grinding of inconel 718 alloy with air-oil-water mixture delivered by
TRANSCRIPT

1
2016 STLE Annual Meeting & Exhibition May 15-19, 2016 Bally’s Las Vegas Hotel and Casino Las Vegas, Nevada, USA
GRINDING OF INCONEL 718 ALLOY WITH AIR-OIL-WATER MIXTURE DELIVERED BY MQL TECHNIQUE
Environmentally Friendly Fluids R.B. Da Silva*1, D.Oliveira2, P.H.C. De Castro3, E.O. Ezugwu4, A.Marques5, A.R. Machado6,7, 1,2,3,5,6 Federal University of Uberlandia, Brazil; 4Air Force Institute of Technology, Kaduna, Nigeria; 7Mechanical Engineering Graduate Program, Pontifícia Universidade Católica do Paraná – PUC-PR, CEP 80215-901, Curitiba/PR, Brazil *[email protected] INTRODUCTION
Grinding is considered a finishing process used to achieve high dimensional and geometrical tolerances, including superior surface finish. This is mainly possible due to the small abrasive grains with high hardness and low radial depth of cut. However, abrasive grains are usually made from ceramic that are united by abond (resin or vitrified), so conventional grinding wheels are poor conductor of heat. In addition, grinding of most metals requires high specific energy, with very few exceptions (such as some ferrous materials). Since, the specific energy is a measure of machining efficiency (ratio of machining power to material removal rate), grinding is often referred to as a low efficient machining process (MARINESCU et al., 2004).
Another point to be considered in grinding is how the surface and sub-surface integrity of the machined parts are affected by the high cutting temperatures generated at the cutting surface. The main problems are structural changes, oxidation and decarburation, tensile residual stresses, distortion of the parts and burn of surfaces (MANDAL et al, 2014). These problems are more critical when grinding superalloys such as nickel and titanium-based ones. Because those materials are temperature resistant, they retain hardness at higher temperatures, which can demand higher specific energy during grinding. As a consequence, grinding wheel experiences rapid wear rate. If grains become dull, the specific energy increases rapidly, thereby impairing the grinding of nickel based superalloys.
Nickel alloys are mainly employed in applications such as aggressive environments because they can maintain high resistance to corrosion and high strength, mechanical and thermal fatigue, mechanical and thermal shock, creep and erosion at elevated temperatures (EZUGWU, 2002). On the other hand, especially the nickel-based superalloy Inconel 718haslow thermal conductivity (REED, 2006) that will generate very high cutting temperatures during
2
machining. According to Ezugwu (2002), the high temperature strength, toughness and ductility of nickel alloys impair chip segmentation. In addition, their high tendency to work hardening during machining creates a hardened surface that usually leads to rapid deterioration of grain edge and consequently becoming more difficult to maintain tighttolerances or the critical metallurgical integrity of the machined component.
Among the cooling techniques for grinding nickel alloys, the use of Minimum Quantity Lubrication (MQL) technique is an alternative due to its cooling and lubrication effects. Compressed air carries oil droplets in a mixture that is pumped and directed to the cutting regions which ensures the cooling action while the lubricating action is ensured by the oil droplets. The present study aims to investigate the effect of application of MQL technique, compared to flooding cooling, in grinding Inconel 718,in order to further contribute to the knowledge of machining this difficult-to-cut alloy.
METHODOLOGY
Experimental trials were carried out on a Mello tangential grinding machine, model P36. The abrasive wheel used was a conventional straight white aluminum oxide (Al2O3) with designation AA60K6V and dimensions of 300 mm external diameter x 25mm width x 76 mm internal diameter, from Norton Abrasives manufacturer. A single-point diamond dresser was used to dress the grinding wheel before each test at a depth of dressing of 10 µm. The workpiece material employed was the Inconel 718 with the dimensions of 30 mm length x 20 mm width x 15 mm height. It is a precipitation hardening nickel base superalloy. Wheel speed (Vs) of 35m/s and workpiece speed (vf) of 0.16m/s were kept constant. Six conditions were employed in this study involving the combination of tree depth of cut values (ae) with two cooling techniques (conventional method and MQL). Variation of depth of cut resulted in three different grinding cycles: 10 µm (6 cycles), 20 µm (3 cycles) and 30 µm (2 cycles). A total of 60 µm ofthe workpiece height was removed for each cutting conditions. A vegetable based fluid ME-3, from Tapmatic manufacturer, was used in all the trials at a dilution rate of 1:19. 545l/h (545,000 ml/h) and 240ml/h were the flow rates used for conventional and MQL coolant delivery techniques, respectively.
