grado mantenimiento de equipo industrial … · los aspectos que intervienen en su formación, se...
TRANSCRIPT

1
Familia
MANTENIMIENTO Y SERVICIOS A LA PRODUCCIÒN
Grado Superior
MANTENIMIENTO DE EQUIPO INDUSTRIAL

2
LA FINALIDAD DEL CICLO FORMATIVO
A través de esta formación profesional se pretende formar al estudiante para que sea capaz de:
• Programar y organizar la realización de los planes de mantenimiento de maquinaria y equipo industrial, partiendo de la documentación técnica.
• Coordinar y supervisar la ejecución de los procesos de mantenimiento y realizar la instalación en planta de la maquinaria y equipo industrial y la puesta a punto de los mismos, optimizando los recursos humanos y medios disponibles, dando soporte necesario a los técnicos de nivel inferior y consiguiendo los niveles de calidad y condiciones de seguridad establecidas y de normalización vigente
• Desarrollar proyectos de modificación o de mejora de la maquinaria a partir del anteproyecto, de acuerdo con normas establecidas y garantizando la viabilidad de la fabricación.
Al finalizar, el alumno deberá haber adquirido los conocimientos, las habilidades y las técnicas necesarias para:
Teniendo presente que ha de intervenir en todas las fases de los procesos de mantenimiento y en la definición de la modificación la maquinaria y del equipo industrial, con el propósito de que posea una visión global e integradora relativa a los aspectos que intervienen en su formación, se le requerirá en los campos ocupacionales correspondientes: • Aportaciones al diseño de nuevos productos, mejoras y adaptaciones de los
mismos, mediante propuestas de especificaciones técnicas y soluciones constructivas.
• La realización de planos y documentos técnicos necesarios para la modificación, implantación e instalación de maquinaria y equipo industrial, a partir de un anteproyecto e informaciones generales, mediante la utilización de herramientas informáticas de diseño asistido.
• La modificación de los programas de control para los equipos basados en PLCs o dispositivos microprogramables, mediante la utilización de lenguajes y herramientas de programación, para la introducción de mejoras en el proceso.
• La realización de cálculos técnicos para el dimensionado de los elementos normalizados
• La realización y adaptación de esquemas eléctricos, neumáticos, hidráulicos y de automatismo para los procesos en los que está involucrados.
• La utilización de sistemas informáticos y manuales técnicos. • La recogida de datos y emisión de informes asociados al desarrollo del
mantenimiento, montaje e instalación en planta. • El archivo y mantenimiento de la documentación relativa al montaje, instalación y
mantenimiento de la maquinaria y equipo industrial. • La aplicación de las técnicas de diagnóstico y reparación de maquinaria y equipo
industrial mediante la operación diestra con los instrumentos de medida y las herramientas adecuadas.
• La propuesta de procedimientos y útiles específicos para la mejora de los procesos y procedimientos de trabajo.
• La distribución y organización de las cargas de trabajo para la obtención de los objetivos predeterminados.

3
Esta preparación le permitirá ejercer su actividad laboral en:
• Las áreas de ingeniería de planificación, programación, compras, ejecución y control de calidad y logística de mantenimiento y reparación de maquinaría y equipo industrial.
• Las áreas de instalación y montaje en planta de maquinaría y equipo industrial. Dado que las actividades de mantenimiento y reparación se desarrollan en la practica totalidad de los sectores productivos y no es posible relacionar exhaustivamente todos ellos, se citan a continuación algunos de los subsectores donde este técnico puede desempeñar su trabajo: • Industrias extractivas. • Metalurgia y fabricación de productos metálicos. • Industria de la construcción de maquinaria y equipo mecánico. • Construcción y montaje de vehículos automóviles. • Industria textil. • Edición y artes gráficas. • Productos alimenticios y bebidas. • Ingeniería y servicios de mantenimiento.
Los puestos de trabajo a los que podrá acceder son los tipos siguientes:
• Técnico en instalaciones y montajes de equipos industriales. • Técnico en organización del mantenimiento.
• La organización y control del trabajo realizado por el personal a su cargo incluyendo la emisión de instrucciones escritas sobre procedimientos y secuencias de operación y el control del proceso.
• La gestión de la documentación y de los aprovisionamientos de materiales empleados en el mantenimiento y reparación, así como de los requeridos para pruebas, ensayos y puesta a punto de los equipos.
• Las relaciones y coordinación técnicas necesarias para el desarrollo de su trabajo con los talleres auxiliares y proveedores/ clientes.
• La determinación de desarrollos de métodos, procesos, procedimientos de trabajo y tiempos para el mantenimiento.
• La elaboración de modificaciones del proceso de mantenimiento y reparación. • La coordinación, a su nivel, de las funciones de mantenimiento, control de la
calidad, innovación y mejoras. • La elaboración de estadísticas de mantenimiento u obtención de conclusiones
para la mejora de los procedimientos de reparación y optimización de los procesos.

4
LA ESTRUCTURA DEL CICLO FORMATIVO Los contenidos se agrupan en los siguientes módulos profesionales:
• Montaje y mantenimiento del sistema mecánico • Montaje y mantenimiento de los sistemas hidráulico y neumático • Montaje y mantenimiento de los sistemas eléctrico y electrónico • Técnicas de fabricación para el mantenimiento y montaje • Representación gráfica en maquinaria • Planes de seguridad en el montaje y mantenimiento de equipos e
instalaciones • Elementos de máquinas • Procesos y gestión del mantenimiento • Montaje y mantenimiento de los sistemas automáticos de producción • Proyectos de modificación del equipo industrial • Calidad en el mantenimiento y montaje de equipos e instalaciones • Relaciones en el equipo de trabajo • Formación y orientación laboral • Formación en centro de trabajo
Duración del ciclo formativo
• 2.000 horas, repartidas en dos cursos académicos completos
Titulación obtenida
• Técnico Superior en Mantenimiento de Equipo Industrial
Organización del ciclo formativo

5
PROGRAMA FORMATIVO
LA APLICACIÓN DE LAS NORMAS DE SEGURIDAD, PROTECCIÓN Y PREVENCIÓN DE RIESGOS LABORALES
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas
y documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Actuar en el puesto de trabajo respetando las normas de seguridad personal y medioambientales.
• Identificando los riesgos asociados al desarrollo de los procesos de implantación y mantenimiento de instalaciones térmica o de fluidos .
• Identificando los materiales,
herramientas e instrumentos de seguridad más apropiados a los procesos y a las operaciones a realizar
• Empleando adecuadamente
la información y señales de precaución que existan en la empresa.
• Identificando los medios de
protección y el comportamiento preventivo que debe adoptar para los distintos trabajos y en caso de emergencia.
• Adoptando una actitud cauta y
previsora, respetando fielmente las normas de seguridad e higiene y medioambientales.
• Utilizando los medios y
materiales de seguridad en el desempeño de sus actividades.
• Utilizando los medios y útiles
de protección de componentes, instrumentos y equipos estandarizados.
Planes de seguridad e higiene de la empresa. Normativa nacional y comunitaria de s eguridad e higiene y protección medioambiental. Equipos y medios de seguridad y protección. Plan de actuación en situaciones de emergencia. Normas de protección medioambiental de la empresa. Equipos de recogida y almacenamiento de residuos contaminantes.
(tiempo estimado 8 horas). A lo largo de la ficha y cuando el proceso lo requiera.
Individual.
FICHA 1

