general technical specification of bhilai steel plant, sail
TRANSCRIPT

TENDER DOCUMENT
NIT No.: DLI/C&E/WI-665/284
FOR
Tender for ‘Design, Engineering, Supply , installation, testing & commissioning of ‘DUST SUPPRESSION PACKAGE AND ASSOCIATED WORKS’ for the project of “Augmentation of Raw Material Handling Receipt and Handling facilities with new OHP Part– B (Package- 061) of Bhilai Steel Plant, (SAIL)”.
VOLUME – 4
General Technical Specification of
Bhilai Steel Plant, SAIL
ENGINEERING PROJECTS (INDIA) LIMITED (A GOVT. OF INDIA ENTERPRISE)
Core-3, Scope Complex, 7, Institutional Area, Lodhi Road, New Delhi-110003
TEL NO: 011-24361666 FAX NO. 011- 24363426

STEEL AUTHORITY OF INDIA LIMITED BHILAI STEEL PLANT
GENERAL SPECIFICATION FOR
PREFFERED MAKES (GS – 13)
MECON LIMITED
RANCHI – 834002
No. MEC/S/1901/11/38/0/00/00/F1889/R2 JULY, 2007

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 1 of 1
GS-13
CONTENTS
SL. NO. DESCRIPTION PAGE
NO. 01 PREAMBLE 1
02 FLUID SYSTEM 2
03 VENTILATION, AIR CONDITIONING AND AIR
POLLUTION CONTROL EQUIPMENT
9
04 HANDLING & HOISTING EQUIPMENT 11
05 REPAIR & MAINTENANCE FACILITIES 16
06 ELECTRICAL 17
07 INSTRUMENTATION 25
08 FIRE PROTECTION SYSTEM 30
09 BOF GCP EQUIPMENT 30
10 INFORMATION SYSTEM 32
11 FLUID SYSTEMS & PIPING ENGG
(LUBRICATION & HYDRAULICS)
34
�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 1 of 37
GS-13
01. PREAMBLE
This document “PREFERRED MAKES OF EQUIPMENT AND SUPPLIES” is a part of the tender specification for various packages of BHILAI STEEL PLANT.
The makes of various equipment and supplies in respect of imported/indigenous equipment/components/materials are listed out in this document. It is essential that the equipment/component/materials to be supplied from imported/indigenous sources by the Tenderer will be of any one of the makes listed against that particular equipment/ component/material in this documents..
In case the Tenderer/ Contractor intends to substitute any particular make of equipment / components/ materials by a make other than that listed in this document, the Tenderer shall clearly bring out the same in his tender along with justification and indicate the alternative makes offered by him. It will be prerogative of the Purchaser to accept or reject the alternative makes so offered.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 2 of 37
GS-13
01 FLUID SYSTEM
01.01 Water Supply Facilities
Sl. No.
Item Description Manufacturers
1 Horizontal Centrifugal Pumps
: Kirloskar Brothers, KSB, Beacon Weir, Khimline, Jyoti, Sintech, Ghaziabad.
2 Vertical Turbine Pumps
: Kirloskar Brothers, Voltas, WPIL, Jyoti,
3 Vertical Wet Pit Type Pumps
: SU Motors, Kishore Pumps, Kirloskar Brothers, KSB.
4 Submersible Pumps : KSB, SU Motors, Kirloskar Brothers, Kishore Pumps, Darling, Beacon Weir.
5 Slurry Pump : Akay, Sam Engg., MBE, KBL, KSB Pumps, WARMAN.
6 Dosing Pump : Shapo Tools, Asia LMI (Madras), Positive Metering Pumps, Toshniwal, Milton Roy India.
7 Cooling Towers : PCTPL, Shri Ram Tower Tech, Gammon, Himgiri, Southern Cooling Tower, BDT, GEA
8 Pressure Filters : Thermax, Ion-Exchange, Resin India, Driplex, Doshion, VA Tech Wabag, UEM, Aquatech
9 Sluice Gates : Jash Engineering, IVPL
10 Travelling Water Screen
: Macmet, Triveni, Otokiln, Mecgale (Nagpur), General Mechanical
11 Sludge Scrapper : Triveni, Neo – Parisrutan, Mata India, Geomiller
12 Fire Hydrants : New Age Industries, Steelage Industires, ASCO, Strumech, Vijay Fire, Zenith
13 Basket Strainers : Filteration Engrs, J.N Marshall, Masturlal Fabrication , ARF Engg, Purolator Filters, ABB, Filters Mfd India
14 Duplex Strainers : Filteration Engrs., Otokiln, Superflo
15 Rubber Dismantling Joints
: BDX, CORI Engineers, D.Wren,
16 Diesel Engine : Cummins/Ashok Layland/Ruston
17 Softening & DM Plant
: Doshi / Resin India / Thermax / Thermax Cullinyan / VA
Tech / Ion Exchange /Triveni / GEA Energy Systems/ Driplex Water Engg, Triveni,
18 R O Plants : UEM India, VA Tech, GEA Energy Systems, Ion Exchange,
Driplex Water Engg, Triveni,
19 Effluent Treatment Plant
: UEM India, VA Tech, GEA Energy Systems, Triveni,
20 Drinking water Treatment Plant
: UEM India, VA Tech, GEA Energy Systems, Driplex Water
Engg , Triveni,
21 Basalt Liners : DEMECH, Vidyut Green Bank, Enviro Abrasian, Garden

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 3 of 37
GS-13
Sl. No.
Item Description Manufacturers
Reach Ship Builders & Engg.
22 Oil Skimmer : JVM Engg.
23 Plate Heat Exchangers
: Alfalaval, GEA Ecoflex, IDMC
24 Surge Tanks : Anup Engg., Zenith Erectors, Haldia., Perfect Engg., Sakthi Hitech
25 C.I. Valves (gate, globe, NRV)
: Kirloskar Brothers, Steam & Mining, IVPL, AV Valves, Shiv Durga, BDK, Fouress.
26 CS Valves (gate, NRV)
: Audco, Fouress, BHEL, Sakhi, KSB, Steam & Mining, BDK, Kirloskar, Virgo
27 Plug Valves : Audco- L&T, Vass Ind., Xomox, Virgo, BDK, Steam & Mining.
28 Ball Valves : Audco, KSB, AL Saunders, Xomox, Virgo, BDK, Virgo ,
29 GM Valves : Leader, Steam & Mining, NECO, Upadhyay Valves, Kalpana Valves
30 Butterfly Valves (Manually & electrically operated)
: L&T, Fouress, Kirloskar Brothers, IVPL, VIRGO, AL Saunders, Steam & Mining, Keystone, BDK, XOMOX.
31 Diaphragm Valves : AL Saunders, Fluid System, BDK , Steam & Mining.
32 Float Valve :
Leader, IVPL, IM Engineers, Steam & Mining.
33 Control Valve : BHEL, L&T, Fouress, IL, MIL Controls, NECO Scharbet, Darling
34 Solenoid Valve : Rotex, Sicmag, Scharder, NECO INDFOS, Eastern Pneumatic, Bluestar, AVCON, ASCO, Mercury
35 Air Release Valve : Shiva Durga, IVPL, IM Engineers, Steam & Mining,
Schroder Duncum, Fluid Line Valves.
36 Pressure Reducing Valve
: JNM, Fouress, Bestobell, IL, Mazda, Nirmal Ind., Forbes
Marshal
37 Strainer/Filter : Otokiln, Superflo, Triveni Plenty, Filter Mfg. Ind., Purolator,
Filteration Engineers
38 Electric Actuators : Beacon Rotork, Auma, Marsh Engineers, Keystone,
Limitorque, Antrieb, IL, Palghat
39 Rotory Pneumatic Actuators
: AL Saunders, Xomox, EL-O-Matic, Virgo, L&T, Flocon,
Precision Processing Equipt. Co.
40 Hoses : Aeroflox/Markwel/Senior Flexonics, Inalsa, Teksons
41 Pipes a) MS/GI : SAIL/TATA/Jindal/Zenith/Man/SAW/Surindra/Welspun/Prakesh
b) DI : Electro Steel Casting
42 RCC Pipes & Fittings
: SUR Industrial Pipes, Hind Ceramics, Indian Hume Pipes, Daya Cuncrching.
43 HDPE Pipes & : EMCO, KWH Heliplastic Polyolefins, Oriplast

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 4 of 37
GS-13
Sl. No.
Item Description Manufacturers
Fittings
44 PVC Pipes & Fittings
: Oriplast, Finolex, Bharat Pipe & Fittings, Supreme Industries.
45 SS Pipes / SS Fittings
:
Heavy Metal Tubes, Nobel Tubes, Rajendra Mech. Ind., Vitrag, SAIL, Poonam Enterprises, N.L.Hazra, M.S.Fittings
46 Seamless, Stainless Steel Pipes/Tubes
:
Choksy Tubes, MJ Patel, Nagardas Kanji, Poonam Enterprises, Sandulk Asia, Noble Tubes, Allied Steel, SAIL, Maharastra Seamless (P) Ltd,
47 Fittings for the above Pipes/Tubes
:
EBY Ind., High-Tech, Hydro technic, Hydro-Air Engg., Project Toolings, Shivananda, M.J.Patel, Nobles Tubes, Allied Steel, Poonam Enterprises, N.L.Hazra, M.S.Fittings
48 Wrapping & Coating for pipes
: Rustech Products, HOTACO, IWL, M P Tar Products
49 Chemical Dosing System
Hindustan Dorr Oliver, Tellabs Chemicals, Chembonddrewtreat ltd., NALCO
01.02 Valves For Fuel Gas, Steam, Nitrogen, LPG & Compressed Air Facilities
Item Description Manufacturers
C.I. Valves for Fuel Gas & Compressed Air (gate, globe, NRV)
: Kirloskar Brothers, GM Dalui, Steam & Mining, H.Sarker, IVPL, AV Valves, Leader, Associated tooling, BDK, Kalpana Valves
CS, FS, SS Valves for Steam, Feed Water, & LPG (Gate, Globe, NRV)
: L&T (Audco Div), Fouress, BHEL, KSB, GM Dalui, Leader, BDK, NECO, Associated Tooling, Hawa Egr., Vass Ind, Advance Valves, Kalpana Valves
CI, CS, SS & FS Plug Valves
: Vass Ind., Xomox, Virgo, BDK, Leader, Steam and Mining, GM Dalui, H.Sarkar, Audco
Ball Valves :
Audco, Vass Ind, KSB, BDK, Microfinish, Niton,AL Saunders, Xomox, Virgo, United Engineers, Steam & Mining, Hi-Tech B.Valves
GM Valves :
Bombay Metals, GM Dalui, Leader, NECO, Kalpana Valves

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 5 of 37
GS-13
Butterfly Valves :
Audco, Fouress, Kirloskar Brothers, IVPL, Inter Valve, Virgo, AL Saunders, Keystone, BDK, Leader, AVC Engg., Crowley & Ray, Xomox, Tyco, Hi-Tech.
Diaphragm Valves :
AL Saunders, Fluid System, Leader, BDK, Xomox, Steam & Mining
Pressure Control Valve/Pressure Reducing Valve
:
JNM, Fouress, Bestobell, IL, Mazda, Nirmal Ind., Vanaz, Kosan Metal, Vass Ind., RK Control, Fluid Line, Forbes Marshal, Leader.
Large Diameter Goggle Valve
:
Audco, Fouress, Cimmco, L&T
Fabricated Gate Valves :
Fouress, Cimmco, BECO, Beekay, L&T, Kalpana Valves
Safety Relief Valve (Pressure relief Valves)
:
BHEL, Keystone, Bliss Anand, L&T (Audco Div.), Sempell, Fainger, Leser Valves (P) Ltd., IL, Anderson, Kosan.
02.03 Miscellaneous Gas Facility & Compressed Air Equipment
Item Description Manufacturers
Oxygen Acetylene & LPG Manifolds
:
Kamrup Industrial Gases, INOX, Titan Engg., BOC, Ramba Hydrogen, Asiatic Oxygen
SS Bellows Expansion Joints
:
Flexican, Flexatherm, SURR Ind., Pressel (Cuttack), BD Engr., Eludyne Engr., SPB, SEPL, PEBI, Lonestar, GBM Mfg., TI Flexible Tube.
Centrifugal Gas Booster :
Andrew Yule, TLT, James Howden (U.K), Donkin (U.K), Hibhen
Twin Lobe Type Booster :
Skoda, CKD Kompressors, MD Pneumatics, Demag Delavl, Bryan Donkin Sulzer, Oil & Gas Plant Engg., (Tuthill), Kay International

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 6 of 37
GS-13
Gas/Air Compressors :
Ingersoll Rand, Atlas Copco, KG Khosla, Kirloskar Pneumatic, Chicago Pneumatic, Mannesman Demag, Eliat, Cooper, Sulzor, Corken (USA)
Hoses :
Flexican, Gaytri Industrial Corpn., Inalsa, Teksons, Sudeep Industries, Markwell
Valves for Oxygen Services:
Item Description Manufacturers
1. Non-Ferrous:
For Isolation :
Bestobell (UK), ETH IRELAND (France), RT Orseal (UK), Truflo (Belgium), Worcestor Controls (UK),
Quick Sheet-off Valve : Bestobell (UK), ETH IRELAND (France), RT Orseal (UK), Truflo (Belgium), Worcestor Controls (UK), Moorco, SEBIM
Pressure Control Valve (PCV) &
Flow Control Valve (FCV)
: SEVERN (UK), NELES SECK GLOKON (UK), IL (Palghat)
Solenoid Valve : AVCON, SEITZ, ROTEX, ASCO
Safety Relief Valve (SRV) : KUNKLE (USA), KEYSTONE (USA), BROADY (UK), MOORCO, SEBIM, IL (Palghat)
Pressure Regulators (Self regulating with pressure gauge)for Oxygen
: ESAB, BOC, Speciality Gases, Kamrup Industrial Gases, Venaz Engineers, Nirmal Ind.
2. Stainless Steel (SS)
(manual)
: Precision Engg., BDK, Niton, Akay, Leader, Audco, Sakhi & Co., KSB
POWER & ENERGY

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 7 of 37
GS-13
Item Description Manufacturers
Air Drying Uuit :
Chemech, Cleanair, Delair, Indcon, Mellcon, Mirch Mirex, Gasoenergy System Pune.
Condensate Pumps :
KSB, BHEL, Kirloskar Brothers, Mather & Platt, Khimline, Sigma
Ejector :
BHEL, Weigand, Newfield, Mazda
Trap & Strainer for Compressed Air & Steam
:
Uniklinger, ESCO, JNM, Dryton Greaves, Forbes Marshall, Hawa Engrs., Mazda
Actuators
Electrical
:
AUMA India, Beacon Rotork Controls, Continental Profiles, Emtork Actuators, Limitorque
Pneumatic
:
Marsh Engg., Keystone, IL, Massoneilan, EL-O-MATIC, Virgo, AL Saunder, L&T, Flocan
Heat Exchanger
(Shell & Tube Type)
:
BHPV, Kaveri, Texmaco, Thermax, Babcock & Wicox, Parkair Engg., Rhine, Universal Heat Exchanger, Godrej, L&T, GEI Godavari, Patel Air Temp., Hindustan Radiaton
Control Valves :
Blue Star, Fouress Engg., IL, JNM, Mazda, Forbes Marshall
Pressure Vessel & Tanks :
Beekay Engg., BHPV, ISGEC, Kaveri Engg., TSL, Lloyds Steel, Mukand, Parkair Engg., Grasim Industries, Anup Thermal System, Texmaco, SV Tank, Grasim Industries, Hyderfuel Industries.
Thermal Insulation :
Hyderapad Industries, Lloyds Insulation, Rockwool, Thermax Heat Tracers, U.P. Twiga Fibreglass.
Suction Filters :
FMI, KAAF, L&T, Flakt, Autokiln Filter, GEC Alsthom, Filtration Engr., ARF Engg., ABB, Dyna Filter, Purolator Filters, GM Dalui

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 8 of 37
GS-13
02.04 Pipes & Fittings for Water Supply, Gas Facilities, Steam and Compressed Air Facilities.
Item Description Manufacturers
SW/SAW, ERW/EFW MS Pipes
:
SAIL, BHEL, TISCO, Jindal, Ajanta, Zenith, Saw Pipes, Welspun, Man Industries, Surindra Engg., Maharastra Seamless, Indian Seamless, BST, Advance Steel, Good Luck, Indus Tubes, Mukat, Lloyds, Poonam Enterprises, Soor Neogi Koumar.
SS Pipes / SS Fittings :
Heavy Metal Tubes, Nobel Tubes, Rajendra Mech. Ind., Sterling Supply Agency, Vitrag, SAIL, Poonam Enterprises, N.L.Hazra, M.S.Fittings
Seamless, Stainless Steel Pipes/Tubes
:
Amardeep Steel, Choksy Tubes, MJ Patel, Nagardas Kanji, Poonam Enterprises, Sandulk Asia, MEC Tubes, Nagardas & Kusai, Noble Tubes, Allied Steel, Kamlesh Tube, Menilal & Bro, Uday Tubes, SAIL, Maharastra Seamless (P) Ltd, Imperial Steel, Soor Neogi Koumar.
Fittings for the above Pipes/Tubes
:
EBY Ind., High-Tech, Hydro technic, Hydro-Air Engg., Project Toolings, Shivananda, M.J.Patel, Nagardas & Kusai, MEC Tubes, Nobles Tubes, Amardeep Steel, Allied Steel, Kamlesh Tube, Menilal & Bros, Poonam Enterprises, N.L.Hazra, M.S.Fittings
RCC Pipes & Fittings :
SUR Industrial Pipes, Hind Ceramics, Indian Hume Pipes, Daya Cuncrching.
HDPE Pipes & Fittings : EMCO, KWH Heliplastic Polyolefins, Oriplast
PVC Pipes & Fittings :
Oriplast, Finolex, Bharat Pipe & Fittings, Supreme Industries.
�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 9 of 37
GS-13
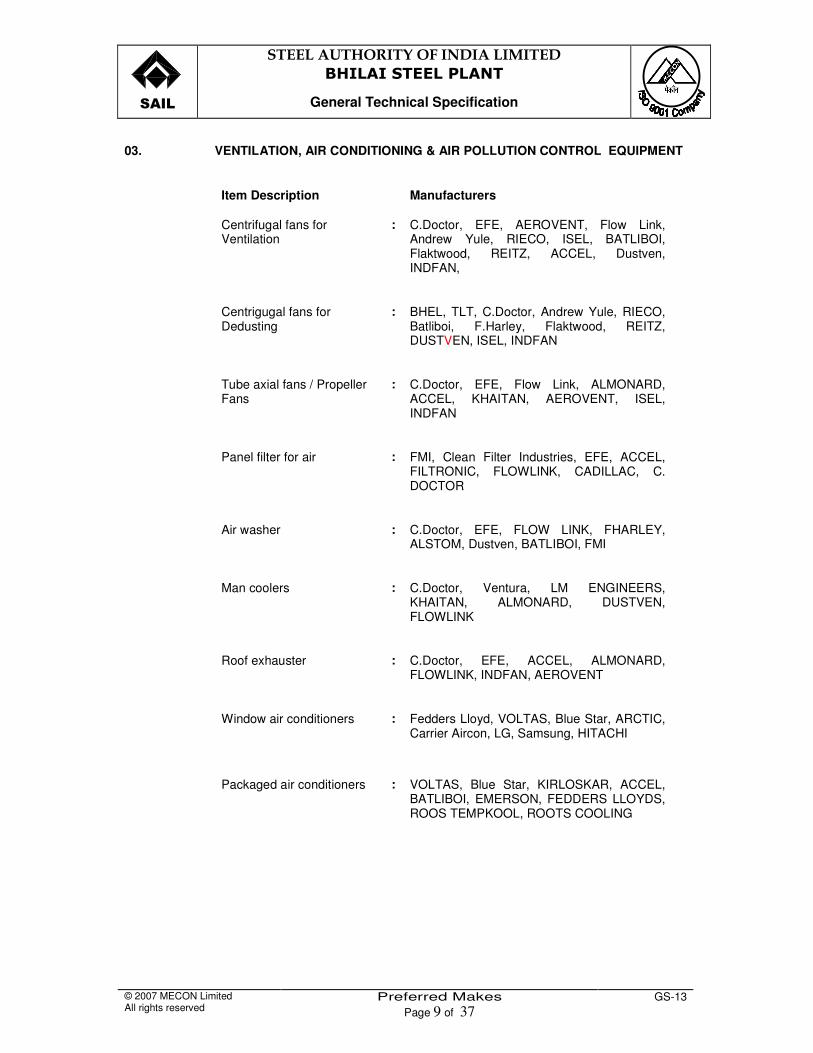
03. VENTILATION, AIR CONDITIONING & AIR POLLUTION CONTROL EQUIPMENT
Item Description Manufacturers
Centrifugal fans for Ventilation
: C.Doctor, EFE, AEROVENT, Flow Link, Andrew Yule, RIECO, ISEL, BATLIBOI, Flaktwood, REITZ, ACCEL, Dustven, INDFAN,
Centrigugal fans for Dedusting
:
BHEL, TLT, C.Doctor, Andrew Yule, RIECO, Batliboi, F.Harley, Flaktwood, REITZ, DUSTVEN, ISEL, INDFAN
Tube axial fans / Propeller Fans
: C.Doctor, EFE, Flow Link, ALMONARD, ACCEL, KHAITAN, AEROVENT, ISEL, INDFAN
Panel filter for air : FMI, Clean Filter Industries, EFE, ACCEL, FILTRONIC, FLOWLINK, CADILLAC, C. DOCTOR
Air washer :
C.Doctor, EFE, FLOW LINK, FHARLEY, ALSTOM, Dustven, BATLIBOI, FMI
Man coolers :
C.Doctor, Ventura, LM ENGINEERS, KHAITAN, ALMONARD, DUSTVEN, FLOWLINK
Roof exhauster :
C.Doctor, EFE, ACCEL, ALMONARD, FLOWLINK, INDFAN, AEROVENT
Window air conditioners :
Fedders Lloyd, VOLTAS, Blue Star, ARCTIC, Carrier Aircon, LG, Samsung, HITACHI
Packaged air conditioners :
VOLTAS, Blue Star, KIRLOSKAR, ACCEL, BATLIBOI, EMERSON, FEDDERS LLOYDS, ROOS TEMPKOOL, ROOTS COOLING

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 10 of 37
GS-13
Item Description Manufacturers
Packaged chillers :
VOLTAS, Blue Star, ALSTOM, Batliboi, ACCEL, FEDDERS LLOYD, KIRLOSKAR, PNEUMATIC
Air handling units :
VOLTAS, BLUE STAR, ALSTOM, BATLIBOI, PATELS AIR TEMP, ROOTS COOLING
Cooling towers :
PAHARPUR, MIHIR, ADVANCE, GAMMON INDIA, Southern Cooling Towers Ltd., SHRIRAM TOWER TECH.
Refrigerant compressors : VOLTAS, SHRIRAM, ACCEL, BLUE STAR, , Atlas Copco, Kirloskar, HITACHI
Cyclones :
THERMAX, RIECO, ALSTOM, C.DOCTOR, F.HARLEY, Dustven, EFE
Multicyclones : THERMAX, ALSTOM, C. DOCTOR, BATLIBOI, RIECO, F.HARLEY, EFE
Bag filters
(Cap – 10,000 m3/h to 80, 000 m3/h)
: THERMAX, ALSTOM, ANDREW YULE, RIECO, C.DOCTOR. F.HARLEY, Dustven, BATLIBOI, FMI
Bag filters
(Cap –Above 80,000 m3/h)
:
ALSTOM, RIECO, THERMAX, VAI, Dustven, BATLIBOI
Wet scrubbers :
ALSTOM, THERMAX, BATLIBOI, RIECO, C.DOCTOR, F.HARLEY, EFE, SOIL & ENVIRO SYSTEM
Venturi scrubbers :
BATLIBOI, THERMAX, RIECO, ALSTOM, Dustven
Electrostatic precipitators :
ANDREW YULE, THERMAX, BHEL, VOLTAS, ABB, VAI
Insulation TWIGA, LLOYDS, BAKELITE HYLAM, MALANPUR ENTECH
Valves for air conditioning : DANFOSS, HONEYWELL, BLUE STAR
Vibration isolators : DUNLOP, EMERALD
Centrifugal horizontal pumps
:
KSB, BEACON WEIR, VOLTAS, KIRLOSKAR
Horizontal split casing pumps
:
VOLTAS, BEACON WEIR, KSB, KIRLOSKAR

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 11 of 37
GS-13
04. HANDLING & HOISTING EQUIPMENT & COMPONENTS 04.01 Equipment
Item Description Manufacturers
EOT Crane (Up to 10T capacity)
: Armsel, Avon, FAFECO, Mukand, WMI, Anupam, Shivpra, Tubrofurguson
EOT Crane (Up to 50 T capacity)
:
HEC, Jessop, Mukand, Hyderabad Ind. Ltd., WMI, FAFECO, Unique, Anupam
EOT Crane (Above 50 T capacity)
: Jessops, HEC, Mukand, FAFECO, Unique, WMI, .
Underslung Cranes (Upto 5t only)
: Armsel, Brady & Morris, Shivpra
Electric Hoists : Armsel, Shivpra,WH Brady, Brady & Morris, Grip Engrs., Hi-tech, Century Crane
Transfer Cars : HEC, L&T, Hyderabad Ind., Mukand, Eqipt Engrs, ELECON, TRF
Chain Pulley Blocks & hand operated travelling cranes.
: Armsel, Century Cranes, Brady & Morris, Light Lift Ind., Hi-tech, MR Engg. Lifting Equipment
Shunting Winch : Beekay, HEC, Armsel, Century Cranes, Nirmal Equipments, Mining & MH Equipment, Cyclo transmission
Jib Crane : Brady & Morris, Century Cranes, Hi-tech, Grip Engrs., Elite, Light Lifting, Armsel
Crawler Mounted Mobile Crane
: TIL, Hyderabad Industries, TATA-P&H
Excavator/ Shovel : TIL, HEC, Hyderabad Industries, BEML
Elevator/Lift : OTIS, OMEGA, Kone, ECE

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 12 of 37
GS-13
04.02 Mechanical Components/ Equipment
Item Description Manufacturers
Hooks : Herman Mohta, Free Trading Corporation, Steel Forgings & Engg..
Flexible / Geared coupling : Hicliff, Concord, Wellman, GBM, Alliance, New Allenbery Works,Elecon,
Wire rope : Bharat Wire Rope, Orion Ropes, Usha Martin
Bearings for Cranes : SKF, FAG
Bearings for other equipment
: SKF, FAG, Tata Timken, Asian Bearings, NRB,MBM
Oil Seals : Vaco Oil Seals, Rubber Equipment & Engg. Sealjet India (Pune), Sealpack, Champion Seals
Lubrication Fittings : Lubcon, AFMC, Prakash, Lincoln
Lubricating Systems : AFMC, Prakash, Grindwell Norton, Lincoln Helios
Gear box : New Allenburry, Greaves Cotton, ELECON, Shanti Gears, Flender, AR Engg, Kirloskar,I.C.
Hydraulic Systems : Vickers Sperry, Yuken, Manesmann, Rexroth, Hugglands Denison-Parker
Hydraulic Coupling : Fluidomat, Ghatge Patil, VOITH, Prembrill
Centrifugal blowers : REITZ, Flaht Wood, James Howden (UK) Burners : Stein Heurtey, Techint, LOI, Weswan North
American, Ecllpse, Hotwork Recuperators : Eastern Equipment, GEFFI (Germany)
SAFMAT (France), North American Minnt. Co. Thermal Transfer Corporation (USA)
�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 13 of 37
GS-13
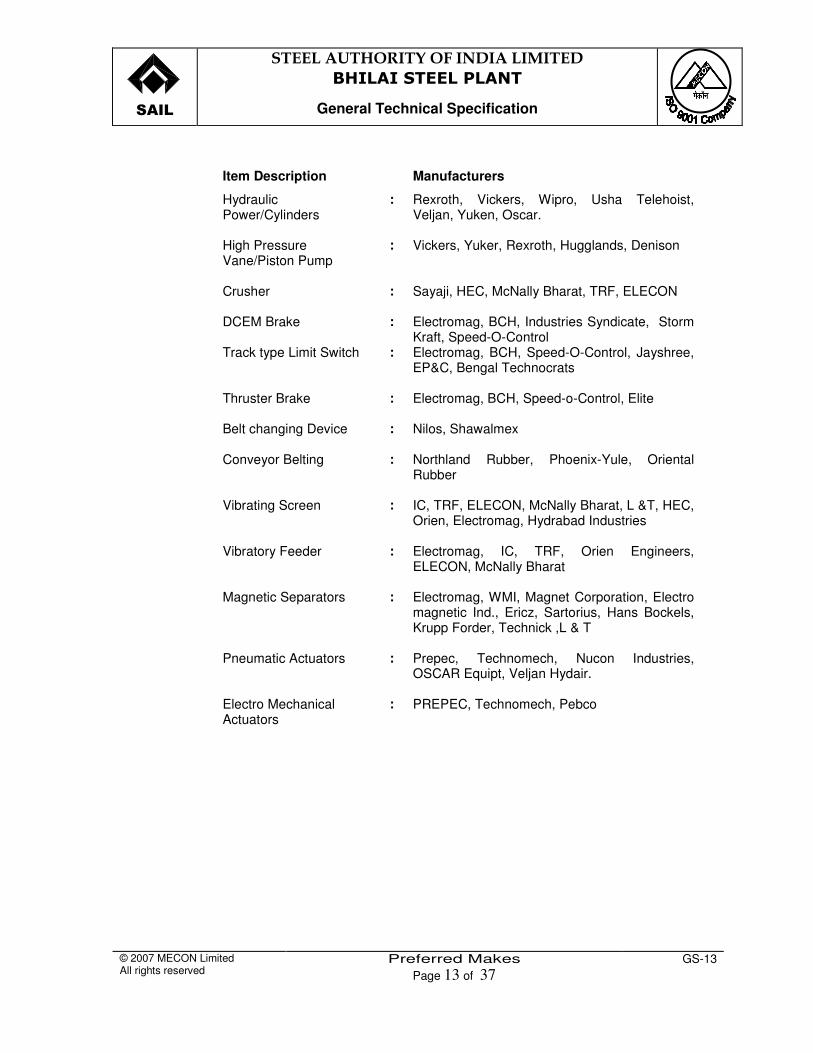
Item Description Manufacturers
Hydraulic Power/Cylinders
: Rexroth, Vickers, Wipro, Usha Telehoist, Veljan, Yuken, Oscar.
High Pressure Vane/Piston Pump
: Vickers, Yuker, Rexroth, Hugglands, Denison
Crusher : Sayaji, HEC, McNally Bharat, TRF, ELECON
DCEM Brake : Electromag, BCH, Industries Syndicate, Storm Kraft, Speed-O-Control
Track type Limit Switch : Electromag, BCH, Speed-O-Control, Jayshree, EP&C, Bengal Technocrats
Thruster Brake : Electromag, BCH, Speed-o-Control, Elite
Belt changing Device : Nilos, Shawalmex
Conveyor Belting : Northland Rubber, Phoenix-Yule, Oriental Rubber
Vibrating Screen : IC, TRF, ELECON, McNally Bharat, L &T, HEC, Orien, Electromag, Hydrabad Industries
Vibratory Feeder : Electromag, IC, TRF, Orien Engineers, ELECON, McNally Bharat
Magnetic Separators : Electromag, WMI, Magnet Corporation, Electro magnetic Ind., Ericz, Sartorius, Hans Bockels, Krupp Forder, Technick ,L & T
Pneumatic Actuators : Prepec, Technomech, Nucon Industries, OSCAR Equipt, Veljan Hydair.
Electro Mechanical Actuators
:
PREPEC, Technomech, Pebco

