genie mecanique semestre 4 - capprocappro.esy.es/files/production-automatisee-v2.pdf · ·...
TRANSCRIPT

REPUBLIQUE TUNISIENNE
MINISTERE DE L’ENSEIGNEMENT SUPERIEUR ET DE LA RECHERCHE
SCIENTIFIQUE
Direction des études technologiques
ISET DE NABEUL
LICENCE APPLIQUEE EN
GENIE MECANIQUE
Semestre 4
M’HEMED SAMIR
Su
pp
ort
de c
ou
rs
-versio
n I
I-
jan
vie
r 2
01
4.

Département GM Production automatisée et FAO-Table de matières
M’HEMED SAMIR 26/01/2014 2
CONTENU
CH-I. Introduction à la programmation ISO ................................................... 8
1 Introduction .......................................................................................... 8
2 Programmation en code ISO ............................................................... 9
2.1 Définition du programme .................................................................. 9
2.2 Les syntaxes des actions les plus utilisées ...................................... 9
2.3 Structure d’une opération ............................................................... 10
2.4 Structure d’un programme .............................................................. 11
CH-II. Programmation .................................................................................. 12
1 Principe de programmation ................................................................ 12
2 Préparation de la programmation ...................................................... 12
2.1 Choix de l’Origine Programme OP ................................................. 12
2.1.1 Exemples : ............................................................................... 12
2.2 Calcul des coordonnées des Points programmés .......................... 14
2.2.1 Exemple ................................................................................... 14
3 Modes de programmation .................................................................. 14
3.1 Programmation absolue par rapport à l’OM G52 ............................ 14
3.2 Programmation absolue G90 .......................................................... 15
3.3 Programmation relative G91 ........................................................... 15
4 Déplacement des axes ...................................................................... 16
4.1 Interpolation linéaire G0 - G1 ......................................................... 16
Département GM Production automatisée et FAO-Table de matières
M’HEMED SAMIR 26/01/2014 3
4.1.1 Déplacement en rapide: ........................................................... 16
4.1.2 Déplacement en travail : .......................................................... 16
4.2 Interpolations circulaires G2 - G3 ................................................... 17
4.2.1 Choix du plan d’interpolation G17 - G18 - G19 : ...................... 17
4.2.2 Interpolations circulaires G02 - G03 ......................................... 17
5 Correcteurs d'outils ............................................................................ 19
5.1 Correction de longueur : D.. ........................................................... 19
5.2 Correction de rayon d'outil dans un plan G41 - G42....................... 20
CH-III. Programmation des cycles d’usinage ................................................ 21
1 Qu’est ce que un cycle fixe ? ............................................................. 21
2 Annulation d’un cycle d’usinage G80 ................................................. 21
3 Cycle spécifique au tournage ............................................................ 22
3.1 Cycle d’ébauche paraxial G64 ........................................................ 22
3.2 Cycle d’ébauche de gorge G65 ...................................................... 25
3.3 Cycle d’ébauche de profil avec gorge G63 ..................................... 28
3.4 Application ...................................................................................... 29
3.5 Défonçage G66 .............................................................................. 31
3.6 Cycle de filetage G33 ..................................................................... 32
3.7 Filetage enchaîné G38 ................................................................... 34
4 Cycles communs (tournage, fraisage) ............................................... 36
4.1 Cycle de perçage centrage G81 ..................................................... 36

Département GM Production automatisée et FAO-Table de matières
M’HEMED SAMIR 26/01/2014 4
4.2 Cycle de perçage - chambrage G82 ............................................... 36
4.3 Perçage avec débourrage G83 ...................................................... 37
4.4 Perçage avec brise copeaux G87 .................................................. 39
5 Cycle spécifique au fraisage .............................................................. 39
5.1 Cycle de poche simple G45 ............................................................ 39
5.1.1 Application ............................................................................... 42
CH-IV. Programmation structurée ................................................................. 47
1 Algorithme et code ISO ...................................................................... 47
2 Structuration des programmes .......................................................... 47
2.1 Structure à deux niveaux ................................................................ 47
2.2 Structure à trois niveaux ................................................................. 47
3 Fonctions et méthodologie ................................................................. 48
3.1 Appel et saut G77 ........................................................................... 48
3.1.1 Exemples ................................................................................. 48
3.2 Saut G79 ........................................................................................ 49
3.2.1 Application ............................................................................... 50
4 Exemple de structuration à deux niveaux en tournage ...................... 51
CH-V. Programmation paramétrée ............................................................... 57
1 Introduction ........................................................................................ 57
2 Définition des paramètres programme............................................... 57
3 Les variables programme L ............................................................... 57

Département GM Production automatisée et FAO-Table de matières
M’HEMED SAMIR 26/01/2014 5
3.1 Les variables L0 à L19 ................................................................... 58
3.2 Les variables L100 à L199 ............................................................. 58
3.3 Les variables L900 à L959 ............................................................. 59
3.4 Exemple d’utilisation des variables programme ............................. 59
4 Les paramètres externes E ................................................................ 64
4.1 Paramètres externes de type 5et 6 ................................................ 64
4.1.1 Correction d’outil : .................................................................... 64
4.1.2 Décalages: ............................................................................... 64
4.2 Exemple d’utilisation des paramètres externes .............................. 64
5 Application ......................................................................................... 66
5.1 Calcul des paramètres (1 à 9) ........................................................ 66
CH-VI. Programmation géométrique de profil (PGP) ..................................... 68
1 Introduction ........................................................................................ 68
2 Définition des éléments géométriques ............................................... 69
3 Fonctions caractérisant un élément géométrique .............................. 69
3.1 Adresses affectées de valeurs ....................................................... 69
3.2 Adresses non affectées de valeurs ................................................ 71
3.2.1 Programmation des adresses non affectées de valeurs .......... 72
4 Exemples numériques de construction de profils .............................. 75
5 Applications ....................................................................................... 79
5.1 TD1: POINCON .............................................................................. 79

Département GM Production automatisée et FAO-Table de matières
M’HEMED SAMIR 26/01/2014 6
5.2 TD2 : contournage d’un profil ......................................................... 79
5.3 TD3 : finition d’un profil ................................................................... 80
5.4 Correction TD 1 .............................................................................. 81
5.5 Correction TD 2 .............................................................................. 81
5.6 Correction TD 3 .............................................................................. 82
CH-VII. Examens et evaluations .............................. Erreur ! Signet non défini.
1 Examen - CFM4-Juin 2007 ................................................................ 85
1.1 Mise en situation ............................................................................ 86
1.1.1 Cycle 1 ..................................................................................... 87
1.1.1.1 Programme édité ................................................................. 87
1.1.2 Cycle 2 ..................................................................................... 88
1.1.2.1 Programme édité ................................................................. 88
1.2 Travail demandé ............................................................................. 89
2 Devoir Surveillé-21/11/07- CFM 4- Durée : 1H .................................. 93
2.1 Mise en situation ............................................................................ 93
2.2 Travail demandé ............................................................................. 93
3 DS- novembre 2009- CFM4 ............................................................... 97
3.1 Mise en situation ............................................................................ 97
3.2 Travail demandé ............................................................................. 97
3.3 Liste des outils ................................................................................ 98
4 Examen - Juin 2008-CFM4 .............................................................. 100

Département GM Production automatisée et FAO-Table de matières
M’HEMED SAMIR 26/01/2014 7
4.1 Mise en situation .......................................................................... 100
4.2 Travail demandé ........................................................................... 100
4.2.1 PGP ....................................................................................... 101
5 Examen- Juin 2009- CFM4 .............................................................. 104
5.1 Mise en situation .......................................................................... 104
5.2 Travail demandé ........................................................................... 104
5.3 Annexe PGP ................................................................................. 105
6 Examen- Janvier 2009- CFM4 ......................................................... 107
6.1 Mise en situation .......................................................................... 107
6.2 Travail demandé ........................................................................... 107
6.3 PGP .............................................................................................. 108
7 Eléments de correction - Examen - CFM4-Juin 2007 ...................... 110
8 Eléments de correction-Devoir Surveillé-21/11/07 ........................... 113
9 Eléments de correction- DS- novembre 2009- CFM4 ...................... 114
10 Eléments de correction- examen- juin 2009 .................................... 115
11 Élément de correction- Examen- Janvier 2009- CFM4 .................... 117

Département GM Production automatisée-Chapitre1
M’HEMED SAMIR 26/01/2014 8
CH-I. Introduction à la programmation ISO
1 Introduction
Une machine à commande numérique est un système automatisé qui a la
structure du diagramme suivante :
Sa partie commande (PC), constitué du directeur de commande, remplace
l’opérateur sur une machine classique. Le contrôle des mouvements est donc
meilleur ce qui conduit à une précision d’exécution des opérations d’usinage même
pour des formes très complexes.
Sa partie opérative (PO) semble proche des machines classiques mais en
réalité elles sont beaucoup plus compliquées à cause des contraintes technologiques
imposées tel que le contrôle des mouvements, la réduction des frottements ou la
maîtrise des forces d’inertie.
Comme tout système automatisé on dispose de langage de programmation
pour mettre en œuvre ces machines. Il existe une panoplie de langages pour
différant DNC (ISO, fagor, fanuc , simens …) et théoriquement une MOCN peut être
opérationnelle par n’importe quel langage.
Dans ce cours on se limitera au code iso de programmation.
Directeur de commande
Moteur
Écran
PC
PO
Table
Clavier
Lecteur de bande
Perforateur de bande
Liaison RS232 Relais et pré actionneurs
Capteurs
Interface PC/PO
Département GM Production automatisée-Chapitre1
M’HEMED SAMIR 26/01/2014 9
2 Programmation en code ISO
2.1 Définition du programme
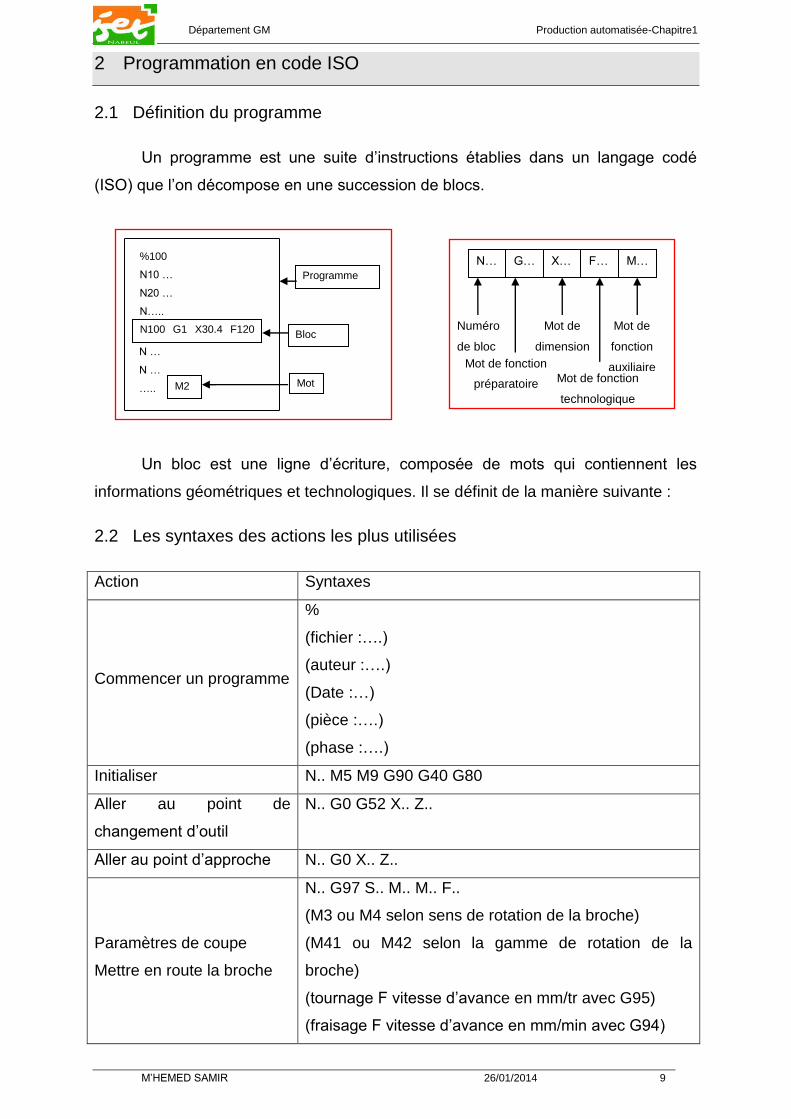
Un programme est une suite d’instructions établies dans un langage codé
(ISO) que l’on décompose en une succession de blocs.
Un bloc est une ligne d’écriture, composée de mots qui contiennent les
informations géométriques et technologiques. Il se définit de la manière suivante :
2.2 Les syntaxes des actions les plus utilisées
Action Syntaxes
Commencer un programme
%
(fichier :….)
(auteur :….)
(Date :…)
(pièce :….)
(phase :….)
Initialiser N.. M5 M9 G90 G40 G80
Aller au point de
changement d’outil
N.. G0 G52 X.. Z..
Aller au point d’approche N.. G0 X.. Z..
Paramètres de coupe
Mettre en route la broche
N.. G97 S.. M.. M.. F..
(M3 ou M4 selon sens de rotation de la broche)
(M41 ou M42 selon la gamme de rotation de la
broche)
(tournage F vitesse d’avance en mm/tr avec G95)
(fraisage F vitesse d’avance en mm/min avec G94)
Programme
N100 G1 X30.4 F120
%100
N10 …
N20 …
N…..
N …
N …
…..
N 340
M2
Bloc
Mot
N… G… X… F… M…
Numéro
de bloc
Mot de fonction
préparatoire
Mot de
dimension
Mot de fonction
technologique
Mot de
fonction
auxiliaire

Département GM Production automatisée-Chapitre1
M’HEMED SAMIR 26/01/2014 10
Programmer la vitesse de
coupe constante
N.. G96 S..
Usiner à droite du profil N..G1 G42 X.. Z..
Usiner à gauche du profil N..G1 G41 X.. Z..
Clorele cycle N..G80 X.. Z..
Clore le programme N..M2
2.3 Structure d’une opération
Structure Exemple
(Opération centrer)
N30 T5 D5 M6 (foret
à centrer)
N40 G0 X0 Z52
N45 G97 G95 S2500
F0.05 M3 M8
N50 G1 Z40
N60 G0 Z52
Positionner le bon
outil
Approcher l’outil en
rapide
Adapter les
conditions de coupe
Réaliser l’usinage
Dégager l’outil en
rapide
Fonctions ISO correspondantes
M6 (appel outil)
T (numéro d’outil)
D (numéro du correcteur)
G0 (déplacement rapide)
X,Y,Z(coordonnées point d’arrivée)
M3 ou M4 (sens de rotation)
G96 S (Vc en m/min)
ou 97 S (N en tr/min) ou G94 F (Vf
en mm/min) ou G95 F(f en mm/tr)
Trajectoire d’outil ou cycle
particulier (usinage)
G0 (déplacement rapide)
X,Y,Z(coordonnées point d’arrivée)
Opération
précédente
Opération
suivante

Département GM Production automatisée-Chapitre1
M’HEMED SAMIR 26/01/2014 11
2.4 Structure d’un programme
Structure Exemple
position dégagement
opération 1
position dégagement
initialisation
numéro de programme
identification
opération N
fin de programme
position dégagement
%4723
(Poignée)
(Ph 10 coté cône)
(11/04/03)
N28 G40 G80 M5 M9
N29 G0 G52 X0 Z0
(OPERATION CENTRER)
N30 T5 D5 M6 (FORET A CENTRER)
N40 G0 X0 Z52
N45 G95 G97 S2500 F0.05 M3 M8
N50 G1 Z40
N60 G0 Z52
N70 G0 G52 X0 Z0 M9
………………………............
FINITION PROFIL)
N240 T3 D3 M6 (OUTIL DE FINITION)
N250 G92 S4000
N260 G0 X4 Z52 F0.05 M8
N270 G1 G42 X5 Z46
N280 G96 S250
N290 G1 X15.961 Z46
N300 X24 Z31
N310 Z26 1 Z18
N320 X26
N330 G3 X34 Z22 I26 K22
N340 G
N350 X42
N360 G97 S1000
N370 G0 G52 G40 X0 Z0 M5 M9
N 710 M2