6
LOS PROCESOS Y MÉTODOS DE MANTENIMIENTO DE EQUIPO INDUSTRIAL
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo?
Maquinaria, herramientas y documentación
técnica
Frecuencia o
tiempo de realizació
n
Trabajo individual o
en grupo
• Participar en el desarrollo de los procesos y métodos de mantenimiento y reparación de maquinaria y equipo industrial, a partir de la información técnica del fabricante, del historial de la máquina y de las experiencias adquiridas.
• Elaborando procesos operacionales de intervención para el mantenimiento, reparación y "chequeo" de máquinas, asegurando la factibilidad y optimización de la intervención.
• Desarrol lando los procesos de
fabricación para la reconstrucción de elementos mecánicos y definiendo la secuencia de operaciones, las máquinas a utilizar y especificaciones de calidad.
• Realizando el dossier de repuestos
de máquina y determinando y actualizando los niveles del PDR (piezas de repuesto) necesarios
• Asegurando los niveles de calidad
y seguridad requeridos. • Realizando la programación del
mantenimiento preventivo (sistemático y predictivo) a largo y medio plazo de las máquinas e instalaciones, a partir del plan de producción y del plan de mantenimiento.
• Determinando la fiabilidad,
disponibilidad y "mantenibilidad" (FMD) de equipos y sistemas de líneas de producción.
• Analizando los trabajos de
mantenimiento cumplimentados (los más significativos dentro del período analizado), contrastando los elementos de la planificación con las circunstancias de su realización en cada caso.
• Realizando el seguimiento y
controlando la ejecución y costes del mantenimiento.
• Cumpliendo con los objetivos
programados. • Elaborar un informe con las
conclusiones obtenidas y con la propuesta de posibles modificaciones sobre los elementos de la planificación del mantenimiento para su mejora.
Puesto informático y programas informáticos específicos. Programas informáticos de gestión y monitorización de sistemas. Normas, fórmulas y datos de tiempos de implantación y mantenimiento. Documentación técnica del producto. AMFEC del proceso. Planos de conjunto, despieces, prescripciones,... Normas técnicas de utillaje y maquinaria. Documentación técnica de los procesos. Historiales de mantenimiento. Documentación técnica de los procesos de mantenimiento. Programas de gestión del mantenimiento. Plan secuencial de las actividades en función del tiempo y de los recursos asignados. Sistemas de organización del mantenimiento. Estudios de factibilidad. Información para fabricación: carga de máquinas.
32 horas. Individual/ grupo supervisada.
FICHA 2
7
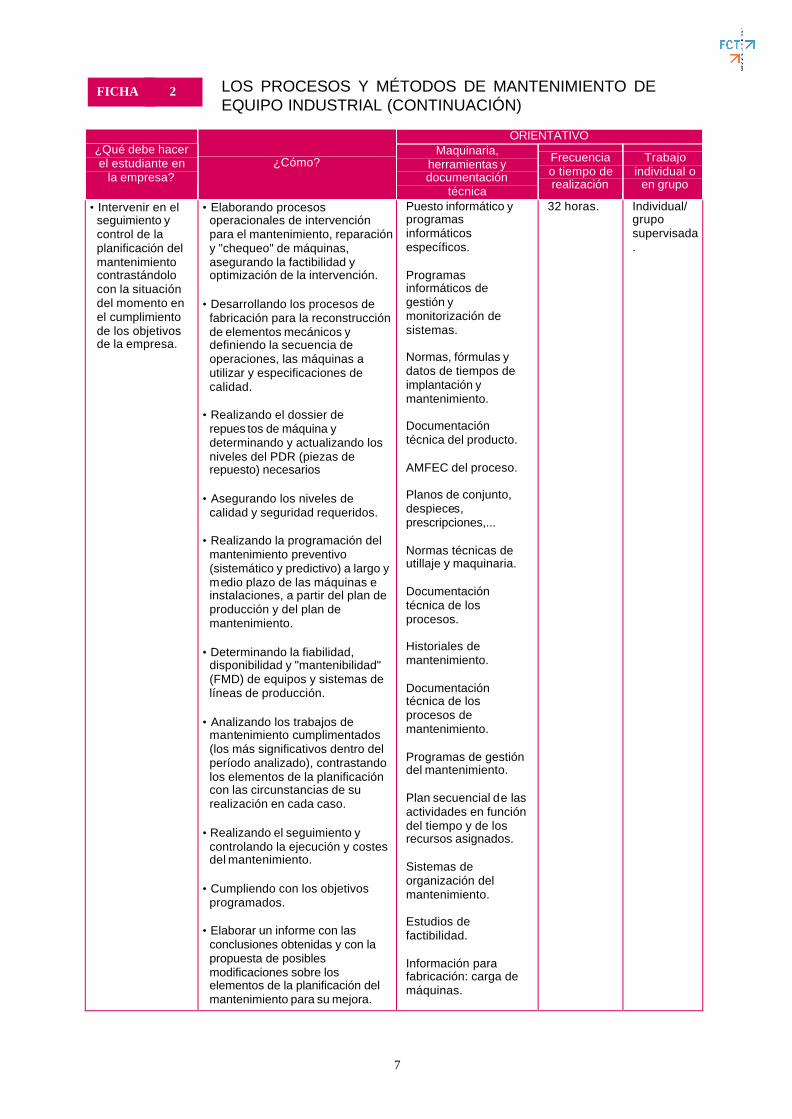
LOS PROCESOS Y MÉTODOS DE MANTENIMIENTO DE EQUIPO INDUSTRIAL (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo?
Maquinaria, herramientas y documentación
técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Intervenir en el seguimiento y control de la planificación del mantenimiento contrastándolo con la situación del momento en el cumplimiento de los objetivos de la empresa.
• Elaborando procesos operacionales de intervención para el mantenimiento, reparación y "chequeo" de máquinas, asegurando la factibilidad y optimización de la intervención.
• Desarrollando los procesos de
fabricación para la reconstrucción de elementos mecánicos y definiendo la secuencia de operaciones, las máquinas a utilizar y especificaciones de calidad.
• Realizando el dossier de
repues tos de máquina y determinando y actualizando los niveles del PDR (piezas de repuesto) necesarios
• Asegurando los niveles de
calidad y seguridad requeridos. • Realizando la programación del
mantenimiento preventivo (sistemático y predictivo) a largo y medio plazo de las máquinas e instalaciones, a partir del plan de producción y del plan de mantenimiento.
• Determinando la fiabilidad,
disponibilidad y "mantenibilidad" (FMD) de equipos y sistemas de líneas de producción.
• Analizando los trabajos de
mantenimiento cumplimentados (los más significativos dentro del período analizado), contrastando los elementos de la planificación con las circunstancias de su realización en cada caso.
• Realizando el seguimiento y
controlando la ejecución y costes del mantenimiento.
• Cumpliendo con los objetivos
programados. • Elaborar un informe con las
conclusiones obtenidas y con la propuesta de posibles modificaciones sobre los elementos de la planificación del mantenimiento para su mejora.
Puesto informático y programas informáticos específicos. Programas informáticos de gestión y monitorización de sistemas. Normas, fórmulas y datos de tiempos de implantación y mantenimiento. Documentación técnica del producto. AMFEC del proceso. Planos de conjunto, despieces, prescripciones,... Normas técnicas de utillaje y maquinaria. Documentación técnica de los procesos. Historiales de mantenimiento. Documentación técnica de los procesos de mantenimiento. Programas de gestión del mantenimiento. Plan secuencial de las actividades en función del tiempo y de los recursos asignados. Sistemas de organización del mantenimiento. Estudios de factibilidad. Información para fabricación: carga de máquinas.
32 horas. Individual/ grupo supervisada.
FICHA 2

