Gassificazione a letto fluido di CDR e imballaggi post-consumo

L’impianto è dotato di sistemi di analisi on-line per il controllo del processo ela determinazione dei principali parametri delle prestazioni di impianto e di un la-boratorio dedicato, nel quale sono disponibili diversi apparecchi diagnostici perl’esecuzione di complete analisi off-line.
I sistemi di analisi on-line consentono di conoscere in ogni istante il valore del-le concentrazioni dei principali prodotti gassosi ottenuti dal processo ma anchequelle dei prodotti indesiderati e degli intermedi di reazione, grazie alla disponi-bilità di sonde di prelievo in diversi punti del reattore e di analizzatori da campoappositamente studiati per misure su impianti di ricerca industriale.
Il laboratorio per le analisi off-line è gestito da personale interno dedicato e spe-cializzato, che opera su apparecchiature diagnostiche in grado di caratterizzarecompletamente i materiali combustibili da alimentare al gassificatore nonché icampioni gassosi, liquidi e solidi prelevati da diversi punti dell’impianto.
L’analisi della componente gassosa dei prodotti della gassificazione non è in-fatti la sola che viene realizzata. La completa e corretta valutazione dell’efficien-za del processo può essere raggiunta solo analizzando e caratterizzando i campio-ni solidi (fini elutriati carboniosi e non) e liquidi (prelevati dallo scrubber) nonchétutti i composti, anche presenti in tracce, generati nell’impianto allo stato gassosoma condensabili quando vengono portati a temperatura ambiente. Per questi ulti-mi viene realizzato un doppio stadio di analisi:a) un analizzatore on-line permette di conoscere la concentrazione massica di
composti ad alto peso molecolare condensabili a temperatura ambiente(tar);
b) un analizzatore off-line (un gas-massa da banco) determina la composizione ditale frazione pesante consentendone la completa caratterizzazione quali-quan-titativa.
3.La diagnostica di analisi

3.1. I dispositivi di analisi on-line
Gli strumenti diagnostici che operano in continuo ed in linea sono:a) analizzatori di H2, CO2, CO, CH4, O2;b) un micro-GC (gas-cromatografo) per misure in campo di H2, CO, CH4, O2, N2
e composti organico-volatili (COV);c) un micro-GC da campo in grado di misurare anche il tenore di vapor d’acqua
e di anidride carbonica;d) un analizzatore in continuo di idrocarburi pesanti condensabili (tar).
3.1.1. Analizzatori on-line di H2, CO2, CO, CH4, O2
Gli analizzatori on-line sono indispensabili per il monitoraggio continuo delprocesso. Consentono di verificare se le condizioni operative utilizzate garanti-scono le prestazioni attese ed, eventualmente, di operare un’adeguata variazione diuno o più parametri. Consentono inoltre di esercire in sicurezza il processo in
54 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFiigg.. 1111.. Schema dei campionamenti effettuati in diversi punti dell’impianto di gassificazione e delle pro-cedure analitiche a cui essi vengono sottoposti per la completa caratterizzazione di tutti i prodotti.
La Figura 11 riporta uno schema riassuntivo delle indagini effettuabili graziealla strumentazione in possesso o disponibile presso centri convenzionati.

quanto la visualizzazione contemporanea della composizione dei gas e dei profilidi pressione e temperatura in vari punti dell’impianto consente di individuare pos-sibili problemi tecnici (ad es. occlusione di linee, malfunzionamenti di valvole,ecc.) prima che essi possano generare situazioni anomale.
L’impianto FluGas è dotato di analizzatori in linea per l’analisi in continuo delcontenuto nei gas di idrogeno, anidride carbonica, monossido di carbonio, metanoed ossigeno, con una frequenza di acquisizione e registrazione su hard disk pari aun valore al secondo. Questi analizzatori, operanti con metodiche diverse, sonoconnessi a due linee riscaldate alternative: la linea A connessa con l’uscita del reat-tore di gassificazione; la linea B connessa con l’uscita dello scrubber. L’impiegodella linea A è utile perché alcuni gas (principalmente l’anidride carbonica) pos-sono essere assorbiti durante il lavaggio nello scrubber generando una variazionenella composizione dei gas in uscita da esso. Una volta verificato se tale fenome-no è o meno trascurabile (per i limitati tempi di contatto e le basse pressioni diesercizio dello scrubber) si può utilizzare la sola linea B che, trasportando gas pri-vo di particolato e acidi/basi, consente di non sporcare le celle chimiche degli ana-lizzatori.
3.1.2. Micro-GC per misure in campo di H2, CO, CO2, CH4, O2, N2, H2O e COV
Il micro-GC è uno strumento da campo che utilizza la gas-cromatografia in fa-se gassosa per un’analisi semi-continua del gas prodotto dal processo di gassifica-zione. L’analisi è semi-continua perché il tempo dell’indagine cromatografica èpiù lungo rispetto a quello, ad esempio, di un detector a celle chimiche (come quel-lo in possesso degli analizzatori on-line). Ciò implica che l’acquisizione di unospettro che va dall’idrogeno agli idrocarburi con cinque atomi di carbonio richie-de circa 300s, ovvero fornisce una misura ogni 5 minuti. Il vantaggio è però quel-lo di poter analizzare correnti gassose con una composizione molto ampia senzache alcuni componenti si influenzino a vicenda (come per esempio succede con irilevatori IR degli analizzatori on-line di idrogeno) e senza conoscerne in anticipola composizione44. Il micro-GC è connesso alla linea B precedentemente descrittain quanto l’iniettore e le colonne cromatografiche non possono essere sporcate daidrocarburi pesanti e particolato fine o ultrafine. Ciò non preclude però l’utilizzodel micro-GC anche per correnti più contaminate come quelle campionate lungol’altezza del reattore durante lo svolgimento delle reazioni di gassificazione. In
553. La diagnostica di analisi
44 Alcuni analizzatori hanno una elevata affidabilità solo se la composizione della miscela nella quale sono con-tenuti corrisponde ad una miscela “di riferimento” pre-determinata e connessa all’analizzatore stesso durante lamisura. Una tale situazione può andare bene se l’analizzatore è asservito ad un impianto industriale le cui condi-zioni di esercizio non variano mai ma non è adatta ad un impianto di ricerca le cui condizioni operative sono, pernecessità, variabili. In questo caso occorre utilizzare strumenti diagnostici basati su detector e metodologie dif-ferenti in modo da poter aumentare l’affidabilità del dato.
questo caso si evita di connettere il micro-GC direttamente alla sonda di campio-namento e si utilizzano invece bag di Tedlar: si tratta di contenitori polimerici ido-nei al campionamento di prodotti di gassificazione che resistono a temperature ab-bastanza elevate (circa 250-300°C) e garantiscono una perfetta tenuta per diversigiorni. Una volta effettuati i prelievi alle quote di interesse, si procede all’iniezio-ne all’interno del micro-GC del gas campionato nelle bag come si farebbe per unnormale gas-cromatografo da banco.
3.1.3. Micro-GC per misure in campo anche di H2O e CO2
Un micro-GC aggiuntivo dotato di colonna Pyroplot viene utilizzato per valu-tare anche il contenuto di acqua (altrimenti non valutabile se non tramite procedu-re di calcolo) e di anidride carbonica. Questa apparecchiatura permette la totale re-plicazione, con conseguente aumento della affidabilità dei dati, delle misure ope-rate tramite analizzatori on-line.
3.1.4. Analizzatore di tar
La stima della concentrazione totale degli idrocarburi pesanti condensabili con-tenuti in un gas prodotto da un generico processo di gassificazione è di solito ope-rata grazie ad un sistema di condensatori in serie mantenuti in bagni termostatati abasse temperature. La concentrazione viene stimata pesando il contenuto dei con-densatori e conoscendo la portata di passaggio attraverso di essi. Naturalmente que-sto sistema non consente di conoscere la composizione delle frazioni raccolte e,inoltre, è piuttosto farraginoso e di esecuzione onerosa dal punto di vista operativo.
Per evitare di ricorrere a tale sistema si è acquisito un analizzatore di tar confunzionamento quasi-continuo (TA 120 Tar) messo a punto dall’Institute ofProcess Engineering and Power Plant Technology dell’Università di Stoccarda edisponibile in commercio solo da pochissimi mesi. L’applicazione su FluGas è trale prime in Europa e consente di effettuare con elevata affidabilità la misura deicomposti più critici del processo di gassificazione di rifiuti e biomasse.
L’analizzatore è anche in grado di operare una differenziazione delle frazionicondensate grazie alla modulazione della temperatura della cella di condensazione.Ciò permette di definire con precisione quale è la sostanza più leggera che viene adessere condensata nella trappola fredda. Questo analizzatore è in grado quindi diquantificare la concentrazione di tar nel syngas ed anche di operare una sorta di splitvariando opportunamente le temperature di colonna. Non può però riconoscere i sin-goli composti che costituiscono la frazione tar, cosa invece ottenibile grazie ad in-dagini off-line dopo avere prelevato il campione di tar liquido oppure dopo averloadsorbito su cartuccia di Tenax (vedi di seguito: analisi al GC-MS e HPLC-MS).
56 Gassificazione a letto fluido di CDR e imballaggi post-consumo
3.2. I dispositivi di analisi off-line
Gli strumenti diagnostici che operano su campioni prelevati durante i test digassificazione e che consentono di approfondire la conoscenza dei complessi pro-cessi che si instaurano in un reattore di gassificazione sono:a) gas-cromatografo con spettrometro di massa (GC-MS);b) cromatografo in fase liquida con spettrometro di massa a triplo quadrupolo
(HPLC-MS);c) analizzatore elementare CHNS;d) ICP-MS;e) termobilancia con analisi energetica differenziale e spettrometro di massa;f) microscopio a scansione elettronica (SEM) dotato di EDAX per analisi chimi-
che della superficie dei solidi;g) microscopio a trasmissione elettronica (TEM) dotato di EDAX per analisi chi-
miche della superficie dei solidi.
3.2.1. Gas-cromatografo con spettrometro di massa (GC-MS)
La strumentazione è costituita da: un gascromatografo con rivelatore a cattura dielettroni (ECD) Clarus 500 – Perkin Elmer, un desorbitore termico – TurbomatrixATD Perkin Elmer e uno spettrometro di massa – Clarus 500 Perkin Elmer. Il cam-pione può essere introdotto sotto diverse forme fisiche: gas, solidi e liquidi vapo-rizzati, sostanze poco volatili. La presenza del desorbitore termico consente di uti-lizzare cartucce di Tenax su cui è stata fatta adsorbire una fase gas-liquida prodot-ta durante un test di gassificazione. L’utilizzo di tali cartucce consente, ad esempio,l’analisi di composti anche molto pesanti e quindi di determinare la composizionedella frazione pesante (tar) oltre che di quella leggera (COV).
3.2.2. Cromatografo in fase liquida con spettrometro di massa a triploquadrupolo (HPLC-MS)
L’HPLC (High Pressure Liquid Chromatography) è una tecnica di separazioneanalitica che si avvale dell’alta pressione per far defluire la fase mobile attraversola colonna cromatografica. Il sistema HPLC (modello Alliancs 2695 – Waters) èessenzialmente costituito da un sistema di eluizione, un sistema di pompaggio, unacolonna cromatografica ed uno spettrometro di massa come rivelatore. Il campio-ne da analizzare può essere iniettato attraverso un iniettore alla testa della colon-na sia manualmente che mediante un autocampionatore. Con questo strumento sipossono analizzare molti tipi di composti in fase liquida, come le acque di lavag-gio contenenti idrocarburi pesanti e i tar condensati.
573. La diagnostica di analisi

