improvements in continuous centrifugation
DESCRIPTION
continuous centrifugationTRANSCRIPT
IMPROVEMENTS
IN CONTINUOUS CENTRIFUGATION
TO REDUCE
NON- SUGAR RECIRCULATION
Presented by E.D. Bosse at the 27th General Meeting of the American Society of Sugar Beet Technologists Anaheim, California March 3 to 6, 1993
Author's address: E.D. Bosse c/o BMA AG P.O. Box 3225 3300 Braunschweig Germany
•
280
IMPROVEMENTS IN CONTINUOUS CENTRIFUGATION
TO REDUCE NON-SUGAR RECIRCULATION
1. INTRODUCTION
As all of you know. the quality of white sugar made by multi-stage evapo- and
cooling crystallization is subject. in the fi rst place. to the colour of the crystals, the
ash content. the colour in solution and the crystal size distribution.
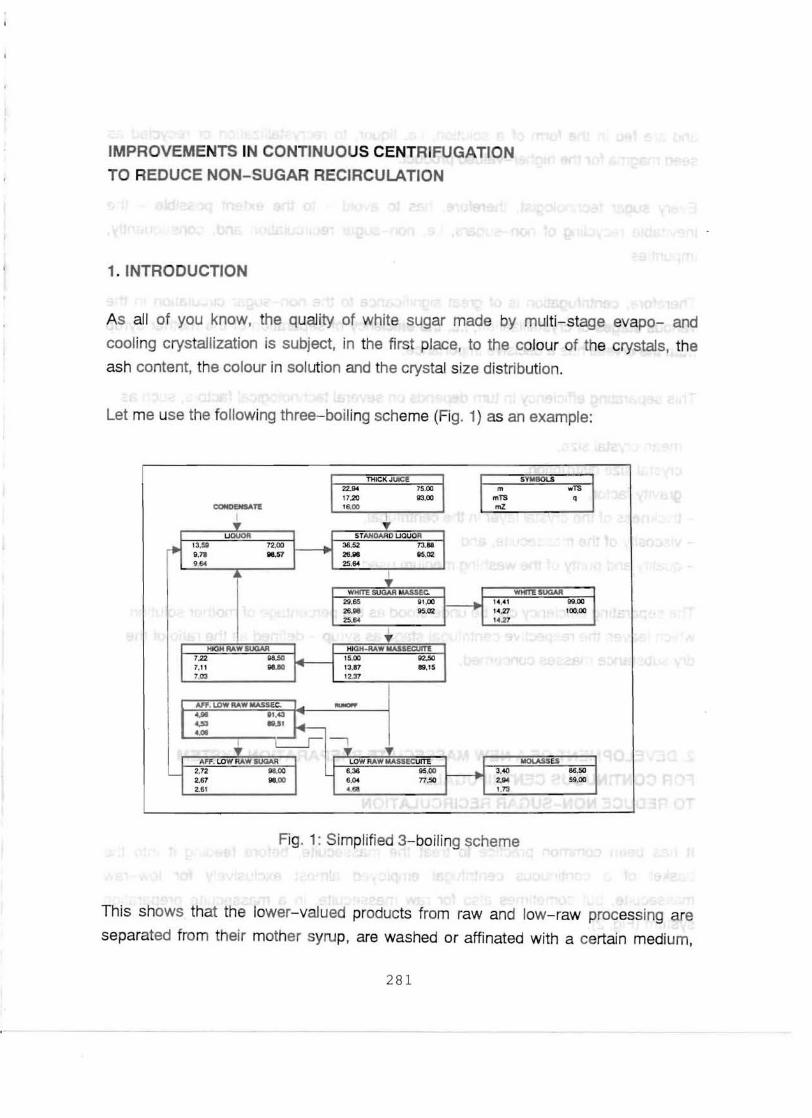
Let me use the following three- boi ling scheme (Fig. 1) as an example:
~
r
'-
y UQUOR
'3.S!! 72.00 9.~ 88,57
,. 9.64 ..
