gestione dei rifiuti - bdp.it · la prevenzione dei rifiuti. la prevenzione dei rifiuti consiste in...
TRANSCRIPT
La gestione dei rifiuti.
Per gestione dei rifiuti si intende l'insieme delle politiche, procedure o metodologie volte a gestire
l'intero processo dei rifiuti, dalla loro produzione fino alla loro destinazione finale coinvolgendo
quindi la fase di raccolta, trasporto, trattamento (riciclaggio o smaltimento) fino al riutilizzo dei
materiali di scarto, solitamente prodotti dall'attività umana, nel tentativo di ridurre i loro effetti
sulla salute umana e l'impatto sull'ambiente.
Un interesse particolare negli ultimi decenni riguarda la riduzione degli effetti dei rifiuti sulla
natura e sull'ambiente, la possibilità di recuperarerisorse da essi e la riduzione della produzione di
rifiuti stessi.
Il sistema integrato italiano
La strategia adottata dall'Unione Europea e recepita in Italia con il DL Ronchi del '97 (abrogato e
sostituito con il DL 152/06 Parte IV e s.m.i.) affronta la questione dei rifiuti delineando priorità di
azioni all'interno di una logica di gestione integrata del problema. Esse sono, come descritto nella
parte IV negli articoli 180 e 181, nell' ordine di priorità definito dall'articolo 179:
• Criteri di priorità (Art 179)
o Sviluppo di tecnologie pulite
o Ideazione e messa in commercio di prodotti che non contribuiscano o diano un
contributo minimo alla produzione di rifiuti ed all'inquinamento
o Miglioramenti tecnologici per eliminare la presenza di sostanze pericolose nei rifiuti
o Ruolo attivo delle amministrazioni pubbliche nel riciclaggio dei rifiuti e loro utilizzo
come fonte di energia
• Prevenzione della produzione di rifiuti (Art. 180)
o Corretta valutazione dell'impatto ambientale di ogni prodotto durante il suo intero
ciclo vitale
o Capitolati di appalto che considerino l'abilità nella prevenzione della produzione
o Promuovere accordi e programmi sperimentali per prevenire e ridurre la quantità e
pericolosità dei rifiuti
o Attuare il DL 18 febbraio 2005 n. 59 e la direttiva 96/61/CE specifica per la riduzione
e prevenzione integrate dell'inquinamento

• Recupero dei rifiuti (Art 181)
o il riutilizzo, il reimpiego ed il riciclaggio
o Produzione di materia prima secondaria trattando i rifiuti stessi
o Favorire tramite misure economiche e capitolati nelle gare d'appalto il mercato dei
prodotti reimpiegati
o Uso dei rifiuti per produrre energia (recupero energetico (ossidazione biologica a
freddo, gassificazione, incenerimento)
Pertanto, se il primo livello di attenzione è rivolto alla necessità di ridurre la formazione dei rifiuti
e di ridurne la pericolosità, il passaggio successivo riguarda l'esigenza di riutilizzare i prodotti (es.
bottiglie, con il vuoto a rendere) e, se non è possibile il riuso, riciclare i materiali (es. riciclaggio
della carta). Infine, solo per quanto riguarda il materiale che non è stato possibile riutilizzare e poi
riciclare (come ad esempio i tovaglioli di carta) e il sottovaglio (ovvero la frazione in piccoli pezzi
indistinguibili e quindi non riciclabili di rifiuti, che rappresenta circa il 15% del totale), si pongono le
due soluzioni del recupero energetico tramite sistemi a freddo o a caldo, come la bio-ossidazione
(aerobica o anaerobica), la gassificazione, la pirolisi e l'incenerimento oppure l'avvio allo
smaltimento in discarica. Dunque anche in una situazione ideale di completo riciclo e recupero vi
sarà una percentuale di rifiuti residui da smaltire in discarica o da ossidare per eliminarli e
recuperare l'energia. Da un punto di vista ideale il ricorso all'incenerimento ed alle discariche
indifferenziate dovrebbe essere limitato al minimo indispensabile. La carenza di efficaci politiche
integrate di riduzione, riciclo e riuso fanno dello smaltimento in discarica ancora la prima soluzione
applicata in Italia ed in altri paesi europei[4]. Per quanto riguarda il recupero, esistono progetti ed
associazioni che si occupano dello scambio di beni e prodotti usati (per esempio Freecycle).
Freecycle è un progetto di riutilizzo dei beni. In alternativa alle discariche, dove gli oggetti usati
vengono stoccati o bruciati, Freecycle promuove il regalo di tutto quello che può essere riutilizzato
e riciclato, attraverso dei centri di distribuzione in tutto il mondo.Ideata da DeronBeal, un
ambientalista dell'Arizona (USA), che nel 2003 creò una mailing list per vecchi oggetti,
l'organizzazione è cresciuta fino a contare più di 51 paesi e coinvolgendo più di un milione e mezzo
di persone attive in 4.834 gruppi.
Il Freecycle Network è aperto a chiunque, ed ha sedi in tutto il mondo, anche in Italia. La regola
principale è:"tutto deve essere gratuito, legale e adatto a tutte le età".
Il concetto di "freecycling" è di pubblico dominio, e si tratta di un nome contratto formato dalle
espressioni inglesi "free" (gratuito), e "recycling" (riciclo); consiste proprio nell'attività di cedere, ed
acquisire, a titolo completamente gratuito, degli oggetti ancora utilizzabili di cui l'attuale
proprietario vuole disfarsi, in modo che il loro ciclo vitale prosegua, e si eviti da una parte di
affollare le discariche con rifiuti di valore, e dall'altra di alimentare il ciclo produttivo industriale
necessario a immettere sul mercato nuovi esemplari, di fatto riducendo l'impatto ambientale dello
smaltimento per ben due volte.
La prevenzione dei rifiuti.
La prevenzione dei rifiuti consiste in un insieme di politiche volte a disincentivare, penalizzare
economicamente o addirittura vietare la produzione di materiali e manufatti a ciclo di vita molto
breve e destinati a diventare rifiuti senza possibilità di riuso. Soggetti interessati possono quindi
essere tanto le imprese quanto i comuni cittadini, incentivati a ridurre a monte la produzione dei
rifiuti, ad effettuare la raccolta differenziata. Oltre ad uno stimolo "etico", tali soggetti possono
anche essere incentivati da una riduzione della TARSU, ad esempio quando ricorrano al
compostaggio domestico (si consideri che la frazione organica è comunque una parte molto
significativa dei rifiuti delle famiglie).
Il trattamento dei rifiuti.
Il trattamento dei rifiuti consiste nell'insieme di tecniche volte ad assicurare che i rifiuti, qualunque
sia la loro sorte, abbiano il minimo impatto sull'ambiente. Può riguardare sostanze solide, liquide o
gassose, con metodi e campi di ricerca diversi per ciascuno.
Le pratiche di trattamento dei rifiuti sono diverse tra paesi sviluppati e paesi in via di sviluppo, tra
città e campagna e a seconda che i produttori siano residenziali, industriali o commerciali. Il
trattamento dei rifiuti per gli utenti residenti e istituzionali nelle aree metropolitane è solitamente
responsabilità delle autorità di governo locale, mentre il suo trattamento per utenti commerciali e
industriali è solitamente responsabilità di colui che ha prodotto i rifiuti.

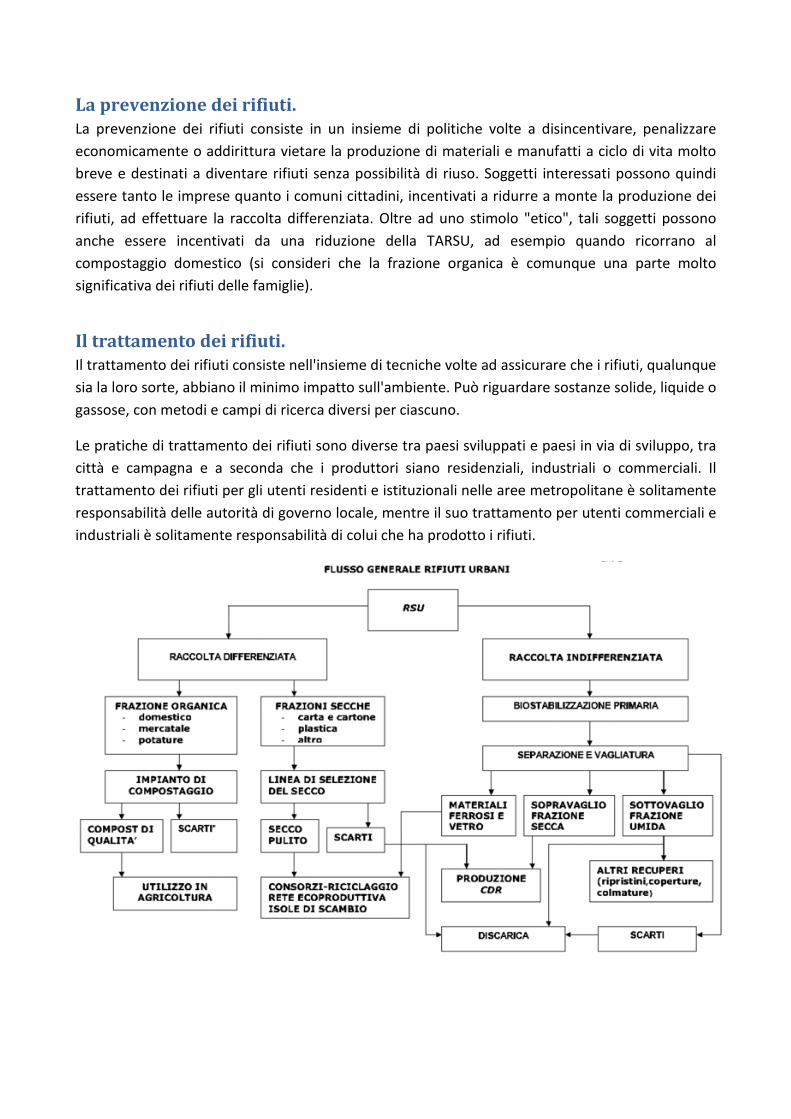
La filiera della raccolta differenziata.
I rifiuti raccolti in maniera differenziata possono sostanzialmente essere trattati, a seconda del
tipo, mediante due procedure:
1.riciclaggio, per le frazioni secche;
2.compostaggio, per la frazione umida.
Nella gestione dei rifiuti, per raccolta differenziata dei rifiuti s'intende un sistema di raccolta dei
rifiuti solidi urbani che prevede, per ogni tipologia di rifiuto, una prima selezione o differenziazione
in base al tipo da parte dei cittadini diversificandola dunque dalla raccolta totalmente
indifferenziata, prevalente sino a pochi anni fa.
Il fine ultimo è dunque la separazione dei rifiuti in modo tale da reindirizzare ciascuna tipologia di
rifiuto differenziato verso il rispettivo più adatto trattamento di smaltimento o recupero che va
dallo stoccaggio in discarica o all'incenerimento/termovalorizzazione per il residuo indifferenziato,
al compostaggio per l'organico e al riciclo per il differenziato propriamente detto (carta, vetro,
plastica, metallo ecc...).
Per quanto detto dunque la raccolta differenziata è propedeutica alla corretta e più avanzata
gestione dei rifiuti costituendone di fatto la prima fase dell'intero processo, ma perde di senso in
mancanza degli impianti di trattamento/smaltimento dei rifiuti differenziati.
Le modalità di raccolta differenziata sono diverse:
• Raccolta in strada: i cittadini devono conferire i loro rifiuti neidiversi contenitori presenti sul
marciapiede.
• Raccolta porta a porta: Nella raccolta differenziata porta a porta, non sono i cittadini a portare i
rifiuti nei cassonetti, ma sono gli incaricati del servizio che passano a domicilio a ritirarli. Per
facilitare le operazioni, vengono spesso forniti alle famiglie bidoni o bidoncini.
• Raccolta multimateriale:La raccolta differenziata presuppone che in uno stesso contenitore o sacco
vengano inseriti rifiuti omogenei (solo carta o solo plastica o solo vetro e così via). Tuttavia, per
comodità degli utenti, è possibile abbinare prodotti facilmente separabili a valle (raccolta
multimateriale) per esempio, vetro e metallo.
Per riciclaggio dei rifiuti si intende l'insieme di strategie e metodologie volte a recuperare materiali utili dai
rifiuti al fine di riutilizzarli anziché smaltirli direttamente in discarica e inceneritori.
Possono essere riciclate materie prime, semilavorati, o materie di scarto derivanti da processi di
lavorazione, da comunità di ogni genere, o da altri enti che producono materie di scarto che andrebbero
altrimenti sprecate o gettate come rifiuti.
Il riciclaggio previene dunque lo spreco di materiali potenzialmente utili garantendo maggiore sostenibilità
al ciclo di produzione/utilizzazione dei materiali, riduce il consumo di materie prime, l'utilizzo di energia e
l'emissione di gas serra associati.