3.2.3. Analizzatore elementare C-H-N-S
L’analizzatore elementare (TruSpec CHN-Leco Corporation) è uno strumentoper la determinazione di carbonio, idrogeno, azoto e zolfo in moltissimi materiali.Viene utilizzato per caratterizzare i combustibili che devono essere alimentati nel-l’impianto e anche per valutare la composizione dei fini, del particolato ed anchedel materiale prelevato dal letto del reattore.
3.2.4. Inductively Coupled Plasma-Mass Spectrometer (ICP-MS)
Lo spettrometro ICP-MS (AGILENT serie 7500ce) consente l’analisi multi-elementare di elementi in traccia e ultratraccia. Viene utilizzato per determinare lacomposizione delle ceneri contenute nei materiali di partenza (combustibili, rifiu-ti, ecc.) e per caratterizzare il particolato fine prodotto dal processo di gassifica-zione in accoppiamento con altri strumenti (analizzatore CHNS e TG-MS) valu-tandone la composizione in termini, ad esempio, di metalli pericolosi (cadmio,piombo, uranio, ecc.).
3.2.5. Bilancia termogravimetrica con spettrometro di massa (TG-DTA-MS)
La termogravimetria con analisi differenziale della temperatura del campione èun metodo molto efficace per studiare il comportamento di vari materiali quandosono esposti al calore in atmosfera inerte o ossidante. Un’applicazione tipica del-la termogravimetria è la determinazione della cinetica di reazioni quali la decom-posizione, l’ossidazione, la pirolisi. È inoltre uno strumento indispensabile per ca-ratterizzare la stabilità termica dei prodotti solidi ottenuti come co-prodotti o rifiutida un processo come quello di gassificazione. L’apparecchiatura in dotazione al la-boratorio è una Pyris Diamond Thermogravimetric/Differential Thermal Analyzer– Perkin-Elmer con spettrometro Pfeiffer. La TG-DTA-MS viene utilizzata per:analisi della composizione di prodotti solidi o liquidi, valutazione delle tempera-ture di decomposizione, misure di volatilità di un liquido, stima del contenuto diinerti, studi di infiammabilità, valutazione dei calori di transizione, misura del con-tenuto di volatili, verifica della stabilità termica ed ossidativa, ecc.
58 Gassificazione a letto fluido di CDR e imballaggi post-consumo
4.1. I combustibili
I combustibili derivati da rifiuti che sono stati impiegati per la sperimentazio-ne con l’impianto di gassificazione FluGas sono:1. granuli di polietilene riciclato, forniti da Corepla;2. granuli di plastiche poliolefiniche da imballaggi, forniti da Montello (BG),
costituiti da una miscela di polietileni e polipropileni, denominata GS3;3. aggregati di plastiche miste, forniti sotto forma di granuli isometrici da
Corepla, di provenienza Recoplast (PT), denominati Neolite e aventi un tenorenon trascurabile di metalli;
4. aggregati di plastiche miste (PE, PP, PET, PA, PVC), forniti sotto forma digranuli isometrici da Montello (BG) denominati D3 e aventi un tenore non tra-scurabile di metalli;
5. pellet di trucioli da imballaggi di legno, forniti da Rilegno;6. pellet di scarti di pulper, forniti da Comieco e di provenienza SCA
Packaging;7. pellet di CDR da rifiuto urbano pressato e tranciato, forniti da VM press;8. pellet di PDF da imballaggi alimentari pressati e tranciati, forniti da DAL-
MA Mangimi (CN)45.
Le analisi complete di tali materiali sono state effettuate da Amra e riportatenelle Tabelle 5 e 6 che seguono, con il dettaglio della composizione delle ceneri.
4.I materiali impiegati
45 Si ringrazia la Dalma Mangimi S.p.A. di Marene (CN) per aver autorizzato la divulgazione dei risultati ottenu-ti nel corso di prove condotte per loro conto sul materiale da loro fornito ed ottenuto da imballaggi alimentari.

60 Gassificazione a letto fluido di CDR e imballaggi post-consumo
PPEE
rriicc
iiccllaa
ttooGG
SS33
NNeeoo
lliittee
DD33
LLeegg
nnoo rr
iicciicc
llaattoo
SSccaa
rrttii pp
uullpp
eerrCC
DDRR
PPDD
FF
Pro
veni
enza
Cor
epla
Mon
tello
Rec
opla
stM
onte
lloR
ileg
noS
CA
VM
Pre
ssD
alm
a M
ang
imi
Ana
lisi
%C
(m
in-m
ax)
85.0
(84
.6-8
5.4)
84.4
(84
.3-8
4.8)
68.1
(65
.2-7
3.1)
59.4
(58
.3-6
0.7)
45.6
(45
.2-4
6.0)
47.5
(41
.6-5
3.4)
56.8
(56
.4-5
7.8)
53.9
(50
.9-5
6.9)
%H
(m
in-m
ax)
13.8
(13
.6-1
4.1)
14.0
(13
.5-1
4.2)
10.2
(8.
3-12
.0)
6.3
(6.2
-6.6
)5.
66.
4 (7
.3-5
.5)
8.3
(8.1
-8.4
)7.
7 (7
.1-8
.3)
%N
(m
in-m
ax)
00
00
0.1
0.2
(0.1
-0.3
)0.
5 (0
.4-0
.8)
0.5
(0.3
-0.7
)%
S (
min
-max
)0
00.
1 (0
.06-
0.13
)0
00.
10.
6 (0
.56-
0.63
)0.
1%
O (
per
diff
eren
za)
00
14.3
26.0
41.0
27.4
15.7
26.3
%um
idità
0.2
(0.2
0-0.
25)
0.3
0.6
(0.4
5-0.
70)
0.9
6.7
(6.6
-6.8
)7.
01.
9 (1
.7-2
.0)
5.6
(5.4
-5.9
)%
cene
ri1.
0 (0
.95-
1.01
)1.
36.
7 (5
.73-
7.74
)7.
41.
0 (0
.9-1
.0)
11.4
16.2
(15
.0-1
7.6)
5.9
(5.7
-6.1
)P
CI,
kJ/k
g (
rela
zion
i~~
4550
0~~
4550
0~~
3290
0~~
2300
0~~
1470
0~~
1870
0~~
2650
0~~
2270
0sp
erim
enta
li)
PC
I (d
af),
kJ/
kg~~
4630
0~~
4650
0~~
3560
0~~
2520
0~~
2300
0~~
2330
0~~
3410
0~~
2590
0(r
elaz
ioni
sp
erim
enta
li)
Tem
per
atur
a~~
250
~~28
0~~
220
~~27
0~~
260
~~20
0d
i ini
zio
dev
olat
., °C
Tem
per
atur
a d
i~~
410
~~38
0~~
410
~~37
5~~
400
300
dev
olat
ilizz
azio
ne,°
C
Dim
ensi
oni
5, 2
7,1
5, 1
0irr
egol
ari
~~5,
~~15
(5-
25)
5, 2
5~~
4, ~~
1.5
~~5,
~~10
(dia
m. e
alte
zza,
mm
)
Den
sità
par
ticel
la94
0 (9
20-9
80)
800
(784
-810
)68
0 (6
60-6
90)
840
(778
-924
)-
1000
(96
0-10
40)
(loos
e-p
acke
d),
kg
/m3
Den
sità
bul
k57
0 (5
60-6
10)
460
(455
-470
)34
0 (3
10-3
50)
420
(389
-462
)57
5 (5
50-6
00)
250
(240
-260
)26
0 (2
37-2
74)
380
(370
-390
)(lo
ose-
pac
ked
), k
g/m
3
TTaabb
.. 55..
Car
atte
ristic
he d
ei m
ater
iali
usat
i per
la s
per
imen
tazi
one.