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 14 of 37
GS-13
Item Description Manufacturers
Rubber liner : TEGA, Kaveri
Polymer liner :
TEGA, Kaveri
Polyethelene liner :
Kaveri, Tega
Polyurethane liner :
Kaveri, Tega
Cast Basalt liner :
DECCAN, Enviro Abrasion
Belt Scraper/ Belt Cleaner
: Hosch Equipment, Vinar IDC, Kaveri Macmet, Hindustan Udyog Ltd., Karam Chand Thapper, Cobit Engg, Elecon, TRF, Promac, BMH Concare
Belt Switches : Jayshree, PROTO CONTROL, EPC Bin Vibrator :
Electromag, Electromagnetic Industries, IC
Samplers :
Prisector (UK), Ramsay Engg (USA), Eastmn Crusher, Advanced system sampling (P) Ltd.
Belt Vulcanisers :
Shaw Almex, Nilos India, SV Dattar
Sector Gates, Diverter Gates, Rack and Pinion Gates etc.
:
Vinar, IDC, Macmet, TRF, Precision Processing, Moktali, Holtzman, Mining & Material, Chennai Radha,
Flexowel Conveyors :
METSO, Flexowel
Drag Chain Conveyors :
Moktali Engrs., TRF, Equipt Engrs, Redler India, Enviro Abrasion, Karam Chand Thapar,

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 15 of 37
GS-13
Item Description Manufacturers
Bucket Elevator :
Moktali, Golden Electrical, Hindustan Udyog, Vinar, Cobit, Shree Conveyor, IDC, Orien, Macmet, Elecon, TRF
Belt Feeder :
Vinar, IDC, HEC, Orien, Macmet, Elecon, TRF, Cobit
Reclaimer :
Metso, L&T, Elecon, TRF, HEC
Stacker :
Metso, L&T, Elecon, TRF, HEC
Stacker – Cum- Reclaimer
:
Metso, L&T, Elecon, TRF, HEC
Wagon Tippler :
L&T, HEC, Elecon, TRF, Metso
Wagon Loader :
L&T, HEC, Elecon, TRF, Metso
Belt Weigh Feeders & Weigh Hopper
:
Kistler – Morse, Sartorius Mechatronics, Transweigh, Avery, Jenson Nicholson
Belt Weigh Scale :
Kistler-Morse, Transweigh, Avery, Sartorius Mechatronics, Jenson Nicholson
Conveyor belt pulleys : Elecon, TRF, McNally Bharat, Macmet, HEC
Conveyor Idlers :
Elecon, TRF, McNally Bharat, Kali, Hindustan Udyog Ltd., Macmet
Pneumatic Handling Equipment
:
TTG, Scorpio
Front – end – loader :
TIL, Hyderabad Industries Ltd.,
Fork-lift-truck :
Godrej, Voltas, TIL

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 16 of 37
GS-13
05. REPAIR & MAINTENANCE FACILITIES
Item Description Manufacturers
Centre Lathe :
HMT, Mysore Kirloskar, HEC
Universal Milling m/c :
HMT, BFW, Batliboi
Shaper :
PAL, P&B, Loyal
Radial Drilling m/c :
HMT, Batliboi, Kerry Jost, HEC
Horizontal Boring m/c :
HMT, HEC, PAL
Submerged Arc Welding Set
: Advani, ESAB, ADOR, Mogora, COSMIC
Welding Rectifier : Advani, ESAB, ADOR, Mogora, COSMIC
Welding Transformer : Advani, ESAB, MEMCO
Universal Tool and Cutter Grinding m/c
: HMT, Praga, Batliboi
Hydraulic Press : BEMCO, P&B, Centerprise
Cast Iron Plate : Jash, Madras Gauge, P&B
Power Hacksaw : ITL, P&B, EIFCO
Column Drilling m/c : HMT, Thakoor, Kerry Jost, EIFCO, Batliboi
Bench Drilling m/c : Accuax, EIFCO, P&B, Thakoor
Double-ended Pedestal Grinder
: Grind Tools, GECO, AMC, P&B
Cylindrical Grinder : HMT, Mysore Kirloskar, ELP
Tools & Tackles : P&B, Mekaster, Centerprise, Ally
Measuring Tools and Gauges
: P&B, Bombay Tools
Garage Equipment : ELGI, USHA, WAP, P&B
Oiling & Greasing : ELGI, P&B

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 17 of 37
GS-13
06. ELECTRICAL
The list of acceptable makes for various electrical and automation equipment is given below. A ) POWER DISTRIBUTION EQUIPMENT
SL. NO.
EQUIPMENT PREFERRED MAKES
1. TRANSFORMERS
a) DISTRIBUTION TRANSFORMER (OIL TYPE) (11 or 6.6/0.433 KV)
ABB / AREVA / / CGL / BHEL / BHARAT BIJLEE / VOLT AMP/ KIRLOSKAR /INTRA VIDYUT /
b) DRY TYPE TRANSFORMER
INTRA VIDYUT / VOLTAMP / KEC
2. 11kV / 6.6KV ISOLATOR A BOND STRAND / S&S,MADRAS / HIVELM / SIEMENS / DREISCHER-PANICKER.
3. 415V SWITCHBOARD SIEMENS / L&T / GE POWER / SCHNEIDER
4. LT BUSDUCT STARDRIVE / C&S / PCE / ECC / BRIGHT ENGINEERS/ VIDHYUT CONTROL
5. BATTERY
a) NICKEL - CADMIUM AMCO / HBL NIFE
b) VALVE REGULATED LEAD ACID MAINTENANCE FREE BATTERY (VRLA)
HBL NIFE / AMARARAJA / EXIDE
c) BATTERY ( PLANTE) HBL NIFE / AMARARAJA / EXIDE
6. BATTERY CHARGER/ DCDB
CHHABI / HBL NIFE/ CALDYNE / AMARA RAJA / KIRLOSKAR
7. PROTECTIVE RELAYS AREVA / ABB / SIEMENS/ER
8. AUXILIARY RELAYS ABB / ER / SIEMENS / AREVA
9. HEAT SRINKABLE CABLE JOINTING KITS/ STRAIGHT THROUGH JOINTS (H.T)
RAYCHEM / DENSON / M-SEAL
10. METER (ANALOGUE TYPE)
IMP / AE / MECO / SECURE METERS / CONZERV / L&T / RISHAV
11. CURRENT TRANSFORMERS
ABB / SILKANS / INSTRANS / PRAGATI / IMP/ AE / KAPPA / PRAYOG / SIEMENS / L&T
12. POTENTIAL TRANSFORMER
ABB / BHEL / SILKANS / PRAGATI / IMP / KAPPA / PRAYOG /SIEMENS / ABB / INDOCOIL / PRECISION

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 18 of 37
GS-13
SL. NO.
EQUIPMENT PREFERRED MAKES
13. 11KV/ 6.6KV CABLES ASIAN CABLES (RPG) / CCI / UNIVERSAL / NICCO / POLYCAB / HAVELLS
14. DIGITAL TYPE MULTIFUNCTION METER
CONSERVE / L&T / SECURE / ER / RISHAV
B ) LT PANELS , DRIVES , AUTOMATION & CONTROL ACCESSORIES.
SL.NO. SUB GROUP MAKES
1. MCC (NON DRAW OUT)
SCHNEIDER / L&T / SIEMENS / GEPOWER
2. POWER DISTRIBUTION BOARD (PDB)
HINDUSTAN CONTROL / VENUS / SIEMENS / ABB / L&T / GEPC / HAVELLS
3. CONTROL DESK &POST
HINDUSTAN CONTROL / POWER & PROTECTION / ECC / VENUS / BCH / HAVELLS / GEMCO
4. LOCAL CONTROL STATION (LCS)
HINDUSTAN CONTROL / POWER & PROTECTION / ECC / VENUS / BCH / HAVELLS / GEMCO
5. LIGHTING DISTRIBUTION BOARD MLDB, SLDB
HINDUSTAN CONTROL / POWER & PROTECTION / ECC / VENUS / GEPC / BCH
6. VVVF AC DRIVE ABB / ROCKWELL AUTOMATION / SIEMENS / VACON / SCHNEIDER / L&T
7. SOFT STARTER ROCKWELL AUTOMATION / ABB / SCHNEIDER / SIEMENS
8. PROGRAMMABLE LOGIC CONTROLER (PLC)
ABB ( 800 XA) / GE-FANUC ( PAC Rx7i) / ROCKWELL AUTOMATION (CONTROLOGIX) / SIEMENS (S7 SERIES)
9. UNINTERRUPTED POWER SUPPLY (UPS)
TATA LIBERT (EMERSON) / GE / FUJI / DB ELECTRONICS
10. LT AC MOTOR (SQ. CAGE)
ABB / BHARAT BIJLEE / CGL / KIRLOSKAR ELECTRIC ALSTOM / SIEMENS
11. LT AC MOTORS (CRANE DUTY)
ALSTOM / KEC / CGL / SIEMENS
12. HT AC MOTOR BHEL / ABB / CGL / SIEMENS / KIRLOSKAR ELECTRIC / ALSTOM / WEG / GE
13. LT AC GEARED KIRLOSKAR ELECTRIC / POWERBUILD / NEW ALLEN
�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 19 of 37
GS-13
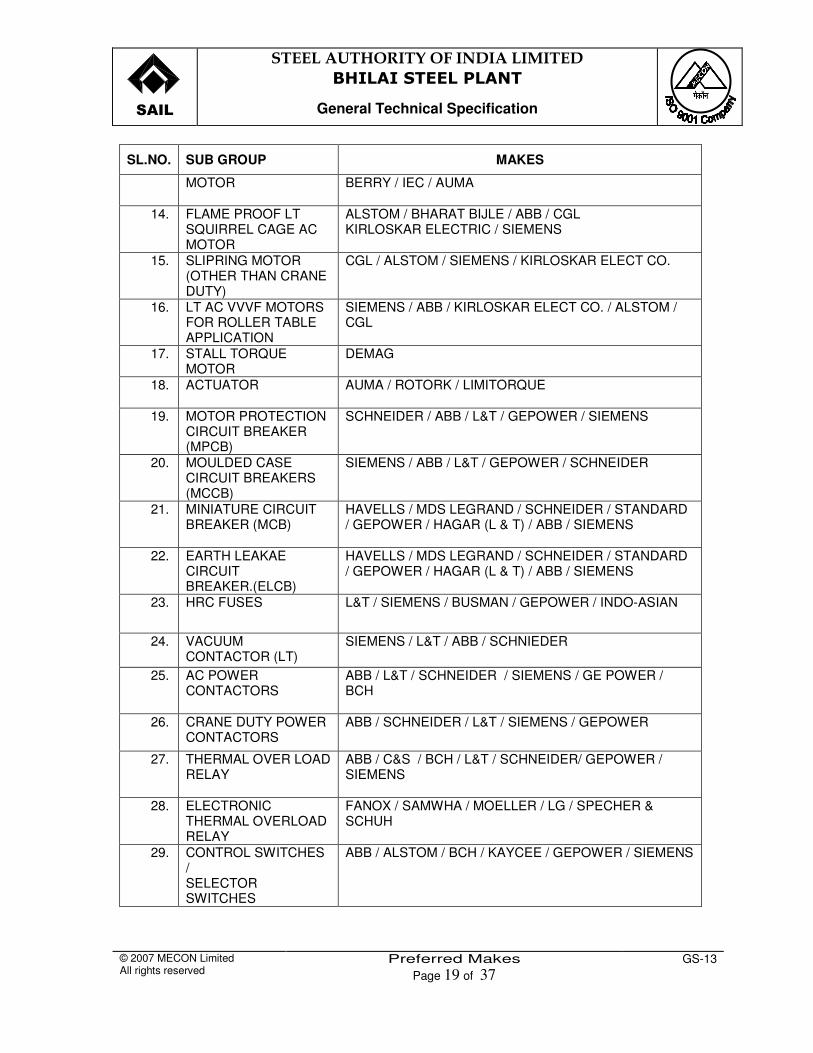
SL.NO. SUB GROUP MAKES
MOTOR BERRY / IEC / AUMA
14. FLAME PROOF LT SQUIRREL CAGE AC MOTOR
ALSTOM / BHARAT BIJLE / ABB / CGL KIRLOSKAR ELECTRIC / SIEMENS
15. SLIPRING MOTOR (OTHER THAN CRANE DUTY)
CGL / ALSTOM / SIEMENS / KIRLOSKAR ELECT CO.
16. LT AC VVVF MOTORS FOR ROLLER TABLE APPLICATION
SIEMENS / ABB / KIRLOSKAR ELECT CO. / ALSTOM / CGL
17. STALL TORQUE MOTOR
DEMAG
18. ACTUATOR AUMA / ROTORK / LIMITORQUE
19. MOTOR PROTECTION CIRCUIT BREAKER (MPCB)
SCHNEIDER / ABB / L&T / GEPOWER / SIEMENS
20. MOULDED CASE CIRCUIT BREAKERS (MCCB)
SIEMENS / ABB / L&T / GEPOWER / SCHNEIDER
21. MINIATURE CIRCUIT BREAKER (MCB)
HAVELLS / MDS LEGRAND / SCHNEIDER / STANDARD / GEPOWER / HAGAR (L & T) / ABB / SIEMENS
22. EARTH LEAKAE CIRCUIT BREAKER.(ELCB)
HAVELLS / MDS LEGRAND / SCHNEIDER / STANDARD / GEPOWER / HAGAR (L & T) / ABB / SIEMENS
23. HRC FUSES L&T / SIEMENS / BUSMAN / GEPOWER / INDO-ASIAN
24. VACUUM CONTACTOR (LT)
SIEMENS / L&T / ABB / SCHNIEDER
25. AC POWER CONTACTORS
ABB / L&T / SCHNEIDER / SIEMENS / GE POWER / BCH
26. CRANE DUTY POWER CONTACTORS
ABB / SCHNEIDER / L&T / SIEMENS / GEPOWER
27. THERMAL OVER LOAD RELAY
ABB / C&S / BCH / L&T / SCHNEIDER/ GEPOWER / SIEMENS
28. ELECTRONIC THERMAL OVERLOAD RELAY
FANOX / SAMWHA / MOELLER / LG / SPECHER & SCHUH
29. CONTROL SWITCHES / SELECTOR SWITCHES
ABB / ALSTOM / BCH / KAYCEE / GEPOWER / SIEMENS

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 20 of 37
GS-13
SL.NO. SUB GROUP MAKES
30. PUSH BUTTONS BCH / L&T / SCHNEIDER / SIEMENS / GEPOWER
31. TIMERS/TIME DELAY RELAY
ABB / BCH / L&T / GEPOWER / SIEMENS / EAPL
32. AUXILIARY RELAYS ABB / BCH / L&T / SCHNEIDER / GEPOWER / SIEMENS
33. MASTER CONTROLLER
EPCC (KAKKU) / SCHNIEDER / SIEMENS / STROMKRAFT / TELEMECHANIQUE
34. LIMIT SWITCHES BCH / EPCC (KAKKU) / AG MECHANIC / ESSEN GEPOWER / JAIBALAJI / SCHNEIDER / SIEMENS
35. PULL CORD SWITCHES
EPCC (KAKKU) / AG MECHANIC / TELEMECHANIQUE / JAYSHREE ENTERPRISES / STROMKRAFT / PROTO CONTROL
36. BELT SWAY SWITCH EPCC (KAKKU) / AG MECHANIC / TELEMECH / JAYSHREE ENTERPRISES / STROMKRAFT / PROTO CONTROL
37. GRAVITY TYPE LIMIT SWITCH
EPCC (KAKKU) / STROMKRAFT / KAYCEE
38. ROTARY LIMIT SWITCH
EPCC (KAKKU) / AG MECHANIC ENTERPRISE / SCHNEIDER / TELEMECH
39. PROXIMITY &PHOTO ELECTRIC SENSORS
ROCKWELL / SCHNIEDER / SIEMENS/ OMRON / SICK / DELTA / LINE & LINDE / TELEMECHANIQUE
40. PULSE ENCODER HUBNER / HEIDENHEIN / ROCKWELL AUTOMATION (ALLEN BRADLEY) / LEONARD BAUR GERMANY / SICK (GERMANY)
41. INDICATING LAMP LED TYPE
SIEMENS / L&T / BINAY / ESSEN / BCH / VAISHNO
42. HOOTER / BUZZER / BELL / SIRENS
EPCC (KAKKU) / KHERAJ
43. SOLID STATE ANNUNCIATOR
ADVANI OERLIKON / AREVA / APLAB/ CONTROL & DYNAMICS / DIGICON INSTRUMENTATION LTD. / L&T / MINILEC
44. TEMP. SCANNER ADVANI OERLIKON / ECIL / INSTRUMENTATION LTD. / MASIBUS / PYROTECH / SIEMENS
45. LAMPS BAJAJ / CROMPTON GREAVES / GE LIGHTING / PHILIPS / OSRAM / SIGMA
46. LIGHT FITTING (FIXTURES)
BAJAJ / CROMPTON GREAVES / GE LIGHTING / PHILIPS

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 21 of 37
GS-13
SL.NO. SUB GROUP MAKES
COMPLETE WITH ALL ACCESSORIES EXCEPT LAMP.
47. LIGHTING WIRE (PVC) CCI / DELTON / FINOLEX / NICCO / UNIVERSAL
48. 5A/15A PIANO SWITCH ANCHOR / ELLORA / MDS LEGRAND / PRECISION / HAVELLS
49. FLAME PROOF LIGHT FITTING
GOVAN / BALIGA / FLEXPRO / SUDHIR / CEAG / FCG / SIGMA
50. EXHAUST FANS CGL / KHAITAN / BAJAJ
51. CEILLING FANS CGL / KHAITAN / HAVELS
52. PERSONAL COMPUTER
HP / DELL. / LENOVO / IBM
53. LAP TOP/ NOTEBOOK IBM / HP / LENOVO / DELL
54. HRC FUSE (SEMICONDUCTOR PROTECTION)
BUSMANN / JE MULLER / FERRAZ / GEPOWER / SIEMENS
55. ELECTRONIC WEIGHING SYSTEM
ABB / SARTORIOUS / SANMAR / SCHENK / TRANSWEIGH / KELK
56. PVC POWER CABLES (LT)
CCI / UNIVERSAL / NICCO / RPG CABLES (ASIAN) / POLYCAB / FINOLEX / TORRENT / HAVELLS
57. PVC CONTROL CABLES
CCI / LAPP / NICCO / RPG CABLES (ASIAN) / UNIVERSAL / POLY CAB / FINOLEX / TOSHNIWAL / DELTON
58. HEAT RESISTANT CABLES (EPR/CSP & SR)
CCI / LAPP / NICCO / RPG CABLES (ASIAN) / UNIVERSAL / TOSHNIWAL / DELTON
59. SCREENED CABLES & SPECIAL CABLES
CCI / BELDEN / LAPP / FINOLEX / POLY CAB / NICCO / TOSHNIWAL / DELTON
60. CABLE TERMINATION KITS (XLPE)
MSEAL, 3M / RAYCHEM
61. TERMINAL CONNECTOR
CONNECT WELL / ESSEN-DINKY / PHOENIX / WAGO / LAPP
62. TRAILING CABLES LAPP / CCI / UNIVERSAL / ASIAN / NICCO
63. WELDING SOCKET BCH / SCHNIDER / BEST & CROMPTON / GEPOWER / HAVELL / JAIBALAJI
64. LIFTING MAGNETS ELECTROMAG / EPCC (KAKKU) / STERLING MAGNETICS / SUPERLIFT
65. POWERPACK FOR MAGNETS
ELECTROMAG / BCH / EPCC (KAKKU)

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 22 of 37
GS-13
SL.NO. SUB GROUP MAKES
66. RESISTORS (CRANE) BCH / ELECTROMAG / AMP CONTROL / EPCC / SIEMENS / RESITECH / NARKHEDGE
67. LT CAPACITORS GEPOWER / ABB / CGL / UNI STAR / BHEL
68. CABLE REELING DRUM
BENGAL TECHNOCRAT, / ELECTRO ZAVOD / ELECTROMAG
69. DC ELECTROMAGNETIC BRAKE
BCH
70. ELECTRO MAGNETIC OVERLOAD RELAYS
BHARAT HEAVY ELECTRICALS LTD / BHARTIA CUTLER-HAMMER LTD / KILBURN ELECTRICALS LTD.
71. OIL DASH POT OVERLOAD RELAYS
KILBURN ELECTRICALS LTD / ELECTROGEAR
72. CONTROL TRANSFORMERS
SIEMENS LTD. / INDCOIL MANUFACTURING CO. / INTRAVIDYUT / AUTOMATIC ELECTRIC LTD. (AE) / INDUSHREE / BHARTIA CUTLER-HAMMER LTD.
73. CRANE CONTROL PANELS
HINDUSTAN CONTROL / ECC / VENUS / MEDITRON / EPCC
C) FIRE DETECTION & ALARM. (F.D.A) SYSTEM
SL.NO.
DEVICES
MAKES
1. INTELLIGENT DETECTORS
( PHOTO ELECTRIC, HEAT, THERMAL) UL /FM / APPROVED
SIMPLEX / NOTIFIER / EDWARDS
2. INTELLIGENT FIRE ALARM CONTEROL PANELS UL /FM / APPROVED
-DO-
3. ADDRESSABLE MANUAL CALL POINTS INCLUDING HAND SETS . UL /FM / APPROVED
-DO-
4. MONITOR MODULES UL /FM / APPROVED
-DO-
5. FAULT ISOLATION MODULE UL /FM / APPROVED
-DO-
6. CONTROL MODULES UL /FM / APPROVED
-DO-
7. UV FLAME DETECTORS UL /FM /APPROVED
PATOL / DETRONICS / SPECTREX

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 23 of 37
GS-13
8. BEAM DETECTORS UL /FM / APPROVED
EDWARDS / NOTIFIER / SIMPLEX
9. IR FLAME DETECTORS SOLAR BLIND EMBER, FIRE UL /FM / APPROVED
ODTI / PATOL / DET-TRONIX / SPECTREX
10. ANALOG LINEAR HEAT SENSING CABLE A) WITH METAL BRAID STEEL/BRONZE,
COPPER B) WITH NYLON BRAID UL /FM / APPROVED
KIDDE / L.G.M / PATOL.
11. DIGITAL LINEAR HEAT SENSING CABLE A) WITH NYLON BRAID B) WITH METAL BRAID STEEL,
BRONZE, COPPER . UL /FM / APPROVED CONTROL UNIT FOR DIGITAL LHS CABLE UL /FM / APPROVED
KIDDE / L.G.M / PATOL
12 VIDEO DISPLAY UNIT INCLUDING CPU, PC, MONITOR, PRINTER ETC.
DELL / HP / HCL / WIPRO / IBM COMPATIBLE.
13 SIREN KHERAJ / BEMCO / TULU 14 CABLES
A: FOR DETECTOR CABLING (I) IMPORTED (II) INDIGENOUS
BELDON / SOUTHWEST / ALPHA FINOLEX / DELTON / UNIVERSAL / NICCO / POLYCAB / FORTGLOSTER / HAVELLS
15 POWER CABLE FINOLEX / DELTON / UNIVERSAL / NICCO / POLYCAB / FORTGLOSTER / HAVELLS
16 SIGNAL CABLE USHA BELTON / HCL / DELTON / VINDHYA TELELINK
17 M.S.CONDUIT AS PER IS-9537-PART-II-1981
NICCO / BHARAT / ZENITH / BEC / CENTURY
18 GI CONDUITS BEC / NICCO / ZENITH 19 ROAD CROSSING G.I PIPES NICCO / TATA / JINDAL

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 24 of 37
GS-13
20 F.D.A SYSTEM SUPPLIERS
1. ELECTRONICS CORPORATION
OF INDIA LTD, 2. TECHNICAL TRADE LINKS PVT.
LTD. 3. GUNNEBO INDIA LTD., 4. MATHER & PLATT PUMPS (I) LTD. 5. M/S AGNICE FIRE PROTECTION
LIMITED. 6. M/S TECHNICO (INDIA) PVT. LIMITED. 7. NOTIFIER. 8. SIEMENS. 9. TECHNO FIRE. 10. NEW FIRE. 11. TYCO FIRE & SECURITY.
21
ELECTRONIC PRIVATE AUTOMATIC BRANCH TELEPHONE EXCHANGE (EPABX) SUPPLIERS
1. M/S INDIAN TELEPHONE INDUSTRIES LIMITED. 2. M/S AVAYA GLOBAL CONNECT LIMITED. 3. M/S SIEMENS LIMITED. 4. M/S ALCATEL. 5. M/S B.P.L TELECOM PVT.
LIMITED. 6. M/S CROMPTION GREAVES LIMITED. 7. ERICSSON.
22 C.C.T.V SYSTEM SUPPLIERS
1. M/S E.C.I.L. 2. M/S NELCO LIMITED. 3. M/S DATAMATICS INFORMATION TECHNOLOGY LIMITED. 4. M/S PHILIPS/BOSCH 5. M/S PELCO

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 25 of 37
GS-13
23
LOUD SPEAKER TALK BACK(LSTB) / LOUD SPEAKER INTERCOMMUNICATION(LSIS) SYSTEMS SUPPLIERS
1. M/S POWER SYSTEMS.
2. PHI-AUDIOCOM.
3.M/S MOTAWANE PRIVATE LIMITED
24 TELEPHONE CABLE SUPPLIERS
1. DELTON CABLES.
2. TELE-LINK NICCO. 3. FINOLEX.
25
FIBRE OPTIC (F.O) CABLE. MOLEX/LUCENT/AMPHINOL/BIRLA ERRICSSON/OPTEL.
26
V.H.F SYSTEM MOTORALA/ YEASU/SIMOCO/ADINO
07. INSTRUMENTATION
Sl. No.
ITEM DESCRIPTION PREFERRED MAKES
A. Field Instruments:
1. Pressure / Differential Pressure gauge : WIKA, Manometer India, A.N. Instruments, Precision Industries, General Instruments, Waaree instruments, Forbes Marshall, Walchandnagar (Tiwac) , Hirlekar (DP gauge)
2. Pressure / Differential Pressure switches.
: Ifm. WIKA, Kasturba (Orion-Ashcroft),Switzer, Indfoss, Vasutech,
3. Pressure / Differential Pressure Transmitters
: Emerson (Rosemount), Chemtrols (Fuji), Honeywell, Yokogawa, Siemens , ABB
4. Temperature gauges : WIKA, Manometer India, A.N. Instruments, General instruments, Waaree instruments, GE gauges, Walchandnagar, Precision Industries.
5. Thermocouple & RTD / thermowell : General Instruments, Nagman Instruments, Toshniwal

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 26 of 37
GS-13
Sl. No.
ITEM DESCRIPTION PREFERRED MAKES
Industries, Tempsens, Pyro-electric Instruments, Industrial Instrumentation, Altop, Waree, Detriv.
6. Temperature Switch : WIKA, Manometer India, A.N.Instruments, General Instruments, Indfoss, Switzer, Vasutech.
7. Temperature transmitter : Emerson (Rosemount), Yokogawa, Honeywell, Siemens, Fuji (Chemtrols,) , ABB
8. Rotameters : Krohne-Marshall, Instrumentation engineers, Trac, Eureka instruments. Chemtrols, Rota Instruments.
9. Orifice Plate & flanges Assembly/ Venturi , Flow nozzle
: Engineering Specialities, Micro-precision, Hydro-pneumatics, Chemtrols-Samil, Instrumentation ltd,
10. DP type Flow / Level Transmitters : Emerson (Rosemount), Chemtrols (Fuji), Honeywell, Yokogawa, Siemens , ABB
11. Flow Switch : Ifm. , Krohne-Marshall, Switzer, Levcon, D.K. Instruments,
12. Electromagnetic flow meter : Yokogawa, Emerson (Rosemount), Krohne-Marshall, Endress & Hauser, ABB.
13. Vortex Flow meter : Emerson(Rosemount), Krohne -Marshall, Yokogawa, Vortex Instruments
14. Mass (coriolis) flow meter Emerson (Rosemount) , Yokogawa, Krohne –Marshall, ABB, Endress & Hauser, Rockwin.
15. Level gauge (magnetic & reflex type) Chemtrol, Levcon Instruments, Pratolina Instruments, Waaree Instruments, Forbes Marshall, Techtrol, Sigma, Asian Industrial Valves & Instruments.
16. Level Switch (Conductivity type) : Chemtrol (Vega), Endress & Hauser, Switzer Instruments, SB Electro-mechanical, Techtrol, Nivo Controls, Level-Tech
17. Level Switch (Capacitance/RF type) : Chemtrol (Vega), Endress & Hauser, Switzer Instruments, SB Electro-mechanical, Techtrol, Nivo Controls, Level-Tech
18. Level Switch (Tuning fork/ Rod type) : Chemtrol (Vega), Endress & Hauser, S.B. Electro-mechanical, ,Nivo Controls
19. Level Switch (Float type) : Emerson,Trac, Chemtrols, Forbes Marshall, D K Instruments, Levcon Instruments, Techtrol , V-Automat, Warree

