industrial crops and products - umexpert · industrial crops and products 76 (2015) ... name...
TRANSCRIPT

F
MMC
a
ARRA
KRBWTF
1
tEacpeoaarop
M
MF
k
h0
Industrial Crops and Products 76 (2015) 188–197
Contents lists available at ScienceDirect
Industrial Crops and Products
jo u r n al homep age: www.elsev ier .com/ locate / indcrop
riction and wear characteristics of Calophyllum inophyllum biodiesel
. Habibullah ∗, H.H. Masjuki, M.A. Kalam ∗∗, N.W.M. Zulkifli, B.M. Masum, A. Arslan,
. Gulzarentre for Energy Sciences, Faculty of Engineering, University of Malaya, 50603 Kuala Lumpur, Malaysia
r t i c l e i n f o
rticle history:eceived 22 December 2014eceived in revised form 15 May 2015ccepted 20 May 2015
eywords:enewable energyiodieselear and Friction
ribologyour ball tribometer
a b s t r a c t
The purpose of this research is to study the tribological characteristics of Calophyllum inophyllum (CI)biodiesel as lubricity enhancer by using four ball tribometer. CI biodiesel was produced by using trans-esterification process and the investigated fuels were pure biodiesel (CIB100), 10% (CIB10), 20% (CIB20),30% (CIB30) and 50% (CIB50) of biodiesel blended with diesel and pure diesel. Experiment was conductedduring 300 s with constant temperature at 27 ◦C and constant sliding speed of 1800 rpm at different loadof 40 kg, 50 kg, 63 kg and 80 kg for all tested fuels. The elemental analysis for tested fuel was done usingmulti element oil analyzer (MOA) and worn surfaces of the ball were examined by SEM/EDX analysis. Theaverage result reveals that diesel fuel shows 16% higher friction coefficient (FC) and 40% higher wear scardiameter (WSD) than pure biodiesel (CIB100). From the elemental analysis, it is found that more metalelement (25.3 ppm) is added for CIB100 and highest amount of metal elements were decreased for diesel
fuel. The formation of oxide and addition of metal elements are extremely low for CIB20 fuel. Surfacemorphology showed that CIB20 shows the smaller worn surfaces compared to other diesel–biodieselblend except CIB100. A further increase in the concentration of biodiesel (CIB30, CIB50), the extrusion ofmetal is quite higher than CIB20; and thus, CIB20 showed auspicious lubricating performance and highestpossibility to form lubricating film without breaking down.© 2015 Elsevier B.V. All rights reserved.
. Introduction
The demand for biofuel is tremendous because of environmen-al factors and the depletion of crude oil reserves (Asadauskas andrhan, 1999; Habibullah et al., 2015b). The use of biodiesel as anlternative to diesel has increased remarkably in Europe, specifi-ally France, Germany, and Austria. As of late, it has also becomeopular in the USA, Canada, Malaysia, Indonesia, and India (Kault al., 2007; Mofijur et al., 2015). The advantageous characteristicsf biodiesel over diesel fuel include reduced exhaust gas emissionsnd toxicity, high flash point, sustainability, non-flammability, and
domestic origin (Habibulla et al., 2014; Mofijur et al., 2014a). With
apid modernization and technological development, fuel is notnly required to provide energy but also lubricity. It must emit littleollution and be chemically stable without affecting the environ-∗ Corresponding author at: Department of Mechanical Engineering, University ofalaya, 50603 Kuala Lumpur, Malaysia. Fax: +603 79675317.
∗∗ Corresponding author at: Centre for Energy Sciences, Department ofechanical Engineering, University of Malaya, 50603 Kuala Lumpur, Malaysia.
ax: +603 79674448.E-mail addresses: [email protected] (M. Habibullah),
[email protected] (M.A. Kalam).
ttp://dx.doi.org/10.1016/j.indcrop.2015.05.042926-6690/© 2015 Elsevier B.V. All rights reserved.
ment. In line with this requirement, lubricating additives should beincorporated to reduce the sulfur from diesel through hydro treat-ment. This treatment affects lubricity; however, most additives areharmful to the environment (Chauhan et al., 2012). Therefore, thecurrent extension of biodiesel use is an increasing concern alongwith the study of lubricating properties.
The lubricity of engine fuel is a major factor in the extension ofengine life. It also reduces energy consumption by minimizing thefriction between moving parts (Tung and McMillan, 2004). In par-ticular, engine fuel lubricates the fuel injectors and high-pressurefuel pumps in automobile engines (Serrano et al., 2012). Its lubricityis influenced by fuel inlet temperature, which is above 60 ◦C (Sarviet al., 2008). Biodiesel possesses better lubrication properties thandiesel fuel. In fact, some researchers (Ball et al., 1999; Dave andStoldt, 1998) report that given its good lubricity, biodiesel can beused as an additive to improve the lubricity of petroleum fuel. VanGerpen et al. (1999) experimented on and compared the lubricityproperties of soybean-based biodiesel and soybean oil. They con-cluded that the biodiesel was more effective than soybean oil under
equal treatment rates. Numerous studies (as shown in Table 1)have been conducted on the tribological characteristics of differ-ent biodiesels as fuel and when these biodiesels are mixed withdiesel fuel or fuel additive. Many results revealed that wear and
M. Habibullah et al. / Industrial Crops a
Nomenclature
FTP Flash temperature parameterWSD Wear scar diameterFC Friction coefficientVI Viscosity indexCI Calophyllum inophyllumCIB Calophyllum inophyllum biodieselMOA Multi element oil analyzerSEM Scanning electron microscopeEDX Energy dispersive X-ray spectroscopyHFRR High frequency reciprocating rigFBT Four ball tribometerFAME Fatty acid methyl esterJOME Jatropha oil methyl esterPOME Palm oil methyl esterFAC Fatty acid composition
fuslep
duced in areas with strong wind, salt spray, and brackish water
TL
GC Gas chromatograph
riction decreased with the increase in biodiesel concentration. Thesage of plant-based oil is limited as a result of its poor oxidationtability, low viscosity, and instability at high temperatures. These
imitations are caused by the glycerol component of the triglyc-ride molecule (He and Bao, 2005). To overcome the limitations oflant oil, its chemicals can be modified mainly through transester-able 1iterature review of wear and friction characteristics of different biodiesl.
Test fuels/blends Test equipment Ball materials O
B10, B20, B50, B100 (Palm) FBT Chrome alloy steel 7aa
POME of 3%, 5%, 7% and 10% FBT EN31 Steel 2d
JOME of 20%, 40% and 100% FBT Steel ball 165
B10, B20, B50 (Palm) FBT Chrome alloy steel(E52100)
Alo
Ultra low sulfur diesel, B20 andoxidized B20 (Soybean)
HFRR – Ltesr
Rapeseed biodiesel of 5, 10, 15,20, 25 and 30 wt% with fuel
HFRR Steel-steel pair Lte
20 and 100% FAME of soybean,20 and 100% FAME of animalfat
HFRR (ASTM D6079) SAE 52,100steel-steel
b25a
20 and 100% FAME of soybean,20 and 100% FAME of animalfat
CETR,Stribeck curve test SAE 52,100steel-steel
12sfr2tes
nd Products 76 (2015) 188–197 189
ification (Forson et al., 2004; Miller et al., 2007; Ssempebwa andCarpenter, 2009; Uosukainen et al., 1998). This process reduces thenumber of hydrogen molecules in the beta carbon (C) position ofthe Calophyllum inophyllum (CI) oil substrate, thus, improving theoxidative and thermal stability of biodiesel as an important lubric-ity property (Makkar et al., 1997; Yunus et al., 2003). Althoughbiodiesel displays inherently greater lubricity than diesel fuel does,it still exhibits significant drawbacks, including high viscosity anddensity (Shahabuddin et al., 2013a), water absorbency (Lapuertaet al., 2012), unsaturation, a corrosive nature (Kalam and Majsuki,2002), Carbon deposition (Tziourtzioumis and Stamatelos, 2012),filter plugging, and injector coking (Fazal et al., 2011). Accordingto the findings of some of these studies, many problems adverselyaffect biodiesel lubricity. This effect in turn results in the wear ofengine components.
