huntsman corporation business confidential huntsman corporation gas treating gas treating units...
TRANSCRIPT

Huntsman Corporation Business Confidential
HUNTSMAN CORPORATIONGas Treating
Gas Treating Units
Amine Systems Training
Patrick E. Holub, P.E.
Huntsman Corporation Business Confidential
HUNTSMANTraining Modules
Introduction to Huntsman - Products & Services Amine Types Amine Chemistry Unit Operations
– Inlet Sep., Flash Tank, Absorber/Contactor, L/R Exchanger, Liq. Treater, Stripper/Reboiler, Reclaimer
Operational Issues Q & A
Huntsman Corporation Business Confidential
HUNTSMAN’s Gas Treating Products
DGA® Agent– CO2/H2S And Trace Sulfur (esp. COS) Removal
– Heat stable salts control– highest capacity
MEA – CO2/H2S Removal
– COS Removal with Degradation
DEA JEFFTREAT® Formulated MDEA Solvents
– From Selective H2S Removal To Bulk CO2 Removal
® trademarks of Huntsman Corporation

Huntsman Corporation Business Confidential
Amine Selection Considerations:
Capacity & Ability to Make Spec Heat Stable Salts (HSS)/Corrosion Cost of Amine, Logistics, Salesmanship Degradation/Corrosion Trace Sulfur Removal CO2 Slip/Removal What you already know
Huntsman Corporation Business Confidential
Base Chemistry
Huntsman Corporation Business Confidential
Chemistry of Gas Treating
Amine Structures & Types Reactions with
H2S
CO2
COS
Mercaptans Degradation
Incr
easi
ng E
ase
of R
emov
al

Huntsman Corporation Business Confidential
Amine Types: Examples
Primary (1’): MEA, DGA® Agent – React Rapidly With H2S, CO2 And COS
Secondary (2’): DEA, DIPA, MMEA– React With H2S, CO2 (some COS)
Tertiary (3’): MDEA, TEA – React Rapidly With H2S
– React Only Indirectly With CO2 (little COS) --> means they are Selective towards H2S
Huntsman Corporation Business Confidential
Chemistry: Equilibrium
Since amine-acid gas salts are reversible, the Equilibrium is important concept of minimum free energy
– Nature is inherently Lazy– Given infinite time, the bond falls apart – (drops into lowest energy state)
in gas treating terms: if you have a given amount of H2S and amine, how much H2S can be absorbed?
Huntsman Corporation Business Confidential
Chemistry: Equilibrium
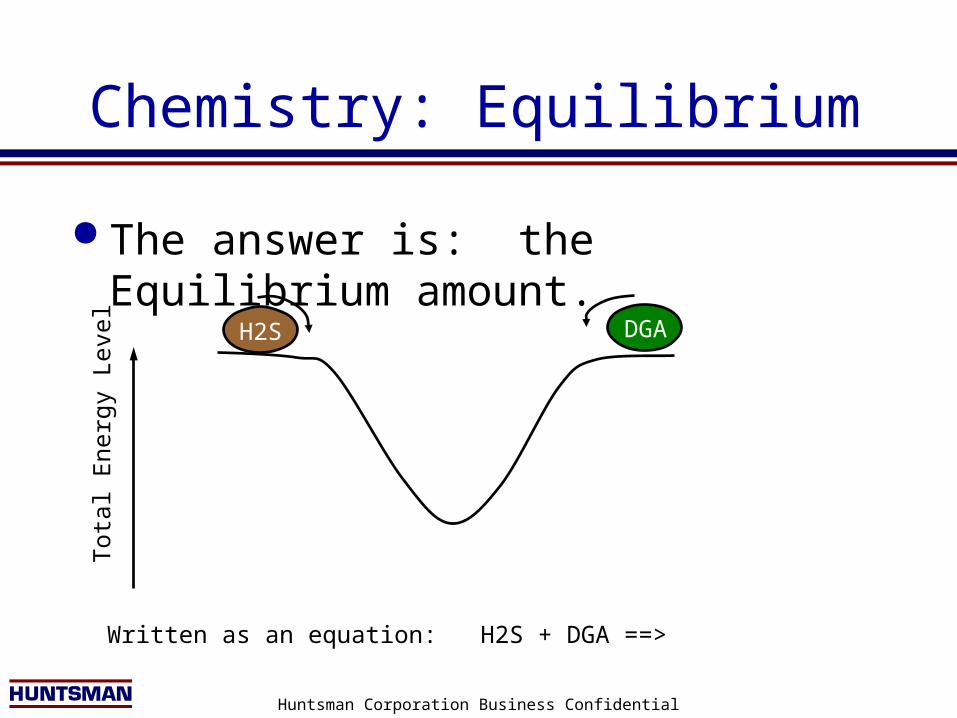
The answer is: the Equilibrium amount.
H2S
Tot
al E
nerg
y L
evel
Written as an equation: H2S + DGA ==>
DGA
Huntsman Corporation Business Confidential
Chemistry: Equilibrium
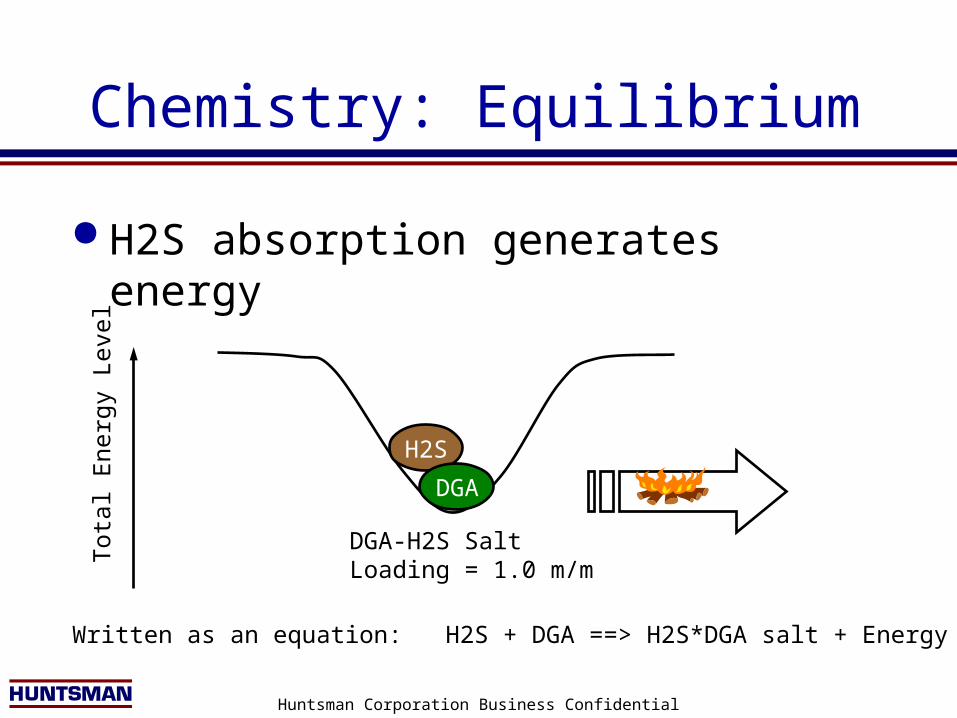
H2S absorption generates energy
DGA-H2S SaltLoading = 1.0 m/m
Tot
al E
nerg
y L
evel
H2S
Written as an equation: H2S + DGA ==> H2S*DGA salt + Energy
DGA

Huntsman Corporation Business Confidential
Chemistry: Equilibrium
The reaction can be reversed
H2S
Destroy DGA-H2S Salt
Tot
al E
nerg
y L
evel
Written as an equation: H2S*DGA salt + Energy ==> H2S + DGA
DGA

Huntsman Corporation Business Confidential
Chemistry: Equilibrium
More DGA will “hold” H2S tighter...
H2S DGA
DGA-H2S Salt
Tot
al E
nerg
y L
evel
DGA DGA DGA
Written as an equation: H2S + DGA ==>

Huntsman Corporation Business Confidential
Chemistry: Equilibrium
More DGA will “hold” H2S tighter...
DGA-H2S SaltLoading = 0.25 m/m
Tot
al E
nerg
y L
evel
H2S
DGA
DGADGA
DGA
Written as an equation: H2S + DGA ==> H2S*DGA salt + Energy
Huntsman Corporation Business Confidential
Chemistry: Equilibrium
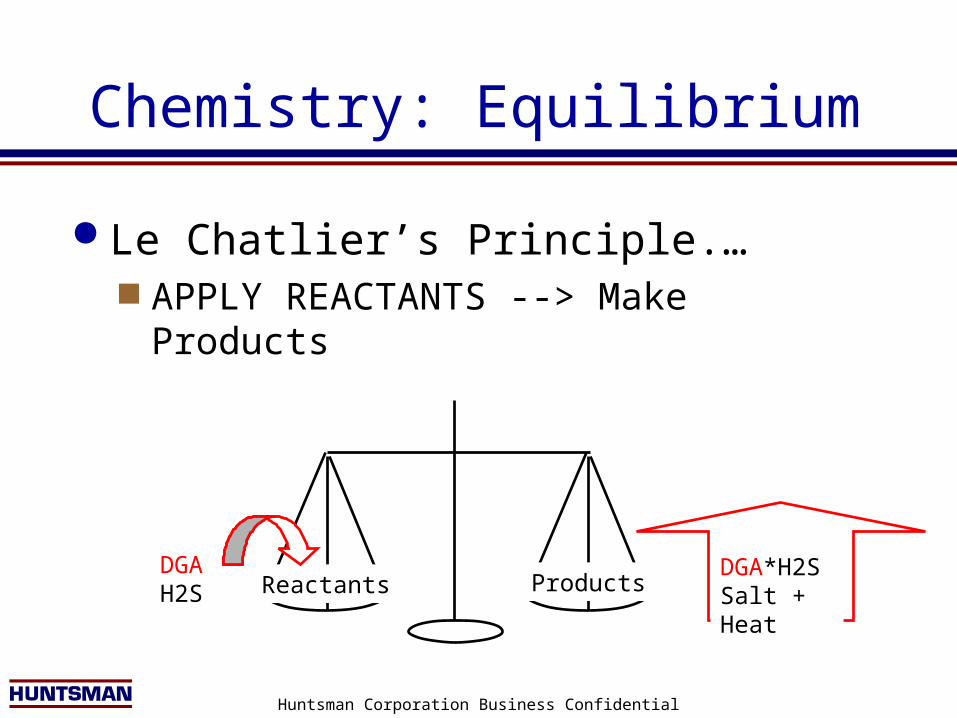
Le Chatlier’s Principle.… APPLY REACTANTS --> Make Products
ProductsReactantsDGAH2S
DGA*H2SSalt + Heat
Huntsman Corporation Business Confidential
Chemistry: Equilibrium
Le Chatlier’s Principle.… APPLY PRODUCTS --> Make Reactants
ProductsReactants
DGA*H2S SaltHeatDGA
H2S