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 27 of 37
GS-13
Sl. No.
ITEM DESCRIPTION PREFERRED MAKES
20. Level Switch/ Transmitter (Displacer type)
: Emerson, Chemtrols (Eckard), Trac, D K Instruments, Levcon Instruments,
21. Level Switch/ Transmitter (Ultrasonic type)
: Chemtrol (Vega) , Endress & Hauser, Krohne Marshall, Siemens (Miltronics) ,Toshbro controls (Enraf)
22. Level Switch/ Transmitter (Radar type) : Chemtrol (Vega) , Emerson (Rosemount), , Endress & Hauser ,Toshbro controls (Enraf), Krohne- Marshall
23. Level Switch/ Transmitter (Nucleonic type)
: Concord International (Dr. Berthold), Emerson (Kay Ray), ECIL.
24. Level switch (Electro- mech type) : Nivo Controls, Endress & Hauser, S.B. Electro-mechanicals.
25. Control valve : Fisher-Xomox ,Instrumentation Ltd, Dresser Industries (Masoneilan) , Valtek, Samson Controls(Globe type), Forbes Marshall ( Arca ), ABB, Fouress, Tyco valves (Keystone- Butterfly), MIL Controls, Dembla
26. Electrical Actuator : Auma, Limitorque, Marsh, Instrumentation Ltd
( Bernard), Rotork, Keystone.
27. Pneumatic Actuator : Fisher-Xomox , Instrumentation Ltd., Dresser Industries (Masoneilan), Valtek, Samson Controls, ABB, MIL Controls, Forbes Marshall (Arca), Keystone, Virgo, Habonim Vaas..
28. Electro-hydraulic actuator : Reineke, Askania
29. Self- regulating pressure control valve : Samson Controls, Nirmal Industries, Forbes Marshall, Instrumentation Ltd.
30. I/P converters : Shreyas-Barton, Fisher –Xomox, Forbes Marshall (Moore products), Marsh-Bellofram, MIL controls, ABB, Watson –Smith.
31. Pneumatic Positioner, : Instrumentation Ltd., Fisher-Xomox , Dresser Industries (Masoneilan), Samson Controls, Forbes Marshall ( Arca), ABB, Fouress, MIL,
32. Electro- pneumatic positioner Fisher-Xomox, ,Siemens, Dresser Industries (Masoneilan), Samson Controls, Instrumentation Ltd., Forbes Marshall (Arca), ABB, Fouress, MIL controls.
33. Solenoid Valve : Burkert, Herion, Rotex, Schrader-Schovill, Jucomatic, Avcon, .Asco
�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 28 of 37
GS-13
Sl. No.
ITEM DESCRIPTION PREFERRED MAKES
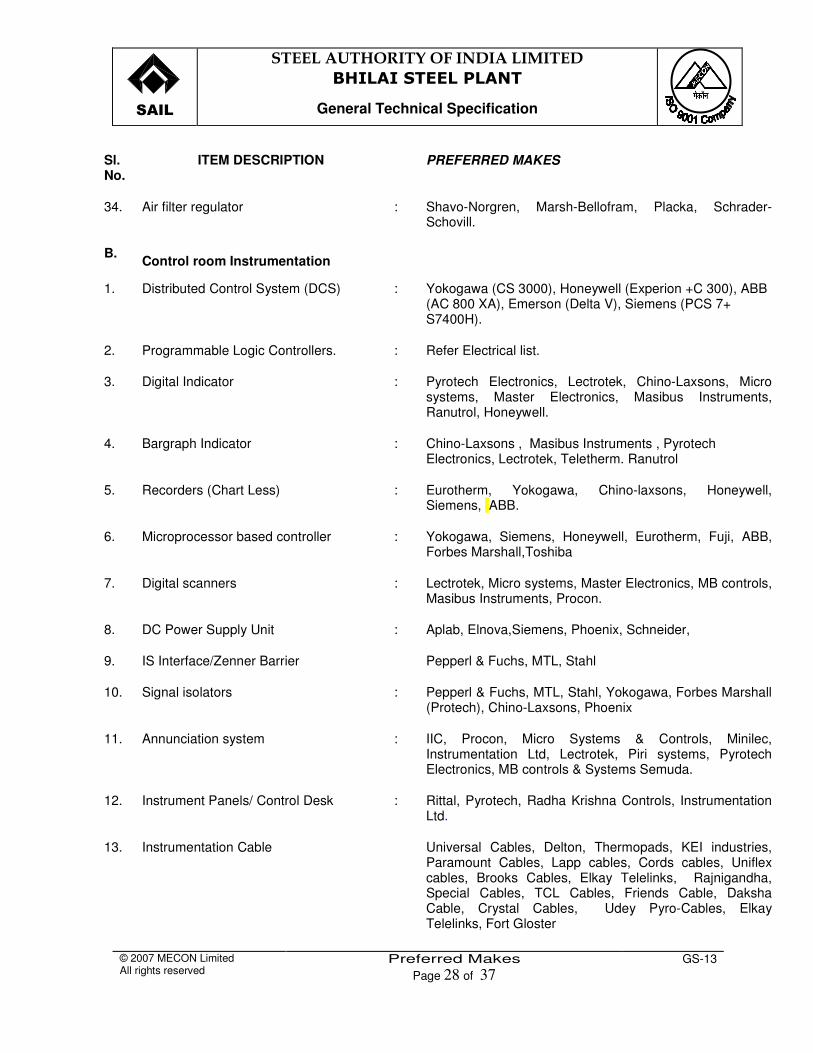
34. Air filter regulator : Shavo-Norgren, Marsh-Bellofram, Placka, Schrader-Schovill.
B. Control room Instrumentation
1. Distributed Control System (DCS) : Yokogawa (CS 3000), Honeywell (Experion +C 300), ABB (AC 800 XA), Emerson (Delta V), Siemens (PCS 7+ S7400H).
2. Programmable Logic Controllers. : Refer Electrical list.
3. Digital Indicator : Pyrotech Electronics, Lectrotek, Chino-Laxsons, Micro systems, Master Electronics, Masibus Instruments, Ranutrol, Honeywell.
4. Bargraph Indicator : Chino-Laxsons , Masibus Instruments , Pyrotech Electronics, Lectrotek, Teletherm. Ranutrol
5. Recorders (Chart Less) : Eurotherm, Yokogawa, Chino-laxsons, Honeywell, Siemens, ABB.
6. Microprocessor based controller : Yokogawa, Siemens, Honeywell, Eurotherm, Fuji, ABB, Forbes Marshall,Toshiba
7. Digital scanners : Lectrotek, Micro systems, Master Electronics, MB controls, Masibus Instruments, Procon.
8. DC Power Supply Unit : Aplab, Elnova,Siemens, Phoenix, Schneider,
9. IS Interface/Zenner Barrier Pepperl & Fuchs, MTL, Stahl
10. Signal isolators : Pepperl & Fuchs, MTL, Stahl, Yokogawa, Forbes Marshall (Protech), Chino-Laxsons, Phoenix
11. Annunciation system : IIC, Procon, Micro Systems & Controls, Minilec, Instrumentation Ltd, Lectrotek, Piri systems, Pyrotech Electronics, MB controls & Systems Semuda.
12. Instrument Panels/ Control Desk : Rittal, Pyrotech, Radha Krishna Controls, Instrumentation Ltd.
13. Instrumentation Cable Universal Cables, Delton, Thermopads, KEI industries, Paramount Cables, Lapp cables, Cords cables, Uniflex cables, Brooks Cables, Elkay Telelinks, Rajnigandha, Special Cables, TCL Cables, Friends Cable, Daksha Cable, Crystal Cables, Udey Pyro-Cables, Elkay Telelinks, Fort Gloster

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 29 of 37
GS-13
Sl. No.
ITEM DESCRIPTION PREFERRED MAKES
14. Thermocouple Compensating Cable : Toshniwal Cables, General Instruments, Paramount Cables, Udey pyro-cables, Cords cables, Brooks, Daksha Cables, Friends Cable.
C. Analytical / Special Instruments
1. Gas analysis Instruments : ABB (H&B), MSA, Emerson, Siemens, Chemtrols (Maihak), Forbes Marshall, Fuji, Beiler & lang (CO-Monitor), Honeywell, Yokogawa.
2. Gas Detectors Beiler & lang (CO-Monitor), Dragger, Oldham, Industrial Scientific Corporation, Detronics.
3. Calorific Value (CV) analyzers : Reineke, Union. Yokogawa
4. Moisture Analyzers (Nucleonic) : Concord International (Dr. Berthold), Emerson (Analytical)
5. ORP/PH/ Conductivity meter / Transmitter
: Emerson (Analytical), Forbes Marshall (Polymetron), Yokogawa, ABB, Ion Exchange, Honeywell.
6. Moisture Sensor & Transmitter : Invensys (Foxboro), Bartec, GE-Panametrics
7. Flame Detector : Honeywell, Durag Instruments
8. Vibration sensors & monitors : Bentley Nevada, Schenck -Avery, Josts Engineering (Bruel & Kjaer), SPM Instruments, , Mechanalysis India (IRD).
9. Positive Displacement meter : Toshbro controls.(Bopp & Reuther), Forbes Marshall ( Moorco products), Liquid Controls, Emerson.
10. Annubar / Flow tube : Emerson, Switzer Instruments.
11. Infrared radiation pyrometer : Land, Chino-Laxsons, Toshniwal (Raytek), Ircon, Nagman (Wahl),
12. Dip lance type Molten metal temperature measurement system & T/C Tips
: Ardee Enterprise ( Electronite) , Ferrotran
13. Slag detection system : Elof Hanson (EMLI), Land.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 30 of 37
GS-13
Sl. No.
ITEM DESCRIPTION PREFERRED MAKES
14. SPM analyser Emerson, Yokogawa, Durag, ABB, Honeywell, Forbes Marshall (Codel).
15. SOx- NOx analyser Forbes Marshall, Emerson, Yokogawa, ABB, Honeywell
08. FIRE PROTECTION SYSTEM 1. Steel pipes - SAIL, ITC, JINDAL, Ajanta, Maharastra
Seamless, Prakash Tubes Gujarat Steel tubes,
2. Steel pipes fittings - Tube Bends, Jindal, Ajanta Shivananda,
EBY Industries. 3. Spray nozzles/Projectors - Laxmi sprinklers, Reliable, Avon, Mather
and Platt, HD Fire. 4. Deluge valves - Mather & Platt, ACE turnkey, Vijay Fire
Protection System Ltd, HD Fire. 5. Outside coating& Wrapping - Llyods/STP for pipes 6. Quartzoid bulb detector - H.D. Fire Protect Co., Mather & Platt, Any other TAC approved make 7. Diesel Engine : Kirloskar-Cummins, Crompton-
Greaves, Ashok Leyland 8. Fire extinguishers : New Fire, VIPL, Zenith, ASCO
Strumech 9. Fixed fire protection system - New Age, Agnice, Vijay Industries& Project , Lloyds

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 31 of 37
GS-13
Insulation, Techno Fire Controls New Fire Engineers 10. Passive Fire protection Llyod, 3M, Vijay System, Signum
09. BOF GCP EQUIPMENTS:-
Following equipment/supplies specific to BOF-Gas Cleaning Plant shall be
manufactured by any of the following vendors listed below:-

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 32 of 37
GS-13
SL. NO. EQUIPMENT VENDOR/MANUFACTURER
1. Hood, Stack and Lance sealing device
ISGEC, ACC-BABCOCK (ABL), BHPVL, L & T
2. Hood traverse carriage, Stack inspection device, Hood bottom closure device
L&T, WMI CRANES, JESSOP, MUKAND
3. Pressure vessels
- Expansion vessel, Mixing drum, Make-up water tank, Sample cooler, Blow-down & drainage expansion tanks and Emergency spray vessel
ISGEC, ABL, BHPVL, TSL, KAVERI ENGG.
4. Additive feeding system BEEKAY, SIMPLEX, MUKAND
5. Gas holder MICCO, SMS-DEMAG, CLAYTON – WALKER
6. Fabricated gas ducts (Dia> 1200 mm), Trestles/Duct Supports, Flare stack structure Walkways/Accesses
BEEKAY, ROURKELA FABRICATION, BHARAT WEST – FALIA, SUBURBAN ENGG., KM UDYOG, OTTO, APV
7. Electrostatic precipitator (wet type)
VOLTAS, OTTO, ORIENT, ANDREW YULE
8. ID fan NEU (France), JAMES HOWDEN (UK), ROTHEMUHLE (Germany), DONKIN (UK), FLAKTWOODS
9. Centrifugal horizontal CW pumps
INGERSOLL, SULZER
Fabricated equipments
- Stack cover plate, Saturator, Hydraulic seal Recycling tank, Convergent/Divergent ducts, Changeover device, Hydraulic non-return valve, Condensate seal pots, Sump cover
NHEC, BHPVL, KCP, BINNY ENGG. WORKS, ABL, ISGEC, OTTO

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 33 of 37
GS-13
- For any other equipment/supplies which are not covered above, the
make/manufacturer’s name shall be mutually agreed between Purchaser /Consultant
and the successful Tenderer.
10. INFORMATION SYSTEM
Preferred Makes for Level-II automation
Server Computers : IBM/HP/SUN Client Computers (PC) : IBM/Lenovo/HP-Compaq/DELL Network Equipment • Active components : CISCO • Passive components : LUCENT/AMP Application software including Process control models : Technology Supplier

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 34 of 37
GS-13
11. FLUID SYSTEMS & PIPING ENGG (LUBRICATION & HYDRAULICS)
PREFERRED MAKE OF ITEMS
SL. NO. ITEM MAKE AREA
1 Piston / Vane Pumps & Hydraulic Motors
Rexroth / Parker / Kawasaki / Eaton Hydraulics
2 Gear Pump Del Pd Pumps (ROTODEL) / Tushaco / Rexroth / Parker / Alfa
Hydraulics / Oil Lubrication
3 Screw Pump IMO / Allwiler / Nortek Hydraulics / Oil Lubrication
4 Centrifugal Pump for Descaling System KSB / Halberg / Wier Descaling
5 Piston Pump for Descaling System Uraca / Wepuko / Hauhinco Descaling
6 Centrifugal Pump (12 Bar & below)
KSB / Kirloskar / Voltas / Mather & Platt / Beacon / Wier Water
7 Submersible Type Sump Pump KSB / Flygt / Grundfos Sump
8 Grease Lubrication System Lincoln Helios / Bijur Delimon / Nortek Grease
9 Oil Lubrication System Lincoln Helios / Shaan Lube Oil Lubrication
10 Air Oil System Rebs / Dropsa / Bijur Delimon / Nortek Air-Oil Lubrication
11 Air Controls Rotex, / Schrader Duncan / Shavo Norgren / Nucon / Ross / SMC / Rexroth / Parker
Pneumatics
12 Hydraulic Proportional Valve Rexroth / Parker / Eaton / Yuken (Japan)
13 Hydraulic System Rexroth / Parker / Eaton / Yuken 14 Hydraulic Control Valve Rexroth / Parker / Eaton / Yuken Hydraulics 15 Hydraulic Servo Valve Moog / Rexroth 16 Manual Valves
16.1 Manual Gate / Globe Valves with & without gear for High Pressure application
KSB / BHEL / AUDCO / BDK
16.2
Manual Gate / Globe Valves with & without for Low Pressure application (16 Bar and Low)
KSB / BHEL / VIRGO / AUDCO / BDK / Fouress / Akay
16.3 Butterfly Valve AUDCO / VIRGO / BDK
16.4 Ball Valve AUDCO / FOURESS / BDK / VIRGO /
16.5 Check Valve (Disc Type) – AUDCO / BDK / FOURESS
Oil Lubrication / Descaling

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 35 of 37
GS-13
SL. NO. ITEM MAKE AREA
Low Pressure
16.6 Check Valve ( Spring Loaded) – Low Pressure AUDCO / BDK / FOURESS
16.7 Check Valve (Spring Loaded) – High Pressure AUDCO / BDK
16.8 Check Valve (Disc Type) – High Pressure AUDCO / BDK
17 Control Valve for oil lubrication system
Forbes Marshall / Samsung / Fisher / RK Controls / Nirmal Industrial Controls
Oil Lubrication
18 Spray Valve for Descaling System Hunt / Elwood Descaling
19 Air Release Valve Upadhyay / Steam & Mining / BDK Water
20 Air / Gas Safety Relief Valve Moorco / L & T / Fainger / Mankenberg Descaling
21 Actuators for operating Valves L& T / Virgo / Rotex / AVCON Oil Lubrication
22 Accumulator with safety shut off block Christie / Hydac / Parker / EPE Hydraulics
23 Accumulator Charging Kit Christie / Hydac / Parker / EPE Hydraulics
24 Accumulator for Descaling System WSR / BHPV / ISGEC Descaling
25 Pressure Filter Hydac / Pall / Internormen / Parker Hydraulics 26 Return Filter Hydac / Pall / Internormen / Parker Hydraulics
27 Basket Filter Internormen / Hydac / Pall / Ball Filters Oil Lubrication
28 Auto Back wash Filter Ball & Kirch, / Hydac / Fluid engineering Descaling / Water
29 Basket Strainer for water Superflo / Hydac / EPE / Internormen / Multitex
Hydraulics / Oil Lubrication
30 HP Compressor Ingersoll Rand / Aerotechnic Coltri Descaling
31 Heat Exchanger Alfa Laval / Indswep / Tranter Hydraulics / Oil Lubrication
32 Level Indicator Switch Sigma / Levcon / Shridhan / Magnetrol / Buhler / Tectral / WEKA / Peneberthy / Kobold
Hydraulics / Oil Lubrication / Descaling
33 Pressure Gauge & Temperature Gauge
A.N. Instruments / H.Guru / Wika / Forbes Marshal / Stauff / Hydac / kobold
Hydraulics / Oil Lubrication / Descaling / Utility Services
34 Pressure Switch Rexroth / Switzer / Hydac / Parker / Dadfoss (Indfoss) / Kobold
Hydraulics / Oil Lubrication / Descaling
35 Differential Pressure Fisher Rosemount / Forbes Descaling

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 36 of 37
GS-13
SL. NO. ITEM MAKE AREA
Transmitter Marshall
36 Thermostat Switzer / Hydac / Stauff / Verma Trafag / Johnson Control / Kobold
Hydraulics / Oil Lubrication / Descaling
37 Differential Pressure Gauge cum Switch Switzer / Danfoss / Indfoss / Hydac
Hydraulics / Oil Lubrication / Descaling
38 Pressure Transmitter Hydac / Forbes Marshall Hydraulics
39 Temperature Transmitter Hydac / Forbes Marshall / Kobold / Johnson Control /
39 Flow Switch Forbes Marshall / Stauff / Kobold / Rockwin / SMC / HYLOC / Flow Mon
40 Flowmeter cum Totaliser Rockwin / Forbes Marshall
Oil Lubrication / Descaling
41 Pipes / Tubes
41.1 Carbon Steel Seamless Pipes / Tubes
Jindal / Ratnamani / Maharashtra Seamless / MJ Patel / Indian Seamless / Gandhi Special Tubes / BHEL
41.2 Stainless Steel Seamless Pipes / Tubes
Jindal / Choksi Tubes / Ratnamani / MJ Patel
41.3 Carbon Steel ERW - SAW Pipes / Tubes
Maharashtra Seamless / MJ Patel / Gandhi Special Tubes / SAIL / Jindal Saw / Ratnamani / Surya Roshni / MAN / Wellspun
Hydraulics / Oil Lubrication / Descaling
42 Pipes / Tubes Fittings
Hyd-air / Hyloc Hydoitechnic / MS Fittings / NL Hazra / Project Tooling Systems / Tube Bend / Parker / AVIT / Zest Technologies
Hydraulics / Oil Lubrication / Descaling
43 Clamps (Polypropylene Clamp, U-Bolts)
Project Tooling Systems / Stauff / Hydair
Hydraulics / Oil Lubrication / Descaling
44 Hose with end fittings Hydrokrimp / Indo-industrial / Hydrolines / Superseals / Parker
Hydraulics / Oil Lubrication / Descaling
45 Flanges Echjay / NL Hazra / MS Fittings Hydraulics / Oil Lubrication / Descaling
46 SAE Flange AVIT / Parker / Hyloc / Stauff Hydraulics
47 Electrical Heater Escorts / Alco / Helios Hydraulics / Oil Lubrication
48 Air Breathers Internormen / Parker / Hydac Hydraulics / Oil Lubrication
49 Portable Filter Unit Internormen / Hydac / Rexroth / Hydraulics

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Preferred Makes Page 37 of 37
GS-13
SL. NO. ITEM MAKE AREA
Parker
50 Contamination Analysis Kit PALL / Hydac / Internorman / Parker Hydraulics
51 Centrifuge Alfa Laval / Westfalia Hydraulics / Oil Lubrication
52 Vacuum Dehydrator Filtervac / Pall / Parker / Nortek Hydraulics / Oil Lubrication
53 Electrostatic Liquid Cleaner KLEENTEK / Ferrocare Hydraulics
54 Mobile Motorised Pump-Motor-Filter Unit for Oil Filling
PALL / Hydac / Internorman / Parker
Hydraulics / Oil Lubrication
55 Chain Pulley Blocks & Hand Operating Traveling Cranes Batliboi / Moris / WH Brady & Co. Hydraulics / Oil
Lubrication
56 Spray Nozzles Lechler / Spraying system Descaling / Gear boxes
57 Nitrogen Booster Station Hydac / Parker Hydraulics 58 Water in Oil detector IMA / Parker / UCC
59 Lubricating oil Indian oil / HP / BP / Castrol / Mobil Exxon
60 Hydraulic oil Indian oil / HP / BP / Castrol / Mobile Exxon
61 Flushing Oil Indian oil / HP / BP / Castrol / Mobile Exxon
62 Grease Indian oil / HP / BP / Castrol / Balmer Lourie
63 Expansion Joint ESBI / STANFLEX / ELAFLEX

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 1 of 51
GS-02
02. GASES AND LIQUID FUELS
02.01. REGULATIONS
The entire interplant and in shop pipelines shall conform to the provisions of relevant Indian statutory regulations, wherever applicable, such as :
- Indian Safety Rules
- Static & Mobile Pressure Vessels Rules
- Indian Petroleum Regulations
- Indian Explosives Manual
- The Carbide of Calcium Rules
- Indian Boiler Regulations
The Contractor shall have to obtain clearance/ approval of all the relevant drawings/ documents from such statutory bodies.
02.02. PIPING LAYOUT
General
Routing and layout of piping system shall be as per good engineering practice. Following factors shall be taken into consideration while designing piping system.
• All functional requirements shall be fully satisfied. • Adequate clearance is provided for equipment and operating personnel. • Easy access for operation and maintenance of piping component. • Convenient supporting points for piping, equipment, valves, etc. • Adequate flexibility for thermal expansion / movements. • Aesthetics and neat appearance.
Pipe Laying for Fuel Gases, Industrial Gases, Liquid Fuels, Compressed Air and Steam
01. The gas pipes installed along building wall should not cross window and door
way. 02. While laying high pressure gas pipes along the walls, the later should be fire-
proof. In doing so, the gas pipes should be laid along solid walls or above the windows of upper floors of plant buildings.
03. When gas pipes are installed along external walls of buildings below window
ways, installation of flange, thread joints and also installation of accessories is not allowed.
04. Gas pipe may be laid along with pipes of water, steam, air, etc. and also with
oxygen on a common support provided conditions stipulated under various clauses are followed.
05. The following conditions shall be observed when installing gas pipes with other
pipes :

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 2 of 51
GS-02
a) Additional pipes on existing gas pipes will be allowed to be laid only with the permission of concerned plant personnel.
b) In each case, the gas pipes and supporting structures shall be checked
with due consideration for additional loads and practical state of the metal structure of gas pipes.
c) When installing with pipes carrying corrosive fluids they shall be kept at
least 500 mm below or by the side of the gas pipe at a distance of 500mm.
If flange joints are provided on pipes carrying corrosive liquids, it is necessary to mount protective baffle plate against falling of corrosive liquids on gas pipes and their supports.
d) The associated gas pipes at the places on gas pipes where valves and
other devices are mounted, should be kept at a minimum 800 mm distance from the main pipe.
e) Drainage of the associate pipes should be laid to one side at a distance
so that condensate does not fall on gas pipes/ its accessories, supporting structures and their elements, etc.
06. The branch line should generally be installed outside building along roof wall.
Branch line having diameter less than 500 mm may be laid inside shop building. 07. Branch line from gas main entering into building through building wall should
pass through casings. Internal clearance between casing and pipe should be suitably filled up, wherever required.
08. Gas branch line from gas main passing through roof covering should have
circular opening. For this purpose, a circular opening should be made on roof and a taper hood should be provided on the branch line above the roof for protection from rain.
09. Shop headers (except headers of By-product Plant) should be mounted at a
height having minimum ground clearance of 4500 mm, when laying them outside the building wall.
10. Layout of gas consuming units in various shops should be such that it is
possible to bring the gas pipes above ground. 11. Gas pipes of coke oven, natural gas and also their mixtures with blast furnace
gas may be installed in channels and casings, in the region of gas supply to furnace and other consuming units.
The following conditions should be observed for this purpose :
a) Clearance between wall and bottom should be at least 400 mm, and for gas pipes of 200 mm and below clearances should not be less than the gas pipe diameter.
b) Installation of flanges, threaded joints and accessories (except accessories for
removal of condensate on a pipeline) is not allowed when it is laid in a channel. The number of welds on such gas pipes should be restricted to a minimum.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 3 of 51
GS-02
c) Installation of gas pipes with air pipes to gas consumer units is allowed to be laid in channels.
d) Channels with gas pipes should not cross other channels, In case, it is
unavoidable, air tight tie-plate should be made and gas pipe should be placed in casing. Ends of casing should be taken out beyond the limit of tie-plate by 300 mm at both ends.
e) Channels should have provisions for natural ventilation. 12. Gas pipes in buildings should be located at places convenient for servicing,
inspection and repair. It is not allowed to lay gas pipes at places where there are chances of damage due to shop transport.
13. For gas lines installed in hot zone, it is recommended to provide protection
against overheating of gas pipes. 14. It is allowed to fasten gas pipes to frames of furnaces, boilers and other units
provided these frames are checked for strength by calculations. 15. Gas pipes are not allowed to pass through buildings producing or having
materials liable to explode or burn and building of power distributing devices and substations and ventilation chambers and through buildings, in which gas pipe may be damaged by intensive corrosion.
16. Gas pipes should not cross ventilation doors, air exhauster, flue pipes and also
gas pipes should not be installed in insufficiently ventilated space and in underground buildings.
17. Installation of high pressure gas pipes below main working platforms of shops is
not permitted. 18. Gas pipes along bridges should be made of seamless pipe and laid in the open
at a horizontal distance of one metre from ends of pavements for passing of people and it should be within reach for servicing. Supporting elements of the bridge should be accordingly checked for loads from gas pipes. Laying of gas pipes in channels of bridges is not allowed. All welding joints of gas pipes in the area of their attachment to bridge should be radiographed.
19. Gas pipes passing through walls, ceilings, and other structures of buildings of
construction shall be encased in a steel pipe having inside dia at least 50 mm more than that of the oxygen pipe. The Gas pipe shall have no joints in the section at such crossings. The gap between the gas pipe and the outer pipe shall be filled with non/inflammable material, but allowing vertical and horizontal movement.
20. The laying of moist fuel gas pipelines shall be as per IPPS: 1-06-014-95 21 Pressure pipe work for gases and liquid fuels generally shall be routed
overhead. All overhead interplant pipe work to be routed such that they will have a minimum clearance of 6.0m between bottom of supporting structures / pipes and road / railway track. The pipelines laid over hot tracks shall have a minimum clearance of 10.0m. In case, protective shields are used in these places, this clearance may be reduced to 6.0m. Buried pipes, wherever laid, shall be provided with a minimum earth covering of 1200mm in areas subject to

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 4 of 51
GS-02
temporary loads and minimum earth covering of 1000mm in areas not subject to temporary loads, unless otherwise specified.
22. For the pipelines laid on roof, the distance from the external edge of the pipe to
the roof shall be at least 0.5m. 23. All shop headers, except for gravity fluids, shall be generally routed along
columns in multiple rows at a height 4 to 6m above floor level. The connections to equipment shall be taken through suitable covered floor trenches for shops at ground floor and for basements, for elevated operating floors, the equipment pipe work connection may be taken below the floor level. All isolated single pipe connections to equipment shall be buried in the flooring / equipment foundations. Pipe work from basement and oil cellars to main equipment shall be routed in pipe tunnels / trenches with adequate spacing for easy maintenance. All pipe trenches shall be covered by chequered plate or by concrete slabs.
24. The bleeder pipes for purging lines and other exhaust pipe work shall be routed
upward along columns / gable ends and / or walls to a minimum height of 4,000mm above the roof level / platforms.
25. For the gas pipelines laid along the building walls, the clearance between the
gas pipelines and the wall shall be adopted so as to ensure the possibility for maintenance of the gas pipelines. The gas pipelines laid on the walls must not cross the window and door openings.
26. Branch pipes from the headers to the building through walls and the roof shall be
encased. 27. Gas pipelines shall be earthed. When laid under the high voltage lines, a
protective sheet guarding shall be provided above the gas pipelines. The guarding shall be earthed. The earthing resistance must be not over 10 ohm.
28. Platforms, access ladders, hand railing, etc. shall be provided for operation and
maintenance of valves, instruments and controls. Manholes and hatches shall be provided for access inside the gas pipelines.
29. At all the places of regular maintenance (gate valves, throttle valves, orifice
plates, hatches, manholes, bleeders, etc.) if located at a height of over 2.5m from the maintenance level, provision shall be made for stationary platforms with the railings and stairs / ladders.
30. To ensure the condensate drainage, the gas pipelines shall be laid with a
gradient of about 0.005 towards the water drains. Condensate drains shall be equipped with bleeders. Necessary water pipe work for condensate seal pot shall be provided. 31. Flash back arrestors shall be provided in each section of the pipe work for
acetylene and LP gas to prevent flame propagation or pressure surges. They may be of hydraulic / cartridge type flash back arrestors or back pressure valves.
32. All branch pipes from main header shall be connected through a hydraulic arrestor.
�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 5 of 51
GS-02
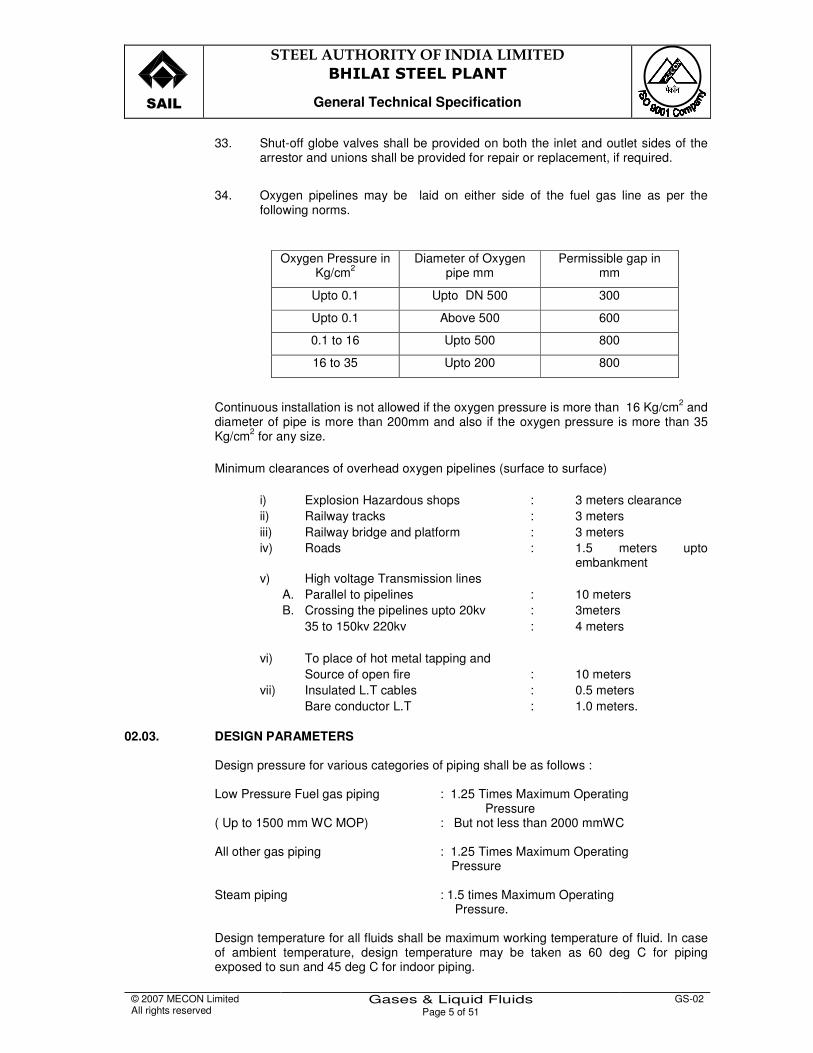
33. Shut-off globe valves shall be provided on both the inlet and outlet sides of the arrestor and unions shall be provided for repair or replacement, if required.
34. Oxygen pipelines may be laid on either side of the fuel gas line as per the following norms.
Oxygen Pressure in Kg/cm2
Diameter of Oxygen pipe mm
Permissible gap in mm
Upto 0.1 Upto DN 500 300
Upto 0.1 Above 500 600
0.1 to 16 Upto 500 800
16 to 35 Upto 200 800
Continuous installation is not allowed if the oxygen pressure is more than 16 Kg/cm2 and diameter of pipe is more than 200mm and also if the oxygen pressure is more than 35 Kg/cm2 for any size.
Minimum clearances of overhead oxygen pipelines (surface to surface)
i) Explosion Hazardous shops : 3 meters clearance ii) Railway tracks : 3 meters iii) Railway bridge and platform : 3 meters iv) Roads : 1.5 meters upto
embankment v) High voltage Transmission lines
A. Parallel to pipelines : 10 meters B. Crossing the pipelines upto 20kv : 3meters
35 to 150kv 220kv : 4 meters vi) To place of hot metal tapping and Source of open fire : 10 meters vii) Insulated L.T cables : 0.5 meters Bare conductor L.T : 1.0 meters.
02.03. DESIGN PARAMETERS
Design pressure for various categories of piping shall be as follows : Low Pressure Fuel gas piping : 1.25 Times Maximum Operating
Pressure ( Up to 1500 mm WC MOP) : But not less than 2000 mmWC All other gas piping : 1.25 Times Maximum Operating
Pressure Steam piping : 1.5 times Maximum Operating
Pressure.
Design temperature for all fluids shall be maximum working temperature of fluid. In case of ambient temperature, design temperature may be taken as 60 deg C for piping exposed to sun and 45 deg C for indoor piping.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 6 of 51
GS-02
Flow rate for design purpose shall be taken as peak flow rate for the respective section. In case of branches to individual consumers, peak flow rate for the consumers shall be considered. For common branches and main headers, peak flow rate based on consumption pattern/ diversity factor may be used for pipe sizing. Future augmentation of flow rate for common piping shall also be taken into consideration for pipe sizing.
02.04. SELECTION OF PIPE SIZE
• Pipelines shall be sized by limiting the gas velocity in the pipeline as per Table
02-01. • Peak flow rate based on the distribution pattern shall be considered for sizing of
pipes. • Sizing shall be based on actual flow rate at worst combination of parameters i.e.
lowest pressure and highest temperature. • In case recommended velocity is dependant on diameter range, after initial
sizing, velocity should be re-checked and if required size should be recalculated. • Nearest higher standard pipe size shall be selected after calculation. For critical applications, pipe sizes should be re-checked after pressure drop calculations and availability of required pressure at consumer point. If required pipe size may be increased to meet the pressure drop criteria.
TABLE 02-01
RECOMMENDED VELOCITIES IN CARBON STEEL PIPES
A : Low Pressure Fuel Gases
Gas Velocity, m/sec (maximum) Sl. No
Nominal Pipe Dia – (mm) BF & BOF Gas CO Gas,
Natural Gas Mixed BF & Corex Gas
Remarks
1 20 – 80 2 2 2 2 100 - 250 3 - 4 4 – 5 4 –5 3 300 – 500 5 - 6 6 – 7 5 – 7 4 600 – 800 6 – 7 7 – 8 7 - 8 5 900 – 1200 8 - 10 9 – 12 8 – 11 6 1300 – 2000 11 - 18 13 – 20 12 – 19 7 > 2000 20 - 25 23 - 28 21 - 27
B : Medium Pressure & High Pressure Gases
Medium Pressure Range (kgf/cm2 g)
Gas Velocity, m/sec (maximum) Remarks
Up to 6 8 –10 See Note 1 6 - 16 12 – 16
Nitrogen, Argon, Compressed Air, Instrument Air 16 - 40 Up to 20
Up to 16 12 See Note 2 Oxygen 16 - 40 8
LPG Up to 3 8 Acetylene Up to 1.2 8 Up to DN 25 Liquid Fuels All Pressures 1.5

