high-strength materials for pressurized- water in …
TRANSCRIPT

Report No. BMI-1224 UC-Z5 Metal lurgy and Ceramics
{TID-4500, 13th Ed . )
Contract No. W-7405-eng-92
HIGH-STRENGTH MATERIALS FOR PRESSURIZED-WATER IN-PILE TUBES
b y
Ward F . Simmons Walter K. Boyd Raeman P . Sopher F r e d H. Lyon
September l 6 , 1957
B A T T E L L E MEMORIAL INSTITUTE 505 King Avenue
Columbus 1, Ohio

DISCLAIMER
This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency Thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.
DISCLAIMER Portions of this document may be illegible in electronic image products. Images are produced from the best available original document.
TABLE OF CONTENTS
Page
ABSTRACT 1
INTRODUCTION 1
DISCUSSION OF MATERIALS 2
Strength P r o p e r t i e s 3 Alloy Steels 4 Chromium Steels 4 P rec ip i t a t ion-Harden ing Sta in less Steels 4 Superal loys 5 Miscel laneous Alloys Suggested by P r o d u c e r s 5
Cor ros ion P r o p e r t i e s 6 Alloy Steels 6 Chromium Steels 7 Prec ip i t a t ion-Harden ing Sta inless Steels 7 Superal loys 7
Weldability 8 Alloy Steels 8 Chromium Steels 8 Prec ip i t a t ion-Harden ing Sta in less Steels 8 Superal loys 9
RECOMMENDATIONS 9
ACKNOWLEDGMENT 10
APPENDIX
MATERIAL-PROPERTY DATA A-1

HIGH-STRENGTH MATERIALS FOR PRESSURIZED-WATER IN-PILE TUBES
Ward F . S immons , Walter K. Boyd, Raeman P . Sopher , and F r e d H. Lyon
The preliminary work done by Westinghouse on properties of materials suitable for the in-pile testing facility was reviewed. Information was collected on a selected list of promising materials in the following classifications: alloy steels, chromium steels, precipitation-hardening stainless steels, and superalloys. On the basis of the information obtained from Westinghouse, from the literature survey, from Battelle files, and from visits to producers, it is recommended that Phase II of the program be confined to Inconel X hot rolled and aged, AM-350 subzero cooled and tempered, and Discaloy solution treated and aged. The future work necessary is detailed in a separate proposed research program.
The process of making coextruded tubes developed by The Babcock & Wilcox Company appears promising for similar applications (where a high-strength outer layer is required in conjunction with a highly corrosion-resistant inner layer).
I N T R O D U C T I O N
Westinghouse is considering the construct ion of a tubular tes t facility for in-pi le test ing of fuel e l emen t s . The tubular section des i r ed mus t be 4 . 5 to 5 in. in d i amete r . The t e s t s will be pe r fo rmed in two types of r e a c t o r s . The f i r s t type has a low power densi ty and, consequent ly, a low gamma-hea t -gene ra t i on r a t e . Fo r use in this type of r e a c t o r , it is impor tant to have min imum per turba t ion of the neutron flux by the t e s t sect ion. The es t imated me ta l t e m p e r a t u r e of the tube is 600 F . The second type of r e ac tor has a ve ry high power density accompanied by,a high gamma heat . Fo r the high-power-dens i ty r e a c t o r , it is impor tant to design the t e s t section to minimize gamma heating and the resu l tan t t h e r m a l s t r e s s e s . The es t imated t e m p e r a t u r e of the tube in this r eac to r is 800 F . The use of thin walls for the p r e s s u r e ve s se l would be helpful in e i ther type of r e a c t o r . However , the use of the minimum wall thickness r equ i res m a x i m u m - s t r e n g t h m a t e r i a l .
A p r o g r a m of r e s e a r c h is being c a r r i e d out by Battel le to review arid obtain data for seve ra l s tee ls and h igh - t empe ra tu r e alloys of possible in t e re s t as m a t e r i a l s of const ruct ion.
The objective of the p r o g r a m is to p rov ide , by a sea rch of available information and by exper iment , additional data needed by Westinghouse to design and const ruct in-pile t e s t v e s s e l s . In accordance with the Westinghouse r e q u e s t s , the p r o g r a m is being under taken in two phases as follows:
P h a s e I Review of p r e l i m i n a r y Westinghouse da ta , l i t e r a tu r e s e a r c h , and d iscuss ions with alloy p roduce r s to obtain a maximum of information on poss ib le tube m a t e r i a l s .
2
P h a s e II An exper imenta l p r o g r a m in c lose coojleration with Westinghouse d i rec ted toward supplying miss ing information.
This r epor t on P h a s e I reviews al l of the information avai lable to date and recommends the m a t e r i a l s to be studied exper imenta l ly in P h a s e II.
DISCUSSION OF MATERIALS
The avai lable data for each of the m a t e r i a l s se lected for considerat ion a r e given in the Appendix to this r e p o r t . A s u m m a r y of the s t rength and engineering p rope r t i e s requ i red to design the p r e s s u r e tube has been p r e sen t ed by Westinghouse as follows:
(1) Tensi le s t rength
120,000 psi for the modera te - f lux r eac to r 160,000 psi for the high-flux r e a c t o r
(2) 0 .2 p e r cent yield s t rength
48 ,000 ps i for the modera te - f lux r e a c t o r 64,000 psi for the high-flux r e a c t o r
(3) S t ress producing a c reep r a t e of 0.01 pe r cent pe r 1000 hr
30,000 psi for the modera te - f lux r eac to r 40,000 psi for the high-flux r e a c t o r
(4) Minimum s t r e s s producing rup ture in 100,000 hr
38,000 psi for the modera te - f lux r eac to r 50,000 psi for the high-flux r eac to r
(5) Reasonably good ducti l i ty
(6) Low notch sensi t ivi ty
(7) The rma l conductivity g r e a t e r than 10 Btu/(hr)(ft)(F)
(8) Coefficient of t h e r m a l expansion l e s s than 10"^ pe r F
(9) Low neu t ron-absorp t ion c r o s s sect ion
(10) Sufficiently good co r ros ion r e s i s t a n c e so a s to e l iminate the necess i ty for a co r ros ion al lowance
(11) Negligible change of the h e a t - t r e a t e d p r o p e r t i e s by exposure to f a s t -neutron radiat ion
3
(12) Stability of the p r o p e r t i e s obtained by heat t r ea tment at the operating t e m p e r a t u r e of the p r e s s u r e tube
(13) Weldability to itself and to 18-8 s ta in less s t ee l s .
The m a t e r i a l s which were cons idered in this phase of the work a r e enumerated under the i r genera l c lass i f icat ions in the following l is t :
(1) Alloy s tee ls
17-22AS SAE 4340
(2) Chromium s tee l s
AISI410 AISI 414 AISI 422 Croloy 16-1
(3) P rec ip i t a t ion-harden ing s ta in less s tee l s
AM-350 AM-355
(4) Superal loys
A-286 Discaloy W-545 Inconel X
Strength P r o p e r t i e s
The h i g h - t e m p e r a t u r e - s t r e n g t h p r o p e r t i e s of the a l loys , along with cor ros ion r e s i s tance and weldabi l i ty , a r e of p r i m a r y impor tance in this application.
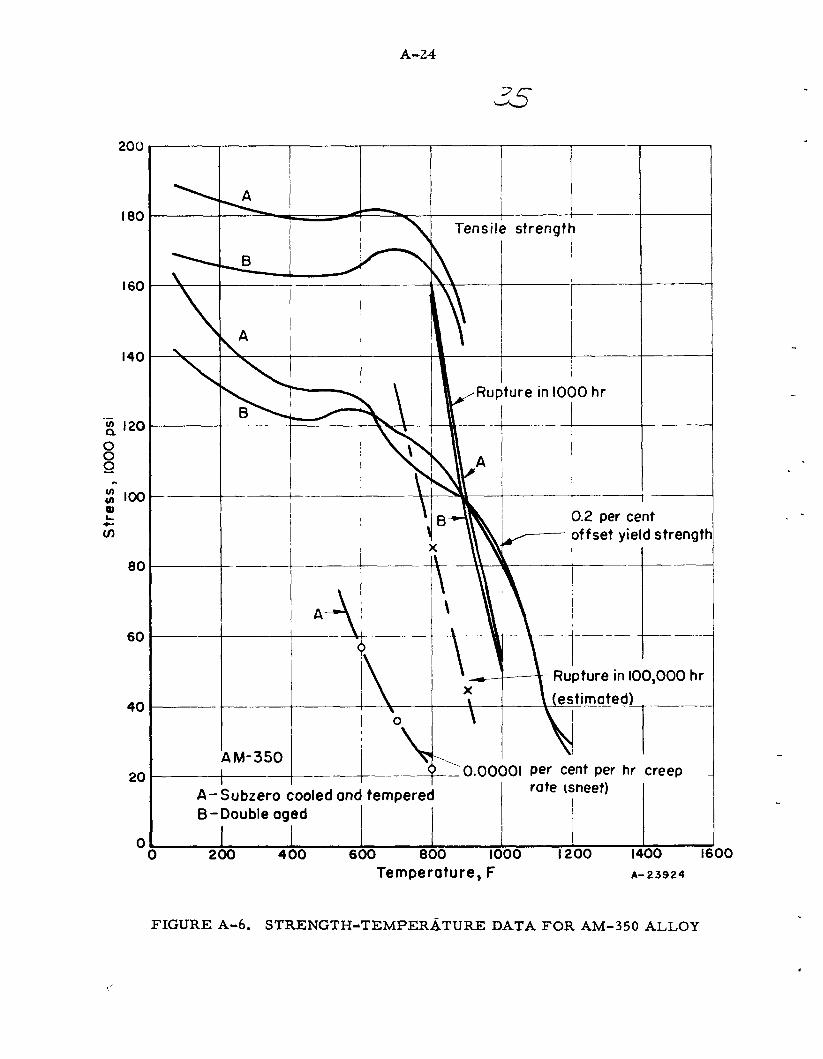
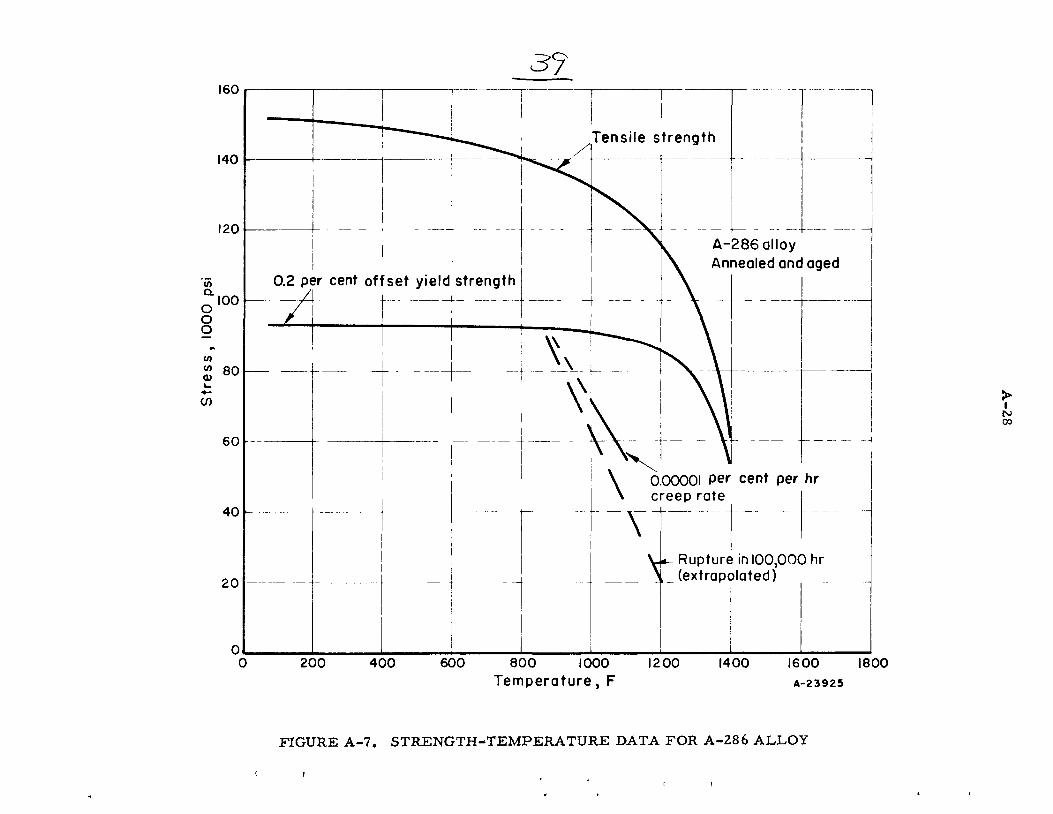
All avai lable s t rength data have been plotted against t e m p e r a t u r e in F igures A-1 through A-10 in the Appendix. These data a r e incomple te , pa r t i cu la r ly for the c reep and 100, 000-hr rup ture c u r v e s . However , the curves tend to indicate whether the sho r t - t ime or the long- t ime p r o p e r t i e s will be the p r i m a r y factor in design at the t e m p e r a t u r e s of i n t e r e s t (600 and 800 F ) . Fo r example , in F igure A-6 the 0.00001 per cent pe r hr c r e e p - r a t e curve for AM-350 alloy (although this curve is for sheet m a te r ia l ) is below the y ie ld - and t e n s i l e - s t r e n g t h curves at 600 and 800 F , indicating the long- t ime p r o p e r t i e s would control in design. However , for the A-286 alloy in F igure A - 7 , the 0. 2 pe r cent offset yield s t rength is below the long- t ime data curves at 600 and 800 F , indicating that for this alloy the design could probably be based on the sho r t - t ime tens i le data .
4
Of the s t rength r e q u i r e m e n t s , the tens i le s t rength of 160,000 psi at 800 F is probably the mos t difficult to m e e t . However , in h i g h - t e m p e r a t u r e design under conditions where c reep is not significant and the s h o r t - t i m e - s t r e n g t h p rope r t i e s con t ro l , it is the yield s t rength and not the t ens i l e s t rength that is impor tan t . T h e r e f o r e , in analyzing the s t rength p r o p e r t i e s of the var ious a l l oys , the tens i le s t rength has been given l e s s weight than the yield s t rength or the long- t ime s t rengths (c reep and rupture s t rengths) .
