industrias y productos forestales · en asia y África existen otras menos importantes. rhamnus ......
TRANSCRIPT

CUADERNOS DE DASONOMIA Serie Didáctica Nº 14
INDUSTRIAS Y PRODUCTOS FORESTALES
Prof. Ing. Agr. Alberto D. Calderón1 Cátedra de Dasonomía
Departamento de Producción Agropecuaria Facultad de Ciencias Agrarias Universidad Nacional de Cuyo
1 Este apunte fue iniciado y casi terminado en su totalidad por la Profesora Ing. Agr. Rosa Inés Arreghini antes de
dejarnos físicamente y a quien aprovecho en esta circunstancia de recordar con mucho cariño y admiración por toda la
dedicación y empeño puesto en su fecunda labor docente y de investigación.

2
INTRODUCCIÓN En este apunte pretende dar un panorama sintético de las muchas y variadas posibilidades que nos ofrecen los árboles, desde aquellos productos originados por sus hojas, frutos, flores, corteza, savia, resinas, gomas, hasta la madera y todos los productos derivados de ella a través de una gran amplitud de industrias forestales. El campo de las industrias y de los productos forestales es amplísimo y además es permanente la incorporación y modificación de tecnologías en los procesos y de los productos; por este motivo debe entenderse este apunte como una simple guía de aproximación que a su vez deberá ser revisado y actualizado en forma constante. En los esquemas que siguen a continuación se muestran algunas de las posibilidades de aprovechamiento forestal tanto referidos a la madera como otras partes de los árboles.

3

4
ALIMENTOS
Las principales especies nativas y exóticas cultivadas en nuestro país que proporcionan alimento, ya sea para el hombre, como para los animales son: A - Para el hombre Algarrobos (Prosopis sp.) - con los frutos se elabora el patay. Pehuén (Araucaria araucana) - las semillas. Pino piñonero (Pinus pinea) - las semillas se denominan piñones. Pino Digger (Pinus sabiniana) - las semillas. Chañar (Geoffroea decorticans) - con los frutos se elabora el arrope. Avellano (Guevina avellana) - sus frutos. Nogal (Juglans sp.) - sus frutos. Tala (Celtis sp.) - sus frutos Mora (Morus sp.) - sus frutos Calafate (Berberis buxifolia) - sus frutos
Piñones de Araucaria araucana Frutos de Prosopis
Piñones de Pinus pinea Pinus pinea Morus sp.

5
Avellano Berberis B - Para el ganado y las aves Algarrobo (Prosopis sp) - sus frutos y hojas Maitén (Maytenus boaria) - hojas, ramas, frutos. Quebrachos colorados (Schinopsis sp.) Quebracho blanco (Aspidosperma quebracho blanco) - hojas. Samohu o Palo borracho (Chorisia speciosa) - sus frutos los comen los loros Mora (Morus sp.) - hojas - gusano de seda. Acacia negra (Gleditsia triacanthos) - frutos. Espina - corona (Gleditsia amorphoides) - frutos. Mistol (Ziziphus mistol) - sus frutos y hojas Chañar (Geoffroea decorticans) - frutos
Maitén Mistol Acacia negra

6
COLORANTES Y DROGAS
Colorantes en las maderas Campeche o Palo Campeche Se obtiene del Haematoxylon campechianum L. (Leguminosas). Originario de Centro América, Indias Occidentales y Sudamérica. El colorante es la hematoxylina o su óxido la hemateina. Se usan con un mordiente. Colores de negro a violeta. Fustete o Palo amarillo de Cuba Se obtiene de la Chlorophora tinctoria (Moráceas), originaria de América Central e Indias Orientales y del “árbol de Jack” Artocarpus integrifolia, de la India, Birmania, Ceilán y Java. El colorante es la morina y el ácido tánico morínico. Colores amarillo, verde oliva o caqui (según el origen y el mordiente). Muy relacionado con éste es el “naranja ossage” de la Maclura pomífera (Moráceas) que tiene los mismos colorantes que el fustete.
Maclura pomífera
Lapachol o Tecomina Se obtienen del “lapacho” (Tabebuia sp. - Bignoniáceas) de América del Sur y del “palo verde del Brasil” (Nectandra rodioei H.). Amarillo-verdoso (Lauraceas).

7
Lapacho Quercus Cuercitrón : del roble negro (Quercus sessiliflora) color amarillo o gamuza (Fagáceas). Fisetina : del Rhus cotinus (sur de Europa) color amarillo (Anacardiáceas). Santal y Santalina: del “sándalo bermejo” (Pterocarpus santalinus L.) de la India, Ceilán. Color rojo a rojo azulado. (Leguminosas)
Pterocarpus santalinus
DROGAS
Cáscara sagrada Se obtiene de la corteza del Rhamnus purshiana, especie de poca altura del oeste de U.S.A. y Canadá. En Asia y África existen otras menos importantes. Rhamnus / cathartica y R. frangula (Ramnáceas).
Rhamnus purshiana Da un fármaco importante que se usa como laxante y como tónico.

8
Berberina Se obtiene de la madera, corteza y raíces del agracejo (Berberis vulgaris L.). Es un alcaloide (Berberidáceas).
Berberis vulgaris Estricnina y Brucina Se obtienen de la madera y corteza del Strychnos Nux vómica L. Son venenosos (Loganiáceas).
Strychnos Nux vómica

9
COMBUSTIBLES
Se usan con este fin las ramas finas, los árboles oprimidos, decrépitos o enfermos. A veces se usa especialmente todo el tronco maderable; como los eucaliptos y algarrobos en el ferrocarril y los eucaliptos en los altos hornos de Zapla. El poder calorífico de la leña como tal es de 3000 a 3500 cal/kg. aproximadamente, lo que depende de la especie. En la Argentina se comercializaba como: - Leña ferrocarril: trozos de leña verde de 50-60 cm de largo. - Leña torta: trozos transversales del tronco de 10 a 15 cm de altura - Leña astilla: cortes longitudinales del tronco de 30-40 cm de largo
Para maderas rojas (tánicas) se usan los términos: - Madera campana: madera del árbol muerto en pie o caído, sin corteza ni albura.
Suena a metálico con el hacha. Tiene de 5000 a 6000 cal/kg. - Madera semicampana: leña que ha perdido toda la corteza pero conserva gran parte
de la albura. - Madera verde: es la que conserva toda la albura y corteza.
Actualmente se hacen plantaciones para obtener biomasa2 con fines energéticos. Se realizan a turnos cortos y pequeño espaciamiento, con especies de rápido crecimiento juvenil. En Suecia se cosechan en forma mecánica.
2 Este tema se encuentra desarrollado en el apunte de “Biomasa forestal”
10
C O R C H O
El corcho se obtiene de la corteza del alcornoque (Quercus suber L.) , árbol de tamaño mediano a pequeño, originario de la zona del Mediterráneo occidental (España, Francia, Argelia, Marruecos, Italia, Túnez y Portugal).
FORMACIÓN En la zona de la corteza se encuentra una capa de células generatriz, que es el cambium suberoso o felógeno. El felógeno forma felema hacia afuera y feloderma hacia adentro. El felema está constituido por células suberizadas, de corcho, en cambio el feloderma por células de pared fina no suberizada. Cuando el árbol aumenta su diámetro, los tejidos que se encuentran delante del felógeno mueren y su desecación provoca la muerte de éste. Entonces se forma un nuevo felógeno más profundo (interior) que llega a veces hasta el líber. Aquí comienza la formación del corcho. En la mayoría de las plantas leñosas no se forma una capa continua alrededor de todo el tronco, sino zonas de corcho alternadas con zonas de corteza muerta (o sea, un producto sin valor comercial); en cambio en el alcornoque, esta capa es continua y rodea a todo el árbol. Cada vez que se extrae la corteza (o corcho), el felógeno se muere y se forma uno nuevo que reinicia el ciclo. Si no se descorteza, el felógeno existente continua activo por muchos años. El corcho es un tejido constituido por un gran número de pequeñas células más o menos cuadrangulares, agrupadas en forma muy compacta. Entre las células existen pequeños canales o pasos de aire, que se llaman lentículas, que no tienen comunicación con las células vecinas, por ello no le transmiten aire ni humedad. Las paredes de las células son muy finas pero muy fuertes, y están impregnadas de suberina que las hace impenetrables.

11
RECOLECCIÓN O EXTRACCIÓN Los árboles deben tener como mínimo 12 cm. de diámetro, tamaño que alcanzan más o menos a los 20 años. El primer corcho que se extrae se llama “bornizo” y es de poco valor comercial. Los descorches siguientes se hacen cada 9 a 10 años. La mejor calidad se obtiene a partir del tercer descorche. Un árbol dura en producción unos 100 años . El descorche se hace desde mediados de la primavera hasta mediados del verano. El corcho se deja secar unos días en el bosque y luego se lleva al establecimiento elaborador donde se hierve en grandes cubetas abiertas con el objeto de eliminar los taninos y hacerlo más flexible. Luego las chapas se limpian (raspan), secan y clasifican. PROPIEDADES P.e.= 0,15 a 0,25 (más del 50% es aire). • Es el aislante térmico y acústico más completo. • En el corcho se reúnen de la manera más ventajosa la alta resistencia mecánica, la
elasticidad y la flexibilidad. • Como aislante frente a la humedad es excepcional. • Su permanencia dimensional asegura instalaciones e impermeabilizaciones estables. • Excelente comportamiento frente al fuego y además no libera gases tóxicos en su
presencia. • Prácticamente inerte en el aspecto químico (excepto álcalis y soluciones fuertes de
ácidos). • Repelente contra roedores, insectos, parásitos y microorganismos. • Gran flotabilidad (por su bajo P.e. e impenetrabilidad). • Gran adherencia en la fricción (aún cuando está mojado con agua o aceite). • Gran estabilidad frente a las condiciones atmosféricas y al paso del tiempo. • De fácil manejo y aplicación y económicos.

12
• Reúne varias propiedades deseables, que en otros materiales son divergentes, en forma equilibrada y armónica. (por ejemplo: aislación y resistencias físico-mecánicas).
Nota: En U.S.A. se usa la corteza del Abeto rojo del Norte (Picea excelsa) para obtener corcho granulado, porque forma capas discontinuas.

13
T A N I N O COMPOSICIÓN Los taninos son compuestos aromáticos formados por numerosos grupos fenólicos que tienen, en general, sabor astringente. Son sustancias amorfas, rara vez cristalinas, más o menos hidrosolubles. Tienen la propiedad de precipitar las proteínas y dar lugar a complejos intensamente coloreados con los iones de los metales pesados, especialmente con el Fe. Se combinan con las fibras animales y las transforman en cuero (curtido) haciéndolas inalterables a los agentes destructores. Son compuestos de estructura química muy diferente y compleja que se hallan muy repartidos en el mundo vegetal. Se los encuentra en la madera, corteza, hojas, frutos y raíces y en las agallas de algunas especies (ej.: roble). ESPECIES PRODUCTORAS Entre nuestras especies nativas las más importantes son: Quebracho colorado chaqueño (Schinopsis balansae) produce el 30 - 32% de extracto tánico de su madera ; el quebracho colorado santiagueño (Schinopsis lorentzii) el 23 - 26 %. El guayacán (Caesalpinea paraguariensis) produce un 16 % ; el urundel (Astronium urundeuva) y el Urunday (Astronium balansae) el 10 % y los cebiles (Parapiptadenia sp.) un 8 %. Entre las especies exóticas podemos citar a la acacia del tanino o mimosa (Acacia mearnsii) que produce un 40% de extracto tánico de su corteza. Esta planta ha desplazado a nuestro quebracho porque además de ser de más rápido crecimiento, la extracción se hace de su corteza, permitiendo aprovechar la madera por separado. En los quebrachos y en general en nuestras especies nativas, el tanino se extrae de la madera, la que para ello debe reducirse a aserrín. También se extrae de la madera y corteza de : Eucalyptus astringens (45%) y E.sideroxylon ; de los robles (Quercus sp.) y del castaño (Castanea sativa).
Quebracho colorado Acacia negra o del tanino

14
Eucalyptus astringens
USOS En el curtido de los cueros es lo principal. En la perforación de pozos petroleros, como dispersante para regular la viscosidad del barro en los pozos de perforación. Como ácido tánico y tanato de Na como plastificantes, materiales anticorrosivos, etc. En medicina como astringente, con preferencia sobre los de origen mineral por no ser irritante ni venenoso. Como colorantes o como mordientes para fijar tinturas. Adhesivos para maderas. MÉTODOS DE EXTRACCIÓN 1- ) Difusión en tanque abierto Se pone la corteza desmenuzada en grandes depósitos de madera descubiertos y se somete a la acción del agua que se calienta por serpentines o bien tuberías perforadas con vapor. El agua más nueva (o más limpia) entra en el depósito con madera más lixiviada y va pasando sucesivamente por una batería de depósitos con madera cada vez más nueva ( o sea menos lixiviada ). En el último depósito con madera nueva, recién puesta se recoge el licor más rico en tanino. El agua entra en la batería a unos 82 º C. y sale como licor enriquecido a ± 60º C. Este proceso necesita de 3 a 4 días para una extracción. 2- ) Método de colado Se llena el depósito con corteza y ésta se somete a la acción del vapor. Luego se rocía la corteza con H2O caliente desde arriba y el licor resultante se extrae por el fondo del depósito. En este sistema se necesitan 2 días en total. 3- ) Método de decocción Consiste en hervir la madera reducida a aserrín, en depósitos de madera o Cu a la presión atmosférica. Se disponen en batería. Un depósito se llena con licor casi

15
saturado y madera. Luego se calienta hasta alcanzar la máxima concentración posible del licor. Este licor enriquecido se retira y a continuación se llena con el licor del depósito anterior que está más flojo y así sucesivamente se van pasando de uno a otro hasta agotar la madera. Aquí al hervir el licor se forman taninos “rojos insolubles” por eso, en la última etapa, se trata el licor con sulfito sódico (SO3Na2), bisulfito sódico (SO 3 HNa) u otros sulfitos. Estos, mantienen los taninos solubles en agua fría y ahorran taninos que de otro modo precipitarían y se perderían como deshecho. 4- ) En autoclaves de Cu Se utilizan temperaturas superiores al punto de ebullición del agua. Las autoclaves se disponen en baterías y operan a presiones hasta de 2 Kg/cm ³ . Resultan más económicos porque requieren menos agua y porque el tiempo que dura la difusión es de 45’ en total. Las cargas de madera se extraen por los fondos movibles caedizos. CONCENTRACIÓN DE LOS EXTRACTOS Se evapora el licor en evaporadores al vacío (vacuum) hasta alcanzar la consistencia deseada que puede ser: extracto líquido con 25 - 35 % de tanino; sólido con el 40 - 65 % de tanino y en polvo con el 55 al 70 % de tanino. El extracto sólido se pone en bolsas de yute forradas con papel. Al enfriarse se solidifica en un producto amorfo y frágil con 20 % de humedad. Otra forma es atomizar el licor precalentado, en una cámara de secar del tipo “sprayer” (igual al de la leche instantánea en polvo). Los evaporadores al vacío permiten utilizar temperaturas más bajas y ahorran combustible.
Proceso de fabricación de extractos de Quebracho
� Selección de la madera � Selección de la madera desde depósitos (más de 6 meses de stock). � Carga / alimentación a fábricas por acoplados.
� Proceso de fabricación
• Molienda y difusión • Evaporación primaria • Autoclave y atomizado • Controles de calidad • Envasado • Stocks disponibles • Despachos
Molienda y difusión

16
Evaporación primaria
Tratamiento químico y atomizado

17

18
SACARIFICACIÓN DE LA MADERA (ALCOHOL)
Es la hidrólisis ácida de los componentes de la celulosa de la madera para producir azúcares simples. Los azúcares pueden usarse luego para la propagación de fermentos que se empleen como pienso del ganado y como alimento humano rico en proteínas, o pueden fermentarse para producir alcohol etílico industrial. La sacarificación se hace con ácido sulfúrico o sulfuroso diluido o con ácido clorhídrico concentrado. La acción fundamental consiste en descomponer la madera en sus integrantes principales: hidratos de carbono y lignina. Los hidratos de carbono están formados en su mayor parte por celulosas y hemi-celulosas y constituyen las 3 / 4 partes de la madera y son la fuente de los azúcares de ésta. La lignina por ser insoluble queda como residuo. Sólo las hexosas fermentan rápidamente a alcohol mediante levadura de cerveza, mientras que las pentosas permanecen en solución. Estas pueden fermentar con otros organismos pero muy lentamente, por lo que no se realiza a escala industrial. Esta industria se montó en Oregón (USA) y aunque técnicamente es posible y económicamente rentable tiene fuerte competencia en la producción de alcohol de los cereales. Empezó al entrar en la 2da. guerra mundial.

19
PRODUCTOS DE SECRECIÓN Y DE CIRCULACIÓN
GOMAS Término que comprende las exudaciones viscosas, no volátiles, de muchos árboles y plantas, que se disuelven o se hinchan en contacto con el agua. Son de estructura química compleja, se pueden considerar como hidratos de carbono altamente polimerizados. De las gomas solubles en agua, son importantes las de acacia (Leguminosas) y sobre todo, goma arábica, de Acacia arábica y la goma arábica del Sudán, de Acacia Senegal.

20
De las gomas que se hinchan en agua, la más importante es la goma tragacanto, que se obtiene de varias especies de Astragalus sp. (Leguminosas), especialmente del A. gummifer; otras son tragacantos de la India de Sterculia urens (Esterculiáceas) y la del algarrobo europeo, Ceratonia siliqua (Leguminosas).
Ceratonia siliqua Todas se usan en industrias muy variadas (caucho, textiles, taninos, confitería, farmacia, etc.) - Goma de madera: es una sustancia extraída de la madera por medio de álcalis diluidos, generalmente compuesta en su mayor parte de xilana con pequeñas partes de manana, arabana y galactana. Galactana: hexosana que por hidrólisis da galactosa. Arabana: polisacárido que por hidrólisis da arabinosa. Manana: hexosana que por hidrólisis da manosa (en Gimnospermas).

21
Xilana: pentosana que por hidrólisis da xilosa (más en Angiospermas que en Gimnospermas).
CAUCHO En su forma natural se obtiene de varios árboles, arbustos y plantas del trópico, en forma de líquido lechoso, llamado látex que fluye como resultado de incisiones o heridas. La función del látex es la de ser sustancia alimenticia de reserva para la planta, según lo indican descubrimientos recientes. La composición química consiste principalmente en una combinación química de C e H (carbono e hidrógeno), es un politerpeno. Se obtiene principalmente de Hevea brasiliensis (Brasil), que tiene los vasos cauchíferos localizados en la corteza.
Nota: Las resinas, trementinas, aceites esenciales, caucho, gutaperchas y carotenoides son derivados del isopreno, unidad constitucional de los terpenos, que forma cadenas lineales o anillos, unidos de forma y en número variado. 2 unidades: terpenos sencillos (trementina). 3 unidades: sesquiterpenos (aceites y resinas). 4 unidades: diterpenos (aceites y resinas). 6 unidades: triterpenos (resinas). 8 unidades: tetraterpenos (carotenoides). muchas unidades: politerpenos (caucho, gutapercha)

22
AZÚCAR Y JARABE DE ARCE Todos los arces nativos de USA tienen la savia dulce, pero la producción comercial proviene casi enteramente del arce de azúcar (Acer saccharum) y de el arce negro (Arce nigrum) (Aceráceas).
Acer saccharum Se realizan perforaciones en la corteza que abarquen todo el espesor de la albura. En el arce duro la albura tiene entre 2 y 8 cm de espesor. El diámetro de los agujeros está entre 8 a 16 mm aunque es cuestión de preferencia personal. El 80% de la savia fluye por la albura. Cada agujero seca y mata una porción de albura un poco más ancha que su diámetro y de 60 a 150 cm hacia arriba y hacia abajo. Esta porción de albura no dará más savia. Arboles con menos de 20 cm de diámetro no se perforan, con más de 30 cm pueden tener 2 perforaciones y con más de 50 cm pueden tener 3 perforaciones a la vez. La plantación ideal debería tener entre 125 a 150 árboles maduros por Ha pero suelen tener 75 o menos. El tiempo ideal para la obtención del flujo es el de congelación y deshielo alternantes, es decir, días tibios con temperaturas máximas de 4º a 8ºC y noches con temperaturas inferiores a la congelación. En los agujeros se colocan tubos metálicos o cañas huecas para conducir la savia a los cubos (espitas) que se cuelgan de ellos. Los cubos son de madera o metálicos. Son mejores estos últimos: más livianos, fuertes y fáciles de limpiar, el único problema es que se pelan y pueden oxidarse.
23
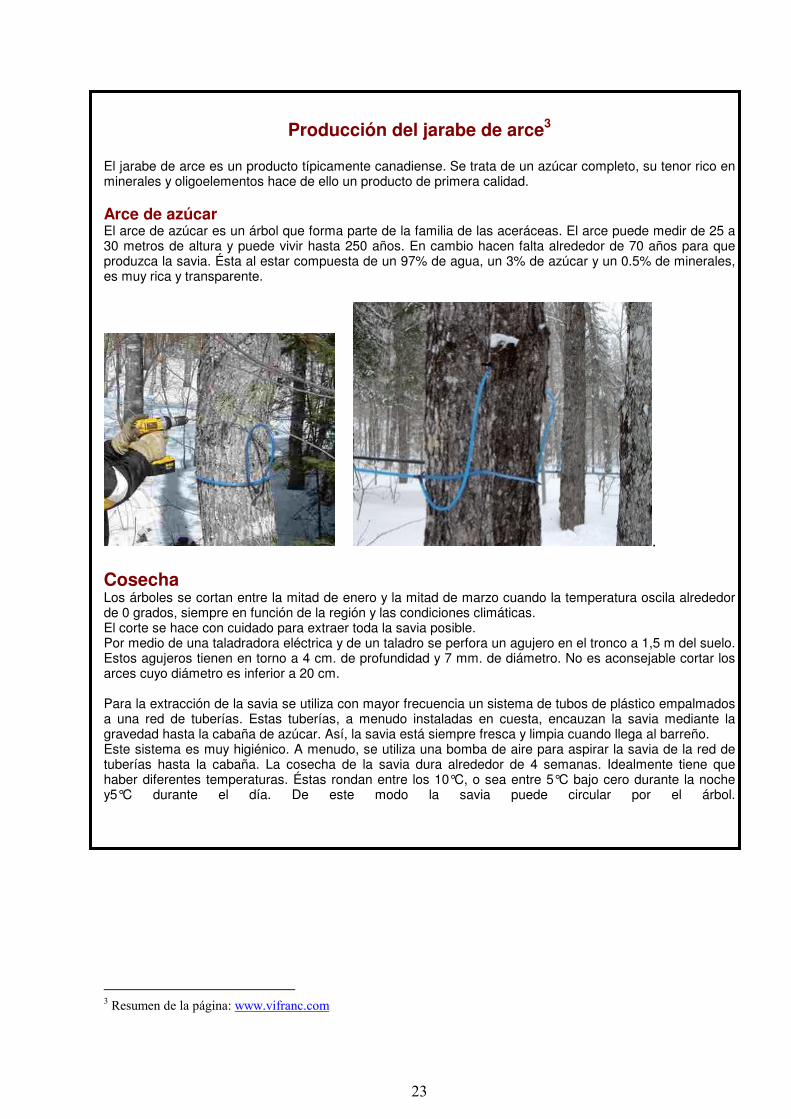
Producción del jarabe de arce3 El jarabe de arce es un producto típicamente canadiense. Se trata de un azúcar completo, su tenor rico en minerales y oligoelementos hace de ello un producto de primera calidad. Arce de azúcar El arce de azúcar es un árbol que forma parte de la familia de las aceráceas. El arce puede medir de 25 a 30 metros de altura y puede vivir hasta 250 años. En cambio hacen falta alrededor de 70 años para que produzca la savia. Ésta al estar compuesta de un 97% de agua, un 3% de azúcar y un 0.5% de minerales, es muy rica y transparente.
. Cosecha Los árboles se cortan entre la mitad de enero y la mitad de marzo cuando la temperatura oscila alrededor de 0 grados, siempre en función de la región y las condiciones climáticas. El corte se hace con cuidado para extraer toda la savia posible. Por medio de una taladradora eléctrica y de un taladro se perfora un agujero en el tronco a 1,5 m del suelo. Estos agujeros tienen en torno a 4 cm. de profundidad y 7 mm. de diámetro. No es aconsejable cortar los arces cuyo diámetro es inferior a 20 cm. Para la extracción de la savia se utiliza con mayor frecuencia un sistema de tubos de plástico empalmados a una red de tuberías. Estas tuberías, a menudo instaladas en cuesta, encauzan la savia mediante la gravedad hasta la cabaña de azúcar. Así, la savia está siempre fresca y limpia cuando llega al barreño. Este sistema es muy higiénico. A menudo, se utiliza una bomba de aire para aspirar la savia de la red de tuberías hasta la cabaña. La cosecha de la savia dura alrededor de 4 semanas. Idealmente tiene que haber diferentes temperaturas. Éstas rondan entre los 10°C, o sea entre 5°C bajo cero durante la noche y5°C durante el día. De este modo la savia puede circular por el árbol.
3 Resumen de la página: www.vifranc.com