Département GM Production automatisée-Chapitre2
M’HEMED SAMIR 26/01/2014 12
CH-II. Programmation
1 Principe de programmation
Un programme est la transcription, dans un langage compréhensible par le
directeur de commande numérique d’une machine, des opérations d’usinage à
effectuer sur une pièce.
Les différentes manières de programmer sont :
- La programmation manuelle,
- La programmation assistée (APT, conversationnelle …)
- F.A.O (fabrication assistée par ordinateur).
Dans le présent cours on se limitera à la programmation manuelle dans tous
ses aspects (point par point, cycles fixes, structurée, PGP, paramétrée…)
2 Préparation de la programmation
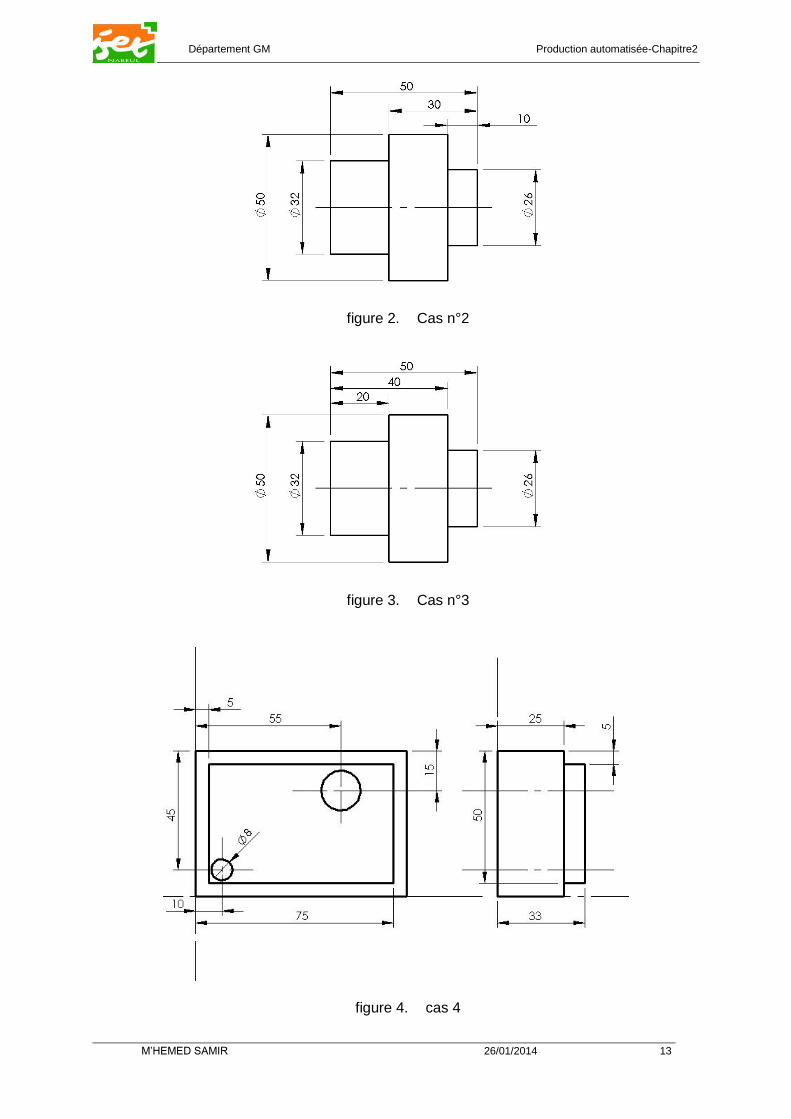
2.1 Choix de l’Origine Programme OP
L’OP est choisie en fonction de la cotation du dessin de définition de sorte
qu’elle facilitera la relevée des points par cotes directes, donc moins de calcul.
2.1.1 Exemples :
figure 1. Cas n°1
Département GM Production automatisée-Chapitre2
M’HEMED SAMIR 26/01/2014 13
figure 2. Cas n°2
figure 3. Cas n°3
figure 4. cas 4
Département GM Production automatisée-Chapitre2
M’HEMED SAMIR 26/01/2014 14
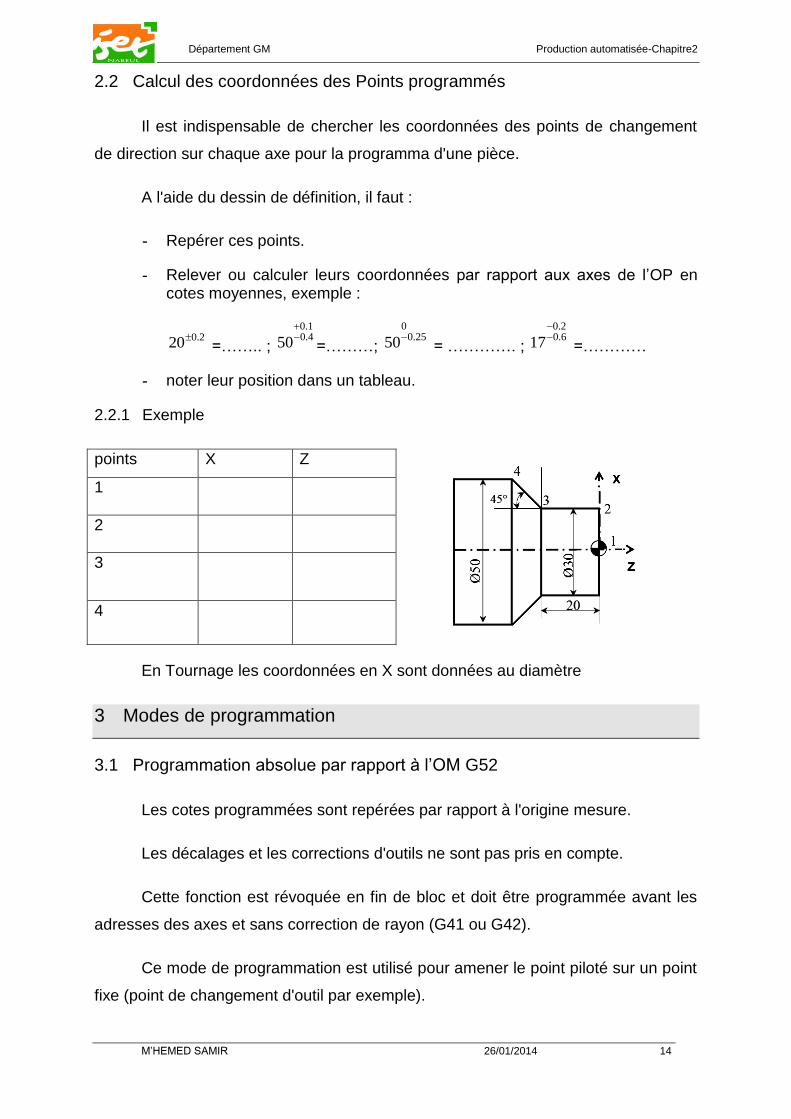
2.2 Calcul des coordonnées des Points programmés
Il est indispensable de chercher les coordonnées des points de changement
de direction sur chaque axe pour la programma d'une pièce.
A l'aide du dessin de définition, il faut :
- Repérer ces points.
- Relever ou calculer leurs coordonnées par rapport aux axes de l’OP en cotes moyennes, exemple :
2.020 =…….. ;
4.01.0
50
=………; 25.0
0
50 = …………. ;
6.02.0
17
=…………
- noter leur position dans un tableau.
2.2.1 Exemple
points X Z
1
2
3
4
En Tournage les coordonnées en X sont données au diamètre
3 Modes de programmation
3.1 Programmation absolue par rapport à l’OM G52
Les cotes programmées sont repérées par rapport à l'origine mesure.
Les décalages et les corrections d'outils ne sont pas pris en compte.
Cette fonction est révoquée en fin de bloc et doit être programmée avant les
adresses des axes et sans correction de rayon (G41 ou G42).
Ce mode de programmation est utilisé pour amener le point piloté sur un point
fixe (point de changement d'outil par exemple).

Département GM Production automatisée-Chapitre2
M’HEMED SAMIR 26/01/2014 15
Exemple : N10 G G52 X... Z...
figure 5. déplacements en G52
3.2 Programmation absolue G90
La cote est repérée par rapport à l'origine programme OP.
Pour programmer un déplacement de M1 à M2, on programme les
coordonnées du point d'arrivée :
figure 6.
Exemple:
G90 X180 Y200 Z80
La fonction G90 est modale et initialisée à la mise sous tension, ou après une
remise à zéro (RAZ).
3.3 Programmation relative G91
La cote est repérée par rapport à la position précédente.
Pour programmer le déplacement de M1 à M2, on programme le vecteur
déplacement :

Département GM Production automatisée-Chapitre2
M’HEMED SAMIR 26/01/2014 16
figure 7.
Exemple:
G91 X80 Y80 Z30
4 Déplacement des axes
4.1 Interpolation linéaire G0 - G1
4.1.1 Déplacement en rapide:
La fonction G0 provoque un déplacement linéaire en vitesse rapide au point
dont les coordonnées sont indiquées dans le bloc.
Exemple :G0 X110 Y-50 Z20
La fonction G0 est modale et suspend l'action de F (avance).
4.1.2 Déplacement en travail :
La fonction G1 provoque un déplacement linéaire en vitesse travail au point
dont les coordonnées sont indiquées dans le bloc.
La fonction G1 est initialisée après une RAZ et est révoquée par les fonctions
contradictoires G0, G2, G3 , G33.
Exemple :
N50 G1 X100.5 Z80 F100 (avance travail)
N60 G0 Z85 (avance rapide)
N70 X150 (avance rapide)
...

Département GM Production automatisée-Chapitre2
M’HEMED SAMIR 26/01/2014 17
4.2 Interpolations circulaires G2 - G3
4.2.1 Choix du plan d’interpolation G17 - G18 - G19 :
En fraisage, la programmation des fonctions préparatoires G17, G18 ou G19
doit précéder la programmation d'une interpolation circulaire. Par défaut, le plan XY
(G17) est retenu.
figure 8.
4.2.2 Interpolations circulaires G02 - G03
G02 : interpolation circulaire dans le sens anti trigonométrique à vitesse
d’avance programmée.
G03 : interpolation circulaire dans le sens trigonométrique à vitesse d’avance
programmée.
figure 9.
Syntaxe:
(Plan XY) :
N… (G17) (G90/G91) G02/G03 X.. Y.. I.. J../R.. (F)

Département GM Production automatisée-Chapitre2
M’HEMED SAMIR 26/01/2014 18
Le sens G2 ou G3, le point d'arrivée (XY ou XZ ou YZ), le rayon d'interpolation
R ou la position du centre du rayon (IJ ou IK ou JK) doivent être programmés dans le
même bloc;
Les adresses X, Y, Z et I, J, K ou R sont obligatoirement programmées, même
si elles sont nulles (cas pouvant se présenter pour I, J, K), même si elles sont
inchangées (cas pouvant se présenter pour X, Y, Z);
La vitesse d’avance F peut être programmée en fin de bloc.
Une trajectoire d’angle supérieure à 180° ne peut pas être obtenue par
programmation d’un cercle par son rayon R, les coordonnées du centre du cercle
doivent être programmées.
figure 10.
Exemple :
figure 11.

Département GM Production automatisée-Chapitre2
M’HEMED SAMIR 26/01/2014 19
Programmation absolue (G90):
N5 G90 G17 G0 X0 Y0 (OP)
N10 G1 X2 Y2 F100 (Pt A)
N15 Y4 (Pt B)
N20 G2 X6 Y8 R4 (ou I6 J4) (Pt C)
Programmation relative (G91)
N5 G90 G17 G0 X0 Y0 (OP)
N10 G91 G1 X2 Y2 F100 (Pt A)
N15 Y2 (Pt B)
N20 G2 X4 Y4 R4 (ou I4 J0) (Pt C)
5 Correcteurs d'outils
5.1 Correction de longueur : D..
La longueur d’outil déclarée est prise en compte à la programmation :
- d’un numéro de correcteur D..,
- et d’un déplacement sur l’axe parallèle à l’orientation de l’axe de l’outil.
La fonction D.. est révoquée par la programmation d’un nouveau correcteur ou
annulée par D0.
NUM1060/FRAISAGE
La correction de longueur est appliquée
suivant Z pour la longueur d’outil (pour
un plan d’interpolation G17)
figure 12.
NUM760/TOURNAGE
La correction de longueur est
appliquée suivant X et Z pour les jauges
d’outil (pour un plan d’interpolation G18)
figure 13.

Département GM Production automatisée-Chapitre2
M’HEMED SAMIR 26/01/2014 20
5.2 Correction de rayon d'outil dans un plan G41 - G42
La correction de rayon d'outil permet de prendre en compte le rayon de l'outil
sur un profil réel programmé. Elle permet de décaler la trajectoire programmée d'une
valeur égale au rayon de l'outil stockée en page outil à l'adresse R. Il est donc
possible de programmer directement les cotes définissant le profil de la pièce.
Le décalage de la trajectoire est appliqué en fonction du sens de parcours.
Le correcteur D.. appelé, la correction de rayon appliquée est fonction de la fonction
préparatoire :
figure 14. G41 pour une correction à
gauche du profil usiné en regardant
dans le sens de l'avance F.
figure 15. G42 pour une correction à
droite du profil usiné en regardant
dans le sens de l'avance F.
G40 annule la correction de rayon (révocation de G41 et G42 : retour au
pilotage du centre de l’outil). Cette fonction est initialisée à la mise sous tension.

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 21
CH-III. Programmation des cycles d’usinage
1 Qu’est ce qu’un cycle fixe ?
Un cycle permet, à l'aide de fonctions préparatoires particulières, la génération
et l'enchaînement de mouvements répétitifs (usinage d'ébauche en n passes,
perçages multiples...). Les cycles simplifient la programmation en évitant le calcul de
tous les points bornant chaque trajectoire. Ces points de passages sont déduits par
exemple du profil initial, du profil final et de la profondeur de passe.
2 Annulation d’un cycle d’usinage G80
Cette fonction révoque les cycles d'usinage.
Syntaxe
N… G80
Propriétés
La fonction G80 est modale et initialisée à la mise sous tension.
Révocation
La fonction G80 est révoquée par les fonctions G64, G81, G82, G83, G84,
G85, G87 et G89.
Exemple
Cycle de perçage annulation du cycle
N100 ……
N110 G94 F..
N120 G83 Z-10 P8

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 22
N130 G80 G00 X150 Z200
N140..
3 Cycle spécifique au tournage
Dans ce cours on se limitera aux cycles les plus utilisés. Le lecteur, désireux
d’exploiter d’autres cycles, pourra consulter les manuels de programmation NUM.
3.1 Cycle d’ébauche paraxial G64
Cette fonction permet l'ébauche d'un volume de matière situé entre les
définitions d'un profil brut et d'un profil fini. Le cycle peut être exécuté par dressage
ou chariotage, pour des usinages extérieurs ou intérieurs.
La programmation s'effectue en trois étapes :
description du profil fini;
écriture du bloc d'appel du cycle;
description du profil brut.
Syntaxe:
N.. G64 [N.. N. .]/[EP..] [I.. K..] P../ R..
N.. DEFINITION DU BRUTE
N.. N.. Numéros du premier et du dernier bloc définissant le profil fini (mini
2 blocs, maxi 50 blocs).
EP.. Numéro de contour créé par la fonction profil.
I.. Surépaisseur de finition suivant X (par défaut I = 0).
K.. Surépaisseur de finition suivant Z (par défaut K = 0).
P../ R.. P: profondeur de passe suivant X (ébauche suivant Z).
R:profondeur de passe suivant Z (ébauche suivant X).
Définition du
brute
Suite de blocs définissant les dimensions du brut situés entre G64
et l’annulation du cycle.

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 23
Exemple :
description du profil fini :
N100 G1 Xg Zg
N110 Xa Za
N120 Xb Zb
N130 Xc Zc
N140 G2 Xd Zd R
N150 G1 Xe Ze
Usinage entre le profil brut et le profil fini :
Ébauche suivant Z
N160 G64 N150 N100 I.5 K.1 P3
N170 G1 Xe Ze
N180 Xf Zf
N190 Xg Zg
N200 G80 Xh Zh
Ébauche suivant X
N160 G64 N100 N150 I.5 K.1 R3
N170 G1 Xg Zg
N180 Xf Zf
N190 Xe Ze
N200 G80 Xh Zh
PROPRIÉTÉS
La fonction G64 est modale.
RÉVOCATION
La fonction G64 est révoquée par la fonction G80.
PARTICULARITÉS

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 24
Lorsque le cycle est programmé, le système doit être dans l'état G40. La
fonction de vitesse d'avance et son argument peuvent être programmés dans le bloc
du cycle.
Profil fini
La définition du profil peut être programmée avant l'appel du cycle. Il est alors
nécessaire d'utiliser la fonction G79 de saut de bloc.
Les blocs définissant les bornes du profil doivent comporter les coordonnées
en X et Z.
Les adresses I et K peuvent être munies du signe - (surépaisseur pour un
alésage). Le cycle n'exécute pas l'ébauche des gorges comprises dans la définition
du profil.
En fin de cycle, le système est initialisé en G00.
Les variables programmes L100 à L199 et L900 à L959 ne peuvent pas être
employées dans la définition du profil fini ( voir chapitre programmation parametrée).
Profil brut
Le brut ne peut pas contenir de blocs en PGP et de blocs définissant une
courbe, seule les droites sont autorisées (voir programmation PGP).
L'usinage du brut se fait du premier vers le dernier point programmé.
EXEMPLE
(ESSAI CYCLES)
%555
N10 T1 D1 M6
N20 G92 S2000
N30 G X 200 Z150
N40 G96 S100 M3 M40
N50 G79 N200
(PROFIL FINI)
N100 X140 Z 1
N110 G2 X120 Z10 R10 2
N120 G1 X60 3
N130 Z20 4
N140 X40 Z30 5
N150 Z40 6
N160 X60 Z50 7
N170 Z60 8
N180 X25 Z90 9
N190 X 10

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 25
figure 16.
(EBAUCHE EN X)
N200 G64 N100 N190 I.5 K.2 P2
F200
(PROFIL BRUT)
N210 X144 Z 11
N220 Z10 12
N230 X40 Z94 13
N240 X 14
N250 G80 X200 Z150
(EBAUCHE EN Z)
N200 G64 N100 N190 I.5 K.2 R3 F200
(PROFIL BRUT)
N210 X Z94 11
N220 X40 12
N230 X144 Z10 13
N240 Z 14
N250 G80 X200 Z150
3.2 Cycle d’ébauche de gorge G65
Cette fonction permet l'ébauche d'une gorge dont le profil est programmé en
cours de définition d'un profil fini. Le cycle peut être exécuté par dressage (gorges
frontales) ou chariotage (gorges axiales).
SYNTAXE:
N.. G65 [N..N..]/[EP..] X../Z.. [I..K..] EA.. P../R.. [Q..] [EF..]