HIWI RAW SUQAR
7.22 98.50 .... 7.11 118.110 ~
7.03
AFF. LDW RAW IlASSEc:. I 4,11' 81.Q~4,53 • •51 4.01 . ~
AFF. LDW AAW &UGAA 2.72 98.00 2.67 118.00 2.6 ,
22.94 17.20 16.00
THICK JUICE
~ STANOARD uaUOR
36.52 n .aa 26.88 85.02 25.64
... WMm: SUaAR ItIASSEc:.
29.65 9UlO 26.88 95.02 25.64
I T
HIGH-RAW ItIASSEaIITE 15.00 II2.SO 13.117 89.15 12.37
-~
LOW RAW ..... ssecUm: 6.36 85.00 6.04 77.50 • . 68
I
H
m mTS mZ
,4,41
' • . 27 1427
3.40 2.94 1.n
SYMBOLS
WHI'TE SUQAR
MOlASSES
.,TS q
l1li.00 100.00
86.50 59.00
Fig. 1: Simplified 3-boiling scheme
This shows that the lower-valued products from raw and low-raw processing are
separated from their mother syrup, are washed or affinated with a certain medium,
281
and are fed in the form of a solution, i.e. liquor, to recrystallization or recycled as
seed magma for the higher-valued product.
Every sugar technologist, therefore, has to avO'id - to the extent possible - the
inevitable recydi'ng of non-sugars, i.e. non-sugar recirculation and, consequently,
impurities.
Therefore, centrifugation is of great significance to the non-sugar circulation in the
various stages of crystallization , i.e. the effici ency of separation of the mother syrup
from the crystal has a decisive importance.