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 7 of 51
GS-02
C : FOR STEAM
Average Velocity, m/sec Sl. No Fluid Condition Up to
DN 50mm DN 50 to
DN 150mm DN 200mm and above
Remarks
1 SATURATED AT SUB-ATMOSPHERIC PRESSURE
- 10 – 15 15 – 20
2 SATURATED AT 1 TO 7 Kgf/cm2 (g)
15 – 22 20 – 33 25 – 43
3 SATURATED ABOVE 7 Kgf/cm2 (g)
15 – 25 20 – 35 30 – 50
4 SUPERHEATED UPTO 7 Kgf/cm2 (g)
20 – 30 25 – 40 30 – 50
5 SUPERHEATED ABOVE 7 TO 35 Kgf/cm2 (g)
20 - 33 28 – 43 35 - 55
Steam piping network comes under the purview of IBR and thickness calculation shall be carried-out as per stipulations indicated in IBR and approval of CIB shall be obtained.
02.05. EXPANSION AND FLEXIBILITY.
All Pipe work shall be designed to provide sufficient flexibility against thermal expansion to prevent development of undesirable forces and moments at points of connection to equipment, at anchorage or at guide points. As far as possible, flexibility shall be provided by planning route with change of direction or by the use of bends, loops or off-sets. Whenever self-compensation can not be achieved by pipe routing, provision for thermal expansion shall be made by providing expansion loops or expansion joints as per following criteria:
• U loops shall be provided for all low pressure fuel gas piping up to DN 300 size
and high pressure piping for all sizes. • For high pressure piping, where U-loop is not possible, bellow type expansion
joint shall be provided. Bellow type compensators shall also be provided in low pressure gas lines. While locating the expansion joints following guidelines should be followed:
• Bellow compensators should be located preferably in the center of two fixed points.
• U-Compensators should be located in between two fixed points with variation in
pipe lengths in the ratio of 1:2 (max). • Gland Compensators should be located near the fixed supports to facilitate
smooth functioning. • Bellow and gland compensators shall have flanged connection with pipes

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 8 of 51
GS-02
U-loop Compensator U-loops shall be provided in piping system using elbows/ bends as per piping material specification. U-loops shall be in horizontal plane and loops for many pipes running in parallel may be provided at same location parallel to each other. Loops shall be in the same plane as the pipe route. However, in some cases, where there may be obstruction due to other parallel pipes, U-loop plane may be raised to clear the pipes by providing bends. Loops in vertical plane can be provided in exceptional cases if horizontal loop is not possible due to layout considerations. Provision shall be made in piping for draining of condensate, venting, etc. Bellow Compensator
Bellow type expansion joints shall be made from SS sheet and can be single or multi layer with number of convolutions.
Loads due to Compensators
Loads on anchor points due to bellow compensators shall be considered based on the feed back from supplier / manufacturer.
02.06. VALVES AND MEASURING DEVICES
Valves shall be provided on pipe work for isolation of pipe sections and equipment, control of pressure, flow and level of fluids, venting, draining, pressure relief, etc. They shall be suitable for the service conditions in all respects and located suitably considering ease of operation and maintenance. Generally the following practice shall be followed;
- Stop valves :
On all pipelines both at the sources and consumers also in the branch pipes to individual buildings and shops with a nominal diameter of 100 mm and above (if required, for smaller diameter as well).
- Isolating and by-pass valves for flow meters, filters, etc.
- Check valve on all pipelines requiring unidirectional flow.
- Quick action safety shut-off valve on fuel oil, gas/ air lines to furnaces and heaters as well as before each consumer or group of consumers.
- Pressure regulating valves with isolating, by-pass and relief valves for all pressure reducing installations.
- Manual drain valves at low points and manual vent valves at all high points of pipe work.
- Regulating valves with integral pressure gauge for all oxygen outlet points, fuel gas outlet, etc.
- All valves shall be provided with the operating handle/ lever/ wrench within easy reach. Where necessary, operating platforms shall be provided. Valves located in inaccessible locations such as basements, tunnels, etc. Shall have remote actuation by means of electric motors, solenoids, etc.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 9 of 51
GS-02
- For fluid lines with working pressures over 16 atg, valves of diameter 300 mm and above shall be provided with by-pass arrangement, unless otherwise specified in technical specifications.
- Shut-off valves of dia 500 mm and above as well as shut-off valves of all diameter with remote or automatic control shall be provided with electric drives.
- To facilitate operation of manually operated valves, adequate gearing and handling arrangement shall be provided, wherever necessary
- All gas branch pipes from the in shop collector to the consumers shall be provided with bleed valve arrangement comprising two gate valves in succession with a bleeder in between. After the second gate valve (upstream), a provision shall be made for installation of a blank flange.
- Shop pipe work for all production and ancillary units shall have metering of flow and pressure at the battery limits.
- Sectionalising of pipe work for fuel gases such as coke oven gas, blast furnace gas, mixed gas and converter gas will be provided to facilitate maintenance work. This may be achieved by water seals, goggle valves, spectacle blinds or patented gas tight isolators.
02.07. CONDENSATE DISPOSAL
Fuel gases as well as other gasses contain moisture and other condensable impurities which get separated during fluid transportation through piping system, effective condensate removal system should be incorporated to prevent accumulation of condensate in pipes which otherwise may cause obstruction to proper gas flow and excess live load to the pipe/ structure. All piping for gasses containing moisture etc. like BF / Coke oven / BOF gas, Mixed gas, Compressed air, Steam & Natural gas are laid with gradient / slope. A slope of 5mm per meter run shall be provided for the above pipelines. In case of space constraint to accommodate slope, it may be reduced to 0.003 particularly for in shop piping. For straight length of pipeline, low / high points should be located generally at a distance 100 meters. However, in no case it should exceed 300 meters.
Condensate drain points shall be provided at all low points. In case of low pressure gas lines, automatic drainage system though seal pots shall be provided. For compressed air lines and steam lines, automatic condensate / steam traps shall be provided.
Condensate Drain Arrangement for Low Pressure Gases
i) Drainage shall be provided at all the low points of gas pipes carrying moist gases for condensate removal. Disposal of condensate shall be through seal pots/ condensate drain installations.
ii) Distance between any two drain points of a gas pipe within a radius of 100
meters from gas cleaning plant should not exceed 60 meters. iii) Drainage system for outdoor gas networks should be located in open air with
necessary accessibility for operation. iv) Pipes for condensate removal from inter shop gas pipes of blast furnace gas in a
radius of 400 m from gas cleaning plant should be at least 80 mm diameter. For pipelines beyond 400 m and also for gas pipes for other moist gases, diameter of condensate removal pipes should not be less than 50 mm.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 10 of 51
GS-02
v) Separate seal pots shall be provided for different gasses. vi) Removal of condensate from branch line from inter shop gas pipe and inshop
gas pipe should be carried out in separate condensate seal pots. vii) Minimum height of the water seal in the condensate seal pot shall exceed the
maximum working pressure of gas by 500 mm, but this height in no case shall be lower than 2000 mm.
If necessary, the height of water seal can be increased by adding more than one
seal pot in series. However, number of such seal pots shall not exceed three. Further base plate of seal pot shall have minimum thickness of 16 mm.
While installing common seal pot for a number of gas pipe, height of water seal
should exceed by 500 mm the maximum working pressure in any of the connected gas pipe.
viii) Design of condensate seal pots should ensure protection against leakage of
harmful gases into building by providing vent of adequate height on the seal pot. ix) Condensate seal pot shall be provided with purging facilities. x) Installation of condensate seal pot for in shop gas network is allowed inside the
buildings. Condensate Drain Arrangement for Medium pressure High pressures gas i) Condensate disposal for gases having higher line pressure have to be done by
using adequate pressure seal pots. ii) In a high pressure seal pot the metallic float is utilized for disposal of condensate
and prevent leakage of gas from the pot. iii) The seal pot should be air tight and wall thickness should be decided on the line
test pressure. iv) Condensate coming out of seal pot should be discharged into phenolic sewerage
line or in a reservoir provided locally.
02.08. STEAM TRAPS / MOISTURE TRAPS-
At low points in steam & compressed air pipeline steam traps / moisture traps with strainer assembly will be provided to drain out the condensate. Selection of steam trap shall be as per IPSS: 1-06-039 – 02. Installation of steam traps shall be as per IPSS: 1-06-037
02.09. PURGING SYSTEM
System for feeding purge gas and venting of gas/ air from the piping system shall be provided for all fuel gas piping.
Purging
i) Gas pipelines of blast furnace gas, coke oven gas, converter gas and mixed gas shall be equipped with nitrogen or steam pipe connection with isolation valve. The connection of nitrogen or steam pipeline to the gas pipeline shall be done by means of flexible hose which shall be connected only during the period of purging.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 11 of 51
GS-02
ii) Location of purge gas inlet points and vents shall be such that entire section of
piping can be purged with minimum dead space. Purging points shall be provided at low points.
iii) Purging points shall not in any case be provided at bottom half of the gas mains.
iv) Purge points for fuel gas pipes up to DN 950 mm shall be of minimum DN 25 mm same for pipes of DN 1000 mm & above shall be of minimum DN 50 mm.
02.10. BLEEDERS/ VENTS
Bleeders shall be provided on all the gas handling devices and pipelines for purging and venting any section of the gas pipeline. The purging bleeders of pipelines carrying different fluids, separated by gate valves, are not allowed to be combined into one bleeders. The bleeders shall be taken above the gas pipeline or above roof of the building by at least 4 m, but not lower than 12 m from the ground level. Bleeders on shop roofs shall be located away from roof monitors.
i) Bleeder/vents shall be provided for purging / venting any section of the pipeline.
Bleeders shall be located generally at all high points in the piping system. Bleeder / vents shall also be provided at down stream / upstream of isolating devices & U-seals.
ii) All vents shall discharge at a safe height into atmosphere. The vents shall be
above the operating floor / platform for vent valve or roof of the building 4m, but not lower than 8 meters from the ground level. In the presence of the aeration monitors on the roof of the building, the vents shall be located so as to eliminate the possibility of purged gas getting inside the premises.
iii) On straight lengths bleeder/vent shall generally be provided at an interval of 100
meters. iv) All vents shall have T piece/cowl with bird screen preferably at the top. For
isolation of bleeder/vent pipe flanged gate valve of rising stem type shall be provided. Sampling points (DN 25) below isolation valve with lubricated taper plug valve shall be provided in the line to monitor gas samples at the time of purging.
v) Vent pipes of different gases shall not be connected through a common vent. vi) Recommended sizes of bleeder / vent pipes corresponding to gas pipe diameter
are indicated in Table – 02.02. Table –02.02
RECOMMENDED SIZES OF BLEEDER / VENT PIPES
Bleeder pipe dia. DN (mm) DN (mm) Low Pressure Fuel gas Natural gas/Corex Gas
20 - 20 25 - 20 40 - 20 50 50 20 65 50 20 80 50 20
100 50 20 150 50 25

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 12 of 51
GS-02
Bleeder pipe dia. DN (mm) DN (mm) Low Pressure Fuel gas Natural gas/Corex Gas 200 50 25 250 50 25 300 50 25 400 80 50 500 80 50 600 80 50 700 100 80 800 100 80 900 100 80
1000 150 100 1100 150 100 1200 150 100 1300 150 150 1400 150 150 1500 200 150 1600 200 - 1800 200 - 2000 250 - 2200 250 - 2400 250 - 2500 250 - 2800 250 - 3000 250 - 3200 300 - 3500 300 -
02.11. VALVES AND ISOLATING DEVICES
Isolating devices shall be provided in piping system for isolation of pipe sections as well as for isolation of all other mounted accessories for the purpose of operation and maintenance. They shall be suitable for the service conditions in all respects and located suitably considering ease of operation and maintenance. Isolation valves shall be provided at the following locations:
• On all pipe lines both at the source and at consumer ends • On all branch pipes to individual buildings and shops • On all bleeder / vent pipes, purge gas inlet points, drain points, sampling
connections, etc. • On all by-pass lines for large valve, regulators, filters, moisture traps etc. • Instrumentation tapping points.
Selection of Isolating devices:
The gas cut-off arrangement shall ensure the possibility of complete cut-off gas along with fast and safe operation. Gate valves with rising stem shall be used normally for isolation in piping system. Pipe work for fuel gases such as Blast Furnace Gas, Coke Oven Gas, Converter Gas, Mixed Gas with low operating pressure shall have some means of gas tight isolation of sections of the pipe work to facilitate maintenance work. These may be water seals, goggle valves, spectacle blinds, or gas tight isolators / slide plate valves, etc. Necessary water pipe work shall be provided for water seal.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 13 of 51
GS-02
For sections where the gas tight isolating device can not be provided, provision to insert blind flange at outlet of gate valve shall be made. Sectionalizing / isolation for purging of fuel gas lines may be done with Spectacle blinds. Gas tight butterfly valves may be used for isolation near consumption points requiring frequent and quick operation. These can be valves with gas tight seating or eccentric valves for gas tight isolation. Emergency quick shut off valves shall also be double eccentric butterfly valves. For fluid lines with working pressure over 16 kg/cm2 (g), valves of DN 300 and above shall be provided with by-pass arrangement or depressurisation arrangement for pipe sections.
Selection of Actuators for Isolating devices: Manually operated shut-off gate valves of size DN 300 to DN 450 for low pressure lines shall have gear drive. For high pressure lines, gear operator shall be provided as per manufacturer’s recommendations for limiting the operating torque to acceptable limits. Gate Valves of size DN 500 and above shall be provided with electric actuators. Electric actuators for fuel gas lines shall be of flame proof design if located in gas zone/in shop. In the interplant area these actuators need not be flame proof. Position and torque limit switches shall be provided on actuators. Manual over ride shall also be available in actuators. Goggle valves shall have electrical actuators for disc/ plate movement and electro hydraulic drive for flange separation. Manual arrangement for valve operation shall also be provided with gear and chain operation from convenient location. The hydraulic power pack for the valve shall include one motorized pump and one manual pump. Encased design goggle valve with vent shall be used at locations closed to buildings. Electrically operated gate valves for gas pipelines of smaller diameter are recommended to be used only if they are incorporated in the automation scheme.
All valves located remotely, requiring frequent operation and / or with automatic control shall be provided with electric drives, electro- pneumatic drive, solenoids etc.
Check valves shall be used in piping system where unidirectional flow is required. For small size pipes below DN 50, lift check valves shall be used. For DN 50 and above, swing check valves or dual plate check valve shall be used. Lift check valves shall be used only in horizontal pipeline. It should not be used in vertical pipeline. For low pressure gas lines dual plate check valve will be used. The Pressure Regulating valve shall be of globe / needle type, with material specifications, dimensional standards etc. as per the relevant Piping Material Specification (PMS) for the service for which the valve is intended.
001 For Compressed Air
Pressure regulators of sizes up to DN 50 shall be complete with a prefilter having 40
micron porous bronze filtering element in shatterproof plastic or glass container, pressure regulator and pressure relief arrangement to prevent overpressure at downstream of the regulator.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 14 of 51
GS-02
For higher sizes to meet larger flow rates, the pressure regulator shall be self actuating type as per manufacturer’s standards, but capable of meeting the service conditions and duty specified.
002 For Steam
For sizes up to DN 50, pressure reducing valves of single seated diaphragm type having
in-built strainer, with screwed ends up to DN 20 for PN 10 and below and flanged ends for higher sizes and for higher PN. Body of main and pilot valves shall be of carbon steel / alloy steel castings / forging, diaphragms shall be of stainless steel, internal springs of stainless steel and pressure adjustment springs of spring steel.
For higher sizes to meet larger flow rates, the pressure reducing valves shall be as per
manufactures standards, but capable of meeting the service conditions and duty specified.
003 For Other Gases
For dry air, nitrogen and argon the pressure reducing valves shall be of stainless steel. For oxygen service, the valve shall be of bronze construction and shall be degreased and cleaned to meet the service requirements.
For acetylene and LP gas services, the pressure regulators shall have material for the service.
Pressure regulators for large diameter gas lines shall comprise butterfly type valves actuated by means of an oil hydraulic control system, which is actuated in turn by changes in the preset downstream pressure through impulse pipe work.
Pressure Relief Valves These shall be spring loaded type and shall automatically open when the pressure on the pipelines, on which they are mounted, exceed preset values. The valves shall have end connections and materials specified for throttling valves in relevant PMS.
Relief / Safety valves for steam service shall have IBR certification. Relief valves shall have hand wheel / wrench for adjustment of preset value of relief pressure. Pressure relief valves shall always be used on outlet lines from the pressure reducing valves. Pressure relief valves shall be designed for full flow rate from pressure regulators. Set pressure shall be 10 % higher than the maximum working pressure at outlet of regulator.
Filters
Filters will be installed in piping system before the pressure regulators/ control valves and at consumer points depending on nature of fluid and technological requirements. For small size pipes below DN 50, Y-type strainers with sintered/ wire mesh cartridge may be used. For higher sizes, straight line mounted filters with removable cartridge shall be used. Filter element can be of wire mesh, sintered material, woven fibers or other suitable type as per process requirement. Filtration area shall be at least 500% of the inlet cross section area.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 15 of 51
GS-02
Safety Shut-Off Valves
These shall shut-off in case the pressure on the upstream side of the valve becomes less than preset values. The valves shall be of globe type for DN 50 and below and butterfly type for sizes above DN 50; the material shall be suitable for service conditions. The valves shall be actuated by electromagnetic or pneumatic device working in conjunction with pressure switches located on the pipelines being safeguarded and shall include all components required for its functioning. Electrical continuity Metallic electro static jumpers shall be provided at all locations on all flanged connections, in case of flammable gases and oxygen. This is to prevent accumulation of static electricity in pipe sections. Piping system shall be suitably earthed at a regular length of pipeline. Measuring and control devices Instrumentation and control devices shall be provided for monitoring the fluid distribution system, regulation of pressure and flow. Flow measurement shall be provided at battery limit of all production and consuming units, inlet/ outlet piping of storage installations, on surplus gas bleeder piping to flare system etc. When orifice plates are used, proper care shall be taken in piping layout for preventing accumulation of condensate by providing suitable slope or drain system. Requirement of straight length upstream and downstream of flow sensors shall be maintained as per instrumentation requirements. Normally the straight length recommended is 10 times pipe dia before inlet and 5 times pipe dia after outlet of device.
Pressure measurement shall be provided at battery limits of production and consumer units, at outlet of storage systems, inlet and outlet of pressure regulators/ controllers, etc. Pressure and Flow Control valves shall be provided at gas mixing stations, main pressure regulating stations, flare stack piping, inlet/ outlet piping of storage installations (gas holders). For low pressure gas lines, butterfly type control valves shall be used. For high pressure gases, globe valves may be used. Sizing of control valves shall be based on flow rate and pressure parameters.
02.12. HOSES & HOSE BOXES
General purpose oxygen and propane shall be provided with necessary isolating valves, pressure control valves, Hoses & Hose boxes at each consumer points. Nipples along with quick coupling hoses shall be provided for steam, compressed air and Nitrogen for purging and other needs.
02.13. SPECIAL CONSIDERATIONS FOR OXYGEN PIPING
Filters should be installed in the oxygen pipeline system at the following points:
a) At the outlet of the oxygen plant. b) Upstream of components having soft seating in contact with the oxygen stream e.g.
pressure regulator and control valves. c) Upstream of components that have moving parts in contract with the oxygen stream e.g.
flow measuring and limiting devices.
Provision shall be made for safe and easy access for frequent cleaning and / or replacement of the filter element. The larger capacity filters like (a) above should be provided with differential pressure gauge for monitoring the condition and providing

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 16 of 51
GS-02
indication for cleaning / replacement of the filter element. The filter bodies shall preferably be of copper alloy or stainless steel and filter element of copper alloy or glass cloth suitably earthed to the filter body with copper wires.
Two (2) or more pressure relief valves should be provided downstream of each set of pressure reducing valves. One or more main relief valve(s) should be capable of discharging 100% of the full oxygen flow and limiting the pressure within the defined limits. The secondary relief valve should be sized to discharge the nominal leakage from the pressure reducing valves. The relief valves should be positioned as close as possible to the pressure reducing valves. The vent lines from the relief valves should be preferably of stainless steel or copper. Consideration should be given for providing small size pressure equalisation bypass isolation valves across large diameter isolation valves in large pipeline systems so as to ensure safe pressurization of the downstream pipeline. The bypass pipe work and valve should be of copper or copper alloy.
Fire break sections may be installed in the oxygen pipeline to limit the propagation of
combustion in a steel pipeline. Fire break sections may be introduced immediately downstream of the main isolation and throttling valves where the velocities can be high. The fire break section will be either a length of copper pipe having the same inside diameter as the main pipe with flanges fitted at the two ends which is installed between the steel pipes or a copper insert tube made from copper sheet / tube and inserted inside the steel pipe downstream of the valves. The copper insert tube is generally used in large diameter steel pipelines.
In steel pipelines, care should be taken to install isolation valves on straight sections of the pipeline. Any pipeline component which is likely to cause a change in the flow pattern, like reducer, bend, tee or “Y” connection, orifice plate etc., should be at a distance of at least four diameters away from the valve.
For cleaning of the gaseous oxygen pipelines after erection, provision for “pigging” will be provided for pipelines having diameters upto DN 200. However, if the pipeline is pickled and phosphated as per approved procedure, pigging of pipelines is not essential. The bends on these pipelines will have a radius of 5 DN. Extra care will be taken regarding cleanliness of large dia. pipeline (DN 250 and above) during installation. The bends for the larger dia. Pipes will have a radius of 3 DN.
Gaseous oxygen pipe work shall preferably have butt welded pipe joints. To reduce
safety hazards the number of components should be kept to a minimum compatible with the system requirements. Flange joints shall be used only for connection of the pipe to the system components on the pipe work. Threaded joints and couplings should be sparingly used.
02.14. DESIGN CONSIDERATIONS
Piping system shall be designed with high degree of reliability so that the systems perform the duty of fluid handling without structural or functional failure under most adverse condition of plant operation. All piping systems shall be designed with sufficient corrosion and stress margins to ensure a life time without failure, not less than the life of the plant. 7000 complete cycle of operation shall be considered for stress analysis purpose. Piping system shall not impose reactions on equipment terminals exceeding permissible limits even under adverse operating conditions. Personnel injury from discharge of hot fluids from drains, steam traps, hot pipes or exposures to pipe vibrations shall be guarded against.
� Piping coming under the purview of Indian Boiler Regulations (IBR) shall be designed in accordance with such regulations. The design criteria of piping coming under the purview of IBR shall have to be approved by "Chief Inspector of Boilers"

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 17 of 51
GS-02
of the respective State prior to manufacture. All welding procedures, stress relieving procedures, inspection / testing / certificates and all other records shall have to be approved by Chief Inspector of Boilers in approved form.
� Pipes having nominal bore less than 15 mm, shall not be used. Design pressure of steam and all other service pipelines shall be considered as 1.2 times the maximum expected pressure. However it shall not be less than 4.0 kg/cm2 gauge for steam services and 3.5 kg/cm2 gauge for other services.
Design temperature for steam services shall be as pr IBR and for other pipelines shall be 5 deg. above the maximum sustained service temperature expected.
� All the piping coming under the purview of IBR, shall be designed with the allowable design stresses as per IBR. For all other piping, the allowable design stress shall not be more than that specified in ANSI B 31.1 or BS:806 latest revision. Pipe thickness of all pipeline shall be taken as per the pipe thickness schedules. The design and stress analysis shall take into account the effect of internal/external pressures, thermal expansion, self weight of piping, support reactions, shock due to relieving devices, surge and water hammer, earth quake and wind effect, noise and vibrations, corrosion and erosion etc. and any other effects dictated by recommended engineering practices.
� Adequate flexibility shall be provided in the pipelines to keep stress and reactions in the system arising due to thermal expansion or other effects within limits. Where the piping terminates at an equipment or at the terminal point of a system, the reactions and thermal movement imposed by piping on the equipment or the system concerned shall be well within the limits specified.
� The flexibility analysis of steam, condensate and hot service media pipelines shall be furnished.
01. Pipes shall be sized for minimum pressure drops and considering the velocity limitation for various types of fluids.
02. Adequate flexibility shall be provided in the pipelines to keep stresses and reactions in the system arising due to thermal expansion or other effects within limits. Where the piping terminates at an equipment or at the terminal point of a system, the reactions and thermal movement imposed by piping on the equipment or the system concerned shall be well within the limits specified.
03. If cold springing of pipeline is used, care shall be taken in determining the location and amount of cold spring gap. Cold spring gap shall be located at points where the bending and torsional moments are minimum. Use of cold spring gaps less than 10mm shall not be acceptable and cold spring gaps above 100mm shall be avoided. All outdoor piping exposed to sunlight carrying fluid at a temperature less than 800C shall be designed considering thermal expansion corresponding to 800C and empty pipe as one of the operating conditions although not necessarily the worst.
04. All piping shall have butt welded connections with minimum of flanged joints for connection to vessels and equipment to facilitate erection and maintenance. All high pressure steam valves and accessories shall have welded connections. Standard fittings shall be used wherever practicable. Unless otherwise specified, for all welded lines with pressure above 4 kg/cm2 g and / or temperature above 2000C, branch connections with branch sizes upto 25% of welded mains shall be made with special forged steel welded fittings.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 18 of 51
GS-02
05. Bends for pipes for oxygen service shall have a radius of not less than three times the nominal pipe dia unless otherwise specified.
06. In general pipes having size 50mm and above, shall be joined by butt welding and 40mm & below by socket welding / screwed connection. Threaded joints shall have to be seal welded except for galvanized pipes where teflon sealing tapes shall be used. For galvanized pipeline, pipe joints which are to be made before galvanising shall be of welding type. Those joints which are to be made after galvanising shall be either flanged or screwed type. As far as practicable, whole fabricated piping assemblies shall be galvanized at a time in order to minimize the number of joints to be made after galvanising.
07. All pipelines shall be provided with drain connections, generally at the lowest point for removing accumulated condensate or water and line draining. The drain piping shall have drain pockets and isolation valves. Trap stations shall be provided where necessary. Lines shall be given proper slope towards the drain points.
08 Piping coming under the purview of Indian Boiler Regulations (IBR) shall be designed in accordance with such regulations. The design criteria of piping coming under the purview of IBR shall have to be approved by "Chief Inspector of Boilers" of the respective State prior to manufacture. All welding procedures, stress relieving procedures, inspection / testing / certificates and all other records shall have to be approved by Chief Inspector of Boilers in approved form.
09 Pipes having nominal bore less than 15 mm, shall not be used. Design pressure of steam and all other service pipelines shall be considered as 1.2 times the maximum expected pressure. However it shall not be less than 4.0 kg/cm2 gauge for steam services and 3.5 kg/cm2 gauge for other services. Design temperature for steam services shall be as pr IBR and for other pipelines shall be 5 deg. above the maximum sustained service temperature expected.
10 All the piping coming under the purview of IBR, shall be designed with the allowable design stresses as per IBR. For all other piping, the allowable design stress shall not be more than that specified in ANSI B 31.1 or BS:806 latest revision. Pipe thickness of all pipeline shall be taken as per the pipe thickness schedules. The design and stress analysis shall take into account the effect of internal/external pressures, thermal expansion, self weight of piping, support reactions, shock due to relieving devices, surge and water hammer, earth quake and wind effect, noise and vibrations, corrosion and erosion etc. and any other effects dictated by recommended engineering practices.
11 Adequate flexibility shall be provided in the pipelines to keep stress and reactions in the system arising due to thermal expansion or other effects within limits. Where the piping terminates at an equipment or at the terminal point of a system, the reactions and thermal movement imposed by piping on the equipment or the system concerned shall be well within the limits specified.
12 The flexibility analysis of steam, condensate and hot service media pipelines shall be furnished.
02.15 PIPE SUPPORTS, ANCHORS, RESTRAINTS
- In general pipe supports, restraints, braces or anchors shall be located at those points in the building or outdoor where provision has been made for the loads imposed. Loads at the supporting points or restraints shall be determined sufficiently early and provisions shall be made in the building or outdoor structures for pipe supports. The Tenderer shall locate, design, supply and erect all the

