heat treatment process - classesatamrita.inclassesatamrita.in/sem3/ppt for heat treatment process...
TRANSCRIPT

Heat Treatment

Heat Treatment Process
Engineering Materials are used for various applications
Example there are More than
• 2000 types of steels
• 5000 types of plastics
• 9000 types of Aluminum Alloys
• 10, 000 types of glass & so no….
Materials are selected on the basis of
Performance
Availability & Cost
Performance of materials depends on its Properties
Properties in-turn depends on the internal Structure
Structure Properties Performance

Structure Generally Depends
on
Solidification Composition Heat
Treatment
STRUCTURE

Heat Treatment
Definition: Heat Treatment can be defined as a combination of Heating
and Cooling Operations carried out on a metal or alloy in the solid state so as to produce a Particular Microstructure and hence the Desired Properties.
Generally the Composition is fixed and the Solidification is also completed the only way to change the properties is by Heat Treatment.
Heat Treatment effectively alters the Size and Shape of the Grains and also type (SCC, BCC, FCC, HCP etc) and Distribution of grains hence the PROPERTIES.

Objectives Heat Treatment
To improve the Mechanical Properties
To improve Machinability
To increase Wear Resistance
To modify Electrical & Magnetic Properties
To Refine the Grains
To produce Hard Surfaces & Soft Inner Core
To Relieve Internal (Residual) Stress due to Mechanical Working
To Over come effects of Strain Hardening & Restore Ductile
Property

Various Stages of Heat Treatment Process
Stage 1:
Heating the metal or the alloy to the prescribed temperature
Stage 2:
Holding the specimen at that temperature for a known time period (holding time or Soaking time-depends upon the thickness of the specimen)
Stage 3:
Cooling at a rate (Slow or Rapid rate) necessary to obtain a specific microstructure for the desired properties (Furnace Cooling, Air cooling, Water Cooling, Oil cooling, & Ice cooling)

Classification of Heat Treatment Processes
Based upon the desired properties needed for the entire
volume of the specimen or only the on surface of the specimen
heat treatment processes are classified into
1. Full Heat Treatment
2. Surface Heat Treatment

Types of Full Heat Treatment Process
1. Annealing Process
a. Recrystallization Annealing Process
b. Full Annealing Process
c. Partial Annealing Process
d. Process Annealing Process
e. Spheroidising Annealing Process
2. Normalizing
3. Hardening
4. Tempering
a. Austempering
b. Martempering

1. Case Hardening (involves an intentional built up or addition of a
new layer with increase in part dimensions)
i. Carburizing
a. Pack Carburizing
b. Gas Carburizing
c. Liquid Carburizing
ii. Cyaniding
iii. Nitriding
iv. Carbonitriding
Types of Surface Heat Treatment Process

2. Surface Hardening (surface or sub-surface modification without
any intentional built up or increase in part dimensions)
i. Flame Hardening
ii. Induction Hardening
All the above discussed classification of Heat Treatment Processes are
basically for ferrous metals. Heat Treatment Process for non-ferrous
metals are
1. Age-Hardening or Precipitation Hardening
2. Solution Hardening
Types of Surface Heat Treatment Process

Beside all the conventional Heat Treatment Process there are
some Advanced Heat Treatment Process for special steels
1. Ion Nitriding
2. Plasma Carburizing
3. Electron Beam Hardening
4. Laser Hardening
Advanced Heat Treatment Process

1. Annealing: Annealing involves heating the specimen to the prescribed temperature, holding it at that temperature & then cooling it down to room temperature at a suitable rate. Annealing is one of the most important types heat treatment process for steel metals and is widely used. There are several types of Annealing processes. On the basis of different temperatures
Types of Full Heat Treatment Process

• Heating: the components to be heat treated are put into a furnace. They are slowly heated to 25 °C to 30 °C above the upper critical temperature (Line A3) to get the completely austenite structure.
• Soaking: after heating the components to the required temperature, the parts are soaked at the temperature for some predetermined time (depending upon the maximum thickness) so that the component gets transformed to austenite all through its thickness.
• Cooling: after soaking, the parts are slowly cooled to the room temperature. This can be done by switching off the furnace and allowing the parts to cool in the furnace itself back to room temperature.