Surface roughness, Ra Rq and Rz parameters, were recorded at the end of each testin three different areas of the machined surface with the aid of a Mitutoyo SJ-201P portable stylus instrument. A cut-off of 0.8 mm and sampling length of 5 mm were previously selected. The average of all the readings for each condition represents the surface roughness value of the machined surface. The workpiece samples were analysed in a Scanning Electron Microscope (SEM) while microhardness was measured with a HMV Micro Hardness tester, SHIMADZU, at twelve different depths below the ground surface: 0.010,0.025, 0.040, 0.055, 0.070, 0.085, 0.100, 0.130, 0.160, 0.190, 0.300 and 0.500 mm. The microhardness measurements were repeated three times.
RESULTS AND DISCUSSIONS
The values of all the surface roughness parameters versus depth of cut values are shown in Figure 1. It can be noticed that in general roughness values
3
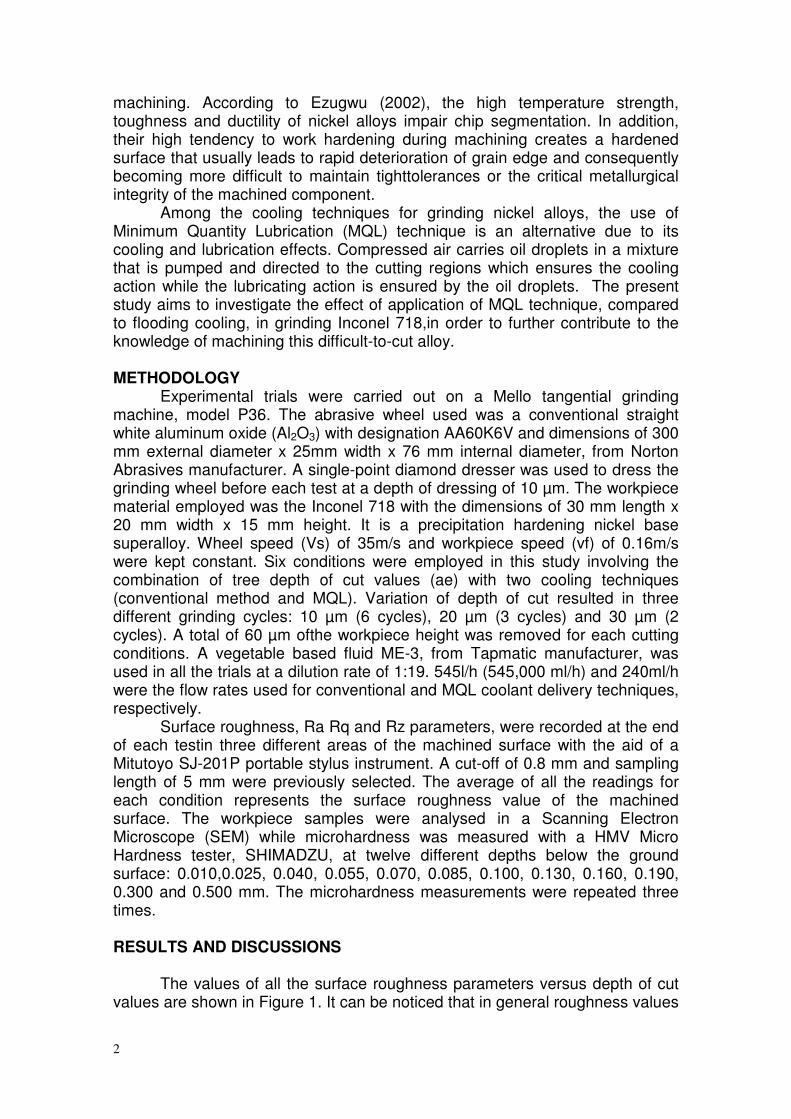
increased with depth of cut, as expected, irrespective of the cooling technique employed. Since contact area increases with radial depth of cut during grinding, the workpiece area being deformed is also extended, thereby leading to increase in heat generation in the cutting zone. Heating of the workpiece