Huntsman Corporation Business Confidential
Equilibrium - Summary
Equilibrium is a Balance More DGA, capture H2S more tightly Apply heat, liberate H2S (and DGA) --> the absorber must be “cold” --> the stripper must be “hot” --> to capture H2S tightly, use more DGA’s
than you have H2S’s
Huntsman Corporation Business Confidential
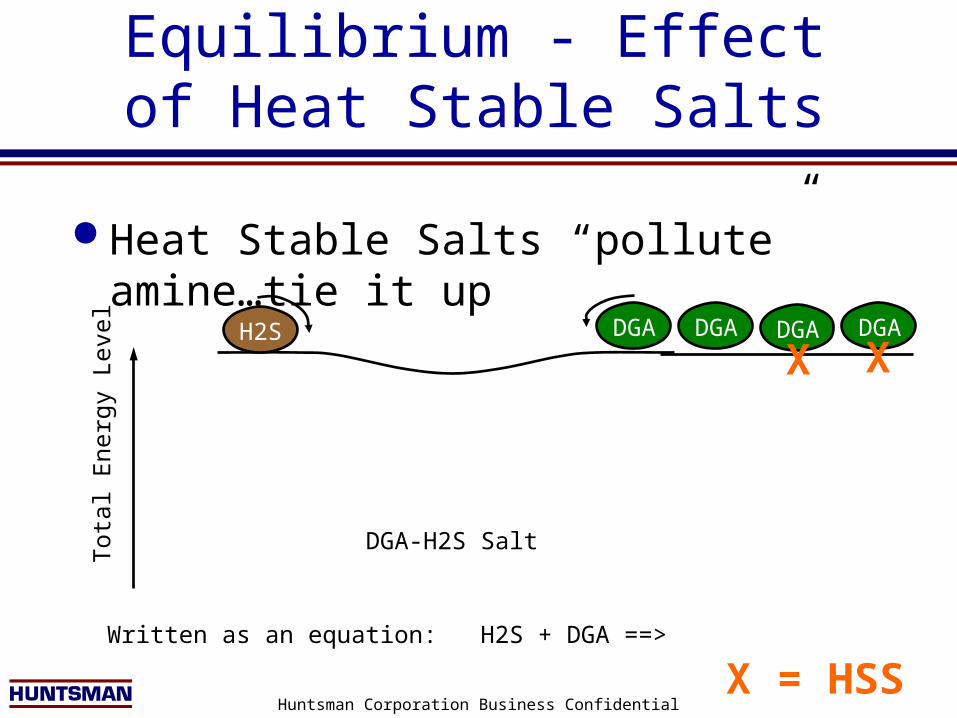
Equilibrium - Effect of Heat Stable Salts
Heat Stable Salts “pollute” amine…tie it up
H2S DGA
DGA-H2S Salt
Tot
al E
nerg
y L
evel
DGA DGA DGA
Written as an equation: H2S + DGA ==>
X = HSS
XX

Huntsman Corporation Business Confidential
Equilibrium - Effect of Heat Stable Salts
So the H2S isn’t held as tightly (fewer DGA’s)
DGA-H2S SaltLoading = 0.5 m/m (effectively)
Tot
al E
nerg
y L
evel
H2S
DGA
DGA
Written as an equation: H2S + DGA ==> H2S*DGA salt + Energy
DGA
XDGA
X
X = HSS
Huntsman Corporation Business Confidential
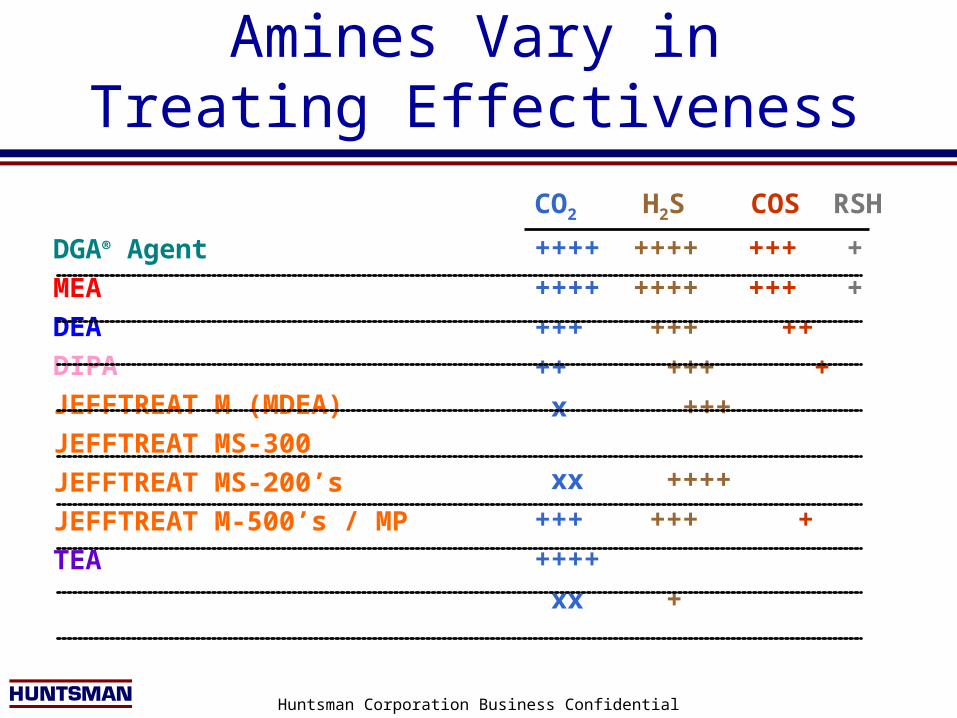
Amines Vary in Treating Effectiveness
DGA® Agent
MEA
DEA
DIPA
JEFFTREAT M (MDEA)
JEFFTREAT MS-300
JEFFTREAT MS-200’s
JEFFTREAT M-500’s / MP
TEA
CO2 H2S COS RSH
++++ ++++ +++ +
++++ ++++ +++ +
+++ +++ ++
++ +++ +
x +++
xx ++++
+++ +++ +
++++
xx +
Huntsman Corporation Business Confidential
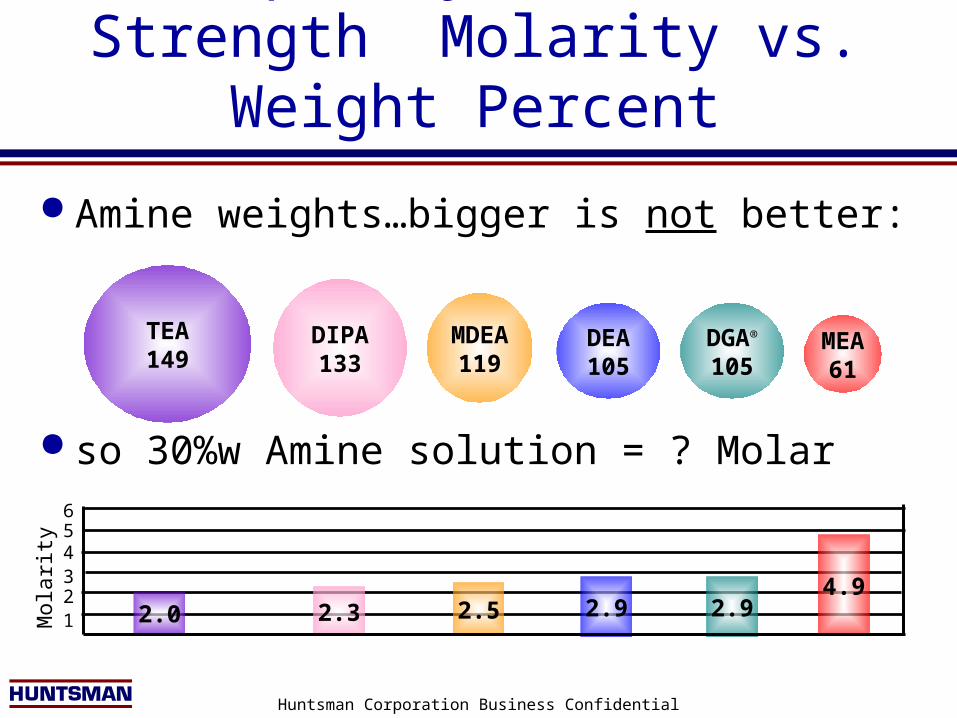
Capacity: Amine Strength Molarity vs. Weight Percent
Amine weights…bigger is not better:
so 30%w Amine solution = ? Molar
TEA149
MEA61
DIPA133
DEA105
MDEA119
DGA®
105
2.0 2.3 2.5 2.94.9
12345
2.9Mol
arit
y
6

Huntsman Corporation Business Confidential
Capacity: Amine Strength Recommended Strength
Maximum Amine Strength (%w)
They provide different ACTUAL capacity:
TEAn/a*
2.33.8 4.8
3.012345
2.4Mol
arit
y
* applied only as formulation component with MDEA
6
DIPA 30%w MDEA 45%w DEA 25%wDGA 50%w
MEA 18%w

Huntsman Corporation Business Confidential
Operations

Huntsman Corporation Business Confidential
Simple Gas Treating Flow Diagram
ABSORBERREGENERATOR
RICH/LEAN EXCHANGER
CHARGE PUMP
LEAN COOLER
REFLUX CONDENSER
REFLUXACCUMULATOR
INLET GAS
RESIDUE GAS ACID GAS
RICH AMINE
REFLUX PUMP
TO FUEL
FLASH/SKIM VESSEL BOOSTER
PUMP
REBOILER
CARRYOVERSCRUBBER
INLETSEPARATOR
50 # SAT'D
STEAM
RECLAIMER
150 - 250 # SAT'D
STEAM
PARTICLEFILTERS
OIL
CARBONFILTER
Huntsman Corporation Business Confidential
Design Considerations
Inlet Gas Separator/Coalescer/Water Wash
Inlet Gas: 100 To 120 Deg F Amine-Gas Approach: 10 To
15 Deg F Overhead Carryover
Scrubber W/HLA Absorber&Stripper
Differential Pressure Measurement
Flash Tank: 20 to 30 Minute Residence Time W/ HC Skimming.
Final Amine Pressure Reduction Downstream of L/R Exchanger
210-220 Deg F Rich Feed to Stripper
10-20% Slipstream Particulate - Carbon Filtration
Huntsman Corporation Business Confidential
Inlet Separation/Pre-Treatment
Slug Catchers When Condensing Hydrocarbons Are
Prevalent Coalescers
When Aerosols Are Prevalent Water Wash
When HSS Precursors Are Prevalent Ammonia Concerns
Huntsman Corporation Business Confidential
Contactor/Absorber
Lean Amine Temperature 10 To 15 Deg F Higher Than Inlet Gas Should Generally Not Exceed 135 Deg F
Differential Pressure Measurement Water Wash(G/L outlet)
Minimize Amine Losses Ammonia Control
Off-Gas KO Pot With Alarm

Huntsman Corporation Business Confidential
Separations: Goals
Why we work in Staged equipment What goes on inside the absorber
when things are normal when things go wrong
The DGA® Agent absorber - operating range The DGA® Agent stripper - operating range

