hƯỚng dẪn sỬ dỤng lm-380e -...
TRANSCRIPT
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel/Fax: (844) 38211089
1
HƯỚNG DẪN SỬ DỤNG LM-380E
1.1 Giới thiệu - Cảm ơn bạn vì đã chọn mua máy in Max Letatwin LM-380E. - Thiết bị này được trang bị nhiều các tính năng tiện dụng thiết kế cho việc in trên ống nhựa và băng nhãn. Để sử dụng máy được lâu dài, bạn nên sử dụng một cách thích hợp như trong Hướng dẫn sử dụng này.
1.2 Lưu ý trước khi sử dụng [Indications] Chỉ dẫn
Hướng dẫn sử dụng này và máy in sử dụng các chỉ dẫn khác nhau liên quan tới vận hành máy một cách đúng đắn và an toàn. Các chỉ dẫn và nghĩa của chúng như sau.
WARNING Bỏ qua Cảnh báo này có thể dẫn đến nguy hiểm chết người hoặc làm trọng thương người sử dụng.
CAUTION Bỏ qua Lưu ý này có thể làm người sử dụng bị thương, hay phá hủy các tài sản của bạn hoặc là nguyên nhân tạo ra sự mất mát dữ liệu
(Yêu cầu) Mô tả thao tác có thể là nguyên nhân gây rắc rối với thiết bị của bạn, và yêu cầu phải sửa chữa, hoặc vận hành lại, hoặc thao tác đòi hỏi phải cài đặt lại hoặc khôi phục lại trạng thái của thiết bị..
(Cần ghi nhớ) Mô tả các điểm chính hay thủ thuật thao tác.
Mô tả các chức năng cảnh báo, phòng ngừa.
[Symbols] Ký hiệu
Nghĩa là “Bạn cần biết điều gì về sản phẩm”
Nghĩa là “Cái gì bạn không được làm”: một chỉ dẫn cấm đoán được nêu bên trong
hay gần ký hiệu này .
Nghĩa là “Những việc bạn phải làm”: một chỉ dẫn thực hiện được nêu bên trong
hay gần ký hiệu này.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel/Fax: (844) 38211089
2
WARNING Cảnh báo
• Không được tháo dỡ máy in, điều này có thể làm cháy, chạm chập hay sự cố.
• Không được đặt bất kỳ vật lạ nào như ngón tay, bút, dây điện vào bên trong máy. Nó có thể bị hư hỏng do cháy nổ. • Lấy nguồn trực tiếp từ phích cắm. Không được nối quá nhiều tải vào cùng một phích cắm, có
thể gây cháy. • Không được treo vật nặng lên dây nguồn, làm đứt dây gây cháy hay bị điện giật. • Không được tháo lắp phích nguồn khi tay bạn ướt- điều này có thể khiến bạn bị điện giật. • Chú ý không vảy nước hay dung môi lên trên máy. Nếu có chất lỏng chảy vào trong máy, cần
rút ngay phích cắm và liên hệ với nhà cung cấp để sửa chữa. Nếu bạn vẫn sử dụng máy trong trạng thái đó, nó có thể bị hỏng do cháy hay chạm chập.
• Không sử dụng máy khi có trục trặc. Nếu vẫn sử dụng thí dụ khi có toả khói hay âm thanh hoặc có mùi khét, điều này có thể gây cháy và chạm chập. Cần tháo phích ra khỏi nguồn và liên hệ với nhà cung cấp.
• Tuyệt đối không được đụng vào đầu in. Đầu này rất nóng khi vừa in xong. • Tuyệt đối không đụng vào dao cắt của máy (chức năng cắt nửa hay cắt đứt).
CAUTIONS Lưu ý
• Dữ liệu có thể không lưu mãi được trong bộ nhớ trong hay cạc nhớ. Lưu ý là chúng tôi không có trách nhiệm đối với những thiệt hại do mất dữ liệu gây ra bởi hỏng pin, do sửa chữa và các vấn đề khác …
• Không dùng chung nguồn cắm với các thiết bị khác (tủ lạnh, điều hoà, lò vi sóng, thiết bị văn phòng …) có công suất lớn làm cho sụt áp khiến máy in bị hỏng.
• Không phủ hay nhét giấy hay vải lên trên máy, điều này có thể gây cháy hay chạm chập. • Tuyệt đối không liếm băng mực, ống hay băng nhãn.
• Khi không dùng máy trong thời gian dài như kỳ nghỉ lễ … cần tháo phích cắm ra khỏi nguồn cho an toàn.
• Khi nối cáp đọc dữ liệu hay tháo lắp cạc nhớ, trước hết cần lưu ý tắt nguồn. Nếu không làm điều này, bạn có thể bị thương hay làm hại máy.
• Cần lau chùi phích cắm thường xuyên. Nếu không, nó có thể bị bẩn gây chạm chập. • Khi tháo phích nguồn, không được kéo dây nối. Cầm và rút ở đầu phích. Nếu không, dây có
thể bị đứt và gây cháy hay chạm chập.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel/Fax: (844) 38211089
3
CÁC VẤN ĐỀ CƠ BẢN KHI SỬ DỤNG MÁY
Để ngăn chặn những lỗi xảy ra với máy, cần tuân thủ các yêu cầu sau đây. 1. Máy in và bộ nguồn AC là thiết bị chính xác
cao. Cần thao tác chúng thật cẩn thận, không làm rơi hay va đập chúng.
2. Ngoài ống dây, đối với các loại vật tư tiêu hao (như băng nhãn, băng mực, dao cắt) cần sử dụng những sản phẩm chính hãng. Không được sử dụng các loại sản phẩm khác. 3. Khi in các ký tự trên ống, không sử dụng đoạn ống bị gãy gập, bị bẹp, và bị bẩn. Đặc biệt nguy hiểm nếu đưa ống nhiễm bẩn hoặc có dính kim loại khác vào máy in có thể gây lỗi hoặc hỏng đầu in.
4. Không chặn đầu ra của băng nhãn, ống in
hoặc đưa gì vào đó. Không kéo băng nhãn hoặc ống ra khi thực hiện in
5. Không được nhấc máy lên bằng cách cầm vào nắp đậy hộp đầu in. Điều đó có thể làm máy bị rơi.
6. Nếu có âm thanh mạnh hoặc sự va đập máy xảy ra trong quá vận hành, có thể gây trục trặc màn hình hoặc nội dung trong bộ nhớ có thể bị xóa
7. Không rút dây nguồn ra khi côngtắc nguồn trên máy vẫn bật hay vừa mới tắt xong. Điều này có thể làm cho máy bị trục trặc như mất nội dung cài đặt hay xoá bộ nhớ ..
8. Nếu ống bị kẹt, không kéo ống bằng tay.
Loại bỏ phần ống bị kẹt bằng cách sử dụng chức năng ‘FEED’ (quay rulô cấp ống, trang 14)
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel/Fax: (844) 38211089
4
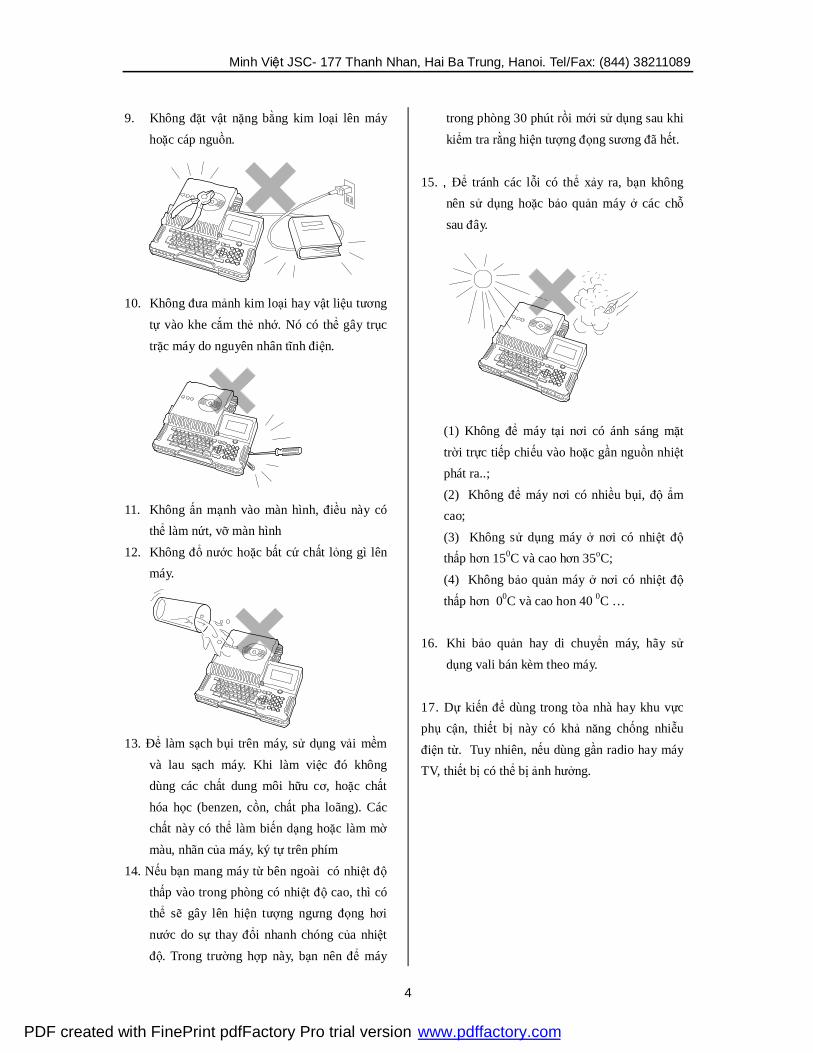
9. Không đặt vật nặng bằng kim loại lên máy hoặc cáp nguồn.
10. Không đưa mảnh kim loại hay vật liệu tương tự vào khe cắm thẻ nhớ. Nó có thể gây trục trặc máy do nguyên nhân tĩnh điện.
11. Không ấn mạnh vào màn hình, điều này có thể làm nứt, vỡ màn hình
12. Không đổ nước hoặc bất cứ chất lỏng gì lên máy.
13. Để làm sạch bụi trên máy, sử dụng vải mềm
và lau sạch máy. Khi làm việc đó không dùng các chất dung môi hữu cơ, hoặc chất hóa học (benzen, cồn, chất pha loãng). Các chất này có thể làm biến dạng hoặc làm mờ màu, nhãn của máy, ký tự trên phím
14. Nếu bạn mang máy từ bên ngoài có nhiệt độ thấp vào trong phòng có nhiệt độ cao, thì có thể sẽ gây lên hiện tượng ngưng đọng hơi nước do sự thay đổi nhanh chóng của nhiệt độ. Trong trường hợp này, bạn nên để máy
trong phòng 30 phút rồi mới sử dụng sau khi kiểm tra rằng hiện tượng đọng sương đã hết.
15. , Để tránh các lỗi có thể xảy ra, bạn không
nên sử dụng hoặc bảo quản máy ở các chỗ sau đây.
(1) Không để máy tại nơi có ánh sáng mặt trời trực tiếp chiếu vào hoặc gần nguồn nhiệt phát ra..; (2) Không để máy nơi có nhiều bụi, độ ẩm cao; (3) Không sử dụng máy ở nơi có nhiệt độ thấp hơn 150C và cao hơn 35oC; (4) Không bảo quản máy ở nơi có nhiệt độ thấp hơn 00C và cao hon 40 0C …
16. Khi bảo quản hay di chuyển máy, hãy sử
dụng vali bán kèm theo máy.
17. Dự kiến để dùng trong tòa nhà hay khu vực phụ cận, thiết bị này có khả năng chống nhiễu điện từ. Tuy nhiên, nếu dùng gần radio hay máy TV, thiết bị có thể bị ảnh hưởng.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
5
1-3 MỤC LỤC
1. Những điều cần đọc ............................................................................. Error! Bookmark not defined.
1-1 Giới thiệu.......................................................................................... Error! Bookmark not defined.
1-2 Lưu ý trước khi sử dụng ................................................................... Error! Bookmark not defined.
1-3 Mục lục ............................................................................................ Error! Bookmark not defined.
2. Chuẩn bị trước khi sử dụng .................................................................. Error! Bookmark not defined.
2-1 Các tính năng chính ........................................................................................................................... 7
2-2 Kiểm tra lại danh mục phụ kiện máy ................................................................................................ 8
2-3 Tên các chi tiết máy ......................................................................................................................... 9
2-4 Tên các phím và chức năng của chúng ........................................................................................... 10
2-5 Màn hình nhập dữ liệu ................................................................................................................... 12
2-6 Lựa chọn ngôn ngữ hiển thị ........................................................................................................ 13
2-7 Làm sạch trục cuốn hoặc tháo bỏ đoạn ống bị kẹt (“FEED” function) ........................................ 133
2-8 Điều chỉnh độ sâu của dao cắt ....................................................... Error! Bookmark not defined.4
2-9 Thay đổi lực ép của đầu in ............................................................ Error! Bookmark not defined.4
3. Lắp đặt các vật tư tiêu hao ................................................................... Error! Bookmark not defined.
3-1 Lắp vào hoặc tháo cuộn mực ra ....................................................... Error! Bookmark not defined.
3-2 Đưa ống và hộp mực vào máy ....................................................................................................... 17
3-3 Lắp đặt băng nhãn và mực in ......................................................................................................... 19
3-4 Thay dao cắt ................................................................................................................................... 21
3-5 Cắm thẻ nhớ (CF CARD) vào máy ................................................................................................ 22
4. Thao tác cơ bản ................................................................................... Error! Bookmark not defined.
4-1 In trên ống (PITCH PRINT)........................................................................................................... 23
4-2 In trên băng nhãn (TAPE) ............................................................................................................... 25
4-2-1 Các bước in phân đoạn trên băng nhãn ................................................................................ 25
4-2-2 In thông thường trên băng nhãn ........................................................................................... 26
5. Nhập và xoá ký tự ............................................................................................................................... 27
5-1 Nhập ký tự ...................................................................................................................................... 27
5-2 Xoá ký tự ........................................................................................................................................ 28
5-3 Nhập ký tự với chức năng “CODE” ................................................................................................ 28
6. Sử dụng các tính năng ........................................................................................................................ 29
6-1 Kích thước ký tự.............................................................................................................................. 29
6-2 Độ rộng ký tự ............................................................................................................................... 300
6-3 Khoảng giữa ký tự và các dòng ..................................................................................................... 311
6-4 In có phân đoạn ............................................................................................................................ 322
6-4-1 Độ dài mỗi đoạn .................................................................................................................... 32
6-4-2 Cắt theo đoạn ........................................................................................................................ 33
6-5 In thông thường ............................................................................................................................... 33
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
6
6-5-1 Độ dài in .............................................................................................................................. 344
6-5-2 Khoảng hở ............................................................................................................................ 34
6-6 In theo chiều đứng .......................................................................................................................... 34
6-7 In lặp .............................................................................................................................................. 35
6-8 In theo trình tự ............................................................................................................................... 366
6-9 Tạo khung chữ ................................................................................................................................. 36
6-10 Các ký hiệu ..................................................................................................................................... 37
6-11 Đăng nhập từ .................................................................................................................................. 38
6-12 Xem nội dung in ............................................................................................................................. 39
6-13 Tuỳ chọn ......................................................................................................................................... 40
6-13-1 Độ in đậm nhạt ..................................................................................................................... 40
6-13-2 Chế độ gia nhiệt đầu in thấp ................................................................................................ 400
6-13-3 Độ sáng màn hình tinh thể lỏng ........................................................................................... 40
6-13-4 In ký tự “6, 9” ...................................................................................................................... 41
6-13-5 Vị trí của dòng in .................................................................................................................. 41
6-13-6 Vị trí cắt................................................................................................................................. 41
6-13-7 Tự động tắt nguồn ................................................................................................................ 41
6-13-8 Giá trị mặc định của độ dài đoạn ........................................................................................... 42
6-13-9 Giá trị mặc định của số lần lặp .............................................................................................. 42
6-13-10 Căn lề .................................................................................................................................... 42
6-13-11 Kiểu in của “In lặp” và “In theo trình tự” ........................................................................... 433
6-13-12 Rà cuốn đầu ống .................................................................................................................... 43
6-14 Sao lưu /Dán .................................................................................................................................... 44
6-14-1 Sao lưu .................................................................................................................................. 44
6-14-2 Dán ........................................................................................................................................ 44
6-15 Bộ nhớ ............................................................................................................................................. 44
6-15-1 Bộ nhớ trong ......................................................................................................................... 44
6-15-2 Bộ nhớ ngoài ......................................................................................................................... 46
7. In ấn .................................................................................................................................................... 47
7-1 Màn hình tạo khoảng in ................................................................................................................... 47
7-2 Chỉnh độ dài in ................................................................................................................................ 48
8. Soạn dữ liệu trên máy tính cá nhân .................................................................................................... 49
8-1 Lưu dữ liệu máy tính vào thẻ nhớ (thẻ nhớ - FCcard) ..................................................................... 49
8.2 Tải lại dữ liệu trong bộ nhớ ngoài (thẻ nhớ-FC card) lên máy tính PC ………………………… 51
9. Phát hiện hư hỏng ............................................................................................................................... 50
9-1 Danh sách thông báo lỗi .................................................................................................................. 52
9-2 Phát hiện hư hỏng .......................................................................................................................... 544
10. Thông số kỹ thuật của thiết bị ....................................................................................................... 56
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
7
11. Phụ lục ................................................................................................................................................ 57
CHUẨN BỊ TRƯỚC KHI SỬ DỤNG
2-1 Các tính năng chính • Với những ứng dụng đơn giản, bạn có thể in trực tiếp trên ống và băng nhãn.
• Đạt được cả hai yêu cầu: Tốc độ cắt cao (lên đến 25mm/s) và độ bền cao.
• Ỗng và băng nhãn có thể in được ở dưới bảng sau:
Ống do Max sản xuất = φ3.2mm, φ3.6mm, φ4.2mm, φ5.2mm
Ống do hãng khác sản xuất = φ2.5mm, φ3.2mm, φ3.6mm, φ4.2mm, φ5.2mm, φ5.5mm
Ống co nhiệt =φ2.5mm, φ3.2mm, φ3.6mm, φ4.2mm, φ5.2mm, φ5.5mm
Ống không dùng PVC do Max sản xuất =φ3.2mm, φ3.6mm, φ4.2mm, φ5.2mm
Băng nhãn do Max sản xuất = chiều rộng: 5mm, 9mm, 12mm
• Chức năng cắt gần đứt đoạn (haft-cutting) giúp bạn dễ dàng quản lý số ống và lấy chúng một cách
dễ dàng;
• Phím số (10 phím) cho phép bạn nhập số liệu dễ dàng, và thuận tiện;
• Bộ nhớ trong có thể nhớ được 20.000 ký tự, và bộ nhớ ngoài có dung lượng cao (thí dụ thẻ FC)
giúp bạn dễ dàng lưu trữ nội dung in để bạn dùng bất cứ lúc nào;
• Bạn có thể chọn lựa ngôn ngữ tiếng Anh hoặc tiếng Trung Quốc.
• Bạn có thể điều chỉnh mức độ sâu vết cắt bằng cần gạt chỉnh độ sâu cho phù hợp với nhu cầu của
mình..
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
8
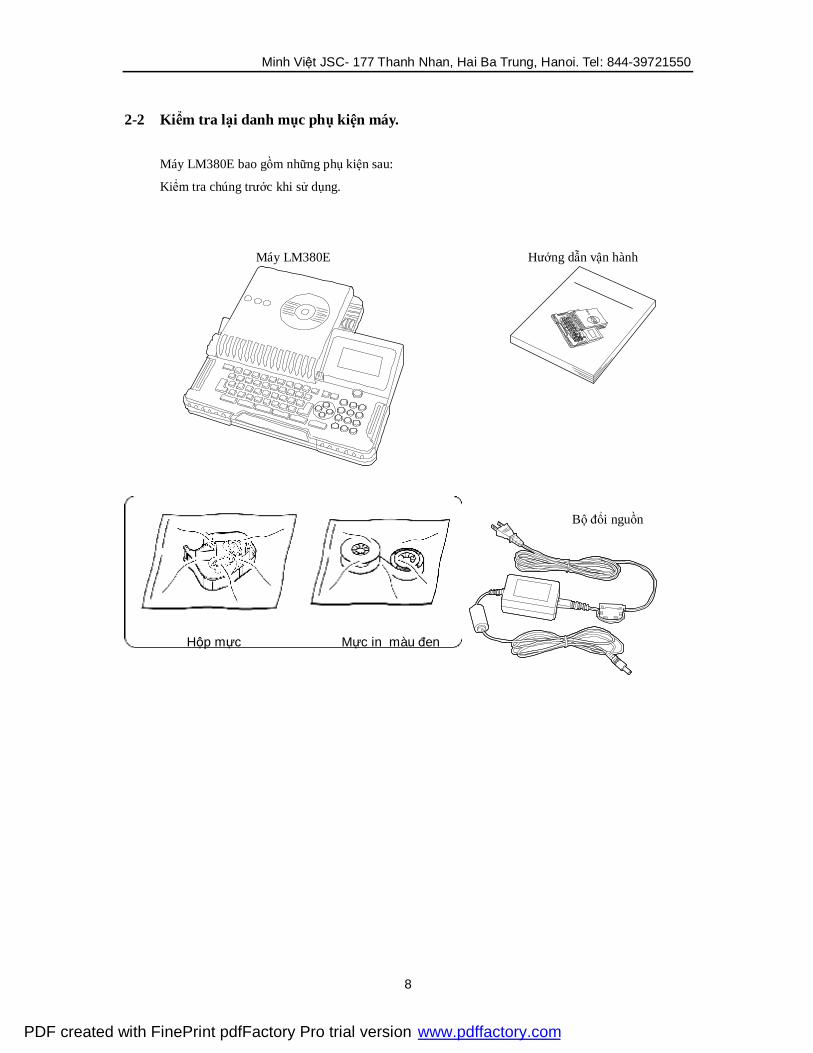
2-2 Kiểm tra lại danh mục phụ kiện máy.
Máy LM380E bao gồm những phụ kiện sau:
Kiểm tra chúng trước khi sử dụng.
