improved pulp propertiesmproved pulp properties thru fiber ... · improved pulp propertiesmproved...
TRANSCRIPT

Improved Pulp PropertiesImproved Pulp Properties thru Fiber Modificationthru Fiber Modification
Art J. RagauskasSchool Chemistry & BiochemistrySchool Chemistry & Biochemistry
Institute of Paper Science & TechnologyGeorgia Institute of TechnologyGeorgia Institute of Technology
Atlanta, GA
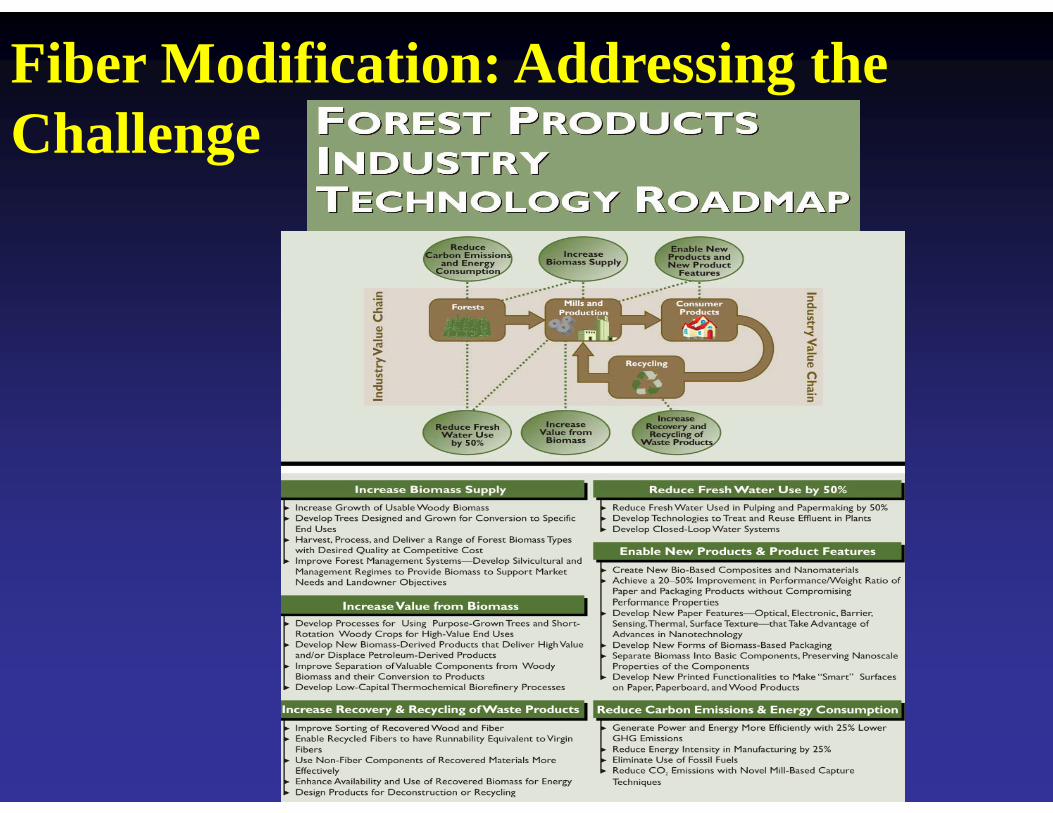
Fiber Modification: Addressing the Challenge

Fiber Modification: The World is not Flat
What is Needed to Make Stable Complex Curved Paper StructuresB Fib Fib B di• Better Fiber-Fiber Bonding
• Moisture insensitivity• Nano coatings
C li ki• Crosslinking• Grafting• Resins• LbL• LbL
• Better Stress Transfer• Engineered fiber surfaces• Fibers reinforced with bio-composites• Fibers reinforced with bio-composites
• Thermo/chemical responsive green composites/resins

Fiber Modification: Southern SW Fiber vs Northern
SW/Tropic HW for Tissue/TowelSW/Tropic HW for Tissue/TowelSouthern Fiber Suffers from fiber coarseness
Ti d i d i b l f lTissue and tissue products requires a balance of several competing effects including tensile strength, absorbency and softness. Of these three parameters, the strength of the sheet and its corresponding softness often exhibit a
ftnes
s
sheet and its corresponding softness often exhibit a dependency on each other. For example, mechanical treatments that enhance softness also decrease tensile strength which for many applications is not a preferred
Sof strength, which for many applications is not a preferred
outcome.
StrengthFiber Notching of SW Fibers
- Yields a ‘softer feel fiber’- Fibers with reduced dry zero-span
tensile have improved hand feel