Austenite (γ) Ferrite (α)+Cementite (Fe3C)
Austenite

• Annealing improves the following
1. It improves ductility
2. It improves machinability
3. It relieves the internal (residual) stress
4. It reduces hardness
5. It reduces brittleness

Types of Annealing Process
a. Recrystallization Annealing Process
Purpose : To improve Ductility.
: To Remove Strain Hardening Effects.
Temperature Range : Above Recrystallization Temperature
(Above – A3 Temp Range b/w 940 °C -960 °C)
Holding Time : 2-3 Min/mm of thickness.
Cooling Type : Slow Cooling (furnace cooling)
Applications : Steel Wires, Sheets and Strips

b. Full Annealing Process
Purpose : To Remove internal Stress.
: To improve Ductility.
Temperature Range : Above – A3 Temp Range b/w 940 °C -960 °C.
Holding Time : Based on size & Shape.
Cooling Type : Very Slow Cooling (Furnace cooling)
Applications : Hypo-eutectoid Steels.
Disadvantages : Expensive because of long cooling Cycles.
Types of Annealing Process

c. Partial Annealing Process: (Involves TWO Steps)
Purpose : To improve Machinability.
Step 1:
Temperature Range : Range b/w 940 °C -960 °C.
Holding Time : Holding until complete Austenite is obtained.
Cooling Type : Rapid Cooling Below A1Temperature.
Step 2:
Temperature Range : Hold b/w 600 °C -700 °C.
Holding Time : Holding till Austenite becomes Pearlite.
Cooling Type : Cooled in air. Rate of cooling is not important
because once temperature is below A1, there will
be no phase transformation for any rate of cooling.
Applications : Used For Alloy.
Advantages : Less expensive than Full Annealing.
Disadvantages : Not suitable for Heavy Components.

d. Process Annealing Process
Purpose : To Remove internal Stress.
: To Remove Strain Hardening Effect.
Temperature Range : Below – A1 Temp b/w 650 °C -700 °C
Holding Time : Sufficiently Long.
Cooling Type : Cooled in air. Rate of cooling is not important
because once temperature is below A1 temp,
there will be no phase transformation for any
rate of cooling.
Applications : Steel Wires, Steel Sheets and Stampings.
Types of Annealing Process