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 19 of 51
GS-02
supplementary steel structures to properly secure and support all pipe hangers, supports, restraints, etc.
- Provision shall be made for support of piping which may be disconnected during maintenance work. All large pipes and all long pipes shall have at least two supports each arranged in such a way that any length of piping or valve may be removed without any additional supports being required.
- Supports, guides and anchors shall be so designed that excessive heat is not transmitted to the building steel. Supporting steel shall be of structural quality. Perforated, strap, wire or chain shall not be used. Support components shall be connected to support steel by welding, bolting or clamps. Bolt holes shall be drilled and not gas cut. Structural steel work for supporting shall be designed on the basis of a maximum design stress of 1265 kg/cm2. Pipe attachments coming in direct contact with pipes having surface temperature above 4000C shall be made of alloy steel. Use of insulating materials like asbestos between pipe clamp and pipe surface to meet the above temperature limitation shall not be permitted. The maximum spacing between two consecutive supports shall be not more than as specified. Pipe hangers and supports shall be capable of supporting the pipelines under all conditions of operation. They shall be capable of supporting the pipelines under all conditions of operation. They shall allow expansion and contraction without over stressing the piping system or overloading the terminal equipment due to variation in supporting effort. Rigid supports or hangers shall be permitted only for pipes with small movements. For hot lines, spring hangers shall be used. The maximum permissible load variation on the terminals of sensitive equipment between hot and cold conditions shall be limited to 6%. Variability in load between hot and cold conditions expressed as a percentage of the design load shall be taken as the criteria for spring selection for spring hangers. Variable spring hanger shall be set at cold conditions so that they take design load under operating condition after the designed thermal expansion has taken place.
Spring shall be encased in suitable cages and the hangers shall be provided with spring locking arrangement, external load and movement indicator and turn buckles for load adjustment. All the rigid hangers shall be provided with turn buckles for vertical length adjustments. Hanger rods shall be subjected and designed for tensile loads. At locations of high axial or lateral movement, suitable arrangement shall be provided to permit the swing. The swing from vertical position shall be within 40. Double nuts and locknuts shall be used for hanger rods and bolts in all cases. Hangers shall be designed so that they can not become disengaged by movements of supported pipe.
- The supporting structures at each support points shall be designed for the highest of the following loads to take into account the extra load during hydraulic testing.
- 1.25 times the maximum load under operating condition
- Weight of pipelines full of water (combined weight of pipe, insulation, valve attachment etc. plus weight of water)
- Weight of pipeline full of water as above plus any cold reaction as anticipated.
- Where the piping system is subjected to shock loads such as thrust imposed by the actuation of safety valves, hanger design shall include provision of shock absorbing

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 20 of 51
GS-02
devices of approved design. Vibration control devices shall be part of piping system design.
- Outdoor piping shall be designed with due consideration to expansion resulting from exposure to sunlight and care shall be taken to prevent progressive movement of long pipelines. Outdoor piping may be supported on shoes, saddles or steel sections. Effect of support friction especially for large dia pipelines shall be considered and friction forces minimized by suitable arrangement. Piping inside the trenches shall be supported at intervals on steel sections and the arrangement shall permit easy maintenance.
02.16 VALVES AND SPECIALTIES
- All valves shall be of approved make and type. All valves shall be suitable for service condition i.e. flow, pressure and temperature under which they are required to operate. The valves for high and medium steam service shall have butt welded ends unless otherwise approved and the internal dia shall be same as that of the pipes to be joined.
- All gate/ sluice, globe and needle valve shall be fitted with outside screwed spindles and bolted type glands and covers. Spindle glands shall be of the bridge type construction and screwed glands will not be accepted. All high pressure valves having nominal dia more than 150mm, shall have integral steam bypasses concede to the valve body by means of welded joints.
- All gate/sluice, globe and needle valve shall be provided with hand wheel and position indicator. The face of each hand wheel shall be clearly marked with words “open” and “shut” with arrows to indicate the direction of rotation to which each refers. Arrangement limiting the travel of any valve in the “open” or “shut” position shall be provided exterior to the valve body. All globe valves shall be designed to prevent erosion of valve seats when the valves are operated partially opened. Valves which cannot be operated from the floor or walkways, shall be provided with suitable extension rods and linkages to facilitate operation from the floor or walkways. Chain operation will not be accepted for steam valves. Stems shall preferably be arranged vertically with gland at the top. In no circumstances must the gland be at the bottom. Valves shall not be installed in an inverted position. The design of valves shall be such that it will permit packing of glands under pressure. Where required, valve spindles shall be extended so that the hand wheel is at a height of about 1.0m above the level of the floor or platform from where the valves are to be operated. Where required, they shall be provided with head stocks and pedestals of rigid construction and where gears or bevel wheels are used, these shall be of cast steel or suitable grade cast iron with machine cut teeth.
- Non return valves on all pumps discharges and steam line shall be of an approved non slamming type. Draining arrangement shall be made on both sides of the horizontal non-return valve where such a valve adjoins an isolating valve. Valve bodies shall be provided with removable access cover to enable the internal parts to be examined without removing the valves. Valves shall have a permanent “arrow” inscription on its body to indicate direction of flow.
- Gate sluice valves for low pressure service shall be outside screw rising spindle
type. For these valves wherever necessary, chain operator shall be provided to operate the valve from the floor or walkways. Larger size gate valves for low pressure applications shall be provided with bypass and draining arrangement and valves with dia more than 350mm shall be provided with gear operator.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 21 of 51
GS-02
- Valves in corrosive service shall be diaphragm or rubber lined type. Diaphragm shall be of reinforced rubber and rubber lining of body shall have minimum thickness of 3mm. Generally plug valves shall be used in compressed air line. Plug valves shall be supplied with wrench operator. Valves shall be of taper plug type.
- For motor operated valve, a 415V, 3 phase, 50Hz reversible speed motor shall be furnished. Motor shall be capable of producing not less than 1.5 times the required operator torque. Each operator shall be equipped with two adjustable limit and torque switch for both open and closed position. The motor shall be of high torque low starting current. Each operator shall be provided with auxiliary hand wheel for manual operation. The hand wheel shall automatically disengage when the operator is energized.
- Manual operator shall be of worm and gear type, having permanently lubricated, totally enclosed gearing with hand wheel diameter and gear ratio designed to meet the required operating torque. The operator shall be designed to hold the disc in any intermediate position between full opened & full closed without creeping and fluttering. Adjustable stop shall be built into the operator to prevent over travel in either direction. Operator shall be equipped with direct coupled position indicator and suitable locking device.
- Pressure reducing valves shall be perfectly stable, quiet and vibration less in operation when reducing the pressure for any throughput up to maximum and shall be suitable for continuous use at operating temperature. Valves shall be designed to prevent erosion of the valve seats. Safety valves shall be direct spring loaded type and shall have a tight, positive and precision closing. All the safety valves shall be provided with manual lifting lever. Valves used for compressible fluids shall be of pop type. Safety valve shall be so constructed and adjusted to permit the fluid to escape without increasing the pressure beyond 10% above the set blow off pressure. Valve shall reset at a pressure not less than 2.5% and more than 5% of the set pressure.
- The seat and disc of safety valves shall be of suitable material to resist erosion. The seat of valves shall be fastened to the body of valve in such away that there is no possibility of seat lifting.
02.17 FABRICATION AND INSTALLATION OF PIPE WORK
- Pipe joints shall be assembled with the inside of all pipes and fittings smooth, clean and free from burrs, scale, welding slag, sand and dirt. The inside edges of pipe and tubing shall be reamed after cutting to remove burrs. Screw threads shall conform to ANSI B 2.1 for taper pipe threads. All the threaded joints shall be made up with a lubricant or compound suitable for the service under which the piping is to be used.
- Welded joints shall conform to “Code for pressure piping ANSI B31 1.0 (power piping) or approved equivalent, except where the welding of such joints is covered by other code requirements such as IBR, ASME pressure vessel and boiler code or approved equivalent.
- Branches shall, in general, be formed by welding standard fittings. Pipe bends and
tees shall be truly cylindrical and of uniform sections. Where permitted for certain services, elbows or branch connections may be formed from steel pipe. Unless otherwise agreed, slip-on welding flanges shall be used on pipe and for connection to low pressure equipment. Weld neck flanges shall be used for butt welding fittings as elbows, tees and reducers and for connection to high pressure equipment. Where class 125 ANSI flanges are bolted to 150 ANSI steel fittings, the 1.5mm raised face

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 22 of 51
GS-02
on the steel flange shall be removed. When bolting such flanges, a full face gasket shall be used. Equipment terminal flanges, if consist of a different standard, a suitable companion flange shall have to be provided at the connecting points.
- Flange drilling shall straddle the natural centre line of pipe. Faces of all flanges shall be 900 to the longitudinal axis of the pipe to which they are attached. Slip-on flange when used, shall be welded in accordance with ANSI B31.1 or any other equivalent code. If distorted after welding, the flange shall be refaced. In all cases, flange faces, must be free from particles of weld metal. The flange face and the pipe projecting end shall then be machined to permit both pipe and flange to bear against.
- All welding by the electric arc and gas welding process for pipe joints and fabrication
shall be done by qualified welders and done according to appropriate IBR, ANSI code / regulations as applicable for welding, subject to accompanying code regulations and standards for filler metal, pressure, temperature and fluid carried. The ends of pipe and welding fittings shall be beveled according to the details shown in ANSI B31.1 or equivalent. All welds shall be made in such a manner that complete fusion and penetration are obtained without an excessive amount of filler metal beyond the root area. The reinforcement shall be applied in such a manner that it will have a smooth contour merging gradually with the surface of adjacent pipe and welded fittings.
02.18 THERMAL INSULATION OF PIPELINES
Thermal Insulation
The tenderer shall furnish heat insulation for all necessary equipment and piping to efficiently prevent abnormal heat loss from all exposed parts to limit surface temperature within 60 deg.C. Resin bonded mineral wool/slag wool, fiber glass, asbestos ropes and preformed pipe sections, mats/mattresses form of insulation conforming to IS:8183/IS:9842/IS:7413 will be acceptable. However, the grades shall be selected considering respective temperature. In case of using loose insulation, proper care shall be taken at site to get recommended density. Packing density of the insulation wool shall be 150 kg/m3.
Insulated surface of all equipment, piping, valves and fittings shall be covered with aluminium sheet of 22 SWG (0.8 mm thick) held in place by self tapping screws of nickel plated type. Apart from the screw, joints shall be further sealed with a suitable sealing compound. All fastening materials such as clips, wires for field weld to the equipment, galvanised wire mesh, metal corner bead shall be provided. Where valves, pipes fittings, flanges, etc. occur, a clear space between end of covering and flange shall be left of sufficient length, to permit withdrawal of flange bolts without interference. Ends of the covering at those joints shall be leveled from the outside covering to the pipe and sealed.
Flanges, valves bonnet, end flanges and fittings shall be effectively insulated. Valve & flange insulation covers shall be made in two halves so that these may be removed/refitted readily without interfering with the adjacent covering. Protrusions through the insulation which themselves do not require insulation such as pipe clamps, supports, small piping, instrument take-offs, etc. shall be covered to the same thickness as the adjacent insulation and be tightly sealed except at hanger rods. Ample provision shall be made to prevent damage of insulation due to thermal movement of the pipe or equipment. All the services to be insulated shall be cleaned of all foreign materials such as scale, rust and paint by use of steel wire brushes and steel scrapers. Anti corrosion painting (primer coat) shall be applied on hot surfaces before application of insulation

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 23 of 51
GS-02
Thickness of Insulation Table for Insulation thickness Pipe size
(outside dia) Insulation thickness in mm for various temperature ranges
Pipe size (outside dia)
1000C and below
Between 101 and 2000C
Between 201 and 3000C
Between 301 and 4000C
Between 401 and 5000C
Above 5000C
Upto DN 50mm
25 50 50 75 100 100
DN 65 to DN 100mm
25 50 75 100 125 125
DN 125 & DN 150mm
50 75 75 100 125 150
DN 200 mm 50 75 75 125 125 150
DN 250 mm 50 75 100 125 150 150
DN 300 mm 50 75 100 125 150 150
Note: The metallic jacket over the insulation shall be galvanized steel sheet conforming to IS: 277 with following thicknesses:
- Pipe sizes up to 300 mm OD : 0.63 mm - Pipe sizes up to 300 mm OD equipment, flanges, valves : 0.80 mm
02.19 LOAD CALCULATIONS AND FLEXIBILITY ANALYSIS Load Calculations
Loads from the piping system are transferred to the pipe supports and connected equipment. Depending on the direction of application, loads shall be calculated under two major heads :
• Vertical Loads • Horizontal Loads
- Vertical load shall comprise of the following :
Platforms
Condensate collected in pipeline
Dust deposition on pipeline
Valves, compensators & fittings
Supports, ladders, etc.
- Live load on platform shall be taken as 500 kg/m2
- Platform shall be provided at the following locations :
• Location of valves
• Location of compensators

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 24 of 51
GS-02
• Location of condensate drain installation
• Water seals and tanks for water seals
• Purging and vent connections
• Manholes
• Instruments
Following norms shall be followed for calculating the condensate load of gas mains:
Sl. No.
Pipe Dia
(mm)
Height of filling of pipe cross-section with condensate (mm)
Filling in cross – section (%)
1. Upto 500 Full 100
2. 600 – 1400 500 88 – 35
3. 15oo and above 500 - 800 30 - 14
Condensate drain installation shall be located at approximately every 100 m length of the pipeline.
Load due to dust deposition shall be as follows:
- 50 Kg per m2 area on pipelines at a distance within 100 m from blast furnaces.
- 25 Kg per sq metre area on pipelines at a distance between 100 to 500 from blast furnaces.
Horizontal load along the axis of the pipeline shall comprise the following:
- Load due to thermal expansion
- Load due to internal gas pressure
- Load due to friction (sliding of pipes on supports)
Horizontal load transverse to the axis of the pipelines shall comprise the following:
- Load due to wind pressure
- Load due to component of gas pressure at branch connections
- Load due to component of force arising from thermal expansion or at change of axis in plan.
For calculating load due to thermal expansion the co-efficient of linear expansion for mild steel shall be taken as 0.012 mm/deg.c/ m.
Internal gas pressure for coke oven and blast furnace gas shall be taken as 2000 mmWC (g) (Test pressure for the gas pipeline).
Co-efficient of friction for steel to steel shall be taken as follows:
Sliding support : 0.30
Roller support : 0.10
Ball support : 0.10
IS:875 shall be applicable for calculating the wind load on the stockades.
IS:1873 shall be applicable for calculating seismic load.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 25 of 51
GS-02
- The pipeline stockades shall be designed to take all vertical (dead) as well as horizontal loads.
- 20% extra load (vertical and horizontal) shall be considered for the design of structural and civil work to accommodate future pipeline on the stockades.
Horizontal loads due to thermal expansion, internal pressure and friction shall be calculated by carrying out flexibility analysis on individual pipe. However, wherever possible, standard software package like CEASER-II may be used for carrying out flexibility analysis and calculations of loads transmitted to supports and nozzles of equipment to which piping is connected.
02.20 LOCATION OF PIPE SUPPORTS
Supports for pipes shall be provided based on pipe layout. The unsupported span of pipeline between two supports shall be calculated on the following basis;
I) Maximum deflection in the span should not exceed 1/600 of length of the span.
II) Maximum stress in pipe should not exceed the limit as per design codes.
III) Maximum permissible spans are indicated below:
Maximum permissible spacing between pipe supports
Nominal Pipe size, mm
Maximum span for Liquid service, m
Maximum span for other services, m
25 2.0 2.5
40 2.5 3.0
50 3.0 4.0
65 3.5 4.0
80 5.0 4.5
100 5.0 4.5
150 5.0 6.5
200 6.0 7.0
300 7.0 9.0
500 - 13.5
600 - 15
1000 - 18
1500 and above - 24
In specific cases where span between two supports can not be provided as per the table, alternative arrangement for intermediate support using bridge between trestles or guy

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 26 of 51
GS-02
rope supports may be considered. In exceptional cases where distance exceeds the limiting span, suitable stiffening of pipe section to prevent sagging may be considered. At sliding supports pipe saddle shall be allowed to rest on bearing plate for free movement. In case U-clamps are provided, clearance shall be maintained for pipe movement by providing two nuts on opposite sides. All intermediate supports shall be of sliding type. Anchor supports shall be located based on piping configuration and layout to provide adequate flexibility. Distance between two consecutive fixed supports in straight runs of pipe route should be approx 70 m. However, in special cases it may go up-to 100 m (max.). In no case it should exceed 100 m. However, for steam pipeline it should be limited to 60 m. For pipe dia. above 100 mm cold pull if any during erection may be given as per instructions of the respective drawings.
To reduce friction force transmitted to supports, roller supports or anti friction pad supports can also be used.
02.21 FLEXIBILITY ANALYSIS
Piping arrangement shall provide for flexibility of lines to take care of the thermal expansion, contraction and equipment settlement. Large reactions or moments at equipment connections shall be avoided . Expansion computation shall be made on the basis of a base temperature of 21.1deg C (70 deg F) and shall cover ( +ve, or –ve ) design temperature(s) as given. i) Flexibility analysis shall meet the requirement of Code ASME B-31.3 (Latest
Edition). Analysis shall consider stress intensification factors as per ASME B31.3.
ii) Lines which shall be subjected to steam out conditions, shall be designed and
analyzed at low –pressure steam design temperature of line whichever is more. Lines having negative design temperature shall be analyzed for both conditions separately.
iii) Flexibility Analysis of lines shall be carried out using simplified methods or a
comprehensive computer program. Comprehensive computer analysis shall be carried out for the piping for lines connected to equipment like vessels, pumps, filters, furnace, compressors or other strain sensitive equipment. The result of the analysis must satisfy the allowable loading on the nozzles of such equipment.
iv) Piping shall be adequately supported for the weight of piping, water, attached
unsupported components, wind, seismic, insulation and any other applicable forces. Care should be taken that these supports are adequate to prevent excessive stress, load or moments in either the piping or terminal nozzles of the equipment to which it is connected. Adequacy of supporting of lines having heavy valves shall be checked. The support shall be indicated in the piping General Arrangement Drawings and Isometrics as applicable.
v) Safety valve manifolds and downstream of control valves shall be adequately
supported to avoid vibrations.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 27 of 51
GS-02
vi) The following factors shall be considered in the stress analysis
- Friction for lines >= 8” NB ; @ steel to steel = 0.3: ( Sliding friction), @ steel to Steel =0.1 (Rolling friction),
- Corrosion Allowance. - Initial displacement of nozzles at design temperature(s). - Transverse deflections =25 mm( maximum) - Longitudinal expansion/contraction = 200 mm (maximum) Special care to be
taken to check for expansion loops and shoe support lengths shall be finalized accordingly.
vii) The following shall always be analyzed using comprehensive computer analysis:
a) All lines 4” and above and Design Temp.> 300 deg. C. b) All lines 8” and above and Design Temp. > 150 deg. C. c) Al l lines 16” and above and Design Temp. > 80 deg. C. d) All lines 6” and above and Design Temp. > deg. 65 C that are connected
to rotating Equipment, Air Coolers or any other sensitive equipment. e) Any other system/line that stress engineer feels necessary for stress
check.
The report shall comprise of the following:
- Basic input data and calculated conditions. - Layout isometric and supports configuration. - Load cases and calculated member stresses. - Forces, moments and displacements reports. - Spring hangers design parameters. - Allowable Stress Range.
Additional requirements ( reinforcement pad etc.)
WIND LOAD CALCULATION
Wind pressure shall be taken as per IS : 875. In cyclone prone areas maximum wind pressure due to cyclonic wind pressure shall be taken. In case of multiple pipes, for each tier of pipes, largest pipe may be considered for calculating wind load.
02.22 PIPING MATERIAL SPECIFICATION
SCOPE
This PMS covers the various piping specification for process and utility piping in Metallurgical plants and its related industrial Installation.
REFERRED CODES & STANDARDS
All piping shall be designed in accordance with relevant latest codes and standards like
B 31.1, B 31.3 and different IPSS (Inter plant standard for steel industry)
Individual piping material specification has been designed to cover a set of services operating within fixed pressure and temperature.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 28 of 51
GS-02
PIPES
Pipe dimension shall be in accordance with ANSI B36.10 : IS:1239, IS:3589 for carbon steel pipe and to B36.10/B36.19 for stainless steel pipe. Pipe made by acid Bessemer process shall not be acceptable. Pipes shall be made by open hearth, electric furnace or basic oxygen process.
All pipe threads shall conform to ANSI B1.20.1 except where otherwise noted.
FLANGES Flanges shall be in accordance with following codes except where otherwise noted. DN 15 to DN 600 (150 # - 600#) ANSI/ANSI B16.5 / IS : 6392 Above DN 600 API 605 / ANSI B16.47 / MSS-SP-44/IS:6392/DIN etc. Flanges to MSS-SP-44 or any other std. like DIN, BS etc. may be specified to be made
with equipment or valve flanges with corresponding bolting. Finish of steel flange faces shall conform to MSS-SP-6/ ASME B46.1/ASME B16.5. The
interpretation shall be as follows : Serrated : 250 – 500 Mu in AARH Smooth (125 AARH) : 125 – 250 Mu in AARH For RTJ groves (32 AARH) : 32 – 250 Mu in AARH Bore of WN flanges shall match the ID of the attached pipe Bore of slip on flanges shall
suit the pipe OD and its thickness. Dimensions of welded steel flanges for low pressure gas ( Pressure upto 1 kg/cm2) is
indicated in Table 06.01 FITTINGS
Forged steel socket welded and threaded fittings shall be in accordance with ANSI B 16.11 unless otherwise noted.
Butt welded fittings shall be in accordance with ANSI B16.9 unless otherwise noted. Fabricated (site/factory) fittings shall conform to IPSS-06-020-95 unless otherwise
specified. Fittings thickness and tolerance shall match pipe thickness and tolerance.
Mitres and reducers fabricated from pipe may be used if specified in PMS. Same shall conform to IPSS:1-06-020-95. In no case, thickness of mitres and material shall be inferior to parent pipe.
GASKETS Non metallic gasket shall conform to IS:2712. Spiral wound gaskets (SPR, WND) shall conform to API 601/B16.20. Ring type and spiral wound gasket shall be self aligning type.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 29 of 51
GS-02
BOLTING Dimensional std of Bolt/studs and nuts shall conform to B 18.2 / IS:1364-1992 unless
otherwise noted. THREADS Threads for threaded pipes, fitting, flanges and valves shall be in accordance with
B1.20.1 taper threads unless otherwise noted.
Upto 2000C threaded joints shall be made with 1” width PTEE joining tape. Above 2000C threaded joints shall be seal welded with full strength fillet weld. All threaded joints irrespective of pressure and temperature on lines carrying toxic fluid shall be seal welded with a full strength fillet weld.
VALVES
Face to Face/End to End dimension of valves shall conform to B16.10 to the extent covered. For valves not covered in B16.10. reference shall be made to BS2080 and / or the manufacturer’s drawings. Flange / weld ends of the valve shall be as per the corresponding Flange/Fitting ends of the piping class, unless otherwise specified. Pressure temperature rating for flanges and butt welding end valves shall be as per ANSI B16.34 except for ball, plug & butterfly valves. For these valves refer TABLE FOR PRESSURE TEMP. RATING FOR BALL, PLUG AND BUTTERFLY VALVES Unless called-out specifically, valves shall be as per the following Standards.
Valve Size DN mm Rating Des. Std. Testing Std.
Gate 15 - 40 800/1500 API-602 API-598
Globe/Check 15 - 40 800/1500 BS – 5352 BS-6755 Pt-I
Gate 50 - 600 150/300/600 API-600 API-598
Gate 650 - 1050 150/300 BS-1414 BS-6755 Pt-I
Globe 50 – 200 150/300/600 BS-1873 BS-6755 Pt-I
Check 50 – 600 150/300/600 BS-1868 BS-6755 Pt-I
Gate/Globe/Check 900/1500/2500# B-16.34 API-598/ BS6755 Pt-I
Ball 15 – 400 BS-5351 BS-6755
Plug 15 – 300 API-599 API-598 /BS-5353 BS-6755
Butterfly 80 & above - API-609/ BS5155 AWWA C504
API-1898/ BS-6755 Pt-I /AWWA
Diaphram ALL - BS-5156 BS-6755 Pt-I

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 30 of 51
GS-02
If not covered above, the valve shall be as per B16.34 and relevant MSS SP Standard
DN 50mm and larger steel Gate, Globe & Check valves in Hydrocarbon and utility service shall have bolted bonnets. Pressure seal bonnets or covers shall be used for Class 900# and above to minimize bonnet leakage. However, valves with pressure seal bonnet shall have wall thickness & seal stem diameter as per API600. Welded bonnets or screwed & seal welded bonnets are acceptable for sizes lower than DN 50 for Class 900# & above.
PIPING MATERIAL SPECIFICATION
SERVICE : BF Gas, CO Gas, BOF Gas, Corex gas & Mixed Gas SERVICE CONDITIONS : Maximum Working Pressure 1500mmWC Temp 60 oC Minimum Working Pressure 50 mmWC Temp 5 oC CORROSION ALLOWANCE : 2 m.m.
Item Size Range Description Dimension
Standard Material Specification
DN 15 to 40 ERW, PE; Sch Heavy IS : 1239 part-1 IS:1239 - Black
DN 50 to 150 ERW, BE; Sch Heavy IS : 1239 part-1 IS:1239 - Black
DN 200 to 350 ERW, BE; 6 mm Thk IS : 3589 IS: 3589 Gr.330
DN 400 to 750 ERW/SWP,BE; 8 mm Thk IS : 3589 IS: 3589 Gr.330
Pipe
DN 800 to 3500 Fabricated – SWP, BE; 10mm Thk. Plate shall have copper content of 0.25 to 0.35 %
IS : 3589 IS : 2062, Gr.B
DN 15 to 40 SW /Screwed Fittings (Elbow R=1.5D)
IS : 1239 (P-2)
IS : 1239 (P-2) Black
DN 50 to 150 BW (Elbow R=1.5D) IS : 1239 (P-2)
IS : 1239 (P-2) Black
Fittings
DN 200 & above Fabricated Miters bends & fittings from pipe / plate
IPSS-06-20 IS : 2062, Gr.B
Upto DN 150
SORF; Serrated Finish IS : 6392 Table - 5
IS: 2062, Gr.B
DN 200 to 300 SORF; Serrated Finish IPSS:1-06-20 Table 3
IS: 2062, Gr.B
Flanges #150
DN 400 & above SORF; Serrated Finish IPSS:1-06-20 Table 3
IS: 2062, Gr.B
Upto DN 500 Gasket: Thk. 2 mm Ring Type CAF
As per Flange IS : 2712 Gr W/3 Gaskets Above DN 500 Asbestos rope graphite
impingnated. �8mm

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 31 of 51
GS-02
Item Size Range Description Dimension Standard
Material Specification
DN 15 to 40 Gate valve; Screwed API 602 Body ASTM A105; Cr 13% Trim
DN 50 to 550
Gate valve; Flanged ; Rising stem
IS : 14846 Body CI GR. FG 200; SS trim
Valves (Isolation)
DN 600 and above
Gate valve; Flanged; Rising stem
Body IS-2062, Gr. B, SS trim
DN 15 to 40 Check valve SW – Lift Type #800
BS 5352 Body A105, 13% Cr Trim
Non-return
DN 50 and above
Check Valve Flanged swing check valve/ dual plate #150
BS 1868 / API 594 IS:5312 part-1 BS: 5153
CI IS–210 Gr. FG 200
DN 15 to 40 Globe valve SW / Screwed ; #800
BS 5352 Body A105, 13% Cr Trim
DN 50 to 300 Globe valve; Flanged ; Serrated Finish; #150
BS 1873 Body CI, 13% Cr Trim
Throttling
DN 350 & above Butterfly valve WAF Type; #150
BS 5155/ API 594 Body CI; 13% Cr Trim
Sampling DN 15 / DN 25 Screwed and lubricated, Tapered Plug valve
BS: 5158 Body & PLUG : CI IS 210 FG 200
Bolts IS: 1364- 1992 Bolting
All Nuts IS: 1364- 1992
Piping Fabrication
Flanged Joints At valve/ equipment location and for sectionalising & Maintenance. To be kept minimum
Pipes Joints Butt Welded Fabricated pipes Fillet welding using semi bandage on each segment.
Temp Connections
DN 40 – Flanged set-on nozzle
Pressure Tapping
DN 20 – SW Half Coupling Nipple Sch 80 with Gate valve to Spec.
Vents On lines >= DN 50 ; MEC std.
Drains On lines >= DN 80, MEC Std.
PIPING MATERIAL SPECIFICATION
SERVICE : LPG, Propane
SERVICE CONDITIONS : Maximum Operating Pressure 10 kgf /cm2 Temp 60 oC Minimum Operating Pressure Atm Temp 5 oC CORROSION ALLOWANCE : 1.5 mm.
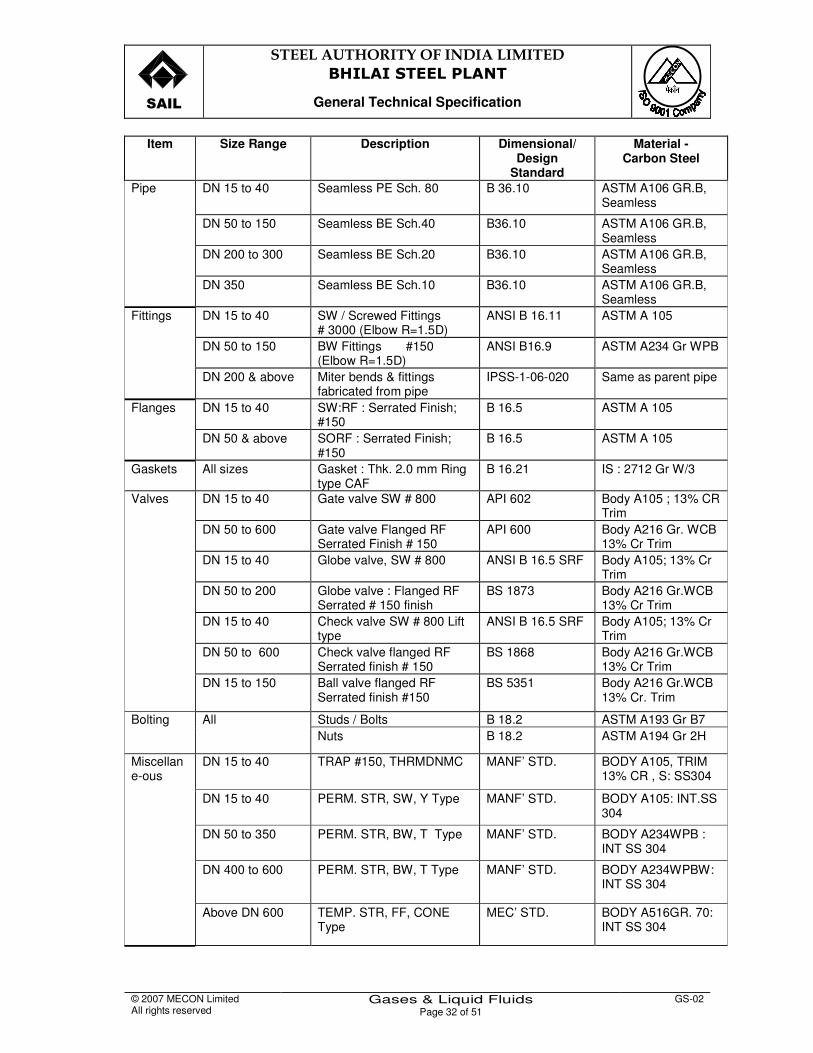
�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 32 of 51
GS-02
Item Size Range Description Dimensional/ Design
Standard
Material - Carbon Steel
DN 15 to 40 Seamless PE Sch. 80 B 36.10 ASTM A106 GR.B,
Seamless
DN 50 to 150 Seamless BE Sch.40 B36.10 ASTM A106 GR.B, Seamless
DN 200 to 300 Seamless BE Sch.20 B36.10 ASTM A106 GR.B, Seamless
Pipe
DN 350 Seamless BE Sch.10 B36.10 ASTM A106 GR.B, Seamless
DN 15 to 40 SW / Screwed Fittings # 3000 (Elbow R=1.5D)
ANSI B 16.11 ASTM A 105
DN 50 to 150 BW Fittings #150 (Elbow R=1.5D)
ANSI B16.9 ASTM A234 Gr WPB
Fittings
DN 200 & above Miter bends & fittings fabricated from pipe
IPSS-1-06-020 Same as parent pipe
DN 15 to 40
SW:RF : Serrated Finish; #150
B 16.5 ASTM A 105 Flanges
DN 50 & above SORF : Serrated Finish; #150
B 16.5 ASTM A 105
Gaskets All sizes Gasket : Thk. 2.0 mm Ring type CAF
B 16.21 IS : 2712 Gr W/3
DN 15 to 40 Gate valve SW # 800 API 602 Body A105 ; 13% CR Trim
DN 50 to 600 Gate valve Flanged RF Serrated Finish # 150
API 600 Body A216 Gr. WCB 13% Cr Trim
DN 15 to 40 Globe valve, SW # 800 ANSI B 16.5 SRF Body A105; 13% Cr Trim
DN 50 to 200 Globe valve : Flanged RF Serrated # 150 finish
BS 1873 Body A216 Gr.WCB 13% Cr Trim
DN 15 to 40 Check valve SW # 800 Lift type
ANSI B 16.5 SRF Body A105; 13% Cr Trim
DN 50 to 600 Check valve flanged RF Serrated finish # 150
BS 1868 Body A216 Gr.WCB 13% Cr Trim
Valves
DN 15 to 150 Ball valve flanged RF Serrated finish #150
BS 5351 Body A216 Gr.WCB 13% Cr. Trim
Studs / Bolts B 18.2 ASTM A193 Gr B7 Bolting
All Nuts B 18.2 ASTM A194 Gr 2H
DN 15 to 40 TRAP #150, THRMDNMC MANF’ STD. BODY A105, TRIM 13% CR , S: SS304
DN 15 to 40 PERM. STR, SW, Y Type MANF’ STD. BODY A105: INT.SS 304
DN 50 to 350 PERM. STR, BW, T Type MANF’ STD. BODY A234WPB : INT SS 304
DN 400 to 600 PERM. STR, BW, T Type MANF’ STD. BODY A234WPBW: INT SS 304
Miscellane-ous
Above DN 600 TEMP. STR, FF, CONE Type
MEC’ STD. BODY A516GR. 70: INT SS 304