8
LOS PROCESOS Y MÉTODOS DE MANTENIMIENTO DE EQUIPO INDUSTRIAL (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo?
Maquinaria, herramientas y documentación
técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Analizar la compatibilidad del programa de mantenimiento, con la producción y las cargas de trabajo y con los recursos y medios movilizados.
• Elaborando procesos operacionales de intervención para el mantenimiento, reparación y "chequeo" de máquinas, asegurando la factibilidad y optimización de la intervención.
• Desarrollando los procesos de
fabricación para la reconstrucción de elementos mecánicos y definiendo la secuencia de operaciones, las máquinas a utilizar y especificaciones de calidad.
• Realizando el dossier de
repuestos de máquina y determinando y actualizando los niveles del PDR (piezas de repuesto) necesarios
• Asegurando los niveles de
calidad y seguridad requeridos. • Realizando la programación del
mantenimiento preventivo (sistemático y predictivo) a largo y medio plazo de las máquinas e instalaciones, a partir del plan de producción y del plan de mantenimiento.
• Determinando la fiabilidad,
disponibilidad y "mantenibilidad" (FMD) de equipos y sistemas de líneas de producción.
• Analizando los trabajos de
mantenimiento cumplimentados (los más significativos dentro del período analizado), contrastando los elementos de la planificación con las circunstancias de su realización en cada caso.
• Realizando el seguimiento y
controlando la ejecución y costes del mantenimiento.
• Cumpliendo con los objetivos
programados. • Elaborar un informe con las
conclusiones obtenidas y con la propuesta de posibles modificaciones sobre los elementos de la planificación del mantenimiento para su mejora.
Puesto informático y programas informáticos específicos. Programas informáticos de gestión y monitorización de sistemas. Normas, fórmulas y datos de tiempos de implantación y mantenimiento. Documentación técnica del producto. AMFEC del proceso. Planos de conjunto, despieces, prescripciones,... Normas técnicas de utillaje y maquinaria. Documentación técnica de los procesos. Historiales de mantenimiento. Documentación técnica de los procesos de mantenimiento. Programas de gestión del mantenimiento. Plan secuencial de las actividades en función del tiempo y de los recursos asignados. Sistemas de organización del mantenimiento. Estudios de factibilidad. Información para fabricación: carga de máquinas.
32 horas. Individual/ grupo supervisada.
FICHA 2

9
LA SUPERVISIÓN DE LA INSTALACIÓN Y DEL MANTENIMIENTO DEL EQUIPO INDUSTRIAL
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Intervenir en la gestión y supervisión de los procesos de instalación y mantenimiento de equipo industrial, a partir del proyecto e instrucciones técnicas, resolviendo las contingencias de carácter técnico y organizativo, en condiciones de calidad y seguridad requeridas.
• Organizando y controlando las intervenciones para la instalación y el mantenimiento de equipos industriales, en función de los objetivos programados y de las situaciones de contingencia.
• Optimizando los recursos
disponibles y con la menor incidencia en la producción.
• Supervisando los procesos de mantenimiento del equipo industrial (electromecánico, eléctrico y de automatización).
• Realizando y/o
supervisando los procesos de instalación y ensamblado de equipo industrial (maquinaria, equipo electromecánico, eléctrico y de automatización).
• Realizando la programación
de manipuladores y sistemas de fabricación o instalaciones automáticas, a partir de un proceso secuencial y funcional establecido.
• Realizando las pruebas de
seguridad y de funcionamiento del equipo industrial asegurando las condiciones de fiabilidad y seguridad requeridas.
• Realizando la puesta a
punto del equipo industrial después de la instalación o reparación, para conseguir los objetivos del proceso de producción, efectuando las pruebas, modificaciones y ajustes necesarios para obtener la primera pieza.
• Participando en la mejora
del proceso de producción, con el fin de aumentar la productividad.
Puesto informático y programas informáticos específicos. Equipo de medida y comprobación de magnitudes mecánicas y eléctricas. Maleta de programación. PCs portátiles. Planos de implantación de masas, máquinas, cimentación, de conjunto y despieces de los sistemas. Planos de edificios y de instalaciones de servicio. Esquemas de principio y funcionales, de redes de fluidos y energéticos. Listas de materiales, elementos normalizados, equipos mecánicos, elementos de automatización. Especificaciones y documentación técnica de elementos normalizados. Catálogos comerciales. Pautas de control. Normas y reglamentos de la empresa y de aplicación vigentes. Hojas de incidencias. AMFE del proceso. Procedimientos de fabricación y parámetros logísticos. Historiales del equipo industrial.
64 horas. Individual supervisado.
FICHA 3

10
LA SUPERVISIÓN DE LA INSTALACIÓN Y DEL MANTENIMIENTO DEL EQUIPO INDUSTRIAL (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria,
herramientas y documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Intervenir en la puesta a punto de una máquina, sistema o equipo industrial.
• Organizando y controlando las intervenciones para la instalación y el mantenimiento de equipos industriales, en función de los objetivos programados y de las situaciones de contingencia.
• Optimizando los recursos
disponibles y con la menor incidencia en la producción.
• Supervisando los procesos de
mantenimiento del equipo industrial (electromecánico, eléctrico y de automatización).
• Realizando y/o supervisando
los procesos de instalación y ensamblado de equipo industrial (maquinaria, equipo electromecánico, eléctrico y de automatización).
• Realizando la programación de
manipuladores y sistemas de fabricación o instalaciones automáticas, a partir de un proceso secuencial y funcional establecido.
• Realizando las pruebas de
seguridad y de funcionamiento del equipo industrial asegurando las condiciones de fiabilidad y seguridad requeridas.
• Realizando la puesta a punto
del equipo industrial después de la instalación o reparación, para conseguir los objetivos del proceso de producción, efectuando las pruebas, modificaciones y ajustes necesarios para obtener la primera pieza.
• Participando en la mejora del
proceso de producción, con el fin de aumentar la productividad.
Puesto informático y programas informáticos específicos. Equipo de medida y comprobación de magnitudes mecánicas y eléctricas. Maleta de programación. PCs portátiles. Planos de implantación de masas, máquinas, cimentación, de conjunto y despieces de los sistemas. Planos de edificios y de instalaciones de servicio. Esquemas de principio y funcionales, de redes de fluidos y energéticos. Listas de materiales, elementos normalizados, equipos mecánicos, elementos de automatización. Especificaciones y documentación técnica de elementos normalizados. Catálogos comerciales. Pautas de control. Normas y reglamentos de la empresa y de aplicación vigentes. Hojas de incidencias. AMFE del proceso. Procedimientos de fabricación y parámetros logísticos. Historiales del equipo industrial.
64 horas. Individual supervisado.
FICHA 3

11
EL DIAGNÓSTICO Y LA REPARACIÓN DE UNA MÁQUINA, EQUIPO O SISTEMA
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo?
Maquinaria, herramientas y documentación
técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Intervenir en el diagnóstico de fallos y/o averías de una máquina, equipo o sistema.
• Seleccionando la documentación técnica necesaria, así como los medios más indicados en cada caso.
• Realizando las pruebas funcionales,
verificando los síntomas recogidos en el parte de averías y caracterizando dichos síntomas con precisión.
• Realizando la hipótesis de partida de
las posibles causas de la avería determinando, en cada caso, si la naturaleza de la misma es mecánica, eléctrica y/o de tipo "software".
• Estableciendo el plan de actuación,
determinando las distintas fases, los procedimientos a utilizar y las comprobaciones a efectuarse.
• Seleccionando la documentación
técnica necesaria y los medios más indicados en cada caso.
• Localizando la avería en un tiempo
razonable, siguiendo el plan establecido y utilizan-do los medios adecuados.
• Realizando el presupuesto de la
intervención, donde se recoja con suficiente precisión la tipología y coste de la reparación.
• Supervisando las operaciones de
desmontaje/montaje y sustitución de elementos, componentes ó módulos defectuosos, cuidando que se efectúen en un tiempo adecuado.
• Efectuando las pruebas funcionales y
ajustes necesarios para restablecer la operatividad y fiabilidad del sistema.
• Cumpliendo las normas de seguridad
personal y de los equipos y medios utilizados.
• Realizando el informe de reparación
de la avería en el formato normalizado, recogiendo la información suficiente para realizar la facturación de la intervención y la actualización del historial de averías de dicho sistema.
Manuales técnicos de la máquina, equipo y sistemas. Listas de materiales, elementos normalizados, equipos mecánicos, elementos de automatización. Pautas de control. Manuales de programación para sistemas automatizados. Equipos para manipulación de masas pesadas y voluminosas. Cinta métrica, pie de rey, tornillos micrométricos, goniómetro, colimador o anteojo de puntería, multímetro, vatímetro, pinza amperimétrica, telurómetro, medidor de aislamiento eléctrico, tacómetro, estroboscopio. Equipos de herramientas y útiles. Maleta de programación. PCs portátiles. Equipos de seguridad y de protección personal.
72 horas. (no tienen por que ser continuadas y se ajustará a los procesos de diagnóstico y reparación).
Individual/ grupo supervisada.
FICHA 4