Tipologia dei rifiuti: Organico.
Chiamato anche "umido" la frazione compostabile dei rifiuti domestici è spesso la prima
componente dei rifiuti (~25-30%). In discarica genera il cosiddetto biogas (metano) che talvolta è
utilizzato come fonte energetica e il percolato cioè il liquame che si raccoglie sul fondo della
discarica. Le discariche hanno il fondo creato con fogli di PVC termosaldato che incanala il
percolato verso il fondo dove viene raccolto e portato ad impianti di depurazione. È per questo
che la discarica deve essere sorvegliata fino a 20 anni dopo la chiusura. Gli impianti di
compostaggio possono "pretrattare" il rifiuto prima di disporlo in discarica recuperando il metano
ed evitando la formazione di percolato.
L'organico in molti comuni è gestito in casa dai cittadini, che lo riciclano in proprio attraverso il
compostaggio domestico. In giardino con un contenitore apposito detto composter, anche autocostruito, si
raccoglie la frazione organica di cucina e dell'orto/giardino che mediante un processo aerobico di
decomposizione si trasforma in concime adatto ad essere riutilizzato direttamente nell'orto. Molti comuni
riconoscono al cittadino compostatore uno sconto sulla tassa/tariffa dei rifiuti per la gestione in
proprio di questa frazione.
Il compost, detto anche terricciato o composta, è il risultato della decomposizione e
dell'umificazione di un misto di materie organiche (come ad esempio residui di potatura, scarti di
cucina, letame, liquame o i rifiuti del giardinaggio come foglie ed erba sfalciata) da parte di macro
e microrganismi in condizioni particolari: presenza di ossigeno ed equilibrio tra gli elementi chimici
della materia coinvolta nella trasformazione.
Il compostaggio, o biostabilizzazione, tecnicamente è un processo biologico aerobico e controllato
dall'uomo che porta alla produzione di una miscela di sostanze umificate (il compost) a partire da
residui vegetali sia verdi che legnosi o anche animali mediante l'azione di batteri e funghi.
Il compost può essere utilizzato come fertilizzante su prati o prima dell'aratura.
Il suo utilizzo, con l'apporto di sostanza organica migliora la struttura del suolo e la biodisponibilità
di elementi nutritivi (composti del fosforo e dell'azoto). Come attivatore biologico aumenta inoltre
la biodiversità della microflora nel suolo.
Per avere un buon compost, bisogna ricordarsi che sono gli organismi decompositori del suolo a
produrlo. Essi, per vivere, hanno bisogno di tre parametri:
• nutrienti equilibrati composti da un misto di materie carboniose (brune-dure-secche) e di
materie azotate (verdi-molli-umide)
• umidità che proviene dalle materie azotate (umide) ed eventualmente dall'acqua piovana o
apportata manualmente
• aria che si infiltra attraverso la porosità prodotta dalla presenza delle sostanze carboniose
strutturanti (dure)

2 o 3 volte all'anno bisogna rigirare il materiale per riattivare il processo di compostaggio.
È fondamentale mantenere il giusto grado d'umidità del materiale, altrimenti il processo sarà
rallentato se è troppo secco o troppo umido, inoltre in quest'ultimo caso avverranno putrefazioni
indesiderate (processo anaerobico). Per asciugare un cumulo troppo umido si attua un
rivoltamento del materiale, per inumidirlo si versa dell'acqua (con la canna da giardino o con un
innaffiatoio). Il tempo di maturazione del compost è variabile a seconda delle condizioni climatiche
e del tipo di prodotto che si vuole ottenere.
Un compost di qualità mediocre non può essere facilmente utilizzato. Può provocare sgradevoli
odori ed essere causa di sovracosti importanti. È dunque indispensabile che il processo di
compostaggio sia bene rispettato e seguito.
Il compostaggio industriale è l'attività di trasformare la frazione umida dei rifiuti solidi urbani e gli
scarti di produzione agricola e industriale biodegradabili in terriccio (o compost) e concime per il
commercio, in grandi volumi.
Il trattamento avviene per mezzo di un processo biologico aerobico, che si svolge cioè in presenza
di ossigeno, durante il quale le componenti organiche maggiormente biodegradabili subiscono una
mineralizzazione.
Il compostaggio permette:
la stabilizzazione del rifiuto: nella fase di biossidazione termofila (v.sotto) i microorganismi, in
presenza di ossigeno, ossidano la sostanza organica attraverso la mineralizzazione della frazione
più facilmente fermentescibile.
l'igienizzazione del rifiuto: la decomposizione aerobica libera una notevole quantità di energia
sotto forma di calore; nella massa di materiale, in fermentazione controllata, le temperature (55-
70 °C) distruggono gli agenti patogeni, stabilizzando il prodotto dal punto di vista biologico.

In base alle matrici impiegate nel compostaggio, si possono distinguere tre tipologie di processo:
• compostaggio verde (scarti lignocellulosici);
• compostaggio di qualità (varie matrici organiche selezionate);
• compostaggio da rifiuti tal quali (RU non selezionati all’origine).
Più nel dettaglio, i materiali compostabili sono:
• residui vegetali (paglie, potature, sfalci...)
• residui di lavorazione agricole (sanse borlande, stocchi, colletti...)
• sottoprodotti della lavorazione del legno
• scarti alimentari sia domestici che originati da produzioni agro-industriali
• scarti organici originati da rifiuti solidi urbani indifferenziati (RSU)
• deiezioni animali (letami e liquami)
• fanghi di depurazione
Su base industriale il compostaggio viene utilizzato per la trasformazione in compost di scarti
organici, come ad esempio la cosiddetta frazione umida dei rifiuti solidi urbani. Il compostaggio
industriale permette un controllo ottimale delle condizioni di processo (umidità, ossigenazione,
temperatura, ecc.) e la presenza di eventuali inquinanti nella materia prima (ad esempio residui di
metalli pesanti e inerti vari) o microrganismi patogeni per l'agricoltura viene eliminata
rispettivamente tramite trattamenti di ulteriore separazione meccanica e trattamenti biologici.
Altre biomasse compostabili comunemente sfruttate sono rappresentate dai fanghi di
depurazione e dagli scarti della cura e manutenzione delle aree verdi (compost verde). Dati
risalenti al 2004 attestano che il 39% del compost prodotto in Italia deriva dall'umido, il 34% dal
verde, il 17% da fanghi e il restante 10% da altre biomasse.
Il compost di qualità ottenuto dalla raccolta differenziata dell'organico mediante processo
industriale può venire quindi convenientemente sfruttato in agricoltura avvantaggiandosi in tal
modo di un fertilizzante naturale ed evitando il ricorso a concimi chimici a pieno campo. Anche il
florovivaismo, dilettantesco e professionale, si avvale convenientemente di questo compost. La
commercializzazione dell'ammendante compostato è regolata dal Decreto Legislativo 29 aprile
2010, n. 75. Il compost, non avente lo standard qualitativo fissato da D.Lgs. 75/2010, non può
essere commercializzato e viene comunemente utilizzato per la copertura delle discariche di rifiuti
e per bonifiche agrarie. La digestione anaerobica permette anche di ottenere del biogas utilizzabile
quale combustibile.
Lo svantaggio consiste principalmente nella emissione di odori dall'impianto di compostaggio,
qualora esso manchi di opportuni filtraggi dell'aria. Inoltre, se non si riesce a utilizzare tutto il
compost prodotto in agricoltura, florovivaismo hobbystico e professionale, per bonifiche o per la
copertura di discariche come preferibile, l'invenduto deve essere smaltito inevitabilmente in
discarica, il che è evidentemente uno spreco di una risorsa preziosa, che diventa invece un costo
notevole.