surface is accompanied by thermal expansion and outward surface movement towards the wheel in the pointwhere the high temperature occurs. As a result, a poorer surface texture is generated (MARINESCU et. al, 2007). Also Ra values increased with the depth of cut, regardless of the coolant technique employed. All the Ra values obtained are lower than 0.45 µm, well below the stipulated rejection limit of 1.6 µm for grinding process. In general, lower Ra values were obtained after machining with flooding and the major benefit was observed after grinding at the ae=20 µm. This demonstrates that, even with the cooling function of compressed air in MQL, the conventional method (flooding) ismore efficient for better finishing of the workpiece. This may be attributed to the greater quantity of fluid delivered onto the surface being machined which enhanceheat dissipation from the cutting zone. On the other hand, although the Ra results obtained after machining with the MQL technique were about 10% higher than those obtained after machining with the conventional technique, it is important to note that the amount of fluid was reduced by a factor of 2,250 and the Ra parameter was kept below the stipulated limit of 1.6 µm.
Figure 1 – Surface roughness (Ra) values after grinding Inconel 718 at different cutting conditions.
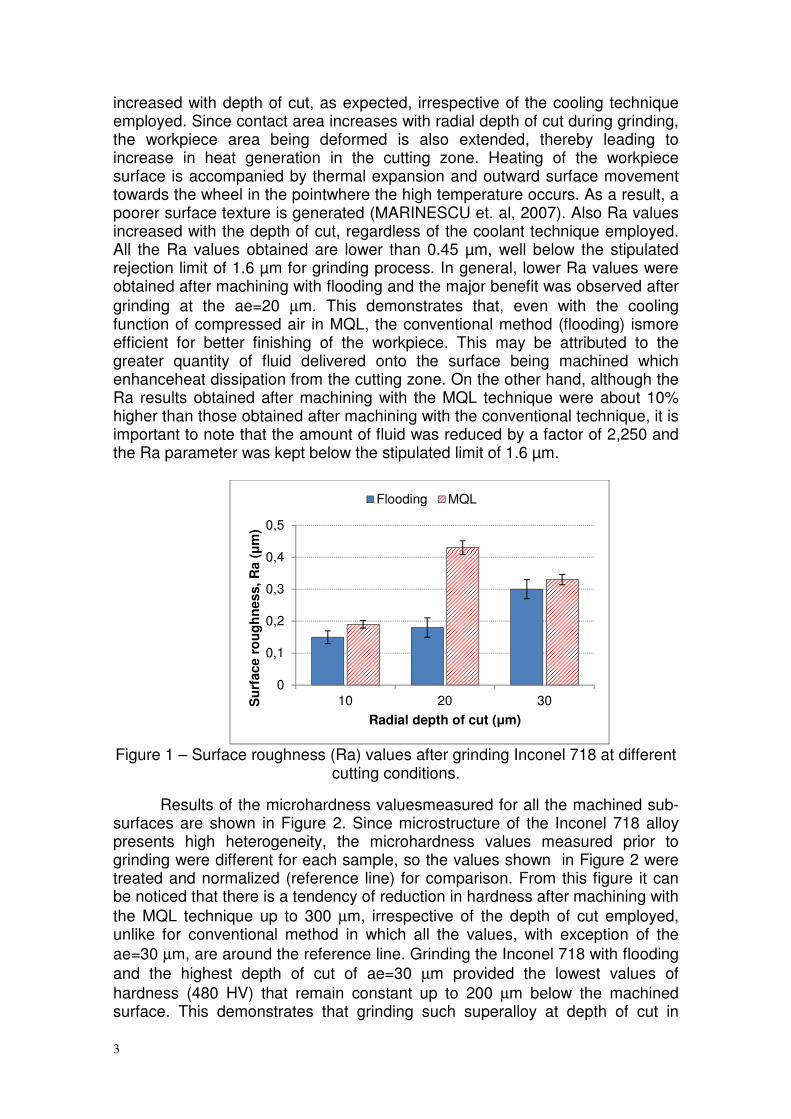
Results of the microhardness valuesmeasured for all the machined sub-surfaces are shown in Figure 2. Since microstructure of the Inconel 718 alloy presents high heterogeneity, the microhardness values measured prior to grinding were different for each sample, so the values shown in Figure 2 were treated and normalized (reference line) for comparison. From this figure it can be noticed that there is a tendency of reduction in hardness after machining with the MQL technique up to 300 µm, irrespective of the depth of cut employed, unlike for conventional method in which all the values, with exception of the ae=30 µm, are around the reference line. Grinding the Inconel 718 with flooding and the highest depth of cut of ae=30 µm provided the lowest values of hardness (480 HV) that remain constant up to 200 µm below the machined surface. This demonstrates that grinding such superalloy at depth of cut in
0
0,1
0,2
0,3
0,4
0,5
10 20 30Su
rface r
ou
gh
ness,
Ra (µ
m)
Radial depth of cut (µm)
Flooding MQL
4
excess of 20 µm, even in presence of abundant cutting fluid, is not recommended because it can lead to reduction of hardness and possible metallurgical alterations.