Máy LM380E Hướng dẫn vận hành
Bộ đổi nguồn
Hộp mực Mực in màu đen
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
9
2-3 Tên các chi tiết máy
Nút ấn A
Dẫn hướng
Hộp băng nhãn
Nút ấn B
Lõi cuốn (đen)
Lõi mực (xanh)
Hộp băng mực
Dao cắt đứt bằng tay
Thanh gạt Nắp đậy bộ phận in
Màn hình hiển thị LCD
Khe cắm nguồn
Nắp đậy khe cắm thẻ nhớ
Chỗ cầm máy
Bàn phím
Khe cắm thẻ
Nút ấn để lấy thẻ ra
Chỗ cắm phích bộ đổi nguồn
Cần nhả đầu in (xanh)
Trục ép ống
Nơi lắp băng nhãn
Mặt giữ ống A (màu trắng)
Nơi lắp mực in Bộ gá dao cắt
(nhựa trắng)
Dao cắt lửng(màu vàng)
Trục cuốn ống
(màu vàng)
Điều chỉnh chiều sâu cắt
Cần thay đổi lực ép Thanh trượt thay đổi
lực ép dẫn ống
Đầu in nhiệt
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
10
2-4 Tên các phím và chức năng của chúng <1> Bàn phím
<2> Phím và chức năng của chúng
1 ON/OFF Dùng để bật tắt máy in
2 ESC (ESC Thoát) Ấn phím này để quay trở lại menu trước đó mà không có sự thay đổi nào. Khi in hay hiển thị “nội dung in”, sẽ ngừng thực hiện thao tác
3
P.MATERIAL (SHIFT → Esc)
Ấn những phím này để đặt vật liệu in “PRINTER MATERIAL” khi thay đổi vật liệu in mà không tắt nguồn (ví dụ từ ống sang băng nhãn). (Xem 4: Thao tác cơ bản)
SIZE Ấn phím này để thay đổi, cài đặt kích thước của chữ in trên ống, nhãn. (Xem 6-1: Kích thước SIZE)
TP/LNG (SHIFT → SIZE)
Ấn những phím này dùng để cài đặt tổng chiều dài của khoảng nhãn, ống định cắt. “ PRINTING LENGTH” and “ MARGIN”. (Xem 6-5: NORMAL PRINT)
WIDTH Ấn phím này để thay đổi độ rộng của ký tự in. (Xem 6-2: Độ rộng WIDTH)
C /SPC Ấn những phím này để cài đặt khoảng cách giữa các ký tự và khoảng cách giữa các đường, các chữ “ CHARACTER SPACE ” và “ LINE SPACE”. (Xem 6-3: CHARACTER / LINE SPACE)
VRT (SHIFT → C/SPC) Ấn những phím này để đặt chế độ in theo chiều đứng (Xem 6-6: VERTICAL)
P ITCH Ấn những phím này để cài đặt độ dài in phân đoạn “PITCH LENGTH” (Xem 6-4: PITCH PRINT)
P /CUT (SHIFT → PITCH)
Ấn những phím này để cài đặt thông số cắt phân đoạn (Xem 6-4: PITCH PRINT)
RPT Ấn phím này để đặt số lần lặp lại . (Xem 6-7: REPEAT) FRAME (SHIFT → RPT) Ấn những phím này để đặt chế độ khung chữ FRAME (Xem 6-9: FRAME)
SEQ Ấn phím này để chọn các số liên tiếp. (Xem 6-8: SEQUENCE) SYMBOL (SHIFT → SEQ) Ấn những phím này để nhập ký hiệu “SYMBOL”. (Xem 6-10: SYMBOL)
3 WORD Ấn phím này để vận hành chức năng nhớ các từ “MEMORY OF WORD” (Xem 6-11: Nhớ các từ MEMORY OF WORD)
12 11 10 9 8 7
2 14
13
3 4
6
5
1
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
11
OPTION Ấn phím này để thay đổi các cài đặt các lựa chọn (Xem 6-13: Tuỳ chọn OPTION)
IMAGE (SHIFT → OPTION)
Ấn phím này để xem nội dung hiển thị trước khi in (Xem 6-12: Nội dung in IMAGE)
MEMORY Ấn phím này để thực hiện chức năng nhớ. (Xem 6-15-1: Bộ nhớ trong INTERNAL MEMORY)
COPY (SHIFT → MEMORY)
Ấn phím này để sao các khối được chỉ ra bởi con trỏ. (Xem 6-14-1: Sao lưu COPY)
CARD Ấn phím này để sử dụng bộ nhớ ngoài (thẻ nhớ) (Xem 6-15-2: Bộ nhớ ngoài EXTERNAL MEMORY)
PASTE (SHIFT → CARD)
Ấn phím này để sao lưu phần khối được đánh dấu bởi con trỏ. (Xem 6-14-2: Dán PASTE)
4
BS Ấn phím này để xóa ký tự ở trước vị trí của con trỏ (BackSpace)
INIT. (SHIFT → BS)
Ấn phím này để đặt lại giá trị ban đầu cho toàn bộ dữ liệu cài đặt. Nếu còn bất kỳ văn bản ở màn hình nhập dữ liệu [INPUT] thì việc đặt lại này là không thể. Để đặt lại giá trị ban đầu, bạn phải xóa toàn bộ dữ liệu cũ bằng cách ấn phím (SHIFT->DELET), sau đó thực hiện việc cài đặt ban đầu
DELETE Ấn phím này để xóa các ký tự ở vị trí con trỏ. Hoặc Ấn phím này để trở về thông số do người dùng mặc định hoặc xuất xưởng trong chế độ lựa chọn của các phím chức năng
CLEAR (SHIFT → DELETE)
Ấn phím này để xóa toàn bộ tài liệu trong màn hình nhập dữ liệu [INPUT].
5 Ten key Ấn phím này để bạn nhập số 0-9 , dấu phẩy “,” hoặc dấu gạch ngang “-“.
6
▲/▼/ / Dùng để di chuyển con trỏ trong màn hình nhập dữ liệu [INPUT] hoặc thay đổi giá trị cài đặt trong chế độ lựa chọn của các phím chức năng
SHIFT → hay SHIFT →
Dùng để di chuyển con trỏ tới đầu hoặc cuối văn bản in của bạn .
7 ENTER Ấn phím này để xác nhận giá trị cài đặt trên màn hình nhập dữ liệu [INPUT]
8 BLOCK Ấn phím này để chèn thêm khối mới ở vị trí trước con trỏ.
9
CODE Ấn phím này để nhập số mã khi chèn vào một ký hiệu. (Xem 5-3: INPUTTING CODE)
DIACR (SHIFT → CODE)
Ấn phím này để đưa vào các dấu (huyền, sắc..) khi sử dụng các ký tự, ngôn ngữ một số nước châu Âu (Pháp...)
10 SPACE Ấn phím này để tạo khoảng trống 11 A / a Ấn phím này để thay đổi chữ in hoa hoặc in thường
12 SHIFT Ấn phím này để ấn được ký tự thứ 2 trên mặt phím, hoặc chức năng thứ 2 của các nhóm (3), (4), (9) và (13)
13
PRINT Ấn phím này để chuyển sang chức năng in (PRINT).
FEED (SHIFT → PRINT)
Ấn phím này để thực hiện chức năng cung cấp ống hoặc băng nhãn cho máy in (quay rulô rà cuốn).
14 Character keys Các phím ký tự
15 Ấn phím này để xuống dòng
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
12
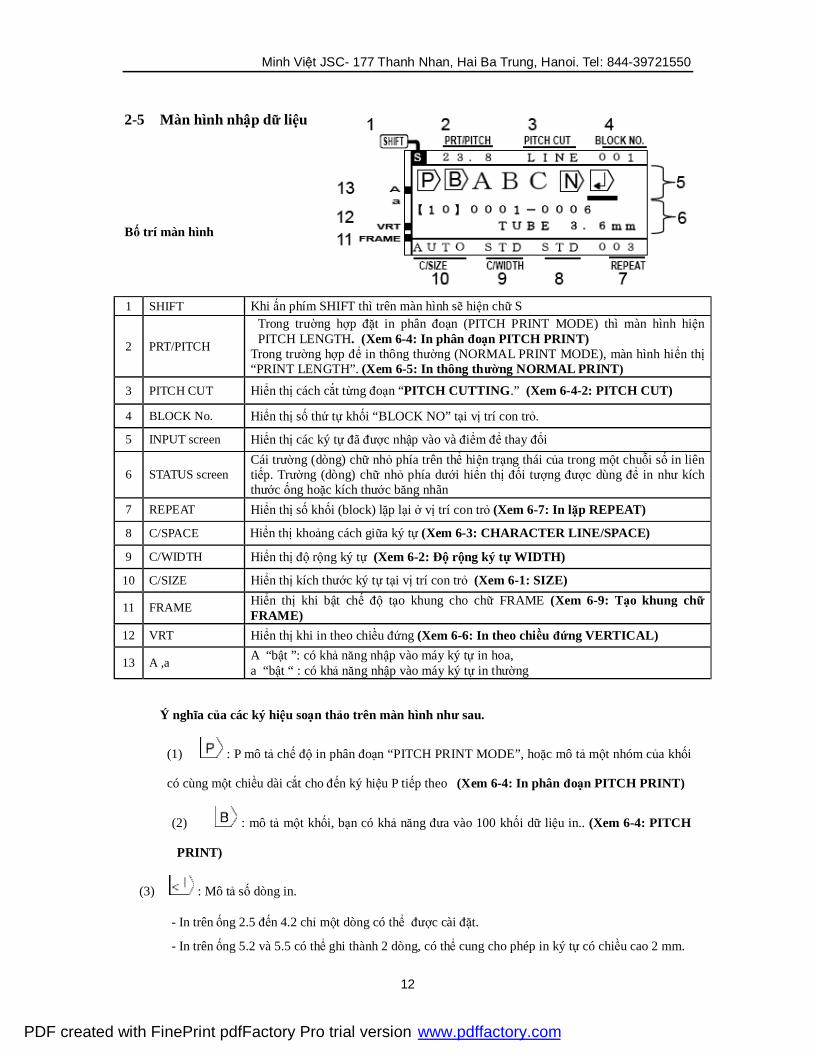
2-5 Màn hình nhập dữ liệu Bố trí màn hình
Ý nghĩa của các ký hiệu soạn thảo trên màn hình như sau.
(1) : P mô tả chế độ in phân đoạn “PITCH PRINT MODE”, hoặc mô tả một nhóm của khối
có cùng một chiều dài cắt cho đến ký hiệu P tiếp theo (Xem 6-4: In phân đoạn PITCH PRINT)
(2) : mô tả một khối, bạn có khả năng đưa vào 100 khối dữ liệu in.. (Xem 6-4: PITCH
PRINT)
(3) : Mô tả số dòng in.
- In trên ống 2.5 đến 4.2 chỉ một dòng có thể được cài đặt.
- In trên ống 5.2 và 5.5 có thể ghi thành 2 dòng, có thể cung cho phép in ký tự có chiều cao 2 mm.
1 SHIFT Khi ấn phím SHIFT thì trên màn hình sẽ hiện chữ S
2 PRT/PITCH
Trong trường hợp đặt in phân đoạn (PITCH PRINT MODE) thì màn hình hiện PITCH LENGTH. (Xem 6-4: In phân đoạn PITCH PRINT)
Trong trường hợp để in thông thường (NORMAL PRINT MODE), màn hình hiển thị “PRINT LENGTH”. (Xem 6-5: In thông thường NORMAL PRINT)
3 PITCH CUT Hiển thị cách cắt từng đoạn “PITCH CUTTING.” (Xem 6-4-2: PITCH CUT)
4 BLOCK No. Hiển thị số thứ tự khối “BLOCK NO” tại vị trí con trỏ.
5 INPUT screen Hiển thị các ký tự đã được nhập vào và điểm để thay đổi
6 STATUS screen Cái trường (dòng) chữ nhỏ phía trên thể hiện trạng thái của trong một chuỗi số in liên tiếp. Trường (dòng) chữ nhỏ phía dưới hiển thị đối tượng được dùng để in như kích thước ống hoặc kích thước băng nhãn
7 REPEAT Hiển thị số khối (block) lặp lại ở vị trí con trỏ (Xem 6-7: In lặp REPEAT)
8 C/SPACE Hiển thị khoảng cách giữa ký tự (Xem 6-3: CHARACTER LINE/SPACE)
9 C/WIDTH Hiển thị độ rộng ký tự (Xem 6-2: Độ rộng ký tự WIDTH)
10 C/SIZE Hiển thị kích thước ký tự tại vị trí con trỏ (Xem 6-1: SIZE)
11 FRAME Hiển thị khi bật chế độ tạo khung cho chữ FRAME (Xem 6-9: Tạo khung chữ FRAME)
12 VRT Hiển thị khi in theo chiều đứng (Xem 6-6: In theo chiều đứng VERTICAL)
13 A ,a A “bật ”: có khả năng nhập vào máy ký tự in hoa, a “bật “ : có khả năng nhập vào máy ký tự in thường
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
13
- Khi in lên đến 3 dòng thì yêu cầu băng nhãn phải có bề rộng 12mm.
(4) : mô tả dãy số liên tiếp được thiết lập. (Xem 6-8: SEQUENCE)
2-6 Lựa chọn ngôn ngữ hiển thị Chọn ngôn ngữ tiếng Anh hoặc tiếng Trung quốc theo chủng loại của máy như sau.
Kiểu máy Language Ngôn ngữ
LM-380E A11-T Tiếng Anh hay Trung (T) (Trung Quốc truyền thống)
LM-380E A12-C Tiếng Anh hay Trung (C) (Trung Quốc giản thể)
LM-380E BS Tiếng Anh hay Trung (C) (Trung Quốc giản thể)
LM-380E A12-TH Tiếng Anh hay Trung (T) (Trung Quốc truyền thống)
LM-380E C72 Tiếng Anh hay Trung (C) (Trung Quốc giản thể)
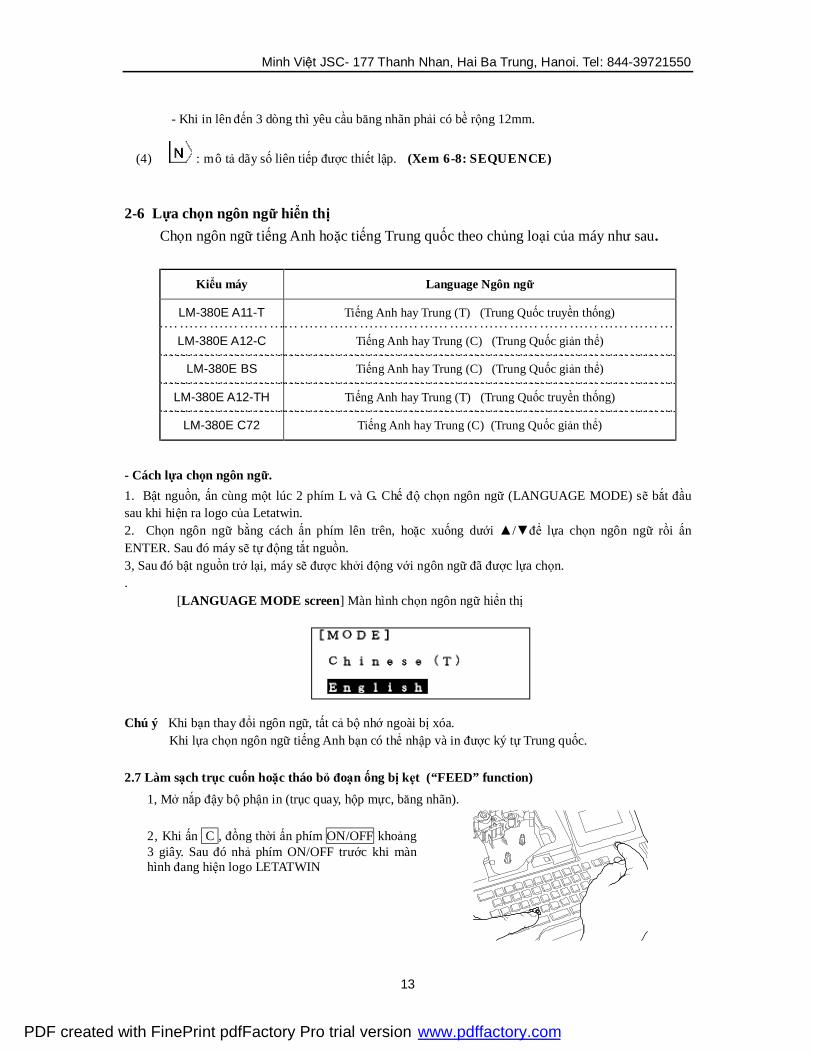
- Cách lựa chọn ngôn ngữ. 1. Bật nguồn, ấn cùng một lúc 2 phím L và G. Chế độ chọn ngôn ngữ (LANGUAGE MODE) sẽ bắt đầu sau khi hiện ra logo của Letatwin. 2. Chọn ngôn ngữ bằng cách ấn phím lên trên, hoặc xuống dưới ▲/▼để lựa chọn ngôn ngữ rồi ấn ENTER. Sau đó máy sẽ tự động tắt nguồn. 3, Sau đó bật nguồn trở lại, máy sẽ được khởi động với ngôn ngữ đã được lựa chọn. .
[LANGUAGE MODE screen] Màn hình chọn ngôn ngữ hiển thị
Chú ý Khi bạn thay đổi ngôn ngữ, tất cả bộ nhớ ngoài bị xóa.
Khi lựa chọn ngôn ngữ tiếng Anh bạn có thể nhập và in được ký tự Trung quốc.
2.7 Làm sạch trục cuốn hoặc tháo bỏ đoạn ống bị kẹt (“FEED” function) 1, Mở nắp đậy bộ phận in (trục quay, hộp mực, băng nhãn). 2, Khi ấn C , đồng thời ấn phím ON/OFF khoảng 3 giây. Sau đó nhả phím ON/OFF trước khi màn hình đang hiện logo LETATWIN
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
14
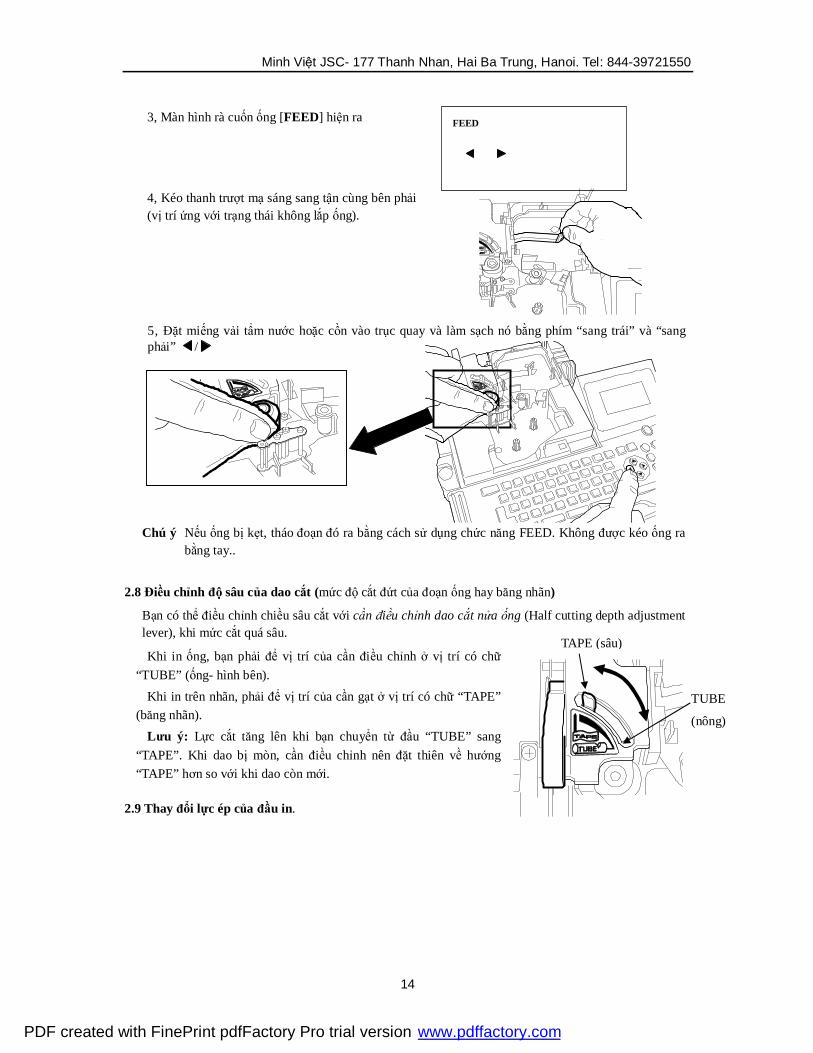
3, Màn hình rà cuốn ống [FEED] hiện ra
4, Kéo thanh trượt mạ sáng sang tận cùng bên phải (vị trí ứng với trạng thái không lắp ống).
5, Đặt miếng vải tẩm nước hoặc cồn vào trục quay và làm sạch nó bằng phím “sang trái” và “sang phải” /
Chú ý Nếu ống bị kẹt, tháo đoạn đó ra bằng cách sử dụng chức năng FEED. Không được kéo ống ra bằng tay..
2.8 Điều chỉnh độ sâu của dao cắt (mức độ cắt đứt của đoạn ống hay băng nhãn)
Bạn có thể điều chỉnh chiều sâu cắt với cần điều chỉnh dao cắt nửa ống (Half cutting depth adjustment lever), khi mức cắt quá sâu.
Khi in ống, bạn phải để vị trí của cần điều chỉnh ở vị trí có chữ “TUBE” (ống- hình bên).
Khi in trên nhãn, phải để vị trí của cần gạt ở vị trí có chữ “TAPE” (băng nhãn).
Lưu ý: Lực cắt tăng lên khi bạn chuyển từ đầu “TUBE” sang “TAPE”. Khi dao bị mòn, cần điều chỉnh nên đặt thiên về hướng “TAPE” hơn so với khi dao còn mới.