e. Spheroidising Annealing Process
Purpose : To improve Machinability. This is achieved by providing spherodial or
globular form of carbide (Fe3C) in steels which helps in cold working. This is
carried out in 3 steps.
Step 1:
Temperature Range : Below A1 Temp b/w 650 °C -700 °C
Holding Time : 2-3 Min/mm of thickness + 40% more.
Cooling Type : Slow Cooling Rate.
Step 2:
Temperature Range : Above & Below 727 °C Alternate Heating & Cooling.
Holding Time : 2-3 Min/mm of thickness + 40% more.
Cooling Type : Slow Cooling Rate.
Step 3:
Temperature Range : B/w 750 °C -780 °C (for 0.8%C Steel).
B/w 780 °C -700 °C (for > 0.8%C Steel).
Holding Time : Holding till shape of Carbides becomes Spheroidal.
Cooling Type : Furnace Cooling (very Slow) below A1 temp
Applications : High Carbon Steels, Tool Steels, Alloy Steels Etc.
2.Normalizing (Air Quenching or Air Cooling)
Purpose: To produce a harder and stronger steel then the Annealing. Heating: Normalizing consists of heating steels to about 40 °C to 50 °C of upper critical temperature. Soaking: Holding it at that temperature for a short period of time (depending upon the thickness). This enables the entire component to reach the Normalizing temperature. Cooling: cooling in still air is faster than the rate of cooling employed in annealing. Hence this method is also known as Air Quenching or Air Cooling.
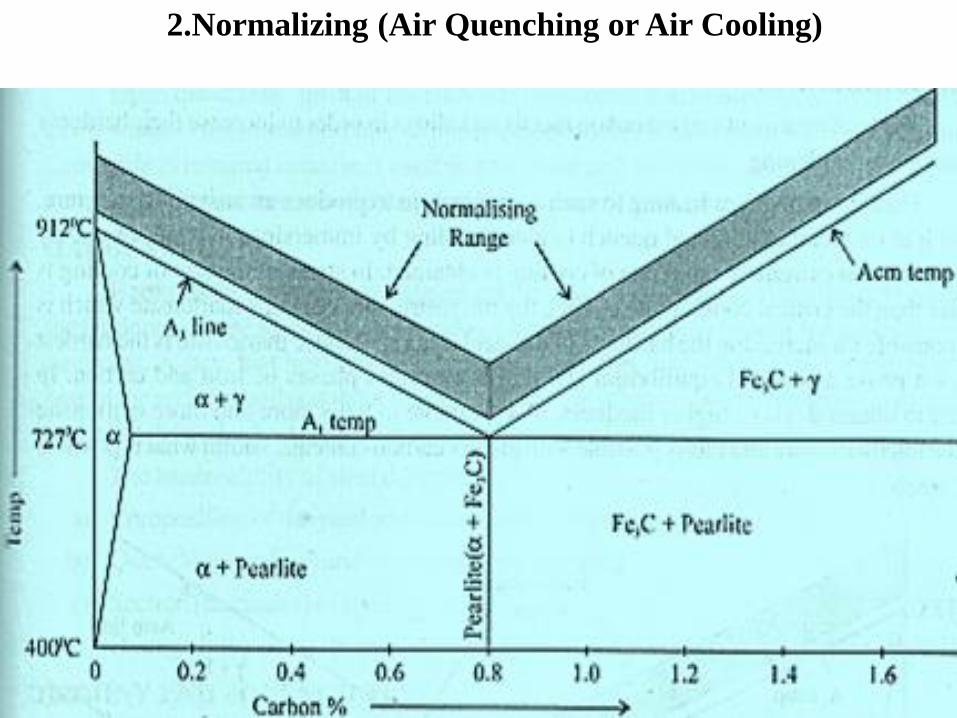
2.Normalizing (Air Quenching or Air Cooling)

2.Normalizing (Air Quenching or Air Cooling)
Normalizing improves the following properties
1. Refines the Grain Structure (Fine Pearlitic Structure)
2. It relieves the Internal Stresses due to Cold Working
3. It improves the Ductility
4. It improves the Toughness
5. It improves Machinability
Many times Normalizing replaces Annealing because
Annealing requires prolonged heat treatment cycles and consequently
very expensive unlike Normalizing where cooling rates are not critical
and consumes less time.

Normalizing
1.Fine Pearlite is obtained
2.Normalized steels are harder
3.Finer grain size
4.Less expensive
5.Cooling rates are not critical
6.It improves Machinability
7.Normalized steels less ductile
8.Preferred in industries
9.Used for medium carbon steels
Annealing
1.Coarse & medium Pearlite is obtained
2.Less harder
3.Less Finer grain size
4.Most expensive (Long Cooling Rates)
5.Cooling rates are critical
6.It improves Machinability
7.Annealing steels more ductile
8.Less Preferred in industries
9.Used for low carbon steels
Normalizing Vs Annealing

3. Hardening (Sudden Cooling or Quenching )
Purpose: Heat Treatment carried out on metals & alloys to increase
hardness is called as Hardening.
Heating: Heating to a temperature 940 °C to 960 °C to produce
complete Austenite Structure.
Soaking: Holding it at that temperature for a short period of time
(depending upon the thickness) to obtain Martensite structure
which is responsible for increased hardness & it is possible with
higher Carbon contents.
Cooling: Quenching (sudden cooling by immersion in water or oil)
extremely rapid rate of cooling is employed.
Austenite (γ) Rapid Cooling Martensite

3.Hardening (Sudden Cooling or Quenching )