614. I materiali impiegati
PPEE
rriicc
iiccllaa
ttooGG
SS33
NNeeoo
lliittee
DD33
LLeegg
nnoo rr
iicciicc
llaattoo
SSccaa
rrttii pp
uullpp
eerrCC
DDRR
PPDD
FF
Met
alli,
mg
/kg
ss
Allu
min
io34
047
796
623
3495
.1 (
85.2
-105
)16
2651
2226
20C
rom
o to
tale
8.5
24.3
100
103
1.52
(0.
44-2
.6)
907
6.1
Ferr
o34
.7
110.
7 48
885
010
6.1
(90.
2-12
2)
975
1466
140
Nic
kel
0.31
1.41
159
173
0.34
(0.
2-0.
48)
161
160
6.7
Pio
mb
o35
.9
312
871
1030
1.2
645
807
82R
ame
12.3
16.0
1333
378
1.62
(0.
1-3.
15)
131
202
18.7
Sta
gno
2.4
12.4
<
0.1
<0.
193
.1 (
33.3
-153
) <
0.1
111
0.1
Vana
dio
0.04
0.15
1926
0.15
(0.
1-0.
2)7
7.4
2.0
Ani
oni,
mg
/kg
Clo
ruri
solu
bili
--
1013
010
740
2000
9100
4100
2660
TTaabb
.. 66..
Com
pos
izio
ne d
elle
cen
eri d
ei m
ater
iali
usat
i per
la s
per
imen
tazi
one.
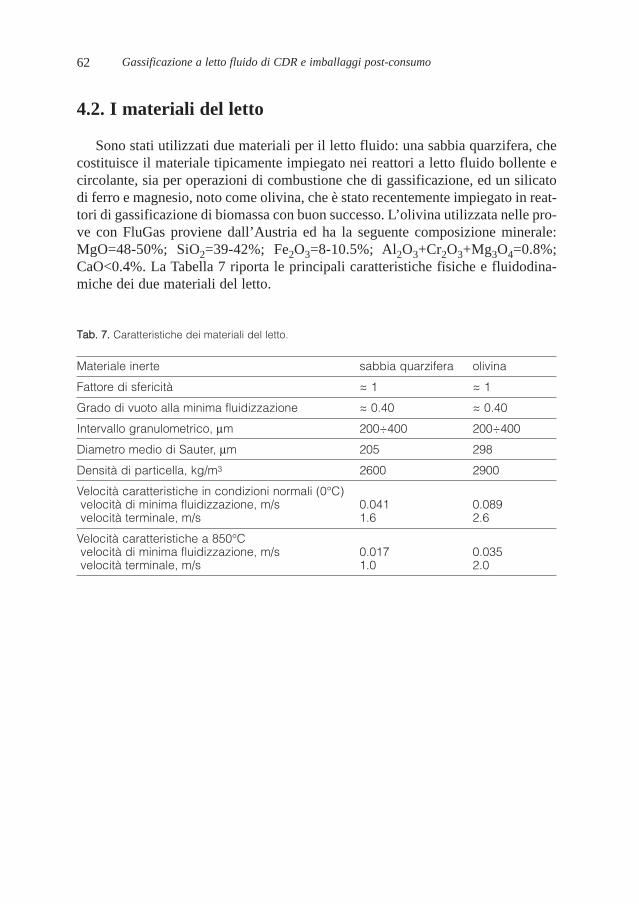
4.2. I materiali del letto
Sono stati utilizzati due materiali per il letto fluido: una sabbia quarzifera, checostituisce il materiale tipicamente impiegato nei reattori a letto fluido bollente ecircolante, sia per operazioni di combustione che di gassificazione, ed un silicatodi ferro e magnesio, noto come olivina, che è stato recentemente impiegato in reat-tori di gassificazione di biomassa con buon successo. L’olivina utilizzata nelle pro-ve con FluGas proviene dall’Austria ed ha la seguente composizione minerale:MgO=48-50%; SiO2=39-42%; Fe2O3=8-10.5%; Al2O3+Cr2O3+Mg3O4=0.8%;CaO<0.4%. La Tabella 7 riporta le principali caratteristiche fisiche e fluidodina-miche dei due materiali del letto.
62 Gassificazione a letto fluido di CDR e imballaggi post-consumo
Materiale inerte sabbia quarzifera olivina
Fattore di sfericità ~~ 1 ~~ 1
Grado di vuoto alla minima fluidizzazione ~~ 0.40 ~~ 0.40
Intervallo granulometrico, μm 200÷400 200÷400
Diametro medio di Sauter, μm 205 298
Densità di particella, kg/m3 2600 2900
Velocità caratteristiche in condizioni normali (0°C)velocità di minima fluidizzazione, m/s 0.041 0.089velocità terminale, m/s 1.6 2.6
Velocità caratteristiche a 850°Cvelocità di minima fluidizzazione, m/s 0.017 0.035velocità terminale, m/s 1.0 2.0
TTaabb.. 77.. Caratteristiche dei materiali del letto.

L’impianto è stato esercito per 47 marce sperimentali con i materiali appena de-scritti, con prestazioni molto soddisfacenti in termini sia di flessibilità al variaredel combustibile e delle condizioni operative che di quantità e qualità del syngasottenuto. Le marce condotte sono state le seguenti:– con i granuli di polietilene riciclato si sono condotte 21 marce sperimentali, di
cui 17 usando aria come agente gassificante e 4 miscele aria/vapore; le provecon aria sono state condotte per diversi valori del rapporto di equivalenza (da0.19 a 0.31), usando come materiale del letto sabbia quarzifera per 7 prove eolivina per le restanti 10;
– con i granuli di plastiche poliolefiniche si sono condotte 5 marce sperimentalicon aria, tutte con olivina, con rapporto di equivalenza tra 0.23 e 0.28;
– con gli aggregati di plastiche miste si sono condotte 5 marce sperimentali, tut-te con olivina, con rapporto di equivalenza tra 0.22 e 0.33;
– con i pellet di legno riciclato si sono condotte 8 marce sperimentali, tutte conolivina, di cui 5 usando aria come agente gassificante e 3 usando miscelearia/vapore; il rapporto di equivalenza è stato variato da 0.20 e 0.31 e la velo-cità di fluidizzazione da 0.4 a 0.7m/s;
– con i pellet di scarti di pulper si sono condotte 3 prove sperimentali, tutte conolivina, di cui 2 usando aria come agente gassificante e 1 usando una miscelaaria/vapore;
– con il CDR da rifiuti urbani si sono condotte 3 marce sperimentali, tutte conolivina ed usando sempre aria come agente gassificante;
– con il PDF da imballaggi alimentari si sono condotte 2 marce sperimentali, tut-te con olivina ed usando sempre aria come agente gassificante.
5.I risultati sperimentali