2.9 Thay đổi lực ép của đầu in.
FEED
TAPE (sâu)
TUBE
(nông)
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
15
Bạn có thể thay đổi lực ép của đầu in (mục đích tạo ra việc in đậm hơn hoặc nhạt hơn). Chú ý : Bạn không cần phải thay đổi trừ phi kết quả in quá đậm. Thay đổi từ mức lực mạnh tới mức lực yếu. 1, Xác nhận rằng cần thay đổi lực ép đang ở vị trí tiêu chuẩn.(hình vẽ ). 2, Kéo cần điều chỉnh lực sau khi nó được mở khóa chốt (hình trang 9, mục 2-3 )
3, Sau khi thay đổi, lực ép của đầu in trở thành thấp. Thay đổi từ mức lực thấp đến mức lực tiêu chuẩn. 1, Chỉnh cần thay đổi lực ép để chuyển từ mức lực thấp đến mức lực tiêu chuẩn. Chú ý Không thay đổi lực ép đầu in khi chốt khóa lực ép đầu in ở vị trí mở
3 LẮP ĐẶT CÁC VẬT TƯ TIÊU HAO Việc lắp đặt phụ kiện phục vụ in được tiến hành các bước sau đây.
-1, Lắp đặt cuộn mực vào hộp đựng cuộn mực
-2, Đưa ống hoặc băng nhãn vào máy
-3, Đưa hộp mực vào máy
3.1 Lắp vào hoặc tháo cuộn mực ra.
Lưu ý: Sử dụng hộp mực (LM-RC310) cho máy LM-380E.
Không sử dụng hộp mực (LM-RC300) của máy LM-370E.
1, Lắp cuộn mực mới vào trong hộp mực.
Tên các bộ phận
Mặt trên (trong suốt)
M•t d••i
● Hộp mực
●Lõi quấn dây (đen) ● Lõi quấn dây(xanh)
Mặt trên có chữ PATP Nút B
Nút A
Vị trí tiêu chuẩn
Vị trí lực ép thấp
Cần nhả đầu in
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
16
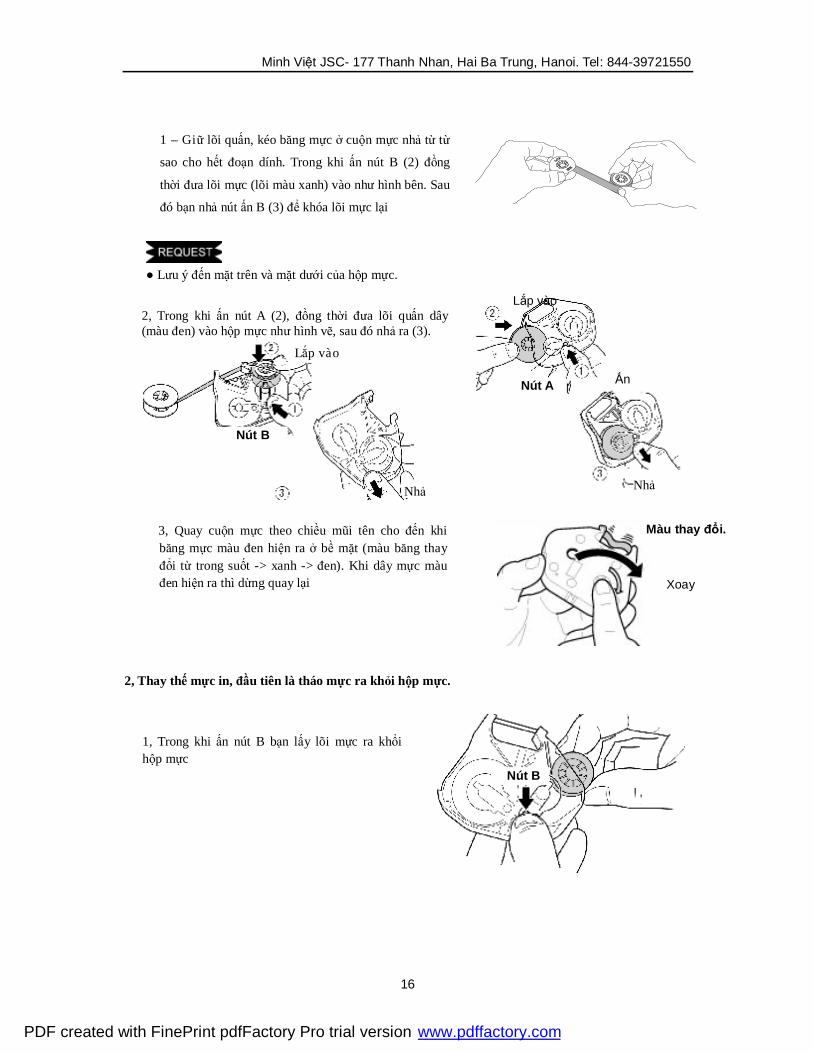
2, Trong khi ấn nút A (2), đồng thời đưa lõi quấn dây (màu đen) vào hộp mực như hình vẽ, sau đó nhả ra (3).
3, Quay cuộn mực theo chiều mũi tên cho đến khi băng mực màu đen hiện ra ở bề mặt (màu băng thay đổi từ trong suốt -> xanh -> đen). Khi dây mực màu đen hiện ra thì dừng quay lại
2, Thay thế mực in, đầu tiên là tháo mực ra khỏi hộp mực.
1, Trong khi ấn nút B bạn lấy lõi mực ra khổi hộp mực
Nút B
Ấn
Lắp vào
Nhả
Nút B
1 – Giữ lõi quấn, kéo băng mực ở cuộn mực nhả từ từ
sao cho hết đoạn dính. Trong khi ấn nút B (2) đồng
thời đưa lõi mực (lõi màu xanh) vào như hình bên. Sau
đó bạn nhả nút ấn B (3) để khóa lõi mực lại
● Lưu ý đến mặt trên và mặt dưới của hộp mực.
Nút A
Ấn
Nhả
Lắp vào
Màu thay đổi.
Xoay
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
17
2, Tiếp theo bạn ấn nút A và tháo lõi quấn ra khỏi hộp mực
3-2 Đưa ống và hộp mực vào máy
1, Mở nắp vỏ đậy bộ phận in.
2, Kéo cần nhả đầu in Head release lever theo chiều như hình vẽ (màu xanh).
3, Kéo thanh trượt (chỉnh lực cắt ống) cho đến
khi nó dừng lại (hình bên)..
4 , Để ống dây đi qua phía dưới của tấm giữ ống holding plate bên trái máy (hình vẽ bên) Để ống dây nhô ra ngoài khoảng từ 1 đến 2 cm như hình vẽ
5, Để ống ở vị trí nhãn “TUBE” trung tâm máy
và kéo thanh trượt (Switching lever) để khóa lại (hình vẽ). Thanh trượt điều chỉnh lô cuốn ống.
Tấm giữ ống
(trắng)
Kéo ống ra
1~2cm
Thanh trượt
Lõi cuốn (đen)
Nút A
Thanh trượt
Cần nhả đầu in
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
18
Ống đã được lắp xong. Để ống dây được kéo ra như hình minh họa bên dưới.
6, Đảm bảo băng mực đưa vào không bị chùng;
- Nếu băng mực bị chùng, quay lõi quấn theo chiều mũi tên chỉ dẫn để làm căng băng mực.
7, Giữ băng mực trong vỏ mực như hình minh họa sau và lắp nó vào máy.
Kiểm tra độ chùng.
8, Kéo cần nhả đầu in (màu xanh) trả lại vị trí cũ. Cần này sẽ ép ống với đầu in để chuẩn bị in. 9, Đóng nắp đậy bộ phận in cho đến khi nghe thấy tiếng clicks.
Lắp băng mực đúng
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
19
(Lấy ống dây ra khỏi máy.)
1, Mở nắp đậy bộ phận in
2, Kéo cần nhả đầu in (head release lever) về phía trước như hình vẽ để nhả đầu in nhiệt.
3, Kéo thanh trượt (switching lever) cho đến
khi dừng lại sau đó tiến hành thay dây. Chú ý Bạn không nên lấy mực ra khi tháo bỏ ống dây ra 4, Kéo cần nhả đầu in màu xanh trở lại như cũ để ép chặt ống dây, sau đó đóng nắp đậy bộ phận in lại.
Caution Cảnh báo Hãy cẩn thận với cần gạt màu xanh khi sử dụng
nó. Vì bạn có thể làm nó bị hỏng.
3.3 Lắp đặt băng nhãn và mực in
1, Mở nắp vỏ đậy bộ phận in
2, Kéo cần nhả đầu in màu xanh theo chiều đã chỉ dẫn hình vẽ .
3, Kéo thanh trượt nằm dưới hộp băng sang
phải (dùng để lắp ống dây) cho đến khi dừng lại như hình vẽ. 4, Đưa băng nhãn vào như hình vẽ
Remove
Head release lever
Switching lever
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
20
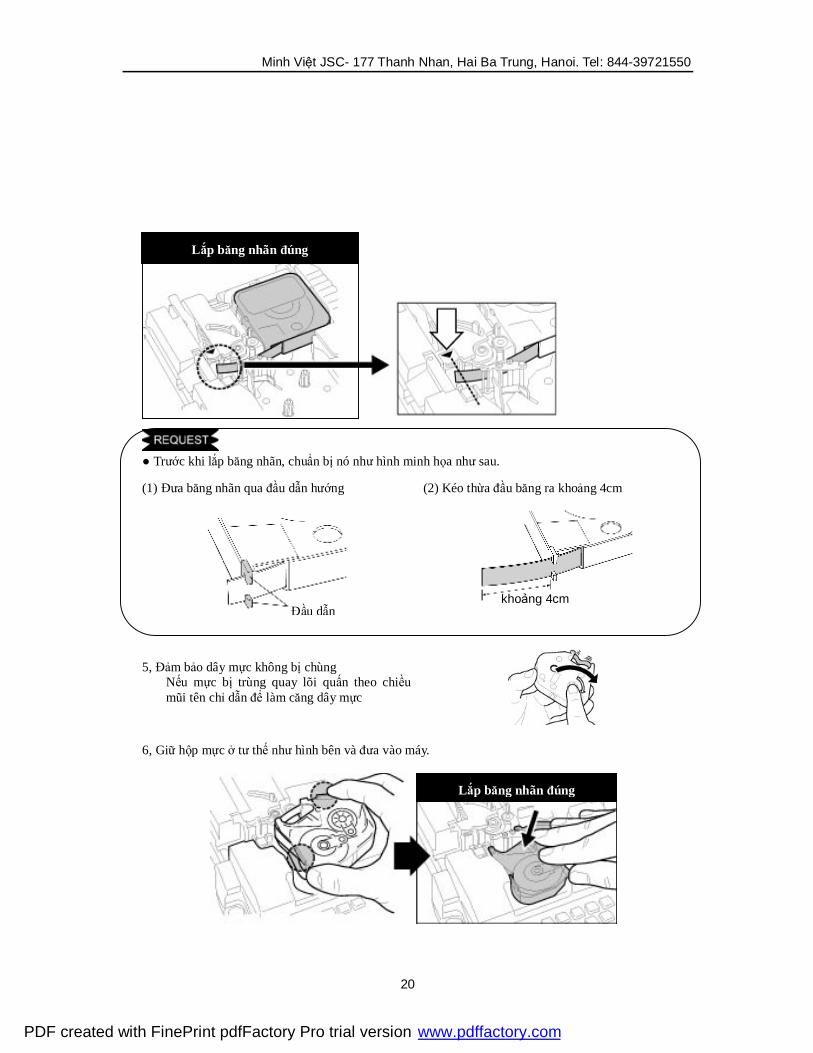
● Trước khi lắp băng nhãn, chuẩn bị nó như hình minh họa như sau.
(1) Đưa băng nhãn qua đầu dẫn hướng
(2) Kéo thừa đầu băng ra khoảng 4cm
5, Đảm bảo dây mực không bị chùng
Nếu mực bị trùng quay lõi quấn theo chiều mũi tên chỉ dẫn để làm căng dây mực
6, Giữ hộp mực ở tư thế như hình bên và đưa vào máy.
khoảng 4cm Đầu dẫn
Lắp băng nhãn đúng
Lắp băng nhãn đúng
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
21
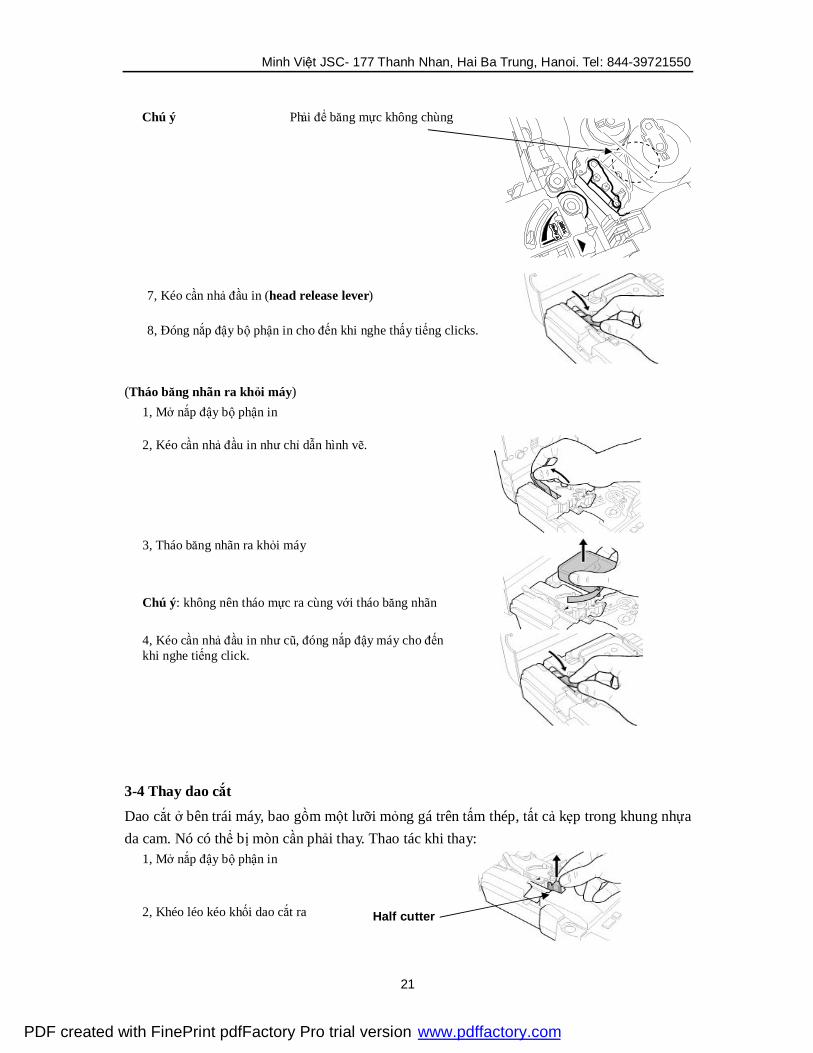
Chú ý Phải để băng mực không chùng
7, Kéo cần nhả đầu in (head release lever) 8, Đóng nắp đậy bộ phận in cho đến khi nghe thấy tiếng clicks.
(Tháo băng nhãn ra khỏi máy)
1, Mở nắp đậy bộ phận in 2, Kéo cần nhả đầu in như chỉ dẫn hình vẽ.
3, Tháo băng nhãn ra khỏi máy
Chú ý: không nên tháo mực ra cùng với tháo băng nhãn 4, Kéo cần nhả đầu in như cũ, đóng nắp đậy máy cho đến khi nghe tiếng click.
3-4 Thay dao cắt Dao cắt ở bên trái máy, bao gồm một lưỡi mỏng gá trên tấm thép, tất cả kẹp trong khung nhựa da cam. Nó có thể bị mòn cần phải thay. Thao tác khi thay:
1, Mở nắp đậy bộ phận in 2, Khéo léo kéo khối dao cắt ra
Half cutter
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
22
3, Đưa khối dao cắt theo đường dẫn thẳng đứng để lắp vào bộ gá giữ bằng nhựa trắng, sao cho tấm nhựa da cam.vuông ở phía mặt trên.
Caution
Chú ý không bao giờ chạm tay vào lưỡi dao
3-5 Cắm thẻ nhớ vào máy (CF CARD) Thẻ nhớ loại CF (Compact Flash) dùng để lưu
giữ thông tin các nhãn cốt tạo trên phần mềm LETATWIN trên máy PC, thông qua bộ đọc thẻ. Khi sử dụng thẻ trên máy in, thao tác như sau: 1. Mở nắp đậy khe thẻ CF ở bên sườn phải của
máy
2. Lắp thẻ nhớ vào máy (chú ý để thẻ nhớ ngửa mặt lên trên)..
3. Đóng nắp đậy khe thẻ nhớ.
● Lưu ý Khi lấy thẻ nhớ ra phải ấn nút nhỏ gần đó (xem hình vẽ)
4. THAO TÁC CƠ BẢN
1. Mở nắp đậy bộ phận in và lắp đặt các vật tư tiêu hao để in (ống dây, mực in, băng nhãn …, xem Mục 3). Sau đó đóng nắp lại và bật nguồn.
2. Sau khi bật nguồn, màn hình “ PRINTED MATERIAL” hiện ra. Ấn phím lên xuống phải trái để đặt loại ống, băng nhãn in “PRINTED MATERIAL” và kích thước của nó, thí dụ loại ống 3.2 mm như hình bên. Mục đích nhập dữ liệu để chỉnh thông số máy in, đồng thời lưu giữ thông tin loại vật tư dùng để in ở bộ nhớ trong của máy phục vụ cho bảo dưỡng.
Ấn ENTER và sau đó màn hình “INPUT” (nhập dữ liệu) hiện ra.
Nút : Di chuyển con trỏ giữa “MATERIAL” (vật liệu) và “SIZE” (kích thước) Nút :+ “MATERIAL” - chọn loại vật liệu
Tấm giữ băng, ống Bộ gá giữ dao cắt
Nút •n
Lưỡi dao
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
23
“TAPE” (băng nhãn), “GENERIC TUBE” (ống không chính hãng), “SHRINKABLE TUBE” (ống co rút), “NON PVC TUBE” (ống không PVC) hay “MAX TUBE” (ống chính hãng). +“SIZE” ・・・・・・・・ Chọn kích thước tuỳ theo kiểu vật tư GENERIC TUBE: Chọn từ “2.5”,“3.2”,”3.6”,”4.2”,”5.2” hay ”5.5.” MAX TUBE: Chọn từ “3.2”,”3.6”,”4.2” hay ”5.2.” SHIRNKABLE TUBE: Chọn từ “2.5”,“3.2”,”3.6”,”4.2”,”5.2” hay ”5.5.” NON PVC TUBE: Chọn từ “3.2”,”3.6”,”4.2” hay ”5.2.” TAPE: Chọn từ “5”,”9” hay “12.”
Lưu ý: ● Khi thay đổi vật liệu in, ta ấn các phím SHIFT → Esc (P.MATERIAL). khi đó màn hình [PRINTED MATERIAL] hiện ra. Trong trường hợp thay đổi từ ống sang băng nhãn (“TUBE” sang “TAPE” hay “TAPE” sang “TUBE”),
thì màn hình [PITCH LENGTH] (độ dài ống hay băng) hiện ra. Bạn nhập kích thước mong muốn rồi ấn ENTER Khi thay đổi vật liệu in bằng ấn SHIFT->ESC thì kích thước ký tự (CHARACTER SIZE) tự động
chuyển về trạng thái AUTO. ● Sau khi bật lại lần nữa, nếu toàn bộ dữ liệu vẫn còn lưu giữ tại màn hình INPUT, màn hình như bên phải sẽ xuất hiện. Ấn phím lên xuống để chọn INITI. (Trở về ban đầu) hoặc CONTINUE (Tiếp tục)
4-1 In trên ống In cắt từng đoạn (PITCH PRINT)
Giả sử cần in đoạn ống có nội dung in và số lượng như sau: (U1 COM X1005->X1007) Kích thước ống =φ3. 2 mm Bước cắt = 18mm
U1 COM X1005 X1006 X1007 1 cái. 5 cái. 2 cái. 2 cái. 2 cái.
18mm 18mm 18mm 18mm 18mm
1, Bước 1: Đặt MATERIAL= MAX TUBE ở màn hình “PRINTED MATERIAL”
2, Bước 2: màn hình Nhập dữ liệu (INPUT) hiện ra. Kiểm tra rằng A đã được bật bằng phím A/a (đặt chữ in hoa). Sử dụng phím sang phải, sang trái để di chuyển con trỏ tới P.
3, Bước 3: Ấn phím PITCH (Bước cắt) để cài đặt kích thước đoạn ống được cắt (xem mục 6-4-1, PITCH LENGTH). Ấn phím sang trái, sang phải để đặt 18.0 sau đó ấn ENTER. Chú ý bạn có thể đặt kích thước bằng cách bấm các phím số (0-9).