This separating efficiency in turn depends on several technological factors, such as
- mean crystal size,
- crystal size distrubtion,
- gravity factor,
- thickness of the crystal layer in the centrifugal,
- viscosity of the massecuite, and
- quality and purity of the washing medium used.
The separating efficiency can be understood as the percentage of mother solution
which leaves the respective centrifugal stage as syrup - defined as the ratio of the
dry substance masses concerned.
2. DEVELOPMENT OF A NEW MASSECUITE PREPARATION SYSTEM
FOR CONTINUOUS CENTRIFUGALS
TO REDUCE NON-SUGAR RECIRCULATION
It has been common practice to treat the massecuite, before feeding it into the
basket of a continuous centrifugal employed almost exclusively for low-raw
massecuite, but sometimes also for raw massecuite, in a massecuite preparation
system (Fig. 2).
28 2
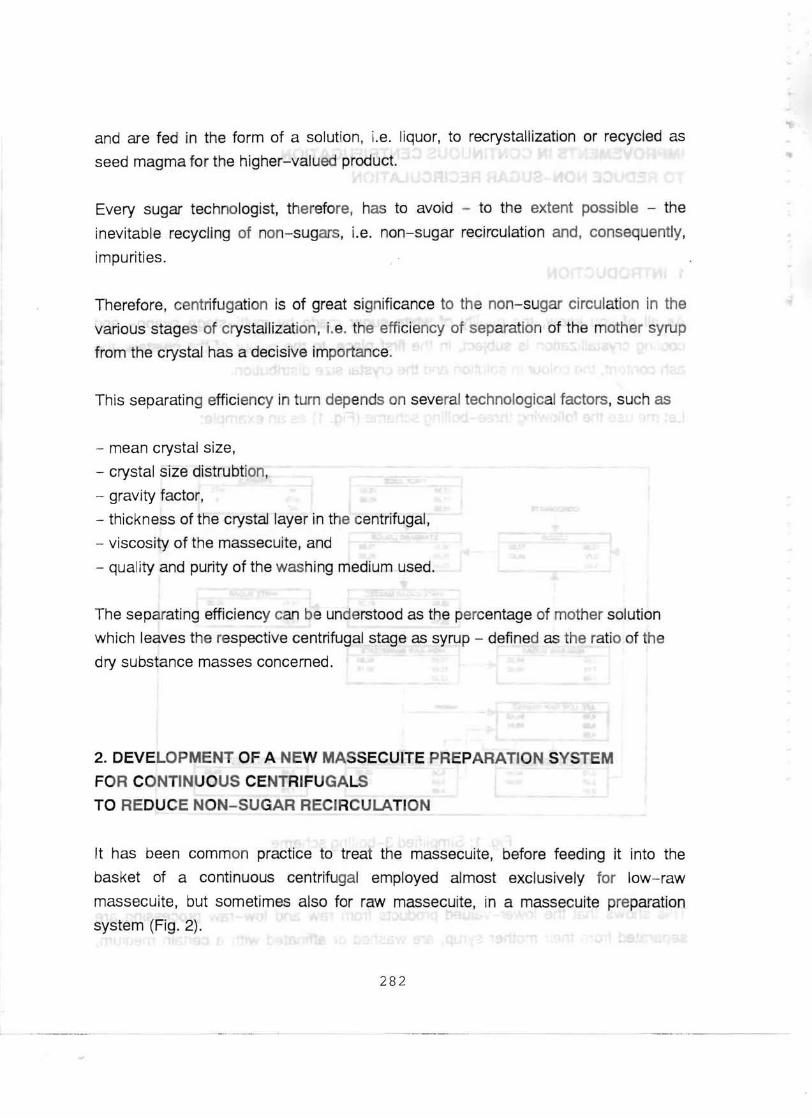
Fig. 2: Standard massecuite distributor
In this preparation system, the massecuite is treated with steam and water to reduce
its viscosity and improve its centrifuging properties, homogenized by the rotating pins
shown on the picture, accelerated by the accelerator bell to the final speed of the
machine and then fed into the centrifugal basket.
In recent years a number of investigations were made to improve the afore
