ii. wear prevention by addition agents - royal...
TRANSCRIPT

II. W ear prevention by addition agentsB y O tto B e e c k , J . W . G iv e n s a n d E. C. W il l ia m s
Shell Development Company, Emeryville, California
( Communicated by J . W.McBain, F.R.S.—Received 4 April 1940)
[Plates 5, 6]
I f two m etal surfaces slide over each other in the presence of a lubricant and under high load, high pressures and tem peratures prevail a t those isolated spots which actually carry the load, leading to wear and possibly to breakdown.
The action of wear preventing agents under these conditions has been studied in detail and it has been found th a t such agents are effective through their chemical polishing action, by which the load becomes d istributed over a larger surface and local pressures and tem peratures are decreased. Especially effective are compounds containing phosphorus or o ther elem ents of group V of the periodic system . These have been found to form a m etal phosphide or homolog on the surface which is able to alloy w ith the m etal surface, lowering its m elting point m arkedly, and by th is action aiding greatly in m aintaining a polish.
The wear experim ents were carried ou t w ith a highly sensitive and accurate m ethod which uses m etal-plated steel balls as its sliding elements. U nder the experim ental conditions additions of T5 % triphenyl phosphine or triphenyl arsine in white oil gave wear prevention factors of 7-2 and 12-2 respectively (relative to pure w hite oil). A further addition of 1 % of a long chain polar compound is able to double the wear prevention factor obtained w ith the polishing agents and wear prevention factors as high as 17-6 have been observed. The specifically physical action of the long-chain polar compounds is discussed in the preceding paper.
On the m echanism of boundary lub rica tion
1 . I n t r o d u c t io n
Engineering developments of the last ten years have called for lubrication under more and more severe conditions both with respect to temperature and pressure. These demands have been met, up to the present, by the purely empirical method of adding small amounts of certain chemicals to the oil in order to impart certain desired properties. One of the most important of these properties is the prevention of wear and in extreme cases of seizure and breakdown. Excessive wear, if truly mechanical, will in all cases eventually lead to seizure unless the welding of the surfaces is prevented by anti-welding agents, which of necessity are corrosive in order to create non-metallic bodies between the surfaces. Such remedy will prevent
[ 103 ]
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from

104
seizure but will add ‘corrosive wear’ to the mechanical wear after the latter has caused a sufficient temperature increase to bring about rapid corrosion. Anti-welding agents are often corrosive even at room temperature.
I t has already been pointed out in Part I that under severe conditions of high pressure (which may be intentional as well as accidental) no truly fluid film of the lubricant will exist between the sliding surfaces, and the term of ‘ boundary lubrication ’ has been widely adopted for this condition. Boundary or non-hydrodynamic lubrication is, therefore, readily distinguished from fluid film or hydrodynamic lubrication, which takes place under maintenance of an oil film of sufficient thickness that hydrodynamic properties such as viscosity are the sole characterizations necessary. Under these conditions no frictional wear takes place. From the scientific standpoint boundary lubrication is a very elusive and complicated problem, and it is apparently for this reason that practical investigators have tried, almost at random, thousands of compounds for imparting to a given oil properties which, under boundary conditions, would prevent wear of the sliding surfaces. Almost as many positive claims have been made for wearpreventing compounds, although no clear understanding of the mechanism has been achieved in any of these cases.
Although sliding friction and mechanical wear are logically closely connected, no significant correlation is found between the coefficients of friction and wear with various oils with and without addition agents. Under moderate conditions the coefficient of boundary friction varies but little with pressure, temperature, and material of both the lubricant and the surfaces. The reason for this lies in the fact that wear takes place momentarily at isolated spots, which are small compared to the whole surface, and that, although these isolated spots must exhibit a higher coefficient of friction at the moment of abrasion, the resulting change for the whole system is too small to affect the over-all coefficient of friction unless refinements of the type of Bowden’s ‘ stick-slip ’ method are used.
Wear is, however, an accumulative effect and, therefore, its measurement is always possible even if the rate of wear is very low. The present investigation is based on wear measurements of great accuracy and simplicity. The conceptions arrived at and the mechanism presented will be deduced and elucidated step by step. From the basic conception of a temperature selective chemical polishing agent we will proceed to a eutectic theory of polish and wear prevention, and shall finally show that the use of long-chain polar compounds in conjunction with chemical polishing agents is highly effective, although long-chain polar compounds alone are of comparatively little value from the standpoint of wear prevention.
O. Beeck, J. W. Givens and E. C. Williams
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from

The mechanism by which long-chain polar compounds help to prevent wear on highly polished surfaces has been discussed in Part I (preceding this paper) in detail from the standpoint of the coefficient of friction and surface film orientation.