Alloy Steels
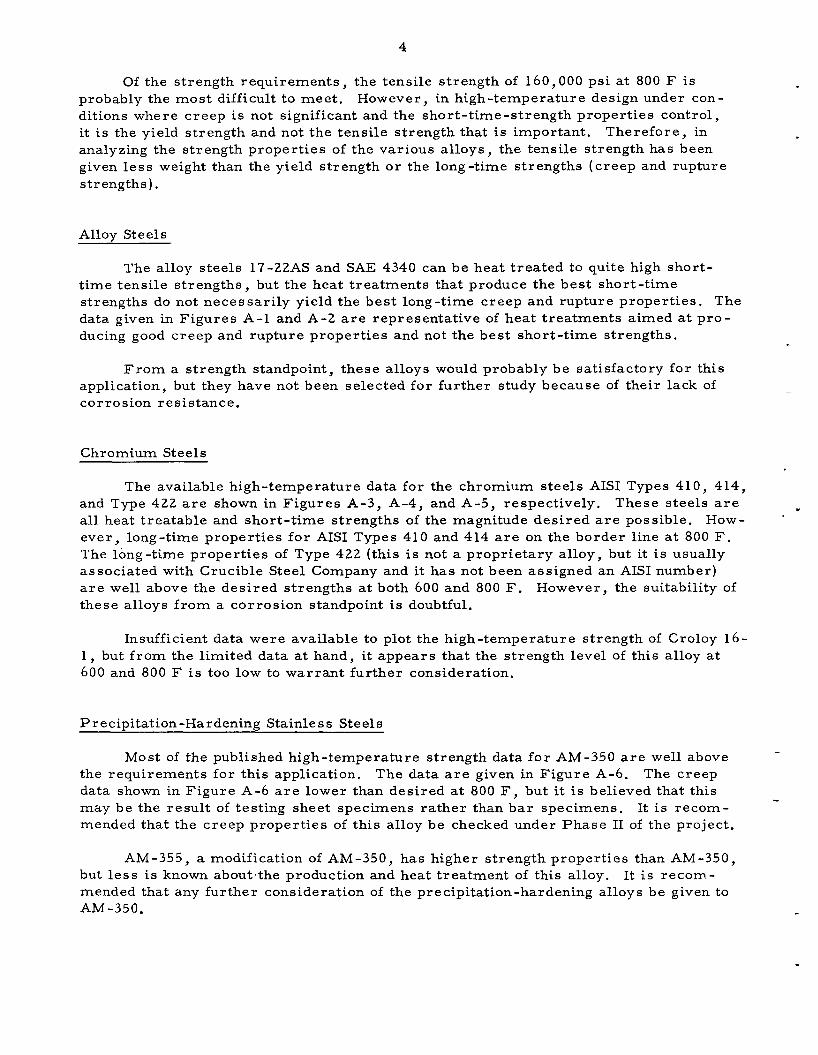
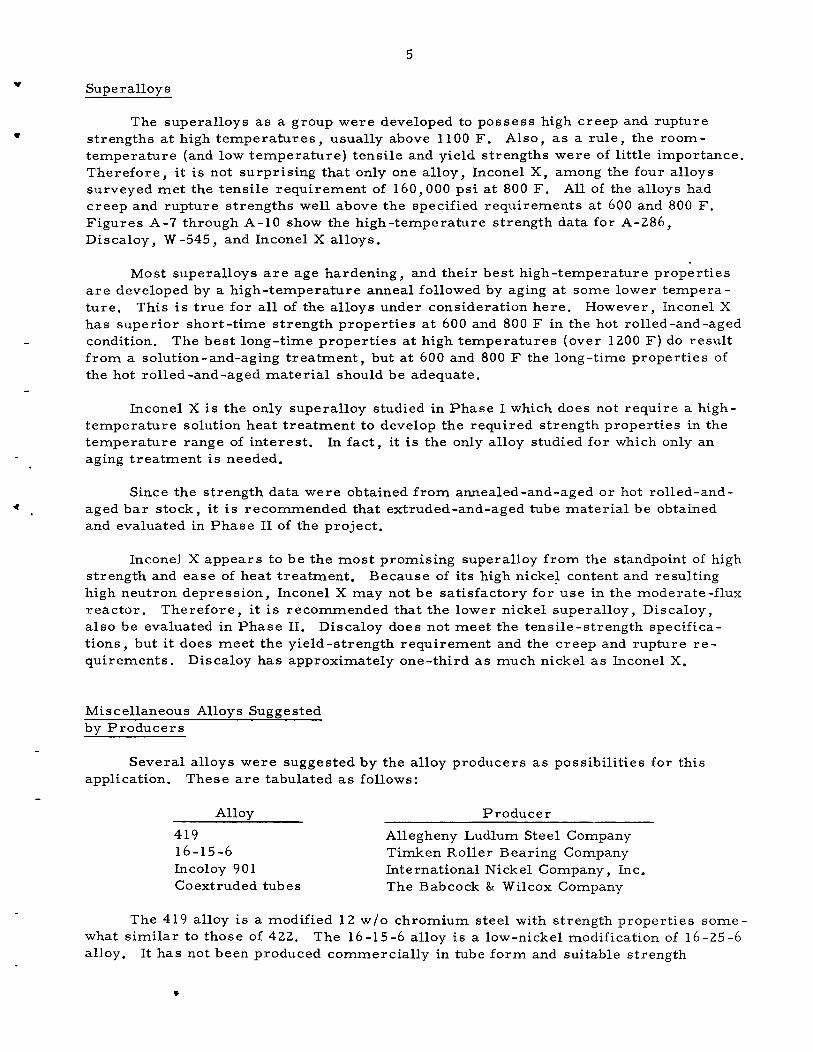
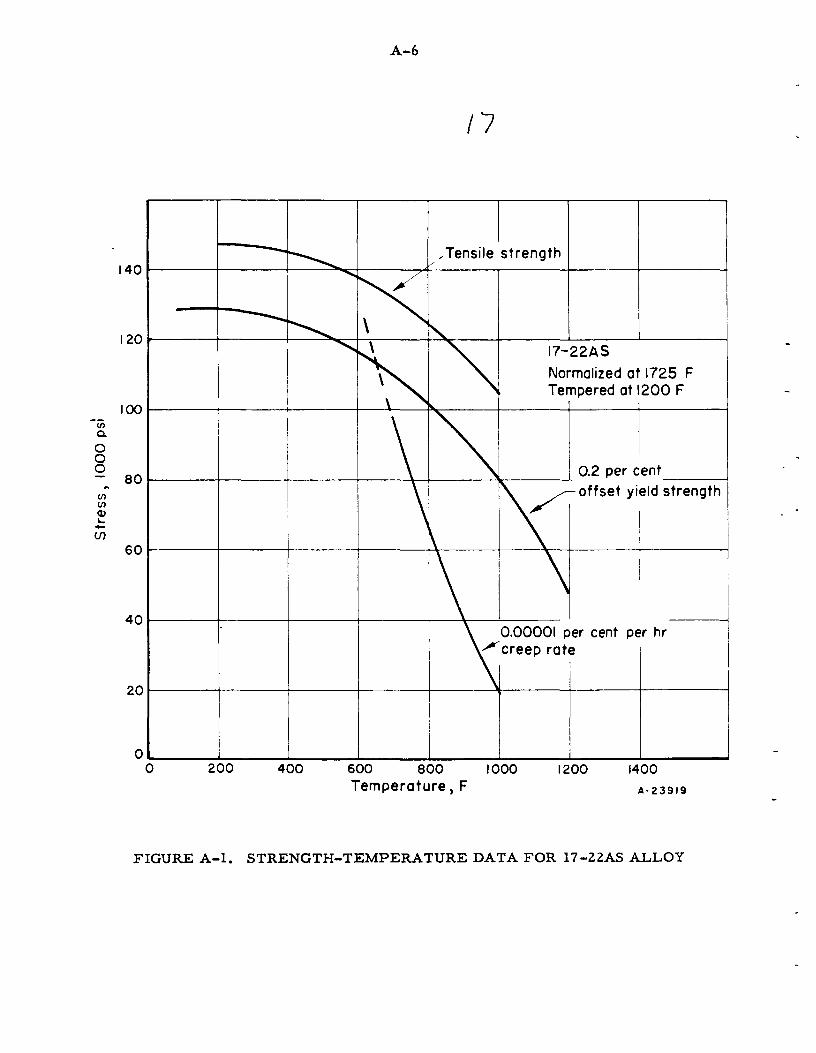
The alloy s tee l s 17-22AS and SAE 4340 can be heat t r e a t e d to quite high s h o r t -t ime tens i l e s t r e n g t h s , but the heat t r e a t m e n t s that produce the bes t sho r t - t ime s t rengths do not n e c e s s a r i l y yield the bes t long- t ime c reep and rupture p r o p e r t i e s . The data given in F i g u r e s A-1 and A-2 a r e r ep re sen ta t i ve of heat t r e a t m e n t s a imed at p r o ducing good c r eep and rup ture p r o p e r t i e s and not the bes t s h o r t - t i m e s t r eng ths .
F r o m a s t rength standpoint , these al loys would probably be sat isfactory for this appl icat ion, but they have not been se lected for fur ther study because of thei r lack of cor ros ion r e s i s t a n c e .
Chromium Steels
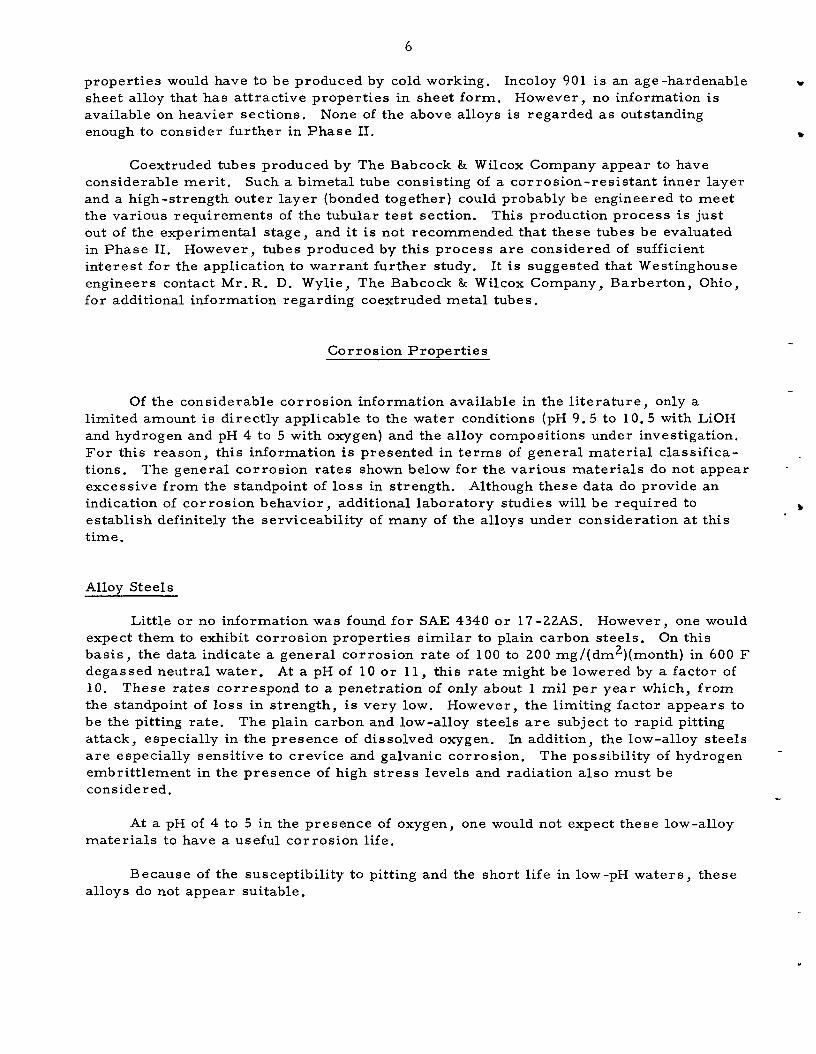
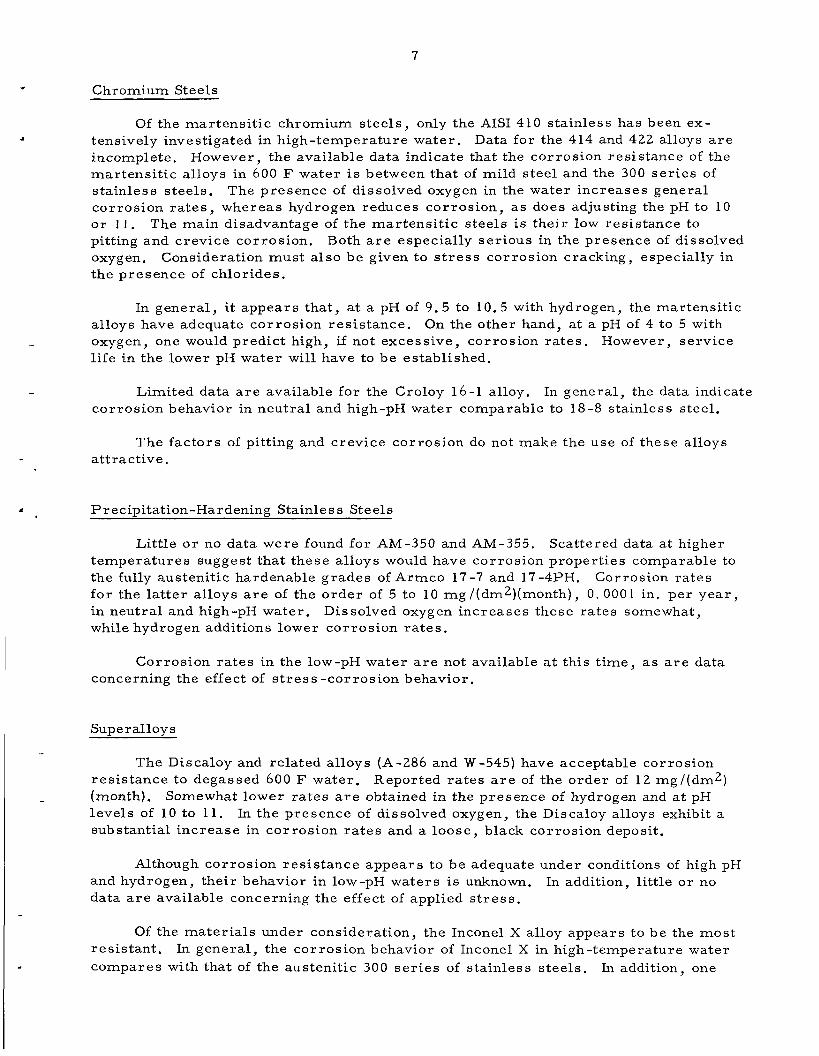
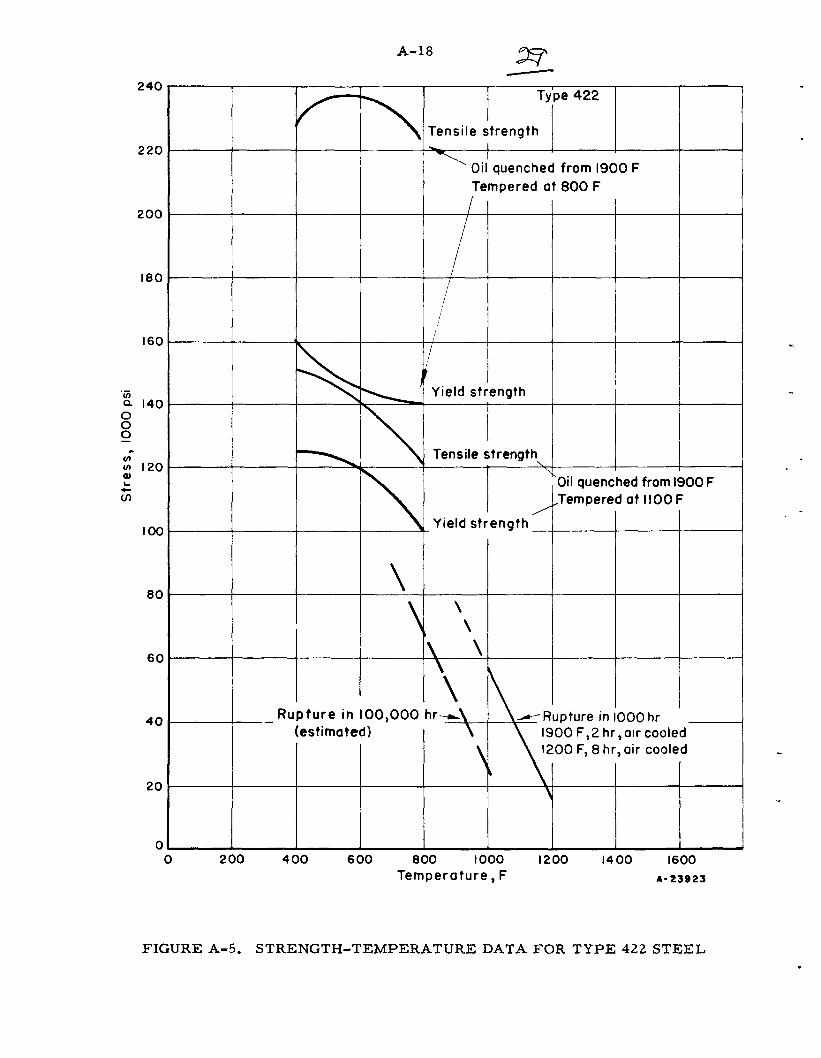
The avai lable h i g h - t e m p e r a t u r e data for the chromium s tee ls AISI Types 410, 414, and Type 422 a r e shown in F i g u r e s A - 3 , A - 4 , and A - 5 , r e spec t ive ly . These s tee ls a r e all heat t r ea t ab l e and s h o r t - t i m e s t rengths of the magnitude d e s i r e d a r e poss ib le . Howe v e r , long- t ime p r o p e r t i e s for AISI Types 410 and 414 a r e on the bo rde r line at 800 F . The long- t ime p r o p e r t i e s of Type 422 (this is not a p r o p r i e t a r y a l loy , but it is usually assoc ia ted with Crucible Steel Company and it has not been ass igned an AISI number) a r e well above the d e s i r e d s t rengths at both 600 and 800 F . However , the suitabili ty of these al loys f rom a co r ros ion standpoint is doubtful.