mentioned separating efficiency and, consequently, reduce non-sugar recirculation,
and this led to a novel massecuite preparation system in conjunction with our new
double centrifugal (Fig. 3).
283
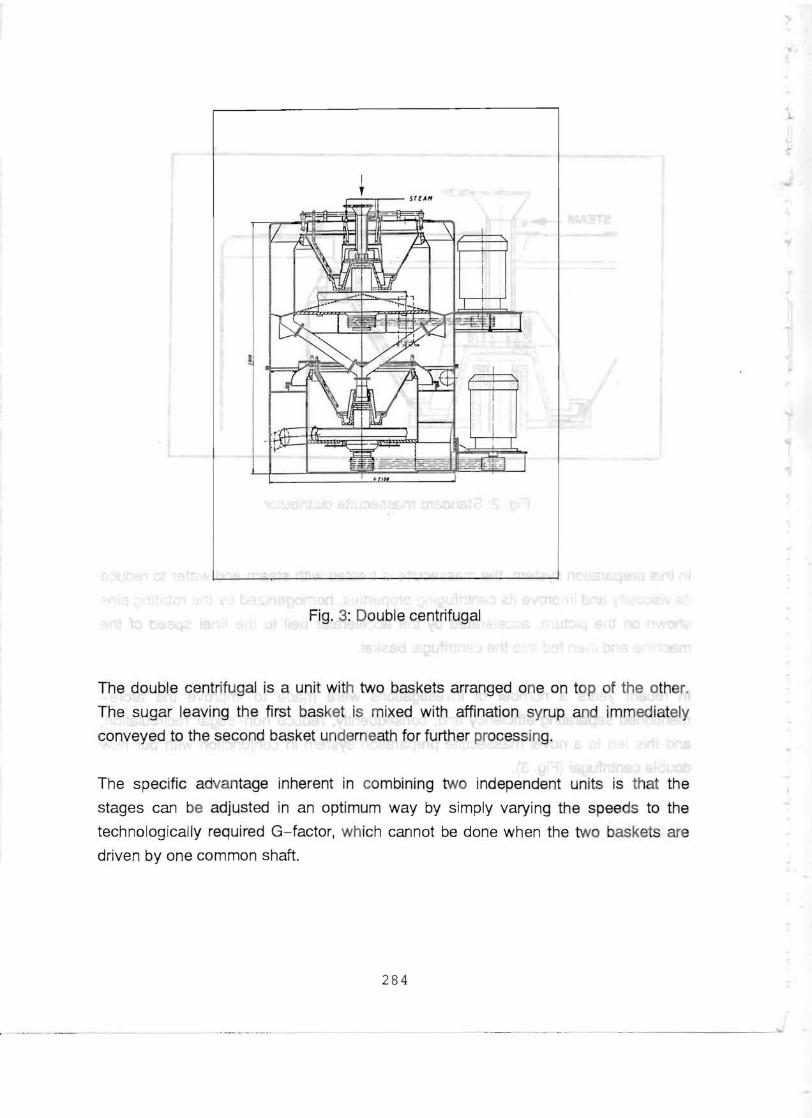
Fig. 3: Double centri fugal
The double centrifugal is a unit with two baskets arranged one on top of the other.
The sugar leaving the first basket is mixed with affination syrup and immediately
conveyed to the second basket underneath for further processing.
The specific advantage inherent in combining two independent units is that the
stages can be adjusted in an optimum way by simply varying the speeds to the
technologically required G-factor, which cannot be done when the two baskets are
driven by one common shaft.
284
To provide for optimum separation of the sugar crystals from the highly viscous
mother syrup, the pre- seperating stage can be operated at up to 2,000 rpm which
means a G-factor of over 2,500 while the affination stage requires a far lower G
factor.
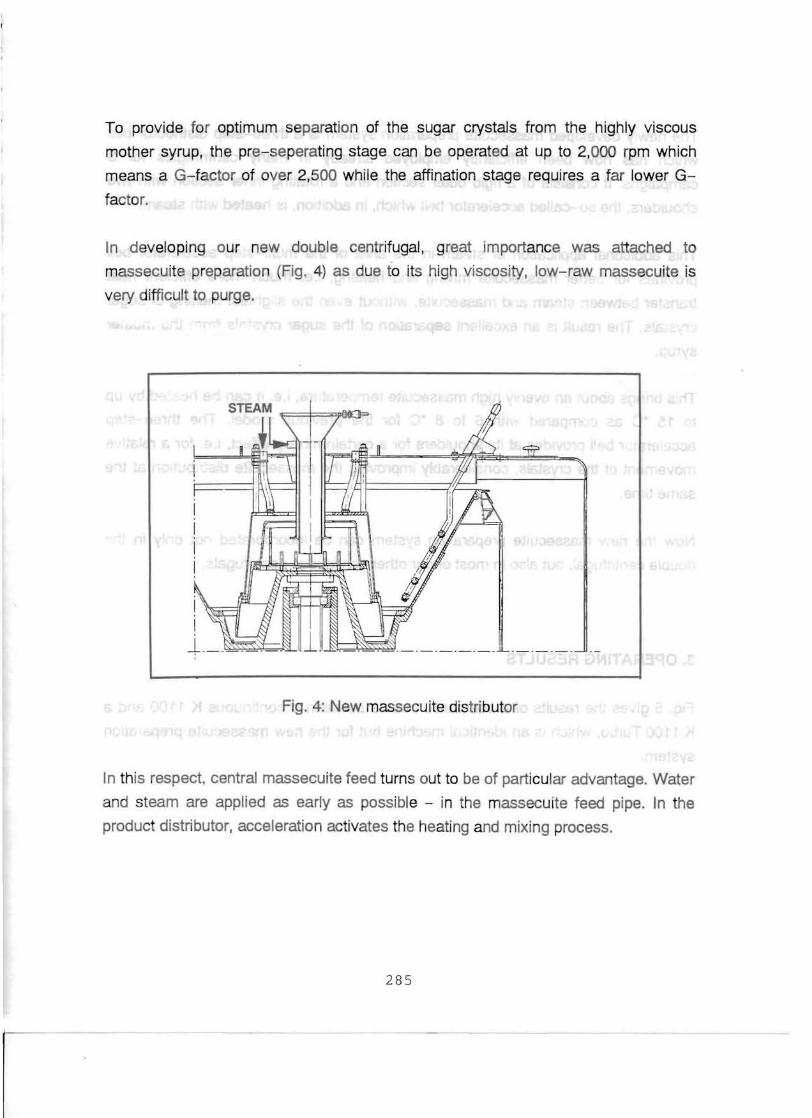
In developing our new double centrifugal, great importance was attached to
massecuite preparation (Fig. 4) as due to its high viscosity, low- raw massecuite is
very difficult to purge.