Among the many wear-preventing agents mentioned in the literature tricresyl phosphate is very effective and has been widely used. I t is for this reason that a detailed study of its action was made the starting-point of this investigation, which finally has led to a mechanism of wear prevention in no way limited to this material, but including several large groups of compounds.
2. A pp a r a t u s
For the wear measurements the motor-driven modification of the Boerlage four-ball apparatus (Boerlage and Blok 1937) was used, which is described in detail in Part I, section 2 (6), (c).
Wear measurements may be made either by measuring the wear spot diameters on the stationary lower balls or by actual measurement of the quantity of abraded iron in the oil. The former method is not very accurate and applicable only if time is allowed for sufficient material to be abraded, so tha t the roughness of the surface has little influence on the measurements. But even then the unavoidable change in pressure and pressure distribution over the wear spot makes correlation of the measurements difficult. A third method which proved extremely sensitive and reproducible consisted in electrolytically plating the steel balls with a very even thin layer of the metal to be investigated, and to run the plated balls in the wear apparatus until the track on the upper rotating ball was worn through to the steel. The time elapsed could be measured very accurately and was found to be reproducible within 1%.
A few experiments were carried out by pressing a metal rod or block against a rotating steel disk.
3 . W ea r e x pe r im e n t s w ith tr io r esy l ph o sph a te
ON STEEL SURFACES
The experiments consisted in running the four-ball wear apparatus with £ in. steel balls in solutions of tricresyl phosphate in white oil* for 2 hr.
* W hite Mineral Oil U .S .P .:Viscosity a t 100° F 349-3 S.U.S.
210° F 51-6 S.U.S.Viscosity index 65Density a t 60° F 0-8876
On the mechanism of boundary lubrication 105
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from

106 0 . Beeck, J. W. Givens and E. C. Williams
at 14-4 kg. load and determining the wear-spot diameters and quantities of abraded iron. The data obtained are shown in figure 1.
These results show clearly that the measurement of wear-spot diameters is too insensitive for small amounts of wear. In this particular case there is not even a deviation beyond the experimental error from the theoretical diameter of the contact area of 0*0154 cm., which may be calculated from the elastic properties of the steel and the geometrical set-up of the four balls (Timoshenko 1934). The chemical method, however, shows the important
10 20 3 0% TRICRESYL PHOSPHATE IN WHITE OIL
Figure 1
result that there is an optimum concentration of about 1-5% of tricresyl phosphate for which the wear is a minimum under the given conditions. The numerical wear decrease is very considerable and, as seen in figure 1, the addition of T5% tricresyl phosphate to white oil causes a wear reduction to 20% of the original value. We may express this by simply stating tha t the new combination has a ‘ wear reduction factor ’ 5. This term will be used throughout this paper.
4. T h e c o n c e p t o p a t e m p e r a t u r e s e l e c t iv e p o l is h in g
AGENT AND ITS EXPERIMENTAL VERIFICATION
The finding of a pronounced wear minimum for the addition of tricresyl phosphate, together with the fact that pure tricresyl phosphate showed excessively high wear, suggested at once tha t this material acted by
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from

On the mechanism of boundary Lubrication107
corrosive action rather than by protective action. I t is well known tha t the most carefully machined metal parts have a microscopic roughness and that, if two such surfaces are pressed against each other, the load is not uniformly distributed over the entire area of geometrical contact, but is carried on a number of isolated points. Bowden and collaborators have verified this in a series of beautiful experiments, and have shown that for steel surfaces the actual area of contact may be less than one ten-thousandth of the apparent area. This varies, of course, with the pressure.
I t is evident, then, that if such surfaces slide over each other, the enormous pressure at the isolated points of contact will produce excessively high temperatures (see also Bowden and Ridler (1936) and Blok (i937)) at local spots followed by welding and tear and general roughening of the surfaces leading to higher and higher temperatures of the bulk of the metal and ultimately to seizure and breakdown. I t is evident, too, tha t under such conditions adsorbed layers of, for instance, long-chain polar molecules, cannot possibly give enough protection, since the high pressures and temperatures at the isolated spots will destroy such a film instantly. But it is clear, on the other hand, that if the load were distributed better over the apparent surface, less severe conditions of pressure and temperature would prevail. In other words, if the surfaces were highly polished and could be maintained at a high polish, wear would decrease or even disappear, since the thin layer of lubricant molecules will withstand more easily the lower pressure and temperature without breakdown.*
The same general considerations will also hold if the load is so high tha t plastic deformation occurs. The extreme case would be that in which through plastic deformation the actual surface of contact approaches the apparent surface of contact. This is, undoubtedly, the case in the experiments with copper- and gold-plated steel balls which will be described later. Although in these cases the load is carried from the beginning by a larger surface and the extreme pressures a t local spots will not be so high, the surfaces of contact will still be irregular although they may conform better. If, therefore, a tangential force is applied (sliding conditions), local pressures much higher than the normal pressure will occur, and these pressures will only disappear after the sliding surfaces have been worn plane or at least conform perfectly in the direction of sliding.