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
24
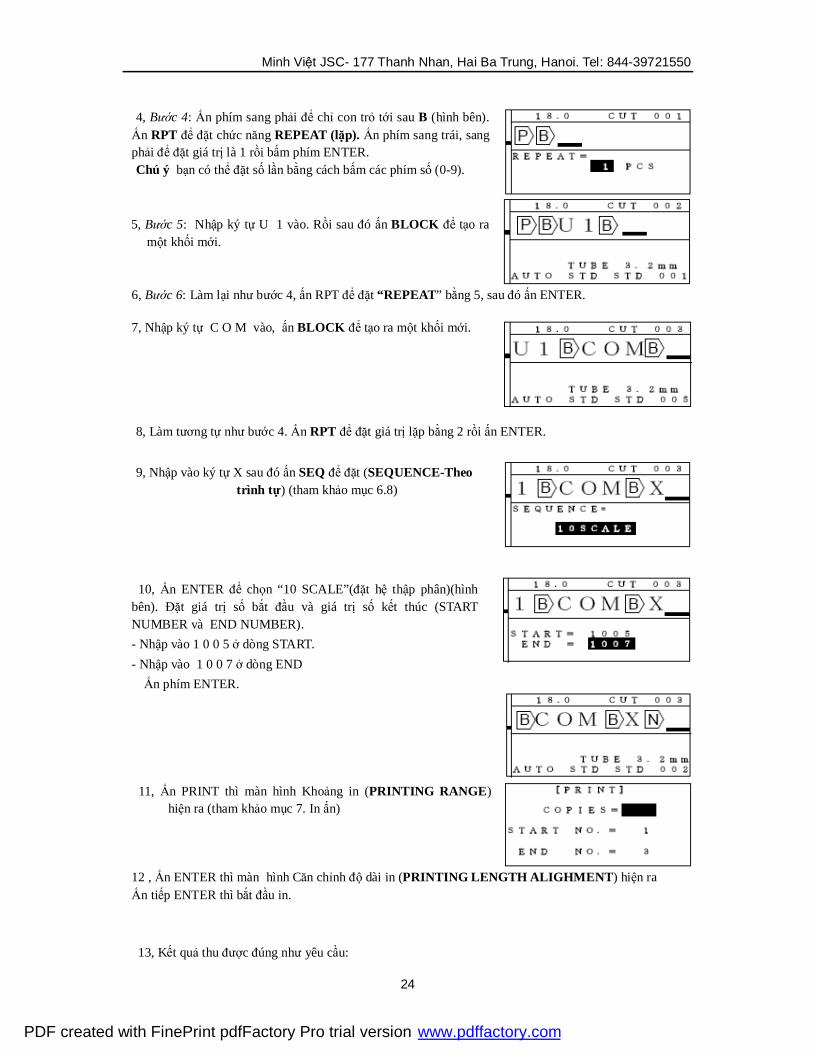
4, Bước 4: Ấn phím sang phải để chỉ con trỏ tới sau B (hình bên). Ấn RPT để đặt chức năng REPEAT (lặp). Ấn phím sang trái, sang phải để đặt giá trị là 1 rồi bấm phím ENTER. Chú ý bạn có thể đặt số lần bằng cách bấm các phím số (0-9).
5, Bước 5: Nhập ký tự U 1 vào. Rồi sau đó ấn BLOCK để tạo ra
một khối mới.
6, Bước 6: Làm lại như bước 4, ấn RPT để đặt “REPEAT” bằng 5, sau đó ấn ENTER.
7, Nhập ký tự C O M vào, ấn BLOCK để tạo ra một khối mới.
8, Làm tương tự như bước 4. Ấn RPT để đặt giá trị lặp bằng 2 rồi ấn ENTER.
9, Nhập vào ký tự X sau đó ấn SEQ để đặt (SEQUENCE-Theo trình tự) (tham khảo mục 6.8)
10, Ấn ENTER để chọn “10 SCALE”(đặt hệ thập phân)(hình bên). Đặt giá trị số bắt đầu và giá trị số kết thúc (START NUMBER và END NUMBER). - Nhập vào 1 0 0 5 ở dòng START. - Nhập vào 1 0 0 7 ở dòng END
Ấn phím ENTER.
11, Ấn PRINT thì màn hình Khoảng in (PRINTING RANGE)
hiện ra (tham khảo mục 7. In ấn)
12 , Ấn ENTER thì màn hình Căn chỉnh độ dài in (PRINTING LENGTH ALIGHMENT) hiện ra Ấn tiếp ENTER thì bắt đầu in.
13, Kết quả thu được đúng như yêu cầu:
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
25
4-2 In trên băng nhãn (TAPE)
4-2-1 Các bước in phân đoạn trên băng nhãn
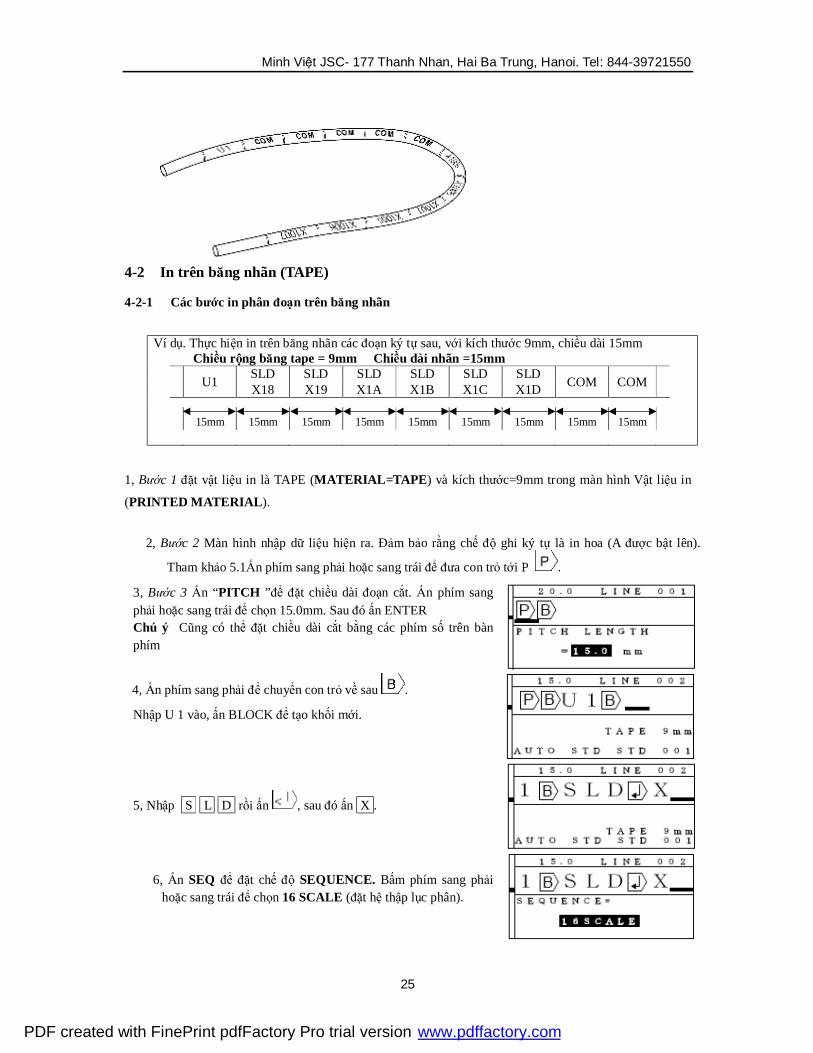
Ví dụ. Thực hiện in trên băng nhãn các đoạn ký tự sau, với kích thước 9mm, chiều dài 15mm
Chiều rộng băng tape = 9mm Chiều dài nhãn =15mm U1 SLD SLD SLD SLD SLD SLD COM COM
X18 X19 X1A X1B X1C X1D 15mm 15mm 15mm 15mm 15mm 15mm 15mm 15mm 15mm
1, Bước 1 đặt vật liệu in là TAPE (MATERIAL=TAPE) và kích thước=9mm trong màn hình Vật liệu in
(PRINTED MATERIAL).
2, Bước 2 Màn hình nhập dữ liệu hiện ra. Đảm bảo rằng chế độ ghi ký tự là in hoa (A được bật lên).
Tham khảo 5.1Ấn phím sang phải hoặc sang trái để đưa con trỏ tới P .
3, Bước 3 Ấn “PITCH ”để đặt chiều dài đoạn cắt. Ấn phím sang phải hoặc sang trái để chọn 15.0mm. Sau đó ấn ENTER Chú ý Cũng có thể đặt chiều dài cắt bằng các phím số trên bàn phím
4, Ấn phím sang phải để chuyển con trỏ về sau .
Nhập U 1 vào, ấn BLOCK để tạo khối mới.
5, Nhập S L D rồi ấn , sau đó ấn X .
6, Ấn SEQ để đặt chế độ SEQUENCE. Bấm phím sang phải
hoặc sang trái để chọn 16 SCALE (đặt hệ thập lục phân).
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
26
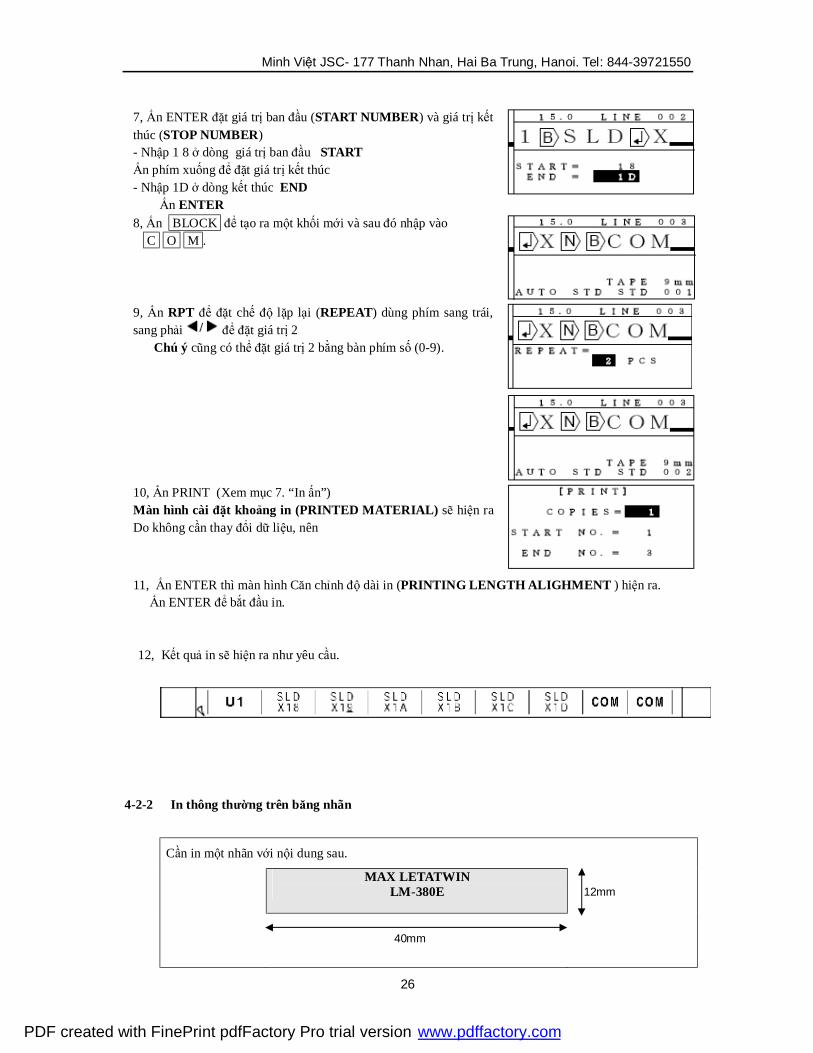
7, Ấn ENTER đặt giá trị ban đầu (START NUMBER) và giá trị kết thúc (STOP NUMBER) - Nhập 1 8 ở dòng giá trị ban đầu START Ấn phím xuống để đặt giá trị kết thúc - Nhập 1D ở dòng kết thúc END
Ấn ENTER
8, Ấn BLOCK để tạo ra một khối mới và sau đó nhập vào C O M .
9, Ấn RPT để đặt chế độ lặp lại (REPEAT) dùng phím sang trái, sang phải để đặt giá trị 2
Chú ý cũng có thể đặt giá trị 2 bằng bàn phím số (0-9).
10, Ấn PRINT (Xem mục 7. “In ấn”) Màn hình cài đặt khoảng in (PRINTED MATERIAL) sẽ hiện ra Do không cần thay đổi dữ liệu, nên
11, Ấn ENTER thì màn hình Căn chỉnh độ dài in (PRINTING LENGTH ALIGHMENT ) hiện ra. Ấn ENTER để bắt đầu in.
12, Kết quả in sẽ hiện ra như yêu cầu.
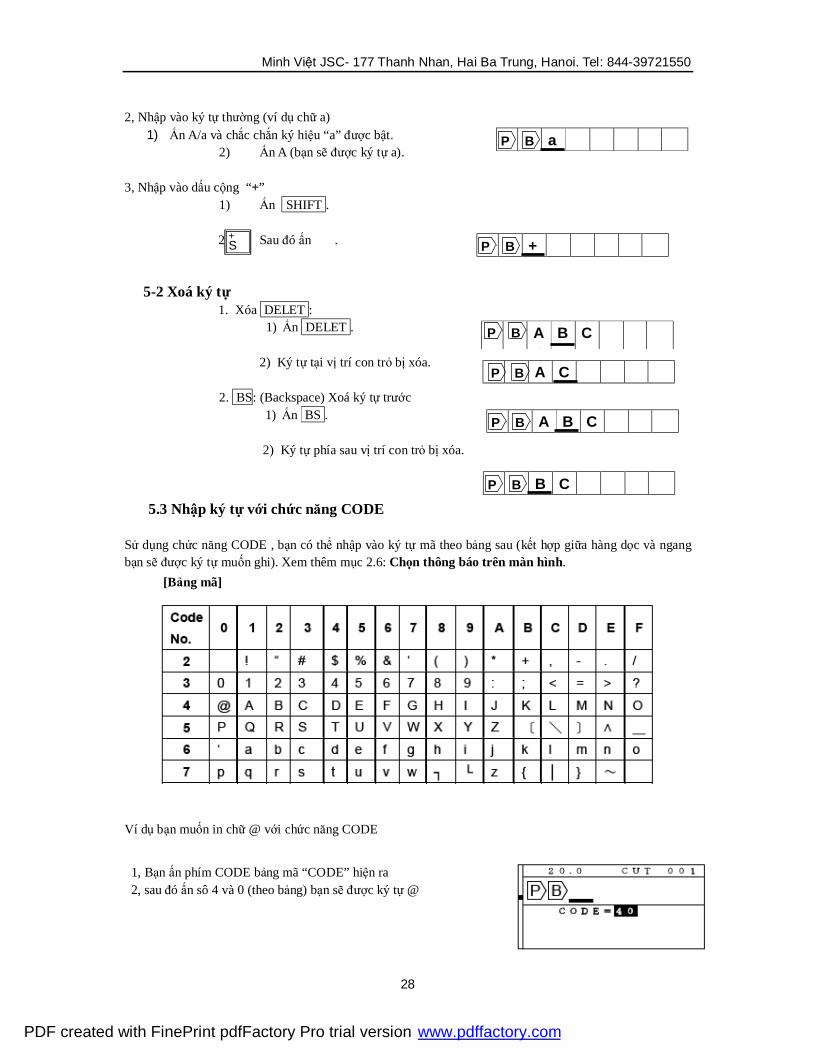
4-2-2 In thông thường trên băng nhãn
Cần in một nhãn với nội dung sau.
MAX LETATWIN LM-380E
40mm
12mm
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
27
A P B
1, Đặt MATERIAL=TAPE và SIZE =12mm trong màn hình cài đặt vật tư in “ PRINTED MATERIAL”
2, Màn hình nhập dữ liệu “INPUT” hiện ra. Kiểm tra xem chế độ in hoa đã được bật.
Sử dụng phím sang trái, sang phải để di chuyển con trỏ tới .
3, Để chuyển sang Chế độ in thông thường “NORMAL PRINT MODE”,
ấn DELET để xóa đi (Xem 6-5: NORMAL PRINT)
4, Ấn SHIFT-> SIZE(TP/LNG) và cài đặt độ dài in “PRINTING LENGTH” (Xem 6-5-1: Độ dài in) Sử dụng phím sang phải, sang trái để chọn chế độ Auto=OFF Sau đó sử dụng phím lên trên để đặt chiều dài và nhập 4 0.
5, Ấn ENTER Màn hình cài đặt khoảng hở “MARGIN” hiện ra
Ấn ENTER 6, Màn hình nhập dữ liệu “INPUT”hiện ra. Ấn phím sang phải để di chuyển con trỏ tới sau B.
nhập vào dòng chữ M A X SPACE L E T A T
W I N L M SHIFT → A 3 8 0 A .
7, •n PRINT đ• b•t đ•u in, (xem 7: In •n) 8, Kết quả được in ra..
5 NHẬP VÀ XOÁ KÝ TỰ 5.1 Nhập ký tự 1, Nhập ký tự in hoa (ví dụ chữ A) 1) Ấn A/a và đảm bảo rằng ký hiệu “A” được bật trên màn hình 2) Ấn ký tự A trên bàn phím (bạn sẽ được ký tự A)
MAX LETATWIN LM-380E
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
28
a P B
+ P B
A B C P B
2, Nhập vào ký tự thường (ví dụ chữ a) 1) Ấn A/a và chắc chắn ký hiệu “a” được bật.
2) Ấn A (bạn sẽ được ký tự a). 3, Nhập vào dấu cộng “+”
1) Ấn SHIFT . 2) Sau đó ấn .
5-2 Xoá ký tự 1. Xóa DELET : 1) Ấn DELET . 2) Ký tự tại vị trí con trỏ bị xóa. 2. BS: (Backspace) Xoá ký tự trước 1) Ấn BS . 2) Ký tự phía sau vị trí con trỏ bị xóa.
5.3 Nhập ký tự với chức năng CODE
Sử dụng chức năng CODE , bạn có thể nhập vào ký tự mã theo bảng sau (kết hợp giữa hàng dọc và ngang bạn sẽ được ký tự muốn ghi). Xem thêm mục 2.6: Chọn thông báo trên màn hình.
[Bảng mã]
Ví dụ bạn muốn in chữ @ với chức năng CODE
1, Bạn ấn phím CODE bảng mã “CODE” hiện ra 2, sau đó ấn sô 4 và 0 (theo bảng) bạn sẽ được ký tự @
+ S
AA
B C P B
A C P B
B C P B
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
29
3, Ấn ENTER .
Chú ý
Bạn có thể nhập vào ký tự mà không cần dùng bảng mã CODE.
1, Ấn “CODE” hai lần tất cả các ký tự sẽ hiện ra
- bạn sử dụng phím lên xuống phải trái để chọn ký tự muốn in, sau đó ấn ENTER.
6 SỬ DỤNG CÁC TÍNH NĂNG
Bảng sau đây trình bày các đại lượng cài đặt và giá trị mặc định của chúng.
Đại lượng cài đặt Giá trị mặc định Đại lượng cài đặt Giá trị mặc định Vật liệu in Không cài đặt Repeat (Lặp lại) TAPE: 1 Kích thước vật tư in Không cài đặt TUBE: 2 Kích thước ký tự AUTO: ON Sequence (lần lượt) Không cài đặt Độ rộng ký tự STANDARD Justification Căn chỉnh CENTER Khoảng cách ký tự STD 6, 9 mark (6 9) Khoảng cách dòng STD Mật độ in 4
Độ dài đoạn cắt TAPE: 10.0 mm Vị trí cắt 0.0mm TUBE: 20.0 mm Căn lề in 0mm
Cắt đoạn TAPE: LINE Độ sáng màn hình LCD 4 TUBE: HALF-CUTTING Tự động tắt YES
Đứng hay ngang HORIZONTAL Vị trí dòng in 0 Khung NO Kiểu in của
[RPT]&[SEQ] A: 11,22,33 Độ dài in AUTO
Khoảng hở 2 mm Cấp rà đầu ống (Feed the head of tube) NO
Lưu ý: ● Bằng cách ấn SHIFT → BS (INIT.) trong màn hình nhập dữ liệu [INPUT], tất cả các đại lượng
cài đặt trở về giá trị mặc định.
● Không thể đưa các đại lượng cài đặt của ký tự nghiêng (slant) về giá trị mặc định bằng thao tác
INIT (trở về ban đầu).
6-1 Kích thước SIZE Đặt kích thước ký tự “CHARCTER SIZE” của dòng in tại vị trí con trỏ.
Kích thước có thể cài đặt riêng cho từng dòng. Tuy nhiên, không thể cài kích thước khác nhau trong
một dòng của từng khối.
Giá trị có thể chọn: “SIZE” = 2.0, 3.0, 4.0, 6.0 “AUTO” = ON, OFF
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
30
1, Ấn SIZE . Màn hình cài đặt kích thước ký tự [CHARACTER SIZE] hiện ra như hình bên.
2, Ấn / để đặt giá trị kích thước ký tự “CHARACTER SIZE.” 3. Ấn phím ▼ để chuyển con trỏ đến “AUTO.”
Ấn phím / để chọn “OFF.”
4. Ấn ENTER .
Lưu ý: ● Chỉ khi chọn “AUTO” về vị trí “OFF” xong, giá trị cài đặt kích thước mới có hiệu lực.
● Các giá trị chọn kích thước ký tự “CHARACTER SIZE” thay đổi phụ thuộc vào kích thước vật
tư “SIZE” , độ dài đoạn cắt “PITCH LENGTH” và số lượng dòng in trên ống v..v..
6-2 Độ rộng ký tự WIDTH
Đặt độ rộng ký tự “CHARACTER WIDTH” tại vị trí con trỏ.
(Chuẩn, chữ co lại, chữ mở rộng ra)
Lưu ý: Bạn có thể chọn độ rộng ký tự “CHARACTER WIDTH” theo bảng.
Lưu ý: Đối với Chiều in đứng “Vertical printing direction”, xem “6-6: VERTICAL”.
Giá trị chọn: STANDARD, CONDENSED, EXTENDED
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
31
1, Ấn WIDTH . Màn hình độ rộng ký tự [CHARACTER WIDTH setting screen] xuất hiện.
2, Press / key to select the value of the “CHARACTER WIDTH.”
3, Press ENTER .