Huntsman Corporation Business Confidential
DGA
DGA
DGAH+HS-
H2S H2S
Separations: Simple Stage -
Spray / Crossflow
Huntsman Corporation Business Confidential
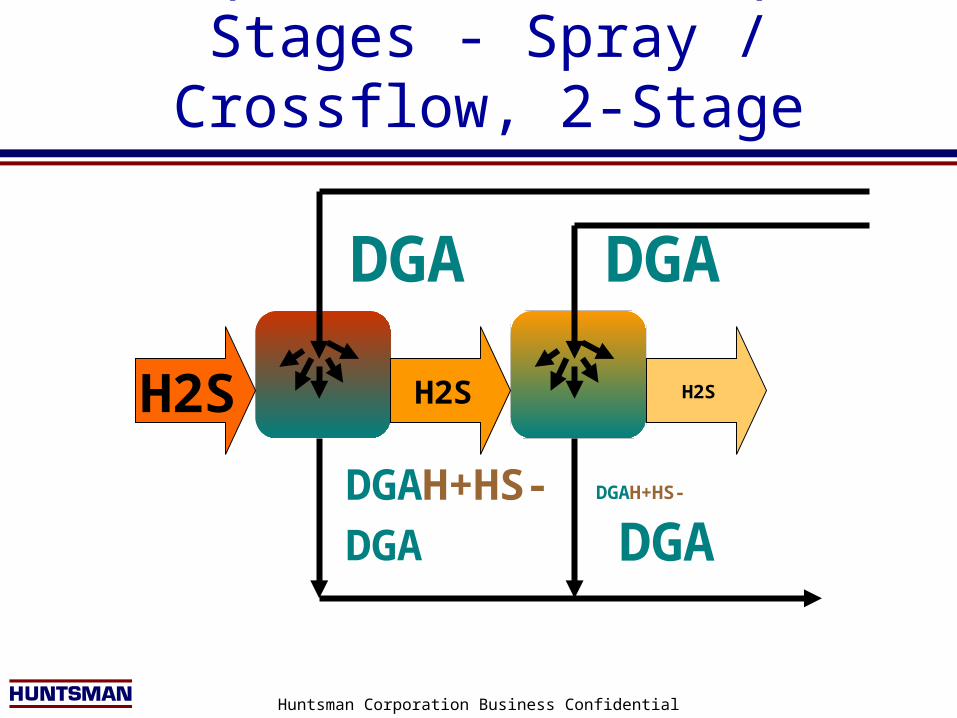
DGA
DGA
DGAH+HS-
DGA
DGADGAH+HS-
H2S H2S H2S
Separations: Simple Stages -
Spray / Crossflow, 2-Stage
Huntsman Corporation Business Confidential
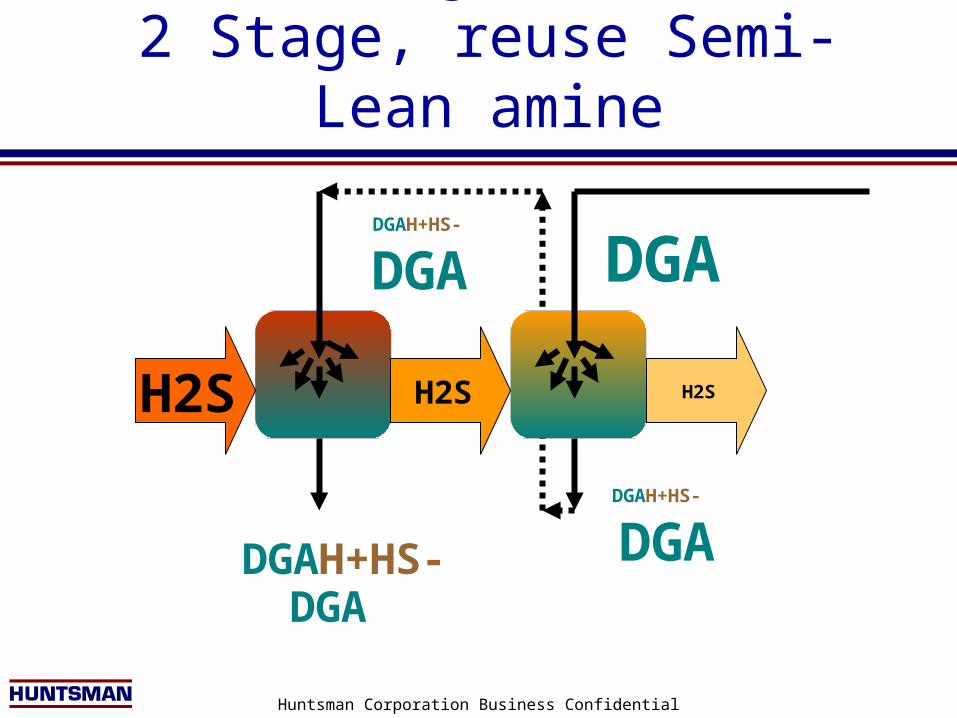
DGADGAH+HS-
DGA
DGADGAH+HS-
H2S H2S H2S
DGADGAH+HS-
Separations: Simple Stages -
2 Stage, reuse Semi-Lean amine
Huntsman Corporation Business Confidential
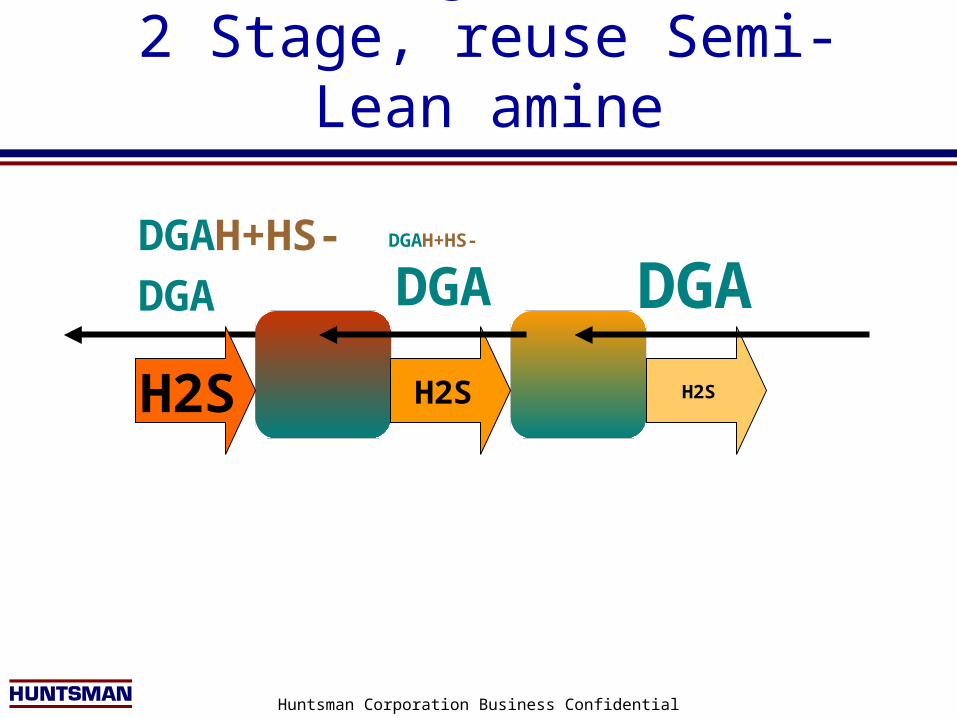
DGA
DGAH+HS-DGA
H2S H2S H2S
DGADGAH+HS-
Separations: Simple Stages -
2 Stage, reuse Semi-Lean amine
Huntsman Corporation Business Confidential
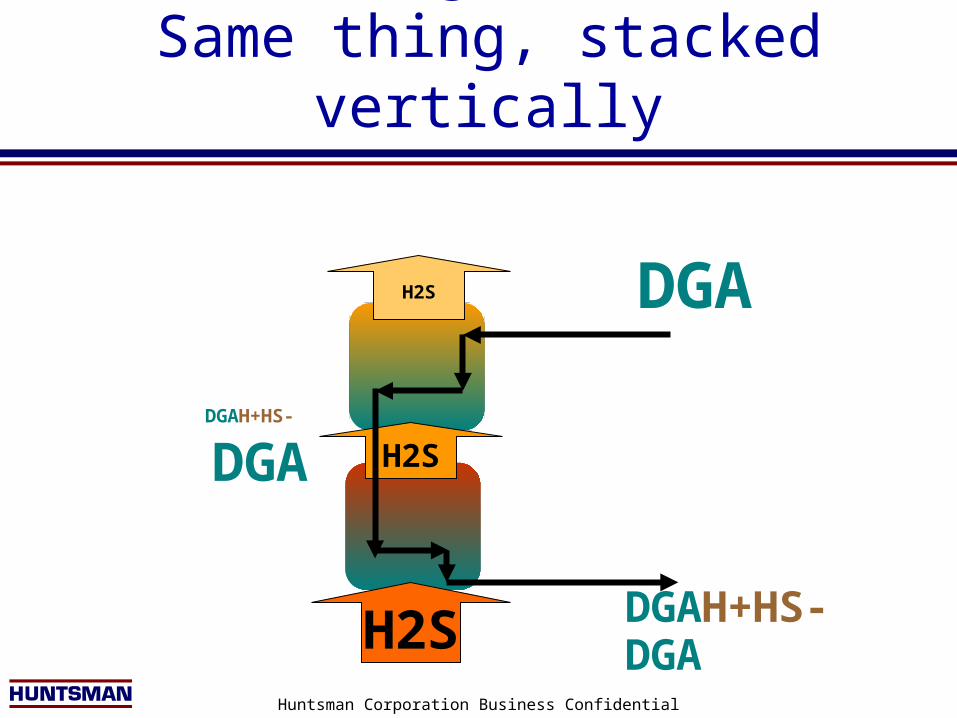
DGADGAH+HS-
DGA
H2S
H2S
H2S
DGADGAH+HS-
Separations: Simple Stages - Same thing, stacked vertically

Huntsman Corporation Business ConfidentialDGADGAH+HS-
DGA
H2S
H2S
Separations: Absorber Column

Huntsman Corporation Business Confidential
DGADGAH+HS-
DGAH2S
H2S
Separations: Simple Stages -
Single Stage Detail