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 26
N..
N..
Numéros du premier et du dernier bloc définissant le profil fini (mini 2 blocs maxi 50
blocs).
EP... Numéro de contour créé par la fonction profil.
X../Z.
.
Position de fin de passe sur l'axe d'ébauche de la gorge (X pour ébauche frontale ;
Z pour ébauche axiale).
I.. Surépaisseur de finition suivant X (par défaut I = 0).
K.. Surépaisseur de finition suivant Z (par défaut K = 0).
EA.. Angle de prise de passe dans la gorge.
P./R.. P.: profondeur de passe suivant X (ébauche suivant Z) ; R.. : profondeur de passe
suivant Z (ébauche suivant X).
Q.. Garde de positionnement (par défaut Q = 0).
EF.. Vitesse d'avance de pénétration dans la matière(par défaut le F précédent est
actif).
La zone usinée est délimitée par le profil fini et par deux droites reliant les 3
points suivants :
Xa Za : dernier point programmé avant G65 (point de départ);
Xb Zb : programmé dans le cycle G65;
P : point d'intersection avec le profil fini de la droite d'angle EA passant par Xa
Za.
Cycle :
[1] pénétration suivant l'angle EA en avance travail;
[2] ébauche paraxiale en avance travail;
[3] remontée suivant le profil en avance travail;

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 27
[4] retour à 1 mm du point de départ Xa Za en vitesse rapide;
[5] plongée en vitesse rapide;
[6] positionnement au début de la passe suivante en vitesse travail;
[7] fin de passe et retour au point de départ en vitesse rapide.
PROPRIÉTÉS
La fonction G65 est non modale donc révoquée en fin de bloc.
PARTICULARITÉS
Les blocs définissant les bornes du profil doivent comporter les coordonnées
en X et Z. Le bloc de positionnement outil au départ du cycle doit être programmé en
G40. L’avance peut être programmé dans le bloc du cycle.
EXEMPLE
(USINAGE POCHE)
N300 G97 S800
N310 T3 D3 M6
N320 G X 70 Z50
N330 G96 S80 F150
N340 X62
(EBAUCHE DE POCHE)
N350 G65 N120 N170 EA-135 P2 Z20 I.5
K.2
N360 G G80 X200 Z150
Finition du profil
N400 G97 S800
N410 T5 D5 M6
N420 G96 S120 F100
N430 G G41 X142 Z
(FINITION PROFIL)
N440 G77 N100 N190
N450 G40 G X200 Z150
N460 M2

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 28
3.3 Cycle d’ébauche de profil avec gorge
G63
Cette fonction disponible sur NUM
1040/1060 permet de réaliser une ébauche de
profil avec gorge (fonctions G64 et G65) par
l'appel d'une seule fonction.
SYNTAXE
N..G63 [N.. N..]/[EP..] X.. Z.. EX../ EZ.. P.. / R.. EA../ EU.. / EW.. [EB..] [EC..] [ER..]
[Q..] [EQ..] [EF..]
N.. N.. Numéros du premier et du dernier bloc définissant le profil fini (maxi 95)
EP.. Numéro de contour créé par la fonction profil.
X.. Z.. Position de départ du cycle.
EZ../ EX.. Position de fin de passe sur l'axe d'ébauche (EZ pour ébauche axiale
suivant Z ; EX pour ébauche frontale suivant X).
P. / R.. P.: profondeur de passe suivant X (ébauche suivant Z) ; R.. : profondeur
de passe suivant Z (ébauche suivant X).
EA../ EU..
/EW..
Position de départ des passes d'ébauche. La programmation de ces
arguments permet la définition d'un angle de départ pour la prise de
passe.
EB.. Angle de limite de pénétration en gorge.
EC.. Angle limite en fin de passe sur l'axe d'ébauche.
ER.. Surépaisseur de finition.
Q.. Garde de positionnement (par défaut Q = 0).
EQ.. Valeur du copeau mini (en deçà de la valeur programmée, la passe
n'est pas réalisée).
EF. Vitesse d'avance de pénétration dans la matière.
PROPRIÉTÉS
La fonction G63 est non modale, donc révoquée en fin de bloc.

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 29
PARTICULARITÉS
Le bloc de positionnement outil au départ du
cycle doit être programmé en G40. Les arguments
définissant des angles sont repérés selon le sens
trigonométrique.
PARTICULARITÉS LIÉES AUX ARGUMENTS
EA, EU ET EW
EA : angle limitant le départ des prises de passes
entre le point D (départ du cycle) et l'intersection avec
le profil fini.
- EU ou EW : point limite de la dernière passe
d'ébauche. Si l'argument EA n'est pas programmé, les
valeurs déclarées avec EU et/ou EW et A permettent de
définir l'angle A de départ.
PARTICULARITÉS LIÉES AUX ARGUMENTS EB ET EC
Angle défini par EB Angle défini par EC
3.4 Application
Exécution d'un profil intérieur avec poches (ébauche et finition)

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 30
(usinage profil interieur)
%100
N10 G G52 X150 Z200
(EBAUCHE)
N20 T5 D5 M6 (OUTIL A ALESER R .8
)
N30 S900 M40 M3
N40 X10 Z10 (POINT D’APROCHE)
N50 G92 S3000
N60 G96 S70
N70 G95 F.1
N80 G63 N120 N220 X16 Z5 EU50
EZ-92 P2 EB110 EC70 ER.2 Q1EQ.5
EF. 1
N90 G Z5
N100 G G52 X150 Z200
(FINITION)
N110 T7 D7 M6 (OUTIL A ALESER R .4
)
N120 G41 X50 Z5 (a)
N130 G96 S90
N140 G1 X30 Z-5 F.07 (b)
N150 Z-20 (c)
N160 X40 Z-25 (d)
N170 Z-45 EB2 (e)
N180 G2 X40 Z-55 I40 K-50 EB2
(f)
N190 G1 Z-75 (g)
N200 X30 Z-80 (h)
N210 Z-85 (i)
N220 X16Z-92 (j)
N230 G Z5 (k)
N240 G40 G52 X150 Z200
N250 M2

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 31
3.5 Défonçage G66
Cette fonction permet l'ébauche d'une gorge longitudinale ou frontale par
pénétrations successives.
Deux correcteurs sont nécessaires pour définir les deux points de l'outil
générateurs des deux flancs de la gorge.
Correcteurs :
D1 Jox1 Joz1
D2 Jox2 Joz2
Syntaxe
N.. G66 D.. X.. Z.. R../P.. EA.. EP.. EF..
D.. numéro du second correcteur d'outil. Le premier correcteur doit
être programmé dans un bloc précédent.
X.. Z.. position de fin d'usinage de la gorge.
EA.. angle définissant la pente en fond de gorge.
P.. / R.. déplacement entre chaque plongée (P : valeur suivant X(gorge
frontale), R : valeur suivant Z (gorge axiale)).
EP.. valeur du déplacement à 45° en fin de passe.
EF.. Temporisation en fin de plongée exprimée en seconde.
Remarques
1. Lorsque le cycle est programmé, le système doit être en G40.
1. Les plongées de l'outil sont réparties uniformément sur la largeur de la gorge.

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 32
1. La fonction de vitesse d'avance et son argument peuvent être programmés
dans le bloc du cycle.
Application
Soit à usiner le défonçage défini dans le dessin
suivant en utilisant le cycle G66
%7
N10 GO G40 G52 XO ZO N20 T 1 D 1 M6
N30 G0 X46 Z15 (Pt d Approche)
N40 G92 S250)
N50 G96 S100 M3 M42
N60 G95 F0.04
N70 G66 D2 X7O Z25 EA15 R4 EP15 EFI
N80 GO X200 Z200
N90 G97 S1000
N100 M2
3.6 Cycle de filetage G33
Cette fonction définit un cycle complet de filetages : cylindriques, coniques,
frontaux, à pas constant et profondeur de passe dégressive à section de copeau
constante.
Syntaxe
N… G33 X... Z... K... [EA...] [EB...] P...[ Q... ] [R...] [ F...] [S...]/[ES..]
X Z coordonnées de la fin de
filetage;
K pas du filetage;
EA EA=0 pour filetage
cylindrique, A=90 pour
filetage frontal;
EB angle de pénétration, B=0

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 33
pour pénétration droite;
R longueur du cône de
dégagement;
P profondeur totale du filet,
Q inclus.
Q profondeur de la dernière
passe;
F nombre de filets
(maximum F9, par défaut
F1);
S/ES nombre de passes S >
20P/3 (passe de finition
non comprise).
Exemples
Exécution d’un filetage conique
extérieur
N.. ...
N140 T09 D09 M06 (OUTIL A FILETER PAS=1 A DROITE)
N150 G97 S1000 M40 M03
N160 G00 Xa Za Départ du filetage
N170 G33 Xb Zb K1 EA175 EB30 P0.61 Q0.02 R4 S5
N.. ...
Exécution d’un filetage frontal
Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 34
N.. ...
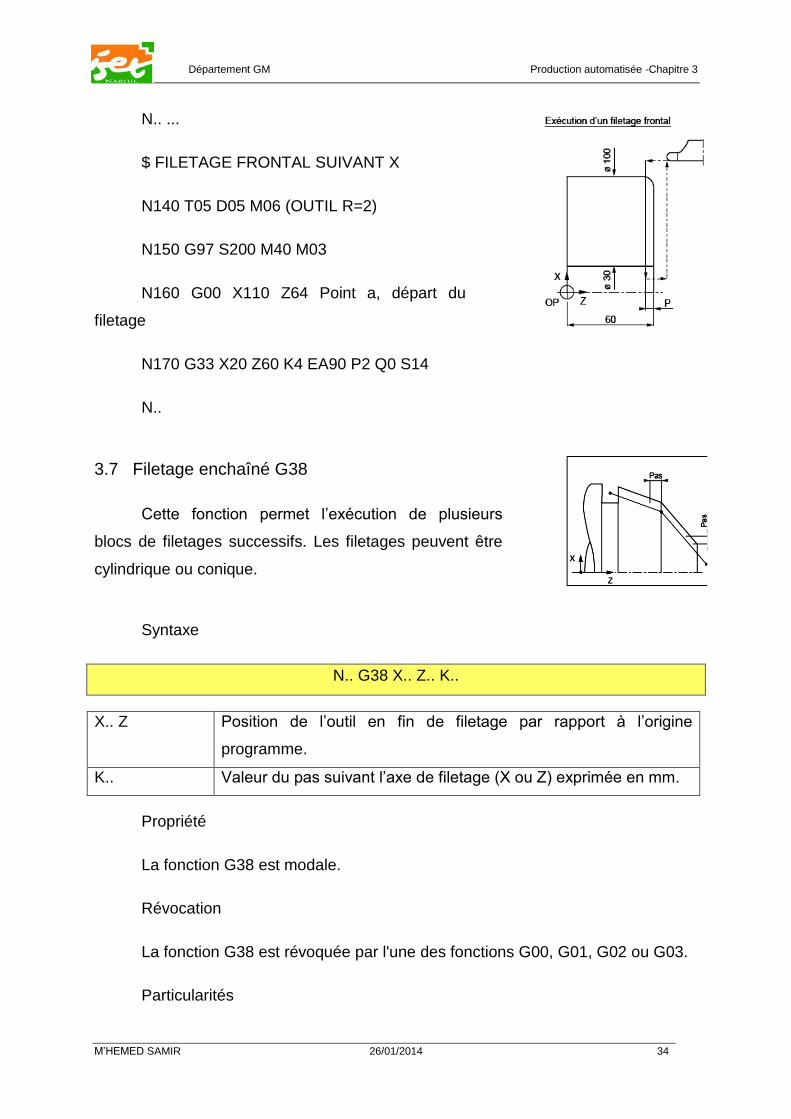
$ FILETAGE FRONTAL SUIVANT X
N140 T05 D05 M06 (OUTIL R=2)
N150 G97 S200 M40 M03
N160 G00 X110 Z64 Point a, départ du
filetage
N170 G33 X20 Z60 K4 EA90 P2 Q0 S14
N..
3.7 Filetage enchaîné G38
Cette fonction permet l’exécution de plusieurs
blocs de filetages successifs. Les filetages peuvent être
cylindrique ou conique.
Syntaxe
N.. G38 X.. Z.. K..
X.. Z Position de l’outil en fin de filetage par rapport à l’origine
programme.
K.. Valeur du pas suivant l’axe de filetage (X ou Z) exprimée en mm.
Propriété
La fonction G38 est modale.
Révocation
La fonction G38 est révoquée par l'une des fonctions G00, G01, G02 ou G03.
Particularités

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 35
Des pas (K) différents peuvent programmés dans les blocs successifs de
filetages écris après la fonction G38.
Le pas du filet est appliqué à l’axe de filetage (axe comportant le plus grand
déplacement).
Les passes successives sur les cycles peuvent être programmées par appels
de sous-programmes.
Pendant l’exécution du cycle la la modulation de vitesse de broche par
potentiomètre est inhibée (valeur forcée à 100%).
La fonction G38 doit être programmée :
- sans fonctions auxiliaires (M) dans les blocs de cycle,
- sans utilisation de la VCC (pas de retombée dans le pas en cas de passes
successives).
REMARQUE Le pas maximum exécutable est limité par l'avance en mm/min
pouvant être acceptée par la machine (avance = Pas x vitesse de rotation) ; se
référer à la documentation du constructeur machine.
Exemple
Exécution d’un filetage enchaîné
extérieur
N.. ...
N100 T04 D04 M06 (OUTIL R=2)
N110 G97 S400 M40 M03
N120 G00 Xa Za Point d’approche
N130 G38 Xb Zb K4 Cycle avec
pas 4 mm
N140 Xc Zc K6 Cycle avec pas 6 mm
N150 Xd Zd K8 Cycle avec pas 8 mm
N160 G00 Xe Ze Annulation du cycle
N..

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 36
4 Cycles communs (tournage, fraisage)
4.1 Cycle de perçage centrage G81
SYNTAXE:
N100 G81 X.. /Z.. [ER.. ] [EH.. ]
X.. / Z.. Point à atteindre sur l'axe d'usinage.
ER.. Cote du plan de dégagement sur l'axe
d'usinage. EH.. Cote du plan d'attaque sur l'axe d'usinage.
PROPRIÉTÉS
La fonction G81 est modale.
RÉVOCATION
La fonction G81 est révoquée
par les fonctions G80, G82, G83, G84,
G85, G87, G89 ou G64, G65 et G66.
DÉROULEMENT DU CYCLE
- positionnement rapide dans
l'axe d'usinage,
- pénétration à la vitesse
d'avance F,
- dégagement en vitesse rapide
suivant l'axe de l'outil.
EXEMPLE
Exécution d'un centrage
N..
N110 G X Z5 (A)
N120 G94 F.2
N130 G81 Z-10
N140 G80 G X150 Z200
N..
OU BIEN
N..
N110 G94 F.2
N120 G81 X Z-10 ER5
N130 G80 G X150 Z200
N..
4.2 Cycle de perçage - chambrage G82
SYNTAXE:
N150 G82 X. ../Z.. [FR.. ] [EH..] EF..

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 37
X.. / Z.. Coordonnées du point à atteindre sur l'axe
d'usinage. ER.. Cote du plan de dégagement sur l'axe
d'usinage. EH.. Cote du plan d'attaque sur l'axe d'usinage.
EF. Temporisation en secondes (maxi 99.99 s).
PROPRIÉTÉS
La fonction G82 est modale.
RÉVOCATION
La fonction G82 est révoquée par les fonctions G80. G81. G83. G84, G85,
G87. G89 ou G64, G65 ~: G66
DÉROULEMENT DU CYCLE
- positionnement rapide dans l'axe d'usinage.
- pénétration a la vitesse d'avance F,
- temporisation en fin de perçage,
- dégagement en vitesse rapide suivant l'axe de l'outil.
EXEMPLE
Exécution d'un chambrage
N..
Ni10 G X Z5 (AI
N120 G94 F.2
N130 G82 Z-10 EF1.5
N140 G80 G X150 Z200
N..
OU BIEN
N..
N110 G94 F.2
N120 G82 X 2-10 ER5
EFI1.5
N130 G80 G X150 Z200
N..
4.3 Perçage avec débourrage G83
Cette fonction permet le perçage par passes successives avec un retrait du
foret jusqu'au point de départ.

Département GM Production automatisée -Chapitre 3
M’HEMED SAMIR 26/01/2014 38
Syntaxe
N… G83 X../ Z..[ER..] [EH..] [P..]/[ES] [Q..] [EP..] [EF..]
X../Z.. Coordonnées du point à atteindre sur l’axe
d’usinage;
ER.. Cote du plan de dégagement sur l’axe
d’usinage;
EH.. Cote du plan d’attaque sur l’axe d’usinage;
P.. Valeur de la première pénétration ;
ES.. Nombre de pénétrations ;
Q.. Valeur de la dernière pénétration ;
EP.. Garde de retour après chaque débourrage ;
EF.. Temporisation à chaque fin de pénétration.
Propriété
La fonction G83 est modale.
Révocation
La fonction G83 est révoquée
par l'une des fonctions G80, G81, G82,
G84, G85, G87, G89 ou G64, G65 et
G66.
Particularités
Si P et Q sont programmés, les
pénétrations successives seront des
valeurs dégressives. La
programmation de P et ES est
obligatoire.