* In fact, W itte (1935) has described a journal bearing, the babbit m etal of which was sprayed on to the surface under a large centrifugal force. The babbit m etal layer was only 0-1 mm. thick and was a perfect m irror surface. Such bearing showed surprisingly good properties in rigorous wear tests.
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from

108 0 . Beeck, J. W. Givens and E. C. Williams
I t was suspected, therefore, that tricresyl phosphate was helping to cause and to maintain a higher polish of the surface by preferentially corroding away the isolated spots, since these are, as we have seen, initially at the highest temperature. As soon as the high points are smoothed off, the load will be distributed over a much larger surface, and consequently the temperature will decrease which in turn will make tricresyl phosphate less effective.
In figure 2 are shown corrosion experiments which clearly support this view, and which completely explain the occurrence of the wear minimum
2 7 5 * C
2 0 0 "C0 1 2 3 4
\ TRICRESYL PHOSPHATE IN WHITE OIL
Figube 2. Corrosion of steel balls by solutions of tricresyl phosphate in white mineral oil.
in figure 1 by simultaneous corrosion and polishing action. At low concentrations the lack of polish causes mechanical wear, and at high concentration corrosive wear becomes predominant; in between is the region of temperature selective chemical polishing action.
The importance both of temperature and of truly chemical action has been demonstrated separately and conclusively with two further series of experiments.
The first series was carried out by pressing a weighted steel pin (2 mm. in diameter) against a flat rotating horizontal steel disk. The load applied was 10*3 kg. and the sliding velocity was 794 cm./sec. In these experiments the disk was kept running for 2 hr. with a continuous flow of oil over its surface. An oil with and without 1-5% tricresyl phosphate was used. The results are shown in figure 3 (plate 5). The pin that was lubricated with
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from

oil containing tricresyl phosphate was highly polished on part of its cross-section (it evidently had been sliding on this part only) and the original carefully machined shape was unaffected. The pin which had been lubricated with the straight oil only was peened over a t its end to a clearly visible mushroom-like shape. In both cases the actual wear could not be detected by weighing the pins. However, in the case without tricresyl phosphate, the temperature must have been raised high enough to cause plastic flow of the mild-steel pin. The extraordinary roughness of this surface shows tha t this flow did occur in crystalline boundaries rather than in the crystallites themselves, showing that plastic flow in itself is not able to produce a polish. This proves conclusively that, in case of the addition agent, the temperature stayed very much lower because of better distribution of the load over the surface.
The second series of experiments was designed to verify the correctness of the assumption of a chemical action without which no polish and, subsequently, no wear prevention could be obtained, if this concept is right. These experiments were made in the four-ball wear apparatus with gold-plated steel balls by the method described above. Since tricresyl phosphate cannot react with gold under the experimental conditions, it should have no influence on the time required to wear the gold plate through. The two photomicrographs in figure 4 (plate 6) show the appearance of the wear track of the upper rotating ball after the underlying steel surface had just broken through. The time required was 97 min. Both experiments were made with the same set of balls, which were merely shifted in their holders to use new surfaces. Thus equal thickness was guaranteed in bQth experiments. These experiments prove, therefore, conclusively that tricresyl phosphate is effective by its chemical action. Likewise, the appearance of a tungsten pin pressed against the rotating steel disk was not influenced by tricresyl phosphate in agreement with the fact that tungsten was not even attacked in boiling tricresyl phosphate.
For completeness it should be mentioned that steel balls when heated for a few minutes in tricresyl phosphate or its solution in white oil become coated with a smooth uniform film that often shows bright interference colours. Observations on these films have shown that they are probably formed through catalytic action of traces of phosphoric acid at the metal surface, and that they consist of resinous material incapable of resisting any greater shearing stress. Their presence is merely incidental and without influence on the mechanism of wear prevention.