3. Hardening (Sudden Cooling or Quenching )
Hardening improves the following properties
1. It improves Hardness
2. It improves Wear Resistance
Hardening is used to increase the hardness to All Tool
Steels. Generally these Tool steels are used as Cutting Tools for
Various Machining or Metal Removal Operations.
Hardenability
Hardness of a material is defined as the ability of a material to resist plastic deformation. Where as
Hardenability of a materials is its ability to get hardened as a result of hardening heat treatment.
A steel that has highest hardenability is one that has martensite, not only at the surface but throughout the entire interior or core of the steel.
The Hardenability of steels depends on a. Composition of the steel and method of manufacture b. Quenching medium and the method of quenching c. Section (thickness) of steel
Hardenability of steels are compared by carrying out
“Jominy End Quench Test”

“Jominy End Quench Test”

“Jominy End Quench Test”
This is an important test to determine the Hardenability of the steels. The
standard specimen is heated uniformly to the Austenitizing temperature.
Then the specimen is placed on a fixture in such a way that the jet of water
impinges on the bottom face of the specimen as shown in the figure.
The size of the orifice, the distance from the orifice to the bottom face of
the specimen, the temperature and the circulation of water are all
standardized, so that all specimens quenched in the same manner.
The objective of the test is to see that different sections of the specimen
cool at different rates of cooling with the fastest rate of cooling occurring at
the bottom face where the water impinges.
It is known that the hardness is proportional to the amount of martensite
and the amount of martensite formed decreases along the length of the
specimen due to cooling rate.
“Jominy End Quench Test”
The quenched end is cooled very fast rate and therefore has the maximum possible hardness for the particular carbon content of the specimen.
Since the steel behind the quenched specimen surface is cooled at a slower rate, its hardness less then that of maximum possible hardness.
Hardness values along the cooling rate gradient are determined on a Rockwell Hardness tester and the Hardenability curves are plotted as a function of distance from the quenched end.
The steel is said to have a high Hardenability when it shows high hardness longer distances from the quenched end.
It is found that higher the carbon content higher will be the Hardenability of the steels.

4.Tempering
Hardening Heat treatment produces extreme hardness and reduces
Toughness, they become very brittle and are unsuitable to be used
in most service conditions.
Hence a secondary heat treatment called tempering is imparted
before putting the components to service.
Tempering consists of further heat treating the hardened steel to
various sub-critical temperatures and then cooling at any rate to
room temperature.
The other reason why tempering has to be carried out on the
hardened steel is that, austenite which is retained in the
microstructure is unstable and tends to change its dimensions with
time.

4.Tempering
Tempering converts the retained austenite into more stable
phase like Troostite, Sorbite or Bainite.
Tempering objectives are
1. The relive of residual stresses
2. It improves the Ductility, Toughness and Impact Strength
3. To reduce Hardness
4. To convert retained Austenite.

4.Tempering

Tempering is carried out in THREE stages
A) Low temperature tempering
• Carried out in the temperature range from 150 – 250 °C.
• Toughness and ductility increases without significant loss in hardness.
• Structure still contains hard martensite.
• Internal stresses are reduced.
• Applied to cutting tools made from carbon steels and low alloy steels, and case hardened components.
Stage 1(150-200 °C):
Immediately after quenching, the specimen is heated in an oil bath to this temperature range in order to relieve the internal stresses and begin the decomposition of retained austenite.
4.Tempering

B) Medium temperature tempering
• Carried out in the temperature range from 350 – 450 °C.
• Hardness & strength of steel decreases, while ductility & % elongation increases.
• Heating in the medium temperature range causes the transformation of martensite into a less brittle structure, i.e.; a fine pearlite structure termed as troostite.
• Applied to components such as coil springs, laminated springs, beams, axles, hammers, chisels, etc.
Stage 2 (200-450 °C):
• Heating in this range increases the toughness at the expense of hardness. This is because
a. Carbon precipitating out of martensite forms cementite (Fe3C) particles. Martensite that remains is known as tempered Martensite.
b. Retained Austenite decomposes into cementite and ferrite.
c. The microstructure which consists of finely dispersed particles of cementite in a matrix of α-ferrite is called Secondary Troostite.