12
EL DIAGNÓSTICO Y LA REPARACIÓN DE UNA MÁQUINA, EQUIPO O SISTEMA (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo?
Maquinaria, herramientas y documentación
técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Intervenir en la corrección (de la disfunción o reparación) de fallos o averías de una máquina, equipo o sistema..
• Seleccionando la documentación técnica necesaria, así como los medios más indicados en cada caso.
• Realizando las pruebas funcionales,
verificando los síntomas recogidos en el parte de averías y caracterizando dichos síntomas con precisión.
• Realizando la hipótesis de partida de
las posibles causas de la avería determinando, en cada caso, si la naturaleza de la misma es mecánica, eléctrica y/o de tipo "software".
• Estableciendo el plan de actuación,
determinando las distintas fases, los procedimientos a utilizar y las comprobaciones a efectuarse.
• Seleccionando la documentación
técnica necesaria y los medios más indicados en cada caso.
• Localizando la avería en un tiempo
razonable, siguiendo el plan establecido y utilizan-do los medios adecuados.
• Realizando el presupuesto de la
intervención, donde se recoja con suficiente precisión la tipología y coste de la reparación.
• Supervisando las operaciones de
desmontaje/montaje y sustitución de elementos, componentes ó módulos defectuosos, cuidando que se efectúen en un tiempo adecuado.
• Efectuando las pruebas funcionales y
ajustes necesarios para restablecer la operatividad y fiabilidad del sistema.
• Cumpliendo las normas de seguridad
personal y de los equipos y medios utilizados.
• Realizando el informe de reparación
de la avería en el formato normalizado, recogiendo la información suficiente para realizar la facturación de la intervención y la actualización del historial de averías de dicho sistema.
Manuales técnicos de la máquina, equipo y sistemas. Listas de materiales, elementos normalizados, equipos mecánicos, elementos de automatización. Pautas de control. Manuales de programación para sistemas automatizados. Equipos para manipulación de masas pesadas y voluminosas. Cinta métrica, pie de rey, tornillos micrométricos, goniómetro, colimador o anteojo de puntería, multímetro, vatímetro, pinza amperimétrica, telurómetro, medidor de aislamiento eléctrico, tacómetro, estroboscopio. Equipos de herramientas y útiles. Maleta de programación. PCs portátiles. Equipos de seguridad y de protección personal.
72 horas. (no tienen por que ser continuadas y se ajustará a los procesos de diagnóstico y reparación).
Individual/ grupo supervisada.
FICHA 4

13
LA GESTIÓN DE REPUESTOS Y MATERIALES
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria, herramientas y
documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Establecer los niveles de cantidad, disponibilidad y costes de las piezas de repuestos (PDR) de una máquina para garantizar el cumplimiento del programa de mantenimiento preventivo y de las operaciones de reparación, a partir del historial de mantenimiento y documentación técnica de la máquina.
• Atendiendo comunicaciones internas y externas.
• Determinando el mínimo de
existencias, materiales o productos para una máquina, según los criterios establecidos por la empresa.
• Analizando las diferentes
variables de compra de piezas de repuesto (calidad, precios, documentos, plazos de entrega, etc.) eligiendo o aconsejando la oferta más favorable para la empresa.
• Localizando y proponiendo
la ubicación física más adecuada según las características de piezas o materiales, teniendo en cuenta las condiciones medioambientales, rotación de productos, características de piezas y elementos.
• Comprobando que los
albaranes coinciden con los productos recibidos, en cantidad y calidad y en caso de anomalías hacer constar la incidencia o reclamación si procede.
• Llevando un control
exhaustivo y puntual de las entradas y salidas del almacén, manejando cualquier tipo de soporte de información.
• Realizando el inventario del
almacén teniendo en cuenta las distintas variables (entradas, salidas, porcentaje de piezas deterioradas, etc.), aconsejando la realización de pedidos en el momento adecuado.
• Generando y/o actualizando
un fichero de proveedores, manejando cualquier tipo de soporte de información.
Ordenadores. Programa informático de gestión de almacén. Historiales de mantenimiento de las máquinas. Bases de datos de listados de piezas de recambios. Normativa de seguridad de almacenaje y medio ambiental. Planos del almacén y de distribución física de piezas y productos.
24 horas. Individual supervisada.
FICHA 5

14
EL DISEÑO DEL PROYECTO DE MODIFICACIÓN O MONTAJE DE ALGUNO O TODOS LOS SISTEMAS DE UNA LÍNEA DE PRODUCCIÓN
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo?
Maquinaria, herramientas y documentación
técnica
Frecuencia o
tiempo de realizació
n
Trabajo individual o
en grupo
• Intervenir en el diseño del proyecto de modificación o mejora de alguno o todos los sistemas de una línea de producción, utilizando los medios disponibles y con la seguridad y calidad establecida.
• Reuniendo las especificaciones funcionales, las condiciones de seguridad y los datos necesarios para el desarrollo de los sistemas.
• Seleccionando la documentación de
las características y especificaciones técnicas de los diferentes sistemas de la máquina, necesarios para su modificación, mejora o reparación.
• Participando en la definición de las
especificaciones de nuevas máquinas y útiles requeridos para conseguir los objetivos de producción.
• Seleccionando los equipos,
dispositivos y materiales mecánicos, eléctricos y de automatismo comerciales y de suministros industriales que mejor se adecuan a la relación prestaciones -coste establecida.
• Realizando el estudio técnico-
económico de la solución adoptada, justificando los criterios adoptados en cada caso.
• Elaborando planos generales y de
detalle de implantación de maquinaria y equipo industrial correspondientes a la solución adoptada.
• Elaborando planos de conjunto y de
detalle para la modificación, mejora y reparación de máquinas y sus automatismos, a partir del pliego de condiciones técnicas, instrucciones e historiales de la máquina.
• Elaborando, en su caso, los
diagramas y los programas de control necesarios, para el autómata o sistema programable, asegurando la funcionalidad y fiabilidad del sistema.
• Elaborando el informe
correspondiente a las pruebas funcionales y de fiabilidad prescritas, indicando las contingencias, modificaciones y demás información conveniente que facilite la actualización de la documentación del sistema.
Manuales de organización y control de avance del montaje y del mantenimiento del equipo industrial. Manuales de montaje, mantenimiento y reparación del equipo industrial. Manuales de programación para sistemas automatizados. Especificaciones técnicas. Documentación técnica de elementos normalizados. Normas y Reglamentos (de la empresa, de seguridad e higiene, de protección medioambiental, etc). Planos de edificios y de instalaciones de servicio. Hojas de incidencias. Catálogos comerciales (de materiales, productos, máquinas, componentes, etc.). Puesto informático y programas informáticos específicos, conectado a red. Plotter, e impresoras. Historiales del equipo industrial.
84 horas. Individual supervisada.
FICHA 6
15
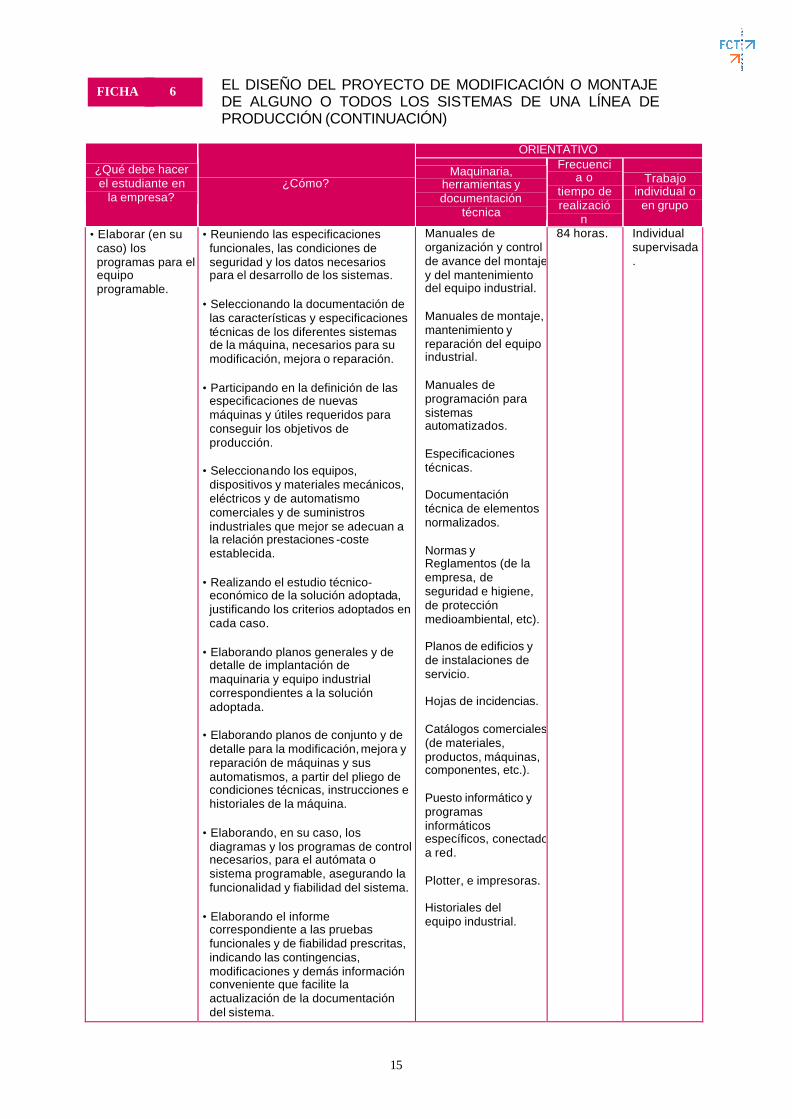
EL DISEÑO DEL PROYECTO DE MODIFICACIÓN O MONTAJE DE ALGUNO O TODOS LOS SISTEMAS DE UNA LÍNEA DE PRODUCCIÓN (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo?
Maquinaria, herramientas y documentación
técnica
Frecuencia o
tiempo de realizació
n
Trabajo individual o
en grupo
• Elaborar (en su caso) los programas para el equipo programable.
• Reuniendo las especificaciones funcionales, las condiciones de seguridad y los datos necesarios para el desarrollo de los sistemas.
• Seleccionando la documentación de
las características y especificaciones técnicas de los diferentes sistemas de la máquina, necesarios para su modificación, mejora o reparación.
• Participando en la definición de las
especificaciones de nuevas máquinas y útiles requeridos para conseguir los objetivos de producción.
• Seleccionando los equipos,
dispositivos y materiales mecánicos, eléctricos y de automatismo comerciales y de suministros industriales que mejor se adecuan a la relación prestaciones -coste establecida.
• Realizando el estudio técnico-
económico de la solución adoptada, justificando los criterios adoptados en cada caso.
• Elaborando planos generales y de
detalle de implantación de maquinaria y equipo industrial correspondientes a la solución adoptada.
• Elaborando planos de conjunto y de
detalle para la modificación, mejora y reparación de máquinas y sus automatismos, a partir del pliego de condiciones técnicas, instrucciones e historiales de la máquina.
• Elaborando, en su caso, los
diagramas y los programas de control necesarios, para el autómata o sistema programable, asegurando la funcionalidad y fiabilidad del sistema.
• Elaborando el informe
correspondiente a las pruebas funcionales y de fiabilidad prescritas, indicando las contingencias, modificaciones y demás información conveniente que facilite la actualización de la documentación del sistema.
Manuales de organización y control de avance del montaje y del mantenimiento del equipo industrial. Manuales de montaje, mantenimiento y reparación del equipo industrial. Manuales de programación para sistemas automatizados. Especificaciones técnicas. Documentación técnica de elementos normalizados. Normas y Reglamentos (de la empresa, de seguridad e higiene, de protección medioambiental, etc). Planos de edificios y de instalaciones de servicio. Hojas de incidencias. Catálogos comerciales (de materiales, productos, máquinas, componentes, etc.). Puesto informático y programas informáticos específicos, conectado a red. Plotter, e impresoras. Historiales del equipo industrial.
84 horas. Individual supervisada.
FICHA 6