On the mechanism of boundary lubrication 109
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from

110 O. Beeck, J. W. Givens and E. C. Williams
5 . Com parative r a tes oe w e a r w it h t r ic r e sy l p h o s p h a t e ,DIBENZYL DISULPHIDE, AND LONG-CHAIN POLAR COMPOUNDS
The great sensitivity and reproducibility of the method employed with gold-plated steel balls made it desirable to use this method whenever possible. Platings of almost all metals could be obtained, but their mechanical properties were not always suitable. Excellent platings were obtained with copper and, since experiments with this material have led to a satisfactory generalization of the mechanism of wear prevention presented, most of the following experiments were carried out with copper- plated balls in the four-ball apparatus. All experiments were made with reference to runs with white oil on each set of balls, and could easily be compared. Our wear-reduction factor became then simply the ratio of the time for the copper plate to be worn through with the oil containing the addition agent to the time for the same plate to be worn through with white oil alone. The time for the plate to wear through without addition agents was usually from 30 to 50 min. with a load of 2-2 kg. running at 120 r.p.m. and using £ in. balls.
A comparison of the wear-reduction factor for five specially chosen compounds is given in table 1. I t is seen that the wear reduction factor for tricresyl phosphate on copper is close to the factor five found for steel. The optimum wear-prevention factor of dibenzyl disulphide,* however, is only 2-5, indicating that the particular type of corrosion is of great importance and requires further study. Long-chain polar compounds* are relatively ineffective under the same conditions, and it seems tha t oleic acid and stearone are superior to copper oleate by their corrosiveness towards copper at the high temperatures of the actual points of contact.
I t was observed that the wear track was particularly bright and highly polished after running with tricresyl phosphate, but in all other cases was relatively dull and streaked.
6. T h e eu t e c t ic t h e o r y
In studying the comparative chemistry of sulphur and phosphorus, one is immediately struck by the alloy-like character of the metal phosphides. Their compositions are somewhat indefinite and are not determined by the valence of the metal. The compositions of the sulphides, on the other hand, are strictly determined by valence.
* Dibenzyl disulphide (see also figure 5) and the long-chain polar com pounds do no t show a pronounced wear minimum, their effect being independent of concentration over a wide range from a few ten ths of one per cent to several per cent.
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from
On the mechanism of boundary lubrication 111
The literature also shows tha t in the equilibrium diagrams of iron, copper, and nickel with phosphorus sharp eutectics at rather low concentrations of phosphorus are to be found. In the case of iron, the eutectic mixture contains 10-2% phosphorus and has a melting-point of 1020° C, 515° below that of iron. The solid phases present are Fe and Fe3P. In the iron-carbon- phosphorus system there is a ternary eutectic a t 952° C having the composition 10% phosphorus, 3*5% carbon, and 86-5% iron. In the case of copper, the eutectic mixture contains 8-27% phosphorus and melts at 707° C, 376° below that of copper. The solid phases present are Cu and Cu3P.
I t is further known that heating together phosphates or phosphoric acid, a metal, such as iron or copper, and carbon gives the metal phosphide as the principal product. This was verified by refluxing iron powder with tricresyl phosphate and identifying the iron phosphide formed by its rapid decomposition by dilute acid accompanied by copious evolution of phosphine.
T a b l e 1. Co m parative r a t e s of w e a r fo r so l u t io n s of t r ic r e sy l
PHOSPHATE, DIBENZYL DISULPHIDE, AND LONG-CHAIN POLAR COMPOUNDSin w h it e o il . W e a r in g of c o ppe r -p l a t e d b a lls o n th e f o u r -b a l l
WEAR APPARATUS2-2 kg. load. 120 r.p.m .
W ear reductionNo. M aterial added to w hite oil factor
1 1-5% tricresyl phosphate 5-42 1-5% dibenzyl disulphide 2-53 1-0% oleic acid 1-44 Stearone (saturated solution) 1-45 1-0% copper oleate 11
From these facts, the occurrence of an effect peculiar to phosphorus and not to sulphur can be deduced. This is the formation, by corrosive action and subsequent reduction by carbon, of a metal phosphide. The phosphide, being metallic in nature, alloys with the metal surface, lowering its melting- point markedly, and aiding greatly in maintaining a polish (Bowden and Hughes 1937). The lowering of the melting-point was easily demonstrated by heating a phosphide-coated copper surface until the melting of the surface was easily seen. A similar reduction of the melting-point by sulphur or chlorine on an iron or copper surface is not possible.
In view of this new picture of the action of tricresyl phosphate it is evident that there is no reason for using phosphorus in the form of phosphates ; instead, it might be better to use it as a phosphide, thus eliminating
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from
112the step involving the reduction from phosphate to phosphide. I t also should be possible by aid of existing phase equilibrium data to propose other elements for addition agents (see also table 5).
