grasa y aceites. 1er avance
TRANSCRIPT
MAESTRÍA EN INGENIERÍA QUÍMICA
DIRECCIÓN DE INVESTIGACIÓN Y POSTGRADO
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA UNEXPO
TECNOLOGIA DE ACEITES Y GRASAS
1ER AVANCE
Autor: Wanda Obispo
Prof. Marisela Luzardo
Barquisimeto, Mayo 2014

Grasa y aceites
El término grasa se define como nombre genérico de substancias orgánicas,
muy abundantes en los tejidos de plantas y animales, formados por la
combinación de ácidos grasos y glicerina. es decir triglicéridos
La diferencia entre ellos radica en el estado en el cual se encuentra, estando
las grasas en estado sólidas debido a que sus enlaces están saturados de
hidrógenos y sus puntos de fusión son altos (con respecto a los aceites) y los
aceites se encuentra en estado líquidos ya que sus enlaces no están saturados
de hidrógenos y existen en su estructura dobles enlaces que disminuyen su
punto de fusión (entonces tenemos aceites líquidos a temperatura ambiente).
Clasificación de las grasa según su origen
1. Grasa de origen animal
-Animales terrestres:
Los animales que se utilizan fundamentalmente, son la vaca, el buey y el
cerdo. También se utilizan secrecciones de estos, siendo la más
importante la leche de vaca (3% de mat. Grasa)
Los aceites y grasas de mayor proporción, son:
– Ácido palmítico C16:0– Ácido esteárico C18:0– Ácido oleico C18:1(9c).
-Animales marinos
Los más importantes para el consumo humano son los mamíferos:
ballenas y focas, aunque son de considerable interés, los pescados de la
familia de los arenques: arenques, sábalo y sardinas.
Predominan los aceites y grasas fuertemente insaturados, entre los que
destacamos:
-C18:4 (6, 9, 12, 15)-C20:5 (5, 8, 11, 14, 17)-C22:5 (7, 10, 13, 16, 19)-C22:6 (4, 7, 10, 13, 16, 19)
2. Aceites de origen vegetal
-Frutos: Representan el 20% del total. Los frutos de mayor
importancia, son la aceituna, la palma y últimamente el aguacate.
-Semillas: Son el 80% del aceite de uso comestible, ya que la variedad
de semillas es grande. Se puede consumir directamente, con previa refinación
(girasol y maíz ), o bien usados como aceites de frituras, para obtención de
margarinas, etc.
Propiedades fisicoquímicas de los aceites y grasas
Propiedades Físicas
– Densidad: menor de 1.0 g/ml
– Viscosidad: 30-50 centistokes 37.8°C (rango normal)
– Estado físico: Líquido (20°C), normalmente aceite de vegetales
– Semi-sólido: (20°C), manteca, grasa, estado plástico (combinación de
sólidos/líquidos)
– Sólido: (20°C) aceites totalmente hidrogenados, triglicéridos puros.
– Punto de fusión: las grasas se funden a 0% de sólidos. Se determina por
diferentes métodos como capilar cerrado, capilar abierto, punto de
goteo, Wiley.
– Presiones de vapor: Los triglicéridos de ácidos grasos de cadena larga
tienen presiones de vapor muy bajas y sólo pueden ser destilados
molecularmente. Los ácidos grasos son más volátiles y pueden
destilarse a una presión absoluta reducida (base de proceso de
desodorización).
– Propiedades Ópticas: El índice de refracción de los aceites y grasas es
una importante característica por la facilidad y exactitud con que puede
ser determinado. Esta propiedad permite: Identificar las grasas, controlar
el proceso y medir el grado de instauración.
Propiedades Químicas
-Composición química:
Las grasas y aceites, están constituidas por dos fracciones claramente
diferenciadas:
-Fracción saponificable, constituida por los glicéridos, y por AG´s
libres. Representan el 97% del total.
-Fracción insaponificable, constituida por hidrocarburos, esteroles ,
tocoferoles, vitaminas, y colorantes.
Existen otros componentes, agua y fosfátidos, que no se pueden englobar en
ninguna de estas dos fracciones.