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 33 of 51
GS-02
Item Size Range Description Dimensional/ Design
Standard
Material - Carbon Steel
Flanged Joints At valve/ equipment location and for sectionalizing & maintenance
To be kept minimum DN 40 & below SW coupling
Piping Fabrication Pipes
Joints DN 50 & above Butt welded Pressure Tapping DN 20 – SW half coupling Nipple Sch 80 with Gate valve to spec. Gate
Temp Connections
DN 40 – Flanged set-on nozzle
Vents On lines <= DN 40 ; MEC std. Drains On lines <= DN 40 ; MEC std.
PIPING MATERIAL SPECIFICATION
SERVICE : Fuel oil, LSHS
SERVICE CONDITIONS : Maximum working pressure 10 kg /cm2 (g) and temp 70o C Minimum working pressure 1 kg /cm2 (g) and temp 5o C CORROSION ALLOWANCE : 2 m.m.
Item Size Range Description Dimensional/
Design Standard
Material - Carbon Steel
DN 150 and below
ERW, Plain ends, Sch. – Medium
IS:1239 (part1) IS:1239 – Black Pipe
DN 200 to 450 ERW Pipe IS: 1978 API 5L Gr.B
IS: 1978 API 5L Gr.B
Pipe Fittings
DN 50 and below Fabricated from pipes by cold bending with radius 3 DN / 3000 lbs forged carbon steel, SW
ANSI B16.11 ASTM A 105
DN 65 to 200 Seamless BW elbow Sch-40
ANSI B 16.9 ASTM A-234 Gr. WPB
Bends
DN 250 and above
Mitred bends with radius 1.5 DN
From parent pipe From parent pipe
DN 50 and below 3000 lbs, forged carbon steel, SW
ANSI B16.11 ASTM A105 Tees / Reducers
DN 65 and above Seamless BW, carbon steel Sch. – 40 / Fabricated
ANSI B16.11 ASTM A-234 Gr. WPB
Screwed fittings
DN 50 and above IS:1239 (part II) IS:1239 – Black
Bolting All sizes IS:1367 IS:1367 Gaskets All sizes Compressed asbestos, 1.5
mm thick IS:2712 IS:2712
Gr. 0/2 Flanges All sizes Plate flanges made from IS:6392 (table 17) IS:2002 Gr. 2A
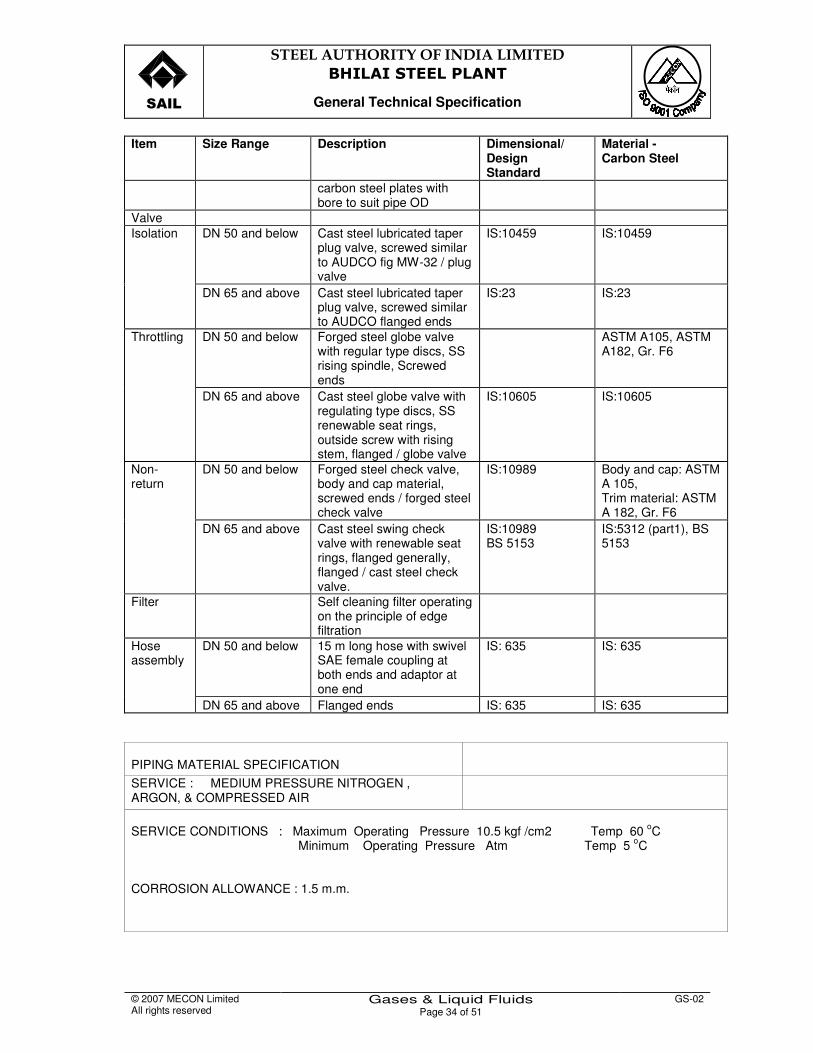
�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 34 of 51
GS-02
Item Size Range Description Dimensional/ Design Standard
Material - Carbon Steel
carbon steel plates with bore to suit pipe OD
Valve DN 50 and below Cast steel lubricated taper
plug valve, screwed similar to AUDCO fig MW-32 / plug valve
IS:10459 IS:10459 Isolation
DN 65 and above Cast steel lubricated taper plug valve, screwed similar to AUDCO flanged ends
IS:23 IS:23
DN 50 and below Forged steel globe valve with regular type discs, SS rising spindle, Screwed ends
ASTM A105, ASTM A182, Gr. F6
Throttling
DN 65 and above Cast steel globe valve with regulating type discs, SS renewable seat rings, outside screw with rising stem, flanged / globe valve
IS:10605 IS:10605
DN 50 and below Forged steel check valve, body and cap material, screwed ends / forged steel check valve
IS:10989 Body and cap: ASTM A 105, Trim material: ASTM A 182, Gr. F6
Non-return
DN 65 and above Cast steel swing check valve with renewable seat rings, flanged generally, flanged / cast steel check valve.
IS:10989 BS 5153
IS:5312 (part1), BS 5153
Filter Self cleaning filter operating on the principle of edge filtration
DN 50 and below 15 m long hose with swivel SAE female coupling at both ends and adaptor at one end
IS: 635 IS: 635 Hose assembly
DN 65 and above Flanged ends IS: 635 IS: 635
PIPING MATERIAL SPECIFICATION
SERVICE : MEDIUM PRESSURE NITROGEN , ARGON, & COMPRESSED AIR SERVICE CONDITIONS : Maximum Operating Pressure 10.5 kgf /cm2 Temp 60 oC Minimum Operating Pressure Atm Temp 5 oC CORROSION ALLOWANCE : 1.5 m.m.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 35 of 51
GS-02
Item Size Range Description Dimensional/ Design Standard
Material - Carbon Steel
DN 15 to 40 ERW, PE Sch. HEAVY IS:1239 – part-1 IS:1239 BLACK
DN 50 to 150 ERW, BE Sch. HEAVY IS:1239 – part-1 IS:1239 BLACK
DN 200 to 350 ERW, BE , THK 6.0mm IS:3589 IS:3589 GR.330
DN 400 to 500 ERW, BE , THK 8.0mm IS:3589 IS:3589 GR.330
DN 550 to 600 ERW BE Thk. 10.0mm IS:3589 IS:3589 GR.330
Pipe
DN 650 & above
ERW/ SAW, BE Thk. 10.0mm (min)
IS:3589 IS:3589 GR.330
DN 15 to 40 SW / Screwed Fittings # 3000 (Elbow R=1.5D)
ANSI B 16.11 ASTM A 105
DN 50 to 150 BW Fittings #150 (Elbow R=1.5D))
ANSI B16.9 ASTM A234 Gr WPB
Fittings
DN 200 & above Miter bends & fittings fabricated from pipe
IPSS-1-06-020 Same as parent pipe
DN 15 to 40
SW:RF : Serrated Finish #150
B 16.5 ASTM A 105 Flanges
DN 50 and above
SORF : Serrated Finish #150
IS:6392 Table-11 IS:2062 Grade B
Gaskets All sizes Gasket : Thk. 2.0 mm Ring type CAF
B 16.21 IS : 2712 Gr W/3
DN 15 to 40 Gate valve SW # 800 API 602 Body ASTM A105 ; 13% CR Trim
Valves Isolation
DN 50 and above
Gate valve Flanged RF Serrated Finish # 150
API 600 Body ASTM A216 Gr. WCB 13% Cr Trim
DN 15 to 40 Globe valve, SW # 800 BS 5352 Body ASTM A105; 13% Cr Trim
Throttling
DN 50 and above
Globe valve : Flanged RF Serrated # 150 finish
BS 1873 Body A216 Gr.WCB 13% Cr Trim
DN 15 to 40 Check valve SW # 800 Lift type
BS 5352 Body ASTM A105; 13% Cr Trim
Non-Return
DN 50 and above
Check valve flanged RF Serrated finish # 150
BS 1868 Body ASTM A216 Gr.WCB 13% Cr Trim
Bolting
All Studs / Bolts Nuts
B 18.2 B 18.2
ASTM A307 Gr B ASTM A563Gr B
DN 15 to 40 TRAP #150, THRMDNMC MANF’ STD. BODY A105, TRIM 13% CR , S: SS304
DN 15 to 40 STRAINER, SW, Y Type MANF’ STD. BODY ASTM A105 : INT SS 304
Miscellane-ous
DN 50 and above
STRAINER, BW, T Type MANF’ STD. BODY A234WPB : INT SS 304
Flanged Joints At valve/ equipment location and for sectionalizing & maintenance To be kept minimum
Piping Fabrication
Pipes Joints
Butt Welded

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 36 of 51
GS-02
Item Size Range Description Dimensional/ Design Standard
Material - Carbon Steel
Pressure Tapping
DN 20 – SW half coupling Sch 80 Nipple with Gate valve to spec.
Temp Connections
DN 40 – Flanged set-on nozzle
Vents On lines <= DN 40 ; MEC std.
Drains On lines <= DN 40 ; MEC std.
PIPING MATERIAL SPECIFICATION
SERVICE : HIGH PRESSURE NITROGEN , ARGON SERVICE CONDITIONS : Maximum Operating Pressure 40 kgf /cm2 Temp 60 oC Minimum Operating Pressure 10.5 kgf /cm2 Temp 5 oC CORROSION ALLOWANCE : 1.5 mm.
Item Size Range Description Dimensional/
Design Standard
Material - Carbon Steel
DN 15 to 40 Seamless PE Sch. 80 B 36.10 ASTM A106 Gr.B
DN 50 to 150 Seamless BE Sch.40 B36.10 ASTM A106 Gr.B
DN 200 to 250 Seamless BE Sch.30 B36.10 ASTM A106 Gr.B
DN 300 to 350 Seamless BE Sch. Std. B36.10 ASTM A106 Gr.B
Pipe
DN 400 to 600 Seamless, B36.10 ASTM A 106 Gr.B
DN 15 to 40 SW Fittings # 3000 (Elbow R = 1.5D)
ANSI B 16.11 ASTM A 105
DN 50 to 350 BW Fittings, Seamless (Elbow R = 1.5D)
ANSI B16.9 ASTM A234 Gr WPB
Fittings
DN 400 to 600 BW Fittings, Seamless (Elbow R = 1.5D)
ANSI B16.9 ASTM A234 Gr WPB
DN 15 to 40
SW:RF : Serrated Finish #600
B 16.5 ASTM A 105 Flanges
DN 50 and above SW:RF : Serrated Finish #600
B 16.5 ASTM A 105
Gaskets All sizes SPIRAL; THK. 4.4 mm API 601 SS 304 SPR. WND + CA FIL
DN 15 to 40 Gate valve SW # 800 API 602 Body A105 ; 13% CR Trim
Valves Isolation DN 50 to 600 Gate valve Flanged RF
Serrated Finish # 300 API 600 Body A216 Gr. WCB
13% Cr Trim Throttling DN 15 to 40 Globe valve, SW # 800 BS 5352 Body A105; 13% Cr
Trim
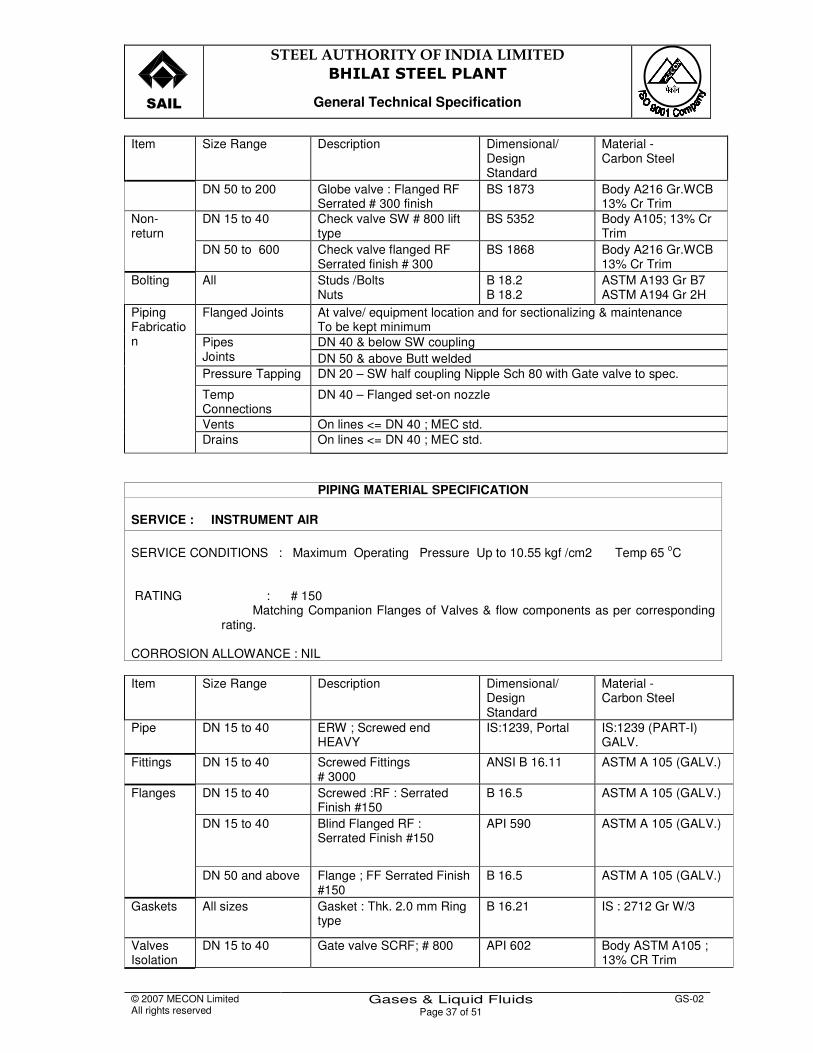
�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 37 of 51
GS-02
Item Size Range Description Dimensional/ Design Standard
Material - Carbon Steel
DN 50 to 200 Globe valve : Flanged RF Serrated # 300 finish
BS 1873 Body A216 Gr.WCB 13% Cr Trim
DN 15 to 40 Check valve SW # 800 lift type
BS 5352 Body A105; 13% Cr Trim
Non-return
DN 50 to 600 Check valve flanged RF Serrated finish # 300
BS 1868 Body A216 Gr.WCB 13% Cr Trim
Bolting
All Studs /Bolts Nuts
B 18.2 B 18.2
ASTM A193 Gr B7 ASTM A194 Gr 2H
Flanged Joints At valve/ equipment location and for sectionalizing & maintenance To be kept minimum DN 40 & below SW coupling
Piping Fabrication Pipes
Joints DN 50 & above Butt welded Pressure Tapping DN 20 – SW half coupling Nipple Sch 80 with Gate valve to spec.
Temp Connections
DN 40 – Flanged set-on nozzle
Vents On lines <= DN 40 ; MEC std. Drains On lines <= DN 40 ; MEC std.
PIPING MATERIAL SPECIFICATION
SERVICE : INSTRUMENT AIR SERVICE CONDITIONS : Maximum Operating Pressure Up to 10.55 kgf /cm2 Temp 65 oC RATING : # 150
Matching Companion Flanges of Valves & flow components as per corresponding rating.
CORROSION ALLOWANCE : NIL
Item Size Range Description Dimensional/
Design Standard
Material - Carbon Steel
Pipe DN 15 to 40 ERW ; Screwed end HEAVY
IS:1239, Portal IS:1239 (PART-I) GALV.
Fittings
DN 15 to 40 Screwed Fittings # 3000
ANSI B 16.11 ASTM A 105 (GALV.)
DN 15 to 40
Screwed :RF : Serrated Finish #150
B 16.5 ASTM A 105 (GALV.)
DN 15 to 40
Blind Flanged RF : Serrated Finish #150
API 590 ASTM A 105 (GALV.)
Flanges
DN 50 and above
Flange ; FF Serrated Finish #150
B 16.5 ASTM A 105 (GALV.)
Gaskets All sizes Gasket : Thk. 2.0 mm Ring type
B 16.21 IS : 2712 Gr W/3
Valves Isolation
DN 15 to 40 Gate valve SCRF; # 800 API 602 Body ASTM A105 ; 13% CR Trim

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 38 of 51
GS-02
Item Size Range Description Dimensional/ Design Standard
Material - Carbon Steel
Throttling DN 15 to 40 Globe valve, SCRF; # 800 BS 5352 Body ASTM A105; 13% Cr Trim
Non-return
DN 15 to 40 Check valve SCRF; # 800 Lift type
BS 5352 Body ASTM A105; 13% Cr Trim
M/C BOLT B 18.2 ASTM A307 Gr B (GALV)
Bolting
All
Nuts B 18.2 ASTM A563 Gr B, (GALV)
Flanged Joints Pipes Joints
Screwed Coupling Piping Fabrication
Temp. Conn. Flanged Installation as MEC std.
Pressure Tapping DN 20 – SW half coupling Nipple HEAVY with Gate valve to spec. Vents MEC std. Drains MEC std.
PIPING MATERIAL SPECIFICATION
SERVICE : LOW PRESSURE STEAM, MEDIUM PRESSURE STEAM, CONDENSATE & BOILER FEED WATER
SERVICE CONDITIONS : Maximum Operating Pressure 18 kgf /cm2 Temp 360oC CORROSION ALLOWANCE : 1.5 m.m.
Item Size Range Description Dimensional/
Design Standard
Material - Carbon Steel
Pipe DN 15 To 500 Carbon steel seamless pipe with bevel ends
ANSI B 36.10 ASTM 106 GR.B or equivalent
Pipe Fittings
Welded Fittings Below DN 50
Bends fabricated from pipes by cold bending with 3D radius and socket welded ends, 3000# Forged carbon steel elbow, 3000# with socket welded ends.
ANSI B 16.11 ASTM A 105 Bends
DN 50 to 500 Bends fabricated from pipes by cold/hot bending with 3D radius, 3000# Forged seamless carbon steel LR elbow with butt welded ends, 3000#
ANSI B 16.9 ASTM A234 Gr. WPB, Sch 40
Tees / Reducers
Below DN 50 Forged carbon steel Tees / Reducers with socket welded ends
ANSI B 16.11 ASTMA 105

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 39 of 51
GS-02
Item Size Range Description Dimensional/ Design Standard
Material - Carbon Steel
DN 50 to 500 Forged seamless carbon steel Tees / Reducers with butt welded ends
ANSI B 16.9 ASTM A234 Gr. WPB, Sch 40
Bolting
All sizes Bolts / studs / Nuts Bolts / Studs ASTM A193 Gr B7. Nuts ASTM A194 Gr. 2H
Gaskets All sizes Compressed Asbestos Gaskets for condensate and LP stream
IS 2712 Gr W/3, 1.5 mm thick
All sizes Spiral wound SS304 with CA filler for MP stream
Flanges All sizes SO/ WN / Blank flanges RF 125 AARH made from carbon steel plates / Forged carbon steel flanges
ANSI B 16.5 ANSI B 16.5
IS 2002 Gr. 2A A105 / A 234 Gr. WPB
Valves
Isolation Below DN50 Forged carbon steel gate valve, Class 800/900 with rising stem and socket welded ends.
API 602/BS 5352 Body / Bonnet to ASTM A105, Stem / trim SS to AISI 410 (13% Cr)
DN50 and above Cast carbon steel gate valve, Class 150/300 (for MP steam) with rising stem and BW/ Flanged ends
API 600 Body / Bonnet to ASTM A216 Gr. WCB, Stem / Trim SS to AISI 410 (13% Cr)
Throttling Below DN50 Forged carbon steel globe valve class 800/900 with rising stem and socket welded ends
BS 5352 Body / Bonnet to ASTM A105, Stem / trim SS to AISI 410 (13% Cr)
DN50 and above Cast carbon steel globe valve class 150 / 300 (for MP steam) with rising stem and BW / Flanged ends
BS 1873/ API 600 Body / Bonnet to ASTM A216 Gr WCB, Stem / Trim SS to AISI 410 (13% Cr%)
Non return
Below DN50 Forged carbon steel swing check / piston lift valve class 800/900 with socket welded ends.
BS 1868 Body / Disc / Cover to ASTM A105, Internals / Trim SS to AISI 410 (13% Cr)
DN50 and above Cast carbon steel swing check valve Class 150/300 (for MP steam) with rising stem and BW / Flanged ends
BS 1868 Body / Disc / Cover to ASTM A216, Grade WCB Internals / Trim SS to AISI 410 (13% Cr)
Strainer Strainer with cast steel body and brass strainers of 16 G sheet with 1.25 mm diameter perforation @ 20 per cm2 and SW / Flanged ends.
Manufacturer’s Standard
Hose assembly
Metallic hoses of 15 m length complete with screwed female swivel couplings at both the ends
Manufacturer’s Standard

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 40 of 51
GS-02
Item Size Range Description Dimensional/ Design Standard
Material - Carbon Steel
Steam trap
50 and below Thermodynamic steam trap with inbuilt strainer, Class 800/900 and SW ends
Manufacturer’s Standard
Body / Cap / Plug A743 Gr CA 40
Note:
1. Class 150 for condensate and LP steam 2. Class 300 for MP steam 3. For feed water, schedule / thickness of pipe fittings and class ratings are to be selected by the
tenderer based on pressure and temperature of feed water.
PIPING MATERIAL SPECIFICATION
SERVICE : MEDIUM PRESSURE OXYGEN SERVICE CONDITIONS : Maximum Operating Pressure 16 kgf /cm2 Temp 60 oC CORROSION ALLOWANCE : 2 m.m. Cleaning, Pickling, Passivation & Degreasing As Per IGC / IPSS code
Item Size Range Description Dimensional/
Design Standard
Material - Carbon Steel
DN 6 to 10 Seamless Tube Deoxidized non-Arsenic Copper or Aluminum
DN 15 to 40 Seamless PE Sch. 80 B 36.10 Carbon Steel, ASTM A106 GR.B
DN 50 to 150 Seamless BE Sch.40 B36.10 ASTM A106 GR.B
DN 200 to 300 Seamless BE Sch.40 B36.10 ASTM A106 GR.B
Pipe
DN 350 to 600 Seamless BE Sch.40 B36.10 ASTM A106 GR.B
DN 50 to 150 Copper Pipe B36.10 Deoxidised non Arsenic Copper
Fire Breaker
DN 200 to 600 Copper Pipe B36.10 Deoxidised non Arsenic Copper
DN 15 to 40 SW Fittings # 3000
ANSI B 16.11 ASTM A 105 Fittings DN 50 and above BW Fittings
ANSI B16.9 ASTM A234 Gr WPB
DN 15 to 40 SW:RF : Serrated Finish B 16.5 ASTM A 105 Flanges DN 50 above WNRF : Serrated Finish B 16.5 ASTM A 105
Gaskets All sizes PTFE LOX GRADE B16.21
Valves
DN 15 to 40 Ball valve class 800 for isolation purpose Flanged ends (class 300)
BS 5351 Body A182 GR. 304; /BRONZE ;13% Cr Trim / BRONZE

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 41 of 51
GS-02
Item Size Range Description Dimensional/ Design Standard
Material - Carbon Steel
DN 50 and above Ball valve class 300 for isolation purpose Flanged ends (class 300)
API 600 Body A351 GR. CF8; /BRONZE ;13% Cr Trim / BRONZE
DN 15 to 40 Globe valve class 800 for throttling purpose, flange end (class 300)
BS 5352 Body : Bronze Trim: Bronze
DN 50 and above Globe valve class 300 for throttling purpose with flange end
BS 1873 Body : Bronze Trim: Bronze
DN 15 to 40 Check valve class 800 with flanged end class 300
BS 5352 Body A182 GR. 304; /BRONZE ;13% Cr Trim / BRONZE
DN 50 and above Check valve class 300 with flanged end
BS 1868 Body A351 GR. CF8; /BRONZE ;13% Cr Trim / BRONZE
DN 15 & Above Ball valve flanged RF Serrated finish
BS 5351 Body A351 GR.CF8 ; A182 GR. 304 Trim;PTFE Seat
PIPING MATERIAL SPECIFICATION
SERVICE : HIGH PRESSURE OXYGEN SERVICE CONDITIONS : Maximum Operating Pressure 40 kgf /cm2 Temp 60 oC Minimum Operating Pressure 16 kgf /cm2 Temp 5 oC RATING : # 300
Matching Companion Flanges of Valves & flow components as per corresponding rating.
CORROSION ALLOWANCE : 2 m.m. Cleaning, Pickling, Passivation & Degreasing As Per IGC / IPSS code
Item Size Range Description Dimensional/
Design Standard
Material - Carbon Steel
DN 6 to 10 Seamless tube Deoxidized non-Arsenic copper or Aluminum
DN 15 to 40 Seamless PE Sch. 80 B 36.10 Carbon Steel, ASTM A106 GR.B
DN 50 to 150 Seamless BE Sch.40 B36.10 ASTM A106 GR.B
Pipe
DN 200 to 250 Seamless BE Sch.40 B36.10 ASTM A106 GR.B