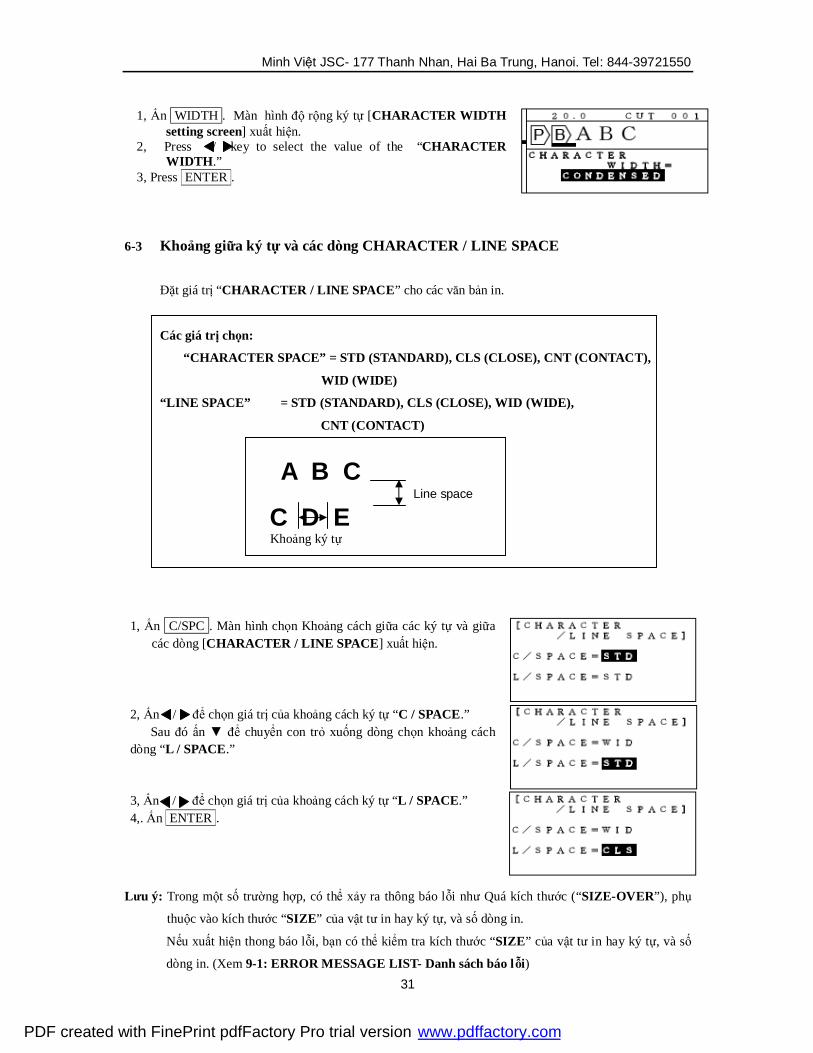
6-3 Khoảng giữa ký tự và các dòng CHARACTER / LINE SPACE
Đặt giá trị “CHARACTER / LINE SPACE” cho các văn bản in.
Các giá trị chọn:
“CHARACTER SPACE” = STD (STANDARD), CLS (CLOSE), CNT (CONTACT),
WID (WIDE)
“LINE SPACE” = STD (STANDARD), CLS (CLOSE), WID (WIDE),
CNT (CONTACT)
1, Ấn C/SPC . Màn hình chọn Khoảng cách giữa các ký tự và giữa
các dòng [CHARACTER / LINE SPACE] xuất hiện.
2, Ấn / để chọn giá trị của khoảng cách ký tự “C / SPACE.”
Sau đó ấn ▼ để chuyển con trỏ xuống dòng chọn khoảng cách dòng “L / SPACE.”
3, Ấn / để chọn giá trị của khoảng cách ký tự “L / SPACE.” 4,. Ấn ENTER .
Lưu ý: Trong một số trường hợp, có thể xảy ra thông báo lỗi như Quá kích thước (“SIZE-OVER”), phụ
thuộc vào kích thước “SIZE” của vật tư in hay ký tự, và số dòng in.
Nếu xuất hiện thong báo lỗi, bạn có thể kiểm tra kích thước “SIZE” của vật tư in hay ký tự, và số
dòng in. (Xem 9-1: ERROR MESSAGE LIST- Danh sách báo lỗi)
A B C
C D E Khoảng ký tự
Line space
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
32
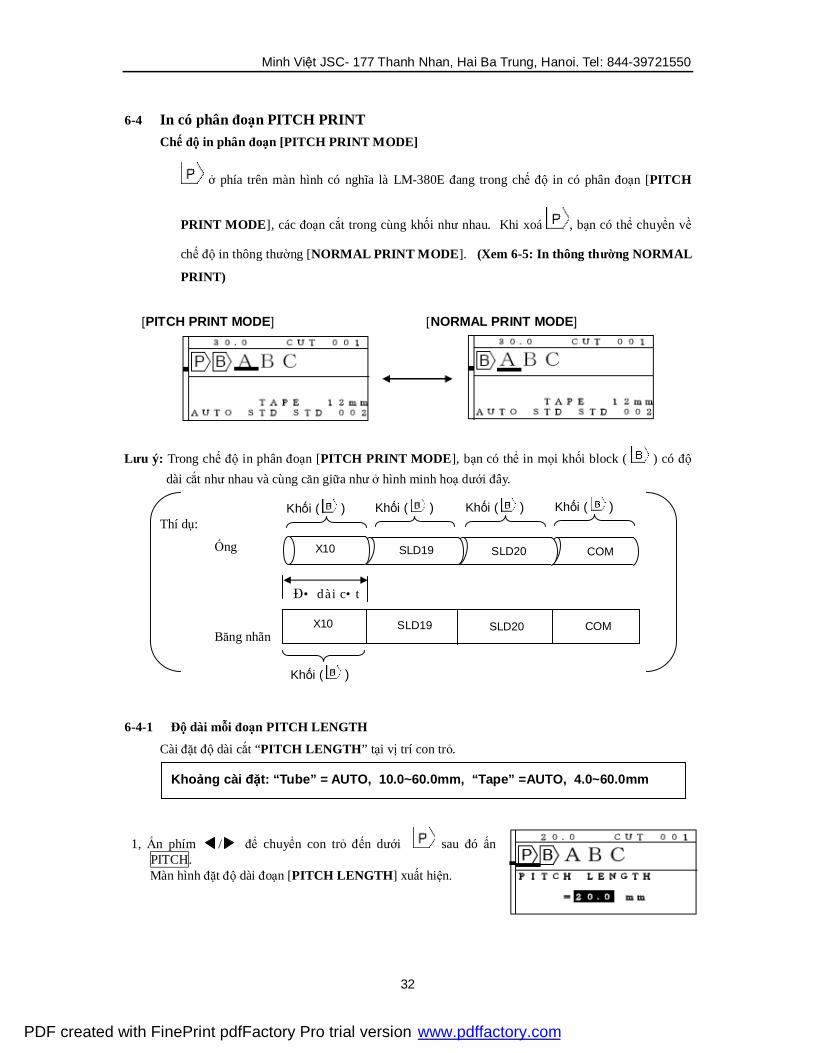
6-4 In có phân đoạn PITCH PRINT Chế độ in phân đoạn [PITCH PRINT MODE]
ở phía trên màn hình có nghĩa là LM-380E đang trong chế độ in có phân đoạn [PITCH
PRINT MODE], các đoạn cắt trong cùng khối như nhau. Khi xoá , bạn có thể chuyển về
chế độ in thông thường [NORMAL PRINT MODE]. (Xem 6-5: In thông thường NORMAL
PRINT)
[PITCH PRINT MODE] [NORMAL PRINT MODE]
Lưu ý: Trong chế độ in phân đoạn [PITCH PRINT MODE], bạn có thể in mọi khối block ( ) có độ dài cắt như nhau và cùng căn giữa như ở hình minh hoạ dưới đây.
Thí dụ:
Ống
Băng nhãn
6-4-1 Độ dài mỗi đoạn PITCH LENGTH
Cài đặt độ dài cắt “PITCH LENGTH” tại vị trí con trỏ.
1, Ấn phím / để chuyển con trỏ đến dưới sau đó ấn PITCH. Màn hình đặt độ dài đoạn [PITCH LENGTH] xuất hiện.
X10 SLD19 SLD20 COM
X10 SLD19 SLD20 COM
Đ• dài c•t
Khoảng cài đặt: “Tube” = AUTO, 10.0~60.0mm, “Tape” =AUTO, 4.0~60.0mm
Khối ( )
Khối ( ) Khối ( ) Khối ( ) Khối ( )
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
33
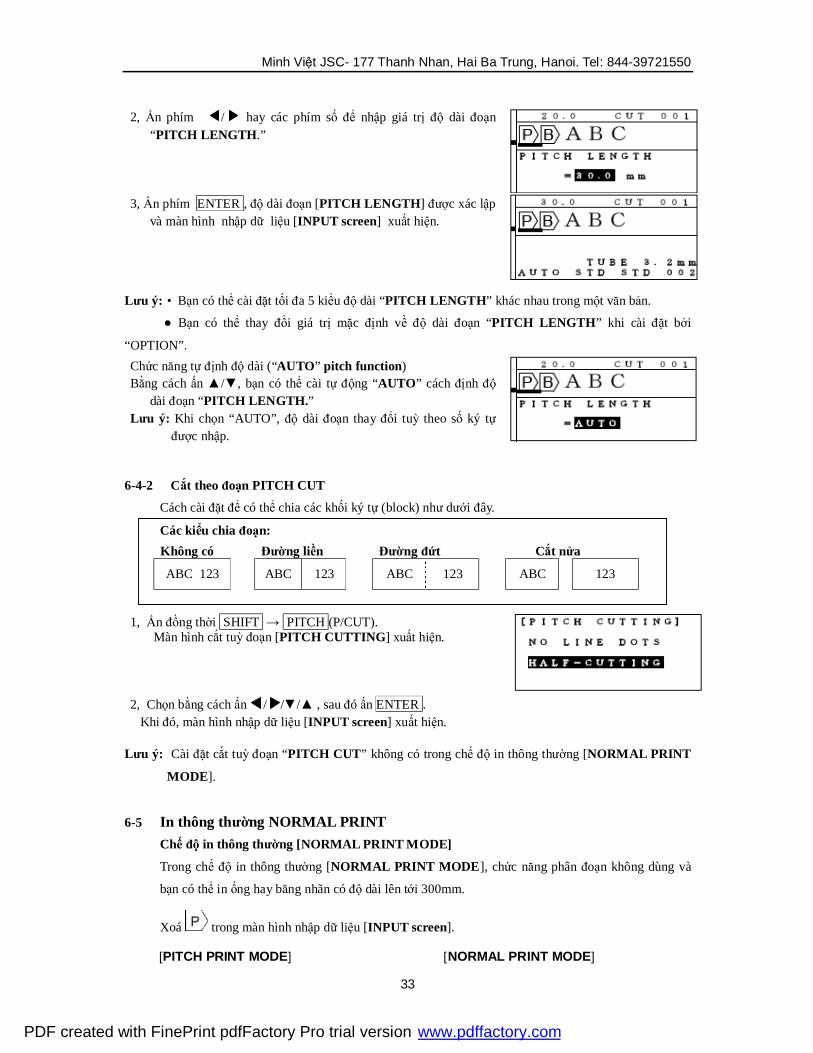
2, Ấn phím / hay các phím số để nhập giá trị độ dài đoạn “PITCH LENGTH.”
3, Ấn phím ENTER , độ dài đoạn [PITCH LENGTH] được xác lập
và màn hình nhập dữ liệu [INPUT screen] xuất hiện.
Lưu ý: • Bạn có thể cài đặt tối đa 5 kiểu độ dài “PITCH LENGTH” khác nhau trong một văn bản.
● Bạn có thể thay đổi giá trị mặc định về độ dài đoạn “PITCH LENGTH” khi cài đặt bởi
“OPTION”. Chức năng tự định độ dài (“AUTO” pitch function) Bằng cách ấn ▲/▼, bạn có thể cài tự động “AUTO” cách định độ
dài đoạn “PITCH LENGTH.” Lưu ý: Khi chọn “AUTO”, độ dài đoạn thay đổi tuỳ theo số ký tự
được nhập.
6-4-2 Cắt theo đoạn PITCH CUT
Cách cài đặt để có thể chia các khối ký tự (block) như dưới đây.
Các kiểu chia đoạn: Không có Đường liền Đường đứt Cắt nửa
ABC 123 ABC 123 ABC 123 ABC 123
1, Ấn đồng thời SHIFT → PITCH (P/CUT).
Màn hình cắt tuỳ đoạn [PITCH CUTTING] xuất hiện.
2, Chọn bằng cách ấn / /▼/▲ , sau đó ấn ENTER . Khi đó, màn hình nhập dữ liệu [INPUT screen] xuất hiện.
Lưu ý: Cài đặt cắt tuỳ đoạn “PITCH CUT” không có trong chế độ in thông thường [NORMAL PRINT
MODE].
6-5 In thông thường NORMAL PRINT Chế độ in thông thường [NORMAL PRINT MODE]
Trong chế độ in thông thường [NORMAL PRINT MODE], chức năng phân đoạn không dùng và
bạn có thể in ống hay băng nhãn có độ dài lên tới 300mm.
Xoá trong màn hình nhập dữ liệu [INPUT screen].
[PITCH PRINT MODE] [NORMAL PRINT MODE]
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
34
6-5-1 Độ dài in PRINTING LENGTH
Đặt độ dài in tổng của văn bản.
Lưu ý: Đảm bảo là “AUTO” trong màn hình đặt độ dài in [PRINTING LENGTH] ở trạng thái tắt
“OFF”. Khi “AUTO” ở trạng thái bật “ON,” chức năng định độ dài đoạn in “PRINTING
LENGTH” không hoạt động. (Độ dài “LENGTH” tính theo mm trong “― ― ―.“)
1, Ấn SHIFT → SIZE (TP/LNG) để hiển thị màn hình đặt độ dài
đoạn in [PRINTING LENGTH].
2, Ấn / /▼/▲ hay các phím số (0-9) để nhập dữ liệu độ dài “LENGTH.” Ấn ENTER . Và sau đó màn hình cài đặt khoảng hở [MARGIN] xuất hiện.
6-5-2 Khoảng hở MARGIN
Cài đặt khoảng hở “MARGIN” trái và phải của đoạn văn bản.
1, Sau khi cài đặt độ dài đoạn in “PRINTING LENGTH,”
màn hình cài đặt khoảng hở [MARGIN] xuất hiện.
2, Ấn / /▼/▲ hay các phím số (0-9) để nhập khoảng hở [MARGIN]. Ấn ENTER .
6-6 In theo chiều đứng VERTICAL Cài đặt để in theo chiều đứng.
Lưu ý: Kết quả in sẽ thay đổi phụ thuộc vào chế độ in “PRINT MODE” được chọn.
Bạn có thể chọn chiều in “PRINTING DIRECTION” theo bảng sau đây.
PRINT MODE Vật tư HORIZONTAL VERTICAL
Khoảng cài đặt: “LENGTH” = 10~300mm, “AUTO” = ON, OFF
Khoảng cài đặt: 2~30mm
Giá trị lựa chọn: YES (vertical), NO (horizontal)
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
35
PITCH PRINT Ống
Băng nhãn
NORMAL PRINT Băng nhãn
1, Ấn VRT . Màn hình in chiều đứng [VERTICAL] xuất hiện.
2, Ấn / để chọn. 3, Ấn ENTER .
Lưu ý: ● Không thể in đồng thời chiều đứng “VERTICAL” và chiều ngang “HORIZONTAL” trong một
văn bản.
● Nếu có báo lỗi, bạn cần kiểm tra kích thước của vật tư hay của ký tự, cũng như số lượng dòng.
(Xem 9-1: Danh sách báo lỗi ERROR MESSAGE LIST)
6-7 In lặp REPEAT Cài đặt số lần lặp khi in.
1, Ấn RPT . Màn hình cài đặt số lần lặp [REPEAT] hiện ra.
2, Ấn / hay phím số (0-9) để nhập dữ liệu số lần lặp “REPEAT.”
COM
COM
COM
C
OM
C
O
M
C
O
M
Khoảng cài đặt : 1~100 cái.
“REPEAT” = 1 cái. “REPEAT” = 3 cái.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
36
3, Ấn ENTER .
Lưu ý: Bạn có thể thay đối giá trị mặc định của số lần lặp “REPEAT” trong tuỳ chọn cài đặt “OPTION”.
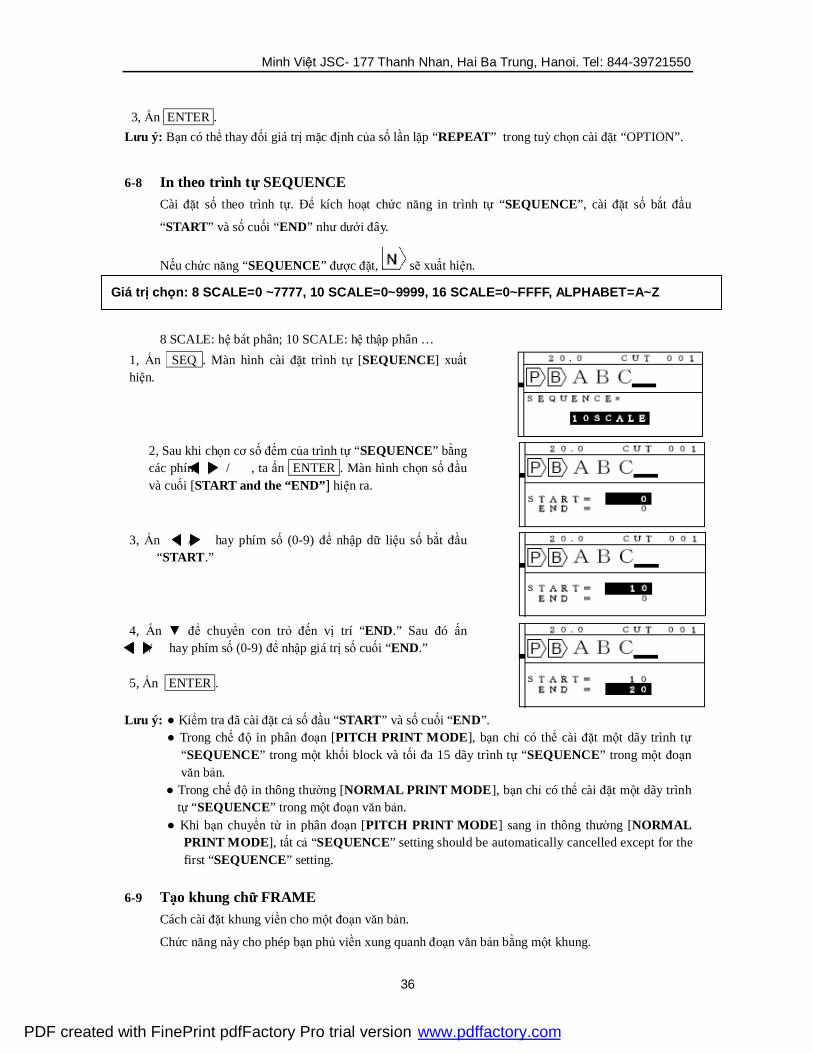
6-8 In theo trình tự SEQUENCE Cài đặt số theo trình tự. Để kích hoạt chức năng in trình tự “SEQUENCE”, cài đặt số bắt đầu
“START” và số cuối “END” như dưới đây.
Nếu chức năng “SEQUENCE” được đặt, sẽ xuất hiện.
8 SCALE: hệ bát phân; 10 SCALE: hệ thập phân … 1, Ấn SEQ . Màn hình cài đặt trình tự [SEQUENCE] xuất hiện.
2, Sau khi chọn cơ số đếm của trình tự “SEQUENCE” bằng các phím / , ta ấn ENTER . Màn hình chọn số đầu và cuối [START and the “END”] hiện ra.
3, Ấn / hay phím số (0-9) để nhập dữ liệu số bắt đầu “START.”
4, Ấn ▼ để chuyển con trỏ đến vị trí “END.” Sau đó ấn / hay phím số (0-9) để nhập giá trị số cuối “END.”
5, Ấn ENTER .
Lưu ý: ● Kiểm tra đã cài đặt cả số đầu “START” và số cuối “END”. ● Trong chế độ in phân đoạn [PITCH PRINT MODE], bạn chỉ có thể cài đặt một dãy trình tự
“SEQUENCE” trong một khối block và tối đa 15 dãy trình tự “SEQUENCE” trong một đoạn văn bản.
● Trong chế độ in thông thường [NORMAL PRINT MODE], bạn chỉ có thể cài đặt một dãy trình tự “SEQUENCE” trong một đoạn văn bản.
● Khi bạn chuyển từ in phân đoạn [PITCH PRINT MODE] sang in thông thường [NORMAL PRINT MODE], tất cả “SEQUENCE” setting should be automatically cancelled except for the first “SEQUENCE” setting.
6-9 Tạo khung chữ FRAME
Cách cài đặt khung viền cho một đoạn văn bản.
Chức năng này cho phép bạn phủ viền xung quanh đoạn văn bản bằng một khung.
Giá trị chọn: 8 SCALE=0 ~7777, 10 SCALE=0~9999, 16 SCALE=0~FFFF, ALPHABET=A~Z
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
37
LM-380E LM-380E
1, Ấn SHIFT → RPT (FRAME). Màn hình cài đặt khung
chữ [FRAME] xuất hiện.
2, Ấn / để chọn “YES”, sau đó ấn ENTER .
Lưu ý: ● Trong chế độ in phân đoạn [PITCH PRINT MODE],” khung “FRAME” được áp dụng cho mỗi
khối.
● Trong chế độ in thong thường [NORMAL PRINT MODE], khung “FRAME” được áp dụng
cho toàn bộ đoạn văn bản.
6-10 Các ký hiệu SYMBOL Cách nhập các ký hiệu khác nhau vào máy.
1, Ấn SHIFT → SEQ (SYMBOL). Màn hình chọn ký hiệu
[SYMBOL] xuất hiện.
2, Ấn / để chọn nhóm các ký hiệu “SYMBOLS.”
3, Ấn ENTER . Các ký hiệu được hiển thị như hình bên.