Département GM Production automatisée-Chapitre 3
M’HEMED SAMIR 26/01/2014 39
4.4 Perçage avec brise copeaux G87
Cette fonction permet le perçage par pénétrations successives avec arrêt
temporisé, sans remontée avant la fin du perçage.
Syntaxe
G87 X Z R(OU P) Q G4 F
X Z cote du fond du trou;
R valeur de la première passe
suivant Z; Q valeur de la dernière pénétration;
G4 F temporisation.
5 Cycle spécifique au fraisage
5.1 Cycle de poche simple G45
La fonction G45 permet l'exécution de poches circulaires, oblongues,
rectangulaires et carrées. Les axes sont programmables et définissent le centre de la
poche dans le plan et la profondeur de la poche suivant l'axe de l'outil.
EB programmée seule
correspond à une
poche circulaire (EB =
10)
EX et EY programmées
correspondent à une poche
rectangulaire ou carrée.(IX =
40. EY = 30)
EB et EX
programmées
correspondent une
poche oblongue (EB -
10, EX = 40)
IX. EY et EB
programmées
correspondent à une
poche rectangulaire ou
carrée avec congés (EX
= 50, EY = 30. EB = 5)
SYNTAXE:

Département GM Production automatisée-Chapitre 3
M’HEMED SAMIR 26/01/2014 40
N300 [G17] G45 X.. Y.. Z.. [ER..] EX.. EY.. [EB..]; P.. Q.. [I..] [J..][EG2/EG3]; EP..
EQ.. EI.. EJ..
G17 Choix du plan XY.
X.. Y.. Position du centre de la poche.
Z.. Point à atteindre en fond de poche.
ER.. Cote de dégagement sur l'axe d'usinage.
EX.. Dimension de la poche suivant X (ou U).
EY.. Dimension de la poche suivant Y (ou V).
EB.. Rayon d'une poche circulaire si EB est programmé seul.
P. Valeur de la prise de passe axiale d'ébauche.
Q.. Valeur de la prise de passe latérale d'ébauche.
I Valeur de la prise de passe axiale de finition.
J.. Valeur de la prise de passe latérale de finition.
EG2/EG3 Sens d'exécution de la poche. EG2: antitrigonométrique; EG3:
trigonométrique (par défaut EG3).
EP. Valeur de l'avance axiale d'ébauche.
EQ.. Valeur de l'avance latérale d'ébauche.
El.. Valeur de l'avance axiale de finition.
EJ.. Valeur de l'avance latérale de finition.
PROPRIÉTÉS
La fonction G45 est non modale.
RÉVOCATION
La fonction G45 est révoquée en fin de bloc.
DESCRIPTION DE L'USINAGE
Ébauche seule
Positionnement rapide de l'outil au centre de la
poche dans le plan horizontal.
Positionnement axial rapide au plan de
remontée ER si celui-ci a été programmé.

Département GM Production automatisée-Chapitre 3
M’HEMED SAMIR 26/01/2014 41
Plongée axiale d'une profondeur P
Positionnement latéral suivant le petit côté de la
valeur Q ; exécution du premier contournage de la
poche (et des éventuels contournages successifs).
Positionnement latéral sur le contour final et
exécution du dernier contournage aux dimensions
extérieures de la poche.
Repositionnement rapide au centre de la poche pour
exécution d'une plongée et d'un nouveau contournage
sur profondeur P (idem 3 -;a,- 5 ).
Après exécution du dernier contournage, l'outil est
repositionné au centre de la poche avec relèvement de
1 mm puis dégagé à la position ER programmée.
Ébauche et finition
La définition du cycle comprendra les paramètres
d'ébauches axiale (P) et latérale (Q), de finition axiale
(I) et latérale.
Finition seule
La définition du cycle comprendra les paramètres de
profondeur (P) et de finition latérale (J).
PRISE DE PASSE PROGRAMMEES
Ébauche
latérale axiale
Finition
latérale Finition axiale
Désignation Vues de côté Vues de
dessus

Département GM Production automatisée-Chapitre 3
M’HEMED SAMIR 26/01/2014 42
P.. Q..
Ébauches axiale et latérale
P. Q.. I..
Ébauches axiale, latérale et finition axiale du
fond
P. Q.. J..
Ébauches axiale, latérale et finition latérale
des flancs
P. Q.. I.. J..
Ébauches axiale, latérale+ finition latérale
enchaînées (à chaque prise de passe
axiale)
Q.. I..
Finition axiale du fond de la valeur I
P. J..
Finition latérale des flancs de la valeur J
Q.. I.. J..
Finitions axiale et latérale du fond jusqu'à la
valeur J latérale
P. I.. J..
Finition latérale des flancs jusqu'à la valeur
1 axiale
5.1.1 Application
PIÈCE DE DÉPART
Longueur = largeur = 100 ±0,1 épaisseur = 30 ±0,1
Phase 100 : perçage 4 trous Ø 5 taraudage 4 trous M6

Département GM Production automatisée-Chapitre 3
M’HEMED SAMIR 26/01/2014 43
Phase 200 : poche 80 x 80 (congés R10) poche circulaire (alésage) Ø 30 H7
Dessin de définition
PROGRAMME COMMENTÉ
Programme Commentaires
%200 numéro du programme
(Boîtier) titre
(PERCAGE Ø 5) identification de l'usinage
N10 T1 D1 M6 appel outil T1
Département GM Production automatisée-Chapitre 3
M’HEMED SAMIR 26/01/2014 44
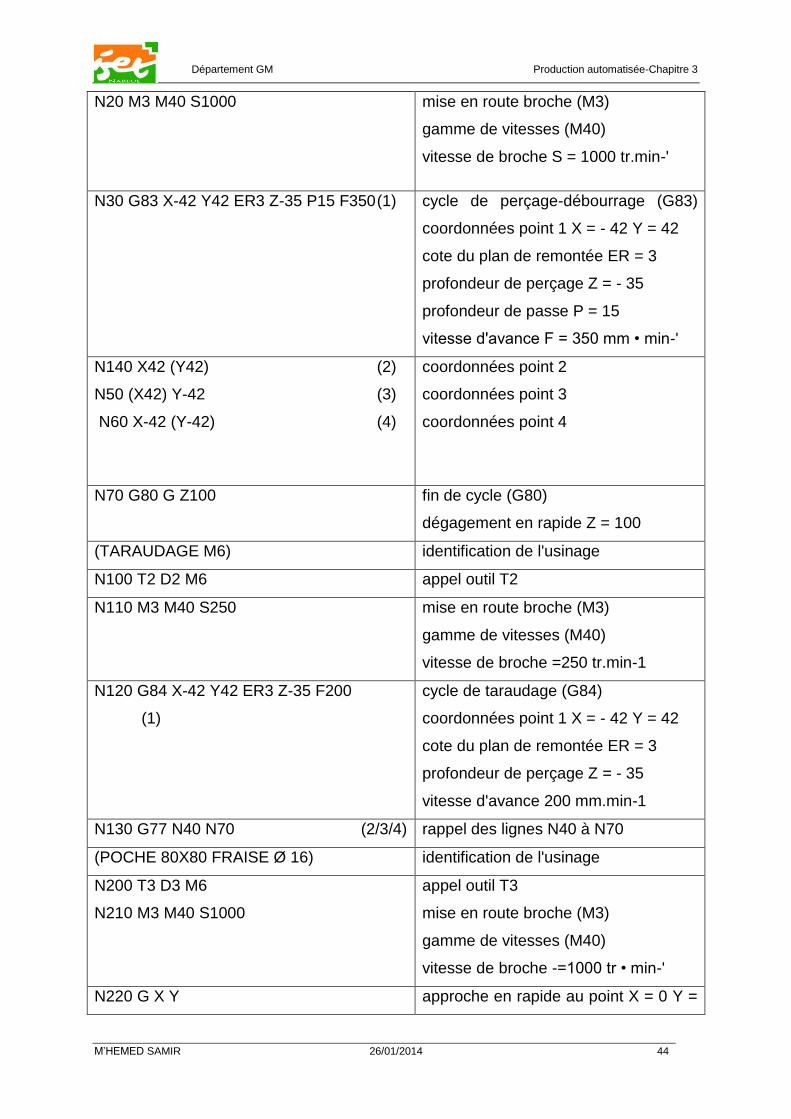
N20 M3 M40 S1000 mise en route broche (M3)
gamme de vitesses (M40)
vitesse de broche S = 1000 tr.min-'
N30 G83 X-42 Y42 ER3 Z-35 P15 F350 (1) cycle de perçage-débourrage (G83)
coordonnées point 1 X = - 42 Y = 42
cote du plan de remontée ER = 3
profondeur de perçage Z = - 35
profondeur de passe P = 15
vitesse d'avance F = 350 mm • min-'
N140 X42 (Y42) (2)
N50 (X42) Y-42 (3)
N60 X-42 (Y-42) (4)
coordonnées point 2
coordonnées point 3
coordonnées point 4
N70 G80 G Z100
fin de cycle (G80)
dégagement en rapide Z = 100
(TARAUDAGE M6) identification de l'usinage
N100 T2 D2 M6 appel outil T2
N110 M3 M40 S250 mise en route broche (M3)
gamme de vitesses (M40)
vitesse de broche =250 tr.min-1
N120 G84 X-42 Y42 ER3 Z-35 F200
(1)
cycle de taraudage (G84)
coordonnées point 1 X = - 42 Y = 42
cote du plan de remontée ER = 3
profondeur de perçage Z = - 35
vitesse d'avance 200 mm.min-1
N130 G77 N40 N70 (2/3/4) rappel des lignes N40 à N70
(POCHE 80X80 FRAISE Ø 16) identification de l'usinage
N200 T3 D3 M6
N210 M3 M40 S1000
appel outil T3
mise en route broche (M3)
gamme de vitesses (M40)
vitesse de broche -=1000 tr • min-'
N220 G X Y approche en rapide au point X = 0 Y =
Département GM Production automatisée-Chapitre 3
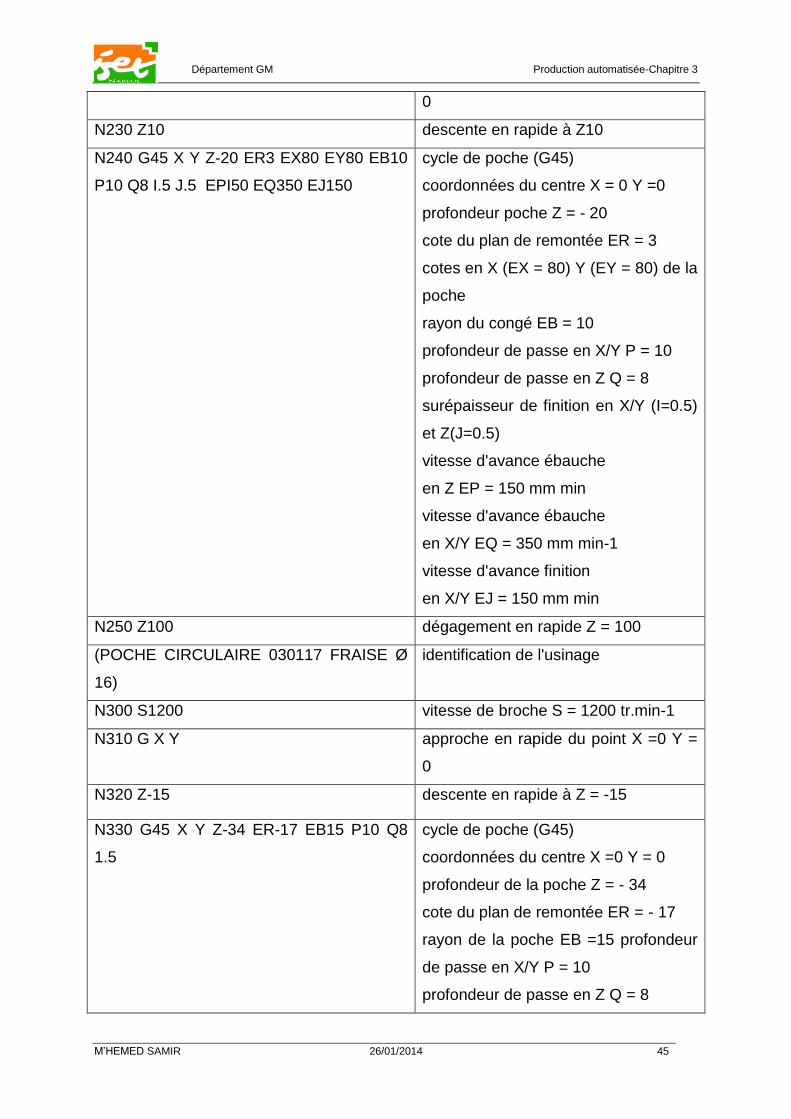
M’HEMED SAMIR 26/01/2014 45
0
N230 Z10 descente en rapide à Z10
N240 G45 X Y Z-20 ER3 EX80 EY80 EB10
P10 Q8 I.5 J.5 EPI50 EQ350 EJ150
cycle de poche (G45)
coordonnées du centre X = 0 Y =0
profondeur poche Z = - 20
cote du plan de remontée ER = 3
cotes en X (EX = 80) Y (EY = 80) de la
poche
rayon du congé EB = 10
profondeur de passe en X/Y P = 10
profondeur de passe en Z Q = 8
surépaisseur de finition en X/Y (I=0.5)
et Z(J=0.5)
vitesse d'avance ébauche
en Z EP = 150 mm min
vitesse d'avance ébauche
en X/Y EQ = 350 mm min-1
vitesse d'avance finition
en X/Y EJ = 150 mm min
N250 Z100 dégagement en rapide Z = 100
(POCHE CIRCULAIRE 030117 FRAISE Ø
16)
identification de l'usinage
N300 S1200 vitesse de broche S = 1200 tr.min-1
N310 G X Y approche en rapide du point X =0 Y =
0
N320 Z-15 descente en rapide à Z = -15
N330 G45 X Y Z-34 ER-17 EB15 P10 Q8
1.5
cycle de poche (G45)
coordonnées du centre X =0 Y = 0
profondeur de la poche Z = - 34
cote du plan de remontée ER = - 17
rayon de la poche EB =15 profondeur
de passe en X/Y P = 10
profondeur de passe en Z Q = 8

Département GM Production automatisée-Chapitre 3
M’HEMED SAMIR 26/01/2014 46
surépaisseur de finition en X/Y (I =
0.5)
les vitesses d'avance (ébauche et
finition) du cycle précédent sont
conservées
N340 Z100 dégagement en rapide Z = 100
N400 M2 fin de programme

Département GM Production automatisée-Chapitre 4
M’HEMED SAMIR 26/01/2014 47
CH-IV. Programmation structurée
1 Algorithme et code ISO
Dès qu'un programme prend du volume et se complique, il devient difficile à
comprendre, et sa maintenance se transforme en une rude tache. Pour faciliter les
modifications et les mises à jour, rendues nécessaires par les changements
éventuels de l'environnement de production (outillages, machines...), le programmeur
en commande numérique veillera tout particulièrement à la structuration de ses
programmes.
La programmation en code ISO respecte les principes algorithmiques, on y
trouve les sous-programmes, les appels conditionnels et inconditionnels.
2 Structuration des programmes
La structure peut s'établir sur deux ou trois niveaux en fonction
- des usinages à réaliser et de leurs complexités ;
- des contraintes de programmation.
2.1 Structure à deux niveaux
Niveau 0
programme principal (de %1 à
%999)
- paramètres généraux
- appel sous-programmes niveau 1
Niveau 1
sous-programmes (de %999 à
%9999)
- paramètres locaux
- appel d'outils
- conditions technologiques
- cycles d'usinages
2.2 Structure à trois niveaux
Niveau 0
programme principal
(de %1 à %99)
Niveau 1
sous programmes
(de %99 à %999)
Niveau 2
sous programmes
(de %999 à %9999)

Département GM Production automatisée-Chapitre 4
M’HEMED SAMIR 26/01/2014 48
- paramètres généraux
- appel sous programmes niveau 1
- paramètres locaux
- appel d'outils
- conditions technologiques
- paramètres locaux
- usinages (contournages, cycles)
3 Fonctions et méthodologie
3.1 Appel et saut G77
Appel inconditionnel de sous-programme ou de séquence avec retour (8
imbrications de sous-programmes maxi).
Syntaxe:
N100 G77 [H..][N.. N../N..][P..][S..]
H.. Numéro du sous-programme externe au programme appelant.
N.. N../N.. Numéros du premier et du dernier bloc appelé.
P.. Numéro de contour créé par la fonction PROFIL.
S.. Nombre de répétitions du sous-programme ou de la séquence.
Propriétés
La fonction G77 est non modale donc révoquée en fin de bloc.
3.1.1 Exemples
Appel de sous-programmes
%30
..
N200..
N210 G77 H100
N220..
saut inconditionnel au programme %100,
puis retour à la ligne N220 de %30
Appel de séquence interne
%40