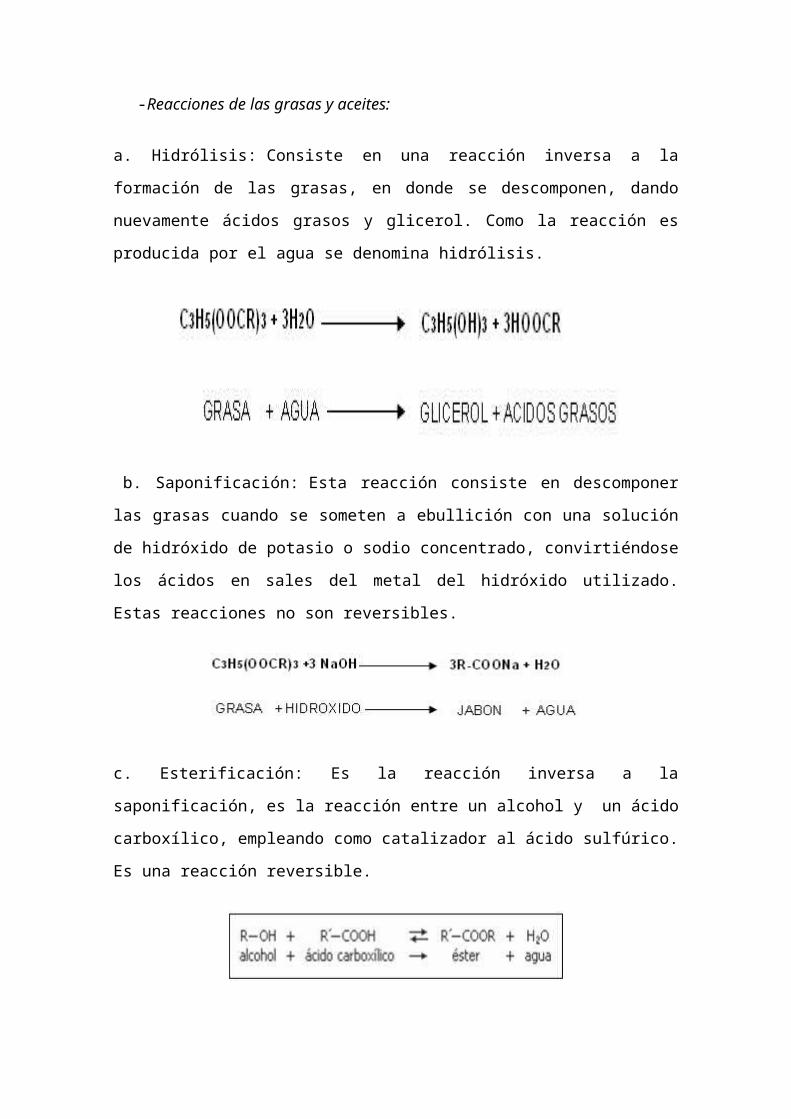
-Reacciones de las grasas y aceites:
a. Hidrólisis: Consiste en una reacción inversa a la formación de las grasas, en
donde se descomponen, dando nuevamente ácidos grasos y glicerol. Como la
reacción es producida por el agua se denomina hidrólisis.
b. Saponificación: Esta reacción consiste en descomponer las grasas cuando
se someten a ebullición con una solución de hidróxido de potasio o sodio
concentrado, convirtiéndose los ácidos en sales del metal del hidróxido
utilizado. Estas reacciones no son reversibles.
c. Esterificación: Es la reacción inversa a la saponificación, es la reacción entre
un alcohol y un ácido carboxílico, empleando como catalizador al ácido
sulfúrico. Es una reacción reversible.
d. Interesterificación: Esta reacción consiste en reacomodar o redistribuir los
ácidos dentro de las moléculas de triglicéridos, el proceso consiste en calentar
el aceite a bajas temperaturas, con agitación y en la presencia de un
catalizador, el objetivo es el de mejorar las características funcionales del
producto, de ninguna manera se cambia el grado de saturación ni el estado
isomérico de los ácidos grasos.
e. Hidrogenación: El objetivo de esta reacción es la de saturar los enlaces
insaturados. Consiste en añadir el hidrogeno gaseoso a los dobles enlaces de
los ácidos insaturados en presencia de un catalizador.
Resultados de la Hidrogenación:
Mayor punto de fusión
Mejor estabilidad oxidativa
Mejores propiedades funcionales para diferentes aplicaciones
f. Oxidación: La oxidación de las grasas se produce por la acción del oxigeno
sobre los ácidos grasos, formándose peróxidos y radicales libres. La función de
la luz en esta reacción es que actúa como catalizador. El proceso se presenta
en tres etapas como se muestra en la reacción de oxidación.
Se favorece a medida que se incrementa la concentración A –
grasos insaturados
Los ácidos grasos provenientes de la hidrólisis de los triacilgliceridos,
son más susceptibles a la oxidación que cuando se encuentran en forma
de esteres.
El ataque se hace: 1. sobre un sistema cis, cis( 1, 4) – pentadieno
2. sobre un grupo metilo a adyacente al doble enlace
g. Halogenación: Los halógenos cloro, bromo y yodo, y también el monocloruro
y el monobromuro de yodo pueden adicionarse a los dobles enlaces de los
ácidos grasos insaturados con facilidad, aunque en forma cuantitativa sólo bajo
condiciones especiales.
Esta reacción es la base de una importante característica de los aceites y las
grasas, que es el índice de yodo y que mide el verdadero grado de
instauración. El índice de yodo se define como el número de gramos de yodo
absorbidos, por cada 100 gramos de grasa bajo condiciones determinadas.

Aspectos nutricionales de la materia prima para la elaboración de grasas
y aceites