Fiber Modification: Southern SW Fiber vs Northern
SW/Tropic HW for Tissue/TowelSW/Tropic HW for Tissue/TowelFiber Notching of SW Fibers
ZÜxtàxÜ Y|uxÜ YÄxåtu|Ä|àç
Chemical/Physical Approachesy pp- Chemical etching- Hot blow kraft cooks- Chemical/physical treatments

Fiber Modification: Green Paper & Packaging
Need to Develop Enhanced Moisture/O2/BacterialNeed to Develop Enhanced Moisture/O2/BacterialBarrier Properties
• Consumer driven to be green• Replace plastic/metal barriersp p• Replace petroleum based papermaking additives with biobased materials
Development Opportunities:H i ll l b i f i t d O2• Hemicellulose barriers for moisture and O2
• Functional fibers for antibacterial• Nano-particles
Grafted/LbL/antibacterial agents• Grafted/LbL/antibacterial agents• Nanocellulose/starch/lignin strength/crosslinking
• Coatings/films • Wet end applications
200
300
400Water Vapour Transmission/h
• Wet-end applications• Fire resistant fibers
• Green home insulation market & structural market0
100
0% 5 10
% Sulfonated Whiskers

Fiber Modification: Green Paper & Packaging
Need to Develop Enhanced Moisture/O2/BacterialNeed to Develop Enhanced Moisture/O2/BacterialBarrier Properties
• Consumer driven to be green• Replace plastic/metal barriersp p• Replace petroleum based papermaking additives with biobased materials
35.0
15.0
20.0
25.0
30.0
Tens
ile In
dex
Hot Pressing With Resins 0.0
5.0
10.0
Control 2% PVA 5% PVA 20% PVA
Control and PVA TMP Sheets Hot Pressed
• Hydrophobic Bonding• Dry Formingy g• Air-laid Papermaking

Fiber Modification: Enhanced Water Absorption
Water Absorption of SW Kraft Fibers/Fluff
Cross-linked Fibers
Water RetainedWater Absorbed
120
140
teria
l
Milled Pine Water Retained
Pine Water Retained150
175
200
ial
Milled Pine Thermal
Pine Pulp Thermal
40
60
80
100
wat
er/ g
dry
mat
75
100
125
150
wat
er/ g
dry
mat
eri Pine Pulp Thermal
0
20
40
0 10 20 30 40 50 60 70
% PMVEMA
g w
0
25
50
0 10 20 30 40 50 60 70
g w
% PMVEMA% PMVEMA

Fiber Modification: Enhanced Water Absorption
Water Absorption of SW Kraft Fibers/Fluff
189.2180
210
240
Uncrosslinked
Crosslinked
Cross-linked Fibers
Functionalized Fluff• Develop new crosslinking agents• New oxidation protocols
137.9
86.5
60
90
120
150
WA
AR
V (g
/g)
p• Greater Water Absorbency• Reduced Bonding
4.97 4.72 3.820
30
2.41 0.97 0.50Fiber length (mm)
Functionalized Fibers

Fiber Modification: Fiber – Fiber Bonding
Benefits of Fiber Charge/Hemicellulose Retention/GenerationBenefits of Fiber Charge/Hemicellulose Retention/Generation• Enhanced Strength
• Tensile/Burst/(STFI)• Refinability Peroxidey• Fold • Recyclability
12Tensile stiffnessUltrasonic in Plane specific stiffness:longitudial
5.0
60
70
80
ol/g
,Hol
oPul
p
21.42
21
22
9
10
11
Ultrasonic in Plane specific stiffness:longitudial Ultrasonic in Plane specific stiffness:shear
or k
m2 /s
ec2 4.5
sec2
30
40
50
Car
boxy
lic a
cid,
m
o
18.35
16
17
18
19
20Tensile index
(N.m/g)
44.82 61.79Carboxylic acid, mol/g Holopulp
7
8
9
Stif
fnes
s,kN
/mm
2 o3.5
4.0
Shea
r,km
2 /s
0.0 0.1 0.2 0.3 0.4 0.520
Catalyst, %44.8 67.02 80.04
6
Carboxylic acid, mol/g HoloPulp
3.0