C) High temperature tempering
• Carried out in the temperature range from 500 – 650 °C.
• Develops a coarse spheroidal structure known as sorbite.
• Eliminates internal stresses completely.
• Imparts high ductility with adequate hardness.
• Applied to components such as connecting rods, shafts, gears, etc.
Stage 3(450 - 650 °C):
The fine cementite particles which has participated now joins together to form larger masses due to which steel becomes more ductile. A structure known as Sorbite is obtained which has a coarse spherodial structure at higher temperature.
4.Tempering

Tempering

Austempering
In the austempering process, the end product is 100 % bainite.
The process involves heating a steel specimen to the austenite state, i.e., above the upper critical temperature (A3 line), followed by cooling rapidly in a salt bath held in the bainite range, i.e., 205 – 425 °C.
The steel specimen is left in the bath until the austenite is completely transformed to bainite. The specimen is then allowed to cool in air to room temperature.
It is important to note that, the initial rapid cooling (quenching) must be at a rate greater than or equal to the critical cooling rate, so that no pearlite is formed.
Bainite structures have strengths slightly lower than martensitic structure, but have better ductility and impact toughness.

Austempering

Martempering During the quenching treatment, it is impossible to cool the
specimen at a uniform rate throughout.
The surface of the steel specimen will cool more rapidly than the interior regions.
Hence the surface layers are martensitic, while the inner core pearlite + martensite.
Also, rapid cooling ends in distortion and warping, residual stresses and crack formation in the component.
These effects are overcome by the martempering process.
Martempering or Marquenching is a hardening treatment,
which permits the transformation of austenite to martensite to take place at the same time throughout the structure of the steel component with minimum distortion and residual stresses.

Martempering

Martempering Heating the steel specimen to its austenite state, (above A3 line)
and then quenching in a salt bath maintained at a temperature above the Ms
It is held at this temperature long enough until the temperature is uniform across the section of the steel component without transformation of the austenite.
It is then cooled in air to change the austenite to martensite. No transformation product other than the martensite should result from the process.
Martempering minimizes cracking and distortion, and also reduces the thermal shock of the quenching process. However, hardness and ductility are almost similar to those obtained by direct quenching to the martensite state followed by tempering.
Martempering is followed by tempering process in order to increase the ductility of the steel specimen.

Surface Treatment
SURFACE HARDENING
Materials used in certain industrial applications like cams, gears,
axles, etc., requires a hard wear resistant surface called the case, and
a relatively soft, tough and shock resistant inside, called the core.
Surface hardening or surface heat treatment is a process that
includes a wide variety of techniques to obtain a very hard surface
on the component to resist wear, along with a tough interior to
resist the impact that occurs during its operation.
There are two distinctly different approaches to the various methods
for surface hardening.

Case Hardening Methods
• These methods modify the chemical composition of the surface by
diffusing interstitial elements like carbon and/or nitrogen into the
surface of steel components.
• Diffusion methods allow effective hardening of the entire surface of
the steel component.
The various techniques classified under this category include:
a) Carburizing
Pack carburizing
Liquid carburizing
Gas carburizing
b) Cyaniding
c) Nitriding
d) Carbonitriding etc,.
CARBURIZING
Carburizing is a method of introducing carbon to the surface of the low-
carbon steels (0.2%C) in order to produce a hard case/surface
Components such as gears, cams, cam shafts, pins, pistons, etc., are
hardened by this method.
Carburizing increases the carbon content of the steel surface by the
process of absorption and diffusion.
Hardening is accomplished when the high-carbon surface layer is
quenched to form martensite.
A high carbon martensite case with good wear and fatigue resistance is
superimposed on a tough, low-carbon steel case but the inner core
remains soft and ductile
The process increases the carbon content to about 0.7 - 0.8% in the
surface layers (to a certain depth).
The surface carbon is limited to about 0.9%, because too high a carbon
content can result in retained austenite and brittle martensite