I dati relativi ai quantitativi di rifiuti trattati in impianti di compostaggio in Italia nel periodo 1993-
2004 indicano un picco di 2.824.000 t nel 2002, mentre nel 2004 il dato si è attestato a 2.669.000 t
di rifiuti trattati con un valore di frazione organica ottenuta pari a 1.958.000 t, frazione che mostra
una tendenza pressoché progressiva all'aumento. L'incidenza percentuale del dato relativo al 2004
indica che il 5,4% del totale dei rifiuti è stato smaltito facendo ricorso al compostaggio.
Condizioni di compostaggio: Il compostaggio essendo un processo prevalentemente di tipo
biologico richiede il mantenimento di specifiche condizioni ambientali (fisiche e chimiche). In
particolare le principali variabili da controllare sono:
• la porosità deve essere attorno al 35% per garantire un adeguato passaggio di aria e quindi di ossigeno; infatti se la massa dovesse essere troppo compatta, con poca porosità, l'aria non passerebbe e ciò favorirebbe lo sviluppo di popolazioni batteriche anaerobie con la conseguenza di non riuscire a degradare totalmente la sostanza organica presente (digestione anaerobica), e con la produzione di cattivi odori causati da acido solfidrico, ammoniaca ed altre sostanze. La porosità è controllata mediante la giusta miscelazione di parti verdi come sfalci, foglie e parti legnose come ramaglie che lasciano nella massa piccoli spazi aperti.
• l'ossigeno deve avere una concentrazione all'interno della massa da compostare compresa fra il 5% ed il 10%, ciò favorisce la prolificazione e l'attività di decomposizione dei batteri aerobi.
• l'umidità deve essere mantenuta nella fase iniziale tra il 55% e il 70% per favorire sempre l'attività batterica.
• il pH generalmente durante il processo decompositivo tende ad acidificarsi, è bene mantenerlo intorno a 6 (per evitare produzione di odori originati dall'ammoniaca) eventualmente aggiungendo sostanze basiche come ceneri, sostanze calcaree, o alghe marine come il Litotamnio.
Le fasi del compostaggio in breve sono 5:
1 - fase preparatoria: All'arrivo del materiale nel centro di compostaggio si deve provvedere ad
una adeguata separazione in base alla provenienza del materiale. In particolare nel caso di rifiuti
solidi urbani indifferenziati (RSU) è necessario separare vetro plastica e metallo, mediante appositi
sistemi meccanici, al fine di ottenere la frazione umida (da cui si produrrà il compost) Quest'ultima
scelta è assai discutibile poiché il composto ottenuto è di bassa qualità in quanto ricco di detriti
vetrosi e plastici (non tutti sono eliminabili con successiva vagliatura). Ne consegue che il suo
utilizzo generalmente è limitato alle colture arboree per produzioni industriali (ad esempio:
pioppeti per la produzione della carta).
Nel caso di scarti provenienti da RSU indifferenziati è necessario provvedere ad una separazione
meccanica attuata da appositi macchinari:
il metallo è separato per primo generalmente con un magnete;
il vetro è separato all'interno di cilindri rotanti forati che ruotando attorno al proprio asse
selezionano i pezzi di vetro lasciandoli cadere all'esterno.

Successivamente gli scarti di diversa natura (sfalci, ramaglie, etc.) possedendo, consistenza,
pezzatura e umidità differenti, devono opportunamente essere miscelati e fra loro e triturati per
garantire l'omogeneità del prodotto da compostare e naturalmente garantire che l'alternanza
interna materiali più o meno voluminosi garantisca un'adeguata porosità, necessaria al passaggio
dell'aria. Ciò viene attuato mediante appositi trituratori-miscelatori a coclee, fissi o azionati
mediante forza motrice di un trattore. La pezzatura finale ottimale del materiale è di 1-7 cm di
diametro.
2 - fase iniziale o mesofila: Il materiale viene quindi depositato in una grande vasca a pianta
rettangolare di cemento coperta (o talvolta in un semplice capannone) dove sul fondo sono
presenti griglie per il riciclo del percolato (chiamato anche colaticcio) e bocche di aerazione,
attraverso bracci meccanici o coclee meccaniche è possibile mescolare periodicamente la massa e
garantire un trattamento omogeneo. La fase iniziale ha una durata che, a seconda dell'ottimalità
delle condizioni e dalle quantità di materiali da compostare, va da pochi giorni ad una-due
settimane; è attivata dallo sviluppo e dall'attività di decomposizione della sostanza organica da
parte di batteri eterotrofi aerobi. Si definisce anche fase mesofila poiché i batteri che operano
questa fase vivono a temperature intermedie (18-45 °C). In questa fase gran parte delle sostanze
organiche più semplici come carboidrati, lipidi, proteine vengono trasformate in acqua, calore e
CO2. Ed il calore è elemento importante in quanto è proprio l'innalzamento progressivo della
temperatura provocato dall'attività metabolica dei batteri mesofili a portare alla scomparsa di
questi batteri e l'elezione di quelle popolazioni batteriche più resistenti, innescando la fase
termofila.
3 - fase termofila: In questa fase che può durare vari mesi si sviluppano popolazioni di batteri
eterotrofi ma soprattutto autotrofi e Batteri autotrofi facoltativi termofili (come il Bacillus
stearothermophilus) e termofili estremi cioè capaci di vivere a temperature elevate (50-70 °C fino
al massimo a 90 °C). La presenza di batteri autotrofi va giustificata con il fatto che gran parte delle
sostanze organiche utilizzabili dai batteri già presenti nella massa sono state consumate, e questa
condizione seleziona le popolazioni in grado di sfruttare sostanze chimiche come l'idrogeno per la
produzione di energia necessaria a fissare l'anidride carbonica presente in composti energetici
(batteri chemioautotrofi) come l'Hydrogenobacter ed il Bacillus shlegelli. Osservando il cumulo in
questa fase è possibile osservare grandi nubi di vapore che si innalzano e una temperatura che
oscilla intorno ai 70 °C. L'elevata temperatura comporta anche un'elevata evaporazione di acqua.
La mancanza d'acqua diventa pressione selettiva che porta ad un rapida scomparsa dei batteri e
quindi porta al termine della fase termofila.
4 - fase di maturazione: La bassa umidità favorisce la crescita e diffusione di funghi (attinomiceti
ed altri) che si erano propagati temporalmente per sporulazione al momento dell'innalzamento
della temperatura. Questi funghi attueranno mediante l'emissione di specifici enzimi una
progressiva, anche se incompleta, degradazione delle sostanze più complesse come la cellulosa, la

lignina e le emicellulose (funghi) Nelle tre fasi precedenti, frequenti sono i rivoltamenti del cumulo
che consentono mediante la disgregazione del materiale il ripristino della porosità, e l'omogeinità
del trattamento a tutta la massa.
5 - raffinazione: Il compost ora prodotto può essere utilizzato tal quale o vagliato mediante
appositi setacci meccanici con maglia vagliante da 6-10 mm o 15-20 mm. Questo permette di
eliminare una parte di eventuali corpi estranei come plastiche vetri (nel caso di compost da RSU) e
di eliminare parti legnose indecomposte.
Compostaggio in cumuli periodicamente rivoltati:
Si tratta di un sistema estensivo, adatto per matrici a bassa fermentescibilità, quali gli scarti verdi e
quelli con elevata componente cellulosica. Tale sistema prevede solitamente un pretrattamento di
condizionamento, cioè la triturazione del materiale, per aumentare la superficie a contatto con
l’aria e la porosità della matrice. La matrice di partenza è disposta in lunghi cumuli, generalmente
a sezione triangolare o trapezoidale, di altezza variabile; viene rivoltata periodicamente tramite
macchine rivoltatrici in modo che il materiale interessato sia efficientemente aerato. Il
rivoltamento consente il miscelamento dei materiali di partenza, ne riduce la pezzatura, ne facilita
l’aerazione e ne regola la temperatura, garantendo una sufficiente igienizzazione ed una
omogenea stabilizzazione. I rivoltamenti sono più frequenti nel primo periodo (cadenza
giornaliera), nel quale l’attività microbica è più intensa e si deve evitare l’accumulo eccessivo di
calore; successivamente, la stabilizzazione aumenta, e i rivoltamenti possono essere meno
frequenti. Con questo metodo, la fase di compostaggio attivo dura solitamente da tre a nove
settimane a seconda della natura del substrato di partenza e della frequenza dei rivoltamenti.
Questo sistema di compostaggio estensivo può essere svolto anche all’aperto, su terreno non
cementato, in quanto i cumuli hanno la capacità di assorbire buon parte dell’acqua piovana e le
acque di percolazione sono povere di composti azotati. Il compost che risulta dal processo è
nutritivamente povero ma ha salinità contenuta (questo aspetto è positivo per la valorizzazione
nel mercato).
Compostaggio in cumuli statici aerati:
Si tratta di un sistema adatto al trattamento di biomasse ad elevata fermentescibilità, in
particolare residui agroalimentari (industrie conserviere, ittica, scarti di macellazione, liquami
zootecnici), caratterizzati da elevati impatti olfattivi o notevoli concentrazioni di composti azotati.
Il materiale è posto in cumuli non movimentati, quindi il condizionamento, prima della formazione
dei cumuli, è particolarmente importante. L’ossigenazione avviene per mezzo di tubi diffusori in
cui circola aria in forma passiva o forzata. Nel primo caso, l’apparato di tubi bucherellati è posto
sul basamento (che ospita il cumulo) sopra uno strato di compost maturo e termina all’esterno del
cumulo con estremità aperte; i tubi posizionati con i fori rivolti verso il basso (per evitare rischi di
ostruzione ed il drenaggio della condensa) permettono la diffusione dell’aria attraverso il profilo

del cumulo e a processo ultimato vengono semplicemente rimossi. I cumuli non superano l’altezza
di 1-1,2 m, e possono essere ricoperti con uno strato coibentante di 10 cm circa, solitamente
costituito da compost maturo, che assorbe anche le emissioni maleodoranti, Nel secondo caso,
sono previsti apparati di tubi, anch’essi opportunamente bucherellati, che costringono l’aria a
passare forzatamente attraverso la matrice in compostaggio per aspirazione dalla superficie o per
insufflazione nel substrato; i cumuli hanno solitamente altezza non superiore a 2,5 m .
Carta.
La carta, che è fatta di cellulosa, può essere riciclata: la cellulosa si estrae dal legno e da altri
vegetali, in questo caso viene ricavata dalla carta della raccolta differenziata e la si riutilizza per
produrre la carta riciclata.
Nel riciclaggio della carta vi sono procedure per l'eliminazione dell'inchiostro (procedure
possibilmente non inquinanti o a bassissimo impatto ambientale) che devono essere applicate.
Ai fini del riconoscimento esiste la marchiatura volontaria di riconoscimento del materiale
prevalente da parte dei produttori. Nel caso della carta il simbolo che rappresenta tutti i
contenitori a base carta (a partire dal 25%) è CA, che indica carta accoppiata ad altro materiale, ad
esempio i prodotti della Tetra Pak, non riciclabile, almeno nella maniera classica, ma che necessita
di tecniche particolari.
La raccolta differenziata della carta è importante in un'ottica di risparmio delle risorse ambientali,
in quanto, per fare una tonnellata di carta da cellulosa vergine occorrono ben 15 alberi, 440.000
litri d'acqua e 7.600 kWh di energia elettrica
Tipi di carta non adatti alla raccolta:
• tutti i materiali non cellulosici, i contenitori di prodotti pericolosi;
• carte sintetiche;
• ogni tipo di carta, cartone e cartoncino che sia stato sporcato, ad esempio carta oleata
(quella che contiene affettati e formaggi), carta e cartone unti (anche le scatole della pizza)
e fazzoletti di carta usati; questi ultimi possono finire nella raccolta differenziata della
frazione organica;
• carte termiche (scontrini);
• carte speciali (in genere quelli particolarmente lisci) come la carta chimica dei fax, quella
autocopiante e quella carbone.
La carta è un materiale riciclabile, poiché la cellulosa che contiene può essere sottoposta a ripetuti
utilizzi. La carta recuperata può essere trattata e riutilizzata come materia prima seconda per la
produzione di nuova carta. La raccolta differenziata della carta riguarda tutti i vari prodotti di
carta.