Fiber Modification: Fiber – Fiber Bonding
55
60
50
55
60
ex
40
45
50
Tens
ile In
dex
35
40
45
50
Tens
ile In
de
ControlBirchOat Hulls
30
35
100% SW 1% Birch 2% Birch 4% Birch 8% Birch 2% Oats 5% Oats 8% Oats
30
35
8.0% 8.5% 9.0% 9.5% 10.0% 10.5%
Xylan %
Oat Hulls
5.9
6
Burst Index
5 6
5.7
5.8
5.9
5 3
5.4
5.5
5.6
5.2
5.3
Control 2% Ag 5% Ag 8% Ag

Fiber Modification: Fiber – Fiber Bonding
46 150 3.4
Birch Xylan on Eucalyptus BKP - Virgin
44
45 Tensile index TEA Strain
m/g
)
141
144
147
3.2
4.3
4.4
4.5
Tear index Retention of tear index 54
55
56
R
42
43
ensi
le in
dex
(Nm
135
138
141 TEA (J/m2)
3.0
Strain(%
)
3 9
4.0
4.1
4.2
ndex
( m
N.m
2 /g)
50
51
52
53
Retention of tear in
-1 0 1 2 3 4 5 6 7 8 9 10 1140
41
Te
126
129
132
2.6
2.8
3.6
3.7
3.8
3.9
Tear
i
46
47
48
49
dex (%)
-1 0 1 2 3 4 5 6 7 8 9 10 11Xylan dosage(%) -1 0 1 2 3 4 5 6 7 8 9 10 11
Xylan dosage(%)
Birch Xylan on E l t BKP O D i dEucalyptus BKP – Once DriedResearch Opportunities
• Oxidative treatments of linerboard – bleach grades• Profiling hemicellulose retention during kraft pulping• Co-pulping with Ag resources• Recovery of hemicelluloses from black liquor

Fiber Modification: Fiber – Fiber Bonding
90
Starch Grafting on Bleached SWKP
60
70
80
Nm
/g
30
40
50
le in
dex,
10
20
30
Tens
il
00 1 3 5 10
Starch content, %

Hornification Can be MinimizedHornification Can be Minimized190 Dried in H-form
Fiber Charge
160170180190 Dried in H-form
Dried in ionized formNever dried
120130140150
WR
V, %
8090
100110
0 5 10 15 20 25 30 35 40Carboxyl Group Content, meq/100 g
• Bleached sulfate pulp that was enriched in acid groups• The H-form has fully protonated acid groups• The ionized forms are negative with accompanying
metal

Dry Kraft Pulping at Ambient Pressure for Cost Effective Energy Saving and PollutionCost Effective Energy Saving and Pollution
DeductionFunded by DOE Grand Challenge Program PI: Yulin Deng, Co-PI: Art Ragauskas
Goals: Develop a novel pulping technology that can replace the current Kraft
l i t h i b t ith i ifi t l ti (>30%)pulping technique but with significant less energy consumption (>30%), reduced process cost (>20%), environmental pollution and CO2 emission (>20%).
Significance: The success of the new technique may revolutionarily change the current Kraft process and pulp quality reducing the capital investment andKraft process and pulp quality, reducing the capital investment and improve the operation safety by eliminating the high cost pulp digester.

Our Approach: Dry-Pulping P i i lPrinciple
Filtration to remove the extra liquid Baking the woodchips at
120-140 oC at ambient pressure
Soaking the woodchips in NaOH and Na2S solution
p
Soaking in water and di i t ti i tdisintegrating into fibers
Kraft pulp

Comparison of conventional Kraft pulping and dry-pulping proposed
Pulping l ti
NaOH consumed
Na2S Amount of black liquor
Major chemicals in the black lisolution liquor
Conventional Kraft pulping
4 liters/kg of woodchips
17% 7% ~3.5 litters ~17% NaOH ~7%Na2SKraft pulping woodchips 7%Na2S
Dry pulping 1 liters/kg of woodchips
~7% 5% ~ 3.5 litters ~3% NaOH~3% Na2Sp 2
Lower chemical consumptionLower chemical consumptionNo need for pressure vessel for pulping – incremental production increasesLess water usage