16
EL MONTAJE DE ALGUNO O TODOS LOS SISTEMAS DE UNA LÍNEA DE PRODUCCIÓN
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria,
herramientas y documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Intervenir en el montaje de alguno o todos los sistemas de una línea de producción, utilizando los medios disponibles y con la seguridad y calidad establecida.
• Reuniendo las especificaciones funcionales, las condiciones de seguridad y todos aquellos datos que se estimen necesarios para el montaje de los sistemas.
• Elaborando el proceso de
ejecución correspondiente a las distintas fases de implantación del sistema, especificando las etapas, los medios, tiempos y demás información necesaria para la correcta ejecución de montaje.
• Realizando los trabajos de
montaje del sistema correspondiente, aportando soluciones que optimicen el resultado final del proceso.
• Realizando, a su nivel, la
implementación de los programas de control necesarios, en el autómata o sistema programable.
• Asegurando la funcionalidad y
fiabilidad del sistema. • Cumpliendo con los planes de
calidad y seguridad establecidos.
• Informando convenientemente
de los incidentes y contingencias que surjan.
• Realizando los ajustes de
parámetros a los valores predeterminados.
• Realizando las pruebas de los
sistemas y puesta a punto de la instalación, aplicando los procedimientos más adecuados en cada caso.
• Elaborando el informe
correspondiente a las pruebas funcionales y de fiabilidad prescritas, indicando las contingencias, modificaciones y demás información conveniente que facilite la actualización de la documentación del sistema.
Manuales de diagnóstico de fallos y/o averías del equipo industrial. Planos: de implantación de masas, máquinas, cimentación, de conjunto y despieces de los sistemas mecánicos, eléctrico-electrónicos, neumáticos e hidráulicos, de esquemas de principio y funcionales, de redes de fluidos y energéticos. Listas: de materiales, elementos normalizados, equipos mecánicos, elementos de automatización. Pautas de control. Dossier técnico. Manuales de programación para sistemas automatizados. Equipos para manipulación de masas pesadas y voluminosas. Cinta métrica, pie de rey, tornillos micrométricos, goniómetro, colimador o anteojo de puntería, multímetro, vatímetro, pinza amperimétrica, telurómetro, medidor de aislamiento eléctrico, tacómetro, estroboscopio. Equipos de herramientas y útiles. Maleta de programación. PCs portátiles. Equipos de seguridad y de protección personal.
96 horas. Individual/grupo supervisada.
FICHA 7

17
EL MONTAJE DE ALGUNO O TODOS LOS SISTEMAS DE UNA LÍNEA DE PRODUCCIÓN (CONTINUACIÓN)
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria,
herramientas y documentación técnica
Frecuencia o tiempo de realización
Trabajo individual o
en grupo
• Cargar los programas para el equipo programable.
• Reuniendo las especificaciones funcionales, las condiciones de seguridad y todos aquellos datos que se estimen necesarios para el montaje de los sistemas.
• Elaborando el proceso de
ejecución correspondiente a las distintas fases de implantación del sistema, especificando las etapas, los medios, tiempos y demás información necesaria para la correcta ejecución de montaje.
• Realizando los trabajos de
montaje del sistema correspondiente, aportando soluciones que optimicen el resultado final del proceso.
• Realizando, a su nivel, la
implementación de los programas de control necesarios, en el autómata o sistema programable.
• Asegurando la funcionalidad y
fiabilidad del sistema. • Cumpliendo con los planes de
calidad y seguridad establecidos.
• Informando convenientemente
de los incidentes y contingencias que surjan.
• Realizando los ajustes de
parámetros a los valores predeterminados.
• Realizando las pruebas de los
sistemas y puesta a punto de la instalación, aplicando los procedimientos más adecuados en cada caso.
• Elaborando el informe
correspondiente a las pruebas funcionales y de fiabilidad prescritas, indicando las contingencias, modificaciones y demás información conveniente que facilite la actualización de la documentación del sistema.
Manuales de diagnóstico de fallos y/o averías del equipo industrial. Planos: de implantación de masas, máquinas, cimentación, de conjunto y despieces de los sistemas mecánicos, eléctrico-electrónicos, neumáticos e hidráulicos, de esquemas de principio y funcionales, de redes de fluidos y energéticos. Listas: de materiales, elementos normalizados, equipos mecánicos , elementos de automatización. Pautas de control. Dossier técnico. Manuales de programación para sistemas automatizados. Equipos para manipulación de masas pesadas y voluminosas. Cinta métrica, pie de rey, tornillos micrométricos, goniómetro, colimador o anteojo de puntería, multímetro, vatímetro, pinza amperimétrica, telurómetro, medidor de aislamiento eléctrico, tacómetro, estroboscopio. Equipos de herramientas y útiles. Maleta de programación. PCs portátiles. Equipos de seguridad y de protección personal.
96 horas. Individual/grupo supervisada.
FICHA 7