Insufficient data were avai lable to plot the h i g h - t e m p e r a t u r e s t rength of Croloy l 6 -1, but f rom the l imi ted data at hand, it appea r s that the s t rength level of this alloy at 600 and 800 F is too low to w a r r a n t fur ther considera t ion.
P rec ip i t a t ion-Harden ing Stainless Steels
Most of the published h i g h - t e m p e r a t u r e s t rength data for AM-350 a r e well above the r e q u i r e m e n t s for this appl icat ion. The data a r e given in F i g u r e A - 6 . The c reep data shown in F igu re A-6 a r e lower than des i r ed at 800 F , but it is bel ieved that this may be the r e su l t of tes t ing sheet spec imens r a t h e r than b a r spec imens . It is r e c o m mended that the c reep p r o p e r t i e s of this alloy be checked under P h a s e II of the pro jec t .
AM-355 , a modification of AM-350 , has higher s t rength p r o p e r t i e s than AM-350, but l e s s is known a b o u t t h e product ion and heat t r e a t m e n t of this al loy. It is r e c o m mended that any fur ther cons idera t ion of the prec ip i ta t ion-hardening alloys be given to AM-350.
5
Superal loys
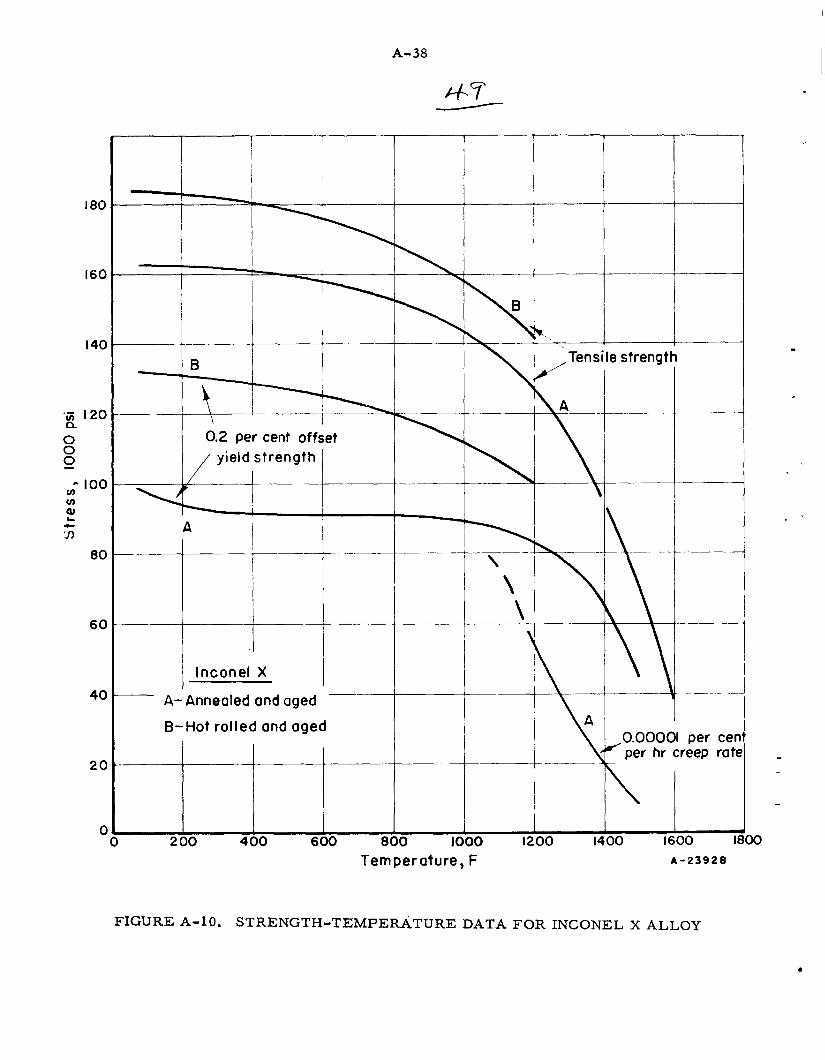
The supera l loys as a group w e r e developed to pos ses s high c reep and rupture s t rengths at high t e m p e r a t u r e s , usual ly above 1100 F . Also , as a r u l e , the r o o m -t e m p e r a t u r e (and low t e m p e r a t u r e ) t ens i le and yield s t rengths were of l i t t le impor tance . T h e r e f o r e , it is not su rpr i s ing that only one a l loy , Inconel X, among the four alloys surveyed met the tens i le r equ i r emen t of 160,000 ps i at 800 F . All of the alloys had c reep and rupture s t rengths well above the specified r equ i r emen t s at 600 and 800 F . F i g u r e s A-7 through A-10 show the h i g h - t e m p e r a t u r e s t rength data for A-286, Disca loy , W-545 , and Inconel X a l loys .
Most supera l loys a r e age ha rden ing , and the i r bes t h igh - t empera tu re p rope r t i e s a r e developed by a h i g h - t e m p e r a t u r e anneal followed by aging at some lower t e m p e r a t u r e . This is t rue for al l of the al loys under considerat ion h e r e . However , Inconel X has super io r s h o r t - t i m e s t rength p r o p e r t i e s at 600 and 800 F in the hot ro l led-and-aged condition. The bes t long- t ime p r o p e r t i e s at high t e m p e r a t u r e s (over 1200 F) do resu l t f rom a solut ion-and-aging t r e a t m e n t , but at 600 and 800 F the long-t ime p roper t i e s of the hot ro l l ed -and-aged m a t e r i a l should be adequate .
Inconel X is the only superal loy studied in P h a s e I which does not r equ i re a high-t e m p e r a t u r e solution heat t r e a t m e n t to develop the requi red s t rength p rope r t i e s in the t e m p e r a t u r e range of i n t e r e s t . In fac t , it is the only alloy studied for which only an aging t r e a t m e n t is needed.
Since the s t rength data were obtained f rom annealed-and-aged or hot ro l l ed-and-aged b a r s tock , it is r ecommended that ex t ruded-and-aged tube ma te r i a l be obtained and evaluated in P h a s e II of the p ro jec t .
Inconel X appea r s to be the m o s t p romis ing superal loy f rom the standpoint of high s t rength and ease of heat t r e a t m e n t . Because of i ts high nickel content and result ing high neutron d e p r e s s i o n , Inconel X may not be sa t is factory for use in the modera te- f lux r e a c t o r . T h e r e f o r e , it is r ecommended that the lower nickel supera l loy , Discaloy, a lso be evaluated in P h a s e II. Discaloy does not mee t the t ens i l e - s t r eng th specif icat i o n s , but it does mee t the y ie ld - s t r eng th r equ i r emen t and the c reep and rupture r e q u i r e m e n t s . Discaloy has approximate ly one- th i rd as much nickel as Inconel X.
Miscel laneous Alloys Suggested by P r o d u c e r s
Severa l al loys w e r e suggested by the alloy p roduce r s as poss ib i l i t ies for this applicat ion. These a r e tabulated as follows:
Alloy P r o d u c e r
419 Allegheny Ludlum Steel Company 16-15-6 Timken Rol ler Bear ing Company Incoloy 901 Internat ional Nickel Company, Inc. Coextruded tubes The Babcock & Wilcox Company
The 419 alloy is a modified 12 w/o chromium steel with s t rength p rope r t i e s s o m e what s imi l a r to those of 422. The 16-15-6 alloy is a low-nickel modification of 16-25-6 al loy. It has not been produced commerc ia l ly in tube fo rm and suitable s t rength
6
p r o p e r t i e s would have to be produced by cold working. Incoloy 901 is an age-hardenable sheet alloy that has a t t r ac t ive p r o p e r t i e s in sheet fo rm. However , no information is avai lable on heavier sec t ions . None of the above alloys is r ega rded as outstanding enough to consider fur ther in P h a s e II.
Coextruded tubes produced by The Babcock & Wilcox Company appear to have considerable m e r i t . Such a b ime ta l tube consist ing of a c o r r o s i o n - r e s i s t a n t inner layer and a h igh-s t reng th outer l ayer (bonded together) could probably be engineered to mee t the var ious r e q u i r e m e n t s of the tubular t e s t sect ion. This product ion p r o c e s s is jus t out of the exper imenta l s t age , and it is not recommended that these tubes be evaluated in P h a s e II. However , tubes produced by th is p r o c e s s a r e cons idered of sufficient i n t e re s t for the applicat ion to w a r r a n t fur ther study. It is suggested that Westinghouse engineers contact M r . R . D. Wyl ie , The Babcock & Wilcox Company, B a r b e r t o n , Ohio, for additional information regard ing coextruded me ta l t ubes .
Cor ros ion P r o p e r t i e s
Of the cons iderable co r ros ion information avai lable in the l i t e r a t u r e , only a l imi ted amount is d i rec t ly appl icable to the water conditions (pH 9 .5 to 10.5 with LiOH and hydrogen and pH 4 to 5 with oxygen) and the alloy composit ions under invest igat ion. Fo r this r e a s o n , this information is p re sen ted in t e r m s of genera l m a t e r i a l c l a s s i f i ca t ions . The genera l co r ros ion r a t e s shown below for the var ious m a t e r i a l s do not appear excess ive from the standpoint of loss in s t rength . Although these data do provide an indication of co r ros ion behav io r , addit ional l abora to ry s tudies will be requ i red to es tabl ish definitely the serv iceabi l i ty of many of the alloys under considera t ion at this t i m e .
Alloy Steels
Li t t le or no information was found for SAE 4340 or 17-22AS. However , one would expect them to exhibit co r ros ion p r o p e r t i e s s i m i l a r to plain carbon s t e e l s . On this b a s i s , the data indicate a genera l co r ros ion r a t e of 100 to 200 mg/(dm^)(month) in 600 F degassed neu t ra l w a t e r . At a pH of 10 or 1 1 , this r a t e might be lowered by a factor of 10. These r a t e s co r respond to a pene t ra t ion of only about 1 mi l p e r yea r which, f rom the standpoint of loss in s t r eng th , is ve ry low. However , the l imit ing factor appears to be the pitting r a t e . The plain carbon and low-al loy s tee ls a r e subject to rapid pitting a t tack , especia l ly in the p r e s e n c e of dissolved oxygen. In addit ion, the low-al loy s tee ls a r e especia l ly sensi t ive to c rev ice and galvanic co r ros ion . The possibi l i ty of hydrogen embr i t t l ement in the p r e s e n c e of high s t r e s s leve ls and radia t ion a l so mus t be cons idered .
At a pH of 4 to 5 in the p r e s e n c e of oxygen, one would not expect these low-al loy m a t e r i a l s to have a useful co r ros ion life.
Because of the suscept ibi l i ty to pitting and the short life in low-pH w a t e r s , these alloys do not appear su i tab le .
7
Chromium Steels
Of the m a r t e n s i t i c chromium s t e e l s , only the AISI 410 s ta in less has been ex tensively investigated in h i g h - t e m p e r a t u r e wa te r . Data for the 414 and 422 alloys a r e incomplete . However , the avai lable data indicate that the cor ros ion r e s i s t ance of the m a r t e n s i t i c al loys in 600 F water is between that of mild steel and the 300 se r i e s of s ta in less s t e e l s . The p r e s e n c e of dissolved oxygen in the water i nc rea se s genera l co r ros ion r a t e s , whereas hydrogen reduces c o r r o s i o n , as does adjusting the pH to 10 or 11. The ma in disadvantage of the m a r t e n s i t i c s tee ls is the i r low re s i s t ance to pitting and c rev ice co r ros ion . Both a r e especia l ly se r ious in the p resence of dissolved oxygen. Considerat ion mus t a lso be given to s t r e s s cor ros ion cracking , especial ly in the p r e s e n c e of ch lo r ides .