Characteristics of Carburizing
a) Depth of hardening
There is no limit to the depth of hardening with carburizing
techniques, but it is not common to carburize to depths in excess at 0.050 inch
b) Carburizing time and temperature
The time for carburizing ranges from 4 to 10 hours depending on the
type of component being hardened.
The temperature ranges from 900–950 °C i.e., above the upper critical
temperature (in the austenite area)
Methods
There are three general methods of carburizing based on the
carburizing medium or atmosphere. These include:
a) Pack carburizing, employing solid carburizing medium
b) Gas carburizing, employing suitable hydro-carbon gases
c) Liquid carburizing, employing fused baths of carburizing salts

Pack Carburizing
In this process, the steel specimen to be carburized is packed in a sealed
metal container so that it is completely surrounded by charcoal (carbon-rich
material). The charcoal is treated with an activating chemical such as Barium
carbonate, which accelerates the carburizing process.
In operation, the steel specimen is heated to about 900-950 °C. It is held at
this temperature for a certain period depending on the depth of the case (depth of
hardening). The oxygen present in the container reacts with the carbon (carbon
present in charcoal) to produce carbon monoxide (CO). This carbon-rich
atmosphere in contact with the hot steel results in carbon diffusing into the surface
austenite layers.

Gas Carburizing
In this process, the component to be carburized is heated to 900 °C
for a duration of about 3-4 hours in a furnace in an atmosphere of
carbon-rich gas like methane, ethane, propane, or natural gas.
The hydro carbons in the carburizing gas decompose at high
temperatures, and the carbon diffuses into the surface austenite
layers.
The depth of hardened case depends on the rate of gas flow.
Gas carburizing is the most widely used method of carburizing.
Liquid Carburizing
Liquid carburizing process is employed primarily for relatively thin case
0.1 to 0.25 meter, which can be produced at a cost lower than that done by
pack or gas carburizing.
The process is carried out in baths containing 20 - 50% sodium cyanide
(NaCN), together with up to 40% sodium carbonate, and varying amounts
of sodium and barium chloride.
This cyanide-rich mixture is heated to a temperature of about 950 °C, and
the steel specimen contained in wire basket is immersed into the liquid
bath for periods varying from about 5 min to 1 hour depending on the
depth of case required.
The carbon from the molten salt diffuses into the steel specimen. In
addition, there is also diffusion of some nitrogen into the specimen.
Both the carbon and nitrogen can result in a microstructure that can be
hardened by further cooling the steel specimen.

2 NaCN + 2O2 Na2 CO3 + 2 N + CO
The reaction that takes place during the process is given below:
Cycle times for liquid carburizing is much shorter (1-4 hours)
than that for gas and pack carburizing processes.
Safe disposal of salt (poisonous elements) is a major
disadvantage of the process.

CYANIDING
Cyaniding involves diffusion of both carbon and nitrogen into the
surface of the steel specimen.
The steel specimen to be case hardened is immersed in a molten bath
of sodium cyanide (NaCN) maintained between 800 - 870°C for a
period of 30 min - 3 hours depending on the depth of the case
required.
The carbon and nitrogen from the molten bath diffuses into the
component to form hardened carbide - nitride case.
The component is then quenched in oil or water to obtain a hard
surface. A case depth of 0.1 - 1 mm maybe produced by this process.
Cyaniding increases the fatigue limit of steel. It requires short
duration to complete the diffusion process.
However, health and safety hazard posed by the poisonous
cyanide forms a major disadvantage of the process.
NITRIDING
Nitriding involves diffusion of nitrogen (N2) into the surface of
certain types of steels (containing aluminum, chromium,
molybdenum, tungsten and vanadium).
The process produces a hard case without quenching or any
further heat treatment. However, prior to nitriding, steel must be
hardened and tempered to the properties required at the core.
In this process, the steel specimen is heated in an atmosphere of
ammonia (NH3) gas, the temperature being in the order of 500-
530°C. At this temperature, ammonia dissociates into nitrogen
(N2) and hydrogen (H2).
Nitrogen diffuses into the steel specimen, while hydrogen is
exhausted. The time taken for the nitrogen to react with the elements
on the surface of the steel specimen is often as much as 100 hours.

Figure the arrangement for Nitriding process.