18
LA DEFINICIÓN DEL PROYECTO DE MODIFICACIÓN O MEJORAS
ORIENTATIVO
¿Qué debe hacer el estudiante en
la empresa? ¿Cómo? Maquinaria,
herramientas y documentación técnica
Frecuencia o
tiempo de realizació
n
Trabajo individual o
en grupo
• Intervenir en el proyecto de modificación, o proponer mejoras, de una instalación térmica y de fluidos.
• Identificando sistemas, grupos funcionales y los elementos de la instalación afectados por la modificación.
• Realizando el croquis de la
instalación, en su estado actual, indicando en él las especificaciones necesarias para el proyecto de modificación.
• Aportando ideas de configuración
física de la estructura de los sistemas.
• Realizando el estudio técnico-
económico de la solución adoptada.
• Elaborando esquemas y planos
de la solución adoptada. • Determinando las características
de los equipos, máquinas, elementos, redes, etc.
• Seleccionando los equipos,
dispositivos y materiales. • Aplicando los procedimientos de
cálculo necesarios. • Identificando los esfuerzos a los
que están sometidos los elementos sujetos a solicitaciones mecánicas, estableciendo sus dimensiones.
• Facilitando los procesos de
mantenimiento (preventivo y correctivo).
• Determinando o modificando el
sistema de regulación y control. • Determinando los ajustes,
pruebas, ensayos y modificaciones necesarios y el cumplimiento de las especificaciones funcionales, de calidad y de fiabilidad prescritas.
• Elaborar el informe de las pruebas
funcionales y de fiabilidad indicando las contingencias, modificaciones e información para la actualización de la documentación del sistema.
Equipo y aplicaciones informáticas para diseño asistido por ordenador CAD. Instrumentos de dibujo. Program as informáticos de cálculo y de simulación. Equipos de reproducción de planos y documentación. Especificaciones técnicas de equipos y materiales. Documentación técnica de referencia (planos topográficos, de urbanización, de edificio de viviendas e industriales. Planos de localización de las instalaciones de saneamiento y electricidad, etc.). Requerimientos contractuales. Normas: de diseño, de codificación de documentación técnica, de empresa, seguridad e higiene, UNE, etc. Reglamento de aplicación referentes a almacenamiento, redes, acometidas e instalación en edificios de gases combustibles, aparatos a presión, normas básicas para instalaciones interiores de suministro de agua, de instalaciones de calefacción, climatización y agua caliente sanitaria, electrotécnico para baja tensión, etc.. Catálogos técnicos y comerciales (de materiales, componentes, equipos, etc.).
102 horas.
Individual supervisada.
FICHA 8

19
¿CÓMO ESTABLECER EL LUGAR FORMATIVO DEL ALUMNO EN LA EMPRESA? Nombre del alumno:
Tutor del centro: Teléfono de contacto:
Centro de Formación Profesional:
Fecha:
SEGUIMIENTO Actividades para realizar Período
de realización Departamento
o sección Responsable del
departamento Fecha Valoración 1. La aplicación de las normas de seguridad, protección y prevención de riesgos laborales.
2. Los procesos y métodos de mantenimiento de equipo industrial.
3. La supervisión de la instalación y del mantenimiento del equipo industrial.
4. El diagnóstico y la reparación de una máquina, equipo o sistema.
5. La gestión de repuestos y materiales.
6. El diseño del proyecto de modificación o montaje de alguno o todos los sistemas de una línea de producción.
7. El montaje de alguno o todos los sistemas de una línea de producción.

20
VALORACIÓN DEL MÓDULO DE FORMACIÓN EN EL CENTRO DE TRABAJO Escala de valoración:
A: Realizadas a plena satisfacción
B: Realizadas correctamente
C: Tiene dificultades
D: Realizadas incorrectamente
Actividades para realizar Alumno: Período:
Alumno: Período:
Alumno: Período:
1. La aplicación de las normas de seguridad, protección y prevención de riesgos laborales.
2. Los procesos y métodos de mantenimiento de equipo industrial.
3. La supervisión de la instalación y del mantenimiento del equipo industrial.
4. El diagnóstico y la reparación de una máquina, equipo o sistema.
5. La gestión de repuestos y materiales.
6. El diseño del proyecto de modificación o montaje de alguno o todos los sistemas de una línea de producción.
7. El montaje de alguno o todos los sistemas de una línea de producción.

21
EVALUACIÓN DE LA FCT. ACTITUDES Escala de valoración:
A: Muy adecuada
B: Adecuada
C: Pasiva
D: Negativa
Actividades para realizar Alumno: Período:
Alumno: Período:
Alumno: Período:
1. Asistencia (indicar número de faltas).
2. Puntualidad.
3. Responsabilidad en la realización de las tareas asignadas.
4. Realización adecuada de las operaciones, siguiendo un orden lógico.
5. Orden, limpieza y conservación de útiles y herramientas.
6. Integración y participación en las actividades en grupo.
7. Estrategias e iniciativas en la resolución de problemas.
8. Control de calidad de los trabajos realizados.
9. Ejecución de las tareas en los tiempos previstos.
10. Cumplimiento de las normas de seguridad e higiene.
11. Asunción de las tareas encomendadas.
12. Cumplimiento de las normas establecidas.
13. Interpretación y expresión de la información con la terminología específica.
14. Predisposición favorable a trabajar bajo normas.
22
EVALUACIÓN INDIVIDUAL DE CARÁCTER SINTÉTICO1 En lo que se refiere al contenido de la evaluación individual con un alcance más completo, que sintetice aspectos adicionales de la profesionalidad, tanto de carácter teórico como actitudinal, se plantean tres grandes áreas o dimensiones: v Capacidad cognoscitiva o de asimilación.
v Habilidad para el trabajo. v Actitud frente a los retos que se le puedan plantear al alumno.
El concepto de capacidad La capacidad tiene, a su vez, varias dimensiones, cuyos valores contribuyen, en mayor o menor medida, a la configuración de una visión objetiva del potencial profesional del alumno en su vertiente más técnica. Dicho potencial incluye: v El nivel de conocimientos teóricos.
v La capacidad para asimilar y seguir instrucciones:
♦ Verbales. ♦ Escritas. ♦ Simbólicas.
Así pues, la capacidad abarca desde el bagaje teórico adquirido en el centro formativo, o a lo largo de la vida académica previ a, hasta el carácter despierto o receptivo que posea o pueda ir desarrollando el alumno a lo largo del periodo de prácticas. Para valorar cada una de las dimensiones señaladas de capacidad, es preciso introducir indicadores de conocimiento, así como de interpretación, asimilación y seguimiento de las instrucciones o mandatos que formule el tutor. De alguna manera, el seguimiento correcto de las instrucciones denota un nivel adecuado de conocimientos, que se traduce en el dominio de la terminología -verbal o escrita- y en la interpretación de símbolos que simplifican la transmisión, como fórmulas matemáticas o químicas, planos, programas informáticos, etc. En el cuadro 1 se resumen los indicadores o factores de valoración, junto con una propuesta numérica de sus distintos grados, que se comentará más adelante.
1 Para la redacción de este epígrafe, se ha partido de trabajos recientes sobre manejo de habilidades, uno de ellos elaborado por
Siemens AG en colaboración con el Ministerio de Educación alemán en 1993 y conocido por las siglas de “PETRA”