Such a selection has been made and experiments with oil-soluble substances containing such elements are presented in table 2. In most cases 1*5% of the material was added to white oil, and it is shown in figure 5 that
T a ble 2 . Co m parative r a tes of w e a r fo r so l u t io n s of v a r io u s
COMPOUNDS IN WHITE OIL. WEARING OF COPPER-PLATED BALLS ON THE FOUR-BALL WEAR APPARATUS
2-2 kg. load. 120 r.p.m .
0 . Beeck, J. W. Givens and E. C. Williams
W ear reductionM aterial added to w hite oil factor
1-5% triphenyl phosphine 7-21-5% triphenyl arsine 12-21-5% triphenyl arsenite 9 01*5% triphenyl stibine 3 01-2% tetrabenzyl silicon 3-21-5% tetraphenyl silicon (130° C) 1-51-5% triphenyl phosphine sulphide 1 0Saturated triphenyl m ethoxy phosphorus 6-8
dichloridePhosphonitrilic chloride (PNC12)3 7-3
this is in fact approximately the concentration to obtain minimum wear not only for tricresyl phosphate but also for the two most effective substances, triphenyl phosphine and triphenyl arsine. The following points are of particular interest:
(1) Triphenyl phosphine is more effective than tricresyl phosphate. (The respective wear-reduction factors are 7-2 and 5-4.)
(2) Triphenyl arsine is better than any other compound investigated.(3) A chemical disturbance may completely nullify the polishing action
as is shown by the result with triphenyl phosphine sulphide. Evidently a non-corrosive, non-eutectic-forming reaction takes place with this addition agent.
The wear preventing action shown by triphenyl phosphine and triphenyl arsine indicates the predominating influence of the alloy formation. In this case the possibility of corrosion by strong acid is very remote. Since the elements are already in their lowest valences, alloy formation proceeds directly. This shows that the form in which an element, capable of reducing wear according to the mechanism described above, is used, is not of great importance as long as it is able to react with the surface in the desired way.
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from

Beeck, Givens and Williams Proc. Roy. Soc., A , vol. 177, plate 5
Figure 3. Steel pins sliding on rotating steel disk. L eft: lubricated w ith white oil + 1-5% tricresyl phosphate. R ight: lubricated with white oil only.
{Facing p . 112)
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from
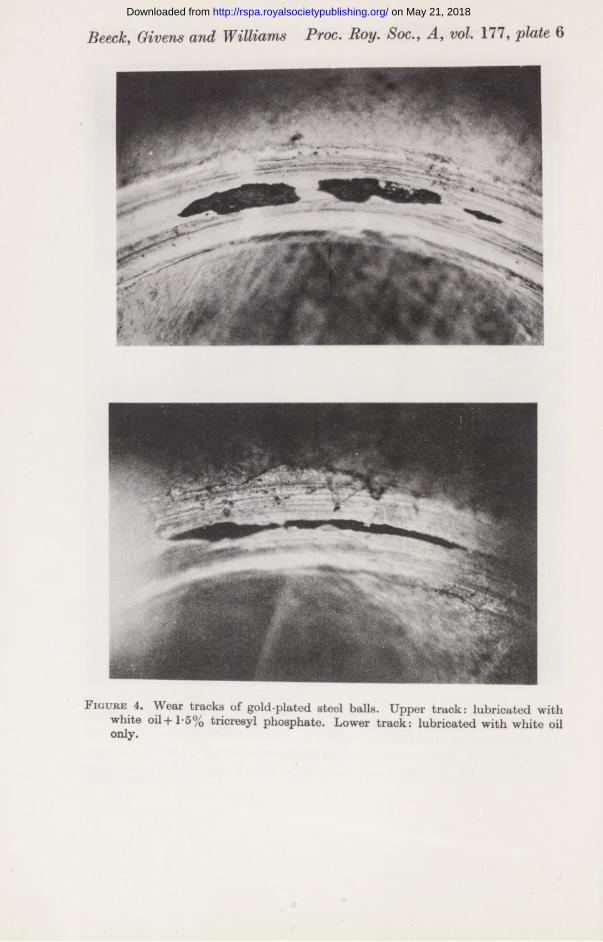
Beeck, Givens and W i l l i a m s P r o c . Roy. A, vol. 177, plate 6
1 igure 4. W ear tracks of gold-plated steel balls. U pper t r a c k : lubricated w ith white oil + 1-5% tricresyl phosphate. Lower track : lubricated w ith white oil only.
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from

On the mechanism of boundary lubrication 113
The last two compounds in the table do not contradict the proposed mechanism although they contain chlorine. I t is known that both are very stable toward hydrolysis with the liberation of hydrochloric acid. The phosphonitrilic chloride polymer is also stable with respect to thermal decomposition. The triphenyl methoxy phosphorus dichloride decomposes on heating, but the products obtained are not well known.