Giá trị chọn: YES, NO
Các nhóm ký hiệu được chọn:
KÝ TỰ SỐ, CHỮ CÁI TRONG VÒNG TRÒN, ĐƠN VỊ ĐO, KÝ HIỆU VĂN PHÒNG,
CHỮ MÉP TRÊN (kiểu số mũ), CHỮ MÉP DƯỚI (kiểu chỉ số), XÂY LẮP ĐIỆN, CHỮ IN
NGHIÊNG, CHỮ HY LẠP, CHỮ NGA LỚN, CHỮ NGA NHỎ
Lưu ý: CHỮ NGA LỚN “LARGE RUSSIAN” và CHỮ NGA NHỎ “SMALL RUSSIAN” có
thể hiển thị được trong máy LM-380E, các phiên bản A11-C, BSA và CE chọn tiếng Anh
là ngôn ngữ màn hình
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
38
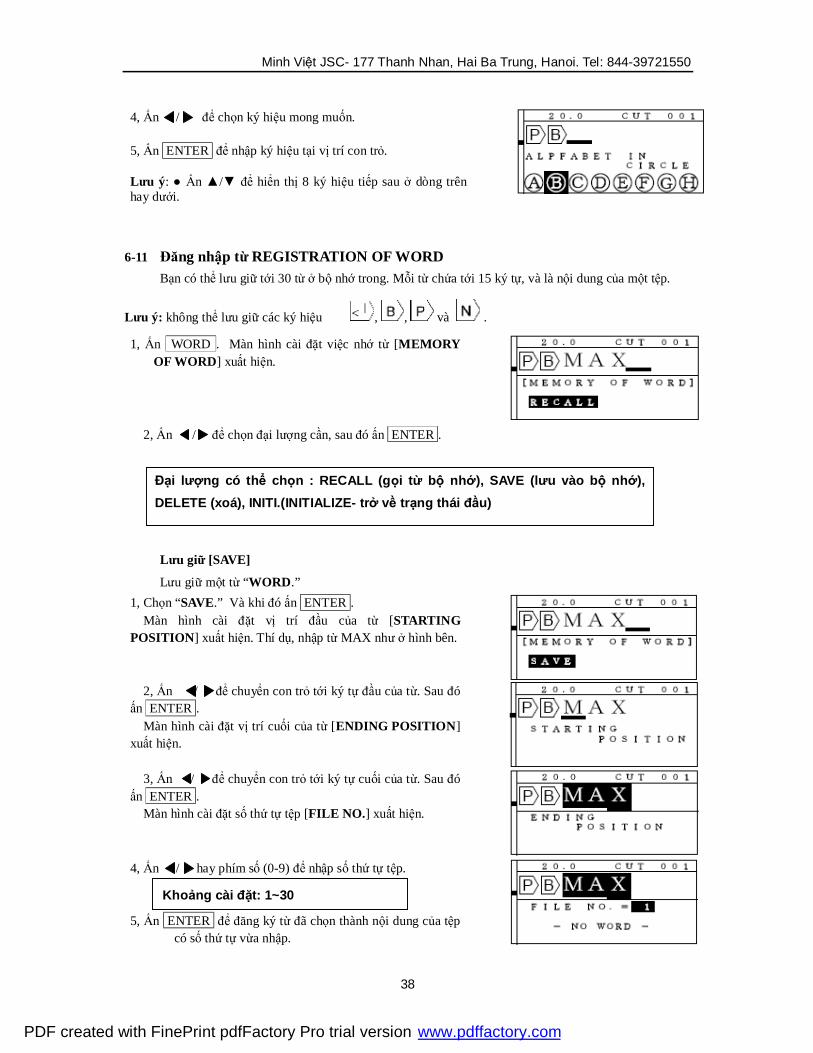
4, Ấn / để chọn ký hiệu mong muốn. 5, Ấn ENTER để nhập ký hiệu tại vị trí con trỏ. Lưu ý: ● Ấn ▲/▼ để hiển thị 8 ký hiệu tiếp sau ở dòng trên hay dưới.
6-11 Đăng nhập từ REGISTRATION OF WORD Bạn có thể lưu giữ tới 30 từ ở bộ nhớ trong. Mỗi từ chứa tới 15 ký tự, và là nội dung của một tệp.
Lưu ý: không thể lưu giữ các ký hiệu , , và .
1, Ấn WORD . Màn hình cài đặt việc nhớ từ [MEMORY OF WORD] xuất hiện.
2, Ấn / để chọn đại lượng cần, sau đó ấn ENTER .
Lưu giữ [SAVE]
Lưu giữ một từ “WORD.” 1, Chọn “SAVE.” Và khi đó ấn ENTER .
Màn hình cài đặt vị trí đầu của từ [STARTING POSITION] xuất hiện. Thí dụ, nhập từ MAX như ở hình bên.
2, Ấn / để chuyển con trỏ tới ký tự đầu của từ. Sau đó
ấn ENTER . Màn hình cài đặt vị trí cuối của từ [ENDING POSITION]
xuất hiện.
3, Ấn / để chuyển con trỏ tới ký tự cuối của từ. Sau đó ấn ENTER .
Màn hình cài đặt số thứ tự tệp [FILE NO.] xuất hiện.
4, Ấn / hay phím số (0-9) để nhập số thứ tự tệp. 5, Ấn ENTER để đăng ký từ đã chọn thành nội dung của tệp
có số thứ tự vừa nhập.
Khoảng cài đặt: 1~30
Đại lượng có thể chọn : RECALL (gọi từ bộ nhớ), SAVE (lưu vào bộ nhớ), DELETE (xoá), INITI.(INITIALIZE- trở về trạng thái đầu)
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
39
Gọi từ bộ nhớ [RECALL]
Gọi lại một từ “WORD”đã lưu trong bộ nhớ. 1, Chọn thao tác gọi từ bộ nhớ “RECALL.” Sau đó ấn
ENTER .
2, Ấn / hay phím số (0-9) để nhập số thứ tự tệp.
Từ của tệp được chọn được hiển thị bên dưới màn hình. 3, Ấn ENTER để nhập từ này tại vị trí con trỏ.
Xoá từ [DELETE]
Xoá một từ “WORD”đã đăng nhập. 1, Chọn DELETE . Và sau đó ấn ENTER .
2, Ấn / hay phím số (0-9) để nhập số thứ tự tệp. 3, Ấn ENTER để xoá từ này.
Trở về trạng thái ban đầu [INITI. INITIALIZE]
Xoá toàn bộ các từ “WORD” đã đăng nhập. 1, Chọn INITI. . Và khi đó ấn ENTER .
2, Ấn / để chọn “YES.” 3, Ấn ENTER để trở về trạng thái ban đầu (xoá toàn bộ từ đã đăng nhập)
6-12 Xem nội dung in IMAGE
Xem trước một đoạn văn bản để nhận các thông tin sau đây về ống và băng nhãn trước khi in:
1) Tổng độ dài in 2) Xem trước đoạn văn bản
Phím▲ : Tạm thời dừng việc chạy màn hình.
Phím : Tăng tốc độ chạy màn hình.
Phím : Giảm tốc độ chạy màn hình.
ESC : Thôi xem nội dung.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
40
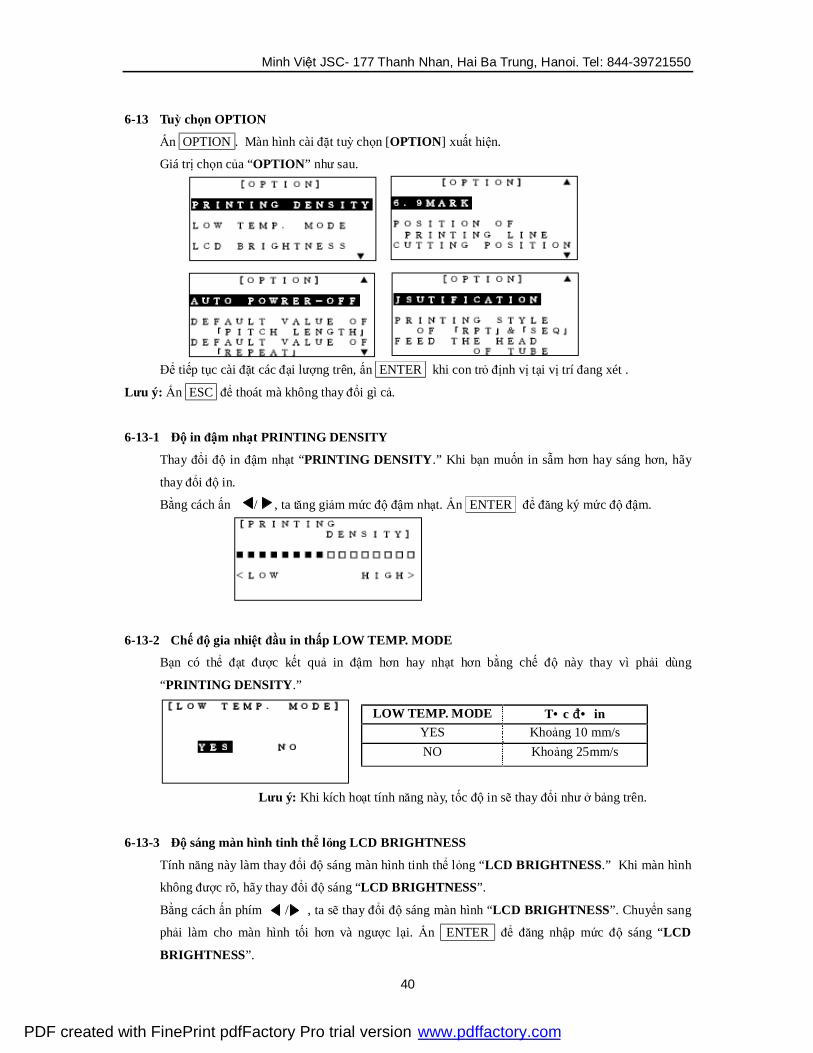
6-13 Tuỳ chọn OPTION
Ấn OPTION . Màn hình cài đặt tuỳ chọn [OPTION] xuất hiện.
Giá trị chọn của “OPTION” như sau.
Để tiếp tục cài đặt các đại lượng trên, ấn ENTER khi con trỏ định vị tại vị trí đang xét .
Lưu ý: Ấn ESC để thoát mà không thay đổi gì cả.
6-13-1 Độ in đậm nhạt PRINTING DENSITY
Thay đổi độ in đậm nhạt “PRINTING DENSITY.” Khi bạn muốn in sẫm hơn hay sáng hơn, hãy
thay đổi độ in.
Bằng cách ấn / , ta tăng giảm mức độ đậm nhạt. Ấn ENTER để đăng ký mức độ đậm.
6-13-2 Chế độ gia nhiệt đầu in thấp LOW TEMP. MODE
Bạn có thể đạt được kết quả in đậm hơn hay nhạt hơn bằng chế độ này thay vì phải dùng
“PRINTING DENSITY.”
Lưu ý: Khi kích hoạt tính năng này, tốc độ in sẽ thay đổi như ở bảng trên.
6-13-3 Độ sáng màn hình tinh thể lỏng LCD BRIGHTNESS
Tính năng này làm thay đổi độ sáng màn hình tinh thể lỏng “LCD BRIGHTNESS.” Khi màn hình
không được rõ, hãy thay đổi độ sáng “LCD BRIGHTNESS”.
Bằng cách ấn phím / , ta sẽ thay đổi độ sáng màn hình “LCD BRIGHTNESS”. Chuyển sang
phải làm cho màn hình tối hơn và ngược lại. Ấn ENTER để đăng nhập mức độ sáng “LCD
BRIGHTNESS”.
LOW TEMP. MODE T•c đ• in YES Khoảng 10 mm/s NO Khoảng 25mm/s
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
41
Lưu ý: ● Có thể chỉnh độ sáng “LCD BRIGHTNESS” bằng cách sau.
1, Bật nguồn máy in.
2, Để tăng độ sáng “LCD BRIGHTNESS,” ấn phím P .
Để giảm độ sáng “LCD BRIGHTNESS,” ấn phím L .
● Khi nhiệt độ thấp, hãy thay đổi độ sáng màn hình “LCD BRIGHTNESS.”
6-13-4 In ký tự “6, 9” MARK
Cài đặt việc in 6 và 9 cho đoạn văn bản.
Sau khi chọn giá trị in bằng cách ấn phím ▲/▼, ấn ENTER để đăng nhập giá trị cài đặt.
6-13-5 Vị trí của dòng in POSITION OF PRINTING LINE
Điều chỉnh vị trí của dòng in “POSITION OF PRINTING LINE.”
Bằng cách ấn / , bạn nâng cao (+) hay hạ thấp (-) vị trí của dòng in.
Ấn ENTER để đăng nhập giá trị cài đặt.
6-13-6 Vị trí cắt CUTTING POSITION
Điều chỉnh vị trí cắt “CUTTING POSITION.”
Bằng cách ấn / , bạn tăng hay giảm vị trí cắt.
Ấn ENTER để đăng nhập giá trị cài đặt.
6-13-7 Tự động tắt nguồn AUTO POWER-OFF
Cài đặt Tự động tắt nguồn “AUTO POWER- OFF.”
Giá trị chọn: (6 9), (6_ 9_), (6. 9.)
Khoảng cài đặt: -2.0~+2.0mm
A B C (Tăng)
(Giảm)
(Kết quả in)
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
42
Sau khi chọn đại lượng này bằng các phím / , ấn ENTER để đăng nhập giá trị cài đặt.
Lưu ý: Khi chọn “YES”, nếu bạn không nhập dữ liệu trong vòng 5 phút, nguồn làm việc của máy sẽ tự
động ngắt, màn hình sẽ tối đi.
6-13-8 Giá trị mặc định của độ dài đoạn DEFAULT VALUE OF “PITCH LENGTH”
Cài đặt giá trị mặc định của độ dài đoạn “PITCH LENGTH.”
Lưu ý: Giá trị mặc định cài đặt ban đầu tại nhà máy là “TUBE = 20mm và TAPE = 10mm”.
Sau khi đặt giá trị mong muốn bằng các phím ▲/▼/ / , ấn ENTER để đăng nhập giá trị cài đặt
này.
Lưu ý: Nếu bạn ấn DELETE , giá trị này sẽ trở về giá trị mặc định của nhà máy.
6-13-9 Giá trị mặc định của số lần lặp DEFAULT VALUE OF “REPEAT”
Cài đặt giá trị mặc định của số lần lặp “REPEAT.”
Lưu ý: Giá trị mặc định ban đầu của nhà máy là “TUBE = 2pcs. và TAPE = 1pcs.”.
Sau khi đặt giá trị mong muốn bằng các phím ▲/▼/ / , ấn ENTER để đăng nhập giá trị cài đặt
này.
Lưu ý: Nếu bạn ấn DELETE , giá trị này sẽ trở về giá trị mặc định của nhà máy.
6-13-10 Căn lề JUSTIFICATION
Cài đặt cách căn lề “JUSTIFICATION” cho đoạn văn bản trong chế độ in thông thường
[NORMAL PRINT MODE].
Lưu ý: ● Cài đặt này chỉ áp dụng trong chế độ in thông thường [NORMAL PRINT MODE].
● Còn căn lề cho các ký tự trong chế độ in phân đoạn [PITCH PRINT MODE] luôn là căn giữa
“CENTER.”
Khoảng cài đặt: “Tube”=10.0~60.0mm; “Tape”=4.0~60.0mm
Khoảng cài đặt: 1~100pcs.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
43
Sau khi đặt giá trị mong muốn bằng các phím ▲/▼, ấn ENTER để đăng nhập giá trị cài đặt này.
6-13-11 Kiểu in của “In lặp” và “In theo trình tự” “PRINTING STYLE OF “RPT” & “SEQ”
Cài đặt kiểu in của “In lặp” và “In theo trình tự” “REPEAT and SEQUENCE”.
Giá trị mặc định tại nhà máy của kiểu in “PRINTING STYLE” là “A : 11, 22, 33”.
Nếu bạn dùng đồng thời chức năng in lặp và in theo trình tự “REPEAT và SEQUENCE”, bạn có thể
chọn kiểu in là “A : 11, 22, 33” hay “B : 123, 123.”
Thí dụ) REPEAT :2 pcs. SEQUENCE : 01~03
(“A : 11, 22, 33”) 01 01 02 02 03 03
(B : 123, 123) 01 02 03 01 02 03
1. Chọn kiểu in của “In lặp” và “In theo trình tự” “PRINTING STYLE OF “RPT” & “SEQ”
trong menu “OPTION”.
2. Ấn ▲/▼ để chọn kiểu in
Lưu ý: Nếu bạn ấn DELETE , giá trị này sẽ trở về giá trị mặc định của nhà máy.
3. Ấn ENTER để đăng nhập giá trị mới.
6-13-12 Rà cuốn đầu ống FEED THE HEAD OF TUBE
Cài đặt khoảng đầu ống không in “FEED THE HEAD OF TUBE”.
Sau khi đặt giá trị mong muốn bằng các phím / , ấn ENTER để đăng nhập giá trị cài đặt này.
Giá trị chọn: LEFT (căn trái), CENTER (căn giữa), RIGHT (căn phải)
( 2 pcs. )
( 2 pcs.)
Kết quả in
Kết quả in
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
44
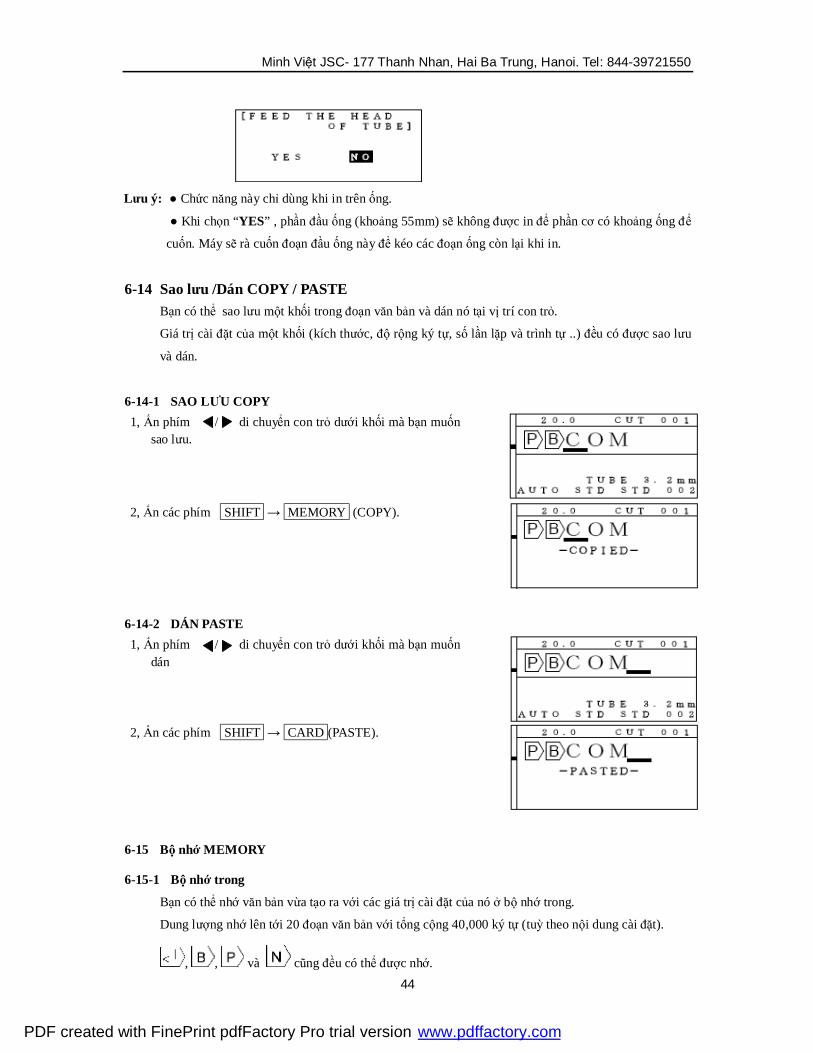
Lưu ý: ● Chức năng này chỉ dùng khi in trên ống.
● Khi chọn “YES” , phần đầu ống (khoảng 55mm) sẽ không được in để phần cơ có khoảng ống để
cuốn. Máy sẽ rà cuốn đoạn đầu ống này để kéo các đoạn ống còn lại khi in.
6-14 Sao lưu /Dán COPY / PASTE Bạn có thể sao lưu một khối trong đoạn văn bản và dán nó tại vị trí con trỏ.
Giá trị cài đặt của một khối (kích thước, độ rộng ký tự, số lần lặp và trình tự ..) đều có được sao lưu
và dán.
6-14-1 SAO LƯU COPY 1, Ấn phím / di chuyển con trỏ dưới khối mà bạn muốn
sao lưu.
2, Ấn các phím SHIFT → MEMORY (COPY).
6-14-2 DÁN PASTE 1, Ấn phím / di chuyển con trỏ dưới khối mà bạn muốn
dán
2, Ấn các phím SHIFT → CARD (PASTE).
6-15 Bộ nhớ MEMORY
6-15-1 Bộ nhớ trong
Bạn có thể nhớ văn bản vừa tạo ra với các giá trị cài đặt của nó ở bộ nhớ trong.
Dung lượng nhớ lên tới 20 đoạn văn bản với tổng cộng 40,000 ký tự (tuỳ theo nội dung cài đặt).
, , và cũng đều có thể được nhớ.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
45
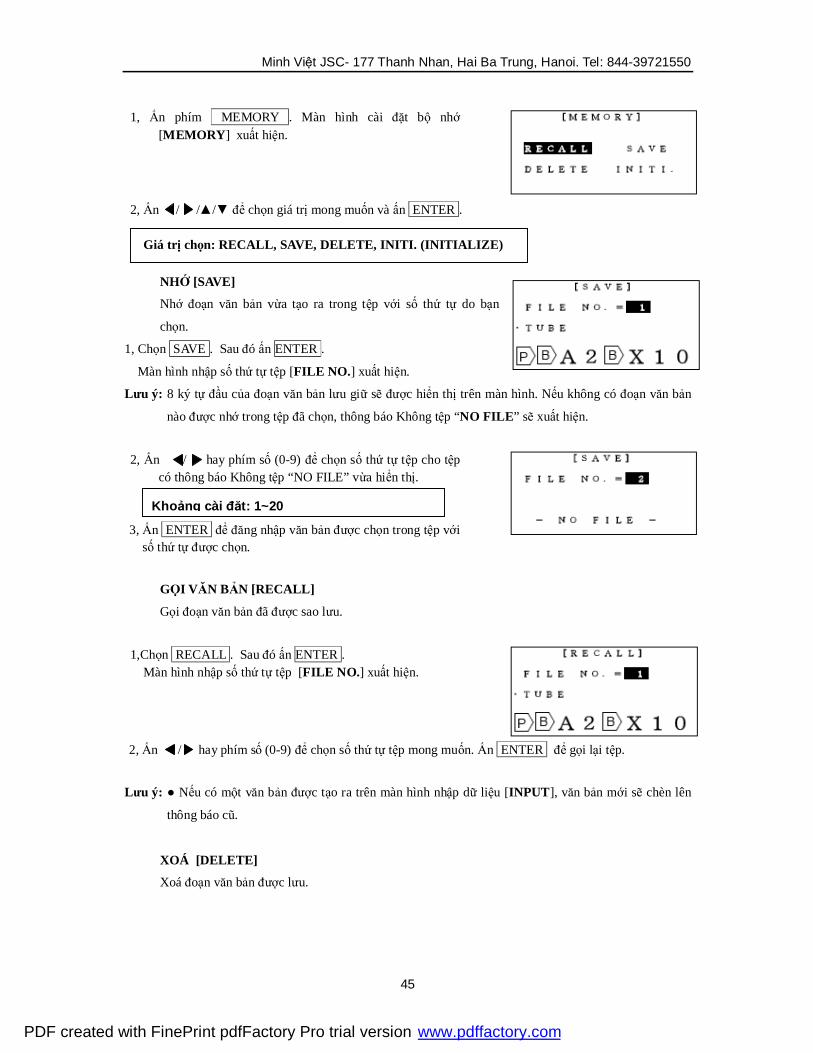
1, Ấn phím MEMORY . Màn hình cài đặt bộ nhớ [MEMORY] xuất hiện.