23
Cuadro 1
POSIBLES ELEMENTOS DE VALORACIÓN DE LA CAPACIDAD TÉCNICA
VALORACIÓN INDICADOR
10 8 6 4 2 ó 0 Conocimientos teóricos
Muy elevados Elevados Aceptables Bajos Muy bajos
o nulos
Asimilación y seguimiento de instrucciones verbales
No necesita repetición ni aclaración
Necesita alguna re-petición o aclaración
Necesita aclaraciones o repeticiones con cierta frecuencia
Dificultades frecuentes de asimilación o entendimiento
Apenas entiende instruc ciones o no asimila nada
Asimilación y seguimiento de instrucciones escritas
No necesita aclaraciones adicionales
Necesita alguna aclaración adicional
Necesita aclaraciones adicionales con cierta frecuencia
No avanza sin aclaraciones adicionales
Apenas entiende las instrucciones o no entiende nada
Asimilación y seguimiento de instrucciones simbólicas
No necesita ayuda Necesita pequeñas ayudas de interpretación
Necesita ayuda de interpretación frecuentemente
Interpreta con dificultad, incluso con ayuda
Interpreta con mucha dificultad o es incapaz de interpretar símbolos
Las habilidades técnicas Bajo el término habilidad subyace la aptitud para desarrollar las tareas propias de la profesión, mediando un adiestramiento para cubrir el proceso que desemboca en un producto de calidad. Los indicadores de habilidad son también varios (cuadro 2) y los campos de observación se han establecido siguiendo los pasos que debe seguir el alumno una vez recibidas las instrucciones de trabajo: en primer lugar, debe organizar y planificar su trabajo, es decir, establecer un esquema de tareas y determinar los recursos necesarios para afrontarlas; en segundo término, tiene que seguir un método apropiado que conduzca a un resultado o trabajo realizado de calidad, mediando un ritmo de trabajo que lo haga económicamente viable.
Cuadro 2
POSIBLES ELEMENTOS DE VALORACIÓN DE LA HABILIDAD
VALORACIÓN INDICADOR
10 8 6 4 2 ó 0 Organización y planificación del trabajo
Minuciosa Minuciosa con pequeñas carencias
Aceptable Escasa Muy escasa o nula
Método, orden, higiene
Muy eficaz Eficaz Aceptable Poco aceptable Inadecuado o muy inadecuado
Ritmo de trabajo Alto y sostenido Alto aunque algo irregular
Medio y sostenido
Medio aunque algo irregular
Bajo o muy bajo
Calidad del Trabajo realizado
Perfecto De calidad estándar
Con defectos subsanables
Con defectos no subsanables
Deficiente o muy deficiente
Las actitudes o habilidades sociales Existe un tercer grupo de indicadores que reflejan la actitud del alumno frente al trabajo y, en general, la integración en la empresa, donde se incluyen variables bastante heterogéneas, que darían lugar a numerosas observaciones. Se han seleccionado cuatro: el grado de iniciativa mostrado por el alumno cuando las instrucciones recibidas son insuficientes -o a propósito incompletas - para desarrollar sus tareas o cuando se le ocurran mejoras técnicas o de proceso; la predisposición al trabajo en equipo, bien sea éste inducido por el tutor, bien provenga de la necesidad de cubrir una carencia recurriendo a los compañeros; la puntualidad y asistencia, factores que reflejan actitud positiva e interés; y finalmente el nivel de responsabilidad observado, incluyendo aquí la actitud resolutiva ante situaciones imprevistas. En el cuadro 3 se resumen los indicadores básicos de las actitudes o habilidades sociales.

24
Cuadro 3 POSIBLES ELEMENTOS DE VALORACIÓN DE LAS ACTITUDES
VALORACIÓN INDICADOR
10 8 6 4 2 ó 0 Iniciativa
Tiene numerosas y fructíferas iniciativas
Toma iniciativas con frecuencia y con buenos resultados
Sólo a veces toma o tiene iniciativas
En muy escasa ocasiones toma iniciativas
Rara vez o nunca tiene iniciativas
Espíritu de colaboración y trabajo en equipo
Gran disposición y éxito
Disposición elevada y éxito en la mayor parte de los casos
Bastante disposición y éxito relativo
Disposición escasa
Disposición muy escasa o nula
Asistencia y
Puntualidad
Ninguna incidencia
1 ó 2 incidencias leves al mes
3 ó 4 incidencias leves al mes
1 ó 2 incidencias graves al mes
3 ó más incidencias graves al mes
Responsabilidad e interés por el trabajo
Muy elevada Elevada Aceptable Baja Muy baja o nula
Bajo el epígrafe "actitud" se pretenden reflejar algunas de las llamadas "cualificaciones clave" que, más o menos, conforman el bagaje personal de todos los activos no técnicos, muchos de ellos adquiridos a lo largo del proceso formativo y que tienen una importancia creciente. La profesionalidad del alumno Aparecen así un docena de áreas o campos de evaluación, cuya mezcla expresaría el grado de profesionalidad mostrado por el alumno. El sistema de evaluación pretende ser lo más ordenado posible; pero debe tener un carácter abierto y flexible para canalizar, así, cualquier información que pueda ser útil, aunque no pueda ser cuantificada. Todo ello significa que el tutor debe valorar varios tipos de actuaciones o conductas, aunque no todas ellas tengan el mismo significado a la hora de establecer la evaluación final. A todo esto nos referimos más adelante, al hablar de los instrumentos de evaluación y del perfil profesional resultante de la misma. La ficha de seguimiento y evaluación Para reducir al mínimo el tiempo requerido por las tareas valorativas de carácter sintético, se ha diseñado una ficha en la que, también semanalmente, queden registrados los indicadores más relevantes del éxito -o del fracaso- de las prácticas. El modelo de la página siguiente cumple con los requisitos mínimos de una evaluación fiable, con validez para cualquier situación. La ficha (cuadro 4) recoge los indicadores de la evaluación individual de carácter sintético aludidos en los cuadros 1, 2 y 3. Evidentemente, ni los tres bloques señalados ni las áreas contenidas en cada uno de ellos tienen la misma importancia a la hora de valorar la profesionalidad del alumno. Ello aconsejaría, por tanto, ponderar con criterios diferentes cada área y, subsiguientemente, cada bloque; no obstante, existen al menos dos razones para otorgar la misma escala de valoración a todas las áreas: v La facilidad (ponderaciones diferentes implican mayor dificultad de evaluación y más riesgo de errores). v La importancia creciente de las cualidades no estrictamente técnicas para llevar adelante
responsabilidades profesionales. Por ello, se propone una valoración homogénea con escala de 0 a 10, con la particularidad de que sólo se utilicen los números pares en las anotaciones de cada área, para evitar el riesgo de concentrar en el valor central de la escala la mayor parte de los resultados, es decir, para evitar la tentación de poner un 5 en todos los casos dudosos.