24
Ósmosis invertida Cuando el agua de arce ha llegado a los barreños se practica un método de concentración del agua (de arce). En efecto, se aplica una presión mecánica sobre esta agua para forzar el paso de cierta cantidad de agua pura a través de una membrana semipermeable. Sin embargo, las moléculas de azúcar y otros elementos disueltos más pesados se quedan y esto hace que aumente la concentración de azúcar en la solución inicial.
Evaporación Habitualmente, la savia contiene un 97% de agua. Puesto que el jarabe no debe contener más de un 34%, se reduce la proporción de agua por evaporación. De esta manera, hace falta un fuego uniforme e intenso para guardar constantemente la savia en ebullición. Se consigue entonces un sirope (jarabe) del que la densidad es de 66 grados Brix. Los grados Brix son una medida de la cantidad de azúcar (sobre todo en “sucrosa”) de los productos de arce. Según el tenor de azúcar de la savia cosechada, se necesitará de 30 a 35 litros de savia para conseguir 1 litro de jarabe.
25
Filtrado y Embalaje Durante la evaporación, no solamente el azúcar sino también los minerales se concentran en el jarabe. Después de esta etapa, el líquido se queda un poco desvanecido, entonces se pasa el jarabe caliente por filtros de fieltro espeso para conseguir un producto atractivo y claro. Ciertos productores utilizan un filtro-prensa que empuja el jarabe caliente a través de una serie de filtros muy finos. Luego el jarabe se introduce en barriles y se almacena. A continuación, se recogen los barriles y se pasteuriza el jarabe. Nuevamente, cuando se embotella en vidrio, en plástico o en latas se vuelve a filtrar mientras sigue muy caliente, es decir a 85 °C. Esta temperatura elevadísima esteriliza los recipientes e impide la formación de moho. El embotellamiento en recipientes pequeños se hace durante el año mediante un sistema adaptado.
Cuando el árbol se despierta y la savia sube por éste, llega el final del azúcar de arce ya que la savia adquiere un gusto amargo. Entre la primera colada y la subida de la savia transcurre un mes, lo que deja suficiente tiempo para “azucararse el pico” y degustar el jarabe. El jarabe de arce, como el buen vino, puede ser diferente de una región a otra.
JARABE Las mejores calidades de jarabe y azúcar se obtienen cuando se hierve la savia vivamente a tan baja temperatura como sea posible y cuando se concentra hasta el final sin agregado de más savia. Un hervido largo y a alta temperatura tiende a descomponer el azúcar y destruir el gusto del jarabe. Queda un sedimento mineral fino (arena de azúcar) que se elimina por filtrado o floculación (con clara de huevo, leche, etc.) antes de terminar de concentrar el líquido.

26
AZÚCAR Se produce por medio de una concentración posterior del jarabe (azucaramiento). Un árbol produce de 0,5 a 3,5 kg. en una temporada.

27
ACEITES Y OTROS PRODUCTOS
Aceite de tung Se extrae de las semillas del árbol del tung Aleurites fordii (Euforbiácea) y Aleurites montana, originarios de la China. El aceite de tung, lo mismo que la trementina y la resina son materias primas esenciales para la fabricación de pinturas y barnices. Las semillas se exprimen en molino con descortezador, se someten al vapor y se obtiene una torta prensada. Se emplea para hacer barnices impermeables, esmaltes y otras pinturas y para secante de pintura. Como aislante eléctrico, tinta de imprenta y dibujo, jabón, etc.
Aleurites fordi Aleurites montana
Aceite de nuez Se obtiene de la nuez (Juglans regia) como subproducto de los frutos (de la cáscara). Se usa para fabricar jabones, pinturas y tintas de imprenta.

28
Aceite de hoja de conífera Se obtiene por destilación de hojas del pino negro o blanco, (Pinus strobus y P. uncinata) pinabete oriental (Picea sp.), junípero rojo (Juniperus sp.) y la tuya (Thuja). Se usan en perfumería, en pomada para calzados y en linimentos y otros fármacos.
Pinus strobus Pinus uncinata Juniperus Aceite de madera de cedro rojo Se obtiene por destilación al vapor del aserrín y otros residuos de serrería de la madera de corazón del cedro rojo (Thuja plicata) del Oeste. Tiene aroma fragante y se usa para jabón, desodorantes, pulimentos para muebles, perfumes y preparados para limpieza, en linimentos e insecticidas (como antipolilla). En los preparados microscópicos. Aceite de sasafrás Se obtiene por destilación al vapor de las raíces y tocones del árbol de Sasafrás (Laurus sassafrás). Se emplea en medicina, perfumes, jabones y para bebidas dulces (anís).

29
Laurus sasaffras Aceite de abedul Se obtiene de la corteza de abedul dulce (Betula lenta). Es idéntico al aceite de gaulteria. Se emplea en preparados medicinales, para gomas de mascar, bebidas, dulces, desinfectantes y polvos insecticidas.
Aceite de palo santo Se extrae mediante destilación por arrastre de vapor, de la madera de palo santo (Bulnesia sarmientoi). Rendimiento 2,5 a 3,5 % de la materia prima usada. (Zigofilacea)

30
Bulnesia sarmientoi
Aceite de palo barroso Palo barroso (Blepharocalyx giganteus) es un árbol de la familia de las Mirtáceas, de gran porte ; por destilación por arrastre de vapor, de sus hojas se extraen aceites esenciales (hasta un 2%) . Es similar al “aceite de cayeput” obtenido de las hojas de especies exóticas de Indonesia. Ambos contienen cineol o cayeputol y algo de terpineol y pineno. Tienen propiedades balsámicas y analgésicas. Aceite de eucalipto Por destilación de las hojas de Eucalyptus glóbulus, se extrae un aceite cuyo principal componente es el cineol (entre 0,7 y 1,2 % de aceite), de E. citriodora (el citronelal) y de E. cinerea (el cineol).
Eucalyptus globulus E. citriodora E. cinerea

31
Cera Se obtiene de la madera del retamo (Bulnesia retamo) y desplazó a la cera de Carnauba de Brasil. Tiene uso industrial.
Corteza de araucarias Es un material que convenientemente molido y tamizado, puede usarse para confeccionar una serie de materiales denominados SILVACONES (similar a éstos) que tienen propiedades termoplásticas. Son de gran utilidad en la formación de adhesivos para maderas compensadas y como materia prima en la elaboración de madera plastificada o madera reconstruida. Fruto de guayacan El fruto de Caesalpinia paraguariensis contiene tanino de bastante buena calidad, que se puede usar mezclado con el de quebracho.
32
Resina de guayaibí Del duramen de esta especie (Patagonula americana), se obtiene una tintura para madera semejante a las nogalinas.
Resina de palo santo Las astillas del duramen se destilan por arrastre de vapor y se obtiene un aceite esencial : el guayaco o esencia de guayaco. Se usa en perfumería. Se está ensayando como reemplazante de la colofonia en barnices y pinturas. Nudos de Araucaria Contienen una resina que puede reemplazar a la goma laca. El material se astilla y se extrae con alcohol etílico la resina. PRODUCTO IMPORTADO PRODUCTO INDÍGENA POSIBLE APLICACIÓN QUE REEMPLAZA Fruto guayacán Curtiente Fruto de algarrobilla y de tara Hojas de quebracho colorado Curtiente Zumaque Resina de Guayaibí Lustres Nogalinas Resina de Pino Paraná Lustres, barnices Goma laca Resina de Palo santo Resinoides, jabones Resina de guayaco Corteza de araucaria Plásticos, linoleum Silvacones Cera de chilca Cosméticos Cera del Japón Aceite de palo barroso Industria farmacéu- Aceite de cajeput tica, aromáticos. Goma brea

33
Es segregada por heridas en el tronco y ramas del Chañar-brea. (Cercidium australe). Reemplaza a la goma arábiga (de Acacias). Se intentó a escala comercial, pero fracasó por problema de costos. Es una goma hidrosoluble con 75% de azúcares hidrosolubles. Uso industrial.
Extractivos de jarilla Están contenidos en tallos y hojas de Larrea sp. Contiene: 1. resinas - para uso industrial (barnices). 2. esencias volátiles para perfumerías. 3. ácido nordihidroguaiarético (NDGA) para uso industrial como antioxidante. Cera de chilca (Baccharis lanceolata) La picadura de un insecto (Coccus) provoca la secreción de gotitas de bálsamo-resina, mezclada con una secreción cerosa del propio animal. Todo esto envuelve al insecto formando una caparazón en forma de un “grano blanco” adherido a las ramas. Estos “granos” se extraen y hierven. Se usó mucho en Mendoza como barniz de los toneles de vino. Soluble en solventes orgánicos.

34
RESINAS
Es una sustancia vegetal amorfa, inflamable, segregada por ciertos árboles y otras plantas, característica de la madera de muchas coníferas. Son productos de la oxidación o polimerización de los terpenos y formados por mezclas de ácidos aromáticos y éteres. Las denominadas oleorresinas en general, contienen una mezcla variable de resinas, trementina, aceites, brea y pez que dependen y varían con la especie o grupo de especies en particular. En cambio se denomina miera a la oleorresina que se extrae principalmente de los pinos y que contiene fundamentalmente resina y trementina. Es el producto obtenido a campo y sin industrializar. Por destilación de la miera se obtiene: trementina (o aguarrás vegetal) que es la fracción volátil; y resina (o colofonia) que es la fracción sólida, además de otras fracciones con subproductos de menor importancia. a - Trementina: Es una mezcla de aceites esenciales de la serie terpeno, de los cuales el a pineno representa el 80%; los restantes que componen el 20% son: ß pineno, champeno, silvestreno y dipenteno. Las cantidades relativas de cada uno varían con las especies de las cuales provienen (pinos del sur de U.S.A.) Otras trementinas tienen canfeno, terpinoleno, pineno, careno, sesquiterpeno, etc. La trementina es la parte volátil que se obtiene en la destilación de la miera, que luego se condensa para obtener un residuo líquido. b- Resina o Colofonia Es un sólido frágil y friable, de olor aromático; de color variable entre el amarillo pálido y el rojo oscuro (lo que depende del tipo de miera y del proceso de obtención). Está constituida por una mezcla de ácidos resínicos; éstos a su vez se clasifican en ácidos terbentínicos, sapínicos y colofónicos. Su principal componente es el ácido abietínico que pertenece al grupo de los colofónicos. La resina reacciona fácilmente con sales metálicas para formar jabones y con los alcoholes para formar ésteres. No es soluble en agua pero si lo es en benceno o cloroformo. c- Sulfato de trementina No es un producto de destilación. Se obtiene de los gases del digestor cuando se reducen a pulpa las maderas de pinos resinosos para la obtención de pasta de celulosa al sulfato.

35
La trementina cruda de sulfato tiene un olor desagradable debido a la presencia de mercaptano. d- Talol Resina líquida recuperada del licor de cocción de sulfato agotado. RESINACIÓN Especies productoras Entre las coníferas los únicos géneros que poseen canales resiníferos son : Pinus, Picea, Pseudotsuga y Larix. Comercialmente sólo se extraen resinas del género Pinus, y dentro de éste las especies principales son : P. palustris, P. elliottii , P. caribaea y P. taeda en U.S.A.; y P. pinaster, P. halepensis , P. canariensis, P. nigra y P.sylvestris en Europa. En nuestro país se extrae de P. elliottii y algo de P. taeda. Origen de la miera La miera que se extrae de las coníferas, pinos especialmente, es la sustancia que se encuentra en los canales resiníferos normales y traumáticos, principalmente en estos últimos y es segregada por las células epiteliales que rodean a cada canal resinífero vertical (no se produce en los canales radiales, pero fluye por ellos - radios fusiformes). Práctica de la resinación Las plantaciones dedicadas a este fin deben tener entre 250 y 400 árboles / ha. para tener una buena iluminación en el interior de la masa. La selección de árboles resineros sigue normas contrarias a la de los “plus” o semilleros. Los árboles deben ser vigorosos, de copas redondeadas que cubran el 1 / 3 ó 1 /2 de su longitud, con anillos anuales anchos y gran volumen de albura. El diámetro mínimo es de 23 cm., aunque en ciertos países (España) se exigen 30cm., para comenzar la resinación. “Resinaje a vida” : se emplea cuando los árboles tratados deben permanecer en el monte largo tiempo para producir madera ; es decir, cuando se desea el doble propósito de obtener resina y calidad de madera. Se hacen pocas incisiones por vez. “Resinaje a muerte” : se emplea en árboles que deben cortarse pronto y en los que no interesa mucho la calidad de la madera. Se hace el máximo de incisiones

36
posible. Nos interesa, sobre todo, la vida total del árbol, más que la calidad de madera, que es más o menos similar a la obtenida en el resinaje a vida. La extracción de miera se consigue a través de unas incisiones o heridas que se practican todos los años en los troncos de los pinos (picas).
Teniendo en cuenta la profundidad de las incisiones, se conocen dos sistemas: Sistema de Hughes En éste la incisión o entalladura penetra en la albura hasta una profundidad de 15 mm., medidos desde la cuerda que une los bordes del líber, dejando en la superficie del tronco una cara cóncava con pérdida de madera.
37
Sistema de Pica de corteza Este tipo de entalladura es más superficial. Se despegan en cada pica fajas angostas de corteza hasta el líber y cambian sin tocar el leño, de 16 a 18 mm. de altura, y se estimula con rociado de ácidos. Este tipo de corte deja en el tronco una cara convexa (la del primer anillo de albura). Deja mejor calidad de madera y da más larga vida al árbol. En este sistema se deja una capa muy fina de corteza hasta que se vean las últimas grietas o líneas. En el Hughes se elimina toda la corteza. Dentro del Sistema de Pica de corteza se pueden seguir varias formas : a-) Sistema americano de pica de corteza Se hace el desrroñe o limpieza de la zona a tratar que consiste en sacar con un hacha la parte gruesa de la corteza y luego hacer un afinado con el alisador en una zona de 25 - 30 cm. de ancho y una altura superior de unos 10 cm. Después de hacer el descortezamiento se fijan en forma inclinada dos canaletas de chapas en forma de V extendida. Bajo las canaletas y en el vértice donde se encuentran se coloca un recipiente recolector. Luego se abre la cara del árbol efectuando la primera pica que consiste en quitar una tira estrecha de corteza y madera, de 20 mm. de ancho y de largo igual al diámetro del árbol, siguiendo la forma de la V. Cuando se seca la resina y ya no sale más miera, se abre una nueva pica arriba de ésta y así sucesivamente hasta llegar a una h = 1,70 m. del árbol. Cuando se llega a esta altura se abre una nueva cara en el lado opuesto del tronco. Inmediatamente después de hacer la pica se aplica el estimulante (ácido sulfúrico al 50 %) por medio de un pulverizador de polietileno. La pulverización debe ser uniforme sin que escurran gotas. El ácido ataca a las células epiteliales provocando la contracción de sus paredes, esto hace aumentar la luz o cavidad de los canales resiníferos, haciendo más fácil la salida de resina, que adquiere también mayor fluidez. El estimulante aumenta en un 30 - 40 % el rendimiento total de miera, pero afecta un poco el crecimiento anual del árbol. b-) Sistema español de caras múltiples Se hacen picas largas y continuas de 10 mm. de ancho a lo largo del eje del árbol, y en número de 5. Aquí la cicatrización es muy rápida, así que se pueden volver a explotar las caras que se reconstituyen. c-) Cara francesa Tiene la forma de una U invertida n , de 9-10 cm. de ancho. La entalladura inicial es de 4 cm. de alto y 9 cm. de ancho. En la práctica es costumbre aumentar la altura de la cara aproximadamente 1cm. con cada nueva incisión. Se utiliza la herramienta especial curva (doladera). Este sistema de caras rinde más o menos 7 % más de miera que la cara americana (en V). Se curan con gran rapidez, a los 8 - 9 años, mientras que con la americana se necesitan 15 a 16 años para cicatrizar.

38
Recolección y rendimiento: “Remasa”, es la operación de recoger la miera. Se saca ésta con espátulas y se pasa a cubos. La resina que se solidifica y queda pegada al árbol se raspa y se recoge aparte; va con impurezas (cortezas, hojas, etc.) y se llama “barrasco”. El rendimiento mínimo para que un monte sea explotable es de 2 a 3 kg. de miera por árbol y por temporada. El crecimiento entre árboles resinados y no resinados es menor en un 13 a 25%, pero el valor perdido en madera se compensa y aún se supera con el obtenido por la resina (que además es de cosecha anual). La resistencia mecánica de la madera no se afecta, ni su calidad en general. Destilación de la miera: La miera es una oleorresina que por destilación directa o por arrastre con vapor o por vacío da una parte volátil que es la esencia de trementina y un residuo sólido que es la colofonia. La calidad de los productos obtenidos dependen del origen de la miera, de las técnicas de resinación y del proceso de destilación. En Pinus elliottii rinde un 20 - 22% de esencia de trementina, un 75 - 80% de colofonia y un 1 - 2% de impurezas sólidas y líquidas.
OLEORESINAS
Combinación natural de sustancias resinosas y aceites esenciales que existe en algunas plantas o es exudada por ellas. La oleorresina o resina de los pinos tal como se recoge del árbol se llama “miera”.
BÁLSAMOS (Verdaderos)
Jugo de exudación de las plantas, resinoso u oleorresinoso, fragante, compuesto por una mezcla de resinas, aceites esenciales y ácidos cinámico y benzoico. Los más conocidos son: Bálsamo del Perú - se obtiene del Myrospermum peruiferum (Leguminosas). Bálsamo de Tolú - se obtiene del Myrospermum toluiferum (Leguminosas). Estoraque - exudado de las heridas del Liquidambar orientalis (Asia Menor).

39
BALSAMOS
También se denominan bálsamos, por extensión, a ciertas soluciones coloidales de ácidos resínicos sólidos en esencias de trementina. El contenido varía entre límites amplios, 2% a 60%, y parece depender de la fluidez de los terpenos. Al salir de las heridas se solidifica en forma de una papilla blanca cristalina. (No tienen ácido cinámico ni benzoico). Los más importantes son: Bálsamo de Canadá: es una oleorresina obtenida de las ampollas de la corteza del “abeto bálsamo” (Abies balsamea). Es secretada normalmente por los canales intercelulares de la corteza y se acumula en pequeñas cavidades bajo la epidermis. Se recoge punzando y desaguando las ampollas con un tubo metálico o espita. También con una jeringa de vidrio con punta de acero. Se emplea en medicina como antiséptico, en la preparación de colodión flexible, unturas y emplastos, muestras para microscopio y como adhesivo para cristales ópticos (es insustituible por su transparencia y elevado índice de refracción, igual que el del vidrio).
Abies balsamea Bálsamo de Oregón: es similar al del Canadá. Se obtiene del abeto rojo (Abies excelsa) y en las cavidades del tronco de árboles sacudidos por el viento. Se usa igual que el bálsamo del Canadá, menos en óptica y microscopía por su menor índice de refracción (Pinaceas).