Partendo dalla fibra del rifiuto cartaceo, circa il 95% viene trasformato in nuova carta. Rispetto ad
altre produzioni, quindi, il macero comporta grandi risparmi energetici, idrici e di legname.
Infine, la carta riciclata che non ha più la consistenza sufficiente per produrre altra carta può
essere ancora utilizzata come combustibile per produrre energia.La trasformazione della carta da
macero in materia prima necessita di varie fasi:
• Raccolta e stoccaggio;
• Selezione, per separare la fibra utilizzabile dai materiali impuri, che normalmente sono
incorporati nelle balle di carta da macero e per separare le diverse tipologie di carta da
macero. Il valore tecnico ed economico del materiale aumenta quanto più definita è la
selezione per tipologia e qualità: solitamente il processo di selezione è meccanico, una
selezione più spinta deve essere eseguita a mano, facendo scorrere la carta sopra un
nastro trasportatore, con operatori manuali che la dividono per tipologia;
• Pressatura e legatura in balle; queste, inviate alle cartiere, subiscono il processo di riciclo
vero e proprio;
• Sminuzzamento;
• Sbiancamento per eliminare gli inchiostri: disinchiostrazione;
• Riduzione in poltiglia con aggiunta di acqua calda;
• Affinamento: dall'impasto vengono sottratte le impurità e le scorie, fino a separare la pasta
di cellulosa;
• Aggiunta di cellulosa vergine, in proporzioni diverse a seconda dell’utilizzo futuro.
A questo punto del ciclo, la cellulosa contenuta nella carta-rifiuto è ritornata ad essere una
materia prima pronta a rientrare nel ciclo di produzione.
La macchina cosiddetta “continua” provvede infine a stendere, disidratare, pressare l’impasto, con
il passaggio attraverso vari rulli, fino all'avvolgimento finale in bobine, da inviare alle
cartotecniche, dove la carta viene trasformata ulteriormente per ottenere i nuovi imballaggi e
prodotti finiti.
Il riciclaggio della carta comprende varie tipologie di prodotti, che vanno dai giornali e riviste, libri,
quaderni e opuscoli, ai sacchetti, imballaggi in cartone, alle scatole per alimenti, per detersivi o
scarpe, fino alle fascette di carta dei vasetti di yogurt e bevande.
Non deve essere conferita carta contaminata da sostanze tossiche, fazzoletti/ tovaglioli di carta, o
che contenga altri materiali non cellulosici (punti metallici, plastica…)
Anche la carta di qualità elevata (ad esempio, da disegno o per fotocopie) può essere prodotta con
carta riciclata.
Dal punto di vista economico, il riciclaggio è sicuramente meno costoso che
l'incenerimento.Infatti, il costo dell'incenerimento di una tonnellata di rifiuti varia, a valle dei costi
di raccolta e secondo l'impianto, tra 96 e 192 euro a tonnellata, mentre il trattamento della carta
straccia costa tra 64 e 96 euro a tonnellata. È ovvio che la carta riciclata non produce un pari peso

di carta "nuova" (perché per fare una tonnellata di carta nuova ci vuole normalmente - e
comunque in misura variabile a seconda degli impianti e del prodotto fabbricato - anche una certa
percentuale di cellulosa fresca, proveniente da alberi), e che il procedimento ha i propri costi -
economici, energetici e di inquinamento.
Inoltre:
• nelle fabbriche che producono carta per giornali da carta da giornali riciclata non si usa più
cellulosa proveniente da alberi;
• il costo della materia prima riciclata è notevolmente più basso di quello della pasta di
legno, i relativi scarti possono essere utilizzati come combustibile cogeneratore del vapore
necessario al processo di fabbricazione, e la produzione è meno inquinante;
• il riciclaggio riduce la quantità di rifiuti da trattare, i relativi costi di stoccaggio, lo spreco di
spazio da destinare allo stoccaggio medesimo, l'inquinamento da incenerimento, e
ovviamente il consumo di alberi vivi (anche se gli alberi impiegati per la produzione della
carta provengono da vivai a coltivazione programmata dove vengono periodicamente
tagliati e ripiantati).
Vetro.
Il rottame di vetro depurato è introdotto nel ciclo produttivo in una percentuale che va dal 10%
del peso dell'impasto fino a quasi sostituire le altre componenti primarie. Grazie alla sua natura
può essere rifuso infinite volte, consentendo un significativo risparmio energetico e di materie
prime.
Affinché il vetro raccolto possa essere riciclato in vetreria è necessario sottoporlo a un'operazione
di selezione presso un impianto di trattamento specializzato. Il trattamento primario è composto
di varie operazioni di cernita (manuale o meccanica), frantumazione, vagliatura. In particolare,
vengono eliminati nell'ordine:
• corpi estranei di grosse dimensioni
• frammenti di ceramica, porcellana, pietre, corpi metallici, plastica, ecc.
• corpi magnetici
• corpi leggeri (carta, alluminio, legno, ecc.)
• corpi metallici non ferrosi (alluminio, piombo, rame)
• corpi opachi.
Il vetro ricavato dai rifiuti, subite operazioni, non è più un rifiuto ma una materia prima secondaria
(o materia prima seconda).
In particolare si può denominare pronto a forno se rispetta precise specifiche merceologiche
minime, in particolare se contiene una quantità di impurità inferiore ai parametri stabiliti dal DM
5/2/98 e s.m.i., tra cui:
• metalli magnetici < 0,002%;
• metalli amagnetici < 0,01% (< 0,003% per il rottame di vetro trasparente);

• ceramica e porcellana < 0,01% (il limite è più basso per alcune categorie);
• pietre < 0,02% (il limite è più basso per alcune categorie);
• materiali organici < 0,1%;
• umidità < 3% in peso;
• frazione sottovaglio (< 3 mm) < 5%;
• piombo < 0,3 ppm sull'eluato.
Per differenza, prescindendo dall'umidità e dalla frazione sottovaglio, il vetro dev'essere almeno il
99,85%. In questa quantità sono compresi i cosiddetti "altri vetri", anch'essi limitati dalla norma
citata.
La legge disciplina anche l'uso del vetro per la produzione di materie prime secondarie per
l'edilizia, i lavori stradali e altre attività affini, per i quali sono accettati vetri con impurezze molto
più elevate.
Viceversa, per l'accettazione in vetreria i parametri di purezza devono rispettare solitamente
vincoli più stringenti di quelli minimi imposti dalla legge (condizioni di capitolato in vetreria,
tipicamente: vetro 99,932%, metalli magnetici 0,0005%, metalli amagnetici 0,0015%, ceramica e
porcellana 0,008%, pietre 0,008%, materiali organici 0,05%).
Dopo il trattamento, il vetro viene trasportato nell'impianto di produzione (vetreria) dove viene
fuso e diventa un nuovo contenitore. Finita questa fase, l'imballaggio di vetro viene portato negli
impianti di imbottigliamento, dove vengono riempiti e tornano quindi alla rete distributiva.
A livello nazionale, il Consorzio di filiera che si occupa degli imballaggi di vetro è il CO.RE.VE.
(Consorzio Recupero Vetro), con l'obiettivo di gestire il ritiro dei rifiuti in vetro da raccolta
differenziata, garantirne l'avvio al riciclo, predisporre le linee guida per le attività di prevenzione.La
raccolta di tipo "misto", come avviene oggi in Italia, permette la produzione unicamente di vetro di
colore giallo e verde limitando considerevolmente l'utilizzo del rottame di vetro. Un riciclaggio più
efficiente sarebbe possibile mediante la separazione dei diversi colori di vetro: verde, giallo e
bianco.
Plastica.
Anche per la raccolta differenziata della plastica bisogna seguire certe regole di base.
Teoricamente tutti i tipi di plastica sono adatti al riciclaggio, a meno di contaminazioni che lo
rendano sconveniente. Nei prodotti sicuramente riciclabili vi è comunque il simbolo caratteristico
(tre frecce a formare un triangolo) con all'interno il numero SPI (Society of the PlasticsIndustry)
identificativo del polimero specifico (pe polietilene; pet polietilentereftalato; pvc polivinilcloruro).
Alcuni tipi di plastica sono inadatti al riciclaggio diretto, così come viene attualmente svolto in
molti comuni; per esempio, un tubetto di dentifricio non può essere riciclato a causa della difficile
rimozione interna del residuo di prodotto e così alcuni giocattoli, attaccapanni, custodie di CD, ma
in alcuni casi si possono indirizzare alla produzione di plastiche di bassa qualità come riempitivi,
imballaggi industriali, alcune tipologie di arredi urbani.

Dal 1° Maggio 2012, in seguito a vari accordi internazionali, anche piatti e bicchieri di plastica
possono essere conferiti nella raccolta differenziata della plastica. In genere sono sicuramente
differenziabili le resine termoplastiche, quali i contenitori per liquidi in plastica (contenitori di
detersivi, bagnoschiuma e bottiglie) e tutti quelli definiti imballaggi.
Le materie plastiche più diffuse sul mercato dei prodotti di consumo sono:
• PE, polietilene: sacchetti, flaconi per detergenti, giocattoli, pellicole e altri imballi;
• PP, polipropilene, con usi diversissimi: oggetti per l’arredamento, contenitori per alimenti,
flaconi per detersivi e detergenti, moquette, mobili da giardino;
• PVC, cloruro di polivinile: vaschette per le uova, film, tubi; è anche nelle porte, nelle
finestre, nelle piastrelle;
• PET, polietilentereftalato: bottiglie per bevande, fibre sintetiche, nastri per cassette;
• PS, polistirene (polistirolo): vaschette per alimenti, posate, piatti, tappi.
La raccolta differenziata delle materie plastiche riguarda in particolare gli imballaggi, che
costituiscono una percentuale rilevante della plastica contenuta nei rifiuti urbani (oltre il 50%).
All’inizio, tale raccolta riguardava solo le bottiglie e i flaconi. Attualmente, si sta allargando la
possibilità di riciclaggio anche di imballaggi in plastica utilizzati per gli alimenti, come sacchetti,
scatole, vaschette e pellicole per imballaggi.
Dopo la fase di raccolta differenziata, la plastica viene portata negli impianti di prima selezione e
trattamento; viene quindi separata da altre frazioni e impurità, quindi suddivisa per tipologia di
polimero. In particolare si selezionano PET e PE, a bassa e alta densità.
Il procedimento di riciclaggio può essere:
• meccanico, il più comune: si ottengono scaglie o granuli che verranno utilizzati per la
produzione di nuovi oggetti. Il materiale ottenuto è tanto migliore quanto più la plastica di
partenza è omogenea;
• chimico, meno comune ma già applicato a livello industriale (ad esempio l'idrolisi del PET):
all'opposto della sintesi della materia plastica, questo processo mira a spezzare le molecole
base della plastica (polimeri) e ottenere le materie prime (monomeri) di partenza.
Il riciclaggio si presta particolarmente alle materie plastiche degli imballaggi. I polimeri che
permettono i migliori risultati in termini di recupero sono: PET, PVC, PE.
Nel caso si suddividano le diverse tipologie in modo omogeneo, si ottiene materia prima
secondaria, cioè con caratteristiche tecniche e chimiche del riciclato molto simili a quelle iniziali.
Alcuni esempi di prodotti:
• con il PET riciclato: nuovi contenitori (non alimentari), fibre per imbottiture, maglioni,
"pile", moquette, interni per auto, lastre per imballaggi vari;