25
La ficha propuesta permite el cálculo automático del valor alcanzado en las distintas dimensiones de la profesionalidad y los promedios, tanto de las áreas como de las dimensiones. A partir de la nota promedio de cada una de las áreas, el tutor tiene una referencia para establecer la nota final con mayor objetividad, en el supuesto de que ésta se aleje de la última evaluación parcial. Por otra parte, los gráficos 1 y 2 que acompañan a la ficha permiten una apreciación rápida de la trayectoria del alumno a lo largo del periodo de prácticas, con la posibilidad de incluir, aparte de la evolución agregada, la correspondiente a cada una de las dimensiones de la profesionalidad que se han establecido (capacidad, habilidad y actitud frente al trabajo) o resumidos en forma de observaciones a los datos de una ficha, tal como ocurre en el ejemplo del cuadro 4.
AREA/SEMANA 1ª 2ª 3ª 4ª 5ª 6ª 7ª 8ª 9ª 10ª 11ª 12ª PROMEDIOFINAL
Conocimientos teóricos ................... 6 8 6 6 6 6 6 8 6 8 6 8 6,7 7,0Asimilación y seguimiento de instrucciones verbales .................... 6 6 6 6 6 8 6 6 6 6 6 8 6,3 6,0Asimilación y seguimiento de instrucciones escritas ..................... 6 6 8 6 8 10 8 8 8 8 10 8 7,8 8,0Asimilación y seguimiento de instrucciones simbólicas ................. 6 6 8 10 8 8 8 10 10 8 8 8 8,2 9,0
SUBTOTAL CAPACIDAD 6,0 6,5 7,0 7,0 7,0 8,0 7,0 8,0 7,5 7,5 7,5 8,0 7,3 7,5
Organización y planificación del trabajo 2 4 6 6 6 4 4 6 6 6 6 6 5,2 5,5
Método ............................................ 4 4 6 6 6 6 4 8 8 8 6 8 6,2 6,5
Ritmo de trabajo .............................. 4 4 6 6 6 6 8 4 6 6 6 8 5,8 6,0
Trabajo realizado ............................. 6 8 8 8 6 6 8 6 6 6 6 6 6,7 7,0
SUBTOTAL HABILIDAD 4,0 5,0 6,5 6,5 6,0 5,5 6,0 6,0 6,5 6,5 6,0 7,0 6,0 6,3
Iniciativa ........................................... 2 4 2 2 4 4 4 4 2 4 4 4 3,3 3,5
Trabajo en equipo ............................ 4 4 6 6 6 4 4 8 6 6 6 6 5,5 6,0
Puntualidad y asistencia .................. 10 10 10 10 10 10 10 10 8 10 10 8 9,7 9,7Responsabilidad .............................. 6 4 6 6 8 6 8 6 6 4 6 8 6,2 6,0
SUBTOTAL ACTITUD 5,5 5,5 6,0 6,0 7,0 6,0 6,5 7,0 5,5 6,0 6,5 6,5 6,2 6,3
TOTAL 5,2 5,7 6,5 6,5 6,7 6,5 6,5 7,0 6,5 6,7 6,7 7,2 6,5 6,7
Cuadro 4
O B S E R V A C I O N E S
FICHA DE SEGUIMIENTO Y EVALUACIÓN. EJEMPLO
APELLIDOS Y NOMBRE NÚMERO
CURSO

26
Gráfico 1 E V O L U C I Ó N S E M A N A L (PARCIAL)
Gráfico 2 E V O L U C I Ó N S E M A N A L (AGREGADA)
Los informes Los llamados informes no son sino comentarios explicativos de las anotaciones sintéticas que se formulan en las hojas del alumno o en las fichas de seguimiento. Pueden estar incluso incorporados como anexos a los documentos anteriores. Brindan la oportunidad de razonar sus propuestas valorativas y de acotar el alcance de un listado de afirmaciones o negaciones (en el caso de las hojas semanales que integran el cuaderno de prácticas) o de número (en el caso de la ficha de seguimiento y evaluación).
0
1
2
3
4
5
6
7
8
9
1 2 3 4 5 6 7 8 9 10 11 12
Capacidad
Habilidad
Actitud
0
1
2
3
4
5
6
7
8
1 2 3 4 5 6 7 8 9 1 0 1 1 1 2
27
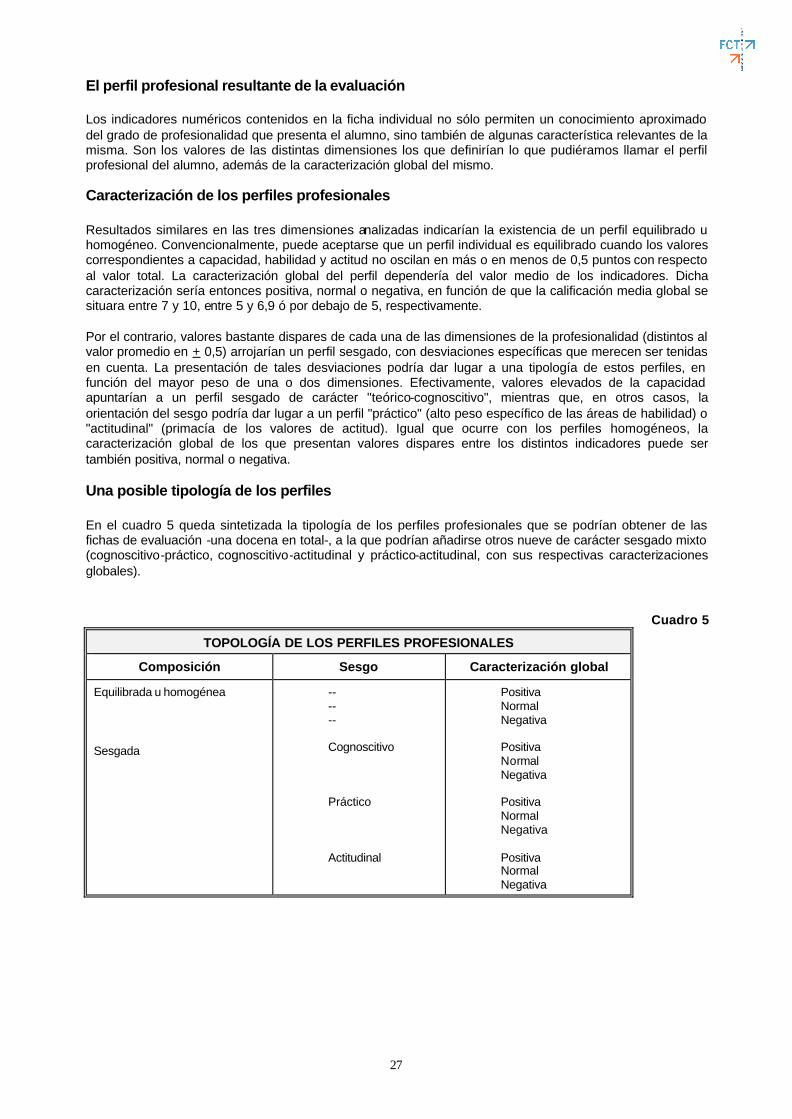
El perfil profesional resultante de la evaluación Los indicadores numéricos contenidos en la ficha individual no sólo permiten un conocimiento aproximado del grado de profesionalidad que presenta el alumno, sino también de algunas característica relevantes de la misma. Son los valores de las distintas dimensiones los que definirían lo que pudiéramos llamar el perfil profesional del alumno, además de la caracterización global del mismo. Caracterización de los perfiles profesionales Resultados similares en las tres dimensiones analizadas indicarían la existencia de un perfil equilibrado u homogéneo. Convencionalmente, puede aceptarse que un perfil individual es equilibrado cuando los valores correspondientes a capacidad, habilidad y actitud no oscilan en más o en menos de 0,5 puntos con respecto al valor total. La caracterización global del perfil dependería del valor medio de los indicadores. Dicha caracterización sería entonces positiva, normal o negativa, en función de que la calificación media global se situara entre 7 y 10, entre 5 y 6,9 ó por debajo de 5, respectivamente. Por el contrario, valores bastante dispares de cada una de las dimensiones de la profesionalidad (distintos al valor promedio en + 0,5) arrojarían un perfil sesgado, con desviaciones específicas que merecen ser tenidas en cuenta. La presentación de tales desviaciones podría dar lugar a una tipología de estos perfiles, en función del mayor peso de una o dos dimensiones. Efectivamente, valores elevados de la capacidad apuntarían a un perfil sesgado de carácter "teórico-cognoscitivo", mientras que, en otros casos, la orientación del sesgo podría dar lugar a un perfil "práctico" (alto peso específico de las áreas de habilidad) o "actitudinal" (primacía de los valores de actitud). Igual que ocurre con los perfiles homogéneos, la caracterización global de los que presentan valores dispares entre los distintos indicadores puede ser también positiva, normal o negativa. Una posible tipología de los perfiles En el cuadro 5 queda sintetizada la tipología de los perfiles profesionales que se podrían obtener de las fichas de evaluación -una docena en total-, a la que podrían añadirse otros nueve de carácter sesgado mixto (cognoscitivo-práctico, cognoscitivo-actitudinal y práctico-actitudinal, con sus respectivas caracterizaciones globales).
Cuadro 5
TOPOLOGÍA DE LOS PERFILES PROFESIONALES
Composición Sesgo Caracterización global
Equilibrada u homogénea Sesgada
-- -- -- Cognoscitivo Práctico Actitudinal
Positiva Normal Negativa Positiva Normal Negativa Positiva Normal Negativa Positiva Normal Negativa