I I
-t----,----
Fig. 4: New massecuite distributor
In this respect, central massecuite feed turns out to be of particular advantage. Water
and steam are applied as early as possible - in the massecuite feed pipe. In the
product distributor, acceleration activates the heating and mixing process.
285
The newly developed massecuite preparation system is a three-step distributor bell
which has now been efficiently employed al ready in many centrifugals for 3
campaigns. It consists of a rigid outer section and a rotating inner section with two
shoulders, the so-called accelerator bell which, in addition, is heated with steam.
This additional application of steam in the area of the multi-step accelerator bell
provides for better massecuite mixing and heating, i. e. much more efficient heat
transfer between steam and massecuite, without even the slightest melting of sugar
crystals. The result is an excellent separation of the sugar crystals from the mother
syrup.
This brings about an evenly high massecuite temperature, i.e. it can be heated by up
to 15 ·C as compared with 6 to 8 ·C for the previous model. The three-step
accel'erator bell provides at its shoulders for a certain mixing effect, i.e. for a relative
movement of the crystals, considerably improving the massecuite distribution at the
same time.
Now the new massecuite preparation system can be incorporated not only in the
double centrifugal, but also in most of our other continuous centrifugals.
3. OPERATING RESULTS
Fig. 5 gives the results of a comparison made between a contin uous K 1100 and a
K 1100 Turbo, which is an identical machine but for the new massecuite preparation
system.
286
purity purity low raw difference sugar % molasses
92 I --------------~~
90 I---------~"":;_
++98 1-----------;-----7----t 1.6
1.4
1.2
1.0
0.8
88 I-----------;--~---t 0.6
86 I--__~--------~--~~ 0.4
84 I---------r--~---t 0.2
82 0 1 2 3 4 5
wash water % •
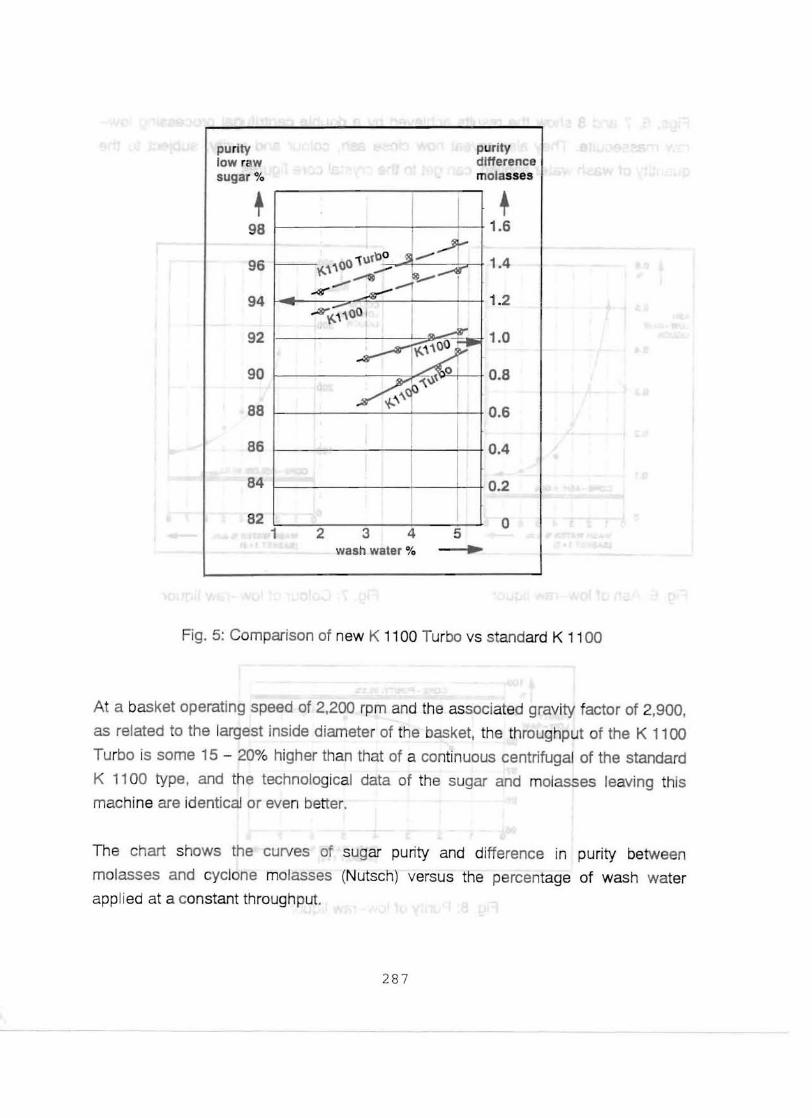
Fig. 5: Comparison of new K 1100 Turbo vs standard K 11 00
At a basket operating speed of 2,200 rpm and the associated gravity factor of 2,900,
as related to the largest inside diameter of the basket, the throughput of the K 1100
Turbo is some 15 - 20% higher than that of a conti nuous centrifugal of the standard
K 1100 type, and the technological data of the sugar and molasses leaving this
machine are identical or even better.
The chart shows the curves of sugar purity and difference in purity between
molasses and cyclone molasses (Nutsch) versus the percentage of wash water
applied at a constant throughput.
287
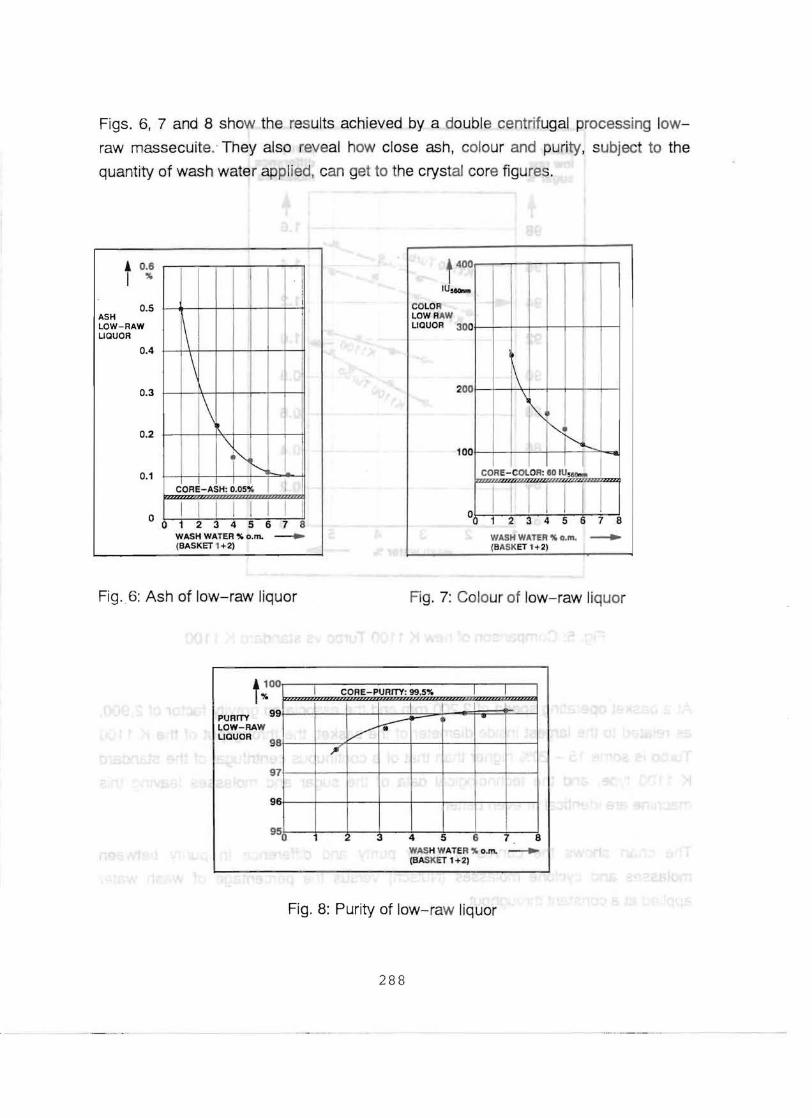
Figs. 6, 7 and 8 show the results achieved by a double centrifugal processing low
raw massecuite: They also reveal how close ash, colour and purity, subject to the
quantity of wash water applied, can get to the crystal core figures.