• con il PVC riciclato: tubi, scarichi per l’acqua piovana, raccordi, passacavi, prodotti per il
settore edile;
• con il PE riciclato: contenitori per detergenti, tappi, film per i sacchi della spazzatura,
pellicole per imballaggi, casalinghi.
Nel caso di trattamento di diversi tipi di plastica insieme, si ottiene plastica riciclata eterogenea,
impiegata ad esempio per produzione di panchine, parchi giochi, recinzioni, arredi per la città,
cartellonistica stradale.
La plastica non avviata al recupero può essere destinata alla termovalorizzazione, sfruttando la
possibilità di recupero energetico.Se sottoposta invece ad un apposito trattamento, può dare
origine a combustibili alternativi, utilizzabili nei forni dei cementifici e per la produzione di energia
termoelettrica.
A livello nazionale, il Consorzio di filiera che si occupa del recupero delle materie plastiche è il
CO.RE.PLA (Consorzio Nazionale per la Raccolta, il Riciclaggio e i Recupero dei Rifiuti di Imballaggi
in Plastica). Sul territorio nazionale sono operativi 35 Centri di Selezione di rifiuti di imballaggi in
plastica.
Alluminio.
Gli imballaggi in alluminio, salvo casi molto particolari, vengono raccolti insieme ad altre tipologie
di materiali (p.es. vetro, imballaggi ferrosi), con modalità che variano da comune a comune.
Gli imballaggi più comuni che circolano in casa e in cui l’alluminio è quasi sempre presente sono:
lattine per bevande, bombolette aerosol, scatolette e vaschette per alimenti, tubetti flessibili
come i tubetti della maionese. A questi vanno aggiunti il cosiddetto "foglio sottile" (per esempio i
fogli d'alluminio in rotoli) e i tappi o similari con chiusura a vite. Gli imballaggi in alluminio sono
identificati dal simbolo alu oppure ‘AL’. In caso di dubbio, il modo più semplice per accertarsi della
natura di un oggetto in metallo è l’uso d'una calamita: l’alluminio è totalmente amagnetico.
La legge 475/88 ha istituito il Consorzio Obbligatorio Alluminio e Ambiente (COALA), sostituito nel
1997 dal Consorzio Imballaggi Alluminio (CIAL).
Al 31 dicembre 2008 il Consorzio serviva il 53% dei comuni italiani e il 67% della popolazione (dati
CiAL).Il CiAL ha comunicato che nel 2010 sono state riciclate in Italia circa 46000 t di imballaggi
alluminio, pari al 72% del quantitativo immesso sul mercato. (Numeri più grandi riguardano il
complesso del riciclaggio dell'alluminio, che non deriva solo dai rifiuti domestici, ma anche da
quelli industriali e speciali.)
L'alluminio è un materiale che si presta a una vastità di applicazioni e possibilità di riutilizzo, grazie
alle sue proprietà:
• Leggerezza (un terzo dell'acciaio)
• Durata: l’ossido superficiale è una barriera alla corrosione atmosferica

• Conducibilità elettrica
• Conducibilità termica
• Conducibilità sonora
• Non tossicità
• Assenza di magnetismo
• Lavorabilità: può essere modellato con tutte le comuni tecniche di lavorazione, più
facilmente della maggior parte degli altri metalli
• Versatilità: possibilità di formare molte leghe, rigide o elastiche
• Riciclabilità con un costo energetico contenuto. Il suo recupero e riciclo, oltre a evitare
l’estrazione di bauxite, consente di risparmiare il 95% dell’energia richiesta per produrlo
partendo dalla materia prima: per ricavare dalla bauxite 1 kg di alluminio sono necessari 14
kWh, mentre per ricavare 1 kg di alluminio nuovo da quello usato servono solo 0,7 kWh di
energia.
Il rifiuto va inviato all’impianto di separazione e primo trattamento. Si separano eventuali metalli
magnetici (ferro) o da altri materiali diversi (vetro, plastica, ecc.) tramite un separatore che
funziona a correnti parassite generate dal campo magnetico presente. Vengono poi pressati in
balle e portati alle fonderie, dove, dopo un controllo sulla qualità del materiale, vengono
pretrattati a circa 500° per eliminare vernici o altre sostanze estranee aderenti, mentre la fusione
avviene poi in forno alla temperatura di 800°, fino ad ottenere alluminio liquido che viene
trasformato in lingotto.
L’alluminio riciclato ha proprietà equivalenti a quello originario, e può essere impiegato per nuovi
imballaggi, industria automobilistica, edilizia, casalinghi…
A livello nazionale, il Consorzio di filiera che si occupa del recupero dell’alluminio, tale entità è il
CIAl (Consorzio Imballaggi Alluminio), che ha tra i propri compiti quello di garantire il recupero
degli imballaggi in Alluminio provenienti dalla raccolta differenziata fatta dai Comuni. I risultati
ottenuti in termini di raccolta differenziata, riciclo e recupero, sono particolarmente positivi e
hanno reso l'Italia un esempio per tutta l'Europa.
Tutti gli oggetti di alluminio che possono essere riutilizzati portano la sigla "Al" oppure "alu". Non
vanno raccolti assieme all’alluminio i contenitori etichettati "T" e "F", che ricadono nella categoria
“pericolosi” in quanto contenenti prodotti chimici quali colle, diserbanti, battericidi, solventi, acidi,
ecc.
Trattamento a freddo dei rifiuti.
Scopo dei processi di trattamento a freddo dei rifiuti indifferenziati o residui (ossia i rifiuti che
rimangono dopo la raccolta differenziata) è di recuperare una ulteriore parte di materiali riciclabili,
ridurre il volume del materiale in vista dello smaltimento finale e di stabilizzare i rifiuti in modo
tale che venga minimizzata la formazione dei gas di decomposizione ed il percolato. Da questi
processi (fra cui il compostaggio), si ricava in genere sia materiali riciclabili, sia il biogas, cioè, in
pratica, metano.

Trattamento meccanico–biologico.
Il principale tipo di trattamento a freddo è il Trattamento meccanico-biologico (TMB).Esso separa
la frazione organica ed i materiali riciclabili: permette quindi una ulteriore riduzione dell'uso delle
discariche e degli inceneritori, il tutto con emissioni inquinanti nettamente inferiori rispetto a tali
impianti. Infatti tratta i rifiuti indifferenziati a valle della raccolta differenziata, incrementando il
recupero di materiali.Il TMB può essere utilizzato anche per produrre CDR (combustibile derivato
dai rifiuti): è questa l'applicazione principale che ufficialmente ne viene fatta in Italia, soprattutto
al sud. In questo caso dovrebbe essere rimosso solamente l'umido ed i materiali non combustibili
(vetro, metalli) mentre carta e plastica sarebbero confezionati in "ecoballe" da incenerire: in
questo modo il trattamento a freddo si può intrecciare con quello termico.
Il trattamento meccanico-biologicosfrutta l'abbinamento di processi meccanici a processi biologici
quali la digestione anaerobica e il compostaggio. Appositi macchinari separano la frazione umida
(l'organico da bioessicare) dalla frazione secca (carta, plastica, vetro, inerti ecc.); quest'ultima
frazione può essere in parte riciclata oppure usata per produrre combustibile derivato dai rifiuti
(CDR) rimuovendo i materiali incombustibili.
Grande rilievo sta assumendo anche in Italia la produzione di biostabilizzato dai rifiuti solidi urbani
mediante trattamento meccanico-biologico (TMB). Il biostabilizzato si distingue dal compost in
quanto il biostabilizzato non viene usato come concime in agricoltura (cosa che viene fatta invece
col compost) ma, essendo caratterizzato da una fermentescibilità ridotta fino al 90%, è
particolarmente adatto a varie applicazioni volte al recupero ambientale, paesaggistico e alla
copertura giornaliera di discariche (al posto della terra) senza avere emissioni di metano (che è
anche un gas serra circa 21 volte più potente, se liberato in atmosfera tal quale, della CO2).
Molto spesso in Italia tali impianti sono progettati per alimentare inceneritori con combustibile
derivato dai rifiuti; in taluni casi addirittura gli impianti sono usati semplicemente per triturare i
rifiuti senza alcun reale beneficio né per il recupero né per l'incenerimento, come dimostrano le
inchieste riguardanti la gestione dei rifiuti in Campania.
Schematicamente un impianto che produce biostabilizzato da rifiuti prevede prima la vagliatura
con separazione di una parte grossolana e poco fermentescibile, costituita ad esempio da carta,
cartone, plastica, metalli, vetro ecc., e di una parte ricca di sostanza organica e altamente
fermentescibile. La frazione biochimicamente inerte viene avviata allo smaltimento/riciclo mentre
la sostanza organica viene sottoposta ad abbattimento del contenuto organico e a trattamento
biologico atto ad accelerare la fermentazione e produrre quindi materiale finale a bassa
fermentescibilità. In tal modo si recupera biogas ed è anche possibile ricavare eventualmente del
CDR.
Tali impianti ad alta tecnologia sfruttano sistemi automatici di classificazione dei materiali: una
tecnologia adottata è quella della spettrografia nel vicino infrarosso che ad esempio permette ad