The depth to which the nitrides are formed in the steel specimen depends
on the temperature and the time allowed for the reaction.
Even with such long times, the depth of hardening is unlikely to exceed
about 0.7 mm. After the treatment, the component is allowed to cool slowly
in the NH3 atmosphere.
Nitriding results in a white layer iron nitrides on the surface of the steel
specimen. Refer figure (b).
This layer being brittle and containing cracks adversely affects the
mechanical properties of steel.
It is therefore removed by mechanical means or chemical solution.
Nitrided steels are very hard, and grinding operations should not be
performed after nitriding.
The advantage of this process is that, hardness is achieved without the oil,
water, or air quench. Also, hardening in the presence of nitrogen
atmosphere prevents scaling and distortion of components.

CARBONITRIIDING
Carbonitriding involves diffusion of both carbon (C) and nitrogen
(N2) into the surface of the steel specimen.
The process is carried out in a gaseous atmosphere furnace using a
carburizing gas such as methane or propane mixed with several
percent of ammonia.
Methane and propane serve as a source of carbon, while ammonia
serves as the source of nitrogen.
Quenching is done in a gas medium which is not as severe as water
quench. As a result, there is less distortion in the heat treated
specimen.
Carbonitriding is carried out at temperatures ranging from 850 -
900°C for a few hours depending on the case depth desired.

Case Hardening Methods
Case hardening methods involve localized hardening or transformation hardening from heating and quenching.
However, a few selective hardening methods like ion implantation and ion beam mixing are based solely on compositional modification.
The various techniques classified under this category include:
a) Flame hardening
b) Induction hardening
c) Laser hardening
d) Selective carburizing and nitriding, etc.

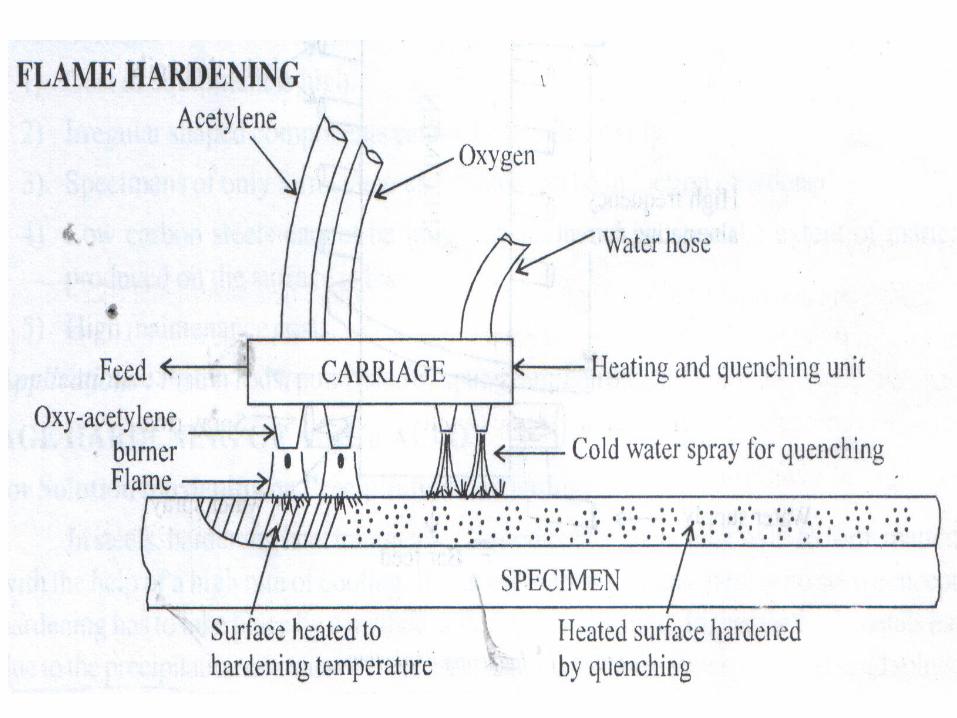
FLAME HARDENING
Flame hardening is a process of case hardening, which involves heating the surface of a steel specimen with an oxyacetylene flame to the austenite range, and then immediately quenching the surface with cold water.
The principle of flame hardening – Heating transforms the structure of the surface layers to austenite, and quenching changes this austenite to martensite.
Hence, only the heated surface (to a certain depth) becomes hard, but the core remains soft and tough.
The depth of hardening depends on the heat supplied per unit surface area per unit time. The faster the flame is moved over the surface, the lesser the depth of hardening achieved.
The temperatures used in this method are typically of the order of 850 °C or more, i.e., above the upper critical temperature.