Huntsman Corporation Business Confidential
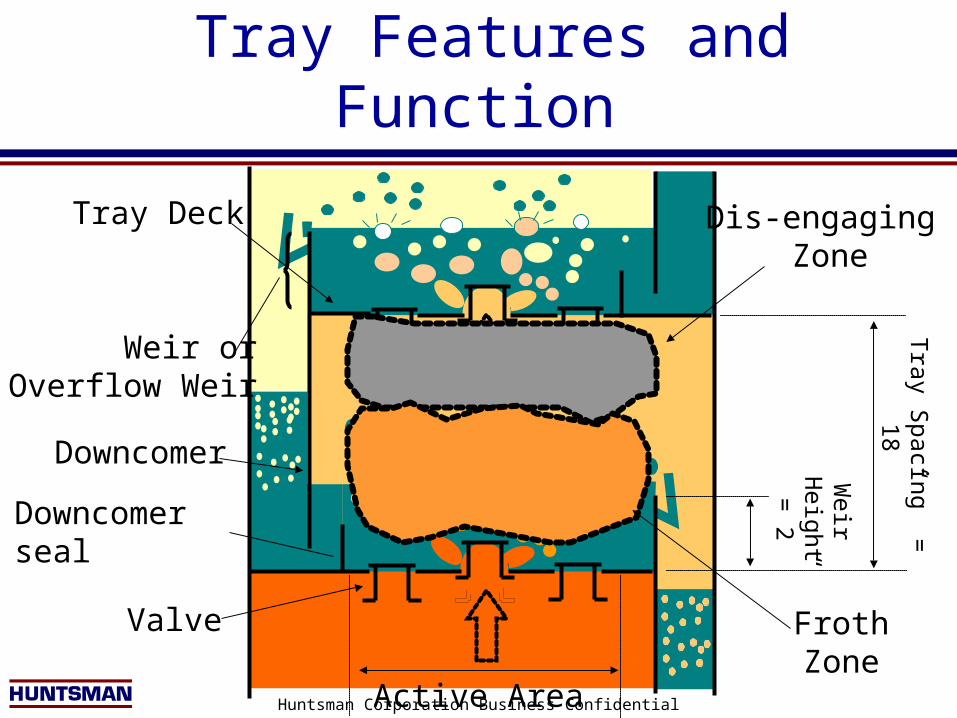
Tray Deck
Downcomer
Weir orOverflow Weir
Valve
Downcomer seal
Weir
Height
= 2”
Tray S
pacing =
18”
Dis-engaging Zone
FrothZone
Active Area
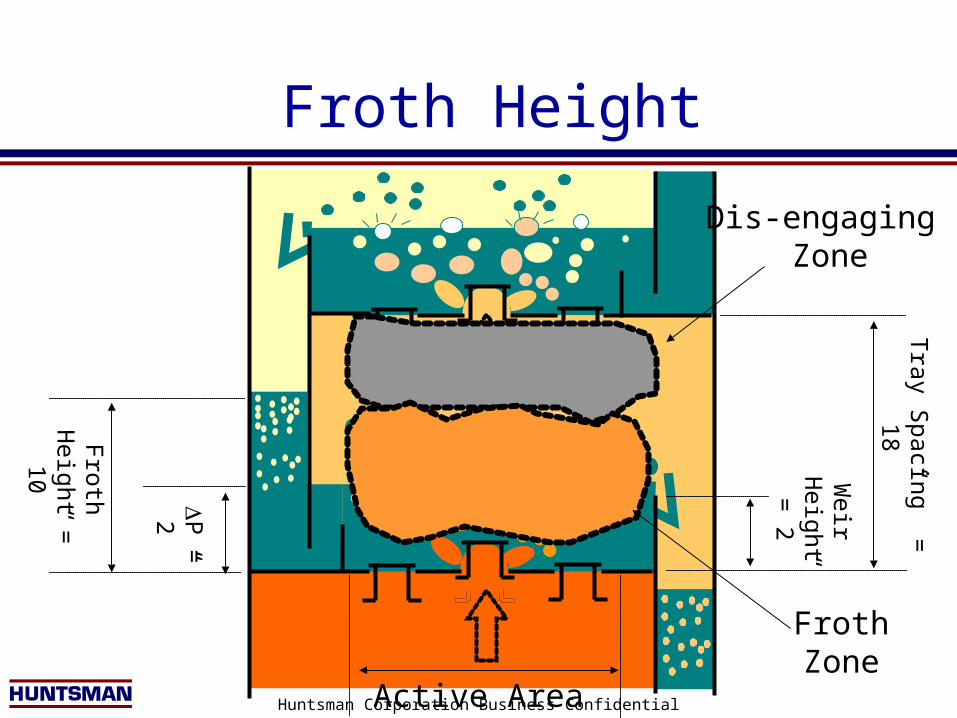
Separations: Simple Stages - The Parts of a Trayed Column
Huntsman Corporation Business Confidential
Tray Deck
Downcomer
Weir orOverflow Weir
Valve
Downcomer seal
Weir
Height
= 2”
Tray S
pacing = 18”
Dis-engaging Zone
FrothZone
Tray Features and Function
Active Area
Huntsman Corporation Business Confidential
Weir
Height
= 2”
Tray S
pacing = 18”
Dis-engaging Zone
FrothZone
Froth Height
Active Area
P =2”
Froth Height
= 10”
Huntsman Corporation Business Confidential
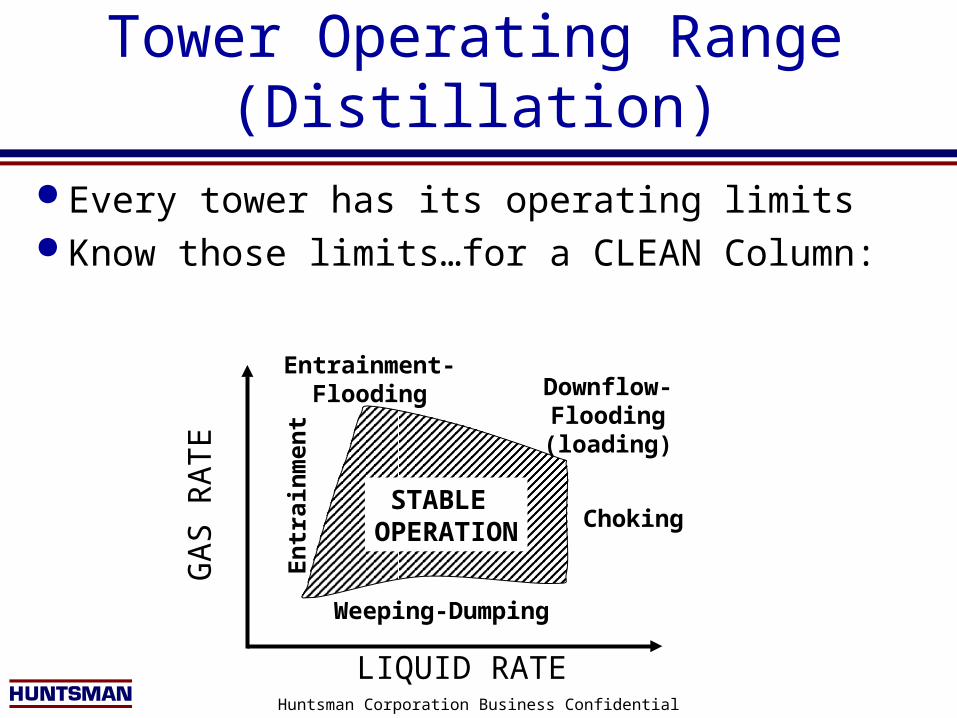
Tower Operating Range(Distillation)
Every tower has its operating limits Know those limits…for a CLEAN Column:
GA
S R
AT
E
LIQUID RATE
En
trai
nm
ent
Entrainment-Flooding Downflow-
Flooding(loading)
ChokingSTABLE
OPERATION
Weeping-Dumping
Huntsman Corporation Business Confidential
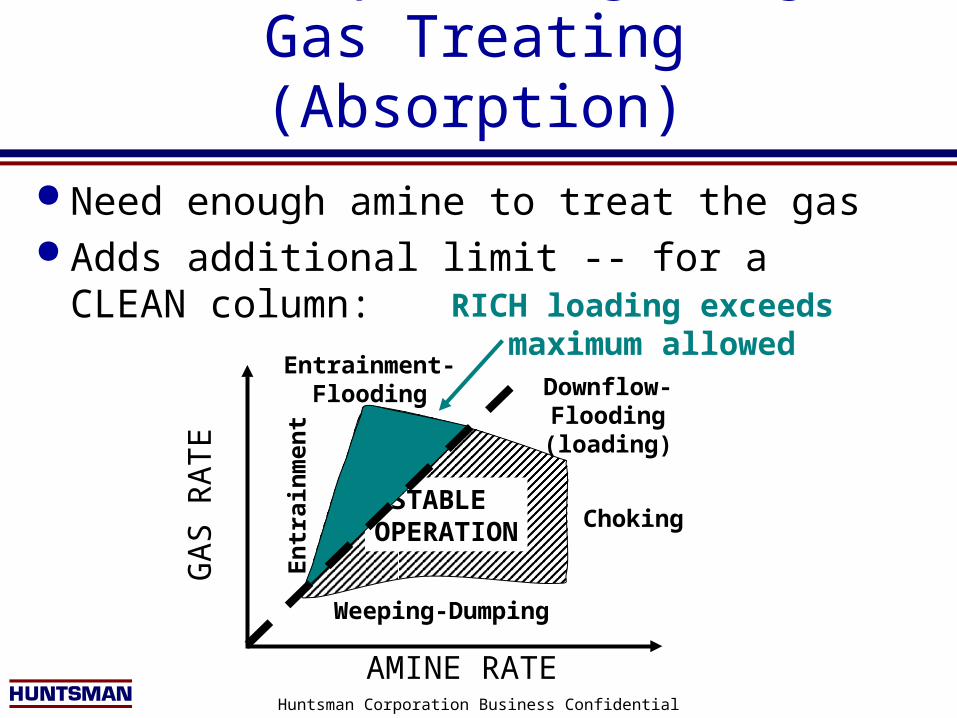
Tower Operating RangeGas Treating (Absorption)
Need enough amine to treat the gas Adds additional limit -- for a CLEAN
column:
GA
S R
AT
E
AMINE RATE
En
trai
nm
ent
Entrainment-Flooding Downflow-
Flooding(loading)
ChokingSTABLE
OPERATION
Weeping-Dumping
RICH loading exceeds maximum allowed
Huntsman Corporation Business Confidential
Separations in Stages:Conclusions
Staged operations are a more efficient way to contact amine and gases containing H2S
The major features of a tray were shown The “operating range” of a (distillation) tower
was defined The problems that lie outside of the
operating range were introduced The Absorber operating line was added

Huntsman Corporation Business Confidential
Separations: Things gone wrong
Fouled equipment Excessively high gas rate Excessively high liquid rate Foaming

Huntsman Corporation Business Confidential
Tower Operating Range Gas Treating (Absorption)
A dirty, fouled tower or one with damage Has different (and lower) limits
GA
S R
AT
E
AMINE RATE
En
trai
nm
ent
Entrainment-Flooding Downflow-
Flooding(loading)
Choking
Weeping-Dumping
STABLE OPERATION
RICH loading exceeds maximum allowed