OIBENZYL DISULPHIDE
% ADDITION AGENT IN WHITE OIL
F igure 5
According to the theory an entirely different behaviour should be expected for tin. Here the tin phosphide, which is easily formed, alloys with tin to form a compound of higher melting-point than tin. This should raise the temperature of the sliding surfaces and inhibit the polishing effect. The wear should be large. In fact, a tin block pressed against the rotating steel disk wore approximately four times as fast with 1-5% tricresyl phosphate in white oil than with white oil alone.
This is probably the reason for the ineffectiveness of tricresyl phosphate with bronze balls containing tin, while the wear of brass balls containing zinc was effectively reduced.
Vol. 177. A. 8
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from

This also shows that it is not possible to speak precisely of wear preventing addition agents without specifying the metals for which they are suitable.
114 O. Beeck, J. W. Givens and E. C. Williams
7. L ong -c h a in polar c o m po u n d s in c o m bin a tio n
WITH CHEMICAL POLISHING AGENTS
The complete isolation of boundary lubrication is not always easy, since any sliding mechanism in motion seems to show fluid film lubrication to some degree. This fluid film lubrication, however, completely disappears for surfaces sliding under high pressure at very low velocities. A careful study has been made in these laboratories (see Part I, preceding this paper) of the relations between friction, sliding velocity, lubricant, and nature of the surface. I t was found that the transition from boundary lubrication to a state of ‘ quasi-hydrodynamic ’ lubrication could be induced or promoted by the addition of certain polar compounds. The ‘wedging effect’ of these compounds consists of the easy formation of exceptionally thick lubricant films under high pressures and relatively low sliding speeds. The state of quasi-hydrodynamic lubrication is characterized by low coefficients of friction approaching those of hydrodynamic lubrication. The effect is most marked on highly polished surfaces. This suggested that the chemical polishing agents might produce surfaces on which long-chain polar compounds would show a high activity and would reduce wear still further. The following experiments have verified this view beyond expectation.
T a ble 3 . R a tes of w ea r for c o m b in a t io n s of chem ical p o l ish in g
AGENTS WITH LONG-CHAIN POLAR COMPOUNDS. WEARING OF COPPER- PLATED BALLS IN THE FOUR-BALL WEAR APPARATUS
2-2 kg. load. 120 r.p.m .W ear reduction
Material added to w hite oil factor1-5% tricresyl phosphate + 1-0% oleic acid 10-31-5% tricresyl phosphate + 1 0 % copper oleate 10-31-5% tricresyl phosphate + stearone (saturated solution) 8-61-5% tricresyl phosphate+.1-0% m esityl heptadecyl 10-4
ketone1-5% triphenyl phosphine + 1 % tristearin 14-21-5% triphenyl arsine + 1 0 % oleic acid 2-41 • 5 % triphenyl arsine + 1 • 0 % m esityl heptadecyl ketone 17-61*5% triphenyl arsen ite+ 1% m esityl heptadecyl ketone 7• 215% dibenzyl disulphide + 1*0% m esityl heptadecyl 3-4
ketone1-5% dibenzyl disulphide + 1 0 % oleic acid 2-2
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from
On the mechanism of boundary lubrication 115
Table 3 shows wear-reduction factors for various chemical polishing agents in combination with long-chain polar compounds, including also some unfavourable combinations.
The effect of polar compounds in combination with tricresyl phosphate and triphenyl phosphine is most striking. The combinations are about twenty times as effective as the polar compound alone and twice as effective as either polishing agent alone. In the case of triphenyl arsine, the addition of 1% of mesityl heptadecyl ketone increased the wear- prevention factor from 12-2 to 17-6.
In the cases where dibenzyl disulphide was used, the polar compounds are of little effect which shows independently tha t this compound exerts only a mild polishing action.
8. U n f a v o u r a b l e c o m bin a tio n s
Table 3 shows that the combination of triphenyl arsine and oleic acid is very unfavourable while the combination of tricresyl phosphate and oleic acid is very effective. I t seems difficult at this stage to explain these facts satisfactorily. We must remember, however, that compounds of the type of triphenyl phosphine or triphenyl arsine oxidize easily and tha t the oxidation products are relatively oil-insoluble in contrast to the readily oil- soluble tricresyl phosphate. I t seems possible, therefore, that a reaction between oleic acid and triphenyl arsine or phosphine at the sliding surfaces renders the metals unavailable for the phosphide or arsenide formations, although this effect may also be produced by a preferential strong adsorption of oleic acid on the surface. In the case of tricresyl phosphate, however, small amounts of phosphoric acid may be formed a t the higher temperature between the sliding surfaces and the phosphoric acid may be able to replace the oleic acid, thus permitting the surface alloy to form. But there may be still other possibilities of explaining the observed fact. In general, strong oxidizing materials containing oxygen, sulphur or the halogens are detrimental to the action of chemical polishing agents, as shown in table 4.'