In g e n e r a l , it appea r s t ha t , at a pH of 9 .5 to 10.5 with hydrogen, the mar t ens i t i c al loys have adequate co r ros ion r e s i s t a n c e . On the other hand, at a pH of 4 to 5 with oxygen, one would p red ic t high, if not e x c e s s i v e , cor ros ion r a t e s . However , se rv ice life in the lower pH water will have to be es tab l i shed .
Limited data a r e avai lable for the Croloy l 6 - l alloy. In gene ra l , the data indicate co r ros ion behavior in neu t ra l and high-pH water comparable to 18-8 s ta in less s tee l .
The fac tors of pitting and c rev ice cor ros ion do not make the use of these alloys a t t r ac t i ve .
P rec ip i ta t ion-Harden ing Stainless Steels
Li t t le or no data were found for AM-350 and AM-355. Scat tered data at higher t e m p e r a t u r e s suggest that these al loys would have cor ros ion p rope r t i e s comparable to the fully aus teni t ic hardenable g r ades of Armco 17-7 and 17-4PH. Corros ion r a t e s for the l a t t e r al loys a r e of the o r d e r of 5 to 10 mg/(dm2)(month) , 0. 0001 in. per y e a r , in neu t ra l and high-pH w a t e r . Dissolved oxygen inc rea se s these r a t e s somewhat , while hydrogen additions lower co r ros ion r a t e s .
Cor ros ion r a t e s in the low-pH wate r a r e not available at this t i m e , as a r e data concerning the effect of s t r e s s - c o r r o s i o n behavior .
Superal loys
The Discaloy and re la ted al loys (A-286 and W-545) have acceptable cor ros ion r e s i s t a n c e to degassed 600 F w a t e r . Repor ted r a t e s a r e of the o rde r of 12 mg/(dm2) (month). Somewhat lower r a t e s a r e obtained in the p re sence of hydrogen and at pH levels of 10 to 11. In the p r e s e n c e of dissolved oxygen, the Discaloy alloys exhibit a substant ial i n c r e a s e in co r ros ion r a t e s and a l o o s e , black cor ros ion deposi t .
Although cor ros ion r e s i s t a n c e appea r s to be adequate under conditions of high pH and hydrogen, thei r behavior in low-pH wa te r s is unknown. In addit ion, l i t t le or no data a r e avai lable concerning the effect of applied s t r e s s .
Of the m a t e r i a l s under cons idera t ion , the Inconel X alloy appears to be the mos t r e s i s t a n t . In g e n e r a l , the co r ros ion behavior of Inconel X in h igh- t empera tu re water compares with that of the aus teni t ic 300 s e r i e s of s ta in less s t e e l s . In addit ion, one
8
would pred ic t tha t , although co r ros ion r a t e s in the low-pH water would be higher than those for neu t ra l or high-pH w a t e r s , they would be lower than mos t of the other alloys under considera t ion . The published information also indicates good cor ros ion behavior of Inconel X under conditions involving high s t r e s s l eve l s .
Weldability
A major p rob lem in fabricat ing the p r e s s u r i z e d - w a t e r in-pi le tube is the weldability of the m a t e r i a l s which a r e chosen. The selected h igh - t empera tu re alloy mus t be welded to itself a s well a s to an 18-8 s ta in less s teel piping sy s t em. All of the alloys invest igated appear capable of being joined to themse lves by r e s i s t a n c e welding (flash welding).- However , s ince this welding p r o c e s s r e q u i r e s extensive and special ized equipment , the choice of the al loys was made on the abil i ty of the alloy to be joined by an arc-weld ing p r o c e s s to itself and to 18-8 s ta in less s tee l . In some c a s e s , a l e s s weldable alloy was chosen over a m o r e weldable alloy because of the lower and , t h e r e f o r e , unacceptable s t rength a n d / o r co r ros ion p r o p e r t i e s of the m o r e weldable alloy.
Alloy Steels
The 17-22AS and SAE 4340 al loys a r e probably the m o s t weldable of the high-t e m p e r a t u r e m a t e r i a l s studied. These alloys can be joined to themse lves by a manual e l e c t r i c - a r c p r o c e s s using a 400 to 500 F p rehea t and in t e rpass t e m p e r a t u r e . In o rde r to obtain max imum uniformity of p r o p e r t i e s , hea t t r e a t m e n t of the weldment would be r equ i r ed . Inasmuch as these al loys have the l e a s t co r ros ion r e s i s t a n c e under the specified conditions of all the h i g h - t e m p e r a t u r e alloys being cons idered , fur ther study of these alloy s tee l s is not r ecommended .
Chromium Steels
The second mos t likely group of h i g h - t e m p e r a t u r e al loys which would be chosen from the standpoint of weldabili ty would be the chromium s tee ls (AISI Types 410 , 414, and 422, and Croloy 16-1). The only exception would be the AISI Type 422 m a r t e n s i t i c s ta in less s t e e l , which appea r s to r e q u i r e exceptionally high p rehea t and in t e rpass t e m p e r a t u r e s (1100 F ) . However , as with the alloy s t e e l s , the co r ros ion r e s i s t a n c e of the chromium s tee l s is ques t ionable . F o r this r e a s o n , a select ion of one of these high-t e m p e r a t u r e m a t e r i a l s has not been m a d e .
P rec ip i t a t ion-Harden ing Stainless Steels
AM-350 and AM-355 s tee l s a r e l e s s des i r ab le f rom the standpoint of weldabil i ty than the two previous ly mentioned groups of a l loys . However , these s tee ls can be joined if ca re and p rope r welding p r o c e d u r e s a r e ut i l ized. Since these two al loys appear to p o s s e s s acceptable co r ros ion and s t rength p r o p e r t i e s , one of the p rec ip i t a t ion-hardening s ta in less s tee ls should be chosen for fur ther study. Inasmuch as AM-355 has a higher carbon content than AM-350 , the weldabili ty of AM-350 mightbe slightly be t t e r . F o r this r e a s o n , considerat ion of a p rec ip i ta t ion-hardening s ta in less s tee l should be given to AM-350.

9
Superal loys
The supe ra l l oys , except for Inconel X, a r e probably the poores t h igh- t empera tu re m a t e r i a l s from a standpoint of weldabili ty when compared with the other groups of al loys cons idered in this study. Converse ly , however , these superal loys a r e probably the mos t co r ros ion r e s i s t an t of the m a t e r i a l s studied. Because Inconel X alone appears to have suitable co r ros ion r e s i s t a n c e and weldabi l i ty , this ma t e r i a l should be studied fur ther . The A - 2 8 6 , W-545 , and Discaloy al loys appear to have equal weldability c h a r a c t e r i s t i c s , s ince the composit ion of these alloys is essent ia l ly the s ame . T h e r e f o r e , the choice of one of these t h r e e alloys for fur ther study mus t r e s t on the mechan i cal and cor ros ion p rope r t i e s of the a l loys .
RECOMMENDATIONS
The information p resen ted in the Appendix and d iscussed in the preceding section of this r epo r t leads to the recommendat ion that t h r e e m a t e r i a l s be investigated expe r i menta l ly . The m a t e r i a l s a r e : Inconel X, hot rol led and aged, AM-350, subzero cooled and t e m p e r e d , and Disca loy , solution t r ea t ed and aged. In addit ion, Westinghouse pe r sonne l may want to invest igate the poss ib i l i t i es of coextruded tubing.
The above alloys were chosen because they seemed to mee t bes t the r e q u i r e men t s of p rope r t i e s and avai labi l i ty . Discaloy w^as chosen over W-545 because too l i t t le information is avai lable on W-545. It is believed that W-545 will ul t imately prove to be the be t te r a l loy , but at this t ime the recommendat ion mus t be for Discaloy. Somewhat the same situation is t r ue for AM-350 and AM-355. Not enough information is avai lable on AM-355 to de te rmine p rope r ly i ts potent ial .
Subsequent to the select ion of these m a t e r i a l s , the technique of vacuum melt ing was considered as a poss ib le means of obtaining bet ter and m o r e uniform physical p r o p e r t i e s . Of the t h r e e a l l oys , only Discaloy has been vacuum mel ted . All of the data included in this r e p o r t , however , were obtained on a i r - m e l t e d m a t e r i a l . Discaloy is being mel ted in smal l quanti t ies in a v a c u u m - a r c consumable-e lec t rode fu rnace , and p r e l i m i n a r y data indicate that c reep s t rength and ductility a r e improved. More complete data on vacuum-mel t ed Discaloy a r e now being de termined by the p r o d u c e r s .
Allegheny Ludlum engineers do not bel ieve that vacuum melt ing of AM-350 would significantly improve its p r o p e r t i e s , and they have no plans for vacuum melt ing it in the nea r future.
Inconel X is not being vacuum mel ted and apparent ly the International Nickel Company does not intend to vacuum me l t it . This is probably because this alloy is being adequately a i r me l t ed in re la t ive ly l a r g e volume and in la rge hea t s . For a given ha rdene r content . Internat ional Nickel Company engineers do not believe that a significant improvement in p rope r t i e s would be produced by vacuum mel t ing , with the exception of i nc reased ducti l i ty.
The exper imenta l invest igat ion, which will consti tute Phase II of the p r o g r a m , will provide for the th ree m a t e r i a l s information which was unobtainable for this r e p o r t . The detailed descr ip t ion of the proposed work is contained in a proposed r e s e a r c h p r o g r a m for P h a s e II. A brief r ^ sum^ is included h e r e , however , for r e f e r ence .
10
Shor t - t ime tens i le t e s t s , c r e e p - r u p t u r e t e s t s , and c reep evaluations of the th ree m a t e r i a l s a r e contemplated. Additional tens i le and c r e e p - r u p t u r e t e s t s will be n e c e s sa ry to evaluate the welding p r o c e d u r e s and heat t r e a t m e n t s . Additional welding work will be needed to fabr ica te co r ros ion spec imens and to p r e p a r e the tubes to be tes ted and de l ivered to West inghouse.
Cor ros ion t e s t s on the th ree m a t e r i a l s will provide information on the effects of s t r e s s and d i s s i m i l a r me ta l joints for autoclave t e s t s with four water condit ions. The pH of the water will be adjusted to about 10 to provide t h r e e of the conditions and to about 7 for the fourth.
Hydros ta t ic tes t ing of a shor tened model of the fu l l -s ized tube will be pe r fo rmed at t e m p e r a t u r e by cycling the p r e s s u r e between max imum and min imum values a l a r g e number of t i m e s . At the conclusion of th is t e s t , the p r e s s u r e will be inc reased until the v e s s e l b u r s t s .
ACKNOWLEDGMENT
This work was done under WAPD Reference No. 73 (14-1009) for the Bet t i s Labora tory of the Atomic Energy Commiss ion , opera ted by the Westinghouse E l e c t r i c Corpora t ion . The work was under the cognizance of R. M. L iebe rman of B e t t i s , whose efforts have been apprec ia ted .
WFS:WKB:RPS:FHL/mmk
/ /
APPENDIX
MATERIAL-PROPERTY DATA
A-1
I ^ APPENDIX
MATERIAL-PROPERTY DATA
This Appendix contains a l l of the detai led m a t e r i a l - p r o p e r t y data gathered in a survey of avai lable l i t e r a t u r e and by v i s i t s to va r ious manufac tu re r s . The data a r e a r r a n g e d in the following manne r according to the alloys included in the survey:
(1) Alloy s tee ls
17-22AS SAE 4340
(2) Chromium s tee l s
AISI 410 AISI 414 AISI 422 Croloy 16-1
(3) P rec ip i t a t ion-ha rden ing s ta in less s tee l s
AM-350
(4) Superal loys
A-286 Discaloy W-545 Inconel X
(5) Miscel laneous al loys suggested by p r o d u c e r s
419 alloy 16-15-6 alloy Incoloy 901 Coextruded tubes
Detai led cor ros ion p r o p e r t i e s were not avai lable for each of the a l loys , consequent ly , the co r ros ion data a r e d i scussed in the body of the r epo r t for the f i r s t four groups of a l loys . The other p r o p e r t i e s of i n t e r e s t a r e l i s ted under each alloy as follows:
(1) Tens i le s t rength
(2) Yield s t rength
(3) Creep s t rength
(4) Rupture s t rength

A - 2
(51
(6)
(7]
(8]
(9
(10
(11
(12
(13
(14
Ductility
Notch sensi t ivi ty
T h e r m a l conductivity
The rma l expansion
Neutron absorp t ion
Radiation damage
The rma l stabil i ty
Weldability
Fabr icab i l i ty
Availabil i ty.
In gathering the da ta , v i s i t s we re made to
The Babcock &; Wilcox Company Timken Rol ler Bear ing Company Internat ional Nickel Company, Inc. Allegheny Ludlum Steel Corpora t ion Crucible Steel Company of A m e r i c a Westinghouse E l e c t r i c Corpora t ion .
/ ^ A-3
Alloy Steels
17-22AS
Manufacturer
Chemical composit ion
Carbon Manganese Phosphorus Sulfur Silicon Chromium M olyb d enum Vanadium
Heat t r ea tmen t
(1) Tensi le s t rength
600 F 800 F
(2) 0. 2 per cent offset yield s t rength
600 F 800 F
(3) Creep strength (0. 00001 per cent per hr)
600 F 800 F
(4) Rupture s t rength (100,000 hr)
600 F 800 F
(5) Ductility (elongation)
Short t ime 600 F 800 F
1000 hr 1000 F
Timken Rol ler Bear ing Company
rio
0 . 2 8 - 0 . 3 3 0 .45 -0 .65 0. 040 maximum 0, 040 maximum 0 .55 -0 ,75 1.0 -1 .5 0 .40 -0 .60 0 .20 -0 .30
Normal ized f rom 1725 F , t empered 1200F
137,000 psi 123,000 psi
118,000 psi 102,000 psi
Es t imated over 100,000 psi 66,000 psi
Es t imated over 60,000 psi Es t ima ted over 50,000 psi
17 per cent 17 per cent
2 .0 per cent
i
A - 4 Js-(6) Notch sensi t ivi ty
(7) Thermal conductivity
Notch sensi t ivi ty was observed in rupture t e s t s at t e m p e r a t u r e s of 1200, 1100, and 1000 F at var ious t imes between 1 and 1000 hr on spec imens having a very sharp notch (0, 002-in. r ad ius ) . Notch strengthening was obtained at 900 F for all t i m e s out to 1000 h r , the duration of the longest t e s t s . Notch sensi t ivi ty would not be expected at the lower t e m p e r a t u r e s of 600 and 800 F .