5.1. Plastiche poliolefiniche
L’impianto FluGas ha avuto prestazioni eccellenti quando è stato alimentatocon residui di imballaggi plastici costituiti da plastiche poliolefinifiche (polietile-ne, polipropilene e polistirene) come i granuli di PE riciclato ricevuti da Coreplae quelli di GS3 ricevuti da Montello.
I risultati più importanti delle marce sperimentali con questi combustibili pla-stici sono riportati nella Tabella 8 per le prove con PE in un letto di sabbia quarzi-fera, nella Tabella 9 per le prove con PE in un letto di olivina e nella Tabella 10per le prove con GS3 in un letto di olivina. L’analisi dei dati indica chiaramentel’effetto positivo dell’impiego di un letto di olivina che induce prestazioni com-plessive evidentemente migliori in termini di contenuto energetico e pulizia delsyngas ottenuto.
L’effetto principale dell’impiego di olivina come materiale del letto fluido è lacompleta eliminazione dei tar nel syngas prodotto. La Figura 12 mostra come l’a-zione catalitica dell’olivina si sviluppi egualmente con i granuli di PE e con quel-li di GS3. L’olivina favorisce fortemente le reazioni endotermiche di decomposi-zione degli idrocarburi ad alto peso molecolare, precursori dei tar:
cracking termico: pCxHy → qCnHm + rH2 (2)
carbonizzazione/deidrogenazione: CnHm → nC + m/2 H2 (3)
dove CxHy rappresenta idrocarburi ad alto peso molecolare mentre CnHm indicaidrocarburi con un numero di atomi di carbonio minori di CxHy. Ne consegue an-che che:– la crescita delle concentrazioni di H2 è notevolissima (da valori di 8-9% a 24-
32%), come mostrato dalla Figura 13, con un aumento del 300%, come conse-guenza dell’avanzamento delle reazioni (2) e (3);
– la temperatura del reattore si stabilizza a valori più bassi (tra 800 e 815°C) acausa dell’endotermicità delle reazioni (2) e (3);
– l’energia specifica del syngas ottenuto e l’efficienza CGE raggiungono valorimolto elevati, come mostrato dalle Figure 14 e 15.
Il meccanismo di azione dell’olivina è identico per i due materiali poliolefi-nici gassificati. La Figura 16 riporta i profili di concentrazione di gas per unatipica marcia sperimentale con un letto di olivina. È possibile identificare tre re-gioni. Prima dell’alimentazione del combustibile il reattore è mantenuto a850°C ed è fluidizzato con aria; subito dopo l’ingresso della plastica nel reat-tore il suo rapido cracking crea un ambiente riducente nel reattore (regione I)che, a sua volta, consente l’avvio del processo di attivazione dell’olivina: quan-do l’idrogeno raggiunge i siti di ferro sulla superficie dell’olivina e li riduce,
64 Gassificazione a letto fluido di CDR e imballaggi post-consumo

655. I risultati sperimentali
PPrroo
vvaaMM
aatteerr
iiaallee
TT lleett
ttooUU
WWbb
eeddEERR
SS//FF
%%CC
OO%%
HH22
QQssyy
nnggaass
PPCCII ss
yynngg
aassEE
nneerrgg
iiaaCC
ttaarr
CCGG
EECC
CCEE
##llee
ttttoo°°CC
mm//ss
kkggkkgg
vvaapp
//mm
33 NN//hh
kkJJ//mm
33 NNsspp
eecciiffii
ccaagg
//mm33 NN
kkggffuu
eellkkWW
hh//kkgg
ffuueell
PE
-3sa
bb
ia85
00.
5013
10.
260
2.7
7.4
6361
006.
4298
0.51
0.64
PE
-4sa
bb
ia86
90.
6113
10.
240
2.5
9.1
7870
007.
0110
00.
560.
66P
E-5
sab
bia
867
0.71
131
0.22
02.
49.
692
7300
6.70
132
0.54
0.62
PE
-6sa
bb
ia89
80.
7313
10.
310
2.3
8.3
8654
006.
5081
0.52
0.68
PE
-7sa
bb
ia84
50.
7013
10.
200
2.8
9.1
9379
006.
5315
70.
520.
59P
E-C
sab
bia
831
0.68
131
0.19
0.47
4.1
8.8
7692
007.
6110
90.
610.
67P
E-D
sab
bia
853
0.70
131
0.22
0.56
3.7
7.7
7172
006.
6410
90.
530.
64
TTaabb
.. 88..
Par
amet
ri op
erat
ivi e
prin
cip
ali r
isul
tati
di a
lcun
e d
elle
pro
ve c
on P
E r
icic
lato
in u
n le
tto d
i sab
bia
qua
rzife
ra.
PPrroo
vvaaMM
aatteerr
iiaallee
TT lleett
ttooUU
WWbb
eeddEERR
SS//FF
%%CC
OO%%
HH22
QQssyy
nnggaass
PPCCII ss
yynngg
aassEE
nneerrgg
iiaaCC
ttaarr
CCGG
EECC
CCEE
##llee
ttttoo°°CC
mm//ss
kkggkkgg
vvaapp
//mm
33 NN//hh
kkJJ//mm
33 NNsspp
eecciiffii
ccaagg
//mm33 NN
kkggffuu
eellkkWW
hh//kkgg
ffuueell
PE
-8ol
ivin
a81
30.
6814
50.
240
18.0
32.2
131
7100
9.87
140.
790.
72P
E-9
oliv
ina
807
0.67
145
0.27
020
.026
.912
265
009.
770
0.78
0.79
PE
-10
oliv
ina
819
0.68
145
0.20
018
.430
.113
276
008.
830
0.71
0.63
PE
-11
oliv
ina
794
0.58
145
0.25
019
.329
.211
267
009.
670
0.77
0.77
PE
-12
oliv
ina
816
0.68
145
0.28
020
.127
.112
365
0010
.14
00.
810.
76P
E-1
3ol
ivin
a82
50.
6914
50.
310
19.5
24.0
119
6300
10.4
40
0.84
0.82
PE
-14
oliv
ina
783
0.47
215
0.24
018
.229
.396
6600
9.82
00.
780.
77P
E-1
5ol
ivin
a84
80.
5021
50.
270
21.3
25.4
9162
009.
720
0.78
n.a.
PE
-16
oliv
ina
825
0.69
215
0.21
019
.030
.814
075
009.
980
0.80
0.78
PE
-17
oliv
ina
850
0.70
145
0.29
020
.929
.113
164
0011
.00
0.88
0.77
TTaabb
.. 99..
Par
amet
ri op
erat
ivi e
prin
cip
ali r
isul
tati
di a
lcun
e d
elle
pro
ve c
on P
E r
icic
lato
in u
n le
tto d
i oliv
ina.

66 Gassificazione a letto fluido di CDR e imballaggi post-consumo
PPrroo
vvaaMM
aatteerr
iiaallee
TT lleett
ttooUU
WWbb
eeddEERR
SS//FF
%%CC
OO%%
HH22
QQssyy
nnggaass
PPCCII ss
yynngg
aassEE
nneerrgg
iiaaCC
ttaarr
CCGG
EECC
CCEE
##llee
ttttoo°°CC
mm//ss
kkggkkgg
vvaapp
//mm
33 NN//hh
kkJJ//mm
33 NNsspp
eecciiffii
ccaagg
//mm33 NN
kkggffuu
eellkkWW
hh//kkgg
ffuueell
GS
3-1
oliv
ina
818
0.67
145
0.23
017
.530
.613
469
009.
40
0.75
0.72
GS
3-3
oliv
ina
907
0.74
145
0.28
012
.812
.010
361
007.
731
0.61
0.86
GS
3-4
oliv
ina
831
0.69
145
0.27
021
.128
.213
369
0011
.10
0.88
0.84
GS
3-5
oliv
ina
829
0.69
145
0.24
019
.929
.513
570
0010
.00
0.79
0.75
TTaabb
.. 1100..
Par
amet
ri op
erat
ivi e
prin
cip
ali r
isul
tati
di a
lcun
e d
elle
pro
ve c
on G
S3
in u
n le
tto d
i oliv
ina.
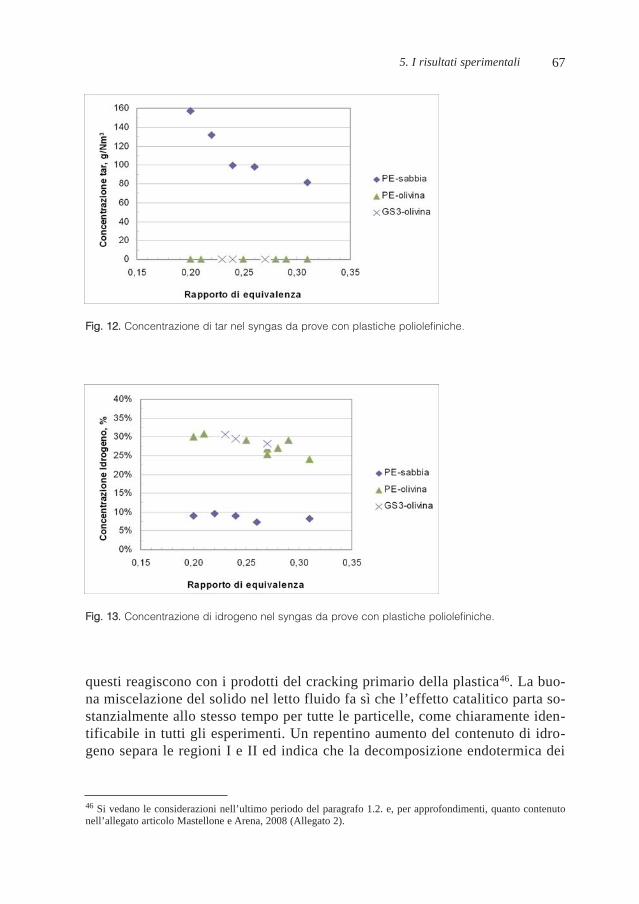
questi reagiscono con i prodotti del cracking primario della plastica46. La buo-na miscelazione del solido nel letto fluido fa sì che l’effetto catalitico parta so-stanzialmente allo stesso tempo per tutte le particelle, come chiaramente iden-tificabile in tutti gli esperimenti. Un repentino aumento del contenuto di idro-geno separa le regioni I e II ed indica che la decomposizione endotermica dei
675. I risultati sperimentali
FFiigg.. 1122.. Concentrazione di tar nel syngas da prove con plastiche poliolefiniche.
FFiigg.. 1133.. Concentrazione di idrogeno nel syngas da prove con plastiche poliolefiniche.
46 Si vedano le considerazioni nell’ultimo periodo del paragrafo 1.2. e, per approfondimenti, quanto contenutonell’allegato articolo Mastellone e Arena, 2008 (Allegato 2).