0.5 ASH LOW-RAW UQUOR
0.4
0.3
0.2
0.1
o
I I I I i I \ I I I \ ,
I
\ II t~IJI
CORE-ASH: ci . 05~ I I
I I I I I I I I o 1 234 567 8
WASH WATER % O.m. ___ (BASKET 1+2)
COLO R LOW RAW LIQUOR 300
200
100
o
1\ \
I~
~~ CORE
I I - COlOR: eo IU5eo.... I
I I I I I I 1 2345678
WASH WATeR % a.m. ___ (BASKET 1+2)
Fig.6: Ash of low-raw liquor Fig. 7: Colour of low-raw liquor
t~oo
PURITY 99 LOW-RAW UaUOR 98
97
96
95
I CORE-PURITY: 99,5%
V ,II'
2
I I ,
k--~ ~
•
4 5 6 7 8 WASH WATER % a.m. ___ (BASKET 1+2)
Fig. 8: Purity of low-raw liquor
288
4. NON-SUGAR RECIRCULATION
Now, what do these improved results mean to sugar house work in general in
conjunction with the afore-mentioned boiling scheme?
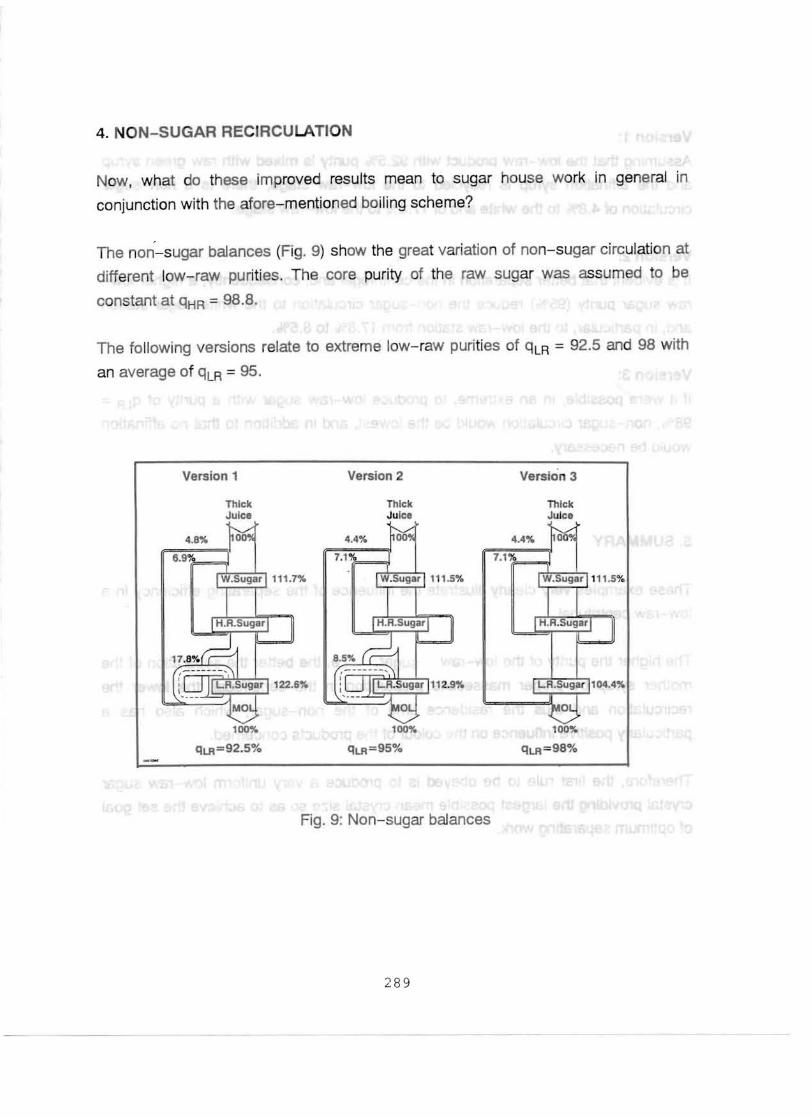
The non-sugar balances (Fig. 9) show the great variation of non-sugar circulation at
different low- raw purities. The core purity of the raw sugar was assumed to be
constant at qHR = 98.8.
The fo llowing versions relate to extreme low-raw purities of q LR = 92.5 and 98 with
an average of qLR = 95.
Version 1 Version 2 Version 3
Thick Thick Thick Juice Juice Juice
100"_
qLR=92.5%
100%
qLR=95%
100%
qLR= 98%
Fig. 9: Non- sugar balances
289
Version 1:
Assuming that the low-raw product with 92.5% purity is mixed with raw green syrup
and the affination syrup is recycled to the low-raw stage, there is a non- sugar
circulation of 4.8% to the white and of 17.8% to the low- raw stage.