CI exhibits high oil content and better cooling characteristicsthan jatropha curcas (Atabani and César d., 2014). It also dis-plays the highest viscosity, acid value, and flash point amongnon-edible and edible plant-based oils (Knothe, 2001; Nakpong andWootthikanokkhan, 2010; No, 2011; Sahoo et al., 2007; Sahoo andDas, 2009). As a non-edible oil seed feedstock, it does not affectfood prices nor spur on the food versus fuel dispute (Arumugamand Ponnusami, 2014). CI oil is also renewable, and it can be pro-
level. It does not require fertilizer. In spite of the many studies onwear and friction characteristics, no research has been conductedon CI biodiesel (CIB). Thus, CIB has drawn attention as a substitute
perating conditions/adjustment Wear and frictioncharacteristics comparisonwith diesel fuel
References
5 ◦C, normal load of 40 kg for 1 ht different speeds of 600,900,1200nd 1500 rpm
Wear and friction ↓ withthe ↑ of biodieselconcentration and ↑ ofrotating speed
Fazal et al.(2013)
8 ◦C, 1500 rpm, 1 min and underifferent load
POME improved theanti-wear characteristicsand worked as an additive
MasjukiandMaleque(1997)
500 rpm, 1 h, at each temp of 45,0 and 75 ◦C under each load of 40,0 and 60 kg
↓ Load, temperature and ↑concentration of biodieselhave positive impact onlubricity performance
Kumar andChauhan(2014)
t 30, 45, 60 and 75 ◦C, under 40 kgad, 1 h and 1200 rpm
Friction and wear ↑ withtemp ↑ and ↓ withbiodiesel concentration↑.Also at higher testtemperature, biodiesel getsoxidized
Haseebet al.(2010)
oad 200g; speed 50 Hz; 75 min;mperature 60 ◦C; stroke 1.0 mm;
urface area 600 mm2;epeatability 63 �m;
All fuels showed lowerfriction and wearcharacteristics than thelow sulfur fuel
Wainet al.(2005)
oad 2 N; speed 50 Hz; 75 min;mperature 60 ◦C; stroke 1.0 mm.
5% (B5) and 100% (B100)rapeseed biodiesel showed20% and 30% lower COFthan diesel fuel
Sulek et al.(2010)
all-on-disk type; bath lubricated; mL volume; Load 2 N; speed0 Hz; 75 min; temperature 25 ◦Cnd 60 ◦C; stroke 1.0 mm.
Biodiesel fuels presentroughly the same lubricitywithout influence oftemperature, average COFvalue and better frictionperformance
Maru et al.(2014)
4 mL volume; ball-on-disk type; mL volume; Load 4 N; 10equential velocities in the rangeom 2 mm/s to 1570 mm/s, lasting
min at every velocity;mperature 25 ◦C and 60 ◦C;
troke 20 mm radius.
Biodiesel fuels presenthigher lubricity, averageCOF value and betterfriction performance
Maru et al.(2014)

190 M. Habibullah et al. / Industrial Crops and Products 76 (2015) 188–197
Table 2FAC results of CI biodiesel.
FAME name Structure Molecular weight Formula CIB (Wt.%)
Methyl palmitate 16:00 270.45 CH3(CH2)14CO2CH3 14.9Methyl palmitoleate 16:01 268.43 CH3(CH2)5CH = CH(CH2)7COOCH3 0.2Methyl stearate 18:00 298.5 CH3(CH2)16CO2CH3 17.2Methyl oleate 18:01 296.49 CH3(CH2)7CH = CH(CH2)7CO2CH3 38.2Methyl linoleate 18:02 294.47 CH3(CH2)3(CH2CH = CH)2(CH2)7CO2CH3 27.6Methyl linolenate 18:03 292.46 CH3(CH2CH = CH)3(CH2)7COOCH3 0.3Methyl arachidate 20:00 326.56 CH3(CH2)18COOCH3 0.9Methyl eicosenoate 20:01 324.54 CH3(CH2)16CH = CHCOOCH3 0.3Methyl behenate 22:00 354.61 CH3(CH2)20COOCH3 0.3Methyl lignocerate 24:00 382.66 CH3(CH2)22COOCH3 0.1Saturated 33.4Monounsaturated 38.7Polyunsaturated 27.9Total 100
Table 3Properties of fuel used in this study.
Types of fuel Density (g/m3) at Kinematic viscosity(mm2/s) at
Viscosity index Oxidation stability (h) Acid value (mg KOH/g)
15 ◦C 20 ◦C 40 ◦C 40 ◦C 100 ◦C
Diesel 0.8374 0.8341 0.8185 3.4213 1.344 132 36 0.071CIB10 0.8432 0.840 0.8245 3.7214 1.4214 134.4 26.50 0.21CIB20 0.8484 0.8451 0.8294 3.7867 1.4623 146.7 25.28 0.25CIB30 0.8517 0.8485 0.8337 3.8702 1.4892 151.3 17.36 0.29CIB50 0.8617 0.8584 0.8433 4.1245 1.5767 167.5 11.25 0.36CIB100 0.8879 0.8846 0.8687 4.9543 1.8488 190.5 6.34 0.42
Table 4List of equipment’s and method used for this experimental analysis.
Test Standard method/mode Equipment Manufacturer Model Accuracy
Density ASTM D 7042 Stabinger viscometer Anton Paar SVM 3000 ±0.1 kg/m3
Kinematic viscosity ASTM D445 Stabinger viscometer Anton Paar SVM 3000 ±0.1 mm2D/sViscosity index ASTM D 2270 Stabinger viscometer Anton Paar SVM 3000 –Wear scar diameter ASTM D4172 Optical microscope IKA, UK C2000 ±0.01 mm
n micil anal
fet(
2
2
nEsaeoopabata(dm
approximately 10 ml sample was used to cover the three lowerballs to a depth of at least 3 mm. Friction torque was measuredby the calibrated arm, which is connected to the spring of a fric-
Table 5Details of the four ball tester.
Specification Unit Descriptions Accuracy
Model – TR 30H –Speed RPM 300-3000 1Maximum axial load N 10,000 0.5Temperature ◦C Ambient to 100 0.5
Wear and friction ASTM D2266 Four ball tester
SEM X30/X2000 Scanning electroMOA D7691 Multi element o
or diesel fuel, and the need to study its tribological performance asngine fuel is urgent (Ong et al., 2011). Its tribological characteris-ics are investigated experimentally using the four ball tribometerFBT) in the current study.
. Materials and methodology
.1. Biodiesel production and characterization
CI crude oil was collected from Indonesia through person-el communication. Then CI based biodiesel was produced at thenergy Laboratory, Department of Mechanical Engineering, Univer-ity of Malaya by using transesterification process. Detailed workbout the production process of CI biodiesel is similar to the ref-rence no. (Rahman et al., 2013) except 800 ml methanol insteadf 200 ml to the acid esterification and 35% of methanol insteadf 25% to the base transesterification was used. Gas chromatogra-hy (GC) (Agilent 6890 model, USA) was used to testing the fattycid composition as shown in Table 2 and result showed that CIiodiesel contained 33.4% saturated and 66.6% unsaturated fattycids composition. IKA magnetic stirrer was used to the prepara-ion of biodiesel–diesel blend precisely and effectively in 800 rpm
t a room temperature during 5 h. In this study the pure diesel, 10%CIB10), 20% (CIB20), 30% (CIB30) and 50% (CIB50) biodiesel withiesel and pure biodiesel (CIB100) were used as tested fuel. Theajor physicochemical properties of these tested fuels are mea-DUCOM, India TR 30H –roscope Hitachi S3400N 3.0 nm at 30 kVyzer BAIRD MOA MOA II Plus 0.69 nm/mm
sured and shown in Table 3. Table 4 shows the list of equipment’sused in this study.