2, Ấn / /▲/▼ để chọn giá trị mong muốn và ấn ENTER .
Giá trị chọn: RECALL, SAVE, DELETE, INITI. (INITIALIZE)
NHỚ [SAVE]
Nhớ đoạn văn bản vừa tạo ra trong tệp với số thứ tự do bạn
chọn.
1, Chọn SAVE . Sau đó ấn ENTER .
Màn hình nhập số thứ tự tệp [FILE NO.] xuất hiện.
Lưu ý: 8 ký tự đầu của đoạn văn bản lưu giữ sẽ được hiển thị trên màn hình. Nếu không có đoạn văn bản
nào được nhớ trong tệp đã chọn, thông báo Không tệp “NO FILE” sẽ xuất hiện.
2, Ấn / hay phím số (0-9) để chọn số thứ tự tệp cho tệp
có thông báo Không tệp “NO FILE” vừa hiển thị. 3, Ấn ENTER để đăng nhập văn bản được chọn trong tệp với
số thứ tự được chọn.
GỌI VĂN BẢN [RECALL]
Gọi đoạn văn bản đã được sao lưu.
1,Chọn RECALL . Sau đó ấn ENTER .
Màn hình nhập số thứ tự tệp [FILE NO.] xuất hiện.
2, Ấn / hay phím số (0-9) để chọn số thứ tự tệp mong muốn. Ấn ENTER để gọi lại tệp.
Lưu ý: ● Nếu có một văn bản được tạo ra trên màn hình nhập dữ liệu [INPUT], văn bản mới sẽ chèn lên
thông báo cũ.
XOÁ [DELETE]
Xoá đoạn văn bản được lưu.
Khoảng cài đặt: 1~20
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
46
1, Chọn DELETE . Và sau đó ấn ENTER . Màn hình nhập số thứ tự tệp [FILE NO.] xuất hiện.
2, Ấn / hay phím số (0-9) để chọn số thứ tự tệp mong muốn. Ấn ENTER để xoá tệp.
TRỞ VỀ TRẠNG THÁI BAN ĐẦU [INITIALIZE]
Xoá tất cả các văn bản lưu giữ ở bộ nhớ trong.
1, Chọn INITIALIZE . Sau đó ấn ENTER .
2, Sau khi chọn “YES“ bằng cách ấn phím / , bạn ấn ENTER để xoá các văn bản ở bộ nhớ trong.
6-15-2 Bộ nhớ ngoài EXTERNAL MEMORY
Bạn có thể lưu giữ các văn bản ở các bộ nhớ ngoài như thẻ nhớ (CF card).
Khuôn dạng dữ liệu có thể chọn loại “CSV” hay “LMF”.
● Dữ liệu loại “CSV” có thể được soạn trên Excel của Windows trong máy tính cá nhân.
● Dữ liệu loại “LMF” có thể được soạn bằng phần mềm chính hãng MAX “LETATWIN PC
EDITOR” trong máy tính cá nhân. Phần mềm này có trong đĩa CD đi kèm với máy LM-380E.
(Xem 8: SOẠN DỮ LIỆU TRÊN MÁY TÍNH CÁ NHÂN) 1, Nhét thẻ nhớ (CF card) vào máy LM-380E. (Xem 3-5: Nhét thẻ nhớ vào máy)
2, Ấn CARD . Màn hình cài đặt thẻ nhớ [MEMORY CARD] xuất hiện.
3, Sau khi chọn thông số bằng cách ấn phím ▲/▼, bạn ấn ENTER .
4, Các màn hình sau hiển thị các thao tác đã chọn. Ấn ▲/▼ để chọn.
Giá trị chọn: RECALL, SAVE, DELETE RECALL = Gọi lại tệp đã nhớ trong thẻ nhớ (CF card).
SAVE = Ghi nhớ văn bản vào trong thẻ nhớ (CF card).
DELETE = Xoá văn bản trong thẻ nhớ (CF card).
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
47
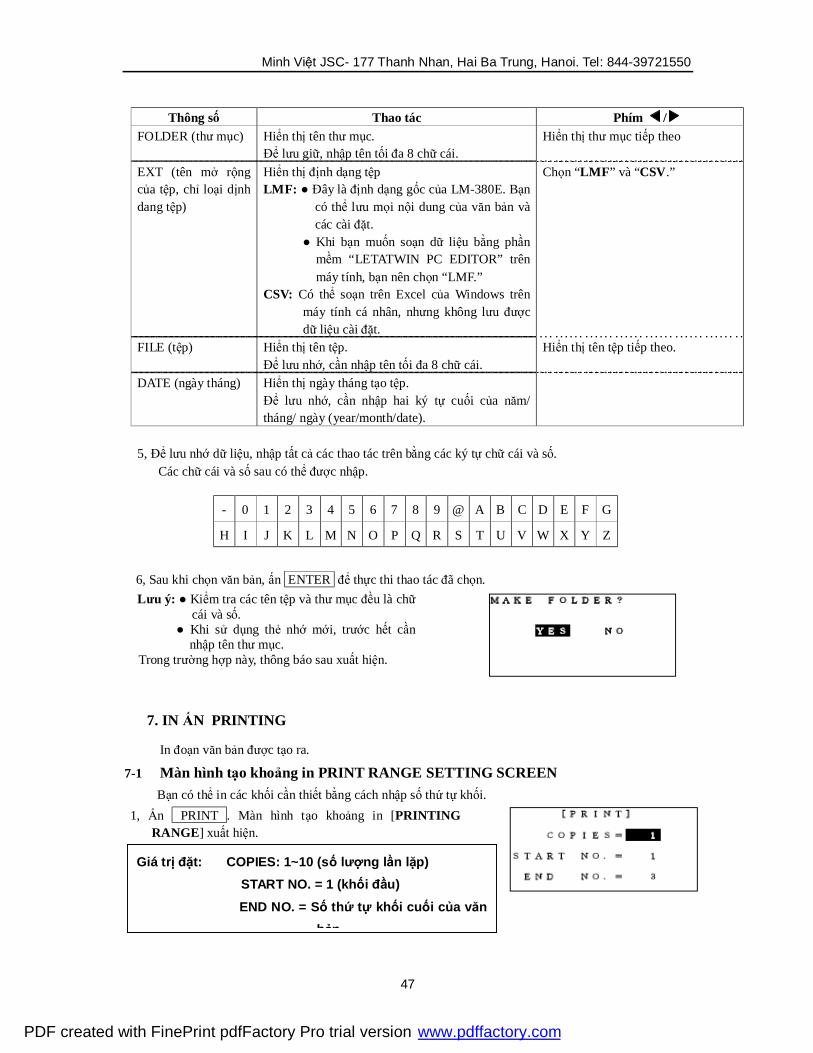
Thông số Thao tác Phím / FOLDER (thư mục) Hiển thị tên thư mục.
Để lưu giữ, nhập tên tối đa 8 chữ cái. Hiển thị thư mục tiếp theo
EXT (tên mở rộng của tệp, chỉ loại dịnh dang tệp)
Hiển thị định dạng tệp LMF: ● Đây là định dạng gốc của LM-380E. Bạn
có thể lưu mọi nội dung của văn bản và các cài đặt.
● Khi bạn muốn soạn dữ liệu bằng phần mềm “LETATWIN PC EDITOR” trên máy tính, bạn nên chọn “LMF.”
CSV: Có thể soạn trên Excel của Windows trên máy tính cá nhân, nhưng không lưu được dữ liệu cài đặt.
Chọn “LMF” và “CSV.”
FILE (tệp) Hiển thị tên tệp. Để lưu nhớ, cần nhập tên tối đa 8 chữ cái.
Hiển thị tên tệp tiếp theo.
DATE (ngày tháng) Hiển thị ngày tháng tạo tệp. Để lưu nhớ, cần nhập hai ký tự cuối của năm/ tháng/ ngày (year/month/date).
5, Để lưu nhớ dữ liệu, nhập tất cả các thao tác trên bằng các ký tự chữ cái và số.
Các chữ cái và số sau có thể được nhập.
- 0 1 2 3 4 5 6 7 8 9 @ A B C D E F G
H I J K L M N O P Q R S T U V W X Y Z
6, Sau khi chọn văn bản, ấn ENTER để thực thi thao tác đã chọn. Lưu ý: ● Kiểm tra các tên tệp và thư mục đều là chữ
cái và số. ● Khi sử dụng thẻ nhớ mới, trước hết cần
nhập tên thư mục. Trong trường hợp này, thông báo sau xuất hiện.
7. IN ẤN PRINTING
In đoạn văn bản được tạo ra.
7-1 Màn hình tạo khoảng in PRINT RANGE SETTING SCREEN Bạn có thể in các khối cần thiết bằng cách nhập số thứ tự khối.
1, Ấn PRINT . Màn hình tạo khoảng in [PRINTING RANGE] xuất hiện.
Giá trị đặt: COPIES: 1~10 (số lượng lần lặp) START NO. = 1 (khối đầu) END NO. = Số thứ tự khối cuối của văn
bản.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
48
Chức năng của “COPIES” LM-380E in đoạn văn bản được tạo ra với số lần lặp của “COPIES” Nếu “2” được nhập trong “COPIES”, LM-380E sẽ tự in đoạn văn bản này cả thảy 2 lần. 2, Ấn / hay phím số (0-9) để nhập giá trị số cho “COPIES “, “START NO.” và “END NO.”. 3. Ấn ENTER sau khi nhập “END NO”. Khi đó màn hình chỉnh độ dài in [PRINTING LENGTH
ALIGHNMENT] xuất hiện.
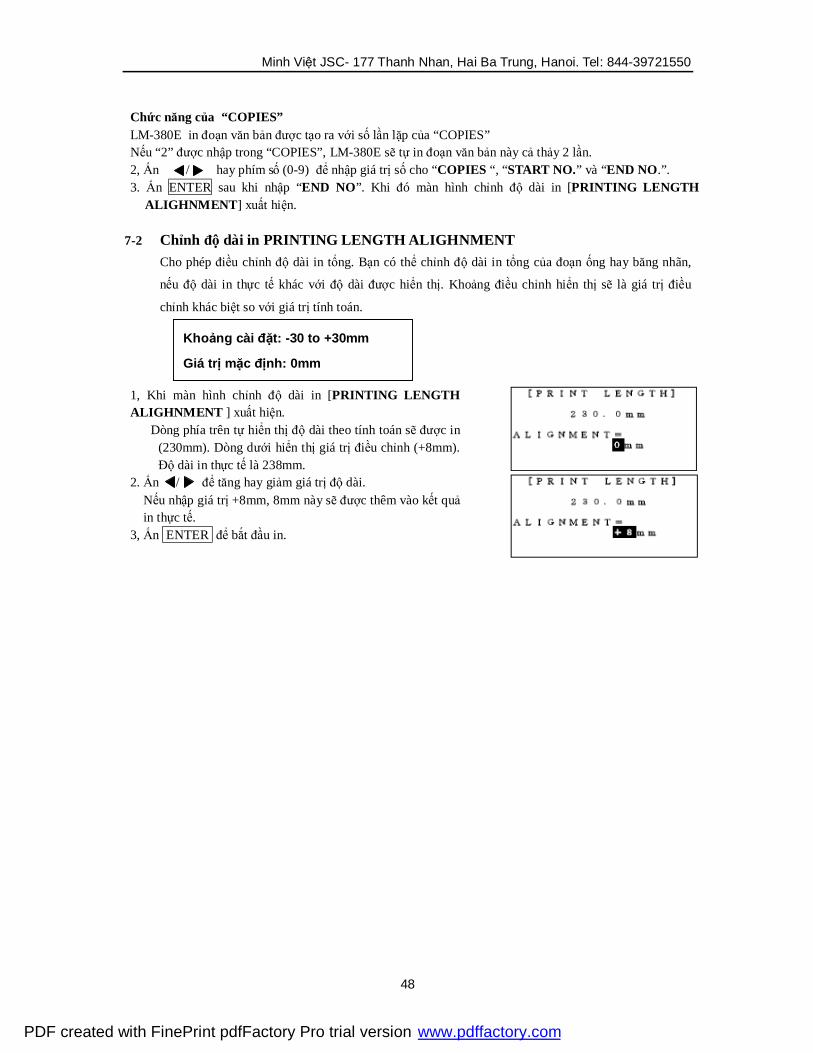
7-2 Chỉnh độ dài in PRINTING LENGTH ALIGHNMENT Cho phép điều chỉnh độ dài in tổng. Bạn có thể chỉnh độ dài in tổng của đoạn ống hay băng nhãn,
nếu độ dài in thực tế khác với độ dài được hiển thị. Khoảng điều chỉnh hiển thị sẽ là giá trị điều
chỉnh khác biệt so với giá trị tính toán.
1, Khi màn hình chỉnh độ dài in [PRINTING LENGTH ALIGHNMENT ] xuất hiện.
Dòng phía trên tự hiển thị độ dài theo tính toán sẽ được in (230mm). Dòng dưới hiển thị giá trị điều chỉnh (+8mm). Độ dài in thực tế là 238mm.
2. Ấn / để tăng hay giảm giá trị độ dài. Nếu nhập giá trị +8mm, 8mm này sẽ được thêm vào kết quả in thực tế.
3, Ấn ENTER để bắt đầu in.
Khoảng cài đặt: -30 to +30mm
Giá trị mặc định: 0mm
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
49
8. SOẠN DỮ LIỆU TRÊN MÁY TÍNH CÁ NHÂN
Bạn có thể soạn thảo các dữ liệu định dạng “CSV” hay “LMF” thông qua thẻ nhớ (CF card) được
tạo bởi phần mềm “LETATWIN PC EDITOR” trên máy tính cá nhân.
Dữ liệu “CSV” chỉ chứa các các thông tin văn bản.
Dữ liệu “LMF” chứa các các thông tin văn bản và giá trị cài đặt (như cách thức in, số lần in …).
Lưu ý: Cách thức sử dụng phần mềm “LETATWIN PC EDITOR” có trong đĩa CD đi kèm theo máy in.
Xem trong trình đơn “HELP” của “LETATWIN PC EDITOR” sau khi cài đặt phần mềm này.
Cài đặt phần mềm “LETATWIN PC EDITOR” vào máy tính cá nhân
(Cấu hình yêu cầu) OS :Windows 98/Me /2000/ XP/ CPU :Intel
Pentium, 150MHz hay cao hơn; Bộ nhớ:128 MB hay cao hơn/ Dung lượng ổ cứng HDD còn trống : 100 MB hay cao hơn. Ổ đĩa CD- ROM. 1, Trước khi cài đặt “LETATWIN PC EDITOR”, hãy thoát khỏi các phần mềm ứng dụng và lưu trú khác.
2, Đặt đĩa CD-ROM chứa phần mềm vào trong máy tính. 3, Cài đặt phần mềm theo chỉ dẫn hiện trên màn hình. Lưu ý: Trong trường hợp hệ điều hành không là phiên bản
Trung Quốc hay Đài Loan (tức là loại tiếng Anh thông dụng), màn hình sau đây sẽ xuất hiện. Bạn hãy chọn kiểu máy LM-380E của bạn. Với thị trường Việt Nam, kiểu này là LM-380E-A11 hay C72
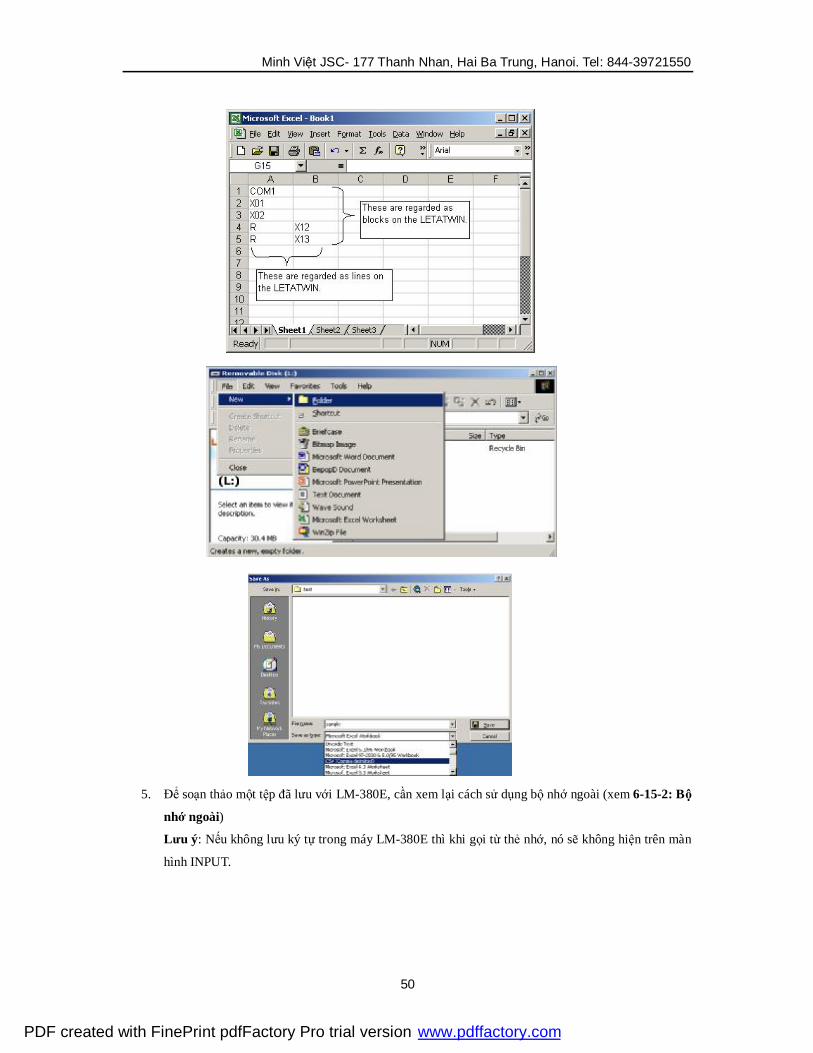
8-1 Lưu dữ liệu máy tính vào thẻ nhớ (card FC)
1. Khởi động Excel của Microsoft. Trên màn hình Excel, nhập ký tự như sau:
2. Sau khi nhập dữ liệu, hãy chọn “Save as …”
3. Tạo một thư mục mới. Tên thư mục là chữ cái hay số với tối đa 8 ký tự. Lưu ý LM-380E không đọc
được tên tệp có ký tự Trung Quốc.
4. Chọn ổ của thẻ nhớ (card FC) để lưu.
Chọn loại tệp là “CSV”
Tạo dữ liệu sau bằng file Excel
COM1 X01 X02 R X12
R X13
Không đặt được kích thước ký tự và độ dài in
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
50
5. Để soạn thảo một tệp đã lưu với LM-380E, cần xem lại cách sử dụng bộ nhớ ngoài (xem 6-15-2: Bộ
nhớ ngoài)
Lưu ý: Nếu không lưu ký tự trong máy LM-380E thì khi gọi từ thẻ nhớ, nó sẽ không hiện trên màn
hình INPUT.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
51
8-2 Tải lại dữ liệu trong bộ nhớ ngoài (card FC) lên máy tính PC.
Thí dụ: Giả sử ta đã lưu nội dung bên phải vào card FC bằng LM-380E.
Lưu ý: Để lưu vào card FC, xem 6-15-2: Bộ nhớ ngoài)
1. Khởi động Excel của
Microsoft;
2. Mở dữ liệu trong card
FC, chọn “All files” liên
quan đến kiểu tệp mở
3. Dữ liệu được tải lên
Excel
Lưu ý: Các giá trị đặt của
“"Sequential No." (Số trình tự)
hay "Repeat" (lặp) sẽ xuất hiện
độc lập trên Excel.
B 20 .0 CUT 001
X COM TUBE 3.2mm AUTO STD STD 02
B N (Dữ liệu cài đặt)
Số trình tự= Start: 01, END:03 (cơ số 10), Repeat = 2 lần mỗi số
Thư mục = LM380, Tên tệp = TEST01
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
52
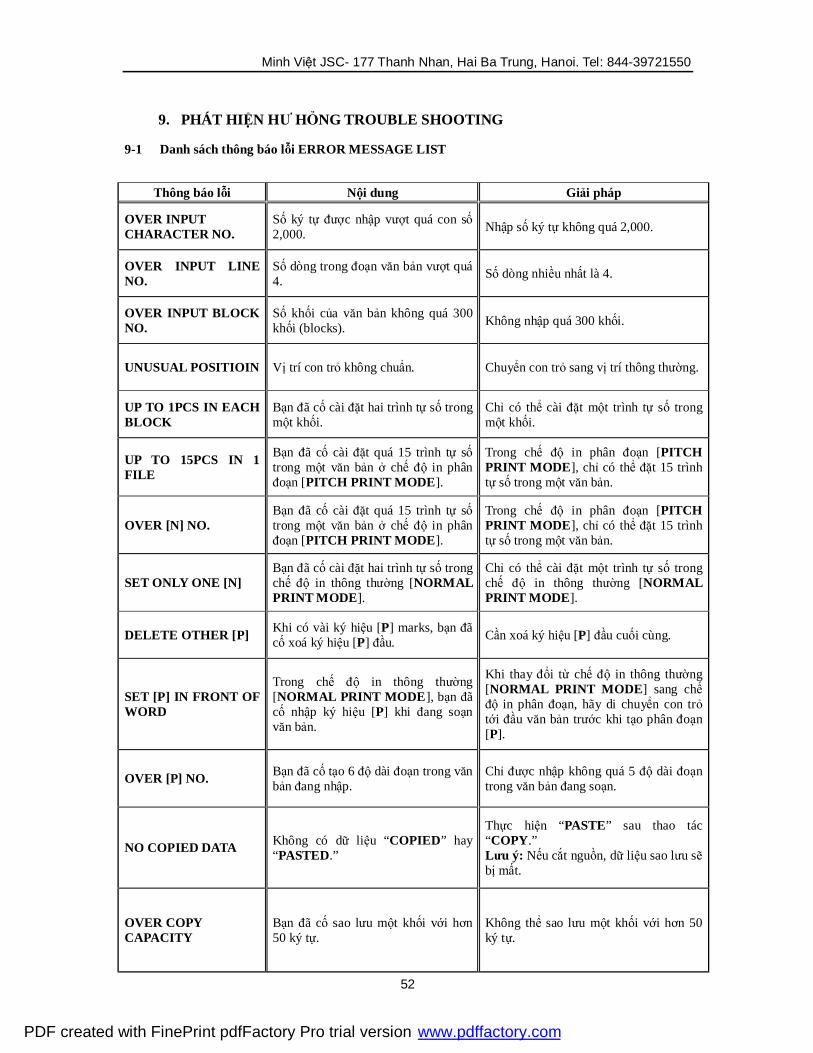
9. PHÁT HIỆN HƯ HỎNG TROUBLE SHOOTING
9-1 Danh sách thông báo lỗi ERROR MESSAGE LIST
Thông báo lỗi Nội dung Giải pháp
OVER INPUT CHARACTER NO.