Département GM Production automatisée-Chapitre 4
M’HEMED SAMIR 26/01/2014 49
..
N70..
N80 G77 N30 N50 appel et exécution des lignes N30 à N50,
N90 .. puis suite du programme à la ligne N90
Le sens d'exécution des lignes peut être inversé : G77 N50 N30 au lieu de
G77 N30 N50.
Appel de séquence externe
%50
..
N50..
N60 G77 H55 N80 N130 saut inconditionnel à %80 puis exécution des lignes N80 à
N130
N70 .. puis retour a N70 de %50
Les fonctions G40, G41 et G42 programmées avant l'appel sont restituées
ainsi que les fonctions modales (M et S).
3.2 Saut G79
G79 saut conditionnel ou inconditionnel a une séquence sans retour
Syntaxe:
N100 G79 [L../E.. > = < NOMBRE] N..
L.JE.. Variable L ou paramètre E testé dans la condition.
>= <
nombre
Symbole de comparaison de la condition.
N.. Numéro du bloc auquel doit être effectué le saut.
Propriétés
La fonction G79 est non modale, donc révoquée en fin de bloc.
Exemples
Saut inconditionnel

Département GM Production automatisée-Chapitre 4
M’HEMED SAMIR 26/01/2014 50
N100 G79 N210 saut a la ligne N210 sans retour. Le programme se
poursuit après à la ligne appelée : N210, N220, ..
Appel de séquence interne
N40 G79 L1<=10 N300
N50 ..
si L1 est inférieur ou égal à 10, alors aller à la ligne
N300, sinon continuation du programme en N50
3.2.1 Application
Interpolation circulaire
%102
(DECALAGE ANGULAIRE EN G3)
(PERCAGE) identification de l'usinage
N10 T1 D1 M6
N20 M3 M40 S1200
N30 G X Y30

Département GM Production automatisée-Chapitre 4
M’HEMED SAMIR 26/01/2014 51
N40 Z12
N50 G79 N90 saut à la ligne N90
N60 G1 G81 Z-5 F300 cycle de perçage
N70 G80 G91 ED45 fin du cycle de perçage - décalage
angulaire ED = 45° en relatif
N80 G90 G3 X Y30 1 J F5000 déplacement en absolu en G3 au point
suivant (F5000)
N90 G77 N60 N80 S8 exécution de la séquence N60 N80 8
fois
N100 G Z100 N110 M2
4 Exemple de structuration à deux niveaux en tournage
Dessin de définition
Processus et chronologie

Département GM Production automatisée-Chapitre 4
M’HEMED SAMIR 26/01/2014 52
Profil P (ébauche et finition)
Gorge
Filetage
Perçage
tronçonnage
Structuration des programmes
%9
(PROGRAMME PRINCIPAL)
appel s/programme %90 %90
(PROFIL P)
usinage ébauche
usinage finition
appel s/programme %91 %91
(GORGE)
appel s/programme %92 %92
(FILETAGE)

Département GM Production automatisée-Chapitre 4
M’HEMED SAMIR 26/01/2014 53
appel s/programme %93 %93
(PERÇAGE)
appel s/programme %94 %94
(TRONÇONNAGE)
fin du programme
Niveau 0 Niveau 1
Programme
%9
(BOUCHON)
N10 G77 H90
N20 G77 H91
N30 G77 H92
N40 G77 H93
N50 G77 H94
N60 M2
%90
(PROFIL P)
N10 Tl Dl M6
N20 G92 S2500
N30 G X200 Z100
N40 G96 S120 M3 M40
N50 G95 F.12
N60 G79 N200
(PROFIL P FINI)
N100 X62 Z-52 (1)
N110 X60 (2)

Département GM Production automatisée-Chapitre 4
M’HEMED SAMIR 26/01/2014 54
N120 Z-30 (3)
N130 X30 (4)
N140 Z-2 (5)
N150 X24 Z1 (6)
(ÉBAUCHE)
N200 G64 N100 N150 1.5 K.4 P2
(PROFIL BRUT)
N210 X62 Z-52 (1)
N220 Z1 (7)
N230 X24 (6)
N240 G80 G X6 Z1
(FINITION)
N300 G95 F.08
N310 G G41 X62 Z-52
N320 G77 N100 N150
N330 G40 G X200 Z100
N340 G97 S500
%91
(GORGE L4)
N10 T3 D3 M6
N20 G X200 Z100

Département GM Production automatisée-Chapitre 4
M’HEMED SAMIR 26/01/2014 55
N30 G96 S100 F.08
N40 G X62 Z-30
N50 GI X22 G4 F1
N60 X32
N70 G X200 Z100
N80 G97 S500
%92
(FILETAGE M30)
N10 T5 D5 M6
N20 G X200 Z100
N30 G96 S80
N40 X32 Z2 (A)
N50 G33 X30 Z-32 K3.5 P3.031 Q.05 S8
N60 G80 G X200 Z100
N70 G97 S500
%93
(PERCAGE Ø12)
N10 T2 D2 M6
N20 G X Z5 ((P)
N30 G83 X Z-55 P251_F.1
N40 G G80 Z5

Département GM Production automatisée-Chapitre 4
M’HEMED SAMIR 26/01/2014 56
%94
(TRONCONNAGE)
N10 T3 D3 M6
N20 G X200 Z100
N30 G96 S100 F.08
N40 G X62 Z-50
N50 G1 X10 G4 F2 (T)
N60 G X62
N70 X200 Z100
N80 G97 S500

Département GM Production automatisée-Chapitre 5
M’HEMED SAMIR 26/01/2014 57
CH-V. Programmation paramétrée
1 Introduction
En programmation, plutôt que de coter numériquement des pièces qui
auraient toutes la même forme mais des dimensions différentes, il est souvent
judicieux d'écrire un seul programme dans lequel les valeurs numériques sont
remplacées par des paramètres. Un seul programme paramètre remplace alors la
totalité des programmes qu'il serait nécessaire d'écrire pour chaque pièce.
2 Définition des paramètres programme
Les paramètres programmés sont des fonctions qui peuvent être affectées à
toutes les adresses, à la place de valeurs numériques, ou qui peuvent être exploitées
par le programmeur en tant que fonctions particulières.
On distingue deux classes de paramètres :
- les variables programmes L,
- les paramètres externes E.
3 Les variables programme L
Trois types de variables sont utilisés :
- les variables de L0 à L19,
- les variables de L100 à L199
- les variables de L900 à L959 (Disponibles sur NUM 1040/1060)
Le format et l'exploitation de ces variables sont identiques, mais leur écriture
entraîne une différence dans le programme pièce.
Département GM Production automatisée-Chapitre 5
M’HEMED SAMIR 26/01/2014 58
3.1 Les variables L0 à L19
Elles sont initialisées (mises à 0) :
- lors de la mise sous tension de la CN ;
- à la fin d'exécution du programme pièce par le M02 ;
- par action sur la touche // (RAZ) du pupitre.
Ces variables peuvent être :
- assignées de valeurs réelles constantes (ex : L5 = -12345.678 ) ( 8 chiffres
max. et position du point décimal indifférent);
- assignées de valeurs résultant des opérations suivantes : addition (+),
soustraction (-), multiplication (*), division (/), racine carré (R), sinus (S), cosinus (C),
troncature (T), arc tangente (A).
Exemple : L4 = 10.5 + 10*SL2 (équivaut à L4 = 10.25 si L2 = 30 )
Les opérations s’effectuent de gauche à droite avec des poids identiques pour
tous les opérateurs.
Remarque :
L'affectation d'un paramètre L à une adresse CN entraîne la concordance
entre l'unité de L et l'adresse correspondante.
Exemple:
Si L4 = 30 alors XL4 correspond à un déplacement en X de 30 mm et FL4 correspond à une avance de 30 mm/mn
3.2 Les variables L100 à L199
Le chargement d'une variable L0 à L19 n'a pas d'influence sur le déroulement
du programme, alors que l'écriture L100 à L199 suspend la préparation du bloc qui
contient la variable jusqu'à la fin de l'exécution du bloc précédent.

Département GM Production automatisée-Chapitre 5
M’HEMED SAMIR 26/01/2014 59
Une ligne de programme qui contient les variables L100 à L199 ne peut donc
être précédée d'un bloc dont l'exécution nécessite la connaissance du ou des blocs
suivants (programmation géométrique de profil, correction de rayon d'outil).
3.3 Les variables L900 à L959
L'utilisation des variables L900 à L959 est déconseillée dans un programme
comportant des cycles d'usinage (de type G81, G82,...).
Les variables L900 à L925 sont équivalentes aux adresses alphabétiques A à Z
Exemple :
A = 250 est équivalent à L900 = 250
B = 1250 est équivalent à L901 = 1250
Z = 10 est équivalent à L925 = 10
3.4 Exemple d’utilisation des variables programme
Soit la famille de trois pièces P1, P2 et P3.
La forme des pièces est identique mais les dimensions sont différentes.
figure 17.

Département GM Production automatisée-Chapitre 5
M’HEMED SAMIR 26/01/2014 60
figure 18.
figure 19.
Au lieu de donner une valeur numérique à X, Y et Z, il convient de déclarer
une valeur paramétrée.
XLO deviennent
P3) (pièce X80
P2) (pièce X70
P1) (pièce X60
cotes Les
Un dessin unique représentera la famille de pièces PROFIL P
L0 L1 L2 L3 L4 L5
P1 60 30 40 50 28 25
Pièces P2 70 40 50 60 28 35
P3 80 50 60 70 28 45

Département GM Production automatisée-Chapitre 5
M’HEMED SAMIR 26/01/2014 61
Déclaration des paramètres
Point E 1 2 3 4 5 D
Coordonnées X -10 L0 L0 L3 L4 0 0
y 0 0 L1 L2 L2 L5 -10
Écriture du programme %1000 (profil P)
% 1000
(PR0FIL P)
N10 G1 X-10 Y (E)
N20 XL0 (1)
N30 YL1 (2)
N40 XL3 YL2 (3)
N50 XL4 (4)
N 60 X YL5 (5)
N70 Y-10 (D)
Affectation des paramètres
Les valeurs affectées aux paramètres sont transférables d'un programme à un
autre. Pour usiner le profil P1, il convient de définir les valeurs numériques des
paramètres dans un programme appelant. De même pour P2 et P3.
%1
(P1)
L0=60
L1=30
L2=40

Département GM Production automatisée-Chapitre 5
M’HEMED SAMIR 26/01/2014 62
L3=50
L4=28
L5-25
N10 G77 H1000
N20 M2
Programme paramétré structuré
%1
(P1)
L0=60
L1=30
L2=40
L3=50
L4=28
L5-25
N10 G77 H1000
N20 M2
affe
cta
tion
pa
ram
ètre
s
%1000
(OUTIL+PROFIL P)
N10 TI D1 M6
N20 M3 M40 S800 F200
N30 G X-10 Y Z50
N40 Z
N50 G42 G1 X-10 Y (E)
N60 XLO (1)
N70 YL1 (2)
N80 XL3 YL2 (3)
pro
fil. P

Département GM Production automatisée-Chapitre 5
M’HEMED SAMIR 26/01/2014 63
%2
(P2)
L0= 70
L1=40
L2=50
L3=60
L4=28
L5=35
N10 G77 H1000
N20 M2
affe
cta
tion
pa
ram
ètre
s
N90 XL4 (4)
N100 X YL5 (5)
N110 Y-10 (D)
N120 G40 G Z150
%3
(P3)
L0=80
L1=50
L2=60
L3=70
L4=28
L5=45
N10 G77 H1000
N20 M2
affe
cta
tion
pa
ram
ètre
s

Département GM Production automatisée-Chapitre 5
M’HEMED SAMIR 26/01/2014 64
4 Les paramètres externes E
Ils sont définis par la fonction E suivie de 5 chiffres, la décade des dizaines de
milliers précisant le type de paramètres.
4.1 Paramètres externes de type 5et 6
4.1.1 Correction d’outil :
E50001 à E50099 : Jauge outil en X
E51001 à E51099 : Jauge outil en Z
E52001 à E52099 : Rayon outil
E53001 à E53099 : Correcteur dynamique en X
E54001 à E54099 : Correcteur dynamique en Z
E55001 à E55099 : Orientation nez d'outil.
E50000 : Numéro de correcteur d'outil courant
E51000 : Direction d'outil
4.1.2 Décalages:
E60000-E61000-E62000 PREF X, Z, C
E60001-E61001-E62001 DEC1 X, Z, C
E60005-E61005-E62005 Décalages programmés X, Z, C
4.2 Exemple d’utilisation des paramètres externes
Programme %555

Département GM Production automatisée-Chapitre 5
M’HEMED SAMIR 26/01/2014 65
Les jauges outils peuvent être introduites au clavier en CORR OUT, mais
également déclarées par le programme.
(JAUGES OUTILS)
E50001=15157 (D1 /X) jauge d'outil en X sur D1 (X = 15,157)
E51001 =42126 (D1/ Z) jauge d'outil en Z sur D1 (Z = 42,126)
E50003=13589 (D3/X) jauge d'outil en X sur D3 (X = 13,589)
E51003=39754 (D3/ Z) jauge d'outil en Z sur D3 (Z = 39,754)
E50005=9872 (D5/ X) jauge d'outil en X sur D5 (X = 9,872)
E51005=40452 (D5/ Z) jauge d'outil en Z sur D5 (Z = 40,452)
(ESSAIS CYCLES)
N10 T1 D1 M6 prise en compte de Dl
……..
……..
N310 T3 D3 M6 prise en compte de D3
…..
…….
N510 T5 D5 M6 prise en compte de D5
…………
………
N550 G40 G X200 Z150
N560 M2
Remarques
Les paramètres E50000 ne sont pas remis à zéro par le système.

Département GM Production automatisée-Chapitre 5
M’HEMED SAMIR 26/01/2014 66
Si des correcteurs ont été introduits en CORR OUT au clavier, ils sont
remplacés dès l'envoi du programme par les valeurs des jauges outils, déclarées en
paramètres externes.
5 Application
figure 20. Dessin de définition
Contournage : fraise 2T Ø20 (T1)
Encoche : El fraise 2T Ø10 (T2)
E2 fraise 2T Ø12 (T3)
E3 fraise 2T Ø14 (T4)
F = rayon fraise + 2
Profils A=L0 B=L1 C=L2 D=L3 E=L4 F=L5
Pièces
E1 70 40 10 20 50 7
E2 80 45 12 22.5 60 8
E3 90 50 14 25 70 9
5.1 Calcul des paramètres (1 à 9)
Point 1 : AX 1 0L FY 1 5L
Point 2 : AX 2 0L BY 2 1L
Point 3: CX 3 2L BY 3 1L
Point 4 : 04 X CBY 4 2110 LLL
Point 5 : 05 X CY 5 2L

Département GM Production automatisée-Chapitre 5
M’HEMED SAMIR 26/01/2014 67
Point 6 : CX 6 2L 06 Y
Point 7 : FAX 7 5011 LLL 07 Y
Point 8 : 2FB-G
2 opposécôté 4*412 LLL 2G
5113 LLL FB
13*1314 LLL 2FB 141215 LLL 22 FB-G
1516 RLL 2FB-G2
opposécôtéAX 8 16017 LLL FBY 8 13L
figure 21.
Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 68
CH-VI. Programmation géométrique de profil (PGP)
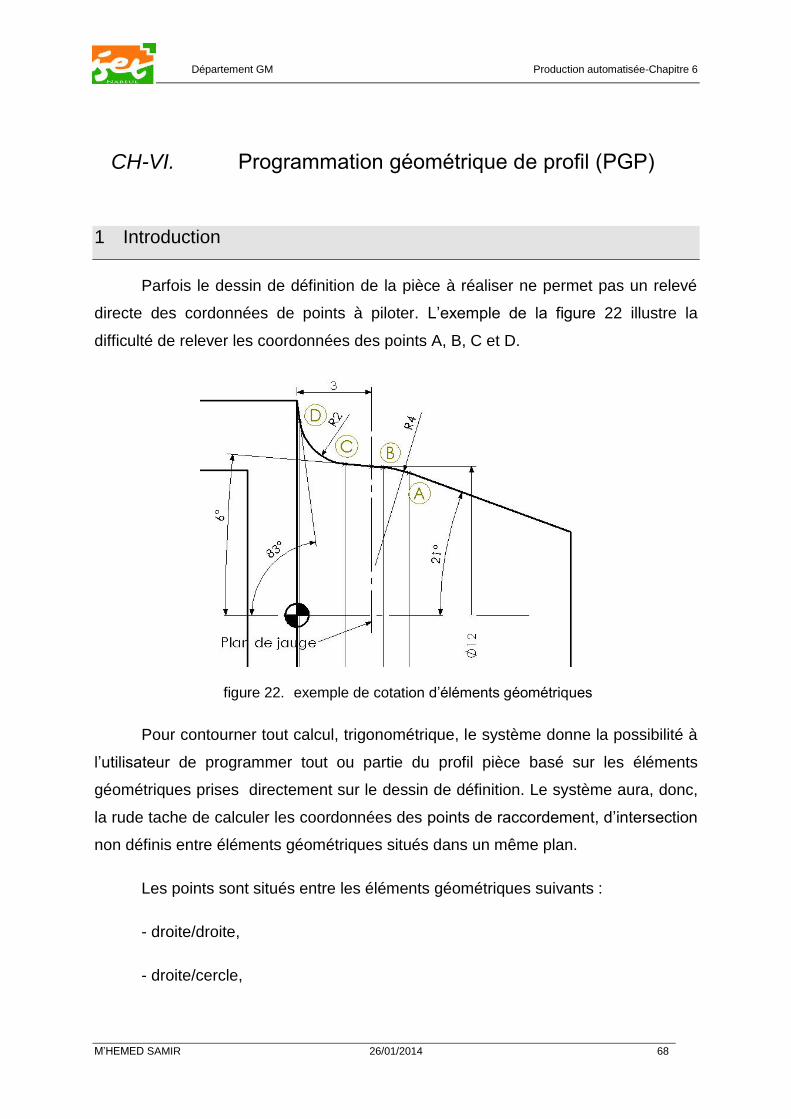
1 Introduction
Parfois le dessin de définition de la pièce à réaliser ne permet pas un relevé
directe des cordonnées de points à piloter. L’exemple de la figure 22 illustre la
difficulté de relever les coordonnées des points A, B, C et D.
figure 22. exemple de cotation d’éléments géométriques
Pour contourner tout calcul, trigonométrique, le système donne la possibilité à
l’utilisateur de programmer tout ou partie du profil pièce basé sur les éléments
géométriques prises directement sur le dessin de définition. Le système aura, donc,
la rude tache de calculer les coordonnées des points de raccordement, d’intersection
non définis entre éléments géométriques situés dans un même plan.
Les points sont situés entre les éléments géométriques suivants :
- droite/droite,
- droite/cercle,

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 69
- cercle/cercle.
La programmation géométrique de profil (PGP) :
- peut coexister avec la programmation ISO,
- ne peut être utilisée qu’en absolu (G90),
2 Définition des éléments géométriques
S’effectue par écriture d’un enchaînement de blocs. Chaque bloc comprend
un élément géométrique qui peut être :
- un segment de droite,
- un arc de cercle.
Un élément géométrique peut être entièrement défini dans un bloc par :
- le point extrême d’une droite,
- le point extrême d’un arc de cercle avec les coordonnées du centre ou le rayon.
Mais aussi Un élément géométrique peut être incomplètement défini dans un
bloc, dans ce cas le complément d’information se trouve éventuellement dans le ou
les deux blocs suivants (congés et chanfreins non compris).
3 Fonctions caractérisant un élément géométrique
3.1 Adresses affectées de valeurs
X../Z.. ou XZ : Coordonnées du point
d’arrivée d’une droite.