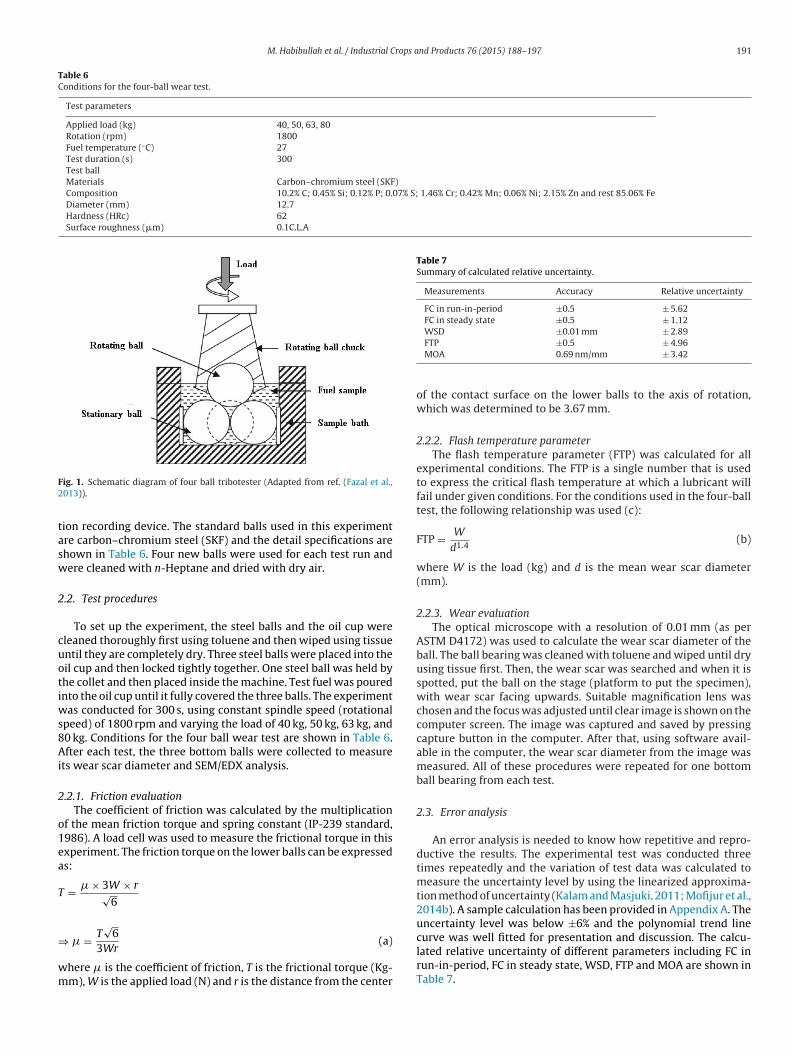
For this research, four-ball tribotester (TR 30H, DUCOM, India)was used which is a simple test rig that is widely used in the lubri-cant industry to help in research and development of new lubricantor grease. This machine consists of four balls, three fixed balls areheld together firmly in an oil cup and one rotating ball bearing washeld by a collet of constant speed electric motor spindle at the top(Fig. 1). This oil cup was filled with lubricant that will be tested.Details of the four ball tribometer are shown in Table 5. Load wasapplied to the bottom three balls by weights on a load lever and
Scar range Micron 100–4,000 0.5Test ball (dia) mm 12.7 –Drive motor kW 1.5 –Power V/Hz/VA 380/50/3/2000 –
M. Habibullah et al. / Industrial Crops and Products 76 (2015) 188–197 191
Table 6Conditions for the four-ball wear test.
Test parameters
Applied load (kg) 40, 50, 63, 80Rotation (rpm) 1800Fuel temperature (◦C) 27Test duration (s) 300Test ballMaterials Carbon–chromium steel (SKF)Composition 10.2% C; 0.45% Si; 0.12% P; 0.07% S; 1.46% Cr; 0.42% Mn; 0.06% Ni; 2.15% Zn and rest 85.06% FeDiameter (mm) 12.7Hardness (HRc) 62Surface roughness (�m) 0.1C.L.A
F2
tasw
2
cuotiws8Ai
2
o1ea
T
⇒
wm
Table 7Summary of calculated relative uncertainty.
Measurements Accuracy Relative uncertainty
FC in run-in-period ±0.5 ± 5.62FC in steady state ±0.5 ± 1.12WSD ±0.01 mm ± 2.89
ig. 1. Schematic diagram of four ball tribotester (Adapted from ref. (Fazal et al.,013)).
ion recording device. The standard balls used in this experimentre carbon–chromium steel (SKF) and the detail specifications arehown in Table 6. Four new balls were used for each test run andere cleaned with n-Heptane and dried with dry air.
.2. Test procedures
To set up the experiment, the steel balls and the oil cup wereleaned thoroughly first using toluene and then wiped using tissuentil they are completely dry. Three steel balls were placed into theil cup and then locked tightly together. One steel ball was held byhe collet and then placed inside the machine. Test fuel was pourednto the oil cup until it fully covered the three balls. The experiment
as conducted for 300 s, using constant spindle speed (rotationalpeed) of 1800 rpm and varying the load of 40 kg, 50 kg, 63 kg, and0 kg. Conditions for the four ball wear test are shown in Table 6.fter each test, the three bottom balls were collected to measure
ts wear scar diameter and SEM/EDX analysis.
.2.1. Friction evaluationThe coefficient of friction was calculated by the multiplication
f the mean friction torque and spring constant (IP-239 standard,986). A load cell was used to measure the frictional torque in thisxperiment. The friction torque on the lower balls can be expresseds:
= � × 3W × r√6
T√
6
� =3Wr(a)
here � is the coefficient of friction, T is the frictional torque (Kg-m), W is the applied load (N) and r is the distance from the center
FTP ±0.5 ± 4.96MOA 0.69 nm/mm ± 3.42
of the contact surface on the lower balls to the axis of rotation,which was determined to be 3.67 mm.
2.2.2. Flash temperature parameterThe flash temperature parameter (FTP) was calculated for all
experimental conditions. The FTP is a single number that is usedto express the critical flash temperature at which a lubricant willfail under given conditions. For the conditions used in the four-balltest, the following relationship was used (c):
FTP = W
d1.4(b)
where W is the load (kg) and d is the mean wear scar diameter(mm).
2.2.3. Wear evaluationThe optical microscope with a resolution of 0.01 mm (as per
ASTM D4172) was used to calculate the wear scar diameter of theball. The ball bearing was cleaned with toluene and wiped until dryusing tissue first. Then, the wear scar was searched and when it isspotted, put the ball on the stage (platform to put the specimen),with wear scar facing upwards. Suitable magnification lens waschosen and the focus was adjusted until clear image is shown on thecomputer screen. The image was captured and saved by pressingcapture button in the computer. After that, using software avail-able in the computer, the wear scar diameter from the image wasmeasured. All of these procedures were repeated for one bottomball bearing from each test.
2.3. Error analysis
An error analysis is needed to know how repetitive and repro-ductive the results. The experimental test was conducted threetimes repeatedly and the variation of test data was calculated tomeasure the uncertainty level by using the linearized approxima-tion method of uncertainty (Kalam and Masjuki, 2011; Mofijur et al.,2014b). A sample calculation has been provided in Appendix A. Theuncertainty level was below ±6% and the polynomial trend line
curve was well fitted for presentation and discussion. The calcu-lated relative uncertainty of different parameters including FC inrun-in-period, FC in steady state, WSD, FTP and MOA are shown inTable 7.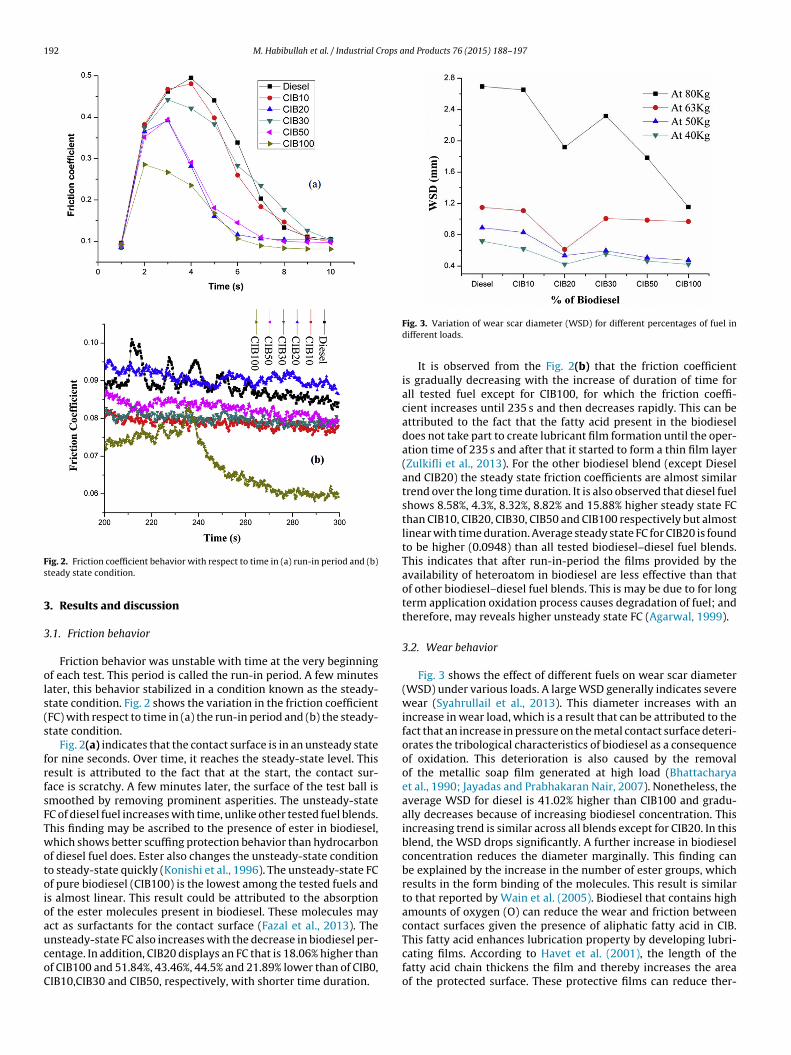
192 M. Habibullah et al. / Industrial Crops and Products 76 (2015) 188–197
Fs
3
3
ols(s
frfsFTwotoioaucoC
ig. 2. Friction coefficient behavior with respect to time in (a) run-in period and (b)teady state condition.