9 . T a b l e s to a id in th e system atic search for
CHEMICAL POLISHING AGENTS
A survey was made of binary systems involving metals and semi-metallic elements that have the properties required by the mechanism outlined in this report. The data given were taken largely from the International Critical Tables, exceptions being noted. The systems are classified with
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from
116 0 . Beeck, J. W. Givens and E. C. Williams
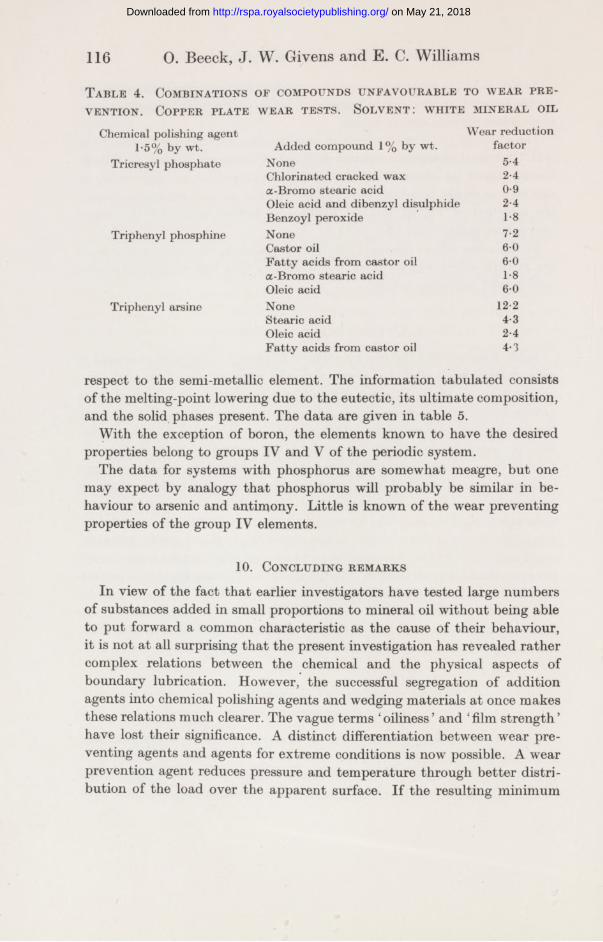
T a ble 4. Co m binatio ns of com po unds u n f a v o u r a b l e to w e a r p r e v e n t io n . Co pper plate w ea r t e s t s . S o l v e n t : w h it e m in e r a l oil
Chemical polishing agent W ear reduction1-5% by wt. Added compound 1 % by wt. factor
Tricresyl phosphate None 5-4Chlorinated cracked wax 2-4a-Bromo stearic acid 0-9Oleic acid and dibenzyl disulphide 2-4Benzoyl peroxide 1-8
Triphenyl phosphine None 7-2Castor oil 6 0F a tty acids from castor oil 6-0a-Bromo stearic acid 1-8Oleic acid 6-0
Triphenyl arsine None 12-2Stearic acid 4-3Oleic acid 2-4F a tty acids from castor oil 4-3
respect to the semi-metallic element. The information tabulated consists of the melting-point lowering due to the eutectic, its ultimate composition, and the solid phases present. The data are given in table 5.
With the exception of boron, the elements known to have the desired properties belong to groups IV and V of the periodic system.
The data for systems with phosphorus are somewhat meagre, but one may expect by analogy that phosphorus will probably be similar in behaviour to arsenic and antimony. Little is known of the wear preventing properties of the group IV elements.