T h e r m a l conductivity has been establ ished f rom s tee ls of s imi l a r composition to be between 25 and 20 Btu/(hr)(ft)(F) in the t e m p e r a t u r e range f rom 80 to 800 F .
(8) Thermal expansions
70 to 400 F 70 to 600 F 70 to 800 F 70 to 1000 F
(9) Neutron absorption
(10) Radiation damage
(11) Thermal stability
lO-P p e r F
(12) Weldability
7, 7. 7. 7.
01 40
,61 ,85
No data
No data
17-22AS should be completely stable even at 800 F after heat t rea t ing and t e m p e r ing at 1200 F . Some d e c r e a s e in h a r d ness has been observed in long- t ime bolting appl icat ions at 1000 F .
17-22AS may be joined to itself with a 17-22AS fi l ler m a t e r i a l . Welding can be pe r fo rmed in the annealed or the n o r -m a l i z e d - a n d - t e m p e r e d condition; howe v e r , normal iz ing f rom 1750 F followed by an 1100 to 1200 F t emper is requi red after welding for max imum uniformity of p r o p e r t i e s , A prehea t and in t e rpass t e m p e r a t u r e of 400 to 500 F should be ut i l ized during welding if the 6-in. -d i amete r tubing is in the h e a t - t r e a t e d condition.
In joining 17-22AS to an 18-8 s ta in less s t e e l , the s t a in less should be bu t te red with a low-carbon e lec t rode containing 2. 25 w/o ch romium and 1 w/o mo lyb denum. 17-22AS fi l ler w i re should then be used to complete the joint . A second
IL A - 5
(13) Fabr icab i l i ty
(14) Availabili ty
method of joining 17-22AS to 18-8 stainl e s s would be to use an 18-8 s ta in less s tee l -coa ted e lec t rode .
No prob lem
No problem
A-6
n
140
20
100
a O O O - 80 CO
c/) 60
40
20
— .
^ \ ^
v \
, Tensile
\
[\
\ ^
strength
I7-22AS
Normalized at 1725 F Tempered at 1200 F
1 1 I
V \
0.00001 p creep rat
0.2 per c -of fset yi
er cent pe
ent eld strength
»r hr
200 400 600 800 1000 Temperature, F
1200 1400
A - 2 3 9 1 9
FIGURE A - 1 . STRENGTH-TEMPERATURE DATA FOR 17-22AS ALLOY

/ ^
A - 7
SAE 4340 Alloy Steel
Chemical composit ion
Carbon Manganese Nickel Chromium Molybdenum Iron
Heat t r e a t m e n t
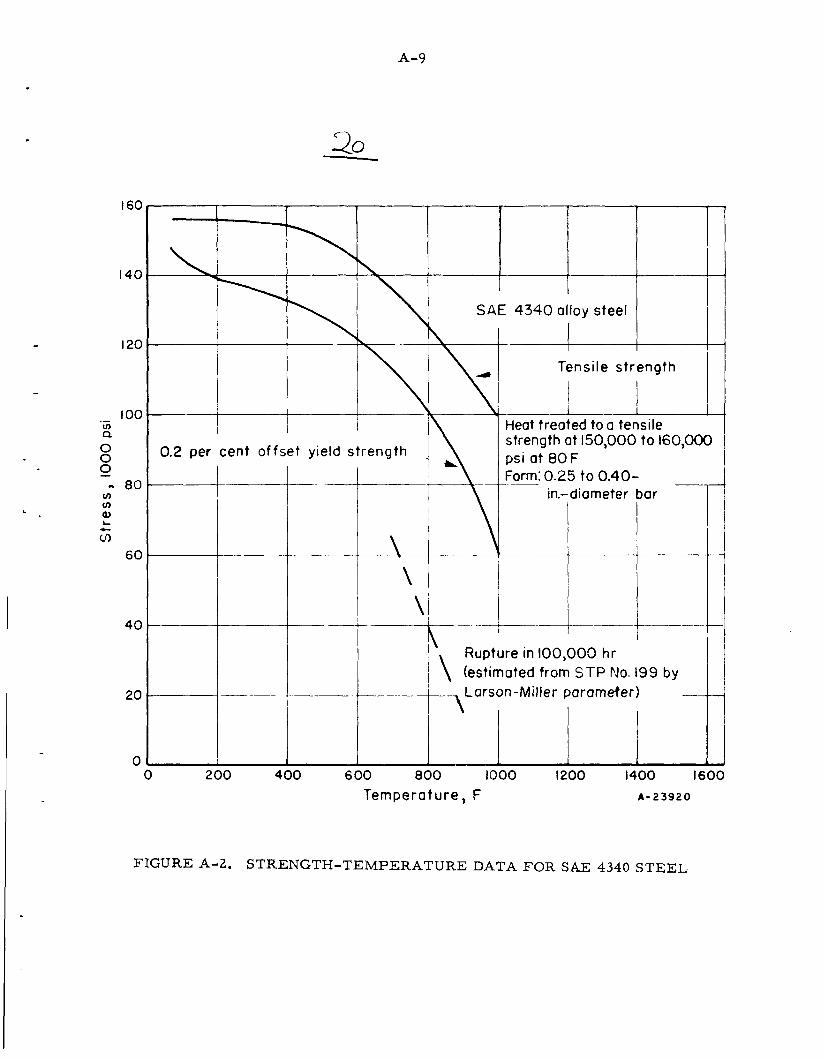
(1) Tens i le s t rength
Bar stock 0. 25 to 0 .40 in. in d i a m e t e r , hea t t r ea t ed to a r o o m - t e m p e r a t u r e tens i le s t rength of 150,000 to 160,000 ps i
600 F 800 F
Sheet 0.064 in. th ick , heat t r e a t e d to 200,000 ps i
600 F 800 F
(2) 0, 2 per cent offset yield s t rength
Bar stock 0. 25 to 0 .40 in. in d i a m e t e r , hea t t r e a t e d to a r o o m - t e m p e r a t u r e tens i le s t rength of 150,000 to 160,000 ps i
600 F 800 F
Sheet 0. 064 in . th ick , hea t t r ea t ed to 200,000 ps i
600 F 800 F
(3) Creep s t rength (0.00001 pe r cent pe r hr)
w / o 0. 0. 1. 0. 0.
4 0 70 80 80 25
Balance
Oil quenched or normal ized from 1550 to 1750 F , t empered 1000 to 1200 F
144,000 ps i 125,000 ps i
170,000 psi 135,000 ps i
120,000 ps i 105,000 ps i
135,000 ps i 102,000 ps i
600 F 800 F
Es t imated over 40,000 psi Es t imated over 40,000 psi
A - 8
(4) Rupture s t rength (100,000 hr)
(5)
600 F 800 F
Ductility (elongation)
Short t ime
600 F 800 F
1000 h r
600 F 800 F
n Es t ima ted f rom average data (STP
No. 199) by L a r s o n - M i l l e r ' ^ ' p a r ameter method
70,000 psi 40,000 psi
18 per cent 25 per cent
19 per cent
(6) Notch sensi t ivi ty
(7) T h e r m a l conductivity
(8) T h e r m a l expansion
(9) Neutron absorpt ion
(10) Radiation damage
(11) The rma l stabil i ty
(12) Weldability
(13) Fabr icab i l i ty
(14) Availabil i ty
Notch behavior s imi l a r to 17-22AS. Notch sensi t ivi ty was not observed at 900 F at t i m e s out to 1000 h r . At the lower t e m p e r a t u r e s of 600 and 800 F , no notch sensi t ivi ty would be expected.
S imi lar to 17-22AS
Similar to 17-22AS
No data
No data
No data
SAE 4340 may be joined to itself by the e l e c t r i c , i n e r t - g a s t ungs t en -e l ec t rode , or consumable -e lec t rode a rc -weld ing p r o c e s s e s . A h igh-s t reng th coated e l ec t rode , such as P & H 21 or a 4340 fi l ler wire should be used . The m a t e r i a l can be in the annealed or heat-t r ea t ed condition p r i o r to welding, and p rehea t and in t e rpass t e m p e r a t u r e s of 500 F should be maintained during welding.
No problem
No prob lem (a) Larson, F. R., and Miller, James, "A Time-Temperature Relationship for Rupture and Creep Stresses", Transactions
ASME, 74, (5), 765-775 (July, 1952).
A - 9
Qs p
ISO
140
120
100 w a O O O
» 80 i/> <n 9)
(J)
60
40
20
1 ^
0.2 per cent offs
^\
et yield s
,..,
\
\
^rength
\
\
\
• ' • "
SA
\
fc\
E 4340 a loy stee
1 1
Tensile strength
Heat treated to a tensile strength at 150,000 to 160,000 psi at 80 F Form: 0.25 to 0.40-
r
1 diameter bar
\ ' ' 1 . Rupture in l00,000 hr \ (estimated from STP No. 199 by
1 nr«;r>n-Millpr nnrnmp^pr^ ^
0 200 400 600 800 1000
Temperature, F 1200 1400 1600
A - 2 3 9 2 0
FIGURE A - 2 . STRENGTH-TEMPERATURE DATA FOR SAE 4340 STEEL
A-10
Chromium Steels
AISI Type 410
Chemical composit ion
Carbon Manganese Silicon Phosphorus Sulfur Chromium Iron
21
w / o
0. 15 max imum 1.00 max imum 1.00 max imum 0. 04 max imum 0.03 max imum 11. 5-13.5 Balance
Heat t r e a t m e n t
(1) Tensi le s t rength
Fully hardened by oil quenching from 1800 F , Light sect ions may be fully hardened by a i r cooling. This s teel will harden to var ious deg rees at t e m p e r a t u r e s as low as 1500 F . Temper to des i red s t reng th .
The tens i le s t rength at 800 F will range f rom 65,000 to 200,000 p s i , depending on the heat t r e a t m e n t
(2) 0, 2 pe r cent offset yield s t rength The range for yield s t rengths at 800 F will be about 30,000 to 165,000 p s i . depending on heat t r e a t m e n t s
(3) Creep s t rength (0,00001 pe r cent per hr)
600 F
800 F
(4) Rupture s t rength (100,000 hr)
(5) Ductili ty (elongation)
Short t ime
600 F 800 F
The c reep r e q u i r e m e n t s can be me t by this m a t e r i a l at 600 F in the normal ized and t empered condition
The c reep behavior at 800 F is doubtful and will have to be obtained if this alloy is to be considered fur ther
The same comments in I tem (3) apply to rup ture s t rength
15 to 25 pe r cent 15 to 25 per cent
1000 hr No data

A - 9
_2^ 160
140
120
100
80
6 0
4 0
20
V '
0.2 per
~ ^
cent offs et yield s
V
Irength
\
\
\
SA
\
* l \
\
E 4340 a loy steel
1 1
Tensile strength
Heat treated to a tensile strength at 150,000 to 160,000 psi at 80 F Form:0.25 t o0 .40 -
in.- diameter
. Rupture in 100,000 hr \ (estimated from STP No.
1 arsnn-MilJpr nnrnmptpr ^
)ar
99 by )
200 400 600 800 1000
Temperature, F 1200 1400 1600
A - 2 3 9 2 0
FIGURE A - 2 . STRENGTH-TEMPERATURE DATA FOR SAE 4340 STEEL
A-10
Chromium Steels
AISI Type 410 i^3
Chemical composit ion
Carbon Manganese Silicon Phosphorus Sulfur Chromium Iron
Heat t r e a t m e n t
(1) Tensi le s t rength
(2) 0, 2 pe r cent offset yield s t rength
(3) Creep s t rength (0,00001 per cent pe r hr)
600 F
800 F
(4) Rupture s t rength (100,000 hr)
(5) Ductility (elongation)
Short t ime
600 F 800 F
7o 0.15 m a x i m u m 1.00 max imum 1.00 max imum 0, 04 max imum 0.03 max imum 1 1 . 5 - 1 3 . 5 Balance
Fully hardened by oil quenching from 1800 F . Light sect ions may be fully hardened by a i r cooling. This s teel will ha rden to var ious degrees at t e m p e r a t u r e s as low as 1500 F . Temper to des i r ed s t rength .
The tens i le s t rength at 800 F will range f rom 65,000 to 200,000 p s i , depending on the heat t r e a t m e n t
The range for yield s t rengths at 800 F will be about 30,000 to 165,000 p s i , depending on heat t r e a t m e n t s
The c reep r e q u i r e m e n t s can be me t by this m a t e r i a l at 600 F in the normal ized and t e m p e r e d condition
The c r eep behavior at 800 F is doubtful and will have to be obtained if this alloy is to be considered fur ther
The same comments in I tem (3) apply to rup ture s t rength
15 to 25 per cent 15 to 25 per cent
1000 hr No data
A-13
AISI Type 414
Chemical composi t ions
Carbon Manganese Silicon Chromium Nickel Iron
Heat t r e a t m e n t
^ ^
(1) Tensi le s t rength
Room t e m p e r a t u r e
w / o
0. 15 maximum 1. 0 maximum 1. 0 maximum 1 1 . 5 - 1 3 . 5 1 ,25-2.50 Balance
Usually oil quenched from 1700 to 1900 F. Small sect ions may b e a i r cooled. T e m pering should be in the t empe ra tu r e ranges 300 to 850 F and 1000 to 1500 F, Reheating t e m p e r a t u r e s between 850 and 1000 F should be avoided because of resul t ing low impact r e s i s t a n c e .
The following h igh - t empera tu re s trength and rup ture data were obtained on b a r s hea t - t r ea t ed as follows: 1800 F , 1/2 h r , oil quenched, and 1225 F , 4 h r , oil quenched {RQ 21),
The r o o m - t e m p e r a t u r e tensi le s trength of this alloy will range from 100,000 to 220,000 p s i , depending on the heat t r ea tmen t
600 F 115,000 psi 800 F 98,000 psi
(2) 0. 2 per cent offset yield s t rength
600 F 87,000 psi 800 F 74,000 psi
(3) Creep s t rength (0. 00001 p e r cent No data avai lable . Should mee t the 600 F pe r hr)
(4) Rupture s t rength (100,000 hr)
600 F 800 F
r e q u i r e m e n t s . 800 F doubtful, t e s t s r equ i red .