frammenti di catena polimerica è adesso catalizzata dai siti attivi di ferro pre-senti sulla superficie delle particelle di olivina. Lo sviluppo delle citate reazio-ni (2) e (3) determina che in tutta la regione II si instauri un regime stazionariocaratterizzato da concentrazioni molto basse di metano, ed in genere di CnHm,da alti livelli di monossido di carbonio, basse concentrazioni di anidride carbo-nica e da una considerevole deposizione di carbonio sulle particelle del letto.Tale deposizione è individuabile tramite osservazioni al microscopio a scansio-ne elettronica (SEM) supportate da analisi elementari tramite EDAX. Quandol’alimentazione di combustibile viene interrotta il profilo delle concentrazioni
68 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFiigg.. 1144.. Energia specifica del syngas da prove con plastiche poliolefiniche.
FFiigg.. 1155.. Efficienza termica delle prove con plastiche poliolefiniche.
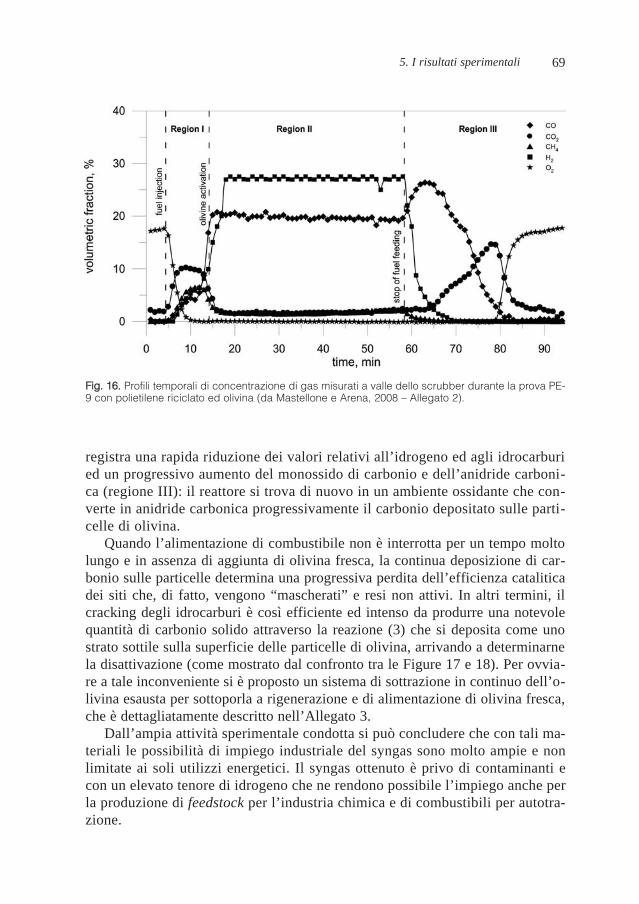
registra una rapida riduzione dei valori relativi all’idrogeno ed agli idrocarburied un progressivo aumento del monossido di carbonio e dell’anidride carboni-ca (regione III): il reattore si trova di nuovo in un ambiente ossidante che con-verte in anidride carbonica progressivamente il carbonio depositato sulle parti-celle di olivina.
Quando l’alimentazione di combustibile non è interrotta per un tempo moltolungo e in assenza di aggiunta di olivina fresca, la continua deposizione di car-bonio sulle particelle determina una progressiva perdita dell’efficienza cataliticadei siti che, di fatto, vengono “mascherati” e resi non attivi. In altri termini, ilcracking degli idrocarburi è così efficiente ed intenso da produrre una notevolequantità di carbonio solido attraverso la reazione (3) che si deposita come unostrato sottile sulla superficie delle particelle di olivina, arrivando a determinarnela disattivazione (come mostrato dal confronto tra le Figure 17 e 18). Per ovvia-re a tale inconveniente si è proposto un sistema di sottrazione in continuo dell’o-livina esausta per sottoporla a rigenerazione e di alimentazione di olivina fresca,che è dettagliatamente descritto nell’Allegato 3.
Dall’ampia attività sperimentale condotta si può concludere che con tali ma-teriali le possibilità di impiego industriale del syngas sono molto ampie e nonlimitate ai soli utilizzi energetici. Il syngas ottenuto è privo di contaminanti econ un elevato tenore di idrogeno che ne rendono possibile l’impiego anche perla produzione di feedstock per l’industria chimica e di combustibili per autotra-zione.
695. I risultati sperimentali
FFiigg.. 1166.. Profili temporali di concentrazione di gas misurati a valle dello scrubber durante la prova PE-9 con polietilene riciclato ed olivina (da Mastellone e Arena, 2008 – Allegato 2).
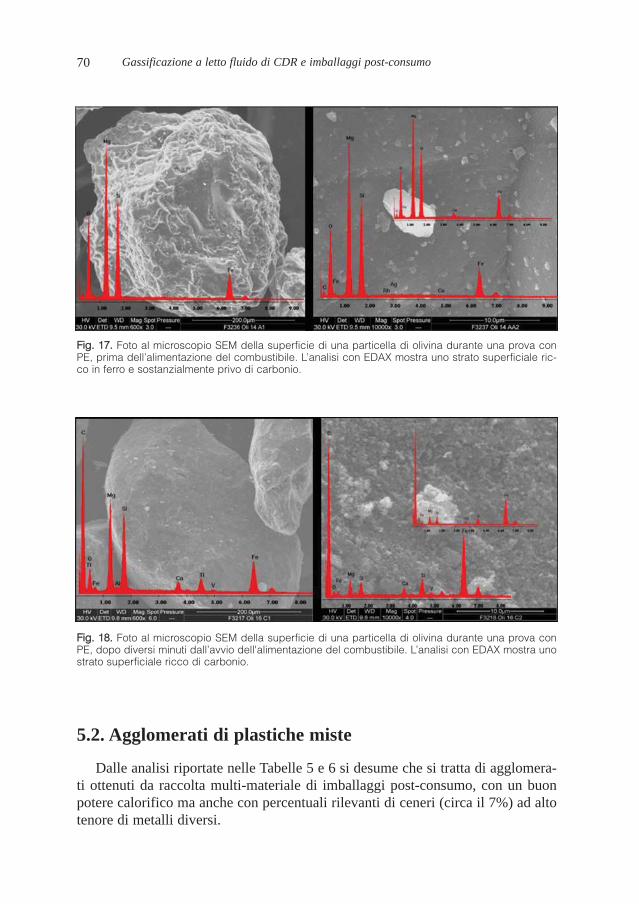
5.2. Agglomerati di plastiche miste
Dalle analisi riportate nelle Tabelle 5 e 6 si desume che si tratta di agglomera-ti ottenuti da raccolta multi-materiale di imballaggi post-consumo, con un buonpotere calorifico ma anche con percentuali rilevanti di ceneri (circa il 7%) ad altotenore di metalli diversi.
70 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFiigg.. 1177.. Foto al microscopio SEM della superficie di una particella di olivina durante una prova conPE, prima dell’alimentazione del combustibile. L’analisi con EDAX mostra uno strato superficiale ric-co in ferro e sostanzialmente privo di carbonio.
FFiigg.. 1188.. Foto al microscopio SEM della superficie di una particella di olivina durante una prova conPE, dopo diversi minuti dall’avvio dell'alimentazione del combustibile. L’analisi con EDAX mostra unostrato superficiale ricco di carbonio.