40
Abies excelsa
PRODUCTOS DE CARBONIZACIÓN Y DESTILACIÓN4
CARBONIZACIÓN CARBÓN VEGETAL Es el residuo de la combustión incompleta de la madera, pero que conserva todas las materias combustibles capaces de volver a entrar en combustión sin llama. Para ello, la carbonización se realiza fuera del contacto con el aire y se mantiene la combustión uniformemente en toda la masa de leña hasta eliminar los productos volátiles y el agua. Se interrumpe la combustión cuando toda la masa está en ignición, si se hace después se obtiene menos carbón. En la combustión de la leña, por efecto del calor exterior, se empieza a evaporar agua hasta que la temperatura llega a 160ºC. Entre 160ºC y 250ºC aparecen los gases inflamables que dan lugar a la autocarbonización. Se inicia la llama por inflamación de los elementos volátiles carburantes al combinarse con el oxígeno del aire. Cuando esta fracción volátil se termina, se apaga la llama y quedan las brasas que continúan en combustión, menos activamente, pero de manera uniforme. En este momento, aparecen productos de destilación como ácido acético, alcohol metílico y alquitranes. Si la operación se hace en las carboneras cerradas, el carbono y los hidrocarburos se concentran y son absorbidos por el carbón. OBTENCIÓN DEL CARBÓN
4 Se puede consultar sobre este tema en la FAO en la página: http://www.fao.org/docrep/x5595s/x5595s00.htm
“Métodos simples para fabricar carbón vegetal”

41
La leña debe estar bien seca (humedad menor del 20%). Se corta en invierno porque tiene menos contenido en savia y en sales (que por su higroscopicidad absorben mucha agua). El suelo de la carbonera no debe ser húmedo ni pedregoso. Debe ser un poco arcilloso, nada suelto y en lo posible impermeable. Se hace con tierra apelmazada y cenizas. El fondo es convexo, más alto al centro y con un declive del 3 - 5% hacia la periferia. Las carboneras son generalmente circulares y de 2 a 3 m. de diámetro. Al centro se hace una chimenea con 3 ó 4 palos verticales unidos formando un triángulo o un cuadrado de unos 30 cm de lado y de un largo igual a la altura total de la carbonera. A su alrededor se disponen los troncos en posición casi vertical los del centro y más inclinados los de la periferia, formando una “banquina”. A ras del suelo se hace un fogón igual que la chimenea pero horizontal que llega sólo hasta el centro. En la banquina de la base se ponen los troncos más gruesos y en las siguientes los más finos, hasta una altura de 5 a 5,5 m. Sobre la última banquina se colocan horizontalmente ramas delgadas . Luego, se cubren, todo el conjunto de banquinas, con una capa de césped, paja, musgo, etc. de unos 12 cm de espesor. Sobre ésta se coloca otra de unos 7 cm, con mantillo, ceniza húmeda y tierra apisonada. Se abren unos orificios cerca de la base, las “troneras” y otros cerca de la punta, las “boquillas” que se abren o tapan para regular el paso del aire y asegurar la combustión pareja y uniforme. El fuego se enciende con carbones y leñas encendidas que se meten por la chimenea y por el fogón. Al principio se desprende humo oscuro y denso que rastrea por el suelo (dura de 6 a 9 horas). Luego el humo se va aclarando y elevando. La carbonización termina cuando sale humo claro y blanco por las troneras y boquillas. En este momento se tapan todas las aberturas incluyendo chimenea y fogón, se riega la carbonera y se agrega tierra si hace falta hasta que cese el humo. Se deja enfriar 3 ó 4 días antes de destapar. La carbonización dura 5 - 6 días. Este sistema es el más primitivo. Actualmente se usan hornos industriales de varios tipos. HORNOS PARA RESINOSAS Se sustituye el peralte del centro hacia afuera por un fondo de material con inclinación hacia el centro en cuyo vértice sale un tubo que conduce a un depósito situado en un plano inferior y alejado en donde se recupera el alquitrán que es objetivo principal. Disminuye el rendimiento en carbón. HORNO MEJICANO Es de material refractario. Posee dos aberturas al frente, una arriba hace de chimenea y la inferior de fogón. A veces tiene una en el techo para regular la combustión. También tiene troneras en sus paredes laterales. La madera se coloca horizontalmente. HORNOS METÁLICOS

42
Tienen entre 1 y 3 m. de diámetro y 1,50 a 2,50 m de altura. Consta de 2 ó 3 cuerpos superpuestos, el inferior con doble fondo y dobles paredes. Tiene 1 chimenea central y 6 ó 7 periféricas para regular la combustión. ESPECIES UTILIZADAS Quebracho blanco - Anacardiácea - carbón opaco - sin chispas da pocas cenizas - 7.300 calorías/kg. duro - opaco. Quebracho colorado - brillante. duro, 6.300 cal./kg. Algarrobo negro - brillante - duro - 6.800 cal./kg. Mistol - Chañar - Brea (Cercidium australe) (Leg.) duro-brillante- 7.000 cal./kg. Encina - Pinos - Eucaliptos (camaldulensis-tereticornis-robusta) duro-brillante-7.300 cal./kg. RENDIMIENTO Carboneras primitivas: 8 kg de leña= 1 kg. de carbón Hornos metálicos y de mampostería: 5 kg. de leña 1 kg. de carbón

43
DESTILACION DESTRUCTIVA
Es el proceso de obtención de carbón vegetal con la recuperación de los productos destilados. Implica dos operaciones: la carbonización y la recogida y refinado de destilados. Se calienta la madera en hornos cerrados en ausencia de aire (o con poca cantidad), ésta se descompone y se alteran las propiedades de sus componentes.
Los productos crudos de la destilación son: 1- Gases no condensables 2- Vapores condensables que dan ácido piroleñoso crudo, breas solubles e insolubles y 3- carbón vegetal. La destilación puede hacerse con madera de grandes dimensiones, hasta 1,50 ms., o hasta con astillas o aserrín. El trabajo con aserrín es difícil porque es muy mal conductor de calor y es difícil calentar el centro de la masa, debiendo agitar constantemente. A- Destilación de maderas duras - Materias primas. Quebracho blanco - Q. colorado - Algarrobos, Chañar - Brea. Arce - Haya - Abedul - Roble - Nogal - Fresno - Olmo. - Productos obtenibles:
• Acido acético: para hacer rayón, películas fotográficas, lacas, plásticos, perfumes, mordientes, etc.
• Acetona: disolventes, pólvora sin humo. • Metanol: pinturas, detergentes, barnices, anticongelantes, etc. • Carbón: combustible, explosivos, decolorantes, medicinas, etc. • Aceite de brea: disolventes, pinturas, tintes preservantes de creosota, etc. • Pez: aislamiento de transformadores y relleno en el caucho.
B- Destilación de maderas blandas - Materias primas Pinos del Sur de USA ( P. palustris). Se usa madera resinosa de corazón de árboles, troncos y tocones viejos sin albura y costeros de troncos resinados. - Productos obtenibles
• Trementina: pinturas y barnices, celuloide, etc. • Aceite de pino: pinturas, jabones, aglutinantes de madera, desinfectantes y
medicinas, etc.
44
• Aceite de brea: recuperación del caucho, pinturas, tintes, desinfectantes, jabones, etc.
• Carbón: combustible. Las maderas blandas no dan cantidades apreciables de alcohol ni ácido acético por lo que no conviene recuperarlos. Briquetas Se preparan aglomerados llamados briquetas, haciendo una pasta homogénea con el polvo de carbón y una sustancia aglutinante derivada del petróleo, brea o alquitrán o creosota, sometidos a presión y calor (120ºC). Se forman bloques homogéneos de poco volumen y alto contenido calórico. En Mendoza no se difundieron porque no pueden competir en precio con la leña del bosque nativo (algarrobo, etc.).

45
MADEROS REDONDOS
Productos con madera rolliza (redonda)
Diámetro punta fina
Empleo
15 - 30 cm Para cabañas – construcciones 14 - 16 cm Postes largos – líneas aéreas 8 - 12 cm Postes menores – invernáculos - alambrados 7 - 9 cm Tijeras – techos – quinchos – soportes 5 - 6 cm Rodrigones – viñas – espalderos – cercos
4 cm Tutores – sostén de árboles y cultivos I- Postes largos para líneas de energía. Postes cortos para alambrados. Se requiere madera flexible, cilíndrica, durable en H2O, tierra e intemperie. Es buena la presencia de nudos, resinas, taninos, tílides, etc., que le dan mayor durabilidad y resistencia a los agentes externos. Pueden ser preservados y sin preservar.
II- Pilotes Es un madero redondo que se clava en la tierra para sostener un cimiento. Es un término colectivo y un poco indefinido, pues también se usa cuando el poste va sobre un cimiento sólido. Se requiere buena resistencia al choque, al golpe de martillo, durabilidad.

46
III- Estacas Para cercas y vallas en zonas rurales, en granjas, carreteras y ferrocarriles. Maderos para minas Término colectivo que incluye una gran variedad de soportes de galerías, pozos de minas, aberturas y cámaras subterráneas y a las estructuras para soportar el techo de las excavaciones (entibación o encofrado). Debe ser de gran resistencia a la compresión, elevada proporción solidez-peso, gran durabilidad y no frágil. Traviesas de ferrocarril La madera es la más empleada por su elasticidad, solidez, economía, resistencia eléctrica y a la corrosión, capacidad para absorber el sonido y para retener los esigones y por sus propiedades no electrolíticas.
Tejamaniles y Ripias Tejamanil: tabla delgada y cortada en listones que se colocan como tejas en los techos. Ripia: tabla delgada, desigual y sin pulir. Costero tosco del madero aserrado.
HARINA DE MADERA

47
Se obtiene pulverizando madera en un molino especial. También se puede obtener algo, recuperando el aserrín en los aserraderos, aunque tiene el problema de tener cortezas y suciedad. Se usa para: 1º) rellenos, para reducir la cantidad de un ingrediente más caro o como modificador de las propiedades físicas, 2º) Absorbentes y 3º) Abrasivos suaves. Como relleno principalmente en la manufactura de linóleos: actúa como extensor u excipiente para los colores en todo el grosor de la hoja; también en la fabricación de los plásticos, madera artificial. ladrillo aislante, moldeados. En los plásticos modifica favorablemente las propiedades físicas, aumentando la resistencia al impacto, reduciendo su fragilidad y contracción y dando opacidad a los plásticos transparentes o translúcidos. También se emplea como extensor de colas, especialmente con los adhesivos sintéticos. Como modificadora de las propiedades físicas se utiliza en las fundiciones como agente de disgregación, en la cerámica para dar porosidad a los materiales cocidos, en los equipos eléctricos para aumentar el aislamiento y en ciertas pinturas especiales para obtener propiedades amortiguadoras del sonido. Como absorbente el uso más importante es la manufactura de la dinamita, pues reduce su sensibilidad al choque.

48
TABLAS5
Se obtienen por aserrío para:
• Encofrados: en la construcción. • Carpintería: puertas, ventanas, muebles rústicos, etc. • Envases: cajones, barriles, cestos. • Mueblería: muebles finos de estilo, tallados, taraceados, etc. • Industrias varias: instrumentos musicales, deportivos y de precisión; implementos
rurales (bretes, cepos, tranqueras). En Mendoza se considera tabla o “madera de sierra”, o “madera de pulgadas”, a las tablas con un espesor mínimo de 3/4”, largo 2,20 m. y ancho variable.
Encofrados Puertas Ventanas
5 El desarrollo del proceso de obtención de tablas y las maquinarias utilizadas para tal fin es tratado en el apunte de
“Aserrado de maderas”

49

50
ASERRÍN
Entre el 10-13% del volumen total del tronco maderable se transforma en aserrín. En nuestros aserraderos esa proporción es del 20-30%. Usos directos a) Camas de establos. b) Absorbente en lugares húmedos para cubrir el suelo (fábricas, pescaderías, etc.). c) Peletería: para quitar la grasa y suciedad de las pieles y darle apariencia lustrosa y sedosa y restaurar el lustre. d) Embalaje: frutas y mercaderías frágiles y plantas de vivero. e) Acondicionador del suelo: aumenta la porosidad y para distribuir fertilizantes impregnados en el aserrín. f) Aislante (en paneles como relleno). g) Combustible (en briquetas o directamente).

51
ENVASES
I- TONELERIA 1.- Tonelería ajustada: se llama a los barriles, barricas y pipas destinados a contener líquidos o productos manipulados en líquido. Se utilizan: robles blanco y rojo, fresno, abedul, ciprés calvo, sequoia, etc En nuestro país: algarrobos, viraró, sauce-álamo, roble. Las maderas se secan hasta tener un 12% de humedad. Si tienen más del 12%, después de hecho el barril se siguen secando y se desajustan y si tienen menos del 12%, la madera se vuelve demasiado frágil y se fractura fácilmente si no se la maneja con cuidado. Se llaman duelas a las tablas que forman los costados y témpanos a las que forman el fondo y la tapa. Las duelas se obtienen mediante el corte radial en cuartones. Todas las tablas deben ser radiales para que el líquido no escape fácilmente por los radios. Envases que “rezuman”. Los algarrobos andan bien porque tienen poros más pequeños que los robles y dejan evaporar menos líquido y el intercambio con el exterior es más lento.
2. Tonelería floja. Se llaman así a los envases similares empleados para embalar mercancía seca: porcelanas, cristales, harina, tabaco, clavos, etc. Se emplean: abedul, olmo, fresno, tilo, roble, pinos (el P. sylvestris), liquidámbar, etc. 3. Tonelería pesada Es la construcción de grandes vasijas para la conservación de líquidos corrosivos, ácidos, salmueras, etc. La sequoia es excelente, se la usa en tanques para vino (90 años en servicio). Por ser la madera termo-aislante, hay menos peligro que el agua se congele en su interior, por eso se la usa en zonas muy frías para depósitos en los ferrocarriles.

52
En todos los tipos de toneles, las duelas van unidas con arcos de madera o flejes de hierro o acero (sunchos). En Mendoza la industria de la tonelería ha quedado reducida casi exclusivamente a la fabricación de envases para aceitunas de exportación; en la que se utiliza el sauce-álamo. Las vasijas vínicas existentes, aún son de roble o de algarrobo (este último de muy buenas cualidades), aunque la mayoría son de roble europeo (Q. robur) (Robles de Nancy). II - CAJONES 1. Cajones de madera clavada Ofrecen máxima resistencia al agujereamiento, aplastamiento o magullado en las esquinas, pero son más pesados. Son los más comunes. Se hacen con o sin travesaños; con travesaños por dentro o por fuera, etc. 2. Cajones de chapa terciada y listones Están hechos con paneles de chapa terciada reforzados con travesaños verticales y horizontales. Cuando el envase está listo para embarcar se refuerza con flejes de acero engrampados. Son livianos y ofrecen gran resistencia al magullamiento de las esquinas, a la distorsión diagonal y al agujereamiento. Son esencialmente a prueba de polvo, fáciles de manejar y difíciles de abrir en ruta. Se usan para transporte aéreo. 3. Cajones ligados con alambre Los lados, la tapa y el fondo son de chapa o tablas delgadas, con listones de refuerzo (1 a 4) y ligados con alambre engrampado. Forman como una esterilla y son desarmables. Pueden transportarse como láminas cuando están vacíos.
CARACTERISTICAS DE LA MATERIA PRIMA En general para la fabricación de cajones se necesitan maderas baratas, livianas, claras (que se vean bien los sellos y marcas), con buenas características para el trabajo a máquina, proporción elevada y robustez, resistencia al hendido y con capacidad para retener los clavos. Preferible que no den olor, para el transporte de comestibles. También se fabrican cestas de chapas obtenidas por debobinado, con maderas flexibles pero tenaces, moderadamente pesadas, inodoras y de color claro, capaces de retener bien los clavos, las grampas y las costuras de alambre (se usan: olmo, abedul, tilo, fresno, pino silvestre, etc.).
INDUSTRIA DEL ENVASE EN ARGENTINA Tonelería: (p/aceitunas en Mendoza (con sauce-álamo) (P/vino en Mendoza (con roble y algarrobo) Cajones:

53
En Mendoza: p/frutas y hortalizas álamo: los fondos y costados sauce y sauce-álamo: las tapas (por ser más flexibles). En el Alto Valle del Río Negro: p/frutas y hortalizas con Salicáceas (idem Mendoza) En el Delta: p/frutas y hortalizas con Salicáceas Esqueletos y embalajes en general con Salicáceas y eucaliptos En Litoral y Misiones: p/citrus - con Eucalyptus saligna.

54
MADERAS MODIFICADAS
Madera metalizada Es la que se obtiene sumergiendo completamente la madera entera (tabla) en una masa de metal líquido de bajo punto de fusión (plomo, estaño o sus aleaciones) y someterla luego, a una presión moderada. El tratamiento puede ser superficial o llegar a introducirse en los vasos y traqueidas, pero siempre conserva la estructura de la madera. Las densidades que se obtienen dependen de la profundidad e intensidad de la inyección y varía desde el P.e. propio de la madera usada, hasta 4,8 (según la especie). Características:
• Aumento extraordinario de la resistencia a la comprensión. • La dureza se triplica, sobre todo con las aleaciones de plomo-antimonio. • Se reduce notablemente la absorción de H2O (hasta 12 veces menos). • Frente al fuego no arde hasta que se funde y expele todo el metal y luego lo hace
sin formar llama y lentamente. • Se trabaja perfectamente, se la puede aserrar, cepillar, taladrar y encolar. • Absorbe aceite bajo presión y queda auto lubricada.
Madera bakelizada
Bakelita: es una resina sintética, formada por la condensación de fenol y formaldehído en presencia de un catalizador. Esta condensación se hace al vacío, luego hay una deshidratación (por calor) y se obtiene la tipo “A”. Esta por acción, especialmente del calor, pasa a “B” y luego a “C” que es el producto final. Se inyecta mediante la acción de ciclos alternos de vacío y presión aplicados, en determinadas condiciones de temperatura, a maderas especialmente preparadas. La bakelita “A” penetra hasta el corazón de la madera y se polimeriza formando un solo cuerpo con ella al pasar al estado “C”. Características:
• Muy pequeña higroscopicidad y es muy impermeable a los líquidos. • Es un excelente aislante eléctrico • Es prácticamente imputrescible e inatacable por la mayoría de los insectos. • La resistencia a la compresión y la dureza son 1,5 a 3 veces superiores.
Madera de polímero por irradiación El método consiste en desgasificarlas, embeberlas en una sustancia precursora del plástico (monómeros vinílicos) y luego, por irradiación formar el plástico dentro de ellas (rayos y).

55
• Densidad: aumentó entre el 12 y el 120%. • Dureza: aumentó desde 200 a 2.000 %. • Comprensión: aumentó en un 140 % (paralela a las fibras) • Comprensión: aumentó en un 450 % (perpendicular a las fibras) • Absorción del H2O: disminuyó desde 7 a 48 veces. • Experimental: con pinos, álamos, eucaliptos por la Comisión Nacional de Energía
Atómica (1978). Madera plastificada Se obtiene tratando la madera con urea con el objeto de obtener un producto resistente contra hongos e insectos, resistente a la inflamabilidad y a las rajaduras por desecación. Puede aplicarse por: a - Pulverización en seco: se aplica espolvoreando la urea, en forma granulada, sobre las caras de la madera, a la que se adhiere por la humedad que tienen. A veces, se recurre a un pre-tratamiento de la madera con vapor (ej.: roble y maderas duras en general). Luego se estiban normalmente. b - Por inmersión: de la madera verde en una solución saturada o casi saturada de urea durante un tiempo variable que depende de la especie y dimensiones de la tabla. c - Por irrigación: se aplica la solución con un aparato similar a la regadera. La solución de urea se utiliza a distintas concentraciones, según el uso posterior. Si luego de tratada, la madera se calienta a 100 ºC o más grados, se hace plástica, pues se la puede curvar, torcer y comprimir fácilmente y al enfriarse permanece con la nueva forma y si se repite el calentamiento puede volver a moldearse. El tratamiento con urea reduce enormemente el tiempo de secado. También las virutas, astillas y aserrín impregnados con urea y sometidos a altas presiones y temperaturas forman un producto moldeable con densidad 1,5 , similar a las resinas sintéticas.
MADERAS MEJORADAS
Maderas comprimidas Las maderas se comprimen con el objeto de reducir o eliminar los espacios vacíos (poros) para obtener materiales más estables y uniformes, en sus caracteres físico-mecánicos, en todas direcciones. Las coníferas, en general, no se adaptan a estos procesos, por presentar diferencias notables entre la zona temprana y tardía del anillo de crecimiento. Esta diferencia de densidad da productos finales muy quebradizos. La compresión no debe romper las paredes celulares de los tejidos, por ello no debe hacerse en el sentido del eje del árbol (longitudinal), pues sólo se conseguiría la fractura de las fibras. Madera densificada (“stypak”)
56
Es la que se obtiene comprimiendo una pieza de madera entera (al estado natural) solamente en dirección transversal, provocando sólo un aplastamiento de las células que quedan casi reducidas a sus paredes. La densificación en un solo sentido, no es de carácter permanente en su cantidad total, pues, después de un tiempo, las piezas recuperan parte de su volumen (no todo). Se puede realizar esta operación con una prensa o por pasaje sucesivo entre cilindros calientes o por percusión con martillos. Los valores y el tiempo de presión varían con la especie y la humedad (lo mejor es 10-15%) (100º C y 15 atmósferas). Madera ortocomprimida o pétrea Se obtiene comprimiendo la pieza de madera entera (tablas) en dos direcciones perpendiculares entre sí y a alta temperatura. Se descubrió por casualidad, al caer un trozo de madera en una autoclave con gomas. Al principio, se obtuvo sumergiendo la pieza en asfalto en un autoclave a 100º C. y a ± 300 atmósferas de presión (similar a como se descubrió). Se usó el asfalto en vez de la goma por ser barato y no penetra mucho en la madera. Dentro del asfalto fluido la presión era ejercida en todos los sentidos sobre la tabla, pero como en el sentido longitudinal (a lo largo de la tabla), la reducción de volumen es insignificante, se cambió el sistema. Actualmente, se hace un prensado en 2 fases sucesivas: 1) se prensa perpendicularmente a los anillos de crecimiento y 2) se prensa luego en dirección perpendicular a la anterior, o sea, tangente a los anillos de crecimiento. Se hace en prensas calientes a presiones de 300 a 330 atmósferas.
C H A P A S
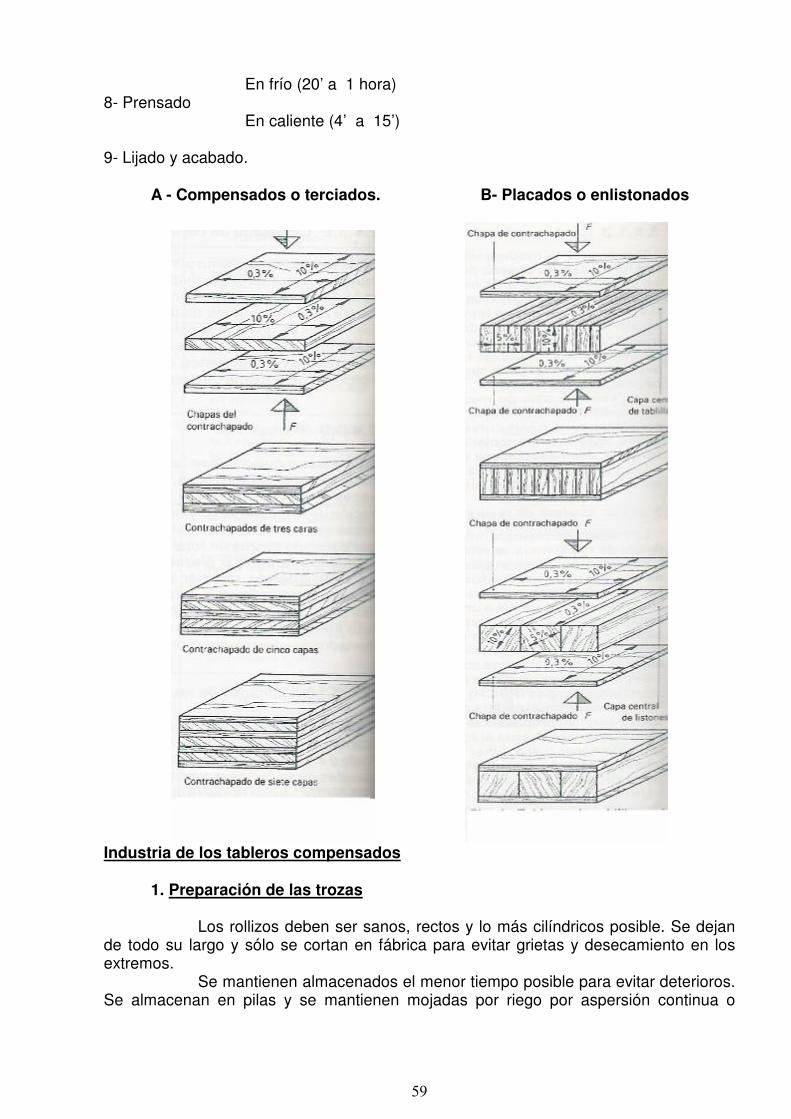
Chapa: término que se aplica preferentemente a la hoja de madera obtenida por corte plano con cuchilla, o por debobinado, de un espesor no mayor de 1 mm. Lámina: término que se aplica generalmente, a la hoja de madera obtenida por corte plano a cuchilla o por debobinado, cuyo espesor es mayor de 1 mm. y hasta 6 mm. Contrachapados: (Plywood): Conjunto de elementos de madera superpuestos en los que la dirección de las fibras de cada uno es perpendicular al siguiente. Incluye a los: Compensados o terciados: Están compuestos íntegramente por chapas o láminas de madera, cruzadas (caras y alma), 3 o más. Placados o enlistonados:

57
Están compuestos por hojas de madera como caras exteriores y madera entera en tablas o listones de calidad inferior como alma (en el interior).
Todos estos elementos están pegados con colas o aglutinantes vegetales, animales o con resinas sintéticas. El objeto es obtener un conjunto homogéneo y sin movimiento, ya que al estar las fibras cruzadas compensan las resistencias físico-mecánicas en todos los sentidos.
LAMINADOS
La madera laminada es la que se obtiene de pegar con resinas sintéticas láminas o tablas de madera, de forma tal que las fibras en todas ellas queden en la misma dirección. El encolado se hace con prensas hidráulicas calentadas por vapor a temperaturas y presiones variables. La capa de cola sintética (tipo bakelita) hace el mismo efecto que la lámina cruzada en los compensados; las láminas de madera quedan perfectamente sujetas y además, impregnadas por la cola en su superficie. Por ello, es que se logran las mismas ventajas del compensado y se mejora las resistencias a la tracción, que es baja debido a las fibras cruzadas de la lámina del medio en el tablero terciado. Características:
• Elimina la chapa de fibras cruzadas que da menor resistencia a la tracción. • Elimina o disminuye el efecto de los nudos y defectos. • Aumenta la densidad en un 40 - 50 % (por las resinas). • El movimiento por variaciones de humedad, es prácticamente nulo. • Los coeficientes de resistencia mecánica son extraordinariamente uniformes. • La compresión y flexión se duplican. • La tracción alcanza el mismo valor de la madera maciza. • Mayor resistencia al trabajo de los pernos.
Madera laminada y comprimida Se compone de chapas superpuestas con las fibras en el mismo sentido, encoladas con resinas sintéticas y prensadas en caliente. También pueden encolarse las chapas cruzadas o en ángulos variables. Se diferencia de la madera laminada por las grandes presiones usadas en el encolado que comprimen la madera (además de fraguar la resina). Las presiones van de 35 a 140 kg/cm2. Participan de las propiedades de la madera comprimida. Compreg: se impregnan las chapas secas con un producto hidrosoluble formador de resinas. Después se sacan del baño, se apilan y se prensan en caliente. El calor tiene un efecto plástico sobre la lignina y la madera tratada puede comprimirse más fácilmente, Se usan altas presiones (Lignofol, Plusmadera, Rexylon, etc.) 100-140kg / cm2.
58
Impreg: las chapas se impregnan con resina, luego se secan hasta que la resina se endurece dentro de cada hoja. Estas luego se apilan y se prensan en caliente a presiones normales de pegadura, con un adhesivo de resina (30 kg. / cm2). Características generales de estos materiales:
• Aumenta su Peso específico. a 1 y 1,4. • No tiene casi movimiento con los cambios atmosféricos. • Resistente a ácidos ligeros, alcoholes y otros disolventes. • No necesita acabado posterior. • Buenas resistencias físico-mecánicas, con excepción al choque (es muy
quebradizo) • Gran resistencia a hongos e insectos, fuego y erosión.
Material de densidad diferencial: Se obtiene usando chapas de distinta longitud y ensamblándolas de tal manera que hay varias chapas más en un extremo o en el medio del ensamble. Todo el conjunto, encolado con resinas sintéticas es comprimido a un grosor igual, quedando un panel con distinta densidad a través de toda su longitud. Se usa mucho en hélices de aviones.
TABLEROS CONTRACHAPADOS Compensados 1- Preparación y almacenado de trozas. 2- Calentamiento de las trozas. Tornos Corte cónico 3- Desenrollo de las chapas corte semicircular Corte en rebanadas 4- Corte a medida. Al aire Estufas 5- Secado continuo o túnel (8 - 12% exteriores) Platinas calientes (4 - 5 % interiores) 6- Clasificación y reparación Por rodillos 7- Colas y encolado En hojas
59
En frío (20’ a 1 hora) 8- Prensado En caliente (4’ a 15’) 9- Lijado y acabado.
A - Compensados o terciados. B- Placados o enlistonados
Industria de los tableros compensados 1. Preparación de las trozas Los rollizos deben ser sanos, rectos y lo más cilíndricos posible. Se dejan de todo su largo y sólo se cortan en fábrica para evitar grietas y desecamiento en los extremos. Se mantienen almacenados el menor tiempo posible para evitar deterioros. Se almacenan en pilas y se mantienen mojadas por riego por aspersión continua o

60
intermitente o bien en depósitos de agua dulce que circule o que haya sido tratada (contra hongos). Los troncos son cortados en fábrica antes del debobinado, a un largo de 2m. (las chapas salen luego de 1,80m.). 2. Calentamiento de las trozas Las trozas se introducen en hornos vaporizadores con el objeto de ablandarlas. Se colocan en fosas de hormigón o cámaras en superficie; el calentamiento se consigue con serpentinas de vapor debajo de los troncos. El calentamiento generalmente mejora la calidad de la chapa aunque hay maderas de baja densidad que se desenrollan mejor en frío (ej.: tilo americano, chopo de Virginia, abeto rojo, pino de Escocia, etc.); si se desenrollan en caliente dar superficies ásperas y vellosas. El tiempo de calentamiento es variable y puede llegar a siete (7) días o más. Depende de la especie. Algunas a cierta temperatura cambian de color, se rajan o agrietan. Las maderas que contienen tanino se calientan preferentemente por inmersión en agua caliente. 3. Desenrollo de las chapas El 90 % de las que se obtienen en el mundo es por medio de tornos de rotación. El rollizo se sujeta por sus extremos en dos mandriles que lo centran frente a un torno. El rollo de madera gira contra una cuchilla de largo igual al del torno mientras una barra de presión lo sujeta firmemente contra la cuchilla. La chapa sale por una ranura del carro de la cuchilla. El ángulo de corte de la cuchilla y la velocidad de avance determinan el grosor de la lámina. Actualmente, se trabaja con tornos rápidos, lo que mejora la calidad del producto, pues con velocidades lentas, las vibraciones dan origen a superficies ásperas y onduladas. El tronco se desenrolla hasta unos 15 cm. de diámetro, pues la chapa de la zona central es de inferior calidad y quebradiza y los muñones que la sujetan la dañan en esa zona (curros). Las chapas que salen del torno se enrollan a su vez en grandes carretes de madera, aunque en la actualidad se tiende a pasarlas directamente a la línea de secado cuando se tienen secadores continuos. Las chapas también pueden obtenerse con otros sistemas de corte:
� Corte cónico: es forma de punta de lápiz. El ángulo de contacto de la cuchilla determina el ancho de la hoja para un diámetro dado. Se obtiene muy poca cantidad de chapa y además es quebradiza. Se usa para obtener dibujos estelares o “en rueda”, para hacer tableros circulares para mesas.
� Corte semicircular: se usa para obtener chapas fantasía de trozos cortos,
irregulares o nudosos. El tronco se fija en un marco largo de acero montado sobre unos mandriles excéntricos y se hace girar contra la cuchilla.

61
� Corte por rebanadas: se usa una cizalla (faqueado).
4. Guillotinado
Una vez obtenidas las láminas pasan a una guillotina automática que las corta en las dimensiones requeridas, eliminando los defectos que puedan presentar. 5. Secado de las chapas
� Secado al aire: se hace al aire libre. Las hojas se extienden entre filas de estacas clavadas o se apilan sueltamente por el borde en estantes, de madera que el aire circule libremente por sus superficies. Se usa para clase baratas, para la fabricación de envases.
� Secado en estufa: se asemeja a los hornos para madera, en donde se inyecta
aire con ventiladores y a temperaturas regulables. Las chapas húmedas se cuelgan con pinzas en unas vigas o se apilan de canto apoyadas en bastidores.
� Secado continuo: es el que más se usa. La chapa pasa por la sección
caldeada mediante un sistema de rodillos o bandas de tela metálica. La longitud de las secadoras varía entre 15 y 100 m. En estos hay que regular la temperatura, la ventilación y la velocidad de los transportadores. Los rodillos están dispuestos en serie y el aire entra en sentido contrario al de las láminas. En general, se acepta un contenido final de humedad del 8 al 12 % para las caras externas y de 4 a 4,5 % para las internas. La humedad disminuye el poder adhesivo de las colas.
� Secadores de plancha caliente: las hojas se colocan sobre platinas
calentadas y apiladas en serie. Luego las platinas se juntan unas sobre otras para mantener planas las hojas mientras se secan. Cada tanto se levantan para dejar escapar la humedad de las chapas.
6. Clasificación y reparación de chapas Se clasifican por tonalidades y dibujos, luego se recortan para escuadrar (ya sea en húmedo o en seco) y emparejar los bordes de los trozos que formarán una cara. Luego se unen los bordes por medio d un papel engomado especial para constituir una cara completa. Según el uso posterior, en este paso pueden sufrir otra serie de operaciones accesorias de resecado, clasificación canteado, empalmes, etc. 7. Colas y procedimientos de encolado: Colas animales:

62
• Se derivan de los huesos, cueros y desperdicios del ganado vacuno, lanar, caballar y otros.
• Se presenta en forma de tortas, hojas, copos y en polvo. • Las uniones con esta cola son afectadas por el agua y el calor, pero duran
mucho en condiciones atmosféricas normales. • Se prensan en frío, aunque conviene precalentar la chapa a 27º C. durante el
encolado. Colas de almidón (vegetales):
• Se obtienen de las raíces de la yuca o mandioca. • Se presentan en forma de polvo seco (harinas de yuca mezcladas con productos
químicos). • Son de una duración casi indefinida. Baratas y fáciles de preparar. • Producen junturas fuertes y tenaces, excepto cuando hay humedad excesiva. • No son resistentes a la acción de hongos e insectos. • Son fluidos viscosos por lo que deben usarse extendedores mecánicos y no
brochas. Colas de soja:
• Se ofrece en forma de polvo amarillento (mezcla de harina de soja, cal apagada, soda cáustica, silicato sódico y un ingrediente impermeable al agua).
• Se extienden fácilmente y pueden prensarse en frío o en caliente. Colas de albúmina de sangre:
• Se obtiene de la sangre de animales como albúmina de sangre o sangre seca. • Ofrecen gran resistencia al agua fría o caliente. Muy resistente al agua y bueno
como extendedor de otros adhesivos. • Debe prensarse en caliente. Su fuerza adherente disminuye con el tiempo. • Mejora la resistencia al agua en las mezclas con caseína, pero la disminuye en
las mezclas con resinas de fenol-formaldehído. Colas de caseína:
• Se obtiene de la leche desnatada. Se ofrecen como polvo seco (mezcla de caseína, cal apagada y ciertas soluciones alcalinas o sales).
• Hay una gran variedad comercial de mezclas para todo tipo de usos. • Algunas son muy resistentes al agua pero las junturas se debilitan en inmersiones
prolongadas. • Por su alta alcalinidad son muy aptas para emplear con maderas oleosas (teca y
pinos amarillos del sur). Adhesivos de resina sintética:
• Hay 2 tipos: termoestables y termoplásticos. Los primeros no se ablandan, es decir que después de prensados y fraguados forman películas de gran tenacidad y robustez que no se ablandan con nuevo calentamiento. Los segundos pueden

63
ablandarse y moldearse varias veces aplicando calor. Los primeros son los más usados.
• Los adhesivos termoplásticos pertenecen al tipo acetil-vinilo y polivinil-butiral. • Se fijan a temperatura ambiente y pegan bien con menor presión que la
requerida para los termoestables. • Son de uso limitado (maquetas) pues no tienen gran resistencia al calor y a las
pegaduras se debilitan cerca de los 65º C. • Los adhesivos termoestables son de varias clases: 1) de la serie fenol -
formaldehído; 2) de la serie urea-formaldehído; 3) de la serie resorcinol-formaldehído; 4) de la serie melamina-formaldehído.
1) Serie fenol - formaldehído
o Se venden en forma de polvo o líquidos. o Las formas en polvo pueden usarse con agua, alcohol, acetona o sus
combinaciones. Algunos tipos se fijan a 125º -160ºC., otros a 45º-115ºC.y los más nuevos a 21º - 45ºC.
o Forman pegamentos excelentes, resistentes al calor, al agua y a los hongos, de gran robustez y duración.
o En algunos países se están usando los taninos vegetales como fuente de “fenol”.
2) Grupo de urea - formaldehído
o Se ofrecen en polvo o líquidos con un endurecedor aparte. Son de fraguado “en frío” (temperatura ambiente), aunque algunas se preparan para prensado en frío y otras en caliente.
o Las pegaduras de urea íntegra no son afectadas por el agua fría o la presencia de hongos, pero se deterioran hasta cierto punto en agua caliente o temperaturas elevadas.
o Las resinas de urea mezcladas con melamina dan pegaduras de gran duración y robustez excelente.
3) Grupo de resorcinol - formaldehído
o Vienen en forma líquida. o Se fijan a temperatura ambiente. o Son más caros que los anteriores. o Fácil de aplicar con calor de radio - frecuencia.
4) Grupo de melamina - formaldehído
o Se ofrecen como polvo seco, pues las mezclas líquidas son inestables. o Se fijan a temperatura ambiente, son más caros que los del tipo úrico y
fenólico. Poseen las características de los de tipo fenólico en resistencia al calor y por la duración.
o Se usan en trabajos de calidad donde no es tolerable la coloración oscura producida por las colas fenólicas.
ENCOLADO

64
Si los adhesivos son líquidos pueden extenderse a mano o con brocha, aunque actualmente esta operación es mecánica. El extensor de cola mecánico consiste en dos rodillos móviles, cada uno de los cuales rueda en un baño de adhesivo. Los rodillos pueden regularse al grosor de las chapas que pasan entre ambos. Las caras que se encolan son las interiores o de relleno. Si el adhesivo es en forma de hojas, éstas se colocan intercaladas entre las caras externas y la interna y luego van a prensado. 8.- PRENSADO
Prensado en frío: Es cuando se hace a temperaturas ambiente. Suele practicarse con adhesivos de almidón, de caseína, animales y la mayoría de los de soja, y algunas resinas del tipo urea. Se usan prensas de tornillo a mano o mecánicas. Las primeras en fábricas pequeñas o para trabajos especiales. Las mecánicas pueden ser de tornillo o hidráulicas o combinadas. A veces se usa el mecanismo de tornillo para cargar y descargar y el ariete hidráulico para aplicar la presión. Consisten en dos platos metálicos entre los que se coloca la carga. Se suele poner en cada ensamble “tablero de cuña” de 10 mm u hojas de aluminio para asegurar la lisura del panel y preservar de daño a sus caras externas. Si los paneles a prensar son finos, se colocan de 2 a 5 entre los “tableros de cuña”. Abajo y arriba de las pilas se colocan unas vigas en ele que tienen unas grampas. Cuando la prensa está cerrada y se termina de dar presión se sujetan las grampas de arriba con las de abajo y se saca toda la carga como un fardo completo. Se dejan las grampas hasta que se fijan bien los adhesivos (± 24 horas o más). El agua que siempre escurre de las líneas de encoladura, la absorben las capas de madera y el resecado es indispensable. Se hace en cámaras de acondicionamiento a temperaturas que llegan a no más de 49ºC y durante 8 a 24 horas. Se usan presiones de 5 a 17 kg/cm². Prensado en Caliente Se emplean prensas hidráulicas con temperaturas de 82º a 176ºC, y se aplican presiones de 5 a 17 kg/cm². Constan de una serie de platos huecos calentados con vapor, agua o aceites calientes. Es indispensable cargar, cerrar la prensa y aplicar toda la presión con la mayor rapidez posible porque si no, las líneas de encoladura se secan y fraguan sin la presión suficiente. Los tiempos de prensado varían entre 4’ a 15’ y dependen del espesor de los tableros, de la cola y del fraguado requerido. Cada panel se coloca entre dos láminas de aluminio y uno por cada plato (o a veces 2). Los paneles prensados en caliente suelen sumergirse en agua o rociarse con ella, inmediatamente después de retirarlos de la prensa a fin de restablecer la humedad de las caras. Se apilan en caliente desde a ± 12 horas y así se nivela la humedad de los mismos. 9.- Lijado y acabado
Se escuadran nuevamente, recortando los bordes irregulares. Luego pasan a las lijadoras de correa o de tambor, para eliminar asperezas e irregularidades.

65
Este es uno de los problemas de más difícil solución para hacerlo mecanizado y en serie. En la actualidad se usan lijadoras en serie y de mayor velocidad.
Las chapas pueden pasarse 2 ó 3 veces por la lijadora o por lijadoras de distinto grano y se prefiere la máquina que lleva montada la correa en la parte superior
para que el operador pueda ver la marcha de la operación constantemente.

66
TABLEROS AGLOMERADOS
- Definición - Clasificación - prensado en platos planos a- Por su fabricación - prensado por extrusión - de baja 0,25 - 0,40 gr/cm³ b- Por su densidad - media 0,40 - 0,80 gr/cm³ - gran densidad 0,80 - 1,20 gr/cm³
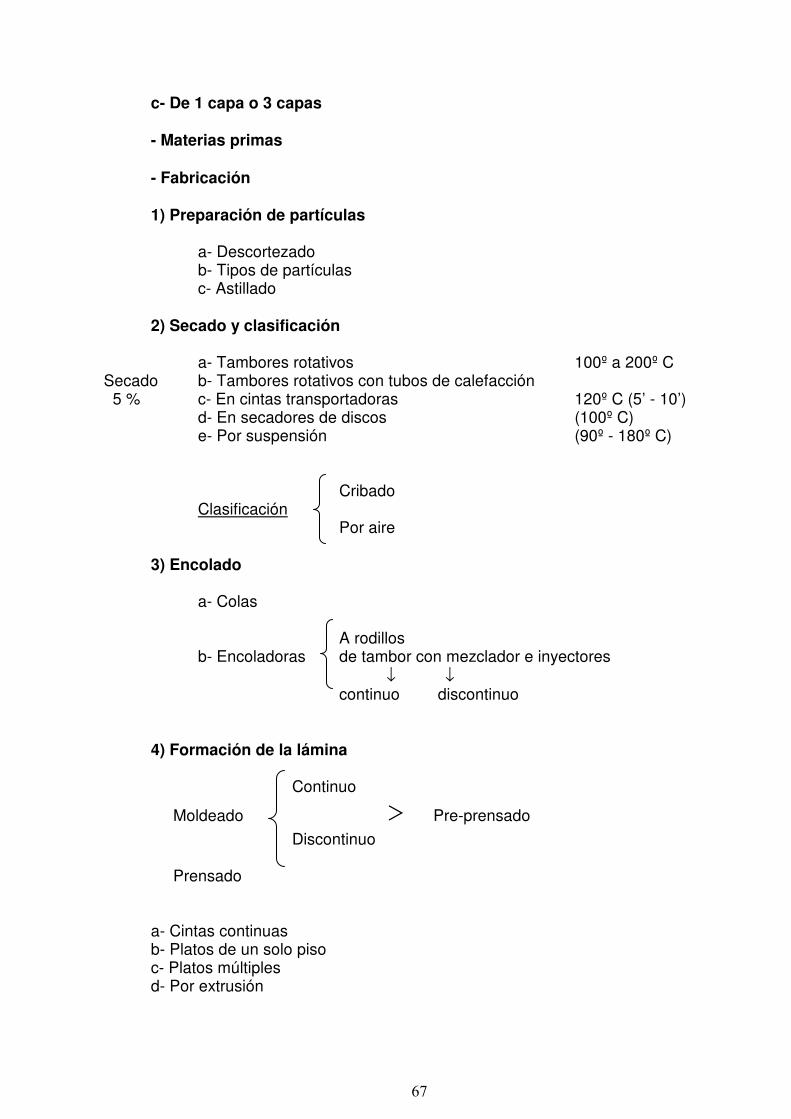
67
c- De 1 capa o 3 capas - Materias primas - Fabricación 1) Preparación de partículas a- Descortezado b- Tipos de partículas c- Astillado 2) Secado y clasificación a- Tambores rotativos 100º a 200º C Secado b- Tambores rotativos con tubos de calefacción 5 % c- En cintas transportadoras 120º C (5’ - 10’) d- En secadores de discos (100º C) e- Por suspensión (90º - 180º C) Cribado Clasificación Por aire 3) Encolado a- Colas A rodillos b- Encoladoras de tambor con mezclador e inyectores ↓ ↓ continuo discontinuo 4) Formación de la lámina
Continuo
Moldeado > Pre-prensado
Discontinuo Prensado a- Cintas continuas b- Platos de un solo piso c- Platos múltiples d- Por extrusión
68
5) Acabado del tablero a- Detector magnético b- Canteadora c- Lijadora d- Acondicionamiento Tableros de madera aglomerada: Definición Material en forma de chapas fabricado con partículas de madera u otros materiales lignocelulósicos (ej.: astillas, hojuelas, virutas, etc.) aglutinadas con una resina sintéticas en unión de uno o más de los siguientes agentes: calor, presión, humedad, catalizador, etc. Difieren de los tableros de fibra corriente, en estar compuestos de partículas de madera u otras sustancias lignocelulósicas aglomeradas con una resina sintética en los que se ve el tamaño y forma de las partículas. Se pueden clasificar de acuerdo con el método de fabricación o con su densidad. Clasificación en base al método de fabricación A- Tablero prensado en platos planos La formación de la estera de partículas se efectúa mediante formadoras continuas o por tandas. Luego la estera es prensada en prensas calientes de platos múltiples paralelos o en una prensa continua. En ambos casos, la presión se aplica en sentido perpendicular al plano de la lámina y las partículas de madera se disponen paralelamente a dicho plano. B- Tablero prensado por extensión (o extrusión) Consiste en prensar la plancha haciéndola pasar por un molde caliente. Este molde está constitudo por 2 platos con topes laterales y la presión se aplica en sentido paralelo al plano de la lámina y en la dirección en que se saca el tablero por estiramiento. Las partículas se orientan perpendicularmente a la superficie del tablero Clasificación por su densidad A- De baja densidad (tipo aislante) - 0,25 - 0,40 gr/cm³ B- De densidad media - 0,40 - 0,80 gr/cm³ C- De gran densidad - 0,80 - 1,20 gr/cm³ A- De baja densidad:

69
Se caracterizan por ser muy livianos, como para dedicarlos a paneles aislantes de ruidos o calor, o bien como núcleo en aquellas piezas donde sea muy importante reducir el peso. Existen tableros fabricados por extrusión, perforados perpendicularmente a su sección, de muy baja densidad (para que resulten más ligeros). Los tableros de este tipo fabricados por medio de prensas de platos calientes no pueden ser de más de 2,5 cm de espesor, pues es difícil hacer llegar el calor rápidamente hasta el centro del tablero, para que fragüe la resina en el momento del prensado, salvo que se use un generador eléctrico de alta frecuencia. Los fabricados por extensión pueden ser de hasta 10 cm de espesor, por ser posible calentar la mezcla de partículas y resina desde la superficie de la matriz que forman los espacios huecos del núcleo o alma. B- De densidad media La mayoría de los que se fabrican en la actualidad son de este tipo, ya que tienen usos similares a las maderas livianas que son las de más amplias aplicaciones. Esta densidad parece ser la óptima en cuanto a la resina necesaria, pues permite obtener las mejores propiedades por unidad de peso y es la que menos dificultades de fabricación tiene. Los tableros de este tipo, prensados en platos calientes necesitan o pueden emplear distintos tipos de partículas, en cambio, en los prensados por extensión, necesitan forzosamente emplear el mismo tipo de partículas en todo su espesor (tableros de una sola capa). C- De gran densidad (tipo tablero duro) En su fabricación se emplean partículas muy pequeñas cuyo tamaño se aproxima al de la harina o fibra de madera. La diferencia fundamental entre los tableros duros (de fibra) y éstos, estriba en la forma de lograr la ligazón. Son muy similares en densidad, aspecto y aplicaciones y resulta distinguirlos entre sí. Clasificación por su composición Tableros de 1 capa En este caso se usa un solo tipo de partículas, ya sea con corteza o sin ella, según la calidad final. Tableros de 3 capas En este caso las caras externas se hacen con madera sin corteza y el alma o parte interna, con madera con corteza o de inferior calidad. Materias primas Se pueden usar: a) madera en rollo (de poco diámetro) (más de 30 cm) b) rollizos para pasta. c) madera de aclareos, copas, ramas. d) trozas de calidad inferior