Es t imated over 60,000 psi Es t ima ted 27,000 psi as heat t r e a t e d ,
t e s t s r equ i red
A-14 n
(5) Ductility (elongation)
Short t ime
600 F 800 F
(6) Notch sensi t ivi ty
(7) The rma l conductivity
212 F 932 F
(8) The rma l expansion
68 to 212 F 68 to 1200 F
(9) Neutron absorpt ion
(10) Radiation damage
(11) The rma l stabil i ty
(12) Weldability
<:>
10 to 20 per cent 10 to 20 per cent
No data
14,4 Btu/(hr)(ft)(F) 16.6 Btu/(hr)(ft)(F)
5,5 x 10"^ pe r F 6. 2 X 10"^ pe r F
No data
No data
No data
The information concerning Type 410 mar -tens i t ic s ta in less s tee l applies to AISI Type 414 s ta in less
(13) Fabr icab i l i ty No p rob lem
(14) Availabili ty No p rob lem

c : ^ f e
• •
^ >
\ " ^
\
\
Tensil B strength 1
s. AISI Type 414 \ Oil quenched from 1800 F
\ Tempered 4 hr at 1225 F \ 1 1
N\
\ - - H 0 0 , ( \ Extr
V
^
\ Yield strength
DOO-hr rupture strength ' apolated by Larson-Miller parameter
200 400 600 800 1000 1200 Temperature , F
1400 1600 1800 A-23922
FIGURE A-4 , STRENGTH-TEMPERATURE DATA FOR AISI TYPE 414 STEEL
A-16
Type 422
Manufacturer
Chemical composit ion
Carbon Manganese Silicon Chromium Nickel Molybdenum Tungsten Vanadium
Heat t r e a t m e n t
(1) Tensi le s t rength
Oil quenched f rom 1900 F , t e m pered at 800 F (47 R e )
400 F 600 F 800 F
Oil quenched f rom 1900 F , t e m pered at 1100 F (26 R e )
400 F 600 F 800 F
(2) 0, 2 per cent offset yield s t rength
Oil quenched f rom 1900 F , t e m pered at 800 F
400 F 600 F 800 F
Oil quenched f rom 1900 F , t e m pered at 1100 F
400 F 600 F 800 F
27 Crucible Steel Company of A m e r i c a ,
Armco Steel Corpora t ion , and others
Typica l , w/o 0.22 0.65 0.36
11,7 0.70 0.95 0.93 0.25
Nominal , w /o 0.20 0.75 0.35
13.00 0,75 1.00 1.00 0,30
Oil quench or a i r cool from 1900 F . Temper at 800 to 1200 F for at l eas t 2 h r .
227,000 psi 237,000 ps i 223,000 psi
151,000 psi 141,000 psi 121,000 ps i
160,000 ps i 145,000 ps i 140,000 ps i
125,000 psi 120,000 psi 100,000 ps i
^ A-17
(3) Creep s t rength (0.00001 pe r cent pe r hr)
600 F 800 F
(4) Rupture s t rength (100,000 hr)
600 F 800 F
(5) Ductility (elongation)
Short t ime
400 to 800 F
(6) Notch sensi t ivi ty
Es t ima ted over 50,000 psi Es t ima ted over 50,000 psi
Es t imated over 60,000 psi Es t ima ted over 60,000 ps i
(7)
(8)
12 to 16 per cent
No notch weakening in rupture t e s t s was observed for Type 422 under the conditions invest igated, 10 to 1000-hr rupt u r e at t e m p e r a t u r e s of 1000 to 1200 F
The rma l conductivity (Type 420) 14,4 Btu/(hr)(ft)(F) at 212 F
(9)
(10)
(11)
(12)
(13)
(14)
The rma l expansion
70 to 500 F 70 to 750 F 70 to 1000 F 70 to 1200 F
Neutron absorpt ion
Radiation damage
The rma l stabil i ty
Weldability
Fabr icab i l i ty
Availabili ty
10-P per F 5 . 9 6 . 3 6 . 4 6 . 7
No data
No data
No data
Type 422 m a t e r i a l should be welded with p r ehea t , i n t e rpass t e m p e r a t u r e , and postheat of 1100 F
Tubing is not avai lable from the Crucible Steel Company of Amer ica
This is a production i tem and, t he re fo re , no p rob lem is expected in getting a bi l let
A-18 ^
Type 422
Tensile strength
Oil quenched from 1900 F Tempered at 800 F
Yield strength
Tensile strength
Yield strength
Oil quenched from 1900 F Tempered at IIOOF
Rupture in 100,000 h r - ^ V (estimated) V
-Rupture in 1000hr 1900 F,2hr,a i r cooled I200F, 8hr , air cooled
200 400 600 800 1000 1200 1400 1600 Tempera ture , F A -23923
FIGURE A - 5 . STRENGTH-TEMPERATURE DATA FOR TYPE 422 STEEL
3o A-19
Croloy 16-1
Manufacturer
Chemical composit ion
Carbon Chromium Nickel Iron
Heat t r e a t m e n t
(1) Tensi le s t rength
600 F ( three h e a t s , eight t es t s ) 800 F (one tes t )
(2) 0. 2 per cent offset yield s t rength
The Bab cock & Wilcox Tube Company
w^/o 0.
16. 1.
03 0 0
Balance
Normal ized 1700 F , t emper 1300 F
62 ,300-78 ,600 psi 69,800 psi
600 F ( three h e a t s , eight t es t s ) 43 ,800-64 ,000 psi 800 F (one tes t ) 58,800 psi
(3) Creep s t rength (0. 00001 pe r cent No data p e r hr)
(4) Rupture s t rength (900 F)
237 h r 1666 hr 5400 hr (in p r o g r e s s ) 100,000 hr (es t imated)
(5) Ductility (elongation)
(6) Notch sensi t ivi ty
(7) The rma l conductivity
(8) The rma l expansion
(9) Neutron absorpt ion
(10) Radiation damage
(11) The rma l s tabi l i ty
P s i 35,000 32,000 30,000 25.000
Good
Should be sat isfactory
No data
No data
Satisfactory
No data
No data

A-20
(12) Weldability
?/ Croloy 16-1 can be joined to itself and to
an 18-8 s ta in less s teel by the i n e r t - g a s -shielded tungs ten-e lec t rode a r c p r o c e s s with a Croloy l 6 - l f i l ler m a t e r i a l and a fi l ler m a t e r i a l containing 25 w/o c h r o mium and 20 w/o n icke l , respec t ive ly . Welding should be per formed on Croloy l 6 - l in the no rma l i zed -and - t empe red condition using a min imum prehea t and in t e rpass t e m p e r a t u r e of 300 F . P o s t heat t r e a t m e n t should consis t of a 1150 to 1300 F s t r e s s relief. The mechanica l p rope r t i e s of the welded joint at room t e m p e r a t u r e should equal the p rope r t i e s of the base m a t e r i a l ; however , the re is some indication that the heat-affected base me ta l may be notch sens i t ive .
(13) Fabr icab i l i ty
(14) Availabili ty
Fabr ica t ion into tubes is not difficult for Croloy 16-1
Availabili ty of Croloy l 6 - l is apparent ly no p rob lem

3^ A-21
Prec ip i t a t ion Hardening Stainless Steels
AM-350
Manufacturer
Chemical composit ion
Carbon Manganese Silicon Chromium Nickel Molybdenum Iron
Allegheny Ludlum Steel Company
'lo 0.08 0. 60 0.40
16 .25-17 .25 4 . 0 - 4 . 5 2 . 5 - 3 , 0 Balance
Heat t r e a t m e n t
Annealed 1740 F plus:
A
B
(1) Tensi le s t rength
(2) 0. 2 per cent offset yield s t rength
600 F 800 F
(3) Creep s t rength (0.00001 per cent p e r h r ) , data f rom AM-350 shee t . Condition A
600 F 800 F
Subzero cooled and tempered (2 hr at minus 100 F plus 2 hr at 850 F)
Double aged (1 hr at 1350 F plus 1 hr at 850 F)
Over 160,000 psi for both conditions (A and B) at 600 and 800 F
Over 120,000 psi for both conditions Over 100,000 psi for both conditions
55,000 psi 23,000 psi
The c reep s t rength of AM-350 should be checked for this application in the s ize and condition of the tubing which would be used . This is t rue par t i cu la r ly at 800 F where the data for sheet a r e lower than des i r ed .
A-22 1^<^ JJ (4) Rupture s t rength (100,000 hr)
600 F 800 F
(5) Ductility (elongation)
Short t ime
600 F 800 F
1000 hr
(6) Notch sensi t ivi ty
(7) The rma l conductivity
(8) The rma l expansion
68 to 212 F 68 to 572 F 68 to 752 F 68 to 932 F 68 to 1150 F
(9) Neutron absorpt ion
(10) Radiation damage
(11) The rma l s tabi l i ty
(12) Weldability
Es t ima ted over 60,000 ps i Es t ima ted over 60,000 psi
8 to 12 pe r cent 8 to 12 per cent
No data
No notch rup ture data avai lable
Impact r e s i s t ance as de te rmined by Charpy V-notch spec imens is 51 ft-lb at room t e m p e r a t u r e and 36 ft-lb at -40 F . This is for Condition A and indicates ve ry good p r o p e r t i e s .
Will be avai lable about D e c e m b e r , 1957
10-6 p e r p
No
6. 6. 7 . 7 . 7 .
6 9 1 3 3
data
No data
Sat isfactory under conditions of u n s t r e s s e d aging. Work under s t r e s s conditions is under way at 700 F and 75 per cent of the yield s t reng th .
Both AM-350 and AM-355 can be joined to t hemse lves with the use of an AM-355 fi l ler m a t e r i a l . The welding p r o c e s s mos t appl icable for joining t he se m a t e r i a l s would be the i n e r t - g a s - s h i e l d e d tungs ten-e lec t rode a r c p r o c e s s . Welding should be pe r fo rmed on carefully cleaned m a t e r i a l which is in the solut ion-t r ea t ed condition. In o rde r to obtain a weld-joint efficiency of 95 pe r cent of the base m a t e r i a l , the weldment should be
annealed at 1750 to 1775 F , cooled to -100 F for 2 hr and t empered at 850 F for 2 h r .
To join AM-350 to an 18-8 s ta in less s t e e l , an austeni t ic Type 308 fi l ler ma t e r i a l should be used .
Allegheny Ludlum cannot furnish tubing of the size d e s i r e d , but they can supply bi l le ts for extrusion by another f ab r i ca t o r , possibly Babcock & Wilcox
Bil le ts of both AM-350 and 355 a r e ava i l able in approximately 3 months ' del ivery
A-24
3S
A-Subzero cooled and tempered B-Doubleaged
0.00001 per cent per hr creep rote isheet)
0 200 4 0 0 600 800 1000 1200 1400 1600 Temperature, F A-23924
FIGURE A - 6 . STRENGTH-TEMPERATURE DATA FOR AM-350 ALLOY
A-25
3L Superal loys
A-286
Manufacturer Allegheny Ludlum Steel Company
Chemical composit ion
Carbon Manganese Lithium Phosphorus Sulfur Chromium Nickel Molybdenum T itanium Vanadium Aluminum Iron
rio
0. 08 maximum 1.00-2.00 0 .40 -1 .00 0. 04 maximum 0. 04 maximum
13.5-16 24-28
1 .0-1 .5 1 .90-2.35 0 .10 -0 .50 0. 35 maximum Balance
Heat t r ea tmen t 1800 F for about 1 h r , oil quench, age at 1325 F for 16 h r . a i r cool
(1) Tensi le s t rength
600 F 800 F
145,000 psi 140,000 ps i
(2) 0. 2 per cent offset yield s t rength
600 F 800 F
92,000 psi 92,000 psi
(3) Creep s t rength (0. 0001 pe r cent pe r hr)
600 F 800 F
Es t imated over 80,000 psi Es t ima ted over 80,000 psi
(4) Rupture s t rength (100,000 hr)
600 F 800 F
Es t imated over 80,000 psi Es t imated over 80,000 psi
(5) Ductil i ty (elongation)
Short t ime
600 F 800 F
1000 hr
22 per cent 21 per cent
2 to 8 per cent at 1000 to 1200 F
A-26
(6) Notch sensi t ivi ty
3> V-notch s t r e s s - r u p t u r e t e s t s at 1200 F
and 60,000 ps i on spec imens from b a r stock and wheel forgings have indicated notch s t rengthening,
V-notch Charpy impact r e s i s t ance is as follows:
400 F 59. 5 ft-lb 600 F 55. 5 ft-lb (est imated) 800 F 5 1 . 5 ft-lb
(7) The rma l conductivity
(8) T h e r m a l expansion
80 to 200 F 80 to 400 F 80 to 600 F 80 to 800 F 80 to 1000 F 80 to 1100 F 80 to 1200 F
(9) Neutron absorp t ion
(10) Radiat ion damage
(11) The rma l stabil i ty
(12) Weldability
No data
10-6 p e r F 9. 17 9 .35 9.47 9. 64 9 .78 9 .84 9 .88
(13) Fabr icab i l i ty
No data
No data
Very good. Up to 800 F the re may be a slight i n c r e a s e in p r o p e r t i e s .
Thin sect ions of A-286 can be welded to itself by the i n e r t - g a s - s h i e l d e d tungs ten-e lec t rode a r c p r o c e s s using an A-286 fi l ler m e t a l . Hot peening can be used to reduce the tendency of this m a t e r i a l to hot c r ack . A-286 can a lso be welded with a 17-7PH fi l ler m a t e r i a l . Welding should be pe r fo rmed in the solut ion-t r e a t e d condition without the use of a p rehea t or i n t e rpas s t e m p e r a t u r e . A postwelding t r e a t m e n t consist ing of double aging should produce a weld-joint efficiency of 85 pe r cent of the base m a t e r i a l at 1250 F . This m a t e r i a l is m o r e readi ly flash welded than fusion welded.
A bi l le t of A-286 would have to be e x t ruded at another p lan t , probably Babcock & Wilcox
A-27
(14) Availabil i ty Approximately 3 months to get a bi l le t . The g r ea t e s t difficulty is expected in
-^ working into the extrus ion-plant O Q schedule .