un computer di individuare le diverse tipologie di plastiche e di comandare un sistema di getti
d'aria compressa per la separazione.
Parte meccanica:
La parte meccanica del TMB viene riferita a una fase di separazione e classificazione dei vari
componenti dei rifiuti utilizzando dei sistemi meccanici automatizzati. In questo modo dalla massa
dei rifiuti vengono rimossi i componenti riciclabili, come carta, metalli, plastiche e vetro, e altri
componenti destinabili solamente in discarica. Tipicamente vengono sfruttati nastri trasportatori,
magneti industriali, separatori galvanici a corrente parassita, vagli a tamburo, vaglio a dischi,
macchine spezzettatrici e altre apparecchiature appropriate.
Parte biologica:
La parte biologica del TMB è riferita ai processi di compostaggio e di digestione anaerobica.
Il compostaggio implica il trattamento della componente organica con microrganismi aerobici. In
queste condizioni ossidative si ha formazione di anidride carbonica e compost. Utilizzando il solo
compostaggio quindi non si ha il vantaggio di produrre energia verde (biogas) dalla frazione
biodegradabile dei rifiuti.
La digestione anaerobica provoca la scissione biochimica della componente biodegradabile dei
rifiuti tramite l'azione di microrganismi in condizione di anaerobiosi. Vengono prodotti biogas
utilizzabile quale combustibile e un digestato solido che può essere sfruttato per migliorare le
proprietà agricole del suolo. Alcuni processi condotti in mezzo acquoso permettono di ottenere un
alto rendimento in biogas.
Alcuni sistemi, come quello UR-3R, utilizzano invece sia una fase di digestione anaerobica parziale
che una fase secondaria di compostaggio.
Sfruttando la digestione anaerobica o il compostaggio della frazione biodegradabile, il trattamento
dei rifiuti tramite TMB permette di ridurre le emissioni di gas serra.
Impianto tipo:
Il pretrattamento elimina i rifiuti ingombranti non riciclabili e tritura il resto, con aggiunta di acqua.
La separazione fornisce:
• Grazie a un sistema ottico-elettronico che li riconosce e smista con degli eiettori
pneumatici, imballaggi in plastica densa (HDPE, PET) di qualità, riciclabili quanto il
differenziato e quindi di alto valore commerciale, per circa 2.000 t/a, oltre a circa 2.500 t/a
di altri tipi di plastica densa.
• Con dei separatori a corrente d'aria, miscela di carta e cartone (10.300 t/a) e pellicole di
plastica (5.700 t/a). Il valore commerciale è basso, però si possono separare le due
componenti a umido, e quindi usare la carta nel successivo compostaggio oppure venderla
a una cartiera, mentre le pellicole possono essere riciclate (sotto-riciclaggio).

• Con un ulteriore sistema ottico-elettronico, sopravvaglio (80 – 200 mm) pesante, da cui si
può recuperare il vetro (almeno il 60% di quello presente; 1.500 t/a circa).
• Con magneti, materiali ferrosi per 1.530 t/a leggermente contaminati da materiale
organico (nessun problema per il riciclo).
• Con due separatori a mulino a vortice, metalli non ferrosi per 2.000 t/a.
Dapprima un getto d'aria avvia la formazione di batteri aerobi per l'eliminazione dei rifiuti organici.
Le correnti di Coulomb sono talvolta utilizzate per l'identificazione e rimozione dei materiali non
ferrosi.
I liquidi rimasti (63.000 t/a di cui 18.000 t/a di acqua aggiunta nella fase precedente, recuperabile
per il compostaggio) sono sottoposti a digestione anaerobica, con un processo efficiente grazie
alla precedente pulizia del materiale. Il processo dura quattro settimane in un ambiente chiuso
(degradazione intensiva), più altre dieci in un'area coperta, e comporta una riduzione in peso di
circa il 40%, soprattutto per l'evaporazione dell'acqua, e in parte per la degradazione dell'organico
in anidride carbonica. Si ottengono 3700 t/a di biogas, 18.000 di acqua da trattamento, 3.000 di
sabbia, 35.000 di materiale da avviare al compostaggio finale. Il biogas permette di produrre circa
80–100 kWh di elettricità e 100–180 kWh di calore per tonnellata di rifiuti totali in ingresso
(supponendo una raccolta differenziata efficiente). La maggior parte dell'energia è usata
nell'impianto stesso, il cui bilancio energetico è neutro o leggermente positivo (si può aumentare il
recupero energetico a scapito del recupero di materiale, ma questo non ha convenienza né
economica né ambientale).
Alla fine del processo di separazione, non solo si sono recuperati dei materiali utili (riducendo le
esigenze energetiche dell'impianto), ma si sono anche eliminate sostanze che in discarica
costituiscono un notevole problema (nel caso del biogas, per l'effetto serra; negli altri, per
l'inquinamento a lungo termine o la percolazione). A questo punto si hanno circa 27.000 t/a di
materiale prevalentemente organico che può essere conferito senza problemi in discarica in
ottemperanza alle leggi più recenti. Tuttavia, è conveniente selezionare un'ulteriore parte di circa
7.000 t/a a maggiore concentrazione organica e con ridotta contaminazione di metalli pesanti, che
può fungere da compost di qualità inferiore. L'ammendante ottenuto, non derivando da raccolta
differenziata, è di qualità inferiore in quanto può contenere piccole tracce di altri rifiuti che gli
impianti non riescono a separare, e non può pertanto essere usato nel settore agricolo, ma è utile
per reintegrare nutrienti nei suoli (sequestrando anidride carbonica, fra l'altro).
Le rimanenti 20.000 t/a vanno conferite in discarica, insieme a una certa quantità di sabbia dal
digestore e rifiuti ingombranti non riciclabili, tolti all'inizio, per un totale di circa 24.000 t/a (meno
di un quarto del peso iniziale) o quasi 30.000 se non si trova impiego per la pellicola di plastica.
Trattamento termico dei rifiuti.
Fra i processi di trattamento a caldo (o termico) dei rifiuti, si distinguono tre processi di base:
1.Combustione (incenerimento)

2.Pirolisi
3.Gassificazione
Tutte queste tecnologie producono residui, a volte speciali, che richiedono smaltimento,
generalmente in discarica. Sia in Italia che in Europa, gli impianti di trattamento termico di gran
lunga più diffusi per i rifiuti urbani sono gli inceneritori.
Incenerimento con recupero energetico.
L'incenerimento è una tecnologia consolidata che permette di ottenere energia elettrica e fare del
teleriscaldamento sfruttando i rifiuti indifferenziati o il CDR. Questi vengono bruciati in forni
inceneritori e l'energia termica dei fumi viene usata per produrre vapore acqueo che, tramite una
turbina, genera energia elettrica. La quantità di energia elettrica recuperata è piuttosto bassa (19-
25%), mentre quella termica è molto maggiore.
Inceneritore.
Gli inceneritori sono impianti principalmente utilizzati per lo smaltimento dei rifiuti mediante un
processo di combustione ad alta temperatura (incenerimento) che dà come prodotti finali un
effluente gassoso, ceneri e polveri.
Negli impianti più moderni, il calore sviluppato durante la combustione dei rifiuti viene recuperato
e utilizzato per produrre vapore, poi utilizzato per la produzione di energia elettrica o come
vettore di calore (ad esempio per il teleriscaldamento). Questi impianti con tecnologie per il
recupero vengono indicati col nome di inceneritori con recupero energetico, o più comunemente
termovalorizzatori.
Il termine termovalorizzatore, seppur di uso comune, è talvolta criticato in quanto sarebbe
fuorviante. Infatti, secondo le più moderne teorie sulla corretta gestione dei rifiuti gli unici modi
per "valorizzare" un rifiuto sono prima di tutto il riuso e poi il riciclo, mentre l'incenerimento
(anche se con recupero energetico) costituisce semplice smaltimento è dunque da preferirsi alla
semplice discarica di rifiuti indifferenziati. Si fa notare che il termine non viene inoltre mai
utilizzato nelle normative europea e italiana di riferimento, nelle quali si parla solo di
"inceneritori".
Le categorie principali e quantitativamente predominanti di rifiuti inceneribili sono:
• Rifiuti Solidi Urbani (RSU);
• Rifiuti speciali.
A queste si possono aggiungere categorie particolari come i fanghi di depurazione, i rifiuti medici o
dell'industria chimica.
Vi è poi una grande quantità di rifiuti non inceneribili (classificati "inerti") provenienti da
costruzioni e demolizioni: questi costituiscono una percentuale di circa il 25% del totale.