. Results and discussion
.1. Friction behavior
Friction behavior was unstable with time at the very beginningf each test. This period is called the run-in period. A few minutes
ater, this behavior stabilized in a condition known as the steady-tate condition. Fig. 2 shows the variation in the friction coefficientFC) with respect to time in (a) the run-in period and (b) the steady-tate condition.
Fig. 2(a) indicates that the contact surface is in an unsteady stateor nine seconds. Over time, it reaches the steady-state level. Thisesult is attributed to the fact that at the start, the contact sur-ace is scratchy. A few minutes later, the surface of the test ball ismoothed by removing prominent asperities. The unsteady-stateC of diesel fuel increases with time, unlike other tested fuel blends.his finding may be ascribed to the presence of ester in biodiesel,hich shows better scuffing protection behavior than hydrocarbon
f diesel fuel does. Ester also changes the unsteady-state conditiono steady-state quickly (Konishi et al., 1996). The unsteady-state FCf pure biodiesel (CIB100) is the lowest among the tested fuels and
s almost linear. This result could be attributed to the absorptionf the ester molecules present in biodiesel. These molecules mayct as surfactants for the contact surface (Fazal et al., 2013). The
nsteady-state FC also increases with the decrease in biodiesel per-entage. In addition, CIB20 displays an FC that is 18.06% higher thanf CIB100 and 51.84%, 43.46%, 44.5% and 21.89% lower than of CIB0,IB10,CIB30 and CIB50, respectively, with shorter time duration.Fig. 3. Variation of wear scar diameter (WSD) for different percentages of fuel indifferent loads.
It is observed from the Fig. 2(b) that the friction coefficientis gradually decreasing with the increase of duration of time forall tested fuel except for CIB100, for which the friction coeffi-cient increases until 235 s and then decreases rapidly. This can beattributed to the fact that the fatty acid present in the biodieseldoes not take part to create lubricant film formation until the oper-ation time of 235 s and after that it started to form a thin film layer(Zulkifli et al., 2013). For the other biodiesel blend (except Dieseland CIB20) the steady state friction coefficients are almost similartrend over the long time duration. It is also observed that diesel fuelshows 8.58%, 4.3%, 8.32%, 8.82% and 15.88% higher steady state FCthan CIB10, CIB20, CIB30, CIB50 and CIB100 respectively but almostlinear with time duration. Average steady state FC for CIB20 is foundto be higher (0.0948) than all tested biodiesel–diesel fuel blends.This indicates that after run-in-period the films provided by theavailability of heteroatom in biodiesel are less effective than thatof other biodiesel–diesel fuel blends. This is may be due to for longterm application oxidation process causes degradation of fuel; andtherefore, may reveals higher unsteady state FC (Agarwal, 1999).
3.2. Wear behavior
Fig. 3 shows the effect of different fuels on wear scar diameter(WSD) under various loads. A large WSD generally indicates severewear (Syahrullail et al., 2013). This diameter increases with anincrease in wear load, which is a result that can be attributed to thefact that an increase in pressure on the metal contact surface deteri-orates the tribological characteristics of biodiesel as a consequenceof oxidation. This deterioration is also caused by the removalof the metallic soap film generated at high load (Bhattacharyaet al., 1990; Jayadas and Prabhakaran Nair, 2007). Nonetheless, theaverage WSD for diesel is 41.02% higher than CIB100 and gradu-ally decreases because of increasing biodiesel concentration. Thisincreasing trend is similar across all blends except for CIB20. In thisblend, the WSD drops significantly. A further increase in biodieselconcentration reduces the diameter marginally. This finding canbe explained by the increase in the number of ester groups, whichresults in the form binding of the molecules. This result is similarto that reported by Wain et al. (2005). Biodiesel that contains highamounts of oxygen (O) can reduce the wear and friction betweencontact surfaces given the presence of aliphatic fatty acid in CIB.
This fatty acid enhances lubrication property by developing lubri-cating films. According to Havet et al. (2001), the length of thefatty acid chain thickens the film and thereby increases the areaof the protected surface. These protective films can reduce ther-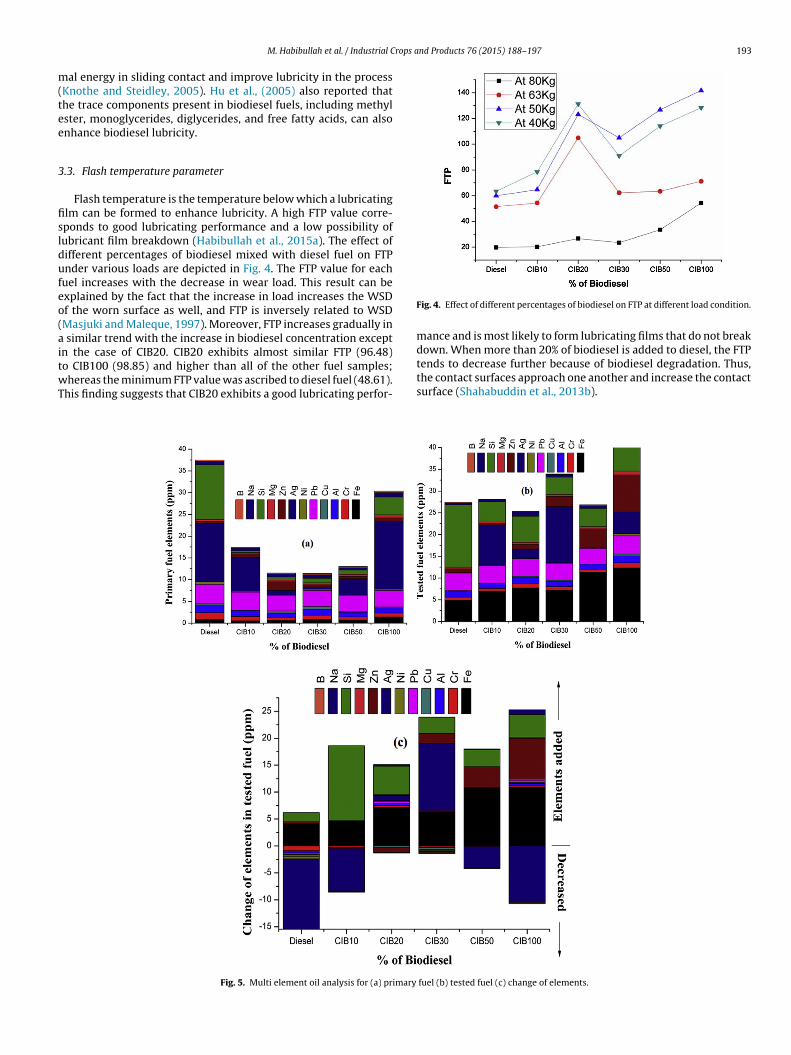
rops and Products 76 (2015) 188–197 193
m(tee
3
fisldufeo(aitwT
M. Habibullah et al. / Industrial C
al energy in sliding contact and improve lubricity in the processKnothe and Steidley, 2005). Hu et al., (2005) also reported thathe trace components present in biodiesel fuels, including methylster, monoglycerides, diglycerides, and free fatty acids, can alsonhance biodiesel lubricity.