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 42 of 51
GS-02
Item Size Range Description Dimensional/ Design Standard
Material - Carbon Steel
DN 300 to 600 Seamless BE Sch.40 B36.10 ASTM A106 GR.B
DN 50 to 150 Copper Pipe B36.10 Deoxidised non Arsenic Copper
Fire Breaker
DN 200 to 600 Copper Pipe B36.10 Deoxidised non Arsenic Copper
DN 15 to 40 SW Fittings # 3000
ANSI B 16.11 ASTM A 105 Fittings
DN 50 and above BW Fittings ANSI B16.9 ASTM A234 Gr WPB DN 15 to 40
SW:RF : Serrated Finish; B 16.5 ASTM A 105 Flanges
DN 50 and above WNRF : Serrated Finish B 16.5 ASTM A 105 Gaskets All sizes PTFE LOX GRADE B16.21
DN 15 to 40 Ball valve class 800 for isolation purpose flanged ends (class 300)
BS 5351 Body A182 GR. 304; /BRONZE ;13% Cr Trim / BRONZE
DN 50 and above Ball valve class 300 for isolation purpose flanged ends (class 300)
API 600 Body A351 GR. CF8; /BRONZE ; Trim:13% Cr / BRONZE
DN 15 to 40 Globe valve class 800 for throttling purpose, Flanged ends (class 300)
BS 5352 Body: Bronze Trim: Bronze
DN 50 and above Globe valve class 300 for throttling purpose, Flanged ends (class 300)
BS 1873 Body: Bronze Trim: Bronze
DN 15 to 40 Check valve class 800, with flanged ends (class 300)
BS 5352 Body A182 GR. 304; /BRONZE ;trim 13% Cr / BRONZE
Valves
DN 50 and above Check valve class 300 with flanged ends
BS 1868 Body A351 GR. CF8; /BRONZE ; Trim:13% Cr / BRONZE
A) Erection of BF Gas, Cold Blast, Nitrogen, Instrument Air, Steam and LPG
Pipelines
01 General
02 Before erection, the equipment, valves and other fittings to be mounted on pipelines/ equipment should be dismantled, (only if required), cleaned, oiled and reassembled. Glands shall be packed with suitable materials as per approved drawings.
- All elements of the pipelines system shall be erected at site strictly as per the drawings approved by the / Consultant.
- Any modification to be carried out at site, shall have the prior approval of / Consultant’s representatives.
- While erecting, pipelines shall rest uniformly on each support. Yokes, if provided, shall not allow lateral movement of pipes.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 43 of 51
GS-02
- Matching faces of flanges shall be perpendicular to the axis of pipelines. Use of gaskets of unusual thickness to fill gap between flanges shall not be allowed.
- For horizontal pipes, the flanges shall be erected such that top two bolt holes are displaced by half pitch from the vertical axis of the flange.
- Flanges of adjoining pipes shall be located in staggered manner. - Flanged joints shall be laid as close to the support as possible.
- Bends for steam pipes shall have a radius of not less than three
times the nominal pipe dia unless otherwise specified.
- In general pipes are to be joined by butt welding. However, steam service pipelines 40 mm & lower sizes shall be joined by socket welding.
- For insulated pipe, steel protectors for the insulation shall be provided at
points where the pipe is supported on rollers, slides or other equipment where contact with such members is required outside the insulation.
- In case the location of spindle wheel of valves is not clearly shown in the
erection drawings, the same shall be located in a manner as to facilitate easy operation from ground level of nearest operating platform.
- For making pipe bends/ elbows at site using hot/ clod bending process, the decrease in the pipe thickness shall not be more than 15% of the pipe thickness.
- After erection of pipelines, the holes made in the walls shall be covered with bricks & mortar. A gap of 10 to 20 mm shall be kept between wall and the pipe for the movement due to thermal expansion. The gap shall be filled with felt/ asbestos.
- Holes made in the roof shall be covered with removable CGI sheets.
- The trenches for pipes shall be covered with removable chequered plate covers/ concrete slabs as per the drawings.
- All pipeline branches not connected to equipment shall be closed using blank flanges and gaskets.
03 Welding of pipelines
- All pipelines shall be joined by welding. Flanged joints shall be used for connecting the pipe with equipment, valve or fitting.
- Electric arc welding shall be used for joining pipes, support, structures, etc.
- All manufactured pipes shall be joined by butt welding. Large dia pipes, fabricated from sheets, shall be joined by fillet welding using semi- bandages attached to each section being joined.
- Welding shall be done by qualified welders. Code of practice as per relevant Indian Standards shall be followed for the welding procedure, use of electrodes, etc.
- Proper edge preparation and preheating of edges to be welded, whenever required, shall be ensured before welding.
- After every 50 butt welded joints of gas pipeline, one test sample shall be welded by the same welder. Tensile teat and bend test shall be performed as per IS :814 to check the strength of welding. Four test samples shall be made from the test piece, two each for tensile and bend test.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 44 of 51
GS-02
- Tensile strength shall not be less than 34 kg / mm2 and elongation less than 12 %.
- Angle of bend at the appearance of first crack shall not be less than 70 deg.
- Visual inspection shall be done for all welded joints to check for following possible defects :
- Surface cracks on weld metal or parent metal.
- Fusion or cuts at the joining of weld metal and parent metal.
- Sponginess or porosity on the surface of weld.
- Non-uniform thickness or distortion in case of fillet welds.
- Deviation in the pipe axes or dimension of the joint.
- All defective spots found shall be chipped off and re-welded.
- For high pressure pipes, radiographic examination of welds shall be carried out as per IS : 2825.
04 Link lengths and tolerances
- Straight sections of gas pipelines shall be manufactured as separate links and joined at site by butt welding.
- Link lengths for pipes shall be as follows :
a) Up to 13 m : for pipes with dia 1400 mm or less.
b) Up to 26 m : for pipes above 1400 mm dia.
- Following tolerances are allowed :
i) For length of links :
a) +/- 3 mm for length up 1 m
b) +/- 0.5 % for length more than 1 m, total deviation shall not exceed 10 mm for every 10 m or part thereof .
ii) Deviation in the pipe axis from the straight line :
Upto 0.12% of the link length but not more than 15mm for links with length more than 10 m. Deviation shall be checked by stretched cord.
iii) For distance between the contacting surfaces from the geometrical axis for bends, tees, crosses and other pipe fittings.
+/- 3 mm for distance upto 500 mm .
+/- 0.5% or 10 mm maximum for distance more than 1 m.
However, for BF gas and CO gas pipelines, the tolerance shall be limited to +/- 1.5 mm only.
iv) Deviation of pipe axes at the joining point from the diametral plane of pipes:
2 mm, irrespective of link length.
v) For distance between two adjacent connections on a pipe :
+/- 2 mm for each length but not more than +/- 5 mm overall.
vi) Distortion of the contacting surface of flange relative to the geometrical plane perpendicular to the pipe axis :
0.004 times the outer diameter of the flange at the periphery.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 45 of 51
GS-02
vii) Tolerance for clearance between flanges and flange rings :
Not more than 2 mm.
05 Erection of valves and fittings
- Before erection, the valves, cocks and other fittings, to be mounted on pipelines, shall be dismantled, cleaned, oiled and reassembled. Glands shall be packed with suitable materials as per approved drawings.
- All moving parts of the pipe fittings should move freely without jamming.
- Valves shall be tested hydraulically for leakage by applying pressure on up stream side with valve in closed position.
- Bolts & nuts shall be cleaned and lightly oiled.
- Proper grades of gaskets shall be used for erection as per approved drawings.
Testing of BF Gas, Cold Blast, Nitrogen, Instrument Air, Steam and LPG pipelines
- Preliminary acceptance test for erected pipelines shall be carried out as follows :
a) Checking of metal marked as per manufacturer’s certificate/ approved drawings.
b) Checking of test result of mechanical tests for welding/ radiographic tests.
c) Visual examination of welds.
d) Dimensional checks as per the approved erection drawings.
e) Checking of welded joints by chalk kerosene test.
- In case defects are found by visual examination, these shall be rectified prior to leakage test.
- Checking of proper installation of supports, expansion joints, valves and fittings.
- The pipeline shall be cleaned from inside, all debris removed and pipeline blown with air to remove all dirt, rust particles, etc.
Strength and leakage test for BF gas, Cold Blast, Nitrogen, Instrument air, Steam and LPG pipelines : Test fluid for BF gas, Cold blast and LPG shall be air and for Nitrogen, Instrument air & Steam service pipelines, test fluid shall be water.
All mounted equipment / instruments, control valves, etc. on pipelines shall be temporarily replaced by spool pieces. End connection near equipment connection shall be temporarily disconnected and blanked. For BF gas, test pressure equivalent to 1.25 times the maximum operating pressure but not less than 0.2 Kgf/cm2 (g) shall be applied using air as per the certified drawings and instructions of OWNER/ MECON for ascertaining the strength.
For cold blast, compressed air, nitrogen & LPG test pressure shall be 1.25 times the maximum working pressure. For steam service pipelines test pressure shall be 1.5 times the maximum working pressure.
a) For BF gas, cold blast, compressed air, nitrogen & LPG pressure test shall be carried out
by maintaining the test pressure indicated above for a minimum period of 1/2 hour. For steam pipes, the minimum duration shall also be 1/2 hour.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 46 of 51
GS-02
b) During pneumatic test, pressure shall be gradually reduced to 1.1 times the operating pressure to check the leakage by soap solution. Test duration shall be minimum 2 hours.
c) Soap solution shall be applied to the weld surfaces / flanges to check for any leakage. d) Any defect found shall be rectified after releasing the test pressure and after rectification
of defects the test shall be repeated. During pneumatic tests of all gas pipelines pressure and temperature readings shall be taken at the beginning and end of the test. The percentage pressure drop (P) shall be calculated as follows :
P = 100 (1 - P2 / P1 X T1/ T2) Where P1 and P2 are absolute pressure in the pipe at the beginning and end of test and
T1 and T2 are absolute temperature at the beginning and end of the test.
e) The maximum allowable pressure drop in all gas pipelines shall not exceed 1.0 % per hour for outdoor pipelines during pneumatic test. For pipeline subjected to hydro test, no leakage is permissible
1) High pressure pipelines shall be tested as follows :
a) Pipe sections shall be disconnected from the equipment using blank flanges.
b) Vents shall be provided at high points for air release during pipe filling. The vents shall be plugged with threaded nipples after the tests.
c) Tests shall be carried out before painting of the pipelines and before application of insulation.
d) Pipe upto 300 mm diameter shall be tested hydraulically for strength by applying test pressure equivalent to 1.25 times the operating pressure. Test pressure shall be maintained for 30 minutes and then gradually reduced to the operating pressure. For steam pipelines test pressure shall be 1.5 times the working pressure and duration 2 hrs.
e) Leakage from welded joints shall be checked by tapping with light hammer. No sweating should occur on the weld surface. Test shall be considered satisfactory if no visible leakage is found and pressure in pipeline remains steady.
f) In case hydraulic testing is not feasible, test shall be carried out by compressed air. Leakage from joints shall be checked by soap solution.
g) Test for tightness shall be carried out using compressed air at the operating pressure, the test pressure shall be held for 12 hours. The percentage pressure drop calculated as per formula given in para ( g ) of previous clause shall not exceed.
Commissioning of BF gas, Cold Blast, Nitrogen, Instrument Air, Steam and LPG
pipelines
Pipelines shall be commissioned only after successful completion of preliminary acceptance test, strength tests and leakage tests.
All valves and regulating devices shall be checked for smooth & proper operation.
All safety relief valves shall be checked and set at required pressure setting.
All instruments, interlocks, etc., shall be checked.
Charging of BF Gas & LPG
Pipelines shall be commissioned only after successful completion of acceptance tests, strength tests and leakage tests.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 47 of 51
GS-02
001 Before charging the pipelines with fuel gas, the entire air from the pipeline shall be purged with nitrogen / Steam.
002 Before purging, all valves shall be set at required position, drain pots filled with water, all hatches & manholes closed. All bleeders except the ones used for venting the purge gas, shall be closed.
003 Discharge from the pipeline shall be through bleeder / vents only. The air / gas should not be discharged into the shop / furnace.
004 Completion of purging shall be determined by taking samples from the bleeders. When the oxygen content of two successive samples is less than 1%, the purging shall be deemed to be completed.
005 After purging is complete, the gas shall be gradually charged into the pipelines. The charging shall be done section wise gradually approaching the consumer end.
- The gas shall be discharged through bleeders only. Exhaust gas from bleeders can be set on fire.
- Completion of filling shall be determined by taking samples from the bleeders. In case oxygen content of two successive samples is less than 1 % the gas blowing shall be deemed to be complete.
006 All activities of gas pipe purging and charging shall be co-ordinated in presence of OWNER/ MECON, safety personnel, fire tenders, etc.
007 After charging the gas into the system, all isolating devices, instruments, controls, safety devices, condensate seal pots, etc. shall be again checked for proper operation.
Charging of cold blast, nitrogen, Compressed Air
008 After pressure test, the nitrogen and instrument quality compressed air line / cold blast line shall be purged with nitrogen and dry air respectively for removal of moisture, dirt , etc. from the piping system.
009 Nitrogen, Instrument quality compressed air, cold blast shall be subsequently charged in the line by connecting with the existing network.
Charging of Steam.
010 After pressure test steam pipeline shall be depressurised and drained of water fully through drains/ by pass of steam traps. Subsequently, the pipeline shall be charged with steam slowly by crack opening the steam supply valve keeping all drain points open.
011 When steam is observed from all drain points and consumer ends then steam valve at the inlet to the system should be fully opened and all by pass valve on drains closed and isolation valve on steam traps are kept open.
B) Oxygen pipelines
01 General
- All work concerning oxygen pipeline system shall be done by persons of contractor well conversant with the oxygen service and having proven ability in the field.
- All safety aspects with regards to selection of materials, erection procedure, degreasing, testing and commissioning procedures, cleanliness, etc. shall be kept in view by all personnel connected with the job.
- Erection of pipes, fittings, instruments, etc. shall be done strictly as per the approved drawings. Any change proposed to be done at site shall have the approval of the Purchaser’s/ Consultant’s representatives.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 48 of 51
GS-02
02 Routing of oxygen pipes
- Oxygen pipes can be laid along with other pipes on same stockades. Oxygen pipeline shall have independent support from the same stockade.
- Clear distance of 300 mm shall be kept between oxygen pipe and any other pipe.
- In-shop pipes can be laid along the wall and can be supported from building structures, crane girders etc. by independent brackets, hangers, etc.
- Pipelines laid in trenches shall be covered with sand/ earth.
- Oxygen pipeline shall not be laid in tunnel/ basements. In case, it is necessary to pass the pipeline through a tunnel, an encasing pipe shall be provided on oxygen line extending 1.0 m on both the ends of the tunnel.
- A clearance of 500 mm shall be kept between oxygen pipe and electrical cables and in case of bare conductors, the clearance shall be 1000 mm.
- Oxygen pipelines crossing the walls/ floors shall also have encasing pipe. The gap between the pipe and casing shall be filled with non-inflammable material allowing movement of the pipe.
- Oxygen pipelines shall be effectively earthed, Jumpers of minimum 5 mm diameter shall be proved at all flanged joints.
003 Materials
- All materials supplied for erection shall have manufacturer’s test certificates including materials test and hydraulic test reports.
004 Cleanliness
- All steel pipes & fittings shall be pickled at the manufacture’s works or at site prior to degreasing.
- In case, pickling is done at manufacturer’s work, the ends of pipes shall be sealed/ plugged, and then pipes packed and tagged ‘pickled for oxygen service’ before despatch.
- Pickling shall be done using HCL of 20% concentration (w/ w). After pickling, pipes shall be washed with water, neutralised with 0.25% NaOH solution and again washed with water.
- Before erection, the pipes & fittings shall be visually inspected for presence of scales/ foreign matter like fillings, flux, corrosion products, dirt, wood and metal chips, threading compounds, sealants, tar asphalt, moisture, paint, chalk, etc.
- The pipe work shall be thoroughly cleaned to ensure removal of all foreign matter.
- Presence of grease or oil shall also be checked visually. Inside surface of pipes shall be checked by passing clean white cotton piece.
Hands, clothes and aprons of the workers doing erection job shall be clean and free of oil and grease.
005 Degreasing
- Before erection, all pipelines, fittings, valves, gaskets, packing material, instruments etc. shall be degreased using proper solvent like carbon tetrachloride or trichloroethylene. For initial degreasing detergent made by mixture of sodium hydroxide trisodium phosphate and calcium sodium silicate can be used.
- The quality of the solvent used for degreasing shall be checked before its application.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 49 of 51
GS-02
- The parts to be degreased should be cleaned and dried by blowing air.
- Outer surface of pipes is degreased by wiping with cloth dipped in solvent and then dried till smell of solvent disappears.
- For degreasing inner surface of pipes, pipe shall be plugged at one end, filled with solvent and closed at the other end. Pipe shall be kept in horizontal position, rotated about axis at least once in a minute. After continuing the process for about 15 minutes, the solvent shall be drained and pipe blown with dry oil free air or nitrogen for at least 5 minutes.
- Drying after degreasing can also be done in open air for at least 24 hours.
- Vapour degreasing method can also be applied for pipes.
- For degreasing of valves, fittings and other components, the same shall be dismantled and parts dipped in solvent for 5 to 10 minutes. After degreasing, the parts shall be dried in open air till smell of solvent is eliminated.
- Gaskets and packing material shall be degreased by dipping in solvent for 1.5 to 2 hours after which these shall be dried in open air for 24 hours.
- Degreasing operation shall be done in open air.
- The workers should use safety masks to prevent hazards due to inhaling of the solvent vapours. Solvent contact with skin shall also be avoided.
- Safety aspects regarding handling of solvents shall be kept in mind during degreasing process.
006 Erection
- Erection of oxygen pipelines shall be done as per approved drawings and general guidelines for erection of pipelines.
- Gas welding or electric arc welding shall be used for erection of pipelines. Welding shall be done by qualified welders.
- Qualifying tests for welding, welding procedures and quality control etc. shall be generally as per IS: 2825, ‘ code of Practice for Unfired pressure Vessels’.
- Radiographic examination of 100% welds for oxygen pipelines with working pressure over 6 kgf/ cm2 (g) and OD above 76 mm shall carried out. Interpretation of radiographs shall be done by a competent agency like Lloyds Register of Shipping. Proper identification marking for welds and their corresponding radiographs shall be carried out by the contractor.
- For pipelines having working pressure below 6 kgf/ cm2 (g), 40% welds shall be tested by radiography.
- Cleanliness of personnel as well as tools and tackles shall be ensured.
007 Testing
- All erected pipelines shall be tested for strength and leakage using dry and oil free air or nitrogen.
- Before testing, the pipeline shall be degreased by vapour degreasing method.
- After degreasing, the pipelines shall be blown with dry and oil free nitrogen. During blowing, velocity in the pipeline shall not be less than 20 m/ sec.
- Blowing shall be done for a period of at least 1 hour to remove all particles of dust, scale etc. from the system. Cleanliness shall be checked by holding a piece of white paper at the air outlet.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 50 of 51
GS-02
- After blowing, the line shall be pressurized up to 1.25 times the maximum working pressure using air/ nitrogen. The test pressure shall be held for 30 minutes during which the joints shall be lightly tapped with a wooden hammer of 1.5 kg weight.
- Pressure shall be gradually reduced to the operating pressure and all joints checked by soap solution for leakage. If any leakage is detected, line shall be depressurized and defect rectified.
- Leakage test for the pipeline system shall be done at operating pressure for a period of 24 hours. During this period, pressure and temperature readings shall be taken at an interval of 1 hour. Duplicate gauge with least count of 0.1 kg/ cm2 for pressure and 0.5 deg. C for temperature shall be used.
- The percentage pressure drop (P) shall be calculated as follows :
P = 100 (1 – P2/ P1= * T1/ T2 )
Where P1 and P2 are pressure in the pipe at the beginning and end of test and T1 and T2 are absolute temperatures at the beginning and end of the tests.
- Leakage of air / nitrogen determined by above formula shall not exceed 0.2% per hour.
- After satisfactory completion of leakage test, the pipeline shall be isolated and kept under pressure of 1.0 kg/ cm2 till the line is commissioned.
008 Commissioning
- Before charging the pipeline with oxygen, the line shall be blown with dry, oil free air/ nitrogen at a velocity of minimum 20 m/ s for a period of at least 8 hours. Cleanliness of outlet air shall be checked by holding a piece of white paper for 3 to 5 minute at air outlet. If dust particles are found on the paper, blowing shall be continued till paper test shows negative results.
- After completion of blowing, oxygen shall be introduced gradually increasing the oxygen percentage in the pipe. The velocity of oxygen flow shall be limited to 10 m/ s till all air/ nitrogen is exhausted from the pipe.
- Oxygen shall be vented through bleeders in open atmosphere at a safe place away from open flames/ fire. Minimum height of bleeder outlet shall be 2.5 m from ground/ platform level or shop roof.
- After charging the line completely with oxygen, bleeder valves shall be closed and line may be put into service.
009 Safety
- Testing, cleaning and commissioning of oxygen pipelines shall be carried-out only in the presence of and with the permission of senior engineers of the and the Consultant.
- The safety department of the shall be informed and their concurrence taken on all matters related to cleaning, testing and commissioning of oxygen pipe lines.
- All first aid and fire fighting facilities should be readily available.
- During testing of pipelines by air, the area shall be cordoned off and clear working placards shall be displayed.
- All safety precautions shall be observed in storage and handling of solvents. Passing and acceptance of pipelines Prior to passing and acceptance of pipelines for operation they shall be inspected
with the view to check that all civil, structural, erection and special works are completed.

�����
�������������� ���������������
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Gases & Liquid Fluids Page 51 of 51
GS-02
Before handing over the pipelines for operation, the Contractor shall provide the
following technical documents.
001 Certificates of inspection, degreasing and testing of fittings, pipe joints and parts.
002 Certificate on the inspection of internal cleanliness of pipes.
003 Certificates on pipe, flanges, plugs and welding material.
004 Copies of the welder s̀ certificates.
005 Results of mechanical testing of samples.
006 Certificate on testing of pipelines for strength and leaks.
007 Principal scheme of pipelines with indications of welded butts and labels.

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 1 of 19
GS-09
01 GENERAL 01.01 This spec i f ica t ion covers the mater ia ls , too ls , fac i l i t ies and qua l i t y
requ irement for sur face preparat ion and pa int ing of s teel s t ruc tures , equipment , p ip ing, ducts , chutes , wood work etc .
01.02 This is only a genera l gu ide l ine of the pa int ing scheme to be fo l lowed by
the Tenderer . However , in case a spec i f ic paint ing procedure is s t ipu la ted in any tender ing spec i f ica t ion , then th is genera l gu idel ine sha l l be superceded. Any spec ia l case which may ar ise f rom t ime to t ime sha l l be deal t w i th ind iv idual l y on the mer i t o f each case
01.03 The term “paint ing” re fer red here in covers rus t prevent ive, fungus/ insects
prevent ive and decorat ive coat ing a long wi th sur face protec t ion of the fo l lowing area but not l im i ted to the areas ind icated below.
i ) St ruc tura l s tee l works i i ) Mechanical equ ipment i i i ) E lec t r ica l equipment iv) Ins t rumentat ion and contro l equ ipment . v) Pipe work v i ) Oxygen p lant , e tc .
01.04 Sur faces made of asbestos , a lum inum, brass, bronze, ga lvan ized s teel ,
s ta in less s teel , cas t i ron and other cor ros ion res is tant a l loys and rubber /s yn thet ic po lymer / f iber re inforcement p las t ic and bur ied p ipe work are no t required to be pa in ted un less spec i f ied except for aes thet ic purposes or for ident i f icat ion bands , wherever re levant .
01.05 The complete pa in t sys tem for any i tem inc ludes the fo l lowing bas ic
ac t iv i t ies : i ) Proper sur face preparat ion i i ) Appl icat ion of pr imer coats i i i ) Appl icat ion of in termediate coats iv) Appl icat ion of f in ished coats Al l the above coats sha l l be of qua l i t y paint products and of approved make. The scope of work shal l a lso inc lude supp ly of a l l pa int mater ia ls as per spec i f icat ion desc r ibed here in.
01.06 I f the contrac tor des ires to adopt a l terna t ive pa int s ys tem for any spec i f ic i tem for an improvement or equ iva lent to the s ys tem spec i f ied here- in or as per recommendat ions of paint manufacturer , may do so subjec t to purchaser ’s approva l in advance.
02 SURFACE PREPARATION 02.01 Sur face preparat ion required for pa int appl ica t ion , sha l l be such as to
c lean the sur face thorough ly of any mater ia l wh ich wi l l be conduc ive to premature fa i lure of the paint subs trates .

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 2 of 19
GS-09
02.02 Al l sur faces sha l l be c leaned of loose substances, and fore ign mater ia ls , such as d i r t , rus t , scale, o i l , grease, weld ing f lux , e tc . in order that the pr ime coat is r ig id l y anchored to the v i rg in meta l sur face. The sur face prepara t ion sha l l conf i rm to p ic tor ia l representat ion of sur face qua l i t y grade of Swed ish Standards Ins t i tu t ion SIS – 055900 or equ iva lent s tandards such as SSPC – VIS – 1 .67 or DIN 55928(Par t 4) or BS 4232 or IS 1477 – 1971 (Par t I )
02.03 The acceptab le sur face prepara t ion qual i t y / grade are descr ibed under
each paint sys tem. The procedures inc lude so lvent c lean ing, hand too l c lean ing, power too l c leaning , b las t c leaning , wood sur face c lean ing, f lame c lean ing and p ick l ing. This wi l l ensure sur face qua l i t y as requ ired by the spec i f ic pr imer paint . For ready reference sur face preparat ion qual i t y grade to be adopted in respect of SIS 055900 and DIN 55928 (par t -4) is g iven in Annexure-01.
02.03 .01 Solvent Cleaning
The sur face sha l l be c leaned by wip ing, immers ion , spraying or vapour contac t ing of a su i tab le so lvent or washing wi th an emuls ion or a lka l ine solut ion to remove o i l , grease, d i r t , o ld pa int , e tc . Solvent c lean ing sha l l not remove rus t , scales , m i l l sca les or we ld f lux . Therefore, before appl ica t ion of pa int , so lvent c lean ing shal l be fo l lowed by other c lean ing procedures as s ta ted in subsequent c lauses.
02.03 .02 Hand Tool Cleaning
The sur face sha l l be c leaned manua l ly by v igorous wire brush ing as per grade St-2 qual i t y of Swed ish Standard Ins t i tu t ion SIS 055900 and DIN 555928. Th is method ef fec t ive l y removes loose ly adherent mater ia ls , but wou ld not af fec t res idues of rus t or m i l l scales tha t are in tac t are f i rm ly adherent . F ina l ly the sur face is to be c leaned wi th a vacuum c leaner or wi th c lean compressed a i r or wi th c lean brush. Af ter preparat ion the sur face sha l l have a fa int meta l l ic sh ine. The appearance shal l cor respond to the pr in ts des ignated St – 2.
02.03 .03 Power Tool C leaning The sur face shal l be c leaned by e lec t r ic or pneumat ic too ls , such as brushes, sand ing machines, d isc abras ive gr inder , ro tar y d isc scaler etc . to St – 3 qua l i t y. The too ls sha l l be used carefu l l y to prevent excess ive roughen ing of sur face and format ion of r idges and burrs . This method wi l l remove loose ly adherent mater ia ls bu t wou ld not af fec t res idues of rus t or m i l l sca les that are f i rm ly adherent and in tac t .
02.03 .04 Blast C leaning
The sur face shal l be c leaned by impingement of abras ive mater ia ls , such as graded sand at h igh ve loc i t y c reated by c lean and dr y compressed a i r b las t as per the grade accord ing to Swedish Standard Ins t i tu t ion SIS 055900 .This method wi l l remove loose ly adherent mater ia ls as we l l as adherent sca les and m i l l sca les . Pr ior to appl ica t ion of b las t , heavy depos i t o f o i l and grease are removed by solvent c lean ing excess ive

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 3 of 19
GS-09
sur face scales are removed by hand too ls or power too l c leaning . The ex tent of removal o f adherent scales is var ied, depend ing on the appl ica t ion and are def ined by the sur face qual i t y grades Sa1, Sa2, Sa2.5 and Sa3 in the order of increas ing c lean l iness. The b las t c lean ing is not recommended for sheet meta l work .
02.03 .05 Flame Cleaning The sur face is c leaned by rap id heat ing by means of ox yacetylene f lame
to loosen the adherent sca les , fo l lowed immediate l y by wire brush ing. This method wi l l remove loose ly adherent mater ia ls as we l l as most of the adherent sca les and m i l l scales . In order to m in im ize or prevent d is tor t ion f lame cut t ing shal l no t be used on members having th ickness of 6 mm and lower .
02.03 .06 Pickl ing In th is method the sur face is c leaned of m i l l scales , rus t or rus t scales by
chemical reac t ion or e lec t ro l ys is or both.
03. PAINT APPLICAT ION 03.01 Paints 03.01 .01 Pa in t sha l l be appl ied in accordance wi th pa in t manufacturer ’s
recommendat ions. The work sha l l genera l l y fo l low IS 1477 – 1971 (Par t I I ) for jobs car r ied ou t in Ind ia and SSPC-PA-1 or D IN 55928 or equ iva lent for jobs car r ied ou t ou ts ide India.
03.01 .02 Genera l compat ib i l i t y be tween pr imer and f in ish ing pa in ts sha l l be
es tabl ished by the pa int manufacturer supp ly ing the paints . 03.01 .03 In the event of conf l i c t be tween th is genera l procedure on paint ing and
the pa in t manufacturer ’s spec i f icat ion, the same shal l be immediate l y brought to the no t ice of the Purchaser . Genera l l y in cases of such conf l ic ts , manufacturer ’s spec i f icat ions/ recommendat ions sha l l preva i l .
03.01 .04 Before buying the pa in t in bu lk , i t is recommended to obta in sample of
pa in t and es tab l ish “Contro l Area of Paint ing” . On Contro l Area , sur face prepara t ion and paint ing sha l l be car r ied ou t .
03.01 .05 I f requ ired, samples of pa int sha l l be tes ted in laborator ies to es tabl ish
qual i t y of pa int wi th respec t to : ( i ) V iscos i t y ( i i ) Adhes ion/Bond of pa int in s tee l sur faces ( i i i ) Adhes ion/S imulated sal t spray tes t . ( iv) Chemica l analys is (percentage of so l ids by we ight) (v) Normal wear res is tance as encountered dur ing hand l ing & erec t ion. (v i ) Res is tance aga ins t exposure to ac id fumes, etc . 03.01 .06 W hole quant i t y of pa int for a par t icu lar sys tem of paint sha l l be obta ined
f rom the same manufacturer .

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 4 of 19
GS-09
03.01 .07 The main Contrac tor sha l l be respons ib le for supp ly of pa ints and th is
respons ib i l i t y sha l l no t be passed on to the sub-contrac tor . 03.01 .08 The paint ing mater ia l as de l ivered to the Contrac tor , must be in the
manufacturer ’s or ig inal conta iner bear ing thereon manufacturer ’s name brand and descr ip t ion . Pa int /Pa int ing mater ia l in conta iners wi thout labels or wi th i l leg ib le labe ls shal l be re jec ted, removed f rom the area and shal l not be used.
03.01 .09 Thinners wherever used sha l l be those recommended by the pa in t
manufacturers and sha l l be obta ined in conta iners wi th manufacturer ’s name and brand name of th inner leg ib l y pr in ted, fa i l ing wh ich the th inner is l iab le to be re jec ted and shal l no t be used.
03.01 .10 Al l pa int conta iners sha l l be c lear l y labe led to show the paint
iden t i f icat ion, da te o f manufacture, ba tch number , spec ia l ins t ruc t ion, she l f l i fe e tc . The conta iner shal l be opened on ly at the t ime of use.
03.01 .11 Al l pa ints shal l be s tored in accordance wi th the requ irements of la id
down procedure by the pa int manufacturer . 03.01 .12 Al l ingred ients in a paint con ta iner sha l l be thorough ly m ixed to break -up
lumps and d isperse p igments before use and dur ing app l icat ion to mainta in homogene i t y.
03.01 .13 The proposed make, qua l i t y and shade of the paint shal l have the approva l o f the c l ien t .
03.01 .14 The colour code of the f in ish ing pa in t to be fo l lowed sha l l be in t imated to
the successfu l Tenderer af ter f ina l isa i ton of order . The undercoat sha l l have d i f ferent t in t to d is t ingu ish the same f rom the f in ish ing coat .
03.01 .15 The Contrac tor sha l l furn ish pa int manufac turer ’s tes t repor t or technica l
data sheet per ta in ing to the pa int se lec ted . The data sheet sha l l ind icate among other th ings the re levant s tandards , i f any, compos i t ion in we ight percent of p igments , veh ic les , add i t ives , dry ing t ime, v iscos i t y, spread ing rate , f lash po int , method of app l icat ion, qual i t y of sur face preparat ion requ ired, cor ros ion res is tance proper t ies and co lour shades ava i lab le .
03.01 .16 For deta i ls of pa int mater ia ls refer Annexure - 02 03.02 General 03.02 .01 Each coat of pa in t sha l l be cont inuous, f ree of pores and of even f i lm
th ickness wi thout th in spots . 03.02 .02 Each coat of pa int shal l be suf f ic ient l y dr y before app l icat ion of next coa t . 03.02 .03 Pa in t shal l be app l ied at manufacturer ’s recommended ra tes . The number
of coats sha l l be such that the m in imum dry f i lm th ickness spec i f ied is ach ieved. The dr y f i lm th ickness of painted sur faces shal l be checked wi th ELCOMETER of measur ing gauges to ensure app l icat ion of spec i f ied DFT.