Figure 2– Microhardness values below the machined surface (HV).
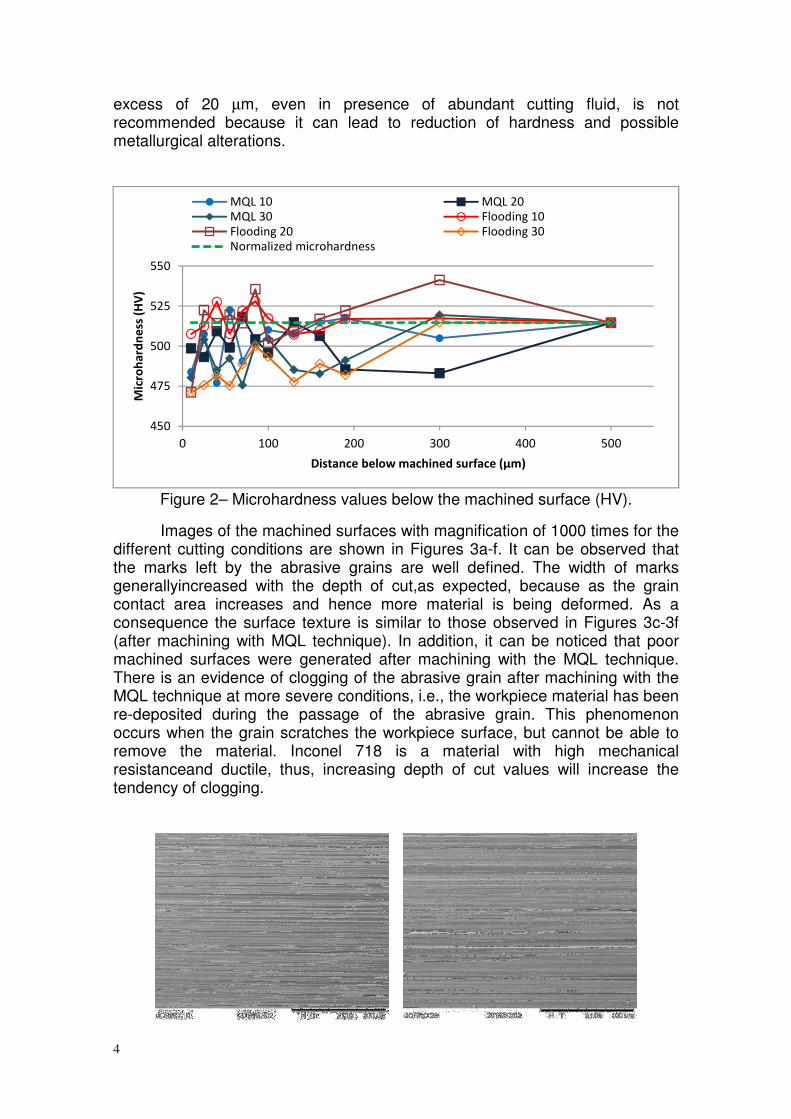
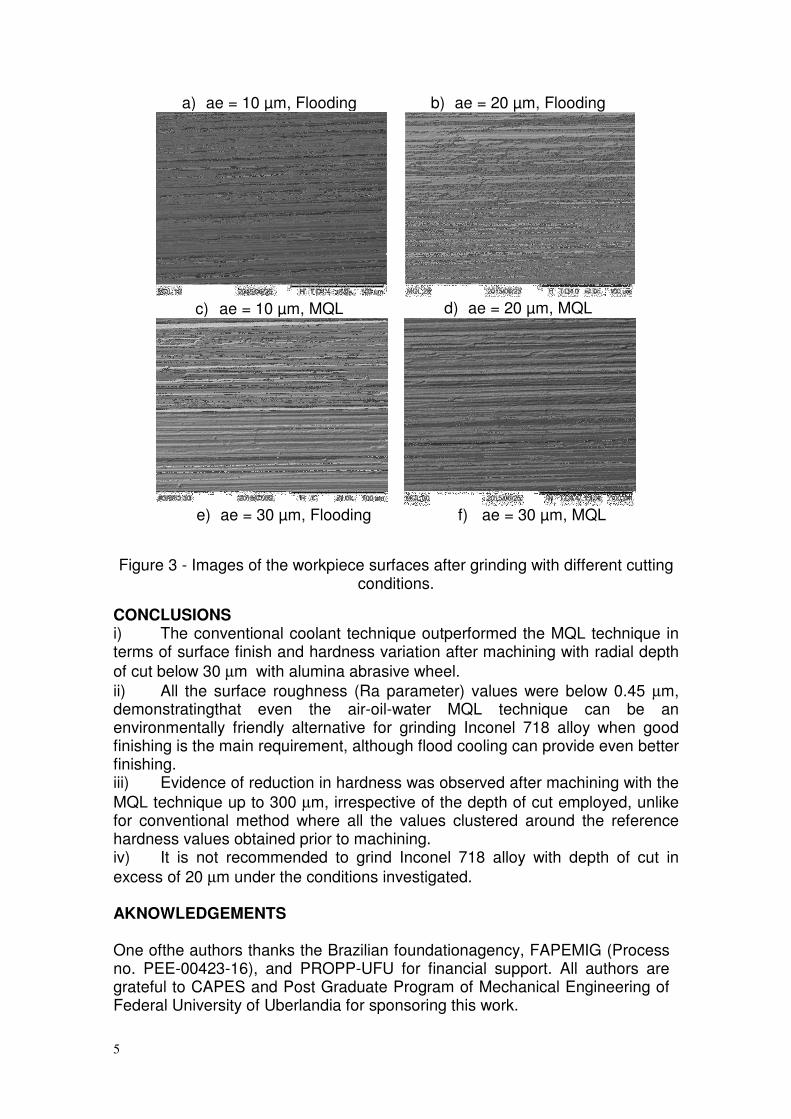
Images of the machined surfaces with magnification of 1000 times for the different cutting conditions are shown in Figures 3a-f. It can be observed that the marks left by the abrasive grains are well defined. The width of marks generallyincreased with the depth of cut,as expected, because as the grain contact area increases and hence more material is being deformed. As a consequence the surface texture is similar to those observed in Figures 3c-3f (after machining with MQL technique). In addition, it can be noticed that poor machined surfaces were generated after machining with the MQL technique. There is an evidence of clogging of the abrasive grain after machining with the MQL technique at more severe conditions, i.e., the workpiece material has been re-deposited during the passage of the abrasive grain. This phenomenon occurs when the grain scratches the workpiece surface, but cannot be able to remove the material. Inconel 718 is a material with high mechanical resistanceand ductile, thus, increasing depth of cut values will increase the tendency of clogging.