Số ký tự được nhập vượt quá con số 2,000. Nhập số ký tự không quá 2,000.
OVER INPUT LINE NO.
Số dòng trong đoạn văn bản vượt quá 4. Số dòng nhiều nhất là 4.
OVER INPUT BLOCK NO.
Số khối của văn bản không quá 300 khối (blocks). Không nhập quá 300 khối.
UNUSUAL POSITIOIN Vị trí con trỏ không chuẩn. Chuyển con trỏ sang vị trí thông thường.
UP TO 1PCS IN EACH BLOCK
Bạn đã cố cài đặt hai trình tự số trong một khối.
Chỉ có thể cài đặt một trình tự số trong một khối.
UP TO 15PCS IN 1 FILE
Bạn đã cố cài đặt quá 15 trình tự số trong một văn bản ở chế độ in phân đoạn [PITCH PRINT MODE].
Trong chế độ in phân đoạn [PITCH PRINT MODE], chỉ có thể đặt 15 trình tự số trong một văn bản.
OVER [N] NO. Bạn đã cố cài đặt quá 15 trình tự số trong một văn bản ở chế độ in phân đoạn [PITCH PRINT MODE].
Trong chế độ in phân đoạn [PITCH PRINT MODE], chỉ có thể đặt 15 trình tự số trong một văn bản.
SET ONLY ONE [N] Bạn đã cố cài đặt hai trình tự số trong chế độ in thông thường [NORMAL PRINT MODE].
Chỉ có thể cài đặt một trình tự số trong chế độ in thông thường [NORMAL PRINT MODE].
DELETE OTHER [P] Khi có vài ký hiệu [P] marks, bạn đã cố xoá ký hiệu [P] đầu. Cần xoá ký hiệu [P] đầu cuối cùng.
SET [P] IN FRONT OF WORD
Trong chế độ in thông thường [NORMAL PRINT MODE], bạn đã cố nhập ký hiệu [P] khi đang soạn văn bản.
Khi thay đổi từ chế độ in thông thường [NORMAL PRINT MODE] sang chế độ in phân đoạn, hãy di chuyển con trỏ tới đầu văn bản trước khi tạo phân đoạn [P].
OVER [P] NO. Bạn đã cố tạo 6 độ dài đoạn trong văn bản đang nhập.
Chỉ được nhập không quá 5 độ dài đoạn trong văn bản đang soạn.
NO COPIED DATA Không có dữ liệu “COPIED” hay “PASTED.”
Thực hiện “PASTE” sau thao tác “COPY.” Lưu ý: Nếu cắt nguồn, dữ liệu sao lưu sẽ bị mất.
OVER COPY CAPACITY
Bạn đã cố sao lưu một khối với hơn 50 ký tự.
Không thể sao lưu một khối với hơn 50 ký tự.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
53
Thông báo lỗi Nội dung Giải pháp
INITIALIZE AFTER DELETE ALL FILES
Bạn đã cố trở về trạng thái đầu khi đang nhập văn bản.
Thực hiện trở về trạng thái cài đặt ban đầu sau khi xoá tất cả các văn bản.
NO INPUT FILE Bạn đã cố in khi không có tệp nào được nhập.
Thực hiện in sau khi nhập một tệp nào đó.
OVER PRINTING SIZE
Tệp được in không khớp với vật liệu in về kích thước.
Giảm số dòng, khoảng cách giữa các dòng hay kích thước ký tự cho khớp với vật liệu in mới.
OVER PRINTING LENGTH
Bị in vượt quá độ dài in đặt trong “PRINTING LENGTH”.
Không thể in quá giá trị trong “PRINTING LENGTH.”
OVER PITCH LENGTH
Số lượng ký tự được nhập không có trong độ dài in “PITCH LENGTH” được cài đặt.
Thay đổi độ dài in “PITCH LENGTH” hay số lượng ký tự để đăng nhập.
OVER TOTAL PRINT LENGTH
Vượt quá độ dài in trong một lần đối với: Ống: 20m Băng nhãn: 5m
Bạn không thể in quá độ dài tối đa đặt trong “PRINTING LENGTH.” Thay đổi giá trị cài đặt hay chia khoảng in bằng cách dùng cài đặt khoảng in (print range setting).
NO PRINTED MATERIAL Không lắp vật tư in khi in. Lắp vật tư in.
COVER IS OPENED Nắp máy in để mở khi in. Không thể in khi nắp máy đang mở. Hãy đóng nắp.
THERMAL HEAD IS UNUSUAL
Không thể in tiếp vì nhiệt độ đầu in quá cao.
Sau khi dừng một lát cho nguội, bạn hãy tiếp tục in.
ERROR IN HALF CUT OPERATION
Không thể in vì bộ phận dao cắt không làm việc bình thường.
Rà cuốn [FEED] vật tư in hay thay dao cắt nửa ống.
CARD UNIDENTIFIABLE Thẻ nhớ không được định dạng tốt.
Cố định dạng (format) lại. Chỉ được phép dùng định dạng kiểu “FAT12” và “FAT16”.
NO CARD Không lắp thẻ nhớ. Cần lắp thẻ nhớ.
OVER CAPACITY Thẻ nhớ không còn bộ nhớ trống. Sử dụng thẻ nhớ mới hay xoá các tệp không cần thiết.
CANNOT RECALL THIS FILE
Bạn đã cố đọc một tệp có định dạng loại khác.
LETATWIN chỉ có thể đọc được các tệp định dạng loại “CSV” hay “LMF”.
ACCESS ERROR Không thực hiện được thao tác đọc/ghi thẻ nhớ.
Sau khi ngắt nguồn LM-380E, nhét lại thẻ nhớ.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com

Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
54
9-2 Phát hiện hư hỏng TROUBLESHOOTING
Vấn đề Giải pháp 1, Nguồn đang bật nhưng:
1) Màn hình không sáng. 2) Màn hình tối (hay quá sáng)
• Kiểm tra cáp nguồn được nối chặt với ổ cắm và bộ đổi nguồn.
• Độ sáng thay đổi phụ thuộc vào nhiệt độ môi trường, nhưng nó có thể được điều chỉnh trong chế độ cài đặt tuỳ chọn.
2, Khi đang in ống: 1) Máy không in được. 2) Nét in bị mờ (mảnh). 3) Thỉnh thoảng máy không in được. 4) Nét in bị nhoè (đậm). 5) Ống bị ngắn hơn giá trị đặt. 6) Các ký tự không được căn giữa. 7) Ống bị kẹt. 8) Có đường kẻ trắng trong các ký tự
được in.
• Kiểm tra xem nắp máy đã đóng chặt chưa. • Kiểm tra xem đã lắp ống đúng cách chưa. • Kiểm tra xem đường kính ống đã đúng chưa. • Kiểm tra xem băng mực đã được lắp đúng cách chưa. • Kiểm tra xem có đất, dầu bẩn … dính vào ống. • Nếu nhiệt độ môi trường thấp hơn 150C hay cao hơn 350C,
có thể xảy ra lỗi in.
Lưu ý: ●Độ in đậm “PRINTING DENSITY” có thể điều chỉnh trong chế độ cài đặt tuỳ chọn . ● Thay đổi tốc độ in trong Chế độ gia nhiệt đầu in thấp
“LOW TEMP. MODE (10mm/s),” có thể làm tăng chất lượng in.
• Kiểm tra xem ống có bị quấn vào lõi dây không. Chỉnh ống dây sao cho có thể kéo ra với lực nhỏ (khoảng 200g).
• Kiểm tra xem ống có bị xoắn vặn và đã được lắp chưa. • Kiểm tra xem rulô cuốn có sạch sẽ không. • Kiểm tra xem không có đầu thừa của ống rơi vào máy in. • Tháo ống bị kẹt bằng chức năng “FEED”. Không kéo ống
bằng tay. ● Đầu in có thể bị hỏng. Bạn cần liên hệ với Đại lý bán hàng.
Lưu ý:● Không dùng ống lấm bẩn hay dính vật liệu khác vì có thể làm hỏng đầu in.
3, Khi in băng nhãn: 1) Không thể lắp được băng nhãn. 2) Máy không thể in được. 3) Nét in bị mờ (mảnh). 4) Nét in bị nhoè (đậm).
5) Băng nhãn bị ngắn hơn giá trị đặt. 6) Các ký tự không được căn giữa.
• Lưu ý vị trí của thanh trượt (switching lever). • Kiểm tra rằng đã lắp băng đúng cách. • Kiểm tra xem giá trị đặt về độ rộng của băng là chuẩn. • Kiểm tra xem đã lắp băng mực in đúng cách . • Chắc chắn xem không có đất, dầu bẩn … dính vào băng. • Nếu nhiệt độ môi trường thấp hơn 150C hay cao hơn 350C,
có thể xảy ra lỗi in. Lưu ý: ●Độ in đậm “PRINTING DENSITY” có thể điều
chỉnh trong chế độ cài đặt tuỳ chọn. • Kiểm tra xem rulô cuốn có sạch sẽ không. • Kiểm tra xem không có đầu thừa của ống và băng nhãn rơi
vào máy in.
Lưu ý: ● Vị trí căn giữa khi in có thể được điều chỉnh bởi chức
năng cài đặt tuỳ chọn vị trí cắt (optional setting adjusting the cut position).
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
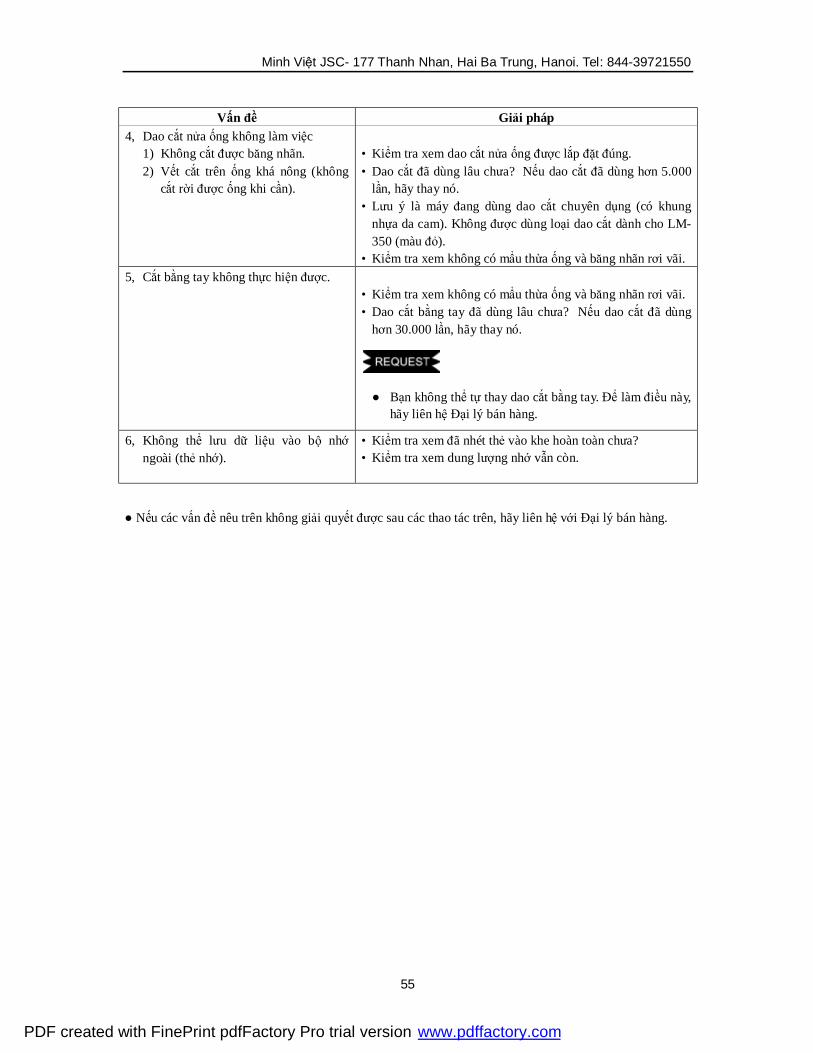
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
55
Vấn đề Giải pháp 4, Dao cắt nửa ống không làm việc
1) Không cắt được băng nhãn. 2) Vết cắt trên ống khá nông (không
cắt rời được ống khi cần).
• Kiểm tra xem dao cắt nửa ống được lắp đặt đúng. • Dao cắt đã dùng lâu chưa? Nếu dao cắt đã dùng hơn 5.000
lần, hãy thay nó. • Lưu ý là máy đang dùng dao cắt chuyên dụng (có khung
nhựa da cam). Không được dùng loại dao cắt dành cho LM-350 (màu đỏ).
• Kiểm tra xem không có mẩu thừa ống và băng nhãn rơi vãi. 5, Cắt bằng tay không thực hiện được.
• Kiểm tra xem không có mẩu thừa ống và băng nhãn rơi vãi. • Dao cắt bằng tay đã dùng lâu chưa? Nếu dao cắt đã dùng
hơn 30.000 lần, hãy thay nó. ● Bạn không thể tự thay dao cắt bằng tay. Để làm điều này,
hãy liên hệ Đại lý bán hàng.
6, Không thể lưu dữ liệu vào bộ nhớ ngoài (thẻ nhớ).
• Kiểm tra xem đã nhét thẻ vào khe hoàn toàn chưa? • Kiểm tra xem dung lượng nhớ vẫn còn.
● Nếu các vấn đề nêu trên không giải quyết được sau các thao tác trên, hãy liên hệ với Đại lý bán hàng.
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
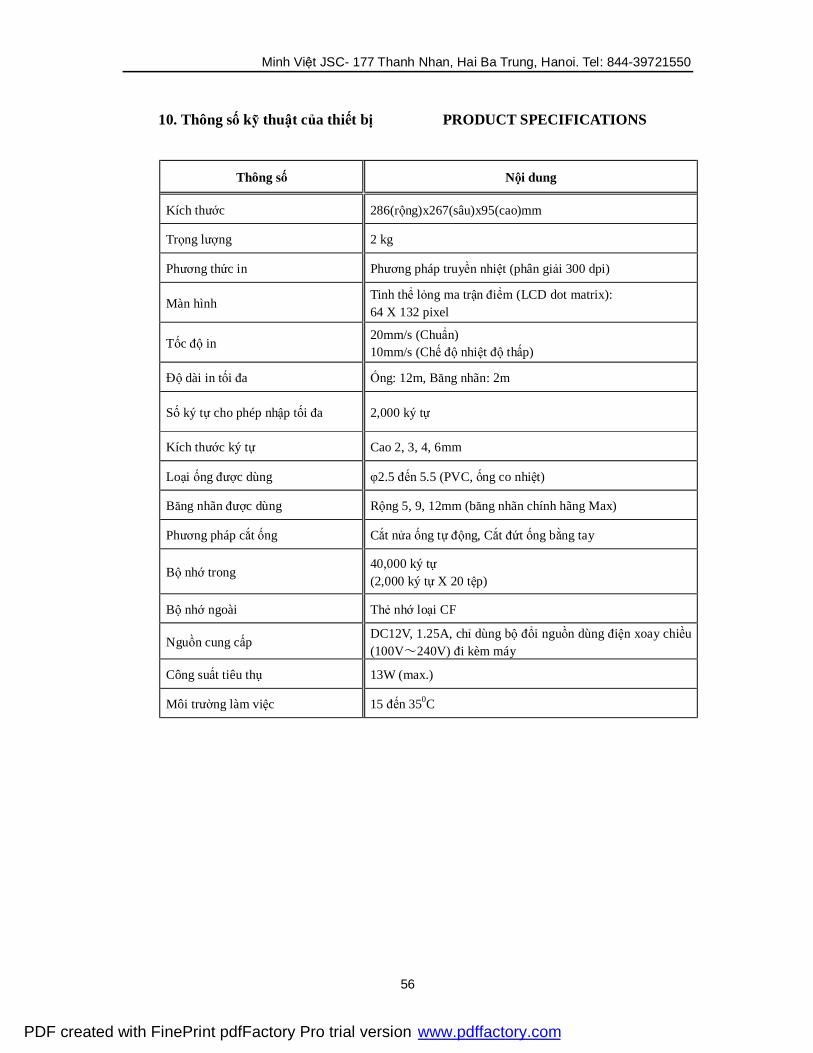
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
56
10. Thông số kỹ thuật của thiết bị PRODUCT SPECIFICATIONS
Thông số Nội dung
Kích thước 286(rộng)x267(sâu)x95(cao)mm
Trọng lượng 2 kg
Phương thức in Phương pháp truyền nhiệt (phân giải 300 dpi)
Màn hình Tinh thể lỏng ma trận điểm (LCD dot matrix): 64 X 132 pixel
Tốc độ in 20mm/s (Chuẩn) 10mm/s (Chế độ nhiệt độ thấp)
Độ dài in tối đa Ống: 12m, Băng nhãn: 2m
Số ký tự cho phép nhập tối đa 2,000 ký tự
Kích thước ký tự Cao 2, 3, 4, 6mm
Loại ống được dùng φ2.5 đến 5.5 (PVC, ống co nhiệt)
Băng nhãn được dùng Rộng 5, 9, 12mm (băng nhãn chính hãng Max)
Phương pháp cắt ống Cắt nửa ống tự động, Cắt đứt ống bằng tay
Bộ nhớ trong 40,000 ký tự (2,000 ký tự X 20 tệp)
Bộ nhớ ngoài Thẻ nhớ loại CF
Nguồn cung cấp DC12V, 1.25A, chỉ dùng bộ đổi nguồn dùng điện xoay chiều (100V~240V) đi kèm máy
Công suất tiêu thụ 13W (max.)
Môi trường làm việc 15 đến 350C
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com
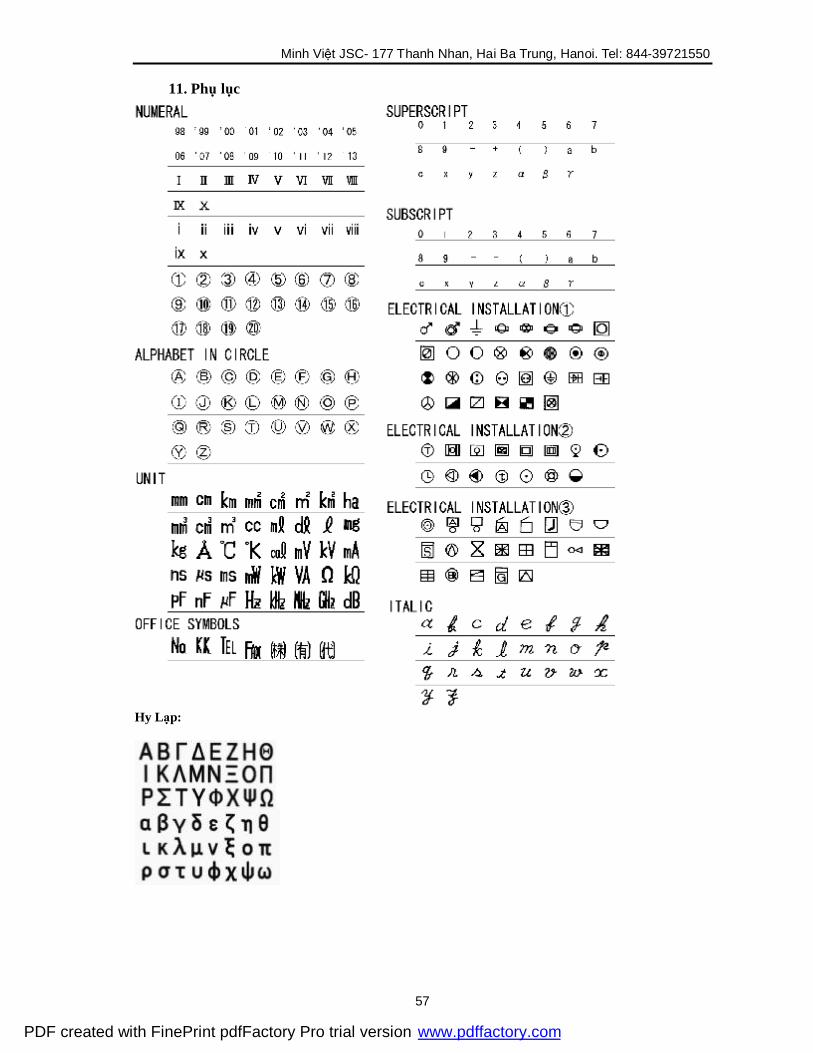
Minh Việt JSC- 177 Thanh Nhan, Hai Ba Trung, Hanoi. Tel: 844-39721550
57
11. Phụ lục
Hy Lạp:
PDF created with FinePrint pdfFactory Pro trial version www.pdffactory.com