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 70
X.. Z.. : Coordonnées du point d’arrivée
d’un cercle.
EA.. : Elément angle d’une droite.
I.. K.. : Coordonnées du centre d’un
cercle.
R.. : Rayon d’un cercle.
EB+.. : Congé entre deux éléments
sécants (droite/cercle par exemple).
Le bloc contenant EB+.. et le bloc
suivant sont raccordés par un congé. (a =
valeur programmée avec EB+)
EB-.. : Chanfrein entre deux droites
sécantes (uniquement).
Le bloc contenant EB-.. et le bloc suivant
sont raccordés par un chanfrein. (a =valeur
programmée avec EB-).

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 71
3.2 Adresses non affectées de valeurs
ET : Elément tangent.
Le bloc contenant ET et le bloc suivant
sont tangents. ET est facultatif, mais obligatoire
lorsque c’est la seule fonction qui caractérise
l’élément.
ES : Elément sécant.
Le bloc contenant ES et le bloc suivant
sont sécants. Si deux éléments sécants ont un
point d’intersection non programmé ES est
obligatoire dans le premier bloc.
E+/ E-: Discriminant.
Lorsque la programmation d’un bloc ou d’un ensemble de bloc laisse le choix
entre deux solutions possibles, le discriminant E+ ou E- permet de lever
l’indétermination. La programmation du discriminant peut être incluse dans les
fonctions ET et ES :
Exemple : ES- équivalent à ES E-
ET+ équivalent à ET E+
Lorsque le discriminant détermine un élément d’une entité :
- il doit être programmé dans le premier bloc de cette entité,
- le signe + ou du signe - précise la position d’un point caractéristique de l’une
ou l’autre solution par rapport une droite orientée fictive (D).
Les points caractéristiques peuvent être :

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 72
- le point d’intersection de deux éléments sécants. Lorsqu’il s’agit d’une
intersection droite-cercle ou cercle-cercle, deux solutions sont possibles et la
programmation du discriminant est obligatoire.
- le point de tangence de deux éléments. Afin d’en limiter le nombre, le
système ne réalise que des tangences « continues » (sans rebroussement). Ceci
ramène à deux le nombre maximum de solutions.
- la position du centre d’un cercle.
La droite orientée (D) est :
- la droite définie par son angle EA.. (si un des éléments de l’entité est défini,
- la droite reliant un point connu du premier élément à un point connu du
dernier élément de l’entité (orientation du premier vers le dernier). Ce point connu est
en priorité le centre d’un cercle programmé par I et K, ou par défaut un autre point
programmé.
3.2.1 Programmation des adresses non affectées de valeurs
N.. G01 EA.. ES
N.. EA.. X.. Z..
N.. G01 EA.. ES
N.. EA..
N.. G02/G03 I.. K.. R../X.. Z..
N.. G01 EA.. ES-
N.. G02/G03 I.. K.. R../X.. Z..
N.. G01 EA.. ES+
N.. G02/G03 I.. K.. R../X.. Z..

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 73
N.. G01 EA.. ES-
N.. G02/G03 I.. K..
N.. G01 EA.. X.. Z..
N.. G01 EA.. ES+
N.. G02/G03 I.. K..
N.. G01 EA.. X.. Z..
N.. G01 EA.. ES-
N..G02/G03 I.. K..
N..G02/G03 I.. K.. R../X.. Z..
N.. G01 EA.. ES
N.. G02/G03 I.. K.. ET
N.. G02/G03 I.. K.. R../X.. Z..
N.. G01 EA..
N.. G02/G03 I.. K..
N.. G01 EA..
N.. G02/G03 R..
N.. G01 EA.. X.. Z..
N.. G01 EA.. ES-
N.. G02/G03 R X.. Z..
N.. G01 EA.. ET+
N.. G02/G03 R X.. Z..

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 74
N.. G02/G03 I.. K..
N.. G02/G03 R.. X.. Z..
N.. G02/G03 I.. K..
N.. G02/G03 R..
N.. G01 EA.. X.. Z..
N.. G02/G03 I.. K..
N.. G02/G03 R..
N.. G02/G03 I.. K.. R../X.. Z..
N.. G02/G03 I.. K..
N.. G02/G03 R..
N.. G02/G03 I.. K.. R../X.. Z..
N.. G02/G03 I.. K.. ES+
N..G01 EA.. X.. Z..
N.. G02/G03 I.. K.. ES
N.. G01 EA..
N.. G02/G03 I.. K.. R../X.. Z..
N.. G02/G03 I.. K.. ES-
N.. G02/G03 I.. K.. R../X.. Z..
N.. G02/G03 I.. K.. ES+
N.. G02/G03 I.. K..
N.. G01 EA X.. Z..

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 75
N.. G02/G03 I.. K.. ES-
N.. G02/G03 I.. K..
N.. G02/G03 I.. K.. R../X.. Z..
N.. G02/G03 I.. K.. ES+
N.. G02/G03 I.. K.. ET+
N.. G02/G03 I.. K.. R../X.. Z..
N.. G02/G03 R..
N..G01 EA.. X.. Z..
N.. G02/G03 R.. ET-
N.. G01 EA.. X.. Z..
4 Exemples numériques de construction de profils
Droite - droite
X Y10 Z
G1 EA 10 ES (D)
EA 45 X50 Y50 (D)
Droite - droite - cercle
X10 Z
G1 EA20 ES (D)
EA30 (D)
G2 I65 J26 X75 Y26 (C)

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 76
Droite - cercle - droite
X10 Y10 Z
Gl EA40 ES- (D)
G3 I40 J30 (C)
G1 EA20 X60 Y25 (D)
Droite - cercle - droite
X10 Y40 Z
Gl EA-45 ET (D)
G3 R10 (C)
G1 EA45 X60 Y30 (D)
Droite - cercle - droite
X10 Y30 Z
Gl ET (D)
G3 I40 J15 (C)
G1 EA80 X55 Y50 (D)
Droite - cercle - cercle
X10 Y20 Z
Gl EA25 ES- (D)
G3 I45 J30 ET+ (C)
G2 I70 J30 X80 Y30 (C)
Droite - cercle - cercle
X10 Y20 Z
Gl EA30 ET- (D)
G2 R10 (C)
G3 I55 J20 X65 Y20 (C)

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 77
Droite - cercle - cercle
X30 Y40 Z
Gl ET (D)
G3 I30 J17 ET- (C)
G3 I35 J50 X60 Y20 (C)
cercle-droite
X10 Y23 Z
G2 I20 J17 ET (C)
G1 EA-15 X60 Y20 (D)
cercle-droite- cercle
X10 Y20 Z
G2 I20 J15 ET (C)
G1 ET (D)
G3 I55 J20 X65 Y20 (C)
cercle- cercle -droite
X10 Y20 Z
G2 I20 J15 ET (C)
G3 R12 (C)
G1 EA75 X45 Y35 (D)
cercle- cercle -droite
X20 Y10 Z
G2 R15 ET+ (C)
G3 I43 J20 ET+ (C)
G1 EA45 X65 Y35 (D)
cercle- cercle - cercle
X10 Y5 Z
G2 I20 J8 ET- (C)
G2 R40 (C)
G3 I50 J23 X55 Y28 (C)
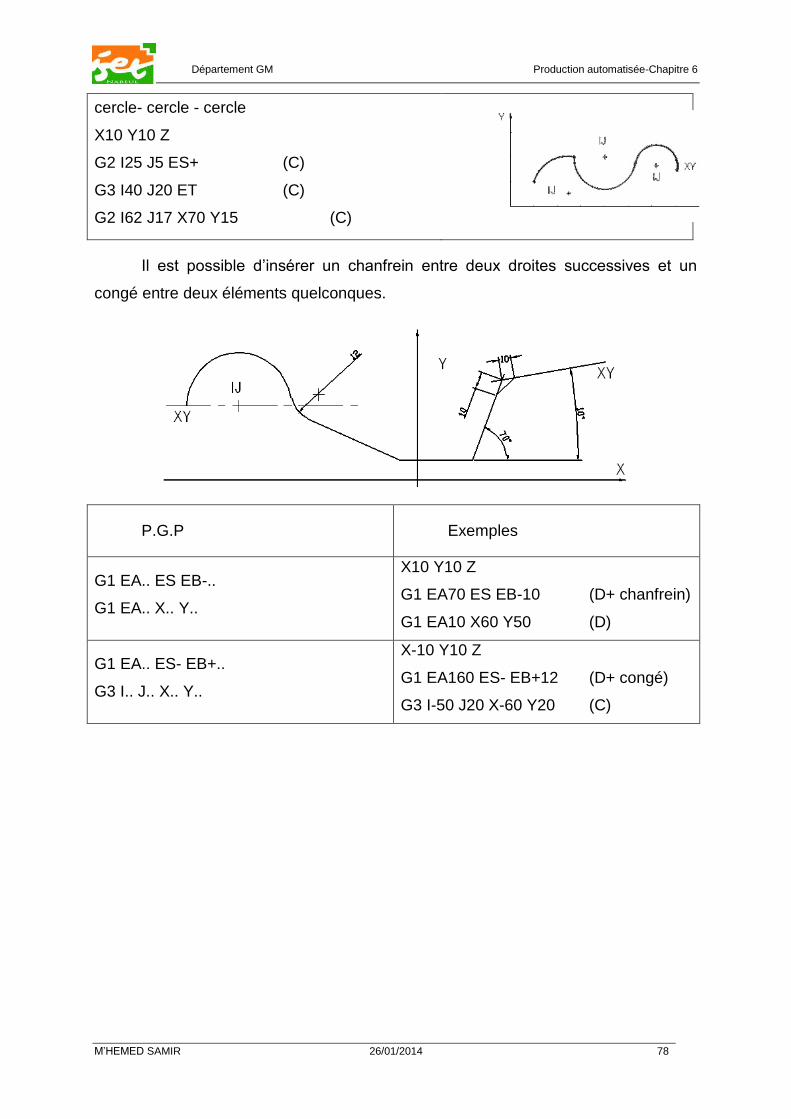
Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 78
cercle- cercle - cercle
X10 Y10 Z
G2 I25 J5 ES+ (C)
G3 I40 J20 ET (C)
G2 I62 J17 X70 Y15 (C)
Il est possible d’insérer un chanfrein entre deux droites successives et un
congé entre deux éléments quelconques.
P.G.P Exemples
G1 EA.. ES EB-..
G1 EA.. X.. Y..
X10 Y10 Z
G1 EA70 ES EB-10 (D+ chanfrein)
G1 EA10 X60 Y50 (D)
G1 EA.. ES- EB+..
G3 I.. J.. X.. Y..
X-10 Y10 Z
G1 EA160 ES- EB+12 (D+ congé)
G3 I-50 J20 X-60 Y20 (C)

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 79
5 Applications
5.1 TD1: Poinçon
figure 23. Definition de la pièce
Élaborer un programme pour ce poinçon.
L’outil utilisé est une fraise de diamètre 16 mm et ayant 4 dents,
Vc = 24 m/min et fz = 0.03 mm/dent
Distance de dégagement est égale à 2 mm de la pièce
5.2 TD2 : contournage d’un profil
figure 24. Définition du profil de la pièce

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 80
figure 25. Trajectoires d’usinage
En se basant sur les trajectoires d’usinage de la figure 25 élaborer le
programme pièce en code ISO.
5.3 TD3 : finition d’un profil
figure 26. Dessin de définition
figure 27. Trajectoires d’usinage. Surépaisseur constante=0.5

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 81
5.4 Correction TD 1
Programme
%200
(USINAGE FINITION DE POINCON)
L0 = 1000*24/3.14/16
L1 = 0.03*4* L0
N10 G90 G80 G40 G71
N20 G0 G52 Z0
N30 T1 D1 M6
N40 G97 SL0 M3 M40
N50 G94 FL1
N60 G0 X82 Y80
N70 Z0
N80 G1 G42 X90 Y80 M8 (POINT APPROCHE)
N90 Y59 (POINT 1)
N100 G2 X80 Y49 R10 (POINT 2)
N110 G1 EA180 (POINT 3 , ET- OPTIONNEL)
N120 G2 R10 (POINT 4)
N130 G3 I30 J46 X0 Y46 (POINT 5)
N140 G1 X0 Y0 (POINT 6)
N150 G1 X131 Y0 (POINT 7)
N160 G3 I131 J14 (POINT 8 , ET+ OPTIONNEL)
N170 G3 X116 Y63 R43 (POINT 9)
N180 G1 X80
N190 G0 G40 Z10 M9 (DEGAGEMENT)
N200 G52 Z0 M5
N210 M2
5.5 Correction TD 2
Programme

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 82
%88
N10 ………………..
N..
G92 S3000
N90 G00 G52 X0 Z0
N100
T03 D03 M06 (OUTIL A COPIER R0.4)
N110
G97 S900 M04
N120 G00 G42 X6 Z122 (Point a, approche)
N130 G96 S220
N140 G95 F0.1
N150 G01 EA135 ES
N160 EA180 X20 Z90 EB-5 (Point b)
N170 X40 EB3 (Point c)
N180 EA180 Z80 ES (Point d)
N190 EA195
N200 G02 X60 Z50 R17 EB2 (Point e)
N210 G01 Z35 (Point f)
N220 X70 (Point g)
N230 G00 G40 G52 X0 Z0 G97 S900
...
5.6 Correction TD 3
Programme
%188
N10 ………………..
N20 G92 S300
N…. ……………
N110 G00 G52 X0 Z0
N120 T05 D05 M06 (OUTIL A COPIER)
N130 G97 S900 M04
N140 G00 G42 X0Z6 (POINT a, APPROCHE)

Département GM Production automatisée-Chapitre 6
M’HEMED SAMIR 26/01/2014 83
N150 G96 S150
N160 G95 F0.08
N170 G02 X0 Z0 I0 K3 (POINT b)
N180 G03 I0 K-10 (POINT c)
N190 G01 X30 Z-15 (POINT d)
N200 Z-20 (POINT e)
N210 EA-150 X20 (POINT f)
N220 EA180 ES (POINT g)
N230 EA120 X30 Z-40 (POINT h)
N240 X40 EB1 (POINT i)
N250 EA180 Z-48 EB2 (POINT j)
N260 EA112 X50 EB1 (POINT k)
N270 Z-60 EB3 (POINT l)
N280 X60 EB-1 (POINT m)
N290 EA180 ES EB2 (POINT n)
N300 EA102.5 X80 Z-72 EB1 (POINT o)
N310 Z-78 (POINT p)
N320 G00 X95 (POINT q)
N330 G40 G52 X0 Z0 G97 S900
N…