Huntsman Corporation Business Confidential
Weir
Height=
2”
Tray S
pacing = 18”
Entrainment-Flooding due to High Gas Rate
P
= 10”
Froth Height =
18”
FrothZone
Dis-engaging Zone
Entrained Amine
Huntsman Corporation Business Confidential
Weir
Height=
2”
Tray S
pacing = 18”
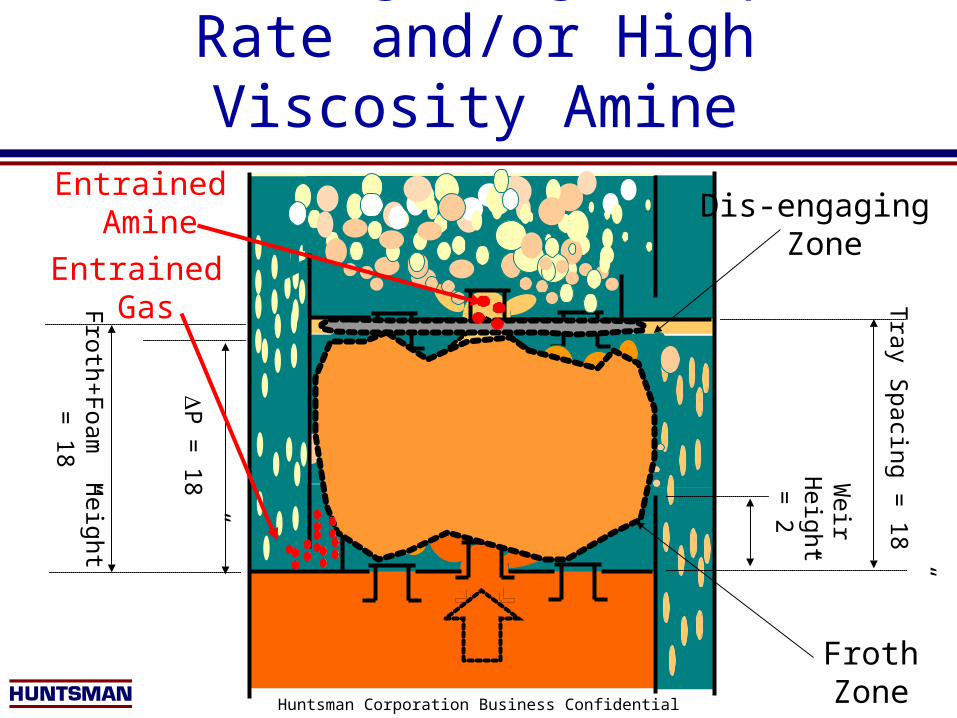
Flooding: High Liquid Rate and/or High Viscosity Amine
P =
18”
Froth+Foam
Height
= 18”
Dis-engaging Zone
FrothZone
Entrained Amine
Entrained Gas
Huntsman Corporation Business Confidential
The DGA® Agent Absorber
Purpose: Scrub H2S from gas and liquid
streams Scrubs Ammonia Prepares clean feed for various
downstream units Meet environmental limits

Huntsman Corporation Business Confidential
The DGA® Agent Absorber Operating targets - vary by absorber, but
some overall guidelines are useful You should have targets of your own Rich loading: ca. 0.4 - 0.45 m/m, Max. Temperature: ca. 170 - 180F Min. LEAN Temp: 10 degr. Rule physical limits of the column
note: liquid treaters have different rules

Huntsman Corporation Business Confidential
The DGA® Agent Absorber Constant Gas Rate, Constant Steam Ratio
Amine Circulation Rate
H2S
in O
verh
ead
Begin to overwhelm coolers
Begin to “Choke” Absorber
Too
litt
le a
min
eto
trea
t H2S
Exc
eed
RIC
H
load
ing
guid
elin
e
Wit
hin
RIC
H
load
ing
guid
elin
e

Huntsman Corporation Business Confidential
The DGA® Agent Absorber You can treat H2S OK even when you exceed
the recommended limits on loading If you circulate TOO LITTLE amine, at some
point H2S treat will suffer If you circulate TOO MUCH amine, you can
actually perform worse How do you know how much to circulate?
You have guidelines for every absorber On some absorbers you can watch the T Bulge
Huntsman Corporation Business Confidential
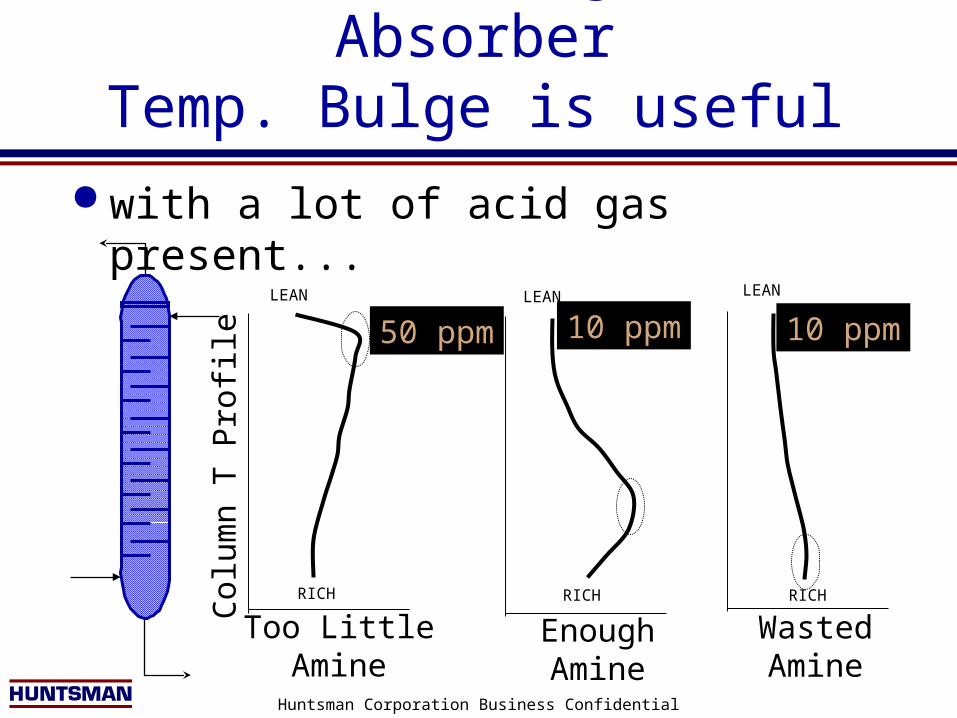
The DGA® Agent AbsorberTemp. Bulge is useful
with a lot of acid gas present...
Too LittleAmine
Col
umn
T P
rofi
le
50 ppmLEAN
RICH
WastedAmine
10 ppm
LEAN
RICH
EnoughAmine
10 ppmLEAN
RICH

Huntsman Corporation Business Confidential
Amine Liquid Treater Design Guidelines
Diameter: 10-15 Gpm/Ft2 (Total Flow) Solvent Flow: 10-20:1 LPG/Amine Amine Distributor: 170 Ft/Min HC Distributor: 70 Ft/Min Amine Superficial: 60 Ft/Hr HC Superficial: 130 Ft/Hr Solvent Temperature: 95 To 100 F (Min) Residence Time: 20-30 Minutes

Huntsman Corporation Business Confidential
Amine Liquid Treater Design Guidelines Cont.
Trayed Or Packed 10 Sieve Trays 2 To 3 Sections of 1 To 2” Packing
Water Wash
Huntsman Corporation Business Confidential
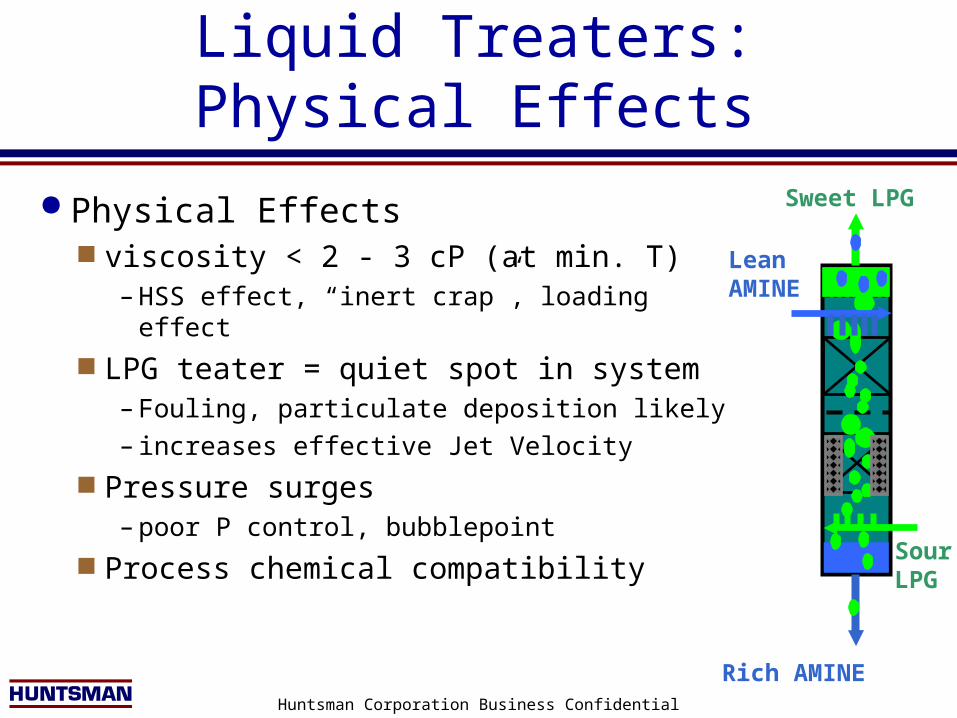
Liquid Treaters:Physical Effects
Physical Effects viscosity < 2 - 3 cP (at min. T)
– HSS effect, “inert crap”, loading effect LPG teater = quiet spot in system
– Fouling, particulate deposition likely– increases effective Jet Velocity
Pressure surges– poor P control, bubblepoint
Process chemical compatibility
SourLPG
LeanAMINE
Rich AMINE
Sweet LPG
Huntsman Corporation Business Confidential
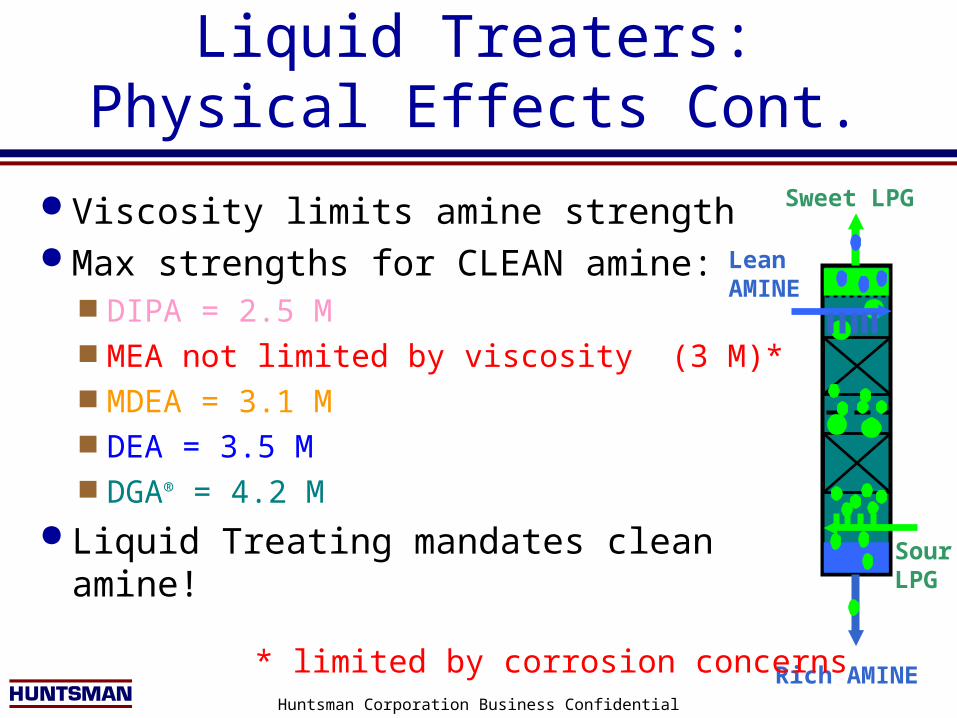
Liquid Treaters:Physical Effects Cont.
Viscosity limits amine strength Max strengths for CLEAN amine:
DIPA = 2.5 M MEA not limited by viscosity (3 M)* MDEA = 3.1 M DEA = 3.5 M DGA® = 4.2 M
Liquid Treating mandates clean amine!SourLPG
LeanAMINE
Rich AMINE
Sweet LPG
* limited by corrosion concerns