Il Neolite è stato alimentato in 4 marce sperimentali, tutte con olivina, con rap-porto di equivalenza tra 0.22 e 0.33 mentre con gli agglomerati di D3 è stata con-dotta una sola prova che ha confermato quanto già ottenuto con il Neolite.Entrambi i materiali sono risultati gassificabili con discrete prestazioni (Tabella11), producendo un syngas di qualità utile ad applicazioni commerciali, come èdeducibile dalla sua buona energia specifica confrontata con quella dei syngas ot-tenuti da plastiche di livello elevato (Figura 19).
715. I risultati sperimentali
Non si è però avuta l’attivazione della capacità catalitica dell’olivina, che si ri-tiene possa essere stata inibita dalla presenza rilevante in tali agglomerati di me-talli ferrosi e non ferrosi, provenienti dagli imballaggi in alluminio e banda sta-gnata che sono tranciati ed agglomerati assieme a quelli di plastiche eterogenee.Ciò determina una concentrazione di tar nei gas non trascurabile che va trattatacon adeguati sistemi di pulizia a valle del reattore. Il problema non pone difficol-tà tecniche ma necessita di valutazioni economiche specifiche.
Potrebbe essere utile valutare il comportamento di tali materiali usando il va-pore come agente gassificante aggiuntivo ed ancor più interessante sarebbe verifi-care il loro comportamento in co-gassificazione con altri materiali, anche a piùbasso potere calorifico.
5.3. Legno riciclato
Con i pellet di trucioli di legno da imballaggi post-consumo forniti da Rilegnosi sono condotte 8 marce sperimentali, tutte con olivina, di cui 5 usando aria come
FFiigg.. 1199.. Energia specifica del syngas da prove con i diversi combustibili plastici

agente gassificante e 3 usando miscele aria/vapore. Le condizioni operative ed iprincipali risultati sono riportati nella Tabella 12.
Le prestazioni del reattore FluGas con questo materiale sono molto positive.Benché si tratti di un combustibile a basso potere calorifico se confrontato con irifiuti plastici di cui sopra, e benché quindi l’energia specifica ottenibile dal syngassia limitata (Figura 20), esso gassifica con buona efficienza (Figura 21) e senzaprodurre tar (Figura 22). Risulta quindi particolarmente adatto alla produzione dienergia elettrica, ad esempio attraverso impiego del syngas in motori endotermici.
Si sono effettuate anche alcune prove a più bassa velocità di fluidizzazione edaltre con l’aggiunta di vapore all’aria come agente gassificante. I risultati indica-no che:
72 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFiigg.. 2200.. Energia specifica del syngas da prove con legno riciclato e con i combustibili plastici
FFiigg.. 2211.. Efficienza termica delle prove con legno riciclato e con i combustibili plastici
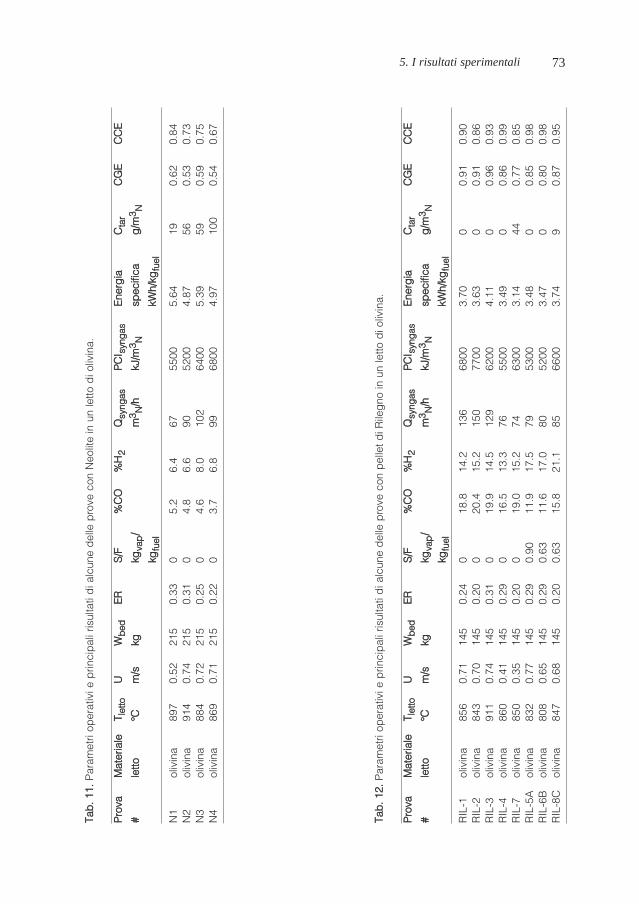
735. I risultati sperimentali
PPrroo
vvaaMM
aatteerr
iiaallee
TT lleett
ttooUU
WWbb
eeddEERR
SS//FF
%%CC
OO%%
HH22
QQssyy
nnggaass
PPCCII ss
yynngg
aassEE
nneerrgg
iiaaCC
ttaarr
CCGG
EECC
CCEE
##llee
ttttoo°°CC
mm//ss
kkggkkgg
vvaapp
//mm
33 NN//hh
kkJJ//mm
33 NNsspp
eecciiffii
ccaagg
//mm33 NN
kkggffuu
eellkkWW
hh//kkgg
ffuueell
N1
oliv
ina
897
0.52
215
0.33
05.
26.
467
5500
5.64
190.
620.
84N
2ol
ivin
a91
40.
7421
50.
310
4.8
6.6
9052
004.
8756
0.53
0.73
N3
oliv
ina
884
0.72
215
0.25
04.
68.
010
264
005.
3959
0.59
0.75
N4
oliv
ina
869
0.71
215
0.22
03.
76.
899
6800
4.97
100
0.54
0.67
TTaabb
.. 1111..
Par
amet
ri op
erat
ivi e
prin
cip
ali r
isul
tati
di a
lcun
e d
elle
pro
ve c
on N
eolit
e in
un
letto
di o
livin
a.
PPrroo
vvaaMM
aatteerr
iiaallee
TT lleett
ttooUU
WWbb
eeddEERR
SS//FF
%%CC
OO%%
HH22
QQssyy
nnggaass
PPCCII ss
yynngg
aassEE
nneerrgg
iiaaCC
ttaarr
CCGG
EECC
CCEE
##llee
ttttoo°°CC
mm//ss
kkggkkgg
vvaapp
//mm
33 NN//hh
kkJJ//mm
33 NNsspp
eecciiffii
ccaagg
//mm33 NN
kkggffuu
eellkkWW
hh//kkgg
ffuueell
RIL
-1ol
ivin
a85
60.
7114
50.
240
18.8
14.2
136
6800
3.70
00.
910.
90R
IL-2
oliv
ina
843
0.70
145
0.20
020
.415
.215
077
003.
630
0.91
0.86
RIL
-3ol
ivin
a91
10.
7414
50.
310
19.9
14.5
129
6200
4.11
00.
960.
93R
IL-4
oliv
ina
860
0.41
145
0.29
016
.513
.376
5500
3.49
00.
860.
99R
IL-7
oliv
ina
850
0.35
145
0.20
019
.015
.274
6300
3.14
440.
770.
85R
IL-5
Aol
ivin
a83
20.
7714
50.
290.
9011
.917
.579
5300
3.48
00.
850.
98R
IL-6
Bol
ivin
a80
80.
6514
50.
290.
6311
.617
.080
5200
3.47
00.
800.
98R
IL-8
Col
ivin
a84
70.
6814
50.
200.
6315
.821
.185
6600
3.74
90.
870.
95
TTaabb
.. 1122..
Par
amet
ri op
erat
ivi e
prin
cip
ali r
isul
tati
di a
lcun
e d
elle
pro
ve c
on p
elle
t di R
ileg
no in
un
letto
di o
livin
a.