Département GM Production automatisée -bibliographie
M’HEMED SAMIR 26/01/2014 84
CH-VII. Bibliographie
Bernard. Méry, Machines à commande numérique - Edition Hermes 1997
B. CORNAND, F. KOLB, J. LACOMBE, I. RAK, Usinage et commande numérique
Commandes Numériques NUM 1020/1040/1050/1060, NUM Catalogue 2000
Manuel de programmation et Manuel de l’opérateur
R. DIETRICH, D. GARSAUD, S. GENTILLON, M. NICOLAS, Précis de méthodes
d’usinage, Edition Fermand Nathan 1981
A. CHEVALIER, J. BOHAN, Guide du technicien en production, Edition 1995-1996.
AFNOR - Commande numérique des machines, format de programme et description
des mots adresses, partie 2 : codage et mise à jour des fonctions préparatoires G et des
fonctions auxiliaires universelles M - norme AFNOR NF Z 68-036 - octobre 1988.
AFNOR - Commande numérique des machines, format de programme et description
des mots adresses, partie 3 : codage des fonctions auxiliaires M (classe 1 à 9) - norme
AFNOR NF Z 68-036 - octobre 1988
ISO - Nomenclature des axes et des mouvements, pour la commande numérique des
machines - norme ISO 841, équivalent norme AFNOR NF Z 68-020 - décembre 1968
ISO - Commande numérique des machines, format de programme et description des
mots adresses, partie 1 : format de données pour les équipements de commande de mise en
position, de déplacement linéaire et de contournage - norme ISO 6983-1, norme AFNOR NF Z
68-035 – octobre 1988
Vergnas (J) - Usinage - Dunod - août 1982
Magnin (R), Urso (J.P) - Mémotech productique, commande numérique -Collection A.
Capliez, EL éducalivre - mai 1991
Barlier (C), Poulet (P) - Mémotech génie mécanique, productique mécanique-
Collection A. Capliez, EL éducalivre - septembre 1993

Département GM Production automatisée -bibliographie
M’HEMED SAMIR 26/01/2014 85
Sandvik Coromant - Catalogue outils rotatifs - société Sandvik Coromant -2009
Lefur (E) - commande numérique - Notes de cours Ecole Normale Supérieure de
Cachan - 1996
E.Duc E. Lefur- Machines-outils à commandes numériques, structure, modélisation et
réglage. Préparation à l’agrégation de génie mécanique 1999

Département GM Production automatisée –examens et évaluations
M’HEMED SAMIR 26/01/2014 86
CH-VIII. Examens et évaluations
1 Examen - CFM4-Juin 2007
1.1 Mise en situation
On désire réaliser une série de pièces dont le dessin de définition est présenté par la
figure 2. En utilisant un logiciel de FAO, nous avons obtenu les programmes %901 et%902
pour les opérations indiquées respectivement figure 3 et 5.
figure 28. Toupie à réaliser
figure 29. Dessin de définition

Département GM Production automatisée –examens et évaluations
M’HEMED SAMIR 26/01/2014 87
1.1.1 Cycle 1
figure 30. figure 31.
figure 32. Surfaces à usiner, affichées sur
l’écran du micro ordinateur
figure 33. Parcours des outils, affichés sur
l’écran du micro ordinateur
1.1.1.1 Programme édité
%901
N10 (Pièce : Toupie)
N20 (valeurs des PREF)
N22 E60000=-79400
N23 E62000=-204534
(Valeurs des DEC)
N24 E60001=0
N25 E62001=47000
N26 G92 S3000
N30 G0 G52 X0. Z0.
N35 (Chariotage-ébauche
coté1)
N40 T1 D1 M6
N45 S500 M4 M8
N47 G0 X28.825 Z5.9
N50 G96 S120
N55 G1 G42 X28.025 Z4.9
N60 G95 F0.1
N65 Z-19.858
N70 G3 X30.155 Z-20.32
R1.150
N75 G0 G40 X30.8 Z4.9
N80 G1 G42 X26.05
N85 Z-19.85
N90 X28.3
N95 G3 X28.69 Z-19.867
R1.150
N100 G0 G40 X28.825 Z4.9
N105 G1 G42 X24.075
N110 Z-19.85
N115 X26.85
N120 G0 G40 Z4.9
N125 G1 G42 X22.1
N130 Z-19.85
N135 X24.875
N140 G0 G40 Z4.9
N145 G1 G42 X20.125
N150 Z-19.85
N155 X22.9
N160 G0 G40 Z4.9
N165 G1 G42 X18.15
N170 Z-19.85
N175 X20.925
N180 G0 G40 Z4.9
N185 G1 G42 X16.175
N190 Z-19.85
N195 X18.95
N200 G0 G40 Z4.9
N205 G1 G42 X14.2
N210 Z-19.85
N215 X16.975
N220 G0 G40 Z4.9
N225 G1 G42 X12.225
N230 Z-19.85
N235 X15.
N240 G0 G40 Z4.9
N245 G1 G42 X10.25
N250 Z-19.659
N255 G2 X12.3 Z-19.85
R2.850
N260 G1 X13.025
N265 G0 G40 Z4.9
N270 G1 G42 X8.275
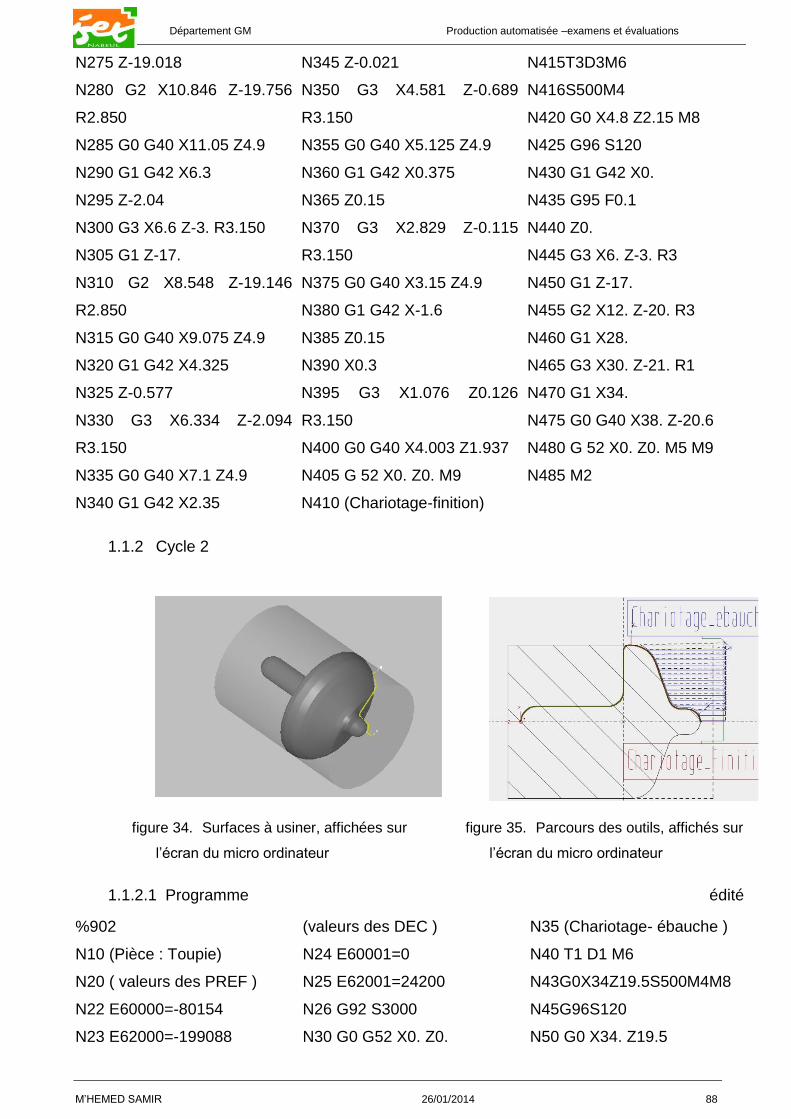
Département GM Production automatisée –examens et évaluations
M’HEMED SAMIR 26/01/2014 88
N275 Z-19.018
N280 G2 X10.846 Z-19.756
R2.850
N285 G0 G40 X11.05 Z4.9
N290 G1 G42 X6.3
N295 Z-2.04
N300 G3 X6.6 Z-3. R3.150
N305 G1 Z-17.
N310 G2 X8.548 Z-19.146
R2.850
N315 G0 G40 X9.075 Z4.9
N320 G1 G42 X4.325
N325 Z-0.577
N330 G3 X6.334 Z-2.094
R3.150
N335 G0 G40 X7.1 Z4.9
N340 G1 G42 X2.35
N345 Z-0.021
N350 G3 X4.581 Z-0.689
R3.150
N355 G0 G40 X5.125 Z4.9
N360 G1 G42 X0.375
N365 Z0.15
N370 G3 X2.829 Z-0.115
R3.150
N375 G0 G40 X3.15 Z4.9
N380 G1 G42 X-1.6
N385 Z0.15
N390 X0.3
N395 G3 X1.076 Z0.126
R3.150
N400 G0 G40 X4.003 Z1.937
N405 G 52 X0. Z0. M9
N410 (Chariotage-finition)
N415T3D3M6
N416S500M4
N420 G0 X4.8 Z2.15 M8
N425 G96 S120
N430 G1 G42 X0.
N435 G95 F0.1
N440 Z0.
N445 G3 X6. Z-3. R3
N450 G1 Z-17.
N455 G2 X12. Z-20. R3
N460 G1 X28.
N465 G3 X30. Z-21. R1
N470 G1 X34.
N475 G0 G40 X38. Z-20.6
N480 G 52 X0. Z0. M5 M9
N485 M2
1.1.2 Cycle 2
figure 34. Surfaces à usiner, affichées sur
l’écran du micro ordinateur
figure 35. Parcours des outils, affichés sur
l’écran du micro ordinateur
1.1.2.1 Programme édité
%902
N10 (Pièce : Toupie)
N20 ( valeurs des PREF )
N22 E60000=-80154
N23 E62000=-199088
(valeurs des DEC )
N24 E60001=0
N25 E62001=24200
N26 G92 S3000
N30 G0 G52 X0. Z0.
N35 (Chariotage- ébauche )
N40 T1 D1 M6
N43G0X34Z19.5S500M4M8
N45G96S120
N50 G0 X34. Z19.5

M’HEMED SAMIR 26/01/2014 89
N55 G79 N95
N60 G1 X0. Z17.5
N65 Z15.
N70 G3 X5. Z12.5 R2.500
N75 G1 Z11.3
N80 G2 X8.29 Z8.951 R2.500
N85 G1 X23.42 Z6.197
N90 G3 X30. Z1.499 R5.00
N95 G64 G95 N90 N60 I0.3
K0.15 P1 F0.1
N100 G1 X30. Z1.499
N105 Z17.5
N110 X0.
N115 G80
N120 G0 G52 X0. Z0. M9
N125 (Chariotage-finition)
N130 T3 D3 M6
N135 S500 M4 M8
N140 G0 X4.8 Z19.5
N142G96S120
N145 G1 G42 X0.
N150 G95 F0.1
N155 Z15.
N160 G3 X5. Z12.5 R2.50
N165 G1 Z11.3
N170 G2 X8.29 Z8.951 R2.50
N175 G1 X23.42 Z6.197
N180 G3 X30. Z1.499 R5.00
N185 G1 X34.
N190 G0 G40 X38. Z1.899
N195 G52 X0. Z0. M9
N200 M2
1.2 Travail demandé
Question 1. Dans les programmes FAO, indiquez tous
les blocs où les outils et leurs correcteurs sont
mentionnés?
Question 2. Indiquez les blocs de dégagement d’outils.
A quel distance de l’origine programme les outils sont-
ils dégagés ?
Question 3. Elaborez un programme optimisé, en
utilisant la programmation structurée, qui remplace le
programme %901
(vous vous attachez à prendre l’origine programme
tel que mentionné sur la figure36).
figure 36. Choix de l’OP
Question 4.
a) Proposer une programmation géométrique des profils figures 37 et 38 :

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 90
figure 37.
figure 38.
b) On donne les blocs suivants, extraits de deux programmations
géométriques des profils (PGP1 et PGP2), on demande de donner les profils
correspondants (sur feuille réponse).
Extrait de PGP1
N150 G0 X60 Y10
N160 G1 EA46 ES- EB+15
N170 G2 I145 J115 X145 Y140
Extrait de PGP2
N150 G0 X60 Y10
N160 G1 EA46 ES- EB+15
N170 G2 I145 J115 ET
N180 G1 EA0 X175 Y140
Question 5. En s’inspirant des réponses à la
question 4, élaborez un programme optimisé en
utilisant la programmation structurée qui
remplace le programme %902
Question 6. Expliquez le nombre important des
blocs constituants les programmes %901 et
%902 vis-à-vis des programmes manuels que
vous venez d’élaborer? quelle est donc l’utilité
d’une programmation assistée par ordinateur
figure 39. Choix de l’OP

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 91
(FAO)? (vous vous attachez à prendre l’origine
programme tel que mentionné sur la figure39).

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 92
Examen : Production automatisée ; Date :19/6/07
Feu
ille r
ép
on
se

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 93
2 Devoir Surveillé-21/11/07- CFM 4- Durée : 1H
2.1 Mise en situation
Soit à réaliser la pièce donnée par son dessin de définition document 1. Le brut est
un rond de diamètre 70mm. L’usinage est réalisé en deux phases :
La phase 1 dont la chronologie des opérations d’usinage est comme suit :
1. Usinage du profil extérieur : Eb T10,Vc =50m/min, f= 0.1 mm/tr, Pp=1mm,
surépaisseur de finition 0.3mm. Fin T11,Vc =80m/min, f= 0.05 mm/tr
2. Usinage de la gorge : T12,Vc =20m/min, f= 0.02 mm/tr, temporisation de 3s.
3. Filetage : T13,N=100tr/min, Q= 0.03 mm, S=6.
4. Centrage :T14,N=1000tr/min . Perçages avec débourrage d’un avant trou du
diamètre 15: T15,N =800tr/min, vitesse d'avance f = 300 mm • min-' ,profondeur de
passe 10; cote du plan de dégagement sur l’axe d’usinage ER3,temporisation 2s.
Perçages avec débourrage du trou diamètre 15: T16,N =1000tr/min, vitesse
d'avancefF = 350 mm • min-' ,profondeur de passe 10; cote du plan de
dégagement sur l’axe d’usinage ER3; temporisation 2s.
5. Tronçonnage avec outil T16
La phase 2 pour réaliser le chambrage.
2.2 Travail demandé
Question 1. Choisir une OP
Question 2. Elaborer un programme structuré à deux niveaux pour la 1ère phase.

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 94

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 95

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 96

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 97
3 DS- novembre 2009- CFM4
3.1 Mise en situation
On désire réaliser une série de pièces dont le dessin de définition est donné en
document 1.Pour réaliser le profil de la pièce, le bureau de méthodes propose, tout
d’abord, une ébauche paraxial d’un brut rond de diamètre 70 mm (entre les points 1 à 10)
suivi d’un contournage de finition ensuit le filetage.
On donne, pour la suite, les conditions d’usinage suivantes :
- Ebauche paraxial : Surépaisseur de finition de 0,5 suivant X et Z ; Vc= 80m/min ;F=0,2 mm/tr ;P=2mm
- Contournage :Vc= 120m/min ;F=O,15 mm/tr.
- filetage : vitesse de rotation de la broche 800 t/min, pas du filetage 3, longueur du cône de dégagement 4mm, angle de pénétration 30°, profondeur totale du filet1,84, nombre de passes 12
3.2 Travail demandé
Question 1. Choisir une origine pour la programmation des parcours d’outils pour cette
pièce. Préciser le sur le document 1.
Question 2. Inventorier, dans un tableau, les coordonnées de tous les points à piloter
dans le programme en code ISO pour l’usinage de cette pièce.
Question 3. Choisir parmi les outils proposés en annexe les mieux adaptés pour
l’ébauche paraxial et le contournage ; ces derniers devrons être représentés sur le
document 1 en position de travail.
Question 4. Proposer un programme permettant l’usinage des précédentes opérations
sur un tour à commande numérique.
Barème : 2/2/2/12+2 pour la présentation.

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 98
3.3 Liste des outils
Les flèches en traits interrompus indiquent une direction de coupe pour laquelle il
convient d’observer des précautions: longueur de surface réduite et faible profondeur de
passe. Ce sens de travail est à éviter si l’on peut procéder autrement.
Les outils représentés et qui sont à droite existe aussi en version à gauche
.
figure 40. Choix des outils

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 99

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 100
4 Examen - Juin 2008-CFM4
4.1 Mise en situation
On désire réaliser une série de pièces dont le dessin de définition est donné en
document 1.
Pour cela, le bureau des méthodes propose tout d’abord de réaliser par
décolletage, la pièce donnée en document 2 ; enfin d’usiner cette dernière sur un centre
d’usinage.
Une partie de la chronologie d’usinage proposée toujours par le bureau des
méthodes pour la seconde phase d’usinage est donnée par le tableau1:
Etape Type Op Commentaire Outil Conditions de
coupe
1 Centrage empreinte C et
E
Foret à
pointer (T1)
N=1400 tr/min
F=100 mm/min
2 Perçage perçage E et C
Foret
hélicoïdal (T2
et T3)
Vc= 15m/min
F=50 mm/min
3 Vidage de
poche Rainure D
Fraise 2 tailles
(T4)
Vc= 20m/min
F=80 mm/min
P=1.5mm
4 Contourna
ge
Ebauche
contour
Voir doc 3
Fraise 2 tailles
(T5)
Vc= 20m/min
F=100 mm/min
P=2mm
4.2 Travail demandé
Question 1. Pour faciliter la réalisation du relevé de points, proposez (en couleur verte)
sur le document 3 une origine programme qui demande le moins de calcul (cotes
directes). N’oubliez pas d’inscrire votre nom dans le cartouche.