450
475
500
525
550
0 100 200 300 400 500
Mic
roh
ard
ne
ss (
HV
)
Distance below machined surface (μm)
MQL 10 MQL 20
MQL 30 Flooding 10
Flooding 20 Flooding 30
Normalized microhardness
5
a) ae = 10 µm, Flooding b) ae = 20 µm, Flooding
c) ae = 10 µm, MQL
d) ae = 20 µm, MQL
e) ae = 30 µm, Flooding
f) ae = 30 µm, MQL
Figure 3 - Images of the workpiece surfaces after grinding with different cutting conditions.
CONCLUSIONS i) The conventional coolant technique outperformed the MQL technique in terms of surface finish and hardness variation after machining with radial depth of cut below 30 µm with alumina abrasive wheel. ii) All the surface roughness (Ra parameter) values were below 0.45 µm, demonstratingthat even the air-oil-water MQL technique can be an environmentally friendly alternative for grinding Inconel 718 alloy when good finishing is the main requirement, although flood cooling can provide even better finishing. iii) Evidence of reduction in hardness was observed after machining with the MQL technique up to 300 µm, irrespective of the depth of cut employed, unlike for conventional method where all the values clustered around the reference hardness values obtained prior to machining. iv) It is not recommended to grind Inconel 718 alloy with depth of cut in excess of 20 µm under the conditions investigated. AKNOWLEDGEMENTS One ofthe authors thanks the Brazilian foundationagency, FAPEMIG (Process no. PEE-00423-16), and PROPP-UFU for financial support. All authors are grateful to CAPES and Post Graduate Program of Mechanical Engineering of Federal University of Uberlandia for sponsoring this work.
6
REFERENCES EZUGWU, E.O., An overview of the machinability of aero engine alloys, Journal of Materials Processing Technology, 134, p.233 – 253, 2002. MANDAL, B., SARKAR, A., BISWAS, D., DAS, S., BANERJEE, S., An effective grinding fluid delivery technique to improve grindability of inconel-600, 5th International & 26th All India Manufacturing Technology, Design and Research Conference (AIMTDR 2014) December, , IIT Guwahati, Assam, Índia, 2014. MARINESCU, I. D., ROWE, W. B., DIMITROV, B., Tribology of abrasive machining processes,Willian Andrew, New York, 758p., 2004. MARQUES, A., NARALA, S.K.R., MACHADO, A.R., GUNDA, R.K., JOSYULA, S.K., DA SILVA, R.B., DA SILVA, M.B., Performance assessmentof MSQL: MinimumquantitysolidlubricantduringturningofInconel 718. Proc IMechE Part B: Journal Engineering Manufacture, p. 1-16. 2015. REED, R. C., The Superalloys Fundamentals and Applications, 1ª ed., Cambridge University Press, New York, 2006. SANCHEZ, J.A., POMBO, I., ALBERDI, R., IZQUIERDO, B., PLAZA, S., MARTINEZ-TOLEDANO, J., Machining evaluation of a hybrid MQL-CO2 grinding technology, Journal of Cleaner Production, 18, p. 1840-1849, 2010. STEPHENSON, D. A., SKERLOS, S. J., KING, A. S., SUPEKAR, S. D., Rough turning Inconel 750 with supercritical CO2-based minimum quantity lubrication, Journal of Materials Processing Technology,214 p. 673–680, 2013. XU, X. P., YU, Y.Q., XU, H.J., Effect of grinding temperatures on the surface of a nickel-based superalloy, Journal of Materials Processing Technology, 129, p 359-363, 2002.