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 5 of 19
GS-09
03.02 .04 Z inc r ich pr imer pain ts wh ich have been exposed severa l months before f in ish ing coat is app l ied sha l l be washed down thorough ly to remove solub le z inc sa l t depos i ts .
03.02 .05 The machine f in ished sur faces sha l l be coated wi th wh i te lead and ta l low
before sh ipment or be fore being put ou t in to the open a i r . 03.02 .06 Areas wh ich become inaccess ib le af ter assemble sha l l be painted before
assembly (af ter obta in ing paint ing c learance f rom the inspect ing author i t y) a f ter requ is i te sur face c lean ing as spec i f ied .
03.02 .07 Pa in t sha l l no t be appl ied when the ambient tempera ture is 5 deg C and
be low or 45 deg C and above. Also pa int shal l not be app l ied in ra in , wind, fog or at re lat ive humidi ty of 80 % and above un less the manufacturer ’s recommendat ions perm it . Appl icat ions of pa in t sha l l be on ly be spraying or brush ing as per IS 486 – 1983 and IS 487 – 1985.
03.02 .08 Pr imer pa int shal l be appl ied no t la ter than 2 – 3 hours af ter preparat ion
of sur face, un less spec i f ied o therwise. 03.02 .09 Edges, corners , c rev ices, depress ions, jo in ts and we lds sha l l rece ive
spec ia l a t tent ion to ensure that they rece ive pa int ing coats of the requ ired th ickness.
03.02 .10 Sur faces wh ich cannot be painted bu t requ i re pro tec t ion sha l l be g iven a
coat of rus t inh ib i t i ve grease accord ing to IS 958 – 1975 or so lvent depos i ted compound accord ing to IS 1153 – 1975 or IS 1674 – 1960.
03.02 .11 Sur faces in contac t dur ing shop assembly sha l l not be pa inted. Sur faces
wh ich wi l l be inaccess ib le af ter assembly shal l rece ive m in imum two coats of spec i f ied pr imer .
03.02 .12 Sur faces to be in contac t wi th wood, br ick or other masonry shal l be g iven
one shop-coat of the spec i f ied pr imer . 03.03 Site/Field Paint ing 03.03 .01 W herever shop pr imer pa int ing is scratched, abraded or damaged, the
sur face sha l l be thorough ly c leaned us ing emery paper and power dr iven wire brush wherever warran ted, and touched up wi th cor respond ing pr imer . Touch ing up pa in t sha l l be matched and b lended to e l im ina te consp icuous marks .
03.03 .02 I f more than 50% of the pa inted sur face o f an i tem requires repa ir , the
ent i re i tem sha l l be mechanical l y c leaned and new pr imer coats sha l l be appl ied fo l lowed by in termediate and f in ish ing coats as per pa in t ing spec i f icat ion.
03.03 .03 Al l f ie ld we lded areas on shop pa inted i tems shal l be mechan ica l l y
c leaned ( inc lud ing the we ld area proper , ad jacent areas contaminated by we ld spat ter or fumes and areas where ex is t ing pr imer paint is burnt ) .

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 6 of 19
GS-09
Subsequent l y, new pr imer and f in ish ing coats of pa int sha l l be appl ied as per pa int ing spec i f icat ion.
03.03 .04 The f i rs t coat of f in ish paint a t s i te sha l l be appl ied preferab le wi th in three
months of the shop pa in t . 03.04 Structural
03.04 .01 Al l fabr icated s teel s t ruc ture, fabr icated s tee l p ipes, etc . sha l l have a
m in imum of two coats of pr imer paint before d ispatch to s i te . 03.04 .02 Par ts of s tee l s t ruc tures embedded in concrete sha l l be g iven a protec t ive
coat of Por t land cement s lur ry immediate l y af ter fabr icat ion and af ter sur faces of th is par t i s thorough ly c leaned f rom grease, rus t , m i l l sca les , etc . No paint sha l l be appl ied on th is par t .
03.04 .03 Al l s t ruc tures sha l l rece ive appropr ia te number of pr imer and f in ish ing
coats in order to achieve overa l l DFT as per des ign drawings/spec i f icat ion .
03.05 Hot Surfaces 03.05 .01 Tota l DFT for heat res is tant pa in ts shou ld not exceed 100 – 120 m icrons,
otherwise f lak ing occurs (as per pa in t manufacturer ’s recommendat ions) . 03.05 .02 Heat res is tan t pa ints shou ld be app l ied by brush. 03.05 .03 Pr imer coat shou ld not be app l ied on the sur faces hav ing tempera ture
cond i t ion more that 120 deg C. 04 PAINTING SCHEMES
For a complete paint ing scheme of any i tem being pr in ted, a l l t ypes of pa in ts are to be procured f rom the same manufacturer as approved by the purchaser .
04.01 Legend SP - Sur face preparat ion qua l i t y as per SIS s tandard 2P1 - Two (2) coats of Pr imer paint t ype P1
1I1 - One (1) coats of In termediate pa in t t ype I1 2F1 - Two (2) coats of F in ish pa int t ype F1 DFT - Dry F i lm Thickness in m icrons developed CRT- Clean and Retouch Type of pa int products l ike P1 to P9, I1 to I4 and F1 to F10 have been spec i f ied under Annexure-02.
04.02 The pa in t ing scheme to be fo l lowed fo r var ious s t ruc ture/equ ipment exposed to d i f ferent condi t ion is br ie f ly g iven in Annexure-03 for guidance to the tenderer .

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 7 of 19
GS-09
04.03 The colour code for d i f feren t app l icat ions are ind icated in Annexure-04 . W herever co lour codes are not spec i f ied, the same is to be mutual l y agreed between the Purchaser and Contrac tor .
05. GUARANTEE 05.01 The Contrac tor shal l guarantee tha t the phys ica l and chemical p roper t ies
of the pa int mater ia ls conform wi th the spec i f icat ion of paint products . 05.02 The Contrac tor shal l submit in terna l tes t repor ts f rom paint manufacturers
regard ing the qual i t y of pa int whenever asked by the Purchaser /Consu l tan t .
05.03 Guarantee per iod sha l l commence f rom the date of complet ion of f in ish ing
coat of pa int . The guarantee per iod wi l l be ind icated depending on the type of sur face prepara t ion and s ys tem of paint ing. To fu l f i l l th is ob l iga t ions the Contrac tor may ob ta in f rom the pa in t ing manufacturer , guarantee for the per formance of pa int /pa in ted sur faces.

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 8 of 19
GS-09
Annexure-01 Surface Preparation Grade
Sl. No. Surface Preparation Swedish Std
SIS 055900 DIN Std. Din
55928 (Part 4) 1 Blast cleaning to white metal Removal of all visible rusts, mill-scales, paint and
foreign matters. Sa 3 Sa 3
2 Blast cleaning to near white metal: 95% of any section of surface area is free from all
rusts, mill-scales and visible residues. Sa 2.5 Sa 2.5
3 Blast cleaning to commercial quality: At least 2/3 of any section of the surface area is free
from all rusts, mill-scales and visible residues. Sa 2 Sa 2
4 Brush-off blast cleaning: Removal of all loose mill-scales, rust and foreign
matters etc. Sa 1 Sa 1
5 Power tool cleaning: Very thorough scrapping and wire brushing to
remove loose mill-scale, rust and foreign matters to have pronounced metallic shine.
St 3 St 3
6 Hand tool cleaning: Removal by hand brushing of loose mill-scale, loose
rust and foreign matters. St 2 St 2

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 9 of 19
GS-09
Annexure - 02 PAINT M ATERIALS
01. PRIMER PAINTS (P) Pr imer paint products sha l l be app l ied on ly on dr y and c lean sur faces. 01.01 Primer Paint – P1 (Phenol ic – Alkyd Based) A s ing le pack a i r dry ing pheno l ic modi f ied a lk yd compos i t ion wi th z inc
phosphate as a pr imer pa int conform ing genera l l y to IS : 2074.
Air drying time - About 60 minutes (touch dry)
- Overnight (hard dry)
Dry film thickness (DFT)/Coat - 40 microns (min)
Temperature resistance - Upto 1000C dry heat
01.02 Primer Paint – P2 (Chlororubber Based) A s ing le pack a i r drying h igh bu i ld ch lor ina ted rubber based z inc
phosphate pr imer .
Percent chlororubber - 20 to 22 (% Chlorine above 65% in chlororubber)
Air drying time - About 15 minutes (touch dry) - Overnight (hard dry)
DFT/ Coat - 50 microns (min)
Temperature resistance - Up to 650 C dry heat
01.03 Primer Paint – P3 (PVC Copolymer Alkyd Based)
Polyvinyl chloride (PVC) - Alkyd zinc phosphate – redoxide based primer
Ratio : PVC copolymer + alkyd resin (1:1)
Pigments : Zinc phosphate & Fillers
Air drying time - 24 hours
DFT/Coat - 80 microns
Temperature resistance - Upto 800C dry heat

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 10 of 19
GS-09
01.04 Primer Paint – P4 (Epoxy Based) A two pack a i r dr ying Epoxy po lyamide res in based red ox ide-z inc
phosphate pr imer .
Epoxy content (% wt.) - 15 to 18
Air drying time - -
About 30 minutes (touch dry) overnight (hard dry)
DFT/Coat - 30 microns (min)
Temperature resistance - Upto 1200C dry heat
01.05 Primer Paint – P5 (Epoxy Based) A two pack a i r dr ying Epoxy po lyamide wi th zinc dust of a t leas t 92% zinc
dust on the dr y f i lm
Epoxy content (% wt.) - 8 to 10
Air drying time -
Less than 10 minutes (touch dry) Less than 2 hours (hard dry)
DFT/Coat - 40 microns (min)
Temperature resistance - Upto 3000C dry heat
01.06 Primer Paint – P6 (Poly – Vinyl Butyral Resin Based) A two pack a i r dr ying po lyv inyl butyra l res in based wash pr imer wi th rus t
inh ib i t ive p igments .
Air drying time - -
5 to 7 minutes (touch dry) 2 hours (hard dry)
DFT/Coat - 8 microns
Temperature resistance - Upto 650C dry heat
Application for - Galvanised iron, aluminium, light alloys etc. on which the adhesion of conventional paints are poor.
01.07 Primer Paint – P7 (Ethyl Zinc Silicate, EZS Based).
A two pack heavy du ty z inc dust r ich s i l icate pr imer wh ich protec ts the sur face wi th jus t a s ingle coat .
Tota l so l ids (3 wt) - 84 +/- 2 Dens ity ( g / cc ) - 3.07 +/- 0.05

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 11 of 19
GS-09
A ir drying t ime - To top coat 16 hours DFT / coat - 60 microns Temperature res istance - Upto 450 deg C dry heat
01.08 Primer Paint – P8 (High Bui ld Coal Tar Epoxy) A two pack cold cured H.B. epoxy coal tar coat ing – no pr imer is required. Mix ing rat io - Base: Hardener (4:1by vol .) A ir drying t ime - 48 hours (hard dry) Ful l cure 7 days DFT / Coat - 100 microns 01.09 Wood Varnish-P9
Treated o i l based pr imer p igmented wi th su itab le p igments : A ir drying t ime - 16 hours for appl icat ion of top coat . Coverage - 10 to 14 sq. m/l i t re
02. INTERMEDIATE PAINTS ( I)
These paints shal l be appl ied over pr imer coats as an in termediate layer to provide weather proof seal of pr imer coats.
02.01 Intermediate Paint - I I ( Phenol ic alkyd based)
A s ingle pack high bui ld phenol ic based paint with micaceous i ron ox ide (M10) . A ir Drying T ime - 4 to 6hours ( touch dry) - 2 days (hard dry) DFT /Coat - 75 microns (min) Temperature res istance - Upto 100 deg C dry heat Compat ib le wi th - Pr imer P1
02.02 Intermediate Paint - I2 (Chlororubber based)
A s ingle pack a ir drying h igh bui ld ch loro based paint wi th MIO. Air Drying T ime - 15 minutes ( touch dry)
- 24 hours (hard dry) DFT/Coat - 70 microns (min)
Temperature res istance - Upto 65 deg C dry heat Compat ib le wi th - Pr imer P2,P3 & P4
02.03 Intermediate Paint - I3 (PVC – Alkyd Based)
PVC Coploymer - Res in 1 : 1 Pigments - Micaceous iron ox ide (MIO) DFT/Coat - 80 microns (min)

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 12 of 19
GS-09
Temperature res istance - Upto 80 deg C dry heat Compat ib le wi th - Pr imer P2 & P3
02.04 Intermediate paint- I4
A two pack a ir drying h igh bui ld epoxy res in based paint wi th MIO. Air drying t ime - 6 to 8 hours ( touch dry) - 7 days ( fu l l cure) DFT / coat - 100 microns Temperature res istance - Up to 1800C dry heat Compat ib le wi th - Pr imer P4 & P5 03. FINISH PAINTS (F) F in ish paint cos ts shal l be app l ied over pr imer coats and in termedia te
coats af ter proper c lean ing and touch up of pr imed sur face. 03.01 Finish Paint – F1 A s ing le pack a i r dry ing h igh g loss pheno l ic a lk yd modi f ied synthe t ic
enamel paint su i tab ly p igmented.
Air drying time - -
3 to 4 hours (touch dry) 24 hours (hard dry)
DFT/Coat - 25 microns (min)
Temperature resistance - Upto 1000C dry heat
Compatible with - Primer P1 Intermediate I1
Colour
- Generally all shades
03.02 Finish Paint – F2 A s ing le pack a i r dr ying po lyure thane enamel of h igh g loss and hard f in ish
sui tab ly p igmented.
Air drying time - -
2 to 2 ½ hours (touch dry) 6 hours (hard dry)
DFT/Coat - 30 microns (min)
Temperature resistance - Upto 1000C dry heat
Compatible with - Primer P1 & P8 and Intermediate I1
Colour
- Generally all shades

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 13 of 19
GS-09
03.03 Finish Paint – F3 A two pack a i r drying b i tum inous a lum inum pa in t .
Air drying time - -
1 to 2 hours (touch dry) 21 hours (hard dry)
DFT/Coat - 25 microns (min)
Temperature resistance - Upto 1000C dry heat
Compatible with - Primer P1 and Intermediate I1
Colour
- Bright metallic
03.04 Finish Paint – F4 A ready m ixed o i l -a lkyd based s yn thet ic enamel pa int o f h igh g loss and
hard wear ing proper t ies .
Air drying time -
6 to 8 hours
Coverage - 14 to 16 Sq. m /litre
Temperature resistance - Upto 600C dry heat
Compatible with - P8
Colour
- Generally all shades
03.05 Finish Paint – F5 A s ingle pack a i r dr ying p las t ic ized ch lororubber pa int su i tab ly p igmented.
Air drying time - -
30 minutes (touch dry) 24 hours (hard dry)
DFT/Coat - 35 microns (min)
Temperature resistance - Upto 650C dry heat
Compatible with - Primer P2 & P3, Intermediate I2 & I3
Colour
- Nearly all shades except few.

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 14 of 19
GS-09
03.06 Finish Paint – F6 A PVC – Copo lymer a lk yd based enamel.
Density -
1.17 + 0.05
Total solids (1 wt)
- 55 + 2
DFT/Coat - 40 microns
Compatible with - P2 and P3 03.07 Finish Paint – F7 A two pack a i r drying epoxy polyamide enamel su i tab ly p igmented.
Air drying time - -
2 to 3 hours (touch dry) 7 days (full cure)
DFT/Coat - 40 microns (min)
Temperature resistance - Up to 1300C dry heat
Compatible with - Primer P4 & P5, Intermediate I4
Colour
- Generally all shades.
03.08 Finish Paint – F8 A s ingle pack syn thet ic rubber based a lum in ium pa in t .
Air drying time - -
2 hours (touch dry) 24 hours (hard dry)
DFT/Coat - 25 microns (min)
Temperature resistance - Upto 2000C dry heat
Compatible with - No Primer paint except primer P6 is applicable in case of non-ferrous substrate.
Colour
- Smooth aluminium.

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 15 of 19
GS-09
Annexure - 03 PAINTING SCHEME
Painting Scheme Sl.
No. Description
At Shop At Site Total DFT
1.0 Steel Structures (Temp. not exceeding 800C)
(Refer Note-1)
1.1 Technological steel structures for plant and equipment
Indoor
SP – Sa 2.5 2P1
CRT 2F1
130
Outdoor
SP – Sa 2.5 2P1 1I1
CRT 2F1
205
1.2 Fabricated steel structures at site for rung ladders, cat-ladders, gates, rolling shutters, etc. (Springs/rubbing surfaces excluded)
- Indoor / Outdoor
SP – St-2 and/ or St-3 2P1
CRT 2F1
130
1.3 Walkways, stairs, platforms etc. which are of wearing surface
- Indoor
SP – St-2 and/ or St-3 2P1
CRT 2F1
130
- Outdoor
SP- St2 and/ or St-3 2P1 1I1
CRT 2F1
205
1.4 Steel doors and windows
- Indoor / outdoor
SP–St-2 and / or St-3
2P1 1I1
CRT 2F2
215
Painting Scheme Sl.
No. Description At Shop At Site Total DFT
2.0 MECHANICAL EQUIPMENT
2.1 Mechanical equipment (Temp. not exceeding 800C)
2.1.1 Static equipment like storage tanks, vessels, bins, bunkers, heat exchangers, coolers,

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 16 of 19
GS-09
Painting Scheme Sl. No. Description At Shop At Site
Total DFT
cyclones, scrubbers, etc.
- Indoor
SP – Sa 2.5 2P2/2P3
CRT 2F5/2F6
170/240
- Outdoor
SP – Sa 2.5 2P2/2P3+1I2/1I3
CRT 2F5/2F6
240/320
2.1.2 Rotary/moving equipment and machineries like crushers, mills, vibratory screens, bin activators, blowers, fan, air/gas compressors, pumps, gear boxes, machine housings etc.
- Indoor
SP – Sa 2.5 2P3/2P4
CRT 2F6/2F7
240/140
- Outdoor SP-Sa 2.5 2P3 + 1I3/1I4
CRT 2F6/2F7
320/340
Painting Scheme Sl.
No. Description At Shop At Site Total DFT
3.0 Pipe / Duct work (Overground)
3.1 Non – insulated (temperature up to 800C)
- Indoor SP – St2 and or St3
2P1
CRT 2F1
130
- Outdoor SP – St2 and / or St3
2P1 + 1I1
CRT 2F1
205
3.2
Insulated (hot)
- Indoor/Outdoor
SP- St2 and/ or St3
1P1
Remove paint and insulate
Painting Scheme Sl.
No. Description At Shop At Site Total DFT
4.0 Oxygen Plant
4.1 Outdoor steel structures
SP – St2 and / or St3
CRT

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 17 of 19
GS-09
Painting Scheme Sl. No. Description At Shop At Site
Total DFT
2P1 + 1I1 2F3 205 4.2 Rotary equipment like air compressors Sa 2.5
2P4 CRT 2F7
140
5.0 Others
5.1 Standard mobile equipment like chasis of trucks, dumpers, crawler cranes bulldozers, railway rakes, chasis of slag cars, ladle cars, etc.
As per manufacturer’s standards
5.2 Laboratory equipment like ovens, screens, magnetic stirrers, samplers, etc.
Stove enamelling CRT
110
5.3
Steel structures partly immersed in water
SP – Sa 2.5 2P8
CRT 200
Notes: - 1 . Pa in t ing scheme of a l l fabr ica ted s tee l s t ruc tures , fabr icated p ipe work , bu i ld ing
s t ruc ture, conveyor gal ler ies , p ipe t res t les etc . is ind ica ted in the Techn ica l Spec i f icat ion of s tee l s t ruc tures .
2 . Pr imer Pa in t Pr imer coat sha l l be sui tab le for in tended temperature app l icat ions as per
manufacturer ’s recommendat ion. The pr imer se lec t ion sha l l be genera l l y in l ine wi th the spec i f icat ion la id down in Annexure-02.
3 . F in ish Pa int In case of A lum in ium c ladd ing f ina l pa in t ing wi l l not be required .

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 18 of 19
GS-09
ANNEXURE - 04
COLOUR CODE The colour codes are mentioned for all the items including pipe work. Shades of finish coat of paint applied over respective item indicated below are tentative and subject to alteration as per Purchaser’s request or due to compatible paint system adopted. The service for which colour code/bands are not specified are to be mutully agreed for by the Purchaser & the Contractor. Sl. No. Items Painted Colour Colour No. of
IS:5 1. Structures Building frames including bracings, side
girts, louvers etc. Aircraft grey 693
Crane girders Azure blue 104 Crane stops Post office red 538 Gutters Black bituminous aluminium - Fire escape platforms ladders, etc. Signal red 537 General hand railing, top runners Lemon yellow 355 Rung ladders Lemon yellow 355 All members blocking passages for
movement Lemon yellow 355
Trestles, towers and pipe bridges Dark admiralty grey 632 Conveyor gallery structures Aircraft grey 693 Steel chimneys Aluminium - 2. Equipment and Machinery General indoor equipment Light grey 631 General outdoor equipment Dark admiralty 632 Crane bridges, trolleys, hooks etc. and
other mobile equipment Base : Lemon yellow Stripes : Black (100 mm wide)
355
Furnaces Aluminium Tanks Base : Same as for general
equipment Strips : Same shade as for piping around the tnk at half the tank height
Fire-fighting equipment Signal red 537 3. Pipe work
Colours shall be as given below. The base colour shall be applied throughout entire length except on surfaces of materials such as asbestos, aluminium, brass, bronze, galvanized steel, stainless steel and other corrosion resistant alloys and rubber / synthetic polymers. In such cases identification colour bands of at least 500mm width shall be provided near each branch, valve and at distances not exceeding 10m either as local colour coatings or coloured adhesive type of suitable material or label attached to the pipe work. Additional identification bands superimposed over the base colour shall be provided near each branch, valve and at distance not exceeding 10m. The bands shall be atleast 25mm wide except in care of double bands where the first band shall be about 100mm wide. Direction of flow shall be clearly marked on the pipelines at intervals not exceeding 10m and all branches and change of directions.

�����
�
�������������� ���������� �����
�����������������
General Technical Specification
© 2007 MECON Limited All rights reserved
Painting Page 19 of 19
GS-09
Service Colour Colour No. of IS:5 Sea or river water (untreated) Base – Sea green
Band - White 217 -
Cooling water Base – Sea green Band - White
217 166
Boiler feed water Base – Sea green 217 Condensate Base – Sea green
Band – Light brown 217 410
Drinking water Base – Sea green First band - French blue Second band – Signal red
217 166 537
Industrial water Base – Sea green Band – Light orange
217 557
Compressed air Base – Sky blue 101 Instrument air Base – Sky blue
Band – Light brown 101 410
Drainage Base – Black - Fuel oil Base – Light brown
Band – Signal red 410 537
Coke oven/BF gas/other fuel gases
Base – Canary yellow Band – Signal red
309 537
Argon Base – Canary yellow Band – French blue
309 166
Acetylene Base – Canary yellow Band – Dark violet
309 796
LP Gas (LPG) Base – Canary yellow First band – Signal read Second band – Traffic green
309 537 267
Nitrogen Base – Canary yellow Band – Black
309 -
Oxygen Base – Canary yellow Band – White
309 -
Non-acidic slurries Base – Sea green Band – White
217 -
Fire-fighting system Base – Signal red 537 Rain water down pipes Base – Sea green
Band – Sky blue 217 101
Duct work Base – Aluminium - Note : For these services, hazard marking as per fig. 4C of IS:2379 shall also be provided.

CONTRACTOR PROJECT
ORDER NO. & DATE PACKAGE NO.
SUB - CONTRACTOR PACKAGE NAME ORDER NO. & DATE
INSTRUCTIONS FOR FILLING UP : CODES FOR EXTENT OF INSPECTION, TESTS, TEST CERTIFICATES & DOCUMENTS :
1 QAP shall be submitted for each of the equipment separately w ith break Code Description Code Description Code Description DOCUMENTS : up of assembly / sub-assembly & part/component or for group of equip- ment having same specif ication. 1. Visual(Welding etc.) 19. Sponge test 34. Internal Inspection report D1. Approved GA draw ings
2. Dimensional 20. Dust/Water Ingress test by Contractor D2. Information and other reference2 Use numerical codes as indicated for extent of inspection & tests and 3. Fitment & Alignment 21. Friction Factor Test 35. Hardness test drg / stamped drgs released
submission of test certif icates & documents. Additional codes & des- 4. Physical Test(Sample) 22. Adhesion Test 36. Spark test for Lining for manufacture cription for extent of inspection & tests may be added as applicable for 5. Chemical Test (Sample) 23. Performance Test/ 37. Calibration D3. Relevant catalogues the plant and equipment. 6. Ultrasonic Test Characteristic curve 38. Safety device test D4. Bill of Material/ item no./
7. Magnetic Particle Test(MPT) 24. No. Load/Free Running Test 39. Ease of Maintenance identif ication.3 Separate identif ication number w ith quantity for equipment shall be 8. Radiography test 25. Load/Overload Test 40. Thickness measurement D5 Matchmark details
indicated w herever equipment having same specif ication belonging to 9. Dye Penetration Test 26. Measurement of speeds of Zinc coating D6 Line/Layout diagram different facilities are grouped together. 10. Metallographic Exam. 27. Accoustical test D7 Approved erection procedures
11. Welder's Qualif ication & 28. Geometrical Accuracy D8 Unpriced sub P.O.w ith4 Weight in tonnes (T) must be indicated under column 5 for each item. Weld Procedure Test 29. Repeatability and Positioning specif ication and amendments
Estimated w eights may be indicated w herever actual w eights are not 12. Approval of Test and Repair Accuracy if any available. Procedure 30. Proving Test D9. Calibration Certif icate of all
13. Heat Treatment 31. Surface Preparation measuring instrument and ABBREVIATIONS USED : 14. Pressure Test 32. Manufacturer's Test Certif icates gauges.
15. Leakage test for bought out items D10. Ordering Specif ication CONTR : CONTRACTOR 16. Balancing 33 IBR/Other statutory agencies'
17. Vibration Test compliance certif icate MFG : MANUFACTURER 18. Amplitude test
E Q U I P M E N T D E T A I L S INSPECTION AND TESTS Raw Material and Inprocess Test Certif icates & Acceptance Criteria
Sl. Description (w ith equipment Identif ication Quantity Manufacturer's Expected Sche- stage Inspection Final Inspection / Test by documents to be Standards/IS/BS/ REMARKS/No. heading,place of use and No. No / M T Name and Address dule of Final submitted to MECON ASME/Norms and SAMPLING PLAN
brief specif ication) Inspn MFR CONTR MECON MFR CONTR MECON Documents1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
( Q . A . P . NO. TO BE ALLOTTED BY MECON )For CONTRACTOR / SUB - CONTRACTOR NO. / / / M- REV.
for MECON ( Stamp & Signature ) (Stamp & Signature ) SHEET : OF
STRUCTURAL & MECHANICAL
FORM NO. 11.20 (DQM) F-09, REV-0
EQUIPMENT
QUALITY ASSURANCE PLANFOR

CONTINUATION SHEET E Q U I P M E N T D E T A I L S INSPECTION AND TESTS
Raw Material and Inprocess Test Certif icates & Acceptance CriteriaSl. Description (w ith equipment Identif ication Quantity Manufacturer's Expected Sche- stage Inspection Final Inspection / Test by documents to be Standards/IS/BS/ REMARKS/No. heading,place of use and No. No / M T Name and Address dule of Final submitted to MECON ASME/Norms and SAMPLING PLAN
brief specif ication) Inspn MFR CONTR MECON MFR CONTR MECON Documents1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
( Q . A . P . NO. TO BE ALLOTTED BY MECON )For CONTRACTOR / SUB - CONTRACTOR NO. / / / M- REV.
for MECON ( Stamp & Signature ) (Stamp & Signature ) SHEET : OF
FORM NO. 11.20 (DQM) F-09, REV-0

CONTRACTOR PROJECT
ORDER NO. & DATE PACKAGE NO.
SUB - CONTRACTOR PACKAGE NAME
ORDER NO. & DATE INSTRUCTIONS FOR FILLING UP : CODES FOR EXTENT OF INSPECTION, TESTS, TEST CERTIFICATES & DOCUMENTS :
1 QAP shall be submitted for each of the equipment separately w ith break Code Description Code Description Code Description DOCUMENTS : up of assembly / sub-assembly & part/component or for group of equip- ment having same specif ication. 1. Visual 14. Impalse Test. D1. Approved GA draw ings
2. Dimensional 15. Partial Discharge Test. D2. Approved single line /2 Use numerical codes as indicated for extent of inspection & tests and 3. Fitment & Alignment 16. Heat run test/Temp. rise Test. schematic diagram.
submission of test certif icates & documents. Additional codes & des- 4. Physical Test(Sample) 17. Enclosure protection Test. D3. Catalogues / Approved data sheet cription for extent of inspection & tests may be added as applicable for 5. Chemical Test (Sample) 18. Calibration. D4. Approved bill of materials. the plant and equipment. 6. Ultrasonic Test 19. Noise & Vibration. D5. Unpriced P.O. copy.
7. Magnetic Particle Test(MPT) 20. Test Certif icates for bought D6. Calibration Certif icate of all measuring 3 Separate identif ication number w ith quantity for equipment shall be 8. Radiography test out components. instrument and gauges
indicated w herever equipment having same specif ication belonging to 9. Dye Penetration Test 21. Tank pressure Test. different facilities are grouped together. 10. Measurement of IR Value : 22. Paint shade verif ication.
a) Before HV Test 23. Short time rating. 4 Weight in tonnes (T) must be indicated under column 5 for each item. b) After HV Test 24. Operation & functional
Estimated w eights may be indicated w herever actual w eights are not 11. High voltage test/Dielectric check. available. test. 25. Overspeed Test.
12. Routine test as per relevant 26. Flame proof Test ABBREVIATIONS USED : IS/other standard. 27. Clearance and creepage
13. Type tests as per relevant IS/ distance. CONTR : CONTRACTOR other standard. 28. Acceptance Tests
as per relevant IS MFG : MANUFACTURER
E Q U I P M E N T D E T A I L S INSPECTION AND TESTS Raw Material and Inprocess Test Certif icates & Acceptance Criteria
Sl. Description (w ith equipment Identif ication Quantity Manufacturer's Expected Sche- stage Inspection Final Inspection / Test by documents to be Standards/IS/BS/ REMARKS/No. heading,place of use and No. No / M T Name and Address dule of Final submitted to MECON ASME/Norms and SAMPLING PLAN
brief specif ication) Inspn MFR CONTR MECON MFR CONTR MECON Documents1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
( Q . A . P . NO. TO BE ALLOTTED BY MECON )For CONTRACTOR / SUB - CONTRACTOR NO. / / / E- REV.
for MECON ( Stamp & Signature ) (Stamp & Signature ) SHEET : OF
ELECTRICAL EQUIPMENT
FORM NO. 11.20 (DQM) F-10, REV-0
QUALITY ASSURANCE PLAN FOR

CONTINUATION SHEET E Q U I P M E N T D E T A I L S INSPECTION AND TESTS
Raw Material and Inprocess Test Certif icates & Acceptance CriteriaSl. Description (w ith equipment Identif ication Quantity Manufacturer's Expected Sche- stage Inspection Final Inspection / Test by documents to be Standards/IS/BS/ REMARKS/No. heading,place of use and No. No / M T Name and Address dule of Final submitted to MECON ASME/Norms and SAMPLING PLAN
brief specif ication) Inspn MFR CONTR MECON MFR CONTR MECON Documents1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
( Q . A . P . NO. TO BE ALLOTTED BY MECON )For CONTRACTOR / SUB - CONTRACTOR NO. / / / E- REV.
for MECON ( Stamp & Signature ) (Stamp & Signature ) SHEET : OF
FORM NO. 11.20 (DQM) F-10, REV-0