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 101
Question 2. Proposer un sous programme nommé % 90 pour réaliser les opérations de
centrage perçage décrites dans le tableau1.
Question 3. Proposer un sous programme nommé % 91 pour usiner la rainure D.
Question 4. Proposer un sous programme nommé % 92 pour l’ébauche du contour
extérieur, ce programme devra respecter le profil décrit par le document 3.
Question 5. Proposer un programme principal nommé % 9 permettant de structurer la
programmation des opérations décrites dans le tableau 1.
Bon travail
Barème : 1/5/5/7/2
4.2.1 PGP
N.. G01 EA.. ES-
N..G02/G03 I.. K..
N..G02/G03 I.. K.. R../X.. Z..
N.. G01 EA.. ES
N.. EA..
N.. G02/G03 I.. K.. R../X..
Z..
N.. G02/G03 I.. K.. ES-
N.. G02/G03 I.. K.. R../X..
Z..
EB-a : Chanfrein entre deux droites sécantes
Le bloc contenant EB-.. et le bloc suivant sont raccordés par un
chanfrein. (a =valeur programmée avec EB-).
EB+ a: Congé entre deux éléments sécants (droite/cercle par
exemple).Le bloc contenant EB+.. et le bloc suivant sont
raccordés par un congé. (a = valeur programmée avec EB+)

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 102

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 103

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 104
5 Examen- Juin 2009- CFM4
5.1 Mise en situation
On désire réaliser une série de pièces dont le dessin de définition est donné en
document 1 (opération de finition des contours 1 et 2 sur une surépaisseur de 0.5 mm et
perçage taraudage des trois trous).
On donne les valeurs de la vitesse de coupe et la vitesse d’avance des outils.
- contours 2 : Fraise 2T de diamètre 40 mm : (T3D3) Vc = 28 m/min Va = 73 mm/min Prise de passe axiale de 2mm.
- contours 1 : Fraise à lamer de diamètre 12 mm : (T8 D8) Vc = 20 m/min f = 0.08 mm/tr Prise de passe axiale de 2mm.
- perçage :Forêt de diamètre 6 ,5 mm : (T7D7) Vc = 18 m/min f = 0.1 mm/tr.
- taraudage :Taraud machine M8(T2D2) N = 600tr/min p = 1,25 mm
5.2 Travail demandé
Question 1. Proposer une programmation géométrique des profils figures 41 et 42 :
figure 41.
figure 42.
Question 2. On donne les blocs suivants, extraits d’une programmation géométrique de
profil, on demande de donner le profil correspondant (sur feuille réponse).
Extrait de PGP1
N150 G0 X60 Y10

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 105
N160 G1 EA45 ET+
N170 G3 R 12 X78 Y52
Question 3. En s’inspirant des précédentes réponses, décrire les profils finis1 et 2,
donnés par le document 1, par une programmation PGP (nommées %90 et %91).
Question 4. proposer une programmation structurée intégrant les sous programmes %90
et %91 pour réaliser les deux contours ainsi que le perçage-taraudage des 3 trous sur
une fraiseuse à commande numérique.
Question 5. Quelle est l’utilité d’une programmation assistée par ordinateur (FAO).
Barème : 3/2/5/7/2+1 pour la présentation.
Bon travail
5.3 Annexe PGP
N.. G01 EA.. ES+
N.. G02/G03 I.. K..
R../X.. Z..
N.. G02/G03 I.. K..
N.. G02/G03 R..
N.. G02/G03 I.. K..
R../X.. Z..
N.. G02/G03 I.. J..
N.. G02/G03R..
N.. G02/G03I.. J.. R
/X.. Y..

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 106

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 107
6 Examen- Janvier 2009- CFM4
6.1 Mise en situation
On désire réaliser une série de pièces dont le dessin de définition est donné en
document 1. Le bureau de méthodes propose, tout d’abord, une ébauche paraxial pour
réaliser le profil de la pièce (entre les points 2 à 13) (outil T1) suivi d’un contournage de
finition de ce même profil (outil T2) ensuite l’usinage du filetage (outil T3), enfin le
perçage et taraudage des trous taraudés.
De cette chronologie, on ne s’intéressera, dans la suite, qu’aux trois premières
opérations d’usinage selon les conditions suivantes :
- Ebauche paraxial : Surépaisseur de finition de 0,5 suivant X et Z ; Vc= 80m/min ;F=0,2 mm/tr ;P=2mm
- Contournage :Vc= 120m/min ;F=O,15 mm/tr.
- Filetage : profondeur totale du filet=1,84mm ; profondeur de la dernière passe=0,1 ;longueur du cône de dégagement=5mm ; Vc= 40m/min ;Pas=3 mm
6.2 Travail demandé
Question 1. Décrire le profil fini, donné par le document 1, par une programmation PGP.
Question 2. Proposer un sous programme nommé % 90 pour l’ébauche paraxial et la
finition par contournage du précédent profil.
Question 3. Proposer un sous programme nomé %91 pour l’usinage du filetage M24.
Question 4. Proposer un programme principal nommé % 9 permettant de structurer la
programmation des précédentes opérations.
Barème : 5/5/6/3+1 pour la présentation.
Bon travail

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 108
6.3 PGP
N.. G01 EA.. ES+
N.. G02/G03 I.. K.. R../X..
Z..
N.. G02/G03 I.. K.. ES+
N..G01 EA.. X.. Z..
N.. G02/G03 I.. K.. ES-
N.. G01 EA..
N.. G02/G03 I.. K.. R../X..
Z..
EB+ a: Congé entre deux éléments sécants (droite/cercle par
exemple).Le bloc contenant EB+.. et le bloc suivant sont
raccordés par un congé. (a = valeur programmée avec EB+)

Département GM Production automatisée- Examens et évaluations
M’HEMED SAMIR 26/01/2014 109
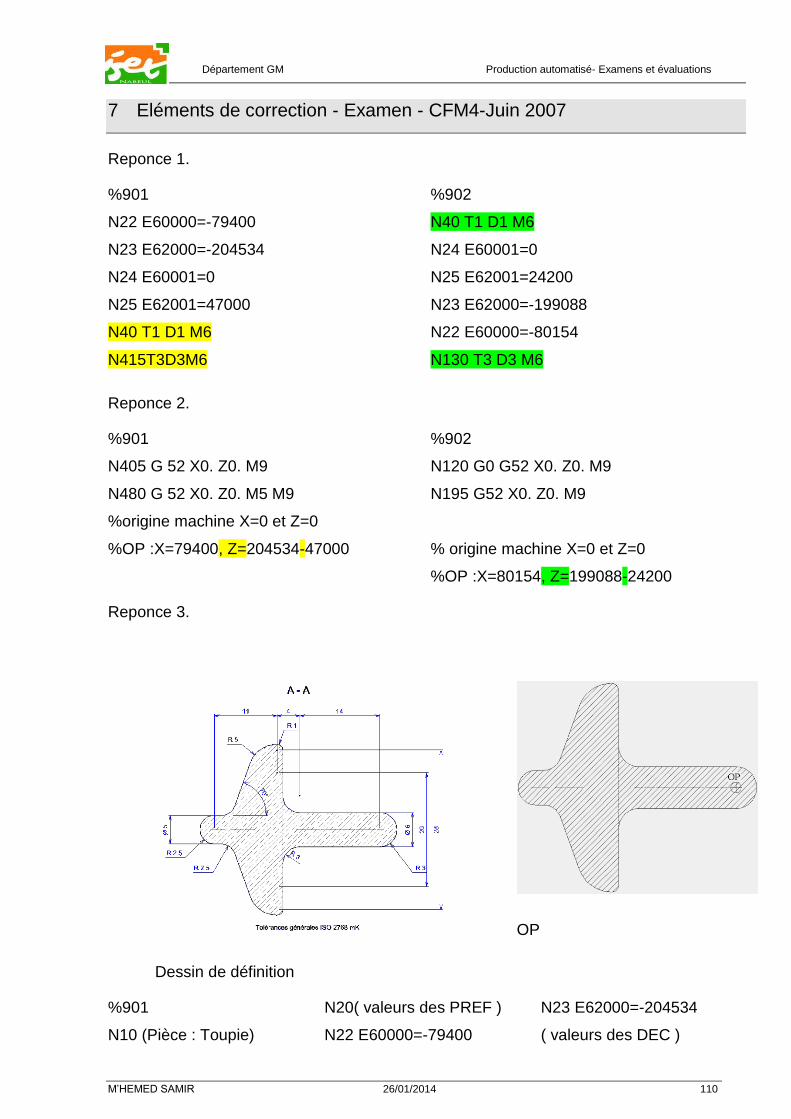
Département GM Production automatisé- Examens et évaluations
M’HEMED SAMIR 26/01/2014 110
7 Eléments de correction - Examen - CFM4-Juin 2007
Reponce 1.
%901
N22 E60000=-79400
N23 E62000=-204534
N24 E60001=0
N25 E62001=47000
N40 T1 D1 M6
N415T3D3M6
%902
N40 T1 D1 M6
N24 E60001=0
N25 E62001=24200
N23 E62000=-199088
N22 E60000=-80154
N130 T3 D3 M6
Reponce 2.
%901
N405 G 52 X0. Z0. M9
N480 G 52 X0. Z0. M5 M9
%origine machine X=0 et Z=0
%OP :X=79400, Z=204534-47000
%902
N120 G0 G52 X0. Z0. M9
N195 G52 X0. Z0. M9
% origine machine X=0 et Z=0
%OP :X=80154, Z=199088-24200
Reponce 3.
Dessin de définition
OP
%901
N10 (Pièce : Toupie)
N20( valeurs des PREF )
N22 E60000=-79400
N23 E62000=-204534
( valeurs des DEC )

Département GM Production automatisé- Examens et évaluations
M’HEMED SAMIR 26/01/2014 111
N24 E60001=0
N25 E62001=47000
N26 G92 S3000
N30 G0 G52 X60. Z40.
N35 (Chariotage-ébauche
coté1)
N40 T1 D1 M6
N45 S500 M4 M8
N47 G0 X30Z6
N50 G96 S120
N55 G1 G42 Z4
N60 G95 F0.1
N65 G79 N100
N70 G1 X0 Z3
N75 G3 X6 Z0
N80G1 Z-14
N85 G2 X12 Z-17
N90 G1 X28
N95 G3 X30 Z-18
N100 G64 N70 N95 I.5 K.2
R2
N105 X0 Z4
N110 X31 Z4
N115 X31 Z-18
N120 G0 G40 X40. Z20
(Chariotage-finition)
N125 T3D3M6
N130 S500M4
N135 G0 X0 Z6 M8
N140 G96 S120
N145 G95 F0.1
N150 G77 N70 N95
N155 G0 G40 X40. Z20
N160 G80 X30.G52 X60.
Z40
N165 M2
Reponce 4. a
N... G2 R
N.. G1 EA..
N.. G3 I.. J.. X.. Y..
N... G2 R ET-
N.. G1 EA..
N.. G3 I.. J.. X.. Y..
b) Extrait de PGP1
Extrait de PGP2

Département GM Production automatisé- Examens et évaluations
M’HEMED SAMIR 26/01/2014 112
Reponce 5.
Dessin de définition
OP
%902
N10 (Pièce : Toupie)
N20 ( valeurs des PREF )
N22 E60000=-80154
N23 E62000=-199088
(valeurs des DEC )
N24 E60001=0
N25 E62001=24200
N26 G92 S3000
N30 G0 G52 X0. Z0.
N35 (Chariotage- ébauche )
N43G0X..Z.. S500 M4 M8
N45G96S120
N55 G79 N…
(profil fini )
N60 G3 I J ET
N65 G1 EA180 ES EB3
N70 G1 EA 110 ET
N75 G3 I..J.. X.. Z..
N95 G64 N.. N.. I0.3 K0.15
P1 F0.1
(profil brut )
N100 X.. Z..
N105 X..Z..
N110 X0.Z..
N120 G0 G80G52 X0. Z0.
M9
N125 (Chariotage-finition)
N130 T3 D3 M6
N135 S500 M4 M8
N140 G0 X..Z1..
N142G96S120
N145 G1 G42 X0.
N150 G95 F0.1
N155 G77 N.. N..
N190 G0 G40 X... Z…
N195 G52 X0. Z0. M9
N200 M2
Reponce 6. Programmation FAO point par point alors que la programmation manuelle
est optimisée surtout par les cycles fixes et la PGP.
L’utilité s’est pour les formes gauches

Département GM Production automatisé- Examens et évaluations
M’HEMED SAMIR 26/01/2014 113
8 Eléments de correction-Devoir Surveillé-21/11/07
%9
N10 G0 G52 X100
Z100
210 G77 H90
N30 G77 H91
N40 G77 H92
N50 G77 H93
N60 G77 H94
N70 M2
%90(profil extérieur )
(ÉBAUCHE)
N10 Tl0 Dl0 M6
N20 G0 XC ZC
N30 G96G95 S50 F.1
N40 G79 N130
(PROFIL P FINI)
N50 Xa Za (a)
N60 Xb Zb (b)
N70 Zc (c)
N80 Xd (d)
N90 G3 Xe Ze R80 (e)
N100 G1 Xf (f)
N110 Xg (g)
N120 Xh Zh (h)
N100 Zi (i)
N130 G64 N50 N100 I.5 K.4 P2
(PROFIL BRUT)
N140 XA ZA (A)
N150 XB ZB (B)
N160 XD ZD (D)
N170 G80 G XE ZE
(FINITION)
N180 Tl0 Dl0 M6
N190 G G41 X62 Z-52
N200 S80 F.05
N210 G77 N50 N100
N220 G40 G XE ZE
%91 (GORGE)
N10 T12 D12 M6
N20 G Xl Zl
N30 G96 G94 S20 F.02
N40 G 82 Zm EF3
N50 G80 G0 XE ZE
%92
(FILETAGE M34)
N10 T13 D13 M6
N20 G97 S300
N30 G Xn Zn
N40 G33 Xp Zp K2 Q.03 S6
N50 G G80 XE ZE
%93 (PERCAGE)
N10 T14 D14 M6
N110 G97 G95 S1000 F.2
N120 G81 X Z-10 ER5
N130 G80 G XE ZE
N20 T15 D15 M6
N110 G94 S8000 F300
N30 G83 X Z-55 P251_F.1
N40 G G80 Z5
%94
(TRONCONNAGE)
N10 T16 D16 M6
N20 G X200 Z100
N30 G96 S100 F.08
N40 G X62 Z-50
N50 G1 X10 G4 F2 (T)
N60 G X62
N70 X200 Z100
N80 G97 S500

Département GM Production automatisé- Examens et évaluations
M’HEMED SAMIR 26/01/2014 114
9 Eléments de correction- DS- novembre 2009- CFM4
Reponce 2.
PTS 1 2 3 4 5 6 7 8 9 10 11 12
X 22 24 24 38 40 40 40 40 55 70 70 24
Z 100 99 60 60 59 50 30 22.5 22.5 15 100 70
Reponce 3.
Outil pour ébauche Outil pour contournage

Département GM Production automatisé- Examens et évaluations
M’HEMED SAMIR 26/01/2014 115
10 Eléments de correction- examen- juin 2009
Reponce 1.
N50 G0 G42 X16 Z97 (1)
N60 G1 X22 Z95 (2)
N70 X24 Z94 (3)
N80 Z60 (4)
N90 EA168 ES+ (5)
N100 G2 I64 K55 R20 ES- (6)
N110 G1 EA90 X60 Z37,5
EB+3
(8)
N120 EA180 ES+ (10)
N130 G2 I70 K27,5 ET (11)
N140 G1 EA90 X98 Z21,5 (12)
N150 X100 Z20,5 (13)
N160 X104 Z18 (14)
Reponce 2. %91
N10 T1 D1 M6
N20 G92 S2000
N30 G X 200 Z150
N40 G96 S80 M3 M40
N50 G79 N200
(PROFIL FINI)
N100 X140 Z 1
N110 G2 X120 Z10 R10 2
N120 G1 X60 3
N130 Z20 4
N140 X40 Z30 5
N150 Z40 6
N160 X60 Z50 7
N170 Z60 8
N180 X25 Z90 9

Département GM Production automatisé- Examens et évaluations
M’HEMED SAMIR 26/01/2014 116
N190 X 10

Département GM Production automatisé- Examens et évaluations
M’HEMED SAMIR 26/01/2014 117
11 Élément de correction- Examen- Janvier 2009- CFM4
Reponce 3.
N50 G0 G42 X16 Z97 (1)
N60 G1 X22 Z95 (2)
N70 X24 Z94 (3)
N80 Z60 (4)
N90 EA168 ES+ (5)
N100 G2 I64 K55 R20 ES- (6)
N110 G1 EA90 X60 Z37,5
EB+3
(8)
N120 EA180 ES+ (10)
N130 G2 I70 K27,5 ET (11)
N140 G1 EA90 X98 Z21,5 (12)
N150 X100 Z20,5 (13)
N160 X104 Z18 (14)

Département GM Production automatisé- Examens et évaluations
M’HEMED SAMIR 26/01/2014 118
Reponce 4.
%91
N10 T1 D1 M6
N20 G92 S2000
N30 G X 200 Z150
N40 G96 S80 M3 M40
N50 G79 N200
(PROFIL FINI)
N100 X140 Z 1
N110 G2 X120 Z10 R10 2
N120 G1 X60 3
N130 Z20 4
N140 X40 Z30 5
N150 Z40 6
N160 X60 Z50 7
N170 Z60 8
N180 X25 Z90 9
N190 X 10