70
e) desperdicios de madera para chapas y para almas. f) costeros, testas, recortes y aserrín g) cortezas h) bagazo de caña de azúcar (p/aislantes) i) agramiza de lino. j) paja de cereales (de arroz, trigo, etc.) (aislantes o duros) k) tallos de algodón (p/fibra y aglomerados) l) tallos de maíz (= bagazo de caña) m) otras fibras (de coco, de papiro, de bambú, etc.) n) papel usado (p/duros). Las especies de crecimiento rápido, ya sean coníferas o frondosas de baja densidad como el chopo, han de tener un contenido de humedad superior al de las de lento crecimiento para dar buenas partículas y buena calidad de tablero. En general los obtenidos con madera verde son superiores a los obtenidos con madera seca, tienen mejores resistencias físico-mecánicas (a la flexión). FABRICACIÓN: 1 - Preparación de las partículas: La calidad del tablero depende fundamentalmente del tipo de partículas, por eso su preparación es uno de los pasos más importantes y del que dependen todos los restantes y además, de la cantidad y calidad de resinas a emplear. a- Descortezado: Puede hacerse o no, lo que depende de la calidad del tablero. A veces se hace esta operación en el monte si la mano de obra es barata. Generalmente se hace a máquina en fábrica y antes de llevar a la astilladora. Esta operación puede hacerse por fricción en tambores giratorios de superficie interna irregular (ondulada) que hace que los troncos se eleven y golpeen entre sí. También pueden usarse una especie de martillos cilíndricos cuya superficie está cubierta por picos metálicos entre los que circula cada tronco. Siempre conviene ablandar con H2O o vapor, la madera antes, para facilitar la operación. Aquí no se usan las descortezadoras a chorro de agua como en la industria del papel porque no hace falta material tan limpio. b- Tipos de partículas: Pueden usarse toda clase de maderas, con la única excepción de las que, por su alto contenido de ceras, resinas o materias grasas, tengan poca afinidad con la resina sintética empleada como cola. Las partículas deben ser planas y cortadas en lo posible paralelamente a la dirección de las fibras de la madera. Las partículas delgadas dan mejores tableros, pero demasiado finas no sirven porque aumentan la superficie de absorción y reducen la cantidad de cola disponible por m² de superficie y aumentan el consumo de la misma y dificultan su dispersión. Además, se forma mucho polvo fino que se pierde y dificulta las operaciones. Ideal es la relación:

71
Longitud = 60 a 120. Espesor También influye la densidad de la madera y su humedad. Si está muy seca, se produce mucho polvo y la superficie de las partículas queda muy áspera. También la anatomía es importante, pues las maderas de frondosas, por sus vasos grandes, dan mayor rugosidad a la superficie de las partículas que las coníferas y se produce un menor contacto superficial en la unión de las partículas. La humedad suele ser del 30%, por eso se emplea generalmente madera verde o si no se trata previamente con vapor o se moja. El espesor de las partículas influye profundamente en las propiedades del tablero. ASTILLADORAS Se utilizan diferentes tipos: I - astilladora de cuchillas sobre disco rotativo vertical. I I - astilladora de cuchillas sobre disco rotativo horizontal. III - astilladora de cuchillas sobre cilindro o eje. VI - molino con anillo de cuchillas. V - molino triturador. VI - molino triturador de dientes. Tipos I y II: las cuchillas van montadas sobre un disco formando ángulos variables. Tipo III: las cuchillas están dispuestas en el exterior de un cilindro o eje. I,II y III: se prestan muy bien para troncos, costeros, listones, etc. Tipo VI: los molinos pueden ser de cuchillas fijas o giratorias. Constan de un anillo en el que van montadas las cuchillas. Adentro del anillo hay un rotor en forma de aspas de molino que gira llevando los trozos de madera contra las cuchillas.
Con los molinos tipo IV es posible obtener partículas en forma de hojuelas a base de trozos de madera, lo que con los trituradores (V) no es posible.
V : El molino triturador trabaja con un rotor semejante al anterior, pero va girando en un anillo de chapa perforada. El desmenuzado no es por cor- te sino por trituración. Actualmente, sólo se usan para reducir de tamaño las partículas obtenidas en hojuelas, si es necesario para casos espe- ciales, porque da astillas muy chicas. El rotor lleva martillos pendientes que por la fuerza centrífuga al girar se ponen perpendiculares al eje del rotor mientras las partículas chocan contra la chapa perforada y pasan a través de ella. El tipo de partículas obtenido depende de la perforación de la chapa, la cantidad suministrada /hora, la humedad de las partículas y la veloci- dad de su extracción. Tipo VI: También hay molinos a disco de dientes. Un disco es fijo y el otro giratorio, los dientes están distribuidos en forma concéntrica y los del centro son más grandes que los de la orilla del disco.

72
Estos dos últimos tipos de molinos (V y VI) se usan después que los de tipo I, II, III o IV y sirven para dar el dimensionado final a las partículas. 2º) Secado y clasificación de las partículas: La clasificación hecha antes del secado es más económica pero la hecha después es mucho mejor y es la que generalmente se emplea. El secado es una de las operaciones más importantes del proceso, tanto, que un cambio de menos del 1% puede influir sensiblemente en la calidad y espesor de un tablero. Generalmente se secan hasta un 5% aproximadamente (o hasta 12%). El secado puede hacerse por distintos sistemas: a- En tambores rotatorios: Los primeros secadores fueron de este tipo. Constan de un tambor ligeramente inclinado que gira y tiene en su interior unas paletas que transportan las partículas desde un extremo a otro. El secado se realiza por una corriente de aire caliente o gases de combustión que circulan a contracorriente. Las temperaturas oscilan entre 100º C cuando se usa vapor, a 200ºC cuando se aplica calor directo (por mecheros, etc.) b- En tambores rotatorios y paletas: En este otro tipo, se agregan en el interior del tambor unos tubos de calefacción paralelos al eje de rotación del tambor y las paletas agitan las partículas en el interior. Sufre poco desgaste y presenta una máxima seguridad contra incendios y explosiones. c- Secado en cintas transportadoras: Las bandas se mueven horizontalmente y las partículas pasan unas a otras desde arriba hacia abajo. Se alcanzan temperaturas de 120ºC y el proceso dura de 5 a 10’. d- En secadores de discos: Está previsto de un eje vertical sobre el cual van montados varios discos horizontales dotados de aletas. Las partículas entran por el disco superior y van descendiendo a medida que se van secando. El aire circula de abajo hacia arriba. El secado dura de 15’ a 45’ y la temperatura que se alcanza es de unos 100ºC. e- Secaderos por suspensión: Las partículas se introducen en un tubo vertical y quedan expuestas a una corriente de aire ascendente. Las partículas ligeras, delgadas y planas se mantienen en suspensión, secándose así rápidamente y a ese mismo ritmo van saliendo del tubo, pues al secarse pierden peso y son aspiradas hacia arriba. La temperatura oscila entre 90º y 180ºC. Hay otras variables de este sistema que usan mayores temperaturas y paletas helicoidales que mueven y arrastran las partículas. La clasificación se hace con el objeto de separar y eliminar las excesivamente finas, incluido polvo, que originan un gasto enorme de cola y disminución de resistencia.

73
También se requieren partículas homogéneas para obtener una superficie bien lisa y pulida, ya que una astilla de dimensiones diferentes puede marcarse en el tablero sobre todo con las variaciones de la humedad ambiente. Las partículas gruesas al hincharse provocan irregularidades superficiales. a- Clasificación por cribado Se utiliza más en la separación de partículas destinadas al centro del tablero, pues por los tamices pueden pasar partículas más cortas o más gruesas que el resto y originar irregularidades en la superficie (si fuera para las capas exteriores). Constan de un armazón de chapa con dos o tres tamices de diferente malla, inclinados y con descarga independiente. También hay tamices oscilatorios que constan de platos metálicos de malla, horizontales, con un eje excéntrico que les comunica el movimiento vibratorio. b- Clasificación por aire Permite separar con mayor precisión los distintos fragmentos y hacer el ajuste instantáneo ante cualquier cambio, pero es más difícil el control de las operaciones y consume más energía. Las partículas entran por una tolva y caen sobre un tamiz en movimiento, donde se separan la mayor parte de las partículas finas y luego caen como un velo en una cámara de aire en donde, por medio de un ventilador regulado, se separa el material apto que va a una cinta transportadora. 3º) Encolado: a- Tipos de colas No se usan las de origen vegetal ni animal por su poca resistencia a la humedad y pérdida de la cohesión. Tampoco se usan las termoplásticas porque se complica mucho el prensado, requiriendo instalaciones más complicadas y originando muchas pérdidas de calor. Las que más se utilizan son las termoestables y dentro de ellas por razones económicas el empleo queda limitado a las resinas fenólicas, de melamina y especialmente de urea. Cuando se trata de aplicaciones que exigen mucha resistencia a la humedad y al calor, como en zonas tropicales, es conveniente usar la cola fenólica. La resina de urea es la más empleada por razones económicas y tecnológicas (más barato y más fácil de aplicar). En el encolado es muy importante la humedad con que llegan las partículas lo que influye en la calidad y cantidad de resina a emplear. b- Las encoladoras Pueden ser: 1) A rodillos (se usan muy poco), aquí las partículas pasan primero por rodillos esparcidores que forman una película delgada y luego ésta pasa por un sistema de rodillos embebidos en cola. 2) Encoladora discontinua: consta de un tambor en cuyo interior hay un eje con brazos que mezclan las partículas. La resina se

74
introduce por boquillas a presión. El tambor se llena hasta un 30% de su capacidad y la cola se inyecta durante 4’ a 10’. 3) Encoladora continua: es similar a la anterior, pero las boquillas de inyección son superiores y el proceso de carga y descarga es continuado. En la mayoría de las mezcladoras actuales se aplica el aglomerante por atomización. 4º) Fabricación del tablero a - Por prensado plano: En este proceso se depositan las partículas sobre unas chapas metálicas o cinta metálica horizontal, para que se orienten en sentido paralelo a la superficie de éstas, aplicando la presión perpendicularmente al manto formado. Puede ser en forma continua o discontinua. b - Prensado por extrusión: Las partículas se orientan en su mayor parte en sentido perpendicular a la superficie del tablero y la presión actúa en sentido paralelo a la superficie de éste. Moldeado En ambos casos, primero hay que proceder al moldeo o formación de la lámina. Este proceso puede ser discontinuo o continuo. En el moldeo discontinuo se utiliza una bandeja o matriz adonde se dejar entrar un peso o un volumen determinado de las partículas encoladas. Estas se distribuyen ya sea moviendo la bandeja o bien la tolva de alimentación en vaivén. En el moldeo continuo las partículas encoladas se distribuyen sobre matrices móviles o una banda móvil. En este caso el moldeo se controla volumétricamente. Una vez formadas las láminas, se separan de inmediato, antes de llevarlas al prensado. Luego se da un prensado previo, cualquiera sea la forma de moldear la lámina. Cuando se hacen tableros de 3 capas el contenido de resina de las exteriores, es de 8 % a 15% y de la capa intermedio es de alrededor del 4% al 8% aproximadamente. Prensado El manto formado por partículas y levemente comprimido en el pre-prensado para disminuir su volumen se lleva a la prensa de platos calientes paralelos que se acerca por el movimiento de los émbolos. Unas reglas metálicas que se colocan en los bordes determina el grosor del tablero. En el prensado se producen los siguientes fenómenos:

75
1. Un proceso mecánico: la deformación de las partículas por flexión y compresión; la disminución del volumen de poros y el aumento de los puntos de contacto entre las partículas. 2. Un proceso de calentamiento: que actúa plastificando las partículas y aumentando su flexibilidad y comprensibilidad y mejora la conducción del calor suministrado por el vapor. Acelera el proceso químico de poli condensación de la resina. 3. Un proceso químico: el fraguado de la resina sintética por poli condensación. El prensado debe hacerse en forma tal que la compresión se termine antes que se inicie la poli condensación en el interior del tablero. Por eso debe hacerse en el menor tiempo posible. Cuanto más rápidamente se haga la compresión, mejor será la conducción del calor a través del tablero porque aumenta la conductibilidad del material. En la práctica debe tratarse de conseguir el cierre de prensa en 1’ o <. La temperatura necesaria para el fraguado de resina de urea es alrededor de los 100 ºC y para las resinas fenólicas, alrededor de 140ºC. Las prensas calientes para prensado plano, pueden ser: a - Prensa continua: el prensado se hace entre 2 cintas de acero calentadas por rayos infrarrojos. La distancia entre las cintas determina el espesor del tablero y puede regularse. Requiere una instalación complicada y costosa por eso no está muy extendido su uso. b - Prensa de un solo piso: un plato inferior fijo y uno superior móvil, con pistones superiores que abren y cierran la prensa. c - Prensa múltiple de varios platos. El 80 % de las fábricas trabajan con este sistema. Los platos son de acero especial con un sistema interior de distribución del calor, que generalmente es agua caliente a presión, aunque algunos usan vapor y otros electricidad. Para evitar un calentamiento excesivo del armazón de la prensa, se colocan en la parte superior e inferior, junto a los últimos platos calientes, placas de aislamiento e incluso un sistema de refrigeración por aire o agua fría. El prensado se hace por medio de bombas hidráulicas. d - Prensado por extrusión Es un procedimiento especial continuo donde se hace el moldeado y prensado al mismo tiempo. Consta de una matriz compuesta por 2 platines con topes laterales. Las partículas encoladas se hacen pasar, por medio de un émbolo que las empuja, por esa matriz. La presión se ejerce lateralmente, en forma paralela a la superficie del mismo. Los tableros salen en forma de cinta continua y luego se cortan afuera. Se gasta muy poca cola con este sistema (4% - 5%) y el tiempo de prensado es de sólo 30”. Dan tableros con poca resistencia a la flexión, pero muy elevada resistencia a la tracción en sentido transversal y de mucha estabilidad dimensional. Dan un grosor muy uniforme y no hace falta lijarlos. Pueden tener huecos en su interior que se logran con tubos calientes. 5º) Acabado del tablero

76
Tiene por objeto darles dimensiones adecuadas, grosor exacto, humedad uniforme y superficie lisa y uniforme. La línea de acabado consta de un dispositivo magnético para detectar y eliminar partículas metálicas; de una canteadora automática; de una lijadora para cada cara; después se estacionan en cámaras de acondicionamiento para que se distribuya uniformemente su humedad. A veces el enfriado y acondicionamiento se hacen antes de iniciar el canteado, lo que da más exactitud en los cortes y no se arrastran astillas. Si se hace el corte primero y luego el acondicionamiento, es por razones de control, pues permite detectar de inmediato cualquier problema de fabricación por la observación de los cantos cortados. Cada fábrica, de acuerdo al tipo de tablero, determina su propia línea de acabado.
PRENSADO EN PLANOS
PRENSADO POR EXTRUSIÓN
Las partículas quedan paralelas a la longitud del tablero y a la superficie del mismo.

77
Las partículas quedan perpendiculares a la superficie del tablero.
Tubos huecos por donde se da calor a la masa de partículas para conseguir su fraguado rápido en el centro del espesor del tablero.

78
TABLEROS DE FIBRA
Es un material fabricado a basa de fibras de madera u otros materiales lignocelulósicos fibrosos, cuya ligazón se debe fundamentalmente a la disposición de las fibras y a las propiedades de cohesión inherentes a ellas. Durante los procesos e fabricación pueden agregársele aglutinantes u otros materiales para prestarles mayor solidez, aumenta su resistencia a la humedad, al fuego, al ataque de insectos o a la pudrición, o mejorar alguna otra propiedad del producto. El tablero se forma por el entrelazamiento natural de las fibras, que produce una estera o plancha de cohesión natural característica (Interfieltrado), cuando la pasta se suspende en una corriente de agua o de aire. La fabricación de estos tableros es muy similar a la del papel. La tendencia actual es la de obtener las fibras por los métodos de obtención de pulpa semiquímica o quimimecánicas.

79
CLASIFICACIÓN DENSIDAD 1- No prensados - Tablero aislante semirrígido 0,02 - 0,15 gr. / cm3 - Tablero aislante rígido (softboard) 0,15 - 0,40 gr. / cm3 2- Prensados - Tablero semiduro (MDF) 0,40 - 0,80 gr. / cm3 - Tablero duro (hardboard) 0,80 - 1,20 gr. / cm3 - Tablero duro especial o extraduro 1,20 - 1,45 gr. / cm3 Tablero aislante semirrígido Tablero para la construcción, de aplicación primordial como aislante. Tiene rigidez suficiente para sostenerse por sí mismo, aún en los casos en que queda sometido a vibraciones intensas. Tablero aislante rígido Tablero para la construcción de casa y otros tipos de construcción en las que la combinación de poco peso, aislamiento del sonido y del calor, propiedades estructurales y economía, son requeridas para un determinado empleo. Para estructuras, en paredes, puertas, etc. Tablero semiduro o de densidad intermedia Comprenden 2 productos básicos: a) tableros homogéneos y b) laminados de cartón. Los homogéneos se hacen igual que los aislantes y duros, prensados en caliente, hasta una densidad menor que los duros. Se fabrica poca cantidad de éstos. Los de cartón laminado se fabrican pegando un número de capas de papel grueso suficiente para obtener el espesor requerido. Su fabricación es distinta a los otros tipos de tableros de fibras. Tableros duros (hardboard) Son tableros prensados en caliente y a presión. El prensado puede hacerse en fase húmeda o seca. Se es en fase húmeda, una de las caras queda sobre una tela metálica que deja escapar el vapor y queda marcada como una cuadrícula. Si es en seco, quedan las dos caras lisas. Es el más común y extensamente empleado. Pueden llevar un tratamiento posterior térmico o con aceites. Tablero duro especial o extraduro
Se fabrican muy poco. En general se les agregan grandes cantidades de resinas a fin de darles más estabilidad y se someten, además, a muy grandes presiones. OBTENCIÓN Fieltrado en húmedo Término que se aplica a la manera en que se forma un tablero de fibra con una suspensión de pulpa en agua, empleando generalmente un cilindro cajón formador o máquina Fourdinier. Fieltrado de las fibras de madera u otras vegetales de una

80
suspensión de pulpa en agua, para formar una estera que, prensada, se convertirá en plancha. Una de las caras del tablero queda marcada como un reticulado. Fieltrado por aire Término con que se designa la formación de un tablero de fibra con fibras de madera u otras lignocelulósicas, por el procedimiento de suspensión en aire y a la disposición de tales fibras en estera o plancha para producir el tablero. Ambas caras del tablero quedan lisas.
TABLEROS DE LISTONES, DE VIRUTAS (OSB) Y MICROLAMINADOS (LVL)
TABLEROS ALISTONADOS Este tipo de tableros están formados por listones de madera de longitudes iguales o diferentes empalmados en sus extremos por uniones dentadas o lisas, o sin empalmar, unidos entre sí con un adhesivo, siendo el ancho y el grosor de los listones iguales dentro del mismo tablero. Se pueden utilizar tanto maderas de coníferas como de latifoliadas y pueden destinarse para encofrados, mobiliario y ebanistería. En el esquema siguiente se muestra una línea de fabricación de este tipo de tableros:

81
TABLEROS DE VIRUTAS (OSB) El tablero de virutas está formado por virutas de maderas aglomeradas entre si mediante un adhesivo, aplicando al conjunto presión y temperatura. Aunque la producción de los OSB comenzó en los años 60, recién a partir de 1990 comienza a tomar importancia comercial especialmente en Estados Unidos y Canadá. Se utilizan comúnmente como soporte y cubiertas, en cerramientos de fachadas y como tabiques divisorios. Dentro del proceso de fabricación de los tableros de virutas se distinguen dos grandes grupos: tableros de virutas orientadas OSB (Oriented Strand Board) y el tablero de viruta sin orientar, también conocido con el nombre de waferboard. En los primeros, las virutas de las capas exteriores están orientadas en la dirección longitudinal del tablero en al menos un 70%, mientras que las capas interiores o bien siguen orientaciones perpendiculares a las exteriores o bien lo hacen en forma aleatoria. Este hecho hace que los tableros OSB posean características mecánicas más elevadas en la dirección longitudinal que en la transversal. En cuanto a los waferboard, son tableros cuya fabricación no tiene en cuenta la orientación de las virutas, caracterizándose por lo tanto por tener propiedades mecánicas inferiores a los OSB. Su uso está menos generalizado, aunque hace más de 20 años se utilizan en Norteamérica tanto en interiores como exteriores y tanto para aplicaciones estructurales como no estructurales. Los tableros de virutas tienen una fuerte asimetría, por tener dos capas en un sentido y solo una en contrario. Esta descomposición estructural se puede aprovechar orientando el tablero de forma que presente la mayor resistencia en el sentido de la mayor solicitación mecánica. Las maderas que se utilizan son de álamo, abedul, arce, liquidambar, Pinus taeda y otras especies de coníferas. A continuación se muestra una línea de fabricación de tableros OSB:

82
TABLEROS MICROLAMINADOS (LVL) Los tableros LVL (Laminated Veneer Lumber) se desarrollaron en los años 50, aunque hasta los 70 no se emplearon en la construcción. En esta aplicación se aprovecha su elevada estabilidad y gran resistencia mecánica.
El tablero microlaminado o LVL (madera en chapas laminadas) es un producto fabricado a base de chapas de maderas encoladas entre si.
A diferencia del tablero contrachapado, todas las chapas se encuentran dispuestas paralelas a la dirección longitudinal, lo cual le permite absorber bien los esfuerzos en dirección transversal como en el caso de las vigas, siendo su comportamiento estructural más previsible que el tablero contrachapado para este tipo de aplicaciones.
El espesor de estos tableros varía desde los 19 mm hasta los 64 mm, el grosor más frecuente es de 45 mm.
Por su ligereza, pueden sustituir a las viguetas metálicas de poco peso y a las de alma alveolar.
Las especies más utilizadas son abeto Douglas, alerce y pinos amarillos del sur.
A continuación se muestra un esquema de la fabricación de tableros microlaminados o LVL:

83
CELULOSA Y PAPEL
La industria integrada de celulosa-papel es considerada una industria de “planta pesada” por las dimensiones de los equipos empleados, por la amplia tecnología que debe dominarse, por las grandes inversiones de capital y por ser básica para otras industrias. Todo el proceso se basa en la obtención de la celulosa, que es un material compuesto por glúcidos de elevado peso molecular y es el principal componente de la pared celular de todas las maderas, pajas y cañas. En nuestro país las principales fuentes de obtención son: Maderas ........................... 60% Paja de gramíneas 35% Bagazo de caña de azúcar Linter de algodón 5% Lino – Palma Caranday La madera está constituida por: Celulosa y hemicelulosas ..................................................... ± 60% Lignina ................................................................................... ± 30% Otras (aceites, resinas, colorantes, taninos, etc......................± 10%
PASTAS CELULOSICAS
CLASIFICACIÓN: A - Por la longitud del material fibroso
• De fibra corta – alrededor de 1 mm • De fibra larga – alrededor de 2,5 mm
Las fibras cortas se obtienen de las Latifoliadas (sauces, álamos, eucaliptos) y
de materiales agrícolas como paja de trigo, bagazo de caña de azúcar, etc. Las fibras largas se obtienen de las coníferas: pinos, araucarias, etc.
B - Por el proceso de fabricación 1 - Mecánicas

84
La madera se muele sin ayuda de ningún agente químico y queda una mezcla de fibras cortadas y lignina. Se usa para la fabricación de papeles que no exigen gran resistencia mecánica (papel de diario y tisú: servilletas, pañuelos, higiénicos, etc). Con maderas blandas de latifoliadas.
Los procesos de producción de celulosa que operan mediante la acción mecánica se clasifican básicamente en dos categorías:
AQUÉLLOS QUE USAN COMO INSUMO DIRECTAMENTE ROLLIZOS DE MADERA DESCORTEZADOS:
Este es el caso de la pulpa mecánica tradicional (Stone GroundWood, SGW), el método más antiguo de producción de celulosa, que comenzó a utilizarse en 1840 y su variante más moderna, la pulpa mecánica presurizada (Pressurized GroundWood, PGW). En estos procesos, los rollizos de madera son presionados contra un cilindro de piedra recubierto con una sustancia abrasiva, el cual gira a gran velocidad, actuando como una lima. La fricción del cilindro contra los rollizos produce el aumento de la temperatura, que permite separar las fibras. Los rollizos son presionados contra este cilindro ya sea por su propio peso y cadenas alimentadoras (en el caso de la SGW), o mediante pistones hidráulicos en cámaras presurizadas (PGW). Regaderas de agua caliente a 75-100ºC, en algunos casos a presión, limpian las fibras removiéndolas del cilindro para que caigan a una cuba desde donde son llevadas al proceso de clasificación. El consumo específico de energía en estos procesos es alto, entre 1.600 a 1.900 kWh/ton de pulpa. Lo normal es que esta pulpa fluya directamente para alimentar a una máquina papelera conectada en línea. El rendimiento de estos procesos es alto, ubicándose en el rango 94-97%, medido como toneladas de pulpa seca dividido por toneladas de madera seca alimentada. Esto significa que la pulpa producida retiene aún muchas de las componentes químicas de la madera, incluyendo lignina, hemicelulosas, resinas y otros. Así, los papeles producidos a partir de esta pulpa tiendan a decolorarse cuando son expuestos a la luz, el calor o simplemente, con el paso del tiempo. Este fenómeno, conocido como “reversión de blancura”, puede comprobarse exponiendo un periódico a la luz del sol. La lignina presente en las hojas hará que se torne amarillo.
Pressurized Groundwood (PGW)

85
Stone Groundwood (SGW)
Los papeles producidos en base a estas pulpas tienen características especialmente ventajosas para ciertos tipos de impresión, como periódicos y guías telefónicas. Dada la naturaleza de estos procesos, sin embargo, es inevitable que se produzca algún daño a las fibras, con lo cual los atributos de resistencia de estos papeles son bajos.
AQUÉLLOS QUE USAN COMO INSUMO ASTILLAS DE MADERA:
Dentro de esta categoría están, en orden cronológico, la pulpa mecánica refinada (Refiner Mechanical Pulp, RMP), desarrollada a fines de los ‘50s y la pulpa termomecánica (ThermoMechanical Pulp, TMP), desarrollada a principios de los ‘70s. En ambos casos, las astillas son desfibradas mediante un proceso de refinación, normalmente a un 30% de consistencia, es decir, en una mezcla que contiene un 30% en peso de fibra y un 70% en agua. La refinación se produce introduciendo las astillas a presión a una zona entre dos discos que rotan en direcciones opuestas a muy corta distancia. La acción de una serie de ranuras y barras sobre la superficie de estos discos separa las fibras. Se pueden utilizar entre una y tres estaciones de refinado en serie. La primera estación de refinado es presurizada, pero la segunda y tercera pueden operar a presión atmosférica. Después de la última estación de refinado, la pasta pasa por un proceso de clasificación y normalmente es alimentada en forma directa a la máquina papelera. Las fibras son mucho menos dañadas que en el caso anterior, tienen en promedio una mayor longitud y exhiben en consecuencia, mucho mejores atributos de resistencia. La principal novedad que introdujo el proceso TMP con respecto al RMP es la incorporación de una etapa inicial de ablandamiento de las astillas, impregnándolas y calentándolas con vapor antes de la refinación. De esta manera, se facilita la separación de la celulosa y se reduce el daño a las fibras.
Ambos tipos de proceso también están dentro del segmento de las pulpas de “alto rendimiento”, siendo éste de 95-97% en el caso de la RMP y 93-97% en el caso de la TMP. El consumo de energía de estos procesos, no obstante, es sustancialmente mayor que en la categoría anterior de pulpas mecánicas y oscila, dependiendo del papel que se vaya a producir con ella entre 1.650-3.200 kWh/tonelada de pulpa.

86
2 - Químicas Se obtienen en digestores por la acción de drogas y calor. Las fibras quedan enteras y da un producto más puro en celulosa. Se destina a papeles de embalar, envases, rayón, etc., que exigen mayor resistencia físico-mecánica. Se pueden obtener por dos vías:
Pastas a la soda a- Vía alcalina
Pastas al sulfato
b- Vía ácida -----› Pastas al sulfito - Pasta a la soda Se obtiene tratando la madera con soda cáustica o sea: HONa (hidróxido de Sodio). Cocción química alcalina. Se emplea para tratar maderas blandas de fibra corta. Si las plantas no producen HONa que es caro, se usa la soda Solvay (CO3
Na2) y se agrega cal apagada (Ca (OH)2 para formar el HONa). Se obtienen buenas pastas blanqueadas para papeles de revistas, libros y de seda.
- Pasta al sulfato Llamada comúnmente pasta “KRAFT” .
87
Los reactivos actuantes son: sulfuro de Na (SNa2) y el OH Na (soda cáustica). Se llama “al sulfato” porque se utiliza Na2 SO4 (sulfato de Na) en forma indirecta. Se usan para fabricar papeles de mucha resistencia mecánica. La pasta cruda (sin blanquear = Kraft) se destina a papeles de embalar, bolsas de cemento y azúcar. La pasta blanqueada se usa con otras, para darles más resistencia mecánica.
PROCESO KRAFT6 Fase 1: Preparación de la madera
La madera, principal materia prima para la fabricación de la celulosa, llega a la Planta generalmente en la forma de troncos de dimensiones estandarizadas, denominados rollizos. En menor medida también se utilizan astillas de aserradero y lampazos (restos perimetrales de troncos aserrados).
El proceso se inicia cuando los rollizos de madera son cargados en los descortezadores, que son tambores rotatorios de grandes dimensiones que giran a una velocidad de 6 a 10 revoluciones por minuto.
La corteza no se desperdicia, sino que es llevada a través de una cinta transportadora para ser quemada en una caldera, denominada caldera de biomasa.
Los troncos descortezados son transformados en astillas (chips), las cuales luego de ser acopiadas para su homogeneización en grandes pilas, pasan a continuación por un proceso de clasificación por tamaño. Los chips de tamaño normal continúan a la fase siguiente, los de gran tamaño son devueltos para ser astillados nuevamente y los finos convergen junto con la corteza a la caldera de biomasa, donde son quemados para generar vapor, el cual posteriormente, en un equipo denominado turbogenerador, se usa para producir energía eléctrica.
Como se observa en el diagrama, los lampazos siguen el mismo tratamiento que los rollizos de madera y las astillas de aserradero se incorporan directamente a la pila de astillas.
6 http://www.papelnet.cl/ - CMPC: Compañia Manufacturera de Papeles y Cartones de Chile.

88
Fase 2: Cocción
Las astillas procedentes de la pila de acopio son conducidas hacia la tolva de astillas, donde son impregnadas con vapor de agua para eliminar su contenido de aire. Para asegurar una mayor uniformidad de la cocción en el digestor, las astillas pasan por un tanque a alta presión donde son pre-impregnadas con licor blanco. Esta mezcla finalmente entra por la parte superior del digestor continuo.
En el digestor las astillas son literalmente cocidas con una sustancia denominada Licor Blanco, a alta temperatura y presión. El Licor Blanco es una solución acuosa compuesta por sulfuro de sodio (Na2S) e hidróxido de sodio (NaOH). Su función es romper las uniones de lignina y liberar las fibras de celulosa. Físicamente, el digestor continuo es un gran estanque cilíndrico de varias secciones, con una red de tuberías a través de las cuales se le adicionan o extraen los líquidos de cocción. Tiene un eje vertical para revolver la mezcla y una tubería para drenar la celulosa. El rango de temperatura de cocción varía entre 130º C y 170° C, siendo más alta en la parte superior del digestor (etapa inicial).
En la medida que las astillas avanzan hacia abajo en el digestor, se van transformando en pasta de celulosa. Esto explica porqué el proceso de cocción opera en forma continua. Al final de la cocción, además de la pasta de celulosa, se genera un residuo denominado Licor Negro, que está compuesto por el Licor Blanco mezclado con la lignina y otras sustancias de la madera. Este Licor Negro es recuperado para ser procesado en otro sector de la Planta de Celulosa denominado Sistema de Recuperación de Productos Químicos y Energía. Este importante proceso permite la recuperación de productos químicos valiosos. En la práctica, sólo un porcentaje muy minoritario de los residuos sólidos del digestor debe ser enterrado en los vertederos (áreas de disposición controlada).
Al llegar a la parte inferior del digestor, la pasta de celulosa es sometida a un lavado a altas temperaturas, donde flujos de agua a contracorriente le van eliminando el Licor Negro. Luego, la pasta pasa por un estanque de soplado, cuya función es reducir bruscamente la presión, con el objeto de liberar las fibras que aún permanecen

89
compactas. El proceso de soplado se realiza a menores temperaturas; para ello se inyecta agua fría a la pasta, con el fin de bajar su temperatura al rango 75-80° C.
La pasta de celulosa que sale del digestor es lavada y clasificada a través de varios filtros. Los nudos de la madera y otros chips que no pasan por los filtros son enviados de vuelta al digestor. La pasta filtrada y lavada por segunda vez constituye lo que se denomina celulosa cruda o celulosa sin blanquear, líquida. Esta pasta de celulosa tiene aún un contenido importante de lignina, que le da una tonalidad color café, similar al color natural de la madera.
Es importante señalar que como alternativa al digestor continuo, el proceso recién descrito también puede realizarse en digestores batch. Físicamente, ellos son una batería de estanques dotados de sofisticados equipos de control de temperatura y presión, que como su nombre lo indica, operan en forma intermitente. En términos muy generales, las astillas y el licor de cocción son cargados por la parte superior del estanque, el cual una vez lleno se cierra con una válvula. A continuación se procede a elevar la temperatura y la presión del estanque hasta alcanzar la temperatura de cocción (aprox. 170 °C) y una presión de 700 kPa. Estas condiciones son mantenidas durante un cierto período de tiempo, necesario para disolver la lignina y liberar las fibras de celulosa. Cumplido este tiempo, se procede a vaciar el estanque por diferencias de presión (soplado) y posteriormente la pasta es lavada, clasificada y filtrada de manera similar a la descrita en el caso del digestor continuo.
La celulosa cruda es el principal insumo en la producción de los papeles y cartones de color café que se usan para embalaje o para producir envases como los sacos, saquitos y cajas de cartón corrugado.
Fase 3: Blanqueo ECF

90
Dado que la celulosa es el principal insumo en la producción de papeles blancos, es necesario someter a la pulpa de celulosa a un tratamiento con productos químicos en orden a extraer el remanente de lignina, las resinas, iones metálicos y otras sustancias que podrían afectar el proceso de producción del papel. Diferentes productos químicos, como el dióxido de cloro, el oxígeno y el peróxido de hidrógeno (H2O2-agua oxigenada) son agregados en forma secuencial a la pasta de celulosa para blanquearla eliminando la lignina. De esta manera, los consumidores de celulosa reciben un producto que les permite producir papeles con los atributos requeridos de blancura y brillo, los que además no decaen significativamente con el paso del tiempo. Los productos químicos actualmente en uso en esta fase del proceso han sustituido a otros que fueron eliminados, por cuanto se demostró que generaban componentes nocivos para el medio ambiente. El proceso de blanqueo significa, necesariamente, una reducción de rendimiento de la madera, medido en m3 de madera por tonelada de celulosa; por cuanto se elimina una parte importante de la lignina que aún permanece en la pasta café y además, una parte de las fibras de celulosa se degradan debido a los agentes químicos que intervienen en el proceso. Normalmente, en todo el proceso de blanqueo se pierde entre un 5 y 9% de la pasta café, para alcanzar blancura estándar de 87-90%, según la norma ISO-2470 (International Organization for Standardization).
Las plantas de celulosa modernas –como las de Empresas CMPC- han incorporado en forma previa a las distintas etapas que componen el proceso de blanqueo, una etapa denominada deslignificación con oxígeno, que como su nombre lo indica, consiste en aplicar altas dosis de oxígeno a la pasta café para producir la oxidación de la lignina. Esta reacción química se realiza en un estanque presurizado, a elevadas temperaturas y en un medio alcalino (pH > 7). Esta etapa tiene dos importantes beneficios: Se reduce sustancialmente el consumo de químicos en las etapas posteriores de blanqueo y además, permite que la lignina removida en la primera estación de lavado pueda ser reprocesada en el Sistema de Recuperación de Productos Químicos y Energía..
El blanqueo de la celulosa continúa agregando en sucesivas etapas distintos productos químicos que oxidan o modifican la estructura molecular de la lignina y otros elementos presentes en la pasta de celulosa cruda, facilitando su disolución y posterior extracción. La pasta es lavada al final de cada etapa para remover los materiales orgánicos solubles. Estas reacciones químicas se realizan en estanques a alta temperatura y en un ambiente ácido (pH < 4). Dado que en este proceso se generan algunos componentes orgánicos que no son solubles en un ambiente ácido, es necesario intercalar etapas en las que se utilizan productos químicos que generan un medio alcalino, de tal forma de poder extraer estos componentes en la estación de lavado.
El residuo líquido procedente de la planta de blanqueo, denominado efluente, es conducido a las plantas de tratamiento, con el objeto de ser purificado, eliminando todas las sustancias nocivas para el medio ambiente antes de devolverlo a los ríos.
Las etapas del proceso de blanqueo se representan por símbolos que reflejan el producto químico que se emplea en ella o la función que desempeña:
Símbolo Etapa Pérdida Tiempo pH Consistencia Tº Descripción
O Oxígeno 1-5 -
2.0% on pulp
60 min >7 10 - 15% 85 - 95 °C
El Oxígeno remueve la lignina y modifica otras componentes que dan color a la pasta. En las etapas de deslignificación/blanqueo con Oxígeno, la

91
pasta de celulosa es oxidada en un estanque presurizado y a elevadas temperaturas en un medio alcalino.
D Dióxido de Cloro
0.6-1.0% on pulp 180 min
3.5 -
4.0 10 - 12% 60 -
80 °C
El Dióxido de Cloro (ClO2 ) es un producto químico muy selectivo, que reacciona con la lignina transfiriéndole una molécula de Oxígeno y rompiendo su estructura. Se utiliza para deslignificar la pasta y para blanquearla de otros extractivos que le dan color. Esquemáticamente:Lignina + ClO2→ Lignina Oxidada + HClO/HClO2
E Extracción Alcalina
3 -4% on pulp 120 min 12 10 - 20% 45 -
95 °C
Muchos de los residuos orgánicos de la fase D son ácidos orgánicos y alcoholes que no son solubles con agua en un ambiente ácido. En esta etapa estos extractivos son removidos vía disolución a alta temperatura usando NaOH (Hidróxido de Sodio o Soda Cáustica), lo que genera una solución alcalina.
EO Extracción Alcalina reforzada con Oxígeno (O2)
EP Extracción Alcalina reforzada con Peróxido de Hidrógeno (H2O2) - Agua Oxigenada
EOP
Extracción Alcalina reforzada con Oxígeno y Peróxido de Hidrógeno
P Peróxido de Hidrógeno
2 -3 % on pulp 1 -2 hr 10 - 30% 65 -
80 °C
El Peróxido de Hidrógeno (H2O2) es utilizado para blanquear la pasta principalmente en las últimas etapas del blanqueo. Una de sus virtudes es que previene la reversión de la blancura de la celulosa con el paso del tiempo.
Q Quelato
Son agentes químicos que se utilizan para capturar los iones metálicos que se producen en la etapas O,P,Z; evitando que ellos generen reacciones químicas que degradan la celulosa, limitan el grado de blancura alcanzable y produzcan una reversión de su blancura con el paso del tiempo.
W Lavado La pasta es lavada después de cada etapa del blanqueo para remover los reactivos.
Z Ozono 0.1 -
1.0% on pulp
2.5 5 - 15% <65 °C
El Ozono (O3 ) es un efectivo agente deslignificador y blanqueador de la pasta. Su utilización industrial se expandió una vez mejorada su selectividad. Originalmente atacaba tanto a las fibras de celulosa como a la lignina.
La pasta resultante, prácticamente libre de lignina, puede ser secada para obtener la celulosa blanca kraft.
A través de los avances recientes, los niveles de residuos en los efluentes líquidos de las plantas de celulosa han bajado continuamente. El proceso de blanqueo ECF (Elemental Chlorine Free), basado en dióxido de cloro, se ha impuesto largamente en la industria de la celulosa como el más aceptado, en reemplazo de las antiguas plantas de blanqueo basado en cloro elemental.
BLANQUEO TCF
En un esfuerzo por eliminar totalmente los componentes órgano clorados del efluente se desarrolló un método alternativo de blanqueo de la celulosa, conocido por sus siglas en
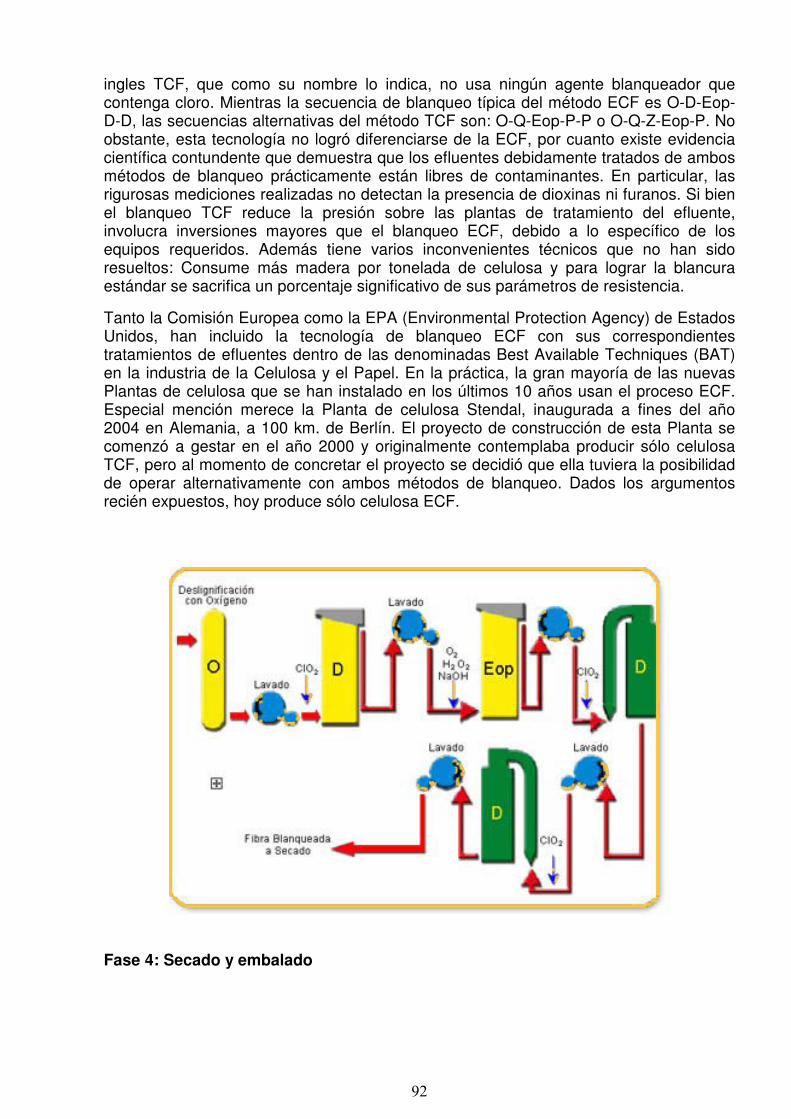
92
ingles TCF, que como su nombre lo indica, no usa ningún agente blanqueador que contenga cloro. Mientras la secuencia de blanqueo típica del método ECF es O-D-Eop-D-D, las secuencias alternativas del método TCF son: O-Q-Eop-P-P o O-Q-Z-Eop-P. No obstante, esta tecnología no logró diferenciarse de la ECF, por cuanto existe evidencia científica contundente que demuestra que los efluentes debidamente tratados de ambos métodos de blanqueo prácticamente están libres de contaminantes. En particular, las rigurosas mediciones realizadas no detectan la presencia de dioxinas ni furanos. Si bien el blanqueo TCF reduce la presión sobre las plantas de tratamiento del efluente, involucra inversiones mayores que el blanqueo ECF, debido a lo específico de los equipos requeridos. Además tiene varios inconvenientes técnicos que no han sido resueltos: Consume más madera por tonelada de celulosa y para lograr la blancura estándar se sacrifica un porcentaje significativo de sus parámetros de resistencia.
Tanto la Comisión Europea como la EPA (Environmental Protection Agency) de Estados Unidos, han incluido la tecnología de blanqueo ECF con sus correspondientes tratamientos de efluentes dentro de las denominadas Best Available Techniques (BAT) en la industria de la Celulosa y el Papel. En la práctica, la gran mayoría de las nuevas Plantas de celulosa que se han instalado en los últimos 10 años usan el proceso ECF. Especial mención merece la Planta de celulosa Stendal, inaugurada a fines del año 2004 en Alemania, a 100 km. de Berlín. El proyecto de construcción de esta Planta se comenzó a gestar en el año 2000 y originalmente contemplaba producir sólo celulosa TCF, pero al momento de concretar el proyecto se decidió que ella tuviera la posibilidad de operar alternativamente con ambos métodos de blanqueo. Dados los argumentos recién expuestos, hoy produce sólo celulosa ECF.
Fase 4: Secado y embalado