Version 2:
It is evident that better separation in the centrifugal and, consequently, a higher low
raw sugar purity (95%) reduce the non-sugar circulation to the white sugar station
and, in particular, to the low- raw station from 17.8% to 8.5%.
Version 3:
If it were possible, in an extreme, to produce low-raw sugar with a purity of qLR = 98%, non-sugar circulation would be the lowest, and in addition to that no affinatioll
would be necessary.
5. SUMMARY
These examples very clearly illustrate the influence of the separating efficiency in a
low-raw centrifugal.
The higher the purity of the low-raw sugar, i.e. the better the separation of the
mother syrup by proper massecuite preparation in the centrifugal, the lower the
recirculation and thus the residence time of the non-sugar, which also has a
particularly positive influence on the colour of the products concerned.
Therefore, the first rule to be obeyed is to produce a very uniform low-raw sugar
crystal providing the Ilargest possible mean crystal size so as to achieve the set goal
of optimum separating work.
290
Symbols used:
m = Mass flow
mTS = Mass dry substance
mz = Mass sugar
wTS = Dry substance
q = Purity
qHR = Purity high- raw sugar
qLR = Purity low- raw sugar
References:
- BMA Information
- D. Bosse.
Paper read at Hannover Industrial Fair, 1992
- Klaus Buchholz. Dietrich Schliephake,
Zuckerindustrie 116 (1991 ), 414- 416
291