Huntsman Corporation Business Confidential
Flash Tank/HC Separator
Application Pressure
5 To 75 PSIG Typical Hydrocarbon Removal(3-phase)
Adequate Instrumentation Residence Time
20 Minutes
Huntsman Corporation Business Confidential
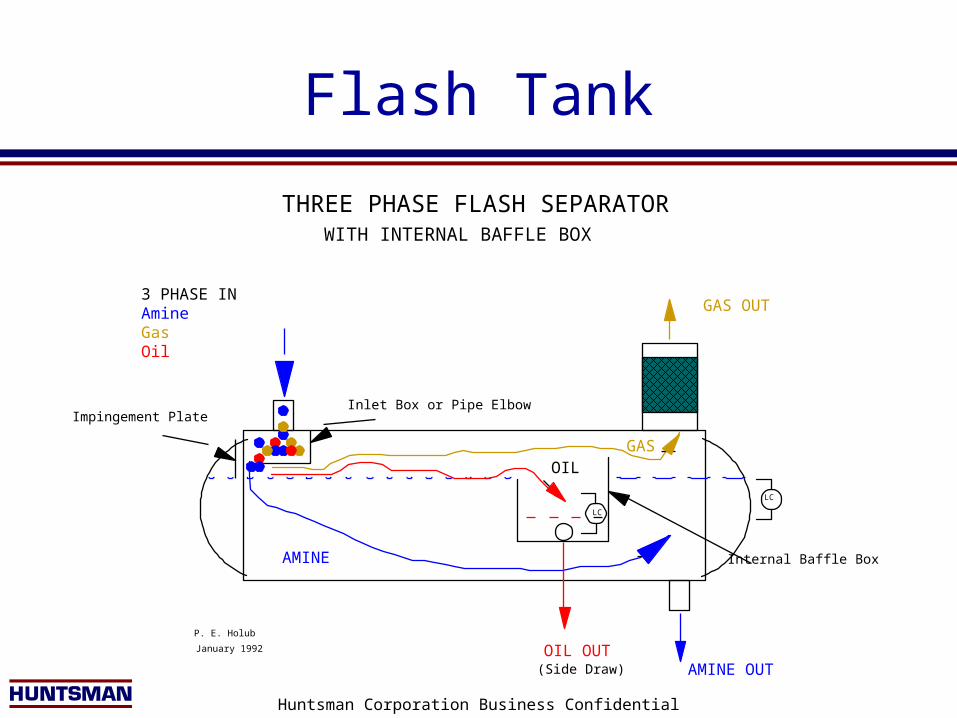
Flash Tank
LC
LC
AMINE
OILGAS
3 PHASE INAmineGasOil
GAS OUT
AMINE OUTOIL OUT
Impingement PlateInlet Box or Pipe Elbow
Internal Baffle Box
P. E. Holub
January 1992
THREE PHASE FLASH SEPARATORWITH INTERNAL BAFFLE BOX
(Side Draw)

Huntsman Corporation Business Confidential
Lean/Rich Exchanger
Corrosion Concerns Metallurgy
– Based On CO2/H2S Ratio
– 304 Or 316 Stainless Steel Bundles
Pressure Rich Side As High As Possible Take Pressure Drop As Close To Stripper
As Possible

Huntsman Corporation Business Confidential
Stripper/Reboiler
Reflux Ratio Typical 1.0 To 3.0 Mole H2O/Mole Acid Gas
Reflux Purge Ammonia Control
Reboiler Temperature Control Top Temperature 210 - 230 Deg F Bulk Temperature <260 Deg F Heating Medium <350 Deg F
Differential Pressure Measurement

Huntsman Corporation Business Confidential
ACCUMULATOR
150 - 250 # SAT'D
REGENERATOR
REFLUX CONDENSER
REFLUX
ACID GAS
REFLUX PUMP
REBOILER
50 # SAT'D
STEAM
RECLAIMER
STEAM
LEAN SOLVENT
The DGA® Agent Stripper
PURPOSES Process RICH amine; contact with a
“fixed ratio” of stripping steam Regenerate the amine (make LEAN) Make CLEAN acid gas for Claus Feed the reclaimer a hot slipstream Take vapors (product) from the
reclaimer Remove Ammonia from the process

Huntsman Corporation Business Confidential
ACCUMULATOR
150 - 250 # SAT'D
REGENERATOR
REFLUX CONDENSER
REFLUX
ACID GAS
REFLUX PUMP
REBOILER
50 # SAT'D
STEAM
RECLAIMER
STEAM
LEAN SOLVENT
The DGA® Agent Stripper
Typical targets: Stripping Steam: 1 - 1.3 lb / gallon Temperature <260 F (stripper) Overhead (varies) Lean solvent target: ca <0.01
m/m (varies by location) “overstripping” - H2S should be
measurable in the Lean

Huntsman Corporation Business Confidential
The DGA® Agent Stripper
Constant RICH rate and loading
Stripping Steam Rate
H2S
in L
EA
N
Begin to “overstrip”
solvent
Begin to “Entrain”Stipper
Too
littl
e H
eat
to R
egen
H2S
Bel
ow R
atio
Gui
deli
ne
Wit
hin
Rat
io G
uide
line
Exc
eedi
ng R
atio
Gui
deli
ne
Huntsman Corporation Business Confidential
The DGA® Agent Stripper You can strip H2S OK even when you provide
too little stream, except you are close to the edge of an operating “cliff”
If you provide TOO MUCH stripping steam, you can overstrip the solvent (little or no H2S)
How do you know how much to circulate? You have guidelines for stripping steam rate (ratio) You can analyze the lean solvent for H2S

Huntsman Corporation Business Confidential
Typical Reclaimer
LC
Y Y4" Drain
Valves
Flushing Water
Water From RefluxPump Discharge
From LeanBooster Pump
1.0 to 3.0% of LeanCirculation Rate
16" Manway
Typical Process Flow for Reclaimer
250-275 PsigSaturatedSteam
ExternalSteamCondensatePot
Steam
Condensate
360 Deg F Max.
FC
TC

Huntsman Corporation Business Confidential
Reclaimer Operations
Keep the amine clean. Reclaimer
A distillation system that carries clean amine & water overhead back into the system and retains degradation and other harmful components.
Functional a zero micron filtering system

Huntsman Corporation Business Confidential
DGA Reclaimer Operations Cont.
Design Criteria 1.0 to3.0% side slip stream 65 -150 psig steam for MEA and 250 psig
for DGA® Agent to tube bundle. Condensate makeup for temperature. Sparger or continuos mixing setup Ability to add caustic.
Huntsman Corporation Business Confidential
DGA Reclaimer Operations Cont.
Reclaimer Operations Max Bulk Temp. 360ºF. Operational Temp. 330ºF to 360ºF. 1.0 to 3.0% flow off hot lean circuit. Level maintained to cover tubes and
provide maximum head space. Operational time will depend on condition of
solvent being processed.
Huntsman Corporation Business Confidential
DGA Reclaimer Operations Cont.
Reclaimer Benefits Cleaner amine Reduces corrosive materials in system
– Solids, Sludge, Salts, Decomposition & Degradation products
Aids in filtration of system– Better equipment wear and operations
Keeps the DGA healthy and reduces materials that complicate operations.
Huntsman Corporation Business Confidential
Filtration
Particulate Filter 10 Micron Absolute Typical 5 Micron Absolute For “Black Shoe Polish” 10 To 20% Slipstream Minimum
Carbon Filter 15 Minute Contact Time 2 To 4 Gpm/Ft2 Superficial Velocity 10 To 20% Slipstream Minimum
Huntsman Corporation Business Confidential
Filtration Cont.
Inlet gas “trash” or contamination Iron Sulfide, etc.
System modifications or upsets Concentration change Foaming Upset contactor
High Loadings Flashing and two-phase flow
Huntsman Corporation Business Confidential
Operational Issues
Huntsman Corporation Business Confidential
Operational Problems
Failure To Meet Product Specifications Corrosion Heat Stable Salts Solution Foaming Emulsions/Carryovers Excessive Amine Losses Degradation Products High Filter Changeout Frequency
Huntsman Corporation Business Confidential
Causes of Failure to Meet Product Specification
Under Circulation Under Stripping Low Solution Strength Foaming Change in Inlet Process Conditions