600 800 1000 1200 Temperature, F
1400 1600 1800 A-23925
FIGURE A - 7 . STRENGTH-TEMPERATURE DATA FOR A-286 ALLOY
I I I I
A-29
Discaloy
Manufacturer
Chemical composit ion
Carbon Manganese Silicon Chromium Nickel Molybdenum Titanium Aluminum Iron
Heat t r ea tmen t
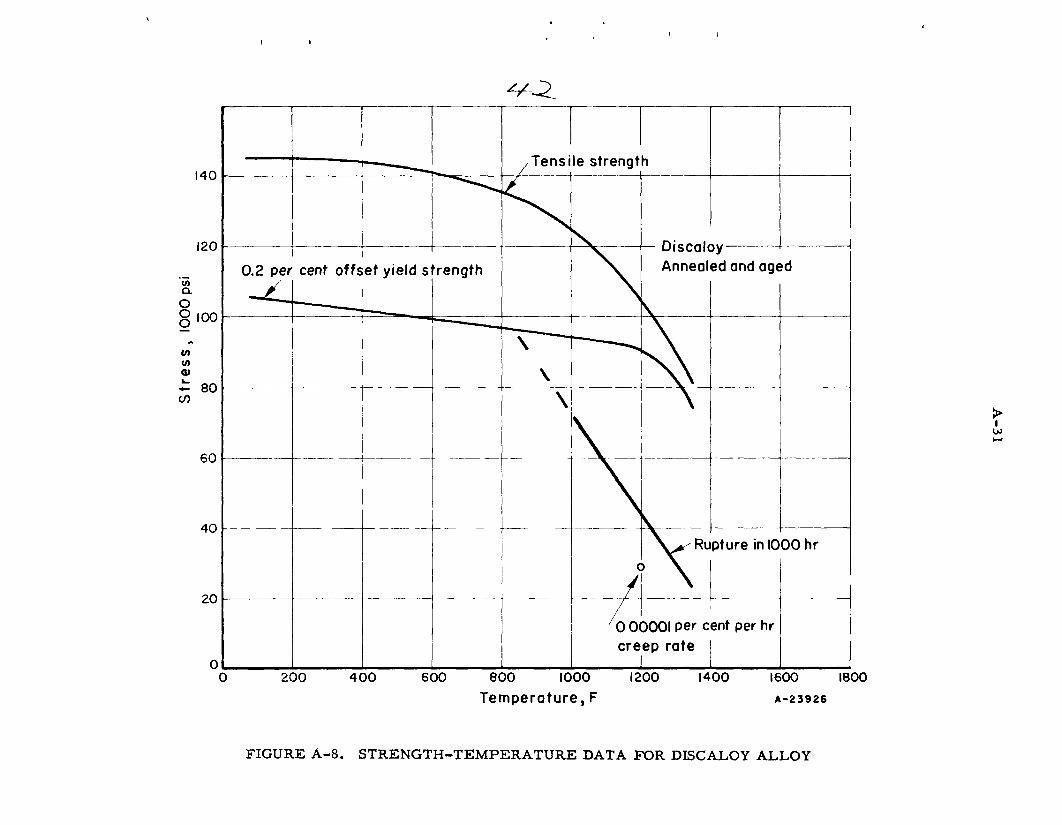
(1) Tensi le s t rength
600 F 800 F
(2) 0. 2 per cent offset yield s t rength
600 F 800 F
(3) Creep strength (0. 00001 per cent per hr)
600 F 800 F
(4) Rupture s t rength (100,000 hr)
600 F 800 F
(5) Ductil i ty (elongation)
Short t ime
600 F 800 F
Westinghouse E lec t r i c Corporat ion
w/o 0. 08 maximum (0, 03 nominal) 0 .60 -1 .50 0 .40 -1 .00 12-15 24-28 2 , 5 - 3 . 5 1 .45-1.90 0. 35 maximum (0. 1 nominal) Balance
1800 to 1900 F for about 1 h r , oil or water quench, age at 1350 F for 20 h r , slow cool (5 hr) to 1200 F and hold 20 h r , a i r cool to room t e m p e r a t u r e
141,000 psi 135,000 psi
99,000 psi 96,000 psi
Es t ima ted over 60,000 psi Es t ima ted over 60,000 psi
Es t imated over 60,000 psi Estimiated over 60,000 psi
15 per cent 15 per cent
1000 hr 1 to 5 per cent at 1200 F
A-30 ^1 (6) Notch sensi t ivi ty
(7) T h e r m a l conductivity
392 F 572 F 752 F 932 F
(8) T h e r m a l expansion
70 to 600 F 70 to 800 F
(9) Neutron absorpt ion
(10) Radiation damage
(11) The rma l s tabi l i ty
(12) Weldability
(13) Fabr icab i l i ty
(14) Availabil i ty
Notch s trengthening was m e a s u r e d at 1000 and 1200 F on Discaloy spec imens having a ha rdness of l e s s than 315 DPH. This was assoc ia ted with a c r e e p - r u p t u r e ductili ty of g r e a t e r than 5 per cent elongation.
Btu/(hr)(ft)(F) 9.20 9,93
10.90 11.87
9. 1 X lO-o pe r F 9 .4 X 10-^ per F
No data
No data
Should be sa t i s fac tory at 600 and 800 F
Discaloy may be joined to itself by the i n e r t - g a s - s h i e l d e d tungs ten-e lec t rode a r c p r o c e s s . Discaloy fi l ler w i r e , 17-7PH fi l ler w i r e , or a 19-9 tungs ten-molybdenum coated e lec t rode may be used to nnake the weld. No p rehea t should be used and the maximum i n t e r pass t e m p e r a t u r e should be 200 F . Hot peening of the weld should be employed to reduce the poss ibi l i ty of hot cracking which may exis t in one-half inch or heavie r p la te . Exper ience has shown that the m a t e r i a l can be flash welded with no p r o b l e m s .
Discaloy may be joined to 18-8 s ta in less with a Hastel loy W fi l ler m a t e r i a l
Can be formed into tubes by ext rus ion . Westinghouse is not equipped for this opera t ion , and it would have to be c a r r i e d out at some other p lan t , poss ib ly Babcock & Wilcox.
A special o r d e r should be placed through the B l a i r s v i l l e , Pennsy lvan ia , plant of West inghouse. A bi l le t could be e x pected in 3 to 4 mon ths ' t i m e .
I i
140
120
Q. O § 1 0 0
«
Str
es
CD
00
O
O
40
20
0
0.2 per cent offset yield s
^ / -"' —
1
~-
J
^
^ ^
... l eng th
' — — \
— - -
V^.
/Tensi le strength / 1 L
"~^V ~^
\
\
^ V
>v \
1
^
^ ^
r t : , . > > > i . u i a ^ u i u y '
Annealed and aged
\ \
v\ - ^ ^
\ > ^ R u p t u r e in 1000hr
? \
0 00001 per cent per hr creep rate
1 200 400 600 800 1000
Temperature, F 1200 1400 1600 1800
A-23926
FIGURE A - 8 . STRENGTH-TEMPERATURE DATA FOR DISCALOY ALLOY

A-32
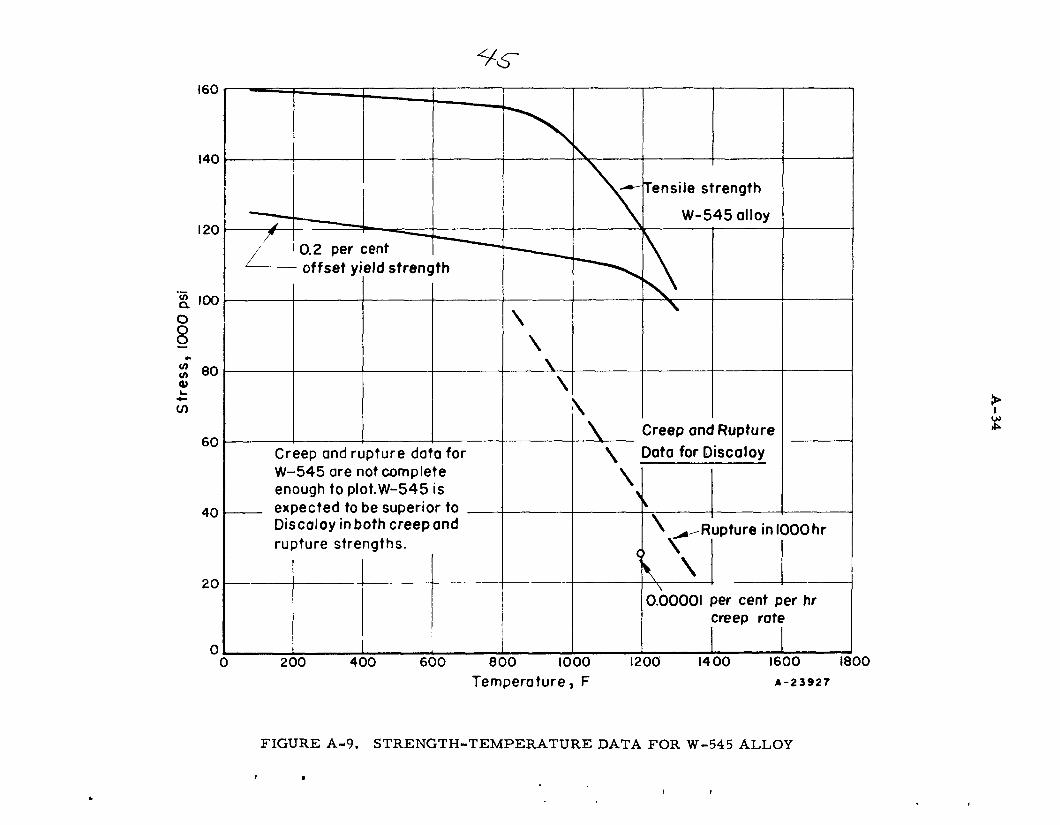
W -545 Alloy ^3 W-545 is a modification of Discaloy intended for s e rv i ce as a tu rb ine-d i sc ma
t e r i a l . Its s t rength p r o p e r t i e s a r e supe r io r to Discaloy.
Manufacturer
Chemical composit ion
Carbon Manganese Silicon Phosphorus Sulfur Chromium Nickel Molybdenum Titanium Aluminum Boron Iron
Westinghouse E l e c t r i c Corporat ion
w / o 0. 08 max imum 0 . 7 5 - 2 . 0 0 0. 10-0 ,60 0, 04 max imum 0, 03 max imum 12 .00-15 .00 24 .00-28 .00 1 ,00-2,50 2 , 5 0 - 3 . 5 0 0.35 max imum 0 ,02 -0 . 10 Balance
Heat t r e a t m e n t A wide var ie ty of mechanica l p r o p e r t i e s is obtained by a var ia t ion in heat t r e a t m e n t . The alloy can be solution t r ea t ed at t e m p e r a t u r e s between 1600 F and 2350 F followed by quenching in oil or w a t e r . P rec ip i t a t ion hardening is accompl ished by aging at t e m p e r a t u r e s between 1200 and 1450 F from 5 to 40 hr in two or m o r e continuous or d i scontinuous s t ages . Heat t r e a t m e n t s r e c o m mended a r e as follows:
Bar — 1950 F , 1 h r , oil quench, age 20 h r at 1350 F and 20 hr at 1200 F , a i r cool
(1) Tens i le s t rength
600 F 800 F
Discs - 2150 F , 3 h r , water quench, age 20 hr at 1425 F , 20 h r at 1350 F , and 40 hr a t 1200 F , a i r cool
156,000 ps i 154,000 psi
(2) 0, 2 p e r cent offset yield s t rength
600 F 800 F
118,000 psi 115,000 ps i
/^f A-33
(3) Creep s t rength (0,00001 pe r cent
pe r hr)
(4) Rupture s t rength (100,000 hr)
(5) Ductili ty (elongation)
(6) Notch sensi t ivi ty
(7) T h e r m a l conductivity
(8) The rma l expansion
(9) Neutron absorpt ion
(10) Radiation damage
(11) The rma l stabil i ty
(12) Weldability
(13) Fabr icab i l i ty
(14) Availabil i ty
Superior to Discaloy
Superior to Discaloy
Rupture elongation of 6 per cent was m e a s u r e d in a 4000-hr t e s t at 1200 F and 40,000 ps i
Simi lar to Discaloy
Similar to Discaloy
Similar to Discaloy
No data
No data
Should be sat isfactory at 600 and 800 F
Same as Discaloy
Same as Discaloy
Same as Discaloy, except that 4 to 5 months would be requi red to obtain a bi l let
^s-160
140
120
V) Q.
o O g «« <A
100
80
C/)
60
40
20
0.2 per cent — offset yield strength
Creep and rupture data for W-545 are not complete enough to plot.W-545 is expected to be superior to . Discaloy in both creep and rupture strengths.
\
\
A-\
\
I
\ Creep and Rupture
\ Doto for Discaloy
\
> ^^^RuptureinlOOOhr \
:v \ 0.00001 per cent per hr
creep rote
200 400 600 800 1000 Temperature, F
1200 1400 1600 1800 A-23927
FIGURE A - 9 . STRENGTH-TEMPERATURE DATA FOR W-545 ALLOY

v^ A-35
Inconel X
Strength p r o p e r t i e s given a r e for Inconel X. 800 F for Inconel X 550.
No data a r e available at 600 and
Manufacturer
Chemical composit ion
Carbon Manganese Silicon Sulfur Chromium Nickel Niobium and tanta lum Ti tanium Aluminum Iron Copper
Heat t r e a t m e n t
Internat ional Nickel Company, Inc.
Inconel X, w/o 0. 08 maximum 0 .30 -1 .00 0. 50 maximum 0.01 maximum 14 .0 -16 .0 70 .0 min imum 0 .70 -1 .20 2 . 2 5 - 2 . 7 5 0 .40 -1 ,00 5 .00 -9 .00 0. 20 maximum
Inconel X 550, w/o 0. 10 maximum
2 .00-2 .60 0 .90 -1 .50
Inconel X Solution t r ea tmen t H igh - t empera tu re age L o w - t e m p e r a t u r e age
B .
(1) Tensi le s t rength
A.
600 F 800 F
B .
600 F 800 F
(2) 0. 2 per cent offset yield s t rength
A.
2 to 4 hr at 2150 F 24 hr at 1550 F 20 hr at 1300 F
Inconel X 550 1 hr at 2150 F 4 hr at 1600 F 4 hr at 1350 F
Hot rol led and aged 20 h r at 1300 F
158,000 psi 152,000 psi
176,000 psi 168,000 psi
600 F 800 F
91,000 psi 91,000 ps i
B .
600 F 125,000 psi 800 F 120,000 psi
A-36
(3) Creep strength (0. 00001 per cent per hr)
A.
600 F 800 F
(4) Rupture s t rength (100,000 hr)
A.
4^7
Es t ima ted over 90,000 psi Es t ima ted over 90,000 ps i
(5)
600 F 800 F
Ductili ty (elongation)
A .
Short t ime
600 F 800 F
1000 hr
Es t ima ted over 90,000 psi Es t ima ted over 90,000 psi
25 pe r cent 26 pe r cent
0. 5 to 3 per cent at 1200 F
B .
Short t i m e
600 F 800 F
(6) Notch sensi t ivi ty
(7) The rma l conductivity (solution t r ea t ed and aged)
122 212
F F
392 F 572 752
F F
932 F 112 F
26 per cent 24 p e r cent
Notch sensi t ivi ty has been observed at 1350 and 1425 F on solution t r ea t ed and aged spec imens of Inconel X in 0. 5 to 1000-hr rup ture t e s t s . Limited data indicate l i t t le possibi l i ty of notch s e n s i tivity at 1100 F .
Btu/(hr)(ft)(F) 8. 9.
10. 1 1 . 13 . 14. 15.