93
La pasta procedente de la planta de blanqueo es preparada para su secado. El porcentaje de fibras contenida en la pasta a la entrada de la máquina secadora (consistencia inicial), es de aproximadamente 1 a 2%, es decir, la pasta tiene un gran contenido de agua. Desde la caja de entrada a esta máquina, la pasta es distribuida uniformemente sobre el fourdrinier o mesa formadora de la hoja. Este equipo es accionado por varios rodillos que sacan el agua de la pasta por gravedad y bombas de vacío, dándole la forma de una lámina.
La lámina, que a estas alturas posee una consistencia de aproximadamente un 46%, entra a los pre-secadores, grandes cilindros en cuyo interior circula vapor a altas temperaturas. Luego pasa a los secadores principales, que por dentro están equipados de diversos rodillos calientes que conducen la lámina a través de calentadores por convección y radiadores infrarrojos. Este sistema de rodillos secadores se puede sustituir por un sistema de secado con aire caliente, donde la hoja de celulosa pasa libre a través de corrientes de aire caliente seco para eliminar el agua. A la salida de esta área, la lámina posee una consistencia de 87-92% seco.
Después, esta lámina pasa por la unidad cortadora, que la deja en forma de pliegos, los que se apilan, se prensan y se embalan en una unidad denominada fardo, con un peso de 250 k.. Finalmente agrupando 8 fardos en dos columnas de 4 se forman los units, los que se pesan antes de almacenarlos en las bodegas.
También existe la posibilidad de bobinar la lámina de celulosa (celulosa en rollos), en cuyo caso se prescinde de su paso por la cortadora.
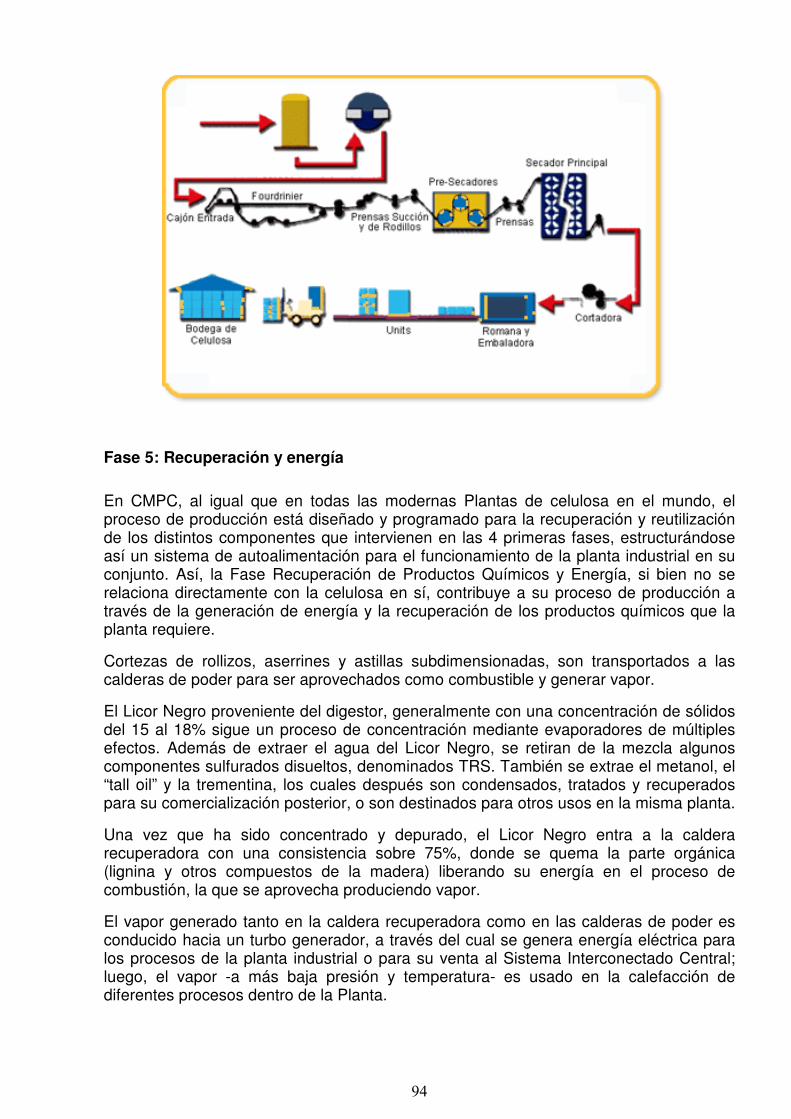
94
Fase 5: Recuperación y energía
En CMPC, al igual que en todas las modernas Plantas de celulosa en el mundo, el proceso de producción está diseñado y programado para la recuperación y reutilización de los distintos componentes que intervienen en las 4 primeras fases, estructurándose así un sistema de autoalimentación para el funcionamiento de la planta industrial en su conjunto. Así, la Fase Recuperación de Productos Químicos y Energía, si bien no se relaciona directamente con la celulosa en sí, contribuye a su proceso de producción a través de la generación de energía y la recuperación de los productos químicos que la planta requiere.
Cortezas de rollizos, aserrines y astillas subdimensionadas, son transportados a las calderas de poder para ser aprovechados como combustible y generar vapor.
El Licor Negro proveniente del digestor, generalmente con una concentración de sólidos del 15 al 18% sigue un proceso de concentración mediante evaporadores de múltiples efectos. Además de extraer el agua del Licor Negro, se retiran de la mezcla algunos componentes sulfurados disueltos, denominados TRS. También se extrae el metanol, el “tall oil” y la trementina, los cuales después son condensados, tratados y recuperados para su comercialización posterior, o son destinados para otros usos en la misma planta.
Una vez que ha sido concentrado y depurado, el Licor Negro entra a la caldera recuperadora con una consistencia sobre 75%, donde se quema la parte orgánica (lignina y otros compuestos de la madera) liberando su energía en el proceso de combustión, la que se aprovecha produciendo vapor.
El vapor generado tanto en la caldera recuperadora como en las calderas de poder es conducido hacia un turbo generador, a través del cual se genera energía eléctrica para los procesos de la planta industrial o para su venta al Sistema Interconectado Central; luego, el vapor -a más baja presión y temperatura- es usado en la calefacción de diferentes procesos dentro de la Planta.

95
La parte inorgánica y las sales minerales (cenizas), se recuperan después del proceso de combustión. Los principales compuestos químicos de las cenizas son el sulfuro de sodio (Na2S) y el carbonato de sodio (Na2CO3). Estas cenizas son disueltas en agua y se forma el denominado Licor Verde. Este Licor Verde es sometido después al proceso de caustificación, el cual en esencia consiste en adicionarle cal viva (CaO) y por medio de varias reacciones químicas y filtros, se producen dos compuestos químicos: Licor Blanco (Na2S + NaOH) que es almacenado en estanques para ser reutilizado en la fase de cocción y cal apagada o caliza (CaCO3) en forma de lodos, a los cuales se les extrae la humedad y son quemados en hornos especiales, denominados Hornos de Cal, para producir nuevamente la cal viva requerida en este proceso de caustificación. Las siguientes son las ecuaciones químicas involucradas:
CaO + H2O → Ca(OH)2 + calor
Ca(OH)2 + Na2CO3 + Na2S → 2NaOH + Na2S + CaCO3 (al filtro de lodos)
Fase 6: Tratamiento de efluentes

96
Los residuos líquidos provenientes de las distintas fases del proceso de producción deben ser purificados en plantas de tratamiento, con el propósito de eliminar todas las sustancias que puedan producir un impacto adverso en el medio ambiente, antes de devolver el efluente a los ríos.
Es un hecho científicamente demostrado que la naturaleza tiene la capacidad de autodepurarse. En consecuencia, dependiendo de la características y el caudal del curso de agua al cual se evacúa el efluente tratado, las Plantas de celulosa en todo el mundo deben cumplir ciertos estándares específicos de emisión de materiales contaminantes en su efluente. Los siguientes son los parámetros del efluente medidos universalmente para acreditar su calidad:
Parámetros del efluente controlados en las Plantas de Celulosa del mundo
Parámetro U. de
medida Definición Comentarios
Flujo
m3/s - m3/ton de celulosa
Como su nombre lo indica es una medida caudal del efluente
Permite calificar la eficiencia en el uso del agua en una Planta de celulosa, mientras menor es el valor en m3/tonelada, más cerrados son los procesos y más eficiente es el uso del recurso agua.
DBO5 Demanda Bioquímica de Oxígeno
mg/l - k/ton de celulosa
Es un test para medir la cantidad de material orgánico biodegradable disuelto en el efluente. En términos generales, consiste en medir cuánto oxígeno se consume en la descomposición del material
Los microorganismos del curso receptor descomponen bioquímicamente el material orgánico presente en el efluente, consumiendo en el proceso Oxígeno. La reacción química genérica es la siguiente:Material Orgánico +
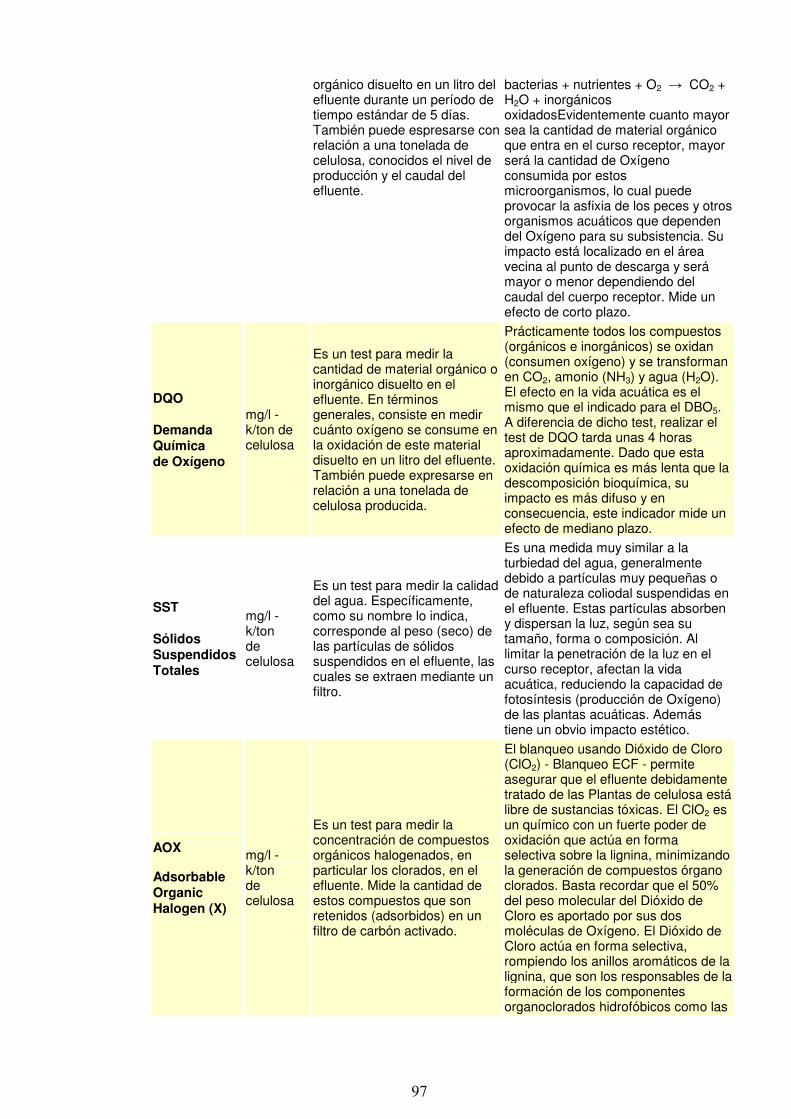
97
orgánico disuelto en un litro del efluente durante un período de tiempo estándar de 5 días. También puede espresarse con relación a una tonelada de celulosa, conocidos el nivel de producción y el caudal del efluente.
bacterias + nutrientes + O2 → CO2 + H2O + inorgánicos oxidadosEvidentemente cuanto mayor sea la cantidad de material orgánico que entra en el curso receptor, mayor será la cantidad de Oxígeno consumida por estos microorganismos, lo cual puede provocar la asfixia de los peces y otros organismos acuáticos que dependen del Oxígeno para su subsistencia. Su impacto está localizado en el área vecina al punto de descarga y será mayor o menor dependiendo del caudal del cuerpo receptor. Mide un efecto de corto plazo.
DQO Demanda Química de Oxígeno
mg/l - k/ton de celulosa
Es un test para medir la cantidad de material orgánico o inorgánico disuelto en el efluente. En términos generales, consiste en medir cuánto oxígeno se consume en la oxidación de este material disuelto en un litro del efluente. También puede expresarse en relación a una tonelada de celulosa producida.
Prácticamente todos los compuestos (orgánicos e inorgánicos) se oxidan (consumen oxígeno) y se transforman en CO2, amonio (NH3) y agua (H2O). El efecto en la vida acuática es el mismo que el indicado para el DBO5. A diferencia de dicho test, realizar el test de DQO tarda unas 4 horas aproximadamente. Dado que esta oxidación química es más lenta que la descomposición bioquímica, su impacto es más difuso y en consecuencia, este indicador mide un efecto de mediano plazo.
SST Sólidos Suspendidos Totales
mg/l - k/ton de celulosa
Es un test para medir la calidad del agua. Específicamente, como su nombre lo indica, corresponde al peso (seco) de las partículas de sólidos suspendidos en el efluente, las cuales se extraen mediante un filtro.
Es una medida muy similar a la turbiedad del agua, generalmente debido a partículas muy pequeñas o de naturaleza coliodal suspendidas en el efluente. Estas partículas absorben y dispersan la luz, según sea su tamaño, forma o composición. Al limitar la penetración de la luz en el curso receptor, afectan la vida acuática, reduciendo la capacidad de fotosíntesis (producción de Oxígeno) de las plantas acuáticas. Además tiene un obvio impacto estético.
AOX
Adsorbable Organic Halogen (X)
mg/l - k/ton de celulosa
Es un test para medir la concentración de compuestos orgánicos halogenados, en particular los clorados, en el efluente. Mide la cantidad de estos compuestos que son retenidos (adsorbidos) en un filtro de carbón activado.
El blanqueo usando Dióxido de Cloro (ClO2) - Blanqueo ECF - permite asegurar que el efluente debidamente tratado de las Plantas de celulosa está libre de sustancias tóxicas. El ClO2 es un químico con un fuerte poder de oxidación que actúa en forma selectiva sobre la lignina, minimizando la generación de compuestos órgano clorados. Basta recordar que el 50% del peso molecular del Dióxido de Cloro es aportado por sus dos moléculas de Oxígeno. El Dióxido de Cloro actúa en forma selectiva, rompiendo los anillos aromáticos de la lignina, que son los responsables de la formación de los componentes organoclorados hidrofóbicos como las

98
dioxinas y furanos, los cuales son solubles en grasas (adsorción) y por lo tanto trepan por la cadena alimenticia hasta el ser humano. Estas sustancias son además bioacumulativas, es decir, despues de una serie de pequeñas exposiciones a lo largo del tiempo se acumulan en el organismo hasta alcanzar niveles dañinos para la salud.
Color
Unidades de Platino-Cobalto (Pt-Co)
Es un test para medir el efecto óptico que produce una solución de muestra del efluente, comparada con una solución estándar
El color del efluente proviene de principalmente de algunos componentes de la lignina. La emisión de sustancias coloreadas en la forma de material particulado o disuelto en el agua afecta negativamente a los organismos vivos del curso receptor al disminuir la transparencia del agua. Es un efecto localizado, equivalente al de los SST.
Fósforo (P)
Nitrógeno (N)
mg/l - k/ton de celulos
amg/l - k/ton de celulosa
En ambos tests se mide la concentración de estos nutrientes en el efluente, la cual también puede expresarse con relación a una tonelada de celulosa producida.
Ambos nutrientes son principalmente introducidos al sistema a través de la madera o a través del agua de proceso, por las actividades agrícolas cercanas a la Planta. No son elementos que se utilicen en el proceso de producción de la celulosa. Ambos son elementos esenciales para el creciemiento de microorganismos, plantas, algas y animales. El Nitrógeno en particular, es la piedra angular en la síntesis de las proteinas. Un exceso de estos nutrientes en el curso receptor produce un desequilibrio en la vida acuática conocido como eutroficación, al estimular un crecimiento exagerado de las algas. En la competencia por el Oxígeno, algunas crecen más que otras y dejan menos oxígeno disponible para otros organismos vivos como peces y crustáceos, reduciendo la biodiversidad y aumentando la sedimentación.
El proceso de purificación del efluente se desarrolla sometiéndolo a una serie de tratamientos en forma secuencial.
La primera fase de este proceso se realiza en la planta de tratamiento primario, etapa en la que se retiran los sólidos suspendidos, además de neutralizar (pH), enfriar y homogeneizar el efluente.
En un clarificador o piscina de decantación, las fibras y otros sólidos suspendidos son llevados a la superficie del agua con la ayuda de burbujas de aire inyectadas desde el fondo, y son retiradas por rebalse a través de los bordes superiores de esta piscina. Los sólidos más pesados se depositan en el fondo por gravedad y una vez decantados, son retirados desde el fondo por rastrillos rotatorios. Como la velocidad de decantación es proporcional al cuadrado del diámetro de estas partículas, es usual agregar agentes químicos (floculantes) para que las partículas

99
sólidos junto con las fibras son prensados para retirarles el agua sobrante y depositarlos en vertederos especialmente habilitados (Áreas de Disposición Controlada), o alternativamente quemarlos en calderas de poder.
Una vez retirados estos sólidos suspendidos, el efluente continúa hacia una etapa de neutralización, donde se le agregan aditivos químicos neutralizantes para que los residuos finales no sean ácidos ni alcalinos.
La segunda fase de este proceso se realiza en la planta de tratamiento secundario. El objetivo en esta etapa es la remoción del material orgánico del efluente, lo cual se consigue mediante una degradación biológica.
La planta de tratamiento secundario consta de dos unidades principales: la piscina de aireación y el clarificador secundario o piscina de sedimentación. En la piscina de aireación, el efluente es tratado mediante una colonia de microorganismos (bacterias) que literalmente devoran la materia orgánica. Este tratamiento es de carácter aeróbico, ya que los microorganismos consumen oxígeno en el proceso y se denomina de lodos activados, debido a la alta concentración de microorganismos presentes, que le confiere esa apariencia externa. El tiempo de residencia del efluente en esta piscina con lodos activados es variable dependiendo de la tecnología empleada, oscila entre las 2-48 horas.
Los lodos son extraídos del agua en el clarificador por decantación. La mayor parte de estos lodos son recirculados de vuelta a la piscina de aireación, con el propósito de mantener la alta concentración en la colonia de bacterias. Una pequeña fracción de los lodos, correspondiente al crecimiento neto de la colonia, es eliminado del sistema. Al igual que en el tratamiento primario, estos lodos son espesados, eliminándoles el agua, para después ser depositados en Áreas de Disposición Controlada o quemados en las calderas de poder. Se estima que el poder calorífico de estos lodos fluctúa entre los 10-20 GJ/tonelada seca, pero como aún contienen un elevado porcentaje de agua, esta cifra se reduce a la mitad aproximadamente.
En general, cumplida esta última etapa, el efluente (agua) previo paso por filtros limpiadores, puede ser recirculado para su uso en la misma Planta de Celulosa, o ser devuelto al río sin riesgo de alteración del medio ambiente fluvial.
La eficiencia de las plantas de tratamiento varía dependiendo del tipo de efluente, el diseño de la planta y las condiciones de operación. Las Plantas de celulosa de CMPC están entre las más modernas del mundo y en consecuencia sus índices de eficiencia se ubican en el rango alto de estos valores:
Eficiencia de las Plantas de tratamiento de efluentes
(% de reducción de los parámetros de emisiones)
Parámetro DBO5 DQO AOX SST P N
% eficiencia 85-98 60-85 40-65 85-90 40-85 20-50

100
Fase 6: Control de emisiones aéreas y de olor
Las emisiones aéreas son monitoreadas y controladas rigurosamente para evitar la descarga hacia la atmósfera de sustancias dañinas para el medio ambiente o los seres vivos. Las fuentes fijas más importantes en una Planta de celulosa y sus correspondientes equipos para el abatimiento de emisiones son las siguientes:
Caldera Recuperadora: Es la principal fuente de emisiones aéreas de la Planta. Como ya se indicó, esta caldera es alimentada con Licor Negro concentrado. Aproximadamente un tercio del peso seco de esta sustancia son químicos inorgánicos, de los cuales se recupera el sulfuro de sodio (Na2S), el carbonato de sodio (Na2CO3), el sulfato de sodio (Na2SO4) y sal (NaCl). El resto son sustancias orgánicas disueltas. Al interior de esta caldera, que opera en torno a los 1.000 °C, se producen una serie de reacciones químicas que liberan compuestos gaseosos, algunos de los cuales deben ser eliminados o tratados con el objeto de mitigar su impacto en la calidad del aire. Debido a la gran cantidad de variables que intervienen en el proceso, se dispone de sofisticados sistemas de control computarizado que permiten una óptima operación de la caldera.
El principal compuesto gaseoso que se produce en la caldera recuperadora es el Dióxido de Azufre (SO2). Para reducir su emisión se opera con licor negro a elevada concentración, lo cual aumenta la temperatura de combustión en la caldera. En estas condiciones, el sodio en fase gas reacciona con el dióxido de azufre en presencia de oxígeno, produciendo sulfato de sodio (Na2SO4) y por lo tanto, disminuyendo la generación de SO2.
La caldera recuperadora emite además material particulado (principalmente Na2SO4), Óxidos de Nitrógeno (NOx) y Sulfuro de Hidrógeno (H2S), este último es uno de los responsables del olor característico de las Plantas de celulosa kraft. Se han incorporado una serie de mejoras y equipos auxiliares en las calderas recuperadoras con el objeto de reducir sustancialmente estas emisiones. Se adicionaron lavadores (depuradores) de gases, que retiran el remanente de SO2 y parte del material particulado. El SO2 reacciona con el licor de lavado formando Na2SO3 y algo de Na2SO4 en solución, la cual es reciclada en el proceso para la preparación del licor blanco. También existen los precipitadores electrostáticos, equipos muy eficientes en los cuales prácticamente todo (99,9%) el material particulado es ionizado y removido en unos electrodos suspendidos. Finalmente se han realizado mejoras en el diseño de estas calderas hasta llegar a las denominadas “calderas de bajo olor”. Básicamente son equipos que permiten regular la concentración del Licor Negro y las entradas de aire para la combustión, de forma tal de minimizar la emisión no sólo de SO2, como ya se explicó, sino también de H2S, según las siguientes reacciones químicas que se producen en la zona de oxidación de estas calderas:
H2S + O2 + Alta temperatura → SO2 + H2O
SO2 + Na + O2 + Alta temperatura → Na2SO4
La formación de NOx en la caldera recuperadora está principalmente influenciada por el contenido de Nitrógeno en el Licor Negro y por un exceso de Oxígeno en la combustión. Para lograr una eficiente recuperación de los productos químicos, esta caldera opera con bajas concentraciones de Oxígeno y en consecuencia, las emisiones de NOx son muy bajas. Ellas son reducidas aún más en las calderas modernas, que disponen de

101
sistemas de alimentación de aire modificados y que optimizan las condiciones de combustión con la ayuda de sistemas de control computarizado.
Horno de Cal: Los hornos de cal son alimentados con lodos debidamente lavados, provenientes del proceso de caustificación. Ellos contienen, entre otros elementos químicos, la cal apagada o caliza (CaCO3). Estos lodos son quemados a alta temperatura para convertir la caliza en óxido de Calcio (CaO):
CaCO3 + calor → CaO + CO2