Huntsman Corporation Business Confidential
Factors in Corrosion
HEAT STABLE SALTS Keep Below 2-3 Wt.% 0.3% Of Total Solution Wt Has Been Corrosive
ELEVATED TEMPERATURES EXCESSIVE SOLUTION VELOCITIES
<3 Ft/Sec In Exchangers; <7 Ft/Sec In Piping
ACID GAS LOADINGS EXCESSIVE HEAT FLUX AMINE DEGRADATION POOR FILTRATION
Huntsman Corporation Business Confidential
Corrosion Control
Signs of Need: Dark/Black Amine Fouled Solution/ Equipment
Plugging Excessive Probe Corrosion
Rates Excessive Solution Foaming High Filter Changeout
Frequency Equipment Failure
Possible Control Actions: Evaluate Solution Loadings Improve Filtration Evaluate Solution Condition, Clean
or Replace
Oxygen Scavenging(?) Corrosion inhibitors(?)
Huntsman Corporation Business Confidential
Heat Stable Salt Management
Water Wash Reclamation - Thermal, Ion Exchange,
Vacuum Distillation Oxygen Control/Scavenging Neutralization Solvent Purging
Huntsman Corporation Business Confidential
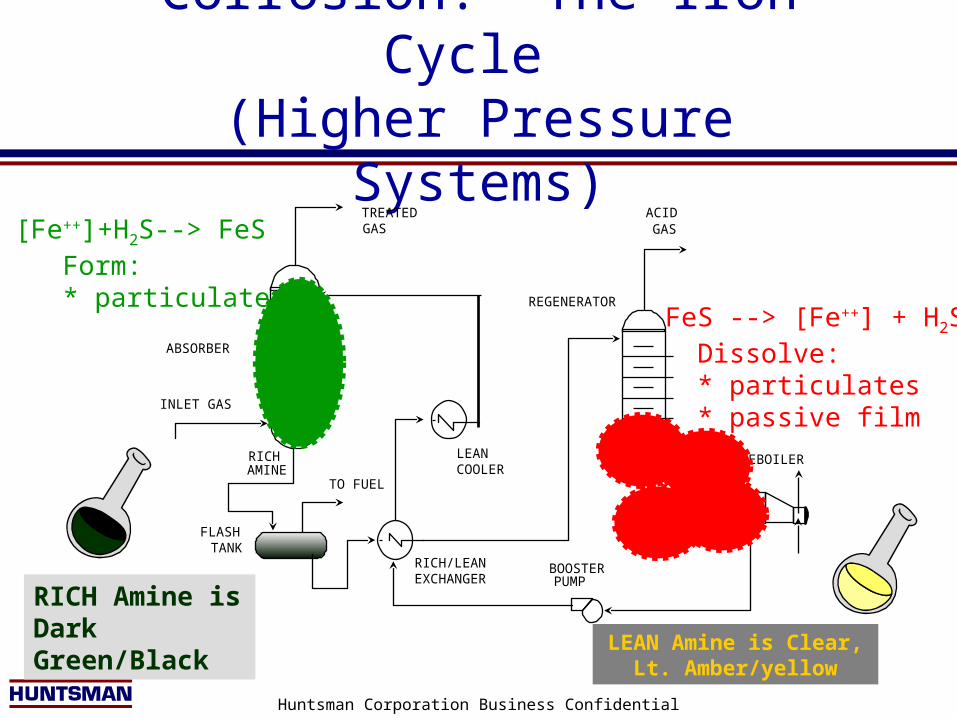
Corrosion: The Iron Cycle (Higher Pressure Systems)
ABSORBER
REGENERATOR
RICH/LEAN EXCHANGER
LEAN COOLER
INLET GAS
TREATED GAS
ACID GAS
RICH AMINE
TO FUEL
FLASH TANK
BOOSTER PUMP
REBOILER
FeS --> [Fe++] + H2S Dissolve: * particulates * passive film
[Fe++]+H2S--> FeS Form: * particulates
LEAN Amine is Clear,Lt. Amber/yellow
RICH Amine is Dark Green/Black
Huntsman Corporation Business Confidential
Foaming in Gas Treating Systems: Goals
Understand difference between foam and froth
Know some things that promote (cause) foaming
Know the difference in foam test results between the various amine types
Know some control measures to take when foaming occurs

Huntsman Corporation Business Confidential
Foaming Symptoms
Carryover - Overloading Downstream Knockout Equipment
High/Erratic Absorber/Stripper Differential Pressure
Erratic Absorber/Stripper Level Erratic Stripper Feed Flow Erratic Flash Tank Solution Level
And Flash Gas Flow Off-Specification Product

Huntsman Corporation Business Confidential
Foam Creation
Bubble surface circulates, relieving stress, allowing bubble to squeeze through the amine and rises quickly. Amine film flows freely, drains, thins, separatesBubble rapidly merges with vapor phase.
Soap (surfactant) coats the bubble surface, forms a rigid film. The tail ends of the surfactant line up, pointing outwards from the bubble, entangling amine, slowing bubble rise, preventing drainage from the film. The soap (surfactant) lowers the surface tension, allowing tiny bubbles to be created with less energy. The soap layer around the bubbles can repel other bubbles, preventing coalescence. A stable foam comprising many small, firm bubbles is created.
Amine
SoapGas
Gas
Amine
NORMAL BUBBLE
FOAM BUBBLE
Huntsman Corporation Business Confidential
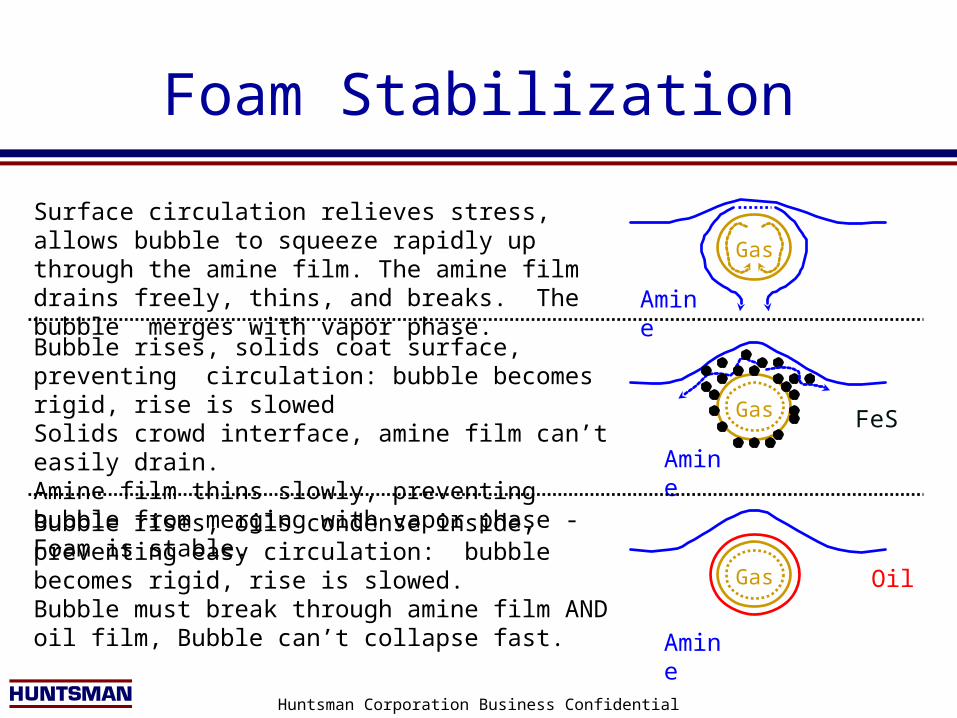
Foam Stabilization
Gas
Surface circulation relieves stress, allows bubble to squeeze rapidly up through the amine film. The amine film drains freely, thins, and breaks. The bubble merges with vapor phase.
Bubble rises, solids coat surface, preventing circulation: bubble becomes rigid, rise is slowedSolids crowd interface, amine film can’t easily drain.Amine film thins slowly, preventing bubble from merging with vapor phase - Foam is stable.
Bubble rises, oils condense inside, preventing easy circulation: bubble becomes rigid, rise is slowed.Bubble must break through amine film AND oil film, Bubble can’t collapse fast.
Amine
OilGas
Gas
Amine
Amine
FeS

Huntsman Corporation Business Confidential
Weir
Height=
2”
Tray S
pacing = 18”
Foaming in the example absorber
dP = 8”
Froth+Foam
Height
= 18”
Dis-engaging Zone
FrothZone
Entrained Amine
Entrained Gas
Huntsman Corporation Business Confidential
Causes of Foaming Finely Divided Solids Heat Stable Salts Surface Active Agents Degradation Products
Heavy polymers “Black Shoe Polish”
Condensed or Entrained Hydrocarbons In TGTU’s ? Not likely 10 Degree Rule
Huntsman Corporation Business Confidential
Foaming Cures
Finely Divided Solids & “Black Shoe Polish” CLEAN AMINE !
Filtration, minimum 50% of stream flow Change filters at need; it is expensive but the cost of NOT
changing them is ultimately far greater Root-cause prevention - high rate of filter usage Corrosion prevention / elimination The DGA® Agent reclaimer is a “perfect” filter... Operation within process guidelines
– velocity (circulation rate), steam rate, lean loading, rich loading– SOLVENT HYGIENE
Huntsman Corporation Business Confidential
Foaming Cures
Heat Stable Salts - Main System why do they promote foaming? Corrosion = FeS solids lower pH (change chemical nature of amine solution)
DGA® Agent: RUN THE RECLAIMER Dump it at end of cycle! Water wash raw gas streams? (unproven) Reclaim only as much as you need to keep up... If you keep it clean, it is easier to keep it clean! Activated Carbon doesn’t solve heat stable salts problems oxygen scavengers don’t appear to stop the problem
Huntsman Corporation Business Confidential
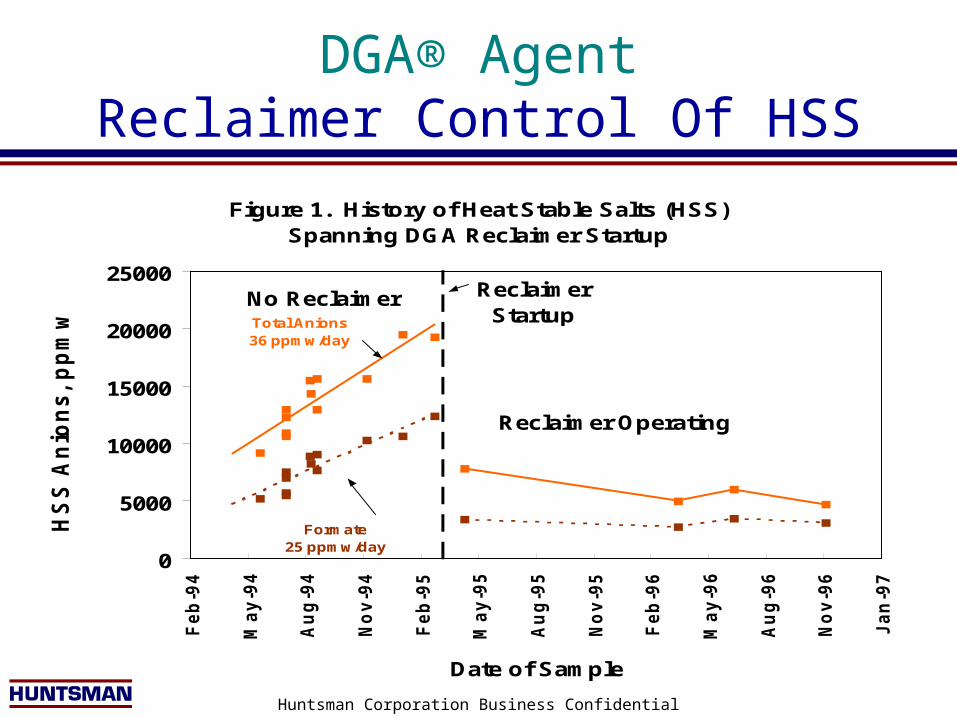
DGA® AgentReclaimer Control Of HSS
Figure 1. History of Heat Stable Salts (HSS) Spanning DGA Reclaimer Startup
0
5000
10000
15000
20000
25000
Fe
b-9
4
Ma
y-9
4
Au
g-9
4
No
v-9
4
Fe
b-9
5
Ma
y-9
5
Au
g-9
5
No
v-9
5
Fe
b-9
6
Ma
y-9
6
Au
g-9
6
No
v-9
6
Ja
n-9
7
Date of Sample
HS
S A
nio
ns,
pp
mw
.
No Reclaimer
Reclaimer Operating
Formate25 ppmw/day
Total Anions36 ppmw/day
Reclaimer Startup
Huntsman Corporation Business Confidential
Foaming: Surface Active Agents
Surface Active Agents (soap-like materials) What are they?
Complex hydrocarbons (naturally occurring) things like napthenic acids, etc
Additives in process chemicals some antifoams are formulated with spreading agents, that
in the absence of the foam-cutting agent can CAUSE foaming
example: oleic and palmitic acids in some silicone antifoams
Some types of corrosion inhibitors (“filmers”)