Pentose Green Material Applications
FilmsSurface- and Bulk-Modified Galactoglucomannan Hemicellulose Films and Film Laminates for Versatile Oxygen Barriers. Hartman, Jonas; Albertsson, Ann-Christine; Sjoeberg, John. Biomacromolecules (2006), 7(6), 1983-1989.
Use of xylan, an agricultural by-product, in wheat gluten based biodegradable films : mechanical, solubility and water vapor transfer rate properties. Kayserilioglu, Betul S.; Bakir, Ufuk; Yilmaz, Levent; Akkas, Nuri. Bioresource Technology (2003),
87(3), 239-246. Separation, characterization and hydrogel-formation of hemicellulose from aspen wood. Gabrielii, I.; Gatenholm, P.; Glasser, W. G.; Jain, R. K.; Kenne, L. Carbohydrate Polymers (2000) 43(4) 367 374(2000), 43(4), 367-374.
Warty Inner Layer (S3)
Lignin
Filmsy ( ) Middle Layer (S2)
Hemicellulose
Cellulose
Films
XylanOuter Layer (S1) Primary Wall Middle Lamella
Cell Wall Composition
Cellulose
ML S1 S2 S3
Cellulose Whiskers

Xylan Cellulosics Filmsy
• Preparation Bleached kraft pulp p p H2SO4 or HCl
Birch xylan composite films were formed by adding an aqueous
AFM of Cellulose Nanowiskers
Birefringence of Cellulose Nanowiskers
TEM of Cellulose Nanowiskers1AFM of Cellulose
NanowiskersBirefringence of
Cellulose Nanowiskers
TEM of Cellulose Nanowiskers1
Birch xylan composite films were formed by adding an aqueous suspension neutral or sulphonated whisker suspension to xylan
0.0, 5.0, 10.0, 16.0, 25.0, 50.0 wt% of the total mixture of xylan, whisker and sorbitolwhisker and sorbitol
Solution cast

SEM Images of Films
(A) (B)( )
50 nm
SEM facture images of the (A) control xylan (B) xylan reinforced withSEM facture images of the (A) control xylan, (B) xylan reinforced withsulfonated whisker

Effect of Whiskers on Tensile Strength of Xylan Films

Effect of Whiskers on TEA of Xylan FilmsEffect of Whiskers on TEA of Xylan Films

Effect of Sulfonated Whisker Specific Water VaporEffect of Sulfonated Whisker Specific Water Vapor Transmission Rate of Xylan Films
0.25
0 15
0.2
nce
(g)/h Control, Xylan
l i f d ith 10% lf t d
0 05
0.1
0.15
ht d
iffer
e xylan reinforced w ith 10% sulfonatedw hisker
Xylan reinforced w ith 50% hydrochloride
0
0.05
0 2 4 6 8 10 12 14 16
wei
gh w hisker
0 2 4 6 8 10 12 14 16
time (h)

Effect of Sulfonated Whisker Specific Water VaporEffect of Sulfonated Whisker Specific Water Vapor Transmission Rate of Xylan Films

