global supply chain - carnegie mellon universityegon.cheme.cmu.edu/ewo/docs/ewo_you.pdf · dp;...
TRANSCRIPT

Enterprise-Wide Optimization Seminar
Integration of Supply Chain Design and Operation with Stochastic Inventory Management
Fengqi You and
Ignacio E. GrossmannCenter for Advanced Process Decision-making
Department of Chemical EngineeringCarnegie Mellon University
October 20, 2009

2Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
(*U.S. Census Bureau, “Manufacturing and Trade Inventories and Sales in U.S.”, August 2009; Smartops, S. Tayur, 2005)
Motivation•
Inventory is everywhere
•
A fact about U.S. inventories*Total value: $1.4 trillion (≈ 10% U.S. GDP)Estimated inefficiency: 50+ %Economic opportunity:
$700+ billion
•
Optimizing inventories across the entire Supply ChainWhich location and chemical to stock? –
Supply Chain Design & Operation
How much in each location under uncertainty? –
Stochastic Inventory
•
Objective: develop optimization models and methods
for integration of supply chain design and operation with stochastic inventory

3Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
•
Modeling the Stochastic Inventory SystemsDealing with uncertain customer demand and
uncertain supply
Uncertain lead time
and service level for multi-echelon systemsPotential saving by risk-pooling
•
Integrating Inventory Model with Supply Chain Design & OperationDifferent time scales: operational vs. strategicModeling the timing relationship
and demand uncertainty quantification
Measure of supply chain responsiveness•
Computational Challenge
Always leads to
Non-convex mixed-integer nonlinear program
(MINLP)−
That is why the integration has not been addressed. But, we like
MINLP !
Solving large-scale industrial size problems
Challenges
4Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
•
Review of Stochastic Inventory ModelsInventory control policies and modelsSingle-stage stochastic inventory systemMulti-echelon stochastic inventory system
•
Supply Chain Design with Stochastic InventoryIntegrating facility location with inventory managementSupply chain design with multi-echelon inventoryResponsive supply chain with stochastic inventory
•
Process Planning under Supply and Demand UncertaintyStochastic programming models and algorithmsSimulation framework, risk managementCase study with 12,000 uncertain
parameters
Time
Inve
ntor
y
Review period p
Inventory on hand
Lead time l
Safety Stock
Pipeline Inventory
Place orderPlace order
Inventory position
Receive order
Receive order
Outline
0
2
4
6
8
10
12
14
16
18
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18Maximum Guaranteed Service Time of Markets (days)
Tot
al S
afet
y St
ocks
(Kto
n)
$62
$64
$66
$68
$70
$72
$74
Tot
al C
ost (
10^6
$)
Total Safety StockTotal Cost
38
3
4
1
5
8
12 13
16
17
32
28
H
Supplier
F
I
R
Market
Market
Market
Market
Market
Market
Market
Market
T
Supplier
Supplier
Market
Supplier
B
C
D
Supplier
E
A
M
G
J
O
Q
P
N
S
K
Supplier
Supplier
Supplier
Supplier
14 MarketL
Acetylene
Propylene
Benzene
Nitric Acid
Acetaldehyde
Acrylonitrile
Phenol
Acetone
Cumene
Ethylene
Carbon Monoxide
Methanol
Ethylbenzene
NaphthaChlorobenzene
Styrene
Ethanol
Ethylene Glycol
Acetic Acid
Byproducts

5Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
•
Review of Stochastic Inventory ModelsInventory control policies and modelsSingle-stage stochastic inventory systemMulti-echelon stochastic inventory system
•
Supply Chain Design with Stochastic InventoryIntegrating facility location with inventory managementSupply chain design with multi-echelon inventoryResponsive supply chain with stochastic inventory
•
Process Planning under Supply and Demand UncertaintyStochastic programming models and algorithms Simulation framework, risk managementCase study with 12,000 uncertain parameters
Time
Inve
ntor
y
Review period p
Inventory on hand
Lead time l
Safety Stock
Pipeline Inventory
Place orderPlace order
Inventory position
Receive order
Receive order
Outline

6Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Stochastic Inventory System
TimeSafety Stock
Reorder PointOrder placed
Lead Time
ReplenishmentInventory
Review of Stochastic Inventory Models

7Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Inventory Profile with Safety Stocks
Maximum Inventory
Safety Stock
Time
Inventory
Cycle Inventory
Average Inventory
• Inventory System under Demand Uncertainty• Total Average Inventory = Cycle Inventory + Safety Stock
Review of Stochastic Inventory Models

8Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Inventory Control Policy
• What is an Inventory Policy?Determines when to re-order and how much to re-orderDecisions about inventory level and service level
• Periodical Review – Base-Stock PolicyInventory level is checked at regular periodic intervals (e.g. daily)Each time place an order
to bring inventory position
up to S
Inventory position = inventory on-hand + inventory in-transit• Continuous Review – (Q, r) Policy
inventory level is continuously trackedWhen inventory level falls to r, order for quantity of QSame as base-stock policy, when r+Q=S
Review of Stochastic Inventory Models

9Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Time
Inventory on-hand
Review period pReview period p
Inventory position
Base-Stock Level S
Place order
Receive order
Lead time l
Constant Demand Rate = D
Base-stock Inventory PolicyInventory
• Inventory position = inventory on-hand + inventory in-transit• Base-stock level is not a “physical” stock level in the storage facility
Safety Stock
Review of Stochastic Inventory Models

10Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
constant demand rate = D
replenishment arrive
Time
Inventory
Place order cycle stock
p p
Place order
Place order
p
Inventory on hand
• Base-stock inventory system under deterministic demandOrder quantity: demand over the review period (p)Expected order quantity = Dp; cycle stock = Dp/2
Deterministic Base-stock Inventory SystemReview of Stochastic Inventory Models

11Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
TimeLead Time
Order Quantity
(Q)
Reorder Point
(r)
Order placed
ReplenishmentInventory
Safety Stock
(Q, r) Inventory Policy
Reorder Point = Expected Demand over Lead Time + Safety Stock
Review of Stochastic Inventory Models
12Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
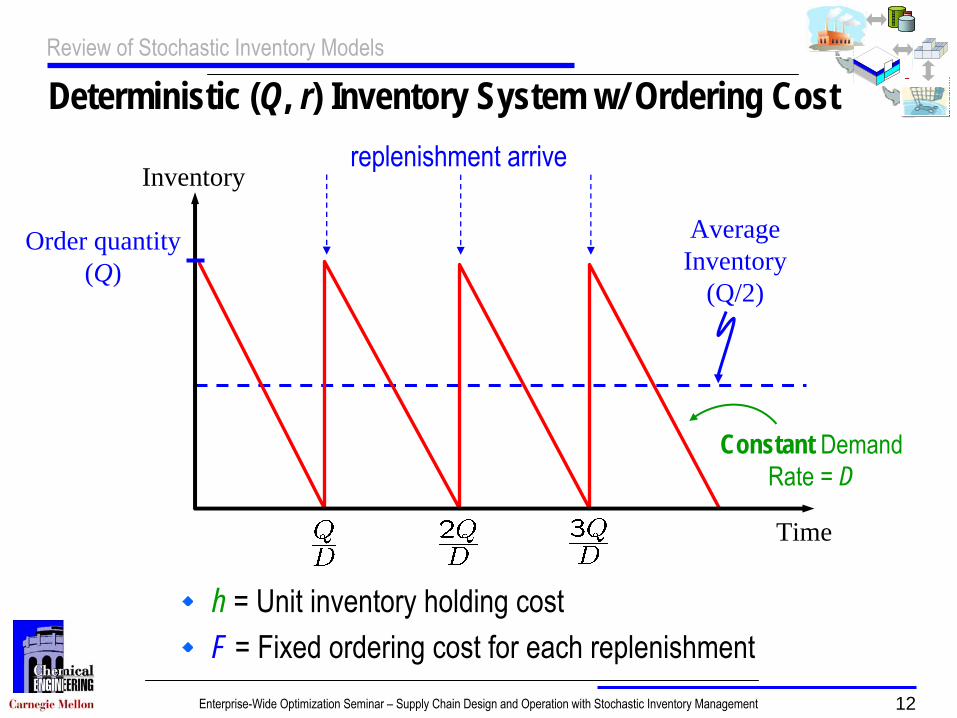
Deterministic (Q, r) Inventory System w/ Ordering Cost
Average Inventory
(Q/2)
Order quantity (Q)
h = Unit inventory holding costF = Fixed ordering cost for each replenishment
Constant Demand Rate = D
replenishment arrive
Time
Inventory
Review of Stochastic Inventory Models
13Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
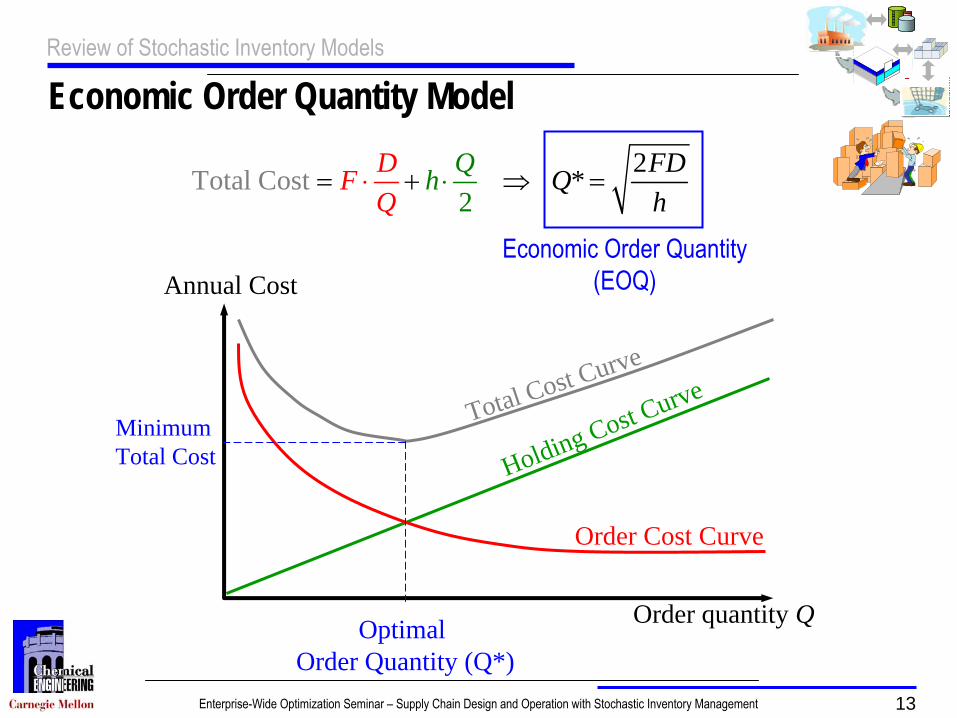
Economic Order Quantity Model
Total Cost 2 * 2Qh FDQD
Q hF= + ⇒ =⋅⋅
Holding Cost CurveTotal Cost Curve
Order Cost Curve
Order quantity Q
Annual Cost
Optimal Order Quantity (Q*)
Minimum Total Cost
Economic Order Quantity (EOQ)
Review of Stochastic Inventory Models

14Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Safety Stock
• Single-Stage Inventory
i - 1 i i + 1• Multi-Echelon InventoryGuaranteed service approach
Safety Stocks
(Graves, 1988; Zipkin, et al. 2000; Graves & Willem, 2000, 2005)
D: ton
d: ton/day
Net lead time
Review of Stochastic Inventory Models

15Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Guaranteed Service Approach
Each stage has an order processing time T and a service time SOrder processing time T −
Summation
of all the deterministic
times
unrelated to replenishment
−
Including transportation time, process/production time, review period−
Can be calculated directly or given parameter
Service time S (response time to orders)−
By time S, all the demand from downstream will be satisfied
−
A variable for all stages except the last one−
The last stage’s service time
can be a measure of responsiveness
Review of Stochastic Inventory Models
i - 1 i i + 1

16Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Timing Relationship in Guaranteed Service Approach
Net Lead Time
at stage i:
NLTi = Si-1 + Ti – Si
If
Si = Si-1 + Ti (NLTi =0)−
“Pull”
system, zero inventory, just in time, make-to-order
If Si = 0−
“Push”
system, immediate order fulfillment, make-to-stock
Review of Stochastic Inventory Models
i - 1 i i + 1

17Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Risk-Pooling Effect• Single facility:
• Centralized system:Several facilities share common inventoryIntegrated demand
• Distributed system:Each facility maintains its own inventoryDemand for each facility
is
Inventory Facility
Inventories Facility
Inventory
Facility
(Eppen, 1979)
Review of Stochastic Inventory Models

18Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Example: Risk-Pooling
• Before risk-pooling (distributed system):
• After risk-pooling (centralized system):
• If we have 100 facilities
with i.i.d. random demand
Risk-pooling can save 90% safety stocks
Review of Stochastic Inventory Models

19Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
•
Review of Stochastic Inventory ModelsInventory control policies and modelsSingle-stage stochastic inventory systemMulti-echelon stochastic inventory system
•
Supply Chain Design with Stochastic InventoryIntegrating facility location with inventory managementSupply chain design with multi-echelon inventoryResponsive supply chain with stochastic inventory
•
Process Planning under Supply and Demand UncertaintyStochastic programming models and algorithms Simulation framework, risk managementCase study with 12,000 uncertain parameters
Outline
0
2
4
6
8
10
12
14
16
18
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18Maximum Guaranteed Service Time of Markets (days)
Tot
al S
afet
y St
ocks
(Kto
n)
$62
$64
$66
$68
$70
$72
$74
Tot
al C
ost (
10^6
$)
Total Safety StockTotal Cost

20Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
SC Design with Single-Stage Stochastic Inventory• Given: A supply chain superstructure
Including fixed suppliers, retailers and potential DC locationsEach retailer has uncertain
demand, using (Q,
r) policy
Assume all DCs have identical lead time L (lumped to one supplier)
Suppliers RetailersDistribution Centers
(Daskin et al., 2002; Shen et al., 2003; You & Grossmann, 2008)
Supply Chain Design with Single-Stage Stochastic Inventory
21Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
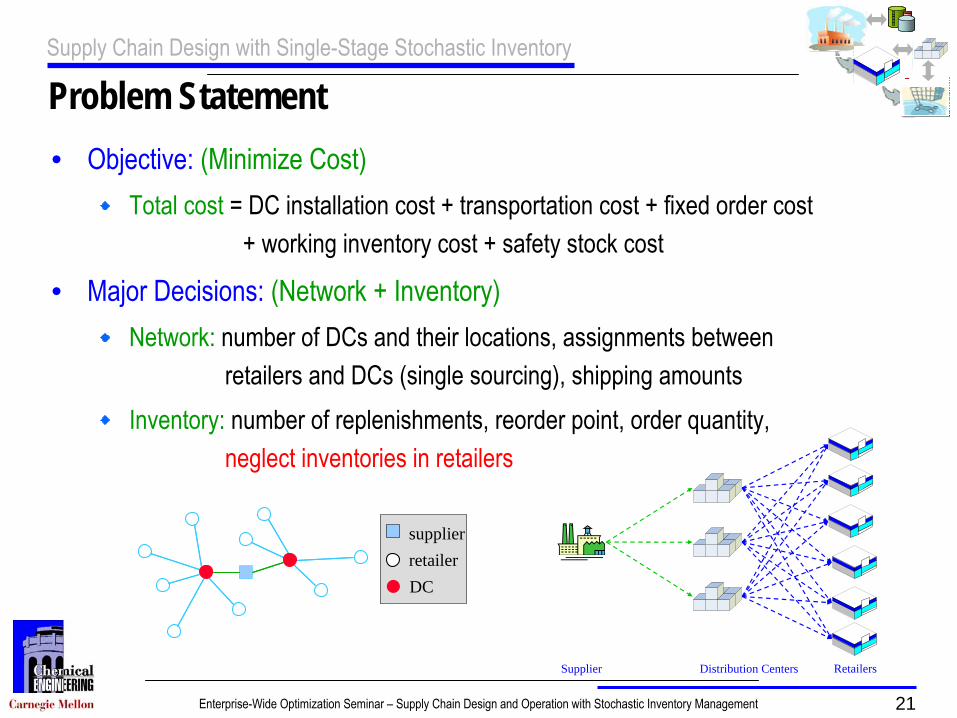
Problem Statement• Objective: (Minimize Cost)
Total cost
= DC installation cost + transportation cost + fixed order cost + working inventory cost + safety stock cost
• Major Decisions: (Network + Inventory)Network:
number of DCs and their locations, assignments between
retailers and DCs (single sourcing), shipping amountsInventory:
number of replenishments, reorder point, order quantity, neglect inventories in retailers
retailersupplier
DC
Supplier RetailersDistribution Centers
Supply Chain Design with Single-Stage Stochastic Inventory

22Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Economic Order Quantity (EOQ) Model
Annual EOQ cost at a DC:
ordering cost transportation cost cycle stock cost
v(x)= g + ax
Supply Chain Design with Single-Stage Stochastic Inventory

23Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Working Inventory Cost
The
optimal number of replenishments
is:
The
optimal annual transportation, ordering and cycle stock
cost:
Annual EOQ
cost at a DC:
ordering cost transportation cost cycle stock cost
Convex Function of n
Supply Chain Design with Single-Stage Stochastic Inventory

24Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Safety Stock Cost for DCs
•
Demand at retailer i ~ N(μi , σ2i )
• Centralized
system (risk-pooling)
•
Expected annual cost of safety stock at a DC is:
where za is the standard normal deviate for which
Reorder Point(ROP)
Time
Inve
ntor
y Le
vel
Lead Time
Supply Chain Design with Single-Stage Stochastic Inventory

25Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
INLP Model Formulationretailersupplier
DC
DC – retailer transportation
Safety Stock
EOQ
DC installation cost
Supplier RetailersDistribution Centers
Assignm
ents
Nonconvex INLP(Daskin, et al., 2002; Shen, et al., 2003; You & Grossmann, 2008)
YijXj
Supply Chain Design with Single-Stage Stochastic Inventory

26Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Illustrative Example• Small Scale Example
A supply chain includes 3 potential DCs and 6 retailers
(pervious slide)Different weights for transportation (β) and inventory (θ)
β = 0.01, θ = 0.01 β = 0.1, θ = 0.01 β = 0.01, θ = 0.1
• Model Size for Large Scale Problem INLP
model for 150 potential DCs and 150 retailers has 22,650 binary variables
and 22,650 constraints – need effective algorithm to solve it …
Supply Chain Design with Single-Stage Stochastic Inventory
27Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
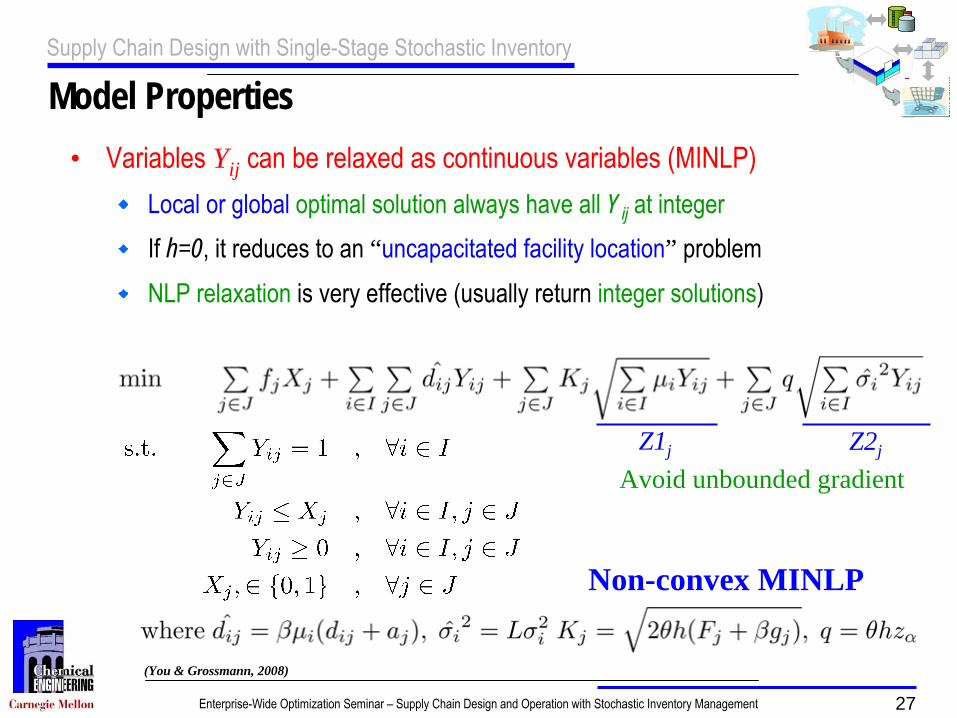
Model Properties
Non-convex MINLP
Avoid unbounded gradient
• Variables Yij can be relaxed as continuous variables (MINLP)Local or global
optimal solution always have all Yij at integer
If h=0, it reduces to an “uncapacitated facility location” problemNLP relaxation
is very effective (usually return integer solutions)
Z1j Z2j
(You & Grossmann, 2008)
Supply Chain Design with Single-Stage Stochastic Inventory
28Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
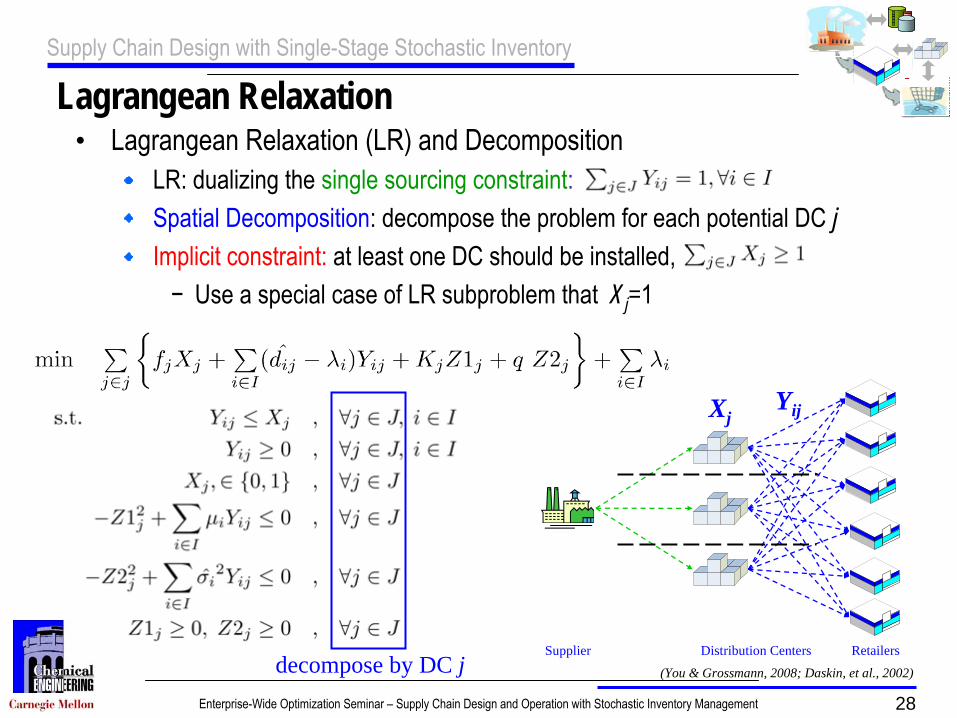
Lagrangean Relaxation
Supplier RetailersDistribution Centers
• Lagrangean Relaxation (LR) and DecompositionLR: dualizing the single sourcing constraint:Spatial Decomposition: decompose the problem for each potential DC jImplicit constraint:
at least one DC should be installed,
−
Use a special case of LR subproblem that Xj =1
decompose by DC j
YijXj
(You & Grossmann, 2008; Daskin, et al., 2002)
Supply Chain Design with Single-Stage Stochastic Inventory

29Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Computational Results
No. Retailers β θ
Lagrangean Relaxation BARON (global optimum)
Upper Bound
Lower Bound Gap Iter. Time (s) Upper
BoundLower Bound Gap
88 0.001 0.1 867.55 867.54 0.001 % 21 356.1 867.55* 837.68 3.566 %
88 0.001 0.5 1230.99 1223.46 0.615 % 24 322.54 1295.02* 1165.15 11.146 %
88 0.005 0.1 2284.06 2280.74 0.146 % 55 840.28 2297.80* 2075.51 10.710 %
88 0.005 0.5 2918.3 2903.38 0.514 % 51 934.85 3022.67* 2417.06 25.056 %
150 0.001 0.5 1847.93 1847.25 0.037 % 13 659.1 1847.93* 1674.08 10.385 %
150 0.005 0.1 3689.71 3648.4 1.132 % 53 3061.2 3689.71* 3290.18 12.143 %
• Case 2: 88 ~150 retailers and potential DCsFor the maximum problem with 150 retailers and 150 potential DCs−
The INLP has 22,650 bin. var., 22,650 constraints
−
The MINLP has 150 bin. var., 22,800 cont. var., 22,800 constraints
* Suboptimal solution obtained with BARON for 10 hour limit.
Supply Chain Design with Single-Stage Stochastic Inventory

30Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Tank Sizing – Vehicle Routing under Uncertainty
• No ordering cost
for replenishments, the optimal interval T comes from the tradeoff between inventory and
routing
• Required tank size ≥ max. inv. = Safety Stock + demand rate× T
Max. Inv.
Safety Stock
Time
Inven
tory
Replenishment Interval T
working inventory
Constant demand
rate
(You et al., 2009)

31Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
• Given: A supply chain superstructurePlants, potential DC locations and markets (with uncertain demand)Both DCs and markets hold inventories (three-echelon stochastic inventory)Use guaranteed service approach to model the multi-echelon inventory system
Plants MarketsDistribution Centers
(You & Grossmann, 2009)
Supply Chain Design with Multi-Echelon Stochastic InventorySupply Chain Design with Multi-Echelon Stochastic Inventory

32Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Non-Convex Mixed-Integer Nonlinear ProgramLinearization
Network Structure
kPlants
i DCs
j Market
k(You & Grossmann, 2009)
min: Total Cost = Investment cost + transportation cost + pipeline & cycle stock cost + safety stock cost
(P)
YjXij
Zjk
Guaranteed Service Time
(GST)
Supply Chain Design with Multi-Echelon Stochastic Inventory

33Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Example 1•
Small Size Liquid Oxygen Supply Chain Example
Including 2 plants, 3 potential DCs and 6 markets (97.5% service level)Vendor-managed inventory, both DCs and customers hold inventory
•
Remark : It is important to integrate inventory in the SC designSignificant change of SC structure after integrating inventoryRisk-pooling effect leads to reduction in the optimal DC number
Plants CustomersDistribution centers
SuperstructurePlants CustomersDistribution centers
257 L/day
86 L/day
194 L/day
75 L/day
292 L/day
95 L/day
387 L/day
343 L/day
269 L/day
Optimal network w/o
inventory costPlants CustomersDistribution centers
257 L/day
86 L/day
194 L/day
75 L/day
292 L/day
95 L/day
462 L/day
537 L/day
Optimal network w/
inventory cost
Supply Chain Design with Multi-Echelon Stochastic Inventory

34Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Optimal Solution of Example 1
3 days
Service time of DC1 = 5 days(Net lead time of DC1 = 0)
Net lead time of Customer1 & 2 = 7 days
Guaranteed service time of Plant2
2 days
2 days
3 days Customer 3
Customer 2
Customer 1
2 days
Net lead time of Customer3 = 8 days
Order processing time from Plant2 to DC1
Order processing time from DC1 to customers
2 days
Service time of DC3 = 4 days(Net lead time of DC3 = 0)
Net lead time of Customer5 & 6 = 6 days
Guaranteed service time of Plant1
2 days
2 days
3 days
Customer 6
Customer 5
Customer 4
2 days
Net lead time of Customer4 = 7 days
Order processing time from Plant1 to DC3
Order processing time from DC3 to customers
Plants CustomersDistribution centers
257 L/day
86 L/day
194 L/day
75 L/day
292 L/day
95 L/day
462 L/day
537 L/day
1
2
3
4
5
6
Supply Chain Design with Multi-Echelon Stochastic Inventory
2 days
3 days
5 days
4 days
2 days
2 days
2 days
2 days
3 days
3 days
1
3
1
2

35Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Problem SizesPlant i DC j Market k # of Disc. Var. # of Cont. Var. # of Constraints
2 3 6 27 124 2563 3 4 24 185 2102 20 20 460 2,480 5,3005 30 50 1,680 13,640 33,19010 50 100 5,550 70,250 185,35020 50 100 6,050 120,250 335,3503 50 150 7,700 52,800 120,45015 100 200 21,600 380,500 1,040,700
•
Non-convex Mixed-Integer Nonlinear Program (MINLP)Large scale instances cannot
be globally optimized
directly
Need an efficient algorithm for solution
Supply Chain Design with Multi-Echelon Stochastic Inventory

36Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
No
Initialization
Convergence ? Yes Stop
Solve the | j | MILP relaxation of LR subproblems of (AP) under Yj =1,
set Vj as the optimal objective
Update subgradients
Solve reduced (P) for UB
Update LB
NoYes
Fixed 0-1 variables
(You & Grossmann, 2009)
Plants i Markets kDCs j
Supply Chain Design with Multi-Echelon Stochastic Inventory
LR Algorithm

37Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Computational Results
Plant i
DC j
Market k
Proposed Algorithm Global OptimizerSolution ($) CPU (s) Gap Solution ($) CPU (s) Gap
2 3 6 152,107 10 0% 152,107 12 0%2 20 20 1,776,969 175 0% 2,490,148 360,000 62.9%5 30 50 4,417,353 3,279 0.3% --- 360,000 ---10 50 100 7,512,609 14,197 0.1% --- 360,000 ---20 50 100 5,620,045 27,748 0.4% --- 360,000 ---3 50 150 12,291,296 16,112 0.1% --- 360,000 ---15 100 200 23,565,443 35,612 0.0% --- 360,000 ---
•
The proposed algorithm is very efficientMuch faster than BARON (currently best
general global optimization software)
Can solve very large scale problems with small global optimality
gap
With BARON for 100 hours No solution was returned
Supply Chain Design with Multi-Echelon Stochastic Inventory

38Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
•
Review of Stochastic Inventory ModelsInventory control policies and modelsSingle-stage stochastic inventory systemMulti-echelon stochastic inventory system
•
Supply Chain Design with Stochastic InventoryIntegrating facility location with inventory managementSupply chain design with multi-echelon inventoryResponsive supply chain with stochastic inventory
•
Process Planning under Supply and Demand UncertaintyStochastic programming models and algorithmsSimulation framework, risk managementCase study with 12,000 uncertain
parameters
Outline
38
3
4
1
5
8
12 13
16
17
32
28
H
Supplier
F
I
R
Market
Market
Market
Market
Market
Market
Market
Market
T
Supplier
Supplier
Market
Supplier
B
C
D
Supplier
E
A
M
G
J
O
Q
P
N
S
K
Supplier
Supplier
Supplier
Supplier
14 MarketL
Acetylene
Propylene
Benzene
Nitric Acid
Acetaldehyde
Acrylonitrile
Phenol
Acetone
Cumene
Ethylene
Carbon Monoxide
Methanol
Ethylbenzene
NaphthaChlorobenzene
Styrene
Ethanol
Ethylene Glycol
Acetic Acid
Byproducts

39Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
•
Given:A chemical complex−
A set of dedicated
processes and chemicals
Production capacity and production delayA number of suppliers and markets Service level, mass balance coefficients Unit production, inventory and purchase costDemand uncertainty
(normal distribution)
Supply uncertainty
(maximum service time)•
Determine: (min: total cost)
Production, purchase and sale levelsInventory level of each chemicalSupplier selection, lead time quotation
A Chemical Complex
Stochastic Inventory for Planning under Uncertainty
(You & Grossmann, 2009)
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

40Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Modeling Challenge•
Challenges
Shall we stock all
the feedstocks, intermediates and products?Deal with
demand and supply uncertainty
Handle recycles and by-products•
Approach
Guaranteed service approach + planningQuantifying the uncertain Internal demand−
Modeling the information flow
−
Cramér's
theory & perfect splitting property−
Worst case:
variance-to-mean ratio increases
from downstream to upstream (for processes)−
Ideal case:
variance is averaged when
information transfers to upstream (for chemicals)
Process i
A
j’
A
j…
…
……
1
j
Market l
i’
1
i
……
……
Market 1……
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

41Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
450000
455000
460000
465000
470000
475000
480000
0 1 2 3 4 5 6 7
Iteration
Obj
ectiv
e Fu
nctio
n
Upper BoundLower Bound
•
Solving the Nonconvex MINLPModel Property: Any optimal net lead time must be a multiple
of
the greatest common divisor of all the timing parametersThe reformulated MINLP includes only square root terms
•
Branch & Refine AlgorithmGlobal optimizationPiece-wise linear approximationTakes at most 5 minutesBARON takes 1 hour with suboptimum ( >20% gap)
Branch-and-Refine Algorithm
Computational Challenge
xx
secant
LB1
UB1xx
secant
LB1
UB1
LB2
UB2
xx
secant
LB1
UB1
LB2
UB2
1
2
3
u1u0 u2 u3
β3
α1β2
β1
α2
α3
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

42Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
3 days
GST of chemical A = 3 days(Net lead time of DC3 = 0)
GST of Supplier 1
2 days
Net lead time of Chemical B to Process 3 = 7 days
Production delay of Process 1
8 days
Net lead time of Chemical B to Process 2 = 8 days(GST of Chemical B to Process 2 = 0)
GST of Supplier 2
1 day
GST of Chemical B to Process 3
3 days
Process 3
Process 2
2 days
Production delay of Process 2 & 3
Net lead time of Chemical c to market = 3 days
Example 1 – Timing Relationship & Mass Balance
100
0
30
50
70
0
0
20
40
60
80
100
Cap
acity
Util
izat
ion
(ton
/day
)
1 2 3
Process
Unused CapacityProduction Level
0
200
400
600
800
1000
1200
1400
A B CChemical
Inve
ntor
y L
evel
(ton
)
Cycle StocksSafety Stocks
A complex with 3 processes (1, 2 & 3), 3 chemicals (A, B & C), 2 suppliers and 1 market
Optimal timing relationship
1
2
3
A B C Market
Supplier 2
Supplier 1
Optimal inventory levels
Optimal production levels
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

43Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Example 2 – Centralized vs. Decentralized Inventory
1
2
3
4 5
6
A
B
C
D
E
F
G
Market
Market
I
H
J
Market
Supplier 1
Market
Market
Market
Supplier 2
Supplier 1
Supplier 2
Supplier 1
Supplier 2
Supplier 1
Supplier 2
Acetylene
Propylene
Benzene
Nitric Acid
Acetaldehyde
Acrylonitrile
Isopropanol
Phenol
AcetoneCumene
1
2
3
4 5
6
A1
B1
C
D
E
F1
G
Market
Market
I
H
J1
Market
Supplier 1
Market
Market
Market
Supplier 2
Supplier 1
Supplier 2
Supplier 1Supplier 2
Supplier 1
Supplier 2
A2Supplier 1Supplier 2
B2
B3
Supplier 1Supplier 2
Supplier 1
Supplier 2
J2
F2 Market
Acetylene
Propylene
Benzene
Nitric Acid
Acetaldehyde
Acrylonitrile
Isopropanol
Phenol
AcetoneCumene
Acrylonitrile
Propylene
•
A Complex with 6 processes, 10 chemicals, 2 suppliers and 1 market
Centralization
–
pooling
all
the inventory
of the same chemical in a central stocking locationDecentralization
–
each process hold its own
inventories for feedstocks and products
“Centralized” System
“Decentralized” System
0
100
200
300
400
500
600
700
Acetyle
nePro
pylene
Benzen
eNitr
ic Acid
Acetald
ehyd
eAcry
lonitr
ileIso
propan
olPhen
olAcet
one
Cumene
Centralized Inventory Management
Decentralized Inventory Management
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

44Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
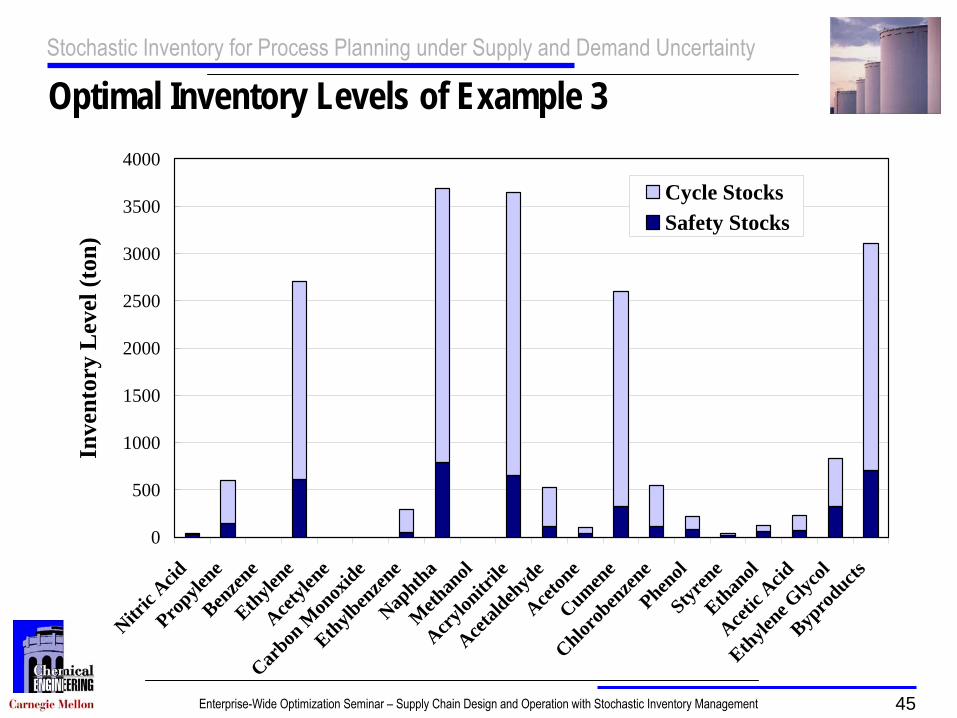
Example 3 – 20 Chemicals & 13 Processes
38
3
4
1
5
8
12 13
16
17
32
28
H
Supplier
F
I
R
Market
Market
Market
Market
Market
Market
Market
Market
T
Supplier
Supplier
Market
Supplier
B
C
D
Supplier
E
A
M
G
J
O
Q
P
N
S
K
Supplier
Supplier
Supplier
Supplier
14 MarketL
Acetylene
Propylene
Benzene
Nitric Acid
Acetaldehyde
Acrylonitrile
Phenol
Acetone
Cumene
Ethylene
Carbon Monoxide
Methanol
Ethylbenzene
NaphthaChlorobenzene
Styrene
Ethanol
Ethylene Glycol
Acetic Acid
Byproducts
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty
45Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Optimal Inventory Levels of Example 3
0
500
1000
1500
2000
2500
3000
3500
4000
Nitric
AcidPro
pylene
Benzen
eEthyle
neAcet
ylene
Carbon
Mon
oxide
Ethylben
zene
Naphtha
Meth
anol
Acrylon
itrile
Acetald
ehyd
eAcet
one
Cumene
Chlorob
enzen
ePhen
olStyr
ene
Ethanol
Acetic
Acid
Ethylene G
lycol
Bypro
ductsIn
vent
ory
Lev
el (t
on)
Cycle StocksSafety Stocks
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

46Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Optimal Production Levels of Example 3
0
50
100
150
200
250
Cap
acity
Util
izat
ion
(ton
/day
)
1 3 4 5 8 12 13 14 16 17 28 32 38Process
Unused CapacityProduction Level
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

47Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Example 4 – 28 Chemicals & 38 Processes
38
D
ASupplier
BSupplier
Supplier
FSupplier
JSupplier
ISupplier
CSupplier
ESupplier
HSupplier
GSupplier
MarketK
MarketL
MarketM
MarketO
MarketQMarketR
MarketS
MarketT
MarketU
MarketV
MarketW
MarketX
MarketY
MarketP
MarketN
MarketZ1
2
3
45
6
7
89
10
AA
AB
29
27
11
12
13
14
15
16
1718
19
20
2122
23
24 25
26
28
30
31
32
33
3435
37
36
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

48Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
0
2
4
6
8
10
12
14
16
18
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50Maximum guaranteed service time to the market (day)
Tot
al in
vent
ory
(10^
3 to
n)
330
340
350
360
370
380
390
400
Tot
al d
aily
cos
t (10
^3 $
/day
)
Total InventoryTotal Daily Cost
Pareto Optimal Curve of Example 4
Good Choice
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty
MGSTM

49Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Optimal Inventory Levels when MGSTM = 0 day
0
500
1000
1500
2000
2500
3000
3500
4000
Nitr
ic Ac
idPr
opyl
ene
Benz
ene
Ethy
lene
Acet
ylen
e
Carb
on M
onox
ide
Ethy
lben
zene
Naph
tha
Met
hano
lAc
rylo
nitr
ileAc
etal
dehy
deAc
eton
eCu
men
eCh
loro
benz
ene
Phen
olSt
yren
eEt
hano
lAc
etic
Acid
Ethy
lene G
lyco
lBy
prod
ucts
Viny
l Ace
tate
Acet
ic An
hydr
ide
Ethy
lene D
ichlo
ride
Ethy
lene G
lyco
lFo
rmal
dehy
deBy
prod
ucts
Ket
ene
Ethy
lene C
hlor
ohyd
rin
Inve
ntor
y L
evel
(ton
) Cycle StocksSafety Stocks
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

50Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Optimal Inventory Levels when MGSTM = 10 days
0
500
1000
1500
2000
2500
3000
3500
4000
Nitr
ic Ac
idPr
opyl
ene
Benz
ene
Ethy
lene
Acet
ylen
e
Carb
on M
onox
ide
Ethy
lben
zene
Naph
tha
Met
hano
lAc
rylo
nitr
ileAc
etal
dehy
deAc
eton
eCu
men
eCh
loro
benz
ene
Phen
olSt
yren
eEt
hano
lAc
etic
Acid
Ethy
lene G
lyco
lBy
prod
ucts
Viny
l Ace
tate
Acet
ic An
hydr
ide
Ethy
lene D
ichlo
ride
Ethy
lene G
lyco
lFo
rmal
dehy
deBy
prod
ucts
Ket
ene
Ethy
lene C
hlor
ohyd
rin
Inve
ntor
y L
evel
(ton
) Cycle StocksSafety Stocks
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

51Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Optimal Inventory Levels when MGSTM = 20 days
0
500
1000
1500
2000
2500
3000
3500
4000
Nitr
ic Ac
idPr
opyl
ene
Benz
ene
Ethy
lene
Acet
ylen
e
Carb
on M
onox
ide
Ethy
lben
zene
Naph
tha
Met
hano
lAc
rylo
nitr
ileAc
etal
dehy
deAc
eton
eCu
men
eCh
loro
benz
ene
Phen
olSt
yren
eEt
hano
lAc
etic
Acid
Ethy
lene G
lyco
lBy
prod
ucts
Viny
l Ace
tate
Acet
ic An
hydr
ide
Ethy
lene D
ichlo
ride
Ethy
lene G
lyco
lFo
rmal
dehy
deBy
prod
ucts
Ket
ene
Ethy
lene C
hlor
ohyd
rin
Inve
ntor
y L
evel
(ton
) Cycle StocksSafety Stocks
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty
52Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
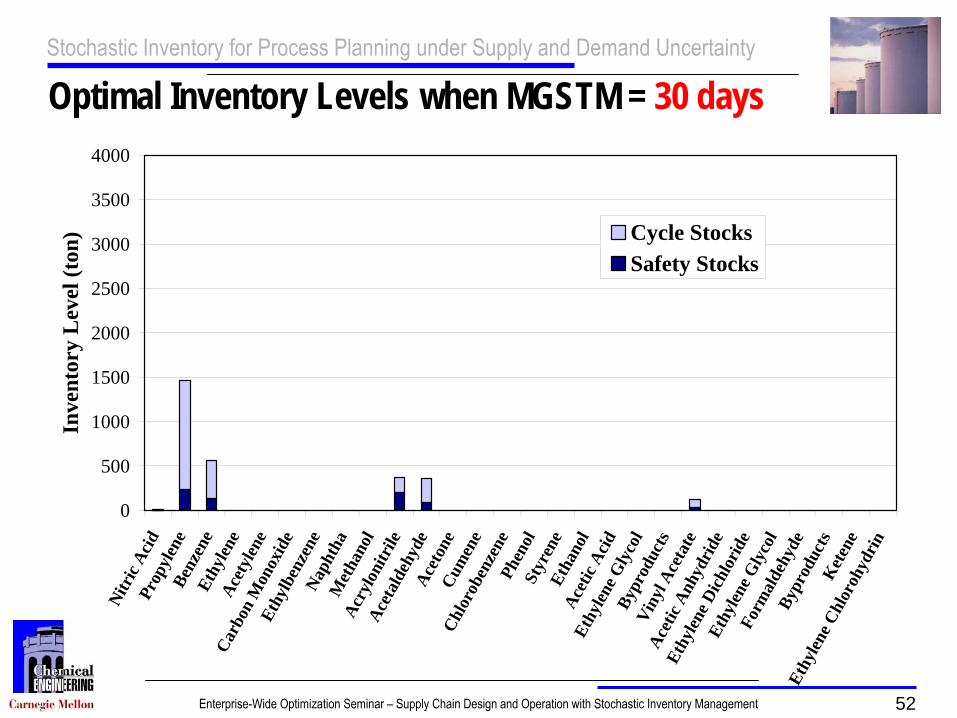
Optimal Inventory Levels when MGSTM = 30 days
0
500
1000
1500
2000
2500
3000
3500
4000
Nitr
ic Ac
idPr
opyl
ene
Benz
ene
Ethy
lene
Acet
ylen
e
Carb
on M
onox
ide
Ethy
lben
zene
Naph
tha
Met
hano
lAc
rylo
nitr
ileAc
etal
dehy
deAc
eton
eCu
men
eCh
loro
benz
ene
Phen
olSt
yren
eEt
hano
lAc
etic
Acid
Ethy
lene G
lyco
lBy
prod
ucts
Viny
l Ace
tate
Acet
ic An
hydr
ide
Ethy
lene D
ichlo
ride
Ethy
lene G
lyco
lFo
rmal
dehy
deBy
prod
ucts
Ket
ene
Ethy
lene C
hlor
ohyd
rin
Inve
ntor
y L
evel
(ton
) Cycle StocksSafety Stocks
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

53Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Optimal Inventory Levels when MGSTM = 40 days
0
500
1000
1500
2000
2500
3000
3500
4000
Nitr
ic Ac
idPr
opyl
ene
Benz
ene
Ethy
lene
Acet
ylen
e
Carb
on M
onox
ide
Ethy
lben
zene
Naph
tha
Met
hano
lAc
rylo
nitr
ileAc
etal
dehy
deAc
eton
eCu
men
eCh
loro
benz
ene
Phen
olSt
yren
eEt
hano
lAc
etic
Acid
Ethy
lene G
lyco
lBy
prod
ucts
Viny
l Ace
tate
Acet
ic An
hydr
ide
Ethy
lene D
ichlo
ride
Ethy
lene G
lyco
lFo
rmal
dehy
deBy
prod
ucts
Ket
ene
Ethy
lene C
hlor
ohyd
rin
Inve
ntor
y L
evel
(ton
) Cycle StocksSafety Stocks
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

54Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Optimal Inventory Levels when MGSTM = 50 days
0
500
1000
1500
2000
2500
3000
3500
4000
Nitr
ic Ac
idPr
opyl
ene
Benz
ene
Ethy
lene
Acet
ylen
e
Carb
on M
onox
ide
Ethy
lben
zene
Naph
tha
Met
hano
lAc
rylo
nitr
ileAc
etal
dehy
deAc
eton
eCu
men
eCh
loro
benz
ene
Phen
olSt
yren
eEt
hano
lAc
etic
Acid
Ethy
lene G
lyco
lBy
prod
ucts
Viny
l Ace
tate
Acet
ic An
hydr
ide
Ethy
lene D
ichlo
ride
Ethy
lene G
lyco
lFo
rmal
dehy
deBy
prod
ucts
Ket
ene
Ethy
lene C
hlor
ohyd
rin
Inve
ntor
y L
evel
(ton
) Cycle StocksSafety Stocks
Stochastic Inventory for Process Planning under Supply and Demand Uncertainty

55Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Conclusions
•
Concluding RemarksIntegrated models
for supply chain design and operation with stochastic
inventory management under demand and supply uncertainty
Effective algorithm
based on Lagrangean relaxation and/or piecewise linear approximation and for global optimization
•
Future ExtensionsIntegration with planning & scheduling
under uncertainty
Integration with (production & storage) capacity
planning
Integration with multi-site planning
under uncertainty
??? (– your comments & suggestions here)

56Enterprise-Wide Optimization Seminar – Supply Chain Design and Operation with Stochastic Inventory Management
Acknowledgement
The Enterprise-Wide Optimization Group−
Thank you for your support, help and suggestions!
Special Thanks to:−
Dr. John Wassick
& Dr. Jeff Ferrio
(Dow Chemical)
−
Dr. Jose Pinto & Dr. Larry Megan (Praxair, Inc.)
I owe a big THANKS to Professor Ignacio Grossmann for his care for my well-being in the past 1,433 days …