Huntsman Corporation Business Confidential
Foaming Cures: Surface Active Agents
Surface Active Agents (soap-like materials) ANTIFOAM & PROCESS CHEMICAL CONTROL
operators are responsible for all amine-process chemicals what is added at one absorber can effect the entire system; Too much antifoam can actually cause foaming! Test the antifoam to know it is compatible with LIQUID C3’s Use Activated Carbon; use pre- & post- filters on the carbon Antifoam and process chemicals (inhibitors, etc) use up
activated carbon capacity that is needed to cure foaming
Huntsman Corporation Business Confidential
Hydrocarbons and Foaming
Single most blamed source of Foaming Condensed vs. Entrained (aerosol) Dewpoint and Shrinkage
the 10-degree Rule
Kerosene cuts foaming (?) Napthenic Acids promote foaming General rule: more complex, more viscous,
presence of hydrophilic groups…likely to promote foaming
OH
Huntsman Corporation Business Confidential
Foaming Cures: Hydrocarbons
Condensed or Entrained Hydrocarbons Oil management
Compressor Lube Oil water wash if you have it Keep upstream K-O’s on line, and monitor make Skim at the flash/skim “3-phase” vessel
– Have it large enough to do the job (30 minutes)
Skim the Reflux if you can the “10 degree Rule”

Huntsman Corporation Business Confidential
OIL CONTROLInadequate Flash/Skim Vessel
ABSORBERREGENERATOR
RICH/LEAN EXCHANGER
CHARGE PUMP
LEAN COOLER
REFLUX CONDENSER
REFLUXACCUMULATOR
INLET GAS
RESIDUE GAS ACID GAS
RICH AMINE
REFLUX PUMP
TO FUEL
FLASH/SKIM VESSEL BOOSTER
PUMP
REBOILER
CARRYOVERSCRUBBER
INLETSEPARATOR
50 # SAT'D
STEAM
RECLAIMER
150 - 250 # SAT'D
STEAM
PARTICLEFILTERS
OIL
CARBONFILTER
OIL
“Oil” slug to Claus
Possible High Amine Losses
Possible High Carbon Consumption
Possible Foaming
Possible Foaming
Possible High Filter Usage
Huntsman Corporation Business Confidential
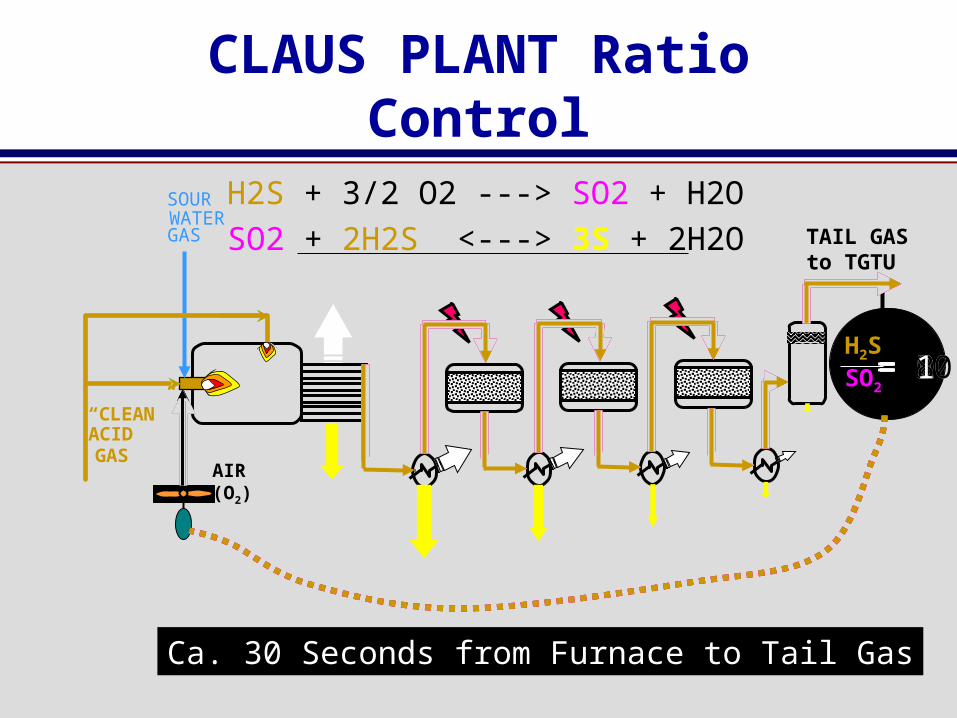
CLAUS PLANT Ratio Control
ACID GAS
“CLEAN”
H2SSO2
Ca. 30 Seconds from Furnace to Tail Gas
AIR (O2)
SOURWATERGAS
H2S + 3/2 O2 ---> SO2 + H2O
SO2 + 2H2S <---> 3S + 2H2O
= 2
TAIL GAS to TGTU
= 2= 50= 50= 0= 0= 8= 8= 1

Huntsman Corporation Business Confidential
OIL CONTROLAdequate Flash/Skim Vessel
ABSORBERREGENERATOR
RICH/LEAN EXCHANGER
CHARGE PUMP
LEAN COOLER
REFLUX CONDENSER
REFLUXACCUMULATOR
INLET GAS
RESIDUE GAS ACID GAS
RICH AMINE
REFLUX PUMP
TO FUEL
FLASH/SKIM VESSEL BOOSTER
PUMP
REBOILER
CARRYOVERSCRUBBER
INLETSEPARATOR
50 # SAT'D
STEAM
RECLAIMER
150 - 250 # SAT'D
STEAM
PARTICLEFILTERS
OIL
CARBONFILTER
OIL
NormalH2S
to Claus

Huntsman Corporation Business Confidential
Foaming Cures: Degradation Products
Degradation Products all amines degrade if you abuse them
with DGA® Agent, you can remove the degradation products with the reclaimer reclaim normally 1% slipstream run the reclaimer no hotter than 360 degrees F use condensate in preference to reflux the level control is vital: prevent carryover into the process dump the reclaimer at end of cycle: normally 3 to 6 months

Huntsman Corporation Business Confidential
Foam vs. FrothFoam Stable suspension of bubbles in Amine
Tight, soapy, stable bubbles stacked on top and in amine
Causes erratic P
Poor removal of H2S
Causes high amine losses, carryover into knockouts
Happens when amine is dirty, polluted with salts or surfactants
BAD; Abnormal
FrothQuickly-resolved mixture of gas and amine
Fragile, clean bubbles in amine and droplets sprayed into gas
Creates stable P
Good & Quick removal of H2S
No level gain or valve action in knockout
Good froth promoted by clean amine
GOOD; Normal
Huntsman Corporation Business Confidential
Foam: Conclusions
Keep the system clean run the reclaimer Use particle filtration, change the filters when they
need it Use activated carbon, change it when needed Be vigilant with antifoam; use it sparingly and know
who and how much… Prevent oil ingress (an equipment issue) Don’t blame the CLAUS/TGTU if upstream upsets
cause pollution

Huntsman Corporation Business Confidential
Amine Loss Control Strategy
Define Current Loss Rate And Establish A Target Baseline (LB/MMSCFD)
Mechanical Carryover Amine Conservation: Filter Changeout, Sump Pumpouts, Etc.
Process Based HSS Formation High Temperatures Foaming

Huntsman Corporation Business Confidential
Sources of Excessive Amine Solvent Losses
Mechanical Undersized Tower Diameter Trays Operating Above Flood Limit Plugged Or Damaged Trays Poor Amine Distribution Damaged Mist Eliminator
Entrainment Foaming Solubility
Vaporization Degradation
Huntsman Corporation Business Confidential
Causes of High Filter Changeout Frequency
Excessive Corrosion Carbon Fines Upstream Contaminants Upset Operational Conditions Micron Rating Too Low or Filter Too
Small
Huntsman Corporation Business Confidential
Start Up
Pre- Startup Inspection Prepare A Checklist
Plant Clean Out Chemical Wash Remove Residual Amines If Changing To A
Performance Product Load New Amine According to Pre-
Determined Procedures

Huntsman Corporation Business Confidential
Keys For Successful Troubleshooting
Solution Analysis Historical Trending
Operating Data Summaries Historical Trending
Computer Simulation Bench Marking
Huntsman Corporation Business Confidential
Solution Analysis
Use As Tool To Resolve Plant Operational Issues
Program Should Be Designed to Provide Necessary Information All Sample Analysis Are Not Created Equal
Three Categories Routine, Periodic, Special
Huntsman Corporation Business Confidential
Solution Analysis Cont.
Historical Trends Of Solvent Analysis Spot Analysis Shows The Current Quality
Of The Solvent Historical Data Will Show
– Where The Solvent Quality Is Heading– Where The Solvent Quality Has Been
Consistency With Analysis Is Important

Huntsman Corporation Business Confidential
Sample Analysis Frequency Routine (Time Critical)
Often Completed On Site Field Analysis Loading, Solution Strength, HSAS (Refineries)
Periodic (More Extensive) Requires More Sophisticated Equipment Normally Completed At Central Lab Describes The Overall Condition Of The Solvent Huntsman Routine Tests Are Periodic
Special Non Routine Analysis Very Sophisticated Equipment (NMR, GC/MS, CE Etc.)

Huntsman Corporation Business Confidential
Foaming TestIC/HPLC/NMR Analysis
(Cation Analysis) Trace Metal AnalysisAmmonia (Reflux)ViscositySpecific GravityTrend Analysis
Total Alkalinity - Solution StrengthTotal Nitrogen by Kjeldahl (Total Amine)Karl Fischer WaterHSS Determination by
Titration and IC Anion AnalysisH2S/CO2 Acid Gas Loadings
Analytical Services Provided By The Huntsman Gas Treating Labs Include:
Gas Treating Solvent Analytical Services

Huntsman Corporation Business Confidential
Sampling Procedure
Use Huntsman Sample Kits for Premium Products
Samples Should Be Taken During “Steady State” Operating Conditions
Take Care to Properly Flush Lines, Fill Bottles, & Label the Sample

Huntsman Corporation Business Confidential
Operating Data Summaries
Use As A Tool To Track Unit Performance Should Be Designed To Provide
Necessary Information Too Much Information Is As Bad As None At
All Historical Trends Of Operating Data
Cannot Tell Where You Are If You Do Not Know Where You Have Been

Huntsman Corporation Business Confidential
Computer Simulation
Copy Of A Computer Simulation Based On Design Or Smooth Operation Simulation Is Still An Art Difficult To Evaluate Results Without A
Base Case
Huntsman Corporation Business Confidential
Bench Marking
Compare To Industry Standards Compare Current Operation To Past Difficult To Define And Address Problem
Areas Without It Concentrates Efforts
Huntsman Corporation Business Confidential
In Review
Analyze Your System Compare vs Operational Guidelines Make Adjustments - record Repeat 1st three until you system is
within guidelines Monitor Your System Communicate with other Users and SRU