102
Esta reacción tiene lugar físicamente en un horno rotatorio cilíndrico donde los lodos son secados y calentados hasta alcanzar la temperatura de reacción, calcinados y enfriados nuevamente. La reacción de calcinación comienza a los 800 °C y para completar la reacción se requieren temperaturas de hasta 1000-1100 °C en el lado más caliente del horno. El enfriamiento se logra usando intercambiadores de calor con flujo de aire.
Las principales emisiones aéreas de un horno de cal son el Dióxido de Azufre (SO2), Óxidos de Nitrógeno (NOx), otros gases sulfurados (TRS) y material particulado.
El Dióxido de Azufre se genera en el horno de cal principalmente por el azufre contenido en el combustible empleado para calentar el horno. Los lodos que alimentan el horno hacen un aporte marginal en contenido de azufre, ya que ellos son previamente lavados con sistemas de clarificadores o filtros de prensas para recuperar la mayor parte de los compuestos que contienen azufre, los cuales son reutilizados en el proceso. Además de la solución evidente de utilizar combustibles con bajo contenido de Azufre, es importante señalar que el horno de cal tiene la capacidad para reducir la emisión de SO2, en base al Carbonato de Sodio (Na2CO3) presente en los lodos de alimentación:
Na2CO3 (liq.) + calor → 2Na (gas) + CO2 + ½O2
SO2 (gas) + 2Na (gas) + O2 → Na2SO4 (liq) → Na2SO4 (sólido)
La emisión de gases sulfurados (TRS), principalmente Sulfuro de Hidrógeno (H2S), desde el horno de cal es relativamente baja. El principal responsable de su generación es la presencia de Sulfuro de Sodio (Na2S) en los lodos de alimentación, el cual reacciona con el SO2 y el vapor de agua, según la siguiente reacción:
Na2S + CO2 + H2O → H2S + Na2CO3
Por esta razón, los lodos son lavados y filtrados previo a su ingreso al horno de cal con el propósito de extraerles el Sulfuro de Sodio, un insumo valioso del proceso de cocción de la pulpa. Esta depuración básicamente busca oxidar el Na2S, transformándolo en Tiosulfato de Sodio (Na2S2O3), una sustancia no tóxica.
La emisión de material particulado se minimiza en virtud de los sistemas de control que poseen los modernos hornos de cal de CMPC, además de equipos adicionales, como lavadores de gases (scrubbers) y precipitadores electrostáticos. La emisión de Óxidos de Nitrógeno (NOx) se evita con la instalación de quemadores especiales en el horno de cal.
Calderas de Biomasa: Como ya se explicó, estas calderas son alimentadas con cortezas, astillas y otros desechos forestales generados tanto en la misma Planta de celulosa como en las faenas forestales. Dada la naturaleza de estos materiales, estas calderas son neutras desde el punto de vista de la emisión de gases con efecto invernadero. La única emisión que es necesario controlar es la de partículas, lo que se logra mediante precipitadores electrostáticos más un adecuado manejo de las condiciones de combustión.
Gases TRS: Proviene del término en inglés Total Reduced Sulfur. Bajo este nombre se agrupan un conjunto de compuestos que se generan en el proceso de producción de celulosa, los más importantes son el Sulfuro de Hidrógeno (H2S), los mercaptanos (CH3SH), el dimetil-sulfito (CH3SCH3) y el dimetil disulfuro (CH3SSCH3). También se les

103
conoce como gases malolientes, ya que el olfato humano es capaz de detectarlos aún en concentraciones tan bajas como 1µg/l. (esto es, 10-6 g/l). En particular, el umbral de percepción del H2S es de 0,0047 partes por millón (ppm) (esto es, 0,0047 miligramos por kilo de solución).
Estos compuestos se generan en varios equipos de la Planta, por lo tanto ellos deben ser recolectados, lavados para retirar las sustancias sulfuradas y otras que tienen valor para su uso en la misma Planta, y finalmente incinerados, ya sea en la Caldera Recuperadora, el Horno de Cal u otra unidad de quemado especializada.
PRINCIPALES PARAMETROS DE LAS EMISIONES AEREAS
Parámetro Definición y comentarios
Material particulado MP
Como su nombre lo indica, se trata de partículas suspendidas en el aire, en estado sólido (humo), en estado líquido (aerosoles) o una combinación de ambos. Estas partículas se clasifican por tamaño (diámetro aerodinámico), el cual oscila entre los 10 x 10-9 m (nm) hasta los 100 x 10-6 m (µm). Su tamaño depende de la cantidad de moléculas unidas, hasta llegar a un tamaño que ya no les permite permanecer suspendidas. El material particulado está compuesto por una amplia variedad de sustancias orgánicas e inorgánicas.
MP10
Es el material particulado de tamaño inferior a 10 µm. El material de tamaño mayor es filtrado en la nariz y la garganta y no representa riesgos para el ser humano. Las PM10 se conocen como partículas inhalables porque entran al sistema respiratorio hasta depositarse en los bronquios y pulmones, produciendo irritaciones e incidiendo en diversas enfermedades. Principalmente tiene su origen en los procesos de combustión, en particular de combustibles Diesel y también en el polvo en suspensión.
Indice de Calidad del Aire ICAP
El Indice de Calidad del Aire por Partículas que informa la Autoridad Sanitaria en Santiago está basado en la cantidad de partículas inhalables (PM10), medidas en microgramos, presentes en un metro cúbico de aire, según los registros de las estaciones de monitoreo en Santiago. Para calcular el índice se utiliza una función lineal por tramos definida por los puntos 0 µg/m3 = 0 ICAP, 150 µg/m3 = 100 ICAP y 330 µg/m3 = 500 ICAP.
MP2,5 Es el material particulado de tamaño inferior a 2,5 µm. Se conocen también como particulas respirables, ya que penetran más profundamente en el sistema respiratorio, llegando incluso hasta los alveolos pulmonares. Por esta razón son muy peligrosas para la salud humana.
Oxidos de Nitrógeno NOx
Es un término genérico que agrupa varios Oxidos de Nitrógeno que se generan en los procesos de combustión. En particular mide la concentración de Oxido Nítrico (NO), Dióxido de Nitrógeno (NO2) y Oxido Nitroso (N2O). De hecho, una de las funciones de los
convertidores catalíticos de los automóviles es reducir la emisión de estos gases. Estos gases reaccionan con el Ozono (O3) de la
atmósfera y por lo tanto están relacionados con la destrucción de la capa de Ozono. Tanto el NO como el NO2 reaccionan con el vapor
de agua de la atmósfera formando Acido Nítrico (HNO3), contribuyendo al fenómeno de la lluvia ácida, que daña los árboles, acidifica
los lagos y el suelo, además de su efecto corrosivo. El N2O por su parte, ha sido identificado como uno de los principales gases que contribuyen al efecto invernadero.
Dióxido de Azufre
SO2
Es un gas que se produce por la combustión de compuestos sulfurados. Se produce en forma natural en las erupciones volcánicas. Los procesos industriales que queman carbón o petróleo son grandes generadores de este gas y al igual que las Plantas de celulosa han debido realizar importantes transformaciones para cumplir con estrictas normas de emisiones. Estos gases reaccionan con el vapor de agua y el oxígeno de la atmósfera, formando Acido Sulfúrico (H2SO4), contribuyendo en consecuencia al fenómeno de la lluvia ácida.
Gases TRS Total Reduced Sulfur
Dentro de esta categoría se clasifica el Sulfuro de Hidrógeno (H2S) y una serie de compuestos inorgánicos sulfurados. En general se producen en cualquier circunstancia donde el Azufre entra en contacto con materia orgánica, en especial a elevadas temperaturas. También se les conocen como gases malolientes, por su característico olor a huevo podrido. El olfato humano es capaz de detectar este olor aún en condiciones de bajísima concentración: 1µg/l (10-3 mg/l). Se trata de compuestos altamente tóxicos para el ser humano y las industrias que los generan, como la industria refinadora de petróleo, los hornos de coke y la industria de la celulosa han incorporado sistemas que depuran sus emisiones gaseosas, recuperando el azufre elemental de estos compuestos. Es interesante señalar que en particular, dado que el H2S se produce en forma natural en el ambiente y en los intestinos del ser humano, nuestro cuerpo dispone de enzimas que oxidan este compuesto, neutralizando su toxicidad y transformándolo en sulfatos. En consecuencia, la exposición a bajos niveles de este compuesto no tiene efectos en la salud humana.
Dióxido de Carbono
CO2
Es un gas que se origina en distintas fuentes, siendo la principal la combustión de materia orgánica. Es considerado el principal responsable del efecto invernadero. Su concentración en la atmósfera se ha incrementado exponencialmente con el desarrollo industrial, debido a la quema de combustibles fósiles como el petróleo, el carbón y el gas para la generación de energía. A través del proceso de la fotosíntesis, la naturaleza tiene la capacidad de absorber este gas, produciendo Oxígeno y almacenando el Carbono, por ejemplo, en los bosques en crecimiento. La industria de la celulosa aprovecha este ciclo natural y obtiene su energía de los desechos forestales generados tanto en las mismas Plantas productoras como en las faenas forestales. El CO2 generado en la combustión de esos desechos es re absorbido por la masa forestal que sustenta a esta industria. Es importante recordar que los bosques en Chile

104
son administrados en forma sustentable y en particular, la tasa de cosecha es menor que la tasa de plantación, en consecuencia, la superficie forestada crece año a año. En contraste, cuando se queman combustibles fósiles, se está liberando a la atmósfera el carbono almacenado por miles de años en la corteza terrestre, el cual no alcanza a ser absorbido por el ciclo natural.
Monóxido de Carbono CO
Es un gas altamente tóxico, que no tiene olor, ni color ni sabor. Se genera por la combustión incompleta de sustancias que contienen carbono. Domésticamente se produce en las estufas a carbón, hornos y equipos de gas que operan sin una adecuada ventilación (falta de Oxígeno). El CO producido por los motores de combustión interna como los de los automóviles y por las emisiones industriales. Es un peligroso contaminante que contribuye al efecto invernadero.
Fase 8: Manejo de residuos sólidos

105
Los residuos sólidos están constituidos por un grupo heterogéneo de materiales producidos en la Planta de celulosa, los cuales no pueden ser vendidos a terceros, reutilizados o incinerados. Todos estos residuos son derivados a instalaciones denominadas Áreas de Disposición Controlada (ADC), las cuales según el tipo de residuo que se trate, se localizan en la misma Planta o son administradas por terceros fuera de ella. El volumen de residuos sólidos generados es muy bajo. Mediciones internacionales indican que el 50% más eficiente de la industria mundial, segmento en el que se inscriben las Plantas de CMPC, genera menos de 25 kilos por tonelada de celulosa producida. Los materiales involucrados son residuos del proceso de caustificación conocidos por sus nombres en inglés: dregs y grits; cenizas, arena, lodos de los tratamientos de efluentes y un grupo misceláneo de residuos (materiales de construcción, metales, y basura en general). La mayor parte de estos residuos, todos ellos considerados en la categoría de residuos no peligrosos, son dispuestos en las ADC de las Plantas, las cuales reúnen las condiciones necesarias para mantener un completo resguardo de posibles filtraciones a las napas subterráneas, además del correspondiente monitoreo de estas napas.
La construcción de un vertedero industrial o ADC no es un hecho trivial, sino una compleja obra de ingeniería que debe ser adecuadamente diseñada y planificada, de modo que constituya una solución técnica y económicamente viable, capaz de eliminar o mitigar los impactos negativos que pudiera generar sobre su entorno. Ellas cubren un área relativamente grande (entre 5 a 10 há.) y están diseñadas para ir acumulando estos desechos por un largo período de tiempo, es decir, tiene una larga vida útil.
Los desechos industriales que se depositan en las ADC de las Plantas contienen tanto elementos orgánicos como inorgánicos, además de una inevitable cantidad de líquido. Las ADC además están expuestas a la lluvia, que percola (se filtra) a través de estos desechos. Para evitar que los lixiviados (líquidos que percolan o drenan a través de los residuos, conteniendo componentes solubles y material en suspensión) contaminen las napas de aguas subterráneas, las ADC son diseñadas con una base impermeable (membranas), compuesta por varias capas de distintos materiales, la cual cuenta además con una red de tuberías que colectan estos líquidos para ser procesados en la Planta de tratamiento de efluentes. De igual manera en su diseño se toman en cuenta aspectos topográficos y se incluyen protecciones laterales (canaletas) adecuadas, para evitar que las aguas lluvias de las áreas circundantes escurran hacia la ADC. Como medida de control, las ADC disponen de un sistema de monitoreo de la calidad del agua en las napas subterráneas para intervenir de inmediato en caso de detectarse algún problema.
El material orgánico presente en estos residuos experimenta una descomposición anaeróbica producida por microorganismos, la cual genera metano, un biogás. Por esta razón las ADC deben disponer de chimeneas para evacuar este gas y eventualmente
quemarlo, que es la forma más ambientalmente segura para su eliminación.

106
- Pasta al sulfito
• Es una pasta química de vía ácida. La droga actuante es el bisulfito de Ca o sulfito ácido de Ca = Ca (HSO3)2 o el bisulfito de Mg = Mg (HSO3)2 . En la práctica se llaman “al sulfito” pero deberían llamarse “al bisulfito”.
• Es la de mayor pureza en celulosa. Se la utiliza para obtener el rayón y para papeles de alta calidad de escribir y billetes de Banco.
• Se usan maderas blandas de fibra larga. • Es un proceso cargo por no existir recuperación de las drogas actuantes.
� Rendimiento : 35 % - 60% 3 - Semiquímicas
o Se hace una cocción incompleta por vía química (al sulfito o a la soda) y se termina el proceso mecánicamente.
o Ahorran drogas y abaratan costos. o Se usan mucho con maderas, paja de trigo, bagazo y suda-grass. o La pasta es de buena calidad para cartón corrugado y papeles de embalar
de menor resistencia que el KRAFT. o Rendimiento : 60%
4 - Quimimecánicas
o En estas domina el proceso mecánico que se completa con el tratamiento químico. Rendimiento: 85%. La droga usada es NaOH en frío.
o Da pastas para papel de diarios, empapelar y blanqueada para libros y tisú.

107
PASTAS CELULÓSICAS MÁS COMUNES
PASTA
TRATAMIENTO
USOS
Mecánica
Mecánico – 90% Cruda: diarios- cartones Blanq: cartulinas, papel obra 2° , tisú
Química 50% a la soda Al sulfato 35 – 50%
Al sulfito 35 – 55%
Cruda: embalaje – Kraft – afiche 2° Blanq. = escribir – imprimir – envases especiale Cruda = decorativos – aislantes Blanq. = libros–revistas-sellados billetes celulosa = rayón
Semiquímica Soda en caliente – 60% Cruda = corrugado – cartones -embalajes Blanq. = escribir - imprimir
Quimimecánica Soda en frío – 85% Blanq. = libros – tisú - higiénico
NITRATO DE CELULOSA Se obtiene por tratamiento de la pasta o de hilachas de algodón con H2 SO
4 (ácido Sulfúrico). Al disolverse forma la nitrocelulosa que por precipitación y disolución en eter-alcohol da una solución hilable de nitrato. El producto principal es el celuloide. Los plásticos de nitrato de celulosa son inflamables y tienden a volverse frágiles con la exposición prolongada. Son muy baratos y de amplia aplicación.
VISCOSA Se denomina así al proceso para obtener la seda artificial o rayón por maceración alcalina (solución fuerte de NaOH) de la pasta de madera. Se obtiene una celulosa alcalina que se trata con bisulfuro de carbono (S2 C) y forma un xantato de celulosa soluble en álcali que da filamentos hilables, películas o masas esponjoides. El nombre del proceso deriva de la elevada viscosidad del xantato en NaOH diluido (viscosa). La hilaza o hebra de rayón se emplea en todos los productos textiles, sola o en combinación con seda, lana o algodón.
108
CELULOSA AL ACETATO
Es un producto obtenido tratando la pulpa de madera o hilachas de algodón con una mezcla de anhídrido acético y ácido acético glacial, en presencia de un catalizador. El producto resultante, triacetato de celulosa, cuando está parcialmente hidrolizado, es soluble en acetona y puede formar filamentos y películas textiles (seda artificial). Se utiliza en la industria de los plásticos como aglutinante y puede moldearse en muchos objetos con propiedades físicas muy diversas.
LA MADERA EN LA INDUSTRIA DE LOS PLÁSTICOS Plástico: se aplica a multitud de compuestos o mezclas de compuestos, a los que puede darse una forma determinada por acción del calor y/o presión; forma que conservarán después de sacados del molde. Pueden ser termoestables o termoplásticos. Plásticos termoestables: Son los que bajo calor y presión, polimerizan para formar sustancias duras, infusibles, que no pueden volver a fundirse ni moldearse después de la polimerización. Plásticos termoplásticos: Son los que pueden ablandarse después de la polimerización y remodelarse a voluntad. La mayor parte de las materias plásticas que existen derivan de: resinas sintéticas, de complejos de proteínas de celulosa de madera y de algodón y otras, de resinas naturales. Los ingredientes básicos de los plásticos son: 1) las materias aglutinantes 2) las materias de relleno 3) las sustancias plastificadoras 4) los disolventes 5) los lubricantes y 6) los colorantes 1 ) Materias aglutinantes El aglutinante es el componente principal y a veces el único, según el producto que se quiere obtener. Se usan: acetato de celulosa, resinas sintéticas termoestables y termoplásticas derivadas de la celulosa, de las proteínas de la caseína y la soja y de los complejos de la lignina. Entre las resinas sintéticas deben mencionarse: resinas fenólicas y urea formaldehído, acrilatos, indenos, estirenos y resinas vinilo. Los principales de celulosa son: el acetato de celulosa, acetato-butirato de celulosa y el nitrato de celulosa, todos los ésteres de celulosa y la celulosa de éter y de

109
etilo. Se preparan usando pulpa de madera muy purificada, al sulfito o hilachas de algodón. 2) Materias de relleno Tienen por objeto aumentar el volumen de la matriz del moldeo y conferir muchas propiedades físicas y químicas especiales. Deben ser: baratas y abundantes, resistentes a impactos y tensiones, tener bajo índice de absorción de humedad, empaparse fácilmente con resinas y colorantes, tener poco peso específico y no ser raspantes. Se usan : harina de madera, harina de cáscara de nuez, hilachas de algodón, celulosa, el papel, el amianto, la mica, el grafito, la tierra de infusorios y la fibra de vidrio. Harinas de madera: se prefieren de madera de color claro y poca densidad, como el pino blanco, tilo americano, álamo, álamo amarillo, abeto balsámico y pino de Escocia. A veces arce, roble y abedul. Es más absorbente de la humedad que cualquier otro relleno, excepto los de celulosa pura. Harina de cáscara de nuez: dan plásticos lustrosos, con buena resistencia al alabeo y al impacto, pero regular a la tensión y a la comprensión. Son superiores a los de harina de madera en resistencia al agua y al calor y en propiedades dieléctricas. 3) Materias plastificadoras Aumentan la fluidez durante el moldeado, dan mayor flexibilidad y menor fragilidad. Se usa: el alcanfor, los ftalatos de metilo y etilo, mezclas de anilina y furfurol, etc. 4) Materiales disolventes Son los vehículos de recubrimientos plásticos especiales, usados para acabado de metales. Se usan: alcoholes, acetona y mezclas de alcohol y éter. 5) Lubricantes Aumentan la fluidez en el moldeo y evitan que se peguen a los moldes. Se usan: las ceras, ácido esteárico y sales metálicas esteáricas. 6) Colorantes Se usan lacas o pigmentos colorantes.
110
BIBLIOGRAFÍA
1. ABAD, R.- 1970 – Celulosa y Papel – Bco. Ind. De la Rep.Argentina-Bs.As. 2. BONNER, J. y GALDSTON, A.- 1955 – Principios de Fisiología Vegetal –
Ed.Aguilar – España 3. CAMACHO ATALAYA,A.-1976–Carbón vegetal– Boletín AITIM Nº 77– Madrid. 4. COZZO, D. y otros.-1972 – Árboles forestales, maderas y silvicultura de la
Argentina. Ed. Acme – Bs.As. 5. CHOW, S.-1977-Tableros fabricados con corteza sin utilizar adhesivos – Boletín
AITIM Nº 85 – Madrid. 6. DEVOTO,F. y ROTHKUGEL, M.-1945-Aplicaciones de las maderas argentinas 7. FAO–1968 –Tableros contrachapados y otros paneles a base de madera.
Consulta Internacional sobre tableros contrachapados y otros paneles a base de madera – Roma.
8. GARCIA ESTEBAN, L., et al.- “La madera y su tecnología” – Ediciones Mundi-Prensa AITIM – 2002 – Madrid.
9. GINZEL,W. y PERAZA,C.-1966-Tecnología de tableros de partículas – Instituto Forestal de Inv. y Experiencias – Madrid.
10. GIORDANO,G.-1951-Il legno e le sue caratteristiche – Ed. Ulrico Hoepli– Milán 11. GIORDANO, G.-1981-Tecnologia del legno Tomos I, II y III. Unione Tipográfico
Editrice Torinese. 12. I.F.I.E.- 197–Terminología forestal – Inst. Forestal de Investig. y Experiencias
Madrid. 13. KOLLMAN, F.-1959 -Tecnología de la madera y sus aplicaciones (Traducción
Del Instituto Forestal de Invest. y Experiencias – Madrid) Tomo 1º. 14. LEONARDIS,J.-1948-Árboles de la Argentina y aplicaciones de su madera.
Ed.Suelo Argentino – Buenos Aires. 15. NÁJERA, y ANGULO,F.-1944– La evolución de la técnica en el empleo y
aplicaciones de la madera de construcción. Inst. Forestal de Inv. y Experiencias Madrid.
16. PANSHIN,A., BAKER, W., HARRAR, E. y PROCTOR, P.-1959 – Productos Forestales – Salvat Editores S.A. - Barcelona.
17. TUSET, R. y DURÁN, F.-1978 - Manual de maderas comerciales, equipos y procesos de utilización – Ed. Hemisferio Sur.
18. VELASCO FERNÁNDEZ, L.- 1977 - El corcho, aislante ideal – Boletín AITIM Nº 85 y Nº 86 – Madrid.
19. VIGNOTE PEÑA, S. et al – “Tecnología de la madera” – 1996 – Ministerio de Agricultura, Pesca y alimentación – Mundi-Prensa.
20. WALKER, J.C.F. – “Primary Word Processing” – 1993 – Chapman & Hall – London .
21. http://www.papelnet.cl/ - CMPC: Compañía Manufacturera de Papeles y Cartones de Chile.
22. http://www.fao.org/docrep/x5595s/x5595s00.htm - Métodos simples para fabricar carbón vegetal

111
INDICE Introducción 2 Alimentos 4 Colorantes y drogas 6 Combustibles 9 Corcho 10 Tanino 13 Sacarificación de la madera 18 Productos de secreción y circulación 19 Aceites y otros productos no madereros 27 Resinas 34 Bálsamos 38 Productos de carbonización y destilación 40 Destilación destructiva 43 Maderos redondos 45 Harina de madera 47 Tablas 48 Envases 51 Maderas modificadas 54 Maderas mejoradas 55 Chapas 56 Laminados 57 Tableros contrachapados 58 Tableros aglomerados 66 Tableros de fibra 78 Tableros de listones, de virutas (OSB) y microlaminados (LVL) 80 Celulosa y papel 83 Proceso Kraft 87 La madera en la industria de los plásticos 108 Bibliografía 110 Índice 111