Effect of Sulfonated Cellulose Whiskers Dosage on Oxygen Transmission Rate of Xylan FilmsOxygen Transmission Rate of Xylan Films
Sample Specific oxygen transmission rate ( 3 / 2d )(cm3 /m2day)
Control 354.950
Xylan + 5% sulfonated cellulose whiskers 1.442
Xylan + 10% sulfonated cellulose whiskers 1 364Xylan + 10% sulfonated cellulose whiskers 1.364
Xylan + 25% sulfonated cellulose whiskers 1.038
Xylan + 50% sulfonated cellulose whiskers 0.139
X lan + 70% s lfonated cell lose hiskers 1 178Xylan + 70% sulfonated cellulose whiskers 1.178
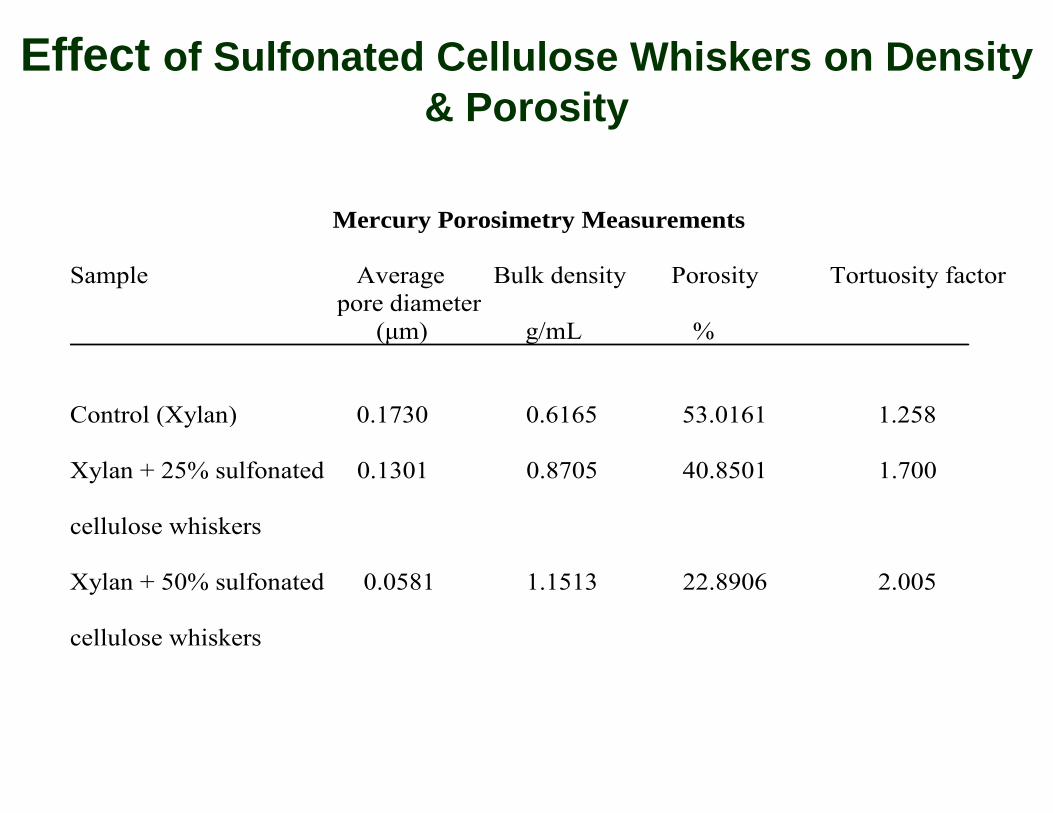
Effect of Sulfonated Cellulose Whiskers on Density & Porosity& Porosity
Mercury Porosimetry Measurements
Sample Average Bulk density Porosity Tortuosity factor pore diameter pore diameter
(μm) g/mL %
C l (X l ) 0 1730 0 6165 53 0161 1 258Control (Xylan) 0.1730 0.6165 53.0161 1.258
Xylan + 25% sulfonated 0.1301 0.8705 40.8501 1.700 cellulose whiskers Xylan + 50% sulfonated 0.0581 1.1513 22.8906 2.005 cellulose whiskers

Conclusions• Addition of 7 % of sulphonated whisker the tensile energy
adsorption of the film increases by 445 % and tensile strength of the film increases by 141 %.
• Reinforced with 10% sulphonated cellulose whiskers 74% reduction in specific water transmission properties with respect to films prepared solely from xylan
• Oxygen transmission rate tests demonstrated that films made with xylan, sorbitol and 50% sulfonated cellulose whiskers
d d bilit f 0 1799 3 2 d 1 kP 1 ithreduced permeability of 0.1799 cm3 μm m-2 day-1 kPa-1 with respect to control films with a permeability of 189.1665 cm3 μm m-2 day-1 kPa-1μm m day kPa .

Fundamentals for New GradesNew Grades
Improved Strength PropertiesTensile, Stiffness, Burst, Refinability
Fiber ModificationSTFi Retention of Wet-End Chemicals Pulping/Bleaching
Fiber ModificationFiber Fiber Bonding
Strength RecoveryM k /R l d
Improved TMP Southern Pine
Pulping - Bleaching
Market/Recycledp
- Bonding- Yield
- Softness- Reduced Bonding