Prima di procedere all'incenerimento i rifiuti possono essere trattati tramite processi volti a
eliminare i materiali non combustibili (vetro, metalli, inerti) e la frazione umida (la materia
organica come gli scarti alimentari, agricoli, ecc.). I rifiuti trattati in questo modo sono definiti CDR
(ovvero combustibile derivato dai rifiuti) o più comunemente ecoballe.
Gli inceneritori più diffusi in Europa sono del tipo "a griglie". Trattandosi sostanzialmente di
impianti che sfruttano il calore sviluppato dalla combustione, non è importante solo il tonnellaggio
di combustibile (i rifiuti), ma anche il suo potere calorifico, ovvero il calore sviluppato durante la
combustione (in genere pari a circa 9000-13000 MJ/t). In altre parole, un inceneritore progettato
(ed autorizzato) per bruciare 100000 t di rifiuti con potere calorifico di 13000 MJ/t, può arrivare a
bruciare anche il 45% in più se i rifiuti hanno potere calorifico di 9000 MJ/t.
Il funzionamento di un "termovalorizzatore" a griglie può essere suddiviso in sei fasi fondamentali:
Arrivo dei rifiuti — Provenienti dagli impianti di selezione dislocati sul territorio (ma anche
direttamente dalla raccolta del rifiuto), i rifiuti sono conservati in un'area dell'impianto dotato di
sistema di aspirazione, per evitare il disperdersi di cattivi odori. Con un carroponte i materiali sono
depositati nel forno attraverso una tramoggia. La tecnologia di produzione della frazione
combustibile (CDR) ed il suo incenerimento sfrutta la preventiva disidratazione biologica dei rifiuti
seguita dalla separazione degli inerti (metalli, minerali, ecc.) dalla frazione combustibile, che può
essere "termovalorizzata" producendo energia elettrica con resa nettamente migliore rispetto
all'incenerimento classico e con una diminuzione di impatto ambientale.
Combustione — Il forno è solitamente dotato di una o più griglie mobili (forno "a griglie") per
permettere il continuo movimento dei rifiuti durante la combustione. Una corrente d'aria forzata
viene inserita nel forno per apportare la necessaria quantità di ossigeno che permetta la migliore
combustione, mantenendo alta la temperatura (fino a 1000 °C e più). Per mantenere tali
temperature, qualora il potere calorifico del combustibile sia troppo basso, talvolta viene immesso
del gas metano in una quantità variabile fra i 4 e 19 m³ per tonnellata di rifiuti. Accanto a una
camera di combustione primaria viene associata una camera di combustione secondaria (camera di
post-combustione), con lo scopo di completare la combustione dei fumi nel miglior rispetto della
normativa vigente.
Produzione del vapore surriscaldato — La forte emissione di calore prodotta dalla combustione di
metano e rifiuti porta a vaporizzare l'acqua in circolazione nella caldaia posta a valle, per la
produzione di vapore surriscaldato ad alto contenuto entalpico.
Produzione di energia elettrica — Il vapore generato mette in movimento una turbina che,
accoppiata a un motoriduttore e a un alternatore, trasforma l'energia termica in energia elettrica
producendo corrente alternata per espansione del vapore surriscaldato.
Estrazione delle ceneri — Le componenti dei rifiuti non combustibili vengono raccolte in una vasca
piena d'acqua posta a valle dell'ultima griglia. Le scorie, raffreddate in questo modo, sono quindi
estratte e smaltite in discariche speciali. Ovviamente, separando preventivamente gli inerti dalla
frazione combustibile si ottiene una riduzione delle scorie. L'acqua di raffreddamento (circa 2.5
m3/t) deve essere depurata prima di essere scaricata in ambiente. Le ceneri sono classificate come
rifiuti speciali non pericolosi, mentre le polveri fini (circa il 4% del peso del rifiuto in ingresso)
intercettate dai sistemi di filtrazione sono classificate come rifiuti speciali pericolosi. Entrambe
sono smaltite in discariche per rifiuti speciali. Vi sono state esperienze di riuso delle ceneri pesanti.
Trattamento dei fumi — Dopo la combustione i fumi caldi (circa il 140-150% in peso del rifiuto in
ingresso[21]) passano in un sistema multi-stadio di filtraggio, per l'abbattimento del contenuto di
agenti inquinanti sia chimici che solidi. Dopo il trattamento e il raffreddamento i fumi vengono
rilasciati in atmosfera a circa 140 °C.
Inceneritore a griglie
Questi inceneritori possiedono un grosso focolare, con griglie metalliche normalmente a gradini
formate da barre o rulli paralleli. La griglia può essere mobile o fissa e in diverse zone vengono
raggiunte differenti temperature che permettono un più graduale riscaldamento. È presente
anche un sistema di raffreddamento. Oltre alla normale combustione primaria, viene effettuata
anche una combustione secondaria, ottenuta con un'ulteriore insufflazione d'aria che genera una
notevole turbolenza, permettendo di migliorare il miscelamento aria-combustibile. Le ceneri
prodotte vengono raccolte e raffreddate in vasche piene d'acqua.
Gli inceneritori più vecchi e impiantisticamente più semplici consistevano in una camera di mattoni
con una griglia posta rispettivamente sopra e sotto la raccolta delle ceneri. Mentre quella posta
superiormente, e avente una apertura in cima o lateralmente, veniva utilizzata per caricare il
materiale da bruciare, quella inferiore permetteva la rimozione del residuo solido incombusto
tramite l'apertura laterale.
In confronto con le altre tipologie di inceneritori, gli impianti con griglie mobili sono quelli
maggiormente sfruttati per i rifiuti urbani e permettono, grazie al movimento dei rifiuti all'interno
della camera di combustione, una ottimizzazione della combustione stessa. Una singola griglia è in
grado di trattare più di 35 t/h di rifiuti e può lavorare 8.000 ore l'anno con una sola sospensione
dell'attività, per la durata di un mese, legata alla manutenzione e controlli programmati.[23] Una
parte dell'aria necessaria alla combustione primaria viene fornita dal basso della griglia e questo
flusso viene anche sfruttato per raffreddare la griglia stessa. Il raffreddamento è importante per il
mantenimento delle caratteristiche meccaniche della griglia, e molte griglie mobili sfruttano anche
il raffreddamento tramite un flusso interno di acqua. L'aria necessaria alla combustione secondaria
viene immessa ad alta velocità superiormente alla griglia e ha lo scopo di portare a
completamento la reazione di combustione, realizzando una condizione di eccesso di ossigeno e
una turbolenza che assicura un mescolamento ottimale di combustibile e comburente.
È da notare però che alle griglie è legato un certo insieme di problematiche tecniche tra le quali
spicca il deposito di polveri, con la necessità di un certo livello di manutenzione periodica
programmata.

Scorie
L'incenerimento dei rifiuti produce scorie solide pari circa al 10-12% in volume e 15-20% in peso
dei rifiuti introdotti, e in più ceneri per il 5%. Gran parte della massa immessa nei forni viene infatti
combusta ottenendo dei fumi che verranno opportunamente pretrattati prima di essere emessi
dal camino.
Le ceneri volanti e le polveri intercettate dall'impianto di depurazione dei fumi sono rifiuti speciali
altamente tossici (in quanto concentrano molti degli inquinanti più nocivi), che come tali sono
soggetti alle apposite disposizioni di legge e sono poi conferiti in discariche speciali.
Le scorie pesanti, formate dal rifiuto incombusto – acciaio, alluminio, vetro e altri materiali ferrosi,
inerti o altro – sono raccolte sotto le griglie di combustione e possono poi essere divise a seconda
delle dimensioni e quindi riciclate se non troppo contaminate.
Le scorie sono generalmente smaltite in discarica e costituiscono una grossa voce di spesa.
Tuttavia, possono rivelarsi produttive: un esempio di riciclaggio di una parte delle scorie degli
inceneritori è l'impianto BSB di Noceto, nato dalla collaborazione fra CIAl (Consorzio Imballaggi
Alluminio) e Bsb Prefabbricati; qui si trattano le scorie provenienti dai termovalorizzatori gestiti
dalle società Silea S.p.A. (impianto di Lecco) e Hera (impianti di Rimini, Ferrara, Forlì, Ravenna) con
30.000 tonnellate di scorie l'anno da cui si ricavano 25.000 tonnellate (83%) di materiale destinato
alla produzione di calcestruzzo, 1.500 tonnellate (5%) di metalli ferrosi e 300 tonnellate (1%) di
metalli non ferrosi di cui il 65% di alluminio. Infine, circa l'11% delle scorie non può essere
recuperato.
Le scorie e le ceneri vengono caricate su un nastro trasportatore; i rottami ferrosi più consistenti
sono subito raccolti, quelli più piccoli vengono rimossi poi con un nastro magnetico. Appositi
macchinari separano dal resto i rimanenti metalli a-magnetici (prevalentemente alluminio); tutto il
resto, miscelato con opportune dosi di acqua, inerti, cemento e additivi, e reso così inerte, va a
formare calcestruzzo subito adoperato per la produzione di elementi per prefabbricati. Con un
trattamento di questo genere, si riduce la necessità della discarica in seguito al trattamento
nell'inceneritore in quanto ultimo anello della catena di gestione dei rifiuti, dal momento che le
scorie pesanti risultano praticamente costituite solamente da sostanza organica o coke incombusti
in ragione di una percentuale variabile dal 3,5% al 10-15%.
A titolo di confronto, si segnala che il solo inceneritore di Brescia produce circa 105.000 tonnellate
di scorie, che vengono in buona parte (nel 2011 il 100%) riciclate come materiali grazie al recupero
di alcuni tipi di metalli (ferro,alluminio, rame, piombo e zinco) e di inerti utilizzabili nell'edilizia.
Solo una percentuale ridotta (0% nel 2011 e comunque negli anni precedenti andava a sostituire
ghiaia, materiale più pregiato) finisce in discarica.
Un'altra tecnologia che si sta sperimentando è la vetrificazione delle ceneri con l'uso della torcia al
plasma. Con questo sistema si rendono inerti le ceneri, risolvendo il problema dello smaltimento
delle stesse come rifiuti speciali, inoltre si studia la possibilità di un loro riutilizzo come materia
prima per il comparto ceramico e cementizio.

Pirolisi
La pirolisi (o piroscissione) è un processo di decomposizione termochimica di materiali organici,
ottenuto mediante l’applicazione di calore e in completa assenza di un agente ossidante
(normalmente ossigeno). In pratica, se si riscalda il materiale in presenza di ossigeno avviene una
combustione che genera calore e produce composti gassosi ossidati; effettuando invece lo stesso
riscaldamento in condizioni anaerobiche (totale assenza di ossigeno), il materiale subisce la
scissione dei legami chimici originari con formazione di molecole più semplici. Il calore fornito nel
processo di pirolisi viene quindi utilizzato per scindere i legami chimici, attuando quella che viene
definita omolisi termicamente indotta.
Tra i principali processi pirolitici sfruttati su larga scala spiccano il cracking industriale e il
trattamento termico dei rifiuti.
La pirolisi implica una serie di reazioni radicaliche a catena. A titolo di esempio si illustra la pirolisi
del pentano.
Omolisi, il calore provoca una scissione omolitica con formazione di due radicali: CH3-CH2-CH2-CH2-
CH3 → CH3-CH2-CH2· + CH3-CH2·
Propagazione, un radicale estrae un idrogeno da una molecola di pentano non scissa producendo
un nuovo radicale: CH3CH2· + CH3-CH2-CH2-CH2-CH3 → CH3-CH3 + CH3-CH2-ĊH-CH2-CH3
Terminazione, i prodotti finali vengono ottenuti quando due radicali reagiscono tra loro (si
trascurano le reazioni che producono nuovamente pentano o composti che subiscono
successivamente nuova pirolisi). Si può avere:
Terminazione mediante accoppiamento (produzione di butano): CH3-CH2· + CH3-CH2· → CH3-CH2-
CH2-CH3
Terminazione mediante dismutazione (produzione di etano e di etilene): CH3-CH2· + CH3-CH2· →
CH3-CH3 + CH2=CH2
La pirolisi dei rifiuti, utilizzando temperature comprese tra 400 e 800 °C, converte il materiale dallo
stato solido in prodotti liquidi (cosiddetto tar o olio di pirolisi) e/o gassosi (syngas), utilizzabili quali
combustibili o quali materie prime destinate a successivi processi chimici. Il residuo carbonioso
solido ottenuto può venire ulteriormente raffinato fornendo prodotti quali ad esempio il carbone
attivo. I prodotti della pirolisi sono sia gassosi, sia liquidi, sia solidi, in proporzioni che dipendono
dai metodi di pirolisi (pirolisi veloce, lenta, o convenzionale) e dai parametri di reazione. Un
pirolizzatore si differenzia da un gassificatore in quanto lavorando in assenza di ossigeno (spesso si
sfrutta un flusso caldo di un gas inerte quale l'azoto) attua la pirolisi propriamente detta, mentre
un gassificatore in realtà lavorando in presenza di piccole quantità di ossigeno realizza anche una
parziale ossidazione e come tecnologia rappresenta una via di mezzo tra l'inceneritore e il
pirolizzatore.
Uno dei maggiori problemi legati alla produzione di energia basata sui prodotti della pirolisi è la
qualità di detti prodotti, che non ha ancora raggiunto un livello sufficientemente adeguato con