– la velocità di 0.7m/s è da preferire, poiché un maggior tempo di permanenzadei gas ha scarsa influenza sulle prestazioni complessive;
– l’aggiunta di vapore aumenta il tenore di idrogeno nel syngas, a causa del mag-gior sviluppo delle reazioni seguenti:CO + H2O ⇔ CO2 + H2 -41 MJ/kmolCH4 + H2O ⇔ CO + 3 H2 +206 MJ/kmolCnHm + n H2O ⇔ nCO + (n + m/2) H2 Endotermica
ma ciò non si traduce in una maggiore energia specifica (Figura 23) o migliore ef-ficienza termica (Tabella 12) a causa della maggiore presenza di anidride carboni-ca formatasi a spese del monossido di carbonio. Dai dati della citata tabella risul-
74 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFiigg.. 2222.. Concentrazione di tar nel syngas da prove con legno riciclato e con i combustibili plastici.
FFiigg.. 2233.. Energia specifica del syngas da prove con legno riciclato con e senza aggiunta di vapore.

ta anche che il rapporto di equivalenza ER va tenuto attorno a valori vicini a 0.30per garantirsi dell’assenza di catrami nel gas prodotto.
5.4. Scarti di pulper
La sperimentazione con i scarti di pulper dell’industria cartaria ha presentatoqualche difficoltà di alimentazione per due motivi. Innanzitutto, i pellet di scarti dipulper tendono a rigonfiarsi durante lo stoccaggio, il che ha costretto a ripellettiz-zarli appena prima della loro immissione nel reattore. Inoltre, essi hanno, come ri-sulta dalla Tabella 5, una bassa densità di bulk (250kg/m3) ed un basso potere ca-lorifico (meno di 19000kJ/kg). Queste caratteristiche determinano elevate portatevolumetriche di alimentazione con rischio di impaccamento. Per rendere più resi-stente e pesante il pellet si è mescolato allo scarto di pulper un 20% in peso di oli-vina così da ottenere una più agevole alimentazione all’impianto.
Con tali pellet si sono condotte 3 prove sperimentali. Benché esse siano sicu-ramente poche per potersi esprimere compiutamente sulla convenienza della gas-sificabilità di tali materiali, i risultati riportati nelle Figure 24-27 e nella Tabella 13sono sicuramente i meno buoni tra quelli ottenuti. Valutazioni più affidabili po-trebbero però essere fornite solo a valle di una campagna di prove più ampia, com-prensiva anche di marce che impieghino aria arricchita. Un’altra possibilità inte-ressante è quella della co-gassificazione, cioè un processo di gassificazione con-dotto alimentando gli scarti di pulper assieme a materiali di più alto potere calori-fico, come alcuni dei rifiuti plastici esaminati. La letteratura scientifica più recen-te47 e prove condotte da AMRA sui reattori di scala pre-pilota suggeriscono di va-lutare concretamente questa soluzione.
5.5. CDR da rifiuto urbano e da imballaggi alimentari
Il CDR da rifiuto urbano ha una bassa densità di bulk (260kg/m3) ma un buonpotere calorifico (più di 26000kJ/kg). Per poterlo alimentare si sono preparati, an-che in questo caso, dei pellet mescolati con olivina (per un 20% in peso) e con ta-li materiali si sono condotte 3 marce sperimentali.
Le Figure 24-27 e la Tabella 14, che comprendono anche i risultati ottenuti conil combustibile derivato da imballaggi alimentari, indicato come PDF, mostrano labuona gassificabilità e le buone prestazioni, soprattutto in termini energetici, di en-
755. I risultati sperimentali
47 Pinto F., Lopez H., André R.N., Gulyurtlu I., Cabrata I., 2008. Effect of catalysts in the quality of syngas andby-products obtained by co-gasification of coal and wastes. Fuel 87: 1050-1062.Lapuerta M., Hernandez J.J., Pazo A., Lopez J., 2008. Gasification and co-gasification of biomass wastes. FuelProc.Tech. 89: 828-837.

76 Gassificazione a letto fluido di CDR e imballaggi post-consumo
PPrroo
vvaaMM
aatteerr
iiaallee
TT lleett
ttooUU
WWbb
eeddEERR
SS//FF
%%CC
OO%%
HH22
QQssyy
nnggaass
PPCCII ss
yynngg
aassEE
nneerrgg
iiaaCC
ttaarr
CCGG
EECC
CCEE
##llee
ttttoo°°CC
mm//ss
kkggkkgg
vvaapp
//mm
33 NN//hh
kkJJ//mm
33 NNsspp
eecciiffii
ccaagg
//mm33 NN
kkggffuu
eellkkWW
hh//kkgg
ffuueell
SC
A-1
oliv
ina
821
0.68
145
0.20
08.
38.
810
659
002.
4912
80.
390.
62S
CA
-2ol
ivin
a85
50.
7014
50.
250
6.5
6.9
9948
002.
4490
0.39
0.68
SC
A-3
Aol
ivin
a85
00.
7014
50.
220.
725.
58.
354
4800
2.30
119
0.36
0.61
TTaabb
.. 1133..
Par
amet
ri op
erat
ivi e
prin
cip
ali r
isul
tati
di a
lcun
e d
elle
pro
ve c
on s
cart
i di p
ulp
er in
un
letto
di o
livin
a.
PPrroo
vvaaMM
aatteerr
iiaallee
TT lleett
ttooUU
WWbb
eeddEERR
SS//FF
%%CC
OO%%
HH22
QQssyy
nnggaass
PPCCII ss
yynngg
aassEE
nneerrgg
iiaaCC
ttaarr
CCGG
EECC
CCEE
##llee
ttttoo°°CC
mm//ss
kkggkkgg
vvaapp
//mm
33 NN//hh
kkJJ//mm
33 NNsspp
eecciiffii
ccaagg
//mm33 NN
kkggffuu
eellkkWW
hh//kkgg
ffuueell
CD
R-1
oliv
ina
899
0.73
145
0.34
07.
65.
996
5200
4.54
150.
610.
92C
DR
-2ol
ivin
a89
60.
7314
50.
280
8.7
7.9
100
5700
4.37
430.
590.
81C
DR
-3ol
ivin
a86
90.
7114
50.
230
9.1
9.2
107
6900
4.63
540.
620.
80P
DF-
1ol
ivin
a87
90.
7214
50.
260
11.6
9.9
111
6300
4.25
20 (
6)0.
680.
89P
DF-
2ol
ivin
a91
50.
7414
50.
310
10.9
7.9
102
5000
3.80
13 (
4)0.
610.
90
TTaabb
.. 1144..
Par
amet
ri op
erat
ivi e
prin
cip
ali r
isul
tati
di a
lcun
e d
elle
pro
ve c
on C
DR
da
RS
U e
con
un
PD
F d
a im
bal
lag
gi a
limen
tari
in u
n le
tto d
i oliv
ina.

trambi i combustibili. L’energia specifica (Figura 24) è vicina a quelle delle provecon rifiuti plastici misti ma, rispetto a questi, le prestazioni sono migliori in ter-mini di efficienza termica (Figura 25), concentrazione di idrogeno nel syngas(Figura 26) e contenuto di tar (Figura 27). Quest’ultimo è sempre ad un livello suf-ficientemente basso da poter prevedere che possa essere agevolmente portato a va-lori che consentano l’impiego efficiente del syngas in un motore endotermico, at-traverso l’impiego di un adeguato sistema secondario.
Va inoltre notato che nelle prove con il PDF è stato utilizzato l’analizzatore on-line per la misura dei tar in aggiunta al metodo conservativo che è stato utilizzatoper tutte le altre prove e che è basato sui bilanci elementari. I dati ottenuti sono ri-portati in parentesi nella Tabella 14 ed indicano concentrazioni molto più basse(per circa il 70%) di tar nel syngas ottenuto.
775. I risultati sperimentali
FFiigg.. 2244.. Energia specifica del syngas da prove con tutti i combustibili testati.
FFiigg.. 2255.. Efficienza termica delle prove con tutti i combustibili testati.