.3. Flash temperature parameter
Flash temperature is the temperature below which a lubricatinglm can be formed to enhance lubricity. A high FTP value corre-ponds to good lubricating performance and a low possibility ofubricant film breakdown (Habibullah et al., 2015a). The effect ofifferent percentages of biodiesel mixed with diesel fuel on FTPnder various loads are depicted in Fig. 4. The FTP value for each
uel increases with the decrease in wear load. This result can bexplained by the fact that the increase in load increases the WSDf the worn surface as well, and FTP is inversely related to WSDMasjuki and Maleque, 1997). Moreover, FTP increases gradually in
similar trend with the increase in biodiesel concentration except
n the case of CIB20. CIB20 exhibits almost similar FTP (96.48)o CIB100 (98.85) and higher than all of the other fuel samples;hereas the minimum FTP value was ascribed to diesel fuel (48.61).his finding suggests that CIB20 exhibits a good lubricating perfor-
Fig. 5. Multi element oil analysis for (a) primary
Fig. 4. Effect of different percentages of biodiesel on FTP at different load condition.
mance and is most likely to form lubricating films that do not break
down. When more than 20% of biodiesel is added to diesel, the FTPtends to decrease further because of biodiesel degradation. Thus,the contact surfaces approach one another and increase the contactsurface (Shahabuddin et al., 2013b).fuel (b) tested fuel (c) change of elements.
194 M. Habibullah et al. / Industrial Crops and Products 76 (2015) 188–197
Table 8Summary of elemental analysis of the different fuel samples.
Element Types of fuel
Diesel CIB10 CIB20 CIB30 CIB50 CIB100
Before After Change Before After Change Before After Change Before After Change Before After Change Before After Change
Iron (Fe) 0.8 4.9 4.1 0.5 7.0 6.5 0.6 7.7 7.1 0.8 7.2 6.4 0.7 11.3 10.6 1.4 12.3 10.9Chromium (Cr) 1.6 0.7 −0.9 1.0 0.6 −0.4 0.6 1.0 0.4 1.0 0.8 −0.2 0.7 0.7 0.0 0.9 1.2 0.3Aluminum (Al) 1.8 1.4 −0.4 1.4 1.2 −0.2 1.1 1.5 0.4 1.4 1.3 −0.1 1.1 1.2 0.1 1.2 1.6 0.4Copper (Cu) 0.4 0.1 −0.3 0.0 0.0 0.0 0.5 0.2 −0.3 0.6 0.2 −0.4 0.1 0.0 −0.1 0.2 0.4 0.2Lead (Pb) 4.3 4 −0.3 4.2 4.0 −0.2 3.6 4.0 0.4 3.7 3.9 0.2 3.8 3.6 −0.2 3.8 4.2 0.4Nickel (Ni) 0.6 0.1 −0.5 0.2 0.0 −0.2 0.0 0.1 0.1 0.3 0.1 −0.2 0.0 0.1 0.1 0.3 0.5 0.2Silver (Ag) 13.4 0 −13.4 7.8 9.4 1.6 1.1 2.1 1.0 0.5 12.9 12.4 3.8 0.0 −3.8 15.5 5.0 −10.5Zinc (Zn) 0.5 0.9 0.4 0.8 0.3 −0.5 2.0 1.1 −0.9 0.5 2.4 1.9 0.5 4.4 3.9 0.9 8.5 7.6Magnesium (Mg) 0.4 0.4 0 0.3 0.6 0.3 0.4 0.5 0.1 0.5 0.4 −0.1 0.5 0.5 0.0 0.7 0.9 0.2
5.3 1.0 4.0 3.0 1.0 4.2 3.2 4.1 8.3 4.2 0.3 0.8 0.6 −0.2 0.5 0.6 0.1 1.0 1.9 0.9
−0.1 0.3 0.1 −0.2 0.3 0.2 −0.1 0.4 0.2 −0.2
3
usa(an(cpCFmaibaColbcAalibtiC
3
3
mtfwosdwct(
Silicon (Si) 12.6 14.3 1.7 0.4 4.4 4.0 0.7 6.0Sodium (Na) 0.8 0.4 −0.4 0.6 0.6 0.0 0.7 1.0Boron (B) 0.3 0.2 −0.1 0.2 0.0 −0.2 0.2 0.1
.4. Multi element oil analysis (MOA)
Table 7 summarizes the elemental analysis results obtainedsing MOA for the primary and the tested fuels. These findingsuggest changes in fuel elements. Fig. 5 illustrates the elementalnalysis given different percentages of biodiesel in (a) primary fuelb) tested fuel, and (c) changes in elements. Abnormal parametersre detected in the fuels, such as boron, sodium, silicon (Si), mag-esium, zinc (Zn), silver (Ag), nickel (Ni), lead, copper, aluminumAl), chromium, and iron (Fe). Fig. 5(a) indicates that diesel fuelontains the highest amount of particle element (37.5 ppm). Theercentages of Si (12.6 ppm) and Ag (13.4 ppm) are high as well.IB20 reports the lowest amount of particle element (11.5 ppm).ig. 5(b) also reveals that CIB100 contains the maximum amount ofetal element (12.3 ppm). Additional amounts of Fe and Zn were
dded from the materials that constitute the steel ball after test-ng with increased biodiesel percentages. The composition of thisall is the main source of these elements. Fig. 5(c) suggests thatdditional metal element is added into CIB100 (25.3 ppm) and thenIB30 (23.9 ppm) after testing. Nonetheless, the maximum amountf metal elements (mostly Al) was decreased for diesel fuel, fol-
owed by that for CIB100 after testing. This result may be explainedy the fact that it creates metal oxides and interacts with chemicalonstituents in the fuel (Shahabuddin et al., 2013b; Wu et al., 2013).ccording to Bhale et al. (2008), oxidation formation from differentcids and metals increases corrosive wear and negatively affectsubricity in the process. Moreover, biodiesel oxidation producesntermediate oxidative compounds that increase wear, as reportedy Kumar et al. (Kumar and Chauhan, 2014). Thus, the elemen-al analysis results confirm that oxide formation is extremely lown CIB20 fuel and that very few metal elements are added. Hence,IB20 displays improved lubricity characteristics.
.5. SEM/EDX analysis
.5.1. SEM/EDX analysis for filtering debrisWear debris analysis is a powerful technique to observe and to
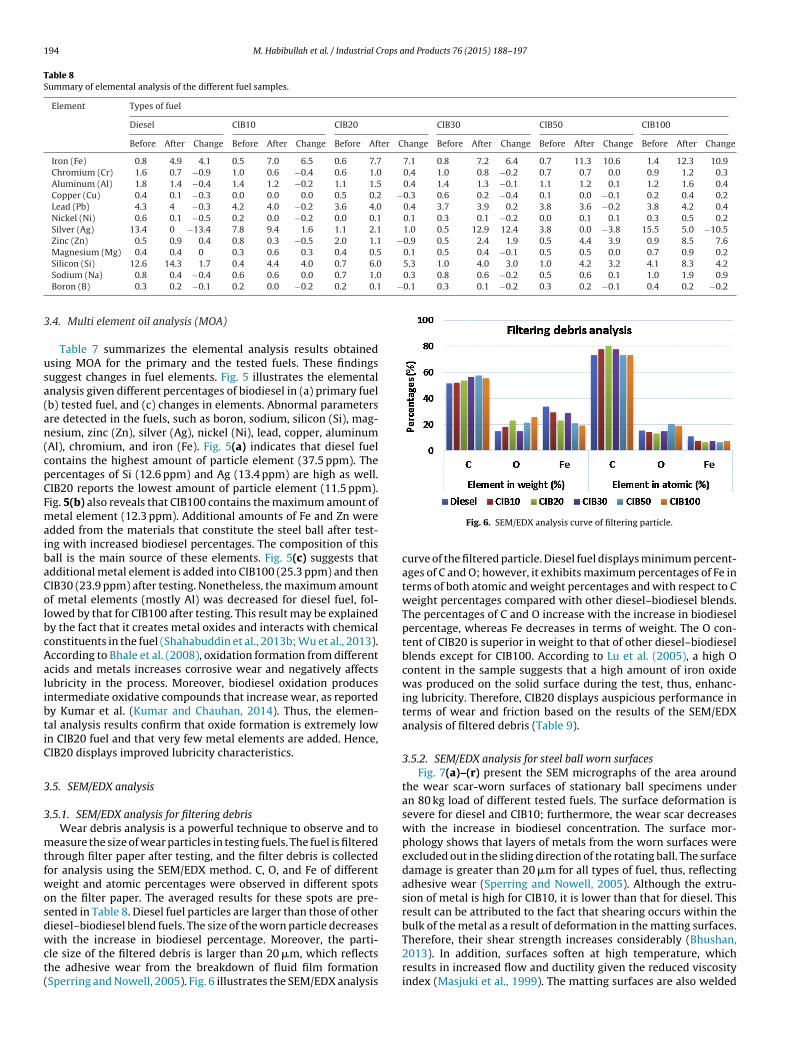
easure the size of wear particles in testing fuels. The fuel is filteredhrough filter paper after testing, and the filter debris is collectedor analysis using the SEM/EDX method. C, O, and Fe of different
eight and atomic percentages were observed in different spotsn the filter paper. The averaged results for these spots are pre-ented in Table 8. Diesel fuel particles are larger than those of otheriesel–biodiesel blend fuels. The size of the worn particle decreases
ith the increase in biodiesel percentage. Moreover, the parti-le size of the filtered debris is larger than 20 �m, which reflectshe adhesive wear from the breakdown of fluid film formationSperring and Nowell, 2005). Fig. 6 illustrates the SEM/EDX analysis
Fig. 6. SEM/EDX analysis curve of filtering particle.