riferimento alle applicazioni, sia con turbine a gas sia con motori diesel. In prospettiva, anche con
riferimento alle taglie degli impianti, i cicli combinati ad olio pirolitico appaiono i più promettenti,
soprattutto in impianti di grande taglia, mentre motori a ciclo diesel, utilizzanti prodotti di pirolisi,
sembrano più adatti ad impianti di piccola potenzialità.
Le caldaie a letto fluido sono complesse e dispendiose, ma permettono la riduzione degli
inquinanti e presentano un elevato rendimento di combustione.
Esistono molte tecnologie particolari: il sistema Thermofuel, ad esempio, permette di ottenere, a
partire dalla plastica, gasolio sintetico attraverso pirolisi condotta a temperature più basse (370-
420 °C). La pirolisi può essere anche utilizzata come parte integrante di altri processi quali il
trattamento meccanico-biologico e la digestione anaerobica.
Gassificatore
Per gassificatore (da non confondersi con rigassificatore) si intende un impianto che a partire da
vari materiali (fra cui determinati tipi di rifiuti) ricava combustibili gassosi impiegabili per la
produzione di energia. Vengono spesso proposti come alternativa agli inceneritori.
I gassificatori sfruttano la dissociazione molecolare, definita pirolisi, usata per convertire
direttamente i materiali organici in gas, appunto, mediante riscaldamento in presenza di ridotte
quantità di ossigeno: essi sono completamente distrutti scindendone le molecole, generalmente
lunghe catene carboniose, in molecole più semplici di monossido di carbonio, idrogeno e metano,
che formano un "gas di sintesi" (syngas), a sua volta formato da due componenti, il "char" ed il
"tar", il primo è un gas combustibile costituito in gran parte da metano e monossido di carbonio il
secondo, totalmente inutile per la combustione e dannoso per gli impianti, da idrocarburi
aromatici di tipo catramoso, anidride carbonica e nanoparticolato. L'impatto ambientale di un
gassificatore aumenta all'aumentare della percentuale di tar all'interno del syngas, la cui presenza
dipende da molteplici fattori, quali la temperatura di combustione, la pressione nel reattore ed il
tipo di combustibile utilizzato.
A differenza dei pirolizzatori, i quali attuano la pirolisi in senso stretto, ovvero in totale assenza di
ossigeno, i gassificatori operano invece in presenza di piccole quantità di tale elemento
producendo anche una ossidazione parziale; in relazione al tipo di processo utilizzato, i
gassificatori possono considerarsi come una tecnologia intermedia tra l'incenerimento e la pirolisi
propriamente detta. Le applicazioni più diffuse e collaudate riguardano specifiche tipologie di
rifiuti, quali ad esempio scarti di cartiera, pneumatici, plastiche, biomasse (scarti vegetali, legno,
sansa di olive, ecc).
Alcuni produttori di impianti affermano di poter trattare anche rifiuti urbani indifferenziati senza
alcun genere di pretrattamento, ma, mentre nei casi appena citati, conoscendo molto bene il
combustibile introdotto, è possibile tenere sotto controllo la reazione di gassificazione, e quindi la
quantità di tar, anidride carbonica ed ossidi d'azoto emessi, nel caso della combustione di rifiuti

solidi urbani non si è in grado (o lo si è in maniera molto minore) di determinare la composizione
del syngas e la presenza di inquinanti al suo interno.
Se si trattano biomasse, l'energia imprigionata attraverso la fotosintesi clorofilliana in tali sostanze
organiche può così essere liberata o bruciando il gas di sintesi (syngas) in una camera di
combustione a contatto con una caldaia per sfruttarne il calore o alimentare una turbina a vapore,
o usandolo come combustibile per sistemi turbogas e motori a scoppio, o ricavandone idrogeno da
usare poi in pile a combustibile per produrre elettricità. Questo gas può essere successivamente
utilizzato per produrre energia elettrica (con rendimenti da due a tre volte più alti di un comune
inceneritore) nonché ovviamente calore. Il syngas combusto è ricchissimo di inquinanti quali ossidi
d'azoto (ed in parte di zolfo) ed inquinanti organici e deve, quindi, essere sottoposto a trattamenti
per l'abbattimento di queste sostanze, mediante reagenti quali ammoniaca, bicarbonato e forti
getti d'acqua, dopodiché solitamente viene filtrato attraverso filtri a maniche prima di poter
essere immesso in atmosfera. Tutti questi trattamenti non possono, però abbattere le quantità di
nanoparticolato emesse, in quanto nessun sistema di filtraggio è ancora in grado di arrestare
questo tipo di particelle.
Le emissioni sono molto variabili a seconda della tecnologia e dell'impianto.
Gli impianti si possono differenziare in base alle temperature di reazione, quelli che operano ad
una temperatura più alta di 1000 °C svolgono la reazione in modo più rapido, quelli che operano a
temperature più basse 350-600 °C, hanno tempi di reazione molto lunghi, anche di 24 ore.
Nel caso dell'impianto islandese di Husavik, che opera a temperature inferiori ai 400 °C
(permettendo fra l'altro la completa autonomia di funzionamento, in quanto per raggiungere
questa temperatura si usa parte del gas di sintesi prodotto), alla fine del processo rimangono
ceneri per il 3% della massa immessa, mentre dal lato delle emissioni, in particolare:
• la bassa temperatura riduce di oltre cento volte l'emissione di polveri sottili (e in
particolare è ridotta la produzione di nanopolveri, che si formano soprattutto ad alte
temperature in presenza di forti turbolenze), la cui produzione si concentra nella fase della
combustione, in cui può però essere limitata grazie alla purezza del gas ottenuto;
• gli ossidi di azoto sono ridotti perché nella combustione l'idrogeno ne sequestra i
precursori;
• i metalli pesanti sono ridotti notevolmente, perché data la bassa temperatura ne è ridotta
la sublimazione e la liberazione nell'aria sotto forma di piccole impurità;
• la concentrazione di diossine e furani è inferiore ai livelli misurabili: la cinetica di reazione
che negli inceneritori porta alla formazione di diossine, non interviene alle normali
temperature d'esercizio (la diossina si forma soprattutto fra i 400 e gli 800 °C), senza
contare che l'alta efficienza della combustione abbassa la quantità di composti organici
necessari alla loro formazione.
Il rendimento energetico totale (elettricità + calore) di tali impianti è dichiarato attorno al 70% ed
è gestibile in modo molto più flessibile rispetto ad un inceneritore. Si può infatti scalare, a seconda
della necessità e della stagione da un 60% elettrico + 10% termico ad un 20% elettrico + 50%
termico. Viceversa un inceneritore è molto più rigido ed in ogni caso la produzione elettrica a
stento supera il 25% anche nelle migliori condizioni. I rendimenti di entrambe le tipologie di
impianti ovviamente salgono molto se si ha la possibilità di sfruttare il calore in una rete di
teleriscaldamento.
Un classico processo di gassificazione dei rifiuti è quello basato sull'utilizzo di un reattore HTCW
(High Temperature Conversion of Waste): produce la dissociazione molecolare a una temperatura
di 2700 °C, mentre le ridotte quantità di ossigeno impediscono la combustione favorendo
piuttosto un processo di ossidazione parziale che trasforma il carbonio in CO e produce H2. Le
diossine, i furani e altri inquinanti correlati, in queste condizioni subiscono scissione in composti
non nocivi. Rispetto a un classico inceneritore, le emissioni di polveri ed inquinanti gassosi (gas
acidi, CO ecc.) risultano variabili in funzione della tecnologia utilizzata e comunque minori, mentre
il livello di metalli pesanti è sostanzialmente identico ma il mercurio può anche essere maggiore
(in particolare in funzione del tipo di rifiuti trattati, ad esempio plastiche e pneumatici hanno
emissioni diverse da biomasse legnose): si veda la voce inceneritore per un confronto. La frazione
minerale viene trasformata in una fase vetrosa che trova uso in svariate applicazioni.
Torcia al plasma
Un processo di gassificazione differente adotta come fonte di calore una torcia al plasma,
originariamente sviluppata per la Nasa allo scopo di mettere alla prova i materiali realizzati per
resistere alle altissime temperature cui sono sottoposte le navicelle spaziali al rientro
nell'atmosfera a causa dell'attrito. Il plasma generato dalla torcia comprende gas ionizzato a
temperature comprese fra i 7000 e i 13000 °C: l'elevatissima quantità di energia, applicata ai
rifiuti:
• decompone le molecole organiche (in una zona di reazione dove la temperatura va dai
3000 ai 4000 °C), che, con l'aggiunta di vapore d'acqua, producono così un gas di sintesi
composto di idrogeno (53%) e monossido di carbonio (33%), nonché anidride carbonica,
azoto molecolare e metano (recuperato per produrre elettricità);
• fonde i materiali inorganici e li trasforma in una roccia vetrosa simile alla lava, totalmente
inerte e non nociva, che può essere usata come materiale da costruzione (in questo modo
non può essere recuperato il materiale ferroso o l'alluminio come con le scorie degli
inceneritori). In questa "lava" sono totalmente conglobati e quindi resi inerti tutti i metalli
pesanti, perciò non si hanno ceneri volanti che li contengano. Tuttavia, si ipotizza che in
procedimenti come questo si producano enormi quantità di nanopolveri, anche se non ci
sono studi sulla loro effettiva composizione e sono rarissimi quelli sulla dispersione
nell'ambiente.
Questi sono gli unici scarti: il tipo di combustione non permette la produzione di nessun composto
tossico o pericoloso come diossine, furani o ceneri. Per questo un reattore al plasma può trattare
pneumatici, PVC, rifiuti ospedalieri e altri rifiuti industriali con emissioni minori di un normale
inceneritore.

Secondo alcune fonti l'adozione di questa tecnologia sarebbe relativamente economica: circa il 20-
40% in meno di un termovalorizzatore di ultima generazione per costi di costruzione e gestione, a
parità di produzione netta di energia, nonostante la generazione di plasma a 7000-13000 C°
comporti come ovvio elevatissimi consumi energetici;[6] non risultano tuttavia impianti di questo
genere per i rifiuti urbani, ma solo per lo smaltimento dei rifiuti tossici come ceneri volanti da
inceneritori, residui amiantiferi e PCB, mentre – come si è detto a proposito delle scorie – sono
allo studio applicazioni della tecnologia della torcia al plasma per la loro vetrificazione, che
risolverebbero un problema piuttosto grave degli inceneritori (cioè lo smaltimento delle scorie
pesanti, che sono rifiuti pericolosi). La convenienza di questa operazione dipende dai consumi
energetici del processo, come visto elevati, e dall'uso che si può fare del materiale ottenuto.
A proposito del secondo aspetto, secondo uno studio del Politecnico di Torino nell'impianto pilota
di Treviso, le tecnologie attuali permettono di usarlo per produrre piastrelle vetroceramiche di
qualità e ottimo materiale da costruzione, a partire da una sostanza vetrosa composta
prevalentemente di SiO2, Al2O3, Na2O, CaO e Fe2O3 e di volume minore del 70% rispetto alle scorie
di partenza (dall'inceneritore di Vercelli), contenenti principalmente ossidi di silicio, calcio, sodio,
alluminio e ferro, oltre che vari inquinanti (eliminati dal processo, come previsto).