INDUCTION HARDENING
Induction hardening is a process of case hardening used to produce a hard and wear resistant surface with a soft core in steel components. Figure shows the principle of induction hardening.
Copper Tubes

Induction hardening involves placing a steel specimen in an inductor coil
that comprises several turns of copper tube.
The copper tube acts as primary coil of the transformer and is water
cooled.
When a high frequency current of about 1000 - 10,000 cycles/see is
passed through the inductor coil, it sets up a magnetic field.

This magnetic field induces high frequency eddy currents in the steel
specimen.
The resistance offered by the steel specimen to the flow of currents
through it results in rapid heating of the surface layers of the specimen.
700-800°C temperature produced, which causes the surface layers to
change to austenite.
At this moment, the surface is sprayed with cold water to transform the
austenite to martensite.

Thus, only the surface of the specimen gets hardened, while the interior
core remains soft.
The depth of heating produced by this method is related to the frequency
of the AC used.
The higher the frequency, the lesser the hardened depth.
The major advantage of this process is its speed and ability to confine
heating on small parts. However, the cost and maintenance is higher.
Also, low carbon steels (<0.4 %C) cannot be hardened by this process.

AGE HARDENING or PRECIPITATION HARDENING
Certain metals and alloys show increase in their hardness after allowing sufficient time at room temperature, or after heating to a slightly higher temperature. This kind of hardening is called age hardening, since the strength develops with time, or as the alloy ages.
Age hardening is also known as precipitation hardening, because the strengthening of an alloy results from the precipitation of a finely dispersed second phase from a supersaturated solid solution with the passage of time.
The alloys that are hardened by this process include: aluminum-copper, copper-beryllium, copper-tin, and magnesium-aluminum; a few ferrous alloys
Of all the different combinations of alloying elements, the mechanism of hardening has perhaps been studied most extensively for the aluminum-copper alloys.

Age Hardening of Aluminum-Copper (AI-Cu) Alloys
Figure shows a portion of the phase diagram for an AI-Cu alloy of composition 96 % AI-4 % Cu. The phase diagram is shown with the resulting microstructure at each step in the hardening process.

Age hardening or Precipitation hardening consists of three steps: Solution treatment Quenching, and Aging.
a) Solution treatment
Solution treatment involves heating the alloy to a certain temperature that causes the alloying atoms (called the solute) to dissolve into the solution. This results in a homogenous solid solution of single phase.
In case of Al-Cu alloy, when the aluminum alloy with 4 % Cu is heated to about 550°C and held at that temperature for a while, diffusion will occur and a homogenous solid solution of α - rich in aluminum will form.
(Refer point 1 on the phase diagram)

b) Quenching
Quenching is the second step in precipitation hardening, which rapidly cools the homogenous solid solution and freezes the atoms in the solution.
Quenching cools the material so fast that the atoms of the alloying elements do not have time to diffuse, i.e., precipitation will not occur. The solution becomes supersaturated.
In case of Al-Cu alloy, when the alloy is quenched to room temperature super-saturation occurs, i.e., it contains more of the α-phase than the phase diagram depicts. The quenched alloy is relatively soft.
(point 2 on the phase diagram),

c) Aging
Aging is the process where the solute particles diffuse out of the solution and form clusters that distort and strengthen the material.
This occurs over a prolonged time.
In case of Al-Cu alloy, the alloy is heated to a temperature of about 165 °C and held at this temperature for about 10 hours.
A fine precipitate of CuAl2 comes out of α- phase with the passage of time.
The resulting precipitate tends to be very fine particles dispersed throughout the solid. Such a fine precipitate gives a much stronger and harder alloy.
(point 3 on the phase diagram)