curve of the filtered particle. Diesel fuel displays minimum percent-ages of C and O; however, it exhibits maximum percentages of Fe interms of both atomic and weight percentages and with respect to Cweight percentages compared with other diesel–biodiesel blends.The percentages of C and O increase with the increase in biodieselpercentage, whereas Fe decreases in terms of weight. The O con-tent of CIB20 is superior in weight to that of other diesel–biodieselblends except for CIB100. According to Lu et al. (2005), a high Ocontent in the sample suggests that a high amount of iron oxidewas produced on the solid surface during the test, thus, enhanc-ing lubricity. Therefore, CIB20 displays auspicious performance interms of wear and friction based on the results of the SEM/EDXanalysis of filtered debris (Table 9).
3.5.2. SEM/EDX analysis for steel ball worn surfacesFig. 7(a)–(r) present the SEM micrographs of the area around
the wear scar-worn surfaces of stationary ball specimens underan 80 kg load of different tested fuels. The surface deformation issevere for diesel and CIB10; furthermore, the wear scar decreaseswith the increase in biodiesel concentration. The surface mor-phology shows that layers of metals from the worn surfaces wereexcluded out in the sliding direction of the rotating ball. The surfacedamage is greater than 20 �m for all types of fuel, thus, reflectingadhesive wear (Sperring and Nowell, 2005). Although the extru-sion of metal is high for CIB10, it is lower than that for diesel. Thisresult can be attributed to the fact that shearing occurs within thebulk of the metal as a result of deformation in the matting surfaces.
Therefore, their shear strength increases considerably (Bhushan,2013). In addition, surfaces soften at high temperature, whichresults in increased flow and ductility given the reduced viscosityindex (Masjuki et al., 1999). The matting surfaces are also welded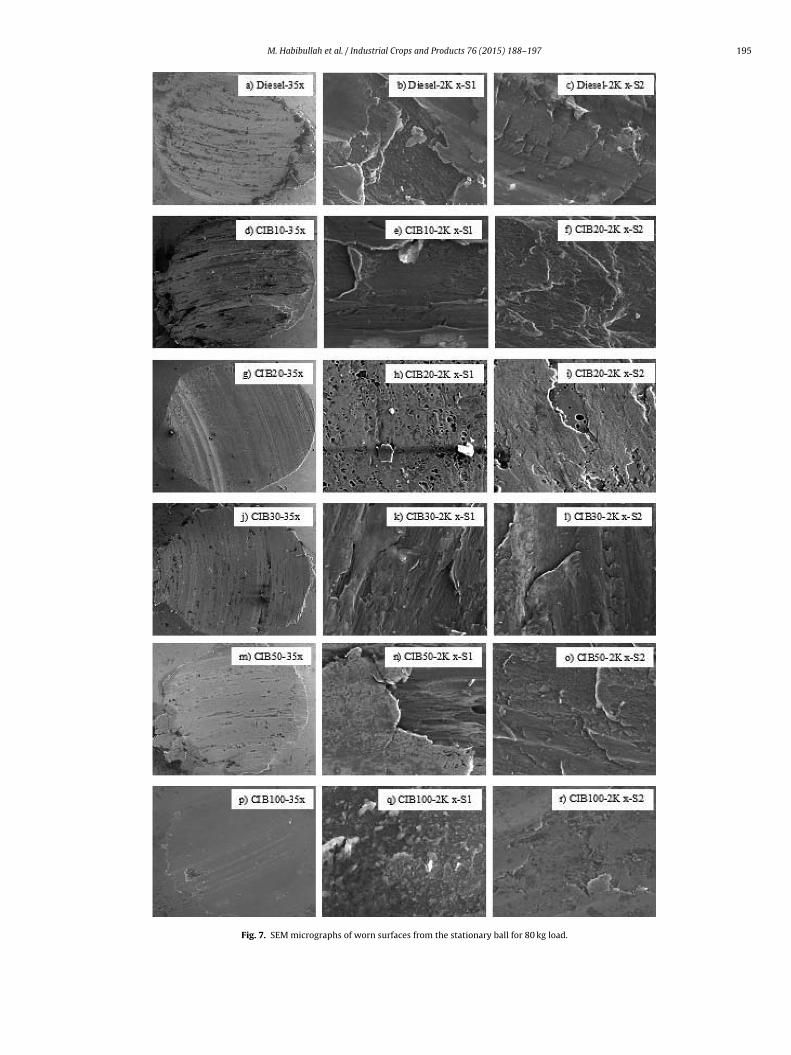
M. Habibullah et al. / Industrial Crops and Products 76 (2015) 188–197 195
Fig. 7. SEM micrographs of worn surfaces from the stationary ball for 80 kg load.
196 M. Habibullah et al. / Industrial Crops and Products 76 (2015) 188–197
Table 9Summary of SEM/EDX analysis results for filtering particle of tested fuel.
Types of fuel Weight percentages (%) Atomic percentages (%) Particle size (�m)
C O Fe C O Fe
Diesel 51.43 14.69 33.87 73.41 15.54 11.04 0.81–79.0CIB10 52.34 18.14 29.52 77.89 14.33 7.78 0.295–69.8CIB20 53.97 23.12 22.91 80.47 13.21 6.32 2.14–36.4
ttcfhimtdtFiwCdaT(daBab
4
m
1
2
CIB30 56.34 14.91 28.74
CIB50 57.47 21.62 20.9
CIB100 55.52 26.03 19.45
o enhance adhesive wear. CIB20 displays smaller worn surfaceshan other diesel–biodiesel blends except for CIB100. This findingan be explained by the adsorption of biodiesel on the metal sur-ace because of the functionalities of the ester, along with the longydrocarbon chains of fatty acid residue. Hence, a monolayer film
s formed on the metal surface and improves lubricating perfor-ance (Sharma et al., 2008). At the same time, free fatty acids and
he presence of O in biodiesel is conducive to the production ofifferent inorganic oxides that significantly influence the forma-ion of lubrication films on the contact surface, such as Fe2O3 ande3O4 (Lu et al., 2005). Hence, the friction on the matting surfaces reduced (Yamane et al., 2007). The extrusion of metal increases
hen biodiesel concentration increases beyond CIB20 (i.e., CIB30,IB50). This result can be attributed to the fact that under this con-ition, the layer of lubricant between the contact surfaces thins as
consequence of fuel and material degradation (Agarwal, 1999).he presence of black spots on the wear scar [Fig. 7(a), (d) andj)] reflects oxidative corrosion. According to Bhale et al. (2008),ifferent acids and peroxides are formed during oxidation and neg-tively affect lubricity. As a result, corrosive wear is aggravated.ased on the obtained results, wear suddenly decreases for CIB20nd increases throughout the duration of oxidation until the 50%iodiesel–diesel blend is produced.
. Conclusion
The following conclusions can be drawn based on this experi-ental investigation:
. Diesel fuel displays a higher unsteady-state FC with a longer timeduration than other tested biodiesel–diesel fuel blends do. Thisresult may be attributed to the presence of ester in the biodiesel,which induces better scuffing protection behavior than dieselfuel. The unsteady-state FC also increases with the decrease in
biodiesel percentage. Moreover, the FC of CIB20 is low during therun-in period. However, diesel fuel shows 4–16% higher steadystate FC than other tested biodiesel–diesel blends but almostlinear with time duration.