10. Co n c l u d in g r em a r k s
In view of the fact that earlier investigators have tested large numbers of substances added in small proportions to mineral oil without being able to put forward a common characteristic as the cause of their behaviour, it is not at all surprising that the present investigation has revealed rather complex relations between the chemical and the physical aspects of boundary lubrication. However, the successful segregation of addition agents into chemical polishing agents and wedging materials at once makes these relations much clearer. The vague terms ‘ oiliness ’ and ‘ film strength ’ have lost their significance. A distinct differentiation between wear preventing agents and agents for extreme conditions is now possible. A wear prevention agent reduces pressure and temperature through better distribution of the load over the apparent surface. If the resulting minimum
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from

On the mechanism of boundary lubrication 117
T a b l e 5 . M e l t in g -po in t l o w e r in g s , eu tec tic c o m po sitio n , a n d so lid
PHASES IN EUTECTIC MIXTURE FOR BINARY SYSTEMS OF METAL AND SEMI-METALLIC ELEMENTS
Melting-point Solid phases
lowering, Eutectic in eutecticSemi-metallic element Metal °C composition m ixture
System s containing As Ag 423 20% As Ag, AsAu 400 27% As Au, ?Co 584 30% As Co, Co6As2Cu 395 21% As Cu, Cu3AsMn 330 22% As Mn, Mn^AsP t 1152 1-3% As P t, PtjjAsaFe 700 30% As (Fe, As), Fe2As
Systems containing Sb Ag 402 28% Sb Ag, Ag3SbAu 695 25% Sb Au, AuSb2Cu 449 28% Sb Cu, Cu6Sb2Ni 355 35% Sb Ni, Ni4SbP t 1001 23% Sb P t, P t5Sb2Fe 533 50-5% Sb Fe, Fe3Sb2Co 410 39% Sb Co, CoSb
Systems containing P Ni 570 11% P Ni, Ni3PFe 515 10-2% P Fe, Fe3PCu 376 8-3% P Cu, Cu3P
Systems containing Si Ag 133 1-8% Si Ag, (Ag, Si)Au 693 6% Si Au, SiCo 285 16% Si Co, Co2SiCu 283 8-6% Si —
Ni 295 10% Si Ni, Ni3SiFe 330 20% Si Fe, FeSi
Systems containing B Ni 310 0-4% B Ni, Ni2BFe 370 3-5% B Fe, Fe2B
„ „ Ti Fe 205 13% Ti Fe, FeTi„ „ Ge* Cu 433 35% Ge —
999, Z rf Fe 205 16% Zr Fe, FeZr2
* Schwarz and Elstner (1934). f Vogel and Tonn (1931).
pressure is still too high for the maintenance of a stable oil film, metal to metal contact will take place in spite of the high polish. Since in this case the surface of actual contact is relatively very large, seizure and breakdown will follow very rapidly. An extreme pressure addition agent should, therefore, be corrosive in the sense of preventing any polishing action. This will be the case if the reaction product has anti-welding properties, i.e. if its melting-point is high and if it does not form low melting alloy with the metal below. This shows that good wear preventing agents can never be
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from
118
good extreme pressure agents, and conversely, agents capable of preventing seizure under extreme conditions will generally not be able to reduce wear. These deductions are in good agreement with the observed facts.
R e f e r e n c e s
Blok 1937 2nd World Petroleum Congress.Boerlage and Blok 1937 Engineering, 144, 1.Bowden and Hughes 1937 Proc. Roy. Soc. A, 160, 575.Bowden and Ridler 1936 Proc. Roy. Soc. A , 154, 640.Schwarz and E lstner 1934 aChem. 217, 289. Timoshenko 1934 Theory of elasticity. McGraw-Hill Book Co.Vogel and Tom 1931 Arch. Eisenhiittenw. 5, 387.
W itte 1935 E. Ver. dtsch. Ing. 79, 98.
O. Beeck, J. W. Givens and E. C. Williams
On the electromagnetic two-body problem
B y J. L. S y n g e
Department of Applied Mathematics, University of Toronto
(Communicated by E. T. Whittaker, F.R.S.—Received 11 July 1940)
The paper contains a direct a ttack on the electrom agnetic two-body problem, based on the hypotheses (i) th a t the bodies are particles, (ii) th a t the fields are given by the retarded potential, (iii) th a t the force on a particle is the Lorentz ponderomotive force (w ithout a radiation term ). A m ethod of successive approxim ation leading to an exact solution is outlined. General expressions are found for the rates of change of invariant quantities Which are the constants of energy and angular m om entum in the K epler problem, and formulae are developed for the principal parts of these ex pressions in the case where the ratio of the masses of the two particles is small. This is applied in detail to the case where the orbit of the light particle is approxim ately circular. I t is found th a t energy disappears from the motion, so th a t the orbital particle slowly spirals in, bu t the ra te a t which this occurs is much less than th a t given by the usual form ula for radiation from an accelerated electron. Except in some final calculations, no assum ption of small velocity is made, the sole basis of approxim ation being the smallness of the mass-ratio.
1. I n t r o d u c t io n
The present paper is classical in the sense that it does not refer to quantum mechanics, but it is relativistic in the sense of the special theory. Its purpose
on May 21, 2018http://rspa.royalsocietypublishing.org/Downloaded from