50 .18 32 65 00 50 66
f̂ A-37
(8) The rma l expansion
100 to 200 F 100 to 400 F 100 to 600 F 100 to 800 F 100 to 1000 F 100 to 1200 F 100 to 1350 F
(9) Neutron absorpt ion
(10) Radiat ion damage
(11) T h e r m a l stabil i ty
(12) Weldability
10-6 pe r F 7.6 7.7 7 ,9 8.0 8.2 8.4 8.7
F o r production heats of Inconel X, the neutron-absorpt ion c r o s s section would be in the range 4. 64 to 6 barns per a tom. This could be reduced by making a low-cobalt heat (0. 06 to 0. 15 w/o cobalt). The cost of such a heat is es t imated at about $35 per lb .
Li t t le information is available
Inconel X should be stable
Inconel X may be joined to Inconel X by the tungs ten-e lec t rode or consumable -e lec t rode a r c welding p r o c e s s e s using 69 Inconel X or 139 Inconel X f i l ler m a t e r i a l . Welding should be per formed in the annealed condition. Immediately after welding, the weldment should be placed in a hot furnace (1625-1650 F for 4 h r or 1800-1950 F for 15-30 min) and then cooled rapidly in oil . In the aged condition (1300 F ) , the r o o m - t e m p e r a t u r e p rope r t i e s of the weld joint should be at l eas t 75 per cent of the p rope r t i e s of the base m a t e r i a l .
(13) Fabr icab i l i ty
(14) Availabil i ty
Inconel X and 18-8 s ta in less s teel may be joined with Inco Rod A, Hastelloy W, or a new Inco alloy now designated as BP 70
Inconel X can be extruded into tubes of the s ize needed
May be available in 3 to 6 months . If a v i rg in heat with essent ia l ly no cobalt is d e s i r e d del ivery will r equ i re about a y e a r .
A«38
AAT
600 800 1000 Temperature , F
1200 1600 1800 A - 2 3 9 2 8
FIGURE A-10 . STRENGTH-TEMPERATURE DATA FOR INCONEL X ALLOY
s^ A-39
Miscel laneous Alloys Suggested by P r o d u c e r s
419 Alloy
This is a modified 12 w/o chromium s teel somewhat s imi la r to 422 in s t rength p r o p e r t i e s , and is manufactured by the Allegheny Ludlum Steel Corporat ion, The chemical composit ion range is as follows:
w/o Carbon 0 .18 -0 .25 Manganese 0 .75maxir r ium Silicon 0. 50 maximum Chromium 11 .25-12 ,25 Nickel 0 .50 -1 ,50 Molybdenum 0, 30-0, 70 Tungsten 2 .50 -3 .00 Vanadium 0 .25 -0 .50 Nit rogen 0 ,03 -0 ,10
Since this alloy is expected to have cor ros ion r e s i s t ance s imi la r to the 400 se r i e s s t ee l s and t h e r e is some quest ion about i ts weldabi l i ty , it was not considered fur ther .
16-15-6 Alloy
Manufactured by The Timken Rol le r Bear ing Company, 16-15-6 is a low-nickel modification of 16-25-6 . It has a high manganese content to balance the composi t ion, and this p e r m i t s a substant ia l i n c r e a s e in the ni t rogen content which a s s u r e s a fully aus teni t ic s t ruc tu re and adds to the h i g h - t e m p e r a t u r e - s t r e n g t h p rope r t i e s of the alloy. The nominal composit ion is as follows:
w/o Carbon 0. 07 max imum Manganese 7.50 Silicon 0.50 Chromium 16. 00 Nickel 15.00 Molybdenum 6.00 Iron 55.00 Nit rogen 0. 33
Tubing of this alloy can be produced by p i e rc ing , but since this alloy is only weakly precipi ta t ion harden ing , the high s t rength des i r ed would have to be produced by cold drawing. Suitable c r eep and rup ture s t rengths have been produced in disc forging of 16-15-6 by hot-cold working, but the des i r ab le s t rength p rope r t i e s have never been produced in tubing. The 16-15-6 alloy has good welding c h a r a c t e r i s t i c s .
Because of the poss ib le difficulty in producing tubing of the des i red s t rengths and because of the high manganese content , this alloy was not given ser ious considerat ion for fur ther study.
A-40
Incoloy 901 ^ '
Incoloy 901 is an age-hardenable sheet alloy manufactured by the Internat ional Nickel Company, Inc. , that would be of cons iderable in t e re s t for this application if i n formation were avai lable on the alloy in other than sheet fo rm. A typical composit ion is given by the ana lys i s of Heat Y 7983 a s follows:
Carbon Manganese Iron Sulfur Silicon Copper Nickel Chromium Aluminum T i tanium Molybdenum
w / o 0.05 0 .48
35.02 0, 007 0.22 0.22
4 3 . 15 12.77
0,15 2 ,43 5.68
Although the physica l p r o p e r t i e s of this alloy in sheet form a r e a t t r a c t i v e , no data on heavie r sect ions than sheet a r e ava i lab le . T h e r e f o r e , this alloy has not been cons idered for fur ther test ing for this applicat ion,
Co extruded Tubes
The Babcock & Wilcox Tube Company coextruded tubes appear ve ry p r o m i s i n g , pa r t i cu la r ly for the modera te - f lux r e a c t o r . The coextruding p rocedu re s have been worked out for tubes of the s ize needed and Babcock & Wilcox will now accept o r d e r s , (The p r o c e s s i s jus t pas t the exper imenta l s tage in i t s deve lopment . )
Coextruded tubes a r e b ime ta l tubes that can be made with a highly cor ros ion r e s i s t a n t inner layer and a h igh-s t r eng th outer l a y e r . A promis ing combination for this application would be 18-8 for co r ros ion r e s i s t a n c e and Type 410 for s t rength . This combination has been fabr ica ted successful ly and was recommended by Babcock & Wilcox for this appl icat ion.
To improve weldabi l i ty , but at the expense of s t r eng th , a carbon content on the low side (0. 06 to 0. 08 w/o) was suggested.
If the u s e of coextruded tubing appea r s feasible to Westinghouse e n g i n e e r s , it s eems des i r ab le for Westinghouse to contact Babcock & Wilcox for m o r e information on tubing produced by this p r o c e d u r e . This would avoid t r ansmi t t ing this information to Westinghouse via Ba t te l l e .
The poss ib le use of coextruded tubing was brought to the attention of Bat te l le personne l by M r . R. D. Wylie , The Babcock & Wilcox Corapany, B a r b e r t o n , Ohio.
A-41
Source of Data
(1) "The E l e v a t e d - T e m p e r a t u r e P r o p e r t i e s of Selected Super-Strength Al loys" , ASTM Special Technical Publ ica t ion , No, 160 (1954).
(2) "The E l e v a t e d - T e m p e r a t u r e P r o p e r t i e s of Wrought Medium-Carbon Alloy S tee l s " , ASTM Special Technical Publ ica t ion , No. 199 (1957),
(3) Hul l , F , C, , Hann, E . K. , and Scott , H. , "Effect of a Notch and of Hardness on the Rupture Strength of Di sca loy" , Symposium on Strength and Ductility of Metals at Elevated T e m p e r a t u r e s , ASTM Special Technical Publ ica t ion , No. 128 (1953).
(4) "Technical Data on Discaloy 24" , Engineer ing Repor t from Mater ia l s Engineering Depa r tmen t , Westinghouse E l e c t r i c Corpora t ion (1949).
(5) "Technical Data on Allegheny Ludlum Alloy A-286" , Allegheny Ludlum Steel Corporat ion (1952).
(6) "Inconel " X " , Data and Informat ion" , The Internat ional Nickel Company, Inc. (1949),
(7) Brown, W, F , , J r . , J o n e s , M. H. , and Newman, D. P . , "Influence of Sharp Notches on the S t r e s s - R u p t u r e C h a r a c t e r i s t i c s of Several Heat-Re si sting Al loys" , Symposium on Strength and Ductili ty of Metals at Elevated T e m p e r a t u r e s , ASTM Special Technical Publ icat ion No. 128 (1953).
(8) F u r n a m , D. E . and Talbot , A, M. , "Notch Rupture Tes t s on Inconel "X" and Nimonic 80A", Symposium on Strength and Ductility of Metals at Elevated T e m p e r a t u r e s , ASTM Special Technical Publ ica t ion , No. 128 (1953).
(9) Ca r l son , R. L, , MacDonald, R, J , , and Simimons, W, P . , " F a c t o r s Influencing the Notch-Rupture Strength of Hea t -Res i s t an t Alloys at Elevated T e m p e r a t u r e s " , Transac t ions of the ASME, 78^, (2) ( F e b r u a r y , 1956).
(10) "R^sumd of H i g h - T e m p e r a t u r e Invest igations Conducted During 1955-1956", The Timken Rol ler Bear ing Compajiy (1956).
(11) "Mechanical P r o p e r t i e s of Metals and Al loys" , Ci rcu la r C447, The National Bureau of S t anda rds , U. S. Depar tment of C o m m e r c e .
(12) L a r i a , E . A. , "Selection of Stainless Steels for Ai rc ra f t Des ign" , Crucible Steel Company of A m e r i c a Publ ica t ion .
(13) Ha l l , A, M. , and Roach , D. B . , "New Stainless S t e e l s " , Mater ia l s and Methods (Apr i l , 1956).
I
(14) " M a t e r i a l s - P r o p e r t y - D e s i g n C r i t e r i a for M e t a l s " , WADC Technical Report 5 5 -150, P a r t s 5 and 7.
(15) "The Engineer ing P r o p e r t i e s of P rec ip i t a t ion-Hardenab le Stainless S t ee l s " , Titanium Meta l lurg ica l L a b o r a t o r y , Bat te l le Memor ia l Ins t i tu te , TML Repor t No, 48 (July 20, 1956).

A-42 S'S
(16) Stainless Steel Handbook, Allegheny Ludlum Steel Corpora t ion ,
(17) "Data Sheets - Special S t e e l s " , Allegheny Ludlum Steel Corpora t ion .
(18) Unpublished data col lected for the Data and Publ icat ion Pane l of the ASTM-ASME Joint Commit tee on the Effect of T e m p e r a t u r e on the P r o p e r t i e s of Meta l s ,
(19) Th ie l sch , H, , "Sta in less Steels Welding S u m m a r y " , Welding J o u r n a l , j ^ , 228-308 ( Janua ry , 1955).
(20) "Fus ion Welding of Nickel and High Nickel A l loys" , Technical Bulletin T - 2 , INCO (August, 1954).
(21) Wilson, R. M, , J r . , and Burchf ie ld , W. F . , "Nickel and High Nickel Alloys for P r e s s u r e V e s s e l s " , Welding J o u r n a l , 1, 328-408 ( J anua ry , 1956),
(22) Vagi , J . J . , and Mar t i n , D, C. , "Welding of High-Strength Stainless Steels for E l e v a t e d - T e m p e r a t u r e U s e " , Welding J o u r n a l , 2 , 1378-1448 (March , 1956).
(23) Cooper , A. L . , and P r i n t z , H. L . , "How to Weld Gas -Turb ine Al loys" , A m e r i can Machin is t , 121-126 (May 7 , 1956).
(24) C a r p e n t e r , O. R. , J e s s e n , N . C. , Oberg , J . L . , and Wylie , R. D. , "Some Considera t ions in the Joining of D i s s i m i l a r Metals for H i g h - T e m p e r a t u r e , High-P r e s s u r e S e r v i c e " , ASTM P r o c e e d i n g s , _50, 809 (1950).
(25) Goldenberg, M. , "Repor t I , Study of Mate r i a l s and Fabr i ca t ion P r o b l e m s R e lating to a High Strength Thick-Walled Spher ical V e s s e l " , The M. W. Kellogg Company for P r a t t &; Whitney Ai rc ra f t .
(26) M i s h l e r , H. W. , and Sopher , R. P . , "Development of High Strength F i l l e r Wires for Welding SAE 4130, 4140, and 4340 S t e e l s " , Bat te l le Memor ia l Ins t i tu te , WADC Technical Report 56-550 ( June , 1956),
(27) Da t sko , S. C. , "Cor ro s ion of Metals in H i g h - T e m p e r a t u r e Water at 500 F and 600 F " , ANL-5354,
(28) Schul tz , B , G, , and Cohen, P , , "Cor ros ion of Some Reac to r S t ruc tura l Mate r ia l s at 600 F " , WAPD-RM-194.
(29) Broden , C ,R . , et a l . , "Water Cor ros ion of S t ruc tura l M a t e r i a l s " , ANL-4519.
(30) F o w l e r , R, , Douglas , D, L, , and Z y z e s , F . C. , "Cor ros ion of Reac to r S t r u c tu ra l Ma te r i a l s in H i g h - T e m p e r a t u r e W a t e r , II, Static Cor ros ion Behavior at 600 to 680 F " , KAPL-1248 ,
(31) D a l z e l , R . C . , et a l , , "Nuclear Meta l lu rgy" , IMD Special Repor t Ser ies No. 2, Amer i can Inst i tute of Mining and Meta l lurg ica l E n g i n e e r s , Inc .
(32) "Submarine F l ee t Reac tor P r o g r a m " , Technical P r o g r e s s Repor t for the period August 26, 1954, to October 2 1 , 1954, WAPD-MRF-48 ,

^ 5 ' • ^ A-4 3 and A-44
(33) Quar te r ly Repor t for June 1, 1952 through August 3 1 , 1952, Naval Reactor P r o g r a m , ANL-4898.
(34) S tewar t , W. C. , " P e r f o r m a n c e of Mate r i a l s Tes ted in Water at High T e m p e r a t u r e s " , EES 4A (9) 966870.
(35) Welinsky, I. H, , Crud Memorandum No, 28 (contains information through F e b r u a r y 20, 1954), WAPD-C-189 .
(36) Wi l l i ams , W, , "Invest igat ion of S t r e s s Cor ros ion of Austenit ic Stainless Steels and Other Mate r i a l s in H i g h - T e m p e r a t u r e Water Env i ronmen t s " , EES-0400 28K.
(37) P r a y , H. A. , and B e r r y , W. E . , "Contact Corros ion of Stainless Steels in Water at T e m p e r a t u r e s up to 600 F " , BMI-886.
(38) Boyd, W. K. , and P r a y , H. A. , "Cor ros ion of Stainless Steels in Supercr i t ica l W a t e r " , BMI-901 .
(39) Wroughton, D. M. , and De P a u l , D, J . , "S t ruc tura l Mate r ia l s for Use in P r e s s u r i z e d Water Power Reactor" , AIME Special Repor t , Ser ies No, 2, "A Symposium for Behavior of Ma te r i a l s in Reac tor Envi ronment" (February 20, 1956).
(40) Reac tor Handbook, Vol II.