. WSD increases and FTP decreases with an increase in wear load.The average WSD for diesel is 41.02% higher than CIB100 and
Fuel Test-1 Test-2 Test-3 Max Min
CIB0 2.695 2.753 2.713 2.753 2.691CIB10 2.653 2.656 2.695 2.695 2.653CIB20 2.244 2.154 2.175 2.244 2.154CIB30 2.317 2.482 2.417 2.482 2.317CIB50 1.784 1.882 1.92 1.92 1.784CIB100 1.154 1.352 1.516 1.516 1.154
gradually decreases because of increasing biodiesel concentra-tion. This increasing trend is similar across all blends except forCIB20.The WSD of CIB20 drops considerably compared with thatof all other tested fuels. Furthermore, CIB20 exhibits the maxi-
77.75 14.62 7.72 0.808–49.773.26 20.51 6.22 0.364–30.173.42 18.85 7.72 3.91–37.4
mum FTP among all other fuel samples except for CIB100. FTPtends to decrease with further increases in biodiesel concentra-tion, and the minimum FTP value is ascribed to diesel fuel.
3. As per the elemental analysis, many metal elements are addedto CIB100 (25.3 ppm) after testing, followed by CIB30 (29 ppm).The maximum amount of metal elements (mostly Al) decreasedfor diesel fuel after testing, followed by CIB100. The formationof oxide was extremely low for CIB20 fuel, and very few metalelements were added. Hence, CIB20 displays improved lubricitycharacteristics.
4. The surface morphology revealed that diesel fuel particles arelarge and that they shrink with the increase in biodiesel percent-age. Surface damage is greater than 20 �m for all types of fuel,thus, reflecting adhesive wear. Although the extrusion of metalis high for CIB10, it is lower than that for diesel. Nonetheless,CIB20 exhibits smaller worn surfaces than other diesel–biodieselblends do except for CIB100. The extrusion of metal increaseswith a further increase in biodiesel concentration beyond CIB20(CIB30, CIB50).
This finding suggests that CIB20 exhibits auspicious lubricatingperformance in terms of wear and friction and hence it can be usedin the automotive engines to enhance engine life.
Acknowledgements
The authors would like to appreciate University of Malaya forfinancial support through High Impact Research grant titled: CleanDiesel Technology for Military and Civilian Transport Vehicles hav-ing grant number UM.C/HIR/MOHE/ENG/07.
Appendix A.
Uncertainty analysis for WSD at 80 kg load condition.
Avg Equip. accuracy % Uncertainty0.01 −0.01 + −
2.713 2.763 2.681 1.842978 1.8429782.668 2.705 2.643 1.386807 1.3868072.191 2.254 2.144 2.875399 2.8753992.405 2.492 2.307 3.617464 3.6174641.862 1.93 1.774 3.651987 3.6519871.34 1.526 1.144 13.8806 13.8806
4.542539 4.542539
References
Agarwal, A.K., 1999. Performance evaluation and tribological studies on abiodiesel-fuelled compressionignition engine. In: Ph.D. Thesis. Center forEnergy Studies, Indian Institute of Technology, Delhi, India.
Arumugam, A., Ponnusami, V., 2014. Biodiesel production from Calophylluminophyllum oil using lipase producing Rhizopus oryzae cells immobilized withinreticulated foams. Renew. Energy 64, 276–282.
Asadauskas, S., Erhan, S.Z., 1999. Depression of pour points of vegetable oils byblending with diluents used for biodegradable lubricants. J. Am. Oil Chem. Soc.76, 313–316.
Atabani, A.E., César d, A.S., 2014. Calophyllum inophyllum L. – a prospectivenon-edible biodiesel feedstock. Study of biodiesel production, properties, fatty

rops a
B
B
B
BC
D
F
F
F
H
H
H
H
H
H
H
J
K
K
K
K
K
K
K
L
L
M
M
M
M
M. Habibullah et al. / Industrial C
acid composition, blending and engine performance. Renew. Sustain. EnergyRev. 37, 644–655.
all, K.F., Bostick, J.G., Brennan, T.J., 1999. Fuel Lubricity from Blends of aDiethanolamine Derivative and Biodiesel. Google Patents.
hale, P.V., Deshpande, N., Thombre, S., 2008. Simulation of wear characteristics ofcylinder liner-ring combination with diesel and biodiesel. Soc. Automot. Eng.
hattacharya, A., Singh, T., Verma, V.K., Nakayama, K., 1990. The role of certainsubstituted 2- amino-benzothiazolylbenzoylthiocarbamides as additives inextreme pressure lubrication of steel bearing balls. Wear 136, 345–357.
hushan, B., 2013. Introduction to Tribology. John Wiley & Sons.hauhan, B.S., Kumar, N., Cho, H.M., 2012. A study on the performance and
emission of a diesel engine fueled with Jatropha biodiesel oil and its blends.Energy 37, 616–622.
ave, H., Stoldt, S.H., 1998. Esters derived from vegetable oils used as additives forfuels. Google patents.
azal, M., Haseeb, A., Masjuki, H., 2013. Investigation of friction and wearcharacteristics of palm biodiesel. Energy Convers. Manage. 67, 251–256.
azal, M.A., Haseeb, A.S.M.A., Masjuki, H.H., 2011. Biodiesel feasibility study: anevaluation of material compatibility; performance; emission and enginedurability. Renew. Sustain. Energy Rev. 15, 1314–1324.
orson, F.K., Oduro, E.K., Hammond-Donkoh, E., 2004. Performance of jatropha oilblends in a diesel engine. Renew. Energy 29, 1135–1145.
abibullah, M., Masjuki, H.H., Kalam, M.A., Gulzar, M., Arslan, A., Zahid, Rehan,2015a. Tribological characteristics of Calophyllum inophyllum based TMP(trimethylolpropane) ester as energy saving and biodegradable lubricant.Tribol. Trans.
abibullah, M., Rizwanul Fattah, I., Masjuki, H., Kalam, M., 2015b. Effects ofpalm–coconut biodiesel blends on the performance and emission of asingle-cylinder diesel engine. Energy Fuels 29, 734–743.
abibulla, M., Masjuki, H.H., Kalam, M.A., Rizwanul Fattah, I.M., Ashraful, A.M.,Mobarak, H.M., 2014. Biodiesel production and performance evaluation ofcoconut, palm and their combined blend with diesel in a single-cylinder dieselengine. Energy Convers. Manage. 87, 250–257.
aseeb, A.S.M.A., Sia, S.Y., Fazal, M.A., Masjuki, H.H., 2010. Effect of temperature ontribological properties of palm biodiesel. Energy 35, 1460–1464.
avet, L., Blouet, J., Robbe Valloire, F., Brasseur, E., Slomka, D., 2001. Tribologicalcharacteristics of some environmentally friendly lubricants. Wear 248,140–146.
e, Y., Bao, Y.D., 2005. Study on cottonseed oil as a partial substitute for diesel oilin fuel for single-cylinder diesel engine. Renew. Energy 30, 805–813.
u, J., Du, Z., Li, C., Min, E., 2005. Study on the lubrication properties of biodiesel asfuel lubricity enhancers. Fuel 84, 1601–1606.
ayadas, N., Prabhakaran Nair, K., 2007. Tribological evaluation of coconut oil as anenvironment-friendly lubricant. Tribol. Int. 40, 350–354.
alam, M., Majsuki, H., 2002. Use of an additive in biofuel to evaluate emissions,engine component wear and lubrication characteristics. Proc. Inst. Mech. Eng.,Part D: J. Automob. Eng. 216, 751–757.
alam, M.A., Masjuki, H.H., 2011. An experimental investigation of highperformance natural gas engine with direct injection. Energy 36, 3563–3571.
aul, S., Saxena, R.C., Kumar, A., Negi, M.S., Bhatnagar, A.K., Goyal, H.B., Gupta, A.K.,2007. Corrosion behavior of biodiesel from seed oils of Indian origin on dieselengine parts. Fuel Process. Technol. 88, 303–307.
nothe, G., 2001. Historical perspectives on vegetable oil-based diesel fuels. Inform11, 1103–1107.