5.6. Confronto tra le prestazioni dei diversi combustibilialimentati
I diagrammi riportati dalle Figure 24-27 confrontano le prestazioni dei diversicombustibili da rifiuto al variare del rapporto di equivalenza. Un ulteriore con-fronto è possibile grazie ai dati della Tabella 15 dove sono riportati alcuni para-metri per la stima delle prestazioni del processo, ottenuti nelle stesse condizioni ditemperatura, velocità di fluidizzazione e rapporto di equivalenza.
L’analisi dei dati mostra le notevoli potenzialità di tutti i combustibili derivatida imballaggi plastici e legnosi, anche per applicazioni finali di tipo non energeti-
78 Gassificazione a letto fluido di CDR e imballaggi post-consumo
FFiigg.. 2277.. Concentrazione di tar nel syngas da prove con tutti i combustibili testati.
FFiigg.. 2266.. Concentrazione di idrogeno nel syngas da prove con tutti i combustibili testati.
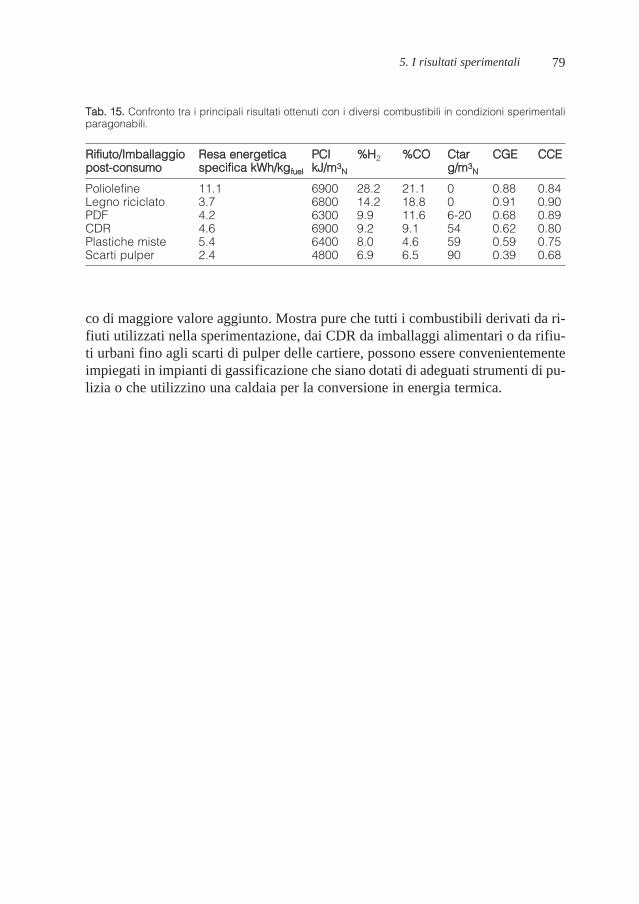
co di maggiore valore aggiunto. Mostra pure che tutti i combustibili derivati da ri-fiuti utilizzati nella sperimentazione, dai CDR da imballaggi alimentari o da rifiu-ti urbani fino agli scarti di pulper delle cartiere, possono essere convenientementeimpiegati in impianti di gassificazione che siano dotati di adeguati strumenti di pu-lizia o che utilizzino una caldaia per la conversione in energia termica.
795. I risultati sperimentali
RRiiffiiuuttoo//IImmbbaallllaaggggiioo RReessaa eenneerrggeettiiccaa PPCCII %%HH2 %%CCOO CCttaarr CCGGEE CCCCEEppoosstt--ccoonnssuummoo ssppeecciiffiiccaa kkWWhh//kkggffuueell kkJJ//mm33
NN gg//mm33NN
Poliolefine 11.1 6900 28.2 21.1 0 0.88 0.84Legno riciclato 3.7 6800 14.2 18.8 0 0.91 0.90PDF 4.2 6300 9.9 11.6 6-20 0.68 0.89CDR 4.6 6900 9.2 9.1 54 0.62 0.80Plastiche miste 5.4 6400 8.0 4.6 59 0.59 0.75Scarti pulper 2.4 4800 6.9 6.5 90 0.39 0.68
TTaabb.. 1155.. Confronto tra i principali risultati ottenuti con i diversi combustibili in condizioni sperimentaliparagonabili.


I risultati riportati mostrano che la sperimentazione sull’impianto FluGas con-sente di acquisire informazioni utili ad operare valutazioni tecniche ed economi-che sulla convenienza del processo di gassificazione o di cogassificazione appli-cato a CDR ed imballaggi post-consumo.
Ulteriori campagne sperimentali mirate possono consentire una comprensionepiù approfondita sugli aspetti di maggiore interesse già trattati ma soprattutto suaspetti ancora da investigare, quali:– le prestazioni del processo di gassificazione nell’esercizio con aria arricchita,
che solo molto recentemente, a causa del costo dell’ossigeno, è stato conside-rato come un’alternativa di interesse per la gassificazione di rifiuti;
– le prestazioni del processo di co-gassificazione, condotto cioè alimentandocontemporaneamente combustibili diversi, al fine di combinare sinergicamen-te le caratteristiche di più rifiuti, di accrescere la flessibilità sull’alimentazionedegli impianti e di rendere conveniente la gassificazione di rifiuti di basso po-tere calorifico;
– il reintegro e la rigenerazione in continuo del catalizzatore esausto, in modo daverificarne l’attività catalitica in prove di lunga durata;
– l’efficienza e la convenienza economica di alcuni metodi secondari di puliziadel syngas;
– l’adattabilità al processo di sistemi di conversione in energia elettrica, qualimotori endotermici o turbine a gas.
La realizzazione di tali campagne, assieme agli approfondimenti scientifici chene deriveranno, consentirà di estendere il know-how già acquisito per la definizionedi criteri di dimensionamento e progetto di sistemi di gassificazione di taglia indu-striale e per l’elaborazione di valutazioni tecnico-economiche di buona affidabilità.
6.Prospettive di sviluppo


Su riviste scientifiche internazionali:1. Arena U., Romeo E., Mastellone M.L. Recursive Operability Analysis of a Pilot
Plant Gasifier, J. Loss Prevention in the Process Industries, 21/1:50-65 (2008).2. Mastellone M.L., Arena U. Olivine as a tar removal catalyst during fluidized
bed gasification of plastic waste, American Institute of Chemical Engineers J.,54:1656-1667 (2008).
3. Arena U., Zaccariello L., Mastellone M.L. Tar removal during the fluidized bedgasification of a plastic waste, Waste Management, 29:783-791 (2009).
In atti di conferenze scientifiche internazionali:1. Arena U., E. Romeo, M.L. Mastellone. Fluidized bed gasification of solid waste:
analysis of possible deviations of main process variables, Proceedings of 19thInt. Conf.on Fluidized Bed Combustion 2006, F. Winter (a cura di), Vienna, 21-24 maggio 2006.
2. Arena U., M.L. Mastellone, The Conai-Amra project in the framework of in-ternational research activities on solid waste gasification, Ambiente: tecnolo-gie, controlli e certificazioni per il recupero e la valorizzazione di materiali edenergie, L. Morselli (a cura di), ISBN 88-387-3686-3, pp. 109-115, Atti diEcomondo, Rimini, 8-11 novembre 2006.
3. Arena U., M.L. Mastellone, L. Zaccariello, Gasification of a plastic waste in apilot fluidized bed reactor, Chem. Eng. Trans., 12:641-646 (2007), Proceedingsof 10th Conf. on Process Integration, Modelling and Optimisation for EnergySaving and Pollution Reduction-PRES’07, Ischia, 24-27 giugno 2007.
4. Arena U., M.L. Mastellone, L. Zaccariello, Gasification of a plastic waste in afluidized bed of olivine, Proceedings of CFB9 – 9th Int. Conf. on CirculatingFluidized Beds, J. Werther, W. Nowak, K.-E. Wirth, E.-U. Hartge (a cura di),ISBN 978-3-930400-57-7, p. 691-696, Amburgo, 12-15 aprile 2008.
7.Pubblicazioni scientifiche
connesse all’attività di ricerca


Allegato 1Journal of Loss Prevention in the Process Industries, 21/1:50-65 (2008)
Allegato 2AIChE Journal, 54: 1656-1667 (2008)
Allegato 3Proceedings of CFB9 – 9th Int. Conf. on Circulating Fluidized Beds, ISBN 978-3-930400-57-7, p. 691-696 (2008)
Allegato 4Waste Management, 29:783-791 (2009)
Allegati


Allegato 1
Arena U., Romeo E., Mastellone M.L.Recursive operability analysis of a pilot plant gasifier
Journal of Loss Prevention in the Process Industries21/1:50-65 (2008)


Allegato 2
Mastellone M.L., Arena U. Olivine as a tar removal catalyst during fluidized bed
gasification of plastic wasteAmerican Institute of Chemical Engineers Journal
54:1656-1667 (2008)


Allegato 3
Arena U., M.L. Mastellone, L. ZaccarielloGasification of a plastic waste in a fluidized bed of olivine
Proceedings of CFB9 – 9th Int. Conf. on Circulating Fluidized BedsJ. Werther, W. Nowak, K.-E. Wirth, E.-U. Hartge (a cura di)
ISBN 978-3-930400-57-7, p. 691-696, Amburgo 12-15 aprile 2008


Allegato 4
Arena U., Zaccariello L., Mastellone M.L.Tar removal during the fluidized bed gasification
of a plastic wasteWaste Management
29:783-791 (2009)


Finito di stampare nel mese di gennaio 2009presso Officine Grafiche Francesco Giannini & Figli S.p.A. – Napoli

Gassificazione a letto fluidodi CDR e imballaggi post-consumo
Un biennio di sperimentazione del progetto di ricerca Amra-ConaiAM
RA
S.c
. a r
.l.
Umberto ArenaMaria Laura Mastellone
ISBN 978-88-89972-10-6 AM
RA
S.c
. a r
.l.U
. Are
naM
.L. M
aste
llone
Gas
sific
azio
ne a
lett
o flu
ido
di C
DR
e im
balla
ggi p
ost-
cons
umo