Aspectos nutricionales de:
1. Aceite de coco
2. Aceite de palma
Cantidad por 100 gramos
Calorías 884
Lípido 100 g
Ácido graso saturado 49 g
Ácido graso poliinsaturado 9 g
Ácido graso monoinsaturado 37 g
Colesterol 0 mg
Sodio 0 mg
Glúcido 0 g
Fibra alimentaria 0 g
Azúcar 0 g
Proteína 0 gVitamina A 0IU Calcio 0mg Vitamina C 0mg Hierro 0mg Vitamina B6 0mg Magnesio 0mg Cianocobalamina µg
3. Aceite de oliva
Cantidad por 100 gramos
Calorías 884
Lípido 100 g
Ácido graso saturado 14 g
Ácido graso poliinsaturado 11 g
Ácido graso monoinsaturado 73 g
Colesterol 0 mg
Sodio 2 mg
Potasio 1 mg
Glúcido 0 g
Fibra alimentaria 0 g
Azúcar 0 g
Proteína 0 gVitamina A 0IU Calcio 0mg Vitamina C 0mg Hierro 0mg Vitamina B6 0mg Magnesio 0mg Cianocobalamina µg
4. Aceite de maíz
Cantidad por 100 gramos
Calorías 900
Lípido 100 g
Ácido graso saturado 13 g
Ácido graso poliinsaturado 55 g
Ácido graso monoinsaturado 28 g
Colesterol 0 mg
Sodio 0 mg
Glúcido 0 g
Fibra alimentaria 0 g
Azúcar 0 g
Proteína 0 gVitamina A 0IU Calcio 0mg Vitamina C 0mg Hierro 0mg

Vitamina B6 0mg Magnesio 0mg Cianocobalamina µg
5. Aceite de soya
6. Aceite de ajonjolí
Cantidad por 100 gramos
Calorías 884
Lípido 100 g
Ácido graso saturado 14 g
Ácido graso poliinsaturado 42 g
Ácido graso monoinsaturado 40 g
Colesterol 0 mg
Sodio 0 mg
Glúcido 0 g
Fibra alimentaria 0 g
Azúcar 0 g
Proteína 0 gVitamina A 0IU Calcio 0mg Vitamina C 0mg Hierro 0mg Vitamina B6 0mg Magnesio 0mg Cianocobalamina µg

7. Aceite de linaza
Cantidad por 100 gramosValor energético: 3760 kj/900 kcalProteínas 0 gr.Hidratos de carbono: 0 gr.Grasas: 100 gr. -de las cuales saturadas: 11 gr. -de las cuales monoinsaturadas: 18 gr. -de las cuales poliinsaturadas: 71 gr.
De estas últimas se calcula que del 45 al 65 % son ácidos grasos
omega 3 y del 12 al 20 % son omega 6.
8.. Aceite de borraja
Conservación de aceites y grasas, procesos de degradación.
Los aceites y grasas deben protegerse frente al deterioro oxidativo, la
contaminación con agua, suciedad, o con otras grasas, la absorción de olores y
sabores extraños, el deterioro térmico y la entrada de sustancias extrañas
procedentes de los materiales de empaquetado y forrado. Los factores de
deterioro son la temperatura, la presión de oxígeno, los productos de oxidación,

las trazas de metales, las enzimas oxidativas y lipolíticas, la disminución de los
antioxidantes naturales, y la luz ultravioleta y visible. El empleo de
temperaturas de almacenamiento bajas, el envasado en vacío o en nitrógeno;
evitar que el cobre y las aleaciones de hierro y cobre formen parte de los
materiales de construcción de las cubas de almacenamiento; y el empleo de
antioxidantes naturales o sintéticos y de secuestrantes metálicos como aditivos,
contribuyen a evitar el deterioro del aceite durante el almacenamiento..
Procesos de degradación
-Rancidez Hidrolitica.
Se origina por la humedad y las altas temperaturas aunque también puede
tener origen enzimático (lipasas).debida a la hidrolisis de los triglicéridos que
integran una grasa o aceite. Se da más comúnmente en productos lácteos y
granos
-Rancidez Oxidativa
Originada por la presencia de oxigeno, calor luz y humedad.se debe a la
oxidación de los dobles enlaces de los ácidos grasos insaturados. Se da en el
proceso de hidrogenación para la obtención de margarina.
-Termo oxidación.
Se origina por altas temperaturas que originan la oxidación. Se presenta mas
comúnmente en el refinado de aceites
Oleaginosas: Extracción de aceites
Para extraer el aceite es preciso romper las células vegetales mediante
trituración, y después aislar la parte grasa (aceite) de los otros componentes de
las semillas o frutos.
• Triturado: Se lleva a cabo mediante rodillos o muelas, hasta obtener una
pasta homogénea.

• Prensado: Mediante diversos dispositivos mecánicos, se aplica presión a la
pasta de semillas o frutos triturados hasta exprimir el aceite que contiene.
Puede hacerse en caliente o en frío.
El hacerlo en caliente o en frío reviste mucha importancia desde el punto de
vista nutritivo.
•Prensado en caliente: La pasta se calienta antes de ser exprimida. De esta
forma se obtiene más aceite, pero se destruye una parte más o menos
importante de las vitaminas y fitosteroles que forman parte del aceite.
•Prensado en frío: La pasta se exprime a temperatura ambiente, con lo cual se
obtiene menos cantidad de aceite, pero más rico en sustancias
insaponificables. Estas sustancias están constituidas por los componentes no
grasos del aceite, como las vitaminas y los fitosteroles, a los que debe su sabor
y muchas de sus propiedades medicinales.
El aceite obtenido por presión en frío no precisa ser refinado en la misma
medida que el obtenido por presión en caliente. Gracias a ello sufre una menor
pérdida de vitaminas y fitosteroles; con lo cual resulta más rico en sustancias
activas. Por eso los aceites obtenidos en frío son los recomendables desde el
punto de vista dietoterápico.
• Extracción con disolvente: La 'torta' o residuo que queda después de aplicar
presión a la pasta, contiene todavía de un 10% a un 20% de aceite, que la
industria se resiste a perder. Para aprovechar ese aceite residual, se realizan
los siguientes procesos:
- Tratamiento de la pasta prensada con disolventes (cloruro de etileno, exano),
que arrastran el aceite residual.
- Eliminación de los disolventes: Calentando ese aceite residual, se evaporan
los disolventes, y queda el aceite puro. Tanto el cloruro de etileno como el
exano son muy tóxicos, por lo que deben ser totalmente eliminados del aceite.
En teoría el proceso de calentamiento lo logra, pero en la práctica pueden

quedar restos de disolventes. Además, el calentamiento destruye las vitaminas
y otras sustancias activas que pudieran quedar en el aceite.
Los complejos procesos de extracción y refinado, convierten al aceite de oliva
en una sustancia grasa purificada, que se conserva muy bien, pero bastante
insípida y carente de poder curativo. Por el contrario, el aceite obtenido por
prensado en frío y no refinado (aceite de oliva virgen), como el que se extraía
mediante este antiguo molino, es un auténtico jugo de semillas o de frutos, que
contiene vitaminas, fitosteroles, lecitina y otros principios activos de acción
medicinal.
Refinación de aceites y grasas
Como consecuencia de someter un aceite a estos procesos fisicoquímicos de
presión, calentamiento y aplicación de disolventes, se forman impurezas y
sustancias que comunican un sabor indeseable al aceite. Las más importantes
son los ácidos grasos libres, que cuando se encuentran en una proporción
superior al 2% (2' de acidez) comunican al aceite un sabor muy fuerte y
desagradable.
La acidez de un aceite mide el porcentaje de ácidos grasos libres que contiene.
En el aceite de oliva virgen de máxima calidad, la acidez máxima es del 0,2%,
es decir, de 0,2º.
Cuanto más se fuerza la extracción del aceite con presión y calor, más ácidos
grasos libres contiene, y más necesario se hace refinarlo para eliminarlos.
Al refinar el aceite se producen los siguientes cambios:
• Reducción de su grado de acidez, al eliminar los ácidos grasos libres.
• Pérdida en su sabor, haciéndose más suave y neutro.
• Disminución en la cantidad de sustancias insaponificables (vitaminas,
fitosteroles y otras), a las que el aceite debe parte de su aroma y de sus
propiedades medicinales.
a) Desgomado.
Casi la totalidad de los aceites de semillas contienen fosfátidos, llamados
lecitinas. Estos, deben ser extraídos de los aceites dado que su presencia
origina muchos inconvenientes en el almacenamiento, refinación y
conservación de los mismos, tales como:
- Decantaciones en los tanques de almacenamiento.
- Pérdidas elevadas en refinación.
- Dificultad de conservación.
- Formación de espumas al calentar el aceite.
El proceso de desgomado consiste, a groso modo, en un calentamiento del
aceite, la adición de una solución de ácido fosfórico, la mezcla por agitación del
aceite y el ácido y su centrifugación para la separación de las gomas,
coaguladas de esta forma.
b) Neutralización.
La neutralización de los aceites y de las grasas se efectúa generalmente
saponificando los ácidos grasos libres con una solución de hidróxido sódico o,
más raramente, con otras soluciones (hidróxido potásico, carbonato sódico...
etc.) y separando, por medios físicos (decantación, centrifugación) los jabones
insolubles precipitados en los aceites. Para tener menos pérdidas de aceite en
la neutralización, ésta suele hacerse, en los aceites de elevada acidez, en dos
etapas. Algunos aceites, como el de oliva, de baja acidez, no necesitan un
proceso químico para su neutralización, les basta con una desodorización
neutralizante, es decir, los ácidos libres son destilados en el proceso de
desodorización.
c) Descerado.
El proceso de descerado tiene por objeto separar aquellos glicéridos de más
alto punto de fusión que originan enturbiamiento y aumento de viscosidad en
los aceites al bajar la temperatura, y consiste en precipitar en forma de

cristales, en determinadas condiciones de temperatura-tiempo, los glicéridos
saturados causantes del enturbiamiento.
d) Lavado.
Para obtener aceites libres de jabones después de las operaciones de
desgomado, neutralización y descerado, se debe proceder a un enérgico
lavado del aceite con agua caliente ya que los jabones son siempre
parcialmente solubles en el aceite neutro.
e) Secado.
Para eliminar las trazas de humedad suele someterse a los aceites a un
secado a vacío.
f) Decoloración.
Los aceites suelen poseer sustancias colorantes heredadas de los frutos de
los que se obtienen. Entre ellas podemos destacar los colores rojos debidos a
los carotenoides; los amarillos, debidos a las xantofilas o los verdes, debidos a
las clorofilas. El procedimiento más usado es hacer absorber las sustancias
colorantes por tierras especiales o carbón activo.
g) Winterizado de pulido.
En muchos casos, después de la decoloración, suele hacerse una nueva
invernación del aceite para eliminar las últimas trazas de ceras que pudieran
formar una pequeña nube en la botella al enfriarse. En esto consiste la
winterización de pulido.
h) Desodorización.
Todavía es necesario eliminar las sustancias que proporcionan olores
desagradables, y ésta es la finalidad de la desodorización. Esta, se lleva a cabo
mediante la destilación de las sustancias malolientes bajo vacíos 2-3 mm de
mercurio y con inyección de vapor vivo, debido a que las sustancias que
confieren mal olor al aceite suelen ser más volátiles que los triglicéridos.

Procesos de modificación de las grasas
-Hidrogenación. La hidrogenación de las grasas y aceites comestibles se ha
realizado en gran escala desde principios de siglo. El proceso se lleva a cabo
en un sistema trifásico (gas hidrógeno, aceite líquido y catalizador sólido), a
temperaturas que varían desde unos 120 °C hasta unos 220 °C como máximo
en las etapas finales de reacción. El catalizador consiste en pequeños cristales
de níquel soportados por un óxido inorgánico, normalmente sílice o alúmina.
Tras la reacción, se filtra el catalizador y se eliminan todas las trazas de níquel
residual después del refinado, hasta conseguir un nivel de 0,1 mg/kg o inferior.
La hidrogenación consiste en una serie de reacciones consecutivas con una
cinética de reacción de pseudo primer orden:
K3 K2 K1
18:3 18:2 18:1 18:0
en que K3, K2 y K1 son las constantes de velocidad de reacción de los ácidos
linolénico, linoleico y oleico respectivamente. En casi todas las
hidrogenaciones, el ácido linolénico se transforma en compuestos menos
saturados. Dependiendo de las condiciones de reacción, puede cambiar
considerablemente el llamado Cociente de Selectividad (K2/K1); así, con
catalizadores de níquel, varía de aproximadamente 10 a bajas temperaturas a
50 ó 100 a altas temperaturas. Un cociente de selectividad elevado supone que
se forma relativamente poco ácido saturado, y que los ácidos grasos
monoinsaturados son el principal producto de reacción.
Aparte de la reducción de la insaturación, durante la hidrogenación también se
da una isomerización de los dobles enlaces: isomerización geométrica (cis-
trans), y de posición. Los mecanismos de hidrogenación y de isomerización se
relacionan estrechamente (Koritala y Dutton, 1973; Rozendaal, 1976).
Inicialmente se forma un intermedio mediohidrogenado, en el que la molécula
adsorbida a la superficie del catalizador con un enlace sencillo puede rotar
libremente. La adición de un segundo átomo de hidrógeno saturaría el enlace,
mientras que la sustracción de un átomo de hidrógeno del estado intermedio
mediohidrogenado de la superficie del níquel produce o bien la molécula
original o bien un isómero de posición o geométrico. La hidrogenación de los
ácidos grasos polienoicos se produce, al menos parcialmente, a través de
isómeros conjugados (por ejemplo, c9, t11 o t10, c12), que son muy reactivos y
por tanto se convierten rápidamente en ácidos monoenoicos en cis
o en trans sin acumularse. De la cantidad total de ácidos grasos
en trans presentes en los aceites de grasas hidrogenados, la mayor parte son,
con mucha diferencia, los monoenos en trans. Dada la importancia del papel de
la hidrogenación en la producción de grasas plásticas, los ácidos grasos
en trans se pueden encontrar en importantes cantidades en muchos productos.
La cantidad de dienos cis, trans y trans,cis es mucho menor, y el nivel de
dienostrans,trans raramente supera el 1 por ciento (Gottenbos, 1983).
Aparte de la hidrogenación, existen otras dos importantes tecnologías de
modificación de grasas. La primera es la interesterificación, el reordenamiento
al azar de los ácidos grasos en la molécula del triglicérido, bajo la influencia de
un catalizador moderadamente alcalino. Esto modifica el comportamiento de la
grasa frente a la fusión, sin que cambie la naturaleza de sus ácidos grasos. La
segunda es el fraccionamiento, la separación controlada de las fracciones de
aceite/grasa a temperaturas bajas (fraccionamiento en seco) los disolventes
(fraccionamiento con disolventes). En este proceso no se dan cambios en la
naturaleza química de los ácidos grasos. El aceite de palma se fracciona en
palmoleína y palmestearina.
-Interrelaciones entre las tecnologías de modificación de grasas. En la industria
se emplean varios aceites y grasas intercambiables, conservando una calidad
constante. Generalmente se elige la combinación menos cara de materias
primas que sea compatible con la calidad requerida. La hidrogenación amplía
en gran medida el número de grasas disponibles que poseen un
comportamiento determinado frente a la fusión, lo que aumenta la capacidad de
intercambio y disminuye los costos. En situaciones en que no se da
hidrogenación, la combinación de la nteresterificación, el fraccionamiento y la
selección del aceite inicial pueden constituir soluciones aceptables para limitar
la formación de isómeros en términos de calidad del producto, pero sin
embargo los costos son mayores. Si bien las modificaciones específicas reales,
como la hidrogenación o la nteresterificación son relativamente baratas, los
costos de las pérdidas de flexibilidad pueden ser considerablemente mayores.
Los procesos de modificación de aceites pueden cambiar a medida que se
pueda disponer de nuevas composiciones mediante la biotecnología de las
plantas (Sommerville, 1993).
Elaboración industrial de aceite refinado
-Almacenamiento. Muchas de las fases de elaboración industrial tienen su
origen en los procedimientos tradicionales. En las operaciones en gran escala,
las semillas oleaginosas se secan hasta obtener una humedad inferior al 10 por
ciento. Se pueden almacenar durante períodos prolongados de tiempo en
condiciones adecuadas de aireación, tomando precauciones contra las
infestaciones de insectos y roedores. Este tipo de almacenamiento reduce la
infección por mohos y la contaminación con micotoxinas, y minimiza el proceso
de degradación biológica que conduce a la aparición de ácidos grasos libres y
de color en el aceite.
Las frutas oleaginosas, como la aceituna y la palma, deben tratarse tan pronto
como sea posible. La palma se esteriliza como primer paso de la elaboración.
Los tejidos adiposos y las materias primas procedentes del pescado (esto es, el
cuerpo o el hígado) se derriten durante las primeras horas haciéndolos hervir
para destruir las enzimas y evitar el deterioro del aceite.
-Elaboración. Las semillas oleaginosas generalmente se limpian de sustancias
extrañas antes de ser descortezadas. Las almendras se muelen para reducir su
tamaño y se cuecen con vapor, y el aceite se extrae mediante un torno o una
presa hidráulica. La torta de la prensa se desprende en escamas para la
posterior extracción de las grasas residuales con disolventes, como el hexano
«de uso alimentario». El aceite puede extraerse directamente con disolventes
de los productos con bajo contenido en aceite, tales como la soja, el salvado de
arroz y el maíz.

Después de la esterilización, se extrae la pulpa (digestión) antes de someterla
a presión mecánica a menudo en una prensa de torno. Las almendras de
palma se extraen de la torta de prensado y se vuelven a elaborar para obtener
el aceite. Los tejidos animales se reducen de tamaño antes de derretirlos con
procesos secos o húmedos. Después de un tratamiento en autoclave, los
tejidos de pescado se prensan y la suspensión aceite/agua se centrífuga para
separar el aceite.
-Refinado del aceite. El refinado produce un aceite comestible con las
características deseadas por los consumidores, como sabor y olor suaves,
aspecto limpio, color claro, estabilidad frente a la oxidación e idoneidad para
freír. Los dos principales sistemas de refinado son el refinado alcalino y el
refinado físico (arrastre de vapor, neutralización destilativa), que se emplean
para extraer los ácidos grasos libres.
El método clásico de refinado alcalino comprende normalmente las siguientes
etapas:
1aetapa Desgomado con agua para eliminar los fosfolípidos fácilmente
hidratables y los metales.
2aetapa Adición de pequeñas cantidades de ácido fosfórico o cítrico para
convertir los restantes fosfolípidos no hidratables (sales de Ca, Mg) en
fosfolípidos hidratables.
3aetapa Neutralización de los ácidos grasos libres con un ligero exceso de
solución de hidróxido sódico, seguida de la eliminación por lavado de
los jabones y de los fosfolípidos hidratados.
4aetapa Blanqueo con tierras minerales naturales o activadas con ácido para
adsorber los compuestos coloreados y para descomponer los
hidroperóxidos.
5aetapa Desodorización para eliminar los compuestos volátiles, principalmente
aldehídos y cetonas, con bajos umbrales de detección por el gusto y el
olfato. La desodorización es fundamentalmente un proceso de
destilación con vapor que se lleva a cabo a bajas presiones (2-6
mbares) y elevadas temperaturas (180-220 °C).

En algunos aceites, como el de girasol o el de salvado de arroz, se obtiene un
producto claro de mesa mediante una etapa de eliminación de las ceras o de
cristalización de los ésteres de ceras a baja temperatura, seguida de una
filtración o centrifugación.
El proceso de neutralización alcalina tiene importantes inconvenientes, el
rendimiento es relativamente bajo y se producen pérdidas de aceite debido a la
emulsión y saponificación de los aceites neutros. También se genera una
cantidad considerable de efluente líquido. Los jabones se disocian
generalmente con ácido sulfúrico, recuperándose los ácidos grasos libres junto
con sulfato sódico y vapor de agua ácida que contiene grasa.
En el refinado físico, los ácidos grasos se eliminan mediante un procedimiento
de destilación al vapor (arrastre) similar a la desodorización. La baja volatilidad
de los ácidos grasos (que depende de la longitud de la cadena) requiere
temperaturas más elevadas que las requeridas sólo para la desodorización. En
la práctica, una temperatura máxima de 240-250 °C es suficiente para reducir
el contenido de ácidos grasos libres a niveles de alrededor del 0,05-0,1 por
ciento. Un requisito previo del refinado físico es que se eliminen los fosfátidos
hasta un nivel inferior a los 5 mg de fósforo/kg de aceite. En el proceso de
refinado clásico, este nivel se consigue fácilmente en la etapa de
neutralización, pero se requiere un proceso especial de desgomado para el
refinado físico de las semillas oleaginosas con alto contenido en fosfátidos.
Estos procedimientos se basan en una hidratación mejorada de los fosfolípidos
mediante un contacto íntimo entre el aceite y una solución acuosa de ácido
cítrico, ácido fosfórico y/o hidróxido sódico, seguida de blanqueo (Segers y van
de Sande, 1988).
Es improbable que las condiciones de reacción suave empleadas durante el
desgomado y la neutralización induzcan cambios significativos indeseables en
la composición del aceite. Por el contrario, algunas impurezas, incluidos
compuestos oxidados, trazas de metales y materiales coloreados se eliminan
parcialmente por arrastre con los fosfolípidos y con el depósito de jabón. Estas
impurezas se reducen posteriormente durante el blanqueo. La neutralización
también contribuye considerablemente a eliminar contaminantes, tales como

las aflatoxinas y los organofosforados. (Thomas, 1982). Los plaguicidas
organoclorados y los hidrocarburos aromáticos policíclicos, si están presentes,
deben eliminarse durante la etapa de desodorización/arrastre y mediante un
tratamiento con carbón activo. Suelen producirse pérdidas de tocoferoles y
esteroles durante la etapa de neutralización alcalina, pero, sin embargo, en
condiciones bien controladas (minimizando el contacto con el aire) esta pérdida
no supera el 5-10 por ciento (Gertz, 1988; Johansson y Hoffmann, 1979).
Proceso de elaboración de la margarina y mantecas
Antes de describir el proceso de la margarina, es importante conocer su
definición, ya que se tiende confundir a con una mantequilla:
La margarina es una emulsión liquida o plástica, usualmente del tipo agua-
aceite, obtenida principalmente a partir de grasas y aceites que no proceden de
la leche.
La mayoría de las materias primas se obtienen de mataderos (grasas animales)
y de las semillas oleaginosas.
-Descripción del proceso
Primero se empieza con una transformación de las materias primas. Para tal
propósito se somete a una refinación física o química, debido a que las
materias primas poseen elevados defectos como son: elevada acidez, olores
desagradables, coloración excesiva, etc.
La refinación empieza con un pretratamiento donde la palma cruda es
desgomada y preblanqueada para terminar con una desodorización. Luego se
hace un fraccionamiento en donde se da como resultados dos productos: la
estearina y la oleína, materias primas esenciales para la producción de la
margarina. La refinación química trabaja con diferentes materias primas: sebo,
ajonjolí, soya y palmiste. Todas estas materias primas deben pasar por
diferentes etapas: neutralización, blanqueo y desodorización. Una vez refinada
la materia prima, se lleva a un proceso de hidrogenación, donde se obtiene un
producto de mejor calidad ya que se elimina el olor, el color y el sabor,
aumentando la conservación de dicho producto. En general son cinco
procesos básicos en la producción de margarina: pretratamiento, refinación
física o química, fraccionamiento e hidrogenación.
a)Proceso de pretratamiento
La palma cruda llega caliente (serpentines) al desgomador-neutralizador y se
inicia el calentamiento, luego se adiciona ácido cítrico y fosfórico, lo que
permite que el aceite se clarifique por sedimentación. Luego se realiza una
adsorción con tierra diátomaceas y luego se filtra.
b) Refinación física
El proceso se realiza en una torre de desodorización, al vacío con arrastre de
vapor de agua, de tal forma que se arrastran los componentes volátiles
causantes del mal olor y sabor. En la torre el aceite se somete a un proceso de
destilación de los ácidos grasos, promovida por la presión de vacío, la
temperatura, tiempo de permanencia en la torre y por la inyección directa del
vapor. Luego el aceite se prepara para el siguiente proceso y los ácidos grasos
son vendidos para la producción de jabón

c) Refinación química
Este proceso elimina las impurezas y productos volátiles a los aceites y las
grasas. Esta se identifica como la refinación alcalina.
• Neutralización: allí se eliminan los ácidos grasos añadiendo soda cáustica y
sal por agitación.
• Blanqueo: primero se adiciona calor para evaporar el agua presente. Luego
se adiciona tierra de diátomaceas por agitación y se aumenta la temperatura. Al
final se realiza una filtración.
• Desodorización: aquí se destila por arrastre de vapor, las sustancias
odoríferas y sustancias causantes de mal olor.
d) Fraccionamiento
Se realiza en seco o en fase aceite (sin solventes). El aceite se lleva a un
madurador en donde el aceite alcanza las condiciones óptimas de cristalización
bajo el control de la agitación y la disminución de temperatura. El aceite
cristalizado (20-25ºC) se bombea a unos filtros prensa donde se separa la
fracción liquida (estearina) de la fracción sólida (oleína).
e) Proceso de hidrogenación
Esta se aplica a las grasas y aceites refinados, con el fin de subir el punto de
fusión y mejorar la conservación (sabor, olor y calor), por la conversión de
varios radicales no saturados de glicéridos grasos en glicéridos de mayor
saturación. El aceite caliente se lleva a un reactor que contiene un catalizador
de Níquel pulverizado. Cuando la temperatura empieza a aumentar (150-
160ºC), se inyecta hidrogeno con una presión de 15 psi (valor óptimo para
obtener un mayor punto de fusión), luego se filtra para separar el aceite del
catalizador.
g) Producción de margarina
Aquí se mezclan las sustancias grasas (estearina, palma refinada, palma
hidrogenada, palmiste, sebo y ajonjolí), obtenidos en los procesos anteriores
con una solución acuosa compuesta por: agua, leche, sal, edulcolorantes

alimenticios (sacarosa, fructuosa) y emulcificantes. La margarina debe contener
+ 84% de las sustancias grasas y + el 15 % de la solución acuosa. Después del
mezclado, el producto se bombea a un intercambiador con el fin de darle la
consistencia óptima de solidificación. Luego pasa a las unidades de
enfriamiento y texturización para lograr el tamaño adecuado del cristal.
Luego se recoge el producto en cubas y pasa a la maquina empacadora para
su almacenamiento.
La mayoría de los equipos utilizados en el proceso son de acero inoxidable ya
que este metal combinado con las lecitinas y proteínas, favorecen la
solubilización de los glóbulos grasos.
h) Producción de mantecas
Las mantecas son productos que se caracterizan por su base 100% aceite y
como se requiere que sea un producto sólido a temperatura ambiente, se
formulan con aceites endurecidos y/o con grasas animales.
Diagrama de bloques, elaboración de aceites y grasas
Grasa de origen animal
-Tocino y tocineta:
El tocino está constituido por el tejido adiposo subcutáneo del cerdo. También
se denomina lardo. Se utiliza fresco y, con más frecuencia, salado.
Es bueno acotar que se le llama tocino cuando es graso y tocineta cuando es
magro, dependiendo de la zona del animal de donde se haya extraído se habla
de tocino de lomo o de espinazo, tocino ventresco o magroso, etc., de
diferente valor comercial o aprovechamiento industrial.
La salazón del tocino se lleva a cabo tras una desecación suave del producto
fresco u oreo del mismo, utilizando tan solo sal gorda.
La variedad obtenida del cerdo ibérico destaca sobre los otros tipos de tocino,
proporcionando un apreciado sabor y aroma a las preparaciones culinarias.
Actualmente, la utilización del tocino para su consumo como tal es bajo y tiende
a disminuir, pese a la considerable palatabilidad que da a los platos. Se utiliza
para añadir potajes o como un ingrediente más en elaboraciones de derivados
cárnicos.
Valoración nutricional
Por su composición, con más de un 70% de grasa y un 20% de agua, el tocino
es uno de los alimentos más energéticos y no contiene hidratos de carbono. Si
lo comparamos con la mayoría de los alimentos del grupo de carnes y
derivados, tampoco presenta cantidades destacables de proteína (tan sólo un
8% por cada 100 g de tocino)
Contiene pequeñas cantidades de minerales, calcio, hierro, zinc, magnesio,
potasio, selenio y algo más de fósforo. Además, el tocino salado presenta
cantidades considerables de sodio que limitará su consumo en personas
hipertensas.
Las vitaminas aparecen como elementos traza, destacando algo el contenido
en niacina y vitamina E.

Las actuales recomendaciones nutricionales se establecen en la línea de
disminuir la ingesta de grasa, especialmente saturada. La grasa, no debería de
aportar más del 30-35% de la energía total de la dieta. De acuerdo a estas
recomendaciones, el tocino no debe consumirse más que esporádicamente y
en cantidades pequeñas. Es preferible, en las preparaciones culinarias, sustituir
este componente por otras grasas con un mejor perfil lipídico y por otros
productos, como pueden ser las especias, que le aporten aroma
Composición nutricional tocino, tocineta
-Manteca de cerdo:
La manteca del cerdo forma parte de las grasas animales. Suele proceder del
vientre del cerdo (Sus scrofa domestica) o del peritoneo (denominado
tambiénmanto del cerdo). Suele ser de aspecto sólido a temperatura ambiente.
De color entre blanquecino y lechoso. Los ácidos grasos más habituales en la
manteca son:ácido oléico, ácido esteárico, ácido palmítico.Este tipo de grasa
suele ponerse rancia si no se manipula de forma adecuada
Valoración nutricional
Hidratos de carbono:0.00 g
Fibra:0.00 g
Gluten:0.00
Colesterol:95.00 mg
Fitoesteroles:0.00 mg
Agua:0.50 g
Calcio:0.00 mg
Hierro:0.10 mg
Magnesio:0.00 mg
Fósforo:1.00 mg
Potasio:1.00 mg
Sodio:1.00 mg
Zinc:0.04 mg
Cobre:0.00 mg
Manganeso:0.00 mg
Selenio:0.20 mcg
Vitamina A (rae):0.00 mcg_RAE
Vitamina E:1.20 mg
Vitamina C:0.00 mg
Vitamina B1:0.02 mg
Vitamina B2:0.00 mg
Vitamina B3:0.00 mg
Vitamina B5:0.00 mg
Vitamina B6:0.18 mg
Vitamina B12:0.00 mcg
-Mantequilla:

La mantequilla es la emulsión de agua en grasa, obtenida como resultado
del suero, lavado y amasado de los conglomerados de glóbulos grasos, que se
forman por el batido de la crema de leche y es apta para consumo, con o sin
maduración biológica producida por bacterias específica
Valoración nutricional
Cantidad por 100 gramos
Calorías 717
Lípido 81 g
Ácido graso saturado 51 g
Ácido graso poliinsaturado 3 g
Ácido graso monoinsaturado 21 g
Ácido graso trans 3,3 g
Colesterol 215 mg
Sodio 11 mg
Potasio 24 mg
Glúcido 0,1 g
Fibra alimentaria 0 g
Azúcar 0,1 g
Proteína 0,8 g
Vitamina A 2.499IU Calcio 24mg Vitamina C 0mg Hierro 0mg Vitamina B6 0mg Magnesio 0mg Vitamina D 60IU