nothe, G., Steidley, K.R., 2005. Kinematic viscosity of biodiesel fuel componentsand related compounds. Influence of compound structure and comparison topetrodiesel fuel components. Fuel 84, 1059–1065.
onishi, T., Klaus, E., Duda, J., 1996. Wear characteristics of aluminum-silicon alloyunder lubricated sliding conditions. Tribol. Trans. 39, 811–818.
umar, N., Chauhan, S., 2014. Analysis of tribological performance of biodiesel.Proc. Inst. Mech. Eng., Part J: J. Eng. Tribol., http://dx.doi.org/10.1177/1350650114532452
apuerta, M., Rodríguez-Fernández, J., Ramos, Á., Álvarez, B., 2012. Effect of the testtemperature and anti-oxidant addition on the oxidation stability ofcommercial biodiesel fuels. Fuel 93, 391–396.
u, X., Cotter, J., Eadie, D., 2005. Laboratory study of the tribological properties offriction modifier thin films for friction control at the wheel/rail interface. Wear259, 1262–1269.
akkar, H., Becker, K., Sporer, F., Wink, M., 1997. Studies on nutritive potential andtoxic constituents of different provenances of Jatropha curcas. J. Agric. FoodChem. 45, 3152–3157.
aru, M.M., Trommer, R.M., Cavalcanti, K.F., Figueiredo, E.S., Silva, R.F., Achete,C.A., 2014. The Stribeck curve as a suitable characterization method of thelubricity of biodiesel and diesel blends. Energy 69, 673–681.
asjuki, H.H., Maleque, M.A., 1997. Investigation of the anti-wear characteristics
of palm oil methyl ester using a four-ball tribometer test. Wear 206,179–186.asjuki, H.H., Maleque, M.A., Kubo, A., Nonaka, T., 1999. Palm oil and mineral oilbased lubricants—their tribological and emission performance. Tribol. Int. 32,305–314.
nd Products 76 (2015) 188–197 197
Miller, A.L., Stipe, C.B., Habjan, M.C., Ahlstrand, G.G., 2007. Role of lubrication oil inparticulate emissions from a hydrogen-powered internal combustion engine.Environ. Sci. Technol. 41, 6828–6835.
Mofijur, M., Masjuki, H.H., Kalam, M.A., Ashrafur Rahman, S.M., Mahmudul, H.M.,2015. Energy scenario and biofuel policies and targets in ASEAN countries.Renew. Sustain. Energy Rev. 46, 51–61.
Mofijur, M., Masjuki, H.H., Kalam, M.A., Atabani, A.E., Arbab, M.I., Cheng, S.F., Gouk,S.W., 2014a. Properties and use of Moringa oleifera biodiesel and diesel fuelblends in a multi-cylinder diesel engine. Energy Convers. Manage. 82, 169–176.
Mofijur, M., Masjuki, H.H., Kalam, M.A., Atabani, A.E., Fattah, I.M.R., Mobarak, H.M.,2014b. Comparative evaluation of performance and emission characteristics ofMoringa oleifera and Palm oil based biodiesel in a diesel engine. Ind. CropsProd. 53, 78–84.
Nakpong, P., Wootthikanokkhan, S., 2010. High free fatty acid coconut oil as apotential feedstock for biodiesel production in Thailand. Renew. Energy 35,1682–1687.
No, S.-Y., 2011. Inedible vegetable oils and their derivatives for alternative dieselfuels in CI engines: a review. Renew. Sustain. Energy Rev. 15, 131–149.
Ong, H.C., Mahlia, T.M.I., Masjuki, H.H., Norhasyima, R.S., 2011. Comparison of palmoil, Jatropha curcas and Calophyllum inophyllum for biodiesel: a review. Renew.Sustain. Energy Rev. 15, 3501–3515.
Rahman, S.M.A., Masjuki, H.H., Kalam, M.A., Abedin, M.J., Sanjid, A., Sajjad, H., 2013.Production of palm and Calophyllum inophyllum based biodiesel andinvestigation of blend performance and exhaust emission in an unmodifieddiesel engine at high idling conditions. Energy Convers. Manage. 76, 362–367.
Sahoo, P., Das, L., Babu, M., Naik, S., 2007. Biodiesel development from high acidvalue polanga seed oil and performance evaluation in a CI engine. Fuel 86,448–454.
Sahoo, P.K., Das, L.M., 2009. Process optimization for biodiesel production fromJatropha, Karanja and Polanga oils. Fuel 88, 1588–1594.
Sarvi, A., Fogelholm, C.-J., Zevenhoven, R., 2008. Emissions from large-scalemedium-speed diesel engines: 2. Influence of fuel type and operating mode.Fuel Process. Technol. 89, 520–527.
Serrano, L.M.V., Câmara, R.M.O., Carreira, V.J.R., Gameiro da Silva, M.C., 2012.Performance study about biodiesel impact on buses engines usingdynamometer tests and fleet consumption data. Energy Convers. Manage. 60,2–9.
Shahabuddin, M., Liaquat, A.M., Masjuki, H.H., Kalam, M.A., Mofijur, M., 2013a.Ignition delay, combustion and emission characteristics of diesel engine fueledwith biodiesel. Renew. Sustain. Energy Rev. 21, 623–632.
Shahabuddin, M., Masjuki, H.H., Kalam, M.A., Bhuiya, M.M.K., Mehat, H., 2013b.Comparative tribological investigation of bio-lubricant formulated from anon-edible oil source (jatropha oil). Ind. Crops Prod. 47, 323–330.
Sharma, B.K., Doll, K.M., Erhan, S.Z., 2008. Ester hydroxy derivatives of methyloleate: tribological, oxidation and low temperature properties. Bioresour.Technol. 99, 7333–7340.
Sperring, T., Nowell, T., 2005. SYCLOPS—a qualitative debris classification systemdeveloped for RAF early failure detection centres. Tribol. Int. 38, 898–903.
Ssempebwa, J.C., Carpenter, D.O., 2009. The generation, use and disposal of wastecrankcase oil in developing countries: a case for Kampala district, Uganda. J.Hazard. Mater. 161, 835–841.
Sulek, M.W., Kulczycki, A., Malysa, A., 2010. Assessment of lubricity ofcompositions of fuel oil with biocomponents derived from rape-seed. Wear268, 104–108.
Syahrullail, S., Wira, J.Y., Wan Nik, W., Fawwaz, W., 2013. Friction characteristics ofRBD. Palm olein using four-ball tribotester. Appl, Mech. Mater. 315, 936–940.
Tung, S.C., McMillan, M.L., 2004. Automotive tribology overview of currentadvances and challenges for the future. Tribol. Int. 37, 517–536.
Tziourtzioumis, D., Stamatelos, A., 2012. Effects of a 70% biodiesel blend on the fuelinjection system operation during steady-state and transient performance of acommon rail diesel engine. Energy Convers. Manage. 60, 56–67.
Uosukainen, E., Linko, Y.-Y., Lämsä, M., Tervakangas, T., Linko, P., 1998.Transesterification of trimethylolpropane and rapeseed oil methyl ester toenvironmentally acceptable lubricants. J. Am. Oil Chem. Soc. 75, 1557–1563.
Van Gerpen, J.H., Soylu, S., Tat, M., 1999. Evaluation of the lubricity of soybeanoil-based additives in diesel fuel. Proceedings, Annual International Meeting ofthe ASAE.
Wain, K.S., Perez, J.M., Chapman, E., Boehman, A.L., 2005. Alternative and lowsulfur fuel options: boundary lubrication performance and potential problems.Tribol. Int. 38, 313–319.
Wu, Y., Li, W., Zhang, M., Wang, X., 2013. Oxidative degradation of synthetic esterand its influence on tribological behavior. Tribol. Int. 64, 16–23.
Yamane, K., Kawasaki, K., Sone, K., Hara, T., Prakoso, T., 2007. Oxidation stability ofbiodiesel and its effects on diesel combustion and emission characteristics. Int.J. Engine Res. 8, 307–319.
Yunus, R., Fakhrul I-Razi, A., Ooi, T., Iyuke, S., Idris, A., 2003. Preparation and
characterization of trimethylolpropane esters from palm kernel oil methylesters. J. Oil Palm Res. 15, 42–49.Zulkifli, N., Kalam, M., Masjuki, H., Shahabuddin, M., Yunus, R., 2013. Wearprevention characteristics of a palm oil-based TMP (trimethylolpropane